
0
ESTUDO DE VIABILIDADE TÉCNICA/ECONÔMICA PARA
ESPECIFICAÇÃO DE SOLDAS EM EMENDAS A 90º ENTRE ALMA E
MESA DE PERFIS “I” NÃO ENRIJECIDOS
Martinho R. Giacomitti Junior 1
Av. das Araucárias, 40, CIAR, 83707-642, Araucária, PR
RESUMO
Este artigo apresenta o resultado de um estudo realizado nas fábricas da Brafer Construções
Metálicas S/A, no qual foram comparadas sob o ponto de vista técnico e econômico dois tipos
de soldas para emendas a 90º entre alma e mesa de perfis não enrijecidos compostos a partir
de chapas, comumente conhecidos também como perfis “I” soldados. Os resultados deste
estudo mostram que, para as condições nas quais o mesmo foi realizado e considerando
ambas com a mesma resistência, soldas de filete maiores de 8 mm apresentam custo mais
elevado do que soldas de penetração parcial (PJP) com reforço de filete, sendo que a sua
substituição é bastante vantajosa para as fábricas de estrutura metálica, gerando
considerável redução de despesas diretas e indiretas.
ABSTRACT
This article presents the result of a study carried out in Brafer Construções Metálicas S/A,
where a comparison was done from the technical and economical point of view for two types
of welding to 90º T-joints of unstiffened I-shaped built-up sections. The results of this study
show that, for the conditions in which was carried out and considering both with the same
resistance, the Fillet Welds bigger than 8 mm are more expensive than the Partial-Joint-
Penetration (PJP) Groove Welds with Fillet Weld reinforcement, being that the substitution of
the first one is quite advantageous to the steel structure factories, producing considerable
reduction of direct and indirect expenses.
Palavras-chave: Perfis “I” Soldados. Soldas de Filete. Soldas de Penetração Parcial.
1 Especialista em Engenharia de Estruturas pelo IST/SOCIESC-SC; Engenheiro Civil graduado pela Universidade Positivo (UP-PR); Técnico em Mecânica formado pelo CEFET-PR; Atualmente, é Engenheiro Calculista da Brafer Construções Metálicas S/A.
1
1. INTRODUÇÃO E OBJETIVOS
Entre os maiores custos de uma empresa fabricante de estruturas metálicas podemos
incluir os trabalhos de soldagem e respectivos ensaios para inspeção destas. Estes trabalhos
exigem mão de obra qualificada, o que de uns tempos para cá vem se tornando escasso em
nosso mercado em função da grande demanda por profissionais da área para atender o setor, o
qual se encontra aquecido e em franco desenvolvimento.
Quando não é possível a utilização de perfis com bitolas laminadas comercialmente
disponíveis, em função das limitações de resistências impostas ou por decisão dos
engenheiros calculistas, uma solução comumente empregada tem sido a utilização de perfis
soldados. Os perfis soldados são, usualmente, compostos por três chapas, unidas através de
soldas, sendo que estas devem resistir aos esforços solicitantes não deixando de respeitar as
dimensões mínimas estabelecidas em norma.
Dentro deste contexto, a redução do tempo despendido para realização dos trabalhos
de soldagem gera interesse por parte dos fabricantes e empresários, uma vez que qualquer
redução no tempo do processo de fabricação significa aumento dos lucros, bem como
diminuição de despesas diretas e indiretas de uma planta fabril, tais como, salários, encargos,
consumíveis, energia elétrica, entre outras.
Observa-se também que boa parte dos escritórios de engenharia desconhece ou
negligencia a correta especificação das soldas para perfis soldados, sendo que muitas vezes
estas se apresentam superdimensionadas, causando desperdício do metal de adição e aumento
das demais despesas exemplificadas no parágrafo anterior.
Este artigo apresenta as experiências observadas nas fábricas da Brafer Construções
Metálicas S/A, no que diz respeito à especificação e fabricação de perfis soldados tipo “I” ou
“H”. Seus principais objetivos são estabelecer diretrizes a serem adotadas para o projeto de
juntas soldadas para estes tipos de perfis, considerando algumas situações particulares de
carregamento, as quais serão detalhadas mais adiante, e também os critérios estabelecidos em
uma das principais normas de referência sobre o assunto.
Adicionalmente, será apresentado um estudo comparativo entre soldas de filete e
soldas de penetração parcial (PJP) com reforço de filete para casos típicos, considerando
aspectos técnicos e econômicos, comprovando as vantagens na substituição de uma pela
outra.

2
2. FUNDAMENTAÇÃO TEÓRICA
Basicamente, as soldas de composição dos perfis devem ser dimensionadas para
resistir aos esforços cortantes, os quais produzem as tensões de cisalhamento. Para que seja
possível entender os parâmetros necessários para este dimensionamento e como as tensões são
distribuídas nas regiões de interface entre metal base e metal de adição, cabe fazer uma breve
recordação da teoria sobre o assunto.
Ensaios realizados no passado mostram que as tensões de cisalhamento (τ) admissíveis
para os aços empregados na fabricação da maioria de nossas estruturas são inferiores às
tensões normais (σ) admissíveis. Esta relação é da ordem de 0,55 a 0,60 (Timoshenko, 1956).
Da resistência dos materiais, sabe-se que quando uma viga é solicitada à flexão por
cargas transversais ao seu eixo de maior inércia, aparecerão não somente tensões normais (σ),
mas também tensões de cisalhamento (τ) em qualquer seção transversal mn, conforme
apresentado na Figura 01.
Figura 01 – Viga solicitada à flexão
(Fonte: Timoshenko, 1956)
Considerando as ações atuantes na parte direita da viga, em função das condições de
equilíbrio podemos concluir que a grandeza das tensões de cisalhamento é igual à força
cortante V.
Analisando a lei de sua distribuição sobre a área da seção transversal, consideremos a
Figura 02 abaixo, a qual representa o caso mais simples possível, de uma seção transversal
retangular:
3
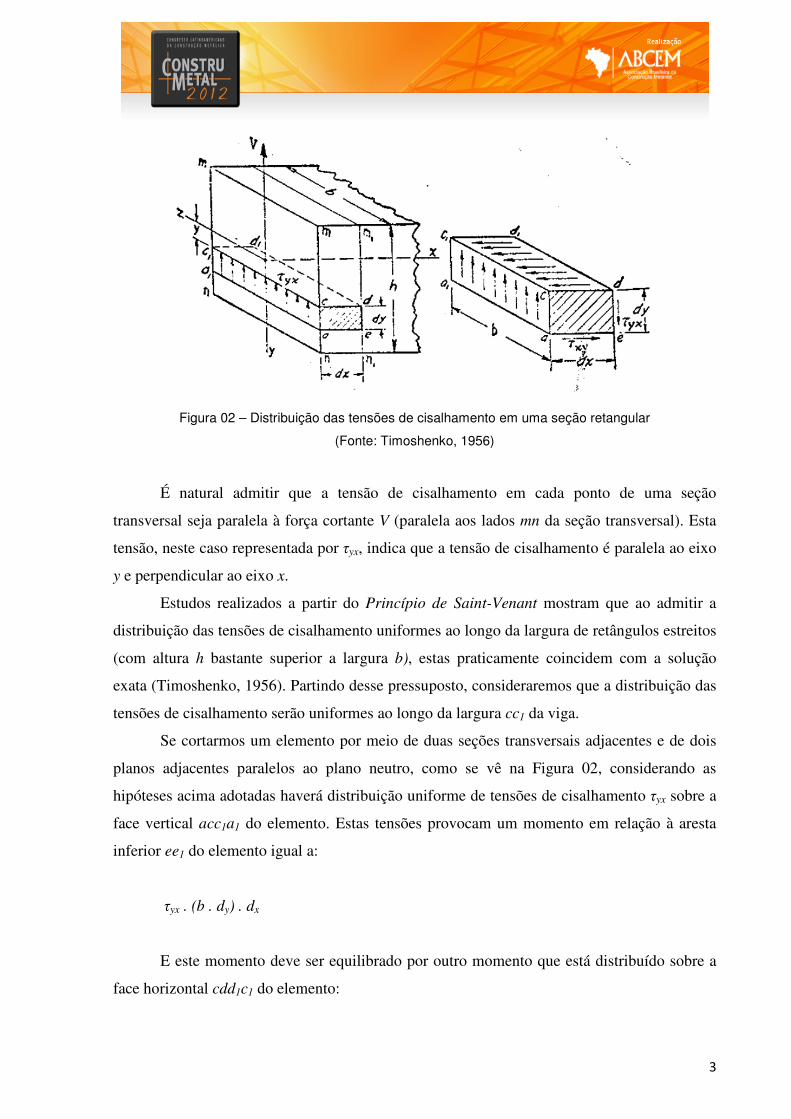
Figura 02 – Distribuição das tensões de cisalhamento em uma seção retangular
(Fonte: Timoshenko, 1956)
É natural admitir que a tensão de cisalhamento em cada ponto de uma seção
transversal seja paralela à força cortante V (paralela aos lados mn da seção transversal). Esta
tensão, neste caso representada por τyx, indica que a tensão de cisalhamento é paralela ao eixo
y e perpendicular ao eixo x.
Estudos realizados a partir do Princípio de Saint-Venant mostram que ao admitir a
distribuição das tensões de cisalhamento uniformes ao longo da largura de retângulos estreitos
(com altura h bastante superior a largura b), estas praticamente coincidem com a solução
exata (Timoshenko, 1956). Partindo desse pressuposto, consideraremos que a distribuição das
tensões de cisalhamento serão uniformes ao longo da largura cc1 da viga.
Se cortarmos um elemento por meio de duas seções transversais adjacentes e de dois
planos adjacentes paralelos ao plano neutro, como se vê na Figura 02, considerando as
hipóteses acima adotadas haverá distribuição uniforme de tensões de cisalhamento τyx sobre a
face vertical acc1a1 do elemento. Estas tensões provocam um momento em relação à aresta
inferior ee1 do elemento igual a:
τyx . (b . dy) . dx
E este momento deve ser equilibrado por outro momento que está distribuído sobre a
face horizontal cdd1c1 do elemento:
4
τxy . (b . dx) . dy
Portanto,
τyx . (b . dy) . dx = τxy . (b . dx) . dy e τyx = τxy
Com isso, pode-se dizer que as tensões de cisalhamento que atuam nas faces
perpendiculares deste elemento são iguais.
A existência das tensões de cisalhamento nos planos paralelos ao eixo neutro pode ser
demonstrada de maneira bastante simples através da Figura 03:
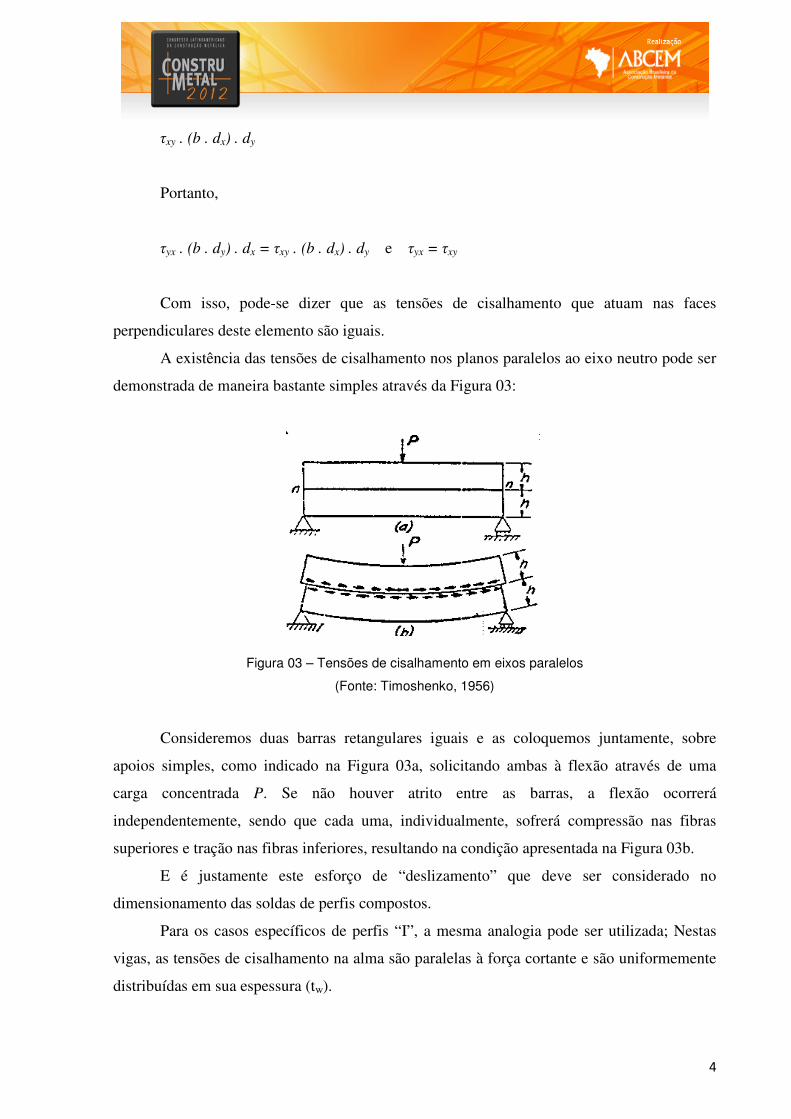
Figura 03 – Tensões de cisalhamento em eixos paralelos
(Fonte: Timoshenko, 1956)
Consideremos duas barras retangulares iguais e as coloquemos juntamente, sobre
apoios simples, como indicado na Figura 03a, solicitando ambas à flexão através de uma
carga concentrada P. Se não houver atrito entre as barras, a flexão ocorrerá
independentemente, sendo que cada uma, individualmente, sofrerá compressão nas fibras
superiores e tração nas fibras inferiores, resultando na condição apresentada na Figura 03b.
E é justamente este esforço de “deslizamento” que deve ser considerado no
dimensionamento das soldas de perfis compostos.
Para os casos específicos de perfis “I”, a mesma analogia pode ser utilizada; Nestas
vigas, as tensões de cisalhamento na alma são paralelas à força cortante e são uniformemente
distribuídas em sua espessura (tw).

5
Há que se considerar o fato de que a tensão de cisalhamento varia ao longo da altura
da viga. No entanto, quando a espessura da alma é muito pequena quando comparada à
largura da mesa do perfil, não há grande variação e a distribuição desta tensão na seção
transversal da alma será praticamente uniforme (Timoshenko, 1956).
Com base nisso, é possível obter boa aproximação para τyx(máx) simplesmente
dividindo a força cortante total V pela área da seção transversal da alma somente,
considerando que as mesas têm participação secundária na transmissão dos esforços cortantes.
Esta prática vem sendo adotada até os dias de hoje sem grandes penalizações para as
estruturas.
3. NORMA DE REFERÊNCIA
O presente artigo foi desenvolvido também com base no Steel Construction Manual do
AISC (American Institute of Steel Construction), ANSI/AISC 360-10, 14ª edição.
3.1. Dimensionamento de elementos submetidos aos esforços de cisalhamento
Para resistência do metal base, no capítulo G, Design Members for Shear,
encontramos que a resistência nominal ao cisalhamento de elementos enrijecidos ou não
enrijecidos, Vn, de acordo com o estado limite de escoamento por cisalhamento e flambagem
por cisalhamento, é obtida por:
Vn = 0,6 x Fy x Aweb x Cv
onde:
Fy = resistência ao escoamento da alma do perfil
Aweb = área da seção transversal da alma, sendo obtida pela sua espessura multiplicada
pela altura total do perfil
Cv = coeficiente de redução da resistência, dado em função da esbeltez da alma (h / tw)
Para perfis soldados com dupla simetria o Cv é dado por:
• Quando yvw E / Fk,h/t 101≤ → 0,1=vC

6
• Quando yvwyv E / Fk,h/tE / Fk, 371101 ≤< → w
yv
vth
FEk, C
/
/101=
• Quando yvw E / Fk,h/t 371> → yw
vv
)² F(h/t
Ek, C
511=
O coeficiente kv indicado nas formulas acima é o coeficiente de flambagem da alma,
dado por:
• Para almas não enrijecidas com h/tw < 260 → kv = 5
• Para almas enrijecidas → )²/(
55
hakv +=
kv = 5 quando 0,3/ >ha ou a / h
2
)/(
260
>
wth
sendo:
a = distância livre entre enrijecedores transversais
h = distância livre entre mesas
3.2. Dimensionamento de soldas
Para resistência do metal de adição (solda), no capítulo J, Design of Connections,
temos que a resistência nominal de soldas submetidas às tensões de cisalhamento é dada por:
Rn = 0,6 x Fweld x Aweld
onde:
Fweld = resistência do metal de adição, normalmente tomada como igual a 485 MPa
(para eletrodo E70XX)
Aweld = área da seção resistente da solda, obtida pela garganta efetiva (tw) multiplicada
pelo seu comprimento total (Lweld). A garganta efetiva corresponde a menor distância que une
as partes soldadas, sendo medida da raiz da solda até a face desta, ortogonalmente.

7
Adicionalmente, as Tabelas 01 e 02 abaixo apresentam as dimensões mínimas para a
garganta de soldas de penetração parcial e para filetes de solda, respectivamente, em função
da chapa mais fina a ser soldada:
Tabela 01 – Garganta mínima para soldas de penetração parcial (PJP)
(Fonte: ANSI/AISC 360-10, Capítulo J)
Tabela 02 – Tamanho mínimo para soldas de filete
(Fonte: ANSI/AISC 360-10, Capítulo J)
O conhecimento da teoria apresentada neste capítulo é de fundamental importância
para o entendimento da metodologia e resultados que serão apresentados adiante.
4. METODOLOGIA E APRESENTAÇÃO DOS RESULTADOS
Normalmente, para os carregamentos usuais de projeto o esforço cortante não é o
maior responsável pelo dimensionamento dos elementos, o que significa dizer que a alma do
perfil nem sempre está submetida a grandes solicitações. Independente disto, as soldas de

8
composição dos perfis, sejam elas de filete ou de penetração parcial com reforço de filete,
devem ser dimensionadas seguindo dois critérios, a saber:
• de maneira que possam resistir ao esforços atuantes; e
• respeitando as dimensões mínimas dadas nas Tabelas J2.3 e J2.4.
De maneira geral, as soldas mínimas de filete especificadas em norma atendem aos
esforços solicitantes.
No entanto, há muitos casos onde o esforço cortante pode ser elevado, principalmente
em obras onde há grandes carregamentos concentrados provenientes de equipamentos, dutos,
tubulações, entre outros. Elevados carregamentos pontualmente aplicados em vigas podem
gerar grandes esforços cortantes nestas; vigas com comprimentos relativamente curtos,
apoiadas ou em balanço, também podem ter elevados esforços cortantes. E para estes casos é
que se propõe o presente estudo, no qual será comprovado que a partir de uma determinada
dimensão de solda de filete a sua substituição por soldas de penetração parcial com reforço de
filete, mostra-se bastante vantajosa.
Para comprovar a afirmação acima, consideremos a situação típica abaixo de uma
solda de filete para composição de um perfil:
Figura 04 – Solda de filete entre mesa e alma de perfil soldado
(Fonte: O autor)
9
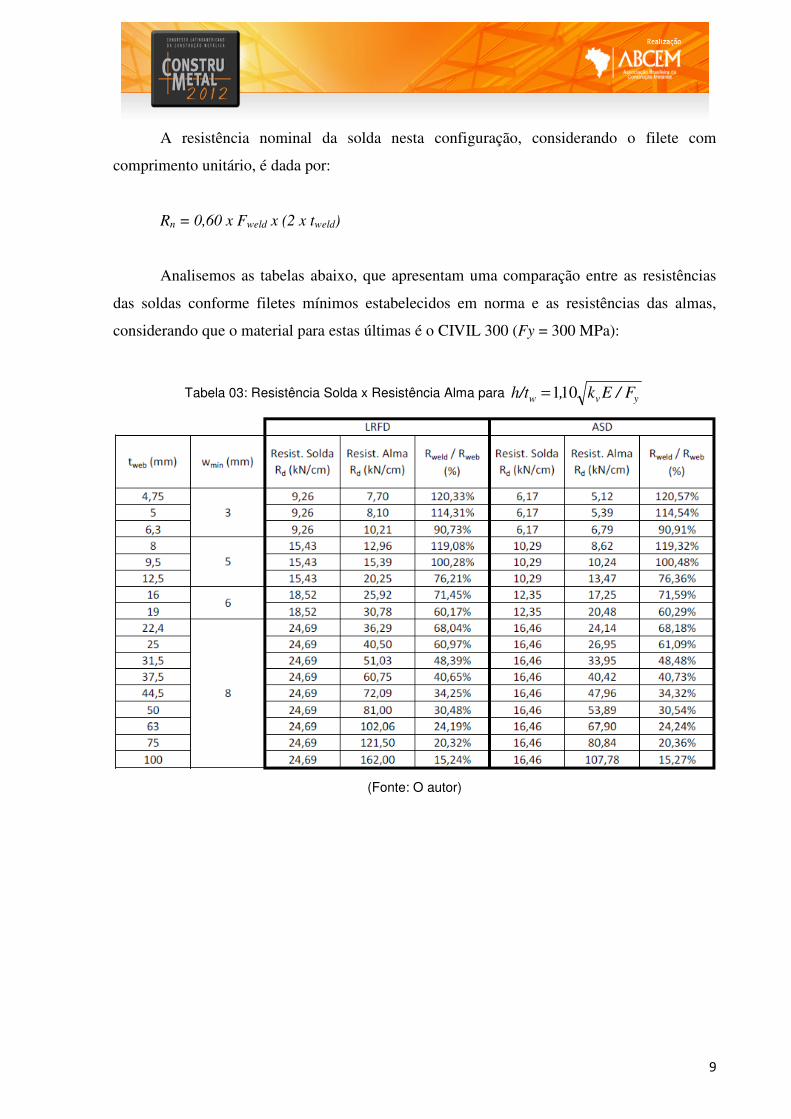
A resistência nominal da solda nesta configuração, considerando o filete com
comprimento unitário, é dada por:
Rn = 0,60 x Fweld x (2 x tweld)
Analisemos as tabelas abaixo, que apresentam uma comparação entre as resistências
das soldas conforme filetes mínimos estabelecidos em norma e as resistências das almas,
considerando que o material para estas últimas é o CIVIL 300 (Fy = 300 MPa):
Tabela 03: Resistência Solda x Resistência Alma para yvw E / Fk,h/t 101=
(Fonte: O autor)

10
Tabela 04: Resistência Solda x Resistência Alma para yvw E / Fk,h/t 371=
(Fonte: O autor)
Observa-se, através dos resultados, que quanto mais finas são as chapas de alma, mais
resistente é a solda quando comparada à resistência do metal base, o que nos permite concluir
que as soldas mínimas estabelecidas em norma para as chapas mais finas possuem
praticamente a mesma resistência destas quando submetidas às tensões de cisalhamento, ou
nos casos extremos, são até superiores.
Podemos concluir também que para os aços mais resistentes, o CIVIL 350 (Fy = 350
MPa), por exemplo, esta equivalência entre resistência da solda e resistência do metal base
tende a diminuir, uma vez que as almas apresentarão maior resistência. Para estes casos, ainda
podemos afirmar que as soldas mínimas estabelecidas em normas estão bem dimensionadas.
No entanto, cabe uma atenção especial ao especificá-las.
Outro ponto a destacar é que a medida que a esbeltez da alma aumenta, a sua
resistência ao cisalhamento diminui e, por consequência, as soldas mínimas especificadas em
norma passam a ter resistências muito superiores às resistências da alma. Porém, os filetes
mínimos devem ser sempre respeitados.
No caso das chapas mais grossas, a resistência da solda passa a não ser mais tão
próxima da resistência da alma do perfil. E a partir daí, na hipótese dos elevados
carregamentos supostos anteriormente, pode-se ter esforços cortantes mais próximos à
11
resistência da alma, aumentando, por consequência, o tamanho dos filetes de solda. Com isso,
a tendência é que tenhamos soldas maiores e, como principal objetivo deste trabalho,
pretende-se mostrar que estas soldas de filete, quando maiores de 8 mm, são bem mais
onerosas para os fabricantes se comparadas às soldas de penetração parcial com reforço de
filete de mesma resistência, sendo que a sua substituição apresenta-se bastante vantajosa sobre
o ponto de vista técnico e econômico.
Os resultados que serão apresentados na sequência consideram a execução das soldas
de composição dos perfis soldados pelo processo automatizado do tipo SAW (Submerged
Arc).
Figura 05 – Execução de solda de composição pelo processo SAW
(Fonte: O autor)
As máquinas de perfil soldado que serviram de base para este estudo trabalham com os
seguintes limites operacionais:
• Altura máxima do perfil a ser soldado (d): 1.800 mm
• Largura máxima da mesa (bf) do perfil a ser soldado: 700 mm
• Velocidade máxima de avanço do bico de solda: 1.375 mm/min, com variação em
função do tamanho do filete a ser executado, bitola e tipo do arame de solda, entre
outros.

12
Tabela 05 e 06: Velocidades de avanço para execução de soldas
VELOCIDADE MÉDIA DE AVANÇO
VELOCIDADE MÉDIA DE AVANÇO
SOLDAS DE FILETE
SOLDAS DE PENETRAÇÃO PARCIAL COM REFORÇO DE FILETE
Dimensão da
perna (mm)
Velocidade
(mm/min)
Dimensão da
perna (mm)
Velocidade
(mm/min)
3 1.300
3 1.350
4 1.250
4 1.300
5 1.200
5 1.250
6 1.000
6 1.100
7 750
7 900
8 650
8 750
(Fonte: O autor)
Com relação aos chanfros necessários para execução das soldas tipo de penetração
parcial, em chapas com espessura até 37,5 mm os mesmos são projetados, sempre que
possível, com até 8 mm, pois nesta dimensão a chanfradeira pode realizar o trabalho em um
único passe. Independente desta condição deve-se respeitar a garganta mínima estabelecida
para as soldas de penetração parcial, conforme tabela J2.3 do manual do AISC.
O avanço máximo da chanfradeira é de 2.000 mm/min, variando também em função
do tamanho do chanfro a ser executado, conforme tabela abaixo:
Tabela 07: Velocidade de avanço para execução dos chanfros
VELOCIDADE MÉDIA DE AVANÇO
CHANFRADEIRA
Dimensão do
chanfro (mm)
Velocidade
(mm/min)
3 1.950
4 1.950
5 1.900
6 1.750
7 1.550
8 1.300
(Fonte: O autor)

13
A operação de chanfro é realizada individualmente para cada quina do perfil, sendo
que para a alma de um perfil com chanfro duplo são necessários, no mínimo, 4 passes.
Figura 06 – Execução do processo de chanfro simples
(Fonte: O autor)
Para que as hipóteses aqui apresentadas sejam válidas, em função das dimensões dos
bancos de montagem e máquinas de soldagem à arco submerso, foi considerado que os perfis
soldados tem altura interna mínima (dimensão “h”) de 240 mm, para que a solda de
composição possa ser realizada com 2 filetes simultâneos por passe de máquina (um em cada
mesa). Nos casos onde esta dimensão “h” for menor do que 240 mm, só é possível realizar 1
filete por passe de máquina.
Em função de uma série de parâmetros operacionais, tais como, espessuras de chapa,
ângulo de chanfro, necessidade de pré-aquecimento, corrente, tensão e velocidade de
soldagem, entre outros, as soldas de composição do tipo filete são realizadas seguindo os
critérios abaixo:
• Para soldas de filetes até 8 mm: 1 passe;
• Para soldas de filetes de 9 a 11 mm: 2 passes;
• Para soldas de filetes de 12 a 14 mm: 3 passes;
• Para soldas de filetes de 15 e 16 mm: 4 passes;
No caso de soldas de penetração parcial com reforço de filete, em função dos mesmos
parâmetros acima mencionados, as mesmas são realizadas seguindo os critérios abaixo:
14
• Para soldas com chanfro e filete de mesma dimensão, até 11 mm: 2 passes;
• Para soldas com chanfro e filete de mesma dimensão, de 12 a 16 mm: 3 passes;
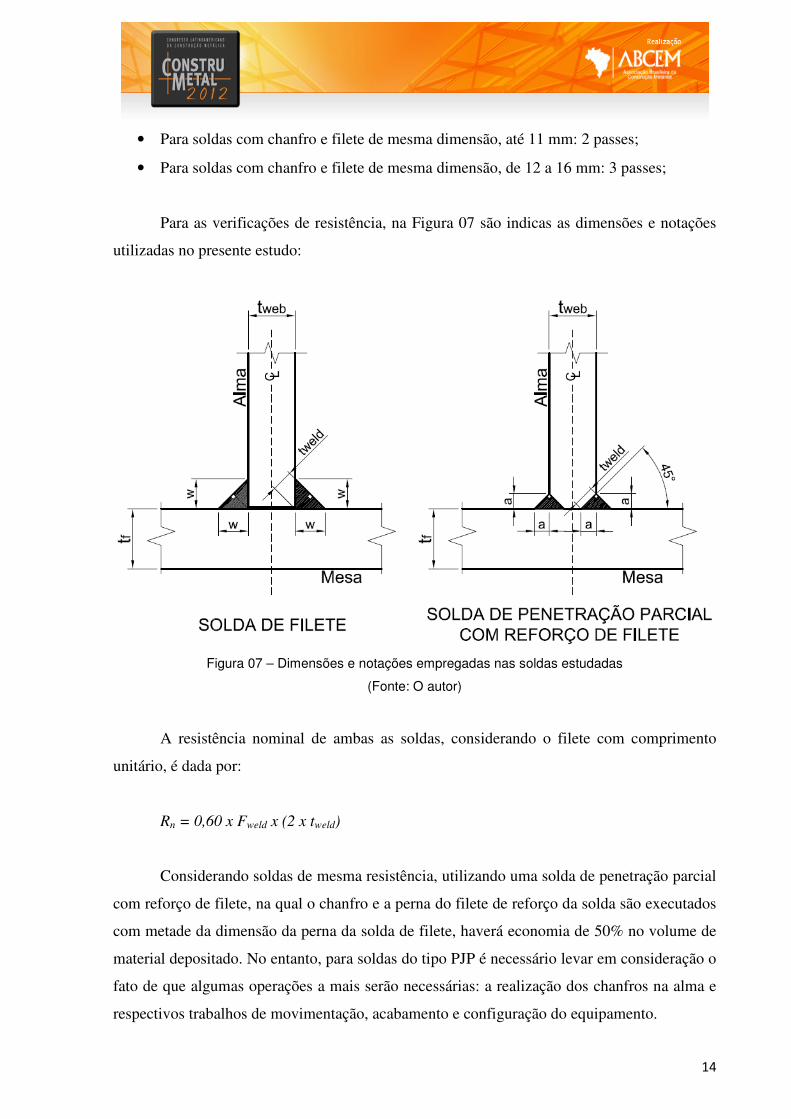
Para as verificações de resistência, na Figura 07 são indicas as dimensões e notações
utilizadas no presente estudo:
Figura 07 – Dimensões e notações empregadas nas soldas estudadas
(Fonte: O autor)
A resistência nominal de ambas as soldas, considerando o filete com comprimento
unitário, é dada por:
Rn = 0,60 x Fweld x (2 x tweld)
Considerando soldas de mesma resistência, utilizando uma solda de penetração parcial
com reforço de filete, na qual o chanfro e a perna do filete de reforço da solda são executados
com metade da dimensão da perna da solda de filete, haverá economia de 50% no volume de
material depositado. No entanto, para soldas do tipo PJP é necessário levar em consideração o
fato de que algumas operações a mais serão necessárias: a realização dos chanfros na alma e
respectivos trabalhos de movimentação, acabamento e configuração do equipamento.

15
Abaixo são apresentadas as conclusões do estudo visando a substituição de soldas de
filete maiores de 8 mm por soldas de penetração parcial com reforço de filete:
Tabela 08 – Estudo comparativo Solda de Filete 10 mm x Solda PJP com reforço de filete
(Fonte: O autor)
Tabela 09 – Estudo comparativo Solda de Filete 12 mm x Solda PJP com reforço de filete
(Fonte: O autor)

16
Tabela 10 – Estudo comparativo Solda de Filete 14 mm x Solda PJP com reforço de filete
(Fonte: O autor)
Tabela 11 – Estudo comparativo Solda de Filete 16 mm x Solda PJP com reforço de filete
(Fonte: O autor)
Observações:
� Todos os valores acima apresentados estão sem impostos.
� O valor em R$/h dos profissionais envolvidos nas atividades considera a média
praticada no estado do Paraná.

17
5. CONCLUSÕES
Este estudo mostra que, para soldas de filete superiores a 8 mm, as soldas de
penetração parcial (PJP) com reforço de filete na configuração apresentada gera economia
considerável, independente da necessidade adicional de preparação da alma dos perfis
(chanfro), motivo que justifica uma análise criteriosa ao especificar soldas de filete com
dimensões superiores a 8 mm.
Cabe ressaltar que as atividades que são comuns aos dois processos (movimentação,
preparação, ponteamento, etc.) não foram computadas, cabendo a comparação somente no que
diz respeito às atividades específicas para cada um deles.

18
REFERÊNCIAS BIBLIOGRÁFICAS
AMERICAN INSTITUTE OF STEEL CONSTRUCTION. ANSI/AISC 360-10:
Specification for Structural Steel Buildings. Chicago: AISC, 2010.
AMERICAN WELDING SOCIETY. ANSI/AWS D1.1/D1.1M: 2004: Structural Welding
Code – Steel, 19th Edition. Miami, Florida: AWS, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6022: Informação e
documentação - Artigo em publicação periódica científica impressa - Apresentação. Rio de
Janeiro: ABNT, 2003.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6023: Referências -
elaboração. Rio de Janeiro: ABNT, 2002.
TIMOSHENKO, S. Resistência dos Materiais; Traduzido por José Rodrigues de Carvalho.
Rio de Janeiro: Ao Livro Técnico, 1974







