estudo preliminar do projeto de canais … · estudo preliminar do projeto de canais de...
TRANSCRIPT
ESTUDO PRELIMINAR DO PROJETO
DE CANAIS DE ALIMENTAÇÃO EM
MOLDES DE TERMOPLÁSTICOS
Pedro Palma Pastorelli (UFSC)
Carlos Mauricio Sacchelli (UFSC)
No processo de transformação de termoplásticos, o processo de
injeção é o mais utilizado, sendo o molde de injeção fundamental para
a qualidade do componente a ser fabricado. O molde é composto dos
seguintes sistemas: refrigeração, alimentaação, extração e saída de
gases. Dentre estes sistemas, o de alimentação pode ser classificado
em canais frio ou quente. O canal de alimentação frio se subdivide em:
principal, distribuição primário/secundário e de entrada. Contudo na
literatura, os autores divergem em relação a valores para o melhor
dimensionamento dos canais de alimentação, necessitando neste caso
de maiores estudos. Assim, o objetivo desse trabalho é de
primeiramente identificar na literatura as informações referentes aos
métodos de dimensionamento e valores indicados para os principais
tipos de canais de alimentação, conseguindo com isso propor uma
tabela de referência para ser utilizada no projeto de moldes de injeção.
Palavras-chaves: Moldes de Injeção, projeto,
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
Existem diferentes processos de fabricação para materiais termoplásticos, como a
conformação por sopro, extrusão e injeção (Manrich, 2005). Dentre todos os processos de
fabricação, o de injeção é o mais utilizado por vários fatores, dentre eles a obtenção de
produtos com uma complexidade elevada.
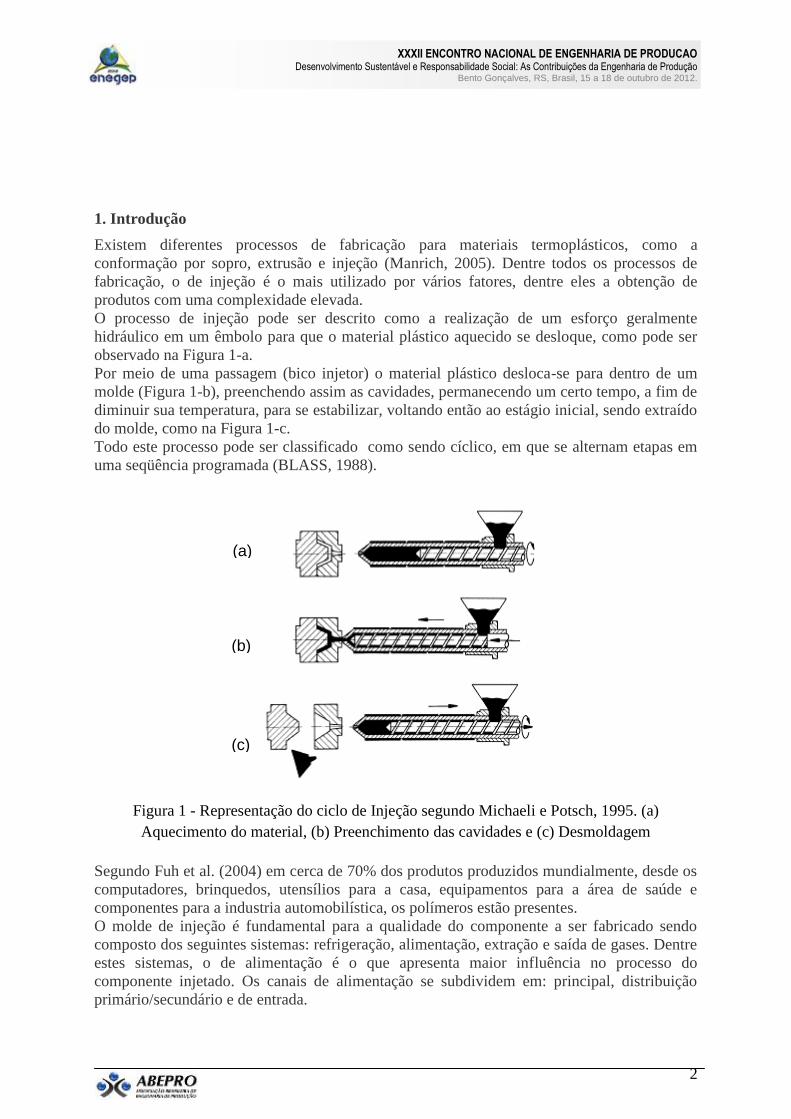
O processo de injeção pode ser descrito como a realização de um esforço geralmente
hidráulico em um êmbolo para que o material plástico aquecido se desloque, como pode ser
observado na Figura 1-a.
Por meio de uma passagem (bico injetor) o material plástico desloca-se para dentro de um
molde (Figura 1-b), preenchendo assim as cavidades, permanecendo um certo tempo, a fim de
diminuir sua temperatura, para se estabilizar, voltando então ao estágio inicial, sendo extraído
do molde, como na Figura 1-c.
Todo este processo pode ser classificado como sendo cíclico, em que se alternam etapas em
uma seqüência programada (BLASS, 1988).
Figura 1 - Representação do ciclo de Injeção segundo Michaeli e Potsch, 1995. (a)
Aquecimento do material, (b) Preenchimento das cavidades e (c) Desmoldagem
Segundo Fuh et al. (2004) em cerca de 70% dos produtos produzidos mundialmente, desde os
computadores, brinquedos, utensílios para a casa, equipamentos para a área de saúde e
componentes para a industria automobilística, os polímeros estão presentes.
O molde de injeção é fundamental para a qualidade do componente a ser fabricado sendo
composto dos seguintes sistemas: refrigeração, alimentação, extração e saída de gases. Dentre
estes sistemas, o de alimentação é o que apresenta maior influência no processo do
componente injetado. Os canais de alimentação se subdividem em: principal, distribuição
primário/secundário e de entrada.
(c)a
(b)
(a)
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
Para o processo de injeção de termoplásticos, o projeto do molde é muito importante para a
boa funcionalidade do mesmo e pela qualidade do produto injetado que se deseja obter.
Existem diversos fatores que influenciam as características do molde, como o posicionamento
e tipo dos canais de injeção, número de entradas e dimensões (HARADA, 2004).
Na literatura, diversos autores compartilham as mesmas ideias para grande parte da aplicação
de cada tipo de canal de entrada, mas são divergentes quanto ao dimensionamento específico
de cada variação de canal como em Beaumont (2004), CENTIMFE (2003), Cruz (2002), Dym
(1982), Fuh (2004), Harada (2004), Menges e Mohren (1993), Menning (1998), Rees (1995),
Rosato (1995) e Sors (1998), há desta maneira necessidade de maiores estudos em relação ao
dimensionamento destes tipos de canais.
Assim, o objetivo principal deste trabalho será de realizar uma pesquisa entre as principais
referencias bibliográficas dos valores de projeto dos canais de alimentação mais utilizada,
com foco especial nos mais comuns na indústria automotiva, visando desta maneira ter uma
tabela de referência para o dimensionamento destes tipos de canais.
Posteriormente, os valores encontrados serão utilizados em simulações computacionais para
verificação e proposição de uma tabela que relacione material, forma da peça a ser injetada e
dimensão do sistema de alimentação.
2. Formatação geral
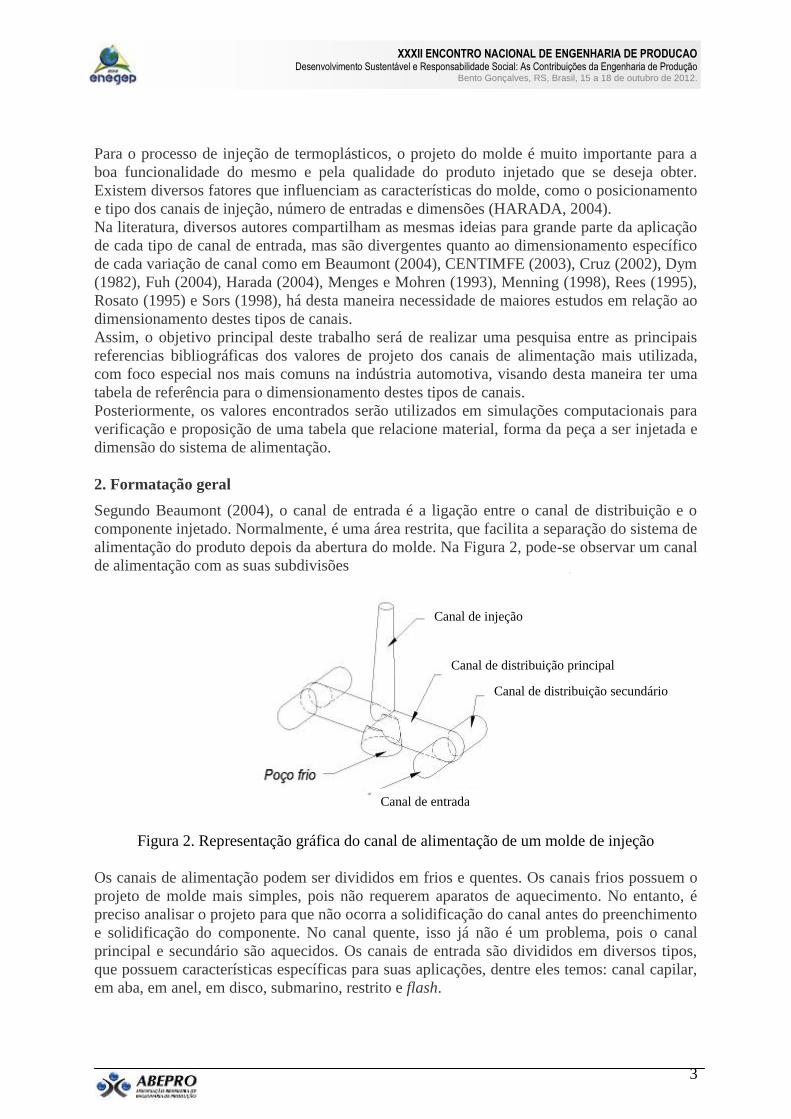
Segundo Beaumont (2004), o canal de entrada é a ligação entre o canal de distribuição e o
componente injetado. Normalmente, é uma área restrita, que facilita a separação do sistema de
alimentação do produto depois da abertura do molde. Na Figura 2, pode-se observar um canal
de alimentação com as suas subdivisões
Figura 2. Representação gráfica do canal de alimentação de um molde de injeção
Os canais de alimentação podem ser divididos em frios e quentes. Os canais frios possuem o
projeto de molde mais simples, pois não requerem aparatos de aquecimento. No entanto, é
preciso analisar o projeto para que não ocorra a solidificação do canal antes do preenchimento
e solidificação do componente. No canal quente, isso já não é um problema, pois o canal
principal e secundário são aquecidos. Os canais de entrada são divididos em diversos tipos,
que possuem características específicas para suas aplicações, dentre eles temos: canal capilar,
em aba, em anel, em disco, submarino, restrito e flash.
Canal de distribuição principal
Canal de distribuição secundário
Canal de injeção
Canal de entrada

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
3. Dimensionamento dos canais de entrada descritos na literatura
Para o estudo preliminar foi realizada a revisão da literatura das principais referências na área
de projeto de molde, para que fosse possível verificar os valores recomendados pelos autores
para cada tipo de canal. Desta maneira foram consultadas as seguintes literaturas: Beaumont
(2004), CENTIMFE (2003), Cruz (2002), Dym (1982), Fuh (2004), Harada (2004), Menges e
Mohren (1993), Menning (1998), Rees (1995), Rosato (1995) e Sors (1998).
3.1. Canal capilar
Segundo Beaumont (2004), o canal capilar ou pinpoit gate é utilizado em moldes de 3 placas,
apresentando uma entrada pequena na peça, para que não danifique a parede da peça na sua
remoção. Tambem é um dos canais mais utilizados. Na Figura 3, são denotadas as duas
grandezas que afetam o desempenho do canal capilar, seu comprimento “A” e seu diâmetro
“D”.
Figura 3. Esquematização do canal de entrada “capilar”
Na Tabela 1, são descritos os valores recomendados na literatura para o canal capilar.
Autor “A” (mm) ⌀ “D” (mm) Outras considerações
Harada (2004) - - Material deve se chocar com parede ou pino ao entrar na peça
Beaumont
(2004) 0,5 a 1,0
40 a 50% da espessura da
parede -
Cruz (2002) 0,5 a 1,5 0,5 a 0,8 Angulo superior: 10 a 20 graus, raio da esfera da ponta de 1 a
3mm
Menges e
Mohren (1993) 0,8 a 1,2 0,7 a 1,2
Abertura de 90° abaixo do bico, angulo em A de 10°. Tamanho
da abertura: h = 0,3 a 0,6mm. Ângulo superior de afinamento: 5 a 10°
Rosato (1995) - Até 0,3175 -
Rees (1995)
Parte angulada, 60 a
90 graus. Possui bico
reto
0,5 até 2 (para peças
grandes) -
Tabela 1. Recomendação de dimensionamento para o canal de entrada “capilar”
Ainda referente a este tipo de canal que é o mais utilizado, algumas recomendações e
informações são encontradas em Sacchelli (2007):
solidifica-se rapidamente após o preenchimento da cavidade pelo material polimérico;
produz marcas quase imperceptíveis no componente, eliminando etapas posteriores de
acabamento;
não é recomendável usar materiais viscosos ou sensíveis ao calor;
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
em virtude da velocidade de entrada do material na cavidade, o material polimérico
deve colidir com algum obstáculo a fim de evitar o efeito “jetting”.
3.2 Canal em aba
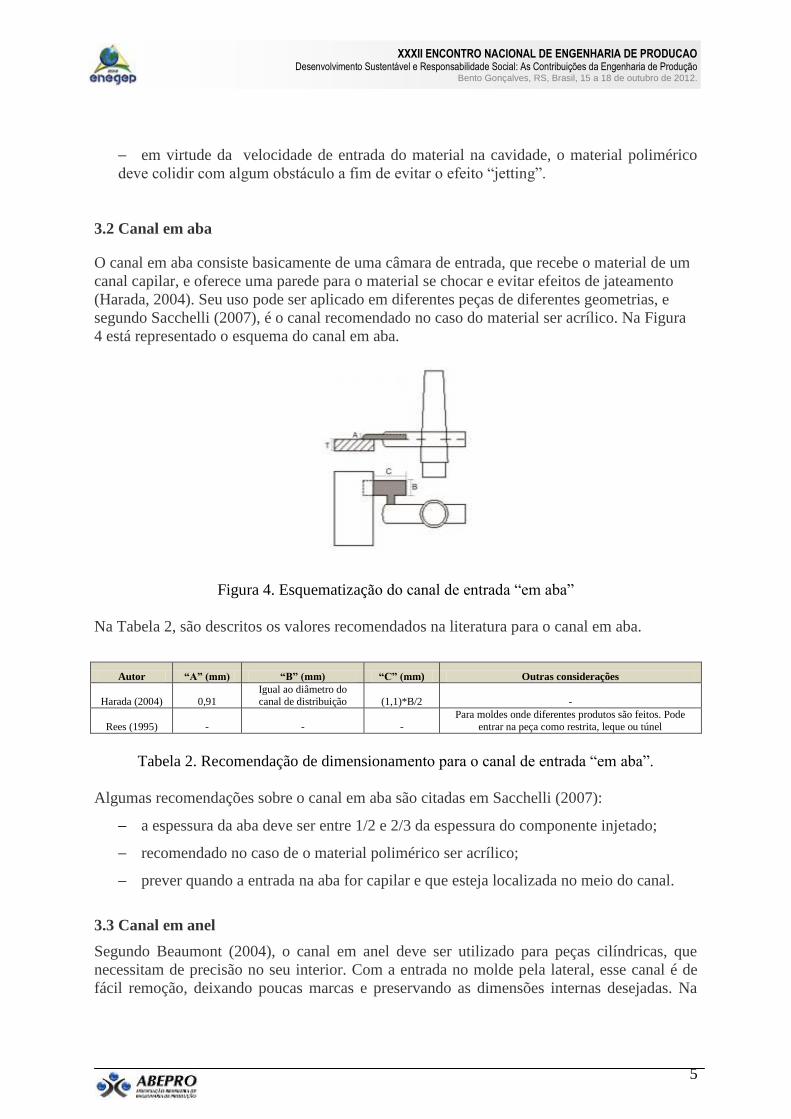
O canal em aba consiste basicamente de uma câmara de entrada, que recebe o material de um
canal capilar, e oferece uma parede para o material se chocar e evitar efeitos de jateamento
(Harada, 2004). Seu uso pode ser aplicado em diferentes peças de diferentes geometrias, e
segundo Sacchelli (2007), é o canal recomendado no caso do material ser acrílico. Na Figura
4 está representado o esquema do canal em aba.
Figura 4. Esquematização do canal de entrada “em aba”
Na Tabela 2, são descritos os valores recomendados na literatura para o canal em aba.
Autor “A” (mm) “B” (mm) “C” (mm) Outras considerações
Harada (2004) 0,91 Igual ao diâmetro do canal de distribuição (1,1)*B/2 -
Rees (1995) - - -
Para moldes onde diferentes produtos são feitos. Pode
entrar na peça como restrita, leque ou túnel
Tabela 2. Recomendação de dimensionamento para o canal de entrada “em aba”.
Algumas recomendações sobre o canal em aba são citadas em Sacchelli (2007):
a espessura da aba deve ser entre 1/2 e 2/3 da espessura do componente injetado;
recomendado no caso de o material polimérico ser acrílico;
prever quando a entrada na aba for capilar e que esteja localizada no meio do canal.
3.3 Canal em anel
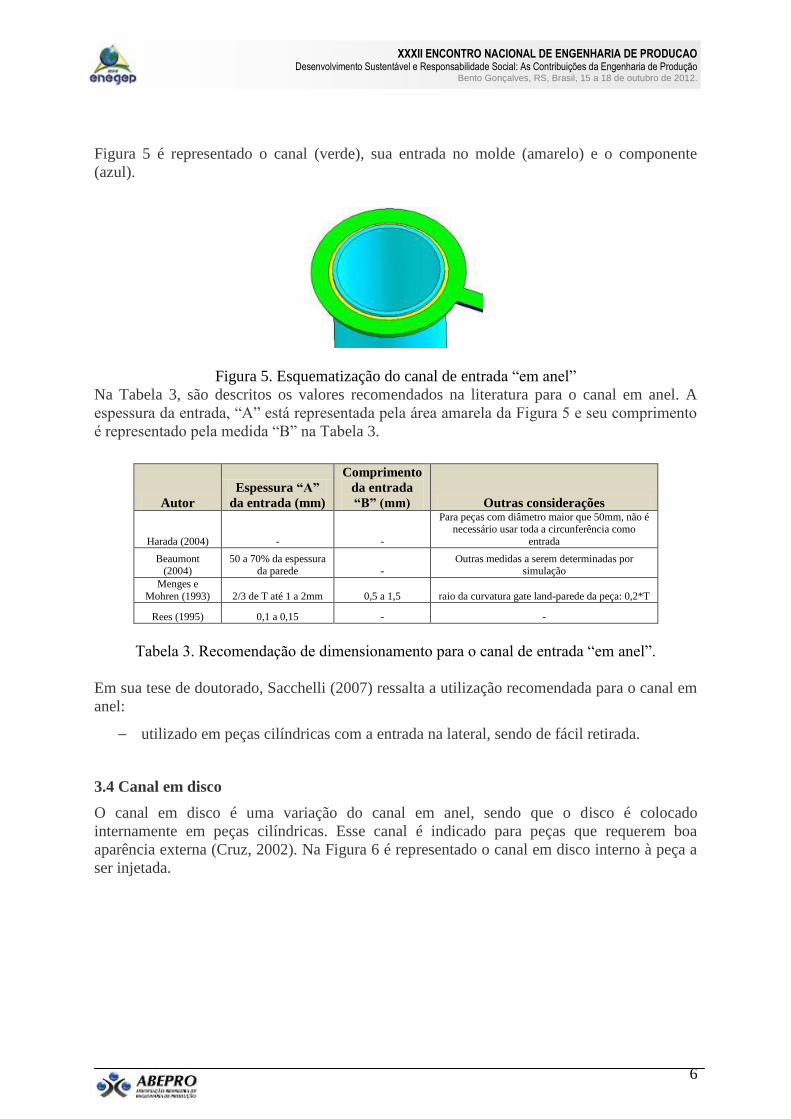
Segundo Beaumont (2004), o canal em anel deve ser utilizado para peças cilíndricas, que
necessitam de precisão no seu interior. Com a entrada no molde pela lateral, esse canal é de
fácil remoção, deixando poucas marcas e preservando as dimensões internas desejadas. Na
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
Figura 5 é representado o canal (verde), sua entrada no molde (amarelo) e o componente
(azul).
Figura 5. Esquematização do canal de entrada “em anel”
Na Tabela 3, são descritos os valores recomendados na literatura para o canal em anel. A
espessura da entrada, “A” está representada pela área amarela da Figura 5 e seu comprimento
é representado pela medida “B” na Tabela 3.
Autor
Espessura “A”
da entrada (mm)
Comprimento
da entrada
“B” (mm) Outras considerações
Harada (2004) - -
Para peças com diâmetro maior que 50mm, não é necessário usar toda a circunferência como
entrada
Beaumont (2004)
50 a 70% da espessura da parede -
Outras medidas a serem determinadas por simulação
Menges e
Mohren (1993) 2/3 de T até 1 a 2mm 0,5 a 1,5 raio da curvatura gate land-parede da peça: 0,2*T
Rees (1995) 0,1 a 0,15 - -
Tabela 3. Recomendação de dimensionamento para o canal de entrada “em anel”.
Em sua tese de doutorado, Sacchelli (2007) ressalta a utilização recomendada para o canal em
anel:
utilizado em peças cilíndricas com a entrada na lateral, sendo de fácil retirada.
3.4 Canal em disco
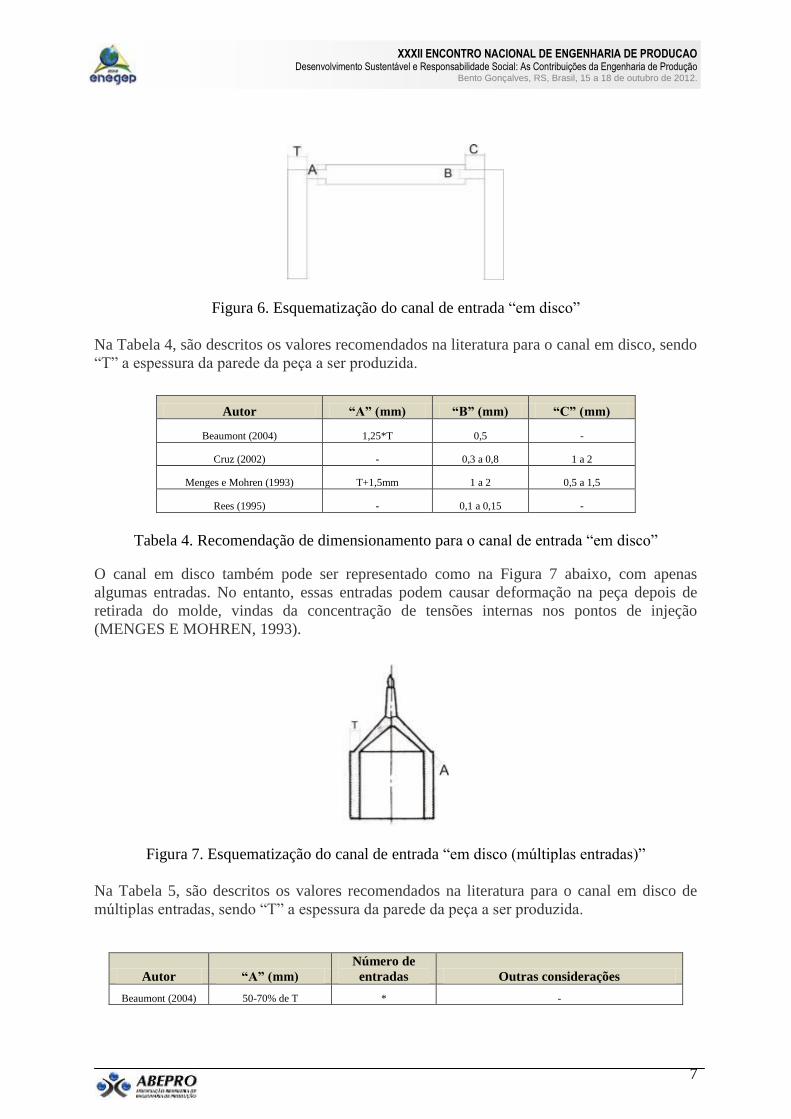
O canal em disco é uma variação do canal em anel, sendo que o disco é colocado
internamente em peças cilíndricas. Esse canal é indicado para peças que requerem boa
aparência externa (Cruz, 2002). Na Figura 6 é representado o canal em disco interno à peça a
ser injetada.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
Figura 6. Esquematização do canal de entrada “em disco”
Na Tabela 4, são descritos os valores recomendados na literatura para o canal em disco, sendo
“T” a espessura da parede da peça a ser produzida.
Autor “A” (mm) “B” (mm) “C” (mm)
Beaumont (2004) 1,25*T 0,5 -
Cruz (2002) - 0,3 a 0,8 1 a 2
Menges e Mohren (1993) T+1,5mm 1 a 2 0,5 a 1,5
Rees (1995) - 0,1 a 0,15 -
Tabela 4. Recomendação de dimensionamento para o canal de entrada “em disco”
O canal em disco também pode ser representado como na Figura 7 abaixo, com apenas
algumas entradas. No entanto, essas entradas podem causar deformação na peça depois de
retirada do molde, vindas da concentração de tensões internas nos pontos de injeção
(MENGES E MOHREN, 1993).
Figura 7. Esquematização do canal de entrada “em disco (múltiplas entradas)”
Na Tabela 5, são descritos os valores recomendados na literatura para o canal em disco de
múltiplas entradas, sendo “T” a espessura da parede da peça a ser produzida.
Autor “A” (mm)
Número de
entradas Outras considerações
Beaumont (2004) 50-70% de T * -

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
Cruz (2002) 0,5 a 2,5 de diâmetro * Gate land de 1 a 2 mm de comprimento
Menges e Mohren
(1993) 0,6 a 1 T *
ângulo usado: 45°, raio de usinagem nas bordas: 2 a 3mm. Raio da seção de circular na entrada do canal: 3
a 5mm
*Número de entradas devem ser determinados por simulação
Tabela 5. Recomendação de dimensionamento para o canal de entrada “em disco (múltiplas
entradas)”
As recomendações citadas em Sacchelli (2007) para o canal em disco são:
adaptação do canal frio em leque;
se a abertura do componente injetado for maior que 50 mm de diâmetro não utilizar
toda a circunferência como entrada;
necessidade de retirada do canal em uma etapa posterior por estampagem ou
usinagem;
componente com aberturas superiores a 100 mm utilizar o canal frio submarino com
múltiplas entradas.
3.5 Canal submarino
Segundo Sacchelli (2009), canal submarino é um dos mais utilizados, pois permite a
separação automática do componente injetado do canal de alimentação no momento da
abertura do molde, sem que seja necessário uma pessoa para que realize a retirada dos canais
frio. O canal submarino também não deixa marcas perceptíveis no componente. Na Figura 8
está representado o canal submarino, com todas suas medidas e ângulos.
Figura 8. Esquematização do canal de entrada “submarino” (adaptado de Sacchelli, 2009)
Na Tabela 6, são descritos os valores recomendados na literatura para o canal submarino.
a
b
c
d
f
g
e

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
Autor a (mm) b (mm) c (graus) d (graus) e (graus) f (mm) g (mm) Harada (2004) 0.8 - - - - - -
Beaumont (2004) 0.3 a 0.7 - 10 a 20 30 a 50 - - -
Cruz (2002) 0.5 a 1 - 20 a 50 45 a 60 0.5 a 1 - 2 a 3
Menges e Mohren
(1993)
0.7 a 2.5 3 a 6 5 a 20 20 a 50 2 máx. 50 máx. -
Rees (1995) 1.25 - - - 0.5 a 0.8 - -
Sors, Bardócz e
Radnóti (1998)
0.7 a 2.5 1.5 a 3 5 a 20 20 a 50 2 máx. 50 max. -
Centimfe (2003) 0.2 a 2 - - - - - -
Tabela 6. Recomendação de dimensionamento para o canal de entrada “submarino”.
(adaptado de Sacchelli, 2009)
Algumas observações são denotadas em Sacchelli (2007) para o canal submarino:
similar a do tipo capilar, localizando-se abaixo da linha de fechamento do molde;
esse tipo de canal é retirado do componente injetado quando da abertura do molde;
quase não apresenta marcas de injeção do componente injetado;
3.6 Canal restrito
O canal restrito oferece uma alternativa para peças mais grossas, com espessuras maiores que
6mm (Harada, 2004). É indicado para a fabricação de cabos de escova, e solidifica
rapidamente após o preenchimento do molde. O autor Harada também indica o canal restrito
com seção circular como alternativa, pois oferece menos resistência ao fluxo de material para
dentro da cavidade do molde. Na Figura 9 é representado o canal restrito retangular.
Figura 9. Esquematização do canal de entrada “restrito”
Na Tabela 7, são descritos os valores recomendados na literatura para o canal restrito.
Autor
“A”
(mm) “B” (mm) “C” (mm) ⌀ “D”(mm) Harada (2004)
2,0 a 5,5 0,8 a 2,0 2,5 a 6,0 0,6 a 2,8
Cruz (2002) 0,5 a 1,5 3*A 1,5 a 3 -
Rees (1995) - 3*A 0,1 a 0,2 -
Menning (1998) 0,6 a 1,2 Max= D - 1,5 0,6 a 1,2 Tmax + 1,5

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
Tabela 7. Recomendação de dimensionamento para o canal de entrada “restrito”
Recomendações para os canais restritos, como descritas em Sacchelli (2007):
produz marcas pequenas no componente, não necessitando de acabamento posterior;
não utilizar para materiais viscosos;
solidifica rapidamente após o preenchimento da cavidade do molde pelo material
polimérico;
o canal de entrada é cortado mais facilmente do componente injetado.
3.7 Canal flash
O canal flash, citado por alguns autores como uma variação do canal restrito, é aplicável em
peças com grande área e paredes finas (Harada, 2004). Consiste de uma entrada fina que se
extende por toda a peça. Na Figura 10 seu projeto é esquematizado.
Figura 10. Esquematização do canal de entrada “flash”
Na Tabela 8, são descritos os valores recomendados na literatura para o canal flash.
Autor “A” (mm) “B” (mm) “C” (mm)
Diâmetro
do canal Outras considerações Harada (2004)
0,5 0,5 a 0,8
De acordo com a
peça - -
Beaumont (2004) 0,5 a 0,7 e * * - -
Menges e Mohren (1993)
0,2 a 0,7 e 0,5 a 2,0 Toda a extensão da
peça e = 4/3 de e + k
k: 2mm para tempo de injeção curto e
seções grossas, e 4mm para tempo de injeção longo e seções finas
Dym (1982) 0.041 ou
menos 0.051
Para peças com áreas planas grandes
(acima de 3in x 3in)
Menning (1998) 0.4 a
0.8(1.2)*e 1 - - -
* Outras medidas a serem determinadas por simulação, e=espessura da peça.
Tabela 8. Recomendação de dimensionamento para o canal de entrada “flash”
Em Sacchelli (2007) algumas recomendações são feitas para o canal flash:

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
recomenda-se utilizar a distância entre a cavidade e o canal de distribuição de 0,5 a 0,8
mm, em que a espessura de entrada possui 0,5 mm e a largura varia de acordo com a
dimensão do componente injetado;
recomendado para os materiais: PMMA, PSC e PC;
a aba pode ser de forma circular ou quadrangular.
4. Tabela de referência
Após a realização da pesquisa na literatura, foi elaborada uma tabela de referência para o
dimensionamento de canais de entrada – Tabela 9. Com esta Tabela é possível verificar os
valores recomendados por diversos autores em cada tipo de canal de entrada.
Observa-se que:
vários autores não citam valores de dimensionamento para todos os canais;
alguns autores relacionam as dimensões como sendo proporcionais às dimensões da
peça;
não há indicação de dimensionamento diferenciado de acordo com o material a ser
injetado;
vários autores apresentam uma variação elevada no dimensionamento, como por
exemplo em Beaumont (2004), que para o canal capilar o comprimento A varia de
0,5mm a 1,0mm (uma variação de 100%);
grande divergência entre os valores dos autores;
Há necessidade desta maneira de se realizar um estudo mais profundo para verificaçao do
dimensionamento mais adequado dos sistemas de alimentação, podendo ser utilizado neste
estudo simulações computacionais que realizam a previsão do processo de injeção
relacionando o comportamento do material polimérico, o formato da peça e os parâmetros de
processo.

Dimensão Harada
(2004)
Beaumont
(2004)
Cruz
(2002)
Menges e
Mohren (1993)
Rosato
(1995)
Rees
(1995)
Dym
(1982)
Sors, Bardócz e
Radnóti (1998)
Centimfe
(2003)
Menning
(1998)
Capilar A(mm) - 0,5 a 1,0 0,5 a 1,5 0,8 a 1,2 - Ângulo de
60° a 90°
- - -
D(mm) - 40-50% da parede
0,5 a 0,8 0,7 a 1,2 Até 0,3175
0,5 a 2,0 - - -
Aba A(mm) 0,91 - - - - - - - -
B(mm) Diâmetro
do canal de distribuição
- - - - - - - -
C(mm) (1,1)*B/2 - - - - - - - -
Anel A(mm) 50-70% da
parede
- - De 2/3 da
parede até 2mm
- 0,1 a 0,15 - - -
B(mm) - - - 0,5 a 1,5 - - - - -
Disco A(mm) - 1,25 da
parede
- Parede + 1,5 - - - - -
B(mm) - 0,5 0,3 a 0,8 1 a 2 - 0,1 a 0,15 - - -
C(mm) - - 1 a 2 0,5 a 1,5 - - - - -
Disco(2) A(mm) - 50-70% da
parede
0,5 a 2,5
de
diâmetro
60-100% da
parede
Submarino A(mm) 0,8 0,3 a 0,7 0,5 a 1 0,7 a 2,5 - 1,25 0,7 a 2,5 0,2 a 2 -
B(mm) - - - 3 a 6 - - 1,5 a 3 - -
C(graus) - 10 a 20 20 a 50 5 a 20 - - 5 a 20 - -
D(graus) - 30 a 50 45 a 60 20 a 50 - - 20 a 50 - -
E(graus) - - 0,5 a 1 2 máx. - 0,5 a 0,8 2 máx. - -
F(mm) - - - 50 máx. - - 50 máx. - -
G(mm) - - 2 a 3 - - - - - -
Restrito A(mm) 2,0 a 5,5 - 0,5 a 1,5 - - - - - 0,6 a 1,2
B(mm) 0,8 a 2,0 - 3*A - - 3*A - - Máx: D-1,5
C(mm) 2,6 a 6,0 - 1,5 a 3 - - 0,1 a 0,2 - - 0,6 a 1,2
D(mm) 0,6 a 2,8 - - - - - - - emax + 1,5
Flash A(mm) 0,5 (0,5 a 0,7).e - (0,2 a 0,7).e - - 0,041 ou menos
- - (0,4 a 0,8) *1,2.e
B(mm) 0,5 a 0,8 * - 0,5 a 2,0 - - 0,051 - - 1
C(mm) De acordo
com a peça
* - Toda a peça - - - - - -

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
*Medidas a serem determinadas por simulação, sendo e = espessura da peça.
Tabela 9. Tabela de referência para o dimensionamento de os canais de entrada
Com a simulação, pode-se analisar por exemplo, a taxa de cisalhamento (shear rate), que é a
diferença entre as velocidades entre camadas adjacentes de polímero, e que possui um valor
específico para cada material, e que não pode ser ultrapassado para não gerar defeitos na peça.
Outro valor importante ao final do preenchimento do molde é a tensão de cisalhamento, que é
a tensão necessária para a camada de polímero deslizar sobre outra camada de menor
velocidade de avanço, sendo que a tensão máxima permitida pelo material não pode ser
ultrapassada para não gerar defeitos na peça injetada.
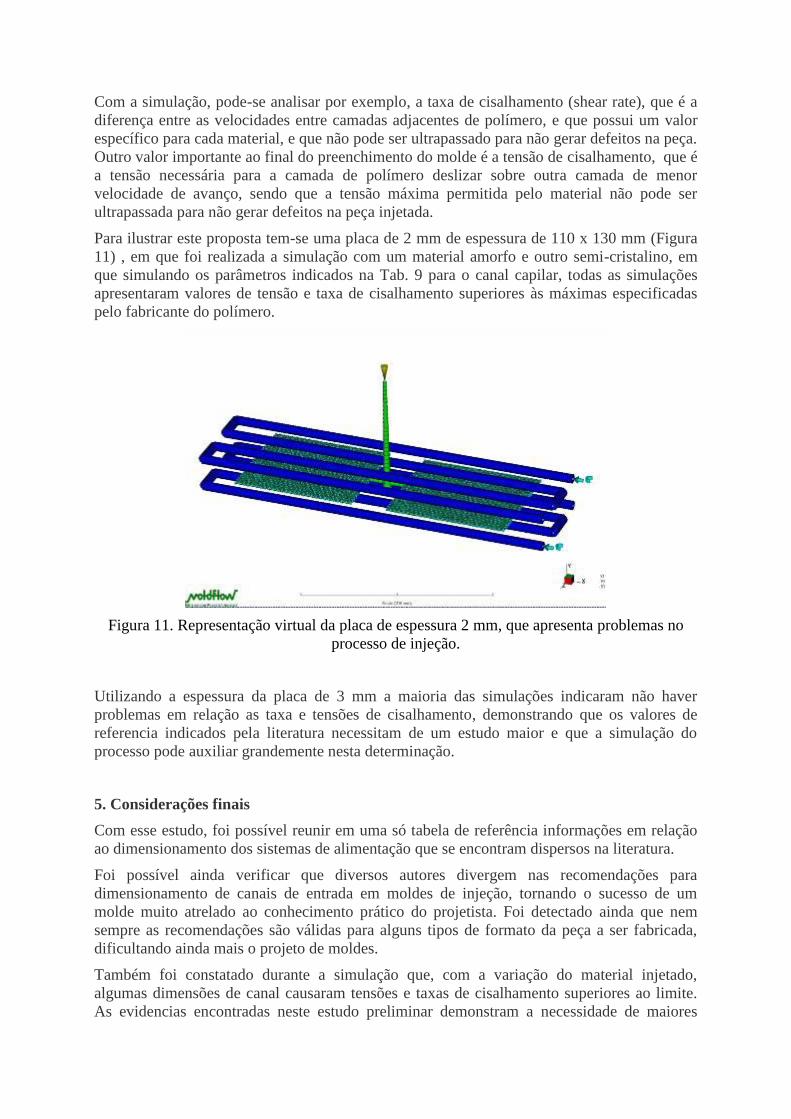
Para ilustrar este proposta tem-se uma placa de 2 mm de espessura de 110 x 130 mm (Figura
11) , em que foi realizada a simulação com um material amorfo e outro semi-cristalino, em
que simulando os parâmetros indicados na Tab. 9 para o canal capilar, todas as simulações
apresentaram valores de tensão e taxa de cisalhamento superiores às máximas especificadas
pelo fabricante do polímero.
Figura 11. Representação virtual da placa de espessura 2 mm, que apresenta problemas no
processo de injeção.
Utilizando a espessura da placa de 3 mm a maioria das simulações indicaram não haver
problemas em relação as taxa e tensões de cisalhamento, demonstrando que os valores de
referencia indicados pela literatura necessitam de um estudo maior e que a simulação do
processo pode auxiliar grandemente nesta determinação.
5. Considerações finais
Com esse estudo, foi possível reunir em uma só tabela de referência informações em relação
ao dimensionamento dos sistemas de alimentação que se encontram dispersos na literatura.
Foi possível ainda verificar que diversos autores divergem nas recomendações para
dimensionamento de canais de entrada em moldes de injeção, tornando o sucesso de um
molde muito atrelado ao conhecimento prático do projetista. Foi detectado ainda que nem
sempre as recomendações são válidas para alguns tipos de formato da peça a ser fabricada,
dificultando ainda mais o projeto de moldes.
Também foi constatado durante a simulação que, com a variação do material injetado,
algumas dimensões de canal causaram tensões e taxas de cisalhamento superiores ao limite.
As evidencias encontradas neste estudo preliminar demonstram a necessidade de maiores

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
15
pesquisas em relação ao dimensionamento do canal de entrada para diversos materiais
poliméricos a serem injetados.
A simulação computacional permitirá conhecer o melhor dimensionamento para cada tipo de
canal de entrada. Isso auxiliará na otimização de moldes de injeção, melhorando a qualidade
dos produtos e reduzindo o tempo de processo.
6. Referências
BEAUMONT, J.P. Design Handbook. Hanser, Munique, Alemanha, 2004.
BLASS, A. Processamento de Polímeros. Florianópolis: UFSC, 1988.
CENTIMFE – CENTRO TECNOLÓGICA DA INDÚSTRIA DE MOLDES
FERRAMENTAS ESPECIAIS E PLÁSTICOS, Manual do Projectista para Moldes de
Injeção de Plástico. Marinha Grande: Centimfe, Portugal, 2003.
C-MOLD, Manual do Usuário, 2000.
CRUZ, S. Moldes de Injeção. Ed. Hemus, Curitiba, Brasil, 2002.
DYM, J. Product Design with Plastics: A Practical Manual. Industrial Press, New York,
EUA, 1982.
FUH, J. Y. H.; ZHANG, Y. F.; NEE, A.Y.C.; FU, M.W. Computer-Aided Injection Mold
Design and Manufacture. Marcel Dekker New York, EUA, 2004.
HARADA, J. Moldes para Injeção de Termoplásticos – Projetos e Princípios Básicos. São
Paulo: Artiber, 2004.
MANRICH, S. Apostila do Curso de Tecnologia de Injeção de Termoplásticos. São Carlos:
DEMa/UFCar, 1995.
MENGES, G., MOHREN, P. How to Make Injection Molds. 2 ed. Ed. Hanser, Munique,
Alemanha, 1993.
MENNING, G., Mold-Making Handbook. 2 ed. Ed. Hanser, Munique, Alemanha, 1998.
MICHAELI, W., POTSCH, G., Injection Molding – An Introduction. Ed. Hanser, Munique,
Alemanha, 1995.
REES, H., Mold Injection. Ed. Hanser, New York, EUA, 1995.
ROSATO, D. V., Injection Molding Handbok. Van Nostrand Reinhold, New York, EUA,
1995.
SACCHELLI, C.M. Análise dos canais de alimentação para moldes de injeção de
termoplásticos.UFSC, Joinville, Brasil, 2009
SACCHELLI, C.M. Sistematização do Processo de Desenvolvimento Integrado de Moldes
de Injeção de Termoplásticos. Tese de Doutorado, UFSC, Florianópolis, Brasil, 2007
SACCHELLI, C.M., REINERT, A. Análise do Processo de Injeção de Termoplásticos
Através de Sistemas CAE, in: 2º Congresso Brasileiro de Engenharia Mecânica, Anais. João
Pessoa, Brasil, 2002.
SORS, L., BARDÓCZ, L., RADNOTI, I., Plásticos Moldes e Matrizes. Ed Hemus, São
Paulo, Brasil, 1998.