
COMPOSTOS DE SBR REFORÇADOS COM FIBRA ARAMIDA CURTA
S. C. de Sá1*, V. Oliveira2, M. M. de C. Forte1.
1Universidade Federal do Rio Grande do Sul.
2Instituto SENAI de Inovação em Engenharia de Polímeros.
Universidade Federal do Rio Grande do Sul – Departamento de Materiais
(PPGE3M) – Laboratório de Materiais Poliméricos (LAPOL) - Av. Bento Gonçalves,
9500 – Setor 4, Prédio 43426; Bairro Agronomia; CEP: 91.540-000 - Porto Alegre –
RS - Brasil.
RESUMO
Fibras curtas de alto desempenho, como a fibra aramida (FA), modificam a rigidez e
melhoram o comportamento elástico de elastômeros convencionais. Neste trabalho,
um composto de borracha estireno-butadieno (SBR) foi modificado com FA curta
visando a aplicação deste na fabricação de mangotes, já utilizados no transporte de
petróleo oriundo de plataformas marítimas. Foram preparados compostos de
SBR/FA com 1, 2, 3 e 5% (m/m) de fibra, com o objetivo de analisar o efeito da FA
nas propriedades do composto SBR. Os compostos foram preparados em
misturador interno e laminados em cilindro de rolo aberto, sendo a sua avaliação
feita através de ensaios físico-mecânicos, reológico, térmico e morfológico. O
processamento dos compostos SBR/FA no misturador interno se mostrou adequado,
e houve orientação longitudinal das fibras durante a laminação dos mesmos.
Observou-se um ganho real nas propriedades físico-mecânicas em relação à
densidade dos compostos SBR/FA, em comparação ao composto SBR sem FA.
Palavras-chave: SBR, Fibra Aramida Curta, Mangotes.
22º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais06 a 10 de Novembro de 2016, Natal, RN, Brasil
8455
INTRODUÇÃO
Nas últimas décadas, a indústria brasileira de petróleo e gás mostrou-se muito
promissora, tornando o Brasil praticamente autossuficiente. Devido ao fato das
reservas de petróleo estarem localizadas na costa brasileira, em regiões afastadas e
em profundidades abaixo de mil metros da lâmina de água, faz-se uso de
plataformas flutuantes para a prospecção do petróleo. O escoamento do petróleo
extraído para a costa é feito através do uso de navios aliviadores. Esta operação é
conhecida como offloading, e consiste, basicamente, na transferência de parte do
óleo e do gás natural das plataformas flutuantes para os navios aliviadores com o
auxílio de linhas de mangotes. Estes mangotes, por sua vez, devem ser flexíveis, ter
boa flutuação e devem apresentar boas propriedades mecânicas. Além disso, a
parte interna do mangote, que fica diretamente em contato com o óleo, deve ter
elevada resistência química a óleo. Os mangotes são dimensionados tendo um alto
fator de segurança, já que a ocorrência de vazamentos pode comprometer não só a
operação de transferência do óleo, mas o ecossistema local (1).
Os mangotes são fabricados a partir da sobreposição de diversas camadas de
mantas de elastômero e fibras contínuas de reforço, com posterior cura em
autoclave. Um dos elastômeros que compõem o corpo do mangote é o copolímero
estireno-butadieno, mais conhecido como SBR. O SBR está presente na camada
intermediária do mangote e é responsável por conferir boas propriedades mecânicas
ao componente (1). Cabe ressaltar que o SBR é a borracha sintética mais utilizada no
mundo e que as suas propriedades dependem diretamente do teor de estireno
presente no copolímero (2). A incorporação de fibras curtas em matrizes
elastoméricas está sendo feita com o intuito de melhorar as propriedades,
acrescentando a rigidez e resistência das fibras ao comportamento elástico do
elastômero (3).
Compostos de borracha reforçados com fibras têm sido estudados e já são
utilizados em determinadas aplicações. É possível se utilizar fibras sintéticas e
naturais para este fim, sendo que as fibras sintéticas têm sido as mais usadas, e,
dentre estas, a fibra aramida tem posição de destaque. A fibra aramida possui uma
combinação única de resistência mecânica e térmica com rigidez e tenacidade,
tornando-se, assim, uma ótima possibilidade para o reforço de polímeros (4). Um
fator importante relativo aos compostos elastoméricos reforçados com fibra é a
22º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais06 a 10 de Novembro de 2016, Natal, RN, Brasil
8456
adesão fibra-matriz. Essa adesão deve ser forte para que haja uma melhor interação
entre os componentes, resultando em aumento significativo das propriedades. Para
melhor interação fibra-matriz, a superfície da fibra aramida passa por um tratamento
prévio, antes de ser comercializada na forma de masterbatch (5,6).
O objetivo principal deste trabalho é a avaliação de compostos de SBR
reforçados com fibra aramida curta para fabricação de mangotes usados na indústria
de petróleo e gás. Assim, foram preparados compostos com teores variados de fibra
(1%, 2%, 3% e 5%) em comparação a um composto de referência. Os compostos
foram avaliados através de ensaios reológicos, térmicos, físico-mecânicos e
morfológicos. As propriedades físico-mecânicas foram uniformizadas e analisadas
com relação às densidades dos compostos.
MATERIAIS E MÉTODOS
Materiais
As matérias-primas utilizadas na fabricação dos compostos de SBR foram:
SBR 1502 (Lanxess Energizing Chemistry), negro de fumo N550 (Cabot), Kevlar®
1F724 (DuPont), óleo parafínico Flexpar 848 (QuantiQ), óxido de zinco (Votorantim),
ácido esteárico (SGS Agricultura e Indústria Ltda.), 6PPD (Northeast Auxiliary
Chemical Industry Co., Ltd.), TMQ (Lanxess Energizing Chemistry), TMTD (Meyor
Industrial Co., Ltd.), TBBS (Meyors Chemical INC Limited) e enxofre duplamente
ventilado (Phelps).
Preparação e vulcanização dos compostos
Foram preparados cinco compostos de SBR, variando-se o percentual em peso
de fibra aramida curta (fornecida na forma de masterbatch), sendo um deles a
referência. A formulação escolhida consiste em uma formulação base de SBR,
visando uma dureza em torno de 60 Shore A, com negro de fumo semi-reforçante
(para que o efeito da fibra fosse melhor observado). Os percentuais de fibra aramida
utilizados na preparação dos compostos foram 1%, 2%, 3% e 5%. A Tabela 1
apresenta a formulação de cada um dos compostos.
A preparação dos compostos foi realizada em duas etapas, sempre seguindo
uma mesma ordem de adição dos componentes e um mesmo tempo total de mistura.
22º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais06 a 10 de Novembro de 2016, Natal, RN, Brasil
8457
A primeira etapa foi realizada na câmara de mistura de um reômetro de torque
Haake Polylab com fator de enchimento de 75% e a segunda etapa consistiu na
laminação dos compostos em misturador aberto de dois rolos (Copé) para
orientação das fibras. A aceleração dos compostos, por sua vez, foi realizada na
primeira etapa, mas após o resfriamento adequado da câmara de mistura para que
não houvesse pré-vulcanização dos compostos durante o processamento.
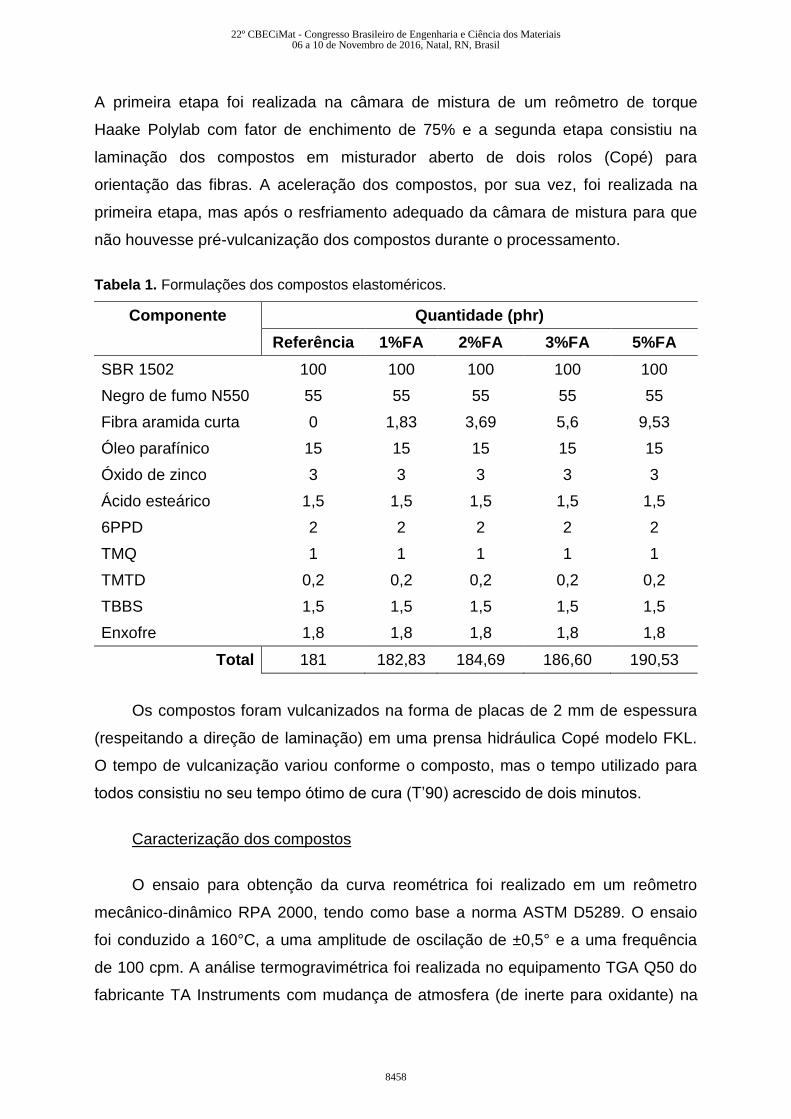
Tabela 1. Formulações dos compostos elastoméricos.
Componente Quantidade (phr)
Referência 1%FA 2%FA 3%FA 5%FA
SBR 1502 100 100 100 100 100
Negro de fumo N550 55 55 55 55 55
Fibra aramida curta 0 1,83 3,69 5,6 9,53
Óleo parafínico 15 15 15 15 15
Óxido de zinco 3 3 3 3 3
Ácido esteárico 1,5 1,5 1,5 1,5 1,5
6PPD 2 2 2 2 2
TMQ 1 1 1 1 1
TMTD 0,2 0,2 0,2 0,2 0,2
TBBS 1,5 1,5 1,5 1,5 1,5
Enxofre 1,8 1,8 1,8 1,8 1,8
Total 181 182,83 184,69 186,60 190,53
Os compostos foram vulcanizados na forma de placas de 2 mm de espessura
(respeitando a direção de laminação) em uma prensa hidráulica Copé modelo FKL.
O tempo de vulcanização variou conforme o composto, mas o tempo utilizado para
todos consistiu no seu tempo ótimo de cura (T’90) acrescido de dois minutos.
Caracterização dos compostos
O ensaio para obtenção da curva reométrica foi realizado em um reômetro
mecânico-dinâmico RPA 2000, tendo como base a norma ASTM D5289. O ensaio
foi conduzido a 160°C, a uma amplitude de oscilação de ±0,5° e a uma frequência
de 100 cpm. A análise termogravimétrica foi realizada no equipamento TGA Q50 do
fabricante TA Instruments com mudança de atmosfera (de inerte para oxidante) na
22º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais06 a 10 de Novembro de 2016, Natal, RN, Brasil
8458
temperatura de 550°C. O ensaio foi realizado da temperatura ambiente até cerca de
950°C a uma taxa de aquecimento de 20°C/min.
O ensaio de densidade dos compostos foi realizado conforme a norma ISO
2781 Método A. A dureza Shore A foi determinada de acordo com a norma ASTM
D2240 com o tempo de leitura sendo de um segundo.
O ensaio de tração-deformação foi realizado conforme a norma ASTM D412
em uma máquina de ensaios EMIC, linha DL, com corpos de prova do tipo C. A
célula de carga utilizada foi a de 1 kN e a velocidade de afastamento entre garras foi
de 500 mm/min. O ensaio foi realizado no sentido longitudinal e transversal ao de
laminação dos compostos, ou seja, ao de orientação das fibras. A microscopia
eletrônica de varredura foi realizada no microscópio eletrônico de varredura de
bancada, da marca Hitachi, modelo TM3000 com feixes de 15 keV.
RESULTADOS E DISCUSSÃO
Processamento e composição real dos compostos
A metodologia de processamento adotada para o preparo dos compostos com
fibra aramida curta se mostrou adequada, não havendo segregação dos
componentes ou degradação do elastômero SBR. Com o aumento do percentual de
fibra aramida no composto, houve um maior desenvolvimento de temperatura dentro
da câmara de mistura e o processo de laminação tornou-se mais difícil. Isso ocorreu
devido ao fato dos compostos ficarem mais secos com o aumento do percentual de
fibra, sendo difícil a obtenção de mantas finas e homogêneas dos compostos 3%FA
e 5%FA. A Figura 1 apresenta a derivada dos termogramas das amostras (DTG),
que apresenta quatro eventos. A partir das derivadas dos termogramas é possível
verificar que há um crescimento do pico referente ao terceiro evento com o aumento
do percentual de fibra no composto. Conforme a literatura, a faixa de temperatura
correspondente ao terceiro evento (em torno de 520 e 525°C) pode ser atribuída à
degradação da fibra aramida (7,8). Pelos percentuais de perda de massa referentes
ao terceiro evento dos termogramas, é possível perceber que a composição ficou
próxima a desejada, o que também valida a metodologia de processamento adotada.
Em relação aos outros eventos observados, o primeiro pode ser atribuído aos
voláteis presentes na formulação (como óleos, ácido esteárico e aceleradores); o
segundo evento corresponde à degradação da matéria orgânica (o elastômero), que
22º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais06 a 10 de Novembro de 2016, Natal, RN, Brasil
8459
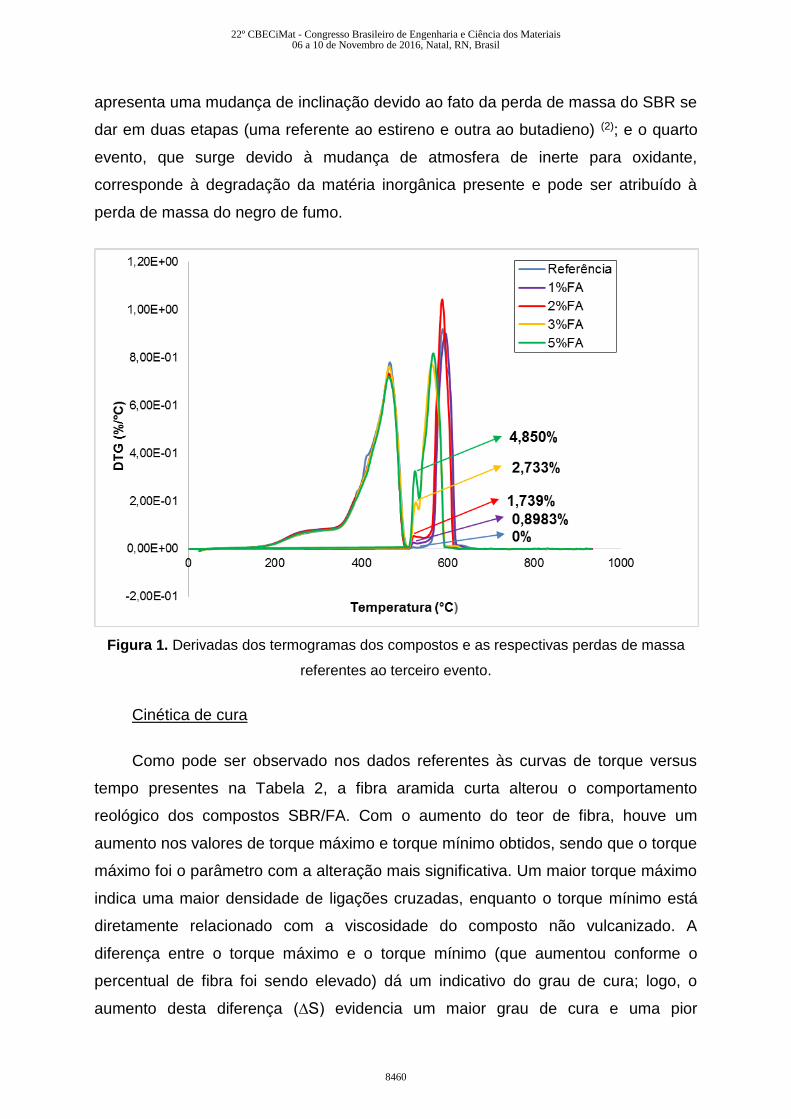
apresenta uma mudança de inclinação devido ao fato da perda de massa do SBR se
dar em duas etapas (uma referente ao estireno e outra ao butadieno) (2); e o quarto
evento, que surge devido à mudança de atmosfera de inerte para oxidante,
corresponde à degradação da matéria inorgânica presente e pode ser atribuído à
perda de massa do negro de fumo.
Figura 1. Derivadas dos termogramas dos compostos e as respectivas perdas de massa
referentes ao terceiro evento.
Cinética de cura
Como pode ser observado nos dados referentes às curvas de torque versus
tempo presentes na Tabela 2, a fibra aramida curta alterou o comportamento
reológico dos compostos SBR/FA. Com o aumento do teor de fibra, houve um
aumento nos valores de torque máximo e torque mínimo obtidos, sendo que o torque
máximo foi o parâmetro com a alteração mais significativa. Um maior torque máximo
indica uma maior densidade de ligações cruzadas, enquanto o torque mínimo está
diretamente relacionado com a viscosidade do composto não vulcanizado. A
diferença entre o torque máximo e o torque mínimo (que aumentou conforme o
percentual de fibra foi sendo elevado) dá um indicativo do grau de cura; logo, o
aumento desta diferença (∆S) evidencia um maior grau de cura e uma pior
22º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais06 a 10 de Novembro de 2016, Natal, RN, Brasil
8460
processabilidade dos compostos. Em relação aos tempos de pré-cura (Ts1) e aos
tempos ótimos de cura (T’90), houve apenas uma pequena alteração com a
presença de fibra aramida. Houve uma leve diminuição no Ts1 para os compostos
contendo fibra, o que indica um aumento na plasticidade da composição. Já o T’90
apresentou um comportamento peculiar, diminuindo para menores teores de fibra e
tornando-se semelhante ao da Referência ao atingir o percentual de 5% de FA. O
alto desenvolvimento de calor das fibras pode ter contribuído para a queda inicial
dos valores de T’90, mas é possível que o aumento do percentual de fibra atinja um
patamar onde as fibras começam a dificultar a formação de ligações cruzadas.
Tabela 2. Parâmetros reométricos dos compostos SBR/FA.
Referência 1%FA 2%FA 3%FA 5%FA
Torque
máximo (dNm) 14,99 16,31 18,31 20,37 23,37
Torque mínimo
(dNm) 1,148 1,426 1,825 2,442 3,289
Ts1 (min) 3,665 3,295 3,346 3,280 3,306
T’90 (min) 6,489 6,067 6,148 6,183 6,502
∆S (dNm) 13,842 14,884 16,485 17,928 20,081
Propriedades físico-mecânicas e morfologia
A Tabela 3 apresenta as propriedades físico-mecânicas dos compostos de
SBR com fibra aramida curta. Como esperado, houve um aumento na densidade e
na dureza conforme o teor de fibra foi aumentando. A densidade aumenta um pouco
devido ao fato do Kevlar® 1F724 (1,05 g/cm3) apresentar uma densidade maior do
que a do SBR 1502 puro (0,94 g/cm3), já o aumento da dureza se deve a maior
rigidez da fibra aramida em comparação a da matriz elastomérica. Assim, quanto
maior a quantidade de fibra incorporada na matriz, maior a rigidez do composto e,
consequentemente, maior será a dureza do mesmo. Em relação aos resultados
obtidos no ensaio de tração-deformação, é possível evidenciar a anisotropia dos
compostos, sendo que os resultados obtidos no sentido longitudinal ao de orientação
das fibras se mostraram melhores do que no sentido transversal.
22º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais06 a 10 de Novembro de 2016, Natal, RN, Brasil
8461
No ensaio de tração longitudinal foi possível perceber um aumento significativo
nos módulos, o que pode ser atribuído a elevada rigidez e resistência da fibra
aramida. No entanto, houve uma diminuição no alongamento na ruptura e na tensão
de ruptura. A diminuição no alongamento pode evidenciar uma boa adesão entre a
fibra e a matriz elastomérica, enquanto que a queda na tensão de ruptura se deve
principalmente ao fato de a fibra deformar menos do que a matriz. Desta forma,
ocorre a formação de cavidades e consequente arrancamento da fibra da matriz.
Este fenômeno é denominado de pull out e uma das causas é quando a matriz tem
uma grande capacidade de deformação, como é o caso dos elastômeros. No sentido
transversal ao de laminação dos compostos, não houve diferenças muito
significativas nos resultados encontrados. Os módulos tiveram um aumento e a
tensão de ruptura diminuiu com a presença da fibra, enquanto que o comportamento
apresentado pelo alongamento na ruptura não foi regular.
Tabela 3. Propriedades físico-mecânicas dos compostos SBR/FA.
Referência 1%FA 2%FA 3%FA 5%FA
Densidade (g/cm³) 1,124 1,129 1,132 1,135 1,141
Dureza Shore A 62 70 73 76 80
Tra
çã
o L
on
git
ud
ina
l Tensão de ruptura (MPa) 18,4 17,1 16,1 16,4 15,3
Alongamento na ruptura (%)
430 400 370 360 300
Módulo de 50% (MPa) 1,6 4,1 5,9 8,2 10,7
Módulo de 100% (MPa) 3,2 4,8 6,5 8,3 10,6
Módulo de 200% (MPa) 8,4 8,7 9,2 10,0 11,3
Tra
çã
o T
ran
sve
rsa
l
Tensão de ruptura (MPa) 15,0 14,6 14,6 13,4 12,0
Alongamento na ruptura (%)
340 360 370 330 280
Módulo de 50% (MPa) 1,6 2,2 2,1 2,6 3,7
Módulo de 100% (MPa) 3,1 3,7 3,6 4,3 5,4
Módulo de 200% (MPa) 8,0 8,1 7,8 8,4 8,9
22º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais06 a 10 de Novembro de 2016, Natal, RN, Brasil
8462
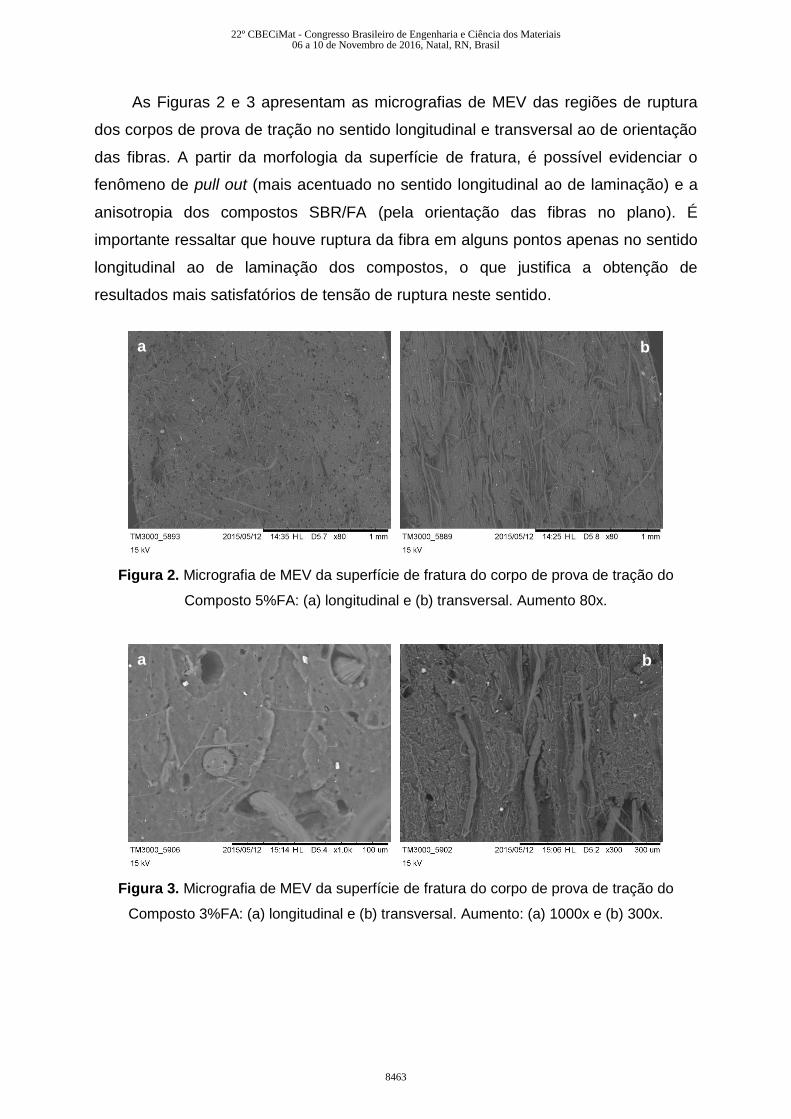
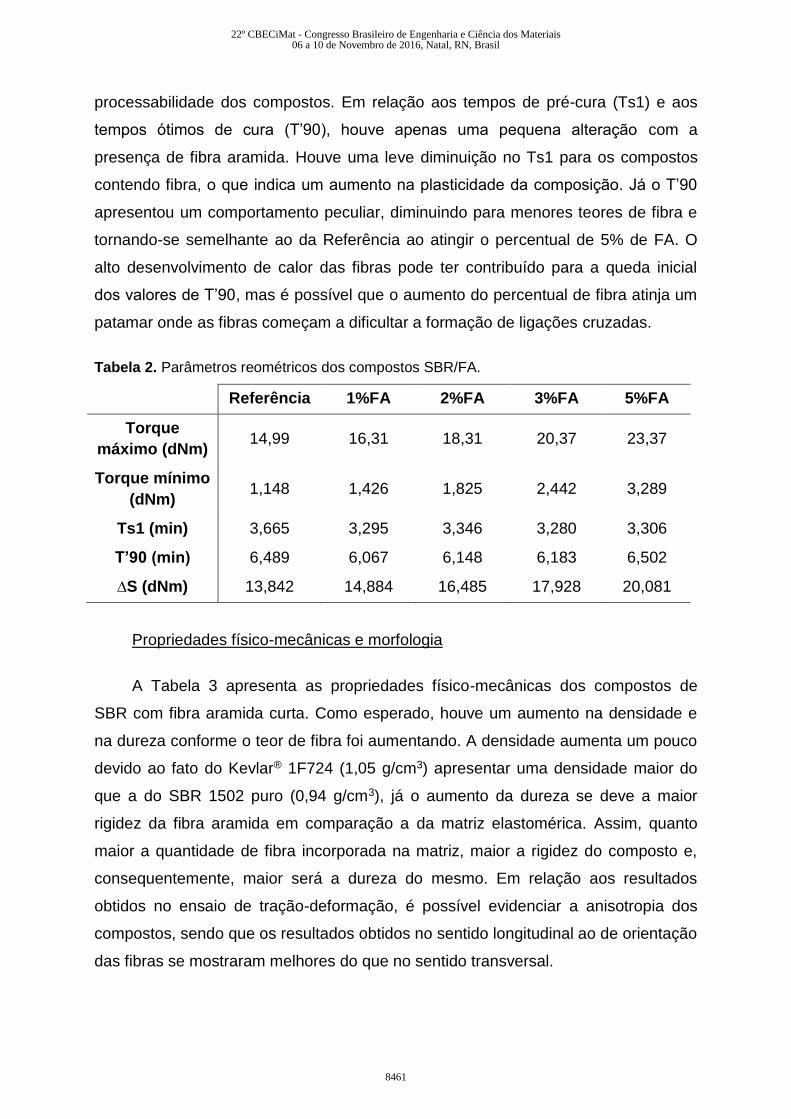
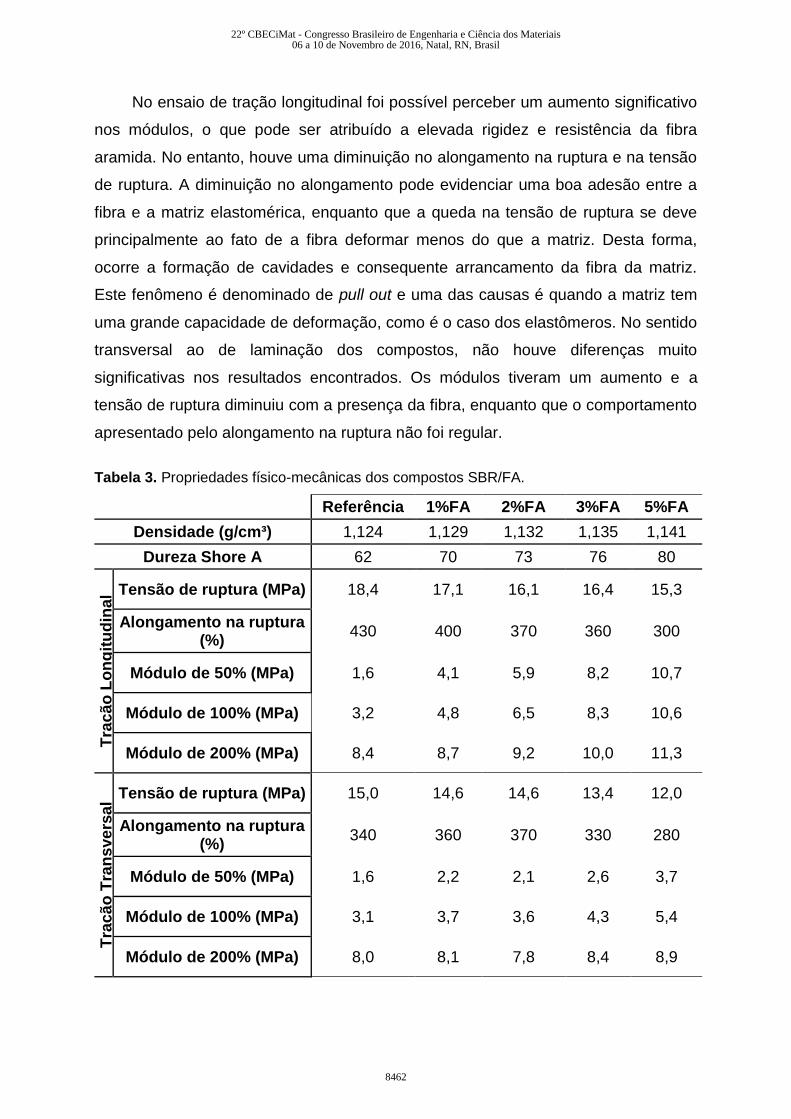
As Figuras 2 e 3 apresentam as micrografias de MEV das regiões de ruptura
dos corpos de prova de tração no sentido longitudinal e transversal ao de orientação
das fibras. A partir da morfologia da superfície de fratura, é possível evidenciar o
fenômeno de pull out (mais acentuado no sentido longitudinal ao de laminação) e a
anisotropia dos compostos SBR/FA (pela orientação das fibras no plano). É
importante ressaltar que houve ruptura da fibra em alguns pontos apenas no sentido
longitudinal ao de laminação dos compostos, o que justifica a obtenção de
resultados mais satisfatórios de tensão de ruptura neste sentido.
Figura 2. Micrografia de MEV da superfície de fratura do corpo de prova de tração do
Composto 5%FA: (a) longitudinal e (b) transversal. Aumento 80x.
Figura 3. Micrografia de MEV da superfície de fratura do corpo de prova de tração do
Composto 3%FA: (a) longitudinal e (b) transversal. Aumento: (a) 1000x e (b) 300x.
a
b
b
a
22º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais06 a 10 de Novembro de 2016, Natal, RN, Brasil
8463
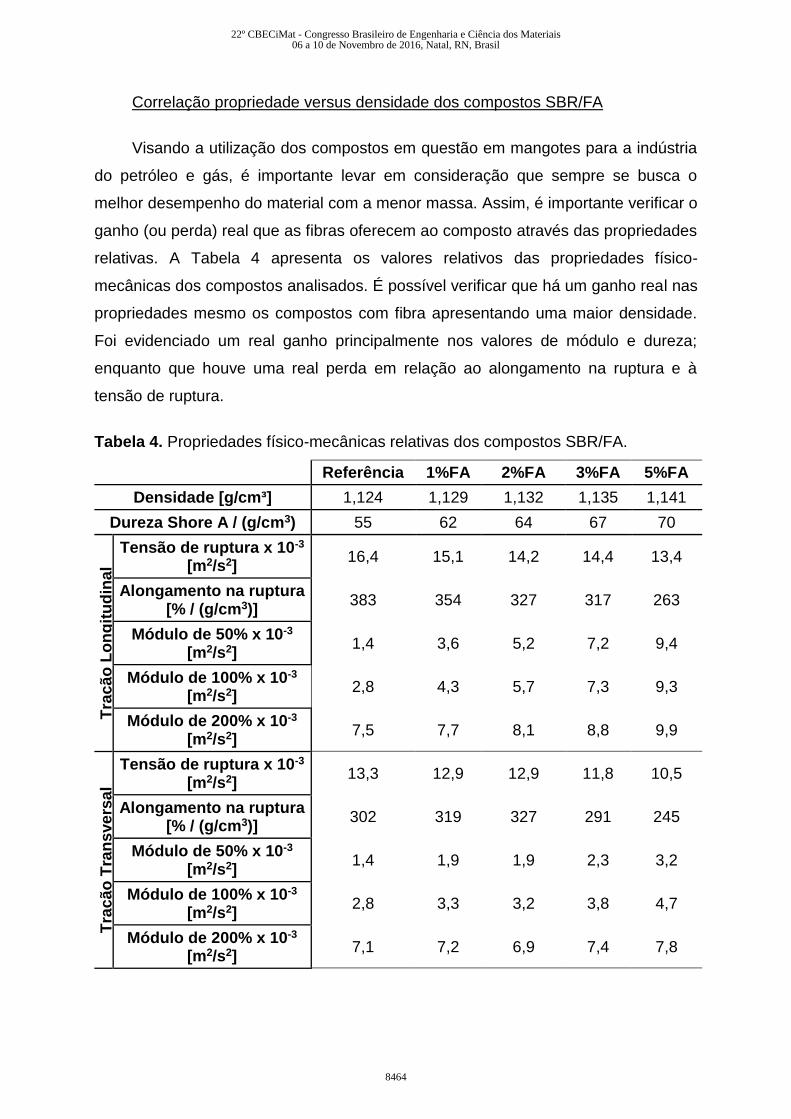
Correlação propriedade versus densidade dos compostos SBR/FA
Visando a utilização dos compostos em questão em mangotes para a indústria
do petróleo e gás, é importante levar em consideração que sempre se busca o
melhor desempenho do material com a menor massa. Assim, é importante verificar o
ganho (ou perda) real que as fibras oferecem ao composto através das propriedades
relativas. A Tabela 4 apresenta os valores relativos das propriedades físico-
mecânicas dos compostos analisados. É possível verificar que há um ganho real nas
propriedades mesmo os compostos com fibra apresentando uma maior densidade.
Foi evidenciado um real ganho principalmente nos valores de módulo e dureza;
enquanto que houve uma real perda em relação ao alongamento na ruptura e à
tensão de ruptura.
Tabela 4. Propriedades físico-mecânicas relativas dos compostos SBR/FA.
Referência 1%FA 2%FA 3%FA 5%FA
Densidade [g/cm³] 1,124 1,129 1,132 1,135 1,141
Dureza Shore A / (g/cm3) 55 62 64 67 70
Tra
çã
o L
on
git
ud
ina
l
Tensão de ruptura x 10-3 [m2/s2]
16,4 15,1 14,2 14,4 13,4
Alongamento na ruptura [% / (g/cm3)]
383 354 327 317 263
Módulo de 50% x 10-3 [m2/s2]
1,4 3,6 5,2 7,2 9,4
Módulo de 100% x 10-3 [m2/s2]
2,8 4,3 5,7 7,3 9,3
Módulo de 200% x 10-3 [m2/s2]
7,5 7,7 8,1 8,8 9,9
Tra
çã
o T
ran
sve
rsa
l
Tensão de ruptura x 10-3 [m2/s2]
13,3 12,9 12,9 11,8 10,5
Alongamento na ruptura [% / (g/cm3)]
302 319 327 291 245
Módulo de 50% x 10-3 [m2/s2]
1,4 1,9 1,9 2,3 3,2
Módulo de 100% x 10-3 [m2/s2]
2,8 3,3 3,2 3,8 4,7
Módulo de 200% x 10-3 [m2/s2]
7,1 7,2 6,9 7,4 7,8
22º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais06 a 10 de Novembro de 2016, Natal, RN, Brasil
8464
CONCLUSÕES
A incorporação de fibra aramida curta reforçou os compostos de SBR. Este
reforço foi evidenciado através do aumento da rigidez dos mesmos com a presença
da fibra e do aumento significativo dos módulos, principalmente a baixas
deformações (50% e 100%). O processamento dos compostos de SBR reforçados
com fibra aramida curta foi possível em equipamentos usuais de preparação de
misturas elastoméricas. A metodologia adotada se mostrou eficiente para a
obtenção dos compostos e houve um maior desenvolvimento de calor com a
presença de FA. No entanto, maiores concentrações de fibra dificultaram o processo
de laminação, principalmente na obtenção de mantas com espessuras menores. Por
fim, através da correlação das propriedades físico-mecânicas, foi possível perceber
que realmente houve um ganho significativo de dureza e módulo. Assim, os
compostos de SBR reforçados com fibra aramida curta, pelos valores apresentados
pelas propriedades, apresentam potencial de aplicação em mangotes para a
indústria do petróleo e gás, uma vez que uma diminuição na massa dos mesmos
possibilitaria a utilização de uma menor quantidades de boias de polietileno
acopladas a eles para sua sustentação no mar.
AGRADECIMENTOS
Os autores agradecem o Instituto SENAI de Inovação em Engenharia de
Polímeros, por ceder a infraestrutura para a realização da maioria dos ensaios, e a
DuPont do Brasil, pelo fornecimento das amostras de masterbatch de fibra aramida
curta utilizadas no presente trabalho.
REFERÊNCIAS
(1) Silva, A.C.B.; Santos, I.C.; Conceição, W.L.; Silva, D.J.A.; Nascimento, S.; Silva,
V.T. Operação Offloading: Análise Preliminar de Perigo e os Impactos Ambientais.
Revista Eletrônica Novo Enfoque, V. 13, N. 13, p. 207 – 221, 2011.
(2) Brito, K.J.S. Elastômeros de uso Geral: Borracha SBR. Slides ministrados no
curso: Introdução ao Desenvolvimento de Formulações de Compostos
Elastoméricos. Centro Tecnológico de Polímeros, SENAI – RS, 2014.
(3) Goettler, L.A.; Shen, K.S. Short Fiber Reinforced Elastomers. Rubber Chemistry
Technology, V. 56, N.3, p. 619-638, 1983.
22º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais06 a 10 de Novembro de 2016, Natal, RN, Brasil
8465
(4) DuPont. Engineered Elastomer for Tire Reinforcement. Disponível em:
<http://www2.dupont.com/Kevlar/en_US/assets/downloads/9.%20%20H-96437%20E
ngineered%20elastomer%20for%20tire%20reinforcement.pdf>. Acesso em 23 de
fevereiro de 2015.
(5) Coffey, A. B.; O’Bradaigh, C. M.; Young, R. J. Interfacial stress transfer in an
aramid reinforced thermoplastic elastomer In: J Mater Sci, 2007.
(6) Ennekes, W. B.; Datta R.N.; Noordermeer, J. W. M. Fiber Adhesion to Rubber
Compounds, 2008.
(7) Ziangiacomi, M.H.; Bittencourt, E. Compósitos poliméricos reforçados com fibras
de PDNox e fibras de aramida. Recie, V.15, N.1/2, p.55-61, 2006.
(8) Barlow, F. Rubber Compounding - Principles, Methods and Technics. Marcel
Dekker, 1988.
SBR COMPOUNDS REINFORCED WITH SHORT ARAMID FIBER
ABSTRACT
High performance staple fibers, such as aramid fiber (AF), provide stiffness and
better elastic behavior of conventional elastomers. In this study, a styrene-butadiene
copolymer (SBR) compound was modified with short AF aiming its application in the
manufacture of marine hoses, already used in the transport of oil coming from
offshore platforms. Compounds of SBR/AF were prepared with 1, 2, 3 and 5% (w/w)
of fiber, with the objective of analyzing the effect of AF on the properties of the SBR
compound. The compounds were prepared in an internal mixer and laminated in an
open roll cylinder. The evaluation of them was carried out by physical-mechanical,
rheological, thermal and morphological tests. The mixing process of the SBR/AF
compounds in the internal mixer was adequate and there was a longitudinal
orientation of the fibers during their lamination process. There was a real gain in
physical-mechanical properties in relation to the density of the SBR/AF compounds
compared to the SBR compound without AF.
Key-words: SBR, Short aramid fiber, Marine hoses.
22º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais06 a 10 de Novembro de 2016, Natal, RN, Brasil
8466







