Download - Apostila UFF

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 1/101
MBA Gestão Estratégica da Produção e Manutenção
PLANEJ AMENTO E
CONTROLE
DAMANUTENÇÃO
Marcelo Arese, M.Sc.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 2/101
Planejamento e Controle da Manutenção Marcelo Arese 2
SUMÁRIO
CAPÍTULO 1 – INTRODUÇÃO, pág. 4
1.1 HISTÓRICO DA MANUTENÇÃO, pág. 41.2 OS MÉTODOS DE MANUTENÇÃO, pág. 41.3 AS FUNÇÕES DE APOIO DA MANUTENÇÃO, pág. 71.4 OS SISTEMAS DE INFORMAÇÃO NA MANUTENÇÃO, pág. 101.5 A INFORMATIZAÇÃO DA GESTÃO DA MANUTENÇÃO NO BRASIL, pág. 131.6 SISTEMAS ERP, pág. 151.7 INTEGRAÇÃO DE SISTEMAS NA EMPRESA, pág. 161.8 O CONCEITO DE BANCO DE DADOS RELACIONAL, pág. 16
CAPÍTULO 2 - O PROCESSO DE IMPLEMENTAÇÃO DO SIM, pág. 19
2.1 O PLANEJAMENTO DA IMPLEMENTAÇÃO, pág. 192.2 O DESENHO / REDESENHO DO PROCESSO, pág. 202.3 O CADASTRO BÁSICO, pág. 222.4 TREINAMENTO, pág. 282.5 PRODUÇÃO ASSISTIDA, pág. 28
CAPÍTULO 3 - O PROCESSO DE PLANEJAMENTO, pág.29
3.1 CLASSIFICAÇÃO DE EQUIPAMENTOS, pág. 293.2 CARACTERIZAÇÃO DAS FALHAS, pág. 313.3 DEFINIÇÃO DAS ESTRATÉGIAS DE MANUTENÇÃO, pág. 323.4 DETALHAMENTO DAS AÇÕES E PADRONIZAÇÃO, pág. 333.5 DEFINIÇÃO DOS RECURSOS, pág. 36
3.6 A MANUTENÇÃO SISTEMÁTICA NO SIM, pág. 373.7 A MANUTENÇÃO PREDITIVA NO SIM, pág. 40
CAPÍTULO 4 - O PROCESSO DE PROGRAMAÇÃO, pág. 41
4.1 ORGANIZAÇÃO, pág. 414.2 PRIORIZAÇÃO, pág. 41
CAPÍTULO 5 - O PROCESSO DE EXECUÇÃO, pág. 46
CAPÍTULO 6 - UMA ROTINA DE PLANEJAMENTO E CONTROLE DEMANUTENÇÃO NO SIM, pág. 47
6.1 A SOLICITAÇÃO DE SERVIÇO, pág. 486.2 A APROVAÇÃO E O PLANEJAMENTO DO SERVIÇO, pág. 496.3 A ELABORAÇÃO DA PROGRAMAÇÃO SEMANAL, pág. 506.4 A EXECUÇÃO, pág. 516.5 O RETORNO DAS INFORMAÇÕES, pág. 526.6 O FECHAMENTO DA OS, pág. 54
CAPÍTULO 7 - RELATÓRIOS GERENCIAIS DE MANUTENÇÃO, pág. 55
7.1 RELATÓRIO 1 - RELATÓRIO MENSAL DE PCM, pág. 557.2 RELATÓRIO 2 (O RELATÓRIO MENSAL DE ANÁLISE CRÍTICA), pág. 63

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 3/101
Planejamento e Controle da Manutenção Marcelo Arese 3
CAPÍTULO 8 - O SISTEMA DE TRATAMENTO DE ANOMALIAS E FALHAS, pág.68
8.1 INTRODUÇÃO, pág. 688.2 ESTUDO DE CASO: ORIENTAÇÕES PARA CONDUÇÃO DO TRATAMENTO DE ANOMALIAS EM EQUIPAMENTOS EM UMA EMPRESA DE PROCESSO, pág. 71
CAPÍTULO 9 - O FATOR HUMANO NA IMPLEMENTAÇÃO DO SIM, pág. 78
9.1 RESUMO, pág. 789.2 OS RECURSOS DE PLANEJAMENTO, pág. 789.3 STARTANDO A IMPLANTAÇÃO, pág. 799.4 INÍCIO DA OPERACIONALIZAÇÃO - DESENVOLVENDO A MOTIVAÇÃO DO USUÁRIO,pág. 799.5 AS REUNIÕES DE IMPLANTAÇÃO, pág. 819.6 BARREIRAS HUMANAS (AS ATITUDES NEGATIVAS), pág. 83
9.7 O SISTEMA DE EDUCAÇÃO E TREINAMENTO, pág. 849.8 DIVULGAÇÃO, pág. 879.9 CONCLUSÃO, pág. 87
CAPÍTULO 10 - PORQUE ALGUMAS IMPLEMENTAÇÕES DE C.M.M.S. NÃODÃO BONS RESULTADOS? pág. 88
10.1FALTA DE PLANEJAMENTO DA IMPLANTAÇÃO, pág. 8810.2FALTA DE RECURSOS, pág. 8810.3 FALTA DE COMUNICAÇÃO, pág. 8810.4 FALTA DE CONHECIMENTO, pág. 8810.5 FALTA DE TREINAMENTO, pág. 8910.6 EXPECTATIVAS, pág. 8910.7 RESISTÊNCIA VERSUS COLABORAÇÃO, pág. 8910.8 NÃO TRATAMENTO DAS INFORMAÇÕES, pág. 8910.9 INFORMAÇÕES POBRES, pág. 8910.10 IMPLEMENTAÇÕES POBRES OU INCOMPLETAS, pág. 9010.11 CONCLUSÃO, pág. 90
REFERÊNCIAS, pág. 91
OBRAS CONSULTADAS, pág. 92
APÊNDICE A – RELATÓRIO DE ANOMALIAS E FALHAS, pág. 94
APÊNDICE B – FLUXOGRAMA DE CIRCULAÇÀO DO RELATÓRIO DE ANOMALIAS E FALHAS, pág. 95
APÊNDICE C – FLUXOGRAMA DE COMUNICAÇÃO DE ANOMALIAS E FALHAS,pág. 96
APÊNDICE D – ORDEM DE SERVIÇO, pág. 97
APÊNDICE E – RELATÓRIO DE EXECUÇÃO DE SERVIÇO, pág. 98
APÊNDICE F – QUESTIONÁRIO DE AVALIAÇÃO, pág. 99
APÊNDICE G – MODELO DE JORNAL INTERNO, pág. 100

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 4/101
CAPÍTULO 1 - INTRODUÇÃO
1.1 HISTÓRICO DA MANUTENÇÃO
No fim do século XIX, com o surgimento da mecanização das indústrias, surgiua necessidade dos primeiros reparos. Até 1914 a manutenção tinha importânciasecundária e as indústrias praticamente não possuíam equipe para execução destetipo de serviço, fazendo os reparos com o mesmo efetivo de produção. Com oadvento da 1ª Guerra Mundial, as fábricas passaram a ter que manter uma produçãomínima e, em conseqüência, sentiram necessidade de criar equipes que pudessemcorrigir as falhas das máquinas operatrizes no menor tempo possível. Assim, surgiuum órgão subordinado à produção, cujo objetivo básico era de execução demanutenção, hoje conhecida como manutenção corretiva.
Esta situação se manteve até a década de 30, quando em função da 2ª GuerraMundial (pela necessidade de aumento de rapidez de produção) a alta administraçãoindustrial se preocupou, não só em corrigir falhas, como, também, evitar seuaparecimento. Isso levou os técnicos de manutenção a desenvolverem processos deprevenção de falhas, que, juntamente com a correção, completavam o quadro geralde manutenção, formando uma estrutura de manutenção tão importante quanto deprodução.
De 1940 a 1966, o desenvolvimento da aviação comercial acarretou aexpansão dos critérios de manutenção preventiva, uma vez que não era admissível
executar corretivas na maioria dos equipamentos de uma aeronave emfuncionamento. Surgiu então dentro da Gerência de Manutenção, um órgãoespecializado em nível departamental, chamado ENGENHARIA DE MANUTENÇÃO,que passou a desenvolver estudos e controles visando aumentar a confiabilidade defuncionamento dos equipamentos, através de execução de Manutenção Preventiva,segundo métodos técnico-científicos. As equipes de execução da manutençãotambém tiveram que ser desenvolvidas através da especialização de mão-de-obra etreinamento programado.
A partir de 1966, até a época atual, com a expansão da indústria e difusão doscomputadores, a engenharia de manutenção passou a desenvolver processos mais
sofisticados de controle e análise, utilizando fórmulas matemáticas mais complexasvisando predeterminar os períodos mais econômicos de execução de manutençãopreventiva. Estes critérios, conhecidos como controle preditivo de manutenção, aindaestão em desenvolvimento e são aplicados, conjunta ou separadamente, através deanálise de sintomas e processos estáticos.
1.2 OS MÉTODOS DE MANUTENÇÃO
Os métodos de manutenção também são conhecidos por estratégias demanutenção. Branco Filho (1996), classifica os métodos de manutenção emmanutenção corretiva, manutenção preventiva, manutenção preditiva e manutenção
de melhoria. Para Xenos (1998) além desses métodos se incluí a prevenção demanutenção, que “consiste de atividades que são conduzidas juntamente com ofabricante, desde a fase de projeto do equipamento, visando a reduzir o volume de

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 5/101
Planejamento e Controle da Manutenção Marcelo Arese 5
serviços de manutenção durante sua operação”. Já Pinto & Xavier (1999) separa amanutenção corretiva em planejada e não planejada, e inclui manutenção detectivae engenharia de manutenção. A seguir são apresentados e definidos os métodos demanutenção:
a) Manutenção Corretiva
Todo o trabalho de manutenção realizado em máquinas que estejamem falha, para sanar esta falha. A manutenção corretiva pode serplanejada ou não planejada. Se manutenção corretiva deve ser feitaimediatamente, porque graves conseqüências poderão advir, poderáser chamada de manutenção corretiva de emergência (BRANCOFILHO, 1996).
Na manutenção corretiva, deve-se efetuar as seguintes tarefas:
• Uma análise das causas de falha;• O restabelecimento da função normal do equipamento (retirado do estado de
falha / reparo);• Um melhoramento eventual (correção), visando evitar a reincidência da pane,
ou minimizar seus efeitos sobre o sistema;• A colocação em memória da intervenção (histórico do serviço executado),
permitindo uma exploração pormenorizada mais tarde.
b) Manutenção Preventiva
É todo o serviço de manutenção realizado em máquinas que nãoestejam em falha, estando com isso em condições operacionais, ouem estado de defeito. Existe dentro deste tipo de manutenção, destaatividade, a manutenção sistemática que é prestada a intervalosregulares (quilômetros, horas de funcionamento, ciclos de operação,etc.), a inspeção, a preditiva, as atividades de lubrificação, etc.(BRANCO FILHO, 1996).
c) Manutenção Preditiva
A manutenção preditiva é um método de manutenção de equipamentos
baseado em detectar, por monitoração e medição de parâmetros, as condições deum item até que sejam atingidos limites de deterioração pré-determinados. Assim,deve-se fazer as curvas de tendência combinando os dados obtidos e executar umamanutenção pró-ativa. A manutenção preditiva auxilia no diagnóstico dos problemasprematuramente, contribuindo para evitar falhas inesperadas. Através damanutenção perceptiva é possível trocar os componentes no momento adequado,antes que a falha ocorra, o que resulta na otimização do custo de manutenção.Desta forma, pode-se utilizar os componentes quase por toda a sua vida útil, semocorrer falhas e conseqüentes perdas de produção.
A Manutenção Preditiva deve abranger as seguintes ações:
• Definição do parâmetro que será controlado e que possa dar uma indicação clarado estado de deterioração do equipamento (pontos de medição).

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 6/101
Planejamento e Controle da Manutenção Marcelo Arese 6
• Determinação das periodicidades entre os controles.• Escolha do método e ferramental a ser utilizado.• Definição de um critério de julgamento.• Controle da tendência do parâmetro (Figura 1.1)
Figura 1.1 – Gráfico de tendência na manutenção preditivaFonte: O próprio autor
Branco Filho (1996) define manutenção preditiva como
tarefas de manutenção preventiva que visam acompanhar amáquina ou as peças, por monitoramento, por medições ou porcontrole estatístico para tentar prever ou predizer proximidade daocorrência de uma falha. É uma tarefa enquadrada como
Manutenção Preventiva, pois deverá ser feita com ela ainda emfuncionamento ou em condições de funcionar para executar a tarefapara qual se destina.
d) Manutenção de Melhoria
“Alteração efetuada em um item, da qual se espera/obtém um aperfeiçoamentode sua função” (BRANCO FILHO, 1996). Já Xenos (1998) define melhoria comomanutenção de melhoria (ou kaizen dos equipamentos - a palavra “kaizen” é deorigem japonesa e significa fazer melhorias), que significa melhorá-los gradativamentee continuamente para além de suas especificações originais. A Figura 1.2 a seguir
coloca em forma de diagrama os métodos de manutenção.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 7/101
Planejamento e Controle da Manutenção Marcelo Arese 7
ManutençãoPreventiva
ManutençãoSistemática
ManutençãoCondicional
ManutençãoCorretiva
Manutenção deMelhoria
MANUTENÇÃO
ManutençãoPreditiva
Figura 1.2 – Os tipos de manutençãoFonte: Adaptado de MIRSHAWKA & OLMEDO (1993)
1.3 AS FUNÇÕES DE APOIO DA MANUTENÇÃO
Segundo Xenos (1998), para permitir o gerenciamento eficiente damanutenção deve-se colocar em prática – juntamente com as estratégias demanutenção citadas – algumas funções de apoio importantes. São elas:
1.3.1 Planejamento da manutenção
A elaboração dos planos de manutenção para todos os equipamentos, a partirdos manuais dos equipamentos e dos resultados reais da manutenção, é essencialtanto para a execução de tarefas de manutenção adequadas e no momento certo,quanto para a elaboração do orçamento e para o controle das peças reservas. Osplanos de manutenção definem as necessidades de inspeção, troca de peças erevisão geral, com suas periodicidades.
Para Xenos (1998), planejar a manutenção significa preparar os serviços demanutenção em um determinado período, bem como prever a mão-de-obra,materiais e ferramentas necessários. O planejamento das ações preventivas permiteo dimensionamento correto destes recursos, dando previsibilidade ao processo demanutenção.
Mirshawka & Olmedo (1993) citam ainda que para se ter eficiência e eficáciana organização da manutenção:
• Todo trabalho de manutenção deve ser planejado e ter sua execuçãoprogramada.
• Todo serviço deve ser processado como backlog semanalmente. Defini-se
backlog como o tempo que uma equipe de manutenção deve trabalhar paraconcluir todos os serviços pendentes, com toda sua força de trabalho, e se

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 8/101
Planejamento e Controle da Manutenção Marcelo Arese 8
não forem adicionadas novas pendências durante a execução dos serviços(BRANCO FILHO, 1996).
• O planejador tem como responsabilidade o backlog e a programaçãosemanal.
• O supervisor tem a responsabilidade pelo trabalho e pela programação diária.
1.3.2 Padronização da manutenção.
Através da elaboração de procedimentos e padrões de execução e inspeção,é possível garantir a qualidade no cumprimento das atividades de manutenção. Aodescrever as tarefas passo-a-passo e ao estabelecer parâmetros para avaliar ascondições dos equipamentos, é possível minimizar o risco de ocorrerem erros. Alémdisso, os procedimentos e padrões escritos são úteis no treinamento dosfuncionários e auxiliam na supervisão das tarefas. A padronização garante aretenção do know how de manutenção na empresa.
Para Xenos (1998), a padronização da manutenção é a utilização dosprocedimentos e padrões técnicos e gerenciais relacionados com as atividades demanutenção, catálogos de peças, padrões de inspeções procedimentos de teste deequipamentos. De forma mais abrangente, é o sistema de elaboração, atualização,arquivamento e controle dos documentos técnicos relativos aos equipamentos.
1.3.3 Peças reservas e almoxari fado.
O objetivo desta função é o de adquirir, armazenar e controlar peças dereposição e materiais de consumo dos equipamentos, conforme suas necessidadesde manutenção preventiva. Esta é uma das funções de apoio mais críticas e quepode dificultar a execução da manutenção se não for gerenciada com eficiência. Obom funcionamento dos equipamentos depende da disponibilidade de peças dereposição de boa qualidade, baixo custo, na quantidade e no momento certo(XENOS, 1998).
1.3.4 Tratamento de falhas de equipamentos.
O Sistema de Tratamento de Anomalias e Falhas visa principalmente o relatoe registro das anomalias e falhas, a identificação de suas causas e o seu bloqueio
através de ações corretivas eficazes. Também permite identificar problemas crônicosde manutenção na área. É necessário buscar exaustivamente a causa fundamentalde todas as anomalias e falhas para que seja possível eliminá-las, evitando suareincidência. Este é um aspecto fundamental de uma boa manutenção.
Para Xenos (1998), estas são as atividades de remoção dos sintomas dasfalhas e identificação de causas fundamentais para estabelecer contra medidasadequadas. Inclui também o registro e análise dos dados sobre as falhas maisfreqüentes e em que equipamentos ocorrem.
1.3.5 Orçamento da manutenção.
A função manutenção está correlacionada com a lucratividade, na medida emque suas ações influenciem a capacidade e os custos de produção. Lucros é uma

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 9/101
Planejamento e Controle da Manutenção Marcelo Arese 9
função dos custos. Para maximizar lucros, é fundamental entender o comportamentodos custos. Nesse contexto, torna-se essencial o estabelecimento de modelospadronizados para a apropriação, medição, análise e controle dos custos, visandootimizá-los. A ferramenta que centraliza essas informações é o relatório de OS
(ordem de serviço).
Após a realização dos serviços de manutenção é feita a apropriaçãonecessária para a apuração do custo do serviço. Essa apropriação é feita norelatório de OS. As especialidades e tempos de mão-de-obra própria, gastos emcada atividade, compõem a parcela de custos de pessoal; o registro dos materiais esobressalentes utilizados compõem a parcela de gasto de material; os contratos e osserviços de terceiros, compõem a parcela de custo de contratação; os tempos deindisponibilidade dos equipamentos compõem a parcela de faturamento cessante; efinalmente o tempo de vida dos equipamentos das oficinas e gastos de ferramentariacompõem a parcela de depreciação de bens da área de administração (TAVARES,
1996). Essas cinco parcelas, que compõem os custos de manutenção, sãodetalhadas a seguir:
a) Pessoal
• Diretos - Salários e Comissões.• Indiretos - Encargos sociais e benefícios (transporte, alimentação, auxílio
médico/hospitalar/odontológico, moradia, recreação, esportes, auxílio escolaretc.)
• Administrativos - rateio dos gastos das áreas de recursos humanos e
capacitação, em função da quantidade de empregados do órgão demanutenção
b) Material
• Diretos - custo de reposição do material.• Indiretos - capital imobilizado, custo de energia elétrica, armazenamento
(instalações), água e pessoal de almoxarifado.• Administrativos - rateio dos gastos das áreas de compra e administração de
material em função do tempo de ocupação do pessoal para atendimento amanutenção.
c) Serviços
• Diretos - custos dos contratos e custo dos serviços empreitados.• Indiretos - utilidades e serviços utilizados por terceiros e custeados pela
empresa (transporte, alimentação, área ocupada etc).• Administrativos - rateio dos gastos das áreas de administração de contratos,
financeira e contábil em função do envolvimento com os contratos com a áreade manutenção.
d) Depreciação
• Diretos – custo de reposição.• Indiretos – capital imobilizado.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 10/101
Planejamento e Controle da Manutenção Marcelo Arese 10
• Administrativos - rateio dos gastos das áreas de contabilidade, controle depatrimônio e compra no levantamento, acompanhamento e aquisição demáquinas e ferramentas para a área de manutenção.
e) Perda de Faturamento
• Diretos – perda de produção.• Indiretos – perda de matéria-prima, perda de qualidade, devolução e
processos.• Administrativos - rateio dos gastos das áreas de controle de qualidade,
vendas, marketing e jurídica em função do envolvimento devido àmanutenção.
Como exemplo, a Figura 1.3 a seguir apresenta a composição média doscustos de manutenção das empresas brasileiras no ano de 2001, onde material eserviço respondem por mais de 50% do custo total.
Material29%
Serviço27%
Outros10%
Pessoal34%
Figura 1.3 - Composição do custo de ManutençãoFonte: Documento Nacional 2001 (Abraman)
1.3.6 Educação e treinamento
É o conjunto de atividades de transferência e prática do conhecimento quevisa a formar pessoal capacitado a desempenhar funções dentro do departamentode manutenção. Com o treinamento inadequado, a manutenção pode acabarintroduzindo falhas nos equipamentos, ao invés de preveni-las (XENOS, 1998).
1.4 OS SISTEMAS DE INFORMAÇÃO NA MANUTENÇÃO
Sistema de informação é definido como um conjunto organizado de pessoas,hardware, software, redes de comunicações e recursos de dados que coleta,transforma e dissemina informações em uma organização (O’BRIEN, 2001). A
importância de um sistema de informação em uma empresa está diretamenterelacionada com o envolvimento dos tomadores de decisão e é fundamental para osucesso da empresa e do próprio sucesso dos gestores, isso porque o sistema de

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 11/101
Planejamento e Controle da Manutenção Marcelo Arese 11
informação permite que as empresas aumentem seus lucros e baixem seus custos(ALBERTÃO, 2001).
O uso de computadores no suporte a processo de negócios teve início na
década de 60, essencialmente com aplicações financeiras. Os equipamentos eramcaros, lentos e tinham capacidade muito limitada. Além disso, a oferta de softwareaplicativo era incipiente, o que obrigava as organizações usuárias a desenvolversuas próprias aplicações. Isso limitou o uso de informática nas áreas de operaçõesquase exclusivamente a controle de estoques. A tecnologia era utilizada para aautomação de processos informacionais que anteriormente eram realizadosmanualmente (COLANGELO FILHO, 2001).
Nos anos 70 os computadores se tornaram mais poderosos e baratos esurgiram os sistemas MRP (materials requeriments planning – planejamento dosrecursos de materiais), voltados para aplicações em empresas manufatureiras,
controlando os estoques e dando apoio as funções de planejamento e controle deprodução e compras (COLANGELO FILHO, 2001). Começaram a surgir também osprimeiros CMMS. Os CMMS, definidos como um grupo de programas e arquivos dedados desenhados para provir ao usuário uma maneira lucrativa de gerenciar dadosde manutenção, materiais e compras (CATO & MOBLEY, 1999), foramdesenvolvidos para organizar e monitorar todas as atividades da funçãomanutenção. Para Mirshawka e Olmedo (1994) as principais vantagens de seimplementar um CMMS são:
1- Sistematizar uma rotina para se cumprir as atividades da manutenção. Comisso tem-se o estabelecimento de uma filosofia de como a manutenção deveoperar;
2- Possibilita o registro mais rápido e padronizado de todas as informações;3- Permite uma análise das informações de manutenção em tempo real;4- Estabelece um método de integração da manutenção com todos os outros
sistemas de informações da empresa;5- Permite a análise do histórico dos serviços para a predição futura do estado
de um equipamento (manutenção preditiva).
Entre as razões descritas incluem-se a redução de documentos em forma depapel e do trabalho administrativo relacionado, além de facilitar o acesso à informação
sobre disponibilidade de materiais, custos por tarefa, setor ou tipo de trabalho,elevando a eficácia do planejamento, programação e acompanhamento de custos.
Para Cato & Mobley (1999) os principais módulos de um CMMS são:
• Módulo de equipamentos – Neste módulo é feito o cadastro dos ativosgerenciados pela manutenção (equipamentos) com suas característicastécnicas e peças sobressalentes.
• Módulo de manutenção preventiva – Neste módulo são criados os planosmestres de manutenção preventiva com tarefas padrões e freqüência das
execuções. As OS’s de manutenção preventiva são originadas do planomestre que, como todo serviço planejado, descreve qual serviço será feito,quem irá fazê-lo e os materiais e ferramentas necessários.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 12/101
Planejamento e Controle da Manutenção Marcelo Arese 12
• Módulo de gestão de OS - Este módulo permite a criação, aprovação,planejamento, execução e fechamento das OS’s. As OS’s também sãooriginadas de solicitações de serviço que após aprovadas se transformam emOS’s. As OS’s de manutenção preventiva são geradas automaticamente pelo
sistema, em função de sua freqüência de execução.
• Módulo de inventário – Neste módulo é feito o cadastro e gerenciamento dositens em estoque.
• Módulo de compras e recebimentos – Utilizado pelo departamento decompras, este módulo faz a gestão de todo o processo de compra, desde acriação da SC (solicitação de compras), cadastro de fornecedores até orecebimento do pedido.
• Módulo de mão-de-obra – Neste módulo é feito o registro das informações dopessoal de manutenção, tais como período de trabalho, função, custo-hora. AFigura 1.4 mostra a tela principal de um CMMS, com seus principaismódulos.
S.I.M. /S.I.M. / SistemasSistemas dede InformaçãoInformação nana ManutençãoManutenção
CadastramentoCadastramento
SolicitaçãoSolicitação dede ServiçoServiço
OrdemOrdem dede ServiçoServiço
PadrõesPadrões
GrupoGrupo de Tag’sde Tag’s
ManutençãoManutenção PreventivaPreventiva
Apropriação de Mão de ObraApropriação de Mão de Obra
InventárioInventário
4444LoginLogin
SenhaSenha 4444
SIMULADOR DE UM SISTEMA DESIMULADOR DE UM SISTEMA DEINFORMAÇÃO DE MANUTENÇÃOINFORMAÇÃO DE MANUTENÇÃO
Bem vindo aoBem vindo ao
Entrar
Figura 1.4 - Tela principal de um CMMSFonte: O próprio autor
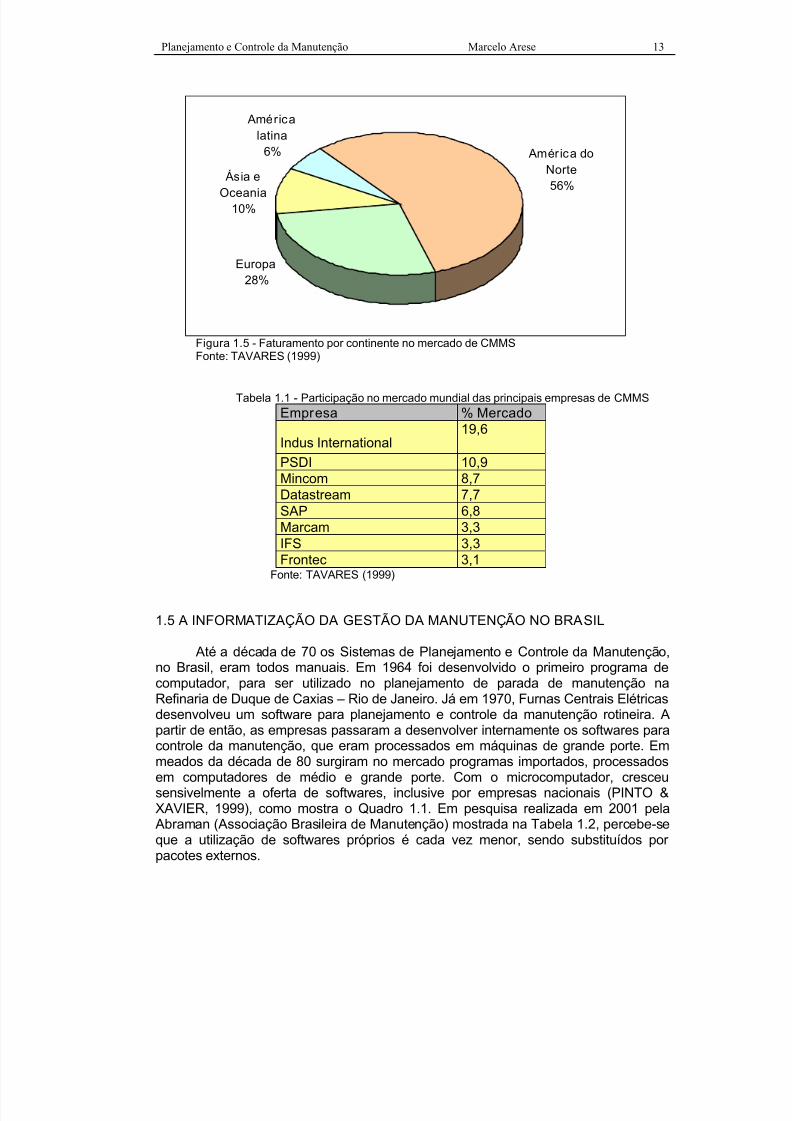
O Figura 1.5 apresenta a participação por continente no mercado de CMMS e aTabela 1.1 a participação de mercado das principais empresas de CMMS.
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 13/101
Planejamento e Controle da Manutenção Marcelo Arese 13
Figura 1.5 - Faturamento por continente no mercado de CMMSFonte: TAVARES (1999)
Tabela 1.1 - Participação no mercado mundial das principais empresas de CMMS Empresa % Mercado
Indus International19,6
PSDI 10,9Mincom 8,7Datastream 7,7SAP 6,8Marcam 3,3IFS 3,3Frontec 3,1
Fonte: TAVARES (1999)
1.5 A INFORMATIZAÇÃO DA GESTÃO DA MANUTENÇÃO NO BRASIL
Até a década de 70 os Sistemas de Planejamento e Controle da Manutenção,
no Brasil, eram todos manuais. Em 1964 foi desenvolvido o primeiro programa decomputador, para ser utilizado no planejamento de parada de manutenção naRefinaria de Duque de Caxias – Rio de Janeiro. Já em 1970, Furnas Centrais Elétricasdesenvolveu um software para planejamento e controle da manutenção rotineira. Apartir de então, as empresas passaram a desenvolver internamente os softwares paracontrole da manutenção, que eram processados em máquinas de grande porte. Emmeados da década de 80 surgiram no mercado programas importados, processadosem computadores de médio e grande porte. Com o microcomputador, cresceusensivelmente a oferta de softwares, inclusive por empresas nacionais (PINTO &XAVIER, 1999), como mostra o Quadro 1.1. Em pesquisa realizada em 2001 pela Abraman (Associação Brasileira de Manutenção) mostrada na Tabela 1.2, percebe-se
que a utilização de softwares próprios é cada vez menor, sendo substituídos porpacotes externos.
América do
Norte56%
Europa28%
Ásia eOceania
10%
Américalatina
6%

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 14/101
Planejamento e Controle da Manutenção Marcelo Arese 14
Tabela 1.2 - Tipos de softwares utilizados na manutenção (%)
Ano PrópriosExternos
Adaptados
Externo
Pacotes
Própriose
Externos
Planilha
Eletrônica
Nãoutiliza
Software
2001 18,59 17,31 19,87 33,33 5,77 5,13
1999 23,85 13,85 26,15 24,62 8,45 3,08
1998 25,19 20,74 11,85 28,15 8,15 5,92
1995 46,89 12,43 16,95 23,73 - -
Fonte: Doc Nacio manumento nal (Abra , 2001)
Nome comercial Empresa
AMOS-D Apectec / Moerbeck ARTEMIS D&ISI AVANTIS-PRO Marcam SolutionsCHAMPS Thornix InformáticaCMC PTCCOMAC DELTA SetUpCOMPASS Boone and MooreCOSWIN Siveco (Protam)ENGEMAN Chips InformáticaGERCOM CompuscienseLS MAESTRO Logical Soft Informática LtdaMAC ACTIVE SAM-Sist. De Automação de ManutençãoMAIN SERVER EngequalMANTEC Semapi SistemasMÁXIMO PSDIMMS Inter-Unde Engenharia QuímicaMP2 Datastream Systems Inc.MS2000 Micro Mains Corp.OOPS Falcon SystemPLACOM Micro ConsultPROTEUS Eagle Technology Inc.
SIAM MR Bachelany Adm. E InformáticaSIEM M&F Consultoria e ProjetosSIGMA PetrobrásSIM Astrein InformáticaSMI SPES Engenharia de SistemasTEROMAN Promon Engenharia / SD ScionTMA-CMMS TMA SystemsULTIMAINT Pearl Computer Systems Inc.
Principa
Quadro 1.1 - is CMMS a venda no BrasilFonte: PINTO & XAVIER (1999)

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 15/101
Planejamento e Controle da Manutenção Marcelo Arese 15
1.6 SISTEMAS ERP (PLANEJAMENTO DOS RECURSOS EMPRESARIAIS)
Para Haberkorn apud Barrella (2000), ERP é o termo usado para denominar osoftwa
al comunicação é realizada através de um banco de dados que interage comum co
ata-se de uma arquitetura em que a informação é disponível e
igura 1.6 – Desenho esquemático de uma estrutura de ERP
re multimodular que executa um conjunto de atividades, com o objetivo de
auxiliar a gestão de uma empresa nas importantes fases de seu negócio. Em outraspalavras, ERP caracteriza uma arquitetura de software que facilita o fluxo deinformações entre todas as atividades da empresa.
Tnjunto integrado de aplicações, consolidando todas as operações do negócio
em um único ambiente computacional. (CORRÊA apud BARRELLA ,1997). Albertão(2001) define ERP da seguinte maneira:
tr circula por todas as atividades da empresa, tais como logística,manufatura, finanças, recursos humanos; portanto, estamos falandode um sistema integrado de gestão. Utiliza um banco de dados único,operando em uma plataforma comum, interagindo com as diversasaplicações, e integrando todas as operações do negócio em um sóambiente operacional. (ALBERTÃO, 2001).
0
10
20
30
40
50
Semana1 Semana2 Semana4 Semana5
h
s
Utilizada
Disponível
BB CC
A
BB CC
A
MRP
Compras
Planejadas
Produção
Planejada
Parâmetros
Estruturas
Plano Mestre de Produção
Multinível
Códigos de PlanejamentoItens de Planejamento
Plano Mestre de Produção
Multinível
Códigos de PlanejamentoItens de Planejamento
Previsão
de Vendas
Mat. e Rec.Críticos
Análise
Bruta
Plano Mestre de Produção
Multinível
Códigos de PlanejamentoItens de Planejamento
Plano Mestre de Produção
Multinível
Códigos de PlanejamentoItens de Planejamento
Previsão
de Vendas
Mat. e Rec.Críticos
Análise
Bruta
Análise
Bruta
Roteiros
Estoques
Análise
Detalhada
Compras ProduçãoVendas
Reais
Estatísticas Dados Reais Custos
EstoquesContas a
Pagar
Projetos
Manutenção
F Fonte: O próprio autor
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 16/101
Planejamento e Controle da Manutenção Marcelo Arese 16
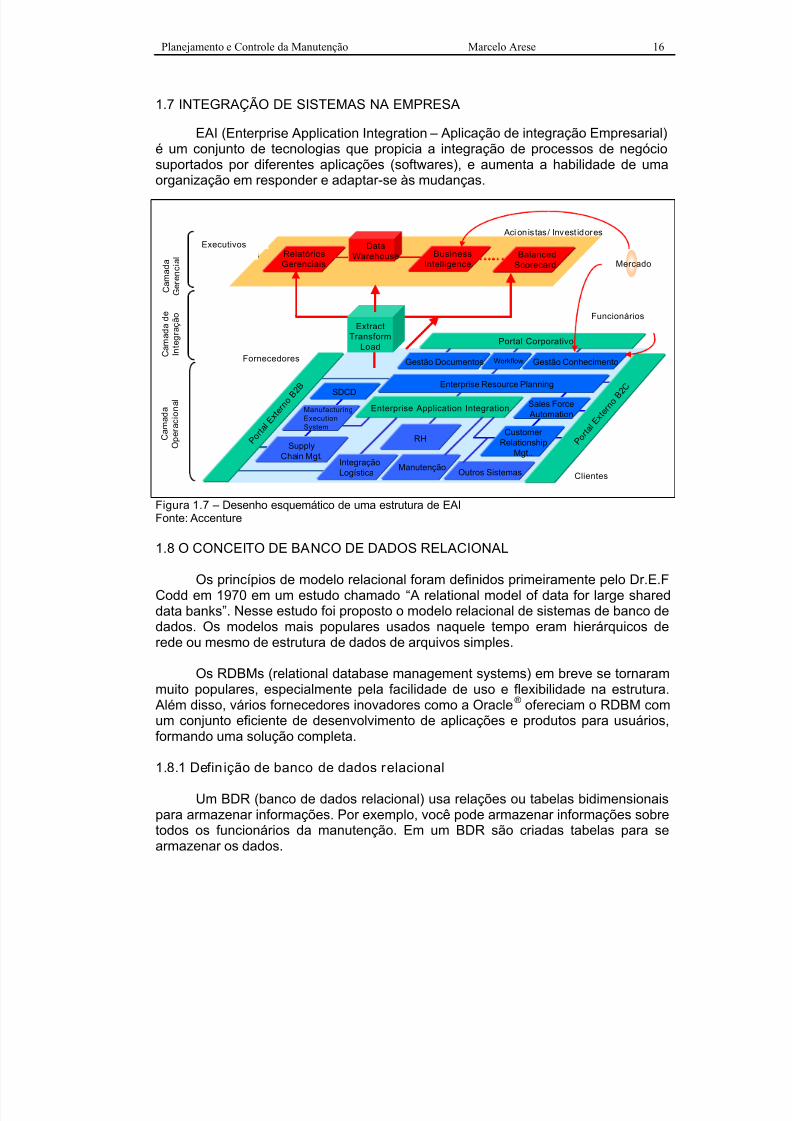
1.7 INTEGRAÇÃO DE SISTEMAS NA EMPRESA
EAI (Enterprise Application Integration – Aplicação de integração Empresarial)é um conjunto de tecnologias que propicia a integração de processos de negócio
suportados por diferentes aplicações (softwares), e aumenta a habilidade de umaorganização em responder e adaptar-se às mudanças.
DataWarehouse Business
Intelligence
Aci onistas/ Invest idores
Executivos daRio Polímeros
Manutenção
CustomerRelationship
Mgt..
Enterprise Application Integration Sales Force Automation
Clientes
Fornecedores
ManufacturingExecutionSystem
SDCDEnterprise Resource Planning
RH
IntegraçãoLogística Outros Sistemas
SupplyChain Mgt.
Gestão Documentos Workflow Gestão Conhecimento
Portal Corporativo
BalancedScorecard
Funcionários daRio Polímeros
C a m a d a
O p e r a c i o n a l
C a m a
d a d e
I n t e g
r a ç ã o
C a m a d a
G e r e n c i a l
P o r t a l
E x t
e r n o
B 2 C
P o r t a l
E x t
e r n o B 2 B
Extract
TransformLoad
MercadoRelatóriosGerenciais
Figura 1.7 – Desenho esquemático de uma estrutura de EAI
.8 O CONCEITO DE BANCO DE DADOS RELACIONAL
Os princípios de modelo relacional foram definidos primeiramente pelo Dr.E.FCodd
s RDBMs (relational database management systems) em breve se tornarammuito
1.8.1 Defin ição de banco de dados relacional
Um BDR (banco de dados relacional) usa relações ou tabelas bidimensionaispara a
Fonte: Accenture
1
em 1970 em um estudo chamado “A relational model of data for large shareddata banks”. Nesse estudo foi proposto o modelo relacional de sistemas de banco dedados. Os modelos mais populares usados naquele tempo eram hierárquicos derede ou mesmo de estrutura de dados de arquivos simples.
Opopulares, especialmente pela facilidade de uso e flexibilidade na estrutura. Além disso, vários fornecedores inovadores como a Oracle® ofereciam o RDBM comum conjunto eficiente de desenvolvimento de aplicações e produtos para usuários,formando uma solução completa.
rmazenar informações. Por exemplo, você pode armazenar informações sobretodos os funcionários da manutenção. Em um BDR são criadas tabelas para se
armazenar os dados.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 17/101
Planejamento e Controle da Manutenção Marcelo Arese 17
.8.2 Terminologia de banco de dados
Um banco de dados relacional pode conter uma ou mais tabelas. Uma tabelaé uma
. Uma linha
Figura 1.8 – Tabelas de um banco de dadosFonte: Adaptado de Kochhar (1999)
1
estrutura de armazenamento básica de um RDBMS. Ela armazena todos osdados necessários sobre algo do mundo real. A figura anterior mostra o conteúdo darelação ou tabela FUNC.
1 simples ou dupla que representa todos os dados necessários para um
. Uma coluna
funcionário específico. Cada linha de uma tabela deve ser identificada por umachave primária, que não permite linhas duplicadas. A ordem das linhas não éimportante; especifique essa ordem quando os dados forem recuperados.
2 ou atributo que contém o número do funcionário, que é também a
. Uma coluna que não é um valor de chave. Uma coluna representa um tipo de
. Uma coluna que contém a especialidade, que é também uma chave estrangeira.
. É possível encontrar um campo
chave primária. O número do funcionário que identifica um único funcionário natabela FUNC. Uma chave primária deve conter um valor.
3dado em uma tabela; no exemplo, o nome de todos os funcionários. A ordem das
colunas não é importante durante o armazenamento de dados; especifique essaordem quando os dados forem recuperados.
4Uma chave estrangeira é uma coluna que define como as tabelas se relacionamuma com as outras. Uma chave estrangeira se refere a uma chave primária ou auma chave exclusiva em outra tabela. No exemplo E.ESP identifica comexclusividade uma especialidade da tabela ESP.
5 na interseção entre uma linha e uma coluna.Só
. Um campo pode não conter nenhum valor (o valor é nulo).
E.ESP E.DESCRIÇÃO F.MAT F.NOME E.ESPINS INSTRUMENTISTA 4567 JOÃO DA SILVA INS
MEC MECÂNICO 2345 PEDRO LIMA MECENC ENCANADOR 5600 JONAS MELO MEC
ELE ELETRICISTA 3498 FLÁVIO CRUZ ELE
Nome da tabela: ESP Nome da tabela: FUNC
B NCO DE
D DOS
pode haver um valor nesse campo.
6

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 18/101
Planejamento e Controle da Manutenção Marcelo Arese 18
Cada tabela contém dados que descrevem exatamente uma entidade. Porexemplo, a tabela FUNC contém informações sobre funcionários. As categorias dedados são listadas ao longo da parte superior de cada tabela e os casos individuaissão listados abaixo da tabela. Usando o formato de tabela, você pode visualizar,
entender e usar informações imediatamente. Como os dados sobre entidadesdiferentes são armazenados em tabelas diferentes, talvez você precise combinarduas ou mais tabelas para responder a uma pergunta específica. Por exemplo,talvez você queira saber a especialização de um funcionário. Nesse cenário vocêprecisa de informações da tabela FUNC e da tabela ESP (vide figura a seguir).
Um RDBMS permite relacionar os dados de uma tabela aos dados de umaoutra usando as chaves estrangeiras. Uma chave estrangeira é uma coluna ou umconjunto de colunas que se refere a uma chave primária na mesma tabela ou emoutra tabela.
Nome da tabela: FUNC Nome da tabela: ESPF.MAT F.NOME E.ESP E.ESP E.DESCRIÇÃO4567 JOÃO DA SILVA INS INS INSTRUMENTISTA
2345 PEDRO LIMA MEC MEC MECÂNICO
5600 JONAS MELO MEC ENC ENCANADOR
3498 FLÁVIO CRUZ ELE ELE ELETRICISTA
Chave primária Chave primáriaChave estrangeira
Figura 1.9 – Relacionamento entre tabelas
Fonte: Adaptado de Kochhar (1999)
O recurso de relacionar dados de uma tabela a dados de outra permiteorganizar informações em unidades gerenciáveis separadas. Ë possível manterlogicamente os dados dos funcionários separados dos dados das especialidadesarmazenando-os em uma tabela separada.
Figura 1.10 – Sistema de gerenciamento de banco de dados relacional
Servidor
Tabelas de usuários Dicionário de dados
Clientes
Fonte: Adaptado de Kochhar (1999)

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 19/101
Planejamento e Controle da Manutenção Marcelo Arese 19
CAPÍTULO 2 - O PROCESSO DE IMPLEMENTAÇÃODO SIM
Neste capítulo são apresentadas as etapas de uma implementação desistema, conforme esquematizado na figura a seguir:
1. Planejamento2. Desenho/redesenho de processo3. Cadastramento básico4. Treinamento5. Produção assistidas
2.1 O PLANEJAMENTO DA IMPLEMENTAÇÃO
Segundo Cato & Mobley (1999), desenvolver um planejamento para aimplementação e segui-lo são os 2 principais fatores que garantem o sucesso da suaimplementação e proporcionam a infra estrutura necessária para que esse sucessose perpetue ao longo de sua utilização. A figura a seguir apresenta um cronogramade implementação de um CMMS em uma indústria petroquímica. Vamos entãoanalisar suas etapas.
Figura 2.1 – O processo de planejamentoFonte: O próprio autor

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 20/101
Planejamento e Controle da Manutenção Marcelo Arese 20
2.2 O DESENHO / REDESENHO DO PROCESSO
Colangelo Filho (2001) chama de processo o conjunto de atividades que levaa um resultado predefinido (ex: controle de OS). Domínio ou macroprocesso é um
conjunto de processos de mesma natureza (ex: gestão da manutenção). Umprocesso é composto por atividades, que é um conjunto de tarefas rotineiras. Umexemplo de atividade é aprovação da OS. As tarefas são passos necessários paracompletar uma atividade, como, por exemplo: preencher a OS.
Um processo é uma ordenação específica das atividades de trabalho notempo e no espaço, com um começo, um fim, inputs e outputs claramenteidentificados, enfim, uma estrutura para ação (DAVENPORT apud LEAL, 2003). Oprocesso também pode ser encarado como um grupo de tarefas interligadaslogicamente, que utiliza os recursos da organização para gerar os resultadosdefinidos, de forma a apoiar os seus objetivos (HARRINGTON apud LEAL, 2003).
Existem quatro enfoques que devem ser considerados no desenvolvimento depossíveis soluções de melhorias a processos, segundo Barnes apud Leal (2003).São eles:
• Eliminar todo trabalho desnecessário;• Combinar operações ou elementos;• Modificar a seqüência das operações;• Simplificar as operações essenciais.
No processo de serviço, a idéia de valor que o cliente faz é variável (ADAIR eMURRAY apud LEAL, 2003). Assim sendo, o foco voltado para o cliente e ainovação em todos os setores tornam se os principais atributos que descrevem aempresa que maximiza o valor do cliente. Com isso, para a organização prosperar,ela deve superar o valor mínimo aceitável, pois se igualar a este valor estará apenassobrevivendo, enquanto que o fracasso inevitável estará reservado àquelas queficarem aquém do valor esperado pelo cliente.
A literatura apresenta algumas técnicas de mapeamento com diferentesenfoques. A correta interpretação destas técnicas torna-se fundamental no processode mapeamento. Estas técnicas são:
• Fluxograma / Mapofluxograma (BARNES apud LEAL, 2003): técnica para seregistrar um processo de maneira compacta, através de alguns símbolospadronizados. A representação do fluxograma do processo em uma planta deedifício ou na própria área em que a atividade se desenvolve caracteriza ummapofluxograma;
• IDEF3 (Tseng et al., 1999): diagramas que representam a rede de“comportamentos” do cliente;
• UML (Booch et al., 2000): fluxograma que dá ênfase à atividade que ocorre ao
longo do tempo.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 21/101
Planejamento e Controle da Manutenção Marcelo Arese 21
Em sua obra clássica Motion and Time Study, cuja primeira edição ocorreuem 1937, Barnes descreve em seu trabalho o fluxograma do processo, ou gráfico dofluxo do processo, a fim de se tornar possível uma melhor compreensão de
processos e sua posterior melhoria.
A figura a seguir apresenta um mapeamento de processo realizado durante aimplementação de um CMMS na planta da Rio Polímeros, no Rio de Janeiro.
Figura 2.2 – Fluxograma de processo
Fonte: Sigga e Riopol
Redesenho de processo significa um redesenho total de toda a extensão doprocesso e pode promover melhoria radical de processo (50% ou mais). Talredesenho requer análise do modelo de processo nos níveis altos da hierarquia daorganização tal como pesquisa para identificar onde tecnologia da informação podeser usada para eliminar inteiramente algumas atividades do processo.
O mesmo deve ser realizado quando há suporte dos dirigentes, quando oprocesso a ser redesenhado é crítico para o alcance dos objetivos da organização equando há coordenação de reengenharia apropriada.
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 22/101
Planejamento e Controle da Manutenção Marcelo Arese 22
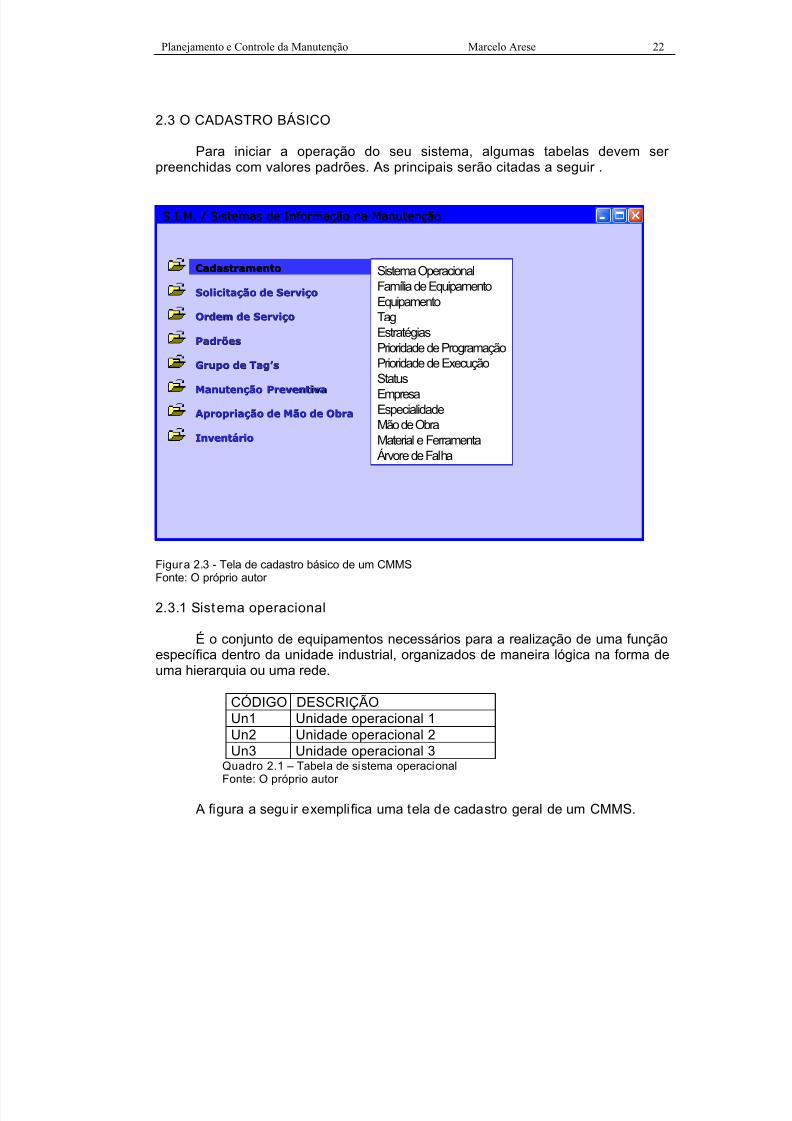
2.3 O CADASTRO BÁSICO
Para iniciar a operação do seu sistema, algumas tabelas devem ser
preenchidas com valores padrões. As principais serão citadas a seguir .
igura 2.3 - Tela de cadastro básico de um CMMS
.3.1 Sistema operacional
É o conjunto de equipamentos necessários para a realização de uma funçãoespec
CÓDIGO DESCRIÇÃO
F
S.I.M. /S.I.M. / SistemasSistemas dede InformaçãoInformação nana ManutençãoManutenção
CadastramentoCadastramento
SolicitaçãoSolicitação dede ServiçoServiço
OrdemOrdem dede ServiçoServiço
PadrõesPadrões
GrupoGrupo de Tag’sde Tag’s
ManutençãoManutenção PreventivaPreventiva
Apropriação de Mão de ObraApropriação de Mão de Obra
InventárioInventário
Sistema OperacionalFamília de EquipamentoEquipamentoTag
EstratégiasPrioridade de ProgramaçãoPrioridade de ExecuçãoStatusEmpresaEspecialidadeMão de ObraMaterial e Ferramenta
Árvore de Falha
Fonte: O próprio autor
2
ífica dentro da unidade industrial, organizados de maneira lógica na forma de
uma hierarquia ou uma rede.
Un1 Unidade operacional 1Un2 Unidade operacional 2Un3 Unidade operacional 3
Quadro 2.1 – Tabela de sistema operacional
A figura a seguir exemplifica uma tela de cadastro geral de um CMMS.
Fonte: O próprio autor
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 23/101
Planejamento e Controle da Manutenção Marcelo Arese 23
S.I.M. /S.I.M. / CadastroCadastro / / SistemaSistema OperacionalOperacional
SistemaSistema OperacionalOperacional
UNIDADE DE PRODUÇÃO 3SOP3
UNIDADE DE PRODUÇÃO 2SOP2
UNIDADE DE PRODUÇÃO 1SOP1
DescriçãoCódigo
UNIDADE DE PRODUÇÃO 3SOP3
UNIDADE DE PRODUÇÃO 2SOP2
UNIDADE DE PRODUÇÃO 1SOP1
DescriçãoCódigo
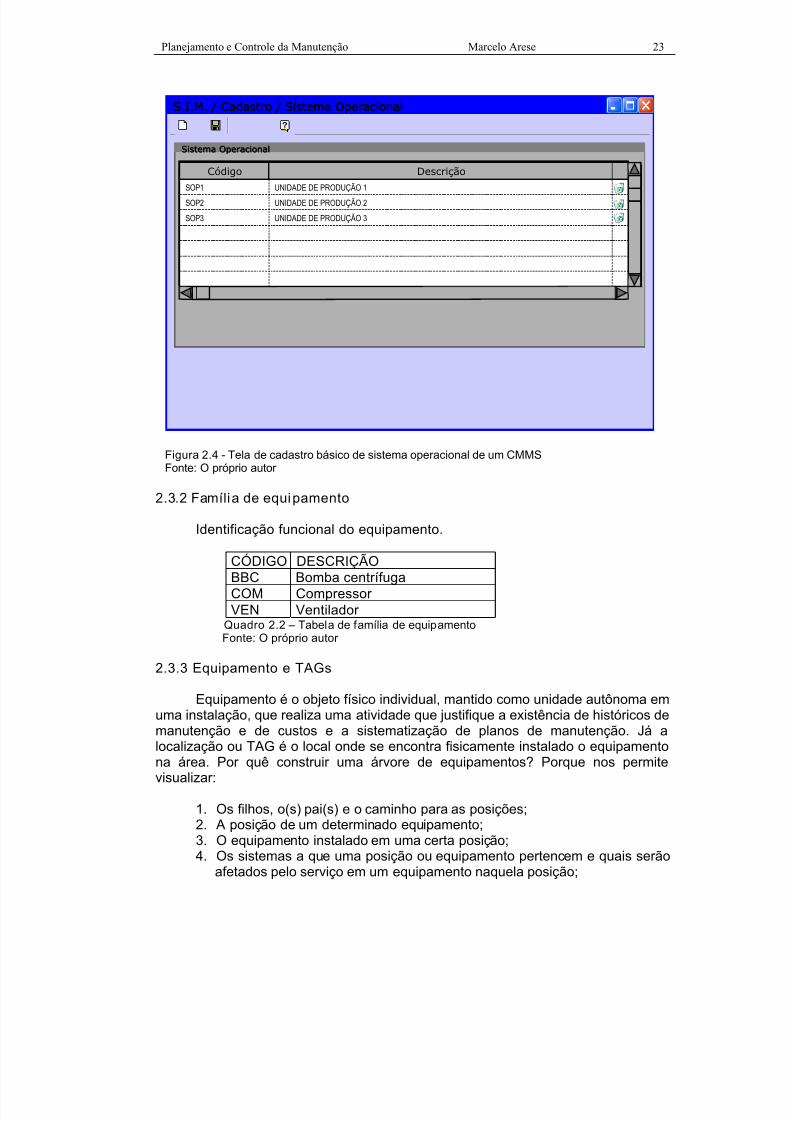
Figura 2.4 - Tela de cadastro básico de sistema operacional de um CMMSFonte: O próprio autor
2.3.2 Família de equipamento
Identificação funcional do equipamento.
CÓDIGO DESCRIÇÃOBBC Bomba centrífugaCOM CompressorVEN Ventilador
Quadro 2.2 – Tabela de família de equipamentoFonte: O próprio autor
2.3.3 Equipamento e TAGsEquipamento é o objeto físico individual, mantido como unidade autônoma em
uma instalação, que realiza uma atividade que justifique a existência de históricos demanutenção e de custos e a sistematização de planos de manutenção. Já alocalização ou TAG é o local onde se encontra fisicamente instalado o equipamentona área. Por quê construir uma árvore de equipamentos? Porque nos permitevisualizar:
1. Os filhos, o(s) pai(s) e o caminho para as posições;2. A posição de um determinado equipamento;
3. O equipamento instalado em uma certa posição;4. Os sistemas a que uma posição ou equipamento pertencem e quais serãoafetados pelo serviço em um equipamento naquela posição;

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 24/101
Planejamento e Controle da Manutenção Marcelo Arese 24
5. Todas as OS’s e Planos de Preventiva para uma posição selecionada ouum certo equipamento;
6. Uma variedade de informações de rolagem de custos e utilização derecursos humanos e materiais;
7. Rastreabilidade de um equipamento na planta e fora dela;8. Monitorar o histórico de serviços nas posições e nos equipamentos nelasinstalados.
Existem 2 modelos de se construir essa árvore:
Opção de montagem 1
• Criar posições operacionais (tags) e associar cada equipamento a umaposição;
• As relações hierárquicas são determinadas pelas conexões entre os
registros de posições operacionais.
LocalizaçãoPai
LocalizaçãoFilho 1
Equipamento 2
Equipamento 1
Localização
Filho 2
LocalizaçãoPai
LocalizaçãoFilho 1
LocalizaçãoFilho 1
Equipamento 2Equipamento 2
Equipamento 1Equipamento 1
Localização
Filho 2
Localização
Filho 2
Figura 2.5 – Opção de hierarquia 1Fonte: O próprio autor
Opção de montagem 2
• Criar uma posição operacional (tag) e associar o nível mais alto de umahierarquia de equipamentos com a posição;
• As relações hierárquicas são determinadas pelas conexões entre osregistros de equipamentos.
LocalizaçãoLocalizaçãoPaiPai
EquipamentoEquipamentoPaiPai
EquipamentoEquipamentoFilho 1Filho 1
EquipamentoEquipamento
Filho 2Filho 2
LocalizaçãoLocalizaçãoPaiPai
EquipamentoEquipamentoPaiPai
EquipamentoEquipamentoPaiPai
EquipamentoEquipamentoFilho 1Filho 1
EquipamentoEquipamentoFilho 1Filho 1
EquipamentoEquipamento
Filho 2Filho 2
EquipamentoEquipamento
Filho 2Filho 2
Figura 2.6 – Opção de hierarquia 2Fonte: O próprio autor

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 25/101
Planejamento e Controle da Manutenção Marcelo Arese 25
Exemplo de relação TAG e equipamento
Figura 2.7 – TAGs e equipamentos
.3.4 Estratégias
Já exploradas no item 1.2 , podemos ter o seguinte cadastro
CÓDIGO DESCRIÇÃO
Equipamento25076 = Bomba centrífuga, marca, modelo
25075 = Motor,marca, modelo
1-C-D-06-BB04 = Bomba de circulação do cozinhador NR 4Localização
Celulose
Cozimento Descontínuo
Cozimento
Cozinhador Nº 4
Celulose
Cozimento Descontínuo
Cozimento
Cozinhador Nº 4
Fonte: O próprio autor
2
CO CorretivaCOE e emergênciaCorretiva d
COU Corretiva de urgênciaPV PreventivaPVC e condiçãoPreventica dPD PreditivaME MelhoriaOF Serviço de oficina
Quadro 2.3 – Tabela d
.3.5 Priori dades
Serão exploradas no capítulo 6.
e estratégiasFonte: O próprio autor
2
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 26/101
Planejamento e Controle da Manutenção Marcelo Arese 26
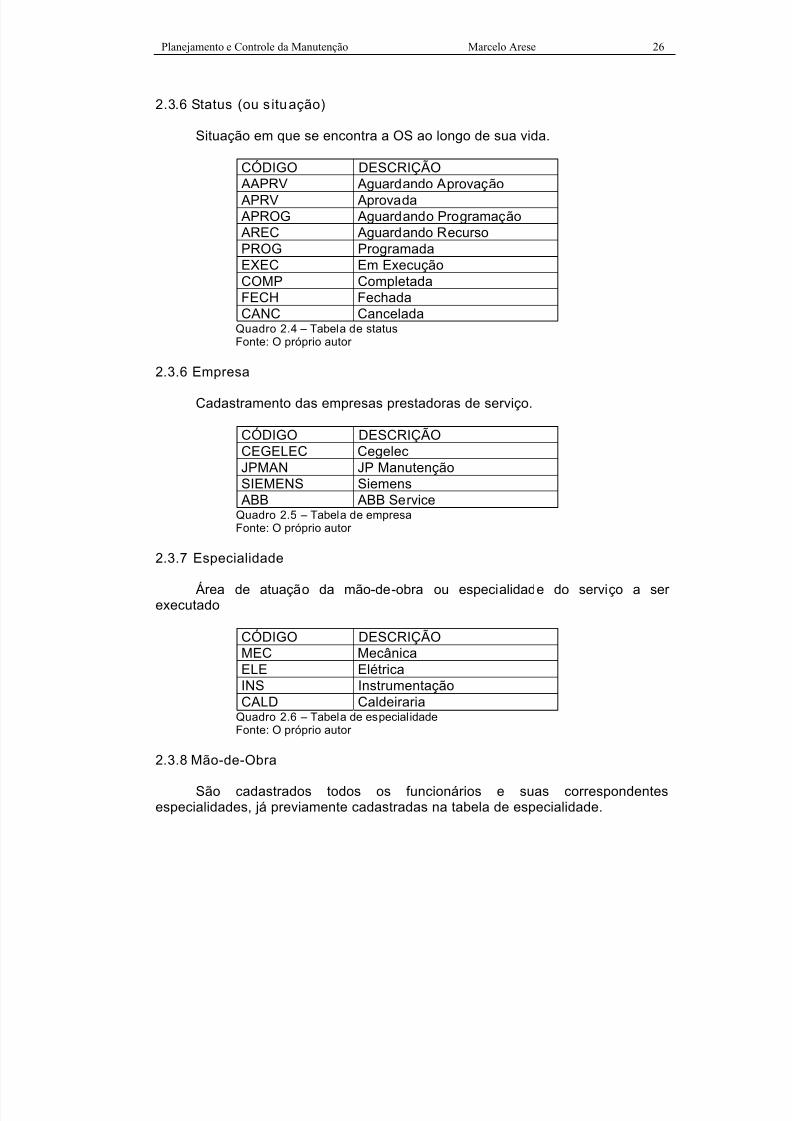
2.3.6 Status (ou s ituação)
Situação em que se encontra a OS ao longo de sua vida.
CÓDIGO DESCRIÇÃO AAPRV Aguardando Aprovação APRV Aprovada APROG o Programação Aguardand AREC Aguardando RecursoPROG ProgramadaEXEC Em ExecuçãoCOMP CompletadaFECH FechadaCANC Cancelada
Quadro 2.4 – Tabela d
.3.6 Empresa
Cadastramento das empresas prestadoras de serviço.
CÓDIGO DESCRIÇÃO
e statusFonte: O próprio autor
2
CEGELEC CegelecJPMAN JP ManutençãoSIEMENS Siemens
ABB ABB ServiceQuadro 2.5 – Tabela d
.3.7 Especialidade
Área de atuação da mão-de-obra ou especialidade do serviço a ser
CÓDIGO DESCRIÇÃO
e empresaFonte: O próprio autor
2
executado
MEC Mecânica
ELE ElétricaINS InstrumentaçãoCALD Caldeiraria
Quadro 2.6 – Tabela de especialidade
.3.8 Mão-de-Obra
São cadastrados todos os funcionários e suas correspondentes
Fonte: O próprio autor
2
especialidades, já previamente cadastradas na tabela de especialidade.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 27/101
Planejamento e Controle da Manutenção Marcelo Arese 27
CÓDIGO DESCRIÇÃO ESPECIALIDADE4567 JOÃO DA SILVA INS2345 PEDRO LIMA MEC5600 JONAS MELO MEC
3498 FLÁVIO CRUZ ELEQuadro 2.7 – Tabela d
.3.9 Material e ferramenta
Os materiais e ferramentas são cadastrados na mesma tabela. O processo
e mão-de-obraFonte: O próprio autor
2
é similar ao cadastro do equipamento, onde são criadas famílias de itens e seusrespectivos atributos.
igura 2.8 – Tela de item mestre do CMMS MAXIMO versão 5.2
.3.10 Árvore de falha
Uma “Árvore de falha” é o nível mais alto de uma hierarquia de falha. A“Hiera
FFonte: MRO software
2
rquia de Falha” é usada para controlar as causas das falhas e suas soluções.
Uma “Hierarquia de Falha” padrão é sub dividida em quatro níveis:

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 28/101
Planejamento e Controle da Manutenção Marcelo Arese 28
1. Classe de Falha – A “Classe de falha” é a família dos equipamentos (Ex.bomba centrífuga, motores de corrente contínua, etc.) e seráautomaticamente preenchida pelo sistema.
2. Problema – É a primeira visão do solicitante mediante a uma falha. (Ex.vazamento de óleo, vibração excessiva, curto circuito, etc.). Será preenchidopelo solicitante através de uma lista de valores fornecida pelo sistema.
3. Causa – É o que originou o “problema”. (Ex. o que causou vazamento de óleona bomba foi selo mecânico danificado, então a “Causa” será “Selo MecânicoDanificado”). Este campo será preenchido pelo planejador no ato daconclusão da “OS” através de uma lista de valores fornecida pelo sistema, eposterior análise da Engenharia de Manutenção.
4. Solução – É a ação tomada para a “Solução” do “Problema”. (Ex. seguindo o
exemplo acima do selo danificado, a ação foi substituir o selo, portanto asolução é “Substituído”). Este campo será preenchido pelo planejador no atoda conclusão da OS através de uma lista de valores fornecida pelo sistema.
Classe deFalha
Descrição Classe deFalha
Problema Descrição Problema Causa Descrição Causa ReparaçãoDescriçãoReparação
BOCENT Bomba Centrífuga PMBEDRBaixa Eficiência por Desgaste doRotor
CMABRA Abrasão AMREPR Reparado
BOCENT Bomba Centrífuga PMBEDRBaixa Eficiência por Desgaste doRotor
CMABRA Abrasão AMSUBS Substituído
BOCENT Bomba Centrífuga PMVBDB Vibração por Desbalanceamento CMBALI Balanceamento Incorreto AMBALD Balanceado
BOCENT Bomba Centrífuga PMBEDRBaixa Eficiência por Desgaste doRotor
CMCAVI Cavitação AMREPR Reparado
BOCENT Bomba Centrífuga PMFPEQFalha na Partida por EixoQuebrado
CMCAVI Cavitação AMREPR Reparado
BOCENT Bomba Centrífuga PMFPEQFalha na Partida por EixoQuebrado
CMCAVI Cavitação AMSUBS Substituído
Quadro 2.8 – Tabela de classe de falha de bomba centrífugaFonte: O próprio autor
2.4 TREINAMENTO
Este assunto será abordado no capítulo 9
2.5 PRODUÇÃO ASSISTIDA
Nesta etapa é feita a homologação do sistema, através de um roteiro de teste,onde todas as funcionalidades do sistema são testadas. Uma vez homologado, édado início ao acompanhamento da operação do CMMS, que pode levar de umasemana à um mês.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 29/101
Planejamento e Controle da Manutenção Marcelo Arese 29
CAPÍTULO 3 - O PROCESSO DE PLANEJAMENTO
O processo de planejamento é de responsabilidade do grupo deacompanhamento da manutenção (Engenharia) e compreende as atividadesindicadas na Figura 3.1 a seguir.
CLASSIFICAÇÃO DOS EQUIPAMENTOS
CARACTERIZAÇÃO DOS TIPOSDE FALHAS
DEFINIÇÃO DAS ESTRATÉGIAS
DETALHAMENTO DAS AÇÕES
DEFINIÇÃO DOS RECURSOS
PROCESSO DEPLANEJAMENTO
Figura 3.1 – O processo de planejamento
Fonte: O próprio autor
3.1 CLASSIFICAÇÃO DE EQUIPAMENTOS
O objetivo da classificação dos equipamentos é o de agrupá-los de acordocom a influência de suas falhas para o processo produtivo, qualidade do produto,segurança de pessoas, danos ao meio ambiente e custo de produção.
A classificação é efetuada para cada equipamento, através de umalgoritmo, apresentado na Figura 3.2, em que 7 quesitos são avaliados e deacordo com estas avaliações cada equipamento é inserido nas classes A, B ou C.
Esta atividade deve ser coordenada pelo acompanhamento da manutenção(engenharia), porém deve ter a participação de toda a equipe de produção, poisdefinirá uma hierarquia entre os diversos equipamentos, instrumentos e sistemas,visando a definição de prioridades para execução de serviços, análise de resultadose implementações de melhorias.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 30/101
Planejamento e Controle da Manutenção Marcelo Arese 30
igura 3.2 – O processo de classificação de equipamentos
s equipamentos classe A são os mais críticos da planta industrial, sendoque p
avaliação destes quesitos necessita o comprometimento de todo o gruporespon
1 SEGURANÇA E RISCOSPARA O MEIO AMBIENTE
2 e 3
LEGENDA 1 QUALIDADE DO1- ALTA PRODUTO2- MÉDIA 2 e 33- BAIXA
1
2 e 3
N S
1 e 2 TEMPO DEREPARO
3
1 CUSTO DEREPARO
2 e 3
1 e 2 FREQÜÊNCIADE FALHA
3
PROCESSO DE CLASSIFICAÇÃO DE EQUIPAMENTOS
PRODUÇÃO
EQUIPAMENTO
RESERVA
CB A
FFonte: O próprio autor
Oara ser assim classificado, o equipamento precisa ser avaliado em pelo
menos 1 dos 3 primeiros quesitos, com avaliação 1, isto é, alta influência de suafalha à segurança e riscos ao meio ambiente ou à qualidade do produto ou àprodução, e não possuir equipamento reserva, no caso dos 2 últimos quesitos.
Asável pela avaliação. Para os equipamentos que não obtiverem a
classificação A, será efetuada a avaliação dos 3 últimos quesitos do algoritmo, para adefinição entre as classes B e C. A avaliação destes 3 últimos quesitos deverá serbaseada em históricos de manutenção ou experiências pessoais dos integrantes do
grupo de avaliação. Como base para estas avaliações é utilizado quadro constanteda tabela a seguir.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 31/101
Planejamento e Controle da Manutenção Marcelo Arese 31
Tabela 3.1 – Quesitos para classificação de equipamentosQUESITO Avaliação 1 Avaliação 2 Avaliação 3
Tempo médio de reparo > 12 hs > 2 hs e
< 12 hs
< 2 hs
Custo médio de reparo > R$ 5.000,00 > R$ 2.000,00e< R$ 5.000,00
< R$2.000,00
Freqüência de falhas < mensal < 6 meses e> mensal
> 6 meses
F
equipamentos pelas classes deverá se aproximar dadistribuição proposta a seguir, para que possa ser prestada maior atenção aosequipa
Classe B: 30%
3.2 CARACTERIZAÇÃO DAS FALHAS
fetuada para cada equipamento (pelaEngenharia) baseada em históricos de manutenção, documentação técnica eexperi
onte: O próprio autor
A distribuição dos
mentos classe A, que são os equipamentos críticos.
- Classe A: 20%-
- Classe C: 50%
A caracterização de falhas é e
ência pessoal de acordo com a seguir.
Tabela 3.2 – Caracterização das falhasSINTOMA
FREQÜÊNCIADETECTÁVEL NÃO DETECTÁVEL
ALTA 11 12BAIXA 21 22
Fonte: O próprio autor
ão de alta freqüência de falhas são utilizadas asavaliações 1 e 2 da classificação de equipamentos, sendo a avaliação 3 utilizadapara a
nho inadequado do equipamento, que implica na paradaimediata do mesmo, por não atendimento a performance prevista no projeto
• deuma futura falha, podendo o equipamento operar por um período determinado,
• entos, por meio de instrumentos, ou
inspeções com a utilização do tato, da audição, do olfato ou visuais, quepermitem a identificação de defeitos durante a operação de equipamentos.
Para caracterizaç
caracterização de baixa freqüência. Neste ponto cabe a inclusão de
algumas definições:• Falha - Desempe
ou colocar em risco a sua integridade ou de pessoas ou do meio ambiente.
Defeito - Desempenho inadequado do equipamento, que permite a previsão
antes de alcançar as condições de falha.
Sintoma - Sinais detectáveis nos equipam

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 32/101
Planejamento e Controle da Manutenção Marcelo Arese 32
A detecção de sintomas não se refere apenas aos obtidos através do usoanalisadores de vibração, instrumentos para termografias ou outros, mas
luem também qualquer meio de inspeção que detecte defeitos, comodeinc porexemplo, a verificação de vazamentos de maneira visual, ou a detecção de
vibraç
mbém chamadas de tipos deanutenção, são na verdade os diversos motivos pelos quais se decide iniciar
gias de manutençãoestão relacionadas na tabela a seguir.
ão ou aumento de temperatura através do tato. Estas inspeções requeremuma certa experiência, porém são mais ágeis e não oneram os custos com aaquisição de uma grande quantidade de instrumentos. Esse assunto é maisexplorado no item 3.7 (Manutenção preditiva).
3.3 DEFINIÇÃO DAS ESTRATÉGIAS DE MANUTENÇÃO
As estratégias de manutenção, tamas atividades de reparos dos equipamentos. As estraté
Tabela 3.3 – Estratégias de manutenção
CÓDIGOS DESCRIÇÃOI CORRETIVAII PREDITIVAIII PREVENTIVAIV MELHORIA
Fonte: O próprio autor
Novas definições relação a AÇÃO DE REPA
- Estratégia na qual a ação de reparo é efetuada sempreapós a falha, isto é, o motivo da ação é a falha.
PREDITIVA - Estratégia na qual não existe a ação de reparo. A ação
a detecção do defeito,fazendo com que a ação se antecipe a falha.
•
menor que esta vida útilprevista, no qual devem ser efetuados os reparos, isto é, o motivo da
•
os, não de reparo, isto é, o motivo da ação éo de melhorar os índices de desempenho do equipamento.
Nã
devendoestratégia preventivaé a possibilidade de planejamento do reparo, possibilitando a prévia definição do
, em RO:
• CORRETIVA
•
de reparo é efetuada sempre após a detecção de sintomas de umdefeito pela preditiva, isto é, o motivo da ação é
PREVENTIVA - Estratégia na qual a ação de reparo é efetuadasempre a partir de um plano, que através do conhecimento da vida útil
do equipamento define um intervalo de tempoação são as definições contidas no plano, também fazendo com que aação se antecipe a falha.
MELHORIA - Estratégia na qual a ação é efetuada para melhorar odesempenho do equipamento, nesse caso a ação é de alteração deprojeto ou de procediment
o existe uma estratégia que seja melhor para todos os equipamentos,
ser analisado cada caso, para que seja possível a definição damais adequada. A grande vantagem das ações de preditiva e

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 33/101
Planejamento e Controle da Manutenção Marcelo Arese 33
detalhamento das ações, de materiais e recursos necessários, e da programação. Aanálise dos equipamentos que definem a estratégia a ser utilizada é efetuada, apartir da classificação dos equipamentos e das suas características de falhaconforme a tabela abaixo.
Tabela 3.4 – Definição das estratégiasCLASSE
FALHAS A B C
11 I ou II e IV I e IV I e IV12 I e IV I e IV I e IV21 II II ou I I22 III III ou I I
Fonte: O própr
Considerações sobre a Tabela 3.4:
A) Independente da classe, um equipamento com alta freqüência de falhas necessitade uma ação de melhoria para redução da freqüência
) A ação de melhoria tem como um de seus objetivos reduzir a freqüência de
ão de obra que seria ocupadaara reparos em equipamentos classe C.
tempo de planejamento para execução doparo.
não existe.
s gerais, na manutenção temos 4 tipos de padrões:
2. Tarefas de troca de peças / equipamentos;
. Plano de manutenção - a freqüência das tarefas acima são a sua base
io autor
Bfalhas, possibilitando a utilização de estratégias de preditivas e preventivas para osequipamentos classe A e B e a disponibilização de mp C) Em alguns casos de altas freqüências de falhas, mesmo que o sintoma de defeito
seja detectável, não adianta a utilização de preditiva ou preventiva, pois o tempopara o equipamento falhar é menor que ore D) Para equipamentos classe C ou alguns B's, a utilização de preditiva ou preventivanão é compensatória em termos de custo já que a perda de faturamento pela paradada planta E) A classificação de equipamento, a caracterização de falhas e a definição deestratégias devem ser revistas durante as análises de resultados e após a execuçãode melhorias.
3.4 DETALHAMENTO DAS AÇÕES E PADRONIZAÇÃO
Em linha
1. Tarefas de inspeção - lista de inspeção;
3. Tarefas de revisão / reparo;4
(citado no tópico anterior).

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 34/101
Planejamento e Controle da Manutenção Marcelo Arese 34
As listas de inspeção (OS's de inspeção de rota) devem detalhar:
Itens a inspecionar;Locais a serem inspecionados (se possível inserir figuras ou croquis);
• Parâmetros a serem medidos;ção;
;uipamentos (carga, rotação, etc.);
das quando os parâmetros estiverem fora dos.
fiabilidade,pois é ter
pontos marcados para verificar o aquecimento e para auscultar com o estetoscópio.s padrões de troca e de revisão devem contemplar:
• Métodos de teste em vazio (inclui padrão de avaliação);
íticas. Por exemplo:as tarefas em que ocorrem mais erros, as mais repetitivas, as que envolvem maiornúmer os fabricantes,
os resultados reais e na experiência das equipes de manutenção e operação.
artesais importantes e mais consultadas dos manuais em língua estrangeira sejam
traduz
o de PREVENTIVA definindo as ações a serem efetuadas e suaseqüências, sendo de responsabilidade do grupo de Engenharia.
dos manuais dosfabricantes dos equipamentos. As ações devem ser efetuadas em intervalosregula
••
• Métodos da inspeção;
• Parâmetros de avalia• Dispositivos de medição;• Critérios de julgamento• Condições de utilização dos eq• Providências a serem toma
limites especificados
Caso estas listas não estejam detalhadas, a inspeção perde a con feita no sentimento do inspetor. Por exemplo: em um rolamento deve-se
O
• Procedimentos de troca ou de revisão;• Pontos importantes (padrão de precisão de alinhamento e ajustagem,
cuidados em relação à segurança, etc.);
• Registro dos resultados;• Registro do estado de degradação das peças (quantificação)
Deve-se iniciar a elaboração dos padrões pelas tarefas cr
o de pessoas. Os padrões devem ser baseados nos manuais dn
O pessoal de manutenção deve ser treinado para que execute suas tarefascom base nos padrões e manuais dos fabricantes (se necessário) e os supervisoresdeverão ser orientados para garantir que isto seja feito. Sugere-se que as pm
idas para o português, permitindo sua utilização por todo o pessoal demanutenção.
O detalhamento das ações, na fase de planejamento da manutenção, podeser dividido em macro e micro detalhamento. O macro detalhamento se refere àsações do planfr
O macro detalhamento deve elaborar também os planos de LUBRIFICAÇÃO
e PREDITIVA, com as respectivas freqüências de execução. Estas ações devem serdefinidas a partir dos históricos dos equipamentos e de indicações
res, menores que as vidas úteis das várias partes.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 35/101
Planejamento e Controle da Manutenção Marcelo Arese 35
O macro detalhamento descreve "O QUE FAZER", conforme exemplo aseguir:
- Alinhar tubulão do calcinador.
Trocar e revisar atomizador.
Limpar e calibrar sensor de Ph.
vitados exageros comuns nestes planos, Muitas vezes ações que tem comoalhas tem como resultado a introdução de defeitos
tendia evitar. Este fato é explicado pela Figura 19 aseguir, que é conhecida como curva da banheira.
fase intermediária verifica-se que o número de falhas é extremamente reduzido,voltan
-- Limpar e regular os componentes de gaveta de comando elétrico.-
S.I.S.I.M. /M. / PadrãoPadrão
Co o ?Como ?
Figura 3.3 – Tela de padrão do SIMFonte: O próprio autor
Deve se ter atenção na definição destas ações de preventiva, para seremeobjetivo evitar a ocorrência de f
que se preque levam as falhas
Esta curva é apresentada com o eixo das abscissas representando o tempo eas ordenadas o número de falhas de um conjunto de peças ou de equipamentosiguais, que são acompanhados durante a sua vida útil. Verifica-se na fase inicial deoperação, um número elevado de falhas, o que se chama mortalidade infantil. Na
do a se elevar na fase final da curva.
Em manutenções preventivas, partes são substituídas ou desmontadas para
inspeção e depois remontadas. Estas ações fazem com que as partes novas ouremontadas reiniciem a sua CURVA DA BANHEIRA, o que possibilita falhas logo aoreiniciar-se a operação. Este fato é chamado de re-serviço, já que um novo reparo é
m
3:00LIMPAR BANDEJAS DOS FILTROS COM HIDROJATO100:30RETIRAR CURVA DOS COLETORES5
DuraçãoTarefaSeq.
3:00LIMPAR BANDEJAS DOS FILTROS COM HIDROJATO100:30RETIRAR CURVA DOS COLETORES5
DuraçãoTarefaSeq.
1
1
Quantidade
3:00
0:30
Duração
ENCANADOR
ENCANADOR
Descrição
90,00ENC10
15,00ENC5
CustoEspecialidadeSeq.
1
1
Quantidade
3:00
0:30
Duração
ENCANADOR
ENCANADOR
Descrição
90,00ENC10
15,00ENC5
CustoEspecialidadeSeq.
RecursosRecursos
MãoMão--dede--obraobra
1
1
Quantidade
MÁQUINA DE HIDROJATO
KIT DE LIMPEZA DE FILTRO
Descrição
0,00MAQHID10
40,00M-00002310
CustoMaterialSeq.
1
1
Quantidade
MÁQUINA DE HIDROJATO
KIT DE LIMPEZA DE FILTRO
Descrição
0,00MAQHID10
40,00M-00002310
CustoMaterialSeq.Material e FerramentaMaterial e Ferramenta
PV-0045CóCó mpPADRÃO LIMPEZA DE FILTROS BHSddigo do Padrãoigo do Padrão

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 36/101
Planejamento e Controle da Manutenção Marcelo Arese 36
efetuado. Este fenômeno não invalida as ações de preventiva, porém devem sertomad
ferramentas e equipamentos necessários.
micro detalhamento é elaborado na forma de procedimentos, sendorespon
xecutantes, apresentando as principaisdificuldades na execução dos serviços e introduzindo as soluções encontradas nocampo
, PREDITIVA e LUBRIFICAÇÃO. Devemer definidos os recursos necessários a execução dos serviços previstos nestes
No plano de PREVENTIVA, a partir dos detalhamentos das ações, estes
recurs evistos. No plano de PREDITIVA, devem ser previstos apenasos recursos para execução das inspeções, ficando o detalhamento e a definição derecurs defeitos, pela programação. Já no
os os cuidados nas fases de planejamento e execução para não seremintroduzidos novos defeitos ou ações desnecessárias. Alguns profissionaisdenominam tais ações desastrosas de manutenção "DESTRUTIVA".
Figura 3.4 – Curva da banheira Fonte: O próprio autor
O micro detalhamento se refere à descrição de ações em nível de "COMOFAZER", detalhando-se os serviços de maneira mais minuciosa, definindo
NÚMERODE FALHAS MORTALIDADE VIDA ÚTIL ENVELHE-
INFANTIL CIMENTO
TEMPO
Osabilidade da Supervisão de Execução os treinamentos necessários. A
Engenharia coordena todo o processo, sendo que a elaboração dos procedimentosdeve ter uma intensa participação dos e
, com seus conhecimentos práticos.
3.5 DEFINIÇÃO DE RECURSOS
A atividade de definição de recursos complementa o detalhamento de ações,na elaboração dos planos de PREVENTIVAsplanos em termos de
- Mão de Obra;- Serviços de Terceiros;- Materiais, Equipamentos e Ferramentas.
os devem ser pr
os para as ações resultantes da detecção de

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 37/101
Planejamento e Controle da Manutenção Marcelo Arese 37
plano de LUBRIFICAÇÃO, devem ser previstos os recursos para sua execução.Serviç
- Para completar a mão de obra necessária.
PREVENTIVA e deLUBR 3.6 MA
al de Manutenção Preventivaigura 3.5). Nesse cronograma devem constar:
1. As unidades/setores onde é realizada manutenção preventiva, subdividido
XIMO por especialidade.
os de terceiros devem ser previstos nos planos, quando:
- A execução dos mesmos for esporádica;
- A execução necessitar mão-de-obra especializada;- A execução necessitar equipamentos/ferramentas de uso esporádico e dealto custo;
Os materiais a serem usados nos planos deIFICAÇÃO devem ser definidos e quantificados.
NUTENÇÃO SISTEMÁTICA NO SIM
O plano de manutenção preventiva pode ser controlado em uma planilha a
parte do SIM, em excel, intitulada de Cronograma Anu(f
em sistemas de produção;2. A duração da preventiva e a quantidade de preventivas por ano;3. O código do plano de preventiva no MA
Unidade Sistema Código Horas Paradas Horas MesesParadas por Ano /Ano 1 2 3 4 5 6 7 8 9 10 11 12
120 Alumina 16 10 3 30 10 10 10HCCP 10 10 3 30 10 10 10
130 Cogel 07 10 4 40 10 10 10 10Nay 06 10 4 40 10 10 10 10S-1307 Dr.M 32 8 4 32 8 8 8 8
140 Cloreto de amonia 08 8 3 24 8 8 8 8140.1 Troca Iônica 01T 10 4 40 10 10 10 10
Secagem 01S 12 2 24 12 12Calcinação 01C 30 2 60 30 30
140.2 Troca Iônica 02T 10 4 40 10 10 10 10Secagem 02S 12 2 24 12 12Calcinação 02C 30 2 60 30 30
150 In 09I 10 6 60 10 10 10 10 10 10Out 09O 10 6 60 10 10 10 10 10 10
10 10 10 1012 12
30 30180 Centrifuga - In 31I 12 4 48 12 12 12 12
Coluna - Out 31O 24 2 48 24 24350 Natal - Sulfato de Al. 15 10 3 30 10 10 10
Boc 13 10 3 30 10 10 10Caulim 12 10 6 60 10 10 10Cloreto Terras Raras 14 10 3 30 10 10 10
510 BO-5101A 03 120 1 120 120 8BO-5101B 04 120 1 120 120 8
580 DE-5801A 33 16 3 48 16 16 56DE-5801B 34 16 3 48 16 56 16
160 Ressusp./filtração 11F 10 4 40Secagem 11S 12 2 24Calc.final (Filtros 165) 11M 30 2 60
Planilha expandida com planos por especialidade
Unidade Sistema Código Horas Paradas Horas MesesParadas por Ano /Ano 1 2 3 4 5 6 7 8 9 10 11 12
120 Alumina 16 10 3 30 10 10 10PMP16M X X XPMP16I(n) (onde n=1,2 ou 3) 1 2 3
1 2 3PMP16V(n)(onde n=1,2,3,4,5 ou 6)PMP16E X X X
HCCP 10 10 3 30 10 10 10PMP10M X X XPMP10I(n) (onde n=1,2 ou 3) 1 2 3
PMP10V(n)(onde n=1,2,3,4,5 ou 6) - 1 2- - - -
Figura 3.5 – Cronograma anual de manutenção preventivaFonte: O próprio autor
Para facilitar o setor de programação, dever se elaborado um calendário paracada mês do ano, com as preventivas do Cronograma Anual de ManutençãoPreventiva distribuídas por semana (Figura 3.6).

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 38/101
Planejamento e Controle da Manutenção Marcelo Arese 38
Figura 3.6 –
em ser cadastradas na tela deManu r especialidade,
nidade e por uma letra que indica a especialidade;
3.
, pois sempreque esse plano for ser executado, as OS’s geradas vão direto para a
Antes de preencher o campo Grupo de TAG’s, deve-se criar primeiro a rota.Para o SIM, Grupo de TAG’s significa um conjunto de equipamentos que sofrerãouma m uestão, são
dos os equipamentos da Unidade 120, subsistema Alumina, que sofrerãopreven
Calendário mensal de manutenção preventivaFonte: O próprio autor
Essas manutenções preventivas devtenção Sistemática do SIM (figura 3.7), por unidade/setor e poseguindo a seqüência a seguir:
1. Preencher o campo Manutenção com o código da preventiva. Esse códigopode ser elaborado da seguinte forma: começa com as letras PMP,seguido do código da u
2. Preencher o campo Descrição, com a descrição do código;
Preencher o campo Supervisor;
4. Preencher o campo Status da Ordem de Serviço com PROG
programação semanal;
5. Preencher o campo Estratégia com o código PV (preventiva).
anutenção em um mesmo período. No caso da preventiva em qto
tiva da especialidade mecânica. O Grupo de TAG’s é criado na tela de Grupode TAG’s do SIM (Figura 3.8).
04/04/03 11:44
FEVEREIRO DE 2002
SEG TER QUA QUI SEX
28/jan 29/jan 30/jan 31/jan 1
COGEL HCCP
4 5 6 7 8
S-4301B U180 IN CENTRÍF. U 350 BOC
11 12 13 14 15
G-1302A
18 19 20 21 22
S-4309 U 130 NAY ROTA1 TROCA ION. ROTA2 SECAGEM G-1303B
25 26 27 28 01/mar
G-1303F U 150 IN U 160 RES/FILT. G-1302C
LEGENDAPLANO A - DE TERÇA A QUINTA-FEIRAPLANO B - SEGUNDA E SEXTA-FEIRADIA SEM PROGRAMAÇÃO DE PREVENTIVAFERIADO
HISTÓRICO DE REVISÃORev0 09/01/02 Emissão primeira
K:/PASSAGEM/PÚBLICO/ENGENHARIA DE MANUTENÇÃO/PLANO DE MANUTENÇÃO/Plano anual 2002.xls
PLANO ANUAL DEMANUTENÇÃO PREVENTIVA
S M
0 6
S M 0
5
S M
0 7
S M
0 8
S M
0 9
BO-5101B (28/01 A 01/02)

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 39/101
Planejamento e Controle da Manutenção Marcelo Arese 39
Figura 3.7 – Tela de Manutenção Sistemática do SIMFonte: O próprio autor
Figura 3.8 – Tela de Grupo de TAG’s do SIMFonte: O próprio autor
S.I.M. /S.I.M. /ManutençãManutençãSistemáticSistemátic
5 Prioridade Prioridade Código Código PVEstratégiaEstratégiaPROGStatusStatus
DadosDados para para a OSa OS gerada gerada
Onde Onde ? ?
Como ? Como ?
Onde Onde + Como ? + Como ?
Quando Quando ? ?
OO que que ? ?
PMP16M Código Código da da M.S.M.S. mp
4444 TAGTAG
EquipamentoEquipamento 4444
PadrãoPadrão
G120AM Grupo Grupo dede TAG’sTAG’s GRUPO DE TAGS PREVENTIVA U120 MEC NICA
Freq. Freq. Unid Unid . . PróximaPróxima Correção Correção
Primeira Primeira PrevistaPrevista 15/07/2002 ltima ltima
PLANO DE PREVENTIVA U120 MEC NIC
10/10/2002Data deData de Programação Programação JPMANEmpresaEmpresa MEC Especialidade Especialidade
S.I.M. /S.I.M. /GrupoGrupodedeTAGs ouTAGs ou
OndeOnde e Como ? e Como ?
OO que que ? ?
G120AM Grupo Grupo GRUPO DE PREVENTIVA U120 MEC NIC
PADR O LIMPEZA DE FILTPV-MEC-0045FILTRO TELA DE ALUMINAS - 1203 3 PADR O REVIS O AGITAPV-MEC-0025AGITA DOR T-1209M - 1205 2 PADR O LIMPEZA DE TROPV-MEC-0015TROCADOR RESFRIAM. SULFATOH - 1204 1
Descrição PadrãoDescriçãoEquipamento TAG Seq.
PADR O LIMPEZA DE FILTPV-MEC-0045FILTRO TELA DE ALUMINAS - 1203 3 PADR O REVIS O AGITAPV-MEC-0025AGITA DOR T-1209M - 1205 2 PADR O LIMPEZA DE TROPV-MEC-0015TROCADOR RESFRIAM. SULFATOH - 1204 1
Descrição PadrãoDescriçãoEquipamento TAG Seq.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 40/101
Planejamento e Controle da Manutenção Marcelo Arese 40
O campo Padrão é uma reprodução da tela de planejamento. Esse plano de
Na maioria dos SIM, é desenvolvida uma tela de monitoramento deparâmetro, para o registro das medidas realizadas individualmente de cada ponto doequipamento que é monitorado. Mas na prática essas medições (feitas comcoletores de dados) são descarregadas em um software específico / especialistapara o tratamento desses valores. O SIM serve apenas como uma agenda parastartar a medição e registrar o Hh do executante.
trabalho é codificado e vinculado a um TAG, conforme a figura anterior. Quando asOS’s de manutenção preventiva forem geradas, elas já estarão planejadas, prontaspara serem executadas.
3.7 A MANUTENÇÃO PREDITIVA NO SIM
O plano de manutenção preditiva é criado da mesma forma que o plano demanutenção preventiva, a diferença é que no caso da preditiva, a freqüência deexecução é controlada diretamente pelo SIM, e não por um cronograma conforme apreventiva (vide figura 3.9). Quando a data prevista é atingida, o sistema gera asOS’s automaticamente.
Figura 3.9 – Tela de manutenção preditiva do S.I.M.
Fonte: O próprio autor.
S.I.M. /S.I.M. / Manutenção SistemáticaManutenção Sistemática
OndeOnde ??
Como ?Como ?
OO queque ??
PMD16MCódigo daCódigo da M.S.M.S. mp
4444TAGTAG
EquipamentoEquipamento 4444
5PrioridadePrioridade CódigoCódigoPDEstratégiaratégiaEstPROGStatusStatus
DadosDados parapara a OSa OS geradagerada
OndeOnde + Como ?+ Como ?
QuandoQuando ??
PadrãoPadrão
U120AMGrGrupoupo dede TAG’sTAG’s GRUPO DE TAGS PREDITIVA U120 MECÂNICA
78Freq.Freq. 26/03/2004SEMANASUnidUnid.. PróximaPróxima CorreçãoCorreção11/03/2002PrimeiraPrimeira 27/09/2002PrevistaPrevista 27/09/2002ÚltimaÚltima
PLANO DE PREDITIVA U120 MECÂNICA
DData de Programaçãoata de Programação JPMANEmpresaEmpresa MECEspecialidadeEspecialidade
Data da próximaData da próximapreditivapreditiva a sera serrealizadarealizada

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 41/101
Planejamento e Controle da Manutenção Marcelo Arese 41
CAPÍTULO 4 - O PROCESSO DE PROGRAMAÇÃO
4.1 ORGANIZAÇÃO
Para o grupo responsável pela atividade de programação convergem todas assolicitações de serviços de manutenção (SS). A primeira tarefa da programação é ode receber as SS’s, organizá-las de maneira que as mesmas possam ser facilmenteconsultadas e verificadas a situação na qual se encontram. A organização destasSS’s é efetuada através do seu registro e da priorização dos serviços. O registro dassolicitações no sistema de gerenciamento de manutenção deve identificar entreoutros os seguintes dados:
- Número da solicitação de serviços;
- Solicitante;- Data da solicitação;- Tag do equipamento a ser reparado;- Unidade onde o equipamento está instalado;- Descrição da solicitação;- Prioridade do serviço;- Necessidade de parada de equipamento ou unidade.
de PREVENTIVA, PREDITIVA erepetitivos, atendendo a uma freqüência fixa e previamente
determinada. Para estes serviços não existi
TAG do equipamento a ser reparado;Unidade do equipamento a ser reparado;Código da OS padrão a ser utilizada;Descrição do serviço resumida;Necessidade de parada de equipamento ou unidade.
serviço a ser executado, contida na solicitação de serviços,de programação e de operação, levando
em co
Os serviços originados nos planosLUBRIFICAÇÃO são
rão as solicitações de serviços, devendo
o sistema possuir uma maneira típica de organizá-los, contendo as seguintesinformações:
- Data da última execução do serviço;- Data de próxima execução do serviço;- Freqüência de execução;-----
4.2 PRIORIZAÇÃO
A prioridade dodeve ser definida em conjunto pelos grupos
nta a classe do equipamento envolvido e as necessidades operacionais,tendo-se como definição e metas, as seguintes condições de atendimento mostradasna tabela a seguir.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 42/101
Planejamento e Controle da Manutenção Marcelo Arese 42
Tabela 4.1 – Prioridade de serviço
PRIORIDADE DEFINIÇÃOTempo máximo
para inícioTempo máximopara execução
A EMERGÊNCIA IMEDIATO 1 DIA
B URGÊNCIA 7 DIAS 7 DIASC NORMAL 30 DIAS 30 DIASFonte: O próprio autor
Assim como as classes de equipamentos, as prioridades são definidas paraatendi
ou que coloquem em risco a segurança de pessoas, das instalações eente.
- Prior nos e os que devem ser programados
Prior s serviços.
Se com o agravamento da situação,ser
• Se u paralisados, passamautomaticamente para prioridade B.
nos de: PREVENTIVA, PREDITIVA e LUBRIFICAÇÃO, temcomo definição prioridade B.
ara as SS’s, incluindo as ações solicitadas pela inspeção preditiva, é deresponsabilidade da programação o detalhamento das ações e definição derecursos, sendo então elaboradas as OS’s. Os materiais necessários, que nãoestejam disponíveis no almoxarifado, deverão ser providenciados pela programação,
om apoio da Engenharia, através da emissão de solicitações de compra. Devemdados:
01- Número da OS;02- Solicitante;03- Data da solicitação;04- Prioridade;
ento envolvido;
0- Duração de cada tarefa;11- Dependência de outra tarefa;
mento mais rápido aos serviços mais importantes, portanto, as metas dedistribuição de serviços por prioridades são:
- Prioridade A: 10% - São serviços que, caso não efetuados, paralisarão a produçãono mesmo diado meio ambi
idade B: 30% - São os serviços dos plapara inicio até 7 dias depois da solicitação.- idade C: 60% - São os outro • rviços cuja prioridade é B podem, de acordo
em alterados para prioridade A.
rviços de prioridade A, não iniciados no mesmo dia o
• Serviços dos pla
• Serviços de prioridade B, não iniciados dentro do prazo de 7 dias ou paralisadospelo mesmo prazo, passam automaticamente para prioridade C, exceto os dosplanos.
P
cconstar das OS’s os seguintes
05- TAG do equipam06- Unidade ou Sistema Operacional;07- Necessidade de parada do equipamento ou unidade;08- Descrição do serviço;
09- Descrição de cada tarefa;1
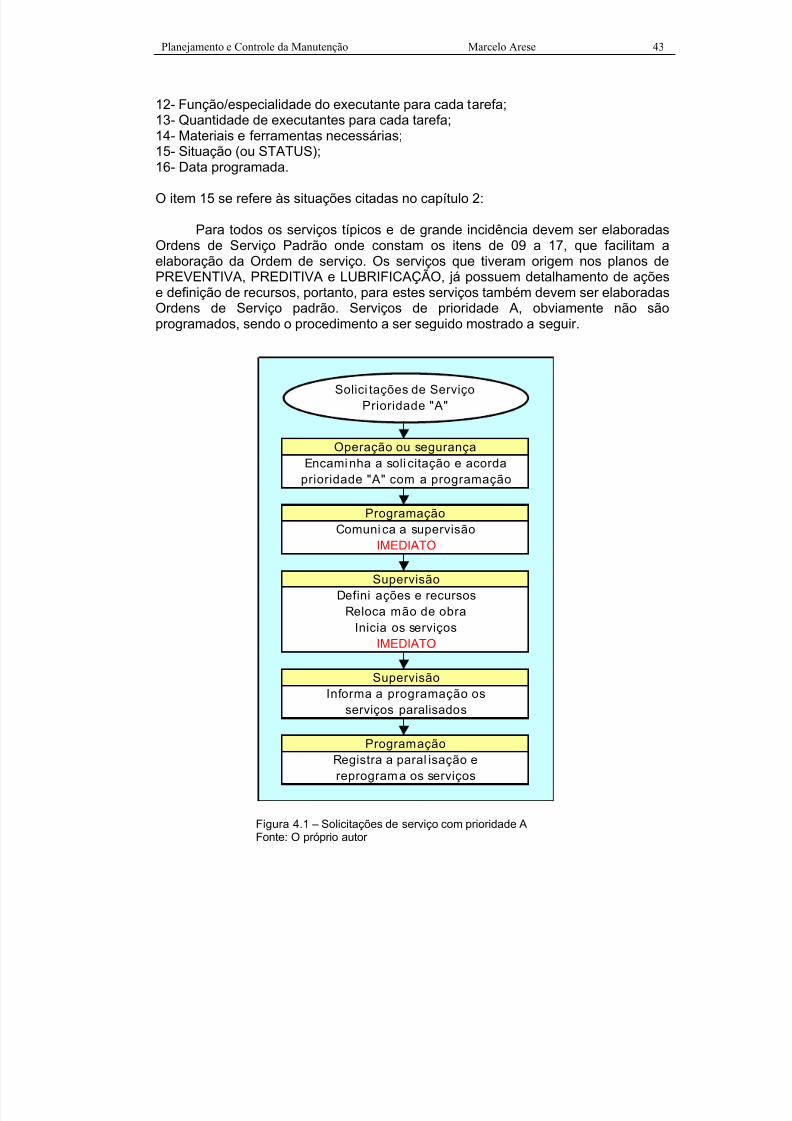
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 43/101
Planejamento e Controle da Manutenção Marcelo Arese 43
12- Função/especialidade do executante para cada tarefa;13- Quantidade de executantes para cada tarefa;14- Materiais e ferramentas necessárias;
item 15 se refere às situações citadas no capítulo 2:
de grande incidência devem ser elaboradaserviço Padrão onde constam os itens de 09 a 17, que facilitam a
PREVENTIVA, PREDITIVA e LUBRIFICAÇÃO, já possuem detalhamento de açõesdefinição de recursos, portanto, para estes serviços também devem ser elaboradas
programados, sendo o procedimento a ser seguido mostrado a seguir.
15- Situação (ou STATUS);
16- Data programada.
O
Para todos os serviços típicos eOrdens de Selaboração da Ordem de serviço. Os serviços que tiveram origem nos planos de
eOrdens de Serviço padrão. Serviços de prioridade A, obviamente não são
Operação ou segurançaEncaminha a soli citação e acorda
prioridade "A" com a programação
ProgramaçãoComunica a supervisão
IMEDIATO
Supervisãoções e recursos
ão de obra
IMEDIATO
Supervisão
açãoRegistra a paral isação ereprograma os serviços
Defini aReloca m
Inicia os serviços
Informa a programação ossserviços paralisado
Program
Solici tações de ServiçoPrioridade "A"
Figura 4.1 – Solicitações de serviço com prioridade AFonte: O próprio autor
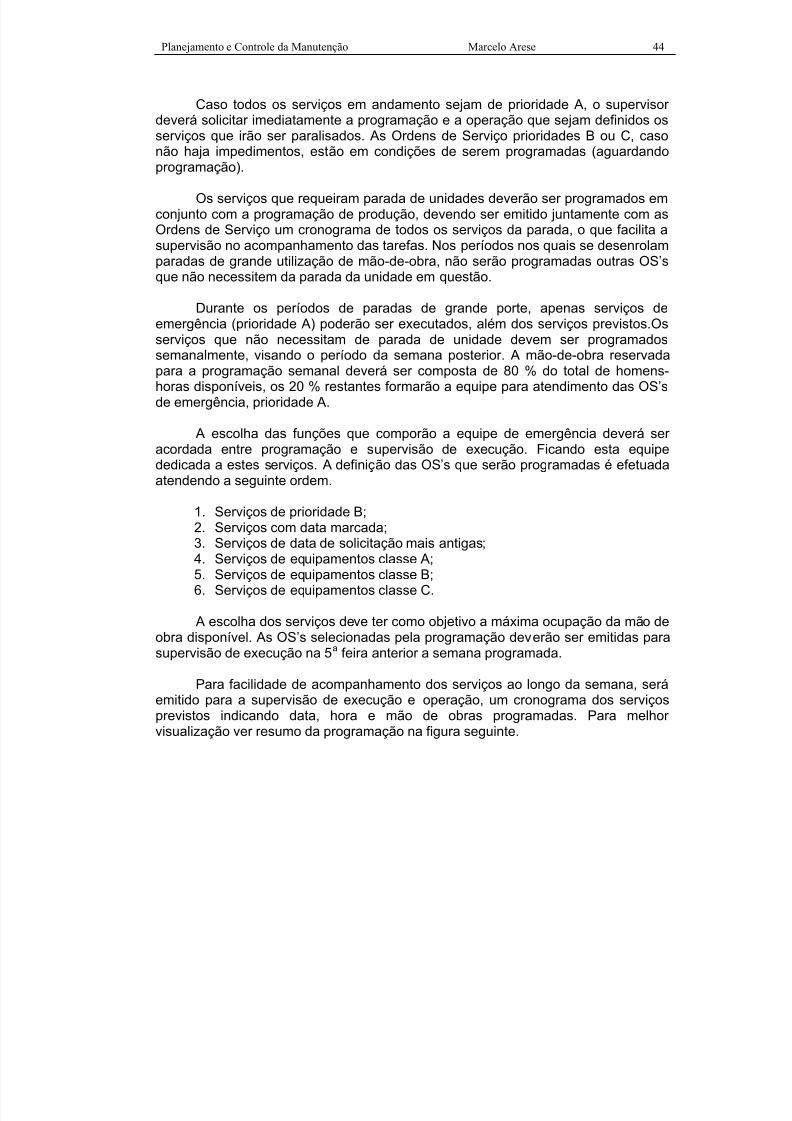
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 44/101
Planejamento e Controle da Manutenção Marcelo Arese 44
Caso todos os serviços em andamento sejam de prioridade A, o supervisordeverá solicitar imediatamente a programação e a operação que sejam definidos osserviços que irão ser paralisados. As Ordens de Serviço prioridades B ou C, caso
ão em condições de serem programadas (aguardando
programação).
Os serviços que requeiram parada de unidades deverão ser programados emconjunto com a programação de produção, devendo ser emitido juntamente com asOrdens de Serviço um cronograma de todos os serviços da parada, o que facilita asupervisão no acompanhamento das tarefas. Nos períodos nos quais se desenrolamparadas de grande utilização de mão-de-obra, não serão programadas outras OS’sque não necessitem da parada da unidade em questão.
Durante os períodos de paradas de grande porte, apenas serviços deemergência (prioridade A) poderão ser executados, além dos serviços previstos.Os
serviços que não necessitam de parada de unidade devem ser programadossemanalmente, visando o período posterior. A mão-de-obra reservadapara a programação semanal deverá ser composta de 80 % do total de homens-horas disponíveis, os 20 % restantes formarão a equipe para atendimento das OS’sde emergência, prioridade A.
A escolha das funções que comporão a equipe de emergência deverá seracordada entre programação e s de execução. Ficando esta equipededicada a estes serviços. A definiç ’s que serão programadas é efetuadaatendendo a seguinte ordem.
1. Serviços de prioridade B;2. Serviços com data marcada;3. Serviços de data de solicitação mais antigas;4. Serviços de equipamentos classe A;5. Serviços de equipamentos classe B;6. Serviços de equipamentos classe C.
A escolha dos serviços deve ter como objetivo a máxima ocupação da mão deerão ser emitidas para
nterior a semana programada.
ara facilidade de acompanhamento dos serviços ao longo da semana, seráemitido para a supervisão de execução e
não haja impedimentos, est
da semana
upervisãoão das OS
obra disponível. As OS’s selecionadas pela programação devsupervisão de execução na 5a feira a
Poperação, um cronograma dos serviços
previstos indicando data, hora e mão de obras programadas. Para melhorvisualização ver resumo da programação na figura seguinte.
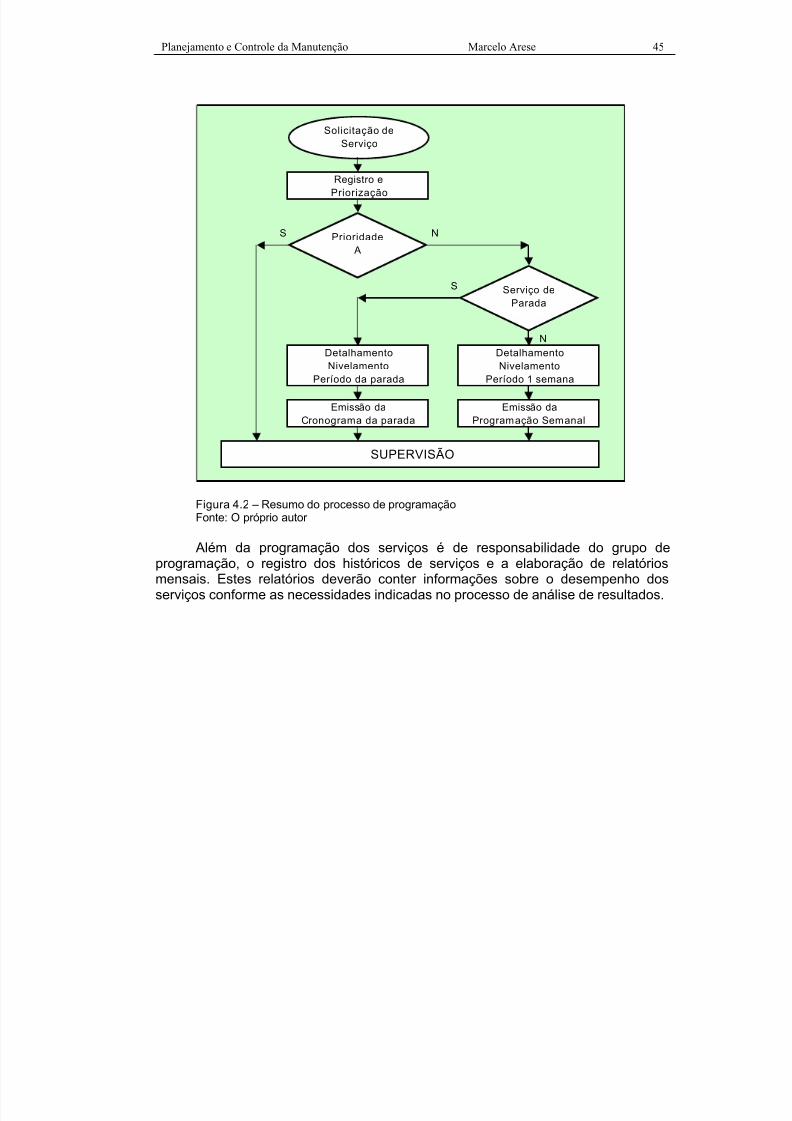
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 45/101
Planejamento e Controle da Manutenção Marcelo Arese 45
bilidade do grupo deprogramação, o registro dos históricos de serviços e a elaboração de relatóriosmensais. Estes relatórios deverão conter informações sobre o desempenho dosserviços conforme as necessidades indicadas no processo de análise de resultados.
Figura 4.2 – Resumo do processo de programaçãoFonte: O próprio autor
Além da programação dos serviços é de responsa
Registro ePriorização
S N
NDetalhamentoNivelamento
Período 1 semana
Emissão daCronograma da parada Programação Semanal
S
DetalhamentoNivelamento
Período da parada
Emissão da
SUPERVISÃO
Solicitação deServiço
Prioridade A
Serviço deParada

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 46/101
Planejamento e Controle da Manutenção Marcelo Arese 46
CAPÍTULO 5 - O PROCESSO DE EXECUÇÃO
O grupo de execução é dividido em 2 equipes (1 equipe de mecânica etubulação e outra de instrumentação e elétrica), com seus respectivos supervisorese executantes.
As principais tarefas dos executantes são:
- Utilizar equipamentos de proteção individual previstos;- Executar as tarefas de modo seguro;- Executar as tarefas conforme procedimentos elaborados;- Manter os equipamentos e ferramentas utilizadas em bom estado;- Informar ao supervisor anormalidades encontradas;
- Emitir os históricos de serviço, nos campos para esta finalidade da OS. As principais tarefas do supervisor são:
- Treinar os executantes nos procedimentos elaborados;- Garantir a segurança dos executantes durante a execução dos serviços;- Providenciar os materiais, equipamentos e ferramentas necessárias àexecução dos serviços;- Distribuir os serviços para os executantes de acordo com a programação;- Fazer cumprir os prazos programados;- Garantir a qualidade de execução dos serviços;
nicial para anormalidades;Detectar problemas crônicos;
Os materiais, ferramentas e equipamentos deverão ser providenciados com aantecedência necessária e periodicamente inspecionados quanto ao seu estadoadequado para a utilização prevista. As tarefas previstas na programação deverão ser cumpridas na ordem e nosprazos indicados, sendo utilizada apenas a mão-de-obra indicada.Os desvios de programação, que se fizerem necessários, deverão serimediatamente informados, pelo supervisor ao grupo de programação, paracorreções futuras.O cumprimento da programação é fundamental para a confiabilidade dasprioridades, evitando-se assim o acúmulo de serviços de emergência (prioridades A).O executante, ao se deparar com alguma anormalidade não prevista nosprocedimentos de execução, deverá consultar o supervisor para elaboração dasolução inicial e posterior emissão de relatório. Não obtendo sucesso, este
deverá solicitar auxílio da Engenharia ou do restante da estrutura de produção. Ao término da execução dos serviços, é obrigatório o preenchimento da OS e docartão de tempo (apresentado no item 9.5).
- Garantir a emissão dos históricos;- Elaborar solução i-- Emitir relatórios sobre anormalidades e problemas crônicos.
• Os executantes deverão ser treinados nos procedimentos elaborados na fase deplanejamento e deverão propor alterações e revisões, quando necessárias.
•
•
•
•
•
•

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 47/101
Planejamento e Controle da Manutenção Marcelo Arese 47
CAPÍTULO 6 - UMA ROTINA DE PLANEJAMENTO EONTROLE DE MANUTENÇÃO NO SIM
licitações de serviços, que são abertas no S.I.M.. Os serviçosolicita ação, que analisa sua viabilidade,
aprova fas, materiais e recursos humanosneces pela programação oRelató solicitados que foramprogra a. A programaçãode pre amento eContro alendáriomensa ita a
anut paraeraçã amentos. Uma reunião mensal de
avaliaç ra análise dos resultados do mês.
C
A rotina de Planejamento e Controle de Manutenção proposta éesquematizada na Figura 22. As necessidades dos clientes internos são recebidastravés das soa
s dos são recebidos pelo setor de programe planeja sua execução, definindo as tare
sários para sua realização. Semanalmente é emitidoto pelos serviçosrio de Programação Semanal, compos
mados, mais os serviços do plano de manutenção preventivventiva é discutida em conjunto com o setor de P.C.P. (Planej
proposta no cle de Produção), com o objetivo de confirmar a datal de preventiva para a liberação da unidade de produção onde será fe
enção. Após a execução dos serviços, são feitos os apontamentosmg o dos históricos e índices dos equip
o da manutenção deve ser realizada paã
Figura 6.1 – Rotina de P.C.M.Fonte: O próprio autor
Usuários AcompanhamentoSolicitação de Serviço da Manutenção
utenção
Preventivaanutenção
Preditiva
mento dos serviços
- Plano de Man
Programação Aprovação - Plano de M
Programação - Plano de InspeçãoPlanejamento
ProgramaçãoElaboração da Programação Semanal
ExecuçãoExecução e aponta
Acompanham ento da ManutençãoGeração de Índices e Análi se de Históricos
S S
N N
Início
ExecutaMelhorias
RevisaPlanos
Fim

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 48/101
Planejamento e Controle da Manutenção Marcelo Arese 48
6.1 A SOLICITAÇÃO DE SERVIÇO
Para se abrir uma solicitação de serviço (SS) é necessário ter em mãos as
seguin
Figura 6.2 – Tela de Solicitação de Serviço do SIMFonte: O próprio autor
Após o preenchimento da SS o solicitante salva as informações clicando com omouse no botão no alto a esquerda com o desenho de um disquete. A SS então érecebida pelo setor de programação já na forma de OS (Figura 6.3), com seu status
em AAPRV (aguardando aprovação).
tes informações: o problema ou sintoma que o equipamento estáapresentando, o TAG (localização) do equipamento e o nome do solicitante (Figura6.2).
S.I.M. /S.I.M. / SolicitaçãoSolicitação dede ServiçoServiço
OndeOnde ??
DetalhesDetalhes
OO queque ??
100894OrdemOrdem dede ServiçoServiço
P-1515A444TAGTAG BOMBA DE ALIMENTAÇÃO DE SISOL
EquipamentoEquipamento BOMBA RHEINHUTTE MODELO RN 40BBC0001
O vazamento começou as 10 hs e depois da meia noite aumentou muito.
3PrioridadePrioridade
AAPRVStatusStatus
17/06/2002Data deData de aberturaabertura
DescritivoDescritivo Vazamento pelo selo
PEDRO OPERADORSolicitanteSolicitante
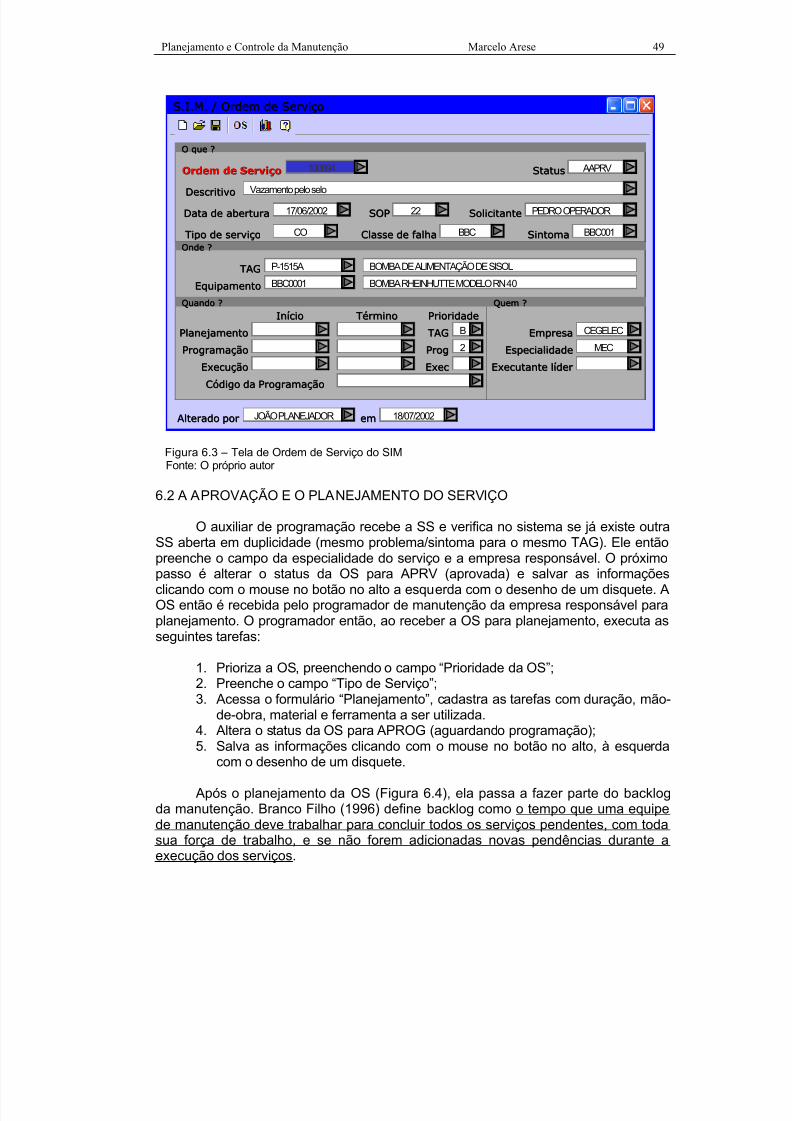
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 49/101
Planejamento e Controle da Manutenção Marcelo Arese 49
asso é alterar o status da OS para APRV (aprovada) e salvar as informaçõeserda com o desenho de um disquete. A
OS então é recebida pelo programador de manutenção da empresa responsável paralanejamento. O programador então, ao receber a OS para planejamento, executa as
Serviço”;3. Acessa o formulário “Planejamento”, cadastra as tarefas com duração, mão-
de-obra, material e ferramenta a ser utilizada.4. Altera o status da OS para APROG (aguardando programação);5. Salva as informações clicando com o mouse no botão no alto, à esquerda
com o desenho de um disquete.
Após o planejamento da OS (Figura 6.4), ela passa a fazer parte do backlogda manutenção. Branco Filho (1996) define backlog como o tempo que uma equipe
Figura 6.3 – Tela de Ordem de Serviço do SIMFonte: O próprio autor
6.2 A APROVAÇÃO E O PLANEJAMENTO DO SERVIÇO
O auxiliar de programação recebe a SS e verifica no sistema se já existe outraSS aberta em duplicidade (mesmo problema/sintoma para o mesmo TAG). Ele entãopreenche o campo da especialidade do serviço e a empresa responsável. O próximopclicando com o mouse no botão no alto a esqu
pseguintes tarefas:
1. Prioriza a OS, preenchendo o campo “Prioridade da OS”;2. Preenche o campo “Tipo de
de manutenção deve trabalhar para concluir todos os serviços pendentes, com toda
sua força de trabalho, e se não forem adicionadas novas pendências durante aexecução dos serviços.
S.I.M. /S.I.M. / OrdOrdemem dede ServiçoServiço
OndeOnde ??
OO qqueue ??
100894OrdemOrdem dede ServiçoServiço
P-1515ATAGTAG BOMBA DE ALIMENTAÇÃO DE SISOL
EquipamentoEquipamento BOMBA RHEINHUTTE MODELO RN 40BBC0001
22SOPSOP
AAPRVStatusStatus
17/06/2002Data deData de aberturaabertura
DescritivoDescritivo Vazamento pelo selo
PEDRO OPERADORSolicitanteSolicitante
QuandoQuando ??
PlanejamentoPlanejamento
TérminoTérmino
ProgramaçãoProgramação
InInícioício
ExecuçãoExecução
QuemQuem ??
CEGELECEmpresaEmpresa MECEspecialidadeEspecialidade
Executante líderExecutante líder
COTipoTipo dede serviçoserviço BBCClasseClasse dede falhafalha BBC001SintomaSintoma
PrioridadePrioridadeB
2TAGTAG
18/07/2002ememJOÃO PLANEJADORAlterado porAlterado por
ProgProg
ExecExec
Código da ProgramaçãoCódigo da Programação
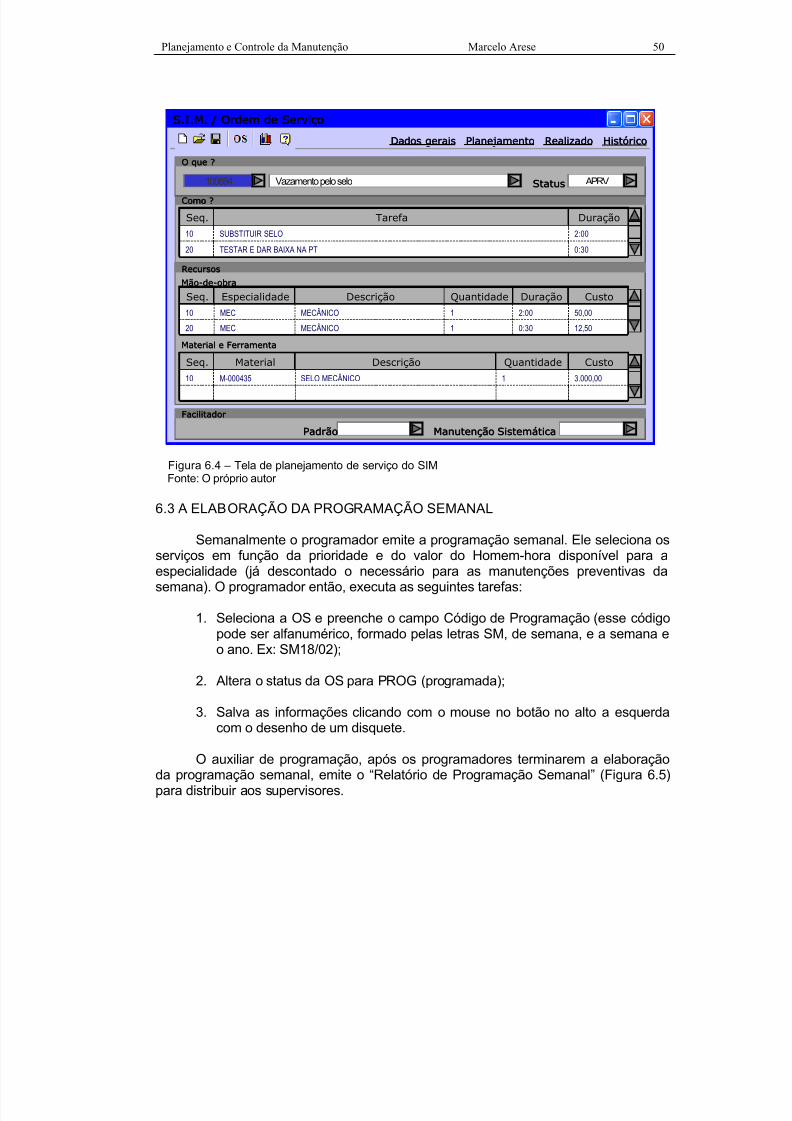
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 50/101
Planejamento e Controle da Manutenção Marcelo Arese 50
lanejamento de serviço do SIMFonte: O próprio autor
a program rio de Programação Semanal” (Figura 6.5)ara d
S.I.M. /S.I.M. / OrdemOrdem dede ServiçoServiço
Como ?Como ?
DadosDados geraisgerais PlanejamentoPlanejamento RealizadoRealizado HistóricoHistórico
0:30TESTAR E DAR BAIXA NA PT20
2:00SUBSTITUIR SELO10
DuraçãoTarefaSeq.
0:30TESTAR E DAR BAIXA NA PT20
2:00SUBSTITUIR SELO10
DuraçãoTarefaSeq.
1
1
Quantidade
0:30
2:00
Duração
MECÂNICO
MECÂNICO
Descrição
12,50MEC20
50,00MEC10
CustoEspecialidadeSeq.
1
1
Quantidade
0:30
2:00
Duração
MECÂNICO
MECÂNICO
Descrição
12,50MEC20
50,00MEC10
CustoEspecialidadeSeq.
RecursosRecursos
MãoMão--dede--obraobra
1
Quantidade
SELO MECÂNICO
Descrição
3.000,00M-00043510
CustoMaterialSeq.
1
Quantidade
SELO MECÂNICO
Descrição
3.000,00M-00043510
CustoMaterialSeq.
Material e FerramentaMaterial e Ferramenta
100894 APRVStatusStatusVazamento pelo selo
OO queque ??
FacilitadorFacilitador
Manutenção SistemáticaManutenção SistemáticaPadrãoPadrão
Figura 6.4 – Tela de p
6.3 A ELABORAÇÃO DA PROGRAMAÇÃO SEMANAL
Semanalmente o programador emite a programação semanal. Ele seleciona osserviços em função da prioridade e do valor do Homem-hora disponível para aespecialidade (já descontado o necessário para as manutenções preventivas dasemana). O programador então, executa as seguintes tarefas:
1. Seleciona a OS e preenche o campo Código de Programação (esse códigopode ser alfanumérico, formado pelas letras SM, de semana, e a semana eo ano. Ex: SM18/02);
gramada);2. Altera o status da OS para PROG (pro
3. Salva as informações clicando com o mouse no botão no alto a esquerdacom o desenho de um disquete.
O auxiliar de programação, após os programadores terminarem a elaboraçãoação semanal, emite o “Relatód
p istribuir aos supervisores.
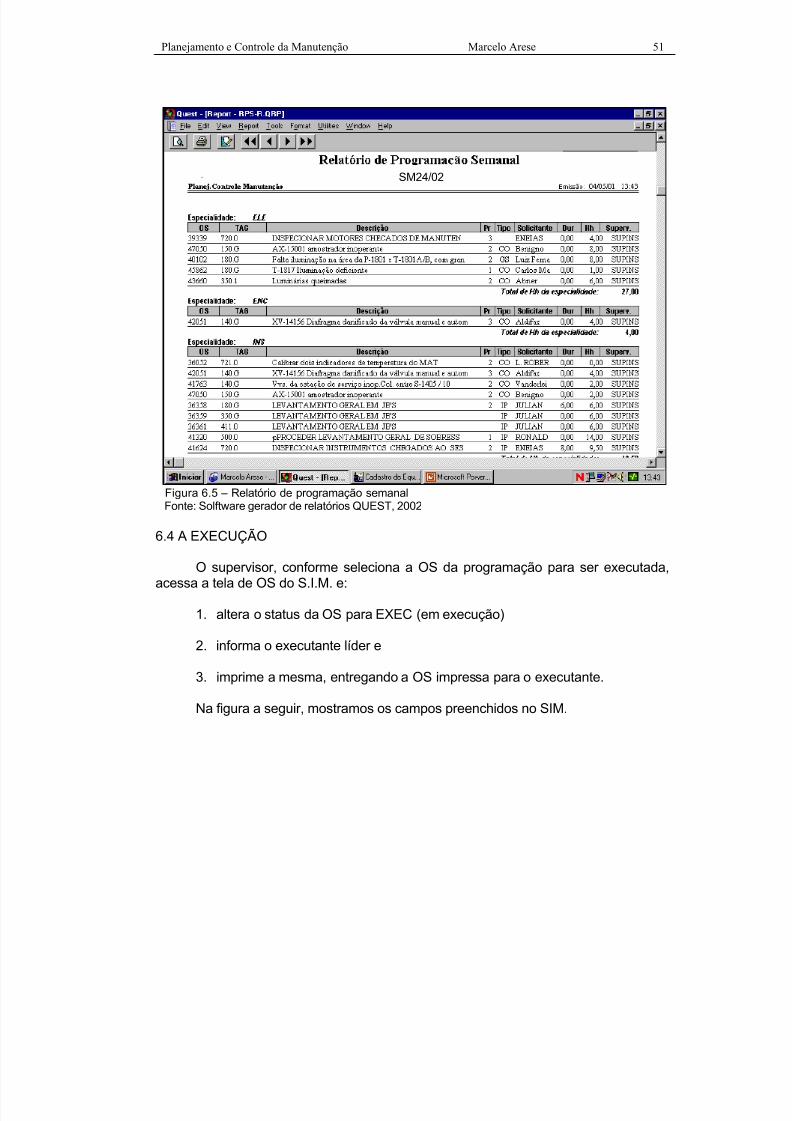
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 51/101
Planejamento e Controle da Manutenção Marcelo Arese 51
Figura 6.5 – Relatório de programação semanal
Fonte: Solftware gerador de relatórios QUEST, 2002
.4 A EXECUÇÃO
1. altera o status da OS para EXEC (em execução)
2.
. imprime a mesma, entregando a OS impressa para o executante.
Na figura a seguir, mostramos os campos preenchidos no SIM.
SM24/02
6 O supervisor, conforme seleciona a OS da programação para ser executada,
acessa a tela de OS do S.I.M. e:
informa o executante líder e
3

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 52/101
Planejamento e Controle da Manutenção Marcelo Arese 52
Figura 6.6 – Iniciando a execução do serviçoFonte: O próprio autor
ução dos serviços, o executante preenche a OS impressa com ohistórico do serviço e o cartão de tempo. Essas informações são registradas no S.I.M.pelo d
para COMP (completada) e salva as informaçõesclicando com o mouse no botão no alto à esquerda com o desenho de um disquete.
O preenchimento da árvore de falha é importantíssimo para futuras estatísticas.Ele pode ser preenchido tanto pelo supervisor, quanto pelo técnico de planejamento.
principaiserviços ou em serviços executados em equipamentos classe A.
S.I.M. /S.I.M. / OrdemOrdem dede ServiçoServiço
OndeOnde ??
OO queque ??100894OrdemOrdem dede ServiçoServiço
P-1515ATAGTAG BOMBA DE ALIMENTAÇÃO DE SISOL
EquipamentoEquipamento BOMBA RHEINHUTTE MODELO RN 40BBC0001
22SOPSOP
PROGStatusStatus
17/06/2002Data deData de aberturaabertura
DescritivoDescritivo Vazamento pelo selo
PEDRO OPERADORSolicitanteSolicitante
QuandoQuando ??
PlanejamentoPlanejamento TérminoTérmino
ProgramaçãoProgramação
InícioInício
ExecuçãoExecução
QuemQuem ??
CEGELECEmpresaEmpresaMECEspecialidadeEspecialidade
Executante líderExecutante líder
COTipoTipo dede serviçoserviço BBCClasseClasse dede falhafalha BBC001SintomaSintoma
PrioridadePrioridadeB
2
A
TAGTAG
DadosDados geraisgerais PlanejamentoPlanejamento RealizadoRealizado HistóricoHistórico
18/07/2002ememJOÃO PLANEJADORAlterado porAlterado por
PREENCHE O EXECUTANTE LIDER
PASSA OPARA
STATUSEXEC
ProgProg
ExecExec
PREENCHE A DATAPROGRAMADA
6.5 O RETORNO DAS INFORMAÇÕES
Após a exec
igitador do setor de programação (vide figura a seguir). Após a digitação, odigitador altera o status da OS
A engenharia também pode “conferir” esse preenchimento, noss

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 53/101
Planejamento e Controle da Manutenção Marcelo Arese 53
Figura 6.7 – Apontamento de serviço no SIM - tela 1
Fonte: O próprio autor
S.I.M. /S.I.M. / OrdemOrdem dede ServiçoServiço
OndeOnde ??
OO queque ??100894OrdemOrdem dede ServiçoServiço
Fonte: O próprio autor
P-1515ATAGTAG BOMBA DE ALIMENTAÇÃO DE SISOL
EquipamentoEquipamento BOMBA RHEINHUTTE MODELO RN 40BBC0001
22SOPSOP
EXECStatusStatus
17/06/2002Data deData de aberturaabertura
DescritivoDescritivo Vazamento pelo selo
PEDRO OPERADORSolicitanteSolicitante
QuandoQuando ??
PlanejamentoPlanejamento TérminoTérmino
23/06/2002ProgramaçãoProgramação
InícioInício
ExecuçãoExecução
QuemQuem ??
CEGELECEmpresaEmpresaMECEspecialidadeEspecialidade
CARLOSExecutante líderExecutante líder
COTipoTipo dede serviçoserviço BBCClasseClasse dede falhafalha BBC001SintomaSintoma
PrioridadePrioridade
B
2
A
TAGTAG
DadosDados geraisgerais PlanejamentoPlanejamento RealizadoRealizado HistóricoHistórico
18/07/2002ememJOÃO PLANEJADORAlterado porAlterado por
ProgProg
ExecExec
PREENCHE AS DATAS/HORASDE INÍCIO E TÉRMINO
S.I.M. /S.I.M. / Ordem de ServiçoOrdem de Serviço
Figura 6.8 – Apontamento de serviço no SIM - tela 2
OndeOnde ??
His rico detalhadoHistórico detalhadotó
OO qqueue ??
100894O.S.O.S.
P-1515A444TAGTAG BOMBA DE ALIMENTAÇÃO DE SISOL
quipamentoquipamentoEE BOMBA RHEINHUTTE MODELO RN 40BBC0001
L o após a troca do selo, o vazamento parou. O selo retitado foi enviado para a Flowserv para reparo.og
EXECStatusStatusVazamento pelo selo
ÁrvÁrvore de falhasore de falhas
BBCClasseCl sse dede falhafalhaa
BBC001SintomaSintoma
BBC007CausaCausa
BBC038IntervençãoIntervenção
ResponsávelResponsável
24/06/2002DataData do relatodo relato
CARLOS MECÂNICORelatorRelator
PASSA O STATUSPARA COMP
PREENHE A ÁRVORE DE FALHAS, E OHISTÓRICO DETALHADO
dosdos geraisgeraisDaDa PlanejamentoPlanejamento RealizadoRealizado HistóricoHistórico

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 54/101
Planejamento e Controle da Manutenção Marcelo Arese 54
6.6 O FECHAMENTO DA OS
Semanalmente o supervisor ou o técnico de planejamento seleciona todas asOSs com status COMP, analisa o histórico, faz as correções, se necessário e altera
o status da OS para FECH (fechada).
Figura 6.9 – Fechamento da OS no SIMFonte: O próprio autor
S.I.M. /S.I.M. / OrdemOrdem dede ServiçoServiço
OndeOnde ??
OO queque ??
100894OrdemOrdem dede ServiçoServiço
P-1515ATAGTAG BOMBA DE ALIMENTAÇÃO DE SISOL
EquipamentoEquipamento BOMBA RHEINHUTTE MODELO RN 40BBC0001
22SOPSOP
COMPStatusStatus
17/06/2002Data deData de aberturaabertura
DescritivoDescritivo Vazamento pelo selo
PEDRO OPERADORSolicitanteSolicitante
QuandoQuando ??
PlanejamentoPlanejamento
TérminoTérmino
23/06/2002ProgramaçãoProgramação
InícioInício
23/06/2002 09:00ExecuçãoExecução 23/06/2002 11:00
QuemQuem ??
CEGELECEmpresaEmpresaMECEspecialidadeEspecialidade
CARLOSExecutante líderExecutante líder
COTipoTipo dede serviçoserviço BBCClasseClasse dede falhafalha BBC001SintomaSintoma
PrioridadePrioridadeB
2
A
TAGTAG
DadosDados geraisgerais PlanejamentoPlanejamento RealizadoRealizado HistóricoHistórico
18/07/2002ememJOÃO PLANEJADORAlterado porAlterado por
ProgProg
ecec
APÓS CONFERIR,ALTERA O STATUS
PARA FECH
ExEx
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 55/101
Planejamento e Controle da Manutenção Marcelo Arese 55
CAPÍTULO 7 - RELATÓRIOS GERENCIAIS DE
da respectiva organização. Se a organizaçãouda e o sistema de mensuração permanece inalterado, ele será ineficaz. Os
indicadores tradicionais revelam à gerência sua situação efetiva no esforço decumprimento das metas, mas não informam aos membros da equipe o que devemfazer para melhorar o seu desempenho. De que maneira, então, reformular osistema de medição de desempenho para maximizar a eficácia das equipes demanutenção?
Segundo TAVARES (1999), para fac avaliação das atividades de
manutenção, permitir tomar decisões e estabelecer metas devem ser geradosrelatórios concisos e específicos formados por tabelas de índices, alguns dos quaisacompanhados com seus respectivos gráficos, projetados de forma que sejam defácil análise e adequados a cada nível gerencial. Neste capítulo vamos explorar doistipos de relatórios gerenciais. O primeiro é o relatório do setor de PCM. O segundo éuma ata da reunião mensal de análise crítica da manutenção e das empresasterceiras.
7.1 RELATÓRIO 1 - RELATÓRIO MENSAL DE PCM
7.1.1 Objetivo
Temos abaixo a situação de alguns Índices de Manutenção que sofremacompanhamento do Planejamento e Controle de Manutenção (PCM), sob a formade gráficos de Status e Backlog de cada disciplina, Disponibilidade e Atendimento de
reventiva, Relação de OS’s de Emergência / Programada, além de dados sobreal e Emissão de OS’s.
.1.2 Índices de Manutenção
1.2.1 Status de OS's
MANUTENÇÃO
O projeto de qualquer sistema de mensuração do desempenho deve refletiros pressupostos operacionais básicosm
ilitar a
P Atendimento a Programação Seman 7 7.
No gráfico abaixo, apresentamos a tendência de alguns Status de OS's,rupando-os da seguinte forma: OS’s não detalhadas, no item Detalhar; as OS’stalhadas e aguardando programação, no item APROOG; as OS’s detalhadas eogramadas no item PROG; as OS’s em execução no item EXEC; e as OS’secutadas e com retorno de Hh e histórico no item COMP.
Em Janeiro/04, podemos observar um pequeno aumento no número de OS’sStatus Detalhar. Este fato deve-se a uma maior demora no detalhamento de
strumentação, Civil e Tubulação. Temos, também, um aumento na quantidade deS’s em Status APROGG devido a baixa programação de Civil.
Temos uma queda, no início do período, na quantidade de OS's em StatusROG e EXEC devido ao esforço de verificação de OS’s antigas no sistema,
agdepr ex
emInO
P

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 56/101
Planejamento e Controle da Manutenção Marcelo Arese 56
especialmente da Instrumentação e da Mecânica. O aumento posterior ocorre emção de baixa atualização de OS’s de Válvulas (PROG) e pela demora em incluir o
temos uma menor quantidade de OS’s, no início do mês,evido ao esforço de fechamento de OS’s antigas de Válvulas e Mecânica noistema. O aumento posterior ocorreu em função do baixo fechamento de OS’s pela
Mecân
funretorno das OS’s de Mecânica no sistema (EXEC).
No Status COMP,ds
ica. É importante lembrarmos que os serviços realizados fora de contratonecessitam de uma OS com SC/AF. Para o fechamento desta OS, necessitamos aconclusão do processo de AF. Para uma OS normal, é preciso aguardar 4 dias parafecha-la, em função do tempo necessário para o Sesup digitar o material consumido.
É necessário uma continuidade no processo de retorno das OS’s executadas.permitindo, assim, que estas OS’s sejam completadas e fechadas.
ACO
7.1.2.2 Análise de OS's em Status EXEC
No gráfico abaixo, podemos observar a grande redução de OS’s em StatusXEC no sistema. Estamos com aproximadamente 300 OS's em Status EXEC, queE
correspondem a 6% das OS'svantados no início de Janeiro
ativas do sistema. Comparando com os dados/04, temos uma redução superior a 45% ao longo do
e de OS’s antigasinda ativas no sistema.
lemês.
Podemos observar que este resultado é fruto do trabalho realizado pelaCegelec e pela FCC Instrumentação para reduzir a quantidada
MPANHAMENTO DE STATUS DE OS'S - 2004
0
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53
Semana
40
600
800
1000
1200
1400
1600
N ú m e r o d e O S ' s
200
0
DETALHAR APROGG PROG EXEC AMATER ATS COMP
OS's em Status EXEC
0100200300400500600
12/2003 1/2004
N ú m e r o d e
O S ' s
2/2004
Mê sEXEC

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 57/101
Planejamento e Controle da Manutenção Marcelo Arese 57
Entretanto, é importante frisar que cerca de 40% destas OS’s foramcolocadas no Status EXEC em data inferior a 01/jan/04, portanto a mais de 30 dias.
OS's em Status EXEC07/01/2004 OS's em Status EXEC03/02/200422
7.1.2.3 Análise de OS's em Status COMP
No gráfico abaixo, podemos observar um aumento de OS’s em Status COMPe 1400 OS's em Status COMP, que
do sistema. Comparando com os dadosmos um aumento de 14% ao longo do mês.
no sistema. Estamos com aproximadamentcorrespondem a 28% das OS's ativaslevantados no início de Janeiro/04, te
Podemos observar o crescimento das OS’s em Status COMP na ResiglassS’s são Mecânica e 32% são de Válvulas.
Entretanto, é importante frisar que cerca de 32% destas OS’s foram
colocadas no Status COMP em data inferior a 01/jan/04, portanto a mais de 30 dias.
.1.3 Backlog
Tubulação e na Cegelec, onde 68% das O
7
1 45
36
220
233
313
69
4261
86Resiglass Civil
EletPow
Resiglass Tub
SUPENG
FCC Instrum.
Cegelec
Resiglass Civil
EletPow
Resiglass Tub
SUPENG
FCC Instrum.
Cegelec
OS's em Status COMP
11001200
130014001500
1/2004 2/2004
Mês
N ú m e r o
d e O S ' s
COMP
OS's em Status COMP16/01/200428
311385
5
133
382
Resiglass Civil
EletPow
Resiglass Tub
SUPENG
FCC Instrum.
Cegelec
OS's em Status COMP04/02/200413
427431
29
128398
Resiglass Civil
EletPow
Resiglass Tub
SUPENG
FCC Instrum.
Cegelec

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 58/101
Planejamento e Controle da Manutenção Marcelo Arese 58
7.1.3.1 Backlog Geral
ACOMPANHAMENTO DE BACKLOG - 2004
Temos uma queda contínua do Backlog de Mecânica e de Instrumentaçãodevido ao retorno de Hh e histórico de inúmeras OS’s antigas. No caso daInstrumentação, temos, também, a melhor separação do Backlog de Instrumentação
m Instrumentos e Válvulas. Esta alteração promoveu o aumento do BacklogeV
deálvulas. A queda do Backlog de Elétrica é função do retorno de OS’s em Status
APROGG. A Tubulação apresenta-se estabilizada, porém, com um valor muito
elevado.
É importante o retorno contínuo das OS’s em Status EXEC que já foramrealizadas, para obtermos um Backlog real.
0
25
50
75
100
125
150
175
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53
Semana
D i a s
MECÂNICA TUBULAÇÂO INSTRUMENTOS VÁLVULAS ELÉTRICA
ACOMPANHAMENTO DE BACKLOG - 2004
200250300350
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53
Semana
400450
500550600
D i a s
CIVIL
Devido a baixa programação e execução de OS’s temos uma curva crescentede Backlog. Podemos observar o salto do Backlog na semana 02/04 devido a

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 59/101
Planejamento e Controle da Manutenção Marcelo Arese 59
colocação de um grande número de OS’s em Status PROG (equivalente a 5000 Hh).vil engloba a mão-de-obra de civil e pintura.
ventiva
7.1.4.1 Disponibilização de Preventivas
O Backlog de Ci 7.1.4 Manutenção Pre
Através deste gráfico, podemos observar que não estamos atendendo a meta
do Índice de Disponibilização das OS’s dos Planos de Preventiva com umaantecedência de 7 dias.
Plano de Manutenção Preventiva provocou 17% de não
Janeiro/04 U-150 Out, antecipada devido produção de PRA (diminuir impacto);U-180 In, antecipada devido produção de PRA (diminuir impacto);
7.1.4.2 Atendimento de Preventiva
83%
17%
Ao longo do ano este aproveitamento de oportunidades operacionais para
Disp. Atendida Disp. Não Atendida
Meta Anual: 90%
PLANO DE MANUTENÇÃO PREVENTIVA - 2004DISPONIBILIZAÇÃO DE OS's
Jan a Dezembro/04
execução dodisponibilização de OS’s (equivalente a 2 Planos de Manutenção Preventiva). Sãoeles:
Em Janeiro/04, foi executado todo o Plano de Manutenção Preventiva previstopara o período e foi executada por oportunidade a Preventiva da U180 In, previstapara Fevereiro/04.Não ocorreu qualquer furo de programação nas ManutençõesPreventivas realizadas em Dezembro/03.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 60/101
Planejamento e Controle da Manutenção Marcelo Arese 60
PLANO DE MANUTENÇÃO PREVENTIVA - 2004Jan a Dezembro/04
67%
33%
Exec. na Data Exec. Reprog. Furo Prog. Não Executada
Meta Anual: 96%
as OS’s pertencentes a Programação
Semanal (corretivas e preditivas), estando excluídas as OS’s de ManutençãoPreventiva. Apresentamos o Atendimento a Programação Semanal calculado comoa razão entre o “total de Hh previsto das OS’s executadas da programação semanal
7.1.5 Os's de Emergência vs Programada
Neste cálculo é considerado o Hh das OS's retornadas no sistema Maximo.Sendo adotado como Emergência, o Hh das OS’s que possuem o Tipo de ServiçoCOE. Podemos observar que o percentual de Hh utilizado em OS’s de emergência,em Janeiro/04, está dentro da meta de 15%. Devemos diferenciar o tipo de serviçoCOE (Emergência) do tipo de serviço COU (Urgência) cujo índice, no período, é de5,77%). É importante ressaltar que este índice depende da continuidade no retornode Hh e histórico de OS’s.
7.1.6 Atendimento a Programação Semanal
Neste cálculo são consideradas
Jan Mar Mai Jul Set NovFev Abr Jun Ago Out Dez
Média
40
60
80
20
0
100
% Hh
Programada Emergência
Relação de OS's Emergência vs Programada - 2004

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 61/101
Planejamento e Controle da Manutenção Marcelo Arese 61
e o total de Hh previsto das OS’s programadas da programação semanal”. EmJaneiro/04, apenas a Instrumentação FCC e a Eletric Power obtiveram resultadosdentro da meta. Foi observado que a Resiglass Tubulação e a Cegelec Supmecobtiveram valores próximos a 50%, devido a execução de OS’s não programadas
por oportunidade. Devemos lembrar que as programações PT estão inclusas nocálculo.
É importante observar que, ao mesmo tempo que temos uma maior emissão's canceladas semelhante ao obtidouidado na abertura de OS's e a um
Atend imento a Programação SemanalQuantidade de Hh
M. Anual Jan/04 MetaCegelec Supins 77% 77% 90Cegelec Supmec 50% 50% 90FCC Supins 87% 87% 85Eletric Power 100% 100% 90Resiglass (Tub) 54% 54% 95
Resiglass (Civil) 74% 74% 95
7.1.7 Emissão de Os's
Neste primeiro mês de 2004, temos uma média mensal de OS's superior amédia anual de 2002 e dos anos anteriores.
de OS's no sistema, temos um número de OSm 2002. Podemos creditar isto a um maior ce
contínuo gerenciamento do sistema, permitindo o cumprimento do ciclo completo daOS.
2001 2002 2003 20040
500
1000
1500
Q u a n t i d a d e d e O S ' s
OS Mensal
Média Mensal
2000
2500
3000
Emissão de OS's - 2004

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 62/101
Planejamento e Controle da Manutenção Marcelo Arese 62
Em Janeiro/04, temos um número de OS’s abertas de forma automáticasemelhante a média obtida durante o ano de 2003, e um número de OS’s manuaissemelhante aos valores de Novembro e Dezembro/03. É importante observar quetemos um baixo número de OS's canceladas. Podemos creditar isto a um maior
cuidado na abertura de OS's e a um contínuo gerenciamento do sistema, permitindoo cumprimento do ciclo completo da OS.
CO e
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez0
300
600
900
1200
1500
Q u
a n t i d a d e d e O S ' s
OS Canc OS Autom OS Manual
Emissão de OS's - 2004
Analisando as OS’s manuais abertas em Dezembro/03, observamos que
cerca de 60% destas OS’s foram dos tipos de serviço Reativo (sendo, 34%26% COE e COU) e 40% de tipo de serviço Proativo. Este índice de OS’s manuaisProativas abertas é bem superior ao obtido em Novembro/03 (33% de OS’sProativas) e mais próximo, embora inferiores, aos valores obtidos desde Julho/03.
61,8%
38,2%
ReativoProativo
Emissão de OS's - 2004OS's Manuais por Tipo de Serviço
Jan
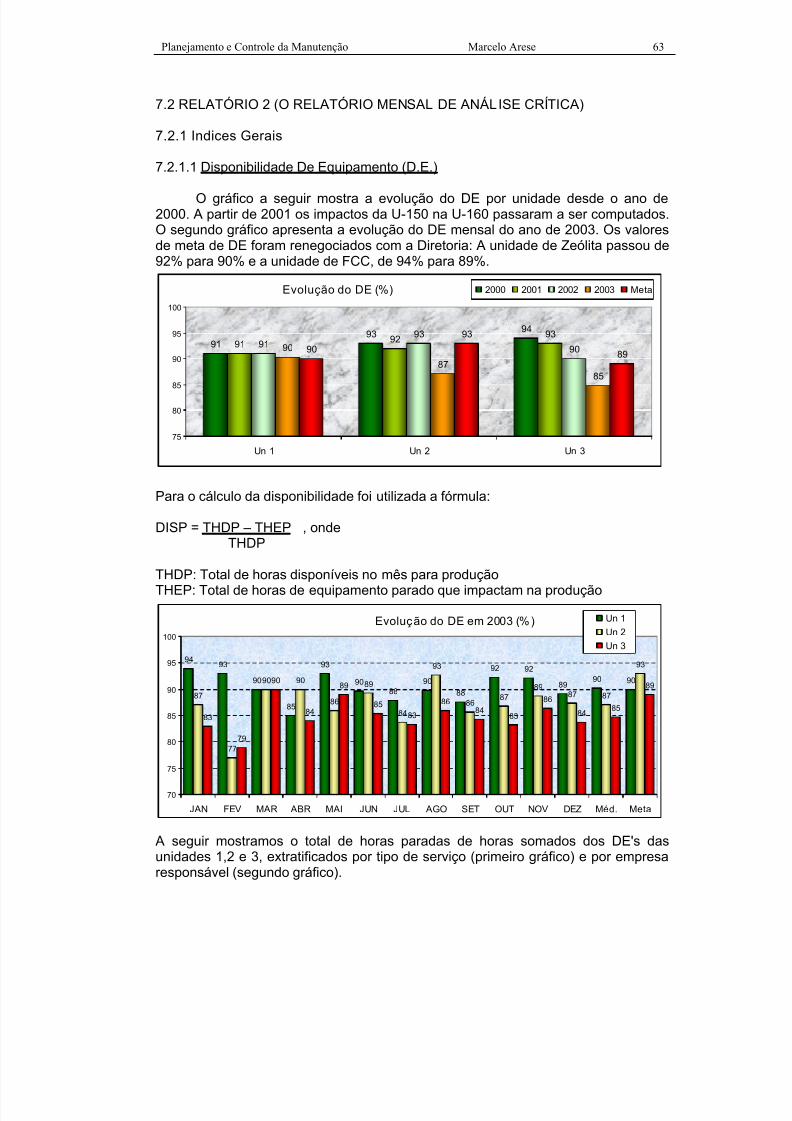
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 63/101
Planejamento e Controle da Manutenção Marcelo Arese 63
7.2 RELATÓRIO 2 (O RELATÓRIO MENSAL DE ANÁLISE CRÍTICA)
7.2.1 Indices Gerais
7.2.1.1 Disponibilidade De Equipamento (D.E.)
O gráfico a seguir mostra a evolução do DE por unidade desde o ano de2000. A partir de 2001 os impactos da U-150 na U-160 passaram a ser computados.O segundo gráfico apresenta a evolução do DE mensal do ano de 2003. Os valoresde meta de DE foram renegociados com a Diretoria: A unidade de Zeólita passou de92% para 90% e a unidade de FCC, de 94% para 89%.
DISP = THDP – THEP
Para o cálculo da disponibilidade foi utilizada a fórmula:
, ondeTHDP
THDP: Total de horas disponíveis no mês para produçãoTHEP: Total de horas de equipamento parado que impactam na produção
seguir mostramos o total de horas paradas de horas somados dos DE's dasnidades 1,2 e 3, extratificados por tipo de serviço (primeiro gráfico) e por empresasponsável (segundo gráfico).
85
93
9088
90
88
92 92
89 90
87
77
90
86
89
84
93
8687
8987 87
93
83
79
84
89
8583
8684
83
86
8485
8990 90
9394
9090
70
75
80
85
90
95
100
JAN FEV MAR ABR MAI JUN JUL AGO SET OUT NOV DEZ Méd. Meta
Un 1
Un 2
Un 3
Evolução do DE em 2003 (%)
Evolução do DE (%)
91 93
94
91 92 9391 9390
8785
9093
8990
80
85
90
95
100
75
Un 1 Un 2 Un 3
2000 2001 2002 2003 Meta
Aure

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 64/101
Planejamento e Controle da Manutenção Marcelo Arese 64
Indisponibilidade por tipo de serviço (em horas paradas)
1 2 6
9 6
8 9 1
3 1
1 1 6
2 4 0
1 7 4
1 0 5
6 4
7 9
3 5 5 2
0
50
300
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez Med Meta
450 Emergênci as (
7 7 9
2
350
400
2 0 0
2 1 1
2 2 0
2 2 2
2 2 6
2 2 4
7 0
1 1 9
1 3 0
8 7
7 3
6 6
1 0 8
1 2 9
1 3 4
1 1 2
9 9
1 0 6
3 2
5 0
0
4 3
4
7 0
6 4
4 9
4 1 1
5 1
100
150
200
250
COE) Programação Semanal Plano de Preventiva (PV)
Indisponibilidade por responsável (em horas paradas)
4 0
8 1
7 9
6 1
1
8 5
1 1 9
7 8
4 0
4 5
5
2
5 4
4 8
4 6
6 3
4 1
3 6
5 8
4 9
6 6
9
4 5
1 2
1 2
2 9
2 4
3
2 0
1 8
1 6
1
0
0
0
0
9 7
8 0 7
4 1
2 5
7 9
4 1
1 1 8
3 0
3 7
1 0 2
6 4
5 2
5 8
0
0
1 8
7
2 8
5 0
1 3
2 2
3 1
1 9
2 7
2 3
2
0
150
200
250
300
350
400
450
ar Abr Mai Jun Jul Ago Set Out Nov Dez Med Meta
1 5
9
1
7 8
2 0 8
2 4
6 1
4 8 3
3
100
8 050
0
Jan Fev M
VálvulasEngenhariaGerênciaElétricaTubulaçãoInstrumentaçãoMecânica
7.2.1.2 Apropriação De Mão De Obra O gráfico a seguir apresenta a relação da mão-de-obra apropriada em serviços de
mergência e serviços programados. No mês de DEZEMBRO voltamos a média de5% de apropriação relativa em serviços de emergência, fechando o ano com aédia de 11%.
e1m
% Emergências vs. % Seviços programados
7984 85
83
9086
92 9388
86 8683
86
80
17
11 12 108
13
7 610 11 13 15
11 15
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez Média Meta
PG EM

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 65/101
Planejamento e Controle da Manutenção Marcelo Arese 65
7.2.2 Índices Por Empresa
Os indicadores a seguir são apresentados por empresa. Neste casopresentaremos apenas os valores da empresa responsável pelos serviços de
ecânica.
O primeiro indicador apresentado é o atendimento a programação semanal.ara o calcular este indicador basta dividir o número de OS’s programadas para aemana em questão, e que foram executadas, pelo número total de OS’srogramadas para a semana.
O segundo indicador é a eficiência de programação. Este indicador é obtidoela divisão entre o total de Hh apropriado nas OS’s realizadas da programaçãoemanal, pelo total de Hh programado das OS’s realizadas.
O terceiro indicador compara o Hh apropriado em serviços reativos ( COE –orretiva de emergência, COU – corretiva de urgência e CO – corretiva programada )
ja, todos os outros tipos de estratégias de
A fórmula de cálculo da disponibilidade de equipamento por empresa émesma utilizada anteriormente, porém só é levado em conta para o termo THEP,
a
m
Psp
ps
Programação : Atendimento vs Eficiência
49,1
88,2
72,763,4
73,4
57,9
80,269,3
90,0
72,4
129,1
163,2
111,2 108,6
141,3
121,0
100,0
0
20
40
60
80
100
120
140
160
180
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez Med Meta
%
Atendimento
Eficiência
ce o Hh apropriado em iniciativas ou se
anutenção.m
Hh Reativo (Serv iços Corretivos) vs Iniciativas (Serv iços Preventiv os)
0 8
1800
2000
1 1 0 5
1 6 6 6
1 0 5 6
1 2 7 7
1 1 4 1
9 3 9
1 1 5 8
1 1 9 2
8 5 3
1 4
9 8
1 7
9 6 1
9 5 3
7 2 6
7 4 8
1 0 6 4
0
200
400
600
800
1000
1200
1400
1600
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez Med Meta
Reativo Iniciativa
a
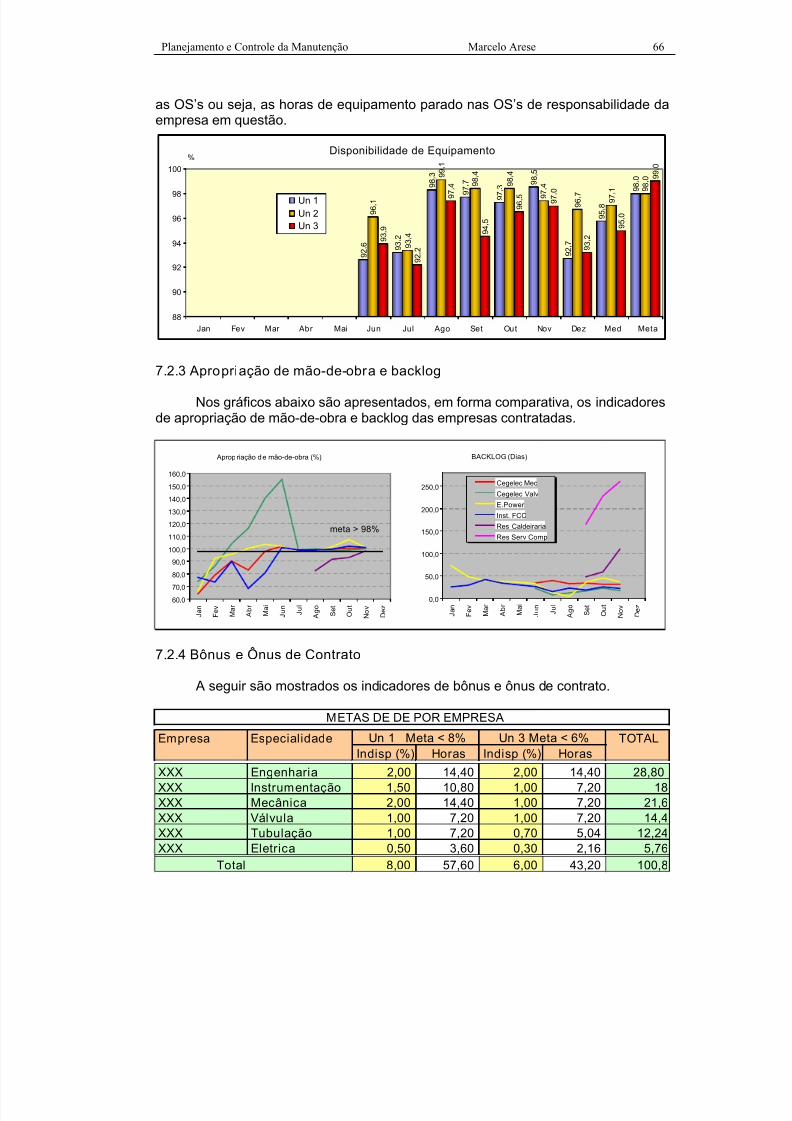
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 66/101
Planejamento e Controle da Manutenção Marcelo Arese 66
as OS’s ou seja, as horas de equipamento parado nas OS’s de responsabilidade dampresa em questão.
Nos gráficos abaixo são apresentados, em forma comparativa, os indicadorese apropriação de mão-de-obra e backlog das empresas contratadas.
A seguir são mostrados os indicadores de bônus e ônus de contrato.
e
Disponibilidade de Equipamento
100
%
9 2 ,
6 9 3 ,
9 8 ,
3
7 9 8 ,
5
9 2 ,
7
, 0
9 3 ,
9 9 ,
1
9 8 ,
4
9 8 ,
4
, 0
9 2 ,
2 9 3 ,
9 9 ,
0
92
98
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez Med Meta
2
9 7 ,
9 7 ,
3
9 5 ,
8
9 8
9 6 ,
1
4
9 7 ,
4
9 6 ,
7
9 7 ,
1 9 8
9 3 ,
9
9 7 ,
4
9 4 ,
5
9 6 ,
5 9 7 ,
0
2
9 5 ,
0
94
96
Un 1
Un 2Un 3
88
90
7.2.3 Apropriação de mão-de-obra e backlog
d
7.2.4 Bônus e Ônus de Contrato
Empresa Especialidade TOTALIndisp (%) Horas Indisp (%) Horas
XXX Engenharia 2,00 14,40 2,00 14,40 28,80 Instrumentação 1,50 10,80 1,00 7,20 18Mecânica 2,00 14,40 1,00 7,20 21,6Válvula 1,00 7,20 1,00 7,20 14,4
Un 1 Meta < 8% Un 3 Meta < 6%
METAS DE DE POR EMPRESA
XXXXXXXXXXXX Tubulação 1,00 7,20 0,70 5,04 12,24
XXX Eletrica 0,50 3,60 0,30 2,16 5,76Total 8,00 57,60 6,00 43,20 100,8
60,0
70,0
80,0
90,0
100,0
110,0
120,0
130,0
140,0
150,0
160,0
J a n
F e v
M a r
A b r
M a i
J u n
J u l
A g o
S e t
O u t
N o v
D e z
Apropriação de mão-de-obra (%)
meta > 98%
0,0
200,0
250,0
J a n
F e v
M a r
A b r
M a i
J u n
J u l
A g o
S e t
O u t
N o v
D e z
Cegelec Mec
Cegelec Valv
E.Power Inst. FCC
Res Caldeiraria
Res Serv Comp
BACKLOG (Dias)
50,0
100,0
150,0

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 67/101
Planejamento e Controle da Manutenção Marcelo Arese 67
ITEM INDICE BÔNUS EUn1 Un3 ÔNUS
CONTINUIDAD DE > = 99,5 > = 99,7 BÔNUS
OPERACIONA < 99,5 < 99,7 ÔNUS * + - 0,5% + - 0,5% VALOR
QUALIDAD ATENDIMENTO A BÔNUS PROGRAMAÇÃ ÔNUS
VALOR APROPRIAÇÃO BÔNUS MÃO DE ÔNUS
VALOR < 98,0
+ - 0,5%
> = 98,0
METAS
> = 90,0< = 85,0+ - 0,5%
ELÉTRICA
O primeiro quadro (METAS DE D.E. POR EMPRESA) apresenta os
percentuais de indisponibilidade e seus respectivos valores em horas, para as
nidades de produção Um 1 e Um 3, respectivamente.
nta os demais indicadores de bônusônus com seus respectivos valores para a especialidade (ou empresa) elétrica.
discutidos enegociados para o mês de outubro.
u
Já o quadro seguinte (ELÉTRICA) apresee
A tabela a seguir apresenta os resultados das empresas, já
DE da Un 1 (%) 97,3 99,2 99,9 99,8 98,5 92,3DE da Un 3 (%) 96,5 99,9 99,9 97,8 97,1 83,2
Atendimento a Progr amação (%) 73,4 90,9 96,9 91,3 90,0 -
Apropriação de M.D.O. (%) 103,4 87,6 107,2 101,8 92,9 -
SALDO (% sobre valor contratual) -0,25 0,50 2,00 1,00 -1,00
Legenda: Bônus Neutro Ônus
TABELA DE BÔNUS E ÔNUS - OUTUBRO 2003
ÍNDICE EMPRESA XXX XXX XXX XXX XXX DISP
Mecânica Válvula Elétrica Instrum. Tubulação GERAL

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 68/101
Planejamento e Controle da Manutenção Marcelo Arese 68
CAPÍTULO 8 - O SISTEMA DE TRATAMENTO DE ANOMALIAS E FALHAS
8.1 INTRODUÇÃO
Todos os dados gerados no processo da busca da causa fundamental sãoimportantes para se executar uma boa manutenção, pois são a chave para setrabalhar de maneira eficaz na redução drástica da ocorrência de anomalias e falhas,além de se tornarem parte essencial do know how da manutenção de equipamentos.
Tendo em vista estas considerações, há a necessidade de consolidar umSistema de Tratamento de Anomalias e Falhas. Este sistema deve incluir:
• Relatório de anomalias e falhas;• Análise das causas fundamentais das anomalias e falhas;• Contramedidas para bloqueio das causas fundamentais (plano de ação);• Acompanhamento (follow up) da implementação das Contramedidas;• Analise periódica dos relatórios de anomalias e falhas;• Bloqueio das anomalias e falhas crônicas priorizadas com o Ciclo PDCA (Plan-Do-Check-Action).
Para melhorar o nível da manutenção, é essencial executar um ataque eficazmetódico visando à eliminação definitiva das anomalias e falhas nos
quipamentos. Para conseguir isso, é necessário realizar toda a sistemáticaropos
omalias e Falhas, incluindo
da
- Tempo de reparo (tempo gasto pela manutenção para a remoção do sintoma);- Última troca/reparo (data e hora, km rodado, horímetro, etc. - referência daúltima intervenção neste equipamento e componente);- Descrição da anomalia ou falha;- Descrição do reparo (métodos empregados no reparo, incluindo a descriçãodos subconjuntos, componentes e partes substituídas ou reparadas);- Causas, contramedidas e planejamento de sua execução (Plano de ação);- Informações sobre data de preenchimento, quem preencheu e visto dossuperiores.
2. Descrever as anomalias ou falhas de forma que não haja dúvidas,
desdobrando todos os equipamentos até o nível de peças. Isto é a base docontrole de equipamentos. (a maioria dos SIM permite o desdobramento dosequipamentos até o nível de peças).
eep ta do seu Sistema de Tratamento de Anomalias e Falhas. Para tal, devem serimplementadas diversas medidas, dentre as quais destacam-se:
1. esenvolver um formulário de Relatório de AnD(vide Apêndice A):
Código do equipamento (localização da anomalia ou falha, que será utiliza-na priorização);- Data da detecção;- Hora inicial, hora final e tempo total (tempo que afetou a produção);

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 69/101
Planejamento e Controle da Manutenção Marcelo Arese 69
3. Definir um padrão para a emissão e circulação do Relatório de Anomalias eFalhas (ver exemplo no Apêndice B), evitando o julgamento puramentesubjetivo. Há a necessidade de definir:
- Quem vai preencher o relatório (mecânico, supervisor ou staff );- Para quem será enviado e em que prazo;- Quem o analisará;- Após a circulação do relatório, quem irá arquivá-lo, onde arquivar, etc.
4. Padronizar o fluxo de comunicação sobre a ocorrência das falhas (ApêndiceC).
5. Analisar as anomalias e falhas. Os técnicos, supervisores e engenheirosdevem aplicar o "Princípio dos 3 Gen" para verificar na área as condições da
ocorrência das falhas e o "Método dos Porquês". Isto é de suma importânciapara se determinar à causa fundamental das anomalias e falhas.
Entende-se como "Princípio dos 3 Gen", a iniciativa de ir a área (Genba) everificar o equipamento que falhou (Genbutsu) para se ter uma visão real dofenômeno (Genslio), ao invés de analisar os problemas "a distância".Somente assim é possível identificar a causa fundamental das falhas.Para utilizar o método dos Porquês, deve-se perguntar porque ocorreu talanomalia ou falha, desta forma, se obtém uma causa superficial. Novamentese pergunta porque, obtendo uma causa mais profunda. Assim por diante,até que se obtenha uma causa que se possa tomar uma contramedida quegaranta que a anomalia ou falha não ocorra novamente, esta é a causafundamental.
ano de Ação). Deve-se definir quais asas, quem as executará, e em que prazo.
a execução das contramedidas para bloquear as causasdas anomalias e falhas (follow up). Deve-se realizar Reuniões
sugestãoe valia. Para estas reuniões, há a necessidade de
6. Planejar as contramedidas adequadas ao bloqueio das causas fundamentaisdas anomalias e falhas (Plcontramedidas que serão tomad
7. Acompanhar
fundamentaisMensais de Avaliação para:
- Verificar o andamento das melhorias apontadas nos relatórios;- Discutir os méritos das suas aplicações;- Aprofundar os conhecimentos dos responsáveis pela manutenção.
Ao se realizar estas reuniões de avaliação, os responsáveis da manutenção deequipamentos serão por si só treinados (na busca da causa fundamental ede melhorias) e passam a ter granddefinir:
- Os membros que irão participar;
l);- Sua periodicidade (semanal, quinzenal ou mensa - O responsável pela elaboração da ata e a sua circulação.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 70/101
Planejamento e Controle da Manutenção Marcelo Arese 70
8. Analisar periodicamente as anomalias e falhas (priorização). Devem ser feitas
, para a tomada decontramedidas para bloquear as causas fundamentais das anomalias e
Periodicidade (3, 6 ou 12 meses);
el pela definição das próximas diretrizes com base nestes
Figura 8.1 – Método de análise de anomalias e falhasFon
revisões periódicas de todas as anomalias e falhas ocorridas e registradas noperíodo, com a finalidade de detectar problemas crônicos e/ou evidenciar osequipamentos críticos do ponto de vista de tempo de parada e do número de
ocorrências (anomalias e falhas), usando ferramentas estatísticas comoEstratificação e Análise de Pareto dentro do Ciclo PDCA
falhas, conforme ilustrado a seguir na Figura 8.1. Há a necessidade de definir:
-
- Para quem comunicar os resultados;- O responsáv
resultados.
EQUIPAMENTO A
55
UNIDADE 150 FALHA A1
97
119
A B C D E a b c d e
te: O própro autor
O ciclo PDCA, segundo CAMPUS (1996), é considerado o método universalpara atingir metas. Quatro etapas compõem o ciclo:
1. Planejamento – representado pela letra P, do inglês plan – nesta etapasão estabelecidas as metas e os métodos para atingi-las.
31
15
7
28 A1 A2 A3 A4 A5 921 TIPO DE FALHA 6
18 515 4
EQUIPAMENTO CAUSAS
N º D E F A L H A S N
º D E F A L H A S
N º D E F A L H A S
A P
DC
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 71/101
Planejamento e Controle da Manutenção Marcelo Arese 71
2. Execução – representado pela letra D, do inglês do – nesta etapa aspessoas envolvidas são treinadas nos métodos utilizados e o plano écolocado em prática.
3. Verificação – representado pela letra C, do inglês check – nesta etapa éfeita a verificação nos resultados do trabalho executado para saber suaprogressão em direção a meta.
noprocesso em função dos resultados atuais.
princip rência de uma falha, aplicando o "Princípio dos 3en" e o "Método dos Porquês". Assim, as pessoas envolvidas terão condições de
melho azes para aazer verificações que ajudem na
o instruiros executores na perfeita condução dos trabalhos. Deve-se ressaltar a importânciada bus
UDO DE CASO: ORIENTAÇÕES PARA CONDUÇÃO DO TRATAMENTODE ANOMALIAS EM EQUIPAMENTOS EM UMA EMPRESA DE PROCESSO.
nduzido em doisíveis:
•
•
Nível 2: O Tratamento de Anomalias Nível 2 (Figura 8.3) complementa oa-dia e é feito para as falhas crônicasv ), identificadas através da coleta e
Pareto. As causas das ocorrências crônicas e prioritárias são investigadas,isando propor contramedidas para evitar sua reincidência.
4. Ação – representado pela letra A, do inglês action – Caso os resultadosnão estejam progredindo em direção a meta, é feita uma atuação
É importante que as pessoas se acostumem a circular pela área,almente por ocasião de ocor
G
r avaliar a profundidade da ocorrência, elaborar planos eficremoção do sintoma e o seu cronograma, f descoberta da causa fundamental, estabelecer as contramedidas, bem com
ca da causa fundamental e o planejamento de melhorias adequadas.
8.2 EST
O Tratamento de Anomalias em Equipamentos deve ser con
Nível 1: O Tratamento de Anomalias Nível 1 (Figura 8.2) é conduzido no chãode fábrica através da investigação das causas imediatas das falhas nosequipamentos e da proposição de contramedidas para bloquear estas causasfundamentais. Este tratamento é de responsabilidade dos supervisores damanutenção e coordenadores de turno (COOTUR) e deverá envolver tanto osexecutantes da manutenção quanto os operadores industriais.
tratamento nível 1 conduzido no dia-(e entos repetitivos ao longo do tempoanálise periódica de dados de parada da planta e elaboração dos gráficos de
v

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 72/101
Planejamento e Controle da Manutenção Marcelo Arese 72
Fig Fonte:
ANOMALIA
Detecção daanomalia
(Operador Industrial)
Abertura da Ordemde Serviço (OS)
(PCM)
A anomalia érelevante?
ATENÇÃO
A relevância da anomalia deve ser determinadacom base em critérios de criticidade (por exemplo,tempo de parada da produção acima de x minutos)
Preenchimento doRelatório de Execução deServiço (RES) impresso
no verso da OS
Sim
Pontos Importantes:
(1) Investigação das CausasFundamentais da Anomalia
(2) Proposição de Contramedidas paraevitar a reincidência da anomalia
(Supervisor da Manutenção, COOTUR, OperadoresIndustriais e Executantes da Manutenção)
Registro da Ocorrência da Anomalia
(Folha de Acompanhamento daContinuidade Operacional)
Não
Execução dasContramedidas Sugeridas no
RES
ura 8.2 - Fluxograma de tratamento de anomalias nível 1O próprio autor
Registro da Ocorrência da Anomalia
(Sistema MAXIMO)
(PCM)
(COOTUR)(Supervisor da Manutenção,
COOTUR)
Acompanhamento daExecução dasContramedidas
(Supervisor da Manutenção,COOTUR)
(Supervisor da Manutenção,
COOTUR)
Condução do Tratamento de Anomalias Nível 2
Ver FluxogramaNível 2
Nível 1

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 73/101
Planejamento e Controle da Manutenção Marcelo Arese 73Planejamento e Controle da Manutenção Marcelo Arese 73
Figura 8.3 - Fluxograma de tratamento de anomalias nível 2Fonte: O próprio autor
Identificaç
Análise das Informaçõessobre Anomalias (Trimestral)
(PCM)
Obtidas via MAXIMO,RES, OSF
ãoe P
dos TAG’sCríticos rioritários(Análise de pareto)
Identificação das AnomaliasCrônicas e Prioritárias
(Análise de Pareto)
(PCM)
Pontos Importantes:
Análise das Causas das Anomalias Crônicas nos
TAG’s Críticos
(1) Investigação as Causas Fundamentais da Anomalia buscando evidências (fatos e dados)
(2) Reunir todas as pessoas que possamcontribuir com a investigação (conhecimento)
Apresentar Propostas deContramedidas para Eliminar
as Causas das Anomalias
(Gerente de Operação, Coordenador de Produção,
Apoio à Manutenção e Apoio à Produção)
Avaliação e Priorização dasContramedidas Propostas
(Apoio à Manutenção, Apoio à Produção,
Supervisor da Manutenção, COOTUR,
Operadores Industriais e Executantes da
Manutenção)
Pontos Importantes:
(1) Levar em consideração a eficácia e o custodas contramedidas, comparando-os com osbenefícios da eliminação
(Apoio à Manutenção, Apoio à Produção,
Supervisor da Manutenção, COOTUR,
Operadores Industriais e Executantes da
Manutenção)definitiva da anomalia
(2) Elaborar plano de ação (5W1H)
(PCM)
Execução das Ações Conforme 5W1H
Elaborar cronograma e orçamento
(Responsáveis pelas Ações)
Acompanhamento da Execução das Ações Conforme Cronograma e
Orçamento
(Gerente de Operação, Coordenador de Produção,
Apoio à Manutenção e Apoio à Produção)
Promover reuniões periódicaspara acompanhamento das ações(follow up do cronograma)
Coleta Contínua de Dados sobre Anomalias (via MAXIMO, RES, OSF)
(PCM)
Análise das Informações sobre Anomalias (Trimestral)
(PCM)
AnomaliaReincidente?
Elaboração ou Revisão de Padrões deOperação e Manutenção
(PCM)
Não
Sim
Nível 2

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 74/101
Planejamento e Controle da Manutenção Marcelo Arese 74
Características do Tratamento de Anomalias Nível 1:
Foco em resultados, através do estabelecimento de metas (por exemplo,aumento do OSF, redução do número de falhas e do tempo de parada da
produção, redução dos custos, dentre outras metas); Liderança dos Supervisores da Manutenção e Coordenadores de Turno; Acompanhamento periódico pelo Coordenador de Produção; Suporte técnico da engenharia (Apoio à Manutenção e Apoio à Operação); Conhecimento técnico das pessoas que conduzem o tratamento; Definição de critérios claros para selecionar as anomalias a serem tratadas; Visão do tratamento de anomalias com “treinamento no trabalho” (OJT), que é de
responsabilidade da supervisão; Rapidez nas ações de bloqueio às causas imediatas, não se limitando às ações
de contenção (remoção do sintoma).
Características do Tratamento de Anomalias Nível 2:
Foco em resultados, através do estabelecimento de metas (por exemplo,aumento do OSF, redução do número de falhas e do tempo de parada daprodução, redução dos custos, dentre outras metas);
Sistema de informações gerenciais que permita analisar e apresentar dados deanomalias com precisão e rapidez (por exemplo, o SIM);
Conhecimento técnico das pessoas que conduzem o tratamento. Acompanhamento da execução das ações e projetos (contramedidas para
bloquear as causas fundamentais das falhas) pela Engenharia; Acompanhamento dos projetos pelo Gerente de Operação e Coordenador de
Produção; Bloqueio definitivo das causas das anomalias, através de contramedidas
eficazes, rápidas e baratas que incorporem melhorias ao gerenciamento darotina.
8.2.1 Sugestão de Critérios para Análise de Falhas
Qualquer uma das seguintes ocorrências poderá disparar uma análiseiginando um plano de
– preenchimento do RES
. Interrupção funcional da unidade devido à falha de um dos TAG’s críticos daunidade, (levantado através da análise de Pareto) independente do tempo deinterrupção da produção. A lista de TAG’s críticos deverá ser revisadaperiodicamente (sugestão: a cada três meses) em decorrência da análise dePareto para identificar falhas crônicas.
2. Interrupção funcional da unidade que cause perda de produção total acima de120 minutos, independente do TAG que falhou e que deu origem à parada.Entende-se como de perda de produção o intervalo de tempo entre a detecção
da falha ou parada da unidade e o seu retorno à produção, incluindo o tempo deatendimento da manutenção, tempos de espera por recursos e tempo derepartida.
detalhada da falha quanto às suas causas fundamentais, or definitivamente estas causasação para bloquear
etalhado).(d 1

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 75/101
Planejamento e Controle da Manutenção Marcelo Arese 75
3. Interrupção funcional da unidade por mais de uma vez num período de sete diaspela falha do mesmo TAG, independente do TAG que falhou e que deu origem àparada ou do tempo de interrupção da produção.
4. Ocorrências que causem refugo do produto (fora de especificação), acidentepessoal com afastamento ou impacto ambiental significativo (conforme legislaçãoambiental aplicável), independente do TAG que tenha originado a ocorrência, outempo de interrupção da produção.
5. Quaisquer outras ocorrências que forem julgadas relevantes pelas chefias daprodução.
O Quadro 8.1 a seguir resume as atribuições e responsabilidades relativas aotratamento de falhas e serve como um guia para as pessoas envolvidas, aplicável à
maior parte das situações do dia-a-dia. Eventuais exceções deverão ser tratadasindividualmente, seguindo as orientações da Gerência ou Chefia de Produção.
Funções
At ividades Executante daManutenção
Operador es daProdução
SupervisordaManutenção
COTUR AcompanhamentodaManutenção
Gerência eChefia daProdução
1. Detecção e relato
das falhas noperíodo de turno
Recebe
asprioridade
s deserviços
Prioriza
serviços eos delegapara osexecutantes
Interface da
operaçãocom amanutenção
N/A Se
necessário,recebe“feedback”
2. Reparo da falha(somente pararemoção dosintoma e retornodo equipamento àprodução)
Participa Acompanha
Acompanhae orienta
Semprerecebe“feedback”
N/A Senecessário,recebe“feedback”
3. Investigaçãopreliminar dascausas imediatasda falha durante aremoção dosintoma
Participa Participa Acompanhae orienta
Semprerecebe“feedback”
N/A Senecessário,recebe“feedback”
4. Continuação dainvestigação dascausas da falha (sea investigaçãopreliminar não tiversucesso)
Participa Participa Acompanhae orienta
Semprerecebe“feedback”
Dásuportetécnico
Senecessário,acompanhae fazcomentários
5
(plano de ação)
para bloquear ascausasfundamentaisdefinitivamente
Semprerecebe“feedback”
Dásuportetécnico
Senecessário,acompanha
e fazcomentários
. Proposição de Participa Participa Participacontramedidas

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 76/101
Planejamento e Controle da Manutenção Marcelo Arese 76
6RES – Relatório de e orienta
emprerecebe
Dásuporte
Senecessário,
. Preenchimento do Participa Participa Acompanha S
Execução deServiços
“feedback” técnico recebe cópiae fazcomentários
7. A ipa Participa Secessário,
recebeack”
companhamento Participa Participa Participa Particda execução das neações propostasno RES “feedb
8
t
re
ck”
. Análise periódicad
Sempre Sempre Fornece Sempre Particos problemas
crônicos erecebe
“feedbacKrecebe“feedbacK
dados eparticipa
recebe“feedbacK’
recebe“feedba
ipa Semp
proposição deemas prioritários
’ ’
para ataque viaPDCA
Qe
ua sponsabilidades pelo Tratamento das Falhas em
atu
ramação abrirá
form s contramedidas
Após o acompanhamento, são atualizadas as datas e, no campo de observação, a
Fon
rela
dro 8.1 - Sugestão de Atribuições e Requipamentos
Fonte: O próprio autor
No tratamento de falhas, o PCM faz a abertura e encerramento das OS’s e aalização dos planos de manutenção preventiva.
8.2.2 Exemplo de controle das análises de falha no CMMS
De posse do Relatório de Anomalias e Falhas, o setor de proguma ordem de serviço com tipo de serviço igual a ADF (análise de falha). No
ulário para detalhamento (planejamento), serão cadastradas a(como sendo tarefas da OS), com seus responsáveis e datas previstas (Figura 8.4).
situação da contramedida.
Figura 8.4 – Plano de ação cadastrado no CMMS MAXIMOte: CMMS MAXIMO, 2002
Para um melhor gerenciamento das contramedidas, pode ser emitido umtório com todas as ordens de serviço com tipo de serviço igual a ADF (separadas
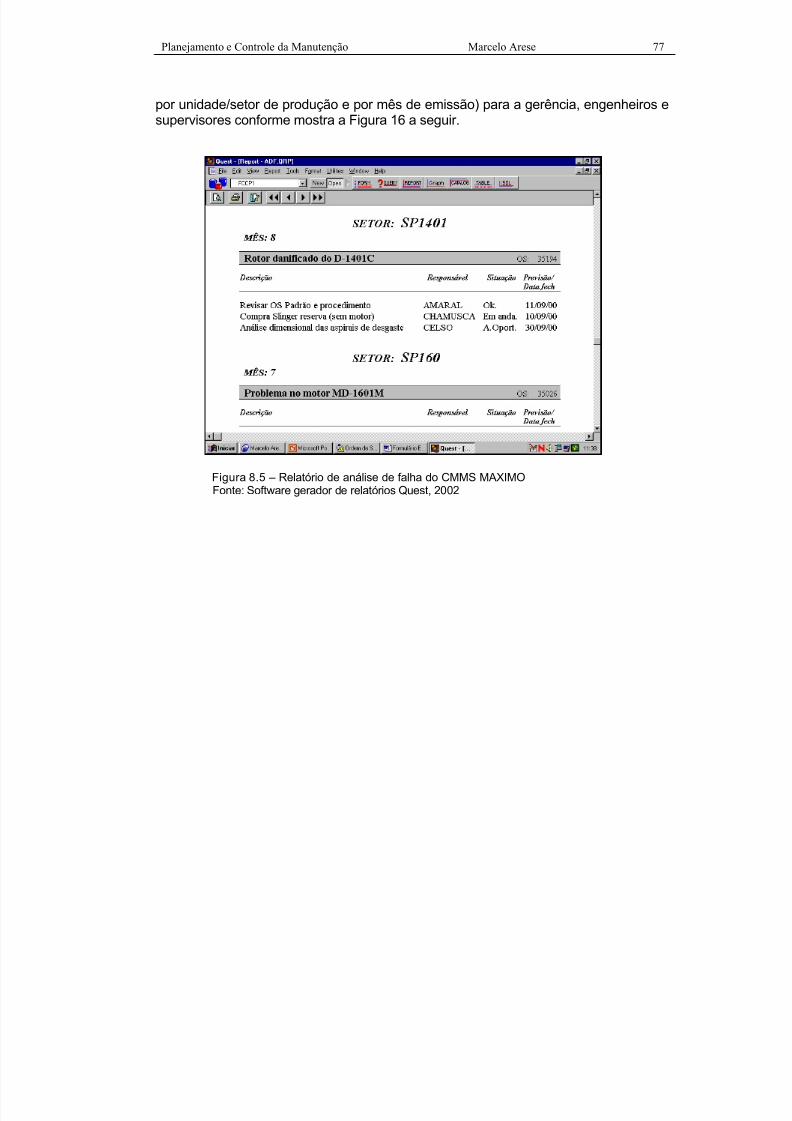
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 77/101
Planejamento e Controle da Manutenção Marcelo Arese 77
por unidade/setor de produção e por mês de emissão) para a gerência, engenheiros e
Figura 8.5 – Relatório de análise de falha do CMMS MAXIMOwar d relatórios 02
supervisores conforme mostra a Figura 16 a seguir.
Fonte: Soft
e gerador e Quest, 20

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 78/101
Planejamento e Controle da Manutenção Marcelo Arese 78
CAPÍTULO 9 – HU OIMPLEMENTAÇÃO DO SIM (UM ESTUDO DE CASOEM UMA INDÚSTRIA QUÍMICA)
écnico apresentado no 14° Congresso Brasileiro de ma
9.1
de suc sso a implementação de qualquer sistema de gestão,segundo o IMAM, é: 20% = software + hardware + recursos de processamento dedados, e 80% = políticas + procedimentos + objetivos + relações humanas +
relações humanas + compromisso representam 70% desse
e manutenção com ênfase na, selecionar pessoal,var e envolver toda a
“O primeiro método para se estimar a inteligência de um governante é olharpara os homens que ele tem ao seu redor ” ( Nicollò Machiavelli )
Na tabela abaixo temos os cargos que estão ligados diretamente aoplanejamento de manutenção (embora pertençam a diferentes setores) com suasrespectivas funções e capacidade esperada.
CARGO FUNÇÃO CAPACIDADE ESPERADA
O FATOR MAN NA
Trabalho t nutenção
RESUMO
A relação e n
compromisso. No caso particular de sistemas de gerenciamento de manutenção,
consideramos queucesso.s
Este trabalho técnico tem como objetivo apresentar a estratégia de
plantação de um software de gerenciamento dimadministração dos recursos humanos. Como criar equipes
uebrar paradigmas, gerenciar treinamentos “on the job”, motiqequipe de manutenção, mostrando que a verdadeira dimensão do sucesso daimplantação está nos resultados obtidos no local de trabalho, onde as coisasefetivamente acontecem e se encontra o principal fornecedor de informações para oseu sistema, seja ele manual ou informatizado: o executante de manutenção.
9.2 OS RECURSOS DE PLANEJAMENTO
Eng. dePlanejamento
(setor deacompanha-mento demanutenção)
- Coordenar a operacionalização dosistema informatizado de manutenção;- Preparar o planejamento de curto elongo prazo;- Garantir o cumprimento do plano demanutenção e as rotinas de P.C.M.;- Planejar as paradas de manutenção.
- Capacidade de liderar;- Capacidade de desenvolver o gerenciamentoda rotina;- Capacidade de desenvolver subordinados;- Capacidade de coordenar reuniões;- Capacidade de promover melhorias einovações e- Capacidade de prestar cooperação paraórgãos relacionados.
Técnico de
etor d
- Analisar as Solicitações de Serviço;
l, logística, negociação
apacidade de organizar;
- Capacidade de planejar serviços;
- Capacidade de ensinar serviços e
Planejamento - Providenciar todos os recursos parae manutenção (mão-de-
- CDe
anutençãoos serviços dobra, materiaM
(s esupervisão)
com fornecedores, etc…);- Eventualmente substituir osupervisor;
- Capacidade de realizar melhorias.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 79/101
Planejamento e Controle da Manutenção Marcelo Arese 79
- Detalhar os serviços nãopadronizados;- Manter histórico do sistema;- Fazer a interface entre o P.C.M. e aexecução (facilitador).
Programador(setor deP.C.M.)
- Fazer a interface entre o P.C.M. e oP.C.P. (facilitador).
- Capacidade de organizar;- Capacidade de programação e- Capacidade de negociação.
Digitador(setor deP.C.M.)
- Emitir e dar baixa nas O.S.’s;- Manter atualizado o Quadro deProgramação e os arquivos daISO9000.
- Rapidez;
- Capacidade de organizar
Quadro 9.1 – Cargos e funções do PCMFonte: O próprio autor
9.3 STARTANDO A IMPLANTAÇÃO
“Grandes navegadores devem sua reputação aos temporais e àstempestades” (Epicuro)
Para dar o pontapé inicial, foi formado um grupo para trabalhar fulltime naimplantação durante 3 meses. Nesse tempo, o grupo recebeu treinamentos dorepresentante do software em seus principais módulos. Após o treinamento, iniciou-se a transferência de dados do sistema antigo e o cadastro de dados básicosnecessários para colocar o novo sistema em uso. Esse grupo de trabalho foionstituido de: 1Analista de Sistemas, 1Eng. de Manutenção , 1 Técnico de
ção. Ao término dos 3forme organograma abaixo:
cProcesso , 1 Eng. Planejamento , 1 Programador de Manutenmeses, a implantação foi dividida em 3 frentes, con
IMPLANTAÇÃO
CADASTRO EMANUTENÇÃO
DOSEQUIPAMENTOS
OPERA-CIONA-
LIZAÇÃO
CADASTRO EMANUTENÇÃO
DOS TAG'S
ENG.MANUT. TEC.PROCESSO
ENG.PLANEJ.
SUPORTE
ANALISTA
Figura 9.1 – Organograma de implantaçãoFonte: O próprio autor
9.4 INÍCIO DA OPERACIONALIZAÇÃO - DESENVOLVENDO A MOTIVAÇÃO DOUSUÁRIO
base da motivação é a confiança” (Vicente Falconi)
ntes de iniciar a implementação do sistema, alguns executantes damanutenção expuseram suas opiniões a respeito da implementação de um novosistema para gerenciar a manutenção. Os 3 casos abaixo mereceram atenção:
“A
A
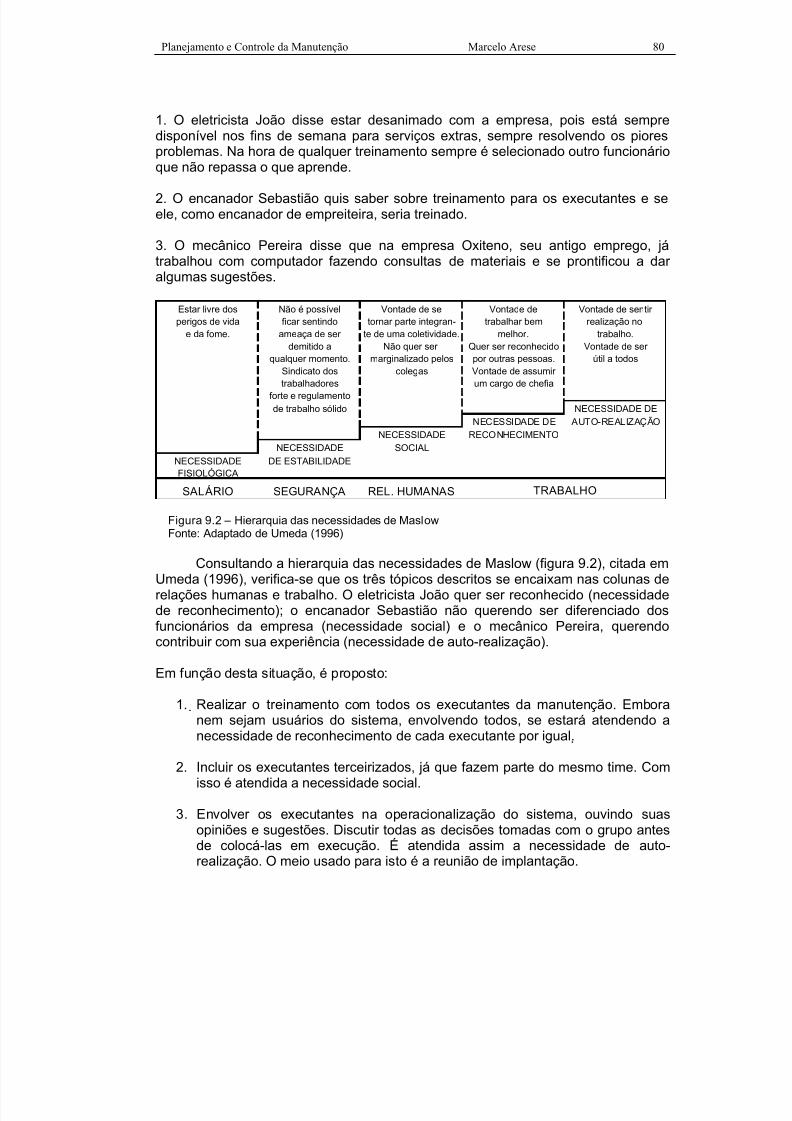
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 80/101
Planejamento e Controle da Manutenção Marcelo Arese 80
1. O eletricista João disse estar desanimado com a empresa, pois está sempredisponível nos fins de semana para serviços extras, sempre resolvendo os pioresproblemas. Na hora de qualquer treinamento semp
ue não repassa o que aprende.
re é selecionado outro funcionário
. O ele, como encanador de empreiteira, seria treinado.
Pereira disse que na empresa Oxiteno, seu antigo emprego, játrabalhou com computador fazendo consultas
ow
e auto-realização).
Em de
am se lv
ss a
, já que fazem parte do mesmo time. Comisso é atendida a necessidade social.
ve na suasõe decisões tomadas com o grupo antes
colo É atendid auto-izaç to é a reunião de implantação.
q 2e
ncanador Sebastião quis saber sobre treinamento para os executantes e se
3. O mecânicode materiais e se prontificou a dar
algumas sugestões.
Estar livre dos Não é possível Vontade de se Vontade de Vontade de sentir perigos de vida ficar sentindo tornar parte integran- trabalhar bem realização no
e da fome. ameaça de ser te de uma coletividade. melhor. trabalho.demitido a Não quer ser Quer ser reconhecido Vontade de ser qualquer momento. marginalizado pelos por outras pessoas. útil a todos
Sindicato dos colegas Vontade de assumir trabalhadores um cargo de chefia
forte e regulamentode trabalho sólido NECESSIDADE DE
NECESSIDADE DE AUTO-REALIZAÇÃONECESSIDADE RECONHECIMENTO
NECESSIDADE SOCIAL
NECESSIDADE DE ESTABILIDADEFISIOLÓGICA
SALÁRIO SEGURANÇA REL. HUMANAS TRABALHO
Figura 9.2 – Hierarquia das necessidades de Masl Fonte: Adaptado de Umeda (1996)
Consultando a hierarquia das necessidades de Maslow (figura 9.2), citada em), verifica-se que os três tópicos descritos se encaixam nas colunas deUmeda (1996
relações humanas e trabalho. O eletricista João quer ser reconhecido (necessidadede reconhecimento); o encanador Sebastião não querendo ser diferenciado dosfuncionários da empresa (necessidade social) e o mecânico Pereira, querendoontribuir com sua experiência (necessidade dc
função sta situação, é proposto:
1. Realiz r o treinamento com todos os executantes da manutenção. Emboranenece
2. Incluir os executantes terceirizados
jam usuários do sistema, envoidade de reconhecimento de cad
endo todos, se estará atendendo aexecutante por igual.
3. Envol r os executantes na operacios e sugestões. Discutir todas as
cá-las em execução.
lização do sistema, ouvindoopini
dereal
a assim a necessidade deão. O meio usado para is
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 81/101
Planejamento e Controle da Manutenção Marcelo Arese 81
9.5 AS REUNIÕES DE IMPLANTAÇÃO
“ Conte -me , e eu vou lembrar. Envolva-me ,
en
lizadas uma vez por mês, podendo serl, em mplantação. Participam todos os envolvidosntaçã fes, e s, supervisores, técnicos,
res e ão). O r retorno aoobre o andamento da implantação e debater as
undo Miller (1995) alguns detalhes importantes devem serobservados para a reunião ser eficaz:
1. Reservar tempo suficiente para a preparação – levar com você algumas
tran
Co
4. Consultar os supervisores para a escolha da melhor data e hora – preferirsempre a parte da manhã, pois os trabalhos de manutenção ainda não terão sidoiniciados.
5. Controlar a duração – evitar ultrapassar 30 min, pois para os executantes podeficar monótono.
6. Registrar – fazer uma ata de reunião e circular pelos participantes. Asferramentas de retorno de informações para o sistema, descritas abaixo, devemser definidas nessas reuniões com total participação dos executantes. É muitoimportante essa sinergia, pois serão eles os principais usuários dessasferramentas:
ífica para cada empresa, elas sãoão-de-obra e equipamentos de cada
upla. Embora os campos desse documento sejam padrões, os
-me , e eu vou esquecer. Mostre
e eu vou ent der.” (Confúcio)
As reuniões de implantação são reaquinzena função do andamento da ina impladigitado
o do Sistema (gerente, cheexecutantes da manutenç
ngenheiroobjetivo principal é da
pessoal de área (executantes) snovas etapas. Seg
sparências com os tópicos da reunião, pois isto prende a atenção dospresentes.
2. nvocar somente pessoas envolvidas diretamente na implantação – convidarapenas aquelas pessoas cujas contribuições serão ouvidas e aplicadas, já que areunião deve ser breve.
3. Escolher um local fora da área de trabalho – essencial para que a reunião nãoseja constantemente interrompida por alguém a procura de um eletricista dizendoque “é rapidinho, ele já volta”.
• A Ordem de Serviço - A ordem de serviço é um instrumento básico para seserviços. Especcontrolar a execução dos
elaboradas em função dos tipos de muma. Existe uma série de dados comuns em qualquer ramo industrial ou deserviços, que devem estar presentes neste instrumento de informações demão dexecutantes devem participar da confecção do lay out, sugerindo tamanho de
nte, espaços para preenchimento, posição do nº da O.S. na folha e outrosfo
campos relevantes (vide Apêndice D).

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 82/101
Planejamento e Controle da Manutenção Marcelo Arese 82
• O Cartão de Tempo (Figura 9.3) - O cartão de tempo é individual e diário,
da sua criação;b) Participar os executantes da confecção e lay out;
d) Efetuar as modificações sugeridas, em reuniões periódicas;
o de tempo também será usado para registrar serviços deemergência executados sem O.S. emitida. O nº da O.S. não épreenchido sendo anotado o tag na última coluna. É preenchido entãoo relatório de execução de serviço (Apêndice E).
ra no retorno dasssa pela mão do supervisor antes das
sistema, o que, na maioria dos casos, retém
es. Uma boa opção é na oficina de
9
Nº da O.S. INÍCIO FIM TAG
tendo como função apropriar as horas trabalhadas nas O.S.’s. Suaimplantação requer alguns cuidados , assim como a Ordem de Serviço:
a) Explicar o porquê
c) Escolher um grupo piloto (aleatoriamente, para não causar mágoas)para iniciar a implantação;
e) Frisar bem que o cartão de tempo não é cartão de ponto;
O cartã
NOME:
DATA : / /
12345
678
Figura 9.3 – Cartão de tempoFonte: Adaptado de TAVARES (1996)
• O Quadro de Programação (Figura 36) - Um fato comum que faz com que oCMMS não seja atualizado no devido tempo é a demo
1011
Planejamento e Controle
de Manutenção
CARTÃO DE TEMPO
O.S.’s. Geralmente a O.S. painformações serem digitadas noo processo. O quadro de programação tem a função de facilitar a distribuiçãoe o recolhimento das O.S’s e dos cartões de tempo. Nele, cada executantepossui um escaninho onde são colocadas, pela programação, as O.S.’s.
Possui também 2 escaninhos para os cartões de tempo: um para retirada eoutro para devolução. A escolha do local ideal para sua instalação tambémdeve ser discutida com os executantmanutenção, local onde as equipes se concentram antes e depois dostrabalhos.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 83/101
Planejamento e Controle da Manutenção Marcelo Arese 83
Figura 9.4 – Quadro de programação
9.6 BARREIRAS HUMANAS (AS ATITUDES NEGATIVAS)
a implantação, encontramos algumas barreiras, que são superáveis,esde que dada a elas a devida importância. Abaixo, os principais casos:
1. O encarregado José, com 20 anos de empresa, diz que prefere registrar
2. O mecânico Pedro diz que nunca usou um computador na vida e nem
ResseTédio. rge da combinação desses fatores, enão de um deles isoladamente. No nosso caso, o que acontece é a dupla:ressentimento + incapacidade de aceitar mudanças. Atualmente, as mudanças sãouma constante nas empresas, e muitos empregados se recusam a aceitar isso por
Fonte: Arquivo da FCC, 2002
“Quebrar o átomo é fácil. Difícil é vencer o preconceito” (Einstein)
Duranted
as ocorrências no seu livro preto, pois ali ele sabe achar as informações,além de ser mais garantido: “- Não precisa do tal de becapi”. Fala tambémque não sabe para que colocar o tal sistema, já que está tudo funcionandotão bem.
sabe para que serve tal coisa. “- Me deixe fora disso!”, solicita.
3. O supervisor de manutenção Raimundo Nonato acha besteira a criação dafunção de técnico de Planejamento. “- Pra que, se eu posso dar conta detudo?”
As seis causas principais da atitude negativa são: Baixa auto-estima, Medo,ntimento, Conflitos não-resolvidos, Incapacidade de aceitar mudanças e A atitude negativa freqüentemente su

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 84/101
Planejamento e Controle da Manutenção Marcelo Arese 84
uma úverdadprimei queconquistaram.
O primsistema infor uma visão g ntagenssobre o siste amento.Mostre que a
O seg Ao longo dados recursos
desNo terceiro caso a mudança em questão é a criação da função de “Técnico de
Planejamento” que, na verdade, retira algumas atribuições antes de exclusividade dosupervisor de manutenção. Isso pode ser visto como perda de poder, ou como eubatizei, “Fator criptonita”, já que parte das suas tarefas passa a ser dividida com otécnico. A solução deste problema é simples, basta que você, juntamente com os
entar a capacidade através doconhecimento”
produç o são de processo. Para execução dotreinam
Figura 9.5 – Etapas do plano de treinamentoFonte: Adaptado de FCO (1996)
nica razão: têm medo. A resistência a mudança é natural e previsível. Nae, as pessoas mais positivas e bem-sucedidas são as mais resistentes, em
ro momento, pois estão em posição privilegiada e tem medo de perder o
eiro caso está claro: nosso amigo não sabe das facilidades que ummatizado propicia. Aproveite a fase de treinamento (individual) para dareral sobre o sistema; o porquê da sua aquisição, quais as va
einma manual, as etapas da implantação e como vai ser o tr ua contribuição é importante para o sucesso do projeto.s
undo caso requer tempo. Não obrigue o executante a utilizar o micro.implantação, quando a maioria dos executantes já estiver desfrutando
da informática, ele naturalmente, sentirá necessidade de participar
mbre da necessidade social de Maslow).se grupo (le
supervisores, escolham alguém que faça parte de suas equipes de trabalho. Sendopessoa de sua confiança, a situação é amenizada.
9.7 O SISTEMA DE EDUCAÇÃO E TREINAMENTO
“O principal objetivo da educação é aum (Masao Umeda)
A próxima etapa é o treinamento para os executantes da manutenção. Osprincipais clientes para a operacionalização do sistema na manutenção são, namanutenção, os executantes, os técnicos e os supervisores de manutenção; na
os supervisores e operadoresãento foram seguidas as seguintes etapas (resumidas na Figura 9.5):
1. PREPARAR O QUESTIONÁRIO
2. ENTREVISTAR OS EXECUTANTES3. ANALISAR O QUESTIONARIO
4. ELABORAR O PLANO DE TREINAMENTO5. ELABORAR CRONOGRAMA DE TREINAMENTO6. EMITIR UM RELATÓRIO TÉCNICO
7. PREPARAR AS INSTALAÇÕES8. PREPARAR MATERIAL DIDÁTICO9. TREINAR
10. AVALIAR CONHECIMENTO AO LONGO DOTREINAMENTO
11. ACOMPANHAR O USO DO CMMS NA ÁREA
12. TREINAR NOVAMENTE, SE NECESSÁRIO
LEVANTAR
NECESSIDADEDE TREINAR
PLANEJAR
TREINAR
VERIFICAREFICÁCIA
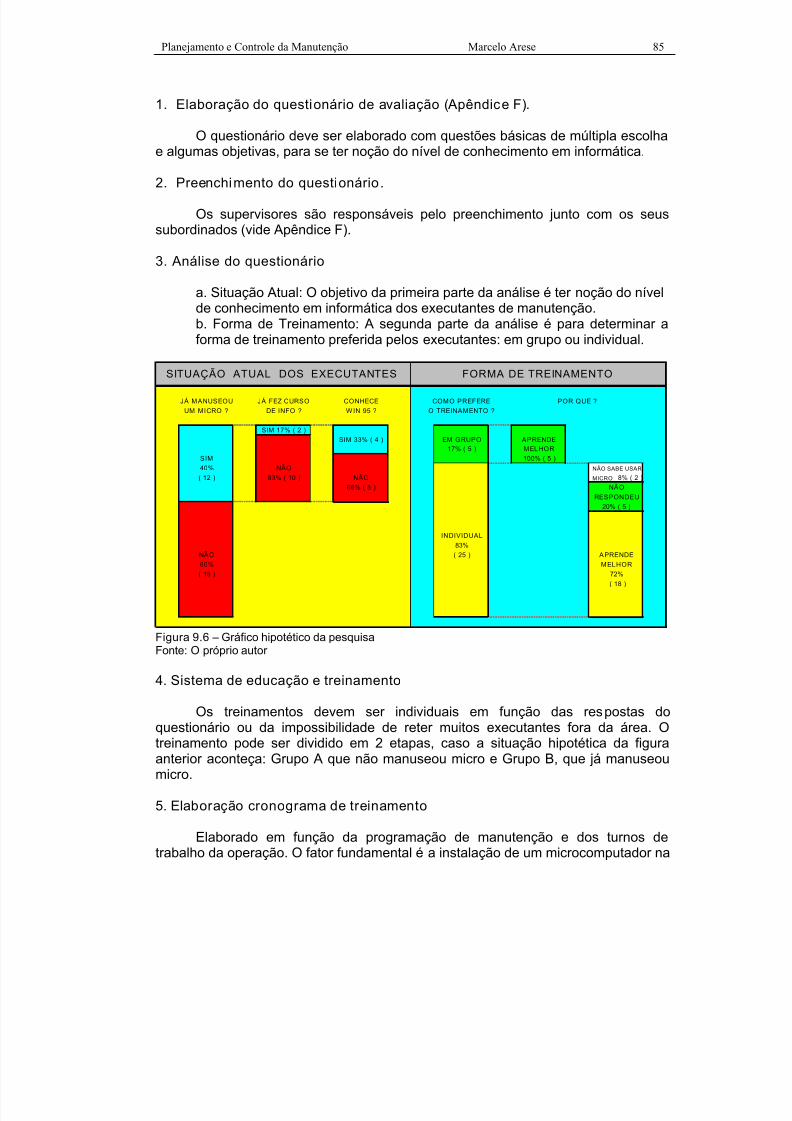
7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 85/101
Planejamento e Controle da Manutenção Marcelo Arese 85
1. Elaboração do questionário de avaliação (Apêndice F).
O questionário deve ser elaborado com questões básicas de múltipla escolhae algumas objetivas, para se ter noção do nível de conhecimento em informática.
2. Preenchimento do questionário.
Os supervisores são responsáveis pelo preenchimento junto com os seussubordinados (vide Apêndice F).
3. Análise do questionário
a. Situação Atual: O objetivo da primeira parte da análise é ter noção do nívelde conhecimento em informática dos executantes de manutenção.b. Forma de Treinamento: A segunda parte da análise é para determinar a
forma de treinamento preferida pelos executantes: em grupo ou individual.
JÁ MANUSEOU JÁ FEZ CURSO CONHECE COMO PREFERE POR QUE ?
UM MICRO ? DE INFO ? W IN 95 ? O TREINAMENTO ?
EM GRUPO APRENDE17% ( 5 ) MELHOR
SIM 100% ( 5 )
NÃO SABE USAR
MICRO 8% ( 2 )
66% ( 8 ) NÃO
SPONDEU
20% ( 5 )
PRENDE
LHOR
72%
( 18 )
SITUAÇÃO ATUAL DOS EXECUTANTES FORMA DE TREINAMENTO
SIM 17% ( 2 )
SIM 33% ( 4 )
40% NÃO
( 12 ) 83% ( 10 ) NÃO
RE
INDIVIDUAL
83%
NÃO ( 25 ) A
60% ME
( 18 )
Figura 9.6 –Fonte: O pró 4. Sistema de educação e treinamento
Os postas douestionário ou da impossibilidade de reter muitos executantes fora da área. O
treinamanterior amicro.
. Elab
Gráfico hipotético da pesquisaprio autor
treinamentos devem ser individuais em função das resq
ento pode ser dividido em 2 etapas, caso a situação hipotética da figuraconteça: Grupo A que não manuseou micro e Grupo B, que já manuseou
5 oração cronograma de treinamento
Elaborado em função da programação de manutenção e dos turnos detrabalho da operação. O fator fundamental é a instalação de um microcomputador na

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 86/101
Planejamento e Controle da Manutenção Marcelo Arese 86
oficina de manutenção e um na sala de operação, com o sistema de manutençãodisponível.
6. Elaboração de relatório técnico.
. As
fazer o treinamento na salada pro
geral do sistema para que ele saiba e entenda oporquê
rma deraciocínio com relação a operação do sistema. Em função desses fatores o
treinamento pode ser prolongado. Após o término dos cursos, os participantesrecebem os certificados de participação emitidos pela área de treinamento.
11. Acompanhando o aprendizado na área
O que vai servir de parâmetro para se avaliar o aprendizado é aoperacionalidade do sistema nas áreas em que seus colaboradores forem treinados.
12. Retreinamento
É feito na área. Na verdade ele se mistura com o acompanhamento do
aprendizado na área, na hora em que o usuário precisar utilizar o sistema.
A elaboração do relatório técnico, nos modelos de empresa, visa oficializar otrabalho e ter um meio técnico de divulgá-lo. Nele devem constar todos os itensacima, devendo ser divulgado para a gerência, para a área de treinamento (casoprecise de apoio), área de informática e para os supervisores, que se encarregarãode divulgar para sua equipe.
7 instalações de treinamento.
Tratando-se de um treinamento individual, basta uma mesa, um micro com osistema instalado e conectado a uma impressora (para se imprimir o material
didático), 2 cadeiras e canetas coloridas. Uma opção égramação, que possui a infra-estrutura necessária e propicia ao treinando
vivenciar a rotina do setor.
8. Material didático
Como o treinamento é individual, ao longo do mesmo as telas vão sendoimpressas para que o instrutor e os treinandos façam as anotações de aula.
9. O treinamento
O treinamento é realizado individualmente, no setor de programação durantea jornada normal de trabalho. A duração ideal é de aproximadamente de 2,5 horas.É importante passar uma noção
da implantação e a importância da sua participação no processo.
10. Avaliação do conhecimento ao longo do treinamento
Não são feitas provas durante e nem após o treinamento. A avaliação deveser feita observando o comportamento do treinando, suas dúvidas e fo

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 87/101
Planejamento e Controle da Manutenção Marcelo Arese 87
9.8 DIVULGAÇÃO
presenta um grande avanço na Empresa,timiza
o andamento da implantação, tendo seu nomeentre os empregados. O conselho editorial pode serntação, que deve se reunir uma vez por mês com a
mprepara eda imp
etc. As(vide A 9.9 CONCLUSÃO
“Alguns vêem as coisas como elas são e perguntam: por quê? Prefiro vê-lascomo deveriam ser e perguntar: por que não?” (B. Shaw)
É importantíssima a participação dos executantes na sua implantação. Paraisso devemos:
- Procurar o consenso, através da negociação e valendo-se da suaintegridade moral e competência técnica;- Ouvir diferentes pontos de vista e conhecer as distintas perspectivas;- Conquistar apoios;- Assumir que as pessoas têm interesse em deparar-se com situações
novas, desde que a experiência passada de alguma forma dê suporte àexploração do novo;
- Educar e treinar sempre.
e mudanças profundas em todos os campos, oe todos e de cada um deve ser o de assegurar uma maior
organizações e povos. O envolvimento deoi o ponto forte deste trabalho que, comertez
“O estilo é uma maneira muito simples de dizer coisas complicadas” ( JeanCocteau )
A implantação do sistema reo ndo o trabalho da manutenção e, conseqüentemente, tornando maisprodutivo o trabalho na área de produção. É importante criar um jornal de circulaçãointerna com objetivo de divulgar escolhido em um concursoormado pelo grupo de implaf
e sa contratada de comunicação visual, responsável pela impressão do jornal,scolha dos assuntos. É importante publicar informações sobre o andamentolantação, dicas, principais serviços e melhorias realizadas pela manutenção,
sim, passar informação para todos os níveis da empresa em um único veículoêndice G).p
Nessa era de globalização e dobjetivo prioritário d
solidariedade e harmonia entre pessoas,odos os profissionais da manutenção f tc a, garantirá uma melhor performance do sistema.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 88/101
Planejamento e Controle da Manutenção Marcelo Arese 88
CAPÍTULO 10 –PORQUE ALGUMAS IMPLEMENTAÇÕES DE
RESULTADOS?
atizados de gerenciamento de manutenção (CMMS –m ent Systems), após sua implementação, não
ento ou muitas vezes tem sua capacidadeerenc
tratada como um grande projeto, porga duração. Em função disto, é imperativo que se faça um
ronog
CURSOS
ante que o
implementação devemer be
rente dee técnicos até o executante. O
undamental e informações claras eoncis
envolvimento e comprometimento da equipe.
0.4
omando,nham conhecimentos do sistema, de planejamento e controle de manutenção e
onhecimento técnico específico da planta em questão. É essa equipe que irá criar
C.M.M.S. NÃO DÃO BONS
Artigo publicado na revista Manutenção n° 84 Novembro/Dezembro de 2001
Muitos sistemas informCo puterized Maintenance Managematuam como sistema de gerenciamg ial limitada. Outro fato relevante é que “aproximadamente 50% dos CMMSestão fadados a falhar em menos de 2 anos de operação” (WIREMAN, 1998). Asrazões mais comuns para o insucesso são descritas a seguir.
10.1 FALTA DE PLANEJAMENTO DA IMPLANTAÇÃO
A implementação de um CMMS deve serser complexa e de lonc rama definindo as etapas, recursos necessários, responsáveis, planos detreinamento e prazos; e que haja um coordenador experiente para conduzir aimplementação.
10.2 FALTA DE RE
Recursos limitados, tanto humanos ou financeiros, ocorrem em função de ummal planejamento da sua implementação. Não se deve esquecer que: a equipe deapoio a implementação deve ser bem selecionada garantindo que ninguém sejaremanejado, ao longo do projeto, para um de maior prioridade; é importsetor de informática da empresa esteja envolvido desde a seleção do software até ofim do projeto; as necessidades de treinamento da equipe des m definidas e estarem inseridas no custo total do projeto e, que seja previstauma verba para o contrato de manutenção do software.
10.3 FALTA DE COMUNICAÇÃO
Em uma implementação estão envolvidas muitas pessoas, do gemanutenção, passando pelos engenheirosgerenciamento do projeto é um requisito f c as são pontos fortes desta função. Deve-se constantemente informar aosenvolvidos como está o andamento do cronograma da implementação. Atrasos,dificuldades e desvios devem ser tratados claramente e com a participação de todos,pois contribui para o 1 FALTA DE CONHECIMENTO
A equipe de implementação deve ser composta por pessoas que, stec

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 89/101
Planejamento e Controle da Manutenção Marcelo Arese 89
as rotinas, identificar equipamentos e sobressalentes e realizar treinamentos. Casonenhum dos componentes tenha conhecimento prévio de CMMS, se tornaneces
10.5 ALTA DE TREINAMENTO
sões gerenciais. Mas para isso é necessário saber como tratartro perigo é achar que todos os envolvidos na implementação
déia e alterar as suas rotinas de trabalho de modo que possibilite
cisam ser redefinidas eos registros confiáveis.
indivídunecess i desnegativconflitomudançasaceitar isso por uma única razão: têmprevisível. Na verdade as pessoas mais positivas e bem-sucedidas são as maisresistentes, em primeiro momento, pois estão em posição privilegiada e tem medode per
implementar umMMS: gerenciar a manutenção. A manutenção emite ordens de serviço, oecutante preenche o histórico, mas essas informações nunca são analisadas.
este modo, ninguém vê a importância em fornecer informações e o sistema cai emscrédito.
.9 INFORMAÇÕES POBRES
Para que se faça a análise dos dados, as informações que alimentam ostema devem ser acuradas. Caso contrário, não será possível tomar decisões
sário completar a equipe com um consultor externo.
F
Atenção especial aqui ! Não importa o quão amigável pareça o uso do CMMS,o treinamento deve englobar todos os níveis de usuários, principalmente oexecutante de manutenção. Lembre-se de que as informações fornecidas pelosexecutantes são o principal alimento para o seu sistema.
10.6 EXPECTATIVAS
É comum achar que o simples fato de se implementar um CMMS irá resultarem uma imediata melhora nos resultados da sua manutenção. Ele é uma ferramenta
que irá provir a manutenção de informações formatadas, propiciando melhoresondições para decic
as informações. Ouão comprar essa iv
ao sistema operar efetivamente. Sem uma alteração na cultura de trabalho o CMMSnão irá gerar os benefícios esperados. Rotinas preumpridas, os serviços serem planejados e controlados ec
10.7 RESISTÊNCIA VERSUS COLABORAÇÃO
Em todo trabalho de equipe nos deparamos com atitudes negativas de algunsos. Pessoas negativas costumam dragar as energias da equipe. Éár o que se entenda o porquê dessas atitudes e como superá-las. As atitu
adas por: baixa auto-estima, medo, ressentimento,as geralmente são causs não-resolvidos, incapacidade de aceitar mudanças e tédio. Atualmente as
são uma constante nas empresas e muitos empregados se recusam amedo. A resistência a mudança é natural e
der o que conquistaram. Uma mudança na rotina de trabalho e um aumentodo controle são suficientes para criar receios.
10.8 NÃO TRATAMENTO DAS INFORMAÇÕES
Algumas vezes esquecemos o motivo o qual nos leva aCexDde 10
si

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 90/101
Planejamento e Controle da Manutenção Marcelo Arese 90
gerenciais baseadas nas informações do sistema. Assim, mais uma vez o sistema
O grande vilão. A maioria dos insucessos tem como causa a nãoimpleme
ão sabeomente 30% dos módulos de um CMMS é utilizado e deste, somente 30% de sua
funcio
m o melhor ou o piordo ao compromisso dos
i er utilizar as informaçõesrnec
cai em descrédito.
10.10 IMPLEMENTAÇÕES POBRES OU INCOMPLETAS
ntação do sistema em sua totalidade. Isso ocorre por não se conhecer our como utilizar toda a capacidade do sistema. “É estimado que, em média,n
snalidade é utilizada. Isto resulta em uma utilização de apenas 9% de toda a
capacidade do seu sistema” (CATO, 1999).
10.11 CONCLUSÃO
Nenhuma das causas estão relacionadas com o software nem com o
ardware, e sim com o peopleware. Não importa se você tehsistema do mundo. O sucesso do seu CMMS está atrela
suár os no cumprimento das rotinas definidas, e em sabufo idas pelo sistema para melhor gerenciar os recursos da manutenção e garantira confiabilidade dos seus equipamentos.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 91/101
REFERÊNCIAS
ABRAMAN. Associação Brasileiraanei o, 2001.
de Manutenção. Documento Nacional. Rio der
chen. Sistemas especialistas modulados e abrangentess. Escola Politécnica da USP, São Paulo, 2000 (Tese de
outo
s ERP. São Paulo: Atlas, 2001.
utenção, a vez do Brasil. São Paulo:
____
Kardec; XAVIER, Júlio Nascif. Manutenção: função estratégica. Rio de
____
J ALBERTÃO, Sebastião Edmar. ERP: sistema de gestão empresarial: metodologiapara avaliação, seleção e implantação: para pequenas e médias empresas. SãoPaulo: Iglu, 2001.
BARELLA, Wagner Däumiara a gestão de operaçõep
D rado em Engenharia de Produção).
BRANCO FILHO, Gil. Dicionário de termos de manutenção, confiabilidade equalidade. Rio de Janeiro: Abraman, 1996
CAMPOS, Vicente Falconi. Gerenciamento pelas diretrizes. Belo Horizonte: EditoraFCO, 1996.
CATO, Willian W; MOBLEY, R. Keith. Computer managed maintenance systems inrocess plants. Houston: Gulf Publishing Company, 1999.p
OLANGELO FILHO, Lucio Implantação de sistemaC
KOCHHAR, Neena et al. Introdução ao Oracle: SQL e PL/SQL. São Paulo: Oracle doBrasil Sistemas Ltda, 1999.
LEAL, Fabiano. Uma análise da aplicação integrada de técnicas de mapeamento deprocesso com foco no cliente. In: Simpósio de Eng. de Produção, X., Bauru. Anais...Bauru: Unesp, 2003.
MILLER, Robert F. Como conduzir uma reunião eficaz. Rio de Janeiro: Ediouro:1995.
IRSHAWKA, Vitor; OLMEDO, Napoleão. ManM
Makron Books, 1994.
_ _. TPM a moda brasileira. São Paulo: Makron Books, 1993.
O’BRIEN, James A. Sistemas de informação e as decisões gerenciais na era dainternet. São Paulo: Saraiva, 2001.
INTO, AlanPJaneiro: Quality Mark, 1998.
_ _. Excelência na manutenção. Rio de Janeiro: Casa da Qualidade, 1996.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 92/101
Planejamento e Controle da Manutenção Marcelo Arese 92
PLANT MAINTENANCE RESOURCE CENTER. CMMS Implementation SurveyResults – 2000. Disponível em <http://www.plant-maintenance.com/articles/CMMS_survey_2000.shtml>. Acesso em: 20 de dezembro
TAVAR
ENOS, Harilaus G. Gerenciando a manutenção produtiva. Belo Horizonte: Editora
g.html> Acesso em 12 de março de 2002.
Justificando um setor de P.C.M. In: CONGRESSO BRASILEIRODE MANUTENÇÃO, 12., 1997, São Paulo. Anais... São Paulo: Abraman, 1997.
ARESE, Marcelo C. Recursos humanos: fator decisivo para o sucesso na
implantação de sistemas de gerenciamento de manutenção In: CONGRESSO DEEQUIPAMENTOS DA INDÚSTRIA QUÍMICA, 4., 1999, São Paulo. Anais... SãoPaulo: Abiquim, 1999.
CAMPOS, Vicente Falconi. Gerenciamento da rotina. Belo Horizonte: Editora FCO,1994.
______. O valor dos recursos humanos na era do conhecimento. Belo Horizonte:Editora FCO, 1995.
F.C.O. Gestão pela qualidade total em produção: casos reais 1996. Belo Horizonte:
Editora FCO, 1996.
______. Gestão pela qualidade total em Recursos Humanos – casos reais 1996. Belo Horizonte: Editora FCO, 1996.
HEHN, Herman F. Peopleware. São Paulo: Gente, 1999.
HELMAN, Horácio Análise de falhas – série: As ferramentas da qualidade vol. 11. Belo Horizonte: Editora FCO, 1995.
HIGGS. Maintenance engineer handbook. New York: McGraw Hill, 1995.
IDHAMMAR, Christer. CMMS and preventive maintenance. Disponível em<http://www.idcon.com/CMMSPM.htm> Acesso em 11 de outubro de 2001.
de 2001.
ES, Lourival A. Administração moderna da manutenção. Rio de Janeiro:Novo Pólo Publicações, 1999.
UMEDA, Masao. TQC e a administração de recursos humanos no Japão EditoraBelo Horizonte: FCO, 1996.
XFDG, 1998.
OBRAS CONSULTADAS
AUMEN, Robby. CMMS Success Strategy. Disponível emhttp://www.facilitiesnet.com/NS/NS3m7a<
ARESE, Marcelo C.

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 93/101
Planejamento e Controle da Manutenção Marcelo Arese 93
GALLS, Preston. Chan ctices. Disponível emhttp://www.marshallinstitute.com/pubs/changing.htm> Acesso em 7 de fevereiro de
t al. Integrated maintenance work control. Revista Maintenance,
Standardising Maintenance Work. Disponível em <http:/ /
. Disponível em <http:/ / www.plant-
rant. E-Business e ERP: transformando a empresa. Trad. Bazan
/ www.plant-maintenance.com / articles / CMMS_systems.shtml> Acesso em
ristina. As ferramentas da qualidade no gerenciamento dente: FCO , 1995.
egre:
IN ging maintenance pra<2002.
EWBY, Ian eNEngland, v. 14, n. 5, dec. 1999.KELLY, A. Administração da manutenção industrial. Rio de Janeiro: IBP, 1978.
MA HER, Daryl.Twww.plant-maintenance.com / articles / standardising.shtml> Acesso em 10 de maiode 2002.
ATHER, Daryl. Work Order PrioritiesMmaintenance.com / articles / Work_Order_Priorities.shtml> Acesso em 10 de maio de
2002.
MOUBRAY, J. Manutenção centrada em confiabilidade. Lutterworth: Biddles, 2000.
ORRIS, GNTecnologia e Lingüística. Rio de Janeiro, Quality Mark, 2001. Tradução de: E-Business and ERP: transforming the enterprise.
PALADY, Paul. FMEA. São Paulo: IMAM, 1997.
PALMER, Richard D. Maintenance planning and scheduling handbook. New York:McGraw Hill, 1999.
PRADO, Célio C. A. Sistema informatizado de gerenciamento de manutenção maisajuda ou mais atrapalha? Disponível em <www.mantener.com.br> Acesso em 24 de junho de 2002.
WEIR , Bryan. Computerised Maintenance Management Systems (CMMS) - AnImpartial View of CMMS Functions, Selection and Implementation. Disponível em
http: /<22 de dezembro de 2001.
ERKEMA, Maria CWprocessos – série: As ferramentas da qualidade vol. 1. Belo Horizo ______. Ferramentas estatísticas básicas para o gerenciamento de processos –série: As ferramentas da qualidade vol. 2. Belo Horizonte: FCO , 1995.
WIREMAN, Terry. Developing performance indicators for managing maintenance. New York: Industrial Press, 1998.
YIN. Robert. K. Estudo de caso: planejamento e métodos. 2.ed. Porto Al
ookman, 2001.B

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 94/101
Planejamento e Controle da Manutenção Marcelo Arese 94
APÊNDICE A - Relatór io de Anomalias e Falhas
INÍCIO DATA: ___ / ___ / ___ HORA: ___ : ___ DURAÇÃO DO SERVIÇO ............................... :
TÉRMINO DATA: ___ / ___ / ___ HORA: ___ : ___ DURAÇÃO DA PARADA DO EQUIP ............. :
ÚLTIMA INTERVENÇÃO:
RESPOSTA:
PREENCHIDO POR : DATA: ___ / ___ / ___ VISTO DO ENGENHEIRO
O QUÊ VOCÊ FEZ NO EQUIPAMENTO OU INSTALAÇÃO ? ( REPARO )
EMA APRESENTADO NO EQUIPAMENTO OU INSTALAÇÃO ? ( ANOMALIA OU FALHA )
RESPOSTA:
MANTENEDOR : SUPERVISOR :
CONTRAMEDIDA PRAZORESPONSÁVEL
QUAIS SÃO AS CAUSAS FUNDAMENTAIS ?
QUAL O PROBL
TAG: ___________ Nº OS: __________
RELATÓRIO DE ANOMALIAS E FALHAS
Alimenteo MAXIMO

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 95/101
Planejamento e Controle da Manutenção Marcelo Arese 95
APÊNDICE B – Fluxograma de ci rculação do Relatór io de Anomalias e Falhas
OUTROS
Supervisor Operador Mantenedor Supervisor Staff Chefe SETORES
P
RECEBE RECEBE RECEBE RECEBE RECEBEC PIA C PIA C PIA E C PIA C PIA
ARQUIVA
RECEBE RECEBE RECEBE RECEBE RECEBEC PIA C PIA C PIA E C PIA C PIA
ARQUIVA
RODUÇÃO MANUTENÇÃO
REVISÃO DORELATÓRIO
INVESTIGAÇÃO DA CAUSA DA FALHA NOLOCAL
ELABORAÇÃO DORELATÓRIO DE A. E FALHAS
ELABORA ATA
REUNIÃO MENSAL DE ACOMPANHAMENTO
DAS AÇÕES

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 96/101
Planejamento e Controle da Manutenção Marcelo Arese 96
APÊNDICE C - Fluxograma de comunicação de Anomalias e Falhas
GER NCIAOperador Supervisor Mantenedor Supervisor Staff Chefe
FALHA
FALHA
HORÁRIO ADMINISTRATIVOPRODUÇÃO MANUTENÇÃO
HORÁRIO DE TURNO
FALHAS COM PREVISÃO DEPARADA > 4 HORAS
FALHAS COM PREVISÃO DEPARADA > 8 HORAS
FALHAS COM PREVISÃO DEPARADA > 4 HORAS
FALHAS COM PREVISÃO DEPARADA > 8 HORAS
FALHAS COM PREVISÃO DEPARADA > 2 HORAS
No horário de tu rno tem 1 mecânico e 1 instrumentista de plantão

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 97/101
Planejamento e Controle da Manutenção Marcelo Arese 97
APÊNDICE D - Ordem de Serviço

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 98/101
Planejamento e Controle da Manutenção Marcelo Arese 98
APÊNDICE E – Relatório de Execução de Serviço
ORA: _____ : _____
TÉRMINO DATA: _____ / _____ / _____ ORA: _____ : _____
AO EXECUTANTE DE MANUTENÇÃO AS INFORMAÇÕES ABAIXO SÃO DE MUITO VALOR PARA O SISTEMA E PARA VOCÊ TAMBÉM.
ELA FARÁ PARTE DO HISTÓRICO DO EQUIPAMENTO QUE VOCÊ PODERÁ CONSULTAR MAIS TARDE !
QUAL O PROBLEMA APRESENTADO NO EQUIPAMENTO OU INSTALAÇÃO ? ( ANOMALIA OU FALHA )
SUA SUGESTÃO PARA NÃO MAIS ACONTECER O PROBLEMA ( PREVENÇÃO )
COMENTÁRIO DO COTUR / SOLICITANTE
VISTO DO COTUR
O QUÊ VOCÊ FEZ NO EQUIPAMENTO OU INSTALAÇÃO ? ( REPARO )
FOI SUBSTITUIDA ALGUMA PEÇA ? SIM NÃO
POR QUÊ ACONTECEU O PROBLEMA ? ( CAUSA )
O SERVIÇO FOI CONCLUIDO TOTALMENTE ? SIM NÃO
RESPOSTA:
RESPOSTA:
RELACIONAR AS PEÇAS SUBSTITUIDAS:
RESPOSTA:
O QUÊ FICOU PENDENTE ?:
RESPOSTA:
NOMES: ___________________________________________
INÍCIO DATA: _____ / _____ / _____ H
H
Alimenteo MAXIMO RELATÓRIO DEEXECU ÃO DE SERVI O
Nº OS: __________ TAG: ___________

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 99/101
Planejamento e Controle da Manutenção Marcelo Arese 99
APÊNDICE F – Quest ionário de Avaliação

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 100/101
Planejamento e Controle da Manutenção Marcelo Arese 100
APÊNDICE G – Modelo de Jornal Interno

7/17/2019 Apostila UFF
http://slidepdf.com/reader/full/apostila-uff 101/101
Planejamento e Controle da Manutenção Marcelo Arese 101
O AUTOR:
Marcelo Arese, M.Sc.
Engenheiro Mecânico (Gama Filho), com pós graduação em Administração Financeira (FGV), Análise de Sistemas (UERJ) eEngenharia de Manutenção (UFRJ). Mestre em Sistemas de Gestão(UFF). Coordenador e professor do MBA em Gestão Estratégica daProdução e Manutenção da UFF/Abraman. Trabalhou em planejamentoe controle nas empresas Cosigua, Texaco, Bayer, Santista Alimentos,Votorantim e FCC. Atualmente é coordenador de planejamento da RioPolímeros.
Contatos:
[email protected]@hotmail.com(21) 9311-9961 – celular(21) 2612-8171 – residência(21) 2677-5650 – trabalho (Riopol)







