guia de liofilização informações básicas e aplicações · de uma substância do estado...
TRANSCRIPT

Este guia de liofilização inclui informações de histórico, dicas práticas e exemplos de aplicação, fornecendo os dados necessários para que tenha sucesso na liofilização em seu laboratório. Com o Lyovapor™, a BUCHI oferece o primeiro liofilizador de laboratório com capacidade ilimitada e para máxima conveniência do usuário por meio da Infinite-Technology™ e Infinite-Control™. Saiba mais sobre liofilização e beneficie-se do líder do mercado em evaporação de laboratório.
Guia de Liofilização Informações básicas e aplicações

2
Guia de LiofilizaçãoInformações básicas e aplicações
A liofilização é o processo mais suave utilizado para a secagem de vários tipos de materiais perecíveis. O princípio da liofilização se baseia na transição direta de uma substância do estado sólido para o gasoso, chamada sublimação. Inicialmente, o produto é congelado e então seco por meio de sublimação em um ambiente de pressão reduzida. A baixa pressão permite a transição direta do solvente congelado em vapor. Na maioria das aplicações de liofilização, o solvente a ser removido do produto é a água. No entanto, outros solventes podem ser utilizados até um certo ponto, como etanol.
A liofilização é usada principalmente para a preservação de materiais delicados que estejam sujeitos à degradação ou decomposição. A estabilidade do produto aumenta significativamente reduzindo seu teor de água devido ao vínculo direto entre a presença da água e a atividade biológica e química, as quais são as principais responsáveis pela degradação do produto. Comparado aos outros métodos de desidratação, a liofilização causa menos dano ao produto e evita a contração de volume ou aglomeração do material (Figura 1). Métodos de preservação comuns usam altas temperaturas que afetam a forma e a cor de um produto, bem como seu sabor, odor e conteúdo nutricional. A liofilização é um processo muito suave e particularmente adequado para produtos sensíveis ao calor e de alto valor agregado. A liofilização é aplicada em várias áreas diferentes com vários objetivos, como
a preservação das características do produto (ex.: indústria farmacêutica), a manutenção da forma inicial (arqueologia, flores) ou condicionamento do produto para uso posterior (ex.: frutas no iogurte).
O processo inicial de congelamento cria cristais de gelo dentro e sobre a superfície do produto. Ao virar gelo, as moléculas de água individuais são bloqueadas em uma matriz bem definida (Figura 2). À medida em que as moléculas de água sublimam a partir do produto, elas deixam pequenos poros e lacunas nele e assim mantêm a forma e a estrutura do mesmo. A reidratação do produto é rápida e simples; sendo esta uma característica importante em aplicações na indústria farmacêutica. Produtos liofilizados podem durar vários anos na temperatura ambiente, desde que estejam devidamente vedados e protegidos contra umidade e oxigênio.
Sublimação: Sólido para o gasoso A sublimação descreve a transição direta de uma substância da fase sólida para a gasosa, sem passar pela fase líquida. A sublimação só pode ocorrer em baixa pressão e baixa temperatura. As condições de liofilização ideais dependem consideravelmente da amostra a ser liofilizada, bem como do solvente a ser removido do produto. O principal solvente é a água, os três estados são sólido, líquido e gasoso. A liofilização baseia-se fundamentalmente no diagrama de fases (Figura 3). O diagrama de fases mostra os três estados físicos de água como uma
Figura 1: Os métodos de conservação comuns aplicam calor ao produto, causando mudanças estruturais, perda de cor, de sabor e de odor, bem como dos componentes nutritivos (ex.: vitaminas).
Figura 2: Na liofilização, o gelo muda diretamente para vapor de água através da sublimação, permitindo preservar a estrutura e as características do produto. A liofilização é um processo muito delicado.

3
função de pressão e temperatura. As transições de fase ocorrem nas linhas de separação dos diferentes estados, os chamados limites de fase. Como exibido na Figura 3, a água passa por todos os estados físicos (sólido, líquido e gasoso) desde que a pressão esteja maior que 6,11 mbar. Quando ela é exatamente 6,11 mbar, os três estados coexistem (ponto triplo), e abaixo de 6,11 mbar a água se encontra apenas como gelo e vapor d'água. O produto a ser liofilizado costuma ser inicialmente um líquido. Considerando-se o diagrama de fase, um processo de liofilização ocorre através de duas mudanças de fase, primeiro para sólido e depois para a fase gasosa (seta vermelha). Para a sublimação ocorrer, uma vez que o produto esteja completamente congelado, a pressão deve estar abaixo do ponto triplo, como mostrado na figura 3.
Pressão e temperatura Os parâmetros cruciais da liofilização são pressão e temperatura. Normalmente, o processo de liofilização envolve três estágios; congelamento, secagem primária e secagem secundária. Cada etapa de processo tem necessidades distintas em termos de pressão e temperatura. Inicialmente, o produto é congelado a uma temperatura baixa o suficiente
para garantir que ele esteja totalmente congelado (Figura 3, ponto A). A fase de congelamento é discutida mais detalhadamente na seção a seguir. Para o estágio da secagem primária, é necessário estabelecer as condições favoráveis para uma sublimação eficiente. Ao mesmo tempo, é essencial que se mantenha as características do produto garantindo que sua temperatura permaneça abaixo de um certo valor, conhecido como temperatura crítica. Acima desta temperatura a estrutura do produto colapsa causando contração de volume ou quebras. De forma ideal, a liofilização é realizada em temperaturas logo abaixo da temperatura crítica. A pressão na câmara de secagem é reduzida para ativar o processo de secagem. As leituras predominantes de pressão e temperatura estão agora abaixo do ponto triplo (Figura 3, ponto B).
A sublimação cria vapor de água na câmara de secagem. Se ele não for removido do sistema, o vapor da água entra em equilibro e nenhuma outra partícula de gelo será sublimada. As partículas de vapor são removidas por meio de um condensador, um dispositivo de resfriamento que opera em temperaturas muito abaixo da temperatura crítica do produto (Figura 3, ponto C). A pressão de vapor
Figura 3: Diagrama de fase da água em função da pressão e da temperatura. Todos os estados coexistem no ponto triplo. A liofilização ocorre abaixo do ponto triplo e exige baixas pressões bem como baixas temperaturas.
Pre
ssão
Temperatura
0,00611 bar
1 bar
221 bar
0 °C 100 °C 374 °C
gasoso
Ponto triplo
SólidaLíquida
Ponto crítico
A
C B

-60 -50 -40 -30
6
5
4
3
2
1
TEMPERATURE [˚C]
VAP
OR
PR
ES
SU
RE
[mba
r]
-20 -10 0
∆p1
∆p2
∆T = 20˚C∆T = 20˚C B
A
a
b
b
b
b
c
c
4
Guia de LiofilizaçãoInformações básicas e aplicações
resultante da baixa temperatura do condensador é, portanto, mais baixa do que a pressão de vapor do produto e força naturalmente as moléculas de água a se deslocarem em direção ao condensador. Consequentemente, o vapor da água, bem como outros gases condensáveis, congela no coletor de gelo, formando gelo. A taxa de sublimação é definida basicamente pela diferença em pressão de vapor; de um lado, a pressão de vapor sobre o produto e de outro lado, a pressão de vapor sobre o condensador. Geralmente, quanto maior a diferença, mais rápida é a sublimação. Ao mesmo tempo, quanto mais próxima a temperatura do produto está do ponto triplo, maior é a diferença de pressão. Como um exemplo, a figura 5 ilustra
que a combinação A (produto a –5 °C, condensador a –25 °C) resulta em uma maior diferença que a combinação B (produto a –25 °C, condensador a –45 °C). Portanto, é útil trabalhar o mais próximo possível do ponto triplo.
Calor da força motrizA sublimação é um processo endotérmico que requer energia na forma de calor. Portanto, o produto que passa pela sublimação perde calor e, eventualmente, resfriará caso não seja fornecido o calor necessário. Como explicado acima, temperaturas mais altas do produto resultam em maiores diferenças de pressão e, desta forma, em um processo de sublimação mais eficiente. A entrada adicional de calor impulsiona a sublimação e representa um verdadeiro impulsionador da liofilização.
Os métodos de transferência de calor incluem condução, convecção e radiação (Figura 4). É aplicada a condução direta de calor na secagem da prateleira, que pode ser aquecida. Convecção e radiação são importantes em termos de entrada indireta de calor do ambiente circundante. Na secagem do manifold, o calor é totalmente fornecido pelo calor ambiente na forma de convecção e radiação. Na secagem da prateleira, o método de transferência dominante é a condução térmica, contudo, é possível observar Figura 5: Exemplos de variação na velocidade na sublimação.
Figura 4: Há diferentes formas de transferência de calor; condução (a), convecção (b) e radiação (c). Usando as prateleiras aquecidas, o calor é diretamente transferido pela superfície por meio de condução, enquanto que o calor ambiente é transferido também por convecção e radiação. A aplicação no manifold utiliza apenas o calor do ambiente.

5
Principais componentes de um liofilizador
Câmara de secagemPara a distribuição de amostras (ex.: em frascos ou bandejas)
Caminho do vaporO vapor de água migra em direção à pressão de vapor mais baixa
Unidade de controleRegulagem da pressão e da temperatura
CondensadorO vapor de água forma gelo, que é acumulado no condensador
Bomba de VácuoMantém a pressão do sistema muito baixa
os efeitos da convecção e da radiação e devem ser considerados, principalmente para amostras próximas às extremidades da câmara de secagem.
A quantidade de calor adicionado ao sistema precisa ser controlada; a temperatura do produto pode aumentar, mas não exceder a temperatura crítica. A quantidade de calor necessária depende do volume do produto e da disposição do mesmo, bem como do recipiente utilizado. Prateleiras aquecidas permitem o controle preciso da entrada do calor com um gradiente definido e o ajuste da temperatura. Por outro lado, a secagem do manifold oferece pouco controle em termos de entrada de calor.
Configuração do liofilizador Os principais componentes de um liofilizador são a câmara de secagem ou acessórios de secagem específicos, a bomba de vácuo e o condensador. A amostra a ser liofilizada é colocada em um sistema de prateleiras dentro da câmara de secagem ou colocada em frascos simples que são conectados ao manifold. A bomba de vácuo é conectada à câmara de secagem por meio do condensador e é responsável pela evacuação da câmara de secagem. Além disso, a bomba de vácuo atua como um removedor dos gases não condensáveis que não são coletados pelo condensador.
A principal tarefa do condensador é capturar o vapor de água e todos os outros gases condensáveis. As
Freezing Primary Drying Secondary Drying
Shelf
ProductProduct & shelf
1 – 5%5 – 10%> 80%
Condenser Condenser
Pressure
Tem
pera
ture
Pre
ssur
e
Time
AB
C
Water content
6
Guia de LiofilizaçãoInformações básicas e aplicações
Infinite-Technology™ O Lyovapor™ L-300 é o primeiro liofilizador de escala laboratorial com condensador duplo e capacidade ilimitada. Dois condensadores coletam alternadamente o gelo e descongelam automaticamente o gelo acumulado. O sistema alterna automaticamente entre os dois condensadores após um período definido. Enquanto o novo condensador está coletando gelo, é aplicada automaticamente a higienização por vapor no primeiro condensador, deixando-o pronto para uso futuro. O conceito de alternância permite a operação contínua com volumes de gelo ilimitados, evitando o tempo de parada para o descongelamento do condensador.
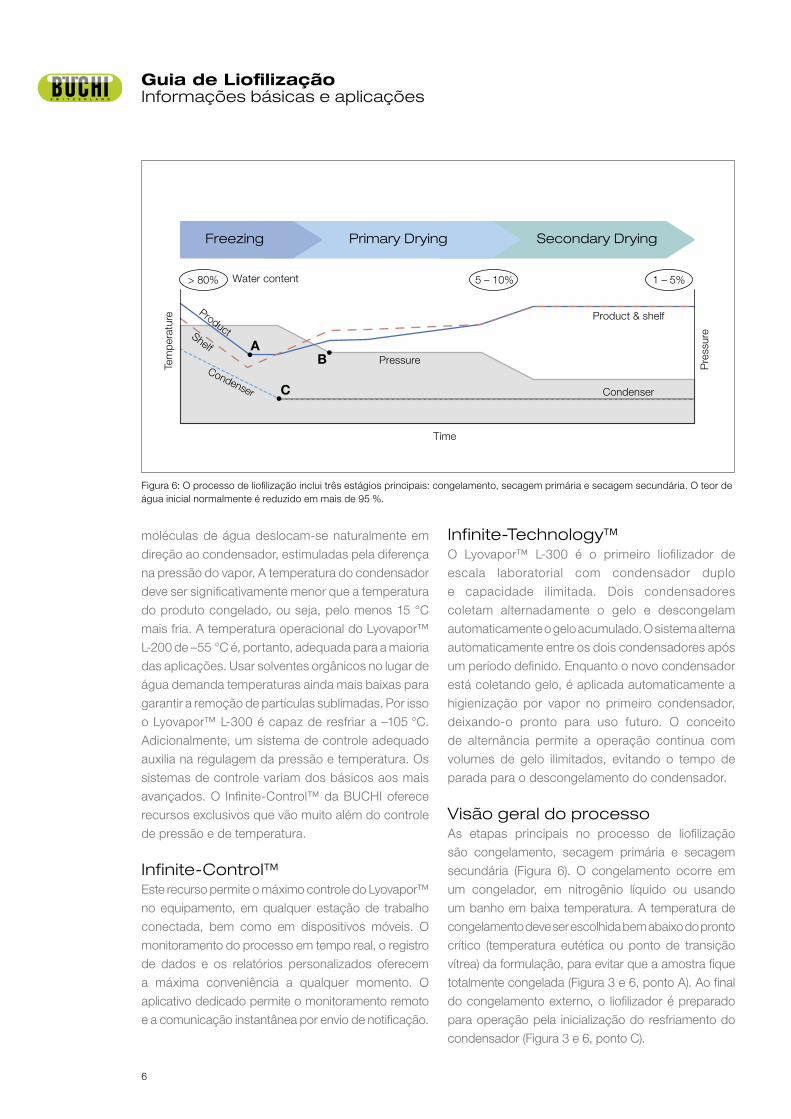
Visão geral do processoAs etapas principais no processo de liofilização são congelamento, secagem primária e secagem secundária (Figura 6). O congelamento ocorre em um congelador, em nitrogênio líquido ou usando um banho em baixa temperatura. A temperatura de congelamento deve ser escolhida bem abaixo do pronto crítico (temperatura eutética ou ponto de transição vítrea) da formulação, para evitar que a amostra fique totalmente congelada (Figura 3 e 6, ponto A). Ao final do congelamento externo, o liofilizador é preparado para operação pela inicialização do resfriamento do condensador (Figura 3 e 6, ponto C).
moléculas de água deslocam-se naturalmente em direção ao condensador, estimuladas pela diferença na pressão do vapor. A temperatura do condensador deve ser significativamente menor que a temperatura do produto congelado, ou seja, pelo menos 15 °C mais fria. A temperatura operacional do Lyovapor™ L-200 de –55 °C é, portanto, adequada para a maioria das aplicações. Usar solventes orgânicos no lugar de água demanda temperaturas ainda mais baixas para garantir a remoção de partículas sublimadas. Por isso o Lyovapor™ L-300 é capaz de resfriar a –105 °C. Adicionalmente, um sistema de controle adequado auxilia na regulagem da pressão e temperatura. Os sistemas de controle variam dos básicos aos mais avançados. O Infinite-Control™ da BUCHI oferece recursos exclusivos que vão muito além do controle de pressão e de temperatura.
Infinite-Control™ Este recurso permite o máximo controle do Lyovapor™ no equipamento, em qualquer estação de trabalho conectada, bem como em dispositivos móveis. O monitoramento do processo em tempo real, o registro de dados e os relatórios personalizados oferecem a máxima conveniência a qualquer momento. O aplicativo dedicado permite o monitoramento remoto e a comunicação instantânea por envio de notificação.
Figura 6: O processo de liofilização inclui três estágios principais: congelamento, secagem primária e secagem secundária. O teor de água inicial normalmente é reduzido em mais de 95 %.

7
Uma vez que o congelamento esteja concluído, as amostras são colocadas na câmara de secagem ou os recipientes contendo as amostras são acoplados nas entradas do manifold. A câmara de secagem é então evacuada e é aplicado o vácuo específico para a aplicação. Se forem usadas prateleiras aquecíveis, a temperatura da prateleira irá aumentar causando um aumento da temperatura do produto. No entanto, a temperatura do produto deve permanecer abaixo da temperatura crítica (Figura 3 e 6, ponto B). O processo de sublimação agora é ativado. A seguir, cada etapa do processo de liofilização será discutida em maiores detalhes.
Congelamento A maioria dos produtos líquidos ou formulações congelam formando cristais de gelo. O tamanho e o formato dos cristais dependem da velocidade de resfriamento e definem a capacidade de liofilização; o resfriamento rápido resulta em pequenos cristais de gelo enquanto que o resfriamento mais lento leva à formação de cristais de gelo maiores. Em termos de liofilização, pequenos cristais de gelo são mais difíceis de serem removidos do produto do que os cristais maiores. Ainda assim, a temperatura de congelamento de uma formulação é definida por suas características e composição.
As formulações geralmente podem congelar de duas formas diferentes; misturas eutéticas contém substâncias que congelam em temperaturas mais baixas que a água que as rodeia. Ao resfriar uma mistura eutética, a água é a primeira a se separar das substâncias e ela congela, formando gelo. Neste
momento, a formulação pode parecer congelada, mas as demais substâncias ainda estão líquidas. Elas formam áreas concentradas que congelam eventualmente em temperaturas abaixo do ponto de congelamento da água. A temperatura em que todos os componentes da mistura são devidamente congelados é chamada de temperatura eutética. Esta é a temperatura crítica da formulação e a temperatura máxima que a formulação pode suportar durante o processo de liofilização. A aplicação de vácuo a uma mistura eutética que não esteja totalmente congelada pode resultar na destruição do produto pois os componentes não congelados podem expandir quando colocados sob vácuo.
A outra classe de mistura é amorfa e forma estados vítreos quando congelada. Ao diminuir a temperatura, a formulação torna-se cada vez mais viscosa e, eventualmente, congela como um sólido vítreo no ponto de transição vítrea. Para produtos amorfos, o ponto crítico em termos de estabilidade é chamado de temperatura de colapso. A temperatura de colapso é tipicamente ligeiramente mais baixa do que o ponto de transição vítrea. Produtos amorfos são geralmente muito mais desafiadores para a liofilização.
Secagem primária A primeira fase de secagem remove o maior volume de água do produto. A temperatura do produto e a entrada de calor devem agora ser cuidadosamente controlados. A temperatura do produto ideal é a mais alta possível para maximizar a diferença de pressão de vapor e, ao mesmo tempo, abaixo da temperatura crítica do produto para preservar as características de congelamento. Ao utilizar prateleiras aquecidas, a temperatura ajustada se aproxima lentamente da taxa de aquecimento definida. A medição simultânea da temperatura do produto real permite a detecção do ponto final da secagem primária. Informações adicionais sobre a detecção do ponto final são fornecidas em uma seção posterior.
Secagem secundária A maior parte da água deve ser removida até o fim da fase de secagem primária. O teor de umidade residual do produto agora pode ser de 5 a 10 %
Figura 7: Uma frente de sublimação bem definida move-se pelo produto, do topo para o fundo.
Frente de sublimação
Amostra seca(“bolo”)
amostra con-gelada

a b c d e
8
Guia de LiofilizaçãoInformações básicas e aplicações
devido à água ligada à matriz. Neste estágio, não deverá haver mais gelo. A etapa de secagem secundária remove as moléculas de água adsorvidas por meio de dessorção. Para alcançar condições ideais para a dessorção, é necessário atingir a mais baixa pressão possível, bem como aumentar ainda mais a temperatura da prateleira. Novamente, deve-se considerar a estabilidade do produto ao escolher a temperatura da prateleira. A secagem secundária normalmente é realizada em períodos curtos. Ao final da secagem secundária, o teor da umidade do produto deve estar na faixa de 1 a 5 %.
Detecção do ponto finalComo saber quando as secagens primária e secundária estão concluídas? Há várias formas confiáveis de detectar o ponto final do ciclo de secagem principal. A seguir, a descrição dos três métodos mais comumente usados na liofilização, todos disponíveis no Lyavapor™ L-300.
Teste de diferença de temperaturaEste teste é usado com prateleiras aquecidas onde a temperatura do produto aumenta gradualmente em direção à temperatura ajustada para a prateleira durante a secagem primária. Aquecida pela prateleira adjacente, a temperatura do produto sobe simultaneamente. Ainda assim, a temperatura do produto está constantemente mais baixa que a temperatura da prateleira, à medida que a sublimação remove a energia do produto. Uma vez
que todas as moléculas de água estejam sublimadas, a temperatura do produto converge em direção à temperatura da prateleira, indicando o ponto final do processo. A temperatura do produto é medida por termopares colocados no produto, enquanto que a temperatura da prateleira é definida no método.
Teste de aumento de pressãoO vapor de água é criado enquanto a sublimação ocorre. O fechamento da rota de saída da câmara de secagem impede que o vapor da água migre para o condensador. Portanto, a pressão na câmara de secagem subirá caso o gelo ainda esteja sublimando e permanecerá a mesma se a secagem primária estiver concluída.
Teste de diferença de pressãoA medição de pressão comparativa com dois tipos diferentes de medidor é um outro método confiável para a detecção do ponto final. Enquanto o medidor da pressão capacitiva mede a pressão absoluta independentemente da composição de gás, o medidor Pirani é calibrado especificamente para gás, sobretudo N2. Uma vez que a presença de vapor de água influencia apenas o sinal da pressão Pirani, os sinais diferem enquanto o vapor de água é criado. O ponto final da secagem primária é atingido quando os dois sinais convergirem.
Figura 8: Variedade de acessórios de secagem da BUCHI: (a) câmara de secagem com prateleiras aquecidas e sistema de vedação (b) câmara de secagem com prateleiras aquecidas (c) câmara de secagem com conexões manifold e prateleiras não-aquecidas (d) câmara de secagem com prateleiras não-aquecidas (e) manifold.

a) b) c) d) e)a b c d e
9
Eficiência da secagemA taxa de secagem em que um produto específico é liofilizado depende de vários fatores, com a pressão e a temperatura sendo os principais deles. No entanto, o próprio produto também desempenha um papel importante, especialmente o volume de produto a ser liofilizado, bem como o tipo de distribuição do produto. Geralmente, quanto maior a área da superfície, mais rápida é a secagem do produto. Uma superfície maior resulta em um maior número de moléculas de água saindo da matriz. Em aplicações com manifolds, pode ser benéfico realizar o congelamento superficial, onde são criadas camadas finas de produtos por rotação dos frascos sobre um banho a baixa temperatura.
Por outro lado, os frascos devem ser cuidadosamente preenchidos para aplicações de liofilização; a profundidade de envase ideal é de aproximadamente 1 cm, no máximo 2 cm. Considerando-se que a sublimação ocorre na superfície, a secagem começa no topo do produto, formando uma camada onde a secagem está em andamento. Durante o processo de secagem, esta frente de sublimação bem definida é deslocada do topo para o fundo do produto (Figura 7). Enquanto a secagem é eficiente no início do processo, ela torna-se mais difícil à medida que a frente de sublimação se desloca
para baixo. As moléculas de água sublimadas devem passar primeiro pelo produto seco antes de deixarem a matriz. A aplicação de calor auxilia a superar circunstâncias mais difíceis.
Configurações da câmara de secagem Os requisitos finais do produto definem a escolha da configuração apropriada da câmara de secagem. Cada configuração tem objetivos específicos de acordo com seus benefícios e limitações. As abordagens mais comumente usadas estão descritas a seguir.
Secagem com manifoldDiversos tipos de frascos (bem como vials e ampolas) são fixados diretamente às portas individuais do manifold. Desta forma, cada frasco é conectado individualmente à câmara de secagem por válvulas separadas. Isso permite conectar diferentes frascos com várias amostras em tempos diferentes e realizar a liofilização de forma contínua com o Lyovapor™ L-300. A secagem com manifold permite que vários usuários trabalhem com o mesmo equipamento simultaneamente. Os produtos são congelados nos frascos por meio de um congelador ou de um banho à baixa temperatura. Uma vez conectados à porta do manifold, o vácuo é aplicado rapidamente. A energia
Figura 9: A vedação é colocada no frasco (a) sem fixá-la, permitindo que as partículas de solvente saiam do frasco (b). A prateleira adjacente move-se para baixo (c) e pressiona a vedação no frasco (d) fazendo com que ele seja vedado (e).

10
Guia de LiofilizaçãoInformações básicas e aplicações
necessária para acionar o processo é fornecida pelo calor ambiente, tornando difícil controlar a entrada de calor.
Secagem em prateleiraMúltiplas prateleiras na câmara de secagem fornecem espaço para diversos vials contendo o produto, ou para sólidos em pedaços colocados diretamente na prateleira. Os produtos podem ser congelados nas prateleiras com um congelador. Uma vez que estejam completamente congelados, as prateleiras são colocadas na câmara de secagem. A evacuação subsequente da câmara de secagem dá início ao processo de secagem. Prateleiras aquecíveis permitem o controle preciso da entrada de calor enquanto termopares no produto monitoram simultaneamente sua temperatura e garantem que a temperatura de colapso não seja excedida. Normalmente, todos os vials ou os pedaços do produto dispostos na prateleira recebem o mesmo tratamento em relação à pressão e à entrada de calor. Contudo, pequenos efeitos locais podem ocorrer devido à convecção e à radiação do calor, especialmente em amostras presentes nas regiões periféricas da prateleira. A secagem em vials (batelada) possibilita ainda a vedação sob ambiente uniforme (vedação, próxima seção).
Combinação de secagem com manifold e prateleiraUma solução combinada com várias prateleiras e portas do manifold no topo também está disponível para usuários de ambos os métodos.
Vedação convenienteOs produtos liofilizados são higroscópicos e se desestabilizam quando expostos à umidade ou oxigênio. Sendo assim, o isolamento do ambiente é essencial para o armazenamento do produto liofilizado. A embalagem deve ser impermeável à umidade e também ao ar. O processo de vedação deve ocorrer em uma atmosfera livre de umidade ou oxigênio e, portanto, o ideal é que ocorra sob vácuo, como durante o processo de liofilização. Considerando-se que os vials são liofilizados na câmara de secagem, é necessário que os mesmos sejam fechados dentro dela, sem interação com a parte externa.
A vedação interna é obtida com o sistema de vedação do Lyovapor™ e com o uso de frascos com vedações específicas para liofilização. Tampas com ranhuras são colocadas nos frascos sem serem apertadas, antes da liofilização (Figura 9, a). Devido a essas ranhuras, o solvente pode sublimar suavemente e sair do frasco durante o processo de liofilização (Figura 9, b). Uma vez que o processo esteja concluído, o fechamento no topo é aplicado na câmara de secagem. Ao girar as alças, as prateleiras abaixam e se aproximam (Figura 9, c). Ao fazer isso, as tampas colocadas nos frascos são pressionadas para dentro do respectivo frasco, resultando na vedação automática (Figura 9, d). As prateleiras sobem e revelam os frascos herméticos (Figura 9, e).
As condições de vácuo podem não ser ideais para determinados produtos liofilizados ou recipientes, ex. se for usada uma seringa para reidratar o material. Nestes casos, recomenda-se preencher o volume vazio com um gás inerte, por exemplo nitrogênio, antes do fechamento. O preenchimento com um gás ultrapuro apropriado pode ser realizado automaticamente com o Lyovapor™.

Há várias aplicações de liofilização apresentadas nas páginas a seguir. Os produtos liofilizados incluem amostras de alto valor agregado na indústria de alimentos (trufas), a amostra comumente desafiadora de Manitol, bem como a liofilização de ervas para uso na medicina chinesa tradicional.
Resumo das aplicaçõesLiofilização

12
Short Note No. 254/2017Lyovapor™ L-200: Liofilização de fatias de banana fresca
IntroduçãoA liofilização é uma forma suave de secagem e pode ser utilizada para preservar alimentos sem mudar sua aparência ou sabor.
Um processo de liofilização inclui o congelamento da amostra de alimento e a aplicação subsequen-te de vácuo à amostra congelada. Sob essas con-dições a água no alimento irá sublimar, secando a amostra.
No meio alimentício, a liofilização é comumente utilizada para obter café instantâneo e para secar e conservar frutas, vegetais e ervas [1].
ExperimentalA banana foi cortada em fatias de aproximadamente 5 mm de largura. Foram colocadas onze fatias de banana na bandeja de aço inoxidável (Figura 1) e então congeladas durante a noite em uma câmara frigorífica a uma temperatura de –40 °C.
Após 24 horas de congelamento, as fatias de banana foram transferidas com a bandeja para dentro do Lyovapor™ L-200 para liofilização. A temperatura da própria bandeja foi escolhida para que não ultrapassasse 25 °C ao final da secagem primária e secundária (valor de referência da temperatura). Para mais informações sobre a sequência de secagem, consulte a referência [2].
Após a secagem da banana (ver Figura 2), o teor de umidade residual de três fatias de banana foi analisado usando o medidor de umidade halógeno aquecido a 110 °C. Portanto, as amostras foram moídas em um pilão e transferidas para o medidor de umidade em 30 segundos. O critério de desligamento se refere à mudança máxima de 1 mg/140 s.
Resultados e discussãoAs Figuras 1 e 2 mostram a bandeja de aço inoxidável com as fatias de banana antes e depois do processo de liofilização, respectivamente. Todas as onze fatias de banana mostraram uma estrutura e aparência liofilizada homogênea. Não foi observada mudança de tamanho ou de morfologia durante a secagem.
Para determinar a eficiência da secagem do Lyovapor™ L-200 o teor de umidade residual de três fatias de banana foi analisado usando o medidor de umidade halógeno. Os resultados do teor de umidade medido e da eficiência da secagem estão exibidos na Tabela 1.
O teor de água inicial da banana era de 76,97 ± 1,24 % (n=3). Portanto, aplicar o método de liofilização descrito no Lyovapor™ L resultou em uma remoção de água de ≥ 95,92 %.
Figura 1: Bandeja com fatias de banana frescas. Figura 2: Bandeja com fatias de banana após liofilização.

13
Fatia de banana
Massa da amostra liofilizada [g]
Massa da amostra desi-dratada haló-gena [g]
Teor de umidade [%]
1 0,606 0,587 3,14
2 0,843 0,818 2,97
3 0,794 0,770 3,02
Em geral, a aplicação do processo de liofilização em alimentos como fatias de banana, possui os seguintes benefícios e desvantagens [3]:
Benefícios
• O processo em baixa temperatura e baixa pressão torna a liofilização uma forma eficiente para manter cor, cheiro, sabor e nutrientes termolábeis em alimentos.
• Elimina o endurecimento da superfície do alimento.
• Alimentos liofilizados são porosos e fáceis de reidratar e/ou dissolver. Ele pode ser consumido diretamente ou após a reidratação.
• Como alimentos liofilizados possuem teor muito baixo de umidade, eles possuem densidade relativamente baixa e são fáceis de serem transportados. O alimento liofilizado pode ser preservado à temperatura ambiente por um longo período, e o custo de transporte é muito menor que o de alimentos congelados.
• Não são adicionados aditivos aos alimentos durante o processo de liofilização.
Desvantagens
• Se exposto diretamente ao ar, o alimento liofilizado será reidratado rapidamente, resultando em sua deterioração.
• Os produtos liofilizados precisam ser embalados a vácuo ou vácuo-nitrogênio e o material da embalagem deve ser impermeável ao vapor de água.
• Durante o transporte e o processo de venda, alimentos liofilizados podem ser pulverizados ou quebrados facilmente devido a sua frágil estrutura porosa.
• O processo de liofilização consome tempo – e energia – levando a maiores custos de produção.
ConclusõesCom o Lyovapor™ L-200 foi possível obter uma alta eficiência de secagem para remoção da água de uma banana. Em resumo, o Lyovapor™ L-200 permite a liofilização de frutas como as fatias de banana.
Referências[1] G. W. Oetjen; Freeze-Drying; Ullmann's Encyclopedia of Industrial Chemistry (2004).[2] Notas de aplicação, 254/2016 Liofilização de fatias frescas de banana.[3] H. Tse-Chao Hua, L. Bao-Lin, Z. Hua; Freeze-Drying of Pharmaceutical and Food Products, (2010).
Tabela 1: Resultados da análise de umidade residual após liofili-zação com o Lyovapor™ L-200.

14
Short Note No. 269/2017: Lyovapor™ L-200 ProLiofilização de fatias de trufa fresca
IntroduçãoAs trufas são produtos que duram pouco nas prateleiras e suas propriedades sensoriais são rapidamente perdidas. Portanto, este fungo que custa tão caro, perde valor em poucos dias. A perda de compostos voláteis, a oxidação e reações enzimáticas são problemas consideráveis durante o armazenamento. Além disso, o perfil de aroma normalmente é modificado como resultado de elevadas temperaturas de processo ou reações enzimáticas.
A liofilização do fungo evita a perda e a degradação dos compostos voláteis devido às baixas temperaturas aplicadas durante a secagem. O perfil aromático das trufas é preservado. As trufas liofilizadas podem ser reidratadas ou usadas diretamente na forma seca [1].
ExperimentalA trufa fresca de verão foi cortada em pedaços de aproximadamente 1 mm de largura (Figura 1). As fatias foram colocadas na bandeja de aço inoxidável e congeladas por 24 horas em uma câmara frigorífica a –24 °C.
Após 24 horas de congelamento na câmara, as fatias de trufa foram transferidas com a bandeja para o Lyovapor™ L-200 para liofilização na câmara de secagem em atmosfera ambiente. A temperatura da bandeja foi escolhida para que não
ultrapasse 20 e 25 °C ao final da secagem primária e secundária (valor de referência da temperatura), respectivamente. Para mais informações sobre a sequência de secagem, consulte a referência [2].
Após a secagem das trufas (ver Figura 2), o teor residual de umidade de cinco fatias de trufas foi analisado utilizando o medidor de umidade halógeno aquecido a 110 °C. Assim, as amostras foram transferidos para o medidor de umidade imediatamente após a remoção das trufas secas do Lyovapor™. O critério de desligamento do medidor de umidade se refere à mudança máxima de 1 mg/140 s.
Resultados e discussãoAs Figuras 1 e 2 mostram a bandeja com as fatias de trufa antes e depois do processo de liofilização, respectivamente. Todos os pedaços de trufa mostraram uma estrutura e aparência liofilizada homogênea. Não foi observada mudança de tamanho ou de morfologia durante a secagem.
Para determinar a eficiência da secagem do Lyovapor™ L-200, o teor de umidade residual de cinco fatias de trufa foi analisado usando o medidor de umidade halógeno. Os resultados do teor de umidade medido estão exibidos na Tabela 1.
Figura 1: Bandeja com fatias de trufa recém cortadas. Figura 2: Bandeja com fatias de trufa após liofilização.

15
Pedaço de trufa
Massa da amostra liofilizada [g]
Massa da amostra desi-dratada haló-gena [g]
Teor de umidade [%]
1 0,187 0,179 4,28
2 0,119 0,115 3,36
3 0,165 0,161 2,42
4 0,211 0,204 3,32
5 0,153 0,147 3,92
As amostras analisadas continham 3,46 ± 0,63 % de umidade após o processo de liofilização. O teor de água inicial da trufa de verão era de 66,33 ± 0,94 % (n=3). Portanto, a aplicação do método de liofilização pelo Lyovapor™ L-200 resultou em uma remoção média de água de 94,78 %. Com uma remoção de água de aproximadamente 80 %, a trufa liofilizada possui uma vida útil na prateleira de mais de 24 meses [3]. Em geral, a aplicação do processo de liofilização em alimentos como fatias de trufa, possui os seguintes benefícios e desvantagens [4]:
Benefícios
• O processo em baixa temperatura e baixa pressão torna a liofilização uma forma eficiente para manter cor, cheiro, sabor e nutrientes termolábeis em alimentos.
• Elimina o endurecimento da superfície do alimento.
• Alimentos liofilizados são porosos e fáceis de reidratar e/ou dissolver. Ele pode ser consumido diretamente ou após a reidratação.
• Como alimentos liofilizados possuem teor muito baixo de umidade, eles possuem densidade relativamente baixa e são fáceis de serem transportados. O alimento liofilizado pode ser preservado à temperatura ambiente por um longo período, e o custo de transporte é muito menor que o de alimentos congelados.
• Não são adicionados aditivos aos alimentos durante o processo de liofilização
Desvantagens
• Se exposto diretamente ao ar, o alimento liofilizado será reidratado rapidamente, resultando em sua deterioração.
• Os produtos liofilizados precisam ser embalados a vácuo ou vácuo-nitrogênio e o material da embalagem deve ser impermeável ao vapor de água.
• Durante o transporte e o processo de venda, alimentos liofilizados podem ser pulverizados ou quebrados facilmente devido a sua frágil estrutura porosa.
• O processo de liofilização consome tempo – e energia – levando a maiores custos de produção.
ConclusõesAs trufas liofilizadas são uma alternativa promissora para se ter trufas frescas mesmo fora de época pois os sabores, odores e o conteúdo nutricional permanecem praticamente inalterados em comparação a outras técnicas de secagem [1, 3, 5].
Com o Lyovapor™ L-200, foi possível obter uma alta eficiência de secagem para remoção da água. Em resumo, o Lyovapor™ L-200 possibilita a liofilização de amostras de fungos tais como fatias de trufas.
Referências[1] I. Palacios, E. Guillamón, A. García-Lafuente, A. Villares; Effects of Freeze-Drying Treatment on the Aromatic Profile of Tuber spp. Truffles. Journal of Food Processing and Preservation, Volume 38, Issue 3, Pages 768–773, (2014).[2] Notas de aplicação, 269/2016 Lyophilisation of truffle.[3] http://www.tartuflanghe.com/en/tartufo-bianco/dehydratedwhite-truffle[4] H. Tse-Chao Hua, L. Bao-Lin, Z. Hua; Freeze-Drying of Pharmaceutical and Food Products, Woodhead Publishing Series in Food Science, Technology and Nutrition, pages 141–169 (2010).[5] https://www.sialparis.com/Catalogue/Catalogue-Sial-Paris-2016/Products-list/freeze-dried-truffles-GEOOFOODSITALIAN-TRUFFLES
Tabela 1: Resultados da análise de umidade residual após liofili-zação com o Lyovapor™ L-200.

1 2 3 4 5 6 7 8 9
1 2 3 4 5 6 7 8 9
16
Short Note No. 256/2017: Lyovapor™ L-200 ProLiofilização de soluções de manitol e NaCl em frascos de sérum
IntroduçãoNeste Short Note são utilizados cloreto de sódio (NaCl) e manitol para experimentos de liofilização. A estrutura cristalina clara do NaCl faz desse sal um composto modelo. O manitol, por outro lado, é conhecido por cristalizar em diversos polimorfos [1] e poder formar hidratos [2].
Além disso, o manitol é o agente espessante mais comumente utilizado para formulações farmacêuticas liofilizadas.
Experimental3 mL de uma solução aquosa de manitol ou NaCl 5 % (50 g/L) foram transferidos para os frascos com uma pipeta volumétrica (70 frascos de cada solução). Então, as amostras foram congeladas durante a noite em uma câmara frigorífica a –40 °C em uma bandeja de aço inoxidável.
Após 24 horas na câmara frigorífica, os frascos foram transferidos na bandeja de aço inoxidável para o Lyovapor™ L-200 para a liofilização. A temperatura de colapso foi definida em 30 °C. Para formulações desconhecidas, recomenda-se determinar a temperatura de colapso por meio de um microscópio de liofilização. Além disso, é possível programar uma margem de temperatura de segurança para proteger a amostra contra colapso.
A própria temperatura da prateleira foi escolhida de forma que não exceda 20 °C ao final da secagem primária e 25 °C ao final da secagem secundária. Para mais informações sobre a sequência de secagem, consulte a referência 3.
Após a secagem, o teor de umidade residual de nove amostras de manitol e NaCl, posicionadas no diâmetro da prateleira, foi analisado usando o medidor de umidade halógeno aquecido a 110 °C. Portanto, as amostras foram moídas em um pilão e transferidos para o medidor de umidade em 30 segundos.
Resultados e discussão Os frascos contendo manitol puro que estavam localizados no diâmetro da prateleira são exibidos na Figura 1. Em geral, todos os frascos continham um bolo liofilizado de manitol ou NaCl homogêneo.
Para determinar a eficiência da secagem do Lyovapor™ L-200, o teor de umidade residual de nove amostras de manitol posicionados no diâmetro da bandeja foi analisado usando o medidor de umidade halógeno. Os resultados do teor de umidade residual medidos estão exibidos na Tabela 1.
As amostras de manitol, independentemente de suas posições na prateleira, continham menos de 2,0 % de umidade após o processo de liofilização.
Figura 1: Bandeja de aço com amostras liofilizadas. Figura 2: Amostras de manitol liofilizadas analisadas em relação à umidade residual.

17
Vial Massa da amostra liofilizada [g]
Massa da amostra desidratada halógena [g]
Umidade residual [%]
Eficiência de secagem [%]
1 0,107 0,105 1,87 98,13
2 0,100 0,098 2,00 98,00
3 0,113 0,112 0,88 99,12
4 0,122 0,121 0,82 99,18
5 0,111 0,110 0,90 99,10
6 0,116 0,115 0,86 99,14
7 0,121 0,120 0,83 99,17
8 0,108 0,107 0,93 99,07
9 0,116 0,114 1,72 98,28
Observamos que as amostras de manitol posicionadas no centro da prateleira continham umidade residual levemente menor do que as amostras posicionadas nas extremidades. Para o NaCl esse padrão não foi observado. O teor de umidade residual para o NaCl variou aleatoriamente na faixa de 0,79—1,59 %. Essa observação pode indicar que durante o processo de congelamento a fração de hidrato de manitol formada é maior nas bordas da prateleira que em seu centro. Além disso, é provável que um pouco da água tenha sido adsorvida na amostra durante a preparação para a análise da umidade residual. Sendo assim, é provável que a eficiência de secagem seja maior do que o informado. Estratégias para remover mais umidade são i) aumento o tempo de secagem, II) aumento da temperatura durante a secagem secundária e iii) recozimento [2].
ConclusõesCom o Lyovapor™ L-200, foi possível obter uma alta eficiência de secagem para remoção de água de uma formulação modelo de manitol e de uma solução de NaCl. Para ambos os compostos, a aparência óptica da massa seca foi uniforme, e nenhum bolo colapsado foi observado.
Referências[1] Kim, A.I; Akers, M.J.; Nail, S.L. J. Pharm. Sci. 1998, 87 (8), 931-935. [2] Yu, L.; Milton, N.; Groleau, E.G.; Mishra, D.S.; Vansickle, R.E. J. Pharm. Sci. 1998, 88 (2), 196-198. [3] Notas de aplicação BUCHI, 256/2017
Tabela 1: Resultados da análise do teor de umidade residual após liofilização das soluções de manitol com o Lyovapor™ L-200.

18
Short Note No. 270/2017: Lyovapor™ L-200 ProLiofilização de decocções para a medicina tradicional chinesa
IntroduçãoOs medicamentos da medicina tradicional chinesa (TCM) são geralmente preparados através de maceração e água em ebulição. Este processo é chamado de decocção. Desta forma, os compostos benéficos para a saúde são extraídos das ervas e plantas. Se não forem administrados diretamente, estes extratos podem ser preservados para maior durabilidade utilizando a liofilização.
Neste comentário destacamos o procedimento de liofilização de Tianma Gouteng Yin (TGY), como um modelo de TCM. TGY é um medicamente largamente utilizado para tratar a doença de Parkinson (PD) bem como seus sintomas. Recentemente, foi divulgado que a decocção TCM exerce efeitos neuroprotetores em modelos de células e de animais com PD [1].
ExperimentalEquipamento:
∙ BUCHI Lyovapor™ L-200 Pro ∙ BUCHI Lyovapor™ Software ∙ Câmara frigorífica –24 °C, Bauknecht ∙ Bandeja de aço inoxidável ∙ Rotavapor® R-300 da BUCHI, sistema
Rotavapor® Dynamic
Amostra:
∙ A mistura TGY foi preparada pelo St. Peter Apotheke Zurich, Suíça.
Uma dose humana de TGY1 contém Gastrodiae
Rhizoma (Tianma) 9 g, Uncaria Ramulus Cum Uncis
(Gouteng) 12 g, Haliotidis Concha (Shijueming) 18 g, Gardeniae Fructus (Zhizi) 9 g, Scutellariae Radix
(Huangqin) 9 g, Cyathulae Radix (Chuanniuxi) 12 g, Eucommiae Cortex (Duzhong) 9 g, Leonuri Herba
(Yimucao) 9 g, Taxilli Herba (Sangjisheng) 9 g, Polygoni Multiflori Caulis (Shouwuteng) 9 g, Poria
(Fuling) 9 g.
Resultados A amostra de TGY foi extraída, concentrada e liofilizada. Na parte superior da Figura 1, a amostra é exibida durante o processo de liofilização. Na parte inferior da Figura 1, o produto liofilizado, em uma bandeja de aço inoxidável, é exibido.
Fica evidente que o produto tem uma estrutura bastante porosa. Graças à essa estrutura pré-preparada, doses de TCM são facilmente reidratadas e instantaneamente dissolvidas. Ele pode ser consumido diretamente ou após a reidratação. Os compostos benéficos para a saúde são preservados durante a liofilização [1].
Além disso, as decocções de TCM pré-preparadas têm uma vida útil mais longa em embalagens a vácuo ou vácuo-nitrogênio.
Figura 1: Bandeja de aço com extrato de TGY sendo desidrata-do no Lyovapor™ L-200 Pro.
Figura 2: Amostra de TGY desidratado exibindo uma estrutura porosa.

19
ConclusãoLiofilização é um método adequado para preparar decocções de TCM para uma vida útil mais longa e para facilitar o uso por meio de reidratação. Aqui, liofilizamos com sucesso uma amostra humana de Tinma Gouteng Yin, há relatos de que teria efeito neuroprotetor em modelos in-vitro e in-vivo da doença de Parkinson.
Graças ao processo delicado de preparação utilizando a combinação de extração, concentração e liofilização, os compostos benéficos para a saúde são preservados no medicamento. Com o processo apresentado aqui, as doses de TCM tornam-se duráveis e prontamente disponíveis.
Referências[1] Liu L.-F. et al. Nature Scientific Reports, 5, 16862, 2015.

www.buchi.com Quality in your hands