entendendo o 6 sigma - comexito.com.br sigma/6sigma_1.pdf · objetivos do curso este curso é...
TRANSCRIPT
Todos os direitos de cópia reservados. Não é permitida a distribuição física ou eletrônica deste material sem a permissão expressa do autor.
Curso e- Learning
ENTENDENDO O
6 Sigma
Objetivos do CursoEste curso é dirigido a todos os profissionais que querem entender o que é o 6 Sigma e ter uma visão geral das ferramentas e técnicas utilizadas.
Junto com este curso é fornecido o treinamento das 7 Ferramentas da Qualidade que também deve ser realizado pelo aluno, para que a competência em ferramentas estatísticas básicas seja desenvolvida.
Durante este treinamento iremos aprender:
� Conceitos básicos: o que é 6 Sigma, de onde surgiu, resultados obtidos em projetos 6 Sigma
� Conceitos estatísticos, métricas do 6 Sigma
� Estrutura DMAIC para 6 Sigma
� Papel dos profissionais: Patrocinador, Black Belt, Green Belt, etc
� Gestão de projetos, como selecionar, realizar análise financeira, acompanhar, etc
� Trabalho em equipe, motivação, perfil dos profissionais
� MSA – análise do sistema de medição
� Estudos de caso e exercícios
Conteúdo Programático
Gestão de projetos e exercícios.MÓDULO 5
Conceitos estatísticos básicos, 7 Ferramentas da Qualidade (curso disponível na área restrita), MSA – Análise do Sistema de Medição, R&R – Repetitividade e Reprodutividade e exercícios.
MÓDULO 4
Trabalho em equipe, liderança, SIPOC, voz do cliente, gestão por processos e exercícios.
MÓDULO 3
Metodologia DMAIC para 6 Sigma e exercícios.MÓDULO 2
6 Sigma: história, objetivos, o que é, visão geral, por que e onde aplicar, métricas do 6 Sigma: DPU, DPO e DPMO, rendimento – RTY e exercícios.
MÓDULO 1

Módulo 16 Sigma: história, objetivos, o que é, visão geral, por que e onde aplicar, métricas do 6 Sigma: DPU, DPO e
DPMO, rendimento – RTY e exercícios.

História do 6 SigmaA metodologia 6 Sigma foi criada em 1980 pela Motorola. Na década de 90 o método tornou-se popular por ser utilizado com sucesso por empresas como a General Electric e a AlliedSignal.
A preocupação com a qualidade tem sido uma constante desde o início do século XX. Isto deveu-se em parte à maciça migração das atividades agrícolas para uma sociedade industrial.
A década de 80 foi marcada por rápidas tentativas de mudança no conceito sobre qualidade nos EUA, principalmente para imitar os resultados obtidos pelos japoneses que estavam aplicando as teorias do Dr. Deming e da Qualidade Total, Controle Estatístico de Processo, Just in Time, Kaisen, etc. Reconhecendo-se que a qualidade precisa ser um esforço da empresa como um todo, foi desenvolvido no final da década de 80 nos EUA o prêmio Malcolm Baldrige, um conjunto abrangente de orientações que depois de implementadas envolveria todas as pessoas da empresa.
Neste mesmo período um engenheiro da Motorola começou a estudar o conceito de Demingsobre variação de processo. Este engenheiro estatístico, Mikel Harry, começou influenciando sua própria empresa a estudar a variação como uma forma de melhorar o desempenho. Essas variações, quando medidas estatisticamente, significam o desvio padrão da média, e são representadas pela letra grega Sigma. A abordagem Sigma tornou-se ponto focal do esforço de qualidade da Motorola, sobretudo depois que as iniciativas de Herry chamaram a atenção do presidente da empresa, Bob Galvin. Em todos os lugares onde ia, Galvin falava do sucesso da melhoria contínua nas atividades da Motorola, o que influenciou muitas pessoas.
História do 6 SigmaUma das pessoas a ouvir a mensagem sobre o 6 Sigma foi Lawrence Bossidy, que após uma carreira bem sucedida na GE assumiu a AlliedSignal, na época um conglomerado problemático que precisava de um especialista em mudanças. Bossidy percebeu que esta abordagem poderia ajudá-lo a transformar a AlliedSignal na empresa que ele imaginava.
Pouco tempo depois, durante a década de 90, quando Brossidyintroduziu o método 6 Sigma em suas empresas da AlliedSignal (que estava há alguns anos à beira da falência), as vendas dobraram enquanto a produtividade e os ganhos cresceram enormemente. Houve uma redução de US$ 1,2 bilhões nos custos. O método 6 Sigma foi adotado por outras empresas como a Texas Instruments e a General Electrics com igual sucesso.
A GE divulgou alguns números para demonstrar a eficácia do método 6 Sigma:
� GE Medical Systems: o scanner de diagnóstico desenvolvido com o método 6 Sigma teve o tempo de diagnóstico reduzido de 3 minutos para 17 segundos.
� GE Plastics: aperfeiçoamento de um processo de produção de plástico que alcançou o volume de 1,1 bilhão de libras, o que aumentou o faturamento e possibilitou o fechamento de um contrato com a Apple.
� Giros de estoque foram de 5,8 para 9,2.
� Em 4 anos a GE economizou mais de US$ 1,5 bilhão com o programa 6 Sigma.

Sua organização necessita do 6 Sigma?Sua organização:
� Acredita que metas de zero defeitos não são nem realísticas nem atingíveis?
� Tem 10 vezes o número de fornecedores necessários para a operação do negócio?
� Tem de 5 a 10% de clientes insatisfeitos com o produto ou o serviço fornecido?
� Tem clientes que não recomendariam a outros clientes seus produtos ou serviços ?
� Quantifica rentabilidade e crescimento?
� Coloca sempre novos produtos no mercado?
� Continuamente implementa redução de preço para os produtos em linha?
� Tem um número crescente de concorrentes?
� Gasta uma porcentagem significativa do faturamento em reparo e retrabalho antes da entrega do produto ou do serviço?
Por acaso sua organização tem um mágico
para resolver todos os problemas?(continued)
Sua organização necessita do 6 Sigma?� Escolha uma das alternativas abaixo:
F Nossa organização usa apenas o conhecimento das pessoas, nós não usamos dados.
E Nossa organização coleta dados simplesmente para dizer: “Nós coletamos dados”.
D Nossa organização coleta dados e nós de vez em quando olhamos para os números.
C Nossa organização agrupa logicamente os dados, nós construímos gráficos.
B Nossa organização usa amostras de dados juntamente com estatística básica.
A Nossa organização usa amostras de dados juntamente com estatística dedutiva.
A+ Nossa organização quantifica processos através de equações de análise e prognóstico.
Objetivo do 6 Sigmau Visão: Orientar a indústria para desenvolver, processar e
entregar produtos e serviços no padrão 6 Sigma, isto é, reduzir variação, defeitos, erros e falhas, estender a qualidade para além das expectativas dos clientes.
u Meta: Produzir mercadorias e serviços dentro da qualidade 6 Sigma, o que significa:
p Eliminar defeitos
p Reduzir custos de desenvolvimento e produção
p Reduzir tempo de ciclo e níveis de inventário
p Aumentar a margem de lucro
p Melhorar a satisfação dos clientes
A meta do 6 Sigma é chegar próximo a zero defeito, erro ou falha, isto é 3,4 ppm ou 3,4 defeitos por milhão.
u Estratégia: Usar uma estrutura dirigida por dados para atacar defeitos e melhorar o nível Sigma de seus produtos e serviços.
u Benchmark: Ser usado como parâmetro para comparar o nível de qualidade entre empresas, unidades de negócio, departamentos, processos, máquinas, produtos, etc.
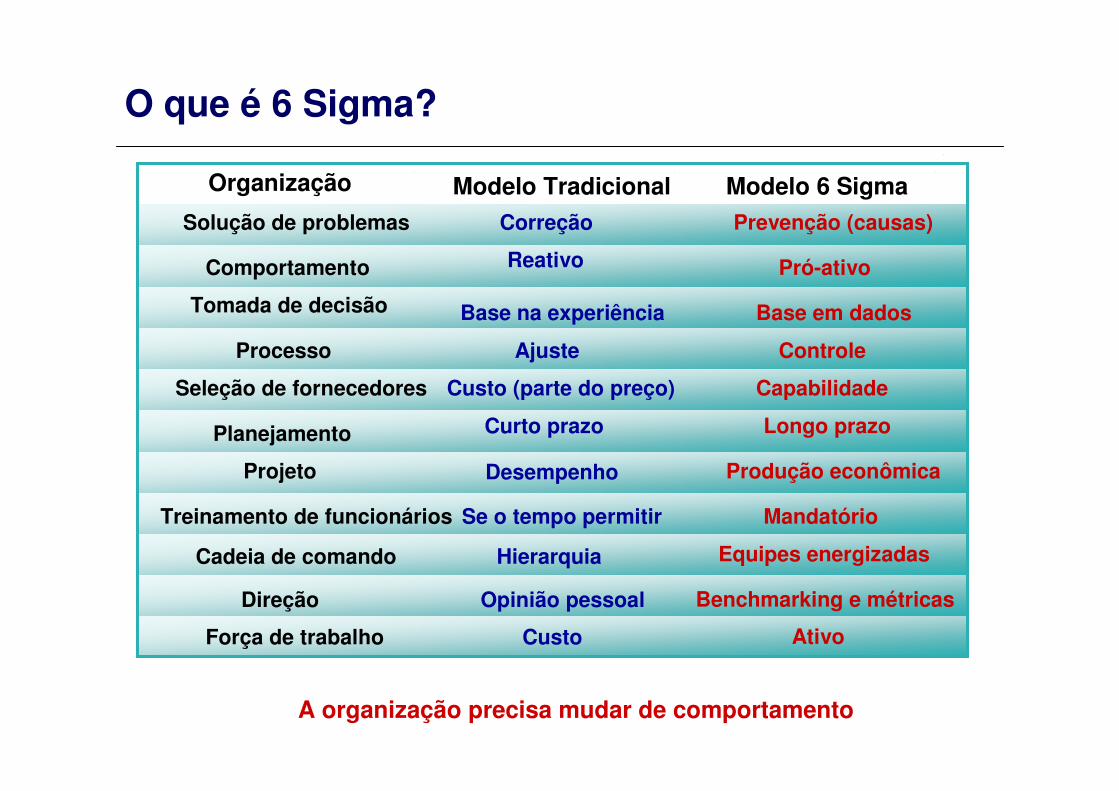
O que é 6 Sigma?
Organização Modelo Tradicional Modelo 6 Sigma
Solução de problemas Correção Prevenção (causas)
Comportamento Reativo Pró-ativo
Tomada de decisão Base na experiência Base em dados
Processo Ajuste Controle
Seleção de fornecedores Custo (parte do preço) Capabilidade
Planejamento Curto prazo Longo prazo
Projeto Desempenho Produção econômica
Treinamento de funcionários Se o tempo permitir Mandatório
Cadeia de comando Hierarquia Equipes energizadas
Direção Opinião pessoal Benchmarking e métricas
Força de trabalho Custo Ativo
A organização precisa mudar de comportamento
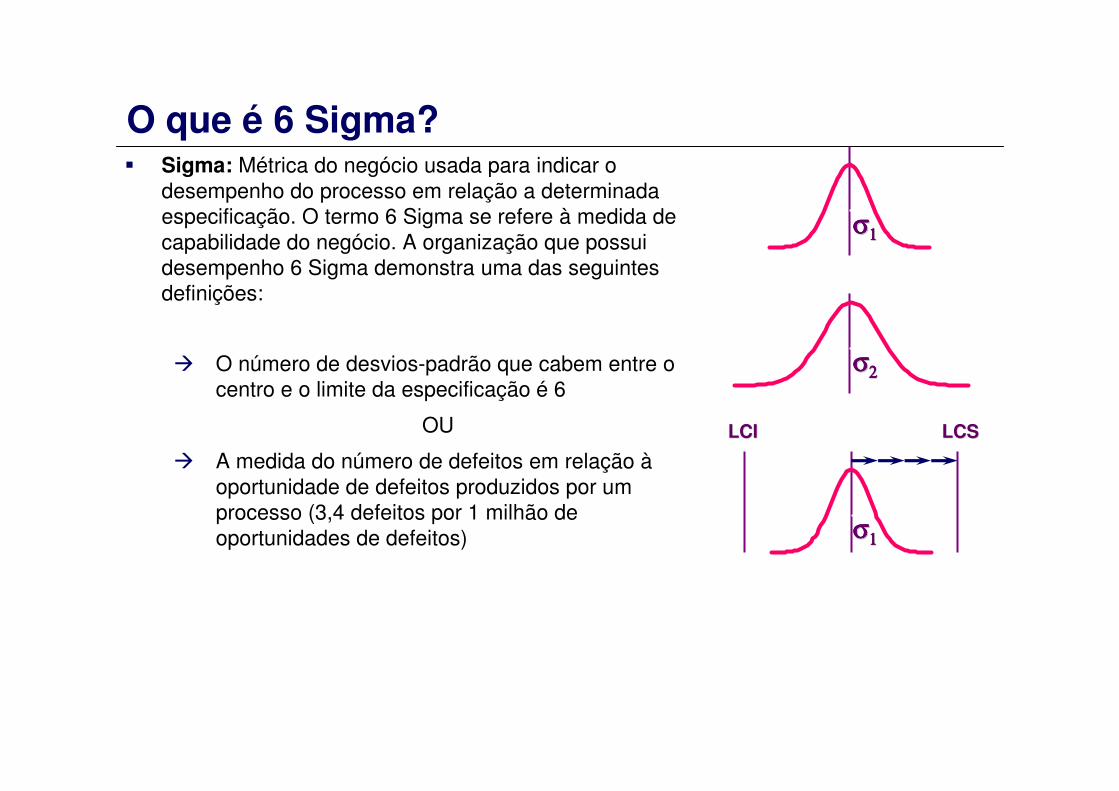
O que é 6 Sigma?� Sigma: Métrica do negócio usada para indicar o
desempenho do processo em relação a determinada especificação. O termo 6 Sigma se refere à medida de capabilidade do negócio. A organização que possui desempenho 6 Sigma demonstra uma das seguintes definições:
� O número de desvios-padrão que cabem entre o centro e o limite da especificação é 6
OU
� A medida do número de defeitos em relação àoportunidade de defeitos produzidos por um processo (3,4 defeitos por 1 milhão de oportunidades de defeitos) σσσσσσσσ
11111111
σσσσσσσσ11111111
σσσσσσσσ22222222
LCILCI LCSLCS
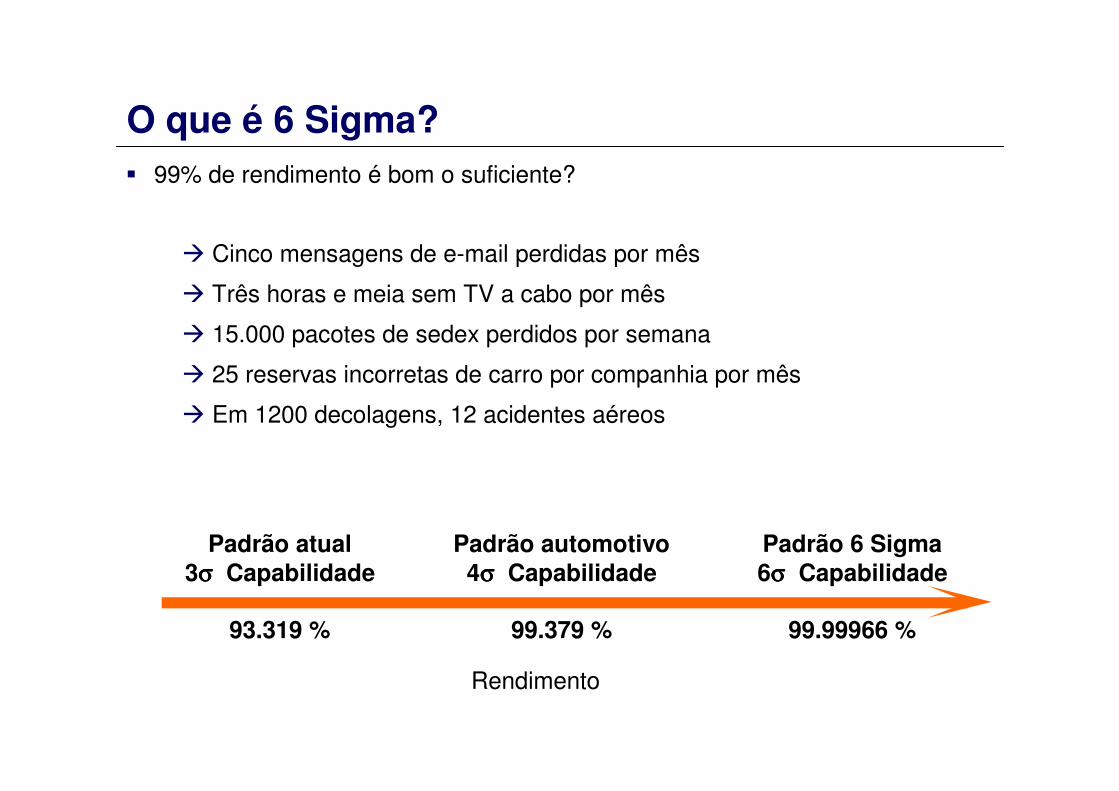
Padrão atual3σσσσ Capabilidade
93.319 %
Rendimento
Padrão automotivo4σσσσ Capabilidade
99.379 %
Padrão 6 Sigma6σσσσ Capabilidade
99.99966 %
O que é 6 Sigma?� 99% de rendimento é bom o suficiente?
� Cinco mensagens de e-mail perdidas por mês
� Três horas e meia sem TV a cabo por mês
� 15.000 pacotes de sedex perdidos por semana
� 25 reservas incorretas de carro por companhia por mês
� Em 1200 decolagens, 12 acidentes aéreos
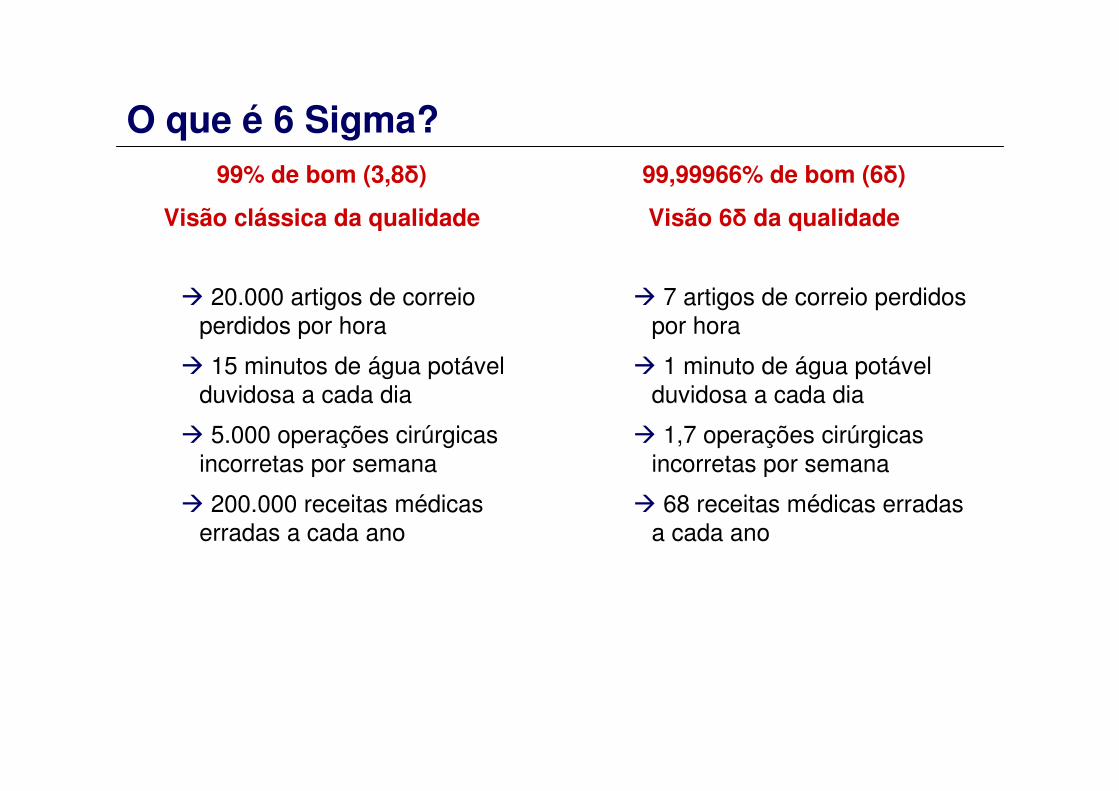
O que é 6 Sigma?99% de bom (3,8δ)
Visão clássica da qualidade
� 20.000 artigos de correio perdidos por hora
� 15 minutos de água potável duvidosa a cada dia
� 5.000 operações cirúrgicas incorretas por semana
� 200.000 receitas médicas erradas a cada ano
99,99966% de bom (6δ)
Visão 6δ da qualidade
� 7 artigos de correio perdidos por hora
� 1 minuto de água potável duvidosa a cada dia
� 1,7 operações cirúrgicas incorretas por semana
� 68 receitas médicas erradas a cada ano
Métricas do 6 Sigma
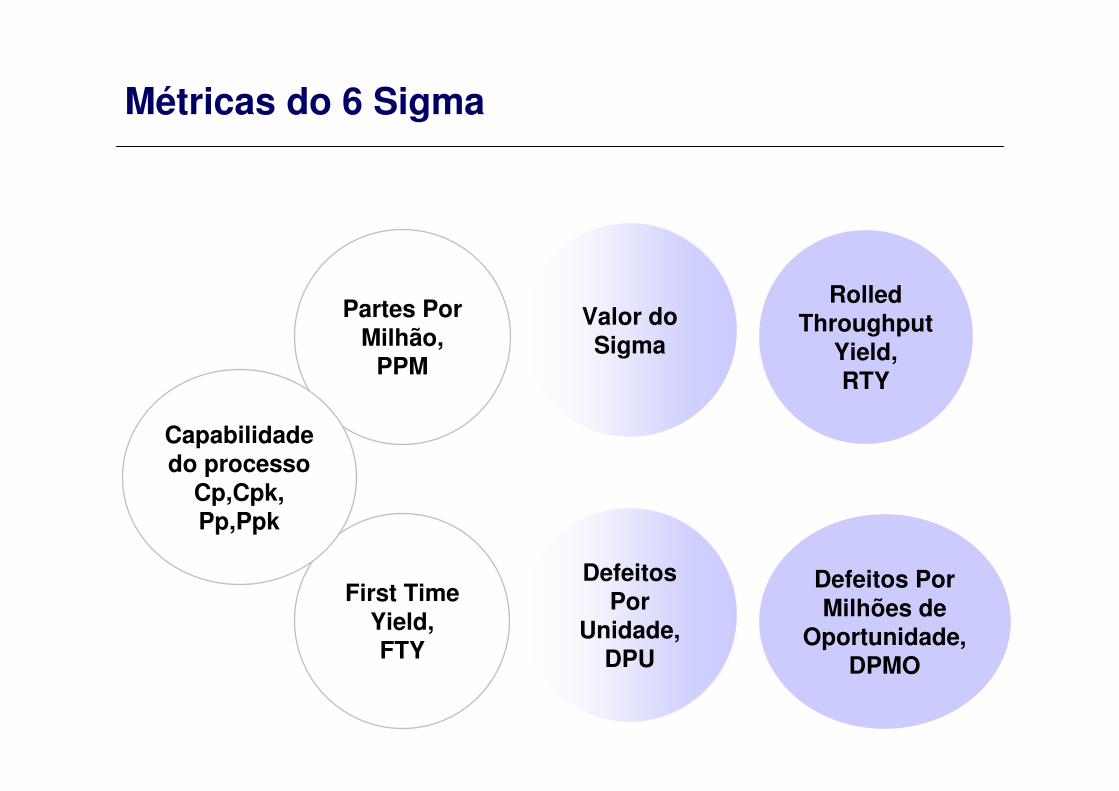
Métricas do 6 Sigma
Partes Por Milhão,
PPM
First Time Yield, FTY
Capabilidadedo processo
Cp,Cpk,Pp,Ppk
Valor do Sigma
Defeitos Por Milhões de
Oportunidade, DPMO
RolledThroughput
Yield,RTY
Defeitos Por
Unidade,DPU
Métricas do 6 Sigma
u A redução da variabilidade de produtos e processos e a eliminação dos defeitos ou erros resultantes dessa variabilidade merece grande ênfase no 6 Sigma.
u O 6 Sigma utiliza algumas métricas para quantificar os resultados de uma empresa, produto ou processo de forma mensurável. Estas métricas, além de traduzirem de forma clara a capacidade de se manter dentro das especificações seja de um produto, de um processo ou da própria empresa, são parâmetros que podem ser utilizados para benchmarking com outras empresa, produtos, processos, etc.
u Estas métricas também podem ser utilizadas como metas a serem atingidas, e pode-se comparar os valores do início e do final do projeto 6 Sigma para avaliação do desempenho do projeto que foi realizado.
Conceitos: Defeitos Versus Defeituosas
u Defeitos:
p Falhas contáveis associadas com uma única unidade. Uma única unidade pode ser defeituosa, mas ela pode ter mais que 1 defeito.
p 1 defeito é uma falha no atendimento da especificação necessária à satisfação do cliente.
u Defeituosas:
p Total de unidades consideradas ruins. Dizemos que o total de unidades édefeituoso independente do número de defeitos que elas têm.
p 1 produto defeituoso é uma unidade de produto que apresenta um ou mais defeitos.
u Unidade de produto:
p Um item que está sendo processado ou um bem ou serviço (produto) final entregue (vendido ao cliente).
First Time Yield (rendimento) = não defeituosas / total de unidades
FirstFirst Time (Fim de Linha) Time (Fim de Linha) YieldYield por semanapor semana
90
92
94
96
98
100
Wk
1
Wk
2
Wk
3
Wk
4
Wk
5
Wk
6
Wk
7
Wk
8
Wk
9
Wk
10
Wk
11
Wk
12
Wk
13
Wk
14
Wk
15
Wee
kly
Yie
ld(%
)
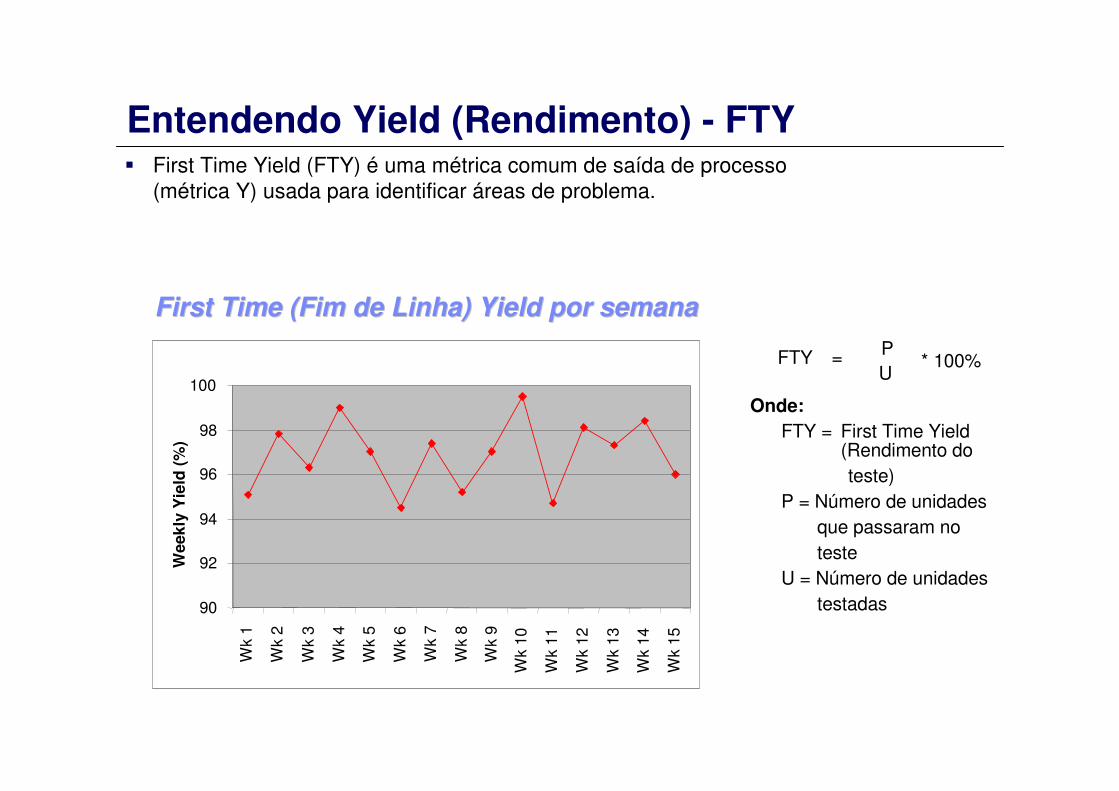
Onde:FTY = First Time Yield
(Rendimento do teste)
P = Número de unidades que passaram no teste
U = Número de unidades testadas
UFTY = P
* 100%
Entendendo Yield (Rendimento) - FTY� First Time Yield (FTY) é uma métrica comum de saída de processo
(métrica Y) usada para identificar áreas de problema.
Entendendo Yield (Rendimento) - FTYFirst Time Yield (FTY) é simplesmente o número de unidades boas produzidas dividido pelo número total de unidades processadas. Por exemplo:
Você tem um processo dividido em 4 sub-processos: A, B, C e D. Assumindo que você tem 100 unidades entrando no processo A, para calcular o FTY você deve:
Calcular o rendimento (número de unidades que saem / número de unidades que entram na etapa) de cada sub-processo e multiplicar uma pela outra:
100 unidades entram em A e 90 saem. O FTY para o processo A é 90/100 = 0.90 � 90%
90 unidades entram em B e 80 saem. O FTY para o processo B é 80/90 = 0.89 � 89%
80 unidades entram em C e 75 saem. O FTY para o processo C é 75/80 = 0.94 � 94%
75 unidades entram em D e 70 saem. O FTY para o processo D é 70/75 = 0.93 � 93%
O Rendimento total do processo é igual a:
FTYA * FTYB * FTYC * FTYD ou 0.90*0.89*0.94*0.93 = 0.70 ���� 70%
Você também pode calcular o total para o processo inteiro simplesmente dividindo o número de unidades boas produzidas pelo número de unidades que entrou no processo. Neste caso 70/100 = 0.70 ou 70% FTY (de rendimento).
First Time Yield ou First "Pass" Yield é uma excelente ferramenta para medição do volume de retrabalho em um dado processo, e uma excelente métrica de custo da qualidade.

� Custos escondidos na fábrica real:
�Mais horas extras
�Ocupação de áreas extras
�Ciclo de tempo mais longo
�Mais matéria prima
�Mais custos
Entendendo Yield (Rendimento) - FTY
A Fábricaescondida
Retrabalhoou Refugo
Retrabalhoou Refugo
Análise de Falha
Análise de Falha
TesteOperação 2TesteOperação 1 Produto
Teste
FTY
Unidades boas
Total de unidadestestadas
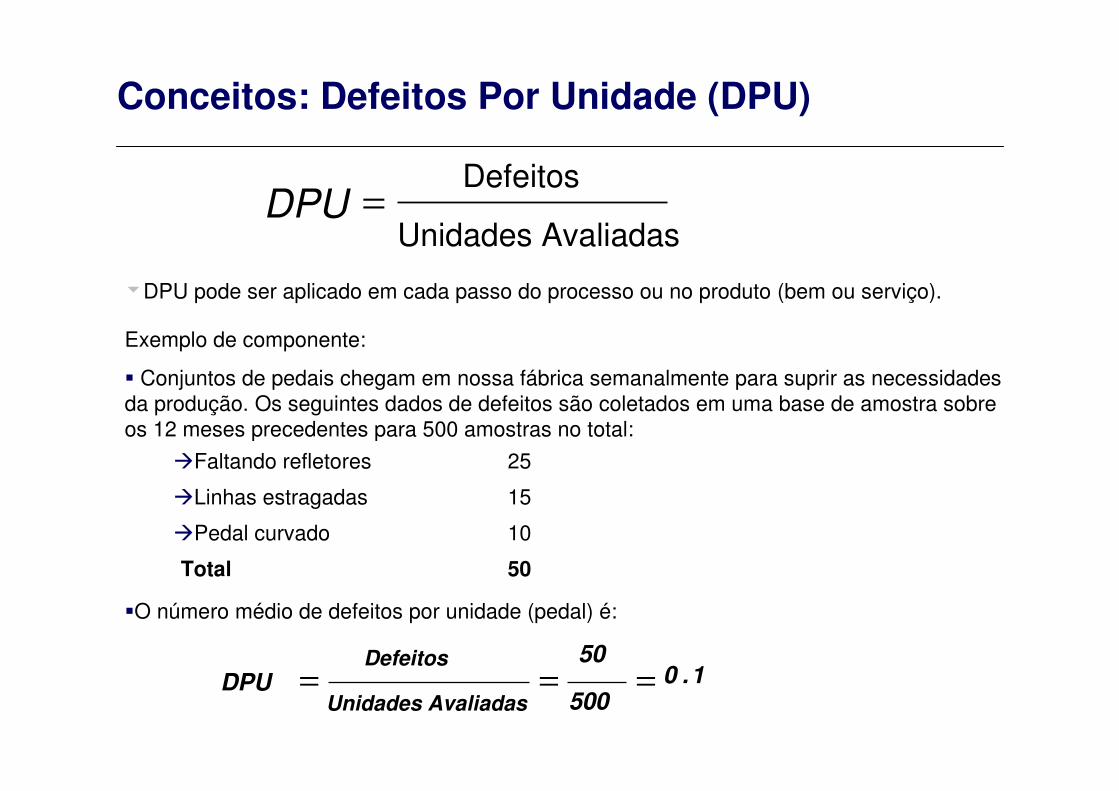
Conceitos: Defeitos Por Unidade (DPU)
Unidades Avaliadas
Defeitos=DPU
uDPU pode ser aplicado em cada passo do processo ou no produto (bem ou serviço).
Exemplo de componente:
� Conjuntos de pedais chegam em nossa fábrica semanalmente para suprir as necessidades da produção. Os seguintes dados de defeitos são coletados em uma base de amostra sobre os 12 meses precedentes para 500 amostras no total:
�Faltando refletores 25
�Linhas estragadas 15
�Pedal curvado 10
Total 50
�O número médio de defeitos por unidade (pedal) é:
1.0500
50===
Unidades Avaliadas
TotaisDefeitosDPU
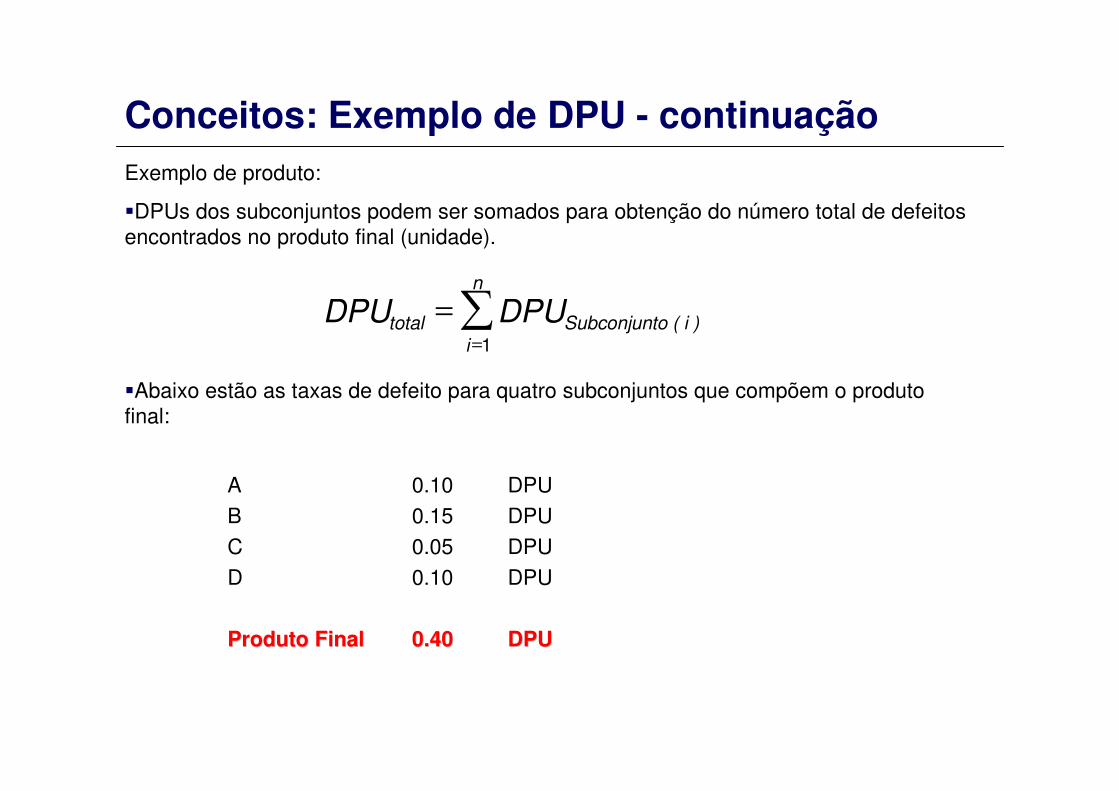
Conceitos: Exemplo de DPU - continuaçãoExemplo de produto:
�DPUs dos subconjuntos podem ser somados para obtenção do número total de defeitosencontrados no produto final (unidade).
�Abaixo estão as taxas de defeito para quatro subconjuntos que compõem o produtofinal:
A 0.10 DPU
B 0.15 DPU
C 0.05 DPU
D 0.10 DPU
ProdutoProduto FinalFinal 0.400.40 DPUDPU
∑=
=
n
iSubconjunto ( i )total DPUDPU
1
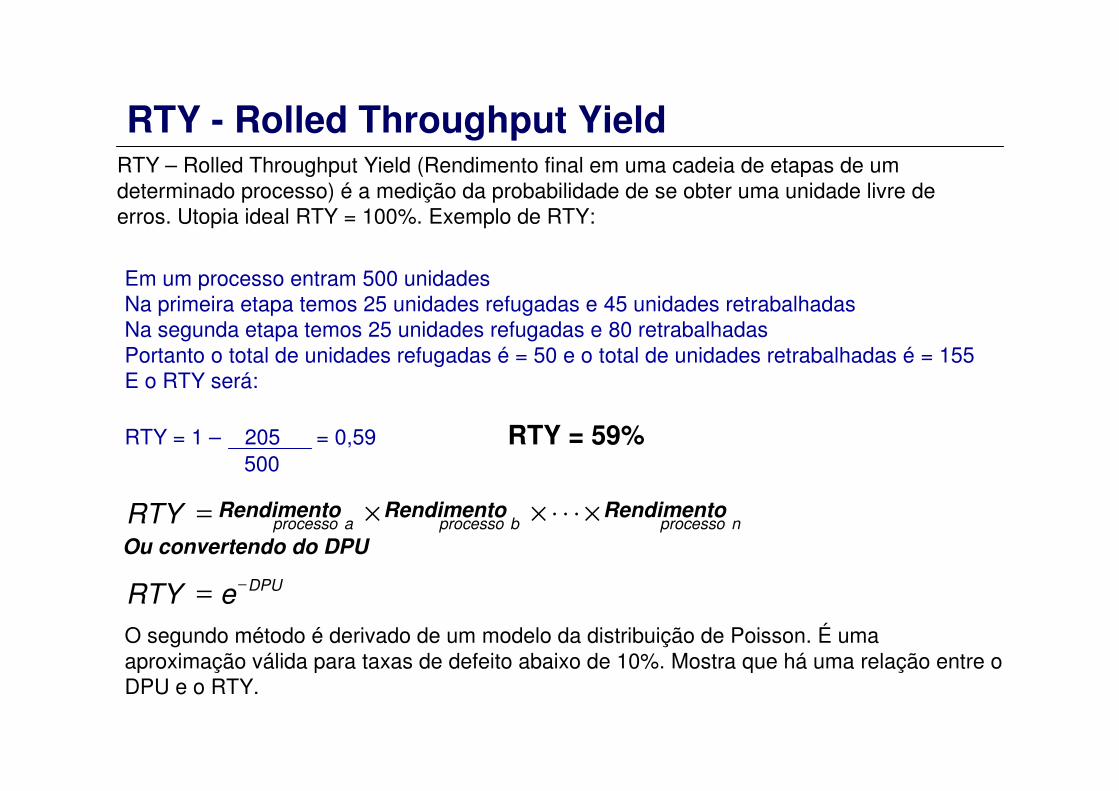
RTY - Rolled Throughput YieldRTY – Rolled Throughput Yield (Rendimento final em uma cadeia de etapas de um determinado processo) é a medição da probabilidade de se obter uma unidade livre de erros. Utopia ideal RTY = 100%. Exemplo de RTY:
DPU
nprocessobprocessoaprocesso
eRTY
Ou convertendo do DPU
RendimentoRendimentoRendimentoRTY
−=
×⋅⋅⋅××=
Em um processo entram 500 unidades Na primeira etapa temos 25 unidades refugadas e 45 unidades retrabalhadasNa segunda etapa temos 25 unidades refugadas e 80 retrabalhadasPortanto o total de unidades refugadas é = 50 e o total de unidades retrabalhadas é = 155 E o RTY será:
RTY = 1 – 205 = 0,59 RTY = 59%500
O segundo método é derivado de um modelo da distribuição de Poisson. É uma aproximação válida para taxas de defeito abaixo de 10%. Mostra que há uma relação entre o DPU e o RTY.
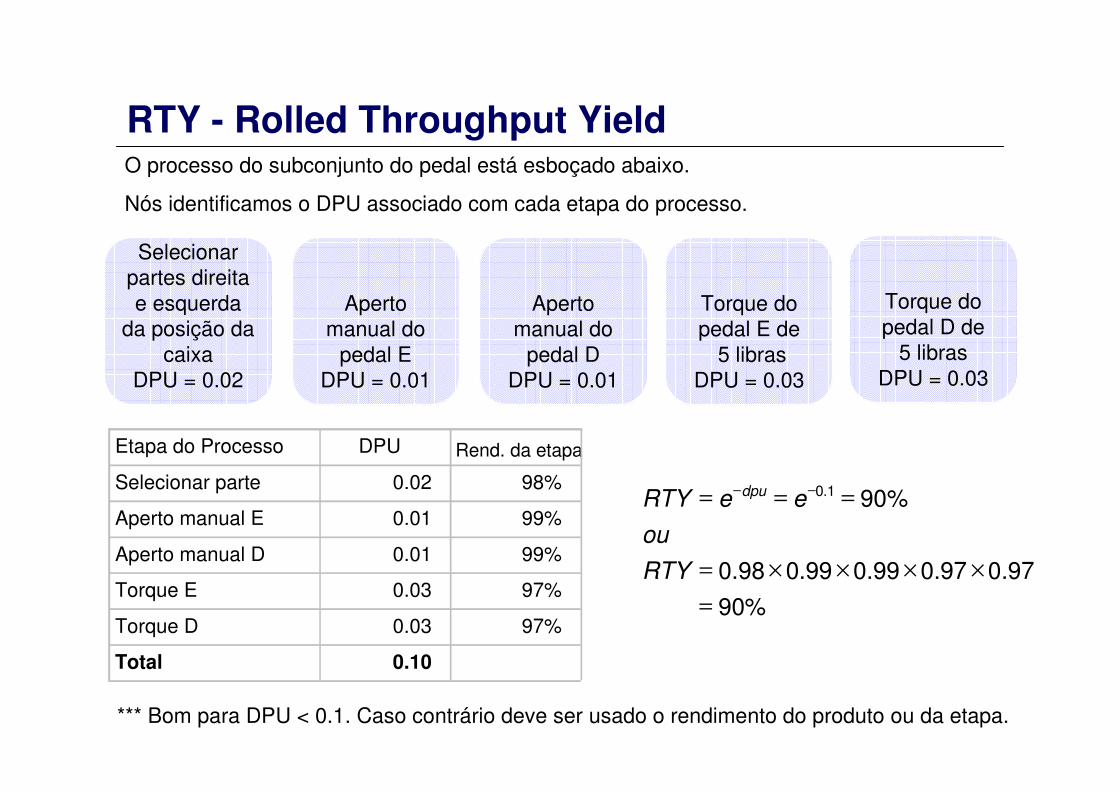
RTY - Rolled Throughput YieldO processo do subconjunto do pedal está esboçado abaixo.
Nós identificamos o DPU associado com cada etapa do processo.
Selecionar partes direita e esquerda
da posição da caixa
DPU = 0.02
Aperto manual do
pedal EDPU = 0.01
Aperto manual do
pedal DDPU = 0.01
Torque do pedal E de
5 librasDPU = 0.03
Torque do pedal D de
5 librasDPU = 0.03
Etapa do Processo DPU Rend. da etapa
Selecionar parte 0.02 98%
Aperto manual E 0.01 99%
Aperto manual D 0.01 99%
Torque E 0.03 97%
Torque D 0.03 97%
Total 0.10
%90
97.097.099.099.098.0
%901.0
=
××××=
===−−
RTY
ou
eeRTY dpu
*** Bom para DPU < 0.1. Caso contrário deve ser usado o rendimento do produto ou da etapa.

Entendendo as oportunidades� Qual produto está atuando melhor, o lápis ou o misturador? Pense um pouco a respeito.
LLáápispis MisturadorMisturador
0.0300.030
97.04 %97.04 %0.1890.189
82.78 %82.78 %
Defeitos por Unidade (DPU)
Rendimento obtido através das entradas (RTY)
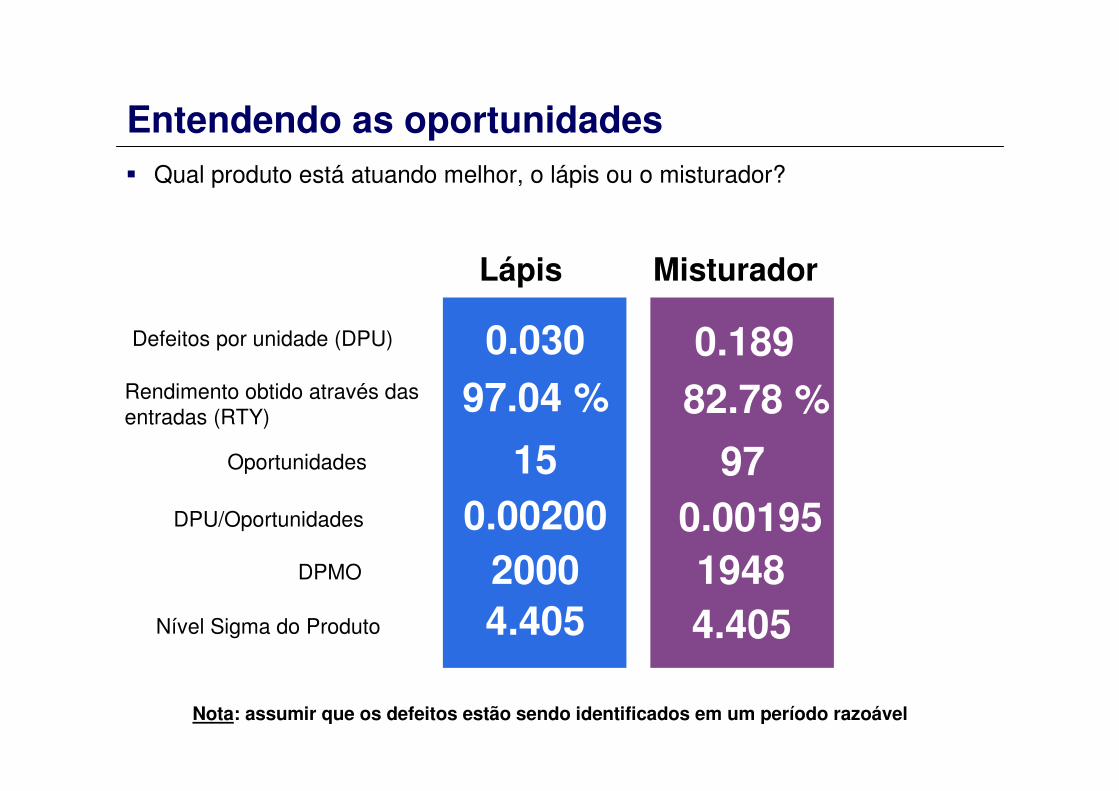
Entendendo as oportunidades� Qual produto está atuando melhor, o lápis ou o misturador?
Defeitos por unidade (DPU)
Oportunidades
DPU/Oportunidades
Nível Sigma do Produto
Nota: Suponha que os defeitos foram coletados no prazo
DPMO
0.03097.04 %
150.00200
4.4052000
0.18982.78 %
970.00195
4.4051948
Rendimento obtido através das entradas (RTY)
Lápis Misturador
Nota: assumir que os defeitos estão sendo identificados em um período razoável
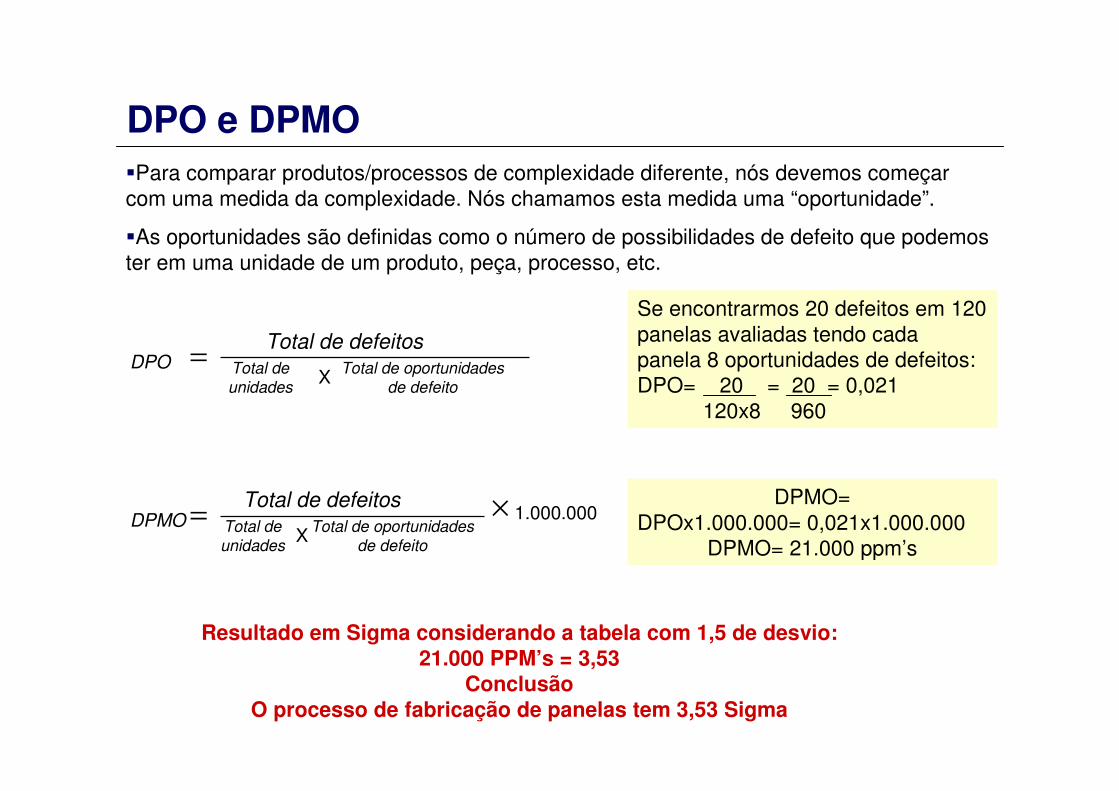
DPO e DPMO�Para comparar produtos/processos de complexidade diferente, nós devemos começar com uma medida da complexidade. Nós chamamos esta medida uma “oportunidade”.
�As oportunidades são definidas como o número de possibilidades de defeito que podemos ter em uma unidade de um produto, peça, processo, etc.
1.000.000×=Total de oportunidades
de defeito
Total de defeitosDPMO Total de
unidadesX
=Total de oportunidades
de defeito
Total de defeitosDPO Total de
unidadesX
Se encontrarmos 20 defeitos em 120 panelas avaliadas tendo cada panela 8 oportunidades de defeitos:DPO= 20 = 20 = 0,021
120x8 960
DPMO=DPOx1.000.000= 0,021x1.000.000
DPMO= 21.000 ppm’s
Resultado em Sigma considerando a tabela com 1,5 de desvio:21.000 PPM’s = 3,53
ConclusãoO processo de fabricação de panelas tem 3,53 Sigma
0
100000
200000
300000
400000
500000
600000
700000
800000
Número de Sigmas
Def
eito
s p
or
milh
ões
de
op
ort
un
idad
es
Média centro PPM Desvio 1,5 δ PPM
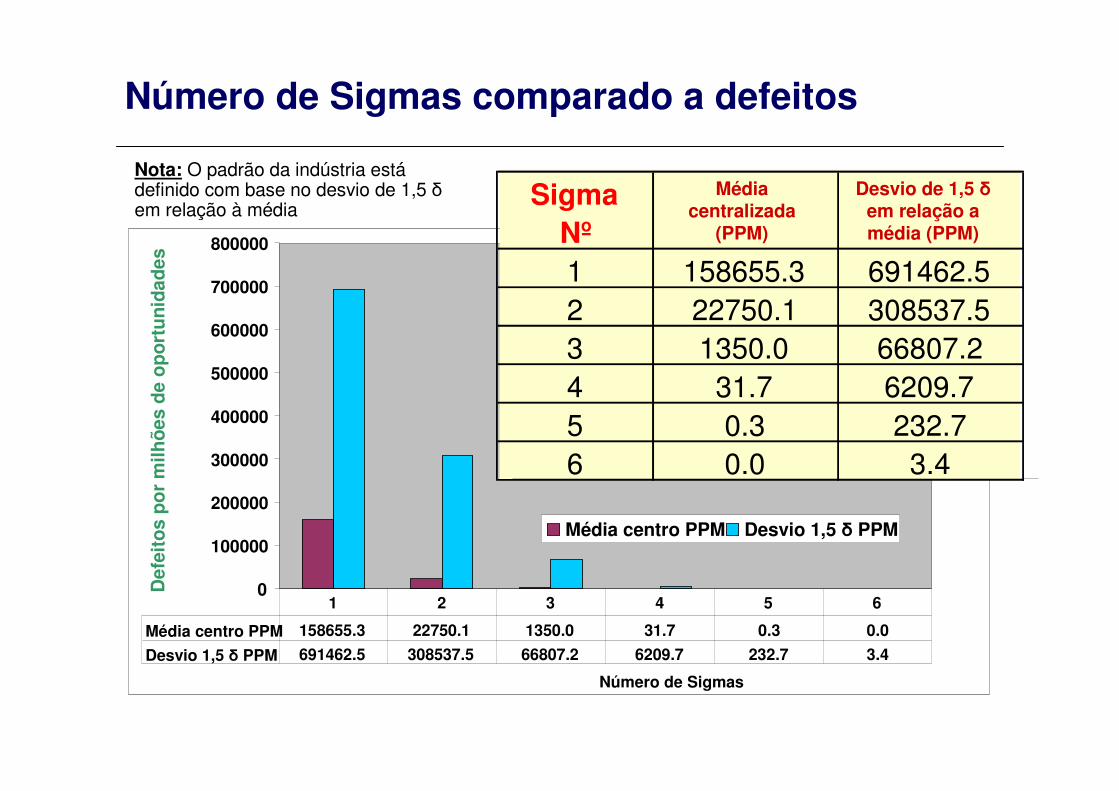
Média centro PPM 158655.3 22750.1 1350.0 31.7 0.3 0.0
Desvio 1,5 δ PPM 691462.5 308537.5 66807.2 6209.7 232.7 3.4
1 2 3 4 5 6
Nota: O padrão da indústria estádefinido com base no desvio de 1,5 δem relação à média
Número de Sigmas comparado a defeitos
Sigma Nº
Média centralizada
(PPM)
1 158655.3 691462.52 22750.1 308537.53 1350.0 66807.24 31.7 6209.75 0.3 232.76 0.0 3.4
Desvio de 1,5 δem relação a média (PPM)
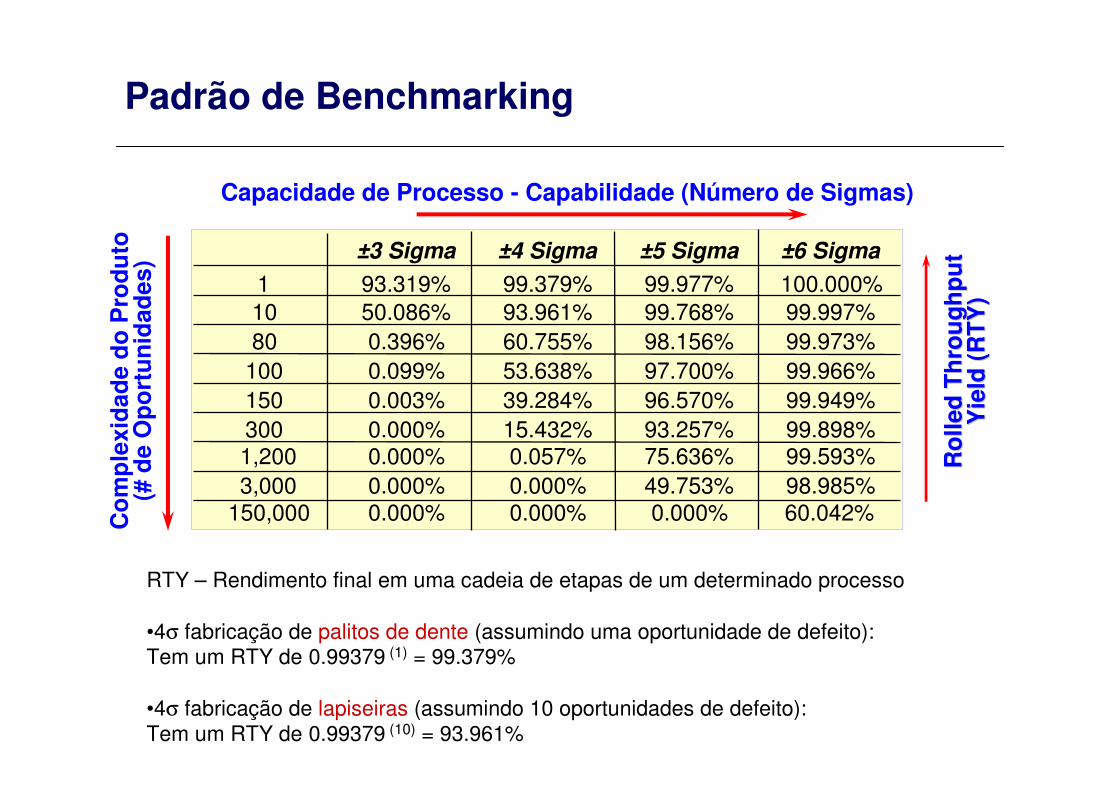
RTY – Rendimento final em uma cadeia de etapas de um determinado processo
•4σ fabricação de palitos de dente (assumindo uma oportunidade de defeito): Tem um RTY de 0.99379 (1) = 99.379%
•4σ fabricação de lapiseiras (assumindo 10 oportunidades de defeito): Tem um RTY de 0.99379 (10) = 93.961%
Padrão de Benchmarking
(DistributionShifted ± 1.5σ)
Capacidade de Processo - Capabilidade (Número de Sigmas)
Co
mp
lexi
dad
e d
o P
rod
uto
(# d
e O
po
rtu
nid
ades
)
Ro
lled
Ro
lled
Th
rou
gh
pu
tT
hro
ug
hp
ut
Yie
ldY
ield
(RT
Y)
(RT
Y)
±3 Sigma ±4 Sigma ±5 Sigma ±6 Sigma
1 93.319% 99.379% 99.977% 100.000%10 50.086% 93.961% 99.768% 99.997%80 0.396% 60.755% 98.156% 99.973%
100 0.099% 53.638% 97.700% 99.966%150 0.003% 39.284% 96.570% 99.949%300 0.000% 15.432% 93.257% 99.898%1,200 0.000% 0.057% 75.636% 99.593%3,000 0.000% 0.000% 49.753% 98.985%
150,000 0.000% 0.000% 0.000% 60.042%

Entendendo melhor o 6 Sigma
-3δ -2δ -1δ +1δ +2δ +3δ
0,13% 0,13%2,14% 2,14%
13,06% 13,06%
34,13% 34,13%
A área total sob a distribuição normal é 100%, que pode ser dividida pelo desvio padrão
99,73%
95,46%
68,26%
Tecnicamente 6 Sigma baseia-se na teoria da variação. Todas as coisas que podem ser medidas com precisão são passíveis de variação.
µ

O custo da falta de qualidade
Visão Geral do 6 Sigma� O que é custo da baixa qualidade?
� O custo de identificar e reparar defeitos
� Falha com as expectativas do cliente
� Perda de oportunidade de aumentar a eficiência
� Perda de potencial para aumentar os lucros
� Perda de mercado
� Aumento do ciclo de tempo de produção
� Trabalho associado com replanejamento
� Custos associados com disposição de produtos defeituosos
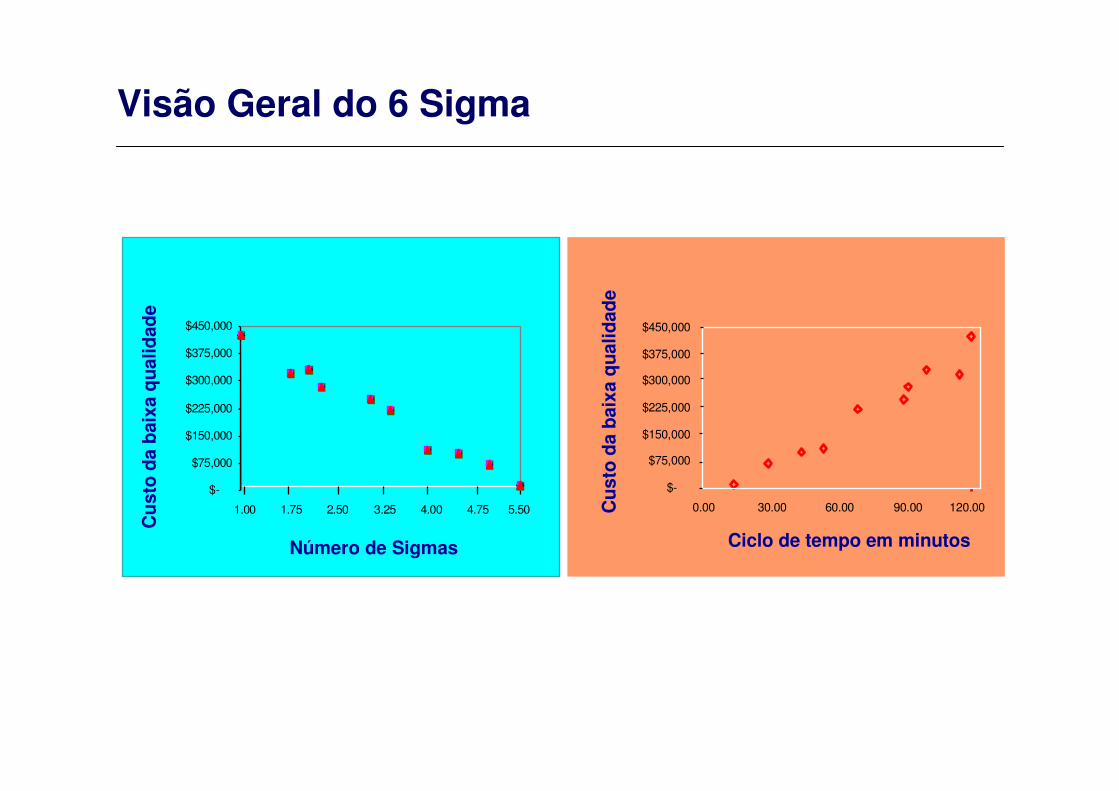
Six Sigma Metrics
$-
$75,000
$150,000
$225,000
$300,000
$375,000
$450,000
0.00 30.00 60.00 90.00 120.00Cu
sto
da
bai
xaq
ual
idad
e
Ciclo de tempo em minutos
$-
$75,000
$150,000
$225,000
$300,000
$375,000
$450,000
1.00 1.75 2.50 3.25 4.00 4.75 5.50
Cu
sto
da
bai
xaq
ual
idad
e
Número de Sigmas
Visão Geral do 6 Sigma
Visão Geral do 6 Sigma
Em uma organização média o custo da baixa qualidade pode ser maior que
25%do total das vendas!

Custos tradicionais da falta de qualidade
4 a 5% das vendas – quando os custos da qualidade são determinados inicialmente, as categorias consideradas são
apenas as visíveis. Mas após alguma investigação percebe-se que há mais custos além da ponta do iceberg.
Desperdício
Rejeição
Custo de testes
Retrabalho
Custo de inspeções
Reclamações de clientes
Substituição de produtos
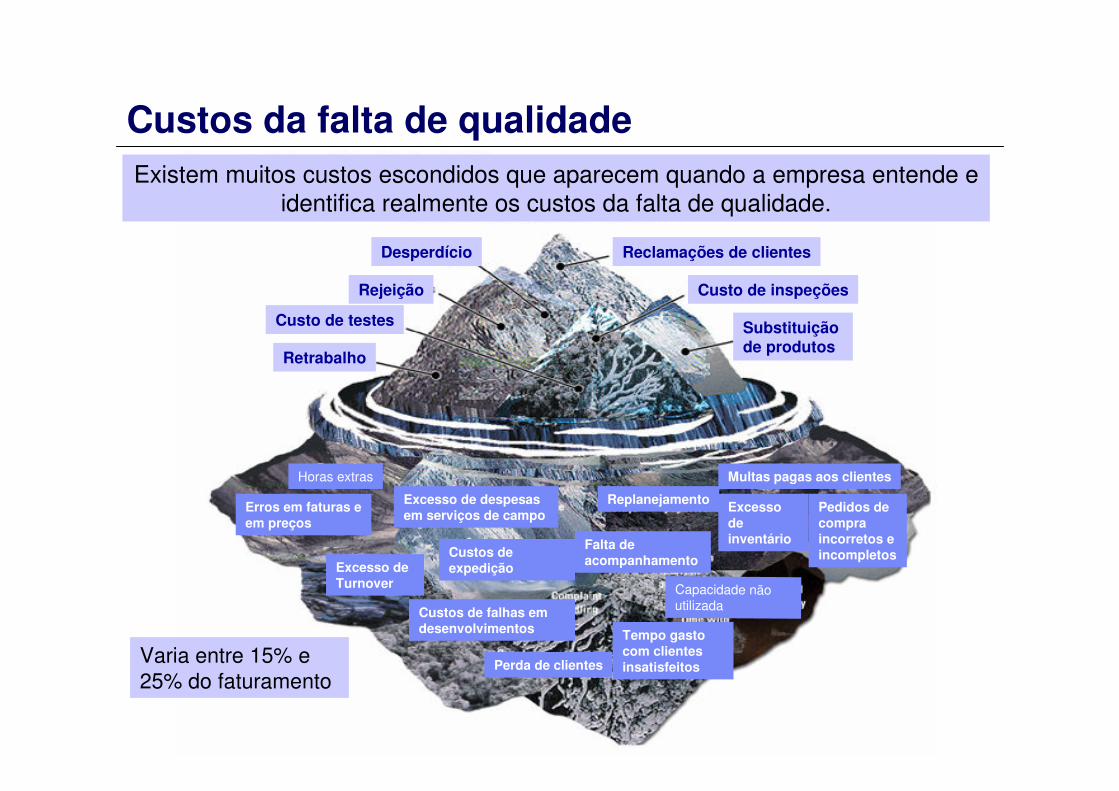
Custos da falta de qualidadeExistem muitos custos escondidos que aparecem quando a empresa entende e
identifica realmente os custos da falta de qualidade.
Desperdício
Rejeição
Custo de testes
Retrabalho
Custo de inspeções
Reclamações de clientes
Substituição de produtos
Varia entre 15% e 25% do faturamento
Custos de expedição
ReplanejamentoErros em faturas e em preços
Custos de falhas em desenvolvimentos
Excesso de inventário
Capacidade não utilizada
Horas extras
Excesso de despesas em serviços de campo
Tempo gasto com clientes insatisfeitos
Excesso de Turnover
Multas pagas aos clientes
Pedidos de compra incorretos e incompletos
Falta de acompanhamento
Perda de clientes
� Baixa Taxa de Rendimento
� Alta Taxa de Falhas Percebida pelos Clientes (PPM)
� Problemas de Qualidade nos Produtos Adquiridos
� Qualidade Imprevisível
� Baixa Capabilidade dos Processos (Cp, Cpk)
� Sistema de Medição Deficiente
� Altas Multas Devidas a Clientes
� Alto Custo de Manutenção
� Baixa Utilização de Máquinas
Indicadores de baixa qualidade� Atraso nos Processos
� Custos Altos de Operação
� Excesso de Sucata/Custos de Retrabalho
� Altos Inventários
� Tempo Longo de Ciclo
� Performance Imprevisível de Produtos
� Limitação de Capacidade
� Alto Volume de Estoque de Produtos Acabados
� Percepção Interna da Baixa Qualidade
� Percepção Externa da Baixa Qualidade
� Implementar o 6 Sigma em uma organização cria uma cultura interna de indivíduos educados em uma metodologia padronizada de caracterização, otimização e controle de processos.
� A aplicação da metodologia leva à redução da variabilidade de produtos e processos e àredução de defeitos e erros resultantes desta variabilidade.
� O programa 6 Sigma utiliza medidas ou métricas para quantificar os resultados. Estas métricas podem ser utilizadas para verificar os resultados/ganhos ao final do projeto.
� O 6 Sigma direciona a organização para a melhoria contínua e redução da sua variabilidade na busca interminável de zero defeito.
Seis Sigma é a metodologia da qualidade do século 21
Por que aplicar o 6 Sigma?

Frutos no chãoLógica e intuição
Onde aplicar o 6 Sigma?
Frutos embaixoFerramentas básicas
Frutos no altoDFSS – Design for Six Sigma
Frutos no meio6 Sigma
Exercício� Indique se é verdadeiro ou falso:
( ) O 6 Sigma pode ser usado como parâmetro para comparar o nível de qualidade entre empresas, unidades de negócio, departamentos, processos, máquinas, produtos, etc.
( ) A visão do 6 Sigma é orientar a indústria para desenvolver, processar e entregar produtos e serviços no padrão 6 Sigma. Isto é, reduzir variação, defeitos, erros e falhas, e estender a qualidade para além das expectativas dos clientes.
( ) Devemos aplicar 6 Sigma em todos os projetos da organização.
( ) Ter 6 Sigma significa ter apenas 1 defeitos por 1 milhão de oportunidades de defeitos.
( ) São indicadores de baixa qualidade: Excesso de Sucata/Custos de Retrabalho, Altos Inventários, Tempo Longo de Ciclo, Limitação de Capacidade.
( ) 99.99966 % de rendimento é o padrão 6 Sigma.
( ) A aplicação da metodologia 6 Sigma leva ao aumento da variabilidade de produtos e processos e à redução de defeitos e erros resultantes desta variabilidade.
( ) RTY - Rolled Throughput Yield é o rendimento de cada etapa em uma cadeia de etapas de um determinado processo.
( ) Custos de testes, retrabalho, rejeição e reclamações de clientes fazem parte dos primeiros custos da qualidade identificados pelo sistema de gestão. Estão na ponta do iceberg.
( ) A metodologia 6 Sigma foi criada em 1980 pela Motorola.
Resposta do ExercícioIndique se é verdadeiro ou falso:1. ( V ) O 6 Sigma pode ser usado como parâmetro para comparar o nível de qualidade
entre empresas, unidades de negócio, departamentos, processos, máquinas, produtos, etc.
2. ( V ) A visão do 6 Sigma é orientar a indústria para desenvolver, processar e entregar produtos e serviços no padrão 6 Sigma. Isto é, reduzir variação, defeitos, erros e falhas, e estender a qualidade para além das expectativas dos clientes.
3. ( F ) Devemos aplicar 6 Sigma em todos os projetos da organização. (Frutos do meio)4. ( F ) Ter 6 Sigma significa ter apenas 1 (3,4) defeitos por 1 milhão de oportunidades de
defeitos.5. ( V ) São indicadores de baixa qualidade: Excesso de Sucata/Custos de Retrabalho,
Altos Inventários, Tempo Longo de Ciclo, Limitação de Capacidade.6. ( V ) 99.99966 % de rendimento é o padrão 6 Sigma.7. ( F ) A aplicação da metodologia 6 Sigma leva ao aumento (redução) da variabilidade de
produtos e processos e à redução de defeitos e erros resultantes desta variabilidade.8. ( F ) RTY - Rolled Throughput Yield é o rendimento de cada etapa em uma cadeia de
etapas de um determinado processo. (do conjunto das etapas)9. ( V ) Custos de testes, retrabalho, rejeição e reclamações de clientes fazem parte dos
primeiros custos da qualidade identificados pelo sistema de gestão. Estão na ponta do iceberg.
10. ( V ) A metodologia 6 Sigma foi criada em 1980 pela Motorola.
Fim do módulo 1