
ESTUDO DE CASO SOBRE
ALTERAÇÕES NO ARRANJO FÍSICO
EM UMA INDÚSTRIA DE CONFECÇÃO
DO SUDOESTE DO PARANÁ
Edecir Gaspar da Silva Junior (UNISEP )
Franciele Ani Caovilla Follador (UNIOESTE )
Jose Aluizio Geraldo Junior (UNISEP )
EVERTON LUIZ VIEIRA (UNISEP )
Estamos vivenciando nos últimos anos uma disputa acirrada quanto ao
aumento da qualidade juntamente com a melhoria dos processos em
meio a uma competitividade concorrencial que tende a minimizar as
forças de seus concorrentes. Em meio a estta situação melhorias
internas de processo e fluxo de operações podem representar
resultados importantes frente à competitividade do mercado. O
presente estudo de caso aborda a implantação de um novo arranjo
físico em uma indústria de confecções situada em Francisco Beltrão -
PR, que passou por alterações em seu layout entre o período de
setembro à novembro de 2012 e obteve melhores resultados
decorrentes das modificações das disposição de equipamentos
conjuntamente com a implantação de estudo de tempos e métodos, a
criação de células de produção, a análise de desenvolvimento e
rendimento da produção aliada com melhorias de qualidade durante o
processo. Para elaboração do estudo foram realizadas visitas
periódicas a empresa e efetuado o levantamento de dados para a
construção do mesmo, sendo perceptível que as mudanças efetuadas
afetaram a produção significativamente.
Palavras-chaves: leiaute, melhoria de processo, produção
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
2
1. Introdução
Em meio a um ambiente de mercado onde a concorrência entre as empresas ocorre por
intermédio de detalhes e vantagens competitivas, os ajustes nos processos internos da
organização são fundamentais para a obtenção dos resultados esperados.
Melhorias no processo produtivo passam a ser necessárias se a empresa tem por objetivo
tornar-se competitiva e obter melhores resultados quanto ao lucro da empresa.
Se tratando de mudanças, as alterações de leiaute e arranjo dos equipamentos é uma das
alternativas possíveis para redução dos desperdícios e construção de um fluxo de
movimentações mais simples e de fácil entendimento.
O presente estudo de caso visa abordar os retornos obtidos após a alteração do arranjo de
máquinas e equipamentos em uma fábrica de confecções localizada no município de
Francisco Beltrão PR.
Apenas mudar os equipamentos não garantirá benefícios esta modificação deve ser analisada
e definida maximizando o aproveitamento de espaço disponível na indústria.
Segundo Taylor (1990) a maior prosperidade decorre da maior produção possível dos homens
e máquinas do estabelecimento, isto é, quando cada homem e cada máquina oferecem o
melhor rendimento possível.
Para que fosse possível melhoria nos resultados que a fábrica vinha alcançando, além das
mudanças quanto ao posicionamento de máquinas, ferramentas administrativas foram
implantadas para obtenção de resultados mais satisfatórios conjuntamente à ferramentas de
controle de qualidade.
Desta forma o objetivo do estudo realizado é analisar as modificações efetuadas na disposição
das maquinas e equipamentos, bem como as demais ferramentas que foram introduzidas na
produção e apresentar os resultados obtidos por intermédio das mesmas.
2. Fundamentação Teórica
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
3
2.1. O grupo
O Grupo XY, empresa paranaense, localizada em Francisco Beltrão PR, atua no mercado de
confecções há 35 anos, sendo que nos últimos 12 anos implantou unidades de produção
própria, possuindo uma grande carteira de clientes em todo o Brasil e no Mercosul. Sua visão
de mercado é a inovação, desta forma vem conquistando a cada dia novos clientes,
produzindo marcas próprias e private label, para as grandes marcas nacionais.
De acordo com Plath et al. (2011), private label, é o processo de terceirização para magazines,
sendo que a empresa contratada irá produzir para que seu produto seja apresentado pela marca
de outra empresa.
O grupo XY possui quatro marcas próprias que são distribuídas entre:
Marca 1, linhas social e casual;
Marca 2, linhas masculinas social e casual;
Marca 3,voltada para o público jovem;
Marca 4, primeira marca voltada para o publico feminino, sendo social e casual.
Possui em sua estrutura, um centro de negócios na região centro-oeste do país, três unidades
fabris, um centro de distribuição e controle, denominado Matriz. Em Francisco Beltrão PR
estão localizadas uma indústria e a Matriz, uma unidade fabril em Enéas Marques e outra em
Santa Izabel do Oeste. Têm por fornecedoras de tecidos e aviamentos indústrias brasileiras, e
também realiza importações do Peru e China.
Visando alcançar maior produtividade e aproveitamento dos recursos, bem como atender os
novos clientes conquistados com a qualidade de seus produtos, o grupo iniciou em Setembro
de 2012 várias operações administrativas que resultaram em melhorias em suas unidades.
Estas conquistas tornaram-se possíveis a partir de alterações no arranjo físico, sendo a
primeira unidade a receber as melhorias a Filial IV, que é nosso foco de Estudo.
2.2. A filial
A Filial IV possui uma área construída de 600m² sendo que, a área destinada para a produção
de confecções é de 500m², localizada na cidade de Francisco Beltrão PR, está situada em
prédio industrial localizado em uma área destinada pela Prefeitura local para o
desenvolvimento da atividade.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
4
O inicio das atividades desta filial ocorreu em Julho de 2011, quando o Grupo XY realizou a
compra de uma empresa que já realizava a prestação de serviços para o grupo em questão.
Desde então foi regida pela matriz que indicou uma pessoa para gerenciar as questões
administrativas da filial.
A unidade é composta por 100 colaboradores, distribuídos entre os vários setores da indústria
desde o recebimento do material, até a expedição das mercadorias prontas.
Têm em seu mix de produção camisas sociais femininas, masculinas e infantis, sendo elas de
manga curta e manga longa, com as mais variadas cores e detalhes que juntamente com a
qualidade dos tecidos compõe a beleza e o diferencial dos produtos.
A produção da unidade é regida pela central a Matriz onde está localizado o setor de PCP –
Planejamento e Controle da Produção, que de acordo com Chiavenato (2005) este setor tem
por finalidade aumentar a eficiência e a eficácia do processo produtivo da empresa. Sendo
uma dupla finalidade de atuar sobre os meios de produção no sentido de aumentar a eficiência
e cuidar para que os objetivos de produção sejam plenamente alcançados a fim de aumentar a
eficácia. Para isso o PCP tem as funções de: planejar a produção e controlar o seu
desempenho.
A filial recebe todo o cronograma e materiais para produção da Matriz, que por intermédio de
transporte do grupo faz a entrega das ordens e dos componentes que serão necessários para
produzir. Sua produção se refere a mercadorias que já foram negociadas com o cliente, logo
caracterizando um sistema de produção puxada. Desta forma logo após a conclusão da ordem
a mercadoria é transportada até a Matriz de onde será encaminhada aos clientes.
Além da produção a filial conta com um setor de administrativo para efetuar as contratações e
demissões, pagamento de salários, bem como repassar as metas e os objetivos da Matriz para
os encarregados pela produção.
2.3. Arranjo físico
O arranjo físico se refere ao planejamento do espaço físico a ser ocupado e representa a
disposição de máquinas e equipamentos necessários à produção dos produtos/serviços da
empresa (CHIAVENATO, 2005).
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
5
Desta forma Cury (2007) nos descreve que o arranjo físico corresponde à alocação dos
diversos postos, centros de trabalho nos espaços disponíveis na organização tendo que
envolver além de melhor adaptar as pessoas ao ambiente de trabalho, segundo as atividades
realizadas, a arrumação dos móveis, equipamentos máquinas e matérias primas.
De acordo com Moreira (2011), as decisões sobre arranjo físico afetam a capacidade de
instalação e a produtividade das operações, implicam no dispêndio de consideráveis somas em
dinheiro e podem representar elevados custos.
Para Corrêa e Corrêa (2011) arranjo físico é, acima de tudo, apoiar a estratégia competitiva da
operação. Desta forma sendo necessário haver um alinhamento entre as características do
arranjo físico pretendido com as prioridades estratégicas da organização.
Em toda melhoria do arranjo de máquinas e equipamentos, irá existir sempre uma
preocupação básica, que de acordo com Moreira (2011), é tornar fácil e suave o movimento
do trabalho por meio do sistema, podendo ser movimento, fluxo de pessoas ou de materiais.
A forma de se retratar o arranjo físico, segundo Chiavenato (2005), é por meio de layout
(palavra inglesa, layout, que significa esquematizar, dispor, ordenar). Leiaute é o gráfico que
apresenta a alocação espacial, a localização das máquinas e equipamentos ou as seções
envolvidas e a sua área ocupada.
Uma boa disposição de móveis e equipamentos faculta maior eficiência aos fluxos de trabalho
e uma melhoria na própria aparência do local (CHILENATO FILHO, 1987).
Mostra o arranjo físico de máquinas, homens e materiais, procurando a melhor combinação
dos três: operações das máquinas, produtividade do trabalho e o fluxo de materiais
(CHIAVENATO, 2005).
3. Metodologia
Para o desenvolvimento do estudo foi realizada pesquisa bibliográfica e um levantamento
qualitativo e quantitativo, juntamente com visitas periódicas a empresa em estudo, com o
objetivo de salientar o que acarretou ao processo as mudanças realizadas. O estudo foi
desenvolvido entre os meses de Fevereiro a Abril de 2013, na cidade de Francisco Beltrão PR.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
6
Entre as unidades do Grupo XY, o estudo esta focado na Filial IV, por ter sido está a primeira
empresa pertinente ao mesmo, a receber as mudanças, sendo está localizada em Francisco
Beltrão PR.
No que tange a análise qualitativa, a abordagem de opiniões sobre como era o processo, a
disposição do arranjo físico e o fluxo de trabalho foram fundamentais para coleta de tais
informações, já se tratando de quantitativo uma pesquisa foi aplicada ao setor administrativo
da filial com intuito de obter os dados históricos da produção antes às alterações e os
resultados obtidos com novas ferramentas incluídas juntamente com a alteração do arranjo.
Para elaboração dos gráficos de arranjo físico inicial, foi efetuado um levantamento de
informações com os colaboradores que possuem cargos de encarregados para que os mesmos
pudessem descrever como estava disposto o maquinário e o espaço da produção.
Tendo em vista que não havia controle efetivo da produção o parâmetro de analise da
produção mensal foi coletado junto ao PCP, localizado na matriz, que concedeu dados
referentes às remessas de produtos prontos enviados a Matriz.
4. Estudo de Caso
Após a pesquisa conjuntamente com as visitas realizadas na empresa pode-se observar alguns
pontos relevantes que ocorreram na mudança entre o arranjo inicial da mesma e seu arranjo
atual, sendo que estes estão descritos e apresentados no estudo.
4.1. O arranjo físico inicial
O primeiro arranjo físico da empresa foi planejado a partir de uma abordagem experimental,
que é definida por LEE (1998) como, instalações com base na experiência passada, bom senso
e instinto. Desta forma decorrente a ser baseado no passado geralmente não abrange as novas
tecnologias e tendem a não obter um bom aproveitamento dos recursos.
Inicialmente a Filial IV dispunha de um leiaute apresentado na Figura 1 que não aperfeiçoava
sua capacidade produtividade e sendo a alocação física dos equipamentos fundamental para
melhorar as condições de produtividade, obtinha espaços ociosos e muita movimentação
durante o processo.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
7
Figura 1 - Arranjo e movimentações iniciais
Fonte: Próprio autor
O arranjo inicial continha a necessidade de movimentadores, funcionários específicos para
levar os produtos de um ponto da produção ao outro. Não possuía um sistema de estudo de
tempo métodos, por conseguinte não realizava controle de dados quanto à qualidade, não
permitia a comparação da eficiência das operações e encontrava-se de forma desorganizado.
Segundo LEE (1998), o planejamento baseado na experiência aproveita o rico conhecimento
dos que já trabalharam na empresa, entretanto este planejamento baseado em experiência
possui limitações e normalmente é desorganizado.
Cury (2007) descreve como objetos de um projeto de leiaute, a otimização das condições de
trabalho de pessoal, a racionalização das tramitações de processos, aproveitamento de todo o
espaço útil disponível, redução e minimização da movimentação de pessoas, produtos,
materiais dentro da ambiência organizacional.
4.2. O Arranjo Atual
Juntamente com as alterações de arranjo físico foram implementadas algumas medidas,
ferramentas para obtenção de melhores resultados, bem como seu controle para

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
8
desenvolvimento de histórico que possibilite o desenvolvimento de indicadores que auxiliem
na tomada de decisões futuras.
Corrêa e Corrêa (2011), nos diz que um bom projeto de arranjo físico pode visar tanto
eliminar atividades que não agreguem valor, como enfatizar atividade que agreguem.
Minimizar custos de manuseio e movimentações internas, utilizar o espaço físico disponível
de forma eficiente, facilitar acesso visual, incorporar medidas de qualidade e reduzir tempos
de ciclo garantindo fluxo e sendo coerente com a estratégia.
O fluxo foi aperfeiçoado reduzindo as movimentações na área de produção, não sendo mais
necessária a presença de movimentadores exclusivos, sendo está função desenvolvida pelos
abastecedores.
Segundo Slack et. al. (2006) varias operações projetam arranjos físicos mistos, que combinam
elementos de alguns ou todos os tipos básicos de arranjo físico. Isto pode ser visualizado na
disposição atual que conta células e produção em linha trabalhando conjuntamente.
As células de trabalho são pequenas unidades de trabalho, com várias máquinas ou operações.
Os equipamentos e as pessoas ficam juntos em uma disposição compacta e sequencial (LEE,
1998).
No leiaute pelo produto definido por Cury (2007), os equipamentos são dispostos ao longo de
uma linha, seguindo a sequência das operações, levando o material ou a matéria-prima, de
uma extremidade, a se movimentar lentamente ao longo desses equipamentos, sendo
trabalhado sucessivamente até a última ação do produto, na outra extremidade da linha.
A Figura 2 mostra o como ficou disposto o arranjo e as modificações que ocorreram quanto à
movimentação. No arranjo físico atual, foi demarcado o setor de corte, a célula de
preparações, duas células de montagem das peças com fluxo contínuo, o setor de botões,
acabamentos e a expedição.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
9
Figura 2 - Arranjo e movimentações atuais
Fonte: Próprio autor
A minimização dos desperdícios também foi abordada para a implantação do arranjo atual,
tendo por base que a redução dos desperdícios leva ao aumento dos lucros, foi introduzido na
filial um setor para desenvolver o estudo de tempos e métodos para realizar o balanceamento
da produção.
Para tal uma funcionária que conhecia o processo foi encaminhada à treinamento para receber
instruções de como realizar a coleta de dados e trabalhar com as informações. De acordo com
Drucker (2002) os limites para a “realização” de qualquer processo são estabelecidos pelo
recurso mais escasso, que chamamos de tempo. Desta forma conhece-los e identifica-los é
fundamental.
O desenvolvimento do estudo de tempos e métodos auxiliou na construção de um fluxograma
de processo. Oportunizando melhor visualização sobre o fluxo dos materiais e suas
respectivas etapas durante a produção. Na figura 3 está a representação de como ficou o
fluxograma de processos da Filial IV.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
10
Figura 3 - Fluxograma do processo de produção
Fonte: Próprio Autor
Com os dados coletados com o setor de cronoanalise foi possível desenvolver um analise
quanto ao tempo médio total de operações realizadas nos setores de preparações, montagem e
acabamentos. A Figura 4 apresenta o tempo médio total de operações por setor, tendo em
vista o tempo médio das operações realizadas entre cada setor e apresentado um tempo total
médio nos três setores de um pouco mais que 1 hora e 7 minutos.
Figura 4 - Tempo médio total de operações por setor em minutos
Fonte: Próprio Autor

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
11
Até a data do estudo não era realizada a cronometragem dos tempos na entrada do material,
do corte dos tecidos, da etiquetagem e da fusionagem. No primeiro momento foi intensificado
o estudo das operações que estão diretamente ligadas a produção.
Bom desempenho de qualidade em uma operação não apenas leva a satisfação de
consumidores externos, tornando mais fácil a vida das pessoas envolvidas na operação.
Satisfazer aos clientes internos pode ser tão importante quanto satisfazer aos consumidores
externos (SLACK et. al, 2006).
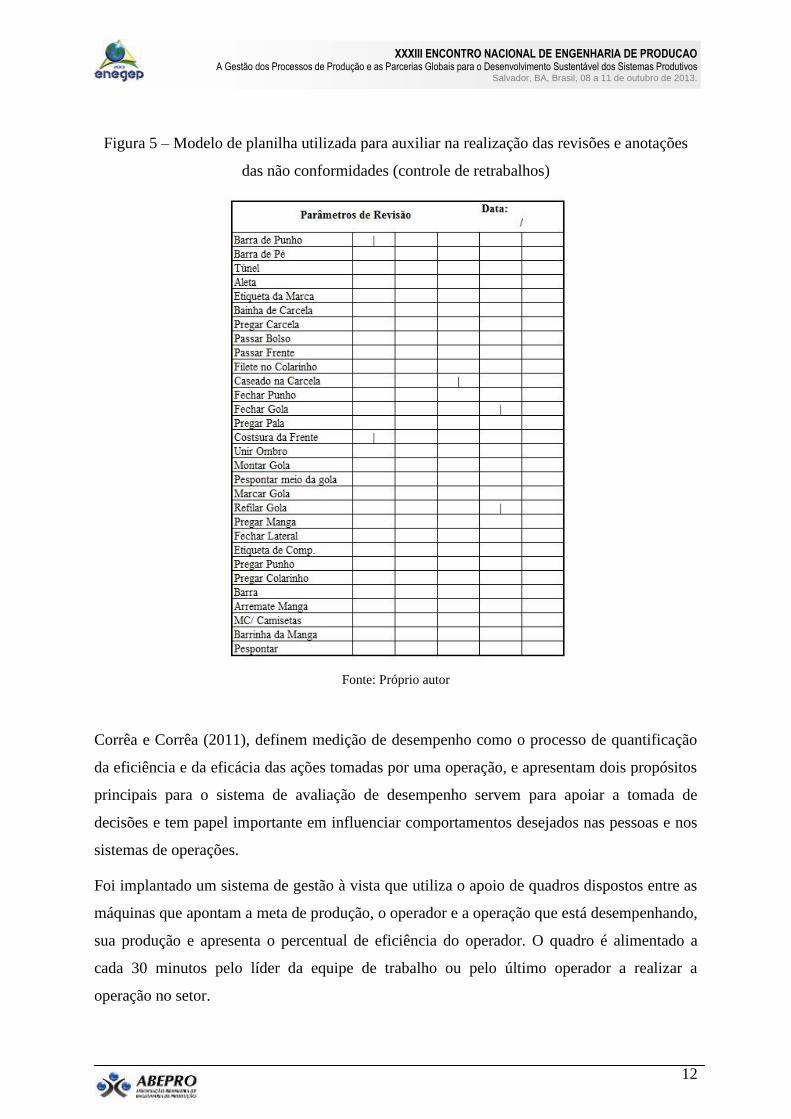
Junto ao processo de revisão foi acrescentada uma planilha para identificar quais são os
pontos que mais ocorrem falhas durante a produção, acarretando em retrabalho, sendo que se
identificada à falha a pessoa responsável pela vistoria ira destinar a peça para o ponto da
produção que irá efetuar o conserto. Após o preenchimento da planilha ele é encaminhado
para a supervisora da qualidade que irá realizar os lançamentos dos dados.
A supervisora da qualidade após realizar o lançamento irá controlar quais as operações estão
ocorrendo retrabalho, falhas e desta forma poder verificar qual o motivo que está acarretando
nas não conformidades. A Figura 5 mostra o modelo de planilha que passou a ser utilizado
pelos responsáveis da revisão das peças após as células de montagem.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
12
Figura 5 – Modelo de planilha utilizada para auxiliar na realização das revisões e anotações
das não conformidades (controle de retrabalhos)
Fonte: Próprio autor
Corrêa e Corrêa (2011), definem medição de desempenho como o processo de quantificação
da eficiência e da eficácia das ações tomadas por uma operação, e apresentam dois propósitos
principais para o sistema de avaliação de desempenho servem para apoiar a tomada de
decisões e tem papel importante em influenciar comportamentos desejados nas pessoas e nos
sistemas de operações.
Foi implantado um sistema de gestão à vista que utiliza o apoio de quadros dispostos entre as
máquinas que apontam a meta de produção, o operador e a operação que está desempenhando,
sua produção e apresenta o percentual de eficiência do operador. O quadro é alimentado a
cada 30 minutos pelo líder da equipe de trabalho ou pelo último operador a realizar a
operação no setor.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
13
Decorrente a tais modificações e a utilização das ferramentas citadas, podemos observar o
histórico e a evolução da produção, conforme a Figura 6, que aborda a produção diária média
de Setembro de 2011 à Janeiro de 2013 dada as diferentes épocas do ano.
Ainda é possível observar que após o mês de Setembro de 2012, que marcou o inicio das
alterações no arranjo físico obteve-se um aumento considerável da produção, garantindo no
mês de Outubro um recorde com produção média de 785 unidades por dia.
Assim como ocorreu em 2011 os meses de Novembro e Dezembro, são marcados por uma
desaceleração produtiva decorrente as vésperas do período de férias e a redução de pedidos
dos clientes que já o realizaram até Novembro.
As férias coletivas da filial que retornaram as atividades em meados do mês de Janeiro estima
ser o fator que corresponde aos resultados do mês, onde decorrente a perca do ritmo os dados
obtidos demostram redução na média diária.
Figura 6 - Evolução da produção
Fonte: Próprio autor
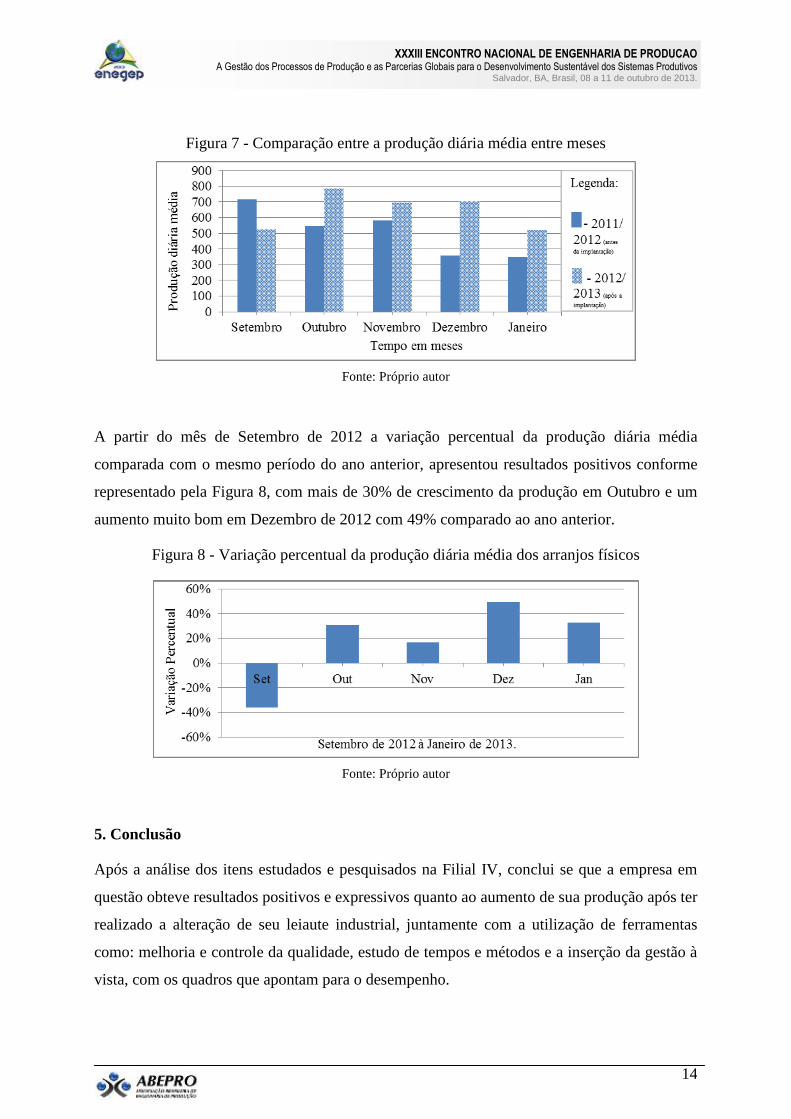
Já a Figura 7 nos mostra que apenas no mês de Setembro de 2012, mês da implantação, não
obteve maior produção do que o ano de 2011, tendo uma redução de produção diária média de
26% decorrente aos treinamentos realizados e alteração dos equipamentos Nos demais meses
conforme disposto na Figura 7 a produção sempre esteve acima do que do mesmo período do
ano de 2011. Para o mês de Janeiro foi tomado como base os anos de 2012 e 2013 para a
realização das comparações.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
14
Figura 7 - Comparação entre a produção diária média entre meses
Fonte: Próprio autor
A partir do mês de Setembro de 2012 a variação percentual da produção diária média
comparada com o mesmo período do ano anterior, apresentou resultados positivos conforme
representado pela Figura 8, com mais de 30% de crescimento da produção em Outubro e um
aumento muito bom em Dezembro de 2012 com 49% comparado ao ano anterior.
Figura 8 - Variação percentual da produção diária média dos arranjos físicos
Fonte: Próprio autor
5. Conclusão
Após a análise dos itens estudados e pesquisados na Filial IV, conclui se que a empresa em
questão obteve resultados positivos e expressivos quanto ao aumento de sua produção após ter
realizado a alteração de seu leiaute industrial, juntamente com a utilização de ferramentas
como: melhoria e controle da qualidade, estudo de tempos e métodos e a inserção da gestão à
vista, com os quadros que apontam para o desempenho.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
15
Durante o processo das mudanças não foi identificada um nível de resistência relevante por
parte dos colaboradores. Acredita-se que a quebra de paradigmas ocorreu com o entendimento
coletivo da necessidade de modificações no sistema, que revelava suas falhas.
Identificou-se que decorrente as implantações terem ocorrido recentemente ainda é percebível
a necessidade de familiarização com as novas medidas adotadas, sendo o treinamento do
pessoal essencial para que gere tal entendimento das atividades e possam desenvolver
melhorias para as operações.
Com a analise realizada neste estudo é percebível que um ritmo de produção deve ser mantido
para que não ocorra consideráveis variações na quantidade produzida. Estima-se que com as
mudanças efetuadas os resultados para ano de 2013 tendem a ser satisfatórios dado o histórico
já obtido.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
16
REFERÊNCIAS
CHIAVENATO, Idalberto, Administração da Produção: uma abordagem introdutória
Rio de Janeiro: Elseiver, 2005.
CHILENATO FILHO, João. O & M Integrado à Informática. Rio de Janeiro: Editora S/A,
1987.
CORRÊA, Henrique L. e CORRÊA, Carlos A. Administração da Produção e operações:
manufatura e serviços: uma abordagem estratégica, 2 ed. São Paulo: Atlas, 2011.
CURY, Antonio. Organização e Métodos: uma visão holística, 8. ed. São Paulo: Atlas,
2007.
DRUCKER, Peter Ferdinand. O melhor de Peter Drucker: obra completa, 8. ed. São
Paulo: Nobel, 2002.
LEE, Quaterman, Projeto de Instalações e do Local de Trabalho, 1 ed. São Paulo, IMAM,
1998.
MOREIRA, Daniel Augusto. Administração da Produção e Operações, 2 ed. São Paulo:
Cengage Learning, 2011.
PLATH, Andre Mathias Souza; KACHBA, Yslene Rocha; DIAS, Marcelo Capre. Gestão da
qualidade em empresas de diferentes segmentos do mercado têxtil: um estudo multicaso. In:
Encontro Nacional de Engenharia de Produção, XXXI ENEGEP, Belo Horizonte - MG.
Anais...Minas Gerais, 2011.
TAYLOR, Frederick W. Princípios da Administração Científica. 8. ed. - São Paulo: Atlas,
1990.
SLACK, Nigel; CHAMBERS, Stuart; HARLAND, Christine; Harrison Alan; JOHNSTON,
Robert; Administração da Produção. 2. ed. São Paulo, Atlas 2006.







