desenvolvimento de uma aplicação informática para a ... · figura 5.1 profundidade de corte (a...
TRANSCRIPT
Desenvolvimento de uma Aplicação Informática para a
Otimização dos Parâmetros de Corte em Fresagem
Luís Miguel da Silva Pereira
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientador: Prof. Rui Manuel dos Santos Oliveira Baptista
Júri
Presidente: Prof. João Rogério Caldas Pinto
Orientador: Prof. Rui Manuel dos Santos Oliveira Baptista
Vogais: Prof. Jorge Manuel da Conceição Rodrigues
Prof.ª Elsa Maria Pires Henriques
Eng.º António Maria Brito Pina
Outubro de 2014

- 1 -
AGRADECIMENTOS
Quero agradecer às pessoas que ao longo deste trabalho me incentivaram, apoiaram e me transmitiram
as informações e conhecimentos necessários à sua elaboração.
Ao Professor Rui Baptista pelo seu imenso apoio e incentivo, pelos conhecimentos transmitidos, pela
sua análise critica e pela sua disponibilidade para as reuniões de trabalho.
Aos colegas do grupo Iberomoldes pelos conhecimentos e informações acerca de máquinas e
ferramentas que me transmitiram, indispensáveis à elaboração deste trabalho: ao Sr. Rui Mendes e Sr.
Herculano Costa, da empresa SET, ao Sr. João Paulo, da empresa Edilásio, ao Eng.º Alberto Silva, da
empresa Aníbal H. Abrantes, ao Sr. Fernando Duarte, da empresa Portumolde e ao Eng.º Jorge Coelho,
da empresa Iberonorma. Em especial aqueles com quem realizei os trabalhos práticos.
Também aos Diretores das respetivas empresas, por terem possibilitado esta consulta aos seus
colaboradores: ao Sr. Leonel Jesus, da empresa SET, ao Eng.º António Pina, da empresa Edilásio, ao
Eng.º Rui Duarte, da empresa Aníbal H. Abrantes, ao Sr. Joaquim Marques, da empresa Portumolde e
ao Sr. João Eusébio, da empresa Iberonorma.
À minha prima Susana e à Maria José pelo apoio dado.
Obrigado por tudo Pai. Espero ter conseguido …
- 2 -
RESUMO
Sendo a fresagem, a par da erosão por penetração, as operações que mais tempo despendem no
fabrico de um molde, podendo em alguns casos atingir mais de 50% do tempo total, a sua otimização
é de extrema importância com vista a uma redução dos custos de fabrico.
Este trabalho tem o objetivo de criar uma aplicação informática para otimizar as condições de corte em
fresagem.
A partir de uma base de dados com as especificações de máquinas CNC, de materiais a maquinar e
de ferramentas, com a indicação dos parâmetros de corte pretendidos pelo utilizador, a aplicação
ordena as ferramentas que estão na base de dados por ordem decrescente da taxa de remoção de
material e indica as ferramentas que são compatíveis e incompatíveis com os parâmetros de corte
definidos. Indica as causas da incompatibilidade e permite a seleção das ferramentas compatíveis para
serem adicionadas a um registo histórico de maquinagens. Nesse registo histórico são adicionadas,
além da ferramenta e das suas características geométricas, os parâmetros de corte calculados e os
dados da operação de maquinagem, sendo possível, após a execução da mesma, efetuar alguns
comentários para que fiquem gravados no histórico.
Desta maneira é possível ter um registo dos parâmetros de corte utilizados nas maquinagens, com o
objetivo de poderem ser consultados e posteriormente otimizados em outras maquinagens,
conseguindo-se assim uma melhoria da qualidade e da produtividade.
Ficando estes parâmetros gravados na base de dados, a otimização obedecerá a um critério da
empresa e não do operador.
PALAVRAS-CHAVE
Otimização dos parâmetros de corte
Fresagem
Taxa de remoção de material em fresagem
Espessura média da apara em fresagem

- 3 -
ABSTRACT
The CNC milling work and the spark erosion work are the tasks that require more time in the mould
construction. In some situations, it can reach more than 50% of the total time of the mould manufacture.
The optimization of this task is very important in order to reduce mould construction costs.
This dissertation aims to create a software application to optimize the cutting parameters in CNC milling
work.
From a database with specifications of CNC machines, machining materials and tools, with an indication
by the user of the desired cutting parameters, the application orders the tools that are in the database
in descending order of the material removal rate and indicate the tools which are compatible and
incompatible with the cutting parameters defined by the user. It will also indicate the causes of
incompatibility and allow the selection of compatible tools to be added to a historic registry. To this
historic registry, besides adding the necessary tools and their geometrical characteristics, also adds the
calculated cutting parameters and the data of machining operation. After running the milling process, it
is possible to make some remarks in order to be saved in the historic registry.
The goal of the historical registry is for the tools and parameters used in machining to be subsequently
improved, and on this way can achieve quality and productivity of work.
As the data are saved on a database, the optimization process follows a criterion from the company and
not from the worker.
KEYWORDS
Optimization of cutting parameters
Milling
Material removal rate in milling
Average thickness of chip in milling

- 4 -
INDICE
Agradecimentos 1
Resumo 2
Palavras-Chave 2
Abstract 3
Keywords 3
Índice 4
Lista de Figuras 6
Lista de Tabelas 8
Lista de Gráficos 9
Nomenclatura 11
1. Introdução 13
2. Tipo de fresas 15
3. Características das fresas 17
3.1 Diâmetro 17
3.2 Número de dentes e passo periférico 18
3.3 Geometria da aresta de corte 19
4 Operações típicas 21
4.1 Facejamento 21
4.2 Chanframento 21
4.3 Abertura de furos e cavidades 22
4.4 Roscagem 23
4.5. Fresagem de perfis 23
5 Parâmetros de corte 26
5.1 Profundidade e largura de corte 26
5.2 Velocidade de rotação e de corte 26
5.3 Avanço por rotação e avanço por dente 27
5.4 Velocidade de avanço 27
5.5 Taxa de remoção de material 29
5.6 Espessura da apara 29
5.6.1 Cálculo da espessura média da apara no corte com aresta reta 30
5.6.2 Cálculo da espessura média da apara no corte com aresta redonda 30
5.6.3 Cálculo da espessura média da apara no corte com aresta mista 32
5.6.4 Validação dos cálculos da espessura média da apara 33
5.7 Força de corte e materiais 47
5.8 Potência e Binário 48
5.9 Rugosidade 49
6 Aplicação prática do programa 51
7 Conclusões 55
8 Perspetivas de trabalho futuro 56
- 5 -
Referências bibliográficas 57
Anexo – Manual de utilização do programa 58
A.1 Separador máquinas 58
A.1.1 Gravar dados de máquina 58
A.1.2 Alterar dados de máquina 60
A.1.3 Eliminar máquina da base de dados 61
A.1.4 Otimização da curva do binário 62
A.2 Separador materiais 64
A.2.1 Gravar dados de material 64
A.2.2 Alterar dados de material 65
A.2.3 Eliminar material da base de dados 66
A.3 Separador ferramentas 67
A.3.1 Gravar dados de ferramenta 67
A.3.2 Visualizar dados das ferramentas 68
A.3.3 Alterar dados de ferramenta 69
A.3.4 Eliminar ferramenta da base de dados 70
A.4 Separador cálculo 71
A.4.1 Calcular valores 71
A.4.2 Ferramentas incompatíveis 72
A.4.3 Seleção de ferramenta 72
A.5 Separador histórico 76
A.5.1 Atualizar dados do histórico 76
A.5.2 Eliminar maquinagem do histórico 77
A.6 Utilizadores 78
A.6.1 Ativar utilizador 78
A.6.2 Adicionar utilizador à base de dados 80
A.6.3 Eliminar utilizador da base de dados 80
- 6 -
LISTA DE FIGURAS
Figura 1.1 Máquina de 3 e 5 eixos 13
Figura 2.1 Fresa com pastilha de aresta de corte reta 15
Figura 2.2 Fresa com pastilha de aresta de corte redonda 15
Figura 2.3 Fresa inteiriça com raio de canto de 1 mm 15
Figura 3.1 Dc, Dec e ap nos vários tipos de fresas 17
Figura 3.2 Ângulo de posição (κ) e diâmetro da pastilha (d) 17
Figura 3.3 Passo periférico (dz) e ângulo de contacto (φ) de uma fresa com 6 dentes de
corte (Z=6)
18
Figura 3.4 Fresa de passo diferencial 19
Figura 3.5 Características geométricas da aresta de corte de uma fresa com pastilhas de
aresta de corte reta
19
Figura 4.1 Operação de facejamento 21
Figura 4.2 Operação de chanframento 21
Figura 4.3 Operação de abertura de furo e cavidade 22
Figura 4.4 Operação de roscagem 23
Figura 4.5 Operação de fresagem de perfis 23
Figura 5.1 Profundidade de corte (ap) e largura de corte (ae) 26
Figura 5.2 Velocidade de rotação (N) e velocidade de corte (Vc) 26
Figura 5.3 Avanço por rotação (aN) e avanço por dente (az) 27
Figura 5.4 Maquinagem no sentido do avanço e no sentido contrário ao avanço 28
Figura 5.5 Situação de corte frontal lateral 29
Figura 5.6 Secção de corte com aresta redonda, para cálculo da espessura média da 30
apara
Figura 5.7 Secção de corte com aresta mista 32
Figura 5.8 Secções para cálculo da espessura média da apara, com aresta mista 32
Figura 5.9 Pastilha de corte reto 33
Figura 5.10 Pastilha de corte reto com chanfro 35
Figura 5.11 Pastilha de corte reto com raio 36
Figura 5.12 Pastilha redonda 37
Figura 5.13 Fresa inteiriça 38
Figura 5.14 Fresa inteiriça com chanfro 39
Figura 5.15 Fresa inteiriça com raio 41
Figura 5.16 Fresa inteiriça esférica 42
Figura 5.17 Gráfico Potência/Binário 49
Figura 5.18 Fresagem no sentido do avanço e no sentido contrário ao avanço 49
Figura 6.1 Histórico com informação das situações práticas 51
Figura 6.2 Peça AHA 9893-3 52
Figura 6.3 Peças EDI 53
- 7 -
Figura 6.4 Peças PRT 54
Figura A.1.1 Gravar dados de máquina 58
Figura A.1.2 Mensagem de máquina já existente na base de dados 60
Figura A.1.3 Alterar dados de máquina 61
Figura A.1.4 Confirmação para eliminar máquina da base de dados 62
Figura A.1.5 Introdução de valores para construção da curva do binário 62
Figura A.2.1 Gravar dados de material 64
Figura A.2.2 Mensagem de material já existente na base de dados 65
Figura A.2.3 Alterar dados de material 66
Figura A.2.4 Confirmação para eliminar material da base de dados 66
Figura A.3.1 Gravar dados de ferramenta 67
Figura A.3.2 Mensagem de ferramenta já existente na base de dados 68
Figura A.3.3 Visualização de dados de ferramenta 69
Figura A.3.4 Alterar dados de ferramenta 69
Figura A.3.5 Confirmação para eliminar ferramenta da base de dados 70
Figura A.4.1 Calculo dos parâmetros de corte das ferramentas existentes na base de dados 71
Figura A.4.2 Seleção da ferramenta compatível 72
Figura A.4.3 Gravar dados da maquinagem no histórico 73
Figura A.4.4 Informação de ferramenta adicionada no histórico 74
Figura A.4.5 Informação de ferramenta já existente no histórico 75
Figura A.5.1 Informação do histórico 76
Figura A.5.2 Atualizar dados do histórico 77
Figura A.5.3 Confirmação para eliminar maquinagem do histórico 77
Figura A.6.1 Autenticação de utilizador 78
Figura A.6.2 Ativação de utilizador 79
Figura A.6.3 Base de dados de utilizadores 80
- 8 -
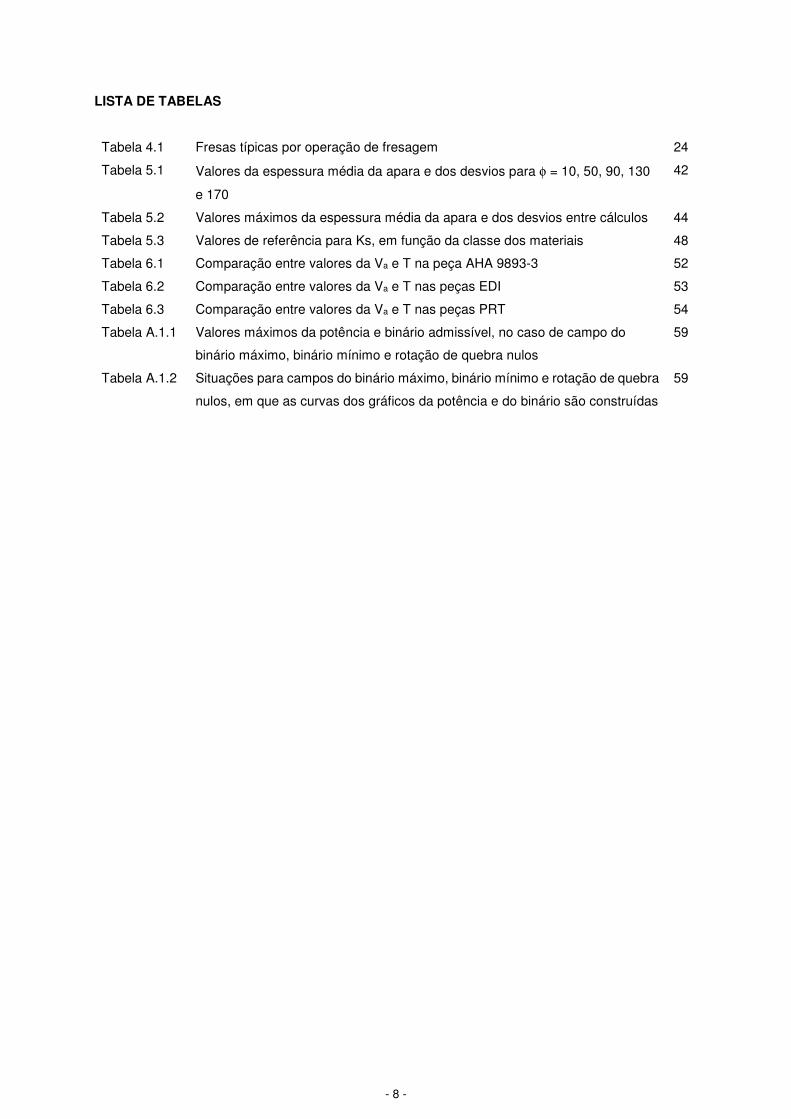
LISTA DE TABELAS
Tabela 4.1 Fresas típicas por operação de fresagem 24
Tabela 5.1 Valores da espessura média da apara e dos desvios para φ = 10, 50, 90, 130
e 170
42
Tabela 5.2 Valores máximos da espessura média da apara e dos desvios entre cálculos 44
Tabela 5.3 Valores de referência para Ks, em função da classe dos materiais 48
Tabela 6.1 Comparação entre valores da Va e T na peça AHA 9893-3 52
Tabela 6.2 Comparação entre valores da Va e T nas peças EDI 53
Tabela 6.3 Comparação entre valores da Va e T nas peças PRT 54
Tabela A.1.1 Valores máximos da potência e binário admissível, no caso de campo do 59
binário máximo, binário mínimo e rotação de quebra nulos
Tabela A.1.2 Situações para campos do binário máximo, binário mínimo e rotação de quebra
nulos, em que as curvas dos gráficos da potência e do binário são construídas
59
- 9 -
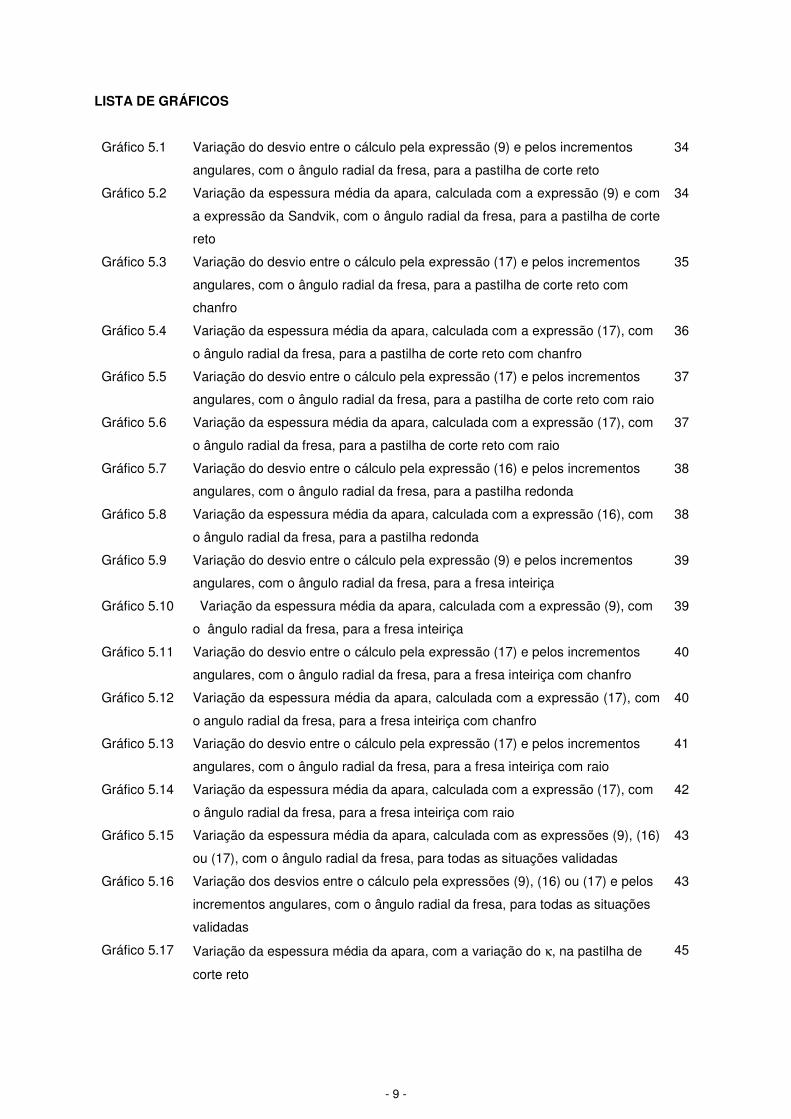
LISTA DE GRÁFICOS
Gráfico 5.1 Variação do desvio entre o cálculo pela expressão (9) e pelos incrementos
angulares, com o ângulo radial da fresa, para a pastilha de corte reto
34
Gráfico 5.2 Variação da espessura média da apara, calculada com a expressão (9) e com
a expressão da Sandvik, com o ângulo radial da fresa, para a pastilha de corte
reto
34
Gráfico 5.3 Variação do desvio entre o cálculo pela expressão (17) e pelos incrementos
angulares, com o ângulo radial da fresa, para a pastilha de corte reto com
chanfro
35
Gráfico 5.4 Variação da espessura média da apara, calculada com a expressão (17), com
o ângulo radial da fresa, para a pastilha de corte reto com chanfro
36
Gráfico 5.5 Variação do desvio entre o cálculo pela expressão (17) e pelos incrementos
angulares, com o ângulo radial da fresa, para a pastilha de corte reto com raio
37
Gráfico 5.6 Variação da espessura média da apara, calculada com a expressão (17), com
o ângulo radial da fresa, para a pastilha de corte reto com raio
37
Gráfico 5.7 Variação do desvio entre o cálculo pela expressão (16) e pelos incrementos
angulares, com o ângulo radial da fresa, para a pastilha redonda
38
Gráfico 5.8 Variação da espessura média da apara, calculada com a expressão (16), com
o ângulo radial da fresa, para a pastilha redonda
38
Gráfico 5.9 Variação do desvio entre o cálculo pela expressão (9) e pelos incrementos
angulares, com o ângulo radial da fresa, para a fresa inteiriça
39
Gráfico 5.10 Variação da espessura média da apara, calculada com a expressão (9), com
o ângulo radial da fresa, para a fresa inteiriça
39
Gráfico 5.11 Variação do desvio entre o cálculo pela expressão (17) e pelos incrementos
angulares, com o ângulo radial da fresa, para a fresa inteiriça com chanfro
40
Gráfico 5.12 Variação da espessura média da apara, calculada com a expressão (17), com
o angulo radial da fresa, para a fresa inteiriça com chanfro
40
Gráfico 5.13 Variação do desvio entre o cálculo pela expressão (17) e pelos incrementos
angulares, com o ângulo radial da fresa, para a fresa inteiriça com raio
41
Gráfico 5.14 Variação da espessura média da apara, calculada com a expressão (17), com
o ângulo radial da fresa, para a fresa inteiriça com raio
42
Gráfico 5.15 Variação da espessura média da apara, calculada com as expressões (9), (16)
ou (17), com o ângulo radial da fresa, para todas as situações validadas
43
Gráfico 5.16 Variação dos desvios entre o cálculo pela expressões (9), (16) ou (17) e pelos
incrementos angulares, com o ângulo radial da fresa, para todas as situações
validadas
43
Gráfico 5.17 Variação da espessura média da apara, com a variação do κ, na pastilha de
corte reto
45

- 10 -
Gráfico 5.18 Variação dos desvios entre os cálculos, com a variação do κ, na pastilha de
corte reto
45
Gráfico 5.19 Variação da espessura média da apara, com a variação do ap, na pastilha
redonda
45
Gráfico 5.20 Variação dos desvios entre os cálculos, com a variação do ap, na pastilha
redonda
46
Gráfico 5.21 Variação da espessura média da apara, com a variação do ap, na fresa inteiriça 46
Gráfico 5.22 Variação dos desvios entre os cálculos, com a variação do ap, na fresa inteiriça 46
- 11 -
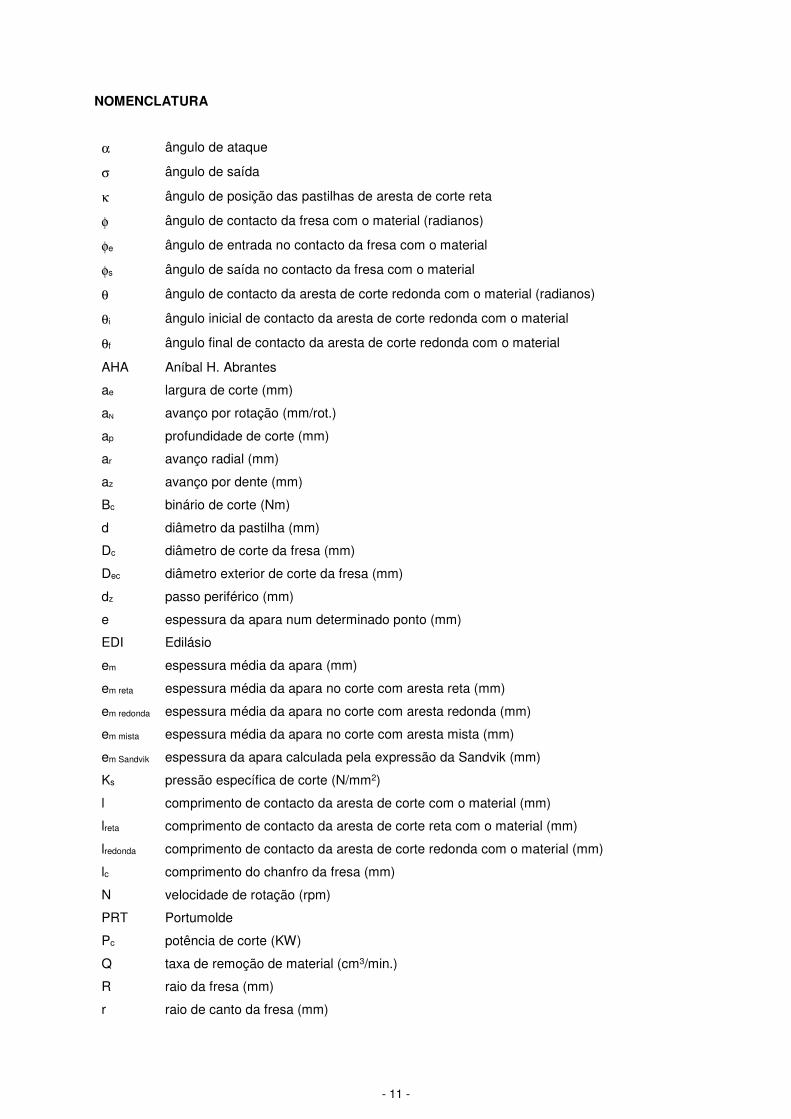
NOMENCLATURA
α ângulo de ataque
σ ângulo de saída
κ ângulo de posição das pastilhas de aresta de corte reta
φ ângulo de contacto da fresa com o material (radianos)
φe ângulo de entrada no contacto da fresa com o material
φs ângulo de saída no contacto da fresa com o material
θ ângulo de contacto da aresta de corte redonda com o material (radianos)
θi ângulo inicial de contacto da aresta de corte redonda com o material
θf ângulo final de contacto da aresta de corte redonda com o material
AHA Aníbal H. Abrantes
ae largura de corte (mm)
aN avanço por rotação (mm/rot.)
ap profundidade de corte (mm)
ar avanço radial (mm)
az avanço por dente (mm)
Bc binário de corte (Nm)
d diâmetro da pastilha (mm)
Dc diâmetro de corte da fresa (mm)
Dec diâmetro exterior de corte da fresa (mm)
dz passo periférico (mm)
e espessura da apara num determinado ponto (mm)
EDI Edilásio
em espessura média da apara (mm)
em reta espessura média da apara no corte com aresta reta (mm)
em redonda espessura média da apara no corte com aresta redonda (mm)
em mista espessura média da apara no corte com aresta mista (mm)
em Sandvik espessura da apara calculada pela expressão da Sandvik (mm)
Ks pressão específica de corte (N/mm2)
l comprimento de contacto da aresta de corte com o material (mm)
lreta comprimento de contacto da aresta de corte reta com o material (mm)
lredonda comprimento de contacto da aresta de corte redonda com o material (mm)
lc comprimento do chanfro da fresa (mm)
N velocidade de rotação (rpm)
PRT Portumolde
Pc potência de corte (KW)
Q taxa de remoção de material (cm3/min.)
R raio da fresa (mm)
r raio de canto da fresa (mm)

- 12 -
s secção transversal da apara (mm2)
T tempo de maquinagem (min.)
Va velocidade de avanço (m/min.)
Vc velocidade de corte (m/min)
Z número de dentes de corte
Za número de dentes efetivo de corte
- 13 -
1. INTRODUÇÃO
A Indústria de moldes está inserida num mercado global e de rápida evolução tecnológica, enfrentando
mercados muito competitivos, maioritariamente no setor automóvel. Tem por isso de estar na
vanguarda da tecnologia, necessitando de uma constante atualização tecnológica das máquinas de
fresagem.
As operações de fresagem mais frequentes na indústria de moldes são as operações de:
- Facejamento;
- Chanframento;
- Abertura de furos e cavidades;
- Abertura de roscas;
- Maquinagem de perfis.
Devido à taxa de remoção de material ser muito baixa na abertura de roscas, não havendo ganhos
significativos na escolha da melhor ferramenta, esta operação não será incluída no âmbito desta
dissertação.
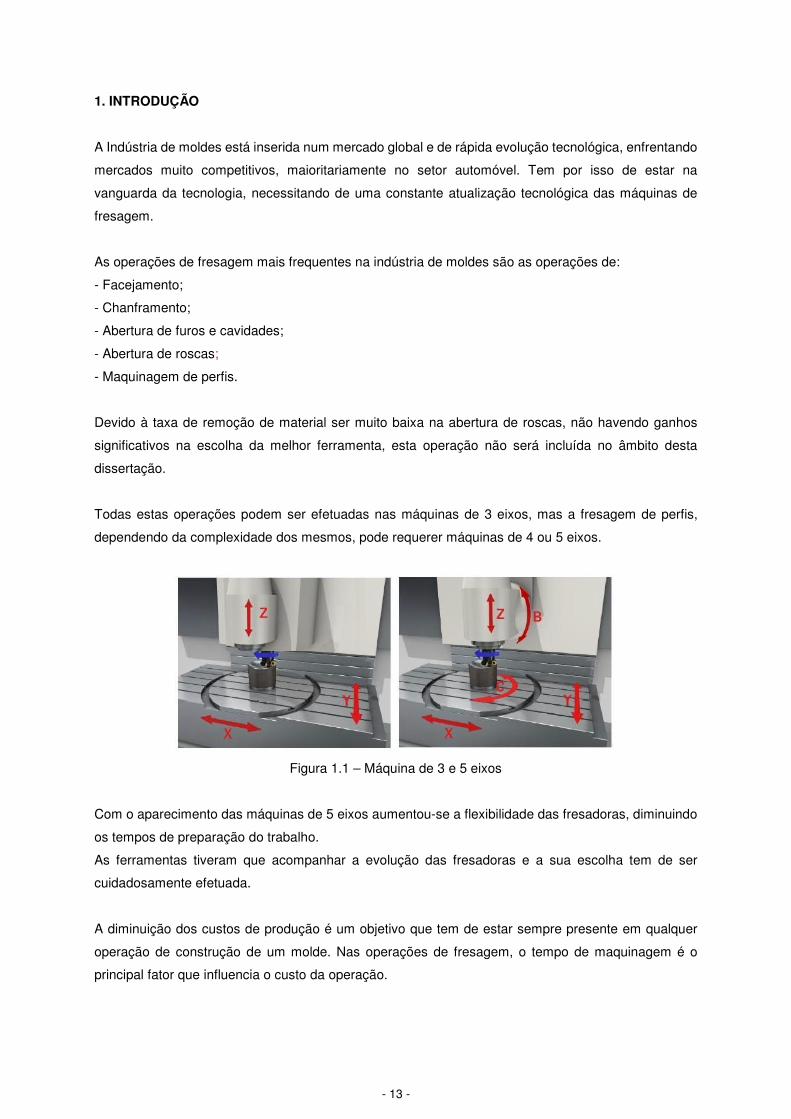
Todas estas operações podem ser efetuadas nas máquinas de 3 eixos, mas a fresagem de perfis,
dependendo da complexidade dos mesmos, pode requerer máquinas de 4 ou 5 eixos.
Figura 1.1 – Máquina de 3 e 5 eixos
Com o aparecimento das máquinas de 5 eixos aumentou-se a flexibilidade das fresadoras, diminuindo
os tempos de preparação do trabalho.
As ferramentas tiveram que acompanhar a evolução das fresadoras e a sua escolha tem de ser
cuidadosamente efetuada.
A diminuição dos custos de produção é um objetivo que tem de estar sempre presente em qualquer
operação de construção de um molde. Nas operações de fresagem, o tempo de maquinagem é o
principal fator que influencia o custo da operação.
- 14 -
A informação existente nas empresas acerca dos parâmetros de corte utilizada nas maquinagens é, na
grande maioria dos casos, estática e é recolhida nos catálogos dos fornecedores de ferramentas.
A aplicação desenvolvida neste trabalho tem o objetivo de selecionar as ferramentas existentes na base
de dados de uma determinada empresa que são compatíveis com a máquina, o material a maquinar e
com os parâmetros definidos pelo operador, para uma determinada maquinagem e ordenar essas
ferramentas por ordem decrescente da taxa de remoção de material.
É usual as empresas fazerem, em conjunto com os fornecedores de ferramentas, estudos de
parâmetros de corte, com o objetivo de os otimizar e assim se diminuírem os tempos de maquinagem.
A aplicação desenvolvida neste trabalho tem também o objetivo de ser utilizada nesses estudos, para
registar os parâmetros ótimos de maquinagem determinados nesses testes, permitindo assim uma
diminuição constante dos tempos de maquinagem, já que possibilita simular o ganho em termos de
tempo de maquinagem com a alteração dos parâmetros, podendo-se depois utilizar esses parâmetros
numa maquinagem para se verificar o resultado. Se esse resultado for satisfatório, poder-se-ão gravar
os dados na base de dados e utilizar esses parâmetros em futuras maquinagens.
A aplicação encontra-se em início de implementação nas empresas Edilásio, Portumolde, Aníbal H.
Abrantes, SETsa e Iberonorma, todas do grupo Iberomoldes. O objetivo é a sua implementação no
departamento de programação CNC, com a possibilidade de serem desenvolvidas no futuro novas
funcionalidades.
Esta aplicação foi desenvolvida para ser utilizada na indústria de moldes para injeção de plásticos,
podendo ser aplicada nas indústrias que utilizem o mesmo tipo de fresas.
Normalmente, o tipo de fresagem utilizado nesta indústria é a fresagem de topo/frontal com fresa de
topo, pelo que somente este tipo de corte será considerado no âmbito da aplicação.
Ao longo deste trabalho é feita uma descrição breve das ferramentas que são utilizadas na indústria de
moldes para plásticos (capítulo 2), as características das mesmas (capítulo 3) e as operações de
maquinagem típicas nesta indústria (capítulo 4). Depois são informadas as expressões de cálculo que
são utilizadas no programa (capitulo 5). Um estudo mais detalhado será efetuado para o cálculo da
espessura média da apara, já que as expressões de cálculo serão desenvolvidas e validadas neste
trabalho.
O trabalho termina com a exposição de trabalhos práticos da utilização da aplicação (capítulo 6), as
conclusões (capítulo 7) e as perspetivas de trabalho futuro (capítulo 8).
Por último apresenta-se como Anexo o manual de utilização da aplicação desenvolvida nesta
dissertação.
- 15 -
2. TIPO DE FRESAS
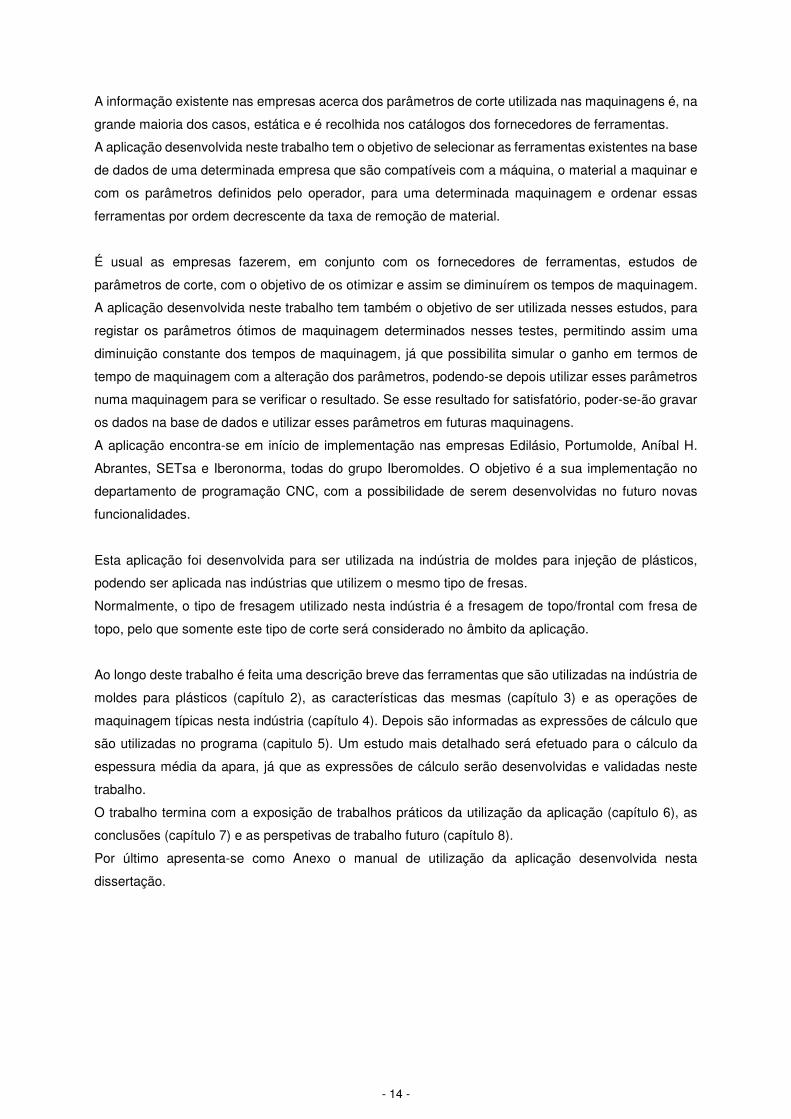
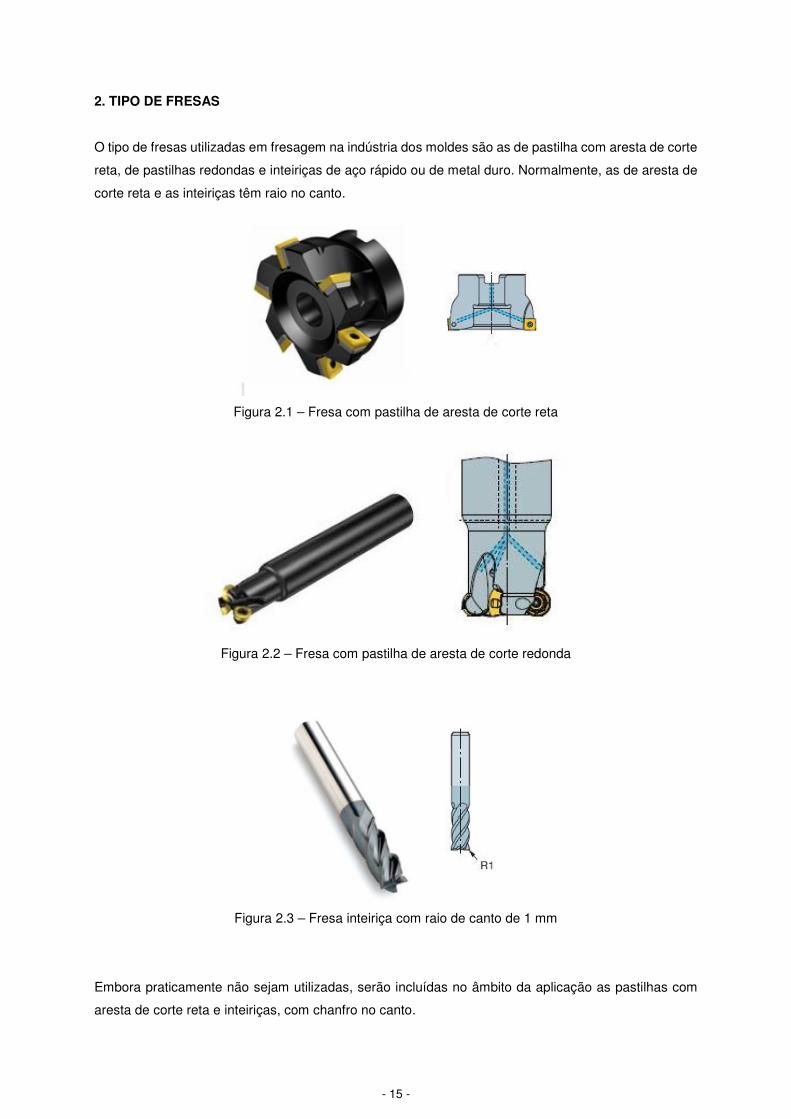
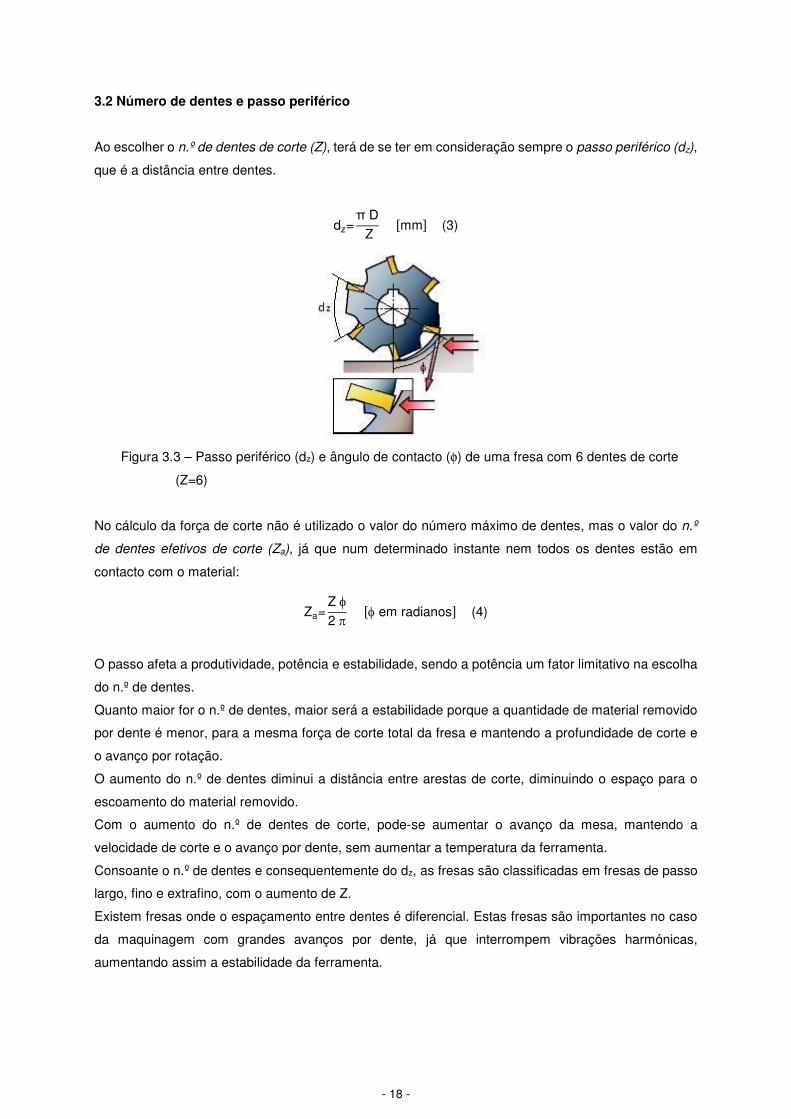
O tipo de fresas utilizadas em fresagem na indústria dos moldes são as de pastilha com aresta de corte
reta, de pastilhas redondas e inteiriças de aço rápido ou de metal duro. Normalmente, as de aresta de
corte reta e as inteiriças têm raio no canto.
Figura 2.1 – Fresa com pastilha de aresta de corte reta
Figura 2.2 – Fresa com pastilha de aresta de corte redonda
Figura 2.3 – Fresa inteiriça com raio de canto de 1 mm
Embora praticamente não sejam utilizadas, serão incluídas no âmbito da aplicação as pastilhas com
aresta de corte reta e inteiriças, com chanfro no canto.

- 16 -
Para o desenvolvimento da aplicação, foi necessário efetuar um estudo dos parâmetros de corte que
são indispensáveis para os cálculos da aplicação. Esse estudo teórico será dado a conhecer nesta
dissertação, com a explicação de cada parâmetro. Maior ênfase será dada ao cálculo da espessura
média da apara, já que é o parâmetro que mais influencia o processo de fresagem

- 17 -
3. CARACTERÍSTICAS DAS FRESAS
As principais caraterística das fresas que influenciam o processo de fresagem são: diâmetro, nº de
dentes, passo e a geometria da pastilha.
3.1 Diâmetro
O diâmetro de corte das fresas (Dc) está relacionado com o diâmetro de consulta na maioria dos
catálogos, mas o diâmetro utilizado nos cálculos é o diâmetro exterior de corte (Dec), que depende, além
do Dc, do tipo de fresa e da profundidade de corte (ap).
Figura 3.1 – Dc, Dec e ap nos vários tipos de fresas
O valor do Dec, no caso da aresta de corte reta, é calculado pela expressão:
Dec= Dc+2×ap
tg κ �mm� (1)
κ é o ângulo de posição, indicado na figura 3.2.
No caso das pastilhas de aresta redonda, Dec é calculado pela expressão:
Dec= Dc+ 2 ��d2
�2
- �d2
-ap�2
�mm� (2)
d é o diâmetro da pastilha, indicado na figura 3.2.
Figura 3.2 – ângulo de posição (κ) e diâmetro da pastilha (d)
- 18 -
3.2 Número de dentes e passo periférico Ao escolher o n.º de dentes de corte (Z), terá de se ter em consideração sempre o passo periférico (dz),
que é a distância entre dentes.
dz=π D Z
�mm� (3)
Figura 3.3 – Passo periférico (dz) e ângulo de contacto (φ) de uma fresa com 6 dentes de corte
(Z=6)
No cálculo da força de corte não é utilizado o valor do número máximo de dentes, mas o valor do n.º
de dentes efetivos de corte (Za), já que num determinado instante nem todos os dentes estão em
contacto com o material:
Za=Z φ2 π
�φ em radianos� (4)
O passo afeta a produtividade, potência e estabilidade, sendo a potência um fator limitativo na escolha
do n.º de dentes.
Quanto maior for o n.º de dentes, maior será a estabilidade porque a quantidade de material removido
por dente é menor, para a mesma força de corte total da fresa e mantendo a profundidade de corte e
o avanço por rotação.
O aumento do n.º de dentes diminui a distância entre arestas de corte, diminuindo o espaço para o
escoamento do material removido.
Com o aumento do n.º de dentes de corte, pode-se aumentar o avanço da mesa, mantendo a
velocidade de corte e o avanço por dente, sem aumentar a temperatura da ferramenta.
Consoante o n.º de dentes e consequentemente do dz, as fresas são classificadas em fresas de passo
largo, fino e extrafino, com o aumento de Z.
Existem fresas onde o espaçamento entre dentes é diferencial. Estas fresas são importantes no caso
da maquinagem com grandes avanços por dente, já que interrompem vibrações harmónicas,
aumentando assim a estabilidade da ferramenta.
- 19 -
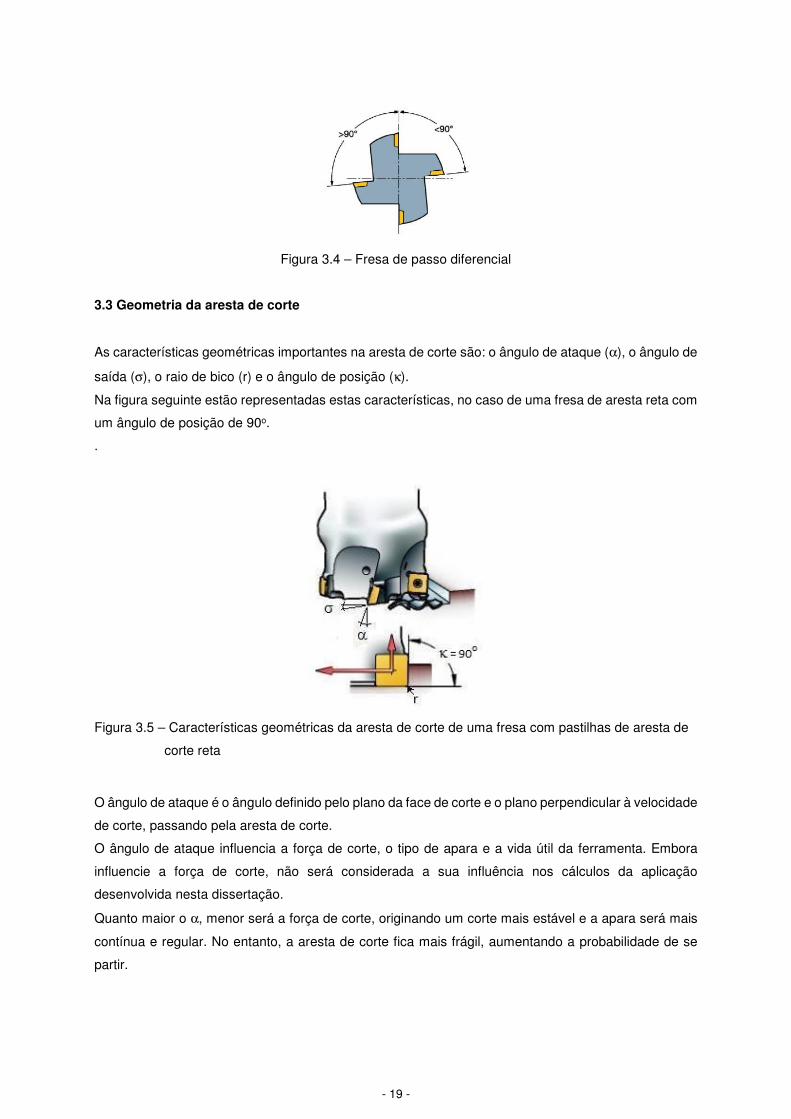
Figura 3.4 – Fresa de passo diferencial
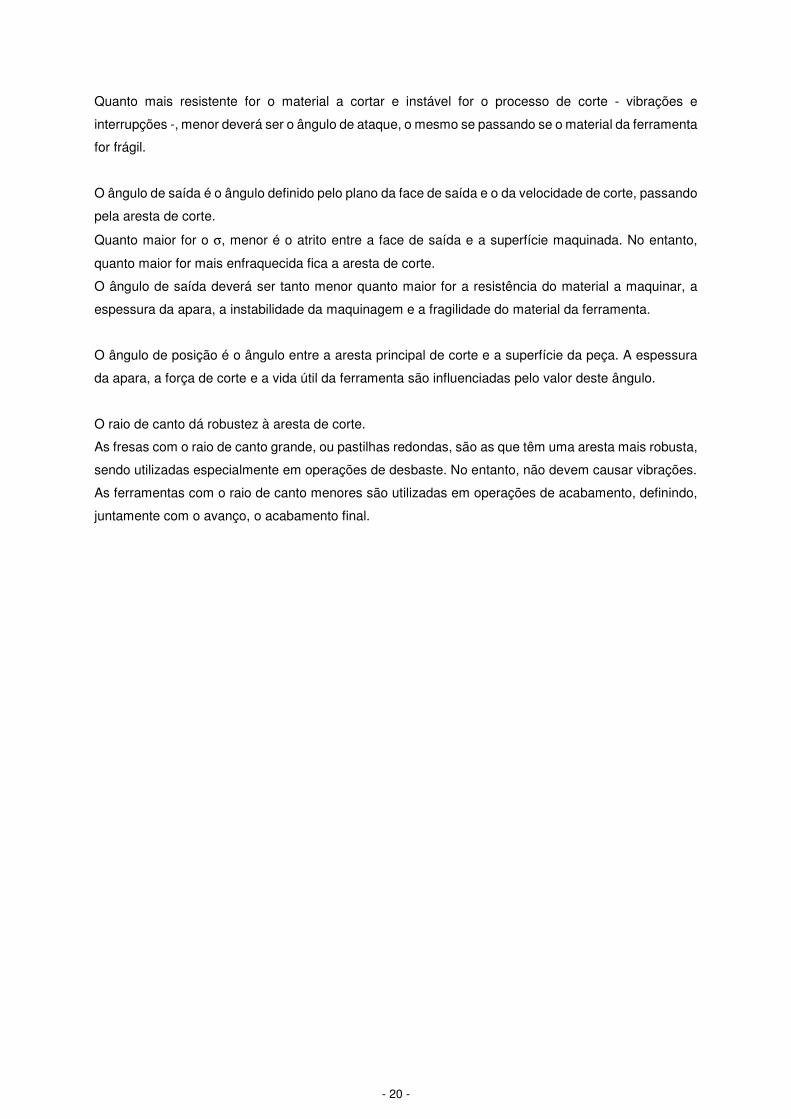
3.3 Geometria da aresta de corte
As características geométricas importantes na aresta de corte são: o ângulo de ataque (α), o ângulo de
saída (σ), o raio de bico (r) e o ângulo de posição (κ).
Na figura seguinte estão representadas estas características, no caso de uma fresa de aresta reta com
um ângulo de posição de 90o.
.
Figura 3.5 – Características geométricas da aresta de corte de uma fresa com pastilhas de aresta de
corte reta
O ângulo de ataque é o ângulo definido pelo plano da face de corte e o plano perpendicular à velocidade
de corte, passando pela aresta de corte.
O ângulo de ataque influencia a força de corte, o tipo de apara e a vida útil da ferramenta. Embora
influencie a força de corte, não será considerada a sua influência nos cálculos da aplicação
desenvolvida nesta dissertação.
Quanto maior o α, menor será a força de corte, originando um corte mais estável e a apara será mais
contínua e regular. No entanto, a aresta de corte fica mais frágil, aumentando a probabilidade de se
partir.
- 20 -
Quanto mais resistente for o material a cortar e instável for o processo de corte - vibrações e
interrupções -, menor deverá ser o ângulo de ataque, o mesmo se passando se o material da ferramenta
for frágil.
O ângulo de saída é o ângulo definido pelo plano da face de saída e o da velocidade de corte, passando
pela aresta de corte.
Quanto maior for o σ, menor é o atrito entre a face de saída e a superfície maquinada. No entanto,
quanto maior for mais enfraquecida fica a aresta de corte.
O ângulo de saída deverá ser tanto menor quanto maior for a resistência do material a maquinar, a
espessura da apara, a instabilidade da maquinagem e a fragilidade do material da ferramenta.
O ângulo de posição é o ângulo entre a aresta principal de corte e a superfície da peça. A espessura
da apara, a força de corte e a vida útil da ferramenta são influenciadas pelo valor deste ângulo.
O raio de canto dá robustez à aresta de corte.
As fresas com o raio de canto grande, ou pastilhas redondas, são as que têm uma aresta mais robusta,
sendo utilizadas especialmente em operações de desbaste. No entanto, não devem causar vibrações.
As ferramentas com o raio de canto menores são utilizadas em operações de acabamento, definindo,
juntamente com o avanço, o acabamento final.

- 21 -
4. OPERAÇÕES TIPICAS
Seguidamente, são descritas as operações típicas onde é utilizada a fresagem na indústria dos moldes.
4.1 Facejamento
Figura 4.1 - Operação de facejamento
O facejamento é a operação que se efetua para colocar em esquadria o aço bruto recebido do
fornecedor.
Normalmente, nesta operação, utilizam-se as fresas com pastilha de aresta de corte reta com ângulo
de posição de 90o ou 45o, como é o caso da figura 4.1.
No caso de maquinagem de espessuras finas, devem ser utilizadas fresas com pastilha de aresta reta
e ângulo de posição de 90o, para diminuir as forças axiais sobre a peça.
4.2 Chanframento
Figura 4.2 - Operação de chanframento

- 22 -
Nesta operação, a largura e a profundidade de corte são baixas comparativamente ao diâmetro da
fresa, podendo, por isso, serem utilizadas velocidades de corte e avanços por dente elevados, estando
este último limitado pelo acabamento superficial pretendido.
Por dificuldades na programação, esta operação só é utilizada em furos pequenos, normalmente
menores que 10 mm de diâmetro, já que para outras situações os chanfros são maquinados quando
se efetuam outras operações de maquinagem que não necessariamente operações de chanframento,
não se despendendo tempo na troca de ferramentas. Neste caso, os chanfros têm que ser modelados
na geometria do aço a maquinar, a partir da qual se faz o programa CNC.
As fresas utilizadas nesta operação normalmente são as com pastilha de aresta reta com um ângulo
de posição de 45º, já que os chanfros, normalmente, têm também esse valor angular.
4.3 Abertura de furos e cavidades
Figura 4.3 - Operação de abertura de furo e cavidade
A abertura de cavidades é utilizada na indústria de moldes com bastante frequência, para maquinagem
das caixas para alojamento das cavidades e buchas, as chamadas chapas #2 e #3.
A abertura de furos só é utilizada quando, devido à dimensão do furo, não se pode abrir o furo através
do processo de furação, como é o caso da abertura dos furos para as guias principais, pois este
processo é mais rápido, apesar da quebra das aparas e a sua acumulação no furo ser uma limitação.
Nestas operações, normalmente, são utilizadas fresas com pastilha de aresta de corte reta, com ângulo
de posição de 90o ou redonda.

- 23 -
4.4 Roscagem
Figura 4.4 - Operação de roscagem
Na indústria de moldes, normalmente, todas as roscas são feitas por fresagem e em todo o tipo de aço
- duro ou macio -, embora existam empresas em que a abertura de roscas por fresagem só é executada
em aços temperados, ou então em aços pré-tratados e de construção para roscas maiores que M20.
Em aços de construção e pré-tratados a abertura de roscas menores que M20 é efetuada através de
machos, manualmente.
Devido à taxa de remoção de material ser muito baixa nesta operação e serem utilizadas fresas muito
específicas, não pertencerão ao âmbito da Dissertação.
4.5 Fresagem de perfis
Figura 4.5 – Operação de fresagem de perfis
É a operação de fresagem de perfis que requer maior rigor na indústria de moldes, já que normalmente
está associada à maquinagem de superfícies que vão moldar a peça plástica, e que, em alguns dos
casos, terão de ter um grande rigor dimensional. Normalmente esta maquinagem é feita em máquinas
de 4 ou 5 eixos.
Quanto maior e mais complexa for a peça, maior importância tem um correto planeamento da
maquinagem.

- 24 -
Normalmente esta operação faz-se em 2 fases: desbaste e acabamento. Em cada uma delas são
utilizadas ferramentas de corte específicas, para uma melhor produtividade e precisão do acabamento
da superfície final.
Por vezes é efetuado o superacabamento, utilizando técnicas de maquinagem de alta velocidade, como
é o caso da maquinagem de elétrodos. Esta técnica é a que confere melhor qualidade de acabamento
à superfície maquinada.
Nesta operação são utilizadas todo o tipo de fresas: com pastilhas de aresta de corte reta, com pastilhas
de aresta de corte redonda e inteiriças.
Na tabela seguinte estão indicados os tipos de fresas utilizadas nas várias operações típicas:
Operação Fresa
Facejamento
Fresas com pastilhas de aresta de
corte reta, com ângulo de posição
de 90o
Fresas com pastilhas de aresta de
corte reta, com ângulo de posição
de 45o
Chanframento
Fresas com pastilhas de aresta de
corte reta, com ângulo de posição
de 45o
Abertura de furos e cavidades
Fresas com pastilhas de aresta de
corte reta, com ângulo de posição
de 90o
Fresas com pastilhas de aresta de
corte redonda
- 25 -
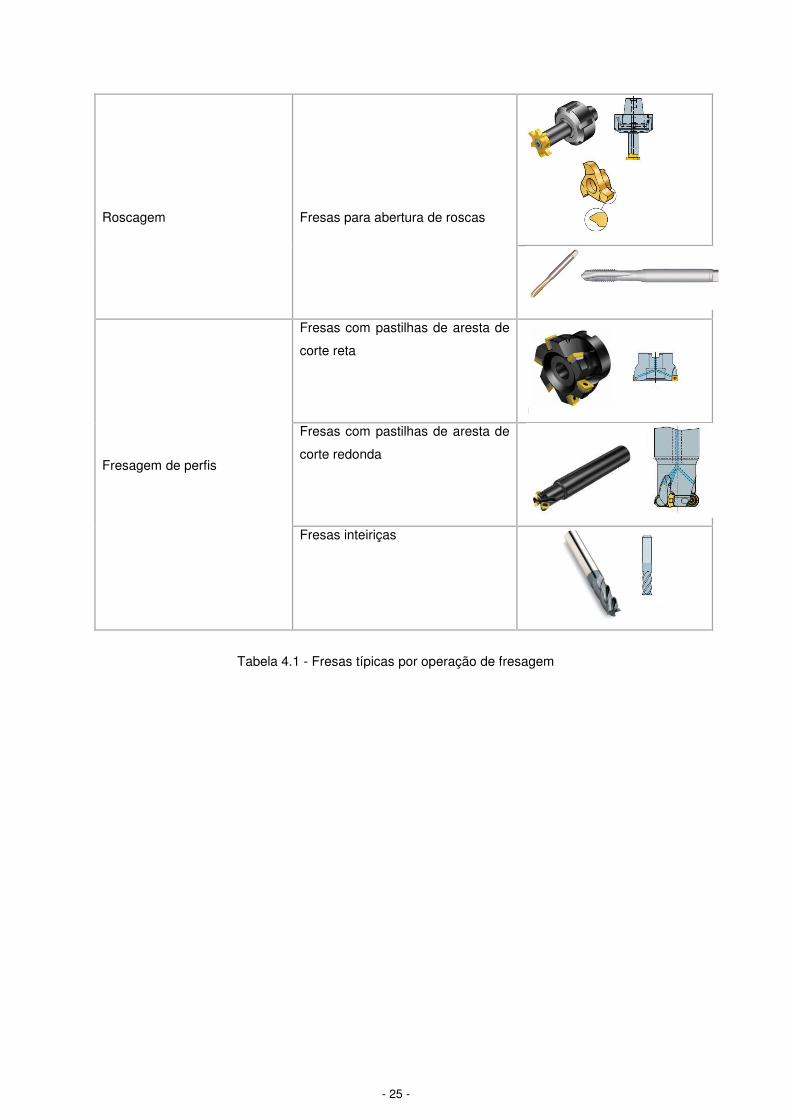
Roscagem
Fresas para abertura de roscas
Fresagem de perfis
Fresas com pastilhas de aresta de
corte reta
Fresas com pastilhas de aresta de
corte redonda
Fresas inteiriças
Tabela 4.1 - Fresas típicas por operação de fresagem
- 26 -
5. PARÂMETROS DE CORTE
O processo de fresagem depende dos movimentos de penetração, corte e avanço, sendo influenciado
pelos parâmetros a seguir descritos.
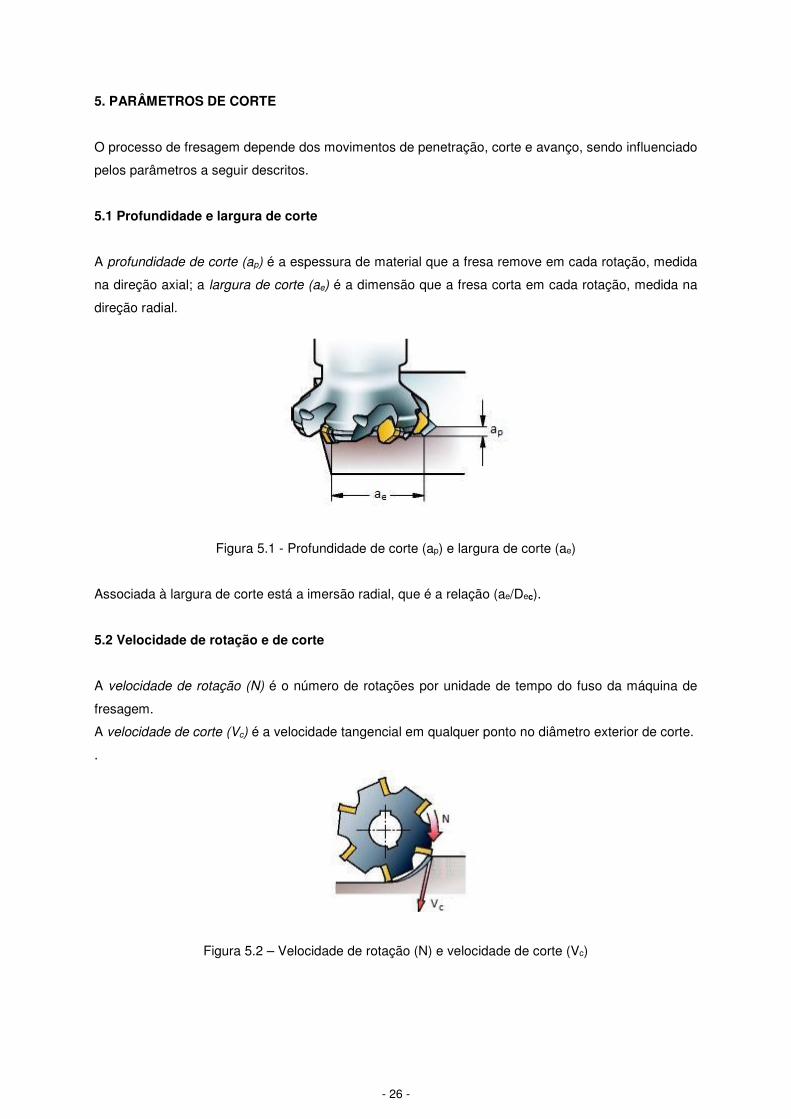
5.1 Profundidade e largura de corte
A profundidade de corte (ap) é a espessura de material que a fresa remove em cada rotação, medida
na direção axial; a largura de corte (ae) é a dimensão que a fresa corta em cada rotação, medida na
direção radial.
Figura 5.1 - Profundidade de corte (ap) e largura de corte (ae)
Associada à largura de corte está a imersão radial, que é a relação (ae/Dec).
5.2 Velocidade de rotação e de corte
A velocidade de rotação (N) é o número de rotações por unidade de tempo do fuso da máquina de
fresagem.
A velocidade de corte (Vc) é a velocidade tangencial em qualquer ponto no diâmetro exterior de corte.
.
Figura 5.2 – Velocidade de rotação (N) e velocidade de corte (Vc)
- 27 -
Estão relacionadas pela expressão:
Vc=π Dec N1000
�m/min� (5)
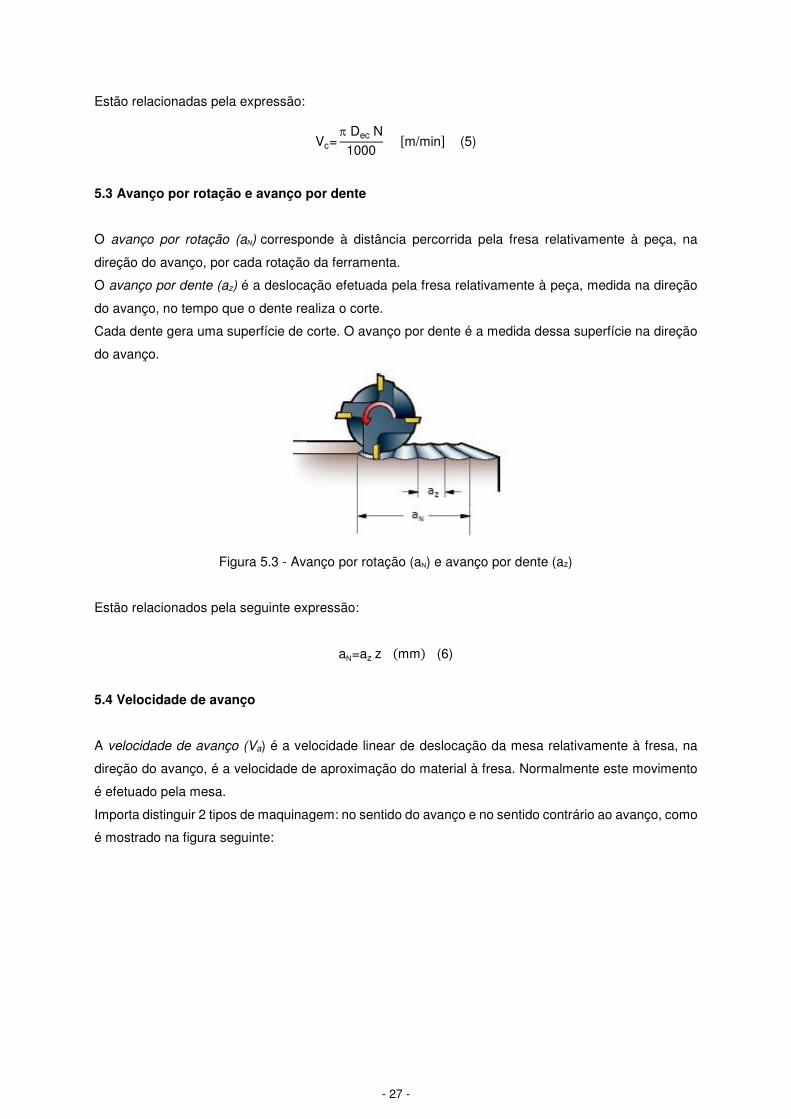
5.3 Avanço por rotação e avanço por dente
O avanço por rotação (aN) corresponde à distância percorrida pela fresa relativamente à peça, na
direção do avanço, por cada rotação da ferramenta.
O avanço por dente (az) é a deslocação efetuada pela fresa relativamente à peça, medida na direção
do avanço, no tempo que o dente realiza o corte.
Cada dente gera uma superfície de corte. O avanço por dente é a medida dessa superfície na direção
do avanço.
Figura 5.3 - Avanço por rotação (aN) e avanço por dente (az)
Estão relacionados pela seguinte expressão:
aN=az z �mm� (6)
5.4 Velocidade de avanço
A velocidade de avanço (Va) é a velocidade linear de deslocação da mesa relativamente à fresa, na
direção do avanço, é a velocidade de aproximação do material à fresa. Normalmente este movimento
é efetuado pela mesa.
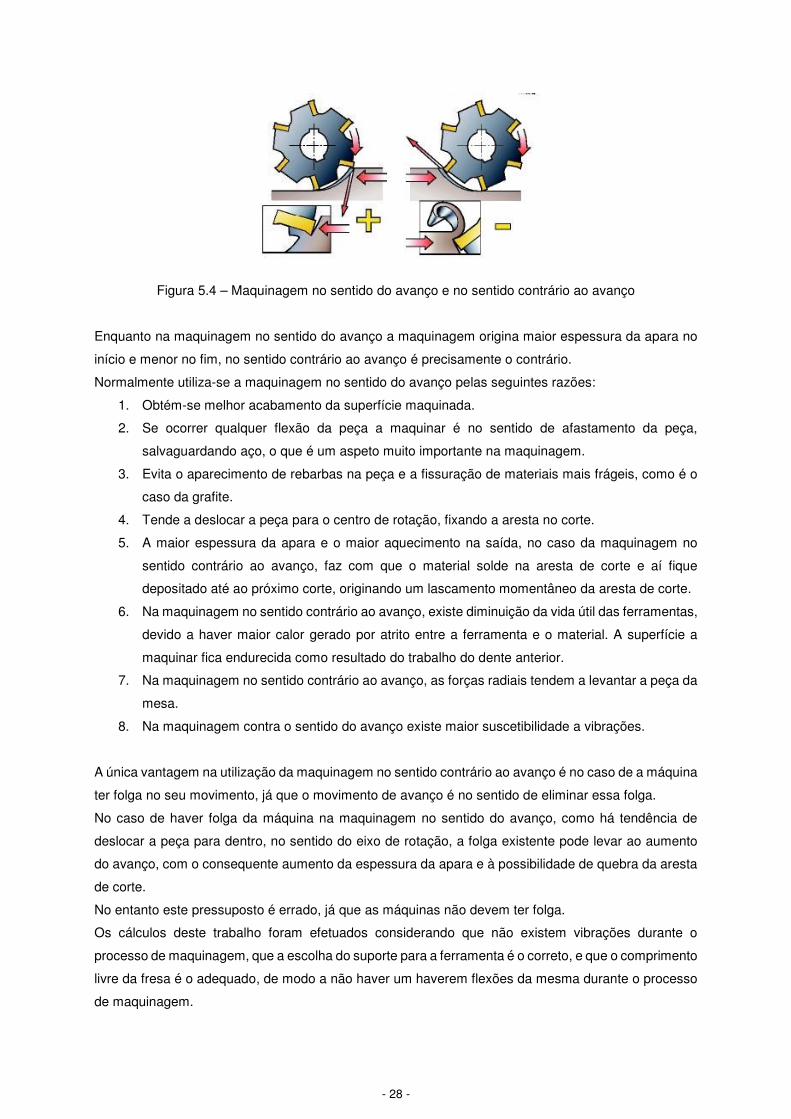
Importa distinguir 2 tipos de maquinagem: no sentido do avanço e no sentido contrário ao avanço, como
é mostrado na figura seguinte:
- 28 -
Figura 5.4 – Maquinagem no sentido do avanço e no sentido contrário ao avanço
Enquanto na maquinagem no sentido do avanço a maquinagem origina maior espessura da apara no
início e menor no fim, no sentido contrário ao avanço é precisamente o contrário.
Normalmente utiliza-se a maquinagem no sentido do avanço pelas seguintes razões:
1. Obtém-se melhor acabamento da superfície maquinada.
2. Se ocorrer qualquer flexão da peça a maquinar é no sentido de afastamento da peça,
salvaguardando aço, o que é um aspeto muito importante na maquinagem.
3. Evita o aparecimento de rebarbas na peça e a fissuração de materiais mais frágeis, como é o
caso da grafite.
4. Tende a deslocar a peça para o centro de rotação, fixando a aresta no corte.
5. A maior espessura da apara e o maior aquecimento na saída, no caso da maquinagem no
sentido contrário ao avanço, faz com que o material solde na aresta de corte e aí fique
depositado até ao próximo corte, originando um lascamento momentâneo da aresta de corte.
6. Na maquinagem no sentido contrário ao avanço, existe diminuição da vida útil das ferramentas,
devido a haver maior calor gerado por atrito entre a ferramenta e o material. A superfície a
maquinar fica endurecida como resultado do trabalho do dente anterior.
7. Na maquinagem no sentido contrário ao avanço, as forças radiais tendem a levantar a peça da
mesa.
8. Na maquinagem contra o sentido do avanço existe maior suscetibilidade a vibrações.
A única vantagem na utilização da maquinagem no sentido contrário ao avanço é no caso de a máquina
ter folga no seu movimento, já que o movimento de avanço é no sentido de eliminar essa folga.
No caso de haver folga da máquina na maquinagem no sentido do avanço, como há tendência de
deslocar a peça para dentro, no sentido do eixo de rotação, a folga existente pode levar ao aumento
do avanço, com o consequente aumento da espessura da apara e à possibilidade de quebra da aresta
de corte.
No entanto este pressuposto é errado, já que as máquinas não devem ter folga.
Os cálculos deste trabalho foram efetuados considerando que não existem vibrações durante o
processo de maquinagem, que a escolha do suporte para a ferramenta é o correto, e que o comprimento
livre da fresa é o adequado, de modo a não haver um haverem flexões da mesma durante o processo
de maquinagem.

- 29 -
5.5 Taxa de remoção de material
A taxa de remoção de material (Q) é o valor da quantidade de material que é maquinado:
Q = ae ap va x103
60 ( mm3 s⁄ ) (7)
Quanto maior a taxa de remoção de material, maior será a produtividade da operação, mas maior
potência será necessária. Se a potência e o binário de uma máquina não forem suficientes, a espessura
das aparas será irregular e, consequentemente, o desempenho da máquina e a qualidade da superfície
serão menores.
5.6 Espessura da apara
A espessura da apara é o parâmetro mais importante para se obter um processo de maquinagem
produtivo e fiável, pelo que será objeto de estudo mais aprofundado.
Se a espessura da apara for demasiadamente fina relativamente à permitida pela fresa, o processo de
fresagem não será produtivo. Se for mais espessa que o permitido, pode levar à quebra da fresa, devido
à sobrecarga da aresta de corte.
A espessura da apara depende da geometria da aresta de corte.
No cálculo da força de corte, o valor da espessura da apara utilizado é o valor médio.
Calcular-se-á o valor da espessura média da apara em 3 situações típicas, que abrangem todas as
geometrias da aresta de corte do âmbito da aplicação: aresta de corte reta, aresta de corte redonda e
aresta de corte mista.
Tal como já mencionado antes, no âmbito da aplicação será somente considerada fresagem de
topo/frontal com fresa de topo, como mostra a figura que se segue, já que é o tipo de fresagem
normalmente utilizado na indústria de moldes para plásticos.
Figura 5.5 – Situação de corte frontal lateral
ae
N
φ
Dc az
ar
- 30 -
5.6.1 Cálculo da espessura média da apara no corte com aresta reta
Para o cálculo da espessura média da apara (em) no corte com aresta reta é utilizada a expressão 55
do livro da disciplina de Fresagem [3]:
em=az sen κcos φe- cos φs
φ (8)
φ – ângulo de contacto da fresa com o material.
φe – ângulo de entrada no contacto da fresa com o material. Na situação da fresagem lateral φe = 0.
φs – ângulo de saída no contacto da fresa com o material. Na situação da figura 5.5 φs = φ.
ficando a expressão simplificada do seguinte modo:
em=az sen κ1 - cos φ
φ (9)
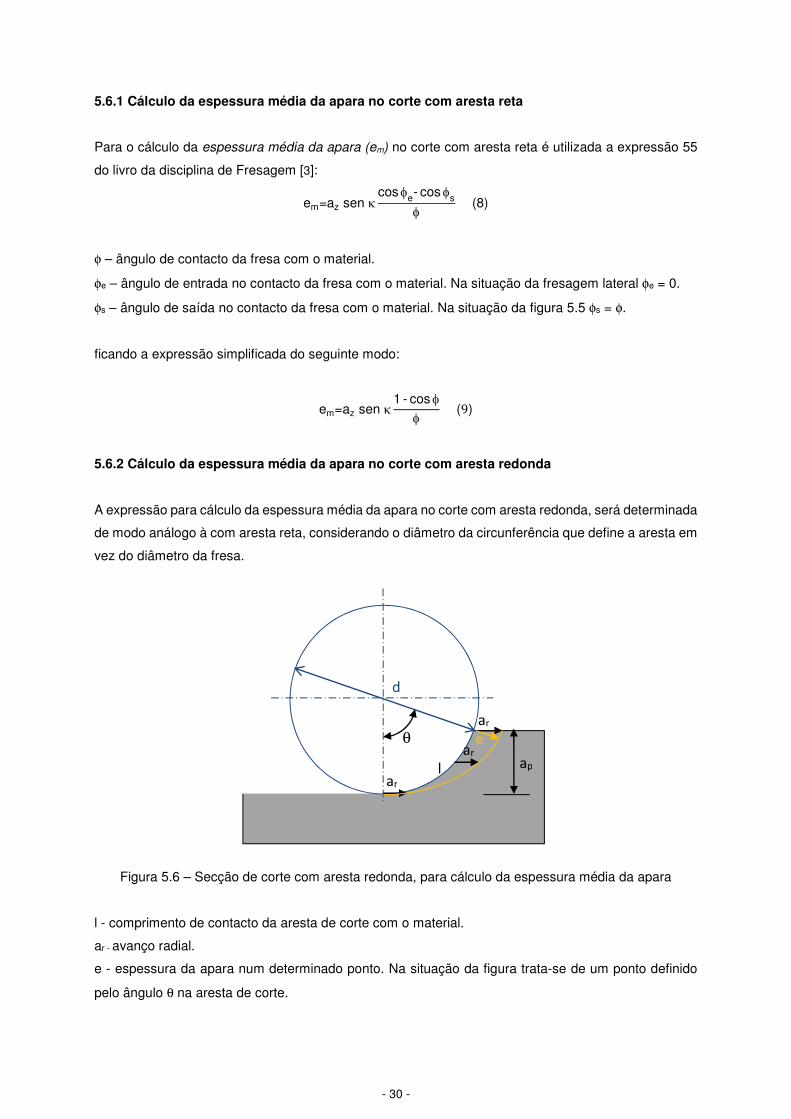
5.6.2 Cálculo da espessura média da apara no corte com aresta redonda
A expressão para cálculo da espessura média da apara no corte com aresta redonda, será determinada
de modo análogo à com aresta reta, considerando o diâmetro da circunferência que define a aresta em
vez do diâmetro da fresa.
Figura 5.6 – Secção de corte com aresta redonda, para cálculo da espessura média da apara
l - comprimento de contacto da aresta de corte com o material.
ar - avanço radial.
e - espessura da apara num determinado ponto. Na situação da figura trata-se de um ponto definido
pelo ângulo θ na aresta de corte.
θ
d
ap
ar
ar
ar
e
l

- 31 -
s - seção transversal da apara. No caso da figura é definida pela trajetória de 2 dentes de corte
sucessivos.
Por analogia com a expressão 51 do livro da disciplina de Fresagem [3]:
s = em l (10)
em - espessura média da apara. No caso da figura é na seção transversal, definida pela trajetória de 2
dentes de corte sucessivos
Por analogia com a expressão 53 do livro da disciplina de Fresagem [3]:
s = ard2
(cos θi- cos θf) (11)
θi - ângulo inicial de contacto da aresta com o material. No caso da figura θi = 0.
θf - ângulo final de contacto da aresta com o material. No caso da figura θf = θ.
A expressão fica simplificada do seguinte modo:
s = ard2
(1- cos θ) (12)
Por analogia com a expressão 50 do livro da disciplina de Fresagem [3]:
l = d2
�θf-θi�=d2
θ (13)
θ - ângulo de contacto da aresta com o material.
Igualando as expressões (10) e (12) e substituindo a (13) na (10), obtém-se a expressão:
ar=em θ
1- cos θf (14)
Pelas expressões 51 e 53 do livro da disciplina de Fresagem [3] e pela expressão (13):
az R (1 - cos φs) =em θ
1- cos θf R φ (15)
Chega-se assim à expressão para calcular a espessura média da apara no corte com aresta de corte
redonda:
em=az(1- cos φ)(1- cos θ)
φ θ (16)
- 32 -
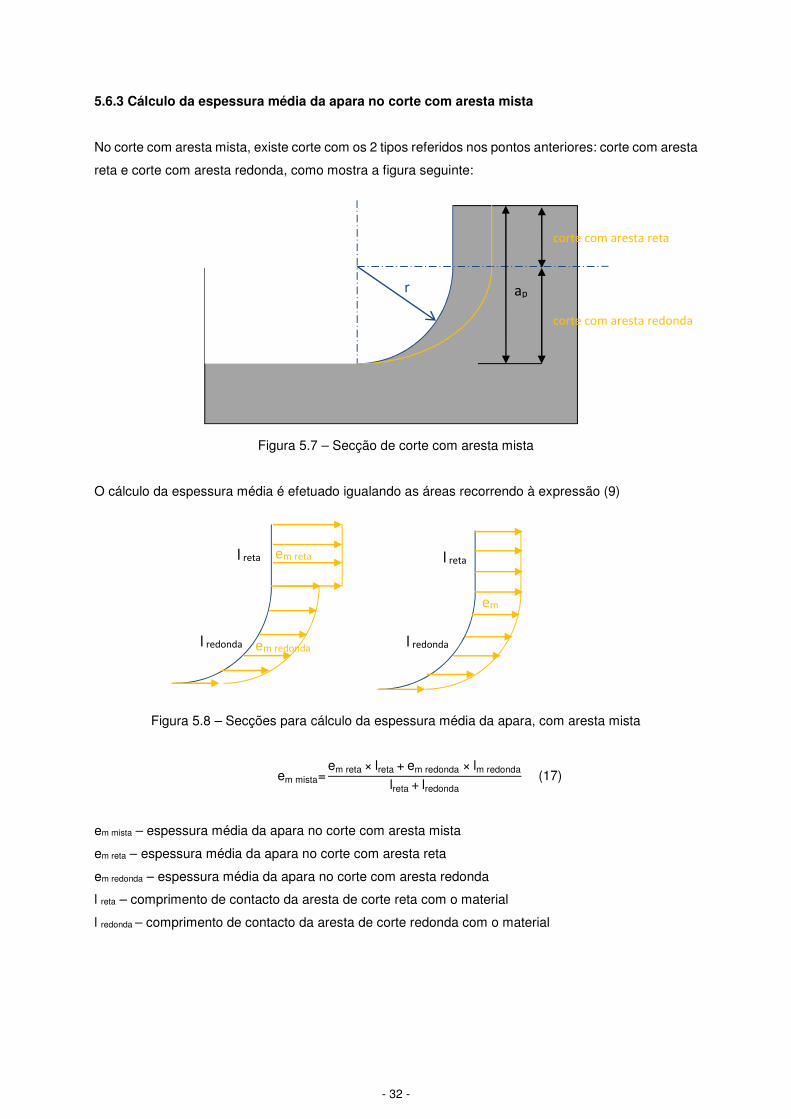
5.6.3 Cálculo da espessura média da apara no corte com aresta mista
No corte com aresta mista, existe corte com os 2 tipos referidos nos pontos anteriores: corte com aresta
reta e corte com aresta redonda, como mostra a figura seguinte:
Figura 5.7 – Secção de corte com aresta mista
O cálculo da espessura média é efetuado igualando as áreas recorrendo à expressão (9)
Figura 5.8 – Secções para cálculo da espessura média da apara, com aresta mista
em mista=em reta × lreta + em redonda × lm redonda
lreta + lredonda (17)
em mista – espessura média da apara no corte com aresta mista
em reta – espessura média da apara no corte com aresta reta
em redonda – espessura média da apara no corte com aresta redonda
l reta – comprimento de contacto da aresta de corte reta com o material
l redonda – comprimento de contacto da aresta de corte redonda com o material
ap r
corte com aresta reta
corte com aresta redonda
em reta
em redonda
em
l reta
l redonda l redonda
l reta

- 33 -
5.6.4 Validação dos cálculos da espessura média da apara
Para provar que as expressões (9), (16) e (17) de cálculo da espessura média da apara são válidas
para toda a largura de corte da fresa, foram elaboradas folhas de cálculo fazendo variar o ângulo φ da
largura de corte, ver figura 5.5, desde φ = 0º até à fresagem plena, onde φ = 180º.
Para cada valor angular φ comparou-se o valor calculado pelas expressões, com o valor médio
calculado através de incrementos angulares de φ e de θ (caso se aplicasse), para cada uma das 8
fresas do âmbito da aplicação, cada uma com a sua aresta de corte típica:
Fresa com pastilha de corte reto
Fresa com pastilha de corte reto com chanfro
Fresa com pastilha de corte reto com raio
Fresa com pastilha redonda
Fresa inteiriça
Fresa inteiriça com chanfro
Fresa inteiriça com raio
Fresa inteiriça com topo esférico
Nesta validação foram utilizados parâmetros gerais idênticos para todas as fresas:
D = 6 mm
az = 0,25 mm
ap = 1,45 mm.
Os restantes parâmetros de cálculo são específicos de cada fresa.
Cálculo com pastilha de corte reto
Figura 5.9 – Pastilha de corte reto
Foi definido para a validação κ = 60 º.
Neste tipo de corte a expressão utilizada para o cálculo da espessura média da apara é a (9).
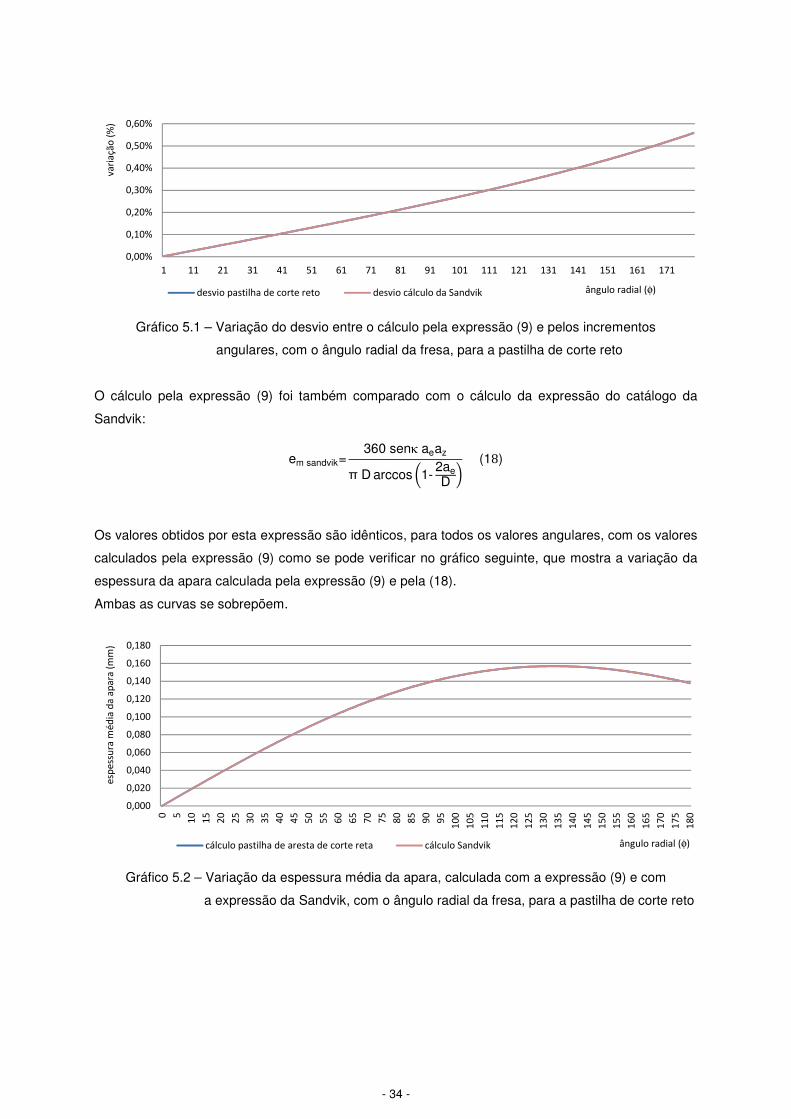
Como se pode verificar no gráfico seguinte, o desvio entre os 2 cálculos – pela expressão (9) e pelos
incrementos angulares φ - é crescente com o valor de φ, sendo máximo para φ = 180º, tomando o valor
de 0.56 %.
- 34 -
Gráfico 5.1 – Variação do desvio entre o cálculo pela expressão (9) e pelos incrementos
angulares, com o ângulo radial da fresa, para a pastilha de corte reto
O cálculo pela expressão (9) foi também comparado com o cálculo da expressão do catálogo da
Sandvik:
em sandvik=360 senκ aeaz
π D arccos �1-2aeD � (18)
Os valores obtidos por esta expressão são idênticos, para todos os valores angulares, com os valores
calculados pela expressão (9) como se pode verificar no gráfico seguinte, que mostra a variação da
espessura da apara calculada pela expressão (9) e pela (18).
Ambas as curvas se sobrepõem.
Gráfico 5.2 – Variação da espessura média da apara, calculada com a expressão (9) e com
a expressão da Sandvik, com o ângulo radial da fresa, para a pastilha de corte reto
0,00%
0,10%
0,20%
0,30%
0,40%
0,50%
0,60%
1 11 21 31 41 51 61 71 81 91 101 111 121 131 141 151 161 171
va
ria
ção
(%
)
ângulo radial (φ)desvio pastilha de corte reto desvio cálculo da Sandvik
0,000
0,020
0,040
0,060
0,080
0,100
0,120
0,140
0,160
0,180
0 5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
10
0
10
5
11
0
11
5
12
0
12
5
13
0
13
5
14
0
14
5
15
0
15
5
16
0
16
5
17
0
17
5
18
0
esp
ess
ura
mé
dia
da
ap
ara
(m
m)
ângulo radial (φ)cálculo pastilha de aresta de corte reta cálculo Sandvik

- 35 -
Cálculo com pastilha de corte reto com chanfro
Embora as fresas com este tipo de aresta de corte não sejam comuns na indústria de moldes, foram
incluídas no âmbito do programa.
Figura 5.10 – Pastilha de corte reto com chanfro
Foram definidas as seguintes características para a fresa nesta validação:
κ = 60 º
χ = 45 º
comprimento do chanfro (lc) = 0.50 mm
Neste tipo de corte, a expressão utilizada para o cálculo da espessura média da apara é a (17), já que
se trata de um corte com 2 arestas de corte com inclinações diferentes: a da aresta principal de corte
- κ - e a do chanfro - χ -. No entanto, a expressão só é válida se ap abranger o chanfro e a aresta
principal de corte, como mostra a imagem da pastilha e a do pormenor do lado esquerdo da figura
anterior. Se ap abranger somente o chanfro, como mostra o pormenor do lado direito, o cálculo é feito
pela expressão (9), já que somente a aresta do chanfro está a maquinar. Nesta situação de corte a
aplicação informa um alerta, como é referido na pág. 21 do manual de utilização.
No gráfico seguinte pode-se ver a variação do desvio entre os 2 cálculos – pela expressão (17) e pelos
incrementos angulares de φ - :
Gráfico 5.3 – Variação do desvio entre o cálculo pela expressão (17) e pelos incrementos
angulares, com o ângulo radial da fresa, para a pastilha de corte reto com chanfro
0,00%
0,10%
0,20%
0,30%
0,40%
0,50%
0,60%
1 11 21 31 41 51 61 71 81 91 101 111 121 131 141 151 161 171
de
svio
(%)
ângulo radial (φ)
- 36 -
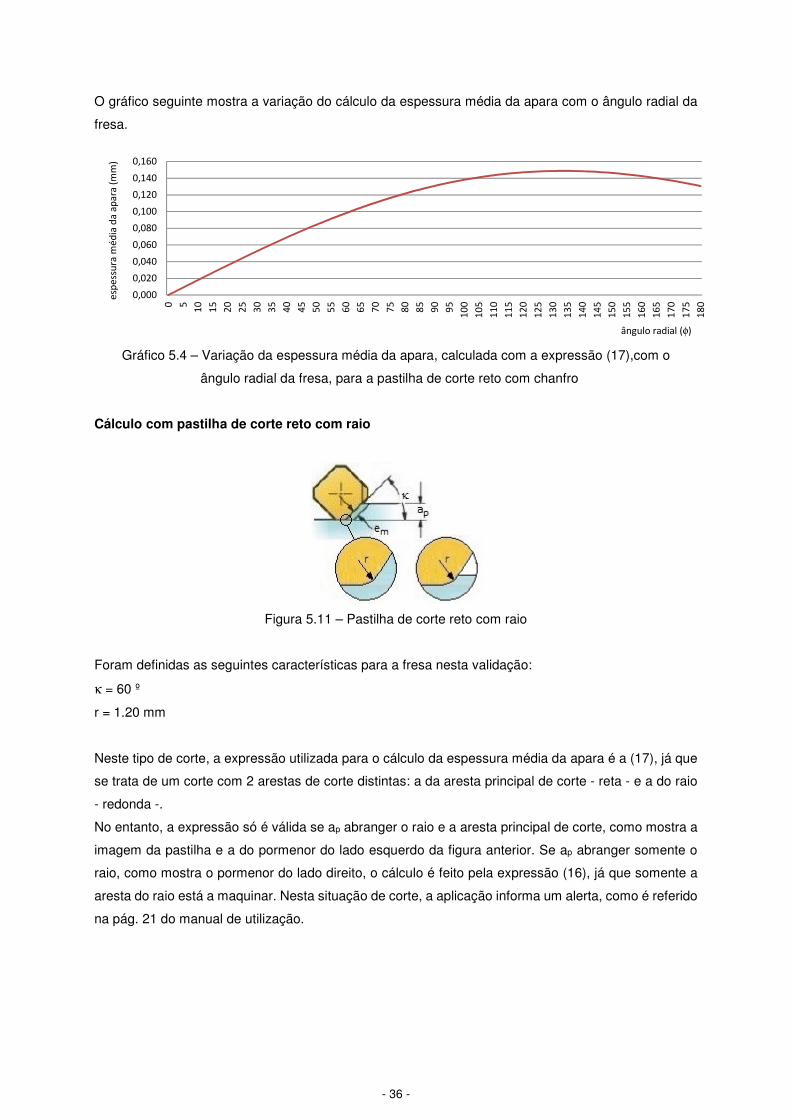
O gráfico seguinte mostra a variação do cálculo da espessura média da apara com o ângulo radial da
fresa.
Gráfico 5.4 – Variação da espessura média da apara, calculada com a expressão (17),com o
ângulo radial da fresa, para a pastilha de corte reto com chanfro
Cálculo com pastilha de corte reto com raio
Figura 5.11 – Pastilha de corte reto com raio
Foram definidas as seguintes características para a fresa nesta validação:
κ = 60 º
r = 1.20 mm
Neste tipo de corte, a expressão utilizada para o cálculo da espessura média da apara é a (17), já que
se trata de um corte com 2 arestas de corte distintas: a da aresta principal de corte - reta - e a do raio
- redonda -.
No entanto, a expressão só é válida se ap abranger o raio e a aresta principal de corte, como mostra a
imagem da pastilha e a do pormenor do lado esquerdo da figura anterior. Se ap abranger somente o
raio, como mostra o pormenor do lado direito, o cálculo é feito pela expressão (16), já que somente a
aresta do raio está a maquinar. Nesta situação de corte, a aplicação informa um alerta, como é referido
na pág. 21 do manual de utilização.
0,000
0,020
0,040
0,060
0,080
0,100
0,120
0,140
0,1600 5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
10
0
10
5
11
0
11
5
12
0
12
5
13
0
13
5
14
0
14
5
15
0
15
5
16
0
16
5
17
0
17
5
18
0
esp
ess
ura
mé
dia
da
ap
ara
(m
m)
ângulo radial (φ)

- 37 -
Os gráficos seguintes mostram a variação do desvio entre os 2 cálculos – expressão (17) e incrementos
angulares de φ e θ -, e da espessura média da apara, com o ângulo radial da fresa:
Gráfico 5.5 – Variação do desvio entre o cálculo pela expressão (17) e pelos incrementos
angulares, com o ângulo radial da fresa, para a pastilha de corte reto com raio
Gráfico 5.6 – Variação da espessura média da apara, calculada com a expressão (17), com o
ângulo radial da fresa, para a pastilha de corte reto com raio
Cálculo com pastilha redonda
Figura 5.12 – Pastilha redonda
Foi definido para a validação d = 4 mm.
Neste tipo de corte a expressão utilizada para ao cálculo da espessura média da apara é a (16).
0,00%
0,10%
0,20%
0,30%
0,40%
0,50%
0,60%
0,70%
1 11 21 31 41 51 61 71 81 91 101 111 121 131 141 151 161 171
va
ria
ção
(%
)
ângulo radial (φ)
0,000
0,020
0,040
0,060
0,080
0,100
0,120
0,140
0 5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
10
0
10
5
11
0
11
5
12
0
12
5
13
0
13
5
14
0
14
5
15
0
15
5
16
0
16
5
17
0
17
5
18
0
esp
ess
ura
mé
dia
da
ap
ara
(m
m)
ângulo radial (φ)
- 38 -
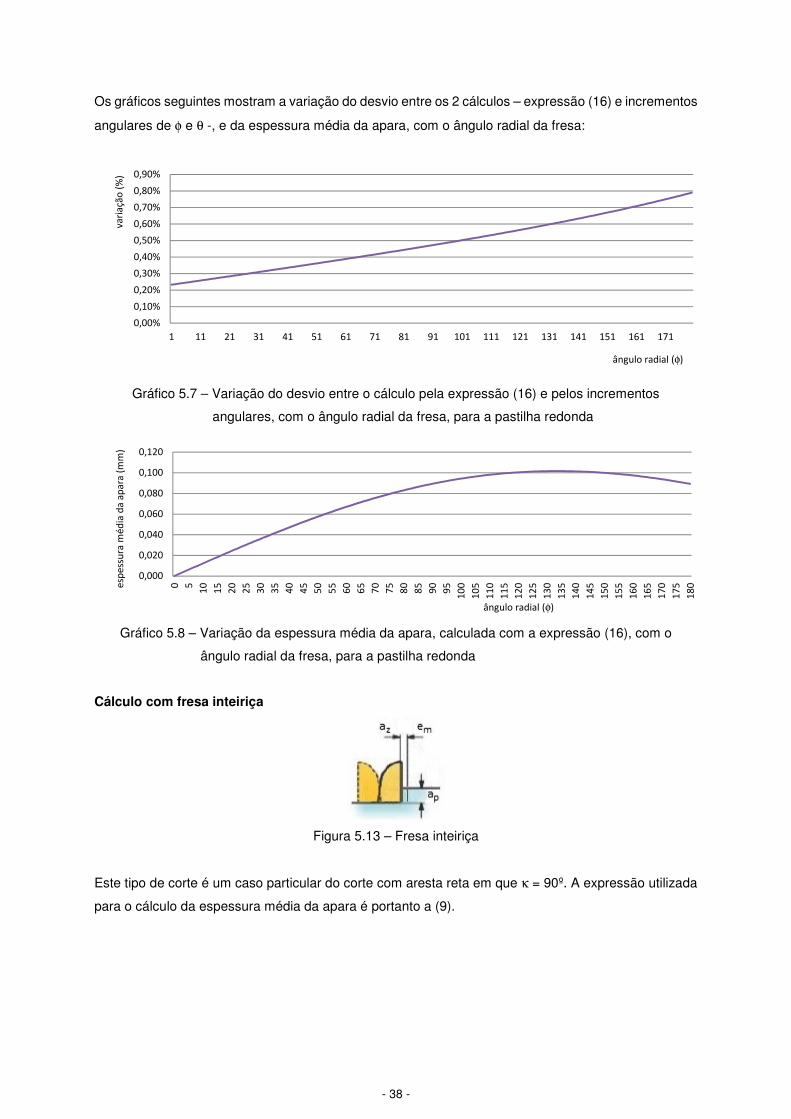
Os gráficos seguintes mostram a variação do desvio entre os 2 cálculos – expressão (16) e incrementos
angulares de φ e θ -, e da espessura média da apara, com o ângulo radial da fresa:
Gráfico 5.7 – Variação do desvio entre o cálculo pela expressão (16) e pelos incrementos
angulares, com o ângulo radial da fresa, para a pastilha redonda
Gráfico 5.8 – Variação da espessura média da apara, calculada com a expressão (16), com o
ângulo radial da fresa, para a pastilha redonda
Cálculo com fresa inteiriça
Figura 5.13 – Fresa inteiriça
Este tipo de corte é um caso particular do corte com aresta reta em que κ = 90º. A expressão utilizada
para o cálculo da espessura média da apara é portanto a (9).
0,00%
0,10%
0,20%
0,30%
0,40%
0,50%
0,60%
0,70%
0,80%
0,90%
1 11 21 31 41 51 61 71 81 91 101 111 121 131 141 151 161 171
va
ria
ção
(%
)
ângulo radial (φ)
0,000
0,020
0,040
0,060
0,080
0,100
0,120
0 5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
10
0
10
5
11
0
11
5
12
0
12
5
13
0
13
5
14
0
14
5
15
0
15
5
16
0
16
5
17
0
17
5
18
0esp
ess
ura
mé
dia
da
ap
ara
(m
m)
ângulo radial (φ)
- 39 -
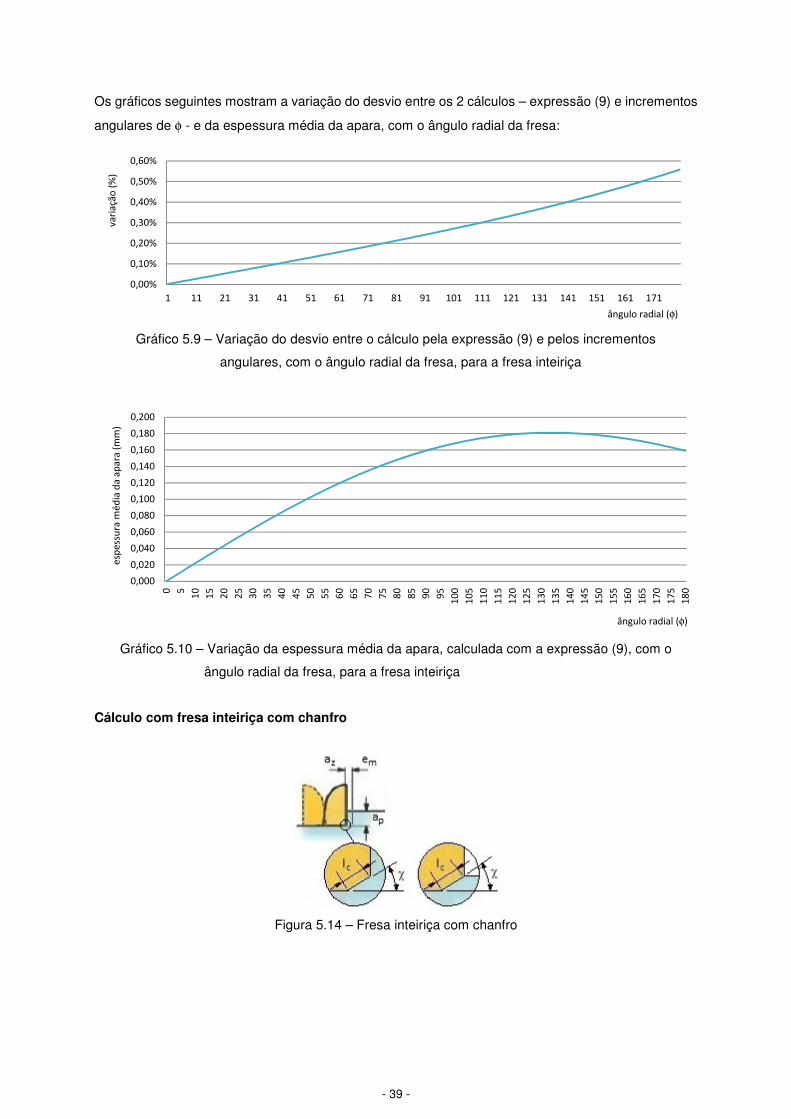
Os gráficos seguintes mostram a variação do desvio entre os 2 cálculos – expressão (9) e incrementos
angulares de φ - e da espessura média da apara, com o ângulo radial da fresa:
Gráfico 5.9 – Variação do desvio entre o cálculo pela expressão (9) e pelos incrementos
angulares, com o ângulo radial da fresa, para a fresa inteiriça
Gráfico 5.10 – Variação da espessura média da apara, calculada com a expressão (9), com o
ângulo radial da fresa, para a fresa inteiriça
Cálculo com fresa inteiriça com chanfro
Figura 5.14 – Fresa inteiriça com chanfro
0,00%
0,10%
0,20%
0,30%
0,40%
0,50%
0,60%
1 11 21 31 41 51 61 71 81 91 101 111 121 131 141 151 161 171
va
ria
ção
(%
)
ângulo radial (φ)
0,000
0,020
0,040
0,060
0,080
0,100
0,120
0,140
0,160
0,180
0,200
0 5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
10
0
10
5
11
0
11
5
12
0
12
5
13
0
13
5
14
0
14
5
15
0
15
5
16
0
16
5
17
0
17
5
18
0
esp
ess
ura
mé
dia
da
ap
ara
(m
m)
ângulo radial (φ)

- 40 -
Foram definidas as seguintes características para a fresa nesta validação:
χ = 45 º
lc = 1.0 mm
O cálculo é idêntico ao efetuado para a aresta reta com chanfro, já que este é um caso particular
daquela situação em que κ = 90º.
Tal como na aresta de corte com chanfro se ap abranger somente o chanfro, como mostra o pormenor
do lado direito da figura anterior, o cálculo é feito pela expressão (10), já que somente a aresta do
chanfro está a maquinar. Também nesta situação a aplicação informa um alerta, como é referido na
pág. 21 do manual de utilização.
Os gráficos seguintes mostram a variação do desvio entre os 2 cálculos – expressão (17) e incrementos
angulares de φ -, e da espessura média da apara, com o ângulo radial da fresa.
Gráfico 5.11 – Variação do desvio entre o cálculo pela expressão (17) e pelos incrementos
angulares, com o ângulo radial da fresa, para a fresa inteiriça com chanfro
Gráfico 5.12 – Variação da espessura média da apara, calculada com a expressão (17), com
o ângulo radial da fresa, para a fresa inteiriça com chanfro
0,00%
0,10%
0,20%
0,30%
0,40%
0,50%
0,60%
1 11 21 31 41 51 61 71 81 91 101 111 121 131 141 151 161 171
va
ria
ção
(%
)
ângulo radial (φ)
0,000
0,020
0,040
0,060
0,080
0,100
0,120
0,140
0,160
0 5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
10
0
10
5
11
0
11
5
12
0
12
5
13
0
13
5
14
0
14
5
15
0
15
5
16
0
16
5
17
0
17
5
18
0
esp
ess
ura
mé
dia
da
ap
ara
(m
m)
ângulo radial (φ)

- 41 -
Cálculo com fresa inteiriça com raio
Figura 5.15 – Fresa inteiriça com raio
Foi definido para validação que r = 1.0 mm.
O calculo é idêntico ao efetuado para a aresta reta com raio, já que este é um caso particular daquela
situação em que κ = 90º.
Tal como na aresta de corte com raio se ap abranger somente o raio, como mostra o pormenor do lado
direito da figura anterior, o cálculo é feito pela expressão (16), já que somente a aresta do raio está a
maquinar. Também nesta situação a aplicação informa um alerta, como é referido na pág. 21 do manual
de utilização.
Os gráficos seguintes mostram a variação do desvio entre os 2 cálculos – expressão (17) e incrementos
angulares de φ e θ -, e da espessura média da apara, com o ângulo radial da fresa.
Gráfico 5.13 – Variação do desvio entre o cálculo pela expressão (17) e pelos incrementos
angulares, com o ângulo radial da fresa, para a fresa inteiriça com raio
0,00%
0,10%
0,20%
0,30%
0,40%
0,50%
0,60%
0,70%
0,80%
1 11 21 31 41 51 61 71 81 91 101 111 121 131 141 151 161 171
va
ria
ção
(%
)
ângulo radial (φ)
- 42 -
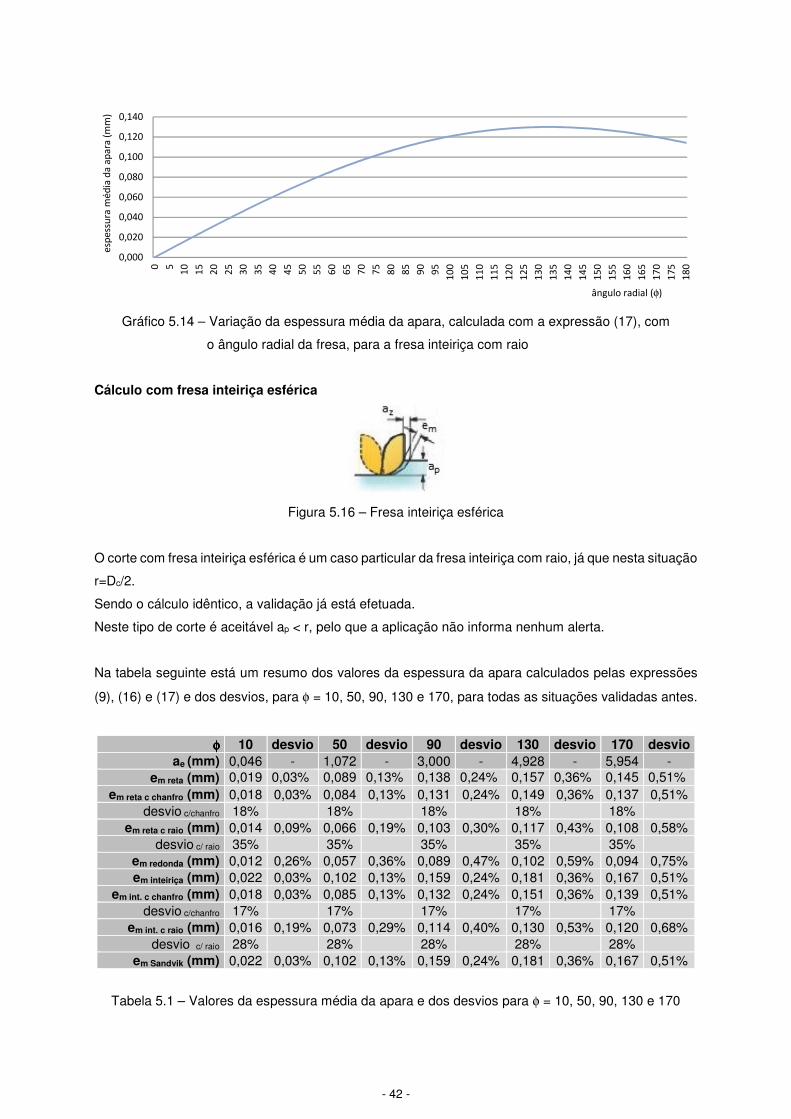
Gráfico 5.14 – Variação da espessura média da apara, calculada com a expressão (17), com
o ângulo radial da fresa, para a fresa inteiriça com raio
Cálculo com fresa inteiriça esférica
Figura 5.16 – Fresa inteiriça esférica
O corte com fresa inteiriça esférica é um caso particular da fresa inteiriça com raio, já que nesta situação
r=Dc/2.
Sendo o cálculo idêntico, a validação já está efetuada.
Neste tipo de corte é aceitável ap < r, pelo que a aplicação não informa nenhum alerta.
Na tabela seguinte está um resumo dos valores da espessura da apara calculados pelas expressões
(9), (16) e (17) e dos desvios, para φ = 10, 50, 90, 130 e 170, para todas as situações validadas antes.
φφφφ 10 desvio 50 desvio 90 desvio 130 desvio 170 desvio ae (mm) 0,046 - 1,072 - 3,000 - 4,928 - 5,954 -
em reta (mm) 0,019 0,03% 0,089 0,13% 0,138 0,24% 0,157 0,36% 0,145 0,51% em reta c chanfro (mm) 0,018 0,03% 0,084 0,13% 0,131 0,24% 0,149 0,36% 0,137 0,51%
desvio c/chanfro 18% 18% 18% 18% 18% em reta c raio (mm) 0,014 0,09% 0,066 0,19% 0,103 0,30% 0,117 0,43% 0,108 0,58%
desvio c/ raio 35% 35% 35% 35% 35% em redonda (mm) 0,012 0,26% 0,057 0,36% 0,089 0,47% 0,102 0,59% 0,094 0,75% em inteiriça (mm) 0,022 0,03% 0,102 0,13% 0,159 0,24% 0,181 0,36% 0,167 0,51%
em int. c chanfro (mm) 0,018 0,03% 0,085 0,13% 0,132 0,24% 0,151 0,36% 0,139 0,51% desvio c/chanfro 17% 17% 17% 17% 17%
em int. c raio (mm) 0,016 0,19% 0,073 0,29% 0,114 0,40% 0,130 0,53% 0,120 0,68% desvio c/ raio 28% 28% 28% 28% 28%
em Sandvik (mm) 0,022 0,03% 0,102 0,13% 0,159 0,24% 0,181 0,36% 0,167 0,51%
Tabela 5.1 – Valores da espessura média da apara e dos desvios para φ = 10, 50, 90, 130 e 170
0,000
0,020
0,040
0,060
0,080
0,100
0,120
0,140
0 5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
10
0
10
5
11
0
11
5
12
0
12
5
13
0
13
5
14
0
14
5
15
0
15
5
16
0
16
5
17
0
17
5
18
0
esp
ess
ura
mé
dia
da
ap
ara
(m
m)
ângulo radial (φ)
- 43 -
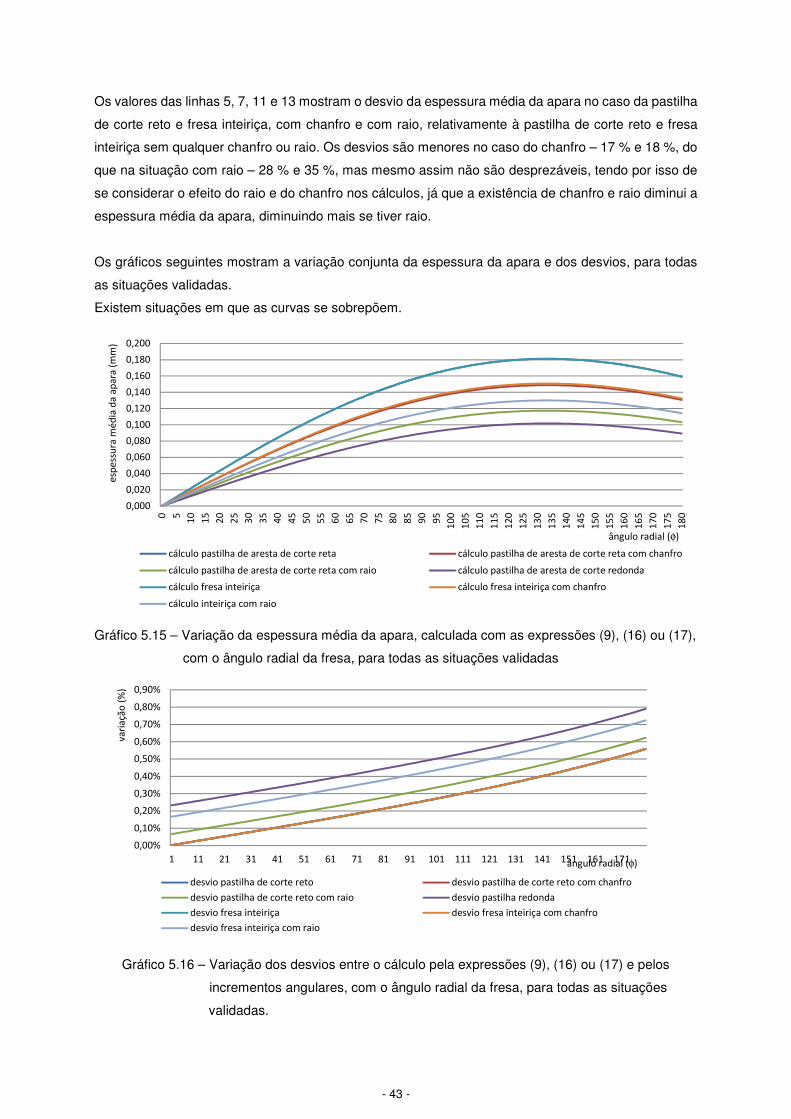
Os valores das linhas 5, 7, 11 e 13 mostram o desvio da espessura média da apara no caso da pastilha
de corte reto e fresa inteiriça, com chanfro e com raio, relativamente à pastilha de corte reto e fresa
inteiriça sem qualquer chanfro ou raio. Os desvios são menores no caso do chanfro – 17 % e 18 %, do
que na situação com raio – 28 % e 35 %, mas mesmo assim não são desprezáveis, tendo por isso de
se considerar o efeito do raio e do chanfro nos cálculos, já que a existência de chanfro e raio diminui a
espessura média da apara, diminuindo mais se tiver raio.
Os gráficos seguintes mostram a variação conjunta da espessura da apara e dos desvios, para todas
as situações validadas.
Existem situações em que as curvas se sobrepõem.
Gráfico 5.15 – Variação da espessura média da apara, calculada com as expressões (9), (16) ou (17),
com o ângulo radial da fresa, para todas as situações validadas
Gráfico 5.16 – Variação dos desvios entre o cálculo pela expressões (9), (16) ou (17) e pelos
incrementos angulares, com o ângulo radial da fresa, para todas as situações
validadas.
0,000
0,020
0,040
0,060
0,080
0,100
0,120
0,140
0,160
0,180
0,200
0 5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
10
0
10
5
11
0
11
5
12
0
12
5
13
0
13
5
14
0
14
5
15
0
15
5
16
0
16
5
17
0
17
5
18
0
esp
ess
ura
mé
dia
da
ap
ara
(m
m)
ângulo radial (φ)
cálculo pastilha de aresta de corte reta cálculo pastilha de aresta de corte reta com chanfro
cálculo pastilha de aresta de corte reta com raio cálculo pastilha de aresta de corte redonda
cálculo fresa inteiriça cálculo fresa inteiriça com chanfro
cálculo inteiriça com raio
0,00%
0,10%
0,20%
0,30%
0,40%
0,50%
0,60%
0,70%
0,80%
0,90%
1 11 21 31 41 51 61 71 81 91 101 111 121 131 141 151 161 171
va
ria
ção
(%
)
ângulo radial (φ)
desvio pastilha de corte reto desvio pastilha de corte reto com chanfro
desvio pastilha de corte reto com raio desvio pastilha redonda
desvio fresa inteiriça desvio fresa inteiriça com chanfro
desvio fresa inteiriça com raio
- 44 -
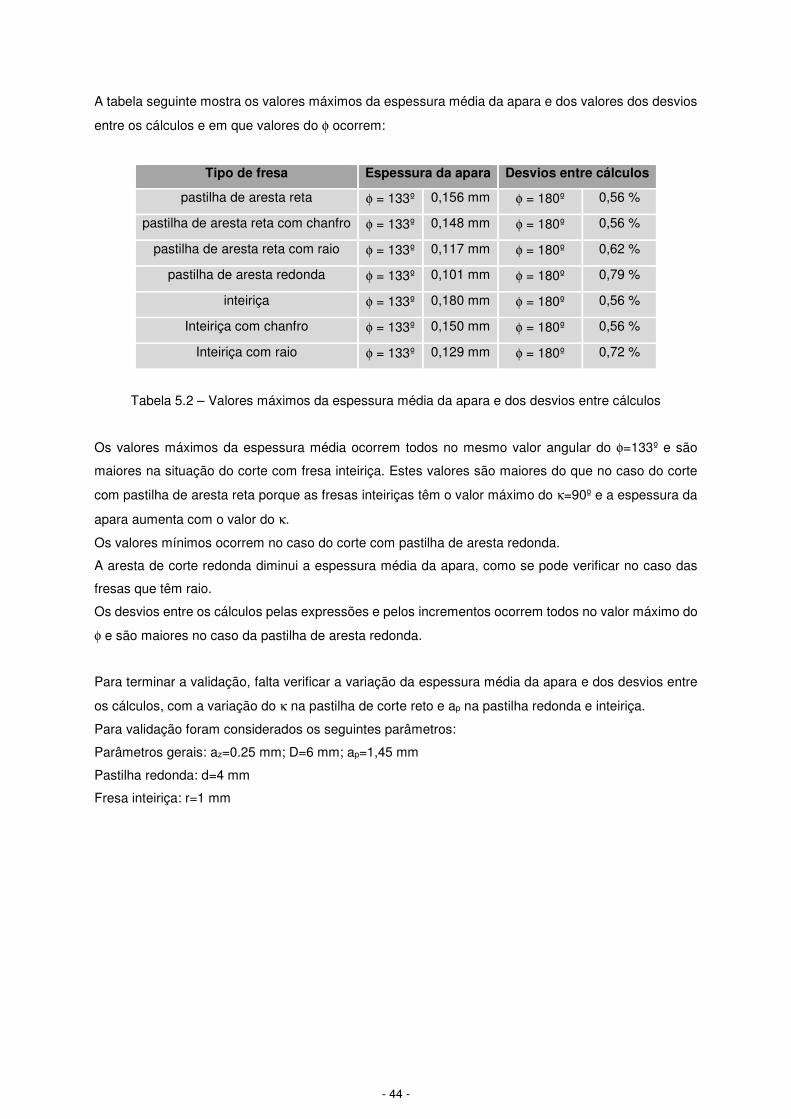
A tabela seguinte mostra os valores máximos da espessura média da apara e dos valores dos desvios
entre os cálculos e em que valores do φ ocorrem:
Tipo de fresa Espessura da apara Desvios entre cálculos
pastilha de aresta reta φ = 133º 0,156 mm φ = 180º 0,56 %
pastilha de aresta reta com chanfro φ = 133º 0,148 mm φ = 180º 0,56 %
pastilha de aresta reta com raio φ = 133º 0,117 mm φ = 180º 0,62 %
pastilha de aresta redonda φ = 133º 0,101 mm φ = 180º 0,79 %
inteiriça φ = 133º 0,180 mm φ = 180º 0,56 %
Inteiriça com chanfro φ = 133º 0,150 mm φ = 180º 0,56 %
Inteiriça com raio φ = 133º 0,129 mm φ = 180º 0,72 %
Tabela 5.2 – Valores máximos da espessura média da apara e dos desvios entre cálculos
Os valores máximos da espessura média ocorrem todos no mesmo valor angular do φ=133º e são
maiores na situação do corte com fresa inteiriça. Estes valores são maiores do que no caso do corte
com pastilha de aresta reta porque as fresas inteiriças têm o valor máximo do κ=90º e a espessura da
apara aumenta com o valor do κ.
Os valores mínimos ocorrem no caso do corte com pastilha de aresta redonda.
A aresta de corte redonda diminui a espessura média da apara, como se pode verificar no caso das
fresas que têm raio.
Os desvios entre os cálculos pelas expressões e pelos incrementos ocorrem todos no valor máximo do
φ e são maiores no caso da pastilha de aresta redonda.
Para terminar a validação, falta verificar a variação da espessura média da apara e dos desvios entre
os cálculos, com a variação do κ na pastilha de corte reto e ap na pastilha redonda e inteiriça.
Para validação foram considerados os seguintes parâmetros:
Parâmetros gerais: az=0.25 mm; D=6 mm; ap=1,45 mm
Pastilha redonda: d=4 mm
Fresa inteiriça: r=1 mm

- 45 -
Gráfico 5.17 – Variação da espessura média da apara, com a variação do κ, na pastilha de corte reto
Gráfico 5.18 – Variação dos desvio entre os cálculos, com a variação do κ, na pastilha de corte reto
Gráfico 5.19 – Variação da espessura média da apara, com a variação do ap, na pastilha redonda
0,000
0,020
0,040
0,060
0,080
0,100
0,120
0,140
0,160
0,180
0,200
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180
esp
ess
ura
mé
dia
da
ap
ara
(m
m)
ângulo radial (φ)
0,00%
0,10%
0,20%
0,30%
0,40%
0,50%
0,60%
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180
va
ria
ção
(%
)
ângulo radial (φ)
0,000
0,020
0,040
0,060
0,080
0,100
0,120
0,140
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180
esp
ess
ura
mé
dia
da
ap
ara
(m
m)
ângulo radial (φ)ap=0.2 mm ap=1 mm ap=2 mm
κ = 10º κ = 45º κ = 75º κ = 90º
κ = 10º κ = 45º κ = 75º κ = 90º

- 46 -
Gráfico 5.20 – Variação dos desvios entre os cálculos, com a variação do ap, na pastilha redonda
Gráfico 5.21 – Variação da espessura média da apara, com a variação do ap, na fresa inteiriça
Gráfico 5.22 – Variação dos desvios entre os cálculos, com a variação do ap, na fresa inteiriça
-0,60%
-0,40%
-0,20%
0,00%
0,20%
0,40%
0,60%
0,80%
1,00%
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170
va
ria
ção
(%
)
ângulo radial (φ)
ap=0.2 mm ap=1 mm ap=2 mm
0,000
0,020
0,040
0,060
0,080
0,100
0,120
0,140
0,160
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180
esp
ess
ura
mé
dia
da
ap
ara
(m
m)
ângulo radial (φ)ap=1 mm ap=2 mm ap=3 mm
0,00%
0,10%
0,20%
0,30%
0,40%
0,50%
0,60%
0,70%
0,80%
0,90%
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170
va
ria
ção
(%
)
ângulo radial (φ)ap=1 mm ap=2 mm ap=3 mm
- 47 -
A espessura média da apara aumenta com o aumento do κ na pastilha de corte reto e com o aumento
de ap na pastilha redonda – porque θ também aumenta – e na inteiriça – porque aumenta o corte com
a aresta reta.
Relativamente aos desvios eles são constantes, independentemente do valor do κ no corte com aresta
reta e iguais aos da tabela 5.2 . No cálculo com a pastilha redonda e inteiriça, todos eles são inferiores
ou iguais a 0.80 %.
Pelo que foi demonstrado, os desvios são perfeitamente aceitáveis, validando as expressões (9), (16)
e (17) para o cálculo da espessura média da apara na aplicação.
5.7 Força de corte e materiais
A força de corte é calculada pela expressão:
FC= K s em l Za �N� (19)
A pressão específica de corte (Ks) é uma constante que depende do material a maquinar.
Os materiais a maquinar mais comuns utilizados na indústria dos moldes são:
- Aços, com vários valores de dureza, tais como aços de construção (16-20 HRC), pré-tratados (30-36
HRC), temperados (48-52 HRC), estando nestes últimos incluídos os inoxidáveis, e nitrurados, podendo
estes atingir durezas até 62 HRC.
Os aços nitrurados raramente se maquinam. Só em casos de extrema necessidade, devido à elevada
exigência das ferramentas necessárias para a maquinagem:
- Cobre-Berílio, material utilizado nas zonas moldantes de difícil refrigeração.
- Grafite e Cobre, materiais utilizados nos elétrodos para serem utilizados nas operações de
eletroerosão por penetração.
- Alumínio, material utilizado nos moldes protótipo para produção de uma série de peças até às
centenas.
Os materiais mais comuns acima indicados são agrupados na base de dados da aplicação nas
seguintes classes e com as seguintes ordens de grandeza de KS, de acordo com o catálogo da Seco
[13]:
- 48 -
Classe Materiais KS (N/mm2)
P aços de construção e pré-tratados 1700
M aços inoxidáveis 1900
K ferros fundidos -
N materiais não ferrosos (cobre-berílio, grafite e alumínio) 700
S super-ligas resistentes ao calor -
H aços endurecidos (tempertados) 1900-2000
Tabela 5.3 – Valores de referência para Ks, em função da classe dos materiais
As classes K e S, embora pertençam a classes do âmbito da aplicação, não são comuns na indústria
de moldes.
5.8 Potência e Binário
Através do cálculo da potência de corte (Pc) e do binário de corte (Bc) requerido para a operação,
consegue-se verificar se a máquina suporta ou não a operação de fresagem pretendida.
São calculados pelas expressões:
BC=FC R1000
�Nm� (20)
Pc=2 π N Bc
60 �W� (21)
A estabilidade da máquina tem influência sobre a qualidade da superfície maquinada e sobre a vida útil
da ferramenta.
Os fatores que influenciam a potência de fresagem são:
- Geometria da fresa;
- Tipo de material a maquinar;
- Taxa de remoção de material;
- Espessura das aparas;
- Velocidade de corte.
No gráfico potência/binário característico de uma máquina, o binário é menor a uma rotação elevada e
a potência disponível é menor a uma baixa rotação.

- 49 -
Figura 5.17 - Gráfico Potência/Binário
Máquinas de alta rotação têm limitações no desbaste com fresas de diâmetro elevado, já que estas
requerem baixa rotação e potência elevada. Se a rotação for alta, a potência e binário irão para níveis
que poderão não ser aceitáveis para a máquina.
A tendência é a utilização de maquinagens leves e rápidas, com fresas de menor diâmetro, menor
profundidade e largura de corte e altos avanços por dente.
5.9 Rugosidade
A rugosidade é calculada pelas expressões 26 e 27 do livro da disciplina de Fresagem [3], sendo a
rugosidade média teórica dada pela expressão:
Rmed=az
2
32 �R ±azZ2π �mm� (22)
e a máxima teórica dada pela expressão:
Rmax=az
2
8 �R ±azZ2π �mm� (23)
Quando a fresagem se faz no sentido do avanço, as expressões são calculadas com (-) e no sentido
contrário ao avanço com (+).
Figura 5.18 – Fresagem no sentido do avanço e no sentido contrário ao avanço

- 50 -
No entanto, estas expressões são correspondentes à fresagem periférica, pelo que a rugosidade
calculada corresponde à rugosidade da maquinagem pelas superfícies laterais das fresas e não no
topo. Tal como mencionado anteriormente, são teóricas, já que não têm em conta a interferência do
dente com a superfície da peça no início da maquinagem nem com a propagação da fenda junto da
aresta de corte no final do corte da apara.
Os valores calculados servem unicamente para dar uma análise comparativa dos valores entre
maquinagens.

- 51 -
6. APLICAÇÃO PRÁTICA DO PROGRAMA
No separador histórico da aplicação, encontram-se situações práticas de maquinagens efetuadas nas
empresas Edilásio, Anibal H. Abrantes e Portumolde, todas elas do grupo Iberomoldes.
Figura 6.1 – Histórico com informação das situações práticas
O procedimento para as simulações foi o seguinte: no programa informático de programação CNC era
introduzida a velocidade de avanço e as rotações que se pretendiam para a maquinagem. Como no
programa informático não era possível obter a informação acerca do volume a maquinar, este era
calculado multiplicando Q, obtido do programa informático de programação CNC, por T, que é o tempo
de maquinagem. Este tempo de maquinagem é o real, nos casos em que foi possível cronometrar o
tempo de maquinagem, ou o teórico calculado pelo programa informático de programação CNC,
quando a cronometragem do tempo real não era possível de efetuar.
Posteriormente, na aplicação eram introduzidos no separador cálculo os parâmetros da maquinagem
e efetuados os cálculos.
O tempo de maquinagem era depois calculado pela aplicação ao ser introduzido o volume calculado,
tal como explicado em cima.
Nas páginas seguintes encontram-se imagens das peças maquinadas e a comparação entre os valores
da Va especificada para a maquinagem, o tempo teórico ou real caso o tempo seja respetivamente
calculado pelo programa informático de programação CNC ou cronometrado, e os valores da Va e do
tempo de maquinagem calculados pela aplicação.
- 52 -
Figura 6.2 – Peça AHA 9893-3
Peça / operação /
tipo de fresa
Va especificado
(m/min.)
T teórico
(minutos)
CÁLCULOS DA APLICAÇÃO
Va (m/min.) T (minutos)
AHA 9893-3 / desbaste1 /
Pastilha redonda
5,5
35
5,5
35
AHA 9893-3 / desbaste2 /
Pastilha reta com raio
9
153
9
153
AHA 9893-3 / acabamento1 /
Pastilha redonda
2,7
109
2,7
109
AHA 9893-3 / acabamento2 /
Inteiriça com raio
0,25
12
0,25
12
Tabela 6.1 – Comparação entre valores da Va e T na peça AHA 9893-3
- 53 -
Figura 6.3 – Peças EDI
Peça / operação /
tipo de fresa
Va especificado
(m/min.)
T real
(minutos)
CÁLCULOS DA APLICAÇÃO
Va (m/min.) T (minutos)
EDI 6054-201 / desbaste /
Pastilha reta com raio
8
37
8
37
EDI 6054-202 / desbaste /
Pastilha reta com raio
6
40
6
40
EDI 6057-2 / desbaste /
Pastilha reta com raio
8
60,4
8
60
Tabela 6.2 – Comparação entre valores da Va e T nas peças EDI
- 54 -
Figura 6.4 – Peças PRT
Peça / operação /
tipo de fresa
Va especificado
(m/min.)
T real
(minutos)
CÁLCULOS DA APLICAÇÃO
Va (m/min.) T (minutos)
PRT 2247 - 101 / desbaste /
Pastilha reta com raio
2,2
52
2,2
52
PRT 2385 - 200 / acabamento1 /
Inteiriça com raio
1,5
30,07
1,5
31
PRT 2385 - 200 / acabamento2 /
Inteiriça com raio
0,65
24,5
0,65
25
PRT 2385 – 81A / desbaste /
Pastilha reta com raio
3,6
34,20
3,6
34
PRT 2399 – 200A / desbaste /
Pastilha reta com raio
1,2
111
1,2
111
PRT 2399 – 81 / desbaste /
Pastilha redonda
4
36
4
36
Tabela 6.3 – Comparação entre valores da Va e T nas peças PRT
- 55 -
7. CONCLUSÕES
Pelos resultados obtidos nas comparações efetuadas com maquinagens reais no ponto 6 anterior,
pode-se afirmar que os cálculos pela aplicação do T e da Va, são válidos.
Relativamente aos restantes parâmetros são de difícil comprovação com maquinagens reais. No
entanto pelo validado no ponto 5.6.4 para o cálculo da em, pode-se afirmar que o seu cálculo também
é válido e consequentemente também o cálculo de Fc, Bc e Pc, embora sejam cálculos teóricos, difíceis
de comprovar com maquinagens reais, como foi efetuado para o T e Va.
Tal como mencionado no trabalho, no cálculo de Fc não é tido em conta a influência do ângulo de
ataque e que se considera que a adaptação da ferramenta ao suporte é perfeita, não estando sujeita a
vibrações e flexões durante o processo de maquinagem.
Ao ser criada uma base de dados com os parâmetros otimizados, estes deixam de estar sujeitos à
subjetividade do programador CNC, já que ficam definidos pela empresa.
Esta otimização é importante com o objetivo de se conseguirem maquinar peças mais rapidamente e
assim se diminuir os custos de fabrico.
Pretendia-se maquinar duas peças idênticas, uma com os parâmetros normais definidos pelo catálogo
e outra peça com parâmetros otimizados, com o objetivo de se verificar a diminuição do tempo de
maquinagem e assim se calcular a diminuição do custo de maquinagem que isso implicava, mas na
indústria de moldes muito raramente se maquinam peças idênticas, já que os moldes são diferentes
uns dos outros, não tendo peças iguais. Contudo é possível efetuar essas simulações no programa.
- 56 -
8. PERSPETIVAS DE TRABALHO FUTURO
Esta aplicação tem potencial para ser integrada num programa informático de programação CNC. A
base de dados existentes nesses programas informáticos é estática, e tem os valores do catálogo dos
fabricantes de máquinas e ferramentas.
Por vezes existem trabalhos conjuntos de fornecedores de ferramentas com as fábricas de moldes com
o objetivo de se testar certos parâmetros de maquinagem de modo a otimizá-los para determinada
ferramenta. As maquinagens EDI 6054 – 201 e EDI 6054 – 202 é uma situação dessas, em que se
testou um mesmo tipo de fresa de 2 fornecedores diferentes.
Se a aplicação fosse integrada num programa informático de maquinagem CNC, ao serem aceites os
novos parâmetros poder-se-ia alterar automaticamente os parâmeros de corte existentes na base de
dados do programa informático de programação CNC.
A otimização dos parâmetros de corte pode diminuir a vida útil da ferramenta, podendo, se a otimização
for excessiva, aumentar os custos de fabrico pela necessidade de substituição das ferramentas. O
custo/benefício da otimização é um aspeto a ter em conta em trabalho futuro.
Além de ter potencial para ser integrada com outros programas, também tem potencial para ser
desenvolvida ainda mais, como por exemplo:
- Possibilidade de impressão da informação da base de dados;
- Ser possível definir um volume de corte constante (ap x ae x az) em que se aumentasse um desses
parâmetros diminuir-se-ia um outro e vice-versa.
- Poder no separador cálculo definir a rotação que se pretende para a máquina e não ter de se ir à base
de dados da máquina para alterar a capacidade e assim alterar a rotação de funcionamento da
máquina. Este aspeto foi deixado propositadamente como está, para obrigar o utilizador a ir à base de
dados da máquina e verificar os restantes valores da base de dados.
- 57 -
REFERÊNCIAS BIBLIOGRÁFICAS
[1] Loureiro, Henrique, Visual Basic 2010 curso completo, 2ª Edição, FCA-Editora informática
Lda,
Lisboa, 2010.
[2] Programa Visual Basic 2010 para desenvolvimento de aplicações informáticas. Disponível em:
http://www.visualstudio.com/en-us/downloads#d-2010-express
[3] Rodrigues, Jorge, Maquinagem - Fresagem, IST, Lisboa, 2009
[4] http://www.sandvik.coromant.com/ptpt/knowledge/milling/getting_started/machines_for_milling/
pages/default.aspx
[5] http://www.sandvik.coromant.com/pt-pt/knowledge/milling/formulas_and_definitions/...
[6] http://www.sandvik.coromant.com/pt-
pt/knowledge/milling/getting_started/general_guidelines/...
[7] http://www.sandvik.coromant.com/pt-pt/knowledge/milling/application_overview/...
[8] http://www.sandvik.coromant.com/pt-pt/knowledge/milling/getting_started/
milling_different_materials/...
[9] http://www.sandvik.coromant.com/pt-pt/knowledge/milling/getting_started/
milling_different_materials/stainless_steel_milling/pages/default.aspx
[10] http://www.sandvik.coromant.com/pt-pt/knowledge/milling/formulas_and_definitions/
formulas/pages/default.aspx
[11] http://www.sandvik.coromant.com/pt-pt/knowledge/milling/formulas_and_definitions/
the_milling_process/pages/default.aspx
[12] http://www.sandvik.coromant.com/SiteCollectionDocuments/downloads/global/catalogues/...
[13] http://www.secotools.com/CorpWeb/Downloads/seconews2_2011/MN/milling/
Milling%202012_BR_LR.pdf
[14] http://www.depo.de/images/PDFs/depo_catalogue_tools_web.pdf
[15] http://www.hitachimetals.com/product/cuttingtools/pdf_indexable/...
[16] http://www.hitachimetals.com/product/cuttingtools/pdf_solid/...
[17] https://www.pokolm.de/en/wp-content/plugins/download-monitor/...
[18] http://www.uniontool.co.jp/en/product/pdf/endmill_vol15_e.pdf
[19] www.awea.com/awea_en/milling/vertical/...
[20] http://www.correanayak.eu/en/product-range/...
[21] http://en.dmgmori.com/products/milling-machines/vertical-machining-centres/...
[22] http://www.doosaninfracore.com/machinetools/...
[23] http://huron.fr/categories.aspx?cid=2
[24] http://www.leadwellcnc.com/...
[25] http://en.dmgmori.com/blob/165762/8ea6234b0daddf63e9d67b746f25638f/
pm0uk13-nv5000-pdf-data.pdf
[26] http://www.okuma.eu/products/machining-centers/5-axis-machines/...
- ANEXO -
Manual de utilização do programa
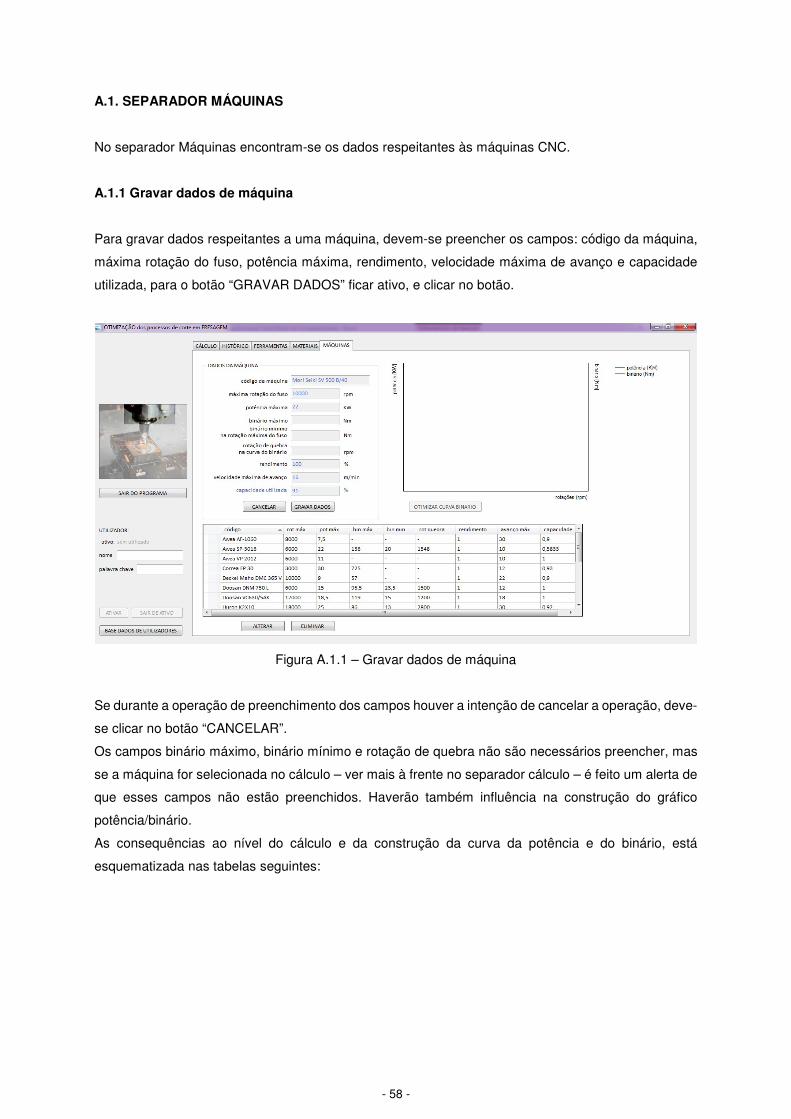
- 58 -
A.1. SEPARADOR MÁQUINAS
No separador Máquinas encontram-se os dados respeitantes às máquinas CNC.
A.1.1 Gravar dados de máquina
Para gravar dados respeitantes a uma máquina, devem-se preencher os campos: código da máquina,
máxima rotação do fuso, potência máxima, rendimento, velocidade máxima de avanço e capacidade
utilizada, para o botão “GRAVAR DADOS” ficar ativo, e clicar no botão.
Figura A.1.1 – Gravar dados de máquina
Se durante a operação de preenchimento dos campos houver a intenção de cancelar a operação, deve-
se clicar no botão “CANCELAR”.
Os campos binário máximo, binário mínimo e rotação de quebra não são necessários preencher, mas
se a máquina for selecionada no cálculo – ver mais à frente no separador cálculo – é feito um alerta de
que esses campos não estão preenchidos. Haverão também influência na construção do gráfico
potência/binário.
As consequências ao nível do cálculo e da construção da curva da potência e do binário, está
esquematizada nas tabelas seguintes:
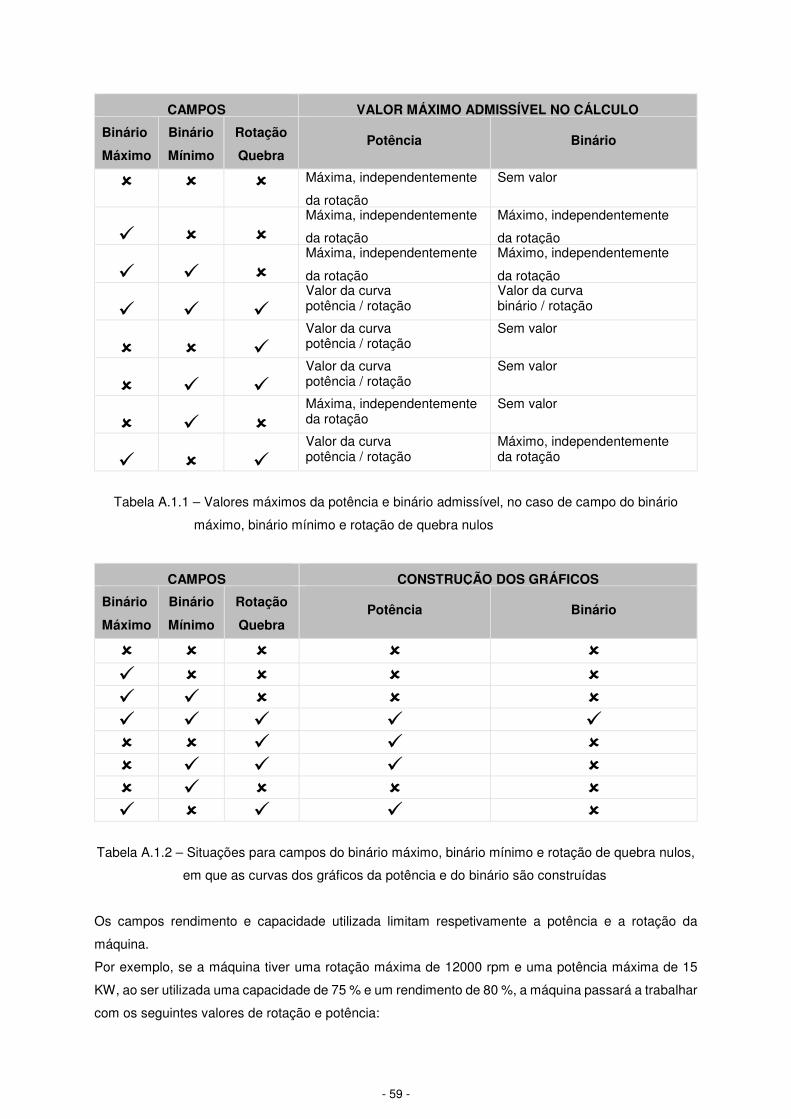
- 59 -
CAMPOS VALOR MÁXIMO ADMISSÍVEL NO CÁLCULO
Binário
Máximo
Binário
Mínimo
Rotação
Quebra Potência Binário
� � � Máxima, independentemente
da rotação
Sem valor
� � �
Máxima, independentemente
da rotação
Máximo, independentemente
da rotação
� � �
Máxima, independentemente
da rotação
Máximo, independentemente
da rotação
� � �
Valor da curva potência / rotação
Valor da curva binário / rotação
� � �
Valor da curva potência / rotação
Sem valor
� � � Valor da curva potência / rotação
Sem valor
� � �
Máxima, independentemente da rotação
Sem valor
� � �
Valor da curva potência / rotação
Máximo, independentemente da rotação
Tabela A.1.1 – Valores máximos da potência e binário admissível, no caso de campo do binário
máximo, binário mínimo e rotação de quebra nulos
CAMPOS CONSTRUÇÃO DOS GRÁFICOS
Binário
Máximo
Binário
Mínimo
Rotação
Quebra Potência Binário
� � � � �
� � � � �
� � � � �
� � � � �
� � � � �
� � � � �
� � � � �
� � � � �
Tabela A.1.2 – Situações para campos do binário máximo, binário mínimo e rotação de quebra nulos,
em que as curvas dos gráficos da potência e do binário são construídas
Os campos rendimento e capacidade utilizada limitam respetivamente a potência e a rotação da
máquina.
Por exemplo, se a máquina tiver uma rotação máxima de 12000 rpm e uma potência máxima de 15
KW, ao ser utilizada uma capacidade de 75 % e um rendimento de 80 %, a máquina passará a trabalhar
com os seguintes valores de rotação e potência:

- 60 -
Rotação = 12000 x 0,75 = 9000 rpm
Potência = 15 x 0,80 = 12 KW.
Esta redução dos valores é importante, caso se pretenda utilizar uma ferramenta que não possa utilizar
uma rotação e uma potência elevada da máquina.
Se houver intenção de introduzir uma máquina cujo código já existe na base de dados, é dada a
informação de que essa máquina já existe na base de dados e a mesma não é adicionada.
Figura A.1.2 – Mensagem de máquina já existente na base de dados
A.1.2 Alterar dados de máquina
Para alterar dados respeitantes a uma máquina, deve-se selecionar a máquina na tabela e clicar no
botão “ALTERAR”. Os dados são editados nos respetivos campos.

- 61 -
Figura A.1.3 – Alterar dados de máquina
Após se alterarem os valores pretendidos, deve-se clicar no botão “GRAVAR”.
A introdução dos dados segue o mesmo critério explicado anteriormente para gravar dados.
Se houver a intenção de cancelar a introdução de dados, deve-se clicar no botão “CANCELAR”.
A.1.3 Eliminar máquina da base de dados
Para eliminar uma máquina da base de dados, deve-se selecionar a máquina na tabela e clicar no
botão “ELIMINAR”.
Para confirmar, é perguntado se é pretendido eliminar a máquina. Se o botão “SIM” for selecionado a
máquina é eliminada da base de dados, se o botão “NÃO” for selecionado a operação é interrompida.

- 62 -
Figura A.1.4 – Confirmação para eliminar máquina da base de dados
A.1.4 Otimização da curva do binário
Ao serem introduzidos os valores do binário máximo, binário mínimo e da rotação de quebra, o gráfico
do binário entre o binário máximo e o mínimo é uma linha reta. Na realidade, a variação ente o binário
máximo e mínimo não é linear, mas em curva. É possível construir ou otimizar a curva do binário
clicando no botão “OTIMIZAR CURVA BINÁRIO”.
Figura A.1.5 – Introdução de valores para construção da curva do binário
- 63 -
Aparecerá uma janela para introdução das coordenadas da curva do binário.
O botão “OTIMIZAR CURVA BINÁRIO” só ficará ativo caso seja selecionada na tabela uma máquina
com os valores do binário máximo, binário mínimo e rotação de quebra introduzidos, que é condição
essencial para a construção da curva, tal como explicado na tabela 1.2.
Os valores das rotações devem ser introduzidas por ordem crescente desde a rotação de quebra até à
rotação máxima e os valores do binário por ordem decrescente desde o binário máximo até ao mínimo.
Se esta ordem não for respeitada aparecerão mensagens de alerta como mostra a figura 1.5.
Não é necessária a introdução das coordenadas de todos os 8 pontos, no entanto, quanto mais pontos
forem introduzidos, mais próxima do real será a curva e mais exato é o valor do binário calculado a
determinada rotação da máquina.
Assim que se forem introduzindo coordenadas válidas, a curva vai sendo atualizada.
Após introdução dos pontos pretendidos, deve-se clicar no botão “GRAVAR”, caso se pretendam gravar
os pontos. Quando se pretender fechar a janela deve-se clicar em “SAIR”.
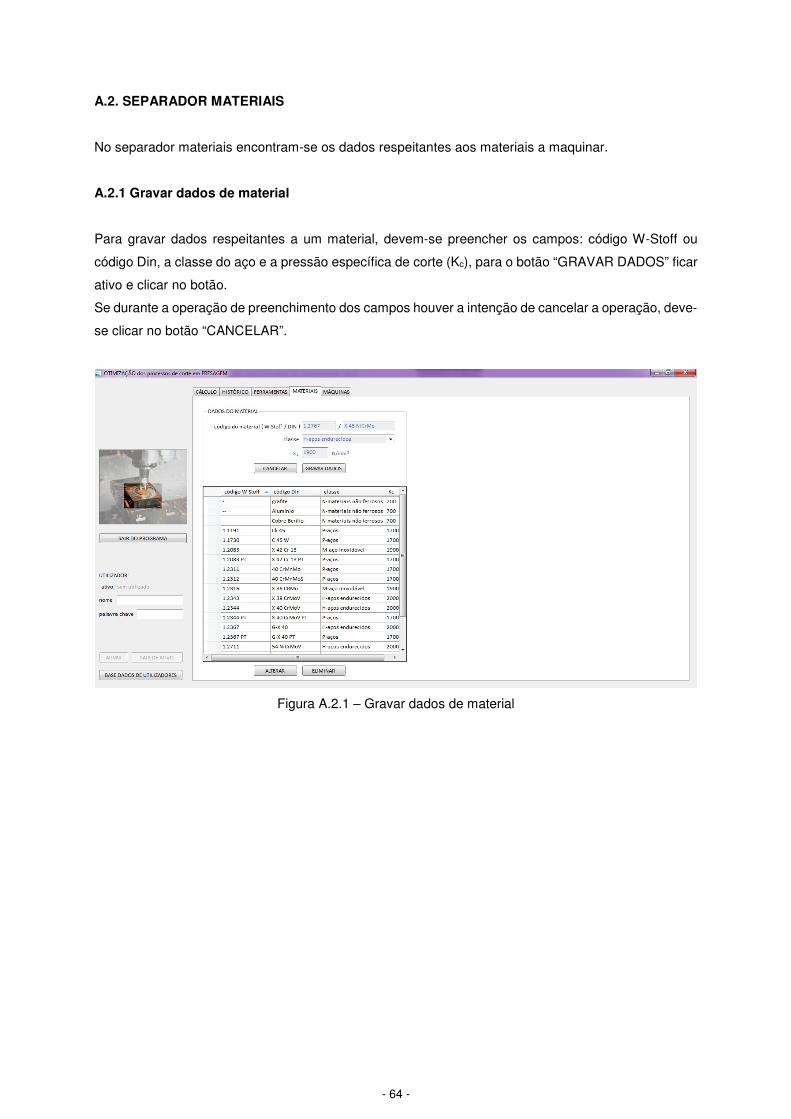
- 64 -
A.2. SEPARADOR MATERIAIS
No separador materiais encontram-se os dados respeitantes aos materiais a maquinar.
A.2.1 Gravar dados de material
Para gravar dados respeitantes a um material, devem-se preencher os campos: código W-Stoff ou
código Din, a classe do aço e a pressão específica de corte (Kc), para o botão “GRAVAR DADOS” ficar
ativo e clicar no botão.
Se durante a operação de preenchimento dos campos houver a intenção de cancelar a operação, deve-
se clicar no botão “CANCELAR”.
Figura A.2.1 – Gravar dados de material
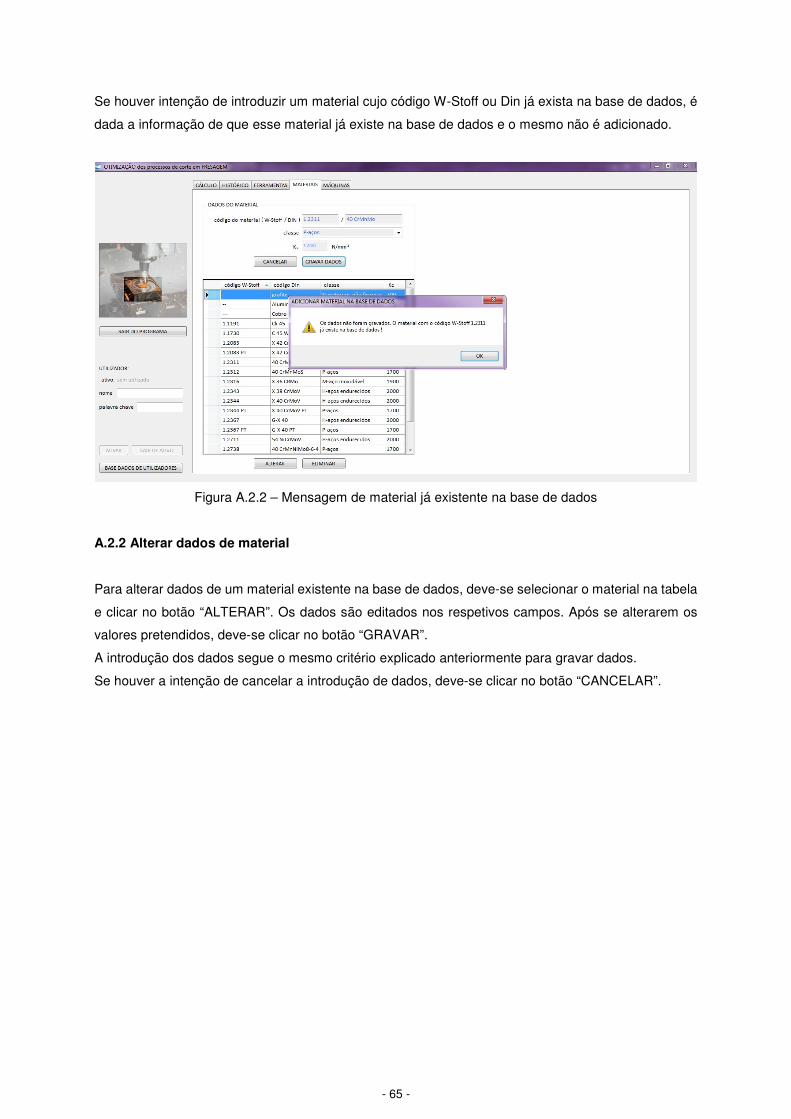
- 65 -
Se houver intenção de introduzir um material cujo código W-Stoff ou Din já exista na base de dados, é
dada a informação de que esse material já existe na base de dados e o mesmo não é adicionado.
Figura A.2.2 – Mensagem de material já existente na base de dados
A.2.2 Alterar dados de material
Para alterar dados de um material existente na base de dados, deve-se selecionar o material na tabela
e clicar no botão “ALTERAR”. Os dados são editados nos respetivos campos. Após se alterarem os
valores pretendidos, deve-se clicar no botão “GRAVAR”.
A introdução dos dados segue o mesmo critério explicado anteriormente para gravar dados.
Se houver a intenção de cancelar a introdução de dados, deve-se clicar no botão “CANCELAR”.
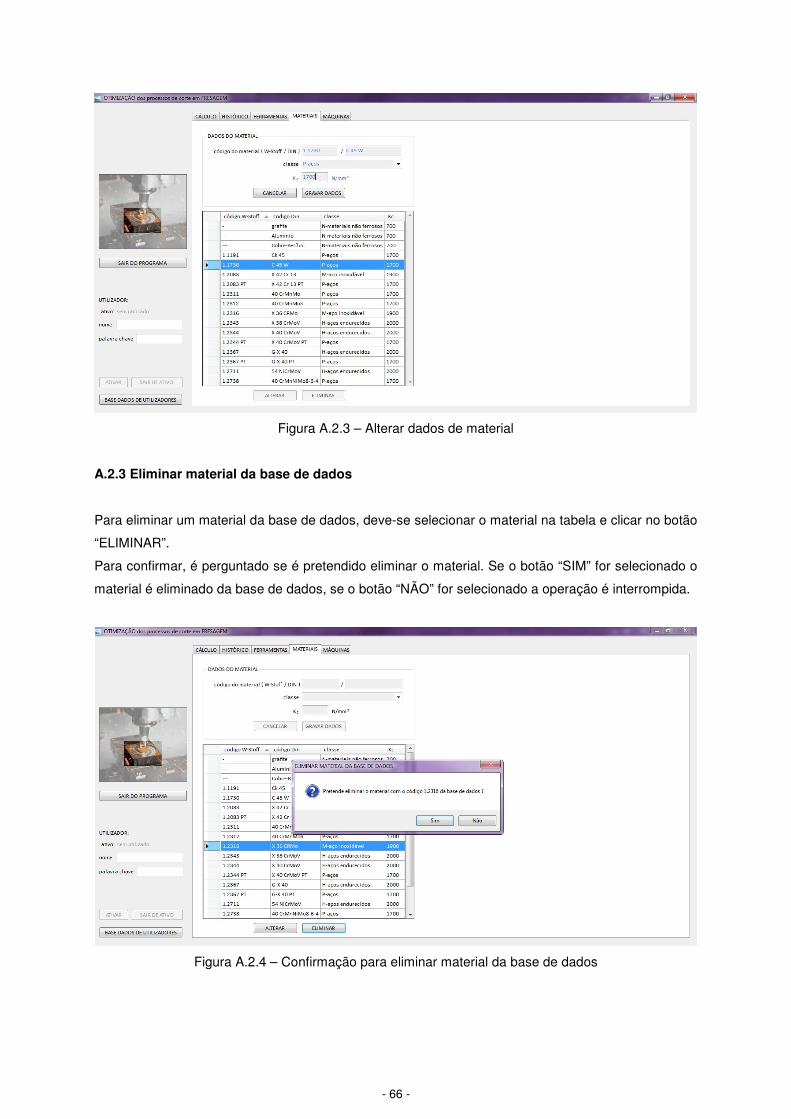
- 66 -
Figura A.2.3 – Alterar dados de material
A.2.3 Eliminar material da base de dados
Para eliminar um material da base de dados, deve-se selecionar o material na tabela e clicar no botão
“ELIMINAR”.
Para confirmar, é perguntado se é pretendido eliminar o material. Se o botão “SIM” for selecionado o
material é eliminado da base de dados, se o botão “NÃO” for selecionado a operação é interrompida.
Figura A.2.4 – Confirmação para eliminar material da base de dados
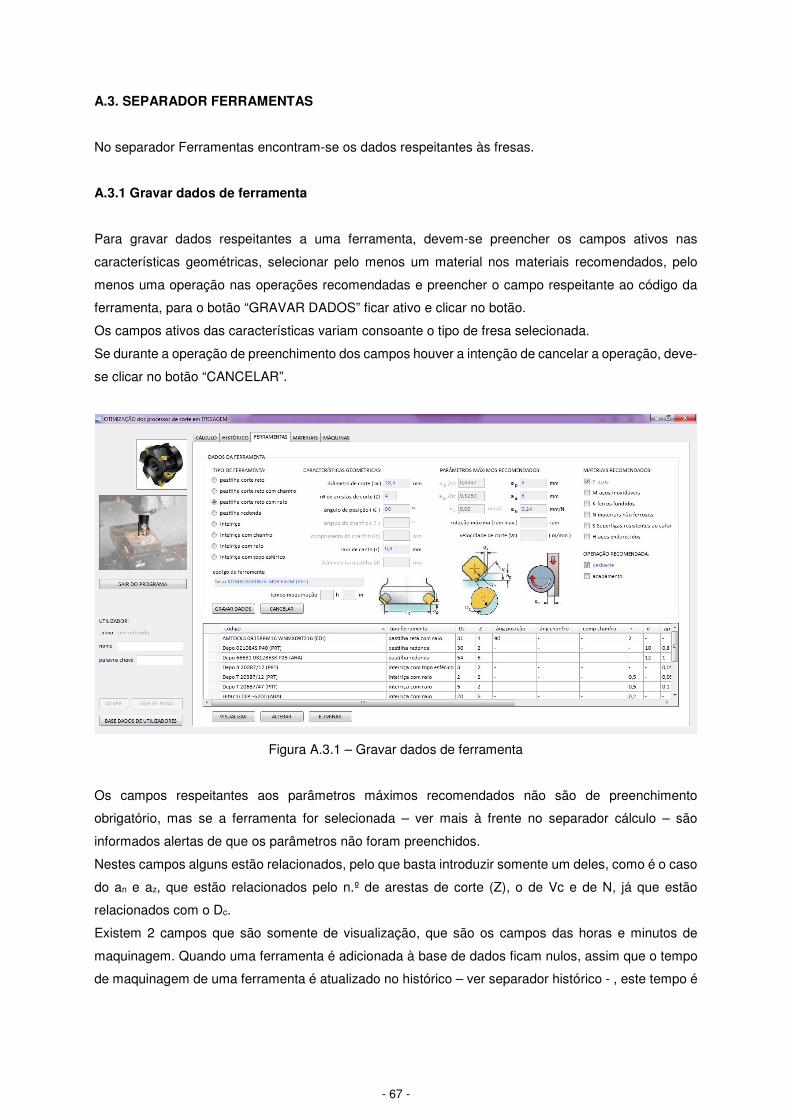
- 67 -
A.3. SEPARADOR FERRAMENTAS
No separador Ferramentas encontram-se os dados respeitantes às fresas.
A.3.1 Gravar dados de ferramenta
Para gravar dados respeitantes a uma ferramenta, devem-se preencher os campos ativos nas
características geométricas, selecionar pelo menos um material nos materiais recomendados, pelo
menos uma operação nas operações recomendadas e preencher o campo respeitante ao código da
ferramenta, para o botão “GRAVAR DADOS” ficar ativo e clicar no botão.
Os campos ativos das características variam consoante o tipo de fresa selecionada.
Se durante a operação de preenchimento dos campos houver a intenção de cancelar a operação, deve-
se clicar no botão “CANCELAR”.
Figura A.3.1 – Gravar dados de ferramenta
Os campos respeitantes aos parâmetros máximos recomendados não são de preenchimento
obrigatório, mas se a ferramenta for selecionada – ver mais à frente no separador cálculo – são
informados alertas de que os parâmetros não foram preenchidos.
Nestes campos alguns estão relacionados, pelo que basta introduzir somente um deles, como é o caso
do an e az, que estão relacionados pelo n.º de arestas de corte (Z), o de Vc e de N, já que estão
relacionados com o Dc.
Existem 2 campos que são somente de visualização, que são os campos das horas e minutos de
maquinagem. Quando uma ferramenta é adicionada à base de dados ficam nulos, assim que o tempo
de maquinagem de uma ferramenta é atualizado no histórico – ver separador histórico - , este tempo é
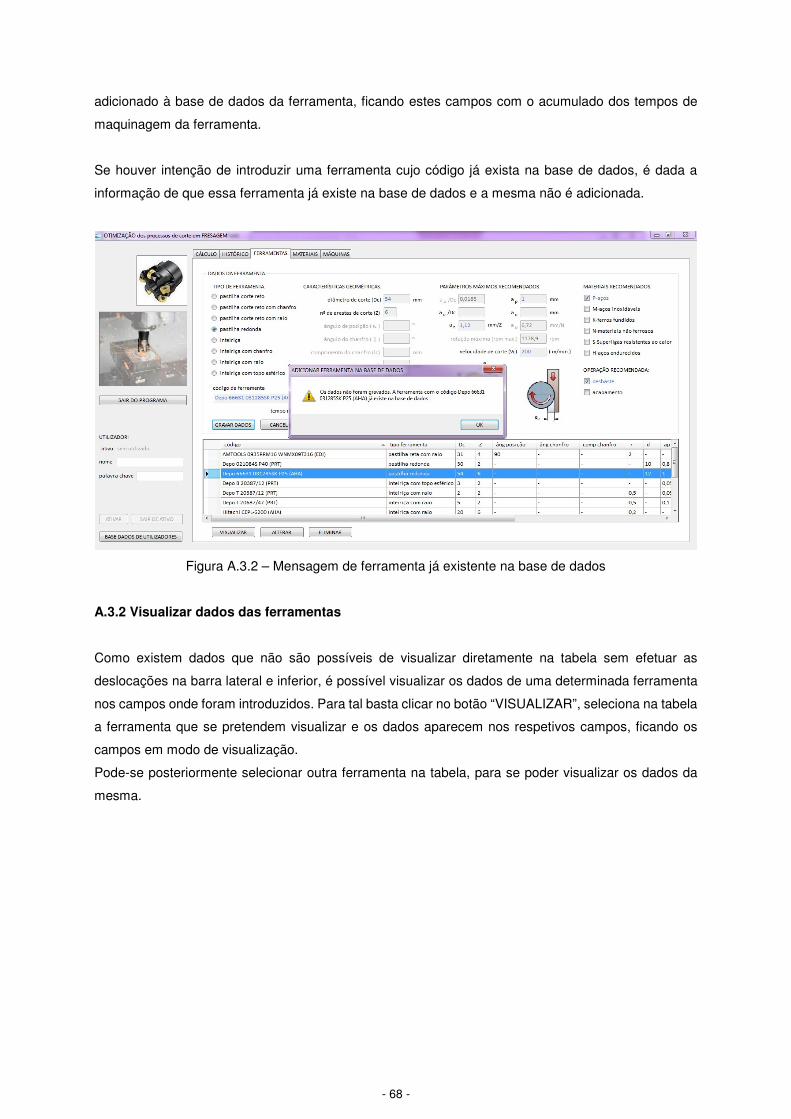
- 68 -
adicionado à base de dados da ferramenta, ficando estes campos com o acumulado dos tempos de
maquinagem da ferramenta.
Se houver intenção de introduzir uma ferramenta cujo código já exista na base de dados, é dada a
informação de que essa ferramenta já existe na base de dados e a mesma não é adicionada.
Figura A.3.2 – Mensagem de ferramenta já existente na base de dados
A.3.2 Visualizar dados das ferramentas
Como existem dados que não são possíveis de visualizar diretamente na tabela sem efetuar as
deslocações na barra lateral e inferior, é possível visualizar os dados de uma determinada ferramenta
nos campos onde foram introduzidos. Para tal basta clicar no botão “VISUALIZAR”, seleciona na tabela
a ferramenta que se pretendem visualizar e os dados aparecem nos respetivos campos, ficando os
campos em modo de visualização.
Pode-se posteriormente selecionar outra ferramenta na tabela, para se poder visualizar os dados da
mesma.

- 69 -
Figura A.3.3 – Visualização de dados de ferramenta
A.3.3 Alterar dados de ferramenta
Para alterar dados de uma ferramental existente na base de dados, deve-se selecionar a ferramenta
na tabela e clicar no botão “ALTERAR”. Os dados são editados nos respetivos campos. Após se
alterarem os valores pretendidos, deve-se clicar no botão “GRAVAR”.
A introdução dos dados segue o mesmo critério explicado anteriormente para gravar dados.
Se houver a intenção de cancelar a introdução de dados, deve-se clicar no botão “CANCELAR”.
Figura A.3.4 – Alterar dados de ferramenta
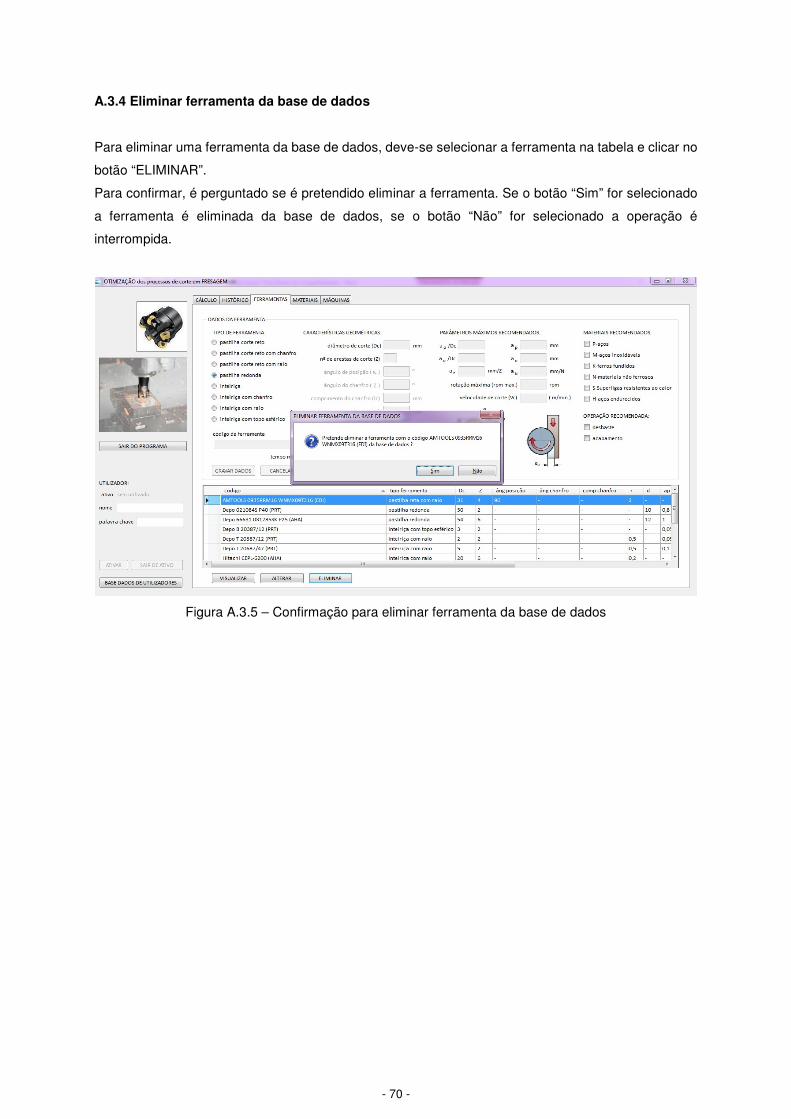
- 70 -
A.3.4 Eliminar ferramenta da base de dados
Para eliminar uma ferramenta da base de dados, deve-se selecionar a ferramenta na tabela e clicar no
botão “ELIMINAR”.
Para confirmar, é perguntado se é pretendido eliminar a ferramenta. Se o botão “Sim” for selecionado
a ferramenta é eliminada da base de dados, se o botão “Não” for selecionado a operação é
interrompida.
Figura A.3.5 – Confirmação para eliminar ferramenta da base de dados

- 71 -
A.4. SEPARADOR CÁLCULO
No separador Cálculo é onde se faz a seleção da ferramenta para ser utilizada na maquinagem, após
realização dos cálculos dos parâmetros de corte de todas as ferramentas existente na base de dados.
A.4.1 Calcular valores
Para o botão “CALCULAR” ficar ativo é necessário selecionar uma máquina da base de dados, o
material a maquinar a partir da base de dados, os parâmetros de corte - ap, ae e az – desejados, o tipo
de operação e o sentido de corte da maquinagem.
O sentido do corte somente influencia o cálculo da rugosidade.
Ao clicar no botão “CALCULAR” aparecem na tabela todas as ferramentas existentes na base
de dados, ordenadas por ordem decrescente de Q – taxa de remoção de material.
Para se limpar os valores calculados e introduzidos, deve-se clicar em “CANCELAR”.
Figura A.4.1 – Calculo dos parâmetros de corte das ferramentas existentes na base de dados
Existem 2 situações em que existirão campos na Grelha que não serão calculados:
1. No caso do cálculo com pastilhas redonda, se a profundidade de corte proposta for superior ao raio
da pastilha. Neste caso o cálculo do diâmetro exterior de corte não é compatível, visto que a
profundidade de corte tem de ser menor que o raio da pastilha e nenhum dos campos serão calculados,
já que o diâmetro exterior de corte entra no cálculo dos campos seguintes.
2. No caso de a largura de corte proposta ser superior ao diâmetro exterior de corte calculado. Neste
caso o cálculo da espessura média da apara não é compatível e o cálculo dos parâmetros com ela
relacionados – força de corte, potência de corte e binário de corte – não serão efetuados.
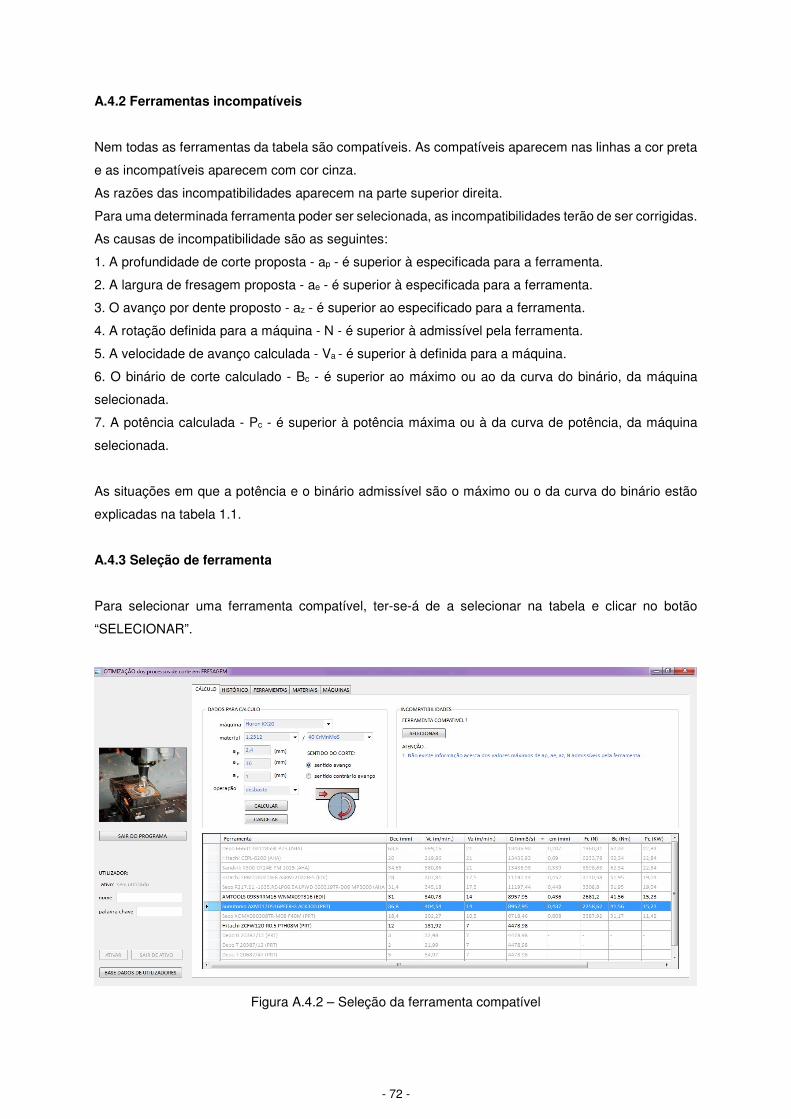
- 72 -
A.4.2 Ferramentas incompatíveis
Nem todas as ferramentas da tabela são compatíveis. As compatíveis aparecem nas linhas a cor preta
e as incompatíveis aparecem com cor cinza.
As razões das incompatibilidades aparecem na parte superior direita.
Para uma determinada ferramenta poder ser selecionada, as incompatibilidades terão de ser corrigidas.
As causas de incompatibilidade são as seguintes:
1. A profundidade de corte proposta - ap - é superior à especificada para a ferramenta.
2. A largura de fresagem proposta - ae - é superior à especificada para a ferramenta.
3. O avanço por dente proposto - az - é superior ao especificado para a ferramenta.
4. A rotação definida para a máquina - N - é superior à admissível pela ferramenta.
5. A velocidade de avanço calculada - Va - é superior à definida para a máquina.
6. O binário de corte calculado - Bc - é superior ao máximo ou ao da curva do binário, da máquina
selecionada.
7. A potência calculada - Pc - é superior à potência máxima ou à da curva de potência, da máquina
selecionada.
As situações em que a potência e o binário admissível são o máximo ou o da curva do binário estão
explicadas na tabela 1.1.
A.4.3 Seleção de ferramenta
Para selecionar uma ferramenta compatível, ter-se-á de a selecionar na tabela e clicar no botão
“SELECIONAR”.
Figura A.4.2 – Seleção da ferramenta compatível
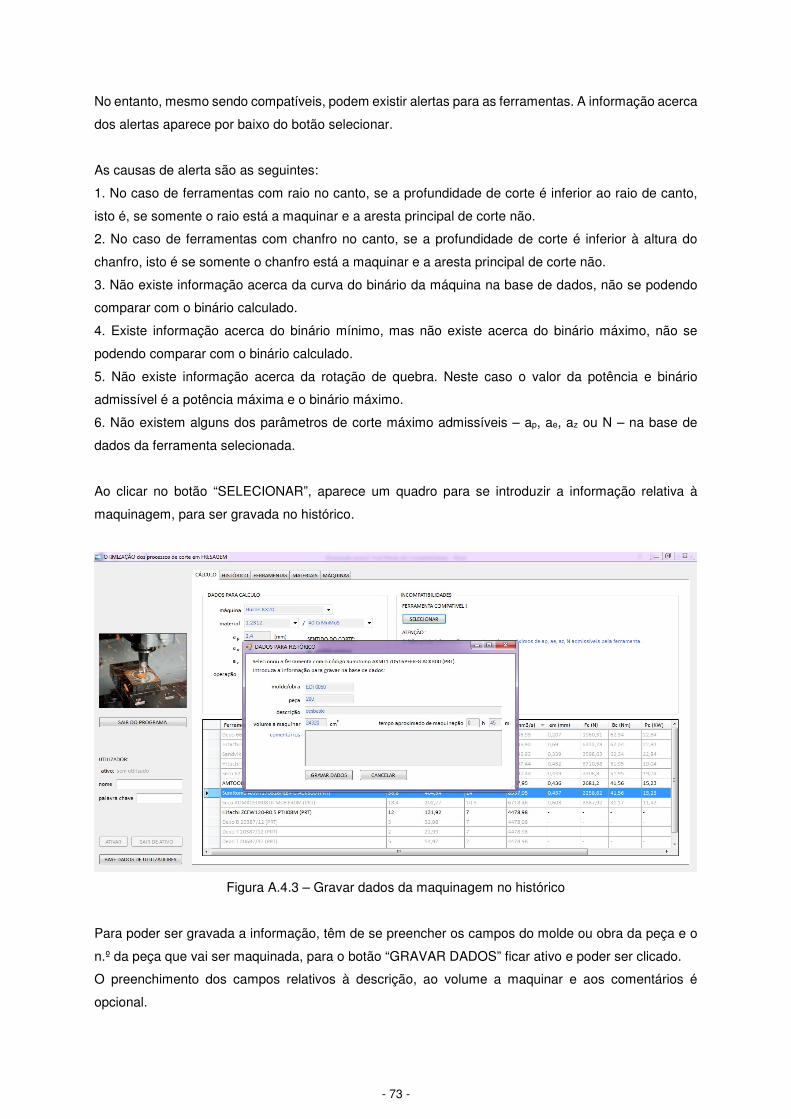
- 73 -
No entanto, mesmo sendo compatíveis, podem existir alertas para as ferramentas. A informação acerca
dos alertas aparece por baixo do botão selecionar.
As causas de alerta são as seguintes:
1. No caso de ferramentas com raio no canto, se a profundidade de corte é inferior ao raio de canto,
isto é, se somente o raio está a maquinar e a aresta principal de corte não.
2. No caso de ferramentas com chanfro no canto, se a profundidade de corte é inferior à altura do
chanfro, isto é se somente o chanfro está a maquinar e a aresta principal de corte não.
3. Não existe informação acerca da curva do binário da máquina na base de dados, não se podendo
comparar com o binário calculado.
4. Existe informação acerca do binário mínimo, mas não existe acerca do binário máximo, não se
podendo comparar com o binário calculado.
5. Não existe informação acerca da rotação de quebra. Neste caso o valor da potência e binário
admissível é a potência máxima e o binário máximo.
6. Não existem alguns dos parâmetros de corte máximo admissíveis – ap, ae, az ou N – na base de
dados da ferramenta selecionada.
Ao clicar no botão “SELECIONAR”, aparece um quadro para se introduzir a informação relativa à
maquinagem, para ser gravada no histórico.
Figura A.4.3 – Gravar dados da maquinagem no histórico
Para poder ser gravada a informação, têm de se preencher os campos do molde ou obra da peça e o
n.º da peça que vai ser maquinada, para o botão “GRAVAR DADOS” ficar ativo e poder ser clicado.
O preenchimento dos campos relativos à descrição, ao volume a maquinar e aos comentários é
opcional.
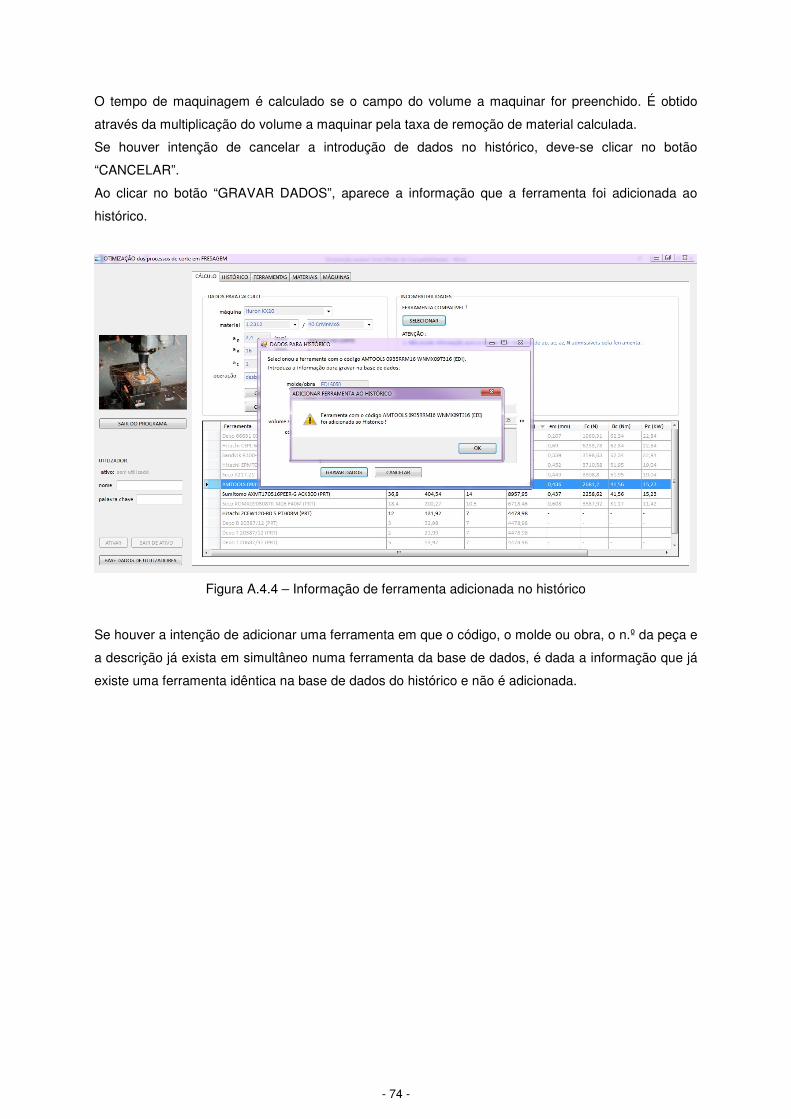
- 74 -
O tempo de maquinagem é calculado se o campo do volume a maquinar for preenchido. É obtido
através da multiplicação do volume a maquinar pela taxa de remoção de material calculada.
Se houver intenção de cancelar a introdução de dados no histórico, deve-se clicar no botão
“CANCELAR”.
Ao clicar no botão “GRAVAR DADOS”, aparece a informação que a ferramenta foi adicionada ao
histórico.
Figura A.4.4 – Informação de ferramenta adicionada no histórico
Se houver a intenção de adicionar uma ferramenta em que o código, o molde ou obra, o n.º da peça e
a descrição já exista em simultâneo numa ferramenta da base de dados, é dada a informação que já
existe uma ferramenta idêntica na base de dados do histórico e não é adicionada.

- 75 -
Figura A.4.5 – Informação de ferramenta já existente no histórico
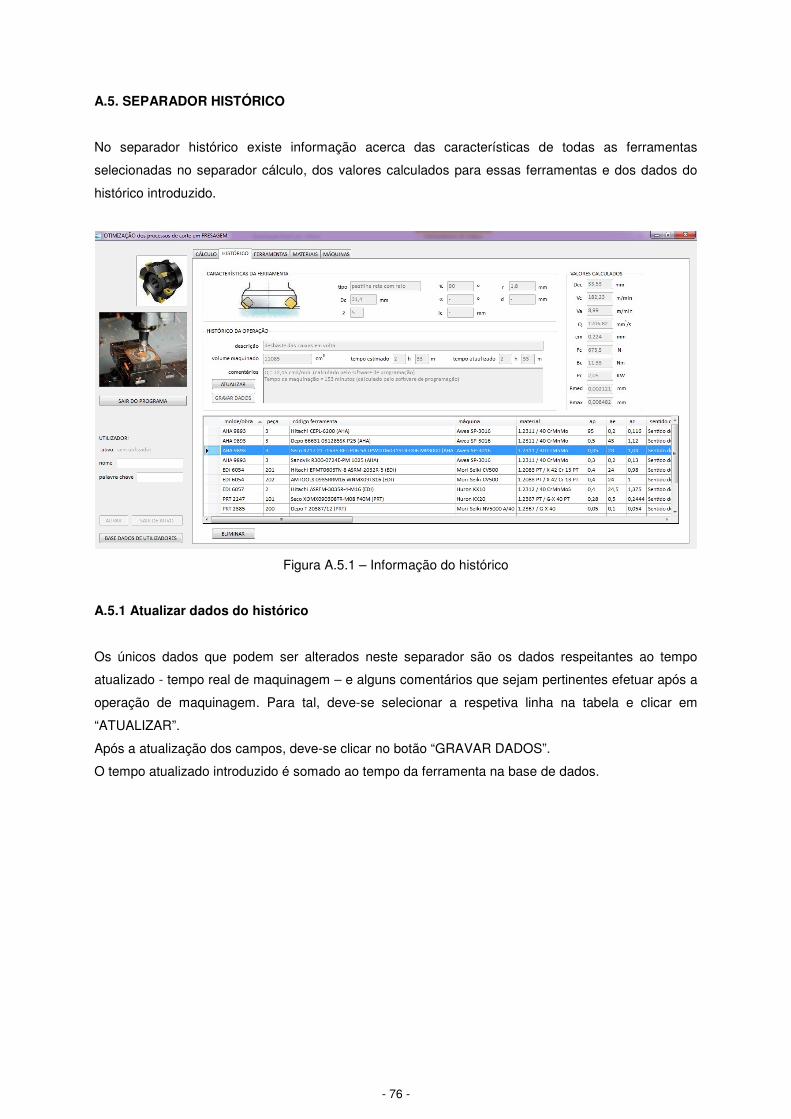
- 76 -
A.5. SEPARADOR HISTÓRICO
No separador histórico existe informação acerca das características de todas as ferramentas
selecionadas no separador cálculo, dos valores calculados para essas ferramentas e dos dados do
histórico introduzido.
Figura A.5.1 – Informação do histórico
A.5.1 Atualizar dados do histórico
Os únicos dados que podem ser alterados neste separador são os dados respeitantes ao tempo
atualizado - tempo real de maquinagem – e alguns comentários que sejam pertinentes efetuar após a
operação de maquinagem. Para tal, deve-se selecionar a respetiva linha na tabela e clicar em
“ATUALIZAR”.
Após a atualização dos campos, deve-se clicar no botão “GRAVAR DADOS”.
O tempo atualizado introduzido é somado ao tempo da ferramenta na base de dados.
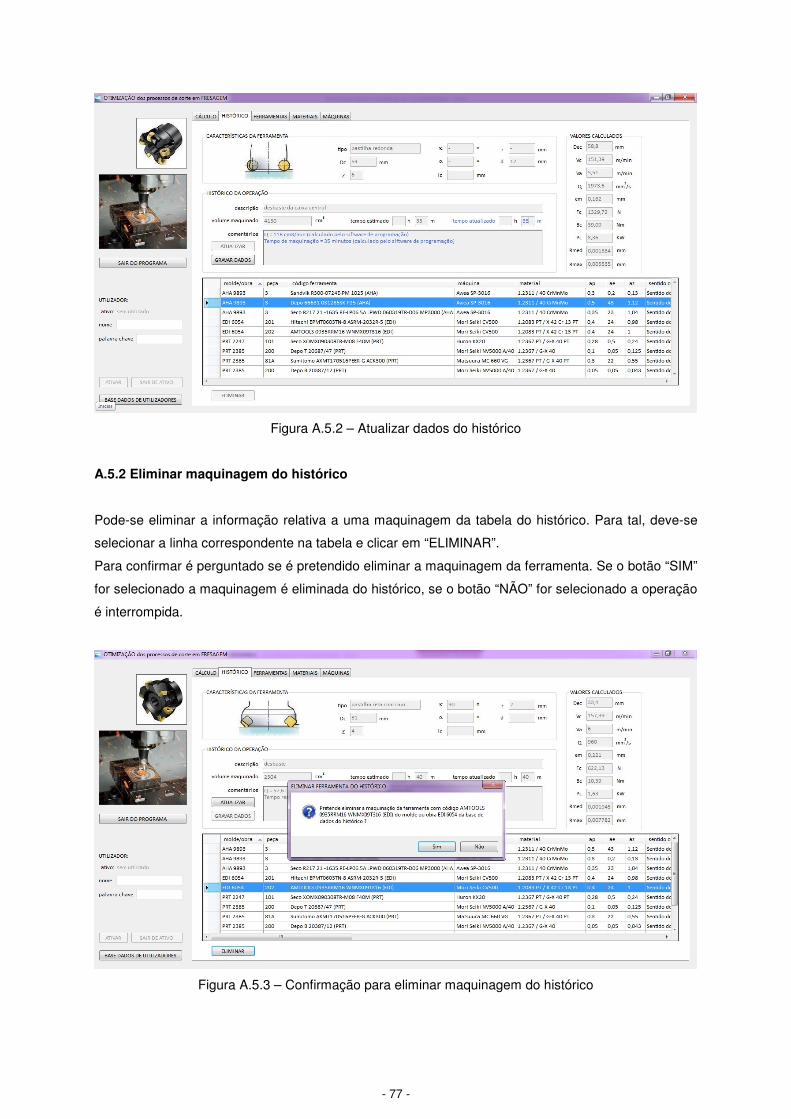
- 77 -
Figura A.5.2 – Atualizar dados do histórico
A.5.2 Eliminar maquinagem do histórico
Pode-se eliminar a informação relativa a uma maquinagem da tabela do histórico. Para tal, deve-se
selecionar a linha correspondente na tabela e clicar em “ELIMINAR”.
Para confirmar é perguntado se é pretendido eliminar a maquinagem da ferramenta. Se o botão “SIM”
for selecionado a maquinagem é eliminada do histórico, se o botão “NÃO” for selecionado a operação
é interrompida.
Figura A.5.3 – Confirmação para eliminar maquinagem do histórico
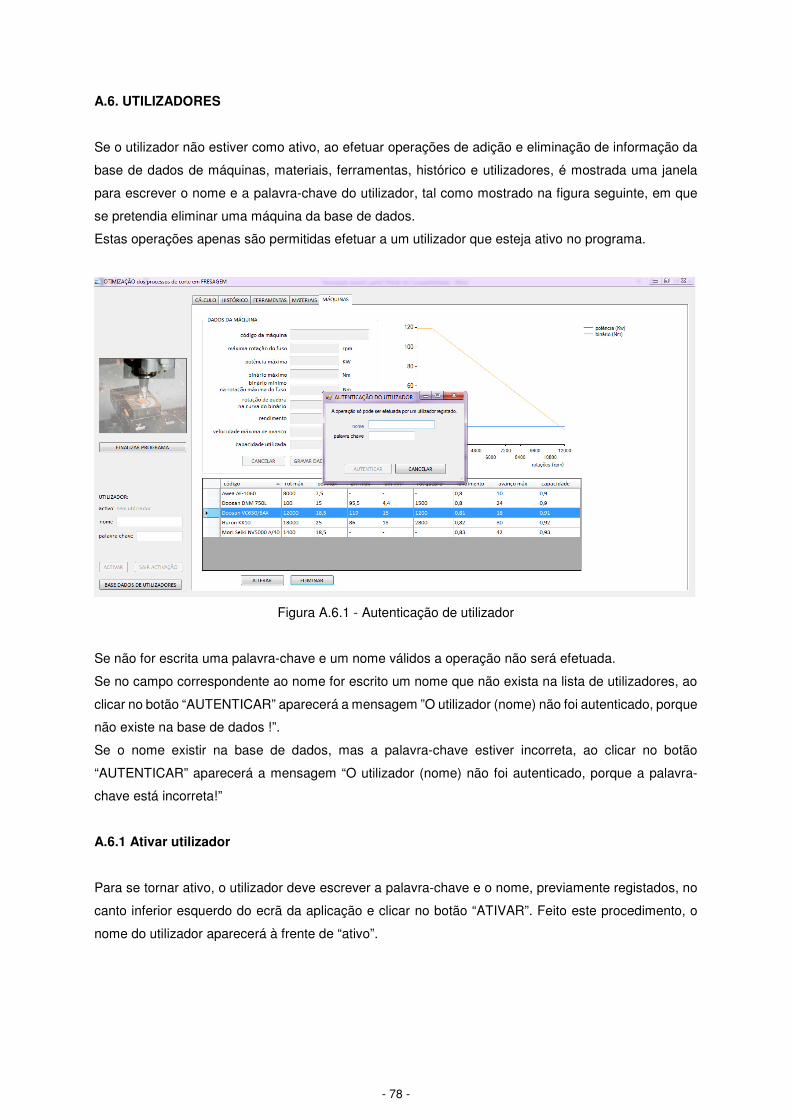
- 78 -
A.6. UTILIZADORES
Se o utilizador não estiver como ativo, ao efetuar operações de adição e eliminação de informação da
base de dados de máquinas, materiais, ferramentas, histórico e utilizadores, é mostrada uma janela
para escrever o nome e a palavra-chave do utilizador, tal como mostrado na figura seguinte, em que
se pretendia eliminar uma máquina da base de dados.
Estas operações apenas são permitidas efetuar a um utilizador que esteja ativo no programa.
Figura A.6.1 - Autenticação de utilizador
Se não for escrita uma palavra-chave e um nome válidos a operação não será efetuada.
Se no campo correspondente ao nome for escrito um nome que não exista na lista de utilizadores, ao
clicar no botão “AUTENTICAR” aparecerá a mensagem ”O utilizador (nome) não foi autenticado, porque
não existe na base de dados !”.
Se o nome existir na base de dados, mas a palavra-chave estiver incorreta, ao clicar no botão
“AUTENTICAR” aparecerá a mensagem “O utilizador (nome) não foi autenticado, porque a palavra-
chave está incorreta!”
A.6.1 Ativar utilizador
Para se tornar ativo, o utilizador deve escrever a palavra-chave e o nome, previamente registados, no
canto inferior esquerdo do ecrã da aplicação e clicar no botão “ATIVAR”. Feito este procedimento, o
nome do utilizador aparecerá à frente de “ativo”.
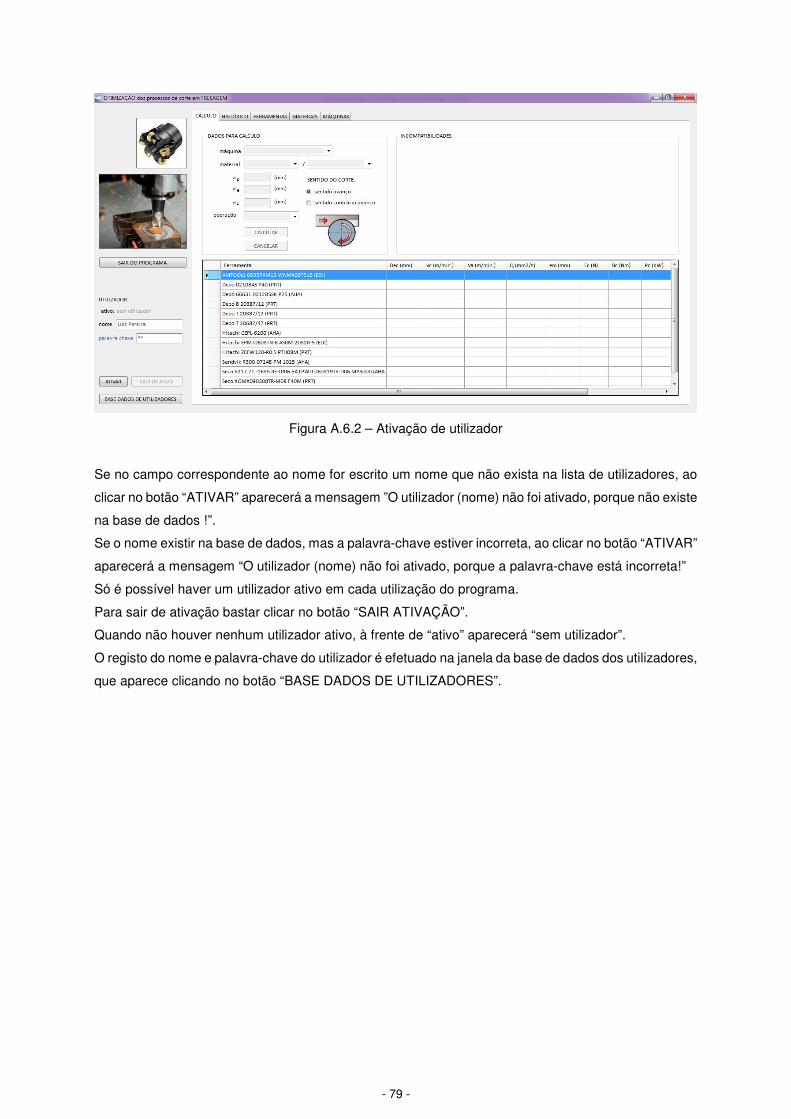
- 79 -
Figura A.6.2 – Ativação de utilizador
Se no campo correspondente ao nome for escrito um nome que não exista na lista de utilizadores, ao
clicar no botão “ATIVAR” aparecerá a mensagem ”O utilizador (nome) não foi ativado, porque não existe
na base de dados !”.
Se o nome existir na base de dados, mas a palavra-chave estiver incorreta, ao clicar no botão “ATIVAR”
aparecerá a mensagem “O utilizador (nome) não foi ativado, porque a palavra-chave está incorreta!”
Só é possível haver um utilizador ativo em cada utilização do programa.
Para sair de ativação bastar clicar no botão “SAIR ATIVAÇÃO”.
Quando não houver nenhum utilizador ativo, à frente de “ativo” aparecerá “sem utilizador”.
O registo do nome e palavra-chave do utilizador é efetuado na janela da base de dados dos utilizadores,
que aparece clicando no botão “BASE DADOS DE UTILIZADORES”.
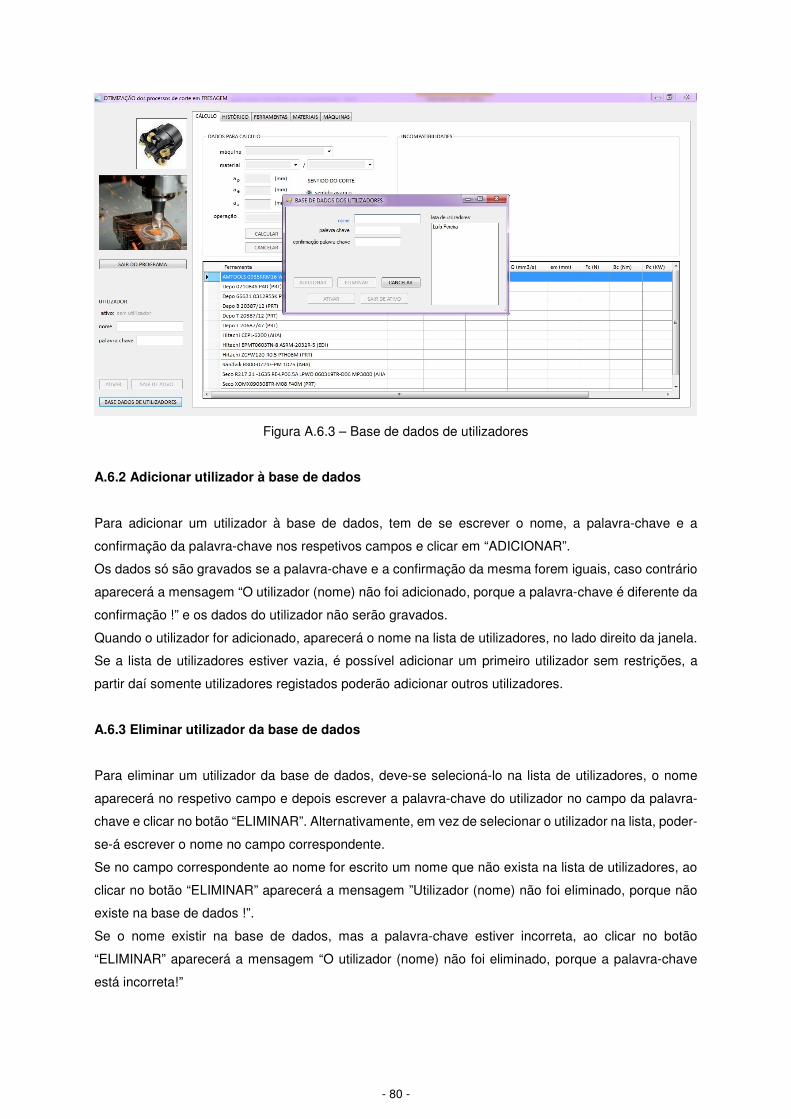
- 80 -
Figura A.6.3 – Base de dados de utilizadores
A.6.2 Adicionar utilizador à base de dados
Para adicionar um utilizador à base de dados, tem de se escrever o nome, a palavra-chave e a
confirmação da palavra-chave nos respetivos campos e clicar em “ADICIONAR”.
Os dados só são gravados se a palavra-chave e a confirmação da mesma forem iguais, caso contrário
aparecerá a mensagem “O utilizador (nome) não foi adicionado, porque a palavra-chave é diferente da
confirmação !” e os dados do utilizador não serão gravados.
Quando o utilizador for adicionado, aparecerá o nome na lista de utilizadores, no lado direito da janela.
Se a lista de utilizadores estiver vazia, é possível adicionar um primeiro utilizador sem restrições, a
partir daí somente utilizadores registados poderão adicionar outros utilizadores.
A.6.3 Eliminar utilizador da base de dados
Para eliminar um utilizador da base de dados, deve-se selecioná-lo na lista de utilizadores, o nome
aparecerá no respetivo campo e depois escrever a palavra-chave do utilizador no campo da palavra-
chave e clicar no botão “ELIMINAR”. Alternativamente, em vez de selecionar o utilizador na lista, poder-
se-á escrever o nome no campo correspondente.
Se no campo correspondente ao nome for escrito um nome que não exista na lista de utilizadores, ao
clicar no botão “ELIMINAR” aparecerá a mensagem ”Utilizador (nome) não foi eliminado, porque não
existe na base de dados !”.
Se o nome existir na base de dados, mas a palavra-chave estiver incorreta, ao clicar no botão
“ELIMINAR” aparecerá a mensagem “O utilizador (nome) não foi eliminado, porque a palavra-chave
está incorreta!”

- 81 -
Nesta janela de base de dados de utilizadores é possível ativar um utilizador e sair de desativação,
seguindo os mesmos procedimentos explicados em cima.
Para fechar a janela da base de dados de utilizadores, basta clicar no botão “CANCELAR”.