estudo do aproveitamento da fuligem da queima do …
TRANSCRIPT

RODRIGO BERTELLI DINIZ
ESTUDO DO APROVEITAMENTO DA FULIGEM DA QUEIMA DO BAGAÇO DA CANA DE AÇÚCAR EM COMPOSTOS DE
BORRACHA (SOLADOS E PLACAS COMPACTAS)
D i s s e r t a ç ã o d e M e s t r a d o apresentada à Universidade de Franca, como exigência parcial para obtenção do título de Mestre em Ciências. Área de concentração: Química de Materiais.
Orientador: Prof. Dr. Paulo Sérgio Calefi
FRANCA2009

RODRIGO BERTELLI DINIZ
ESTUDO DO APROVEITAMENTO DA FULIGEM DA QUEIMA DO BAGAÇO DA CANA DE AÇÚCAR EM COMPOSTOS DE
BORRACHA (SOLADOS E PLACAS COMPACTAS)
Presidente:________________________________________________
Titular:____________________________________________________
Titular:____________________________________________________
Franca, 13 de Março de 2009.
i
Dedico este estudo aos meus pais, a quem devo tudo o que sou, e aos meus irmãos. A Glenda, que me ajudou neste trabalho, e ao Prof. Dr. Paulo Sergio Calefi, por ter me oferecido este desafio.
ii

AGRADECIMENTOS
Agradeço ao meu orientador Prof. Dr. Paulo Sérgio Calefi pelos
ensinamentos, dedicação e apoio durante toda a elaboração deste trabalho, ao meu
grande amigo Sidnei Eurípedes Andriani, que trabalhou com muito afinco para que o
desenvolvimento deste trabalho tivesse resultado positivo, e principalmente a Deus,
por sempre iluminar meu caminho e não deixar faltar recursos e perseverança para
a conclusão deste trabalho.

iiiLISTA DE FIGURAS
Figura 1 MBT (Mercaptobenzotiazol) 04
Figura 2 MBTS (Dissulfeto de dibenzotiazila) 04
Figura 3 TMTD (Dissulfeto de Tetrametiltiuram) 04
Figura 4 Estrutura da Sílica 08
Figura 5 Negro de fumo em pó (carvão) 08
Figura 6 Previsão do consumo mundial de material para solado 16
Figura 7 Fuligem seca. 20
Figura 8 Funcionamento do lavador de gases 21
Figura 9 Placas de borracha para retirada de testes de rasgo e ruptura 29
Figura 10 Corpos de prova para testes de abrasão 29
Figura 11 Placa composta com fuligem 30
Figura 12 Espectro de absorção no infravermelho para a fuligem seca e peneirada (>75 micra) 33
Figura 13 Análise térmica da fuligem (TG, DTG, DTA) 34
Figura 14 Placa com fuligem com partículas maiores que 300 micra 37
Figura 15 Placa com fuligem com partículas menores que 75 micra 37
Figura 16 Difratograma de raios X para a fuligem com partículas menores que 75 micra 39
Figura 17 Teste comparativo de densidade entre as cargas 41
Figura 18 Teste comparativo de dureza entre as cargas 42
Figura 19 Teste de abrasão comparativo entre as cargas 43
Figura 20 Solado composto com 20 phr de fuligem 44

Figura 21 Solado composto com 20 phr de fuligem 45
Figura 22 Curva TG comparativa entre compostos de borracha sem carga, com sílica, com caulim e com fuligem 45
Figura 23 Curvas DTG dos compostos de borracha sem carga, com sílica, com caulim e com fuligem 47
Figura 24 Curva DTA dos compostos de borracha sem carga, com sílica, com caulim e com fuligem 48
Figura 25 Espectro de absorção no infravermelho dos compostos de borracha sem carga, com sílica, com caulim e fuligem 49
Figura 26 Placa composto com bagaço de cana seco, utilizando determinados pigmentos para tonalidade de cor desejada 53
Figura 27 Placa composta com bagaço de cana seco, utilizando determinados pigmentos para tonalidade de cor desejada 53

vLISTA DE TABELAS
Tabela 1 Fórmula básica para composição da borracha 03
Tabela 2 Comparativo de custos das cargas mais utilizadas 11
Tabela 3 Fórmula usada na composição de solados 28
Tabela 4 Fórmula usada na composição de placas compactas 30
Tabela 5 Porcentagem de carbono, nitrogênio e hidrogênio contido na fuligem 35
Tabela 6 Análise granulométrica da fuligem seca 36
Tabela 7 Análise granulométrica da fuligem seca e moída no moinho de facas 36
Tabela 8 Características físicas da fuligem da usina Caeté 38
Tabela 9 Características físicas da fuligem produzida a 600ºC 39
Tabela 10 Comparativo de perda de massa entre as cargas 46
Tabela 11 Resultados obtidos nos testes da placa compacta 50
viLISTA DE SIMBOLOS E ABREVIATURAS
DTA Análise Térmica Diferencial
DTG Termogravimetria Derivada
IV Infravermelho
MBT Mercaptobenzotiazol
MBTS Dissulfeto de dibenzotiazila
TMTD Dissulfeto de Tetrametiltiuram
TG Termogravimetria
Phr Partes por cem de borracha
D D A Densidade, dureza e abrasão

viiSUMÁRIO
1 INTRODUÇÃO.............................................................................................
1
1.1 A BORRACHA.............................................................................................
1
1.2 FORMULAÇÃO DE UM COMPOSTO DE
BORRACHA..............................
3
1.3 CARGAS.......................................................................................................
5
1.3.1 C a r g a s reforçantes.......................................................................................
6
1.3.1.1 Sílica.............................................................................................................
7
1.3.1.2 N e g r o d e fumo..............................................................................................
8
1.3.2 C a r g a s inertes..............................................................................................
9
1.3.2.1 Cargas inertes
pretas...................................................................................
9
1.3.2.2 Cargas inertes
brancas.................................................................................
10
1.4 PREPARAÇÃO DOS COMPOSTOS DE BORRACHA................................
11
1.5 TESTES FÍSICOS REALIZADOS NO COMPOSTO VULCANIZADO..........
13
1.5.1 DENSIDADE.................................................................................................
13
1.5.2 DUREZA.............................................................................................................
.....
13
1.5.3 ABRASÃO...............................................................................................
.....
14

1.5.4 CARGA DE RUPTURA E ALONGAMENTO................................................
15
1.6 CENÁRIO MUNDIAL....................................................................................
15
1.7 INDÚSTRIA DE CALÇADOS NO BRASIL...................................................
17
1.8 CANA-DE-AÇÚCAR COMO FONTE DE MATERIAIS E ENERGIA.............
18
1.8.1 ASPECTOS SÓCIO-ECONÔMICOS DO SETOR SUCROALCOOLEIRO..
18
1.8.2 GERAÇÃO DE VAPOR................................................................................
18
1.8.3 LAVADOR DE GASES.................................................................................
20
1.8.4 I M P A C T O S S Ó C I O -
AMBIENTAIS...............................................................
22
1.9 ESTUDOS JÁ REALIZADOS COM A FULIGEM DO BAGAÇO DE CANA............................................................................................................
23
2 JUSTIFICATIVA................................................................................................
.....
25
3 OBJETIVO....................................................................................................
26
4 MATERIAIS E
MÉTODOS...........................................................................
27
4.1 OBTENÇÃO DA AMOSTRA.................................................................................
27
4.2 PREPARO DOS COMPOSTOS DE BORRACHA CONTENDO AS CARGAS INERTES E FULIGEM..................................................................
27
4.3 EQUIPAMENTOS
UTILIZADOS...................................................................
30
5 RESULTADOS E
DISCUSSÃO...................................................................
33
5.1 ESPECTROSCOPIA DE ABSORÇÃO NO INFRAVERMELHO DA FULIGEM......................................................................................................
33
5.2 ANÁLISE TÉRMICA DA
FULIGEM.............................................................
34
5.3 ANÁLISE ELEMENTAR DA FULIGEM.........................................................
36
5.4 ANÁLISE GRANULOMÉTRICA DA FULIGEM.............................................
36

5.5 PROPRIEDADES TEXTURAIS....................................................................
38
5.6 DIFRAÇÃO DE RAIOS-X.............................................................................
39
6 USO DA FULIGEM DA QUEIMA DO BAGAÇO DE CANA COMO CARGA PARA ARTEFATOS DE BORRACHA (SOLADO) - ESTUDO D A V I A B I L I D A D E D O U S O D A S CARGAS......................................................................................................
41
6.1 ESTUDO DAS PROPRIEDADES FÍSICO-QUÍMICAS DOS A R T E F A T O S D E B O R R A C H A U T I L I Z A N D O CARGAS..............................
45
6.1.1 Análise térmica.............................................................................................
45
6.1.2 Espectroscopia de absorção no infravermelho.............................................
49
6.1.3 FULIGEM DA QUEIMA DO BAGAÇO DE CANA COMO CARGA PARA ARTEFATOS DE BORRACHA (PLACAS COMPACTAS)...........................
50
6.1.4 APLICAÇÃO DA FULIGEM EM OUTRAS FORMULAÇÕES.......................
51
7 PERSPECTIVA DE PESQUISAS 528 CONCLUSÃO..........................................................................................
.....54
9 REFERÊNCIAS BIBLIOGRÁFICAS............................................................
55
RESUMO
Diniz, Rodrigo Bertelli. Estudo do aproveitamento da cinza da queima do bagaço da cana de açúcar. 2009. 79 f. Relatório de pesquisa apresentado ao Programa de Pós Graduação para realização do Exame de Qualificação como exigência parcial para obtenção do título de Mestre em Ciências
A fuligem da queima do bagaço da cana de açúcar tem apresentado aspectos ambientais muito negativos, causando sérios danos à saúde do homem, como problemas pulmonares. Na tentativa de minimizar estes danos, estudos com a fuligem estão sendo feitos para que a mesma possa ser reaproveitada da melhor maneira possível. O objetivo deste trabalho foi o desenvolvimento de compostos escuros de baixo custo, utilizando para isto a fuligem da queima do bagaço de cana de açúcar. Para que esse objetivo fosse atingido, a fuligem passou por tratamento térmico com posterior diminuição de sua granulometria, após tratamento, a fuligem foi utilizada como carga inerte, tendo como polímero a SBR 1502 (Borracha Estireno Butadieno). A fuligem foi obtida através da queima do bagaço de cana em caldeira, cinza esta cedida pela usina Caeté (Delta/MG). Testes comparativos foram desenvolvidos tendo como variável a carga inerte (caulim comum, caulim rosa, carbonato de cálcio e a fuligem do bagaço). As propriedades físico-mecânicas (densidade, dureza, abrasão) foram comparadas entre as cargas, após prensagem

dos compostos de borracha. Para melhor conhecimento dos constituintes da fuligem, análises foram feitas, dentre elas podemos citar algumas técnicas: análise térmica (termogravimetria e análise térmica diferencial), espectroscopia de absorção no infravermelho, propriedades texturais (medida de área superficial), difração de raio x. Os resultados permitiram identificar que o composto com melhor resultado foi aquele contendo a fuligem, devido à melhor resistência à abrasão (mm3), densidade (g/cm3) e dureza (Shore A).
Palavras-chave: cana de açúcar; cinza; borracha.
xABSTRACT
Diniz, Rodrigo Diniz Bertelli. Study of the use of ash from burning the bagasse of sugar cane. 2009. 77 f. Research report submitted to the Graduate Program for completion of the Qualifying Examination as partial requirement for obtaining the title of Master of Science
The soot from burning of the bagasse of sugar cane has made environmental issues very negative, and cause serious damage to human health, such as lung problems. In an attempt to minimize this damage, studies with soot are being made so that it can be reused in the best possible way. The objective of this work was the development of compounds dark low cost, using it for the soot of sugar cane bagasse. For this goal was reached, the soot came through heat treatment with subsequent reduction of its size, the soot after treatment was used as inert load, with the polymer SBR 1502 (styrene butadiene rubber). The soot was obtained by the burning of sugar cane bagasse in boilers, soot provided by this plant Caeté (Delta /

MG). Comparative compounds were developed with the variable to load inert (kaolin common, pink kaolin, calcium carbonate and soot of bagasse). The physical-mechanical properties (density, hardness, abrasion) were compared between loads, after pressing the rubber compound. For better understanding of the constituents of the soot, tests were made, among them we can mention a few techniques: thermal analysis (thermogravimetry and differential thermogravimetry), the absorption of infrared spectroscopy, textural properties (measurement of surface area), x-ray diffraction The results identified that the compound with the best result was that with the soot, due to better resistance to abrasion (mm3), density (g/cm3) and hardness (Shore A).
Key-words: sugar cane; soot; rubber.
xi

1
1 INTRODUÇÃO
1.1 A BORRACHA
A borracha é um polímero cuja principal característica recai sobre sua
elasticidade. Isto quer dizer que se esticarmos uma tira de borracha, ela distenderá
duas, três, cinco ou mesmo dez vezes o seu comprimento inicial sem que haja
rompimento e ao ser solta, voltará sua forma original [1].
A borracha chega para o fabricante de solas na forma de
macromoléculas enoveladas. Embora estes polímeros possuam uma considerável
elasticidade, sabe-se que, ao esticar uma borracha e fixar as suas extremidades,
suas cadeias poliméricas se alinharão e deslizarão umas sobre as outras, o que
causa permanente deformação no material. Este fenômeno é conhecido como
plasticidade da borracha [1]. Porém, esta plasticidade não interessa ao fabricante de
solas, e por isto torna-se necessário eliminar ou reduzir seus efeitos, o que é
conseguido fixando-se a estrutura polimérica enovelada em alguns pontos, de
maneira que, ao ser tracionado, não sofra deformação, pois as cadeias poliméricas
estão presas. Esta fixação é feita por meio da reação denominada por vulcanização.
A vulcanização baseia-se na reação do enxofre em determinados
pontos do polímero. Quimicamente, o enxofre reage nas ligações duplas do
polímero, ligando as cadeias poliméricas umas com as outras e forma, assim, uma
estrutura tridimensional.
Por meio da vulcanização, o fabricante de solas alia a elasticidade da
borracha com a resistência à deformação. Portanto, a borracha vulcanizada
representa um ótimo material para a fabricação de solas flexíveis, resistentes à

2
abrasão, resilientes e não deformáveis [2].
Obviamente, a formulação de um solado não contém somente enxofre
e borracha, outros aditivos são incorporados a esta mistura, cujo objetivo é melhorar
as características de resistência à abrasão, a flexibilidade, resistência ao rasgo,
ruptura, entre outras [1].
Existem no mercado dois tipos básicos de borracha: a natural e as
sintéticas. A borracha natural é obtida do látex natural extraído da seringueira e pode
ser comercializada na forma de látex ou na forma sólida, obtida pela coagulação
ácida. Nesta coagulação a proteína ao redor da partícula de borracha apresenta-se
com os grupos NH2 e COOH não ionizados. A partícula não possui carga elétrica, ao
ser adicionado o ácido (fórmico ou acético), a proteína ioniza-se e quando consegue
equilibrar as cargas positivas e negativas, coagula e separa a borracha da água. No
Brasil, a quase totalidade da borracha é extraída da Hevea brasiliensis [2].
A borracha sintética é constituída de monômeros como isopreno,
butadieno, estireno, cloropreno, etileno, acrilonitrila e o uso destes monômeros
resulta em propriedades especiais para a borracha. Na indústria de solas prensadas
utiliza-se com maior freqüência a borracha de estireno-butadieno (SBR 1502), que é
um polímero formado pelos monômeros butadieno e estireno, no qual
aproximadamente 25% de unidades estireno estão distribuídas entre 75% de
unidades de butadieno ao longo da cadeia molecular. SBR é uma borracha bastante
empregada na fabricação de solados por aliar as propriedades de resistência à luz,
resiliência, baixa deformação e boa flexibilidade, com baixo custo [2].
As propriedades físicas necessárias para um bom solado só são
alcançadas em composições de SBR reforçadas com “cargas” tais como, sílica e
negro de fumo. O solado de SBR apresenta menor desgaste que o solado de

3
borracha natural [2].
1.2 FORMULAÇÃO DE UM COMPOSTO DE BORRACHA
Na indústria de compostos de borracha uma grande quantidade de
componentes é adicionada à borracha para a formação do produto final. Por este
motivo, uma sola de borracha pode ser fabricada com quantidades diferentes, e,
portanto, apresenta custos e durabilidade diferentes. Todos os componentes que
entram na formulação da composição de borracha têm influência na qualidade
desta. Em uma composição de borracha, o tipo e a proporção dos componentes são
muito variáveis, de acordo com aquilo que se deseja obter. Uma formulação básica
para um composto de borracha é apresentada na tabela 1, com destaque para as
quantidades de borracha e cargas [2].
Tabela 1: Fórmula básica para composição da borracha
Componente PhrBorracha 100
Ativadores de vulcanização 1 – 5Agentes de vulcanização 1 – 4
Aceleradores de vulcanização 1 – 3Cargas 50 – 300
Plastificantes 5 – 100Auxiliares de processamento 5 – 10
Antioxidantes 1 – 3Pigmentos e corantes até 5
OBSERVAÇÃO: Para uma formulação de borracha utiliza-se o termo técnico phr (partes por cem de borracha).
Os agentes de vulcanização são substâncias que promovem ligações
cruzadas entre as cadeias poliméricas da borracha, o que proporciona menor
plasticidade ao produto. Para cada tipo de polímero emprega-se um tipo específico
de agente de vulcanização. Como agentes de vulcanização são utilizados o enxofre
4
puro ou compostos doadores de enxofre. Os doadores de enxofre são produtos
químicos que se decompõem em temperaturas elevadas e liberam enxofre [2,3].
A reação do enxofre com a borracha é muito lenta e tornaria
antieconômica a fabricação de artefatos de borracha, caso não fossem utilizados
aceleradores de vulcanização. Estes aceleradores melhoram as propriedades físicas
do produto. A escolha de um dado acelerador em detrimento de outro se baseia no
seu comportamento durante a vulcanização. Um acelerador pode produzir uma cura
lenta quando usado sozinho, mas pode ocasionar uma vulcanização mais rápida se
utilizado com pequenas quantidades de outro acelerador. Os aceleradores mais
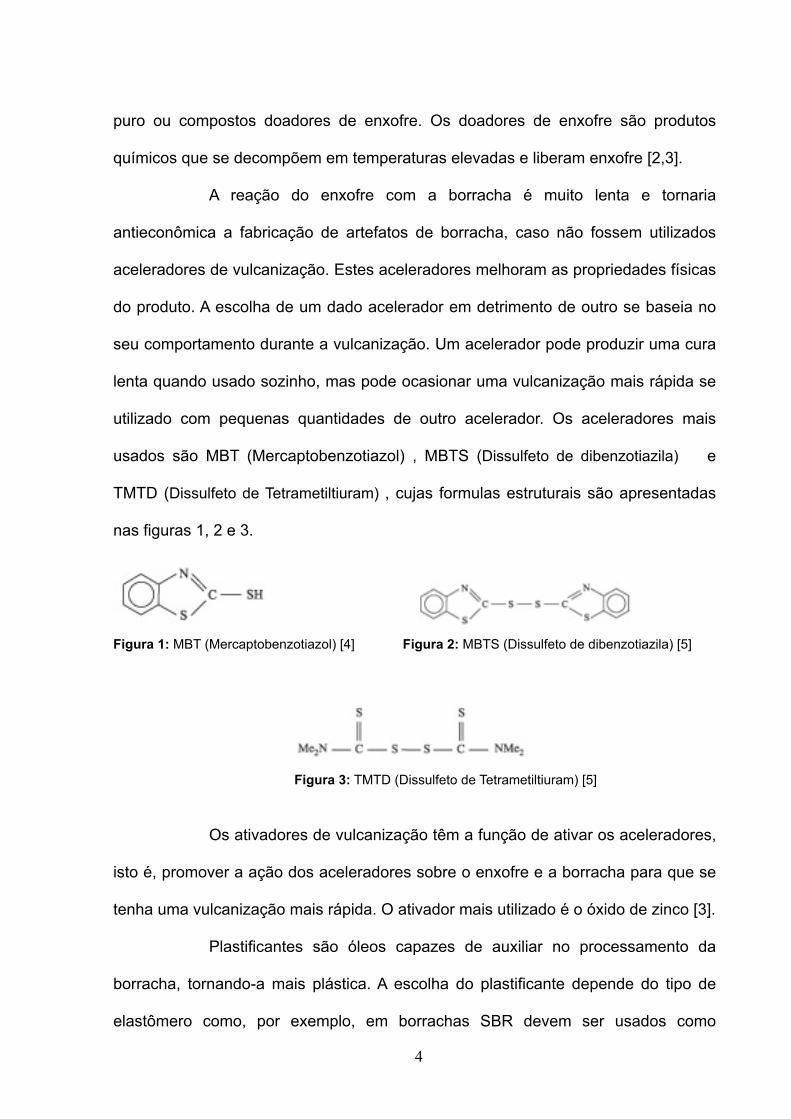
usados são MBT (Mercaptobenzotiazol) , MBTS (Dissulfeto de dibenzotiazila) e
TMTD (Dissulfeto de Tetrametiltiuram) , cujas formulas estruturais são apresentadas
nas figuras 1, 2 e 3.
Figura 1: MBT (Mercaptobenzotiazol) [4] Figura 2: MBTS (Dissulfeto de dibenzotiazila) [5]
Figura 3: TMTD (Dissulfeto de Tetrametiltiuram) [5]
Os ativadores de vulcanização têm a função de ativar os aceleradores,
isto é, promover a ação dos aceleradores sobre o enxofre e a borracha para que se
tenha uma vulcanização mais rápida. O ativador mais utilizado é o óxido de zinco [3].
Plastificantes são óleos capazes de auxiliar no processamento da
borracha, tornando-a mais plástica. A escolha do plastificante depende do tipo de
elastômero como, por exemplo, em borrachas SBR devem ser usados como

5
plastificante os óleos naftênicos, já em borrachas nitrílicas são empregados ésteres,
enquanto que em borrachas naturais usam-se qualquer plastificante [2,3].
As mesmas ligações duplas que possibilitam a vulcanização com o
auxílio do enxofre podem reagir com o oxigênio. Esta reação é conhecida como
oxidação da borracha e causa degradação no material polimérico o que afeta as
propriedades físicas do produto acabado. Os antioxidantes são produtos químicos
capazes de proteger as moléculas de borracha do ataque do oxigênio às ligações
duplas [3].
Durante o processo de composição, corantes e pigmentos podem ser
adicionados à mistura de borracha para se obter, após a vulcanização, a cor
desejada. No entanto, recomenda-se que nas solas sejam usados preferencialmente
os pigmentos, pois os corantes podem migrar para superfície [3].
1.3 CARGAS
O termo “carga” é empregado como referencia aos materiais que são
adicionados aos elastômeros para alterar suas propriedades, tais como: resistência
mecânica, estabilidade térmica, estabilidade dimensional, atoxidez, já que são raros
os casos em que se usam elastômeros puros. Na preparação de artefatos de
borracha, a massa das cargas utilizadas chega a ser três vezes maior que a massa
de borracha [3].
Não se conhece nenhum material que satisfaça todos os requisitos
para que se tenha carga completa, já que são muitas as propriedades desejadas
(baixo custo, baixa densidade, estabilidade térmica, obtenção rápida e fácil,
neutralidade química, fácil manipulação, atoxidez)

6
As cargas podem ser divididas em dois grandes grupos: as reforçantes
e as inertes. As cargas reforçantes são as que conferem melhores propriedades
físico-mecânicas, como: rigidez, resistência à tração, compressão, deformação e
rasgamento. As cargas inertes (ou materiais de enchimento), por sua vez são as que
não melhoram as propriedades físico-mecânicas, pelo contrário, até comprometem,
mas em compensação, aumentam o volume do material o que reduz custos de
produção.
Tanto as cargas reforçantes como as cargas inertes podem ser
brancas ou coloridas. Dentre as cargas, merece destaque o negro de fumo (carga de
reforço) cujo uso consagrou a cor preta para artefatos de borracha.
1.3.1 Cargas reforçantes
Para que uma carga seja reforçante, isto é, propicie melhoria nas
propriedades físico-mecânicas, suas partículas devem possuir algumas
características fundamentais:
- Granulometria: as partículas devem ser muito finas (no máximo 75
micra), pois o reforço está diretamente relacionado com a superfície específica.
- Estrutura: uma partícula fina considerada isoladamente não significa
nada, mas se a mesma se organiza com outras, de modo a formar estrutura
(corrente, colar, cacho) ela terá condições de comunicar ao elastômero algumas
modificações nas propriedades, mesmo porque essa estrutura é decorrente ou de
carga elétrica residual ou de reatividade química localizada, o que geralmente
encontrará ancoradouro na macromolécula.
- Facilidade de dispersão: está relacionada ao fator econômico, uma
vez que quanto mais fácil a dispersão, mais rápida a incorporação e menor o custo

7
de mistura. Isto implica em economia de energia e mão de obra, bem como aumento
de produção. De modo geral, quanto maior a partícula maior a dificuldade de
dispersão. Mas, em contrapartida, uma boa dispersão reflete na obtenção de boas
propriedades do composto. [3].
1.3.1.1 Sílica:
Há vinte anos atrás, a carga reforçante branca era, por excelência, o
carbonato de magnésio. Com o advento da sílica precipitada, houve um grande
avanço no que se refere à obtenção de produtos de borracha coloridos com boas
propriedades físico-mecânicas. Contudo, apesar de toda a excelência da sílica
precipitada, ainda não se chegou ao nível de reforço dos melhores negros de fumo,
razão pela qual a maior parte dos produtos de borracha continua a ser de cor preta.
As sílicas precipitadas são preparadas a partir do silicato ácido de
sódio. Por precipitação obtém-se o Durasil® que é o dióxido de silício, cujas
partículas chegam a ter o diâmetro de 16 nm. As sílicas precipitadas, amplamente
usadas na indústria da borracha, permitem obter produtos brancos ou coloridos com
excelentes propriedades mecânicas. A maior aplicação das sílicas precipitadas como
carga de reforço é verificada nos elastômeros SBR. No elastômero natural os
resultados não são dos melhores [3].
As sílicas são materiais que apresentam facilidade para serem
incorporadas aos elastômeros, e decorrente de suas características ácidas, tem
efeito retardante sobre o sistema de cura, motivo pelo qual costuma-se usar
paralelamente uma base orgânica (polietilenoglicol, por exemplo) para eliminar todo
resíduo ácido [3].

8
Figura 4: Estrutura da Sílica
1.3.1.2 Negro de fumo
Entre as cargas reforçantes o negro de fumo ocupa lugar proeminente
por diversas razões: (1) melhora sensivelmente as propriedades físico-mecânicas
dos artefatos; (2) torna a formulação da composição de elastômero mais econômica;
(3) não aumenta excessivamente a densidade em comparação com as cargas
inertes; (4) funciona igualmente como pigmento; (5) apresenta uma gama de tipos,
dos quais se podem obter uma série de variações nas propriedades físico-
mecânicas dos artefatos [3].
O negro de fumo utilizado nas indústrias de artefatos de borracha
(figura 5) é obtido por combustão incompleta do petróleo. O negro de fumo é uma
carga reforçante que permite ao artefato possuir propriedades que seriam difíceis de
serem obtidas com outro material.

9
Figura 5: Negro de fumo em pó (carvão)1.3.2 Cargas inertes
As cargas inertes (diluentes ou de enchimento) são materiais usados
com o fim precípuo de aumentar o volume do material e baixar custos, mesmo com
o sacrifício da qualidade.
As cargas inertes geralmente propiciam pequenos benefícios técnicos
e acarretam grandes prejuízos nas propriedades mecânicas dos artefatos, mas em
compensação permitem obter custos bem menores [2, 3].
O uso indiscriminado de cargas inertes tendo como único parâmetro a
redução dos custos tem sido responsável pela má qualidade de muitos tipos de
artefatos de borracha e pela perda de mercado. Em contrapartida, o uso criterioso
dessas cargas diluentes traz benefícios técnicos e econômicos e, para tanto, é
necessário conhecer esses materiais e saber quando, onde e quanto usar.
1.3.2.1 Cargas inertes pretas
- Asfalto: entre as cargas inertes pretas o asfalto ocupa um lugar de
importância. O asfalto é resíduo da refinação do petróleo e é constituído
basicamente por produtos naftalênicos. Após tratamento adequado, apresenta-se
sob forma sólida (asfalto oxidado), rígida e de cor preta brilhante. Quando submetido
ao calor passa de um sólido rígido para um líquido viscoso, apresentando certa
elasticidade que lhe valeu a denominação de mineral “rubber” [3]. É muito
compatível ao elastômero SBR, possui baixo preço, excelente processabilidade e
capacidade de plasticidade e por isso, apresenta amplo uso, sobretudo em

10
composições para tapetes;
- Pó de pneu: nas recapagens ou recauchutagens, os pneus, ao serem
preparados, são raspados e lixados de modo a sofrerem uma retificação, esse pó
apresenta granulometrias variadas, e o pó mais fino pode ser usado diretamente em
composições de borracha preta com alguma vantagem técnica e econômica [3]. A
incorporação é muito rápida e a dispersão é excelente. Os artefatos assim
compostos apresentam geralmente uma melhoria na resistência ao desgaste [3].
1.3.2.2 Cargas inertes brancas
- Caulim: o nome caulim deriva do chinês Kauling (Cume alto). O
constituinte principal do caulim é a caulinita, mineral constituído basicamente de
aluminossilicato [6]. Entretanto, a maioria dos caulins contém em maiores ou
menores proporções, outros compostos hidratados de alumínio como quartzo,
feldspatos, mica, entre outros [2,3].
É sabido que o caulim não é carga reforçante em borracha. De modo
geral, no que tange ao aspecto qualidade do artefato, a presença do caulim é
prejudicial, uma vez que normalmente compromete ao invés de melhorar as
propriedades físico-mecânicas do produto fabricado. Por outro lado, nem sempre se
exige qualidades excepcionais num artefato de borracha e o preço é, muitas vezes,
uma questão de sobrevivência. Desta forma uso intensivo do caulim é um fato
tecnicamente justificável, sobretudo em artigos sem maior responsabilidade.
Além de afetar a boa qualidade dos artefatos, os caulins ainda
apresentam o inconveniente de serem ácidos e, por isso retardam o tempo de cura.
Por esta razão costuma-se usar uma base orgânica (polietilenoglicol ou
trietanolamina) para neutralizar a acidez dos caulins, sobretudo quando usados em

11
grandes quantidades.
Além das desvantagens mencionadas sobre o uso do caulim em
formulações de borracha, enfatizam-se, também, algumas vantagens que o uso
desse material propicia. A primeira delas é, sem dúvida, a redução do preço da
composição, o que justifica plenamente o uso dessa matéria-prima. Outra vantagem
é a melhora nas propriedades de colagens quando a composição contém caulim, o
que pode ser explicado com base na absorção dos plastificantes pelas partículas de
caulim [2,3].
A facilidade de incorporação, sem liberar calor em grandes
quantidades, permite, por vezes, ser explorada para se efetuar a aceleração em
banbury, uma vez que a queda da temperatura do composto, determinada pela
adição de razoável porção de material, permite adicionar os aceleradores sem correr
risco de pré-vulcanização. Na tabela 2 podem-se comparar os preços das cargas
mais utilizadas no mercado de artefatos de borracha.
Tabela 2: Comparativo de custos das cargas mais utilizadas
Material Custo R$/KgSílica R$ 3,89
Negro de Fumo R$ 3,55Pó de Pneu R$ 0,70
Caulim Comum R$ 0,32Carbonato de Cálcio R$ 0,25
1.4 PREPARAÇÃO DOS COMPOSTOS DE BORRACHA
Depois de pesadas todas as matérias primas contidas na formulação,
tem início o processo de composição do composto de borracha.
Primeiramente essas matérias primas são levadas ao banbury, que

12
também é chamado de misturador fechado, depois de misturado o composto, a
próxima etapa é o cilindro.
Cilindro: também conhecido como moinho ou misturador aberto, onde
ocorrerá a homogeneização final do composto [2,3]. Nesta etapa é retirada uma
amostra do material para medições de tempo ótimo de cura do composto.
Rheometro: fornece o tempo ótimo de cura do composto. Na maioria
das vezes, faz-se a análise do T10 (inicio da vulcanização) e T90 (término da
vulcanização).
Depois de feito o teste de Rheometro, o material composto é levado
para extrusão. Nesta etapa, modelados são obtidos de acordo com o solado
(número e tamanho) que será prensado
- Extrusão: a extrusão ou trafilagem é um processo de conformação de
materiais que são forçados através de uma matriz, dando o formato desejado de
acordo com a matriz que foi colocada [2,3].
- Prensa: é onde ocorre a vulcanização do material, ou seja, é uma
reação química que transforma o material do estado plástico para o estado elástico.
A temperatura destas prensas deve ser rigorosamente controlada, pois isto define a
qualidade do produto final. A temperatura normalmente gira em torno de 165º C com
uma pressão em torno de 130 bar. A vulcanização ocorre durante o processo de
prensagem, isto é, a reação do enxofre com a borracha é ativada pelos aceleradores
e ativadores na presença de calor e pressão. A função da pressão é manter a forma
e as dimensões das lâminas [2].

13
1.5 TESTES FÍSICOS REALIZADOS NO COMPOSTO VULCANIZADO
Depois de vulcanizado, o artefato de borracha passa por
caracterizações para que sejam verificadas suas propriedades físico-mecânicas.
Estes testes são feitos por amostragem durante o processo produtivo. Os principais
testes são dureza, densidade e abrasão, também conhecidas por “DDA”. Além
destes, também é comum avaliar o rasgo e a ruptura.
1.5.1 DENSIDADE
A densidade de um composto tem uma função primordial, pois é por ela
que será determinada a quantidade de massa a ser colocada para preencher o
molde para formação da sola. Quanto menor a densidade menor será a quantidade
de material utilizada para preenchimento do molde. A densidade é medida em g/cm3
[2,3].
Para um melhor entendimento, cita-se a diferença entre um solado
usado em sapatos linha de conforto e um solado feito para chuteira. Normalmente
solados para linha de conforto possuem densidade menor (1,01 g/cm3) o que
proporciona maior leveza ao material, diferentemente de um solado feito para
chuteira, que possui uma densidade um pouco maior (1,15 g/cm3 ).
1.5.2 DUREZA

14
Para os produtos de borracha, a dureza é definida como a medida da
resistência por um instrumento de dimensões determinadas e sob carga também
determinada. Os índices numéricos de dureza podem representar a profundidade da
penetração.
São todas calibradas na mesma escala arbitrária, de 0 (mole) até 100
(dura) [2,3].
Para um melhor entendimento cita-se a diferença entre um solado
usado em sapatos linha de conforto e um solado feito para chuteira. O primeiro por
ser mais macio apresenta dureza de 52 shore A, enquanto o segundo, mais duro
apresenta dureza de 74 shore A.
1.5.3 ABRASÃO
Denomina-se resistência à abrasão, a resistência apresentada pelas
composições de borracha ao desgaste pelo contato com superfícies abrasivas em
movimento. A resistência à abrasão é medida sob condições definidas de carga e
velocidade, sendo expressa em percentagem após comparação com uma
composição padrão.
Os métodos para verificar a resistência dos elastômeros vulcanizados à
abrasão encontram-se descritos nas ASTM D394 E D 1630. Ambas as máquinas, a
Du Pont D394 e National Bureau of Standards (D1630), comprimem o corpo de
prova, sob carga determinada, contra um abrasivo (geralmente esmeril ou papel de
lixa) montado num disco ou tambor rotativo. A superfície abrasiva gira a uma
velocidade especificada, prosseguindo a prova durante determinado tempo. A
unidade de medida é mm3 [2,3].

15
Para um melhor entendimento pode-se citar a diferença entre um
solado usado em sapatos linha de conforto e um solado feito para chuteira. Por ser
um solado usado em ocasiões no qual se tem um forte impacto com o solo é
necessário que o solado usado em chuteiras apresente uma Abrasão mais baixa, em
torno de 100 mm3, diferentemente do solado usado na linha de conforto, em torno de
220 mm3.
1.5.4 CARGA DE RUPTURA E ALONGAMENTO
Carga de ruptura é a força aplicada por unidade de seção reta inicial de
um corpo de prova, no momento da ruptura. Alongamento ou deformação elástica é
o esticamento entre dois traços de referência marcados no corpo de prova e
produzidos pela aplicação de força. É comumente medida como percentagem da
distância inicial entre esses dois traços. O alongamento final é o alongamento no
momento da ruptura. Mede-se em kg por centímetro quadrado a ruptura e em % o
alongamento [3].
Para um melhor entendimento cita-se a diferença entre um solado
usado em sapatos linha de conforto e um solado feito para chuteira. O solado usado
na linha de conforto, por ser mais macio, apresenta uma elasticidade maior em
comparação ao solado usado em chuteira, que é mais duro.
1.6 CENÁRIO MUNDIAL
Além dos materiais citados para a fabricação dos solados, têm-se
ainda, TPU (material termoplástico), PVC (Policloreto de Vinila), os materiais

16
celulósicos e a madeira. Na figura 6 pode-se visualizar a participação mundial de
cada material utilizado na produção de solados.
Figura 6: Previsão do consumo mundial de material para solado [7]
Ao longo da década de 90, a produção mundial de calçados cresceu a
taxas relativamente altas. Essa tendência de crescimento estável e relativamente
elevado foi influenciada pelo bom desempenho da China, que entre 1993 e 1998 e
início do século 21, aumentou sua produção em 78%, seguida da Índia (com 66%) e
do México (com 56%). A produção mundial de calçados nesse mesmo período
cresceu 10% [7].
Em 1998, a produção mundial de calçados atingiu o volume de 10.979
milhões de pares, sendo a China o principal produtor, com uma participação de 50%
(5.520 milhões de pares), seguida pela Índia (6% – 685 milhões de pares), Brasil
(5% – 516 milhões de pares), Itália (4% – 425 milhões de pares) e Indonésia (3% –
316 milhões de pares). Os principais produtores latino-americanos (excluindo o
Brasil) foram o México (2,5% – 270 milhões de pares), Argentina (0,8% – 80 milhões
de pares), Colômbia (0,6% – 60 milhões de pares), Venezuela (0,2% – 25 milhões

17
de pares) e Chile (0,2% – 21 milhões de pares) [7].
1.7 INDÚSTRIA DE CALÇADOS NO BRASIL
O setor calçadista nacional é composto por aproximadamente quatro
mil empresas, que geram 260 mil empregos, e apresenta capacidade instalada
estimada em 560 milhões de pares/ano, destes, 70% destinados ao mercado interno
e 30% à exportação, e faturamento de US$ 8 bilhões/ano. Com esses números o
Brasil se coloca como o terceiro maior produtor mundial de calçados, com 4,7% de
participação na produção total, que em 1998 foi de 10.979 milhões de pares,
conforme se pode observar na figura anterior [7].
O Vale dos Sinos, região formada por 18 cidades do Rio Grande do
Sul, produz 178 milhões de pares/ano, aproximadamente 40% da produção
nacional, e participa com 75% das exportações totais, enquanto a cidade de Franca,
no estado São Paulo, produz cerca de 29 milhões de pares/ano, ou seja, 6% da
produção nacional, e responde por 3% das exportações totais. Outras importantes
regiões produtoras são os pólos de Jaú e Birigui, ambos em São Paulo, assim como
a região Nordeste, que tem atraído novos investimentos do setor e já é responsável
por cerca de 15% das exportações totais brasileiras. A Azaléia (Rio Grande do Sul),
maior fabricante de calçados do Brasil e uma das cinco maiores do mundo, lidera a
produção de calçados femininos do país (30 milhões de pares/ano) e detém cerca
de 15% do mercado, enquanto Democrata e Sândalo (São Paulo) lideram a
produção de calçados masculinos de couro [7].
18
1.8 CANA-DE-AÇÚCAR COMO FONTE DE MATERIAIS E ENERGIA
1.8.1 ASPECTOS SÓCIO-ECONÔMICOS DO SETOR SUCROALCOOLEIRO
Uma das atividades agrícolas mais importantes do Brasil é a cana-de-
açúcar que cultivada desde 1532, ocupa, atualmente, segundo Instituto Brasileiro de
Geografia e Estatística - IBGE (2006), 6.718.373 de hectares do território brasileiro,
com uma produção, em 2006, de mais de 450 milhões de toneladas. A cana tem
como principais produtos finais o álcool e o açúcar e, mais recentemente a energia
elétrica [8].
O Estado de São Paulo é o maior produtor de cana-de-açúcar do
mundo, com cerca de 3,2 milhões de hectares de seu território dedicados ao plantio
dessa cultura, o que representa quase metade da área plantada de cana-de-açúcar
do país, o que o torna responsável por 58,5% da produção nacional (263.250
milhões de toneladas). Essa produção é responsável por 15,73 milhões de toneladas
de açúcar e 9,89 bilhões de litros de álcool. Dos R$ 114 bilhões gerados pelo setor
agrícola no país em 2004, R$ 24 bilhões, ou 21% do total, são provenientes do
açúcar e do álcool [9].
1.8.2 GERAÇÃO DE VAPOR
Logo que chega a usina, a cana-de-açúcar passa por um processo de
extração do caldo que gera grande quantidade de bagaço. Para cada tonelada de

19
cana moída são produzidos aproximadamente 300 kg de bagaço, com cerca de 50%
de umidade.
Em muitas usinas, o bagaço que sai da moenda com muito pouco
açúcar e com umidade de 50%, é transportado para as caldeiras, onde é queimado
para gerar o vapor que se destina a suprir todas as necessidades que envolvem o
acionamento das máquinas pesadas, geração de energia elétrica e o processo de
fabricação de açúcar e álcool. O bagaço é muito importante na unidade industrial,
porque é o combustível para todo o processo produtivo [10].
A cana-de-açúcar é composta de 1/3 de caldo e 2/3 de compostos de
biomassa (palha e bagaço) e compostos inorgânicos, como a sílica. Considera-se
como palha toda a matéria que é retirada da cana antes do processo de moagem:
folhas secas, folhas verdes e o ponteiro (ponta) da planta.
O poder calorífico de 1 tonelada de cana é superior ao de um barril de
petróleo. Na safra 2006/2007, o Brasil moeu 458 milhões de toneladas de cana-de-
açúcar correspondentes a 550 milhões de barris de petróleo.
Isto torna a indústria sucroalcooleira auto-sustentável em energia, já
que esta é proveniente da queima dos resíduos da cana-de-açúcar em caldeiras que
geram vapor para a produção de calor ou movimentação de geradores de
eletricidade necessários aos processos industriais. Para cada tonelada de cana que
é levada a caldeira é gerada 6 kg de fuligem seca [11]. Por isso, o objetivo preliminar
na política de energia de paises tropicais, como o Brasil, passa pela produção de
energia por meio da biomassa e do controle de poluição ambiental. Nesse aspecto,
tem-se a indústria sucroalcooleira brasileira como o maior sistema de produção de
energia comercial oriunda da biomassa no mundo. A figura 7 apresenta a foto de
uma amostra da fuligem fornecida pela usina Caeté (Delta/MG).

20
Figura 7: Fuligem seca do bagaço de cana.
Como subproduto da queima do bagaço da cana-de-açúcar tem-se as
cinzas que sobram da combustão chamada por fuligem. Fatores ambientais
determinam que todas as usinas possuam sistemas que impeçam que a fuligem seja
eliminada na atmosfera. Um dos sistemas de grande utilização é o sistema de
lavador de gases.
1.8.3 LAVADOR DE GASES
Para não agredir o meio ambiente, uma das maneiras de evitar que a
fuligem seja dispersa na natureza é a instalação de lavadores de gases. O lavador
de gases é um equipamento instalado antes do exaustor e que faz a retenção dos
resíduos sólidos por meio de uma lavagem com água. Essa tecnologia já é
plenamente dominada e atualmente procura-se diminuir o consumo de água
utilizada para a lavagem [12].
Após a lavagem, a fuligem passa por uma prensa desaguadora vertical,
que além de separar as impurezas, produz água limpa para retornar aos lavadores,
que seca a fuligem e produz uma torta com baixa umidade, o que reduz gastos com
transporte e custos.

21
A prensa é composta basicamente de duas partes: uma horizontal e
uma vertical. A parte horizontal recebe a água da lavagem dos gases com todas as
impurezas em uma bica de alimentação e distribuidora (foto 1). Em seguida estas
águas vão para um deck onde ocorre a drenagem por gravidade, com uma vazão
aproximada de 300 m3/hora. É utilizada uma tela continua de nylon para reter a
fuligem na face superior da tela (foto 2). A água limpa filtrada (foto 3) retorna ao
processo. Os dados de retenção deste processo simples de filtração são
satisfatórios [12].
A massa de impurezas retida na face superior da tela horizontal vai
para a parte vertical (foto 5) ,onde se efetua a secagem mecânica da fuligem por
meio de uma seqüência de rolos (Foto 6). Essa torta é facilmente transportada em
caminhões do tipo caçamba para descarte ou pode ser incorporada à torta de lodo e
retornar à lavoura, onde será usada como fertilizante (Foto 7), o que também
contribui para a redução de custos [12]. A figura 8 mostra todo o processo do lavador
de gases.
Figura 8: Funcionamento do lavador de gases

22
1.8.4 IMPACTOS SÓCIO-AMBIENTAIS
Não obstante aos benefícios para o país apresentados pelo setor
sucroalcooleiro, alguns aspectos precisam ser melhorados, e entre tantos, cita-se a
faceta ambiental relacionada com a atuação do setor, com ênfase na prática da
queimada da palha da cana realizada antes do corte e para a fuligem eliminada das
caldeiras após a queima na geração de energia, o que apresenta um alto potencial
de impacto ambiental [13].
As nuvens da fumaça destas queimadas formam gases tóxicos nocivos
à população e a fuligem, além da sujeira no meio ambiente urbano, causa prejuízo à
saúde das pessoas [15,16].
A fuligem que sai da caldeira em usinas que não possuem sistemas de
retenção (como lavador de gases), são lançadas na atmosfera e prejudicam a
qualidade de vida e o meio ambiente, trás diversos problemas de saúde. As
partículas mais finas são as que trazem maior prejuízo à saúde, pois são levadas
para dentro dos pulmões e muitas vezes causam infecções pulmonares e agravam a
situação dos que sofrem de asma, bronquite, enfisema pulmonar e doenças do
coração [14].
Outro aspecto negativo é que a fuligem aumenta o consumo de água,
pois é recomendável o uso da mesma para a sua remoção, pois se evita assim que
o carvão da fuligem seja respirado.
Devido a todos esses problemas, desenvolver processos no qual se
consiga aproveitar este material proveniente da queima do bagaço da cana de
açúcar seria de um grande apelo ecológico, e um ganho em relação à saúde do
homem. [13,14].

23
1.9 ESTUDOS JÁ REALIZADOS COM A FULIGEM DA QUEIMA DO BAGAÇO DE CANA
Na tentativa de se encontrar uma aplicação para a fuligem da queima
do bagaço da cana de açúcar, vários estudos tem sido feitos, inclusive com apoio da
fapesp.
Esta fuligem tem grande potencial para geração de energia elétrica,
produção de biocombustível e fabricação de produtos como bioplásticos, carvão
para siderúrgicas e até cimento. Uma das linhas de pesquisa, conduzida no
Departamento de Engenharia de Materiais da Universidade Federal de São Carlos
(UFSCar), resultou na obtenção do carbeto de silício, um versátil material sintético, a
partir da sílica da palha da cana [17].
Experimentos realizados nos laboratórios da Faculdade de Ciências
Tecnológicas (FCT) da Universidade Estadual Paulista (Unesp), em Presidente
Prudente, no interior de São Paulo, deram origem a um novo composto cerâmico
com potencial de aplicação na construção civil. Trata-se de uma massa cerâmica
cuja matéria-prima principal é a areia extraída da fuligem da cana-de-açúcar. [11]
Segundo Freitas, a maior experiência brasileira na área de reciclagem
de resíduos gerados por outras indústrias na produção de materiais de construção
civil é a conduzida pela indústria cimenteira [18]. O referido estudo tenta a
incorporação da fuligem no cimento, mas para o uso da mesma é necessário um
melhor controle na usina, afim de que o bagaço empregado na caldeira possa estar
livre de contaminantes, como areia. Além disto, é preciso um controle sobre a área
de estocagem desta fuligem, para que outros materiais provenientes da limpeza da
usina não sejam incorporados a ela.

24
2 JUSTIFICATIVA
A indústria sucroalcoleira vem apresentando grande crescimento em
todo país e as perspectivas para os próximos anos apontam para um crescimento
ainda maior. Em 2007/2008, a colheita da cana-de-açúcar no Brasil ultrapassou 460
milhões de toneladas, 10% acima do volume projetado para 2006/2007. O mix de
produção deverá ser de até 52% para o álcool e 48% para o açúcar. A expectativa é
de que a produção de cana atinja 700 milhões de toneladas em 2012 no país, e
destas 200 milhões estarão na região oeste de São Paulo [19].
Na usina de cana de açúcar, o bagaço gerado é levado à caldeira para
gerar a energia que movimenta a indústria e isto leva a uma grande produção de
resíduos (fuligem). E, por ser um material ainda sem utilização, há vários estudos
em cursos que estão sendo realizados cujo objetivo visa o seu possível
reaproveitamento [15].
Por outro lado, as indústrias de artefatos de borracha procuram
materiais que possam reduzir o custo do produto final. Nos dias de hoje são
utilizados para isso cargas inertes (caulim, carbonato de cálcio, caulim rosa, pó de
madeira). Diante do exposto, a cinza, por apresentar uma pequena granulometria e
ser rica em carbono, pode ser utilizada como carga na composição de artefatos de
borracha.
25
3 OBJETIVO
O objetivo deste trabalho foi o estudo da utilização da cinza da queima
do bagaço da cana de açúcar como carga para artefatos de borracha. Para tanto
foram estabelecidas as seguintes metas:
- Caracterizar a cinza;
- Estudar a incorporação da cinza como carga em formulações já
utilizadas para a obtenção de solados e placas para calçados.
- Realizar os testes físico-mecânicos (DDA) para os artefatos obtidos;
- Caracterizar os artefatos obtidos por análises térmicas e
espectroscopia de absorção no infravermelho.

26
4 MATERIAIS E MÉTODOS
4.1 OBTENÇÃO DA AMOSTRA
A fuligem foi fornecida pela Usina Caeté. O material apresentou-se na
forma úmida, e por isso, foi necessário retirá-la para que os testes no composto de
borracha fossem feitos. A retirada da umidade foi realizada em estufa a uma
temperatura de 110 ºC, por um período de 4 h. Depois de retirada a umidade o
material foi levado a um moedor de facas para diminuição do tamanho. O material foi
levado a uma peneira vibratória, ficando retida na peneira as partículas maiores, o
material utilizado para realização dos testes, foi aquele que ficou no prato de fundo
que possuía granulometria menor que 75 micra, comumente usado em artefatos de
borracha.
4.2 PREPARO DOS COMPOSTOS DE BORRACHA CONTENDO AS CARGAS
INERTES E FULIGEM
Foi realizado um estudo comparativo na tentativa de substituição das
cargas inertes já utilizadas no mercado pela fuligem. Para tanto, inicialmente foram
preparados corpos de prova com 100 % de uma única carga (caulim comum, caulim
rosa, carbonato de cálcio e a fuligem). Posteriormente foram preparados corpos de
prova mesclando a carga de reforço (BS 175– Sílica moída da Rhodia) com cada
uma das cargas inertes, variando a proporção de 10 a 50 % de carga inerte.
A fórmula utilizada para o teste encontra-se descrita na tabela 3:

27
TABELA 3: Fórmula usada na composição de solados
Componentes phrSBR 1502 100Carga 50Oxido de zinco 2Auxiliar de fluxo 3Vaselina 2Trietanolamina 4KSM 1Óleo Plastificante 23Prozone 1Acido esteárico 1,5Enxofre 2,7MBTS 2,5T-1 0,1
Depois de pesado, o material foi misturado em um misturador fechado
(banbury), por um período de 5 min., e os aceleradores foram adicionados nos
últimos 30 s. Ao término desta etapa, o composto foi colocado em um
homogeneizador aberto (cilindro), durante mais 5 min. A prensagem dos corpos de
prova foi feita em prensa a uma temperatura constante de 166 º C durante o tempo
de 12 min.
Para a análise físico-mecânica dos compostos, foram feitos os
seguintes testes: 1) densidade em g/cm3 (Norma NBR 14737), 2) dureza (Norma
NBR 14454), que consiste em submeter em corpo de prova a ação de um
penetrador de aço; o registro da dureza é medido em função da penetração. A leitura
da dureza foi feita imediatamente depois de estabelecido o contato entre a base de
pressão e o corpo de prova, usou-se para realização deste teste, um durômetro

28
Shore A, 3) abrasão (Norma DIN 53516), que consiste em ver a resistência de um
composto de borracha em contato com uma superfície móvel e abrasiva.
A figura 9 abaixo apresenta fotos de algumas placas utilizadas para
retirada dos corpos de prova para os testes de rasgo e ruptura e a figura 10
apresenta corpos de prova preparados para testes abrasão.
a) Composto com fuligem b) Composto com caulim c) Composto com sílica
Figura 9: Placas de borracha para retirada de testes de rasgo e ruptura
Figura 10: Corpos de prova para testes de abrasão
Posteriormente, para confirmação do resultado foi feito um composto
para placas compactas (figura 11), por meio do mesmo processo descrito
anteriormente acima, com variação apenas na formulação, como pode ser visto na
tabela 4.

29
Figura 11: Placa composta com fuligem
Tabela 4: Fórmula usada na composição de placas compactas.
Componente phrOxido de zinco 3Banox H 3Borr. regenerada. 100Master CHC 26Breu 8Negro de Fumo 8Carga Inerte 50CBS 2Desmoldante 2,5Enxofre 3Resina S6 H 17Pó de lixadeira 99Vaselina 1
Como os resultados foram promissores, a etapa seguinte do trabalho
consistiu-se no estudo das propriedades físico-químicas da fuligem pura e dos
artefatos de borracha com a fuligem como carga inerte. Foram preparados corpos de
prova por meio da formulação para solados já descrita, sendo incorporada uma
única carga. Após a vulcanização, os materiais foram caracterizados por análises
térmicas (TG/DTG e DTA) e espectroscopia de absorção no infravermelho.
4.3 EQUIPAMENTOS UTILIZADOS
30
As análises por Termogravimetria (TG), Termogravimetria Diferencial
(DTG), Análise Térmica Diferencial (DTA) das amostras foram obtidas em um
equipamento SDT Q600 com análises simultâneas (TG/DTA/DTG), em cadinho de
alumina de 90 µL, em atmosfera de nitrogênio com taxa de aquecimento de 20ºC/
min.
Os espectros de absorção na região do infravermelho da amostra de
fuligem foi obtido na Universidade de Salamanca com auxílio do Prof. Dr. Miguel A.
Vicente, em um espectrofotômetro Perkin-Elmer 1730 com transformada de Fourier,
por meio da técnica de pastilhas de KBr. Enquanto que para as amostras de
borracha, os espectros de IV das amostras de borracha foram realizadas na
Universidade de Franca em equipamento Nicolet IR200 FT-IR, pelo do Prof. Dr.
César Alexandre Mello.
A análise elementar de C, N e H foi realizada no Instituto de Química
da USP na fuligem em um equipamento Perkin-Elmer CHN 2400.
As medidas de área superficial foram realizadas em um aparelho
ASAP 2020, Micromeritics, na Universidade de Franca. As amostras foram
submetidas a tratamento térmico, a 200 ºC por 8 h, para que os compostos
orgânicos e resíduos de água, possivelmente presentes nas amostras, pudessem
ser removidos, já que esses interferem na análise.
As análises por difração de raios-X foram obtidas em um equipamento
Siemens D-500, em 40kV e 30mA (1200W), por meio do emprego de radiação
filtrada Cu Kα e houve variação do ângulo de obtenção entre 2-65º. Estas medidas
foram realizadas na Universidade de Salamanca, Espanha, com a colaboração do

31
prof. Dr. Miguel A. Vicente. (convênio de colaboração bi-lateral Brasil-Espanha,
CAPES-MECD 110/06).
Os testes físico-mecânicos foram realizados na Empresa Amazonas
Produtos para Calçados Ltda, com a colaboração do químico responsável, Sr.
Alexandre Iara, que disponibilizou para a realização dos testes os seguintes
aparelhos: Abrasímetro Maqtest, Durômetro shore A, Dinamômetro Maqtest e
equipamentos para determinação da densidade.

32
5 RESULTADOS E DISCUSSÃO
5.1 ESPECTROSCOPIA DE ABSORÇÃO NO INFRAVERMELHO DA FULIGEM
Para detecção dos prováveis constituintes existentes na fuligem da
queima do bagaço da cana-de-açucar, foi feita espectroscopia de absorção no
infravermelho (fig12).
Figura 12: Espectro de absorção no infravermelho para a fuligem seca e peneirada (75 micra).
No espectro de absorção na região do infravermelho (fig.12), podem-se
observar bandas de fraca absorção na região de 1100 cm-1 que foram atribuídas à
ligação Si-O que indica a provável presença de sílica. Também é observada uma
banda na região de 3500 cm-1 que foi atribuída ao estiramento de ligações (que

33
ligações) possivelmente decorrente da presença de água ou SI-OH. Foi também
observada uma banda na região de 1600 cm-1 estiramento de ligação atribuída ao
C=C. Foram também observadas bandas de absorção nas regiões de 790 cm-1 e
2900 cm-1, atribuídas ao C-H, o que indica a provável presença de carbono no
material estudado.
A presença da sílica na fuligem se mostra como um fator muito
importante, pois a mesma é utilizada nas indústrias de artefatos de borracha como
carga de reforço. Assim, esta quantidade de sílica presente na cinza pode fornecer
propriedades físico-mecânicas melhores aos artefatos, quando comparadas com as
outras cargas inertes já existentes. A presença de sílica na fuligem foi previamente
descrita por Cordeiro [20].
5.2 ANÁLISE TÉRMICA DA FULIGEM
A análise térmica é um conjunto de técnicas que permite medir as
mudanças de uma propriedade física ou química de uma substância ou material em
função da temperatura ou tempo, enquanto a substância é submetida a uma
programação controlada de temperatura [21,22]. As curvas TG, DTG e DTA da
fuligem podem ser visualizadas na figura 13.

34
Figura 13: Análises térmicas da fuligem (TG, DTG, DTA).O curva TG indica 2 estágios de perda de massa (TG). No primeiro, a
fuligem apresenta perda inicial de massa de 4% entre 33 ºC e 107 ºC,
possivelmente ocorrida devido a eliminação de água. Em um segundo estágio, entre
396 ºC e 539 ºC, percebe-se uma perda de massa em torno de 27%, provavelmente
ocasionado pela perda de toda a matéria orgânica, a uma temperatura acima de
540ºC houve uma estabilização do material, não havendo mais perda, ficando assim
apenas a matéria inorgânica, que apresenta em sua totalidade 69% de material
inorgânico (sílica e óxidos metálicos).
A curva DTG indicou que o estágio relativo à eliminação da matéria
orgânica, com temperatura de perda máxima de massa de 467ºC, se inicia em
386ºC e termina em 578 ºC. Isto possibilita afirmar que não ocorrerão problemas
térmicos quando a cinza for incorporada na borracha, já que a temperatura utilizada
na prensagem de compostos é em torno de 165ºC.
A curva DTA mostra que o estágio de eliminação da matéria orgânica é
exotérmico, confirmando que a mesma ocorre por pirolise.
5.3 ANÁLISE ELEMENTAR DA FULIGEM

35
Por meio da análise elementar de C, H e N indicou que a quantidade
deste último é desprezível na fuligem (tabela 5).
Tabela 5: Resultados da análise elementar de C, H e N para a fuligem.
% Carbono N%
Hidrogênio
H%
Nitrogênio24,39 0,06 0,3524,64 0,02 0,46
Os resultados da análise elementar mostram uma relação molar C:H
de aproximadamente 6:1, indicando que a matéria orgânica não está na forma de
hidrocarboneto e sim, provavelmente, na forma de um “carvão” como o negro de
fumo, conforme sugere cor escura do material.
5.4 ANÁLISE GRANULOMÉTRICA DA FULIGEM
A análise granulométrica é usada para a determinação do tamanho das
partículas que constituem o material. Nesta análise foi verificado o tamanho das
partículas contidas na amostra da fuligem seca, e na amostra da fuligem seca que
foi moída no moinho de facas. Para realização desta análise foi usada uma peneira
vibratória tipo mesh Tyler. A porcentagem de fuligem que ficou retida nas peneiras
pode ser vista nas tabelas 6 e 7.
Tabela 6: Análise granulométrica da fuligem seca
Peneira mesh tyler Diâmetro (µm) Massa (g) %
16 1000 1,37 2,4632 500 4,33 7,7748 300 6,75 12,11

36
80 180 8,10 14,53100 150 4,75 8,52200 75 8,96 16,07
Prato de fundo 0 21,51 38,5855,76
Tabela 7: Análise granulométrica da fuligem seca e moída no moinho de facas
Peneira mesh tyler Diâmetro (µm) Massa (g) %
16 1000 0,00 0,0032 500 0,11 0,1948 300 1,72 2,9280 180 6,04 10,24
100 150 3,51 5,95200 75 10,89 18,47
Prato de fundo 0 36,70 62,2458,97
Após passar pelo moinho de facas, houve um aumento da quantidade
de partículas no prato de fundo devido à diminuição da granulometria da fuligem.
Considera-se que quanto menor a granulometria do material, melhor será sua
dispersão e mais fácil será sua incorporação no composto de borracha, este fato
permitiu um melhor aproveitamento da fuligem, com 38,58% no primeiro processo e
62,24% no segundo processo.
Para que se chegasse à granulometria ideal da fuligem a ser
incorporada, foram realizados alguns testes, com granulometrias diferentes. Depois
de ser peneirada a fuligem seca moída no moinho de facas, pegou-se para
realização dos testes os materiais contendo partículas maiores que 300 e menores
que 75 micra.
Foi identificado que a fuligem com partículas maiores que 300 micra
não apresentava boa incorporação na borracha, pois apresentava uma espécie de
37
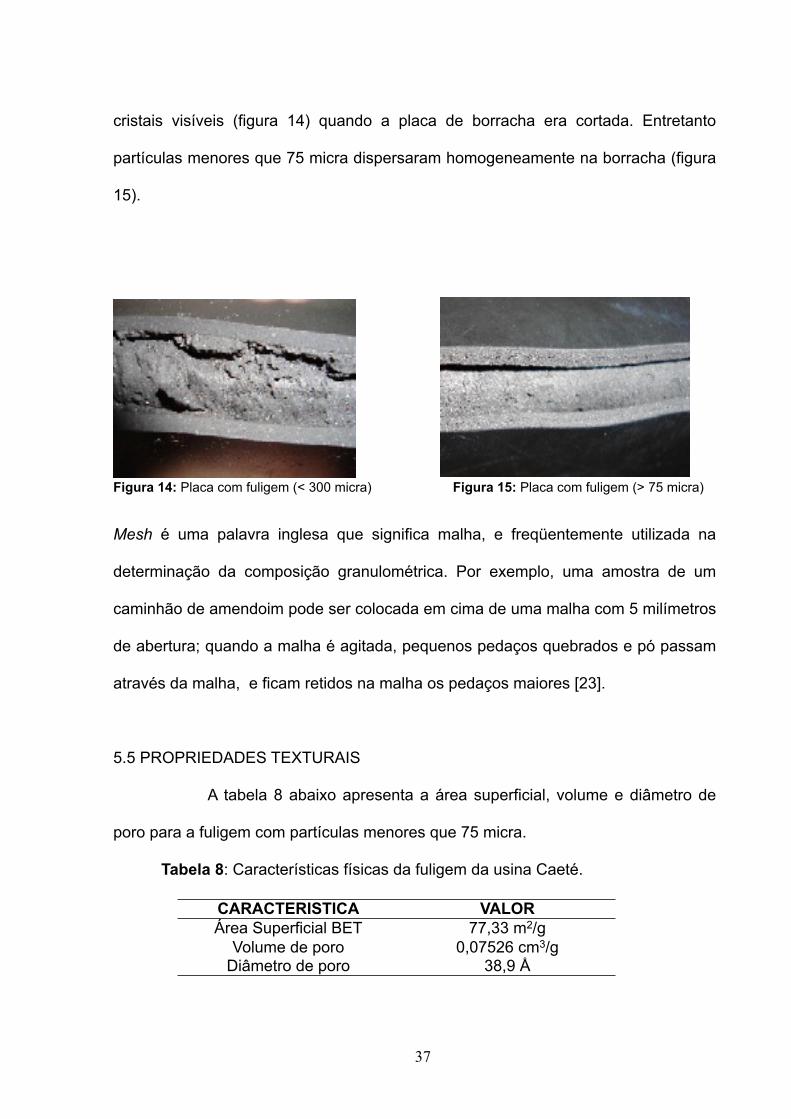
cristais visíveis (figura 14) quando a placa de borracha era cortada. Entretanto
partículas menores que 75 micra dispersaram homogeneamente na borracha (figura
15).
Figura 14: Placa com fuligem (< 300 micra) Figura 15: Placa com fuligem (> 75 micra)
Mesh é uma palavra inglesa que significa malha, e freqüentemente utilizada na
determinação da composição granulométrica. Por exemplo, uma amostra de um
caminhão de amendoim pode ser colocada em cima de uma malha com 5 milímetros
de abertura; quando a malha é agitada, pequenos pedaços quebrados e pó passam
através da malha, e ficam retidos na malha os pedaços maiores [23].
5.5 PROPRIEDADES TEXTURAIS
A tabela 8 abaixo apresenta a área superficial, volume e diâmetro de
poro para a fuligem com partículas menores que 75 micra.
Tabela 8: Características físicas da fuligem da usina Caeté.
CARACTERISTICA VALORÁrea Superficial BET 77,33 m2/g
Volume de poro 0,07526 cm3/gDiâmetro de poro 38,9 Å

38
Dependendo da maneira como é queimada, a fuligem pode apresentar
variações no tamanho de sua superfície específica. A tabela abaixo mostra a
diferença entre a fuligem queimada à 600º e a fuligem utilizada neste estudo
proveniente da usina Caeté.
Conforme estudo feito por Filho e Fairbairn [24] o valor apresentado
para a superfície específica (BET) da fuligem queimada a 600º C é característico
para fuligem de origem celular (tabela 9) e com elevado teor de sílica amorfa, ou
seja, um material também muito fino.
Tabela 9: Características físicas da cinza produzida a 600ºC [21]
CARACTERISTICA VALORUmidade (%) 2,1
Massa especifica (Kg/m2) 2569Superfície especifica, BET (m2/Kg) 11887
Cor em 600 ºC CinzaResíduo, peneira 325 mesh (%) 8,27
5.6 DIFRAÇÃO DE RAIOS-X
A cristalinidade da fuligem foi investigada por difração de raios-x. A Figura 16
apresenta o difratograma para a fuligem com partículas menores que 75 micra.

39
Figura 16: Difratograma de raios X para fuligem com partículas menores que 75 micra.
O difratograma apresenta um halo entre 20º e 35º (valores de 2θ) que é
característico de sílica amorfa. Além desta substância, é evidenciada a presença de
materiais cristalinos, que segundo Donadel [25] e Paula [26] os picos correspondem
a quartzo e cristobalita, conforme indicado na figura.

40
6 USO DA FULIGEM DA QUEIMA DO BAGAÇO DE CANA COMO CARGA PARA ARTEFATOS DE BORRACHA (SOLADO) - ESTUDO DA VIABILIDADE DO USO DAS CARGAS
Estes resultados promissores nos levaram a depositar um pedido de
patente de Invenção, registrada com o nº. 074950 em nome de ACEF S/A, depósito
este feito em 12 de novembro de 2007, com o título: Aperfeiçoamento em processo
para a produção de artefatos de borracha e artefatos de borracha assim obtidos.
Documento apresentado no anexo 1.
Após prensagem, todos os corpos de prova foram submetidos a testes
de densidade, dureza e abrasão em todos os compostos de borracha, como pode
ser visto nas figuras 17, 18 e 19 respectivamente.

41
Teste de densidade comparativo entre as cargas
Figura 17: Teste comparativo de densidade dos artefatos de borracha com diferentes cargas.
Percebe-se que a fuligem é menos densa que as cargas mais
comumente empregadas. Por possuir densidade menor, a quantidade de composto
utilizada para preencher o molde, que dará formato a sola, será menor, o que
implicará em um ganho econômico.

42
Figura 19: Teste comparativo de dureza dos artefatos de borracha com diferentes cargas.
Com relação à dureza do material pode-se observar que a fuligem
apresenta maior dureza que as outras cargas. Neste caso, dependendo da
formulação pode-se reduzir a quantidade de carga de reforço, o que reduziria esta
dureza à propriedade igual a das outras cargas. Sendo assim, novamente haveria
um ganho devido ao custo mais elevado da carga de reforço.

43
Figura 23: teste de abrasão comparativo entre as cargas
Figura 19: Teste de abrasão comparativo entre as cargas
O teste de abrasão é considerado o mais importante dentre os
existentes na indústria de borracha, pois é por ele que será sabido qual o desgaste
do material composto.
Este teste foi o que apresentou maior diferença entre as cargas. Como
pode ser visto figura 19, o composto feito com 100% de fuligem apresentou
diferença de 38 pontos com relação à melhor carga (caulim rosa) e 117 pontos em
relação à pior carga (carbonato de cálcio). Vale salientar que a abrasão obtida com

44
100% de fuligem, apesar de apresentar o melhor resultado (487 mm3), não possui
propriedade ideal para um artefato de borracha, pois uma abrasão ideal gira em
torno de 230 mm3.
Com a variação das proporções de carga de reforço e carga inerte, a
fuligem ainda se mostra com os melhores resultados em comparação às demais
cargas.
Com base nos resultados obtidos, foi realizado teste em produção com
20 phr de fuligem, que proporcionou uma abrasão em torno de 225 mm3. Todavia,
esta proporção pode ser aumentada ou diminuída de acordo com a fórmula a ser
utilizada. Estes solados prensados em produção são apresentados nas figuras 20 e
21 [27].
Figura 20: Solado composto com 20 phr de fuligem

45
Figura 21: Solado composto com 20 phr de fuligem.
6.1 ESTUDO DAS PROPRIEDADES FÍSICO-QUÍMICAS DOS ARTEFATOS DE BORRACHA UTILIZANDO CARGAS
6.1.1 Análise térmica
Na figura 22 são apresentadas as curvas TG, comparativa dos
compostos de borracha.
Para análise térmica foram feitos compostos de borrachas sem carga,
contendo 100% de sílica, 100% de caulim comum e 100% de fuligem.
Figura 22: Curva TG comparativa entre compostos de borracha sem carga, com sílica, com caulim e com fuligem
46
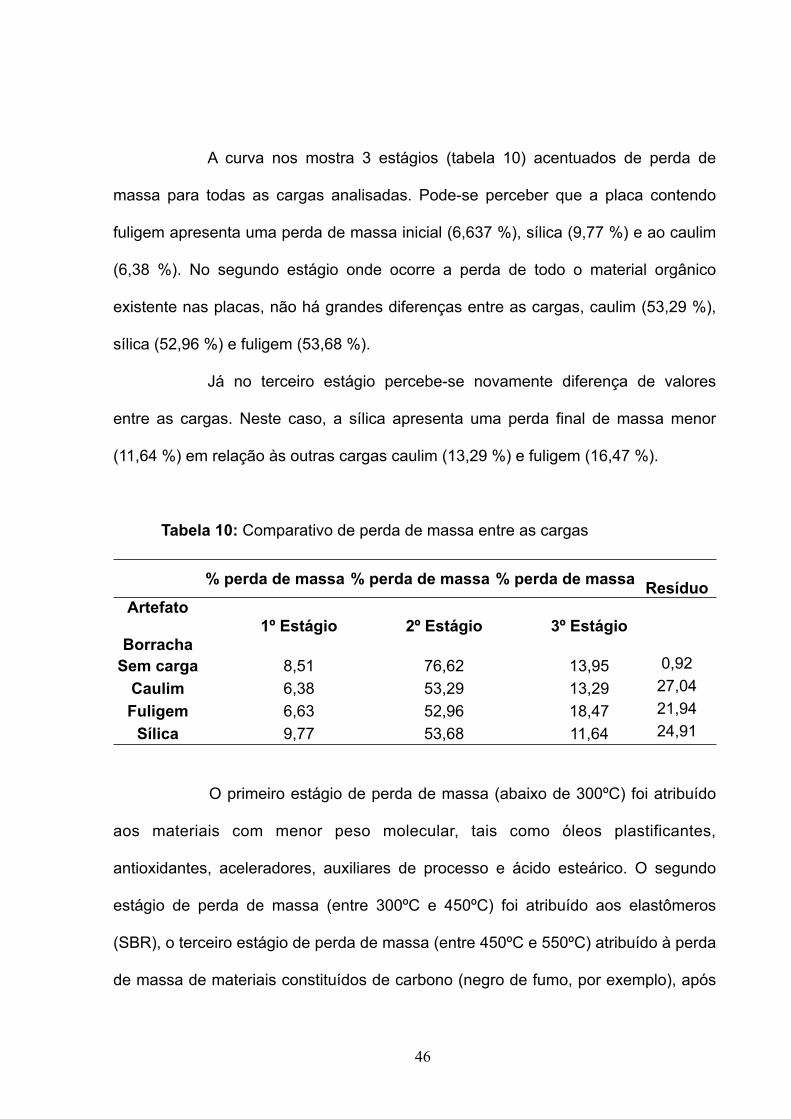
A curva nos mostra 3 estágios (tabela 10) acentuados de perda de
massa para todas as cargas analisadas. Pode-se perceber que a placa contendo
fuligem apresenta uma perda de massa inicial (6,637 %), sílica (9,77 %) e ao caulim
(6,38 %). No segundo estágio onde ocorre a perda de todo o material orgânico
existente nas placas, não há grandes diferenças entre as cargas, caulim (53,29 %),
sílica (52,96 %) e fuligem (53,68 %).
Já no terceiro estágio percebe-se novamente diferença de valores
entre as cargas. Neste caso, a sílica apresenta uma perda final de massa menor
(11,64 %) em relação às outras cargas caulim (13,29 %) e fuligem (16,47 %).
Tabela 10: Comparativo de perda de massa entre as cargas
% perda de massa % perda de massa % perda de massa ResíduoArtefato
Borracha1º Estágio 2º Estágio 3º Estágio
Sem carga 8,51 76,62 13,95 0,92Caulim 6,38 53,29 13,29 27,04Fuligem 6,63 52,96 18,47 21,94
Sílica 9,77 53,68 11,64 24,91
O primeiro estágio de perda de massa (abaixo de 300ºC) foi atribuído
aos materiais com menor peso molecular, tais como óleos plastificantes,
antioxidantes, aceleradores, auxiliares de processo e ácido esteárico. O segundo
estágio de perda de massa (entre 300ºC e 450ºC) foi atribuído aos elastômeros
(SBR), o terceiro estágio de perda de massa (entre 450ºC e 550ºC) atribuído à perda
de massa de materiais constituídos de carbono (negro de fumo, por exemplo), após

47
este estágio (acima de 550ºC), o que resta são os resíduos inorgânicos como cargas
e óxidos metálicos [27].
Através da curva TG pode-se concluir que a sílica, quando incorporada
no material, fornece uma estabilidade melhor como um todo, pois apresenta uma
variação bem menor em relação às outras cargas no decorrer da análise por TG. Tal
fato é decorrente de uma estrutura que possibilita uma interação maior com a
borracha, ao contrário da fuligem e do caulim.
É interessante notar que existe uma diferença no 3º estágio de análise
por TG, no qual se verifica uma perda maior do composto com fuligem (18,47%), em
relação ao composto com sílica (11,64%) e o composto com caulim (13,29%),
ocasionada pela presença de uma porcentagem de negro de fumo.
Na figura 23 encontra-se a curva DTG comparativa entre os compostos
de borracha sem carga, com sílica, com caulim e com fuligem.
Figura 23: Curva DTG comparativa entre compostos de borracha sem carga, com sílica, com caulim e com fuligem

48
Pôde-se observar que a sílica e a fuligem apresentaram início de perda
de massa idêntico em torno de 385º C. Já o caulim teve um início de perda de
massa a uma temperatura maior, em 400ºC. O caulim apresentou retardo no início
da perda de massa devido aos vários constituintes pelo qual é formado [28].
A placa sem carga apresentou dois picos maiores de perda máxima de
massa, um em 416º C e outro em 443ºC. A placa com sílica apresentou dois picos
maiores de perda máxima de massa, um em 421º C e outro com 440º C. A placa
com caulim apresentou apenas um pico maior de perda máxima de massa, em 443º
C, e a placa com fuligem apresentou picos maiores de perda máxima de massa, em
421º C e 448º C.
A fuligem apresentou perda final de massa a uma temperatura maior
(542ºC) em relação à sílica (526ºC) e ao caulim (516ºC), provavelmente pela
presença de negro de fumo.
Na figura 24 encontra-se ver a curva DTA comparativa entre as cargas analisadas
Curva DTA comparativa
49
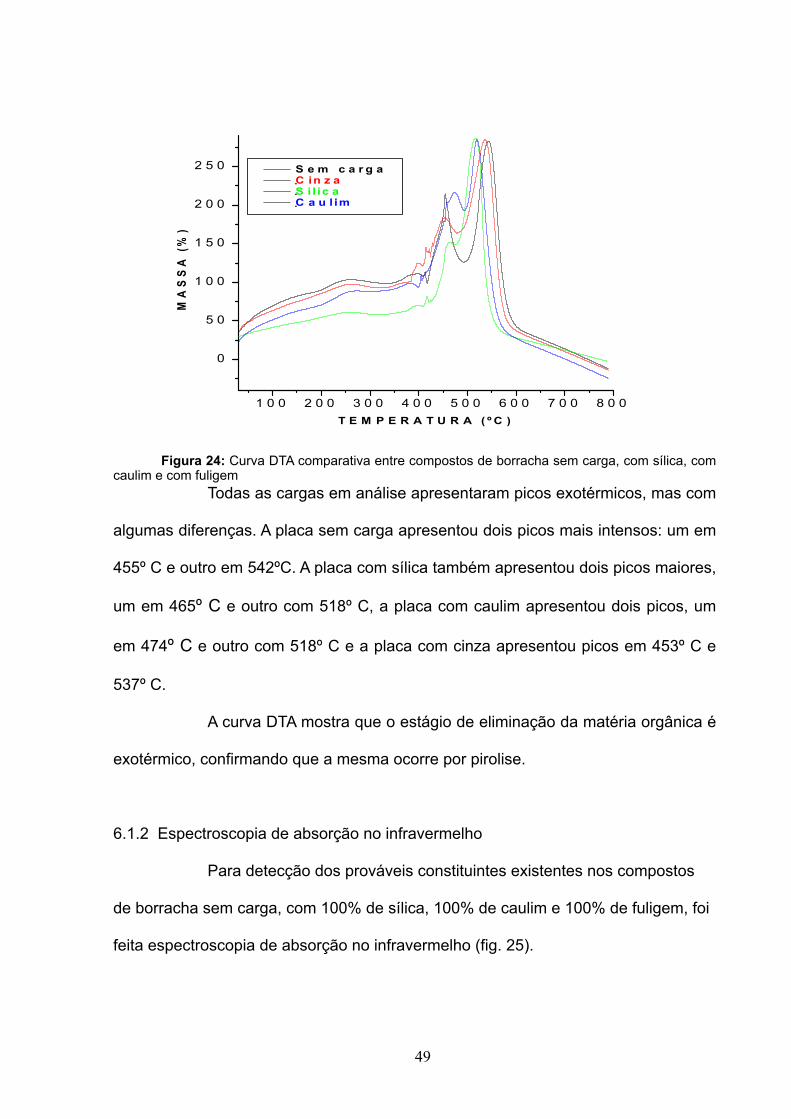
Figura 24: Curva DTA comparativa entre compostos de borracha sem carga, com sílica, com caulim e com fuligem
Todas as cargas em análise apresentaram picos exotérmicos, mas com
algumas diferenças. A placa sem carga apresentou dois picos mais intensos: um em
455º C e outro em 542ºC. A placa com sílica também apresentou dois picos maiores,
um em 465º C e outro com 518º C, a placa com caulim apresentou dois picos, um
em 474º C e outro com 518º C e a placa com cinza apresentou picos em 453º C e
537º C.
A curva DTA mostra que o estágio de eliminação da matéria orgânica é
exotérmico, confirmando que a mesma ocorre por pirolise.
6.1.2 Espectroscopia de absorção no infravermelho
Para detecção dos prováveis constituintes existentes nos compostos
de borracha sem carga, com 100% de sílica, 100% de caulim e 100% de fuligem, foi
feita espectroscopia de absorção no infravermelho (fig. 25).

50
Figura 25: Espectro de absorção no infravermelho dos compostos de borracha sem carga, com sílica, com caulim e fuligem.
O espectro apresenta uma banda de absorção em 692 cm-1, atribuída
à presença de sílica tipo quartzo. Pode-se perceber por meio do espectro que a
fuligem apresentou um pico com intensidade maior nesta região. As bandas em 1110
cm-1 foram atribuídas à presença de quartzo amorfo. Neste caso, a sílica apresenta
um pico mais intenso em relação às outras cargas [29]. O espectro apresenta
bandas mais intensas em 2850 e 2920 cm-1, atribuídas ao estiramento de ligações
C-H, que caracterizam o polímero (SBR).
6.1.3 FULIGEM DA QUEIMA DO BAGAÇO DE CANA COMO CARGA PARA ARTEFATOS DE BORRACHA (PLACAS COMPACTAS)
Para confirmação dos resultados obtidos no teste anterior, foi realizado
mais um teste, desta vez com uma formulação de placas compactas, foram feitos
três compostos variando a carga (caulim comum, caulim rosa e fuligem). A fórmula
pode ser vista na página 30.

51
O processo utilizado foi o descrito anteriormente, diferindo apenas
quanto à formulação. Os resultados obtidos podem ser vistos na tabela 11.
TABELA 11: Resultados obtidos nos testes da placa compacta.
Cargas Densidade (g/cm3) Dureza Shore A Abrasão (mm3)
Fuligem 1,24 89 448
Caulim rosa 1,27 88 454Caulim comum 1,28 89 479
Pode-se perceber que o composto feito com fuligem apresentou propriedades
físico mecânicas melhores que as do caulim comum e o caulim rosa, conforme
descrita nas páginas 41, 42 e 43.
6.1.4 APLICAÇÃO DA FULIGEM EM OUTRAS FORMULAÇÕES
Além dos estudos realizados em parceria com a indústria de artefatos
de borracha Amazonas, que cedeu os equipamentos para a análise dos corpos de
prova, outras empresas de artefatos de borracha se interessaram pela cinza e
realizaram alguns testes. O anexo 2 apresenta o laudo emitido pela MSM, e o anexo
3 os laudos emitidos pelo SENAI, conforme solicitação da empresa Aspa do Brasil
Ltda – Adidas. Os resultados apresentados por estas empresas também são muito
satisfatórios, e os ajustes necessários aos parâmetros de DDA poderão ser
conseguidos por meio de variações nas formulações

52
7 PERSPECTIVA DE PESQUISAS
Apesar do ótimo resultado obtido com a incorporação da fuligem em
compostos de borracha, novos estudos podem vir a serem realizados para
aprimoramento e melhoria da qualidade do material. Estudos térmicos podem ser
feitos para verificar qual a calcinação ideal da fuligem, para um melhor
aproveitamento da sílica contida na mesma. Vale salientar que a sílica usada como
carga de reforço apresenta-se em estado amorfo. Descobrindo-se uma temperatura
ideal no qual se pudesse conservar esta sílica em seu estado ideal, possibilitaria a
realização de novos testes em compostos de borracha.

53
Pode-se ainda tentar funcionalizar esta funcionalizar para que ocorra
uma ligação mais ativa entre suas moléculas e as moléculas da borracha, que
atualmente ocorre de forma parcial.
O uso do bagaço proveniente das usinas de cana de açúcar pode ser
de grande interesse para as indústrias de artefatos de borracha em compostos de
cor clara, pois o leque de cores que existe nestas indústrias é muito grande
(composto vermelho, amarelo, verde, caramelo, entre outros). Atualmente, com os
testes já realizados neste trabalho, só é possível usar a fuligem em compostos de
cor preta e marrom.
Já foi iniciado um estudo na tentativa de se utilizar o bagaço de cana
seco em compostos de borracha, mas é necessário um maior aprofundamento,
principalmente na tentativa de diminuir a granulometria do bagaço, que ainda se
encontra com partículas grandes (em torno de 48 mesh). As figuras 26 e 27 mostram
as primeiras experiências feitas com o bagaço da cana seco.
Figura 26: Placa composto com bagaço de cana seco, utilizando determinados pigmentos

54
para tonalidade de cor desejada.
Figura 27: Placa composto com bagaço de cana seco, utilizando determinados pigmentos para tonalidade de cor desejada.
8 CONCLUSÃO
Com os resultados obtidos pôde-se comprovar que a fuligem produzida
pelas usinas de cana de açúcar pode ser usada como carga inerte em compostos de
borracha e que em comparação com os caulins o uso da cinza do bagaço promove
uma melhora evidente em relação à densidade do composto, ou seja, ele se torna
mais leve, utilizando-se assim uma quantidade menor de material em uma
determinada prensagem. Fica evidenciado também que em relação à abrasão há
uma melhora, ocorrendo assim um menor desgaste do material vulcanizado. Já com
relação a dureza os resultados foram praticamente idênticos.

55
Através de todos os testes que foram realizados pode-se citar como
pontos positivos do uso da fuligem para uso nas indústrias de borracha em relação
as outras cargas inertes:
1) Possui melhor resistência à abrasão em relação à todos os caulins
existentes no mercado, além de ser menos denso; 2) Devido a sua cor preta e por
possuir uma área superficial pequena, pode substituir o negro de fumo em até 20%;
3) Em compostos no qual se quer apenas tonalidade preta pode ser usado 100% do
material, sem a necessidade de se usar óxido de ferro preto ou negro de fumo; 4)
Cerca de 60 milhões de toneladas disponíveis por ano; 6) Grande apelo ecológico
(produto antes jogado na natureza podendo ser aproveitado com ganho). 7) Pode
ser incorporado em compostos de borracha como solados, placas compactas,
cimento entre outros.
9 REFERÊNCIAS BIBLIOGRÁFICAS
[1] Grobocopatel. A.; Wist. C. E.; Silvério. C. R. H, Ritter. J. M.; em Solados para Calçados. CTCCA/Núcleo de informação de Tecnologia no Setor de Couros, Calçados e Afins. PADCT/MIC/Secretaria de Tecnologia Industrial, 1987
[2] Grison. E. C.; Hoinacki. E.; Mello. J. A. B.; Em Curso de Tecnología da Borracha, ABQ – Associação Brasileira de Química, Vol. 1, 1984
[3] Grison. E. C.; Hoinacki. E.; Mello. J. A. B.; Em Curso de Tecnología da Borracha, ABQ – Associação Brasileira de Química, Vol. 2, 1984.
[ 4 ] h t t p : / / p o r t u g u e s e . a l i b a b a . c o m / p r o d u c t - f r e e /Accelerator_M_MBT_-10319096.html, acessada em fevereiro de 2009.
[5] www.nordchemie.com.br/pdfs/data_sheet/MBTS-DS-Pt.pdf, acessada em fevereiro de 2009.
56
[6] Araujo. J. C. A.; Assis. J. T. A.; Monine. V. I. M..; Bertolino. L. C., Caracterização da Microestrutura de Caulinitas pela Difração de Raios X, 2006.
[7] Pessoa. J. E. A.; Corrêa. A. R.; Panorama da Indústria mundial de calçados, com ênfase na América Latina, 2001.
[8] Andrade. J. M. F.; Diniz. K. M., Monografia, Impactos Ambientais da Agroindústria da Cana-de-açúcar: Subsídios para a Gestão, Universidade Luiz de Queiroz (SP), 2007.
[9] Brito. Agnaldo. Em Canaviais de SP devem eliminar queimada até 2014. O Estado de S. Paulo, 2007.
[10] Faria, S. C., Série Meio Ambiente e Empresa, Responsabilidade ambiental em Usinas de Açúcar e álcool, vol.1, Brasília, 2006.
[11] www.agencia.fapesp.br, acessada em fevereiro de 2009.
[12] www.jornalcana.com.br/pdf/134/tecindl.pdf, acessada em fevereiro de 2009.
[13] Alves. F. J. C. Em Corte de cana crua: talvez haja luz no meio da fumaça. Teoria e Pesquisa, 1995.
[14] Ribeiro. H., Artigo, Queimadas de cana-de-açúcar no Brasil: efeitos à saúde respiratória, Departamento de Saúde Ambiental, Faculdade de Saúde Pública, Universidade de São Paulo. São Paulo, SP, Brasil, 2008.
[15] Zancul. Almir. Em O efeito da queimada da cana-de-açúcar na qualidade do ar na região de Araraquara. Dissertação de Mestrado, EESC-USP, 2008.
[16] http://www.usinaester.com.br/Produtos/produtos.html, acessada em janeiro 2009.
[17] http://www.revistapesquisa.fapesp.br, acessada em fevereiro de 2009.
[18] Freitas. E. S.; Dissertação de Mestrado, Caracterização da cinza do bagaço da cana de açúcar do município de Campos dos Goytacazes para uso na construção Civil, Universidade Estadual do Norte Fluminense Darcy Ribeiro – UENF – Campos dos Goytacazes – RJ, 2005.
[19] Gomes. D. M.; Guerra. A. D., Da ilegalidade da queima da palha na colheita da cana-de-açúcar, 2008.
[20] Cordeiro, G. C.; Artigo, Caracterização de cinza do bagaço de cana de açúcar para emprego como pozolana em materiais cimentícios, Universidade Federal do Rio de Janeiro, Brasil, 2006.
57
[21] Mothé. G. G.; Coelho. G. L. V.; LAMEIRA, C. P., Anais do 16º. Congresso Brasileiro Ciência e Tecnologia de Alimentos, SP, Brasil, 1996.
[22] Cheila, G.; Azevedo. M. A. D., Análise Térmica de Materiais, IEditora, pg.115, 2002.
[23] http://en.wikipedia.org/wiki/Mesh_(scale), acessada em fevereiro de 2009.
[24] Artigo: CORDEIRO,Guilherme Chagas, FILHO, Romildo Dias Toledo, FAIRBAIRN, Eduardo de Moraes Rego, Caracterização de cinza do bagaço de cana-de-açúcar para emprego como pozolana em materiais cimentícios, 2006.
[25] Donadel. K., Anais do 51º Congresso brasileiro de cerâmica, Processamento e caracterização de espumas cerâmicas de microfibras de sílica amorfa obtida pelo método de réplica, 2006.
[26] Paula. M. O., Dissertação de Mestrado, Potencial da cinza do bagaço da cana de açúcar como material de substituição Parcial de cimento Portland”, Universidade Federal de Viçosa/MG, ano de 2006.
[27] Anjos. M. R. O., Dissertação de Mestrado, Universidade do Rio de Janeiro, Emprego de borrachas SBR utilizadas em solas de calçados pretos de uso da Marinha do Brasil, 2007.
[28] Carneiro. B. S.; Scheller. T.; Castro. E. A. S.; Neves. R. F., Artigo, Caracterização mineralógica e geoquímica e estudo das transformações de fase do caulim duro da região do Rio Capim, Pará, Brasil, 2003.
[29] Martin. S.; Teixeira. S. R.; , Lanfredi. S.; Nobre. M. A. L., Artigo, Análise via Espectroscopia no Infravermelho da Sílica proveniente da Pirólise do Bagaço de Cana-de-açúcar, Universidade Estadual Paulista (UNESP) – Presidente Prudente/SP, 2007.
[30] Silva. F. A. N. G., Dissertação de Mestrado, Estudos de Caracterização Tecnológica e Beneficiamento do Caulim da Região Borborema Seribó/RN”, Universidade Federal do Rio de Janeiro, 2007.
[31] Toutorski.I.A. AND Tkachenko T.E., Structural and Chemical Modification of Polydiene Latexes by Gel Derived Silica, 1998.
[32] Artigo: Lima. M. M. T. M.; Camarini. G., Artigo, Método de Determinação da Sílica Cristalina na Poeira dos Processos de Fabricação de Revestimentos Cerâmicos, Faculdade de Engenharia Civil, Arquitetura e Urbanismo,Universidade Estadual de Campinas - UNICAMP/FE, 2006.
[33] Debnatha. S., Renade. R., Interface effects on mechanical properties of particle-reinforced composites, 2003.

58
[34] Akiba. M. and Hashim. A. S. Vulcanization and Crosslinking in Elastomers” School of Industrial Technology, University Sains Malaysia, Minden, 11800 Penang, Malásia, 1997.
[35] Costa. H. M.; Visconte. L. L. Y.; Nunes. R. C. R.; Furtado, C. R. G., Artigo, Aspectos históricos da vulcanização”, Grupo de Polímeros, Instituto de Química, UERJ, 2003.
[36] http://www.revistapesquisa.fapesp.br, acessada em fevereiro de 2009.
[37] http://www.usinaester.com.br/Produtos/produtos.html, acessada em janeiro 2009.
[38] http://quimicanova.sbq.org.br/spec/qn/pt_BR/normas.php, acessada em fevereiro de 2009.
16 ANEXOSAnexo 1: Comprovante de Depósito do pedido

59

60
Anexo 2: Laudo emitido pelo laboratório da industria MSM para análise da incorporação da fuligem como carga

61
Anexo 3: Laudos emitidos pelo laboratório do SENAI para análise da incorporação da fuligem como carga pela empresa Aspa do Brasil Ltda – Adidas

62

63