evoluÇÃo dos aÇos para tubos api utilizados no … · ferrita poligonal/perlita: este tipo de...
TRANSCRIPT

CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 45801
EVOLUÇÃO DOS AÇOS PARA TUBOS API UTILIZADOS NO TRANSPORTE DE
ÓLEO E GÁS
Vera Lúcia Othéro de Brito e Carlos Angelo Nunes
Faculdade de Engenharia Química de Lorena – Departamento de Engenharia de Materiais
Pólo Urbo Industrial Gleba AI-6 – Mondesir – Lorena – SP – CEP 12600-000
E-mail: [email protected] , [email protected]
Carlos Henrique Barbosa,
Confab Industrial S.A. – Departamento de Controle de Qualidade e Assistência Técnica
Av. Gastão Vidigal Neto, 475 – Cidade Nova – Pindamonhangaba – SP – CEP 12414-020
E-mail: [email protected]
Rajindra Clement Ratnapuli e Paulo Huet Alípio
USIMINAS
BR 381 km 210 CEP 35160-900 – Ipatinga – MG
E-mail: [email protected] , [email protected]
Resumo
Os aços utilizados na fabricação de tubos vêm sendo continuamente desenvolvidos com o
objetivo de se elevar a resistência mecânica dos mesmos, mantendo-se adequada tenacidade e
soldabilidade. Tubos fabricados com aços de maior resistência mecânica permitem a
utilização de espessuras menores, o que reduz o peso por comprimento de tubo, além permitir
o aumento da pressão de trabalho admissível para tubos de uma mesma espessura. No Brasil,
o desenvolvimento de aços para tubos da série API tem utilizado conceitos baseados na
seleção adequada da composição química e dos parâmetros de laminação controlada, de modo
a se obter a resistência mecânica desejada sem, no entanto, prejudicar a soldabilidade dos
mesmos. O objetivo deste trabalho é relatar como tem ocorrido a evolução dos aços para tubos
da série API, com ênfase nos produzidos no Brasil e com base em dados fornecidos por
empresas envolvidas tanto na fabricação dos aços quanto na fabricação de tubos.
Palavras-chave: Tubos API, aços microligados

CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 45802
Abstract
Linepipe steels have been continuously developed to achieve higher strength combined with
good weldability and toughness. Linepipe steels of higher mechanical properties allow the
fabrication of pipes of lower thickness and lower weight/length ratio. In addition, higher
operation pressures may be adopted for these pipes. The development of API linepipe steels in
Brazil has followed concepts based on the selection of the more suitable alloying additions
and controlled rolling parameters, resulting in higher strength and good weldability. The aim
of this work is to show the evolution of the API linepipe steels, emphasizing the grades
produced in Brazil. Data collected from steelmaker and pipe producer were used for the
elaboration of this paper.
Keywords: API linepipes, microalloyed steels
1. OBJETIVO
O objetivo deste trabalho é mostrar a evolução dos aços para tubos API, comentando-se as
características microestruturais, de propriedades mecânicas e de processamento destes aços.
Uma ênfase maior será dada aos aços produzidos na USIMINAS, destacando os
desenvolvimentos mais recentes desta empresa no que diz respeito a aços API de classe mais
elevada.
2. INTRODUÇÃO
Os aços para tubos utilizados no transporte de óleo e gás são fabricados de modo a atender às
especificações da norma API 5L, cuja edição mais recente entrou em vigor em julho deste
ano. A norma API estabelece diversas classes para tubos de acordo com a resistência
mecânica (terminologia de cada classe: X + limite de escoamento em ksi).
Na maior parte das obras, é exigido o atendimento a requisitos suplementares que não
constam da norma API. Geralmente, estes requisitos estão relacionados à tenacidade, dureza,
resistência à corrosão e ao trincamento induzido por hidrogênio (HIC)1. No que diz respeito às
características dos aços empregados, uma das alterações inseridas na última edição da norma
API foi a divisão dos tubos em duas classes (product specification level (PSL) – nível de
especificação do produto): PSL1 e PSL2. A classe PSL1 possui basicamente os requisitos
impostos pela edição anterior, abrangendo os graus de A a X70 (inclusive). Foi incluída uma
restrição nos teores de enxofre e fósforo, já que foram eliminadas as variações permissíveis
entre análise de panela e de produto. A classe PSL2 abrange os graus de B a X80 e apresenta
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 45803
novos requisitos de ensaio de impacto Charpy, carbono equivalente (Ceq)A e PcmB, além de
maiores restrições nos níveis de enxofre e fósforo.
3. MICROESTRUTURA DOS AÇOS LAMINADOS PARA TUBOS
A microestrutura dos aços laminados para tubos é bastante dependente da composição
química e dos parâmetros do processo de laminação. As microestruturas normalmente
encontradas são2:
Ferrita poligonal/perlita: Este tipo de microestrutura é típico dos aços convencionais, os
quais não sofrem resfriamento acelerado após a laminação. Os grãos de ferrita normalmente
são equiaxiais e apresentam baixa densidade de discordâncias. A quantidade e a distribuição
da perlita dependerá do teor de carbono e de elementos de liga.
Ferrita acicular: É uma ferrita não equiaxial e altamente sub-estruturada, formando uma
microestrutura de agulhas entrelaçadas. Quando se deseja a obtenção de ferrita acicular e a
faixa de velocidade de resfriamento é limitada, normalmente se eleva o teor de Mn (cerca de
2,00%) e se adiciona Mo entre 0,25% e 0,35% para se obter tal microestrutura com
resfriamento ao ar.
Bainita: Nos aços convencionais para tubos, a bainita representa apenas uma pequena fração
da microestrutura. A bainita é uma microestrutura difícil de ser distinguida da ferrita acicular
por microscopia óptica e suas ripas apresentam densidade de discordâncias e razão de aspecto
mais altas que a ferrita acicular.
Constituinte A-M (austenita-martensita): É constituído de pequenas regiões de martensita
com austenita retida que podem aparecer na forma massiva ou alongada. Esta microestrutura é
normalmente identificada por microscopia eletrônica de varredura. Com ataque adequado, este
constituinte se apresenta em alto relevo em relação à matriz e com contornos bem definidos.
Quando presente em quantidades acima de 6 a 7%, o constituinte A-M reduz a tenacidade do
aço3.
A Ceq = C + Mn + Cr + Mo + V + Ni + Cu 6 5 15
B Pcm = C + Cu + Mn + Cr+ Si + Ni + Mo + V + 5B 20 30 60 15 10
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 45804
4. EVOLUÇÃO DOS AÇOS LAMINADOS PARA TUBOS API
Na década de 70 e início da década de 80, os materiais aplicados na fabricação de tubos
restringiam-se aos aços C e C-Mn4. Os graus API 5L empregados na época eram B, X42 e
X52. Estes aços possuíam percentual de carbono na faixa de 0,20 a 0,28 e percentuais de
enxofre altos comparando-se com os aços atuais.
Bordignon et al.5 mostram em seu trabalho o grau de severidade ao qual os aços para tubos
têm sido submetidos desde a década de 60. Segundo este trabalho, o limite de escoamento
requerido, a pressão de trabalho, o diâmetro e a espessura dos tubos fabricados são itens que
têm sido aumentados continuamente ao longo das décadas. Além disso, os tubos têm sido
projetados para possuir resistência mecânica satisfatória em temperaturas cada vez mais
baixas. Tubos com maior resistência mecânica permitem a utilização de pressões mais altas e
paredes com espessuras menores.
A faixa de resistência correspondente à classe mais elevada existente no mercado (X100) era
normalmente atendida por aços temperados e revenidos, os quais possuem carbono
equivalente relativamente alto. Como já se sabe, um alto carbono equivalente prejudica a
tenacidade e a soldabilidade, razão pela qual têm sido pesquisadas outras formas de se obter
tal nível de resistência mecânica com carbonos equivalentes mais baixos. Atualmente, o
desenvolvimento de aços de classe mais elevada tem sido baseado no TMCP (processamento
com controle termo-mecânico). Os fatores decisivos no desenvolvimento metalúrgico do aço
de classes mais elevadas são o baixo percentual de carbono, elevado nível de limpidez e a
homogeneidade microestrutural6. A composição química básica desses aços consiste de
carbono e manganês com adições de cobre, níquel, molibdênio, nióbio e/ou titânio6. O cobre
tem sido utilizado para se obter endurecimento por precipitação, especialmente em situações
em que se requer uma melhor resistência à corrosão combinada com elevadas propriedades
mecânicas7
A combinação de elevados níveis de resistência e tenacidade só pode ser alcançada em aços
de baixo teor de carbono. Deste modo, o teor de carbono nos aços para dutos tem sido
reduzido continuamente, sendo que esta redução no teor de carbono é compensada pela adição
de microligantes. No entanto, somente a adição de microligantes nem sempre é suficiente para
garantir alta tenacidade, sendo necessária a realização de laminação controlada. A laminação
controlada nos aços empregados na fabricação de dutos envolve elevadas reduções abaixo da
temperatura de recristalização, sendo executável apenas em equipamentos de laminação
potentes.

CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 45805
Durante a laminação controlada, as temperaturas finais e de reaquecimento são variáveis
importantes mas a quantidade de deformação aplicada abaixo da temperatura de
recristalização é a variável de maior influência na tenacidade5. A deformação nesta faixa de
temperaturas produz grãos de austenita alongados e bandas de deformação, criando condições
propícias à nucleação de grãos de ferrita mais finos. Neste sentido, a adição de nióbio pode ser
útil pois este elemento aumenta a faixa de temperaturas nas quais a austenita não se
recristaliza. Elevando-se o teor de nióbio é possível diminuir a severidade da laminação para a
fabricação do aço.
É sabido que a taxa de resfriamento durante a transformação da austenita determinará a
microestrutura final do aço. Este conceito foi aplicado à laminação pela primeira vez em
1935, dando origem ao processo "reheat quenched" (RQ). Neste processo, o aço é reaquecido
e temperado após a laminação, obtendo-se alta tenacidade e resistência mecânica. Em 1962 foi
introduzida a técnica "on-line accelerated cooling" (AcC) – resfriamento acelerado na linha de
laminação, a qual consiste de um resfriamento acelerado imediatamente após a laminação a
quente.
O TMCP combina as técnicas de CR (controlled rolling – laminação controlada) e AcC. Esta
tecnologia foi introduzida pela primeira vez em escala industrial em 1980, no Japão. O TMCP
possibilita o controle não apenas da taxa de resfriamento mas também das temperaturas de
início e fim do resfriamento por água. Desta forma, pode-se controlar as frações dos produtos
de transformação da austenita ao nível desejado, de modo a se obter um balanço entre as
propriedades de tenacidade e resistência mecânica. O TMCP permite uma redução no teor de
elementos de liga.
A figura 1 mostra as condições térmicas dos processos de laminação convencional e TMCP. A
figura 2 mostra a comparação entre a resistência mecânica obtida pelo TMCP e a obtida pelo
processo convencional de laminação.

CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 45806
Figura 1: Técnicas de laminação8
Figura 2: Influência das técnicas de laminação nas propriedades mecânicas do aço em
função do carbono equivalente8

CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 45807
Embora mesmo a versão mais recente da norma API ainda não mencione a classe X100,
podem ser encontrados na literatura diversos trabalhos6, 7, 9 tratando do desenvolvimento de
aços para esta classe de tubos. A tabela 1 mostra as propriedades mecânicas esperadas para
um aço da classe X100, de acordo com Kawabata et al.9 Os autores mostram que a
microestrutura obtida no aço por eles desenvolvido, contendo ferrita bainítica com pequenas e
dispersas ilhas de martensita, permitiu que a resistência mecânica fosse elevada de forma
bastante significativa. Tal microestrutura foi obtida por laminação controlada seguida de
resfriamento acelerado interrompido a 150oC.
Tabela 1: Propriedades mecânicas esperadas para um aço para tubos API 5L X1009
Escoamento (MPa) >688
Resistência Mecânica Lim. de resistência (MPa) >808
Alongamento (%) >18
Energia absorvida a -20oC - Charpy (J/mm2) >1,74
DWTT* - % de fratura dúctil a -20oC >85
*DWTT (Drop-weight tear test – ensaio de queda de peso)
5. AÇOS PARA TUBOS API FABRICADOS NA USIMINAS
Na USIMINAS, segundo Pereira et al.10, chapas grossas para tubos API começaram a ser
produzidas em 1963 nos graus 5LA e 5LB. A partir de então, foram desenvolvidos os graus
X42 a X52 (1969), X56 e X60 (1975), X70 (1984) e X80 (em desenvolvimento11). Os graus
B, X42 e X46 são tipicamente aços com manganês mais baixo (0,90%) e sem adição de
microligantes tais como Nb, V e Ti. Já os graus X52 a X70 possuem manganês de 1,30 a
1,50% e adições de microligantes. Adicionalmente, a usina utiliza molibdênio e baixo carbono
para se obter estrutura com ferrita acicular. Adições de cobre são efetuadas juntamente com
baixas adições de manganês, baixo teor de enxofre e tratamento com cálcio quando se deseja
resistência a HIC.
A tabela 2 mostra os requisitos para os aços API utilizados nas principais obras das décadas
de 80 e 90 nas quais a USIMINAS foi fornecedora.

CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 45808
Tabela 2 Principais projetos de aços API 5L das quais a USIMINAS foi fornecedora
Ano Grau Ceq Energ. Abs. e % frat.dúct.(Charpy transv.)
Outros requisitos*
1985 X65 < 0,42% - -
1987 X65 < 0,42% - -
1990 X65 < 0,42% 62J/70% (-5oC) DWTT transv. (–5oC)>75% ,dureza<95HRB
1991 X60 < 0,40% 68J/90% (-20oC) DWTT transv. (-20oC)>80% ,resist. a HIC
1992 X65 - 60J/80% (-20oC) Pcm < 0,22%
1992 X70 < 0,43% - -
1993 X60 < 0,39% >80%(-20oC) -
1993 X60 < 0,40% 41J/80% (-10oC) PCM < 0,19% , tam. grão ferrítico >8(ASTM), testes HIC, CTOD e SSCC.
1994 X70 < 0,36% 54J/85% (-5oC) % frat. dúc. DWTT transv.(-5oC)>85%
1995 X52 < 0,41% 48J (-30oC) % frat. dúc. DWTT transv.(-20)>85%,tam. grão ferrítico (ASTM) > 9
1995 X70 < 0,40% 71J (-20oC) -
1996 X70 < 0,36% 54J/85% (-5oC) % frat. dúc. DWTT transv.(-5oC)>85%
1996 X70 < 0,40% 71J (-20oC) % frat. dúctil DWTT transv.(-10oC)>40%
1996 X70 < 0,41% - -
1997 X70 < 0,41% - -
1997 X70 < 0,42% 72J (-20oC) -
1997 X52 < 0,41% 40J (-40oC) % frat. dúctil DWTT transv.(-30oC)>75%
1997 X65 < 0,41% 69J (-20oC) -
1998 X70 < 0,42% 72J (-20oC) -
1998 X60 < 0,42% 56J (-10oC) -
1998 X60 < 0,40% 69J (-20oC) -
1999 X60 < 0,40% 150J/80% (-30oC) Pcm < 0,22% ;DWTT transv.(-30oC)>85%
1999 X60 < 0,42% 41J/80% (-20oC) % frat. dúctil DWTT transv.(-20oC) >80%
1999 X65 < 0,42% 25J/80% (0oC) % frat. dúctil DWTT transv.(0oC) > 80%
1999 X70 < 0,42% 78J/80% (-20oC) % frat. dúctil DWTT transv.(-20oC) >80%
* SSCC (sulphide stress corrosion cracking – corrosão sob tensão)

CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 45809
Observa-se na tabela que na década de 90 as especificações requerendo ensaio Charpy são
frequentes e que as temperaturas de ensaio chegam a valores baixos, tais como -40 oC. Além
disso, não é rara a exigência de ensaios CTOD (crack tip opening displacement) e ensaios de
HIC e SSCC podem ser especificados, de acordo com a obra.
5.1. Desenvolvimentos mais recentes
5.1.1. Aço API 5L X70 utilizado no gasoduto Brasil-Bolívia
Para esta obra, foram fornecidos pela USIMINAS chapas grossas de aço API 5L X70. Alípio
et al.12 relataram as características deste aço no trecho Corumbá-Campinas do gasoduto. Na
produção do aço, foi empregado o processo de laminação controlada com o objetivo de se
obter microestrutura refinada. Associada ao processo de laminação controlada, foram feitas
adições de Nb, Ti e V (influem na temperatura de não recristalização e causam endurecimento
por precipitação) e Ni+Cu (causam endurecimento por solução sólida e retardam a
transformação austenita/ferrita). Nas chapas de espessura maior, utilizou-se também Mo e Cr.
A microestrutura final do aço foi constituída de ferrita e perlita fina, tendo tamanho de grão
ferrítico médio entre 7µm e 5µm . A dureza média foi de 201 HV (10 kgf).
Brito13 realizou ensaios de impacto Charpy V (corpos de prova de 5 mm de espessura) em
amostras de aços API 5L X70 em tubos utilizados no gasoduto. Os resultados são mostrados
nas figuras 3 e 4. O tubo, de espessura 6,45 mm, apresentou limite de escoamento (LE) de 536
MPa e limite de resistência à tração (LR) de 661 MPa. A microestrutura do aço X70 estudado
neste trabalho, apresentada na figura 5, é constituída de bandas de ferrita e perlita finas.
-100 -80 -60 -40 -20 0
5
10
15
20
25
30
35
40
45
50
5
10
15
20
25
30
35
40
45
50
Média
Resultado
En
erg
ia a
bso
rvid
a (
J)
Temperatura (oC)
Figura 3: Resultados de energia absorvida
para dois tubos API 5L X7013
-100 -80 -60 -40 -20 0
20
30
40
50
60
70
80
90
100
20
30
40
50
60
70
80
90
100
Média
Resultado
% F
ratu
ra d
úct
il
Temperatura (oC)
Figura 4: Percentual de fratura dúctil nos
CPs Charpy13

CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 45810
Figura 5: Microestrutura do aço para tubo API X70
5.1.2. Aço para tubos API 5L X80
Atualmente está sendo desenvolvido na USIMINAS, com bons resultados, aço para tubos API
X8011. Este tipo de aço normalmente é fabricado em usinas estrangeiras utilizando-se
resfriamento acelerado na linha de laminação, como citado no item 3 deste trabalho. Como a
USIMINAS ainda não dispões do equipamento necessário para a laminação de aços por este
processo, alternativas têm sido buscadas para a viabilização da produção de aços para a classe
X80 e superiores. As alternativas encontradas baseiam-se na utilização de composição
química adequada e otimização dos parâmetros de laminação controlada.
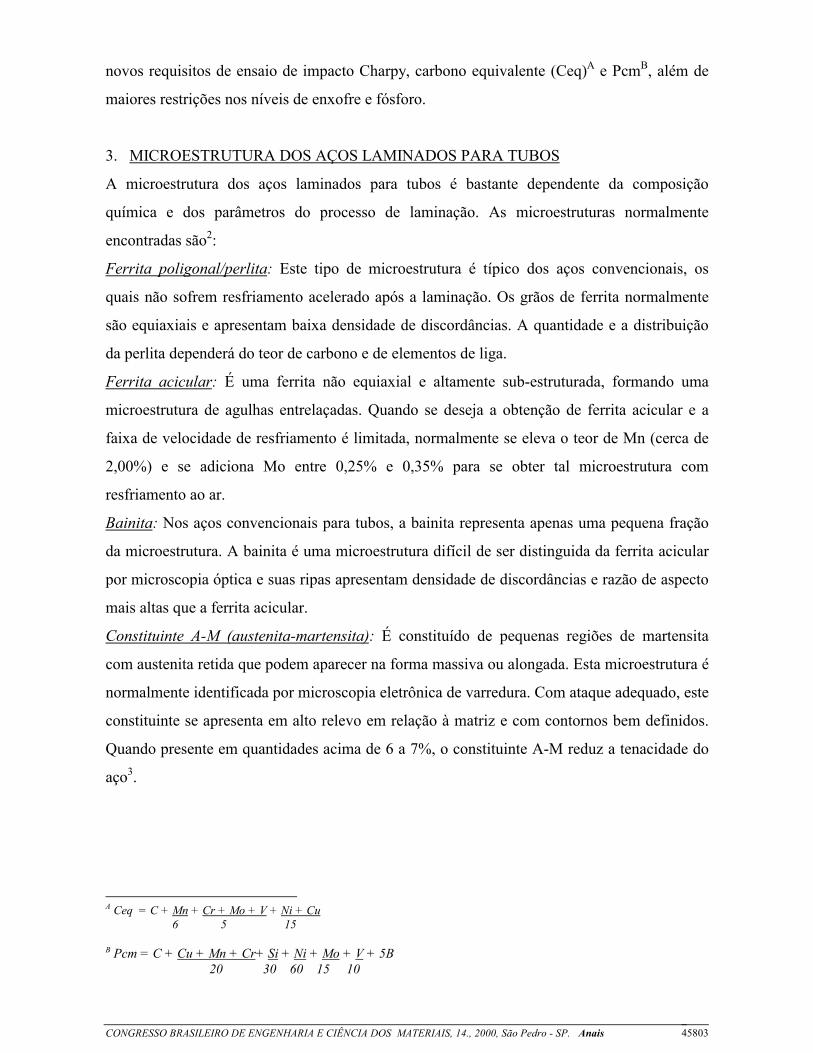
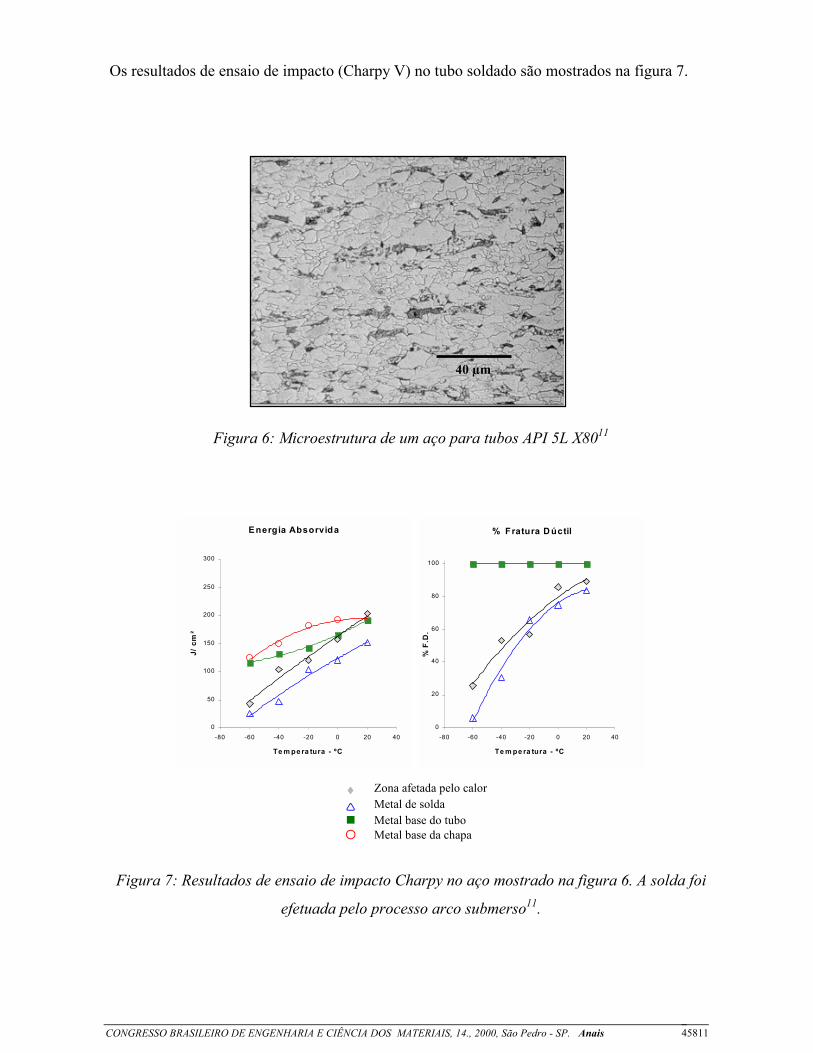
Lopes et al.11 mostram um exemplo de um aço API X80 desenvolvido na USIMINAS, o qual
apresentou composição química contendo molibdênio (0,25%), cromo (0,30%), nióbio
(0,090%) e titânio (0,020%), possuindo baixos teores de carbono (0,05%) e enxofre (0,008%).
A microestrutura encontrada no aço apresentou matriz ferrítica com sítios de bainita dispersos.
A figura 6 mostra a microestrutura do aço obtido no trabalho, em um tubo de 32” de diâmetro
e 0,500” de espessura. O tubo cuja microestrutura é mostrada nesta figura apresentou LE de
597 MPa e LR de 686 MPa. O valor mínimo requerido para o limite de escoamento conforme
a norma API para o grau X80 é de 551 MPa. O trabalho mostrou que tanto o limite de
resistência à tração quanto o limite de escoamento foram ligeiramente elevados após a
conformação da chapa em tubo. A tendência inversa é normalmente observada em tubos de
microestrutura puramente ferrítica-perlítica.
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 45811
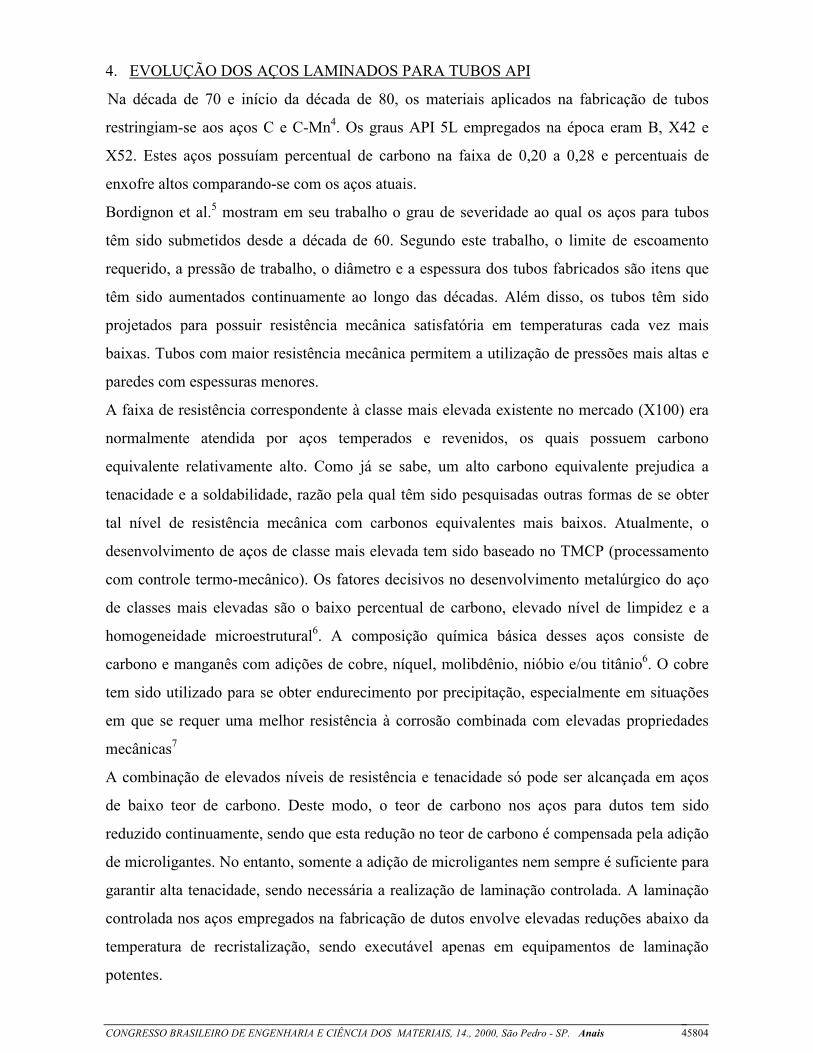
Os resultados de ensaio de impacto (Charpy V) no tubo soldado são mostrados na figura 7.
Figura 6: Microestrutura de um aço para tubos API 5L X8011
Energia Absorvida
0
50
100
150
200
250
300
-80 -60 -40 -20 0 20 40
Te m pe ra tura - ºC
J/
cm
²
% Fratura D úctil
0
20
40
60
80
100
-80 -60 -40 -20 0 20 40
Te m pe ra tura - ºC
% F
.D.
♦ Zona afetada pelo calor
! Metal de solda
! Metal base do tubo" Metal base da chapa
Figura 7: Resultados de ensaio de impacto Charpy no aço mostrado na figura 6. A solda foi
efetuada pelo processo arco submerso11.
40 µm

CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 45812
Outros pesquisadores14, 15 também demonstraram ser possível a obtenção de aço para tubos
API 5L X80, sem a utilização de resfriamento acelerado na linha de laminação, utilizando-se
pequenas adições de boro na composição química do aço. Tais aços podem apresentar
microestrutura constituída totalmente de ferrita acicular, bainita ou de ferrita poligonal
juntamente com algum destes constituintes.
6. SUMÁRIO
Neste trabalho foi mostrada a evolução dos aços para tubos API utilizados no transporte de
óleo e gás, mostrando os aspectos microestruturais, de composição e processamento relativos
ao desenvolvimento de tais materiais. Ênfase maior foi dada aos aços produzidos na
USIMINAS em termos das propriedades mecânicas e microestruturas de aços produzidos
naquela empresa.
Foi comentada a tendência da utilização de resfriamento acelerado na linha de laminação das
usinas estrangeiras para a fabricação dos aços para tubos API de classes mais elevadas.
Também foi mostrado que existem alternativas disponíveis nas usinas nacionais para a
fabricação de aços para tubos até a classe X80 sem a utilização da tecnologia de resfriamento
acelerado.
REFERÊNCIAS BIBLIOGRÁFICAS:
1. STILL, J. R. North sea pipelines past, present and future. Welding & Metal Fabrication.
June, 1996 p. 221-226
2. COLLINS, L. E. et al. Microstructures of linepipe steels. Canadian Metallurgical
Quarterly, vol. 22, no. 2, pp 169-179, 1983.
3. RATNAPULI, R. C. e ALÍPIO, P. H. Desenvolvimento de aços API-X80 e superiores com
alto teor de Mn. USIMINAS, dez./1999.
4. STILL, J. R. Changes in materials and welding processes in the UK sector of the offshore
oil and gas industry. Welding & Metal Fabrication. May 1996. p. 195-200.
5. BORDIGNON, P. J. P. et al. High strength and tough microalloyed steels which do not
require severe controlled rolling regimes. In: INTERNATIONAL CONFERENCE OF
IRON AND STEEL TECHNOLOGY IN DEVELOPING COUNTRIES, São Paulo,
Novembro 1986.

CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 45813
6. STREISSELBERGER, A., BAUER, J., FLÜSS, P. HILLENBRAND, H. G. and
CORDON, P. High strength steel plates for linepipe in grades up to X100. MATERIALS
FOR RESOURCE RECOVERY AND TRANSPORT - THE METALLURGICAL
SOCIETY OF CIM 1998.
7. RO, Kwang-seop and KWON, Oh-joon. Development of X100 grade line pipe steels with
Cu or Ti addition for arctic environments. EUROMAT'98 (Anais) p.205-214.
8. YURIOKA, N. TMCP steels and their welding. Welding in the World. vol.3, no.6, p.2-17,
1995.
9. KAWABATA, F., OKATSU, M., AMANO, K. and NAKANO, Y. Metallurgical and
mechanical features of X100 linepipe steel. Pipeline Technology. vol.II, p.263-271, 1995.
10. PEREIRA, P. F. et al. Produção de aços da classe API para chapas grossas. Metalurgia &
Materiais. Vol.48, no. 412, pp. 755-760, 1992.
11. LOPES, A. R. et al. Desenvolvimento de tubo API 5L X80. In: 2O SEMINÁRIO
BRASILEIRO DE DUTOS., Instituto Brasileiro de Petróleo, Rio de Janeiro, 1999.
12. ALÍPIO, P. H. et al. Produção na USIMINAS do aço API-5L-X70 destinado ao gasoduto
Brasil-Bolívia. In: 53o CONGRESSO ANUAL DA ABM, Belo Horizonte, 1998.
13. BRITO, V. L. O. Estudo da tenacidade da ZAC no aço ASTM A537 C1 e em tubos API 5L
70 soldados com arco submerso. . Guaratinguetá, 1999. 111p Dissertação de Mestrado
FEG-UNESP.
14. PONTREMOLI, M. et al. Development of grade API X80 pipeline steel plates produced
by controlled rolling. Metals Technology. Vol. 11, pp. 504-514, 1984.
15. HULKA, K. et al. Controlled rolled low-carbon-bainitic pipe plates. Niobium Technical
Report. No.10/87, september, 1987.