dispositivo hidrÁulico para mÁquinas · a grande vantagem da utilização de atuadores...
TRANSCRIPT
www.tempotecnico.com.br - Edição 11 1
D I S P O S I T I V O H I D R Á U L I C O P A R A M Á Q U I N A S
Deus
seja
louva
do!
| Ediç
ão 11
| Ano
03 | 2
014




6 www.tempotecnico.com.br - Edição 11
(48) 3045.7862 - www.tempotecnico.com.br
Rua Vitório Serafim, nº 120, sala 35 - Centro, Criciúma - SC - 88801-012V. 03 - N. 02 - 2014 - Tiragem: 3.000 - Bimestral - Coan CTP
MÁQUINAS MEIO AMBIENTE
MATÉRIA PRIMA ARTIGO
BLOCOS CERÂMICOS NOTÍCIA
08 40
18 50
26 60
Dimensionamento de dispositivo hidráu-lico para tensionamento de correias de transmissão trapezoidais perfil A para a indústria de cerâmica
Avaliação das propriedades mecânicas dos tijolos ecológicos formulados com resíduos cerâmicos
Desenvolvimento de cerâmica utilizando lama vermelha gerada na indústria de beneficiamento de alumina
Conformação de massa cerâmica pelo processo de extrusão escrito pelo Con-sultor em Cerâmica Vermelha Vitor Nandi
Previsão e controle da resistência à compressão de alvenarias em blocos cerâmicos
Cerâmica vermelha sustentável: Projeto goiano de cerâmica vermelha pode ser modelo para o país
S U M Á R I O
Conselho Administrativo
Jorge Luís Espíndola Diretor Geral
Larraine Espíndola FerreiraDiretora Administrativa
Conselho Editorial
Anderson CollodelMestre em Engenharia Elétrica (Peterson´s School of Engineering – EUA)
Douglas DeolindoEspecialista em Automação Industrial (SATC)
Fernando Michelon Marques Mestre em Engenharia de Minas Metalurgia e Materiais (UFRGS)
Ricardo Dutra Engenheiro de Minas (Escola Politécnica da Universidade de São Paulo)
Vitor NandiMestre em Ciência e Engenharia de Materiais (UFSC)
Vitor Salvado Frutuoso da CostaMestre em Engenharia de Materiais (Instituto Superior Técnico – Portugal)
Os conceitos expressados nos artigos, são exclusivamente responsabilidade dos autores. É permitida a reprodução total ou parcial dos conteúdos desta publicação, com a autorização por escrito do diretor, citando fontes, edição e data de publica-ção. Informações adicionais de quaisquer artigos podem ser disponibilizadas escre-vendo para nosso correio eletrônico.
Gerenciamento de Comunicação, Editoração, Redação, Projeto Gráfico, Revisão, Diagramação e Arte
(48) 2102.7864 - [email protected]
6 www.tempotecnico.com.br - Edição 11
(48) 3045.7862 - www.tempotecnico.com.brRua Vitório Serafim, nº 120, sala 35 - Centro, Criciúma - SC - 88801-012
Edição 11 | Ano 03 | 2014 - Tiragem: 3.000 - Bimestral - Coan CTP
8 www.tempotecnico.com.br - Edição 11
DIMENSIONAMENTO DE DISPOSITIVO HIDRÁULICO PARA TENSIONAMENTO DE CORREIAS DE TRANSMISSÃO TRAPEZOIDAIS PERFIL A PARA INDÚSTRIA CERÂMICAFernando Michelon Marques, Maria Bez Velho Faculdade SATC
Um sistema de transmissão é composto por elementos de máquinas (correias, correntes e engrenagens), aptos para transmitir movi-mento, torque e potência.
A capacidade que as correias possuem de transmitir potência é gerada pelo atrito entre a polia e a própria correia, o atrito se dá pela pressão entre os dois elementos ocasionando
forças de contato. A pressão da correia sobre a polia é esta-belecida durante a montagem, tensionando-a corretamente.
INTRODUÇÃO
M Á Q U I N A S
Um sistema de transmissão é composto por elementos de máquinas capazes de transmitir movimento e as correias fazem parte deste grupo. São capazes de transmitir potência de forma simples e útil, com o objetivo de facilitar processos e diminuir consideravelmente cus-tos com manutenção, contudo necessitam de monitoramento constante para que não oca-sionem paradas não planejadas e consequen-temente perdas na produção. Para que para-das indesejadas não ocorram, a manutenção preditiva é indicada, é a técnica que consiste em analisar os sintomas dos equipamentos através de instrumentos, estes por sua vez auxiliam para que sejam efetuadas medições que irão indicar a condição real de trabalho da máquina ou equipamento, e em casos em que
é necessário realizar manutenção, permite o planejamento antecipado. A manutenção pre-ditiva prevê a falha antes que ela aconteça. Um dos aspectos que deve ser monitorado em um sistema de transmissão por correias é a tensão em que ela trabalha, se o ajuste está correto, esticada demais ou com folga. O método geralmente utilizado por mecânicos de manutenção é verificar manualmente o ten-sionamento desta correia, procedimento que não identifica com exatidão o estado do ele-mento, pois a força aplicada varia de pessoa para pessoa, carga esta determinada de forma empírica da prática do cotidiano.O presente estudo tem como objetivo desen-volver um método preciso para medição do tensionamento em correias, especificamente
as trapezoidais de perfil A. Com o auxílio de elementos mecânicos, criar um equipamento capaz de mensurar a deformação em relação à força aplicada perpendicularmente sobre a correia. Esta relação também pode ser obtida por meio de equações específicas que indicam a tensão em que determinada correia deve tra-balhar, se os valores estiverem de acordo com o mensurado, a tensão é ideal, caso contrário devem ser realizados ajustes adequadamente, para que a correia trabalhe de maneira cor-reta. A aplicação da hidráulica aliada a outros equi-pamentos de medição, constituem o conjunto necessário para a realização do procedimento, deste modo permite verificar se a correia está tensionada de acordo com o calculado.
SISTEMAS DE TRANSMISSÃO
www.tempotecnico.com.br - Edição 11 9
CORREIAS
Consideradas elementos mecânicos flexíveis, as correias são utilizadas onde existem grandes ou pequenas distâncias entre eixos de rotação. Devi-do à versatilidade e alta confiabilidade ganharam espaço no ramo industrial. Possuem vantagens como fácil manutenção e limpeza, presença de meios lubrificantes desnecessária, funcionamen-to silencioso, proteção contra vibrações e sobre-carga, permitem variação de velocidade, baixo custo em relação a outros meios de transmissão. De acordo com Pareto (2003), o rendimento de uma correia , dependendo de sua tensão e ve-locidade, pode chegar em torno de 93 a 98%. Contudo, possuem vida finita, é necessário moni-toramento para identificação da perda de elasti-cidade e desgaste, e quando apresentarem sinais de envelhecimento devem ser substituídas para a prevenção de paradas indesejadas. Na transmissão de potência é gerado atrito entre a polia e a correia pelo tensionamento entre os
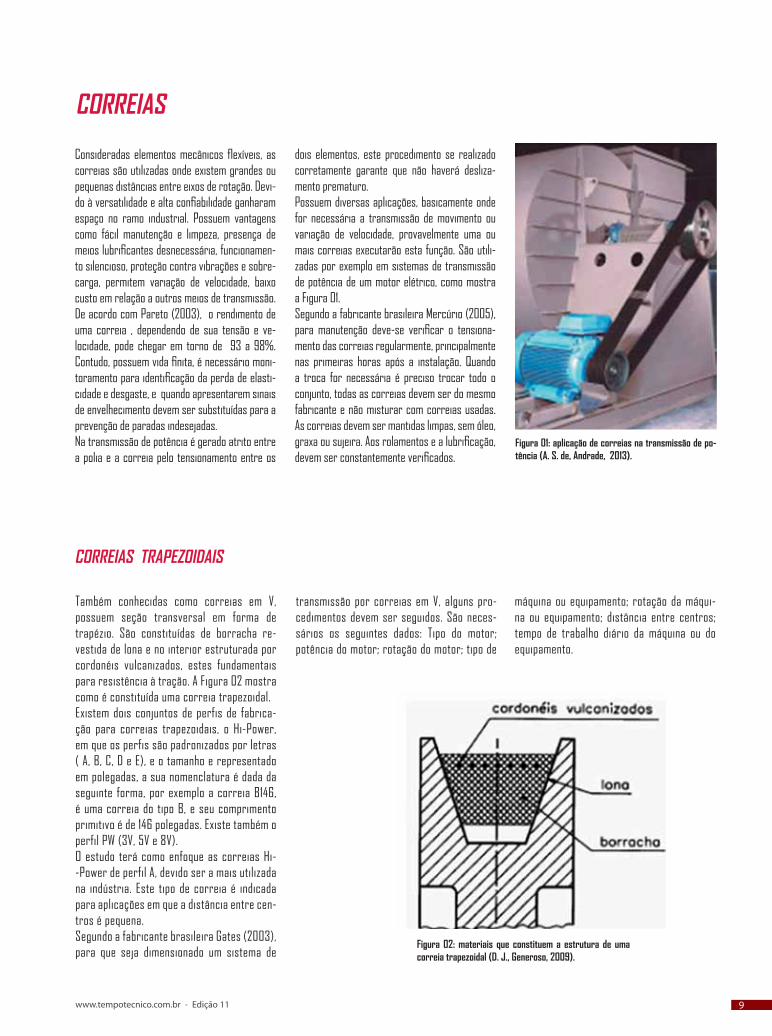
dois elementos, este procedimento se realizado corretamente garante que não haverá desliza-mento prematuro.Possuem diversas aplicações, basicamente onde for necessária a transmissão de movimento ou variação de velocidade, provavelmente uma ou mais correias executarão esta função. São utili-zadas por exemplo em sistemas de transmissão de potência de um motor elétrico, como mostra a Figura 01.Segundo a fabricante brasileira Mercúrio (2005), para manutenção deve-se verificar o tensiona-mento das correias regularmente, principalmente nas primeiras horas após a instalação. Quando a troca for necessária é preciso trocar todo o conjunto, todas as correias devem ser do mesmo fabricante e não misturar com correias usadas. As correias devem ser mantidas limpas, sem óleo, graxa ou sujeira. Aos rolamentos e a lubrificação, devem ser constantemente verificados.
Figura 01: aplicação de correias na transmissão de po-tência (A. S. de, Andrade, 2013).
CORREIAS TRAPEZOIDAIS
Também conhecidas como correias em V, possuem seção transversal em forma de trapézio. São constituídas de borracha re-vestida de lona e no interior estruturada por cordonéis vulcanizados, estes fundamentais para resistência à tração. A Figura 02 mostra como é constituída uma correia trapezoidal.Existem dois conjuntos de perfis de fabrica-ção para correias trapezoidais, o Hi-Power, em que os perfis são padronizados por letras ( A, B, C, D e E), e o tamanho e representado em polegadas, a sua nomenclatura é dada da seguinte forma, por exemplo a correia B146, é uma correia do tipo B, e seu comprimento primitivo é de 146 polegadas. Existe também o perfil PW (3V, 5V e 8V). O estudo terá como enfoque as correias Hi--Power de perfil A, devido ser a mais utilizada na indústria. Este tipo de correia é indicada para aplicações em que a distância entre cen-tros é pequena.Segundo a fabricante brasileira Gates (2003), para que seja dimensionado um sistema de
Figura 02: materiais que constituem a estrutura de uma correia trapezoidal (D. J., Generoso, 2009).
transmissão por correias em V, alguns pro-cedimentos devem ser seguidos. São neces-sários os seguintes dados: Tipo do motor; potência do motor; rotação do motor; tipo de
máquina ou equipamento; rotação da máqui-na ou equipamento; distância entre centros; tempo de trabalho diário da máquina ou do equipamento.
10 www.tempotecnico.com.br - Edição 11
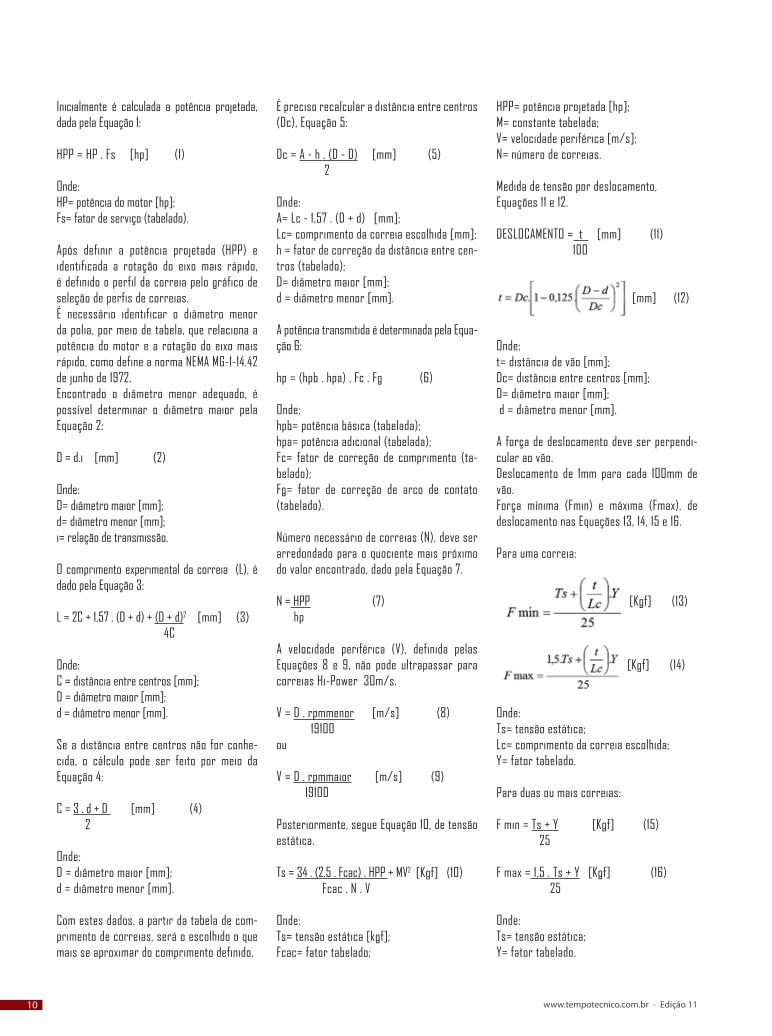
Inicialmente é calculada a potência projetada, dada pela Equação 1:
HPP = HP . Fs [hp] (1)
Onde:HP= potência do motor [hp];Fs= fator de serviço (tabelado).
Após definir a potência projetada (HPP) e identificada a rotação do eixo mais rápido, é definido o perfil da correia pelo gráfico de seleção de perfis de correias. É necessário identificar o diâmetro menor da polia, por meio de tabela, que relaciona a potência do motor e a rotação do eixo mais rápido, como define a norma NEMA MG-1-14.42 de junho de 1972. Encontrado o diâmetro menor adequado, é possível determinar o diâmetro maior pela Equação 2:
D = d.i [mm] (2)
Onde:D= diâmetro maior [mm];d= diâmetro menor [mm];i= relação de transmissão.
O comprimento experimental da correia (L), é dado pela Equação 3:
L = 2C + 1,57 . (D + d) + (D + d)2 [mm] (3) 4C Onde:C = distância entre centros [mm];D = diâmetro maior [mm];d = diâmetro menor [mm].
Se a distância entre centros não for conhe-cida, o cálculo pode ser feito por meio da Equação 4:
C = 3 . d + D [mm] (4) 2 Onde:D = diâmetro maior [mm];d = diâmetro menor [mm].
Com estes dados, a partir da tabela de com-primento de correias, será o escolhido o que mais se aproximar do comprimento definido.
É preciso recalcular a distância entre centros (Dc), Equação 5:
Dc = A - h . (D - D) [mm] (5) 2 Onde:A= Lc - 1,57 . (D + d) [mm];Lc= comprimento da correia escolhida [mm];h = fator de correção da distância entre cen-tros (tabelado);D= diâmetro maior [mm];d = diâmetro menor [mm].
A potência transmitida é determinada pela Equa-ção 6:
hp = (hpb . hpa) . Fc . Fg (6)
Onde:hpb= potência básica (tabelada);hpa= potência adicional (tabelada);Fc= fator de correção de comprimento (ta-belado);Fg= fator de correção de arco de contato (tabelado).
Número necessário de correias (N), deve ser arredondado para o quociente mais próximo do valor encontrado, dado pela Equação 7.
N = HPP (7) hp A velocidade periférica (V), definida pelas Equações 8 e 9, não pode ultrapassar para correias Hi-Power 30m/s.
V = D . rpmmenor [m/s] (8) 19100 ou
V = D . rpmmaior [m/s] (9) 19100
Posteriormente, segue Equação 10, de tensão estática.
Ts = 34 . (2,5 . Fcac) . HPP + MV2 [Kgf] (10) Fcac . N . V
Onde:Ts= tensão estática [kgf];Fcac= fator tabelado;
HPP= potência projetada [hp];M= constante tabelada;V= velocidade periférica [m/s];N= número de correias.
Medida de tensão por deslocamento, Equações 11 e 12.
DESLOCAMENTO = t [mm] (11) 100
[mm] (12)
Onde:t= distância de vão [mm];Dc= distância entre centros [mm];D= diâmetro maior [mm]; d = diâmetro menor [mm].
A força de deslocamento deve ser perpendi-cular ao vão. Deslocamento de 1mm para cada 100mm de vão. Força mínima (Fmin) e máxima (Fmax), de deslocamento nas Equações 13, 14, 15 e 16.
Para uma correia:
[Kgf] (13)
[Kgf] (14)
Onde:Ts= tensão estática;Lc= comprimento da correia escolhida;Y= fator tabelado.
Para duas ou mais correias:
F min = Ts + Y [Kgf] (15) 25
F max = 1,5 . Ts + Y [Kgf] (16) 25 Onde:Ts= tensão estática;Y= fator tabelado.
www.tempotecnico.com.br - Edição 11 11
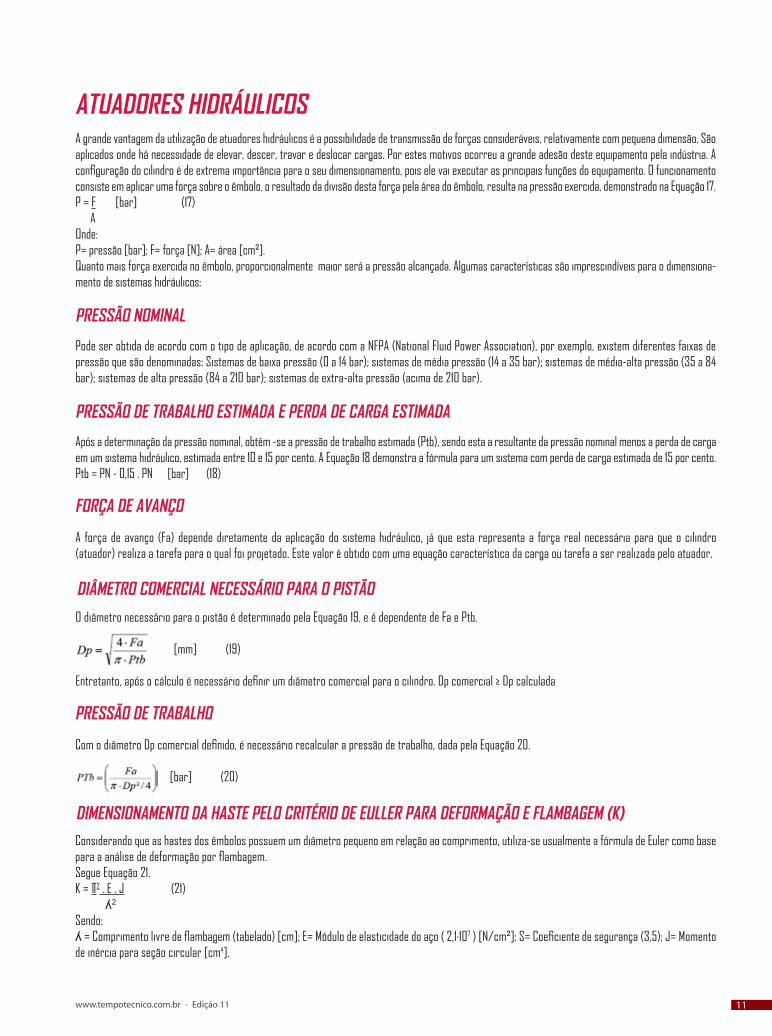
ATUADORES HIDRÁULICOSA grande vantagem da utilização de atuadores hidráulicos é a possibilidade de transmissão de forças consideráveis, relativamente com pequena dimensão. São aplicados onde há necessidade de elevar, descer, travar e deslocar cargas. Por estes motivos ocorreu a grande adesão deste equipamento pela indústria. A configuração do cilindro é de extrema importância para o seu dimensionamento, pois ele vai executar as principais funções do equipamento. O funcionamento consiste em aplicar uma força sobre o êmbolo, o resultado da divisão desta força pela área do êmbolo, resulta na pressão exercida, demonstrado na Equação 17.P = F [bar] (17) AOnde: P= pressão [bar]; F= força [N]; A= área [cm²].Quanto mais força exercida no êmbolo, proporcionalmente maior será a pressão alcançada. Algumas características são imprescindíveis para o dimensiona-mento de sistemas hidráulicos:
PRESSÃO NOMINAL
Pode ser obtida de acordo com o tipo de aplicação, de acordo com a NFPA (National Fluid Power Association), por exemplo, existem diferentes faixas de pressão que são denominadas: Sistemas de baixa pressão (0 a 14 bar); sistemas de média pressão (14 a 35 bar); sistemas de média-alta pressão (35 a 84 bar); sistemas de alta pressão (84 a 210 bar); sistemas de extra-alta pressão (acima de 210 bar).
PRESSÃO DE TRABALHO ESTIMADA E PERDA DE CARGA ESTIMADA
Após a determinação da pressão nominal, obtêm -se a pressão de trabalho estimada (Ptb), sendo esta a resultante da pressão nominal menos a perda de carga em um sistema hidráulico, estimada entre 10 e 15 por cento. A Equação 18 demonstra a fórmula para um sistema com perda de carga estimada de 15 por cento.Ptb = PN - 0,15 . PN [bar] (18)
FORÇA DE AVANÇO
A força de avanço (Fa) depende diretamente da aplicação do sistema hidráulico, já que esta representa a força real necessária para que o cilindro (atuador) realiza a tarefa para o qual foi projetado. Este valor é obtido com uma equação característica da carga ou tarefa a ser realizada pelo atuador.
DIÂMETRO COMERCIAL NECESSÁRIO PARA O PISTÃO
O diâmetro necessário para o pistão é determinado pela Equação 19, e é dependente de Fa e Ptb.
[mm] (19)
Entretanto, após o cálculo é necessário definir um diâmetro comercial para o cilindro. Dp comercial ≥ Dp calculada
PRESSÃO DE TRABALHO
Com o diâmetro Dp comercial definido, é necessário recalcular a pressão de trabalho, dada pela Equação 20. [bar] (20)
DIMENSIONAMENTO DA HASTE PELO CRITÉRIO DE EULLER PARA DEFORMAÇÃO E FLAMBAGEM (K)Considerando que as hastes dos êmbolos possuem um diâmetro pequeno em relação ao comprimento, utiliza-se usualmente a fórmula de Euler como base para a análise de deformação por flambagem. Segue Equação 21.K = ∏2 . E . J (21) ʎ2 Sendo:ʎ = Comprimento livre de flambagem (tabelado) [cm]; E= Módulo de elasticidade do aço ( 2,1∙107 ) [N/cm²]; S= Coeficiente de segurança (3,5); J= Momento de inércia para seção circular [cm4].

12 www.tempotecnico.com.br - Edição 11
MATERIAIS E MÉTODOS
Para construção do equipamento utilizou-se um atuador hidráulico acoplado a um manômetro, possuem como função mensurar a pressão sobre a correia, o passo da rosca na haste do cilindro serve como referência (1 mm), assim permite que seja mensurado o deslocamento do elemento, como mostram as Figuras 03 e 04.
Figura 03: construção do dispositivo. Figura 04: Rosca na ponta da haste, referência para deslocamento.
Utilizou-se também um dinamômetro para exercer a força necessária e ao mesmo tempo acompanhar a carga exercida. A régua graduada e a trena auxiliam para referência entre as polias. Na Figura 05, são enumeradas as ferramentas.
Figura 05: Instrumentos utilizados para execução do experimento. (a) régua graduada; (b) paquímetro; (c) trena; (d) manômetro; (e)atuador hidráulico.
Inicialmente foram extraídas informações do sistema de transmissão em análise, como o diâmetro maior e menor das polias e a distância entre centros, posteriormente coletados dados como rotação do motor e estipulados potência do motor e condição de trabalho, este último para que fatores tabelados sejam identificados.

www.tempotecnico.com.br - Edição 11 13
Figura 06: Bancada de acionamentos mecânicos utilizada para realização do primeiro experimento.
Tabela 01: Dimensões de elementos e bancada utilizados no primeiro experimento.
A partir das informações apresentadas, os procedimentos podem ser iniciados. Primeiro foi calculada a velocidade periférica (Vp), posteriormente a tensão (t) por deslocamento. Respectivamente nas Equações 8, 11 e 12. Onde foram encontrados:V= 10, 99 [m/s];t= 499,99[mm];Deslocamento= 4,99 [mm].
Com estes valores, em sequência foi calculada a tensão estática (Ts), Equação 10. Ts= 184 [Kgf].A força mínima (Fmin) e a força máxima (Fmax), exercidas para o deslocamento da correia, foram obtidas através das Equações 13 e 14.Fmin= 7,37 [Kgf]; Fmax= 11,32 [Kgf].Chegando-se então ao cálculo da pressão que o atuador deve exercer sobre a correia, foi utilizada a Equação 17, relação entre força e área. P= 2,34 [bar].
EXPERIMENTO CORREIA TRAPEZOIDAL A53
Para o desenvolvimento do experimento utilizou-se a bancada de acionamentos mecânicos (Figura 06), onde, após dimensionamento chegou-se a correia número 53, número este correspondente ao comprimento primitivo da correia.Através de esticadores, foi realizado o procedimento de montagem e tensionamento da correia, sempre tomando a precaução para não danificar a correia durante o procedimento. Os parâmetros do equipamento acionado são mostrados na tabela 1.
14 www.tempotecnico.com.br - Edição 11
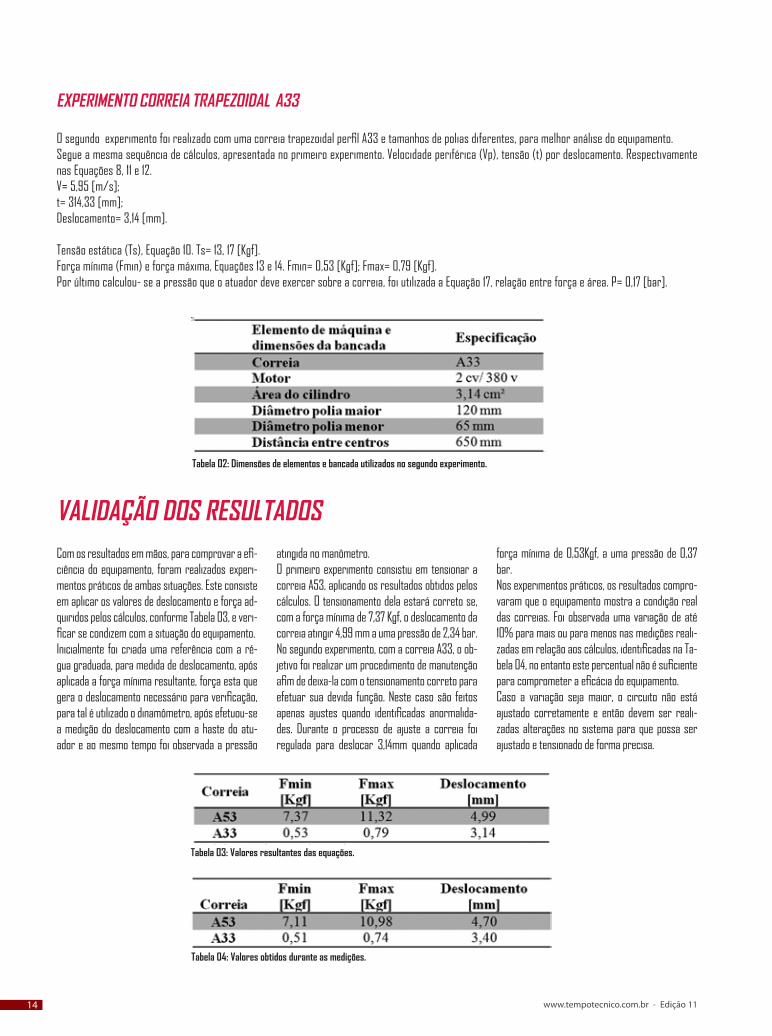
Tabela 02: Dimensões de elementos e bancada utilizados no segundo experimento.
VALIDAÇÃO DOS RESULTADOSCom os resultados em mãos, para comprovar a efi-ciência do equipamento, foram realizados experi-mentos práticos de ambas situações. Este consiste em aplicar os valores de deslocamento e força ad-quiridos pelos cálculos, conforme Tabela 03, e veri-ficar se condizem com a situação do equipamento.Inicialmente foi criada uma referência com a ré-gua graduada, para medida de deslocamento, após aplicada a força mínima resultante, força esta que gera o deslocamento necessário para verificação, para tal é utilizado o dinamômetro, após efetuou-se a medição do deslocamento com a haste do atu-ador e ao mesmo tempo foi observada a pressão
atingida no manômetro.O primeiro experimento consistiu em tensionar a correia A53, aplicando os resultados obtidos pelos cálculos. O tensionamento dela estará correto se, com a força mínima de 7,37 Kgf, o deslocamento da correia atingir 4,99 mm a uma pressão de 2,34 bar.No segundo experimento, com a correia A33, o ob-jetivo foi realizar um procedimento de manutenção afim de deixa-la com o tensionamento correto para efetuar sua devida função. Neste caso são feitos apenas ajustes quando identificadas anormalida-des. Durante o processo de ajuste a correia foi regulada para deslocar 3,14mm quando aplicada
força mínima de 0,53Kgf, a uma pressão de 0,37 bar. Nos experimentos práticos, os resultados compro-varam que o equipamento mostra a condição real das correias. Foi observada uma variação de até 10% para mais ou para menos nas medições reali-zadas em relação aos cálculos, identificadas na Ta-bela 04, no entanto este percentual não é suficiente para comprometer a eficácia do equipamento. Caso a variação seja maior, o circuito não está ajustado corretamente e então devem ser reali-zadas alterações no sistema para que possa ser ajustado e tensionado de forma precisa.
Tabela 03: Valores resultantes das equações.
Tabela 04: Valores obtidos durante as medições.
EXPERIMENTO CORREIA TRAPEZOIDAL A33
O segundo experimento foi realizado com uma correia trapezoidal perfil A33 e tamanhos de polias diferentes, para melhor análise do equipamento.Segue a mesma sequência de cálculos, apresentada no primeiro experimento. Velocidade periférica (Vp), tensão (t) por deslocamento. Respectivamente nas Equações 8, 11 e 12. V= 5,95 [m/s];t= 314,33 [mm];Deslocamento= 3,14 [mm].
Tensão estática (Ts), Equação 10. Ts= 13, 17 [Kgf].Força mínima (Fmin) e força máxima, Equações 13 e 14. Fmin= 0,53 [Kgf]; Fmax= 0,79 [Kgf].Por último calculou- se a pressão que o atuador deve exercer sobre a correia, foi utilizada a Equação 17, relação entre força e área. P= 0,17 [bar].


16 www.tempotecnico.com.br - Edição 11
CONCLUSÃO
Em uma perspectiva positiva e crescente, os métodos de manutenção estão evoluindo para uma busca continua de precisão e confiabi-lidade. Esta evolução requer altos investi-mentos financeiros e de pessoas capacitadas para realização dos procedimentos. Entretan-to, os benefícios da implementação de novos métodos em alguns casos, retorna o capital investido rapidamente.
No cotidiano de uma empresa, a enorme bus-ca por produtividade e lucratividade, tornam a manutenção um desafio. Proceder de forma rápida e precisa é a busca das grandes in-dústrias. Desenvolvimento de um dispositivo que não agrega alto custo e mesmo assim facilita e agiliza imediatamente a manutenção, unindo elementos mecânicos, foi o adjetivo dado ao
estudo. Buscar um meio de aliar o conheci-mento já existente com um equipamento sim-ples, afim de tornar a manutenção eficaz.Diante dos experimentos realizados, ficou comprovada a eficiência da aplicação de dispositivos hidráulicos para ferramentas de verificação e montagem de sistemas de transmissão, dessa maneira validando o ex-perimento realizado.
REFERÊNCIAS BIBLIOGRÁFICAS
BRISTOT, V. M. Estudo para Implementação de Sistema de Gestão de Manutenção em Indústrias de Conformação de Revestimentos Cerâmicos. 2012. 152 f. Tese - Programa de Pós- Graduação em Engenharia de Minas, Metalurgia e de Materiais - PPGE3M. Universidade Federal do Rio Grande do Sul – UFRGS, Porto Alegre, 2012.CORREIAS MERCÚRIO. Catálogo Correias Industriais: correias de transmissão industrial. São Paulo, 2005.FIALHO, A. B. Automação Hidráulica: projetos, dimensionamentos e análise de circuitos. 5. ed. São Paulo: Érica, 2009.FIALHO, A. B. Automação Pneumática: projetos, dimensionamentos e análise de circuitos. 7. ed. São Paulo: Érica, 2013.GATES DO BRASIL. Manual de Transmissões de Correias Industriais. São Paulo, 2006.LINSIGEN. I. V. Fundamentos de Sistemas Hidráulicos. 3. ed. Florianópolis: editora da UFSC, 2008.MARQUES, F. M. Apostila de Elementos de Máquinas. Departamento de Tecnologia em Manutenção Industrial. Faculdade SATC. Criciúma, 2013.PARETO, L. Formulário de Tecnologia Mecânica, Barcelona: Hemus, 2003.REXROTH BOSCH GROUP. Hidráulica Básica: princípios básicos e componentes da tecnologia dos fluidos. Tradução: Christian Duch. 1. ed. Jundiaí: Bosch Rexroth AG Service Automation Didatic, 2005.SANTOS, R. T. Levantamento de Curvas de Rendimento de um Sistema de Transmissão Mecânica por Correia. 2012. 20f. Tese – Departamento de Engenharia Mecânica. Universidade Federal do Rio Grande do Sul – UFRGS, Porto Alegre, 2012.SHIGLEY, J; MISCHKE, C; BUDYNAS, R. Projeto de Engenharia Mecânica. Tradução : João Batista de Aguiar; José Manoel de Aguiar. 7. ed. Porto Alegre: Armed, 2005.

18 www.tempotecnico.com.br - Edição 11
DESENVOLVIMENTO DE CERÂMICA UTILIZANDO LAMA VERMELHA GERADA NA INDÚSTRIA DE BENEFICIAMENTO DE ALUMINAThalissa Pizetta Altoé, Michelle Pereira BabiskInstituto Federal do Espírito Santo - IFES
O presente trabalho tem como objetivo desenvolver cerâmica utilizando lama vermelha gerada na indústria de beneficiamento de alumina, estudando os efeitos da sua incorporação nas propriedades tecnológicas de argilas de Campos dos Goytacazes e Itaboraí.
INTRODUÇÃO
M A T É R I A P R I M A
O Brasil é atualmente o sexto maior produtor mundial de alumínio, e conta com grandes em-presas na produção de alumina. A alumina é obtida por meio do processamento químico da bauxita, conhecido como processo Bayer. Esse processo consiste na dissolução dos hidróxidos de alumínio presentes nas bauxitas mediante o ataque deste mineral com uma solução cáustica
de hidróxido de sódio sob temperatura e pres-são. Durante o processo é gerado um resíduo insolúvel denominado de lama vermelha (SILVA FILHO et. al., 2007). A indústria cerâmica tem-se apresentado como uma excelente alternativa para o aproveitamen-to de resíduos de diferentes segmentos indus-triais. A heterogeneidade da argila tradicional
possibilita a incorporação de vários tipos de resíduos com um pequeno sacrifício nas pro-priedades do produto final, e em alguns casos a melhora. Além da sílica, a lama vermelha apresenta ele-vados teores de ferro, sódio, cálcio e outros elementos que agregam características impor-tantes aos produtos cerâmicos.
OBJETIVOS
METODOLOGIA
As matérias primas utilizadas foram a lama ver-melha, cedida pela Companhia Brasileira de Alu-mínio, argila amarela de Campos dos Goytacazes e argila verde de Itaboraí, cedidas pela Cerâmica Sardinha. Os materiais foram preparados se-guindo as etapas de secagem, destorroamento e peneiramento. A caracterização das matérias primas foi realizada por meio de análise química e granulométrica. A composição química foi obtida por fluorescência de raios-X. A distribuição de tamanho de partículas
foi realizada de acordo com a norma NBR 7181, a qual combina técnicas de peneiramento e de sedi-mentação (ABNT, 1984a). Foram preparadas composições com 0, 20, 40 e 60% em peso de lama vermelha para cada argila, homogeneizadas a seco por 30 minutos em moi-nho de bolas. Os corpos de prova, com 8% de umidade, foram conformados por prensagem uniaxial a 27 MPa, em matriz retangular (114 x 25mm). Secos em estufa a 110 °C e posteriormente sinterizados a 1050 °C,
com taxa de aquecimento de 2 °C/min. e perma-necendo nessa temperatura por 180 minutos. O resfriamento foi realizado por convecção natural desligando-se o forno.Foram determinadas a densidade relativa a seco, retração linear, absorção de água e resistência mecânica. A densidade relativa a seco foi calculada dividindo-se a densidade aparente a seco pela den-sidade real das composições. A densidade real das matérias primas foi determinada por picnometria de acordo com a norma NBR 6508 (ABNT, 1984b).

20 www.tempotecnico.com.br - Edição 11
RESULTADOS E DISCUSSÃO
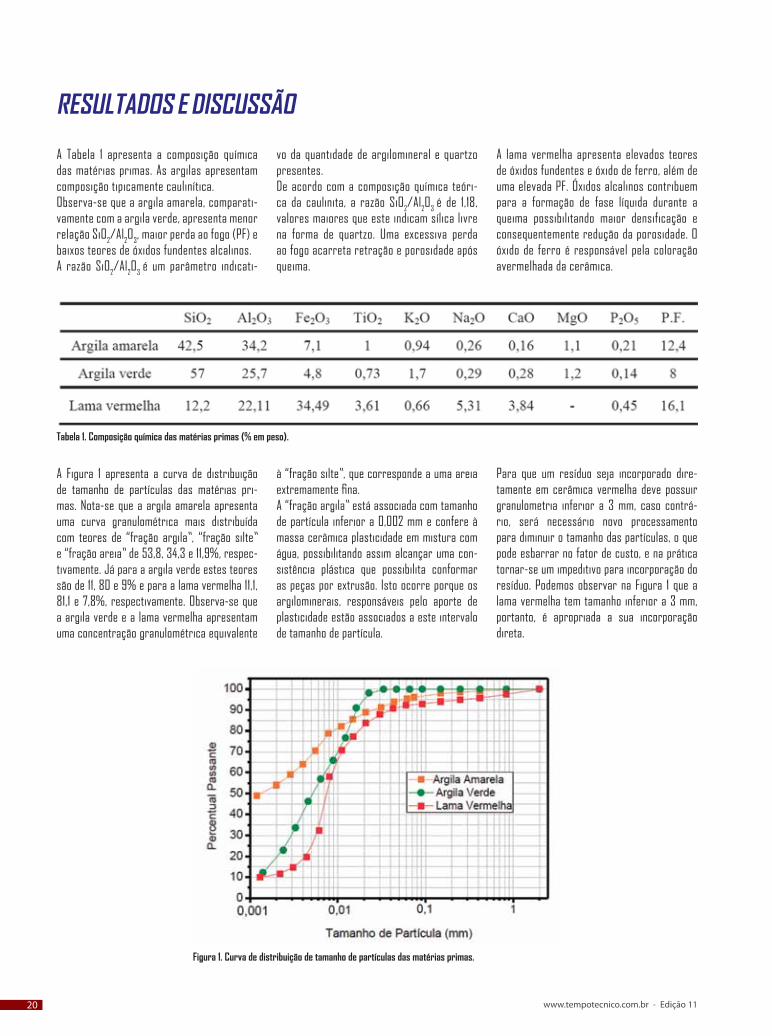
A Tabela 1 apresenta a composição química das matérias primas. As argilas apresentam composição tipicamente caulinítica. Observa-se que a argila amarela, comparati-vamente com a argila verde, apresenta menor relação SiO2/Al2O3, maior perda ao fogo (PF) e baixos teores de óxidos fundentes alcalinos. A razão SiO2/Al2O3 é um parâmetro indicati-
vo da quantidade de argilomineral e quartzo presentes. De acordo com a composição química teóri-ca da caulinita, a razão SiO2/Al2O3 é de 1,18, valores maiores que este indicam sílica livre na forma de quartzo. Uma excessiva perda ao fogo acarreta retração e porosidade após queima.
A lama vermelha apresenta elevados teores de óxidos fundentes e óxido de ferro, além de uma elevada PF. Óxidos alcalinos contribuem para a formação de fase líquida durante a queima possibilitando maior densificação e consequentemente redução da porosidade. O óxido de ferro é responsável pela coloração avermelhada da cerâmica.
Tabela 1. Composição química das matérias primas (% em peso).
A Figura 1 apresenta a curva de distribuição de tamanho de partículas das matérias pri-mas. Nota-se que a argila amarela apresenta uma curva granulométrica mais distribuída com teores de “fração argila”, “fração silte” e “fração areia” de 53,8, 34,3 e 11,9%, respec-tivamente. Já para a argila verde estes teores são de 11, 80 e 9% e para a lama vermelha 11,1, 81,1 e 7,8%, respectivamente. Observa-se que a argila verde e a lama vermelha apresentam uma concentração granulométrica equivalente
à “fração silte”, que corresponde a uma areia extremamente fina. A “fração argila” está associada com tamanho de partícula inferior a 0,002 mm e confere à massa cerâmica plasticidade em mistura com água, possibilitando assim alcançar uma con-sistência plástica que possibilita conformar as peças por extrusão. Isto ocorre porque os argilominerais, responsáveis pelo aporte de plasticidade estão associados a este intervalo de tamanho de partícula.
Para que um resíduo seja incorporado dire-tamente em cerâmica vermelha deve possuir granulometria inferior a 3 mm, caso contrá-rio, será necessário novo processamento para diminuir o tamanho das partículas, o que pode esbarrar no fator de custo, e na prática tornar-se um impeditivo para incorporação do resíduo. Podemos observar na Figura 1 que a lama vermelha tem tamanho inferior a 3 mm, portanto, é apropriada a sua incorporação direta.
Figura 1. Curva de distribuição de tamanho de partículas das matérias primas.

Informe Publicitário
22 www.tempotecnico.com.br - Edição 11
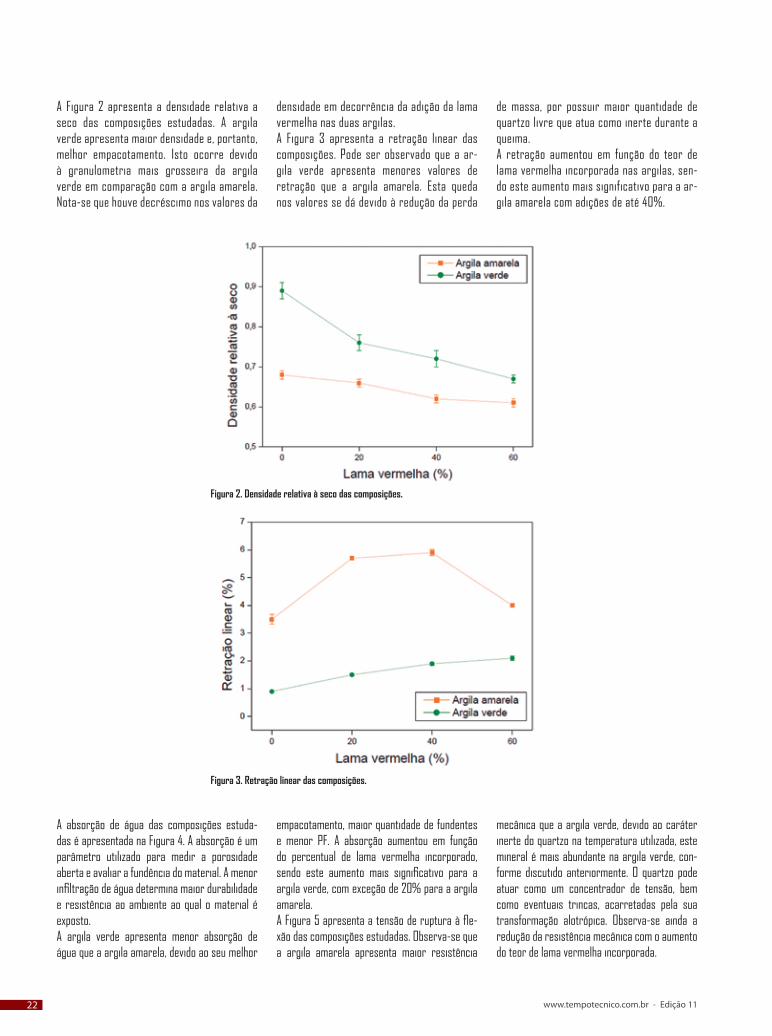
A Figura 2 apresenta a densidade relativa a seco das composições estudadas. A argila verde apresenta maior densidade e, portanto, melhor empacotamento. Isto ocorre devido à granulometria mais grosseira da argila verde em comparação com a argila amarela. Nota-se que houve decréscimo nos valores da
densidade em decorrência da adição da lama vermelha nas duas argilas. A Figura 3 apresenta a retração linear das composições. Pode ser observado que a ar-gila verde apresenta menores valores de retração que a argila amarela. Esta queda nos valores se dá devido à redução da perda
de massa, por possuir maior quantidade de quartzo livre que atua como inerte durante a queima. A retração aumentou em função do teor de lama vermelha incorporada nas argilas, sen-do este aumento mais significativo para a ar-gila amarela com adições de até 40%.
Figura 2. Densidade relativa à seco das composições.
Figura 3. Retração linear das composições.
A absorção de água das composições estuda-das é apresentada na Figura 4. A absorção é um parâmetro utilizado para medir a porosidade aberta e avaliar a fundência do material. A menor infiltração de água determina maior durabilidade e resistência ao ambiente ao qual o material é exposto. A argila verde apresenta menor absorção de água que a argila amarela, devido ao seu melhor
empacotamento, maior quantidade de fundentes e menor PF. A absorção aumentou em função do percentual de lama vermelha incorporado, sendo este aumento mais significativo para a argila verde, com exceção de 20% para a argila amarela.A Figura 5 apresenta a tensão de ruptura à fle-xão das composições estudadas. Observa-se que a argila amarela apresenta maior resistência
mecânica que a argila verde, devido ao caráter inerte do quartzo na temperatura utilizada, este mineral é mais abundante na argila verde, con-forme discutido anteriormente. O quartzo pode atuar como um concentrador de tensão, bem como eventuais trincas, acarretadas pela sua transformação alotrópica. Observa-se ainda a redução da resistência mecânica com o aumento do teor de lama vermelha incorporada.


24 www.tempotecnico.com.br - Edição 11
Figura 4. Absorção de água das composições. Figura 5. Resistência mecânica das composições.
CONCLUSÃOPela caracterização podemos concluir que a lama vermelha possui composição química semelhante às argilas. A argila verde, comparativamente com a argila amarela, possui uma maior relação SiO2/Al2O3, maior teor de óxidos fundentes e menor perda ao fogo, influenciando assim direta-mente nas propriedades estudadas. A incorporação de lama vermelha diminui a resistência mecânica e a densidade a seco das argilas, aumenta a retração e a absorção de água das composições estudadas, mas que em menores teores de incorporação atendem a limites estabelecidos por normas, podendo, portanto, ser utilizada para desenvolver cerâmica vermelha.
REFERÊNCIAS BIBLIOGRÁFICAS ABNT – Associação Brasileira de Normas Técnicas. Determinação da Análise Granulométrica dos Solos, NBR 7181, Rio de Janeiro, 1984a. ABNT – Associação Brasileira de Normas Técnicas. Grãos de solos que passam na peneira de 4,8 mm – Determinação da massa específica, NBR 6508, Rio de Janeiro, 1984b. SILVA FILHO, E. B.; ALVES, M. C. M.; DA MOTTA, M.. Lama vermelha da indústria de beneficiamento de alumina: produção, características, disposição e aplicações alternativas. Revista matéria, v. 12, pp. 322 – 338, 2007.


26 www.tempotecnico.com.br - Edição 11
PREVISÃO E CONTROLE DA RESISTÊNCIA À COMPRESSÃO DE ALVENARIAS EM BLOCOS CERÂMICOS
Um prédio residencial de poucos pavimentos, caso muito afim ao uso do sistema construtivo em alvenaria estrutural, está sujeito a conside-ráveis cargas de compressão (tipo de esforço que o material tem boa resistência). Se a con-cepção foi bem feita, com paredes distribuídas nas duas direções, aberturas de dimensão limi-tada, planta simétrica e outros cuidados, muito provavelmente os elementos não serão subme-
tidos a esforços de tração.Nos dias de hoje não é mais possível confundir Alvenaria Estrutural e Alvenaria de Vedação. Por desconhecimento ou por tentativa de justificar um aplicação inadequada de blocos de vedação como estruturais, existiam várias nomencla-turas as vezes utilizadas para definir o uso da alvenaria, como por exemplo “portante”, “auto--portante”, “resistente”. Hoje está consolidada
Guilherme Aris Parsekian, Ricardo Luiz Canato, Ernesto Silva Fortes Universidade Federal de São Carlos
INTRODUÇÃO
B L O C O S C E R Â M I C O S
em normas ABNT, as definições simples e claras de “estrutural” e “vedação”.Ponto fundamental para a segurança desses edi-fícios é a resistência a compressão do material composto (bloco + argamassa e possivelmente graute) que chamamos de alvenaria.Este artigo discute alguns parâmetros para determinação da resistência a compressão de paredes de alvenarias de blocos cerâmicos.
PARÂMETROS PARA PREVISÃO DA RESISTÊNCIA À COMPRESSÃO
O ponto chave para garantir maiores resistência é a aplicação de blocos de qualidade, que sejam estruturais e de elevada resistência a compressão. Não se deve confundir blocos de vedação com estruturais. Em hipótese alguma pode-se utilizar um bloco de vedação como estrutural, sob risco sério de com-prometimento da edificação. O Programa Setorial da Qualidade da ANICER traz listagem de fabricantes cujos produtos são classificados como estruturais e/ou de vedação, disponível no site da Associação.
Figura 1: Bloco estrutural e de vedação.
28 www.tempotecnico.com.br - Edição 11
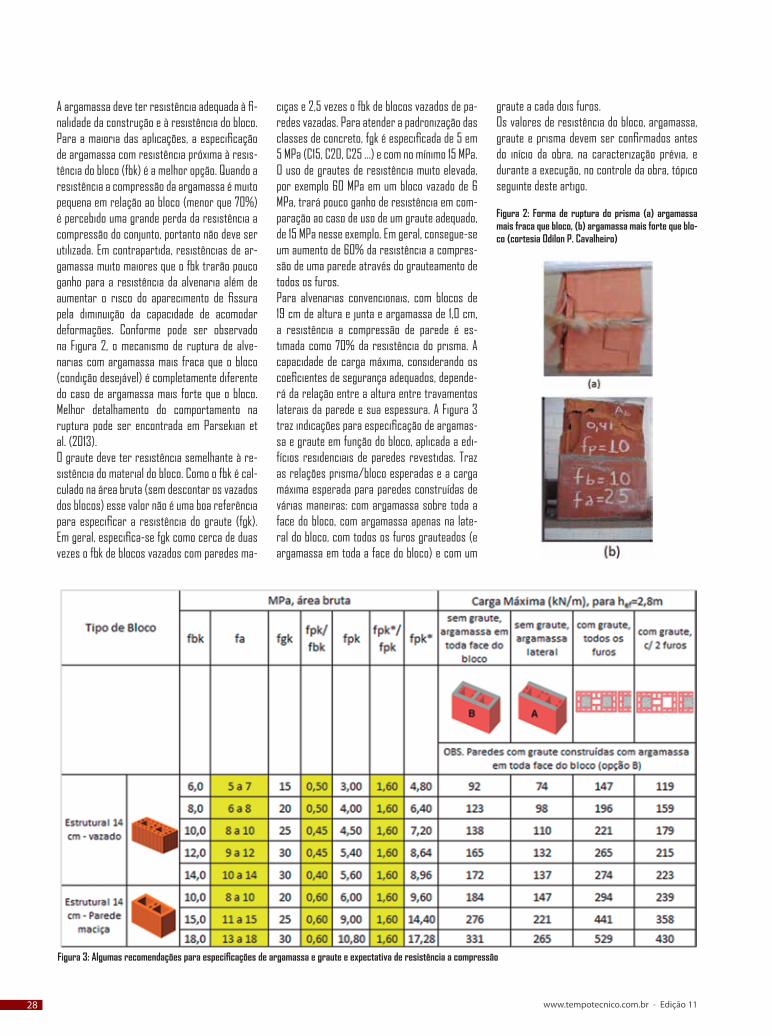
A argamassa deve ter resistência adequada à fi-nalidade da construção e à resistência do bloco. Para a maioria das aplicações, a especificação de argamassa com resistência próxima à resis-tência do bloco (fbk) é a melhor opção. Quando a resistência a compressão da argamassa é muito pequena em relação ao bloco (menor que 70%) é percebido uma grande perda da resistência a compressão do conjunto, portanto não deve ser utilizada. Em contrapartida, resistências de ar-gamassa muito maiores que o fbk trarão pouco ganho para a resistência da alvenaria além de aumentar o risco do aparecimento de fissura pela diminuição da capacidade de acomodar deformações. Conforme pode ser observado na Figura 2, o mecanismo de ruptura de alve-narias com argamassa mais fraca que o bloco (condição desejável) é completamente diferente do caso de argamassa mais forte que o bloco. Melhor detalhamento do comportamento na ruptura pode ser encontrada em Parsekian et al. (2013).O graute deve ter resistência semelhante à re-sistência do material do bloco. Como o fbk é cal-culado na área bruta (sem descontar os vazados dos blocos) esse valor não é uma boa referência para especificar a resistência do graute (fgk). Em geral, especifica-se fgk como cerca de duas vezes o fbk de blocos vazados com paredes ma-
ciças e 2,5 vezes o fbk de blocos vazados de pa-redes vazadas. Para atender a padronização das classes de concreto, fgk é especificada de 5 em 5 MPa (C15, C20, C25 ...) e com no mínimo 15 MPa. O uso de grautes de resistência muito elevada, por exemplo 60 MPa em um bloco vazado de 6 MPa, trará pouco ganho de resistência em com-paração ao caso de uso de um graute adequado, de 15 MPa nesse exemplo. Em geral, consegue-se um aumento de 60% da resistência a compres-são de uma parede através do grauteamento de todos os furos.Para alvenarias convencionais, com blocos de 19 cm de altura e junta e argamassa de 1,0 cm, a resistência a compressão de parede é es-timada como 70% da resistência do prisma. A capacidade de carga máxima, considerando os coeficientes de segurança adequados, depende-rá da relação entre a altura entre travamentos laterais da parede e sua espessura. A Figura 3 traz indicações para especificação de argamas-sa e graute em função do bloco, aplicada a edi-fícios residenciais de paredes revestidas. Traz as relações prisma/bloco esperadas e a carga máxima esperada para paredes construídas de várias maneiras: com argamassa sobre toda a face do bloco, com argamassa apenas na late-ral do bloco, com todos os furos grauteados (e argamassa em toda a face do bloco) e com um
graute a cada dois furos.Os valores de resistência do bloco, argamassa, graute e prisma devem ser confirmados antes do início da obra, na caracterização prévia, e durante a execução, no controle da obra, tópico seguinte deste artigo.
Figura 2: Forma de ruptura do prisma (a) argamassa mais fraca que bloco, (b) argamassa mais forte que blo-co (cortesia Odilon P. Cavalheiro)
Figura 3: Algumas recomendações para especificações de argamassa e graute e expectativa de resistência a compressão

30 www.tempotecnico.com.br - Edição 11
CONTROLE DA RESISTÊNCIA À COMPRESSÃOO controle da resistência dos materiais efetivamente empregados na construção é a garantia de que a edificação terá desempenho adequado. A NBR 15812-2 traz as especificações para o controle da obra.
Caracterização Prévia
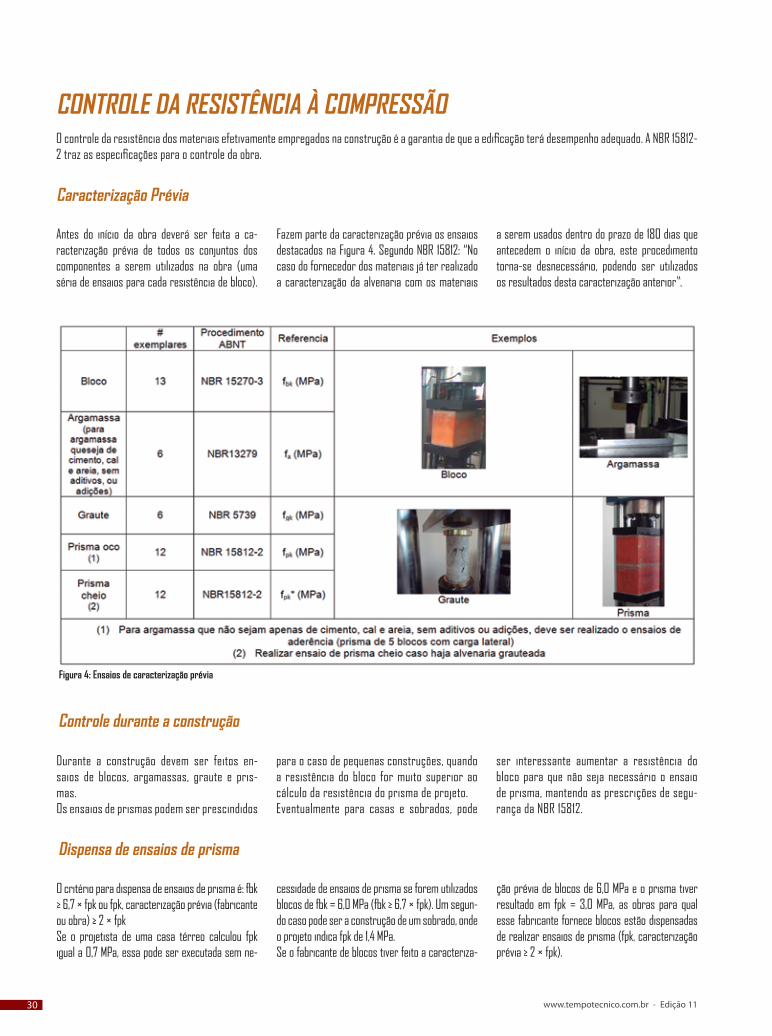
Antes do início da obra deverá ser feita a ca-racterização prévia de todos os conjuntos dos componentes a serem utilizados na obra (uma séria de ensaios para cada resistência de bloco).
Figura 4: Ensaios de caracterização prévia
Controle durante a construção
Durante a construção devem ser feitos en-saios de blocos, argamassas, graute e pris-mas. Os ensaios de prismas podem ser prescindidos
Dispensa de ensaios de prisma
O critério para dispensa de ensaios de prisma é: fbk ≥ 6,7 × fpk ou fpk, caracterização prévia (fabricante ou obra) ≥ 2 × fpkSe o projetista de uma casa térreo calculou fpk igual a 0,7 MPa, essa pode ser executada sem ne-
Fazem parte da caracterização prévia os ensaios destacados na Figura 4. Segundo NBR 15812: “No caso do fornecedor dos materiais já ter realizado a caracterização da alvenaria com os materiais
a serem usados dentro do prazo de 180 dias que antecedem o início da obra, este procedimento torna-se desnecessário, podendo ser utilizados os resultados desta caracterização anterior”.
para o caso de pequenas construções, quando a resistência do bloco for muito superior ao cálculo da resistência do prisma de projeto.Eventualmente para casas e sobrados, pode
ser interessante aumentar a resistência do bloco para que não seja necessário o ensaio de prisma, mantendo as prescrições de segu-rança da NBR 15812.
cessidade de ensaios de prisma se forem utilizados blocos de fbk = 6,0 MPa (fbk ≥ 6,7 × fpk). Um segun-do caso pode ser a construção de um sobrado, onde o projeto indica fpk de 1,4 MPa. Se o fabricante de blocos tiver feito a caracteriza-
ção prévia de blocos de 6,0 MPa e o prisma tiver resultado em fpk = 3,0 MPa, as obras para qual esse fabricante fornece blocos estão dispensadas de realizar ensaios de prisma (fpk, caracterização prévia ≥ 2 × fpk).


32 www.tempotecnico.com.br - Edição 11
Ensaios durante a obra
Para cada tipo de bloco (variação na resistência, geometria ou fabricante) devem ser controlados o bloco, argamassa, graute e prisma (exceto na dispensa do item anterior).
Bloco
O lote de obra para controle de blocos é de até 20.000 unidades, que na modulação 14x29 corresponde a 1.200 m2 de parede ou aproxi-madamente 600 m2 de planta para um edifício residencial comum. Em boa parte dos empre-endimentos, esse lote será composto por um para o caso de tipo com mais de 300 m2, ou
dois pavimentos (tipo entre 300 a 600 m2). Como o controle deve ser feito a cada compra, a definição do lote depende da organização da obra. Como exemplo, pode-se imaginar a entregue de uma compra de blocos a serem utilizados para construção de dois pavimentos, sendo esse
lote definido para o caso. A amostra será de 26 blocos (13 para prova e 13 para contraprova) retirados aleatoriamente de todos os cami-nhões de entrega. Dessa amostra realiza-se os ensaios de rece-bimento conforme NBR 15270-3 (característi-cas visuais, geométricas, físicas e mecânicas).
Argamassa e Graute
Para cada tipo de argamassa e graute (mesmo traço, procedência de materiais e processo de dosagem e mistura) deve ser definido um lote de argamassa e graute, não superior a 500 m2
por área em planta e dois pavimentos. Na maio-ria das vezes, contando que o pavimento tipo tenha mais que 250 m2 em planta, o lote será igual a um pavimento.
Desse lote retira-se uma amostra de seis exemplares de graute e mais seis de argamas-sa, a serem ensaiados a compressão conforme procedimento indicado na Figura 4.
Prisma
Quando não é possível dispensar o ensaio de prisma (conforme o item Dispensa de ensaios de prisma), os ensaios de prisma podem ser feitos de forma padrão ou otimizada.No caso da construção de um único edifício, com repetições de mesmo tipo de bloco não superior a quatro pavimentos, na maioria das vezes é mais adequado realizar o ensaio padrão. Nesse caso o lote é um pavimento e a amostra é de seis prismas, devendo ser reservado na obra mais seis prismas para eventual contraprova. Destaca-se que a NBR 15812 não permite a moldagem dos prismas no laboratório (esse
procedimento foi revisto na NBR 15961, que permite moldagem no laboratório em deter-minadas condições).Na construção de um empreendimento onde um conjunto de prédios idênticos é cons-truído ao mesmo tempo, pode-se aplicar o controle otimizado. Nesse caso, o primeiro prédio é controlado de forma independente, usualmente realizando seis prismas por an-dar. Para os demais edifícios, do segundo em diante, pode-se aproveitar o resultado do ensaios de um pavimento com mesmo tipo de bloco para determinar a necessidade de rea-
lizar ensaios de prismas para os pavimentos de mesmo tipo de bloco nos demais prédios. A Tabela 1 indica as condições para deter-minar o número de ensaios subsequentes a partir de resultados anteriores.Com um número de repetições grande, even-tualmente a necessidade de ensaiar prismas será eliminada após realização do controle de certo número de pavimentos para o caso de edifícios de até cinco pavimentos. No caso de repetições de edifícios de mais de cinco pavimento, o número de ensaios de prisma será reduzido após certo número de ensaios anteriores.
Tabela 1: Condição para determinar o número de ensaios de prisma a partir de resultados anteriores
IMPORTANTE — Para edificações com mais de 5 pavimentos, o coeficiente de variação deve ser sempre considerado como no mínimo igual a 15 %.



36 www.tempotecnico.com.br - Edição 11
CONTROLE DA EXECUÇÃO
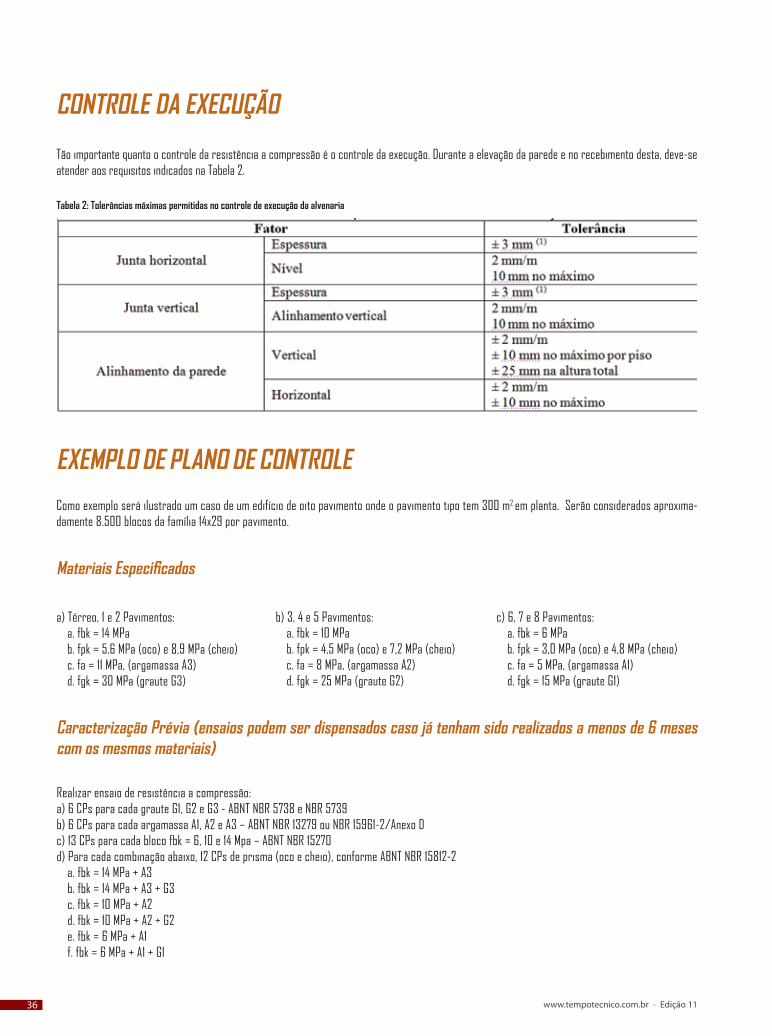
Tão importante quanto o controle da resistência a compressão é o controle da execução. Durante a elevação da parede e no recebimento desta, deve-se atender aos requisitos indicados na Tabela 2.
Tabela 2: Tolerâncias máximas permitidas no controle de execução da alvenaria
EXEMPLO DE PLANO DE CONTROLE
Como exemplo será ilustrado um caso de um edifício de oito pavimento onde o pavimento tipo tem 300 m2 em planta. Serão considerados aproxima-damente 8.500 blocos da família 14x29 por pavimento.
Materiais Especificados
a) Térreo, 1 e 2 Pavimentos: a. fbk = 14 MPa b. fpk = 5,6 MPa (oco) e 8,9 MPa (cheio) c. fa = 11 MPa, (argamassa A3) d. fgk = 30 MPa (graute G3)
Caracterização Prévia (ensaios podem ser dispensados caso já tenham sido realizados a menos de 6 meses com os mesmos materiais)
Realizar ensaio de resistência a compressão:a) 6 CPs para cada graute G1, G2 e G3 - ABNT NBR 5738 e NBR 5739b) 6 CPs para cada argamassa A1, A2 e A3 – ABNT NBR 13279 ou NBR 15961-2/Anexo Dc) 13 CPs para cada bloco fbk = 6, 10 e 14 Mpa – ABNT NBR 15270d) Para cada combinação abaixo, 12 CPs de prisma (oco e cheio), conforme ABNT NBR 15812-2 a. fbk = 14 MPa + A3 b. fbk = 14 MPa + A3 + G3 c. fbk = 10 MPa + A2 d. fbk = 10 MPa + A2 + G2 e. fbk = 6 MPa + A1 f. fbk = 6 MPa + A1 + G1
c) 6, 7 e 8 Pavimentos: a. fbk = 6 MPa b. fpk = 3,0 MPa (oco) e 4,8 MPa (cheio) c. fa = 5 MPa, (argamassa A1) d. fgk = 15 MPa (graute G1)
b) 3, 4 e 5 Pavimentos: a. fbk = 10 MPa b. fpk = 4,5 MPa (oco) e 7,2 MPa (cheio) c. fa = 8 MPa, (argamassa A2) d. fgk = 25 MPa (graute G2)


38 www.tempotecnico.com.br - Edição 11
Controle durante a obra
Baseado nos dados acima cada pavimen-to será considerado 01 lote, para o graute, argamassa e prisma. Para cada pavimento, ensaiar (guardar a mesmo quantidade para contraprova):a) 6 CPs graute - compressãob) 6 CPs argamassa – compressãoc) 6 CPs de prisma oco
d) 6 CPs de prisma cheioNo caso dos blocos, como cada pavimento tem 8.500 unidades e o lote máximo é de 20.000 blocos, o lote não pode ser maior que dois pavimentos. Considerando que todos os blocos de cada resistência são entregues ao mesmo tempo, serão considerados:
- Pavimento 1º e 2º : 01 lote- Pavimento 3º, 4º e 5º : 02 lotes- Pavimento 6º, 7º e 8º : 02 lotesPara cada lote separar 26 (13 para prova e 13 para contraprova) blocos, com unidades co-lhidas aleatoriamente de cada caminhão, para ensaios – visual, compressão, dimensional e absorção.
REFERÊNCIAS BIBLIOGRÁFICAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT. Alvenaria estrutural — Blocos cerâmicos — Parte 2: Execução e controle de obras– NBR 15812-2. Rio de Janeiro, 2010.ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT. Alvenaria estrutural — Blocos de concreto — Parte 2: Execução e controle de obras– NBR 15961-2. Rio de Janeiro, 2011.ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5739: ensaio à compressão de corpos de prova cilíndricos de concreto. Rio de Janeiro, 2007. 9 p.ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 13279: Argamassa para assentamento e revestimento de paredes e tetos - Determinação da resistência à tração na flexão e à compressão. Rio de Janeiro, 2005. 9 p.ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15270-3: Componentes cerâmicos - Parte 3: Blocos cerâmicos para alvenaria estrutural e de vedação - Métodos de ensaio. Rio de Janeiro, 2005. 27 p.PARSEKIAN, G. A.; HAMID, A. A.; DRYSDALE, R. G. Comportamento e Dimensionamento de Alvenaria Estrutural. 2ª Edição. EdUFSCar, São Carlos, 2013. 625 p.

40 www.tempotecnico.com.br - Edição 11
AVALIAÇÃO DAS PROPRIEDADES MECÂNICAS DOS TIJOLOS ECOLÓGICOS FORMULADOS COM RESÍDUOS CERÂMICOS
A execução de unidades habitacionais con-siste numa importante área de atuação da engenharia civil, toda nova edificação produz impactos, sejam ambientais, sociais ou econô-micos, levando em consideração que grandes mudanças ocasionadas pela construção civil interferem na sociedade em virtude da implan-tação de novas edificações.Algumas medidas podem ser tomadas de for-ma a evitar ou minimizar os impactos gerados por construções. Podemos utilizar novos ma-teriais ou simplesmente organizar o canteiro de obras para que os resíduos da construção sejam menores e não tenham um grande im-pacto.Os profissionais preocupados com os recursos naturais finitos procuram com interesses um sistema construtivo eficiente, com materiais é técnicas construtiva que minimizem os impac-tos ambientais ocasionados pela construção.A construção civil é uma atividade executada com a finalidade de atender às demandas bá-sicas de moradia e prover instalações para o desenvolvimento de atividades produtivas.Na construção de casas populares, o uso de tijolos de solo-cimento, também conhecidos como tijolos ecológicos, é bastante difundido pela vantagem da sua rápida fabricação no
próprio canteiro de obras, a mão de obra para operar os equipamentos não precisa ser es-pecializada, podendo ser confeccionados pela própria comunidade, propiciando um custo--benefício bem mais satisfatória.Este material de construção vem suprir boa parte das necessidades de instalações econô-micas na maioria das regiões rurais e subur-bana no Brasil.O solo-cimento é o material resultante da mis-tura homogênea, compactada e curada de solo, cimento e água em proporções adequadas.O solo é uma grande evolução dos materiais de construção do passado, como o barro e a taipa, sendo que, as colas naturais de caracte-rísticas muito variáveis foram submetidas por um produto industrializado e de qualidade con-trolada: o cimento, que ao se misturar com o solo torna-se um material com boa resistência à compressão, bom índice de impermeabilida-de, baixo índice de retração volumétrica e boa durabilidade.Para prover as necessidades do mundo mo-derno é imprescindível um aumento de produ-ção que contribui para uma maior quantidade de resíduo, que nem sempre têm um destino ecologicamente adequado. O reaproveitamento dos resíduos cerâmicos
Kellyane dos Santos, Fernanda Kelly Guedes de Oliveira, Sheyla Karolina Justino Marques Instituto Federal de Educação - IFAL e Universidade Federal do Rio Grande do Norte - UFRN
INTRODUÇÃO
M E I O A M B I E N T E
vem a ser bastante oportuno, do ponto de vista ambiental, por se tratar um material que ao ser descartado de forma inadequada na natureza, provoca grandes impactos ao meio ambiente, sabendo-se que a cada três anos um hectare é poluído por eles. Portanto, a recuperação e reciclagem de re-síduos têm um grande valor não só econômico como também ambiental.Para que um produto seja aceito no mercado, sem restrições é necessário conhecer muitobem o seu comportamento físico, químico e potencial de utilização. No caso de resíduo é preciso avaliar também a possibilidade de impactos que possam ser causados por ocasião do seu beneficiamento (PERA, 1996).Este trabalho tem como objetivo comprovar a eficiência do uso de resíduos cerâmicos, oriundos das composições binárias, na fabri-cação de tijolos solo-cimento, tornando o tijolo de solo-cimento-resíduo, com uma maior re-sistência mecânica e menor absorção de água formando-se as composições ternárias. Espe-ra-se, portanto, que esta pesquisa propicie a utilização desse resíduo por motivos técnicos e ambientais proporcionando melhores condi-ções de qualidade de vida.

42 www.tempotecnico.com.br - Edição 11
MATERIAIS E MÉTODOS
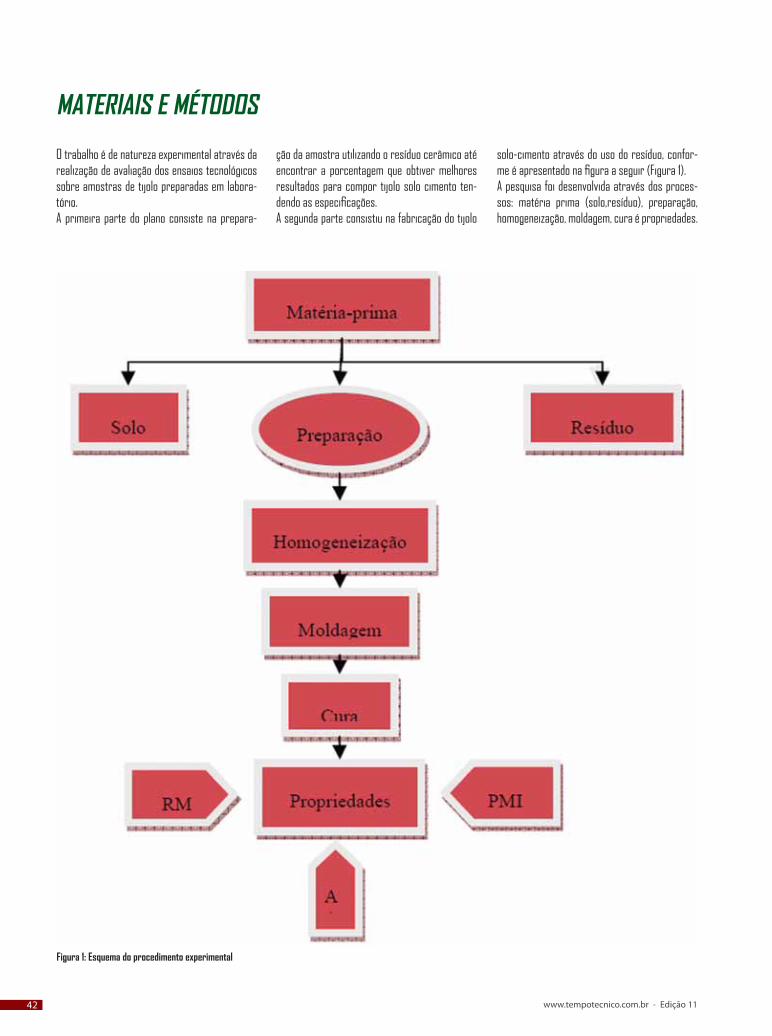
O trabalho é de natureza experimental através da realização de avaliação dos ensaios tecnológicos sobre amostras de tijolo preparadas em labora-tório.A primeira parte do plano consiste na prepara-
ção da amostra utilizando o resíduo cerâmico até encontrar a porcentagem que obtiver melhores resultados para compor tijolo solo cimento ten-dendo as especificações.A segunda parte consistiu na fabricação do tijolo
solo-cimento através do uso do resíduo, confor-me é apresentado na figura a seguir (Figura 1).A pesquisa foi desenvolvida através dos proces-sos: matéria prima (solo,resíduo), preparação, homogeneização, moldagem, cura é propriedades.
Figura 1: Esquema do procedimento experimental


44 www.tempotecnico.com.br - Edição 11
Matéria Prima
Para desenvolvimento deste trabalho, foram utili-zadas amostras de solo localizadas no próprio Ins-tituto Federal de Educação, ciência e tecnologia de Alagoas - Campus Palmeirados Índios/AL, cimento portland e resíduo cerâmico. Essas amostras fo-
ram caracterizadas no Canteiro de Obra do Institu-to de acordo com os seguintes ensaios:(a) Determinação da massa específica dos grãos de solo (NBR 6508);(b) Solo – determinação do limite de plasticidade
(NBR 7180);(c) Análise granulométrica de solos (NBR 7181);(d) Resistência à compressão: (NBR 8492)(e) Absorção de água: (NBR 8492)(f) Perda de massa por imersão: (NBR 8492)
Mistura e Homogeneização
Para a fabricação de tijolos de solo-cimento (NBR 10832) usa-se basicamente uma mistura constituída de solo, cimento, resíduo cerâmico e água, devidamente calculada. Antes de misturar, todos os componentes pas-sam pela peneira de 200 mm para desfazer pequenos torrões presentes nos materiais,após
tal processo se adiciona aos poucos o cimento,solo,resíduo cerâmico (nas formula-ções que possuía esse constituinte),sendo re-alizada uma rigorosa homogeneização manual até adquirir uma coloração uniforme, após essa etapa foi gradualmente inserida água potável e realizada nova homogeneização, até a mistura
adquirir um aspecto de farofa. Tal mistura é levada até a prensa manual onde a prensagem é feita dentro de moldes. Os elementos fabricados são estocados em uma área para cura e mantidos úmidos por um determinado tempo inferior a 07 dias, para que não haja desidratação.
Caracterização
Os corpos-de-prova estando devidamente curados submetem-se aos seguintes ensaios de caracterização:(a) Resistência a Compressão (NBR 8492);(b) Absorção de Água (NBR 8492);(c) Perda de Massa por molhagem e secagem de tijolos solo-cimento
Resistência dos Corpos de Prova
Seguindo a norma da NBR 8492,os quais prescrevem os métodos que devem ser ensaiados os tijolos maciços,os tijolos se submeteram a ensaios após 7 é 14 dias de cura. A máquina utilizada para este ensaio, foi a prensa Hidráulica.
Absorção de Água
O ensaio foi realizado de acordo com a NBR-8492 onde os tijolos são secos em estufa e pesados. Em seguida, são imersos por 24 horas em água, de onde são retirados para nova pesagem e cálculo dos respectivos valores de absorção:A = M2 - M1 x 100 M1Sendo:M1= massa do tijolo seco em estufa;M2= massa do tijolo saturado;A= absorção de água, em porcentagem.
Perda de Massa por Imersão
Foram seguidas as diretrizes do ME 26 – IPT/BNH – Determinação de perda de massa secagem de tijolos solo-cimento – Método de ensaio. Os tijolos após seu tempo de cura são colocados na estufa, após coloca-se em um recipiente com uma cápsula que terá a função de evitar que o corpo--de-prova tenha um contato direto com o vasilha, a
água será adicionada aos poucos para evitar que a força da água interfira no ensaio, tendo que estar no mínimo 1 cm acima do tijolo. O tijolo deve permanecer submerso por 24 horas, após esse período coletamos a porcentagem re-tirada do tijolo a través de uma peneira de 0,075 mm, a massa desprendida e pesada e adicionada
a equação:Pi = Md x 100 x 100 MoSendo:Md= massa desprendida do corpo-de-prova;Mo= massa do corpo-de-prova após estufa;Pi= perda de massa por imersão, em porcentagem.
46 www.tempotecnico.com.br - Edição 11
RESULTADOS E DISCUSSÃO
Resistência dos Corpos de Prova
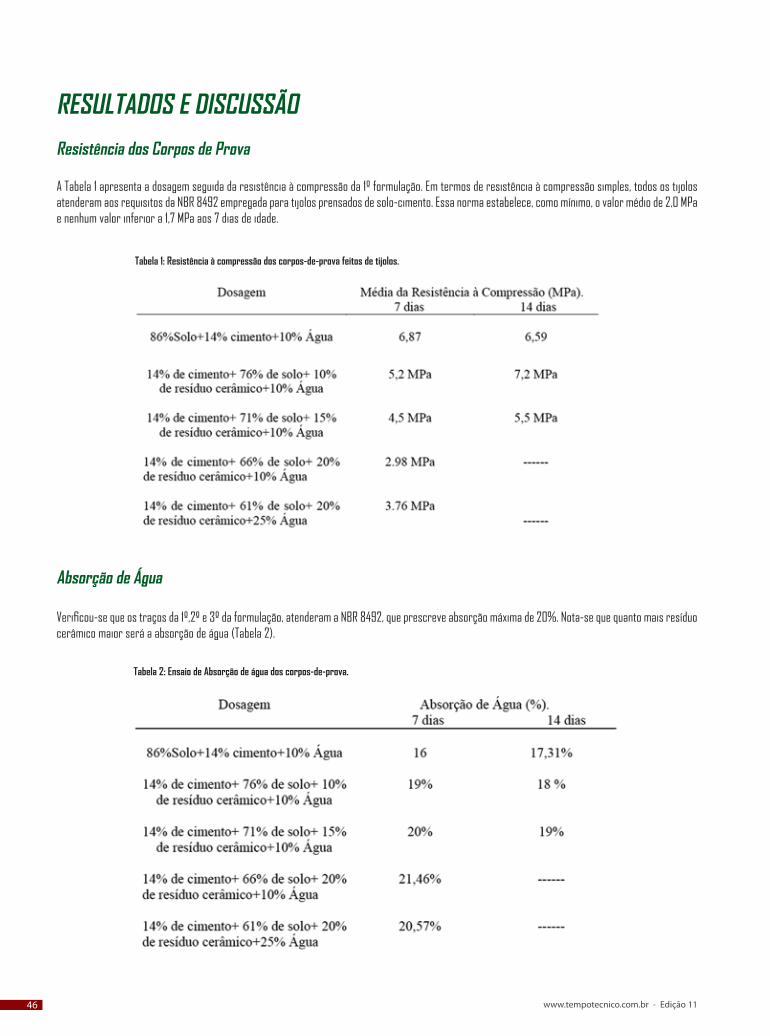
A Tabela 1 apresenta a dosagem seguida da resistência à compressão da 1º formulação. Em termos de resistência à compressão simples, todos os tijolos atenderam aos requisitos da NBR 8492 empregada para tijolos prensados de solo-cimento. Essa norma estabelece, como mínimo, o valor médio de 2,0 MPa e nenhum valor inferior a 1,7 MPa aos 7 dias de idade.
Tabela 1: Resistência à compressão dos corpos-de-prova feitos de tijolos.
Absorção de Água
Verificou-se que os traços da 1º,2º e 3º da formulação, atenderam a NBR 8492, que prescreve absorção máxima de 20%. Nota-se que quanto mais resíduo cerâmico maior será a absorção de água (Tabela 2).
Tabela 2: Ensaio de Absorção de água dos corpos-de-prova.


48 www.tempotecnico.com.br - Edição 11
Perda de Massa por Imersão
Conforme mostrado na Tabela 3 os tijolos apresentaram uma perda de massa dentro dos padrões especificados na norma, que atribui uma perda de massa para o tijolo de solo-cimento até 5%. Foi observado que os tijolos moldados com o teor máximo de resíduo obteve uma menor perda de massa.
Tabela 3: Ensaio de Perda de Massa por Imersão.
CONCLUSÃOApós análise e discussão dos resultados obtidos nos ensaios, conclui-se que:A incorporação do resíduo cerâmico possibilita con-dições técnicas favoráveis para se produzir tijolos solo-cimento com boa qualidade é custo inferior, tendo todos os ensaios atendidos às normas com ex-
ceção da terceira e quarta formulação que no ensaio de Absorção de Água obteve resultado negativo não atendendo a norma 8492, no entanto o tijolo solo-ci-mento mostrando-se viável para construção civil, po-dendo ser produzidos em um canteiro de obras, não precisando de mão de obra qualificada. É uma alter-
nativa tecnicamente viável, prática e ecologicamente correta, pois contribui para a redução do volume de materiais de construção descartados na natureza, reduz a exploração dos recursos naturais e dispensa a queima na fabricação, evita o desmatamento e a emissão de gases tóxicos ao meio ambiente.
REFERÊNCIAS BIBLIOGRÁFICASASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6023: Informação e documentação: Referências: Elaboração. Rio de Janeiro, 2002a.ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 8492: Tijolo maciço de solo cimento-Determinação da resistência à compressão e da absorção de água: Re-ferências: Elaboração. Rio de Janeiro, RJ 1984. 5p.ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 8491: Tijolo maciço de solo cimento: Referências: Elaboração. Rio de Janeiro, RJ 1994. 4p.ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 8492: Fabricação de tijolo maciço de solo-cimento com a utilização de prensa manual: Referências: Elaboração. Rio de Janeiro, RJ 1989. 3p.ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7215: cimento portland - Determinação da resistência á compressão. Rio de Janeiro, RJ, 1996. 8p.BONDUKI, N. Origens da habitação social no Brasil. 4. ed. São Paulo: Estação Liberdade, 2004.CARDOSO, R.Uma introdução à história do design. 2. ed. rev. e amp. São Paulo; Edgard Blücher, 2004.DAY, R.A. Como escrever e publicar um artigo científico. 5. ed. São Paulo: Santos Editora, 2001. 275 p.FAUSTINO, F.G.; SILVA, G. C.; ALMEIDA, I. E. A. NASCIMENTO JÚNIOR, J. B. Design de interiores em habitações populares: estudo de caso em habitações do Conjunto Mangabeira VII. In: CONGRESSO DE PESQUISA E INOVAÇÃO DA REDE NORTE NORDESTE DE EDUCAÇÃO TECNOLÓGICA, 1., 2006, Natal. Anais ... Natal: CEFET-RN. 1 CD-ROM.HIROTA, E.H. Desenvolvimento de competências para a introdução de inovações gerenciais na construção através da aprendizagem na ação. 2001. 205p. Tese (Dou-torado em Engenharia) - Escola de Engenharia, Universidade Federal do Rio Grande do Sul, Porto Alegre, 2001.ME-61. Método de ensaio determinação da perda de massa por imersão de solos compactados com equipamentos miniatura: Referência: Elaboração secretaria de serviços públicos, Recife, 2003, volume 12.PERA, J. State. In: Workshop sobre reciclagem e reutilização de resíduos como materiais de construção, 1996, São Paulo.PISANI, M. A. J. Um material de construção de baixo impacto ambiental: o tijolo de solo cimento. 17p.

50 www.tempotecnico.com.br - Edição 11
CONFORMAÇÃO DE MASSA CERÂMICA PELO PROCESSO DE EXTRUSÃO
O artigo que será apresentado busca contribuir para que os ceramistas melhorem a qualidade de seus produtos e possam aumentar sua produti-vidade.Inicialmente são inúmeros os fatores que in-fluenciam no processo de extrusão e nas ca-racterísticas do produto final. Comprovado em
vários estudos que um dos principais agravantes que afetam a qualidade e constância do processo de extrusão, ou seja, a preparação da massa que, quando realizada de forma correta, garante a qualidade e um processo de extrusão uniforme. No artigo anterior falamos sobre a preparação de massa no processo de fabricação de cerâ-
Vitor Nandi Professor e Consultor em Cerâmica Vermelha, Tecnólogo em CerâmicaEspecialista em Metodologia e Prática Interdisciplinar de EnsinoMestre em Ciência e Engenharia de [email protected] / (48) 9944.4481
A R T I G O
mica vermelha e mais uma vez, esse processo se mostra de fundamental importância, pois irá contribuir diretamente no processo de extrusão. Se o ceramista seguir as orientações desses artigos, terá não apenas uma cerâmica bem es-truturada como também uma empresa que preza pela qualidade do produto final.
Conformação por extrusão
A extrusão é o processo de conformação plástica, cujo campo de aplicação se limita ao fabrico de objetos de seção constante, sendo aplicável a produção de cerâmicos tradicionais (tijolos e telhas) e de cerâmicos avançados.No processo de extrusão os principais fato-res que afetam a qualidade e o rendimento dos produtos finais estão ligados diretamen-te: A composição e preparação das massas cerâmicas; a plasticidade das massas; os moldes de extrusão (boquilhas); a qualidade do vácuo; e o tipo de extrusora.Relacionando os custos finais de um produto, como por exemplo, a fabricação de tijolos ou telhas, os custos de preparação e conforma-ção das matérias-primas em uma empresa cerâmica sejam os mais baixos, estas opera-ções, se não desenvolvidas corretamente, po-dem prejudicar significativamente os custos
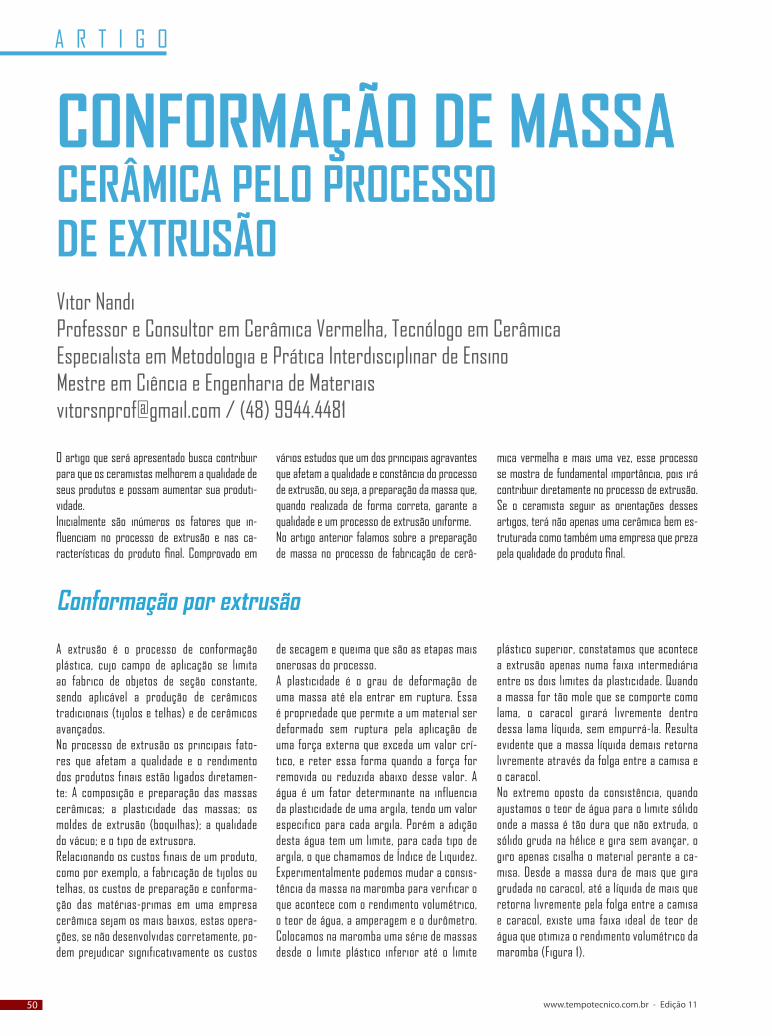
de secagem e queima que são as etapas mais onerosas do processo.A plasticidade é o grau de deformação de uma massa até ela entrar em ruptura. Essa é propriedade que permite a um material ser deformado sem ruptura pela aplicação de uma força externa que exceda um valor crí-tico, e reter essa forma quando a força for removida ou reduzida abaixo desse valor. A água é um fator determinante na influencia da plasticidade de uma argila, tendo um valor especifico para cada argila. Porém a adição desta água tem um limite, para cada tipo de argila, o que chamamos de Índice de Liquidez.Experimentalmente podemos mudar a consis-tência da massa na maromba para verificar o que acontece com o rendimento volumétrico, o teor de água, a amperagem e o durômetro. Colocamos na maromba uma série de massas desde o limite plástico inferior até o limite
plástico superior, constatamos que acontece a extrusão apenas numa faixa intermediária entre os dois limites da plasticidade. Quando a massa for tão mole que se comporte como lama, o caracol girará livremente dentro dessa lama líquida, sem empurrá-la. Resulta evidente que a massa líquida demais retorna livremente através da folga entre a camisa e o caracol. No extremo oposto da consistência, quando ajustamos o teor de água para o limite sólido onde a massa é tão dura que não extruda, o sólido gruda na hélice e gira sem avançar, o giro apenas cisalha o material perante a ca-misa. Desde a massa dura de mais que gira grudada no caracol, até a líquida de mais que retorna livremente pela folga entre a camisa e caracol, existe uma faixa ideal de teor de água que otimiza o rendimento volumétrico da maromba (Figura 1).


52 www.tempotecnico.com.br - Edição 11
Figura 1 – Rendimento volumétrico de uma massa.
Esse teor de água ideal é o que gostaria que o ceramista avalia-se em seu processo, porém devo lembrar que devemos trabalhar entre os pontos 1 e 2, na Figura 1, e não entre os pontos 3 e 4. Isso porque a massa dura de 1 e 2 é mais fácil de secar que a massa mole de 3 a 4. Ambas faixas, 1-2 e 3-4, dão o mesmo rendimento da marom-ba, visto que estão a cada lado do máximo. Mas a faixa dura dá maior rendimento do secador. Isso é fundamental para que o processo seja mais eficiente.Também é importante entendermos como se comporta e qual a influência da coesão (Força
de união entre partículas até alcançar a máxima consistência) das partículas argilosas durante o processo de extrusão. Imaginemos uma por-ção de argila, desagregada, sem nenhum per-centual de umidade, seria impossível conformar esta argila, seria como pó escorrendo entre os dedos, isto porque é necessário um meio para unir as partículas, que no caso das argilas é a água.Inicialmente a água adicionada envolve cada partícula de argila, ficando intimamente ligada a mesma (Figura 2), mas as partículas ainda não estarão ligadas entre si, para que ocorra esta ligação será necessária à adição de água livre.
Nas argilas vermelhas esta umidade fica ge-ralmente entre 16% e 22%, sendo função das características de cada argila e da qualidade da preparação da massa. Quando temos argilas com tamanhos de partículas grandes ou mesmo se houve uma moagem deficiente durante a pre-paração da massa, teremos uma determinada superfície de recobrimento de água de ligação. Diminuindo-se o tamanho das partículas (argi-la mais fina ou com uma melhor preparação), teremos um aumento da superfície específica (Figura 3), ou seja, será necessária uma quan-tidade maior de água para se obter a máxima coesão.
Figura 2 – Água envolvendo partícula de argila (WIECK, Rogério; 2013).
Figura 3 - Aumento da superfície específica com a diminuição do tamanho do grão (WIECK, Rogério; 2013).

54 www.tempotecnico.com.br - Edição 11
A plasticidade será conseguida adicionando--se mais água à massa logo após o ponto de máxima coesão, este acréscimo de água terá um efeito lubrificante possibilitando o escor-regamento entre as partículas e permitindo a conformação da peça desejada. A quantidade de água a ser adicionada depende do tipo de argila utilizado, das peças a serem produzidas e do equipamento utilizado.Com base nos conceitos já apresentados pode-remos analisar alguns fatores que influenciam o escoamento da massa cerâmica. 1) Uma boa preparação influenciará a plas-ticidade e consequentemente a qualidade de extrusão;
2) Argila “Magra” requer uma quantidade me-nor de água, enquanto que uma argila “Gorda” requer uma quantidade maior; e3) O tipo de argila, umidade e preparação in-fluenciam o fluxo da massa durante o processo de extrusão, como pode ser visto nas Figuras 4 A e B, onde temos as seguintes situações:a) Diminuição de água livre, argila “Gorda” e boa preparação:Resulta em maior coesão, maior resistência ao escoamento interno, melhor deslizamento na parede metálica e maior fluxo pela periferia do molde; eb) Incremento de água livre / argila “Magra” / má preparação:
Figura 4 – Perfis do fluxo de massa (WIECK, Rogério; 2013).
Equipamento de extrusão (marombas)A maromba é o equipamento responsável pelo transporte, compactação e extrusão da massa cerâmica, durante este processo o fluxo deve ser o mais constante possível para garantir a qualidade dos produtos. Para se conseguir um fluxo unifor-me de massa é necessário manter a extrusora em boas condições. Variações no fluxo de massa trarão prejuízos tanto na qualidade dos produtos quanto no custo de produção.Algumas condições da Extrusora e seu efeito no
rendimento da extrusão são apresentados abaixo:1) Rugosidade da Hélice: Quanto mais lisa, melhor o rendimento;2) Rugosidade da Camisa: Quanto mais rugosa, me-lhor o rendimento;3) Desgaste da Hélice: Quanto maior o desgaste, maior o retorno de massa, menor o rendimento;4) Vácuo: Quanto maior o vácuo melhor a qualidade do produto; e5) Corta Barros: Quanto maior o desgaste, pior a
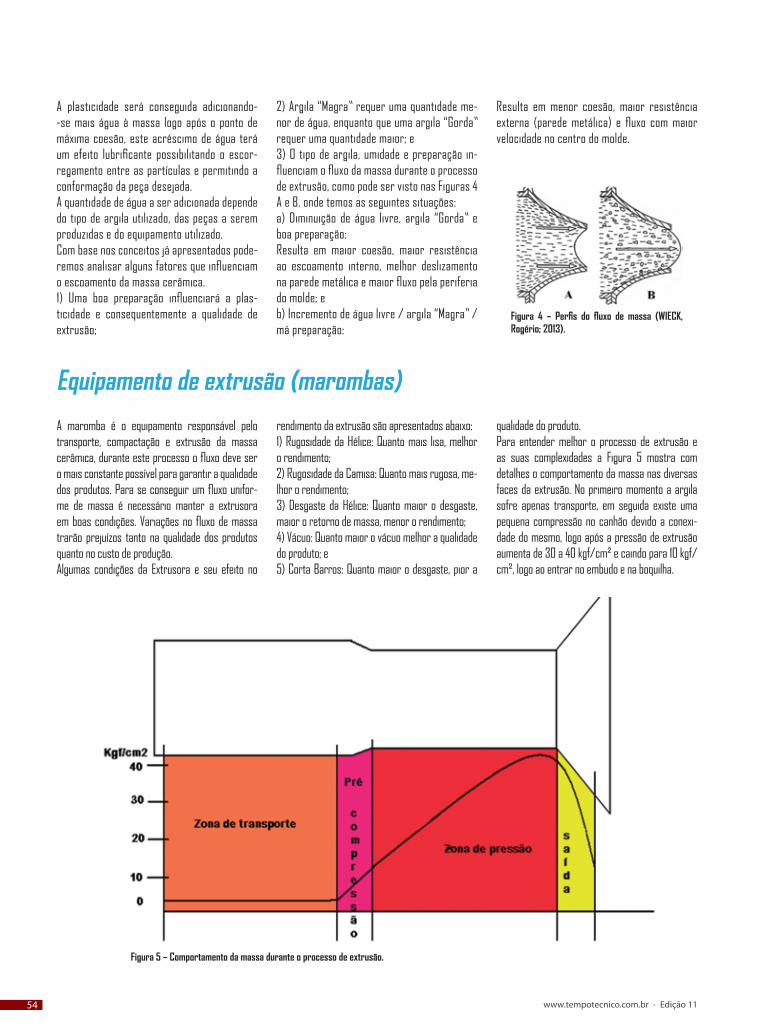
qualidade do produto.Para entender melhor o processo de extrusão e as suas complexidades a Figura 5 mostra com detalhes o comportamento da massa nas diversas faces da extrusão. No primeiro momento a argila sofre apenas transporte, em seguida existe uma pequena compressão no canhão devido a conexi-dade do mesmo, logo após a pressão de extrusão aumenta de 30 a 40 kgf/cm² e caindo para 10 kgf/cm², logo ao entrar no embudo e na boquilha.
Resulta em menor coesão, maior resistência externa (parede metálica) e fluxo com maior velocidade no centro do molde.
Figura 5 – Comportamento da massa durante o processo de extrusão.

56 www.tempotecnico.com.br - Edição 11
Outro ponto importante que não se deve dei-xar passar em branco é a ponteira da hélice que tem como função comprimir a massa no embudo e boquilha. Nesse momento a massa passa a ter um movimento linear até sua sa-ída.Alguns erros de fabricação e também por falta de conhecimento de alguns ceramistas a ponteira da hélice vem trazendo inúmeros problemas no processo produtivo, como trin-cas, torções, empenos, bem como, dificulda-des na regulagem dos freios da boquilha. É de fundamental importância que o centro da hélice deve ser paralelo com a borda, não deve existir nenhuma forma côncava ou con-vexa (Figura 6).Algumas correções podem ser realizadas pe-rante este defeito para ameniza-lo, como por exemplo, a colocação de anel extensor entre o canhão e o embudo. Porém é de fundamental importância que o ceramista saiba que com a colocação do anel aumenta a amperagem da máquina bem como, pode reduzir até 15% da produção. Alguns embudos maiores são mais eficientes e corrigem melhor o problema da hélice, prin-cipalmente se colocar o embudo revestido com materiais que ajudam na diminuição do atrito, porém cada caso é um caso e deve ser muito bem avaliado, principalmente a plasti-cidade da massa.Outro defeito comum e muito sério encontra-do em algumas cerâmicas é a falta de corta barro (diafragma) (como mostra a Figura 7) no canhão, algumas pessoas retiram para au-mentar a produção, porém causam defeitos como laminação e torção.
Figura 6 – Ponteira da hélice com problema de nivelamento.
Figura 7 – Corta barros (diafragmas).
Logo após a zona de extrusão temos a câmara de compressão, mais conhecido como “Acumu-lador” ou “Embudo” (Figura 8), este item possui características que variam conforme a massa argilosa utilizada, bem como o material a ser produzido. Vários estudos mostram argilas mais plásticas demandam embudos mais cônicos e mais cur-tos, melhorando assim o rendimento de extru-são, já as argilas de baixa plasticidade exigem embudos menos cônicos que, apesar de diminuir o fluxo argiloso, melhoram a sua compactação. Teoricamente o comprimento de um embudo va-
ria de acordo com a massa argilosa e o formato da peça a ser produzida, portanto deveriam ser dimensionados para cada aplicação, porém isto não ocorre na prática. Por motivos econômicos os fabricantes de ex-trusora procuram fornecer um embudo que atenda ao maior numero de casos. Quando o produto a ser fabricado foge dos pa-drões, torna-se necessário o dimensionamento adequado do embudo de forma a se obter uma extrusão equilibrada.Algumas das funções básicas do embudo são: Eliminar as diferenças de fluxo de massa; dimi-
nuir as laminações formadas pelo ordenamento de partículas; transformar o fluxo helicoidal da argila num fluxo retilíneo; compensar as dife-renças de velocidade entre a periferia e o eixo da hélice; e igualar as velocidades ao longo da seção tornando o fluxo o mais uniforme possível.Algumas vezes, no ímpeto de se conseguir maiores produções, ceramistas, assessores técnicos e ou fabricantes de equipamentos utilizam-se de artifícios como eliminar os corta barros, alisar a camisa, encurtar o embudo, etc. Aumentando assim o rendimento da máquina e ainda baixando o consumo energético, atitude


58 www.tempotecnico.com.br - Edição 11
esta que muitos costumam chamar de “Turbi-nando a Maromba”. Este procedimento pode trazer graves consequ-ências, causando um fluxo instável que dificulta
muito a regulagem das boquilhas e, em alguns casos, inviabilizando a regulagem das mesmas, comprometendo totalmente a qualidade dos produtos.
No processo de extrusão quando a massa cami-nha para a boquilha e chegando ao embudo ela é retida através das laterais onde é formada a zona morta (Figura 9).
Figura 9 – Zona morta.Figura 8 – Embudo com regulagem externa.
Nessa zona morta ocorre uma grande turbu-lência, pois quando a massa chega à placa não encontra saída, então a massa tenta retornar, e é onde a pressão aumenta provocando alte-rações em vários locais, como freio da boquilha, velocidade de extrusão, aumento de ampera-gem, desgaste da hélice, vibração de cavaletes dentre outros defeitos.Este tipo de situação esta relacionado à enorme variedade de produtos que nossos ceramistas produzem, fazendo com que utilizem este embu-
do e também muitas vezes possuem máquinas de grande porte, porém com boquilhas de 1 ou 2 saídas, o que acaba diminuindo em muito a eficiência do equipamento. Esse tipo de defei-to muitas vezes pode ser corrigido através do direcionamento do fluxo da massa colocando placas no canto do embudo gerando um efeito cônico (Figura 10), facilitando assim a saída da massa e diminuição da amperagem de trabalho.A parte final da conformação no processo de extrusão se da através dos moldes que são mais
conhecidos por boquilhas, porém esta etapa me-rece uma atenção especial, pois boa parte dos defeitos de trincas, empenos nos blocos estão relacionados com erros de fabricação e regu-lagens desse equipamento que deveria ser de precisão, porém o que a maioria dos ceramistas usa são verdadeiros improvisos chamados de boquilhas.Então no próximo artigo estarei trazendo alguns conceitos, regulagens e defeitos causados por esse tipo de equipamento.
Figura 10 – Placas aplicadas no embudo para direcionamento de fluxo.


60 www.tempotecnico.com.br - Edição 11
CERÂMICA VERMELHA SUSTENTÁVEL
O governo de Goiás investirá R$ 30 milhões até o final deste ano no projeto dos Arranjos Produtivos Locais (APLs) que englobam a fa-bricação de uma cerâmica típica da região, a chamada cerâmica vermelha. Assim, o governo do estado, por meio da Ge-rência de APLs da Sectec (Secretaria de Es-tado de Ciência e Tecnologia), busca priorizar a qualidade da cerâmica ali produzida (basica-mente tijolos e telhas), bem como a qualifica-ção dos profissionais que atuam na atividade, e a geração de emprego e renda para a popu-lação local. De acordo com a gerente de APLs da Sectec, Solange Oliveira Botosso, o APL da Cerâmica Vermelha é um dos arranjos mais consolidados em Goiás e por esse motivo é também um dos mais priorizados pelo governo federal. O APL da Cerâmica Vermelha do Norte goiano envolve 22 municípios e mais de 40 empresas, todos situados entre o Vale do São Patrício e o Norte de Goiás, tendo como cidade-polo o mu-
nicípio de Mara Rosa.Os APLs caracterizam-se por um aglomerado significativo de empreendimentos em deter-minado território, e que reúne indivíduos que atuam em torno de uma atividade produtiva predominante que compartilha formas de co-operação, por meio de algum mecanismo de governança. Um APL pode incluir pequenas, médias e grandes empresas.No programa há investimentos na qualificação profissional, no controle de qualidade, na cer-tificação e na inovação tecnológica, ampliando o lucro das empresas e dos produtores envol-vidos. Indiretamente, segundo especialistas, serão beneficiados também os setores de tecnologia da informação, leite, confecção, apicultura e bananicultura.“É o primeiro planejamento de produção de cerâmica vermelha com desenvolvimento de base sustentável no Brasil, motivo pelo qual a cerâmica vermelha goiana poderá ser o piloto, um modelo a ser seguido por esse setor de
Projeto goiano de cerâmica vermelha pode ser modelo para o país
N O T Í C I A
produção em todo o país”, afirmou a assessora Técnica da Gerência de APLs da Sectec, Glady Duarte Correia.Por se tratar de uma produção sustentável e de larga escala e grande importância econô-mica no Estado, a produção do Norte goiano acabou por atrair a atenção do governo fede-ral, que por meio do Ministério de Desenvolvi-mento, Indústria e Comércio Exterior (Mdic), coordena os APLs no País.O comitê gestor do APL da Cerâmica Vermelha do Norte goiano promove em Uruaçu reunião para traçar um novo planejamento estratégico para esta cadeia produtiva. A ideia é fazer do APL de Cerâmica Vermelha um projeto piloto que poderá ser replicado aos demais APLs do setor mineral existentes no território nacional.Atualmente o APL de Cerâmica Vermelha do Norte goiano faz parte de um projeto dos Mi-nistérios de Ciência e Tecnologia (MTC) e de Minas e Energia (MME).


62 www.tempotecnico.com.br - Edição 11
58º CONGRESSO BRASILEIRO DE CERÂMICA
Associação Brasileira de Cerâmica (ABCeram) realiza, entre os entre os dias 18 e 21 de maio de 2014, o 58º Congresso Brasileiro de Cerâmica, no Centro de Convenções do Dall’Onder Grande Hotel, na cidade de Bento Gonçalves (RS). O objetivo do evento, que é o mais antigo e impor-tante do setor cerâmico brasileiro, é promover a interação dos diversos setores envolvidos com o meio cerâmico (Instituições de Ensino e Pesquisa, Indústrias fabricantes de Produtos Cerâmicos e Fornecedores de Matérias Primas, Equipamentos e Insumos) para discutirem os últimos avanços e acontecimentos do setor.O evento, promovido pela Metallum (empresa especializada em Eventos Técnicos e Cientí-ficos), tem um caráter amplo, onde serão de-batidos temas de interesse para os diversos segmentos cerâmicos, trazendo apresentações de trabalhos técnicos, palestras e painéis, abordando de forma específica ou abrangente, aspectos relacionados ao desenvolvimento na-cional e internacional dos materiais cerâmicos, além de promover minicursos e oficina de de-coração.Os trabalhos técnico-científicos devem envol-
ver as seguintes áreas ou assuntos: Matérias--Primas; Síntese de Pós; Cerâmica Vermelha; Cerâmica Branca; Revestimento Cerâmico; Ges-so e Cimento; Refratários / Isolantes Térmicos; Vidros e Vitrocerâmicos e Materiais Correlatos; Cerâmica Termo-Mecânica; Cerâmica Nuclear, Ótica e Química; Cerâmica Eletroeletrônica/Magnética, Biocerâmica; Reciclagem e Meio Ambiente; Arte e Design; Esmaltes/Fritas/Co-rantes; Ceramografia; Processamento; Nano-tecnologia; Educação em Materiais Cerâmicos.Para concorrer a prêmios, os autores deverão seguir alguns requisitos: Deverá ser enviado o trabalho completo para publicação em Anais (peso do conteúdo - revisão bibliográfica, co-locação do problema, metodologia utilizada, discussão, originalidade, complexidade, reda-ção dos textos em português e inglês - 60% da nota); apresentação oral ou pôster (exposição, discussão, resposta às perguntas - peso de 40% da nota); 50% dos autores deverão ser sócios da ABC e estarem em dia com a anuidade; fazer a pré-inscrição até 30 de abril de 2014. Serão premiados: 1º, 2º e 3º lugar – R$ 700,00 R$ 550,00 e R$ 400,00, respectivamente. O prê-
O evento será realizado em maio na cidade gaúcha de Bento Gonçalves
E V E N T O
mio de Pôsteres para estudantes, apresentado-res de trabalho (“pós-doc” não é considerado estudante) também serão premiados: Melhor trabalho de Graduação / Técnico (R$ 400,00) e melhor trabalho de Pós Graduação (R$ 400,00).As palestras que serão apresentadas no even-to seguem diversos temas: Processamento e Compósitos, ministrado por Luis Cláudio Par-dini (CTA); Balanço de massa e energia, que será apresentado por Agenor De Noni Júnior (UNESC); Versatilidade dos óxidos avançados como materiais funcionais para aplicações especiais, por José Jurado Egea (PVE - CAPES UFPel - UFRGS); Geração de Calor através da queima de carvão, por Luis Olivo (Entec) e; Molhamento-Interface líquida/cerâmica, por Sebastião Ribeiro (EEL).Os temas dos painéis serão Normas Técnicas de Revestimento Cerâmico, apresentado por Age-nor De Noni Júnior (UNESC) e Interação Univer-sidade x Indústria, por Fernando Ortega (FEI).Paralelamente ao Congresso, ocorre uma Feira onde as empresas e instituições de ensino e pesquisa têm a oportunidade de divulgar seus produtos e serviços.

www.tempotecnico.com.br - Edição 11 63
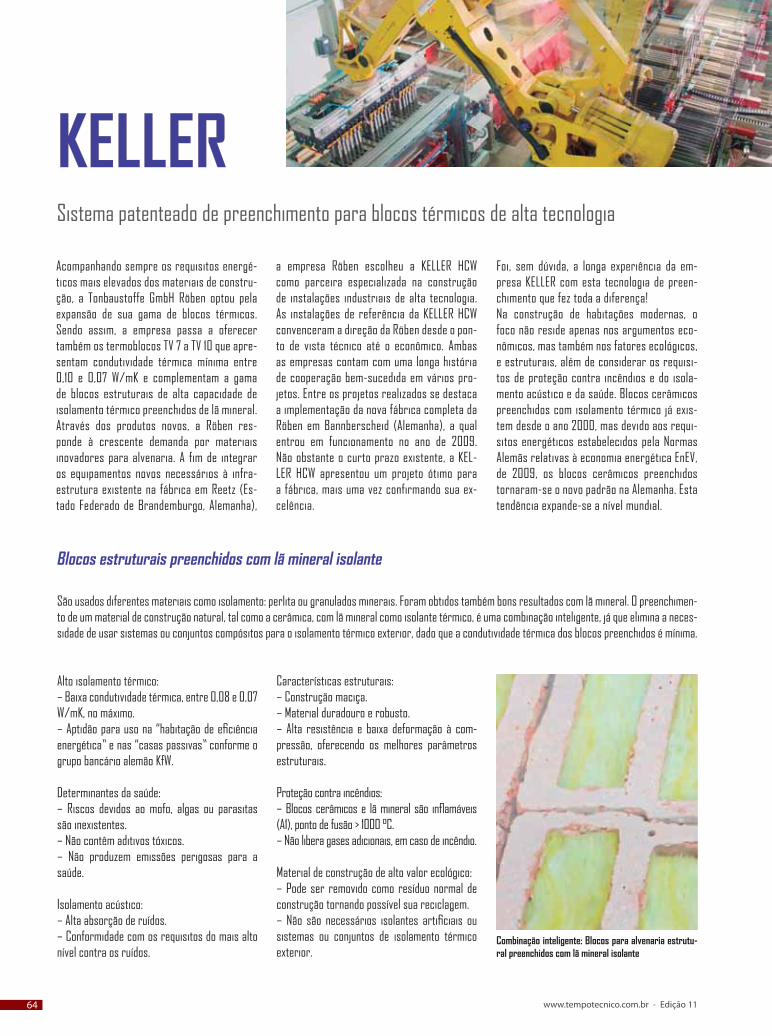
64 www.tempotecnico.com.br - Edição 11
Acompanhando sempre os requisitos energé-ticos mais elevados dos materiais de constru-ção, a Tonbaustoffe GmbH Röben optou pela expansão de sua gama de blocos térmicos. Sendo assim, a empresa passa a oferecer também os termoblocos TV 7 a TV 10 que apre-sentam condutividade térmica mínima entre 0,10 e 0,07 W/mK e complementam a gama de blocos estruturais de alta capacidade de isolamento térmico preenchidos de lã mineral.Através dos produtos novos, a Röben res-ponde à crescente demanda por materiais inovadores para alvenaria. A fim de integrar os equipamentos novos necessários à infra-estrutura existente na fábrica em Reetz (Es-tado Federado de Brandemburgo, Alemanha),
a empresa Röben escolheu a KELLER HCW como parceira especializada na construção de instalações industriais de alta tecnologia. As instalações de referência da KELLER HCW convenceram a direção da Röben desde o pon-to de vista técnico até o econômico. Ambas as empresas contam com uma longa história de cooperação bem-sucedida em vários pro-jetos. Entre os projetos realizados se destaca a implementação da nova fábrica completa da Röben em Bannberscheid (Alemanha), a qual entrou em funcionamento no ano de 2009. Não obstante o curto prazo existente, a KEL-LER HCW apresentou um projeto ótimo para a fábrica, mais uma vez confirmando sua ex-celência.
Sistema patenteado de preenchimento para blocos térmicos de alta tecnologia
KELLERFoi, sem dúvida, a longa experiência da em-presa KELLER com esta tecnologia de preen-chimento que fez toda a diferença!Na construção de habitações modernas, o foco não reside apenas nos argumentos eco-nômicos, mas também nos fatores ecológicos, e estruturais, além de considerar os requisi-tos de proteção contra incêndios e do isola-mento acústico e da saúde. Blocos cerâmicos preenchidos com isolamento térmico já exis-tem desde o ano 2000, mas devido aos requi-sitos energéticos estabelecidos pela Normas Alemãs relativas à economia energética EnEV, de 2009, os blocos cerâmicos preenchidos tornaram-se o novo padrão na Alemanha. Esta tendência expande-se a nível mundial.
São usados diferentes materiais como isolamento: perlita ou granulados minerais. Foram obtidos também bons resultados com lã mineral. O preenchimen-to de um material de construção natural, tal como a cerâmica, com lã mineral como isolante térmico, é uma combinação inteligente, já que elimina a neces-sidade de usar sistemas ou conjuntos compósitos para o isolamento térmico exterior, dado que a condutividade térmica dos blocos preenchidos é mínima.
Blocos estruturais preenchidos com lã mineral isolante
Combinação inteligente: Blocos para alvenaria estrutu-ral preenchidos com lã mineral isolante
Alto isolamento térmico:– Baixa condutividade térmica, entre 0,08 e 0,07 W/mK, no máximo.– Aptidão para uso na “habitação de eficiência energética” e nas “casas passivas” conforme o grupo bancário alemão KfW.
Determinantes da saúde:– Riscos devidos ao mofo, algas ou parasitas são inexistentes.– Não contêm aditivos tóxicos.– Não produzem emissões perigosas para a saúde.
Isolamento acústico:– Alta absorção de ruídos.– Conformidade com os requisitos do mais alto nível contra os ruídos.
Características estruturais:– Construção maciça.– Material duradouro e robusto.– Alta resistência e baixa deformação à com-pressão, oferecendo os melhores parâmetros estruturais.
Proteção contra incêndios:– Blocos cerâmicos e lã mineral são inflamáveis (A1), ponto de fusão > 1000 °C.– Não libera gases adicionais, em caso de incêndio.
Material de construção de alto valor ecológico:– Pode ser removido como resíduo normal de construção tornando possível sua reciclagem.– Não são necessários isolantes artificiais ou sistemas ou conjuntos de isolamento térmico exterior.

www.tempotecnico.com.br - Edição 11 65
Processo funcional
O novo sistema de preenchimento de blocos cerâmicos complementa a infraestrutura existente nesta fábrica da Röben sendo uma solução “ilhada” total-mente automatizada. Um sistema de transportadores de corrente alimenta o novo equipamento com paletes de blocos cerâmicos da produção existente e com esteiras de lã mineral. Os blocos cerâmicos são retificados antes do processo de preenchimento para facilitar a entrada do material isolante.Durante o desenvolvimento do projeto, a KELLER HCW deu prioridade máxima a um layout otimizado com necessidade mínima de espaço. Numa primeira fase, as placas de lã mineral são cortadas em tiras, por meio de uma máquina especial de corte, cujas dimensões são as mesmas dos orifícios nos blocos cerâmicos onde serão posteriormente introduzidas. Em seguida, um transportador especial de compartimentos transporta as tiras de lã mineral para a estação de preenchimento.
Um robô industrial de alto rendimento desempilha, separa e agrupa os blocosCorte exato das tiras de lã mineral
O equipamento de preenchimento
O sistema de preenchimento é caracterizado por duas etapas de processo ocorrendo próximas uma da outra. Um robô industrial de alto rendimento desempilha em um lado os blocos cerâmicos de seus paletes, separando-os e agrupando-os de acordo com seu formato. Em seguida, uma esteira trans-portadora os leva para a estação de preenchimento.Um dispositivo especial de manuseio com ferrões, montado em um segundo robô, penetra nas tiras de lã mineral, leva-as para os blocos e preenche os furos dos blocos cerâmicos com as mesmas com o isolante.Um enchimento homogêneo dos orifícios dos blocos cerâmicos garante uma qualidade consistente e uma condutividade térmica muito baixa.
Tecnologia patenteada
Os engenheiros da KELLER conseguiram combinar as tecnologias convencionais e robóticas de alto rendimento. O equipamento de preenchimento dispõe de uma tecnologia patenteada pela KELLER HCW que já foi implementada várias vezes em outras fábricas.Graças a efeitos de sinergia durante a troca de ferramentas, esta técnica permite reduzir os tempos de set up para atender às alterações de formato. A tecnologia utilizada ainda permite trabalhar com tolerâncias nas dimensões dos blocos que, na cerâmica vermelha, são admissíveis. Os resultados dos enchimentos são excelentes, até mesmo quando as superfícies, devido a porosidade, são ásperas.Além disso, através deste sistema, podem ser compensadas possíveis diferenças nas espessuras das esteiras de lã mineral bem como variações nas dimensões, dentro de um lote de placas de lã mineral.
Capacidade do equipamento
No momento, a capacidade efetiva de preenchimento deste equipamento é de 800 blocos por hora. No entanto, o sistema da KELLER foi conceituado para permitir posteriores aumentos de capacidade em caso de uma crescente demanda de termoblocos.Finalmente, os blocos preenchidos são transportados por meio de um dispositivo de transferência ao sistema de embalagem, que produz os pacotes comerciais para o despacho aos clientes.

66 www.tempotecnico.com.br - Edição 11
Conclusões: Não estamos somente na vanguarda, mas também olhamos para o futuro
A tecnologia KELLER fornecida e colocada em funcionamento na empresa Röben Tonbaustoff e em Reetz, corresponde à vanguarda das máqui-nas para a indústria cerâmica. E com isso, a KELLER HCW enfatiza novamente sua competência em engenharia de construção de instalações para a indústria de cerâmica vermelha.
Criamos soluções de alta tecnologia –um forte grupo empresarial
Cada uma das empresas que fazem parte do grupo empresarial KELLER é líder na tecnolo-gia da sua área de excelência há mais de 100 anos. Juntas desenham e constroem fábricas completas para a indústria da cerâmica ver-melha. Clientes no mundo inteiro beneficiam--se das forças reunidas da engenharia. Os conhecimentos únicos reunidos, custos otimizados de administração e vendas, bem como uma excelente equipe internacional de suporte pós-venda são nossas garantias de sucesso na KELLER.A KELLER é uma divisão do grupo francês Le-gris Industries. O nosso principal negócio in-clui o desenho e a construção de máquinas e fábricas completas para a indústria cerâmica vermelha, oferecendo soluções especiais de
gente e necessária tecnologia de engenharia industrial. Através do novo equipamento de preenchimento de blocos cerâmicos com lã mineral, a KELLER HCW ajuda a garantir a preservação da unidade de produção da Röben no estado federado de Brandemburgo (Alemanha), e mais uma vez de-monstra a força inovadora da engenharia alemã.
Esta instalação é uma referência mundial, devi-do à combinação das tecnologias convencional e robótica desenvolvidas e devido ao seu desenho compacto.Há vários anos, a KELLER HCW já reconheceu o potencial dos blocos preenchidos com material isolante como material de construção de alta tecnologia, sendo a fornecedora desta inteli-
Preenchimento vertical dos blocos cerâmicosDispositivo de transferência dos blocos para o equipa-mento de embalagemÚltima fase: a embalagem
transporte e manuseio. Além disso, a KELLER é ativa nas três outras áreas: automação - medição, controle e regu-lagem – tecnologia em plásticos. Estas quatro marcas de fabricantes de longa tradição são todas reunidas em um só grupo KELLER:A KELLER HCW de Ibbenbüren-Laggenbeck na Alemanha, a Morando s.r.l. de Asti na Itália, a Novoceric de Mellrichstadt e a Rieter de Constança, ambas sediadas na Alemanha.Juntas formam o grupo KELLER e têm uma missão comum: fornecer máquinas e ins-talações completas de alta tecnologia, que demonstram sua eficácia na prática e contri-buem para a mais alta produtividade, salva-guardando ao mesmo tempo a sustentabilida-de ambiental.