d laser - s3.uninove.brs3.uninove.br/app/uploads/2015/10/1445255579-2012_dissertacao_2012... ·...
TRANSCRIPT

UNIVERSIDADE NOVE DE JULHO DIRETORIA DE CIÊNCIAS EXATAS
PROGRAMA DE MESTRADO EM ENGENHARIA DE PRODUÇÃO
MEDIÇÃO DO DESGASTE DE BROCAS HELICOIDAIS DE AÇO RÁPIDO POR MEIO DO USO DE UM
DISPOSITIVO A LASER
FERNANDO APARECIDO PACHECO DA SILVA FORTUNATO
SÃO PAULO
2012

UNIVERSIDADE NOVE DE JULHO DIRETORIA DE CIÊNCIAS EXATAS
PROGRAMA DE MESTRADO EM ENGENHARIA DE PRODUÇÃO
MEDIÇÃO DO DESGASTE DE BROCAS HELICOIDAIS DE AÇO RÁPIDO POR MEIO DO USO DE UM
DISPOSITIVO A LASER
FERNANDO APARECIDO PACHECO DA SILVA FORTUNATO
ORIENTADOR: PROF. DR. ELESANDRO ANTONIO BAPTISTA
CO-ORIENTADOR: PROF. DR. NIVALDO LEMOS COPPINI
Dissertação apresentada ao Programa de Mestrado em Engenharia de Produção, da Universidade Nove de Julho – UNINOVE, como requisito para a obtenção do título de Mestre em Engenharia de Produção.
SÃO PAULO
2012

Fortunato, Fernando Aparecido Pacheco da Silva. Medição do desgaste de brochas helicoidais de aço rápido por meio do uso de um dispositivo a LASER. . / Fernando Aparecido Pacheco da Silva Fortunato. 2012. 142 f. Dissertação (mestrado) – Universidade Nove de Julho - UNINOVE, São Paulo, 2012. Orientador (a): Prof. Dr. Elesandro Antonio Baptista.
1. Brocas. 2. Aço rápido. 3. Laser. 4. Desgaste. I. Baptista, Elesandro Antonio.
CDU 624

I

II
Dedico este trabalho aos meus
amados pais, Valdir e Irma; e a
minha querida irmã Priscila.

III
AGRADECIMENTOS
Primeiramente agradeço a Deus por minha vida. Obrigado Senhor por me conduzir a mais uma grande vitória; a conclusão do curso de mestrado.
Aos meus Pais Valdir Fortunato e Irma Pacheco da Silva Fortunato, os melhores pais que um filho poderia ter. Não tenho palavras para expressar o amor, orgulho, admiração e a gratidão que sinto por vocês.
À minha irmã Priscila Aparecida Pacheco Fortunato, pelo amor, apoio incondicional, amizade, e encorajamento em todos os momentos da minha vida.
Aos meus padrinhos Angela Pacheco Caetano e José Maria Caetano, por serem pessoas maravilhosas e estarem sempre presentes na minha vida.
Ao meu orientador e amigo, Professor Dr. Elesandro Antonio Baptista; a quem agradeço pelos ensinamentos, companheirismo, dedicação e a valiosa orientação.
Ao Co-orientador deste trabalho, o Professor Dr. Nivaldo Lemos Coppini; agradeço pela amizade, confiança, sabedoria e experiência, que foram muito importantes para o desenvolvimento deste trabalho.
Ao Professor Dr. Milton Vieira Junior, pela amizade, incentivo e todo auxílio fornecido durante o curso.
Ao Professor Dr. Marcos Valério Ribeiro, por sua presença na banca examinadora.
Aos Engenheiros Pedro Cabrera Junior e Ivan Correr, pela atenção, companheirismo e constante suporte durante os ensaios de furação.
À empresa GEOTECNO, por disponibilizar seus equipamentos e espaço físico para execução dos ensaios de furação.
À Universidade Nove de Julho, pela bolsa de estudos integral.

IV
“Tenha coragem vá em frente. Determinação, coragem e
autoconfiança são fatores decisivos para o sucesso. Não importam
quais sejam os obstáculos e as dificuldades. Se estamos possuídos
de uma inabalável determinação, conseguiremos superá-los.
Independentemente das circunstâncias, devemos ser sempre
humildes, recatados e despidos de orgulho”.
Tenzin Gyatso – 14º Dalai Lama

V
FORTUNATO, Fernando Aparecido Pacheco da Silva. Medição do Desgaste de Brocas Helicoidais de Aço Rápido Por Meio do Uso de um Dispositivo a LASER. 2012. 142 f. Dissertação (Mestrado em Engenharia de Produção) –
Diretoria de Ciências Exatas, Universidade Nove de Julho, São Paulo.
RESUMO
Este trabalho demonstra como o desgaste das brocas helicoidais de aço
rápido, pode ser medido por meio da utilização de um dispositivo LASER (Light
Amplification by Stimulated Emission of Radiation). Foram realizados ensaios
de furação em corpos de prova fabricados com aço 4340, utilizando brocas
com diâmetro de 10 mm. A máquina utilizada nos ensaios foi um centro de
usinagem CNC (Comando Numérico Computadorizado), munido de um
Toolsetter a LASER. A medição ocorreu após a execução de um ou mais furos;
a broca que estava em regime de rotação é paralisada, em seguida, o eixo
principal onde a ferramenta foi fixada, se movimenta até o dispositivo
responsável pela medição, interrompendo parcialmente a emissão do feixe de
LASER. À distância gerada pela interrupção da broca foi convertida pelo
sistema eletrônico do Toolsetter, para valores numéricos reais. Os dados
gerados nos ensaios foram coletados por um software de captura de
informações instalado em um notebook, que foi conectado via cabo USB ao
Toolsetter. As informações foram tratadas, para permitir a geração de gráficos
das variações dimensionais da ferramenta. As brocas utilizadas nos ensaios
foram fotografadas, e medidas com auxílio de um software CAD (Computer
Aided Design), para evidenciar a existência de variações dimensionais na
ferramenta. Por meio dos dados estudados nesta pesquisa, conclui-se que a
utilização de um dispositivo a LASER, é eficaz na medição de desgaste e
demais variações dimensionais, presentes nas brocas helicoidais de aço
rápido, após as operações de furação.
PALAVRAS-CHAVE: brocas; aço rápido; LASER; desgaste; Toolsetter.

VI
FORTUNATO, Fernando Aparecido Pacheco da Silva. Measurement of Helical drill Wear of high speed steel through the use of a LASER Device.
2012. 142 f. Dissertação (Mestrado em Engenharia de Produção) – Diretoria de
Ciências Exatas, Universidade Nove de Julho, São Paulo.
ABSTRACT
This work shows how the wear of high speed steel twist drill bits, can be
measured through the use of a LASER (Light Amplification by Stimulated
Emission of Radiation). Drilling tests were carried out on specimens made from
4340 steel, using drills with diameter of 10 mm. The machine used in the tests
was a CNC (Computer Numerical Control) machining centre, fitted with a
LASER Toolsetter. The measurement took place after the execution of one or
more holes; the bit that was in rotation scheme is paralyzed, then the main axis
where the tool was fixed, moves up the device responsible for measurement,
partially interrupting the emission of the LASER beam. Distance learning
generated by the interruption of the drill was converted by the electronic system,
Toolsetter for numeric values. The data generated in trials were collected by
information capture software installed on a notebook, which was connected via
USB cable to Toolsetter. The information was handled, to allow the generation
of graphs of dimensional variations of the tool. The drills used in the trials were
photographed, and measures with the aid of a software Computer Aided Design
(CAD), to highlight the existence of dimensional variations in the tool. Through
this research, data studied concludes that the use of a LASER device is
effective in the measurement of wear and other dimensional variations, present
in high speed steel twist drills, after drilling operations.
KEYWORDS: drills; high speed steel; LASER; wear; Toolsetter.
SUMÁRIO
RESUMO .............................................................................................................. V
ABSTRACT .......................................................................................................... VI LISTA DE FIGURAS ............................................................................................... IX
LISTA DE ABREVIATURAS E SIGLAS ...................................................................... XII LISTA DE GRÁFICOS ............................................................................................ XV
LISTA DE EQUAÇÕES ........................................................................................ XVII 1. INTRODUÇÃO.............................................................................................. 1
1.1. JUSTIFICATIVA ................................ ................................ ................................ ..... 2 1.2. OBJETIVOS ................................ ................................ ................................ ......... 3 1.2.1. OBJETIVO GERAL ....................................................................................................... 3 1.2.2. OBJETIVOS ESPECÍFICOS ............................................................................................ 3 1.3. ESTRUTURA DO TRABALHO ................................ ................................ .................. 3
2. LEVANTAMENTO BIBLIOGRÁFICO ................................................................. 5
2.1. A OPERAÇÃO DE FURAÇÃO ................................ ................................ ................... 5 2.1.1. MOVIMENTOS DA OPERAÇÃO DE FURAÇÃO ................................................................... 7 2.1.2. BROCAS HELICOIDAIS DE AÇO RÁPIDO ......................................................................... 9 2.1.3. PARÂMETROS DE FURAÇÃO ...................................................................................... 13 2.1.4. FLUÍDOS DE CORTE E A OPERAÇÃO DE FURAÇÃO ........................................................ 20 2.1.5. DEFEITOS GERADOS NOS FUROS ............................................................................... 22 2.1.6. TIPOS DE DESGASTE EM BROCAS HELICOIDAIS ........................................................... 25 2.1.7. QUANTIFICANDO O DESGASTE DAS BROCAS HELICOIDAIS ............................................ 29 2.1.8. COMO O DESGASTE DAS BROCAS HELICOIDAIS PODE SER AVALIADO? .......................... 30 2.1.9. CRITÉRIOS DE FINAL DE VIDA DAS BROCAS ................................................................. 36 2.1.10. ESTIMANDO A VIDA ÚTIL DAS BROCAS ........................................................................ 39 2.2. MEDIÇÃO DE DESGASTE DAS FERRAMENTAS DE CORTE EM MÁQUINAS CNC .......... 41 2.2.1. MEDIÇÃO DE DESGASTE MANUAL NA PRÓPRIA MÁQUINA.............................................. 42 2.2.2. MEDIÇÃO DE DESGASTE COM DISPOSITIVOS DENTRO DA MÁQUINA .............................. 44 2.2.3. MEDIÇÃO DE DESGASTE POR MEIO DE MÁQUINAS INDEPENDENTES .............................. 48
3. METODOLOGIA ......................................................................................... 51
3.1. CLASSIFICAÇÃO DA PESQUISA ................................ ................................ ............ 51 3.2. ETAPAS DA PESQUISA ................................ ................................ ........................ 51 3.3. DETALHES SOBRE O ENSAIO DE FURAÇÃO ................................ ........................... 53 3.4. PREPARAÇÃO DA MÁQUINA PARA O ENSAIO DE FURAÇÃO ................................ ..... 57 3.5. PRÉ-TESTE ................................ ................................ ................................ ....... 58 3.6. ENSAIOS DE FURAÇÃO ................................ ................................ ....................... 59 3.7. TRATAMENTO DOS DADOS COLETADOS ................................ ............................... 61 3.8. MÉTODO UTILIZADO NA OBTENÇÃO DE IMAGENS DAS BROCAS .............................. 63 3.9. PROCEDIMENTO EMPREGADO NA MEDIÇÃO DE IMAGENS ................................ ...... 65
4. RESULTADOS ........................................................................................... 69
4.1. ACERTO DOS PARÂMETROS ................................ ................................ ............... 69 4.2. RESULTADOS COM NOVOS PARÂMETROS DE USINAGEM ................................ ....... 71
5. CONCLUSÕES .......................................................................................... 94

VIII
5.1. SUGESTÕES PARA TRABALHOS FUTUROS ................................ ............................ 95
REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................ 96
BIBLIOGRAFIA CONSULTADA.............................................................................. 119
APÊNDICE ........................................................................................................ 120

IX
LISTA DE FIGURAS
FIGURA 1 – COMBINAÇÃO DOS MOVIMENTOS DE ROTAÇÃO E AVANÇO DURANTE A FURAÇÃO (ADAPTADO DE KOLE ET AL., 1997). ...................................................... 7
FIGURA 2 – MOVIMENTOS NA FURAÇÃO (DINIZ ET AL., 2005). ....................................... 8 FIGURA 3 – PARTES DE UMA BROCA HELICOIDAL (DINIZ ET AL., 2005). ........................ 10 FIGURA 4 – DESENHO DE UMA BROCA HELICOIDAL COM HASTE CILÍNDRICA (DINIZ ET AL.,
2005). .................................................................................................................. 11 FIGURA 5 – ÂNGULO DE PONTA DA BROCA (KOLE ET AL., 1997). .................................. 11 FIGURA 6 – ÂNGULO DE HÉLICE DA BROCA (KOLE ET AL., 1997). ................................. 12 FIGURA 7 – TRÊS CLASSIFICAÇÕES DOS ÂNGULOS DE HÉLICE; SEUS RESPECTIVOS ÂNGULOS
DE PONTA E AS APLICAÇÕES (BRAGA ET AL., 1999). ............................................. 12 FIGURA 8 – ÂNGULO LATERAL DE FOLGA DA BROCA (KOLE ET AL., 1997). ................... 13 FIGURA 9 – TRECHO DE UM QUADRO UTILIZADO PARA OBTER AS ROTAÇÕES EM RPM DAS
BROCAS HELICOIDAIS DE AÇO RÁPIDO (ADAPTADO DE WALKER, 2004, TRADUÇÃO DO AUTOR). .......................................................................................................... 14
FIGURA 10 – TRECHO DE UM QUADRO ONDE É POSSÍVEL ENCONTRAR O VALOR DA VELOCIDADE DE CORTE, PARA BROCAS FABRICADAS EM AÇO RÁPIDO, EM FUNÇÃO DO TIPO DE MATERIAL QUE SERÁ USINADO (KOLE ET AL., 1997)................................. 15
FIGURA 11 – TRECHO DE UM QUADRO, ONDE É POSSÍVEL ENCONTRAR O VALOR DO PERCURSO DE AVANÇO DAS BROCAS HELICOIDAIS POR ROTAÇÃO, EM FUNÇÃO DO DIÂMETRO DA BROCA (ADAPTADO DE CNC MANIA, 2009). ................................. 16
FIGURA 12 – FORÇAS ATUANTES NAS BROCAS HELICOIDAIS (KONIG; KLOCKE, 1997 APUD PAIVA JUNIOR, 2007). ............................................................................. 17
FIGURA 13 – CONSTANTES EMPÍRICAS PARA O CÁLCULO DO MOMENTO TORSOR (DINIZ ET AL., 2005). ........................................................................................................... 19
FIGURA 14 – APLICAÇÃO DO FLUÍDO DE CORTE POR MEIO DE SISTEMAS HIDRÁULICOS (ADAPTADO DE KOLE ET AL., 1997). ................................................................... 21
FIGURA 15 – ALMOTOLIAS (CIMM, 2009). ................................................................... 22 FIGURA 16 – DEFEITOS MAIS COMUNS NOS FUROS (SCHROETER ET AL., 2004). ........... 23 FIGURA 17 – RUGOSÍMETRO MEDINDO A RUGOSIDADE DE UM FURO (COSTA ET AL.,
2007). .................................................................................................................. 24 FIGURA 18 – DESGASTE FRONTAL (ADAPTADO DE SANDVIK COROMANT, 2006). .... 25 FIGURA 19 – DESGASTE DE CRATERA (ADAPTADO DE SANDVIK COROMANT, 2006).
............................................................................................................................ 26 FIGURA 20 – DEFORMAÇÃO PLÁSTICA DA ARESTA DE CORTE (ADAPTADO DE SANDVIK
COROMANT, 2006). .......................................................................................... 26 FIGURA 21 – LASCAMENTO DA BROCA (ADAPTADO DE SANDVIK COROMANT, 2006).
............................................................................................................................ 26 FIGURA 22 – TRINCAS NO CORPO DA BROCA (ADAPTADO DE SANDVIK COROMANT,
2006). .................................................................................................................. 27 FIGURA 23 – QUEBRA DA BROCA (SANDVIK COROMANT, 2006). ............................ 27 FIGURA 24 – BROCA COM ARESTAS POSTIÇAS DE CORTE (ADAPTADO DE SANDVIK
COROMANT, 2006). .......................................................................................... 28 FIGURA 25 – LOCAIS ONDE SÃO REALIZADAS AS MEDIÇÕES DA BROCA HELICOIDAL
(ADAPTADO DE KANAI ET AL., 1979 APUD MATTES, 2009). ............................... 29
X
FIGURA 26 – PAQUÍMETRO (A), MICROMETRO EXTERNO (B) E GONIÔMETRO (C) (ADAPTADO DE MITUTOYO, 2009). ................................................................... 31
FIGURA 27 – LUPA COM RETÍCULO (HOLTERMANN, 2011). ....................................... 31 FIGURA 28 – MICROSCÓPIO DE MEDIÇÃO (MITUTOYO, 2009). .................................... 32 FIGURA 29 – EXTREMIDADE DE CORTE DE UMA BROCA ANALISADA POR MEIO DA ANÁLISE
DE IMAGEM (PEREIRA, 2010). ............................................................................. 33 FIGURA 30 – MICROSCÓPIO ÓPTICO COM CAPTURA ELETRÔNICA DE IMAGEM (RAM
OPTICAL, 2007). ................................................................................................ 33 FIGURA 31 – PROJETOR DE PERFIL (MITUTOYO, 2009). .............................................. 34 FIGURA 32 – MÁQUINA UNIVERSAL DE MEDIR (SECCO, 1995A). ................................... 35 FIGURA 33 – MÁQUINA DE MEDIR COORDENADAS TRIDIMENSIONAIS (MITUTOYO,
2009). .................................................................................................................. 36 FIGURA 34 – FORMAS DE CAVACO: FITA (A); HELICOIDAL (B); ESPIRAL (C); LASCAS (D);
PEDAÇOS (E) (ADAPTADO DE FERRARESI, 1970). ............................................... 38 FIGURA 35 – RESULTADO DA SIMULAÇÃO DAS TEMPERATURAS DE USINAGEM EM UMA
BROCA POR MEIO DE ELEMENTOS FINITOS (LI; SHIH, 2007). .................................. 41 FIGURA 36 – MEDIÇÃO MANUAL DIRETA (VOLPATO ET AL., 2004). ............................. 43 FIGURA 37 – PRESETTING INTERNO POR CONTATO (VOLPATO ET AL., 2004). ............... 45 FIGURA 38 – O ESQUEMA DE MEDIÇÃO DE DESGASTE DE UMA FERRAMENTA, COM O
PRESETTING INTERNO SEM CONTATO (RENISHAW, 2003). ................................... 46 FIGURA 39 – MEDIÇÃO DE DESGASTE DE UMA BROCA COM O PRESETTING INTERNO SEM
CONTATO (RENISHAW, 2003). ........................................................................... 47 FIGURA 40 – PRESETTING EXTERNO DO TIPO MANUAL (BIDEFORD TOOL, 2011). ....... 49 FIGURA 41 – PRESETTING EXTERNO DO TIPO AUTOMÁTICO (ZAMEC, 2011). ................. 49 FIGURA 42 – CENTRO DE USINAGEM UTILIZADO NOS ENSAIOS DE FURAÇÃO (ADAPTADO DE
ROMI, 2005). ...................................................................................................... 54 FIGURA 43 – ESQUEMA ONDE É POSSÍVEL VISUALIZAR A MEDIÇÃO DA BROCA UTILIZANDO
O TOOLSETTER (ADAPTADO DE RENISHAW, 2003). ............................................ 55 FIGURA 44 – PONTOS MEDIDOS NA EXTREMIDADE DE CORTE DA BROCA HELICOIDAL
(ADAPTADO DE PAIVA JUNIOR, 2007). .............................................................. 56 FIGURA 45 – EXEMPLO DE VARIAÇÃO DIMENSIONAL NO PONTO “C5” DA BROCA, APÓS
ALGUMAS FURAÇÕES (ADAPTADO DE DINIZ ET AL., 2005). ................................... 57 FIGURA 46 – CORPO DE PROVA FIXADO NA MESA DA MÁQUINA. ..................................... 57 FIGURA 47 – A BROCA SE APROXIMANDO DO CORPO DE PROVA, PARA EXECUTAR O FURO.
............................................................................................................................ 60 FIGURA 48 – TOOLSETTER UTILIZADO NESTE TRABALHO. .............................................. 60 FIGURA 49 – CORPO DE PROVA APÓS O ENSAIO DE FURAÇÃO. ......................................... 61 FIGURA 50 – ARQUIVO DE TEXTO COM AS DIMENSÕES DA BROCA. .................................. 62 FIGURA 51 – EXEMPLO DE UMA PLANILHA COM OS DADOS DO ENSAIO DE FURAÇÃO. ...... 62 FIGURA 52 – CADA UMA DAS CINCO POSIÇÕES QUE FORAM FOTOGRAFADAS NAS BROCAS
HELICOIDAIS DE AÇO RÁPIDO. ............................................................................... 64 FIGURA 53 – DESENHO SIMPLIFICADO DO DISPOSITIVO EMPREGADO NA FIXAÇÃO DAS
BROCAS HELICOIDAIS PARA O REGISTRO DE IMAGENS. ............................................ 64 FIGURA 54 – DUAS LINHAS SOBRE A IMAGEM DA BROCA. ............................................... 66 FIGURA 55 – PONTO DE REFERENCIA SELECIONADO PARA A ESCALA. ............................. 66 FIGURA 56 – DOIS PONTOS QUE REPRESENTAM A DIMENSÃO CONHECIDA. ...................... 67 FIGURA 57 – RESULTADO DA MEDIÇÃO POR MEIO DO COMANDO DISTANCE. ................... 67

XI
FIGURA 58 – EXEMPLO DE DESGASTE VB NOS PONTOS “E1”; “E2”; “E3” E “E4” DA ARESTA DE CORTE ESQUERDA. .............................................................................. 68
FIGURA 59 – EXEMPLO DE DESGASTE VB NOS PONTOS “D6”; “D7”; “D8” E “D9” DA ARESTA DE CORTE DIREITA.................................................................................... 68
FIGURA 60 – QUADRO COM OS PARÂMETROS DE USINAGEM UTILIZADOS EM CADA BROCA, E O NÚMERO DE FUROS EXECUTADOS. .................................................................... 69
FIGURA 61 – EXTREMIDADE DANIFICADA DA BROCA NÚMERO “1”. ................................ 69 FIGURA 62 – FOTOS DA BROCA NÚMERO “9” APÓS O ENSAIO DE FURAÇÃO. ..................... 73 FIGURA 63 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “9”. .................. 74 FIGURA 64 – FOTOS DA BROCA NÚMERO “10” APÓS O ENSAIO DE FURAÇÃO. ................... 77 FIGURA 65 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “10”. ................ 77 FIGURA 66 – FOTOS DA BROCA NÚMERO “11” APÓS O ENSAIO DE FURAÇÃO. ................... 80 FIGURA 67 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “11”. ................ 81 FIGURA 68 – FOTOS DA BROCA NÚMERO “12” APÓS O ENSAIO DE FURAÇÃO. ................... 83 FIGURA 69 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “12”. ................ 84 FIGURA 70 – FOTOS DA BROCA NÚMERO “13” APÓS O ENSAIO DE FURAÇÃO. ................... 86 FIGURA 71 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “13”. ................ 87 FIGURA 72 – FOTOS DA BROCA NÚMERO “14” APÓS O ENSAIO DE FURAÇÃO. ................... 89 FIGURA 73 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “14”. ................ 90 FIGURA 74 – FOTOS DA BROCA NÚMERO “13” APÓS O ENSAIO DE FURAÇÃO. ................... 92 FIGURA 75 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “15”. ................ 93

XII
LISTA DE ABREVIATURAS E SIGLAS
C1 Constante empírica do material
CAD Computer Aided Design
CNC Comando Numérico Computadorizado
Cm Desgaste da aresta transversal em relação à largura
Ct Desgaste da aresta transversal em relação ao comprimento
d Diâmetro da broca [mm]
f Avanço de usinagem [mm/rot.]
Fc Força de corte [N]
Ff Força de avanço [N]
Fp Força passiva [N/mm2]
K Constante da Equação de Vida de Taylor
kc Força específica de corte [N/mm2]
kf Força específica de avanço [N/mm2]
kw Desgaste de cratera
LASER Light Amplification by Stimulated Emission of Radiation
min. Minuto
Mt Momento torsor [kgf.mm]
Mw Desgaste na guia lateral
nm Nanômetro

XIII
nr Rotação da broca [rpm]
Pm Lascamento da aresta em relação à largura
Pt Lascamento da aresta em relação ao comprimento
R3z Rugosidade média do terceiro pico e vale
Ra Rugosidade média
RPM Rotações por minuto
Ry Rugosidade máxima
Rt Rugosidade total
Rz Rugosidade de profundidade média
STP Sistema Toyota de Produção
T Vida da ferramenta [min.]
T1 Vida da aresta da primeira ferramenta [min.]
TC1 Tempo efetivo de corte para a primeira velocidade de corte
[min.]
T2 Vida da aresta da segunda ferramenta [min.]
USB Universal Serial Bus
VB Desgaste médio do flanco
VBmax Desgaste máximo do flanco
Vc Velocidade de corte [m/min.]
vc Movimento de corte
VC1 Vida da aresta da primeira ferramenta [m/min.]
XIV
VC2 Vida da aresta da segunda ferramenta [m/min.]
Vf Velocidade de avanço [mm/min.]
vf Movimento de avanço
ve Movimento efetivo de corte
w Desgaste na quina da broca
x Coeficiente da Equação de Vida de Taylor
x1 Constante empírica do material
y2 Constante empírica do material
° Grau
‘ Minuto
α Ângulo lateral de folga [grau]
γ Ângulo de hélice [grau]
η Direção efetiva
π Constante (PI)
σ Ângulo de ponta [grau]
φ Ângulo de avanço [grau]
Ø Diâmetro

XV
LISTA DE GRÁFICOS
GRÁFICO 1 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “9” APÓS O TRIGÉSIMO QUINTO FURO. ...................................................................................................... 71
GRÁFICO 2 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO “9”....................................................................................................................... 72
GRÁFICO 3 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO “9”....................................................................................................................... 72
GRÁFICO 4 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO “9”....................................................................................................................... 72
GRÁFICO 5 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO “9”....................................................................................................................... 73
GRÁFICO 6 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “9”. ........ 73 GRÁFICO 7 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “10” APÓS O CENTÉSIMO
SÉTIMO FURO. ....................................................................................................... 75 GRÁFICO 8 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO
“10”. .................................................................................................................... 75 GRÁFICO 9 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO
“10”. .................................................................................................................... 76 GRÁFICO 10 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO
“10”. .................................................................................................................... 76 GRÁFICO 11 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO
“10”. .................................................................................................................... 76 GRÁFICO 12 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “10”. .... 76 GRÁFICO 13 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “11” APÓS O QUARTO FURO.
............................................................................................................................ 78 GRÁFICO 14 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO
“11”. .................................................................................................................... 78 GRÁFICO 15 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO
“11”. .................................................................................................................... 79 GRÁFICO 16 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO
“11”. .................................................................................................................... 79 GRÁFICO 17 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO
“11”. .................................................................................................................... 79 GRÁFICO 18 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “11”. .... 80 GRÁFICO 19 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “12” APÓS O DÉCIMO FURO.
............................................................................................................................ 81 GRÁFICO 20 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO
“12”. .................................................................................................................... 82 GRÁFICO 21 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO
“12”. .................................................................................................................... 82 GRÁFICO 22 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO
“12”. .................................................................................................................... 82 GRÁFICO 23 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO
“12”. .................................................................................................................... 83 GRÁFICO 24 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “12”. .... 83

XVI
GRÁFICO 25 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “13” APÓS O QUARTO FURO. ............................................................................................................................ 84
GRÁFICO 26 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO “13”. .................................................................................................................... 85
GRÁFICO 27 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO “13”. .................................................................................................................... 85
GRÁFICO 28 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO “13”. .................................................................................................................... 85
GRÁFICO 29 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO “13”. .................................................................................................................... 86
GRÁFICO 30 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “13”. .... 86 GRÁFICO 31 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “14” APÓS O DÉCIMO
SEGUNDO FURO. ................................................................................................... 87 GRÁFICO 32 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO
“14”. .................................................................................................................... 88 GRÁFICO 33 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO
“14”. .................................................................................................................... 88 GRÁFICO 34 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO
“14”. .................................................................................................................... 88 GRÁFICO 35 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO
“14”. .................................................................................................................... 89 GRÁFICO 36 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “14”. .... 89 GRÁFICO 37 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “15” APÓS O QUINTO FURO.
............................................................................................................................ 90 GRÁFICO 38 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO
“15”. .................................................................................................................... 91 GRÁFICO 39 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO
“15”. .................................................................................................................... 91 GRÁFICO 40 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO
“15”. .................................................................................................................... 91 GRÁFICO 41 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO
“15”. .................................................................................................................... 92 GRÁFICO 42 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “15”. .... 92

XVII
LISTA DE EQUAÇÕES
(1) VELOCIDADE DE CORTE ........................................................................................ 14 (2) ROTAÇÃO DA BROCA POR MINUTO......................................................................... 15 (3) VELOCIDADE DE AVANÇO ..................................................................................... 16 (4) FORÇA DE CORTE NAS ARESTAS CORTANTES .......................................................... 18 (5) FORÇA DE AVANÇO ............................................................................................... 18 (6) MOMENTO TORSOR ............................................................................................... 18 (7) EQUAÇÃO DE VIDA DE TAYLOR .............................................................................. 39 (8) COEFICIENTE DA EQUAÇÃO DE VIDA DE TAYLOR .................................................... 40 (9) CONSTANTE DA EQUAÇÃO DE VIDA DE TAYLOR ..................................................... 40

1
1. INTRODUÇÃO
O processo de usinagem tem sido amplamente utilizado desde a revolução
industrial (ERTUNC et al., 2001). Este processo é composto por diversas
operações que, visam conceder à peça dimensões e geometria controlada por
meio da remoção de cavacos (FERRARESI, 1970). Neste contexto, a furação é
uma das operações mais utilizadas, afinal, a maioria dos componentes
produzidos na indústria, é dotado de pelo menos um furo (CHEN; LIAO, 2003;
DINIZ et al., 2005; MY et al., 2005).
Para realizar as operações de furação, são empregadas ferramentas
multicortantes conhecidas como brocas (FERRARESI, 1970). Existem diversos
tipos de brocas, portanto, estas ferramentas são fabricadas com materiais,
dimensões e geometrias distintas (NAYEBI; VAGHEFPOUR, 2008).
As brocas são fixadas em furadeiras ou demais máquinas ferramentas, deste
modo, a operação de furação ocorre por meio da combinação dos movimentos
de avanço e rotação da peça ou broca (KOLE et al., 1997). A extremidade da
broca com arestas de corte penetra a superfície peça, removendo cavacos e
produzindo um furo cilíndrico (WALKER, 2004).
No instante do corte, isto é, quando os cavacos são removidos da peça, o local
de usinagem alcança altas temperaturas, isto ocorre devido ao atrito entre a
broca e a peça (OKASHA et al., 2010). O atrito combinado às altas
temperaturas de trabalho danificam gradativamente, as arestas de corte das
brocas, desta forma, a vida útil destas ferramentas é comprometida
negativamente (JURKO; BRYCHTA, 2008; SHARMAN et al., 2008). Exigindo
que a broca seja substituída ou reafiada (DARVISH et al., 2009).
Um problema encontrado nas empresas de usinagem é identificar o momento
adequado para substituir as brocas, a fim de evitar a troca prematura da
ferramenta (DAVIM; BAPTISTA, 2001).

2
Existem critérios para avaliar o momento ideal da substituição e/ou reafiação
das ferramentas, são os chamados critérios de final de vida das brocas
(DAVIM; BAPTISTA, 2001). Infelizmente, estes critérios não são
implementados ou utilizados de forma adequada no chão-de-fábrica,
ocasionando a troca prematura ou tardia da broca; comprometendo a qualidade
do produto e aumentando os custos de produção (MOSHAT et al., 2010;
OLIVEIRA; SILVA JUNIOR, 2010; SOUZA, 2004).
1.1. JUSTIFICATIVA
A furação por meio de usinagem é uma das principais formas utilizadas para,
executar furos em uma superfície (JAAKO; VARIS, 2006). Embora a furação
seja muito utilizada, existe uma carência sobre estudos no assunto
(HAVAJNEH et al., 2011). As brocas são consideradas um elemento chave
nesta operação, afinal, o rendimento destas ferramentas, gera um impacto
direto sobre os custos de fabricação (LI; SHIH, 2007; ZHANG et al., 2000).
Existem diversos tipos de brocas, porém, cada tipo de ferramenta possui
características distintas (KUDLA, 2005). Um dos tipos de brocas mais utilizadas
nas empresas que atuam com usinagem, são as brocas helicoidais de aço
rápido (KO et al., 2003). Segundo Diniz et al. (2006, p. 184) “[...] no Brasil, mais
da metade das operações de furação ainda são realizadas com brocas
helicoidais de aço rápido [...]”.
Em um mercado cada vez mais competitivo, as empresas têm a necessidade
de reduzir seus custos de produção, sem comprometer a qualidade do produto
(JAHARAH et al., 2009; JANTUNEM, 2002). Esta meta é possível com a
otimização do sistema produtivo (JURKO et al., 2011).
Os avanços tecnológicos em diversas áreas do conhecimento, permitiram a
aplicação de novos recursos no chão-de-fábrica; neste contexto está a
amplificação da luz por emissão estimulada de radiação, também conhecida
pela sigla LASER (Light Amplification by Stimulated Emission of Radiation),
muito utilizado em diversas aplicações industriais (CASAVOLA et al., 2009). O

3
LASER é essencial para o funcionamento do presetting interno sem contato,
que também é conhecido pelo nome de Toolsetter (FARDIN et al., 2010). Este
equipamento pode ser acoplado em diversas máquinas ferramenta,
especialmente nas do tipo CNC (Comando Numérico Computadorizado), para
detectar eventuais danos às ferramentas de usinagem (RENISHAW, 2003).
Observando as funcionalidades do sistema Toolsetter, foi levantada uma nova
hipótese; a de analisar o desgaste das brocas de aço rápido. Observando a
relevância do assunto apresentado, para as empresas que atuam com a
usinagem, o presente trabalho visa contribuir com uma pesquisa experimental,
para verificar a eficácia do sistema Toolsetter, na medição do desgaste das
brocas helicoidais de aço rápido.
1.2. OBJETIVOS
Os objetivos deste trabalho estão divididos em dois grupos: “objetivo geral”; e
“objetivos específicos”. Na sequencia, cada um destes será apresentado.
1.2.1. OBJETIVO GERAL
Avaliar o desgaste das brocas helicoidais de aço rápido, por meio de um
dispositivo a LASER (Toolsetter).
1.2.2. OBJETIVOS ESPECÍFICOS
Os objetivos específicos são:
medir o desgaste das brocas por meio do Toolsetter;
medir o desgaste das brocas de aço rápido, utilizando um
software de desenho assistido por computador (CAD - Computer
Aided Design).
1.3. ESTRUTURA DO TRABALHO
O presente trabalho está estruturado em 6 capítulos, estes são:

4
capítulo I – Introdução, justificativa, objetivos e estrutura do
trabalho;
capítulo II – Levantamento bibliográfico: apresenta o estado da
arte no tema, isto é, um referencial teórico que aborda, os
principais conceitos envolvendo as operações de furação, e sobre
a medição de desgaste das ferramentas em máquinas CNC;
capítulo III – Metodologia: caracteriza o tipo de pesquisa
desenvolvida. Além de descrever como foram realizados: os
ensaios de furação; a coleta de dados; o tratamento dos dados; e
a analise de imagens;
capítulo IV – Resultados: apresenta as variações dimensionais
das brocas; obtidas por meio de medições com o Toolsetter e
através da medição de imagens;
capítulo V – Considerações finais e sugestões para trabalhos
futuros;
referências bibliográficas – Material utilizado para embasar este
trabalho;
referências consultadas – Normas técnicas e demais materiais,
que foram apenas consultados;
apêndice – Informações suplementares.

5
2. LEVANTAMENTO BIBLIOGRÁFICO
O levantamento bibliográfico tem como objetivo, fornecer um maior
entendimento sobre o assunto pesquisado (GIL, 2002, 2010). Na sequencia,
será apresentado um referencial teórico delimitado; que aborda os principais
conceitos envolvendo a operação de furação, e sobre a medição de desgaste
das ferramentas multicortantes em máquinas CNC.
2.1. A OPERAÇÃO DE FURAÇÃO
A furação surgiu para facilitar a montagem entre os componentes, ou seja,
eram realizados furos na superfície das matérias-primas, para a posterior união
por meio de encaixes do tipo macho-fêmea (SINGH et al., 2009). Ferraresi
(1970, p. XXIX) define a operação de furação como um “[...] processo de
usinagem destinado à obtenção de um furo geralmente cilíndrico numa peça,
com o auxílio de uma ferramenta multicortante [...]”.
A furação é uma das operações de usinagem mais antigas que existem
(WYATT; TRMAL, 2006). Os primeiros registros históricos da utilização da
furação demonstram que, a mais de 4000 anos os egípcios já utilizavam esta
operação em suas construções (BRAGA et al., 1999; ZHANG; WANG, 2010).
Desde então, houve uma evolução gradual da operação de furação; com o
passar dos anos, eventos como a revolução industrial e duas guerras mundiais
proporcionaram um avanço tecnológico em diversas áreas, consequentemente,
a utilização de furos ganhou inúmeras aplicações (GOLDACKER; OLIVEIRA,
2008).
A operação de furação é utilizada na fabricação de: conexões elétricas e
componentes eletrônicos (HINDS; TREANOR, 2000); semicondutores, barcos e
navios (JYWE; CHEN, 2006); móveis (DAVIM et al., 2007); equipamentos
hospitalares (TAYLOR et al., 2010); aviões (FARAS et al., 2009); automóveis
(FARID et al., 2011); e muitos outros.

6
A quantidade de furos utilizados é um fator surpreendente, por exemplo, para
fabricar um avião do tipo Airbus A350, são realizados cerca de 55000 furos
(FARAS et al., 2009).
Além de possibilitar a instalação por meio de encaixes, a furação é muito
utilizada na confecção de roscas tipo “fêmea”, onde, primeiro é necessário
realizar um furo, para que na sequencia seja executada a rosca (DURÃO et al.,
2010a).
A execução de furos também pode ser realizada por meio de outros processos,
por exemplo: estampagem; eletroerosão; corte a plasma; LASER; e outros.
Porem, algumas características como, o local onde executado o furo, os custos
e a espessura do material a ser furado, podem inviabilizar a utilização destes
processos (HUANG et al., 2009; HWANG et al., 2008).
Neste contexto, a usinagem de furos se demonstra um método versátil e
economicamente atraente, por isso, é amplamente utilizada em diversos
segmentos da indústria (RAHAMATHULLAH; SHUNMUGAM, 2011). Estima-se
que, cerca de 40% de todo material removido no processo de usinagem da
indústria automobilística; resulta das operações de furação (FARID et al.,
2011).
A ferramenta multicortante utilizada nas operações de furação é chamada de
“broca”. Basicamente, a furação resulta da combinação de movimentos entre, o
material a ser furado e a broca, estes movimentos são chamados de rotação e
avanço (LI; SHIH, 2007; ZEILMANN; WEINGAERTNER, 2007).
A aplicação dos movimentos de avanço e rotação varia de acordo com o tipo
de máquina utilizada, por exemplo, nas furadeiras, o material permanece
estático e recebe a penetração da broca em rotação. Com os tornos, ocorre o
inverso, ou seja, a peça sofre a rotação, e a broca realiza apenas o movimento
de penetração (KOLE et al., 1997).
O material removido da peça durante a usinagem é chamado de cavaco
(FERRARESI, 1970). Os cavacos possuem formas e dimensões distintas

7
(NOVAK et al., 2011). A Figura 1 apresenta a combinação dos movimentos de
rotação e avanço durante a furação.
FIGURA 1 – COMBINAÇÃO DOS MOVIMENTOS DE ROTAÇÃO E AVANÇO DURANTE A
FURAÇÃO (ADAPTADO DE KOLE ET AL., 1997).
Grande parte das ferramentas de corte possui geometria complexa, para
facilitar o seu estudo, os movimentos de usinagem foram padronizados (DINIZ
et al., 2005). O próximo tópico vai demonstrar com maiores detalhes, os
movimentos que tornam possível a operação furação.
2.1.1. MOVIMENTOS DA OPERAÇÃO DE FURAÇÃO
Os movimentos de usinagem que tornam possível a operação de furação
podem ser classificados em dois grupos, os “ativos” e “passivos”. Movimentos
ativos são os responsáveis pela remoção de material. Estes são (DINIZ, et al.,
2005):
movimento de avanço (Vf) é o deslocamento que permite a
remoção de material de uma superfície (FERRARESI, 1970);
movimento de corte (Vc) é o movimento entre a peça e a
ferramenta que, resulta na remoção de material (FERRARESI,
1970);

8
movimento efetivo de corte (Ve) é o movimento resultante
gerado quando os movimentos de avanço e de corte atuam de
forma simultânea (FERRARESI, 1970);
A Figura 2 exibe os movimentos de corte, avanço e efetivo na operação de
furação; onde também é possível visualizar: o ângulo de avanço φ (fi); o ângulo
de direção efetiva η (eta); e o respectivo plano de trabalho (DINIZ et al., 2005).
FIGURA 2 – MOVIMENTOS NA FURAÇÃO (DINIZ ET AL., 2005).
O ângulo de direção de avanço (φ) define o valor do ângulo e a direção do
avanço de corte, na maior parte das operações de furação, este valor é de 90°,
gerando furos perpendiculares à peça. Já o ângulo de direção efetiva (η)
representa o ângulo formado entre, as direções de corte e efetiva de corte
(DINIZ et al., 2005). O plano de trabalho possui a função de demonstrar todos
os movimentos necessários, para a remoção do cavaco (FERRARESI, 1970).
O segundo grupo dos movimentos de usinagem, é chamado de movimentos
passivos de usinagem, ou seja, todo movimento que não remove material, mas,
é considerado essencial para a realização do corte. Os dois movimentos
passivos de usinagem na furação, serão apresentados abaixo (DINIZ et al.,
2005; FERRARESI, 1970):
movimento de aproximação corresponde a distância percorrida
pela ferramenta de corte, até chegar na peça;
8
movimento efetivo de corte (Ve) é o movimento resultante
gerado quando os movimentos de avanço e de corte atuam de
forma simultânea (FERRARESI, 1970);
A Figura 2 exibe os movimentos de corte, avanço e efetivo na operação de
furação; onde também é possível visualizar: o ângulo de avanço φ (fi); o ângulo
de direção efetiva η (eta); e o respectivo plano de trabalho (DINIZ et al., 2005).
FIGURA 2 – MOVIMENTOS NA FURAÇÃO (DINIZ ET AL., 2005).
O ângulo de direção de avanço (φ) define o valor do ângulo e a direção do
avanço de corte, na maior parte das operações de furação, este valor é de 90°,
gerando furos perpendiculares à peça. Já o ângulo de direção efetiva (η)
representa o ângulo formado entre, as direções de corte e efetiva de corte
(DINIZ et al., 2005). O plano de trabalho possui a função de demonstrar todos
os movimentos necessários, para a remoção do cavaco (FERRARESI, 1970).
O segundo grupo dos movimentos de usinagem, é chamado de movimentos
passivos de usinagem, ou seja, todo movimento que não remove material, mas,
é considerado essencial para a realização do corte. Os dois movimentos
passivos de usinagem na furação, serão apresentados abaixo (DINIZ et al.,
2005; FERRARESI, 1970):
movimento de aproximação corresponde a distância percorrida
pela ferramenta de corte, até chegar na peça;
8
movimento efetivo de corte (Ve) é o movimento resultante
gerado quando os movimentos de avanço e de corte atuam de
forma simultânea (FERRARESI, 1970);
A Figura 2 exibe os movimentos de corte, avanço e efetivo na operação de
furação; onde também é possível visualizar: o ângulo de avanço φ (fi); o ângulo
de direção efetiva η (eta); e o respectivo plano de trabalho (DINIZ et al., 2005).
FIGURA 2 – MOVIMENTOS NA FURAÇÃO (DINIZ ET AL., 2005).
O ângulo de direção de avanço (φ) define o valor do ângulo e a direção do
avanço de corte, na maior parte das operações de furação, este valor é de 90°,
gerando furos perpendiculares à peça. Já o ângulo de direção efetiva (η)
representa o ângulo formado entre, as direções de corte e efetiva de corte
(DINIZ et al., 2005). O plano de trabalho possui a função de demonstrar todos
os movimentos necessários, para a remoção do cavaco (FERRARESI, 1970).
O segundo grupo dos movimentos de usinagem, é chamado de movimentos
passivos de usinagem, ou seja, todo movimento que não remove material, mas,
é considerado essencial para a realização do corte. Os dois movimentos
passivos de usinagem na furação, serão apresentados abaixo (DINIZ et al.,
2005; FERRARESI, 1970):
movimento de aproximação corresponde a distância percorrida
pela ferramenta de corte, até chegar na peça;

9
movimento de recuo este movimento representa o recuo da
ferramenta após o corte, isto é, o instante em que a ferramenta
se afasta da peça.
Os movimentos de usinagem possuem direções. Segundo Ferraresi (1970, p.
3) “Devem-se distinguir a direção de corte, direção de avanço e direção efetiva
de corte”. Estas direções são instantâneas, e estão relacionadas às
velocidades e percursos da ferramenta de corte (DINIZ et al., 2005).
Na usinagem existem três tipos de velocidades: de corte; de avanço; e efetiva
de corte (DINIZ et al., 2005; FERRARESI, 1970):
velocidade de corte é a velocidade tangencial que ocorre como
consequência da rotação da ferramenta, em relação à peça;
velocidade de avanço é a velocidade da ferramenta no sentido
e direção de avanço;
velocidade efetiva de corte é a velocidade da aresta cortante,
em relação a direção efetiva de corte.
Os percursos da ferramenta cortante referem-se aos percursos de corte,
avanço e efetivo de corte (FERRARESI, 1970):
percurso de corte é a distância percorrida pela aresta de corte
da ferramenta na direção de corte;
percurso de avanço é a distância percorrida pela ferramenta
na direção de avanço;
percurso efetivo de corte é a distância percorrida pela
ferramenta na direção efetiva de corte.
2.1.2. BROCAS HELICOIDAIS DE AÇO RÁPIDO
As brocas são ferramentas multicortantes, desenvolvidas para a execução de
furos cilíndricos. Até 1863 as brocas eram formadas apenas por um corpo
10
cilíndrico e uma ponta. Visando otimizar a operação de furação, Stephen
Ambrose Morse inseriu sulcos helicoidais na broca, para permitir a saída de
cavacos, surgia então à broca helicoidal (ZHANG; WANG, 2010).
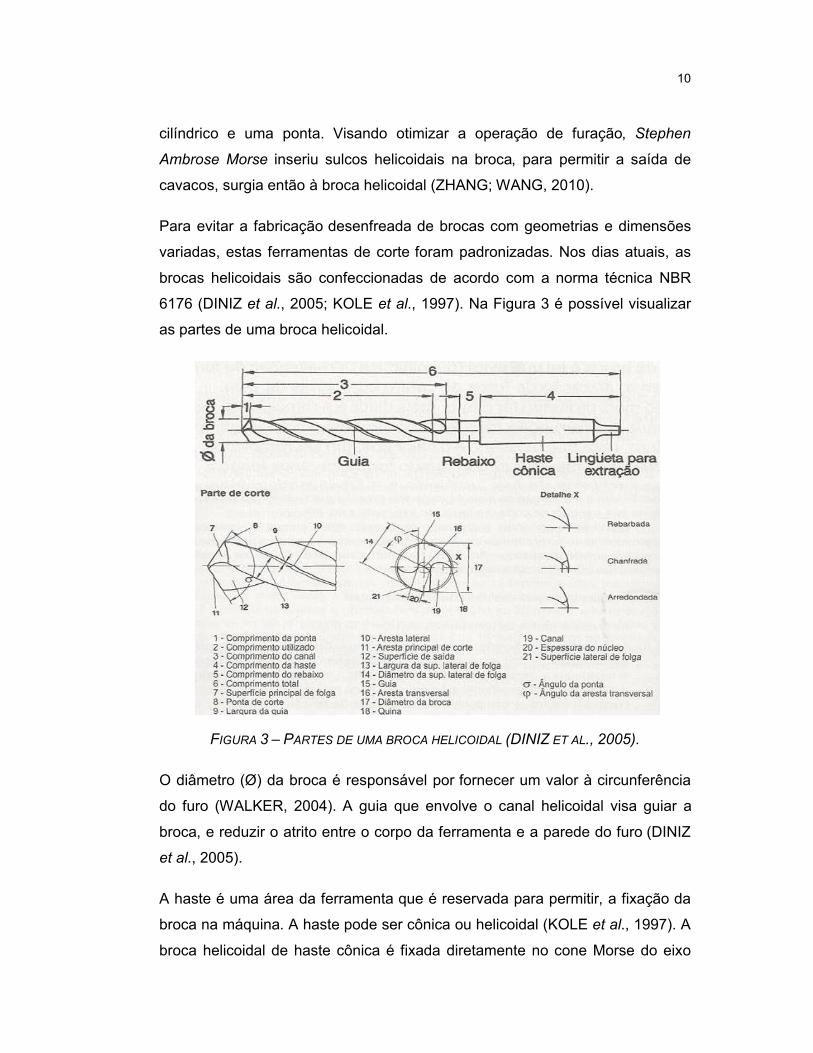
Para evitar a fabricação desenfreada de brocas com geometrias e dimensões
variadas, estas ferramentas de corte foram padronizadas. Nos dias atuais, as
brocas helicoidais são confeccionadas de acordo com a norma técnica NBR
6176 (DINIZ et al., 2005; KOLE et al., 1997). Na Figura 3 é possível visualizar
as partes de uma broca helicoidal.
FIGURA 3 – PARTES DE UMA BROCA HELICOIDAL (DINIZ ET AL., 2005).
O diâmetro (Ø) da broca é responsável por fornecer um valor à circunferência
do furo (WALKER, 2004). A guia que envolve o canal helicoidal visa guiar a
broca, e reduzir o atrito entre o corpo da ferramenta e a parede do furo (DINIZ
et al., 2005).
A haste é uma área da ferramenta que é reservada para permitir, a fixação da
broca na máquina. A haste pode ser cônica ou helicoidal (KOLE et al., 1997). A
broca helicoidal de haste cônica é fixada diretamente no cone Morse do eixo

11
arvore da máquina, por meio de um encaixe de pressão. A lingueta de extração
auxilia na remoção da broca (WALKER, 2004). Brocas helicoidais com o
diâmetro inferior a 15 mm possuem a haste cilíndrica, então, a fixação destas
ferramentas na máquina, ocorre por meio de mandris ou pinças (DINIZ, et al.,
2005). Na Figura 4 é possível observar o desenho de uma broca helicoidal com
haste cilíndrica.
FIGURA 4 – DESENHO DE UMA BROCA HELICOIDAL COM HASTE CILÍNDRICA (DINIZ ET
AL., 2005).
A eficiência no corte esta relacionada diretamente aos ângulos da ferramenta,
e ao tipo de material a ser furado (FEDEVJCYK et al., 2009). As Brocas
helicoidais possuem duas arestas cortantes simétricas (ZEILMANN et al.,
2006). Estas duas arestas formam um ângulo na ponta da broca, o chamado
ângulo de ponta, representado pela letra σ (sigma). O valor deste ângulo é
determinado de acordo com a resistência do material a ser furado (COSTA et
al., 2009; KOLE et al., 1997). A Figura 5 demonstra o ângulo de ponta da
broca.
FIGURA 5 – ÂNGULO DE PONTA DA BROCA (KOLE ET AL., 1997).
O ângulo de hélice (Figura 6) representado pela letra γ (gama), tem o objetivo
de conduzir e auxiliar na remoção dos cavacos de usinagem (FERRARESI,
1970). Este ângulo é formado pelo eixo de simetria da broca e a inclinação da
hélice (WALKER, 2004; ZEILMANN et al., 2006).
11
arvore da máquina, por meio de um encaixe de pressão. A lingueta de extração
auxilia na remoção da broca (WALKER, 2004). Brocas helicoidais com o
diâmetro inferior a 15 mm possuem a haste cilíndrica, então, a fixação destas
ferramentas na máquina, ocorre por meio de mandris ou pinças (DINIZ, et al.,
2005). Na Figura 4 é possível observar o desenho de uma broca helicoidal com
haste cilíndrica.
FIGURA 4 – DESENHO DE UMA BROCA HELICOIDAL COM HASTE CILÍNDRICA (DINIZ ET
AL., 2005).
A eficiência no corte esta relacionada diretamente aos ângulos da ferramenta,
e ao tipo de material a ser furado (FEDEVJCYK et al., 2009). As Brocas
helicoidais possuem duas arestas cortantes simétricas (ZEILMANN et al.,
2006). Estas duas arestas formam um ângulo na ponta da broca, o chamado
ângulo de ponta, representado pela letra σ (sigma). O valor deste ângulo é
determinado de acordo com a resistência do material a ser furado (COSTA et
al., 2009; KOLE et al., 1997). A Figura 5 demonstra o ângulo de ponta da
broca.
FIGURA 5 – ÂNGULO DE PONTA DA BROCA (KOLE ET AL., 1997).
O ângulo de hélice (Figura 6) representado pela letra γ (gama), tem o objetivo
de conduzir e auxiliar na remoção dos cavacos de usinagem (FERRARESI,
1970). Este ângulo é formado pelo eixo de simetria da broca e a inclinação da
hélice (WALKER, 2004; ZEILMANN et al., 2006).
11
arvore da máquina, por meio de um encaixe de pressão. A lingueta de extração
auxilia na remoção da broca (WALKER, 2004). Brocas helicoidais com o
diâmetro inferior a 15 mm possuem a haste cilíndrica, então, a fixação destas
ferramentas na máquina, ocorre por meio de mandris ou pinças (DINIZ, et al.,
2005). Na Figura 4 é possível observar o desenho de uma broca helicoidal com
haste cilíndrica.
FIGURA 4 – DESENHO DE UMA BROCA HELICOIDAL COM HASTE CILÍNDRICA (DINIZ ET
AL., 2005).
A eficiência no corte esta relacionada diretamente aos ângulos da ferramenta,
e ao tipo de material a ser furado (FEDEVJCYK et al., 2009). As Brocas
helicoidais possuem duas arestas cortantes simétricas (ZEILMANN et al.,
2006). Estas duas arestas formam um ângulo na ponta da broca, o chamado
ângulo de ponta, representado pela letra σ (sigma). O valor deste ângulo é
determinado de acordo com a resistência do material a ser furado (COSTA et
al., 2009; KOLE et al., 1997). A Figura 5 demonstra o ângulo de ponta da
broca.
FIGURA 5 – ÂNGULO DE PONTA DA BROCA (KOLE ET AL., 1997).
O ângulo de hélice (Figura 6) representado pela letra γ (gama), tem o objetivo
de conduzir e auxiliar na remoção dos cavacos de usinagem (FERRARESI,
1970). Este ângulo é formado pelo eixo de simetria da broca e a inclinação da
hélice (WALKER, 2004; ZEILMANN et al., 2006).

12
FIGURA 6 – ÂNGULO DE HÉLICE DA BROCA (KOLE ET AL., 1997).
Dependendo do valor de inclinação da hélice, a broca helicoidal pode ser
classificada como “Tipo N”, “Tipo H” ou “Tipo W” (BRAGA et al., 1999). Na
Figura 7, é possível visualizar as três classificações dos ângulos de hélice;
seus respectivos ângulos de ponta e as aplicações.
FIGURA 7 – TRÊS CLASSIFICAÇÕES DOS ÂNGULOS DE HÉLICE; SEUS RESPECTIVOS
ÂNGULOS DE PONTA E AS APLICAÇÕES (BRAGA ET AL., 1999).
Para facilitar a penetração e reduzir o atrito, a broca é possuí de um ângulo
lateral de folga, também conhecido como ângulo de incidência (BRAGA et al.,
12
FIGURA 6 – ÂNGULO DE HÉLICE DA BROCA (KOLE ET AL., 1997).
Dependendo do valor de inclinação da hélice, a broca helicoidal pode ser
classificada como “Tipo N”, “Tipo H” ou “Tipo W” (BRAGA et al., 1999). Na
Figura 7, é possível visualizar as três classificações dos ângulos de hélice;
seus respectivos ângulos de ponta e as aplicações.
FIGURA 7 – TRÊS CLASSIFICAÇÕES DOS ÂNGULOS DE HÉLICE; SEUS RESPECTIVOS
ÂNGULOS DE PONTA E AS APLICAÇÕES (BRAGA ET AL., 1999).
Para facilitar a penetração e reduzir o atrito, a broca é possuí de um ângulo
lateral de folga, também conhecido como ângulo de incidência (BRAGA et al.,
12
FIGURA 6 – ÂNGULO DE HÉLICE DA BROCA (KOLE ET AL., 1997).
Dependendo do valor de inclinação da hélice, a broca helicoidal pode ser
classificada como “Tipo N”, “Tipo H” ou “Tipo W” (BRAGA et al., 1999). Na
Figura 7, é possível visualizar as três classificações dos ângulos de hélice;
seus respectivos ângulos de ponta e as aplicações.
FIGURA 7 – TRÊS CLASSIFICAÇÕES DOS ÂNGULOS DE HÉLICE; SEUS RESPECTIVOS
ÂNGULOS DE PONTA E AS APLICAÇÕES (BRAGA ET AL., 1999).
Para facilitar a penetração e reduzir o atrito, a broca é possuí de um ângulo
lateral de folga, também conhecido como ângulo de incidência (BRAGA et al.,

13
1999; FERRARESI, 1970). O valor deste ângulo é definido a partir de dois
fatores, o diâmetro da broca e a dureza do material. Normalmente os ângulos
laterais de folga, variam em torno de 6 a 27° (KOLE et al., 1997; WALKER,
2004). A Figura 8 apresenta o ângulo lateral de folga da broca, representado
pela letra α (alfa).
FIGURA 8 – ÂNGULO LATERAL DE FOLGA DA BROCA (KOLE ET AL., 1997).
Devido a sua versatilidade, as brocas fabricadas em aço rápido (HSS – High
Speed Steel), são as mais utilizadas nas empresas de usinagem (KO et al.,
2003). O aço rápido utilizado na fabricação de brocas helicoidais é uma liga
metálica que possuí em sua composição: carbono (0,89%); vanádio (1,80%);
cromo (4,20%); tungstênio (6,20%); e molibdênio (4,90%). Estas ferramentas
possuem alta resistência ao desgaste, baixo custo e são relativamente fáceis
de serem reafiadas (HOGMARK; OLSSON, 2005; VILLARES METALS, 2005).
Para realizar a furação é importante definir os parâmetros de usinagem de
forma adequada, para assegurar a produtividade sem diminuir a qualidade dos
furos, além de proteger a broca de desgastes prematuros (HUANG, 2008). O
próximo tópico deste trabalho, vai demonstrar como estes parâmetros são
definidos.
2.1.3. PARÂMETROS DE FURAÇÃO
A escolha adequada dos parâmetros de furação é fundamental para obtenção
de resultados satisfatórios na usinagem (LACALLE et al., 2000). Além disso, a
utilização de parâmetros de usinagem inadequados pode reduzir de forma
considerável a vida útil das brocas, podendo ocasionar até falhas catastróficas,
isto é, a quebra da broca (MANSORI et al., 2003). Para minimizar transtornos é
13
1999; FERRARESI, 1970). O valor deste ângulo é definido a partir de dois
fatores, o diâmetro da broca e a dureza do material. Normalmente os ângulos
laterais de folga, variam em torno de 6 a 27° (KOLE et al., 1997; WALKER,
2004). A Figura 8 apresenta o ângulo lateral de folga da broca, representado
pela letra α (alfa).
FIGURA 8 – ÂNGULO LATERAL DE FOLGA DA BROCA (KOLE ET AL., 1997).
Devido a sua versatilidade, as brocas fabricadas em aço rápido (HSS – High
Speed Steel), são as mais utilizadas nas empresas de usinagem (KO et al.,
2003). O aço rápido utilizado na fabricação de brocas helicoidais é uma liga
metálica que possuí em sua composição: carbono (0,89%); vanádio (1,80%);
cromo (4,20%); tungstênio (6,20%); e molibdênio (4,90%). Estas ferramentas
possuem alta resistência ao desgaste, baixo custo e são relativamente fáceis
de serem reafiadas (HOGMARK; OLSSON, 2005; VILLARES METALS, 2005).
Para realizar a furação é importante definir os parâmetros de usinagem de
forma adequada, para assegurar a produtividade sem diminuir a qualidade dos
furos, além de proteger a broca de desgastes prematuros (HUANG, 2008). O
próximo tópico deste trabalho, vai demonstrar como estes parâmetros são
definidos.
2.1.3. PARÂMETROS DE FURAÇÃO
A escolha adequada dos parâmetros de furação é fundamental para obtenção
de resultados satisfatórios na usinagem (LACALLE et al., 2000). Além disso, a
utilização de parâmetros de usinagem inadequados pode reduzir de forma
considerável a vida útil das brocas, podendo ocasionar até falhas catastróficas,
isto é, a quebra da broca (MANSORI et al., 2003). Para minimizar transtornos é
13
1999; FERRARESI, 1970). O valor deste ângulo é definido a partir de dois
fatores, o diâmetro da broca e a dureza do material. Normalmente os ângulos
laterais de folga, variam em torno de 6 a 27° (KOLE et al., 1997; WALKER,
2004). A Figura 8 apresenta o ângulo lateral de folga da broca, representado
pela letra α (alfa).
FIGURA 8 – ÂNGULO LATERAL DE FOLGA DA BROCA (KOLE ET AL., 1997).
Devido a sua versatilidade, as brocas fabricadas em aço rápido (HSS – High
Speed Steel), são as mais utilizadas nas empresas de usinagem (KO et al.,
2003). O aço rápido utilizado na fabricação de brocas helicoidais é uma liga
metálica que possuí em sua composição: carbono (0,89%); vanádio (1,80%);
cromo (4,20%); tungstênio (6,20%); e molibdênio (4,90%). Estas ferramentas
possuem alta resistência ao desgaste, baixo custo e são relativamente fáceis
de serem reafiadas (HOGMARK; OLSSON, 2005; VILLARES METALS, 2005).
Para realizar a furação é importante definir os parâmetros de usinagem de
forma adequada, para assegurar a produtividade sem diminuir a qualidade dos
furos, além de proteger a broca de desgastes prematuros (HUANG, 2008). O
próximo tópico deste trabalho, vai demonstrar como estes parâmetros são
definidos.
2.1.3. PARÂMETROS DE FURAÇÃO
A escolha adequada dos parâmetros de furação é fundamental para obtenção
de resultados satisfatórios na usinagem (LACALLE et al., 2000). Além disso, a
utilização de parâmetros de usinagem inadequados pode reduzir de forma
considerável a vida útil das brocas, podendo ocasionar até falhas catastróficas,
isto é, a quebra da broca (MANSORI et al., 2003). Para minimizar transtornos é

14
recomendado que os parâmetros de furação sejam definidos de forma previa,
ou seja, antes da usinagem (DUAN; CHEN, 2009).
O primeiro parâmetro a ser determinado é a velocidade de corte. Segundo Kole
et al. (1997, p. 206) “Velocidade de corte é o espaço percorrido pela ferramenta
ou peça em uma unidade de tempo”. Por meio da Equação (1) é possível
calcular a velocidade de corte (DINIZ et al., 2005).
1000r
cndV
(1)
Onde: Vc = velocidade de corte [m/min.]; d = diâmetro da broca [mm]; nr = rotações da broca por minuto [rpm].
O valor da rotação também pode ser obtido por meio de quadros, que
associam o diâmetro da broca a diversos tipos de materiais. O cruzamento
destas informações resulta no valor da rotação (WALKER, 2004). A Figura 9
apresenta o trecho de um quadro, utilizado para obter as rotações em RPM das
brocas helicoidais de aço rápido.
FIGURA 9 – TRECHO DE UM QUADRO UTILIZADO PARA OBTER AS ROTAÇÕES EM RPM
DAS BROCAS HELICOIDAIS DE AÇO RÁPIDO (ADAPTADO DE WALKER, 2004, TRADUÇÃO
DO AUTOR).

15
A Equação (2) é utilizada para calcular a rotação da broca por minuto, nas
operações de furação (KOLE et al., 1997).
dV
dVn cc
r .3181000
(2)
Em que: nr = rotações da broca por minuto [rpm]; Vc = velocidade de corte [m/min]; d = diâmetro da broca [mm].
Assim como o valor da rotação, a velocidade de corte também pode ser obtida
por meio de quadros, cujos valores são o resultado de experiências envolvendo
as ferramentas de corte, e diversos tipos de materiais (FERRARESI, 1970;
KOLE et al., 1997). A Figura 10 ilustra o trecho de um quadro onde é possível
encontrar, o valor da velocidade de corte para brocas fabricadas em aço
rápido, em função do tipo de material que será usinado.
FIGURA 10 – TRECHO DE UM QUADRO ONDE É POSSÍVEL ENCONTRAR O VALOR DA
VELOCIDADE DE CORTE, PARA BROCAS FABRICADAS EM AÇO RÁPIDO, EM FUNÇÃO DO
TIPO DE MATERIAL QUE SERÁ USINADO (KOLE ET AL., 1997).
O segundo parâmetro a ser considerado na operação de furação é o avanço de
corte. Em algumas máquinas o avanço da ferramenta de corte é realizado
manualmente, por exemplo, em furadeiras de bancada (KOLE et al., 1997). Em
máquinas onde o avanço é realizado de forma automática, a velocidade de
avanço é calculada através da Equação (3) (DINIZ et al., 2005).
15
A Equação (2) é utilizada para calcular a rotação da broca por minuto, nas
operações de furação (KOLE et al., 1997).
dV
dVn cc
r .3181000
(2)
Em que: nr = rotações da broca por minuto [rpm]; Vc = velocidade de corte [m/min]; d = diâmetro da broca [mm].
Assim como o valor da rotação, a velocidade de corte também pode ser obtida
por meio de quadros, cujos valores são o resultado de experiências envolvendo
as ferramentas de corte, e diversos tipos de materiais (FERRARESI, 1970;
KOLE et al., 1997). A Figura 10 ilustra o trecho de um quadro onde é possível
encontrar, o valor da velocidade de corte para brocas fabricadas em aço
rápido, em função do tipo de material que será usinado.
FIGURA 10 – TRECHO DE UM QUADRO ONDE É POSSÍVEL ENCONTRAR O VALOR DA
VELOCIDADE DE CORTE, PARA BROCAS FABRICADAS EM AÇO RÁPIDO, EM FUNÇÃO DO
TIPO DE MATERIAL QUE SERÁ USINADO (KOLE ET AL., 1997).
O segundo parâmetro a ser considerado na operação de furação é o avanço de
corte. Em algumas máquinas o avanço da ferramenta de corte é realizado
manualmente, por exemplo, em furadeiras de bancada (KOLE et al., 1997). Em
máquinas onde o avanço é realizado de forma automática, a velocidade de
avanço é calculada através da Equação (3) (DINIZ et al., 2005).
15
A Equação (2) é utilizada para calcular a rotação da broca por minuto, nas
operações de furação (KOLE et al., 1997).
dV
dVn cc
r .3181000
(2)
Em que: nr = rotações da broca por minuto [rpm]; Vc = velocidade de corte [m/min]; d = diâmetro da broca [mm].
Assim como o valor da rotação, a velocidade de corte também pode ser obtida
por meio de quadros, cujos valores são o resultado de experiências envolvendo
as ferramentas de corte, e diversos tipos de materiais (FERRARESI, 1970;
KOLE et al., 1997). A Figura 10 ilustra o trecho de um quadro onde é possível
encontrar, o valor da velocidade de corte para brocas fabricadas em aço
rápido, em função do tipo de material que será usinado.
FIGURA 10 – TRECHO DE UM QUADRO ONDE É POSSÍVEL ENCONTRAR O VALOR DA
VELOCIDADE DE CORTE, PARA BROCAS FABRICADAS EM AÇO RÁPIDO, EM FUNÇÃO DO
TIPO DE MATERIAL QUE SERÁ USINADO (KOLE ET AL., 1997).
O segundo parâmetro a ser considerado na operação de furação é o avanço de
corte. Em algumas máquinas o avanço da ferramenta de corte é realizado
manualmente, por exemplo, em furadeiras de bancada (KOLE et al., 1997). Em
máquinas onde o avanço é realizado de forma automática, a velocidade de
avanço é calculada através da Equação (3) (DINIZ et al., 2005).

16
dV
fnfV crf
1000. (3)
Onde: Vf = velocidade de avanço [mm/min]; f = percurso de avanço da broca por rotação [mm/rot]; nr = rotações da broca por minuto [rpm]; Vc = velocidade de corte [m/min]; d = diâmetro da broca [mm].
Os valores correspondentes ao percurso de avanço das brocas por rotação
(variável “f”) são fornecidos pelos fabricantes das ferramentas de corte, por
meio de tabelas ou catálogos (MORAES, 2009). A Figura 11 exibe o trecho de
um quadro, onde é possível encontrar o valor do percurso de avanço das
brocas helicoidais por rotação, em função do diâmetro da broca.
FIGURA 11 – TRECHO DE UM QUADRO, ONDE É POSSÍVEL ENCONTRAR O VALOR DO
PERCURSO DE AVANÇO DAS BROCAS HELICOIDAIS POR ROTAÇÃO, EM FUNÇÃO DO
DIÂMETRO DA BROCA (ADAPTADO DE CNC MANIA, 2009).

17
O cálculo dos parâmetros de corte pode ter o auxilio de sistemas
informatizados. Onde o usuário insere os parâmetros no sistema, que executa
alguns cálculos e fornece as novas condições de trabalho ao usuário (CUS et
al., 2006).
A combinação de movimentos entre a broca e a peça gera uma série de
esforços (PETRUCCI; ZUCCARELLO, 1998). Portanto, estimar as forças que
atuam nas operações de furação é importante (ALMASI, 2009; PAIVA JUNIOR,
2007). Os danos catastróficos sofridos pelas brocas, normalmente são gerados
pelo excesso de força durante a usinagem (HUANG, 2009).
A medição de forças durante a operação de furação ocorre com o auxílio de
dinâmometros ou por meio de células de carga (WIERCIGROCH et al., 1998).
Na Figura 12 é possível visualizar as forças atuantes nas brocas helicoidais
durante a furação.
FIGURA 12 – FORÇAS ATUANTES NAS BROCAS HELICOIDAIS (KONIG; KLOCKE, 1997
APUD PAIVA JUNIOR, 2007).
A força passiva (Fp) é a força exercida perpendicularmente ao plano de
trabalho (CRUZ JUNIOR et al., 2009; FERRARESI, 1970). Devido aos
movimentos de rotação e avanço, esta força é praticamente nula quando são
utilizadas na furação brocas de arestas simétricas (SCHROETER et al., 2004).

18
A força de corte nas arestas cortantes (Fc) pode ser estimada por meio da
Equação (4) (SCHROETER et al., 2004).
4dfkF cc
(4)
Na qual: Fc = força de corte [N]; kc = força específica de corte [N/mm2]; f = percurso de avanço da broca por rotação [mm/rot]; d = diâmetro da broca [mm].
A força de avanço (ff) é a reação gerada entre a aresta de corte e direção de
avanço (FERRARESI, 1970). É interessante conhecer o valor desta força, para
verificar se o eixo principal vai suportar os esforços de usinagem. A Equação
(5) representa a força de avanço (SCHROETER et al., 2004).
22
.dfkF ff
(5)
Onde: Ff = força de avanço [N]; kf = força específica de avanço [N/mm2]; f = percurso de avanço da broca por rotação [mm/rot]; d = diâmetro da broca [mm]; σ = ângulo de ponta da ferramenta [grau].
Nas operações de furação a broca é submetida à torsão (BORDIN et al., 2011).
Na usinagem, a torsão é gerada pela resistência de uma superfície ao corte
(FERRARESI, 1970). Durante a furação a torção é originada pelo: contato entre
a peça e as arestas de corte; o esmagamento do material; e o atrito gerado nas
paredes do furo. A Equação (6) demonstra a formula de Kronenberg, utilizada
para calcular o momento torsor (ALMEIDA, 2010; DINIZ et al., 2005).
111 . yx
t fDCM (6)

19
Em que: Mt = momento torsor [kgf.mm]; C1, x1 e y2 = constantes empíricas do material.
As constantes empíricas C1, x1 e y1 de cada tipo de material, podem ser
observadas na Figura 13 (DINIZ et al., 2005).
FIGURA 13 – CONSTANTES EMPÍRICAS PARA O CÁLCULO DO MOMENTO TORSOR (DINIZ
ET AL., 2005).
Na furação a energia desprendida gera altas temperaturas (MOTA et al., 2007).
Estima-se que a deformação gerada pelo atrito entre, a peça e a broca,
transforma 90% da energia mecânica em energia térmica (ZEILMANN;
VACARO, 2008).
As altas temperaturas de trabalho podem contribuir para a formação de
cavacos em forma de fitas, que podem bloquear os canais helicoidais da broca,
causando a falha catastrófica da ferramenta (SAHU et al., 2003; ZEILMANN;
VACARO, 2008).
Ferramentas confeccionadas em aço-rápido, não possuem resistência
mecânica satisfatória em condições rígidas de usinagem, principalmente em
trabalhos a seco (ZEILMANN; VACARO, 2008). Para reduzir as temperaturas
de trabalho na operação de furação, utiliza-se fluídos de corte.

20
2.1.4. FLUÍDOS DE CORTE E A OPERAÇÃO DE FURAÇÃO
Os fluídos de corte são os materiais capazes de: lubrificar (MCCOSH; SWACO,
2007); refrigerar; controlar a rugosidade da superfície; reduzir esforços de
usinagem; proteger contra a corrosão; remover cavacos do local de corte
(BRINKSMEIER et al., 1999); e ampliar a vida útil das ferramentas cortantes
(ADLER et al., 2006; KOPAC; SALI, 2006).
Observando estas propriedades, as empresas empregam fluídos de corte nas
operações de furação (POPKE et al., 1999; WANG et al., 2011). Na furação, os
fluídos são utilizados principalmente para reduzir as temperaturas de trabalho
(KRISHNA et al., 2011). E desta forma, aumentar a vida útil das brocas e
melhorar o acabamento dos furos (IYAGBA; OPETE, 2009).
Os fluídos de corte surgiram em 1890, quando Frederick Winslow Taylor
aplicou água nas operações de usinagem, para reduzir as temperaturas de
trabalho (DINIZ et al., 2005). Visando aprimorar o desempenho dos fluídos de
corte, foram adicionados aditivos químicos, dando origem aos fluídos de corte
emulsionáveis (HASIB et al., 2010).
Segundo Pegado et al., (2003, p. 2), “[...] por definição emulsões são misturas
íntimas de dois líquidos imiscíveis, sendo um deles disperso no outro sob forma
de finas gotículas”. As emulsões possuem em sua composição óleos minerais
ou vegetais e aditivos, que reduzem as tensões existentes entre a água e os
demais compostos; concedendo estabilidade a emulsão (BIANCHI et al., 2004;
DINIZ et al., 2005).
Os fluídos de corte devem ser aplicados na região de atrito entre a peça e a
broca (HUSSAIN et al., 2008; ZEILMANN; SLOMP, 2007). Quando o
comprimento de um furo excede três vezes o diâmetro da broca, a operação de
furação ocorre praticamente a seco, pois a vazão de fluído não consegue
atingir o local da usinagem de forma eficaz; isto ocorre devido ao volume de
saída de cavacos (COSTA et al., 2010).

21
A eficácia do fluído de corte, está relacionada diretamente com o método
utilizado na aplicação do fluído (HAERTEL et al., 2004). Os óleos solúveis em
água podem ser aplicados nas operações de furação por meio de sistemas
hidráulicos ou de forma manual, por meio de almotolias (BELINELLI; MARÇAL,
2009; YORO, 2010).
Quando o fluído de corte é aplicado na furação, por meio de sistemas
hidráulicos, ocorre um ciclo continuo, onde: o fluído de corte que se encontra
em repouso no reservatório [1]; é succionado por uma bomba hidráulica [2]; o
fluído é conduzido por tubulações e mangueiras [3]; a vazão de fluído de corte
atinge o local de furação [4]; em seguida, o fluído de corte escoa por canais e
orifícios, e retorna ao reservatório [5] (KOLE et al., 1997). O ciclo descrito
acima pode ser visualizado na Figura 14.
FIGURA 14 – APLICAÇÃO DO FLUÍDO DE CORTE POR MEIO DE SISTEMAS HIDRÁULICOS
(ADAPTADO DE KOLE ET AL., 1997).
Confeccionadas em plástico ou metal, as almotolias (Figura 15) são recipientes
que possuem a função de armazenar um determinado fluído, até o instante de
sua aplicação. Estes recipientes são normalmente cilíndricos e dotados de um
bico que visa facilitar a aplicação (VALIAS et al., 2009).

22
FIGURA 15 – ALMOTOLIAS (CIMM, 2009).
Após a furação, pode ser aplicado ar comprimido na peça, para auxiliar na
remoção de cavacos e gotas de fluído de corte, que permanecem sobre a
superfície da peça após a usinagem (ZEILMANN; SLOMP, 2007). Com o local
do furo isento de corpos estranhos, será possível realizar medições, para
verificar a existência de defeitos nos furos (CARVAJAL et al., 2011). O próximo
tópico deste trabalho vai abordar os defeitos que ocorrem com maior
frequência nos furos.
2.1.5. DEFEITOS GERADOS NOS FUROS
Atualmente os desafios das empresas de usinagem são: reduzir custos;
ampliar a produtividade; assegurar precisão dimensional e o acabamento das
peças fabricadas (RAMJI et al., 2010).
Os furos podem ter defeitos (CARVAJAL et al., 2011). As principais causas
destes defeitos são: a utilização de brocas que perderam a capacidade do
corte; o emprego de parâmetros de furação inadequados; as altas
temperaturas geradas durante a furação; a posição desalinhada do eixo arvore
em relação à peça; e o excesso de força na furação (KISHORE et al., 2011;
KUDLA, 2003; VASCONCELLOS; ARAUJO, 2011). A Figura 16 apresenta os
defeitos mais comuns nos furos.

23
FIGURA 16 – DEFEITOS MAIS COMUNS NOS FUROS (SCHROETER ET AL., 2004).
Os defeitos nos furos podem ser identificados visualmente ou por meio de
instrumentos de medição, por exemplo, paquímetros ou relógios comparadores
(INSTRUTEMP, 2009; OLIVEIRA et al., 2007).
Os paquímetros são instrumentos destinados à medição de dimensões lineares
externas, internas ou de profundidade. Este instrumento possui uma régua
graduada com encosto fixo, onde, desliza um cursor que se ajusta de acordo
com dimensão a ser medida, normalmente a precisão dos paquímetros é de
0,02 a 0,05 mm (PRIZENDT et al., 1992).
Os relógios comparadores são instrumentos dotados de uma escala e um
ponteiro, cujos movimentos dependem do acionamento de um apalpador. Na
furação, os relógios comparadores podem ser uteis na medição da
circularidade e paralelismo dos furos (PRIZENDT et al., 1992).
Também ocorrem erros com relação à rugosidade dos furos. Segundo Fonseca
et al. (2010, p. 3) “A rugosidade da superfície é um conjunto dessas
irregularidades finas, resultantes da ação inerente do processo de corte”. A
rugosidade das paredes do furo é influenciada por três fatores: a velocidade de
rotação da broca; a velocidade de avanço da ferramenta; e a geometria da
ferramenta cortante (RAHMAN et al., 2009). A rugosidade dos furos pode ser

24
medida utilizando um equipamento chamado rugosímetro (ZEILMANN et al.,
2010). A Figura 17 ilustra o rugosímetro medindo a rugosidade de um furo.
FIGURA 17 – RUGOSÍMETRO MEDINDO A RUGOSIDADE DE UM FURO (COSTA ET AL.,
2007).
O rugosímetro é um equipamento eletrônico, que mede os picos e vales de
uma superfície. A medição ocorre por meio do deslocamento de uma agulha
fabricada em diamante, sobre a superfície do material (COSTA et al., 2007).
As informações medidas pelo rugosímetro são convertidas para parâmetros de
rugosidade (TEDESCO et al., 2006). Os parâmetros de rugosidade existentes
são: rugosidade média (Ra); rugosidade máxima (Ry); rugosidade total (Rt);
rugosidade de profundidade média (Rz); e rugosidade média do terceiro pico e
vale (R3z) (REBRAC, 2009).
O valor de rugosidade exigido pela operação deve ser observado no desenho
da peça antes da operação, deste modo, será possível definir as condições de
usinagem que, possibilitem conceder a rugosidade especificada para a peça
(WALKER, 2004).
Com ou sem erros, após executar uma determinada quantidade de furos, a
broca inevitavelmente acaba se desgastando (PATIL, 2010). Para saber o
momento adequado de trocar esta ferramenta, é importante saber identificar os
tipos de desgaste das brocas helicoidais.

25
2.1.6. TIPOS DE DESGASTE EM BROCAS HELICOIDAIS
Nas operações de furação, as brocas sofrem diversos tipos de desgaste e
perdem a capacidade de corte (LO, 2000; PAYNTER et al., 2009).
Consequentemente, estas ferramentas podem gerar furos fora das
especificações ou sofrer uma falha catastrófica (IMRAN et al., 2008). Tais fatos
são motivos de preocupação para as empresas que trabalham com usinagem,
pois são custos que precisam ser minimizados (LOONG et al., 2001).
Neste contexto, é muito importante que as brocas sejam monitoradas, visando
detectar desgastes na superfície da ferramenta (ATLI et al., 2006; GUILHERME
et al., 2008). Os seis tipos de desgaste das brocas helicoidais são: desgaste
frontal; desgaste de cratera; deformação plástica da aresta de corte;
lascamento; trincas; e quebra (DINIZ et al., 2005).
O desgaste frontal (Figura 18) ocorre com frequência nas brocas helicoidais
(PALIVODA; BOEHS, 2007). Este tipo de desgaste ocorre na superfície de
folga da broca, modificando a sua geometria de corte, comprometendo a
precisão do furo e o seu respectivo acabamento (DINIZ et al., 2005).
FIGURA 18 – DESGASTE FRONTAL (ADAPTADO DE SANDVIK COROMANT, 2006).
O desgaste de cratera (Figura 19) resulta da modificação da superfície de
saída das brocas. Este tipo de desgaste pode levar à ferramenta a falha
catastrófica (DINIZ et al., 2005).

26
FIGURA 19 – DESGASTE DE CRATERA (ADAPTADO DE SANDVIK COROMANT,
2006).
A deformação plástica da aresta de corte (Figura 20) é um dano causado por
forças de corte excessivas e altas temperaturas. Estes fatores causam a
deformação plástica, que reduz o acabamento do furo e pode resultar na
quebra das arestas de corte (DINIZ et al., 2005).
FIGURA 20 – DEFORMAÇÃO PLÁSTICA DA ARESTA DE CORTE (ADAPTADO DE
SANDVIK COROMANT, 2006).
O lascamento (Figura 21) é um dano que causa a perda de pequenos
fragmentos da broca durante a usinagem, afetando principalmente a aresta de
corte. O lascamento reduz a resistência da broca, compromete a qualidade dos
furos e pode causar fraturas na ferramenta (DINIZ et al., 2005).
FIGURA 21 – LASCAMENTO DA BROCA (ADAPTADO DE SANDVIK COROMANT,
2006).

27
As trincas (Figura 22) são fissuras que resultam da exposição da broca, a altas
temperaturas e grandes esforços de usinagem. As trincas podem surgir em
qualquer ponto da broca; quando estas festas crescem fragilizam a ferramenta
causando a sua quebra (DINIZ et al., 2005).
FIGURA 22 – TRINCAS NO CORPO DA BROCA (ADAPTADO DE SANDVIK
COROMANT, 2006).
A quebra (Figura 23) é o rompimento total de qualquer parte da broca durante a
usinagem. Cada broca possui um comportamento, às vezes a broca pode
sofrer uma fratura antes mesmo de se desgastar, tudo depende das demais
variáveis envolvidas na operação, por exemplo, o avanço de corte acima do
solicitado para a operação (DINIZ et al., 2005).
FIGURA 23 – QUEBRA DA BROCA (SANDVIK COROMANT, 2006).
Os mecanismos responsáveis pelos desgastes das brocas são: aresta postiça
de corte; abrasão mecânica; aderência; difusão; e oxidação (DINIZ et al., 2005;
PATIL, 2008).
As arestas postiças de corte são cavacos que se unem as arestas de corte das
brocas (IMRAN et al., 2008). Estas arestas artificiais alteram o desempenho da
ferramenta com relação: às forças de corte; rugosidade do furo; e desgaste da
broca. O tamanho da aresta postiça aumenta durante a usinagem, até que a
aresta se rompe, removendo pequenas partes da superfície de folga da broca,

28
gerando um desgaste frontal considerável (DINIZ et al., 2005). A Figura 24
exibe uma broca com arestas postiças de corte.
FIGURA 24 – BROCA COM ARESTAS POSTIÇAS DE CORTE (ADAPTADO DE SANDVIK
COROMANT, 2006).
A abrasão mecânica é causada pelo atrito entre a broca e as “partículas duras”,
presentes na composição química da peça. Este tipo de desgaste pode gerar
crateras e desgastes frontais ferramenta. Quanto maior é a resistência da
ferramenta a quente, menor será o desgaste por abrasão (DINIZ et al., 2005;
DURÃO et al. 2010b; FERRARESI, 1970).
A aderência ocorre quando superfícies metálicas entram em contato à altas
temperaturas, formando uma substância resistente que, gera a união entre
partículas da peça e a ferramenta. Este fenômeno é responsável pela formação
de arestas postiças. Para reduzir a sua incidência nas operações de usinagem,
é recomendada a utilização de fluídos de corte com ação lubrificante (DINIZ et
al., 2005; FERRARESI, 1970; GRAVALOS et al., 2007).
A difusão nada mais é do que, a transferência de átomos da peça para a
ferramenta, que resulta na modificação da composição química da broca. O
desgaste gerado na usinagem gera o enfraquecimento da ferramenta,
facilitando à dissolução do material da peça na broca, aumentando a
probabilidade de formação dos desgastes em cratera (DINIZ et al., 2005;
FERRARESI, 1970; SILVA et al., 2004).
A oxidação é um fenômeno gerado pela transferência de elétrons, entre os
reagentes (JARDIM; CANELA, 2004). As altas temperaturas de trabalho,

29
juntamente com a água presente nos fluídos de corte, reagem quimicamente
com o ar, gerando a oxidação da broca e o surgimento de desgastes de
cratera. A oxidação pode afetar qualquer parte da broca, principalmente nas
regiões da ferramenta, onde existe maior contato com cavacos (DINIZ et al.,
2005).
2.1.7. QUANTIFICANDO O DESGASTE DAS BROCAS HELICOIDAIS
Os desgastes presentes nas brocas helicoidais são quantificados por meio de
medições pontuais. Os locais das medições podem ser observados na Figura
25 (KANAI et al., 1978 apud MATTES, 2009):
FIGURA 25 – LOCAIS ONDE SÃO REALIZADAS AS MEDIÇÕES DA BROCA HELICOIDAL
(ADAPTADO DE KANAI ET AL., 1979 APUD MATTES, 2009).
O desgaste presente na quina da broca é representado pela letra “w”. As
variações no flanco da ferramenta, também conhecido como aresta de corte
são representadas por “VB” (desgaste médio do flanco) e “VBmax” (desgaste
máximo do flanco). Para mensurar a deterioração na guia lateral é adotado
“Mw”. As dimensões das crateras são simbolizadas por “Kw” (KANAI et al.,
1979 apud MATTES, 2009).
Quina Flanco Guia
Cratera Aresta transversal Lascamentos na aresta

30
O dano na aresta transversal é medido em relação à largura (“Cm”), e
comprimento (“Ct”). Este desgaste é considerado crítico, porque ocorre no
momento em que o material entra em contato com a broca. No instante da
usinagem, os esforços de corte aliados à velocidade de corte, podem gerar o
esmagamento do material, e até causar danos na aresta transversal. E por
último, o lascamento da aresta, que também é mensurado de acordo com a
largura (“Pm”) e comprimento (“Pt”) da avaria (MATTES, 2009).
2.1.8. COMO O DESGASTE DAS BROCAS HELICOIDAIS PODE SER AVALIADO?
Os desgastes apresentados anteriormente podem ser avaliados por meio de:
medição direta da broca, utilizando instrumentos de medição; inspeção visual;
microscópios de medição; análise de imagens; projetor de perfil; máquina
universal de medir; medição tridimensional (CARVAJAL et al., 2011; HAERTEL
et al., 2004; PRIZENDT et al., 1992, 1998).
O método de medição direta das brocas emprega paquímetros ou micrômetros
externos, para medir as partes cilíndricas da ferramenta (WALKER, 2004). Os
micrômetros são instrumentos que realizam medições de dimensões lineares
externas; estes instrumentos possuem uma precisão superior aos paquímetros,
podendo medir até 0,001 mm (MITUTOYO, 2009).
A extremidade da broca é composta por diversos ângulos, que podem ser
medidos por meio de um goniômetro. Este instrumento tem a função medir
superfícies angulares; sua precisão varia de acordo com o modelo do
instrumento, que pode ser de 1° até 5’ (PRIZENDT et al., 1992). A Figura 26
demonstra um: paquímetro (A); micrometro externo (B); goniômetro (C).

31
FIGURA 26 – PAQUÍMETRO (A), MICROMETRO EXTERNO (B) E GONIÔMETRO (C)
(ADAPTADO DE MITUTOYO, 2009).
Este método de avaliação pode ser executado com facilidade, pois emprega
instrumentos que são encontrados com maior frequência nos locais de
usinagem (MITUTOYO, 2009; PRIZENDT et al., 1992).
O desgaste das brocas pode ser avaliado de forma visual, ou seja, com o
auxílio de uma lupa com retículo (RAMJI et al., 2010; FERRARESI, 1970).
Estes instrumentos possuem um corpo cilíndrico fabricado em alumínio, onde é
instalado um reticulo de medição em aço de alta definição, cuja função é
abrigar lentes de cristal. A resolução destes instrumentos é de 0,1 mm, e sua
capacidade de ampliação é de até 10 vezes (HOLTERMANN, 2011). A Figura
27 apresenta um exemplo de lupa com retículo.
FIGURA 27 – LUPA COM RETÍCULO (HOLTERMANN, 2011).
(A) Paquímetro
(B) Micrometro Externo (C) Goniômetro

32
Durante a medição, a extremidade da broca é inserida horizontalmente em uma
seção semi-vazada, localizada do corpo cilíndrico da lupa com retículo. Para
facilitar a visualização do desgaste, o foco da lupa pode ser ajustado tendo
como referencia uma escala interna, presente na base do instrumento
(FERRARESI, 1970; HOLTERMANN, 2011).
Quando é necessária uma avaliação mais precisa da variação dimensional, são
utilizados microscópios de medição. Neste caso, a broca é retirada da máquina
e instalada em um suporte universal, que permite a visualização da broca no
plano horizontal. O valor da ampliação varia de acordo com o modelo do
microscópio, que pode ser de 250:1 até 2500:1 (FERRARESI, 1970). A Figura
28 ilustra um microscópico de medição.
FIGURA 28 – MICROSCÓPIO DE MEDIÇÃO (MITUTOYO, 2009).
Para permitir a fixação satisfatória do objeto que será medido na mesa do
microscópio, normalmente são confeccionados “suportes especiais”. Estes
dispositivos devem possuir a superfície inferior plana, para evitar eventuais
trepidações durante as observações. O peso dos suportes é um fator
importante que deve ser considerado, afinal, é necessário projetar dispositivos
relativamente leves e práticos, para evitar esforços desnecessários ou até
danos a mesa do equipamento (FERRARESI, 1970).
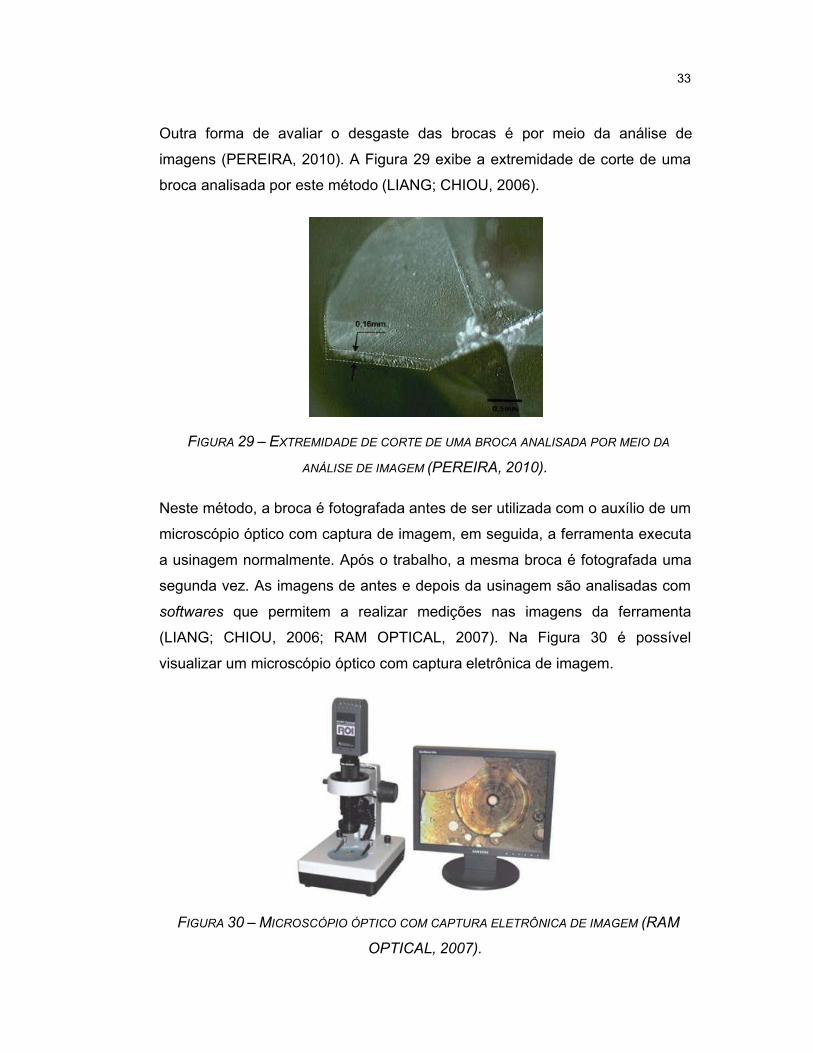
33
Outra forma de avaliar o desgaste das brocas é por meio da análise de
imagens (PEREIRA, 2010). A Figura 29 exibe a extremidade de corte de uma
broca analisada por este método (LIANG; CHIOU, 2006).
FIGURA 29 – EXTREMIDADE DE CORTE DE UMA BROCA ANALISADA POR MEIO DA
ANÁLISE DE IMAGEM (PEREIRA, 2010).
Neste método, a broca é fotografada antes de ser utilizada com o auxílio de um
microscópio óptico com captura de imagem, em seguida, a ferramenta executa
a usinagem normalmente. Após o trabalho, a mesma broca é fotografada uma
segunda vez. As imagens de antes e depois da usinagem são analisadas com
softwares que permitem a realizar medições nas imagens da ferramenta
(LIANG; CHIOU, 2006; RAM OPTICAL, 2007). Na Figura 30 é possível
visualizar um microscópio óptico com captura eletrônica de imagem.
FIGURA 30 – MICROSCÓPIO ÓPTICO COM CAPTURA ELETRÔNICA DE IMAGEM (RAM
OPTICAL, 2007).

34
O projetor de perfil (Figura 31), também pode ser utilizado para medir o
desgaste das brocas. Este equipamento é utilizado na medição de peças
pequenas e/ou de geometria complexa (PRIZENDT et al., 1998).
FIGURA 31 – PROJETOR DE PERFIL (MITUTOYO, 2009).
Para realizar a medição com o projetor de perfil, a broca é fixada em um
suporte, em seguida, ocorre a instalação deste suporte em um dispositivo
chamado de carro duplo; cuja função é permitir as medições por coordenadas
(MITUTOYO, 2009; PRIZENDT et al., 1998).
O projetor de perfil possui lentes com a capacidade de ampliação que varia de
10 a 100 vezes, o tamanho original do objeto medido (MITUTOYO, 2009;
PRIZENDT et al., 1998). As telas de projeção do projetor são circulares,
rotativas e dotadas de graduação que abrange 360°. Neste caso a medição do
desgaste é realizada por meio da comparação entre, a projeção e um desenho
ampliado da extremidade de corte da broca, que deve ser impresso em papel
transparente e fixado na tela de projeção (PRIZENDT et al., 1998).
A avaliação das variações dimensionais presentes nas brocas, também podem
ser avaliadas com a utilização da máquina universal de medir. Este
equipamento realiza medições em coordenadas retangulares, com o auxílio de
uma mesa circular e cabeçotes divisores (SECCO, 1995a).

35
A máquina universal de medir é caracterizada pela sua precisão, versatilidade
e robustez, que lhe permitem ser adaptada para atuar na calibração de
ferramentas e calibradores (SECCO, 1995a). Na Figura 32 é possível observar
um exemplo de máquina de medir.
FIGURA 32 – MÁQUINA UNIVERSAL DE MEDIR (SECCO, 1995A).
Para realizar as medições com a máquina universal de medir, a broca deve ser
fixada na mesa da máquina, com as arestas de corte voltadas para cima; neste
caso é necessário utilizar um dispositivo especial, projetado e confeccionado
para esta aplicação. O sensor de contato da máquina é posicionado próximo à
extremidade superior da ferramenta de corte, para permitir a varredura de toda
a sua superfície. Após o sensor percorrer todo perímetro de medição da
ferramenta, os dados captados são transferidos a um contador digital,
conectado a máquina universal de medir (PRIZENDT et al., 1998; SECCO,
1995a).
Outra máquina que pode ser utilizada, na avaliação do desgaste das brocas é a
máquina de medir coordenadas tridimensionais. As medições realizadas por
este equipamento ocorrem no espaço tridimensional, ou seja, por meio da
movimentação de três eixos perpendiculares (X, Y, Z). Durante as medições, a
máquina tridimensional pode utilizar sensores dos tipos: mecânicos;
eletrônicos; e ópticos (PRIZENDT et al., 1998; SECCO, 1995b). A Figura 33
demonstra uma máquina de medir coordenadas tridimensionais.

36
FIGURA 33 – MÁQUINA DE MEDIR COORDENADAS TRIDIMENSIONAIS (MITUTOYO,
2009).
Para realizar a medição, a broca precisa ser fixada na mesa da máquina, com
o auxílio de um dispositivo apropriado, em seguida, é necessário referenciar o
equipamento; para que isso seja possível, é adotada uma superfície de
referencia. A medição ocorre com o deslocamento dos eixos sobre a
extremidade cortante da ferramenta. A informação captada pelos sensores é
registrada e armazenada em um sistema eletrônico, que pode ser visualizado
pelo operador do equipamento após a medição (PRIZENDT et al., 1998;
SECCO, 1995b).
Durante a furação é importante substituir a broca desgastada no momento
adequado. Para identificar este “exato momento” é adotado um parâmetro
padrão, o chamado critério de final de vida da ferramenta (WATANABE et al.,
2004). O próximo tópico vai apresentar os principais critérios de final de vida
utilizados na operação de furação.
2.1.9. CRITÉRIOS DE FINAL DE VIDA DAS BROCAS
Após se desgastar e perder a capacidade corte, as brocas devem ser
substituídas. Para determinar o momento adequado desta troca, é necessário
adotar um critério de final de vida; para evitar que as brocas sejam substituídas
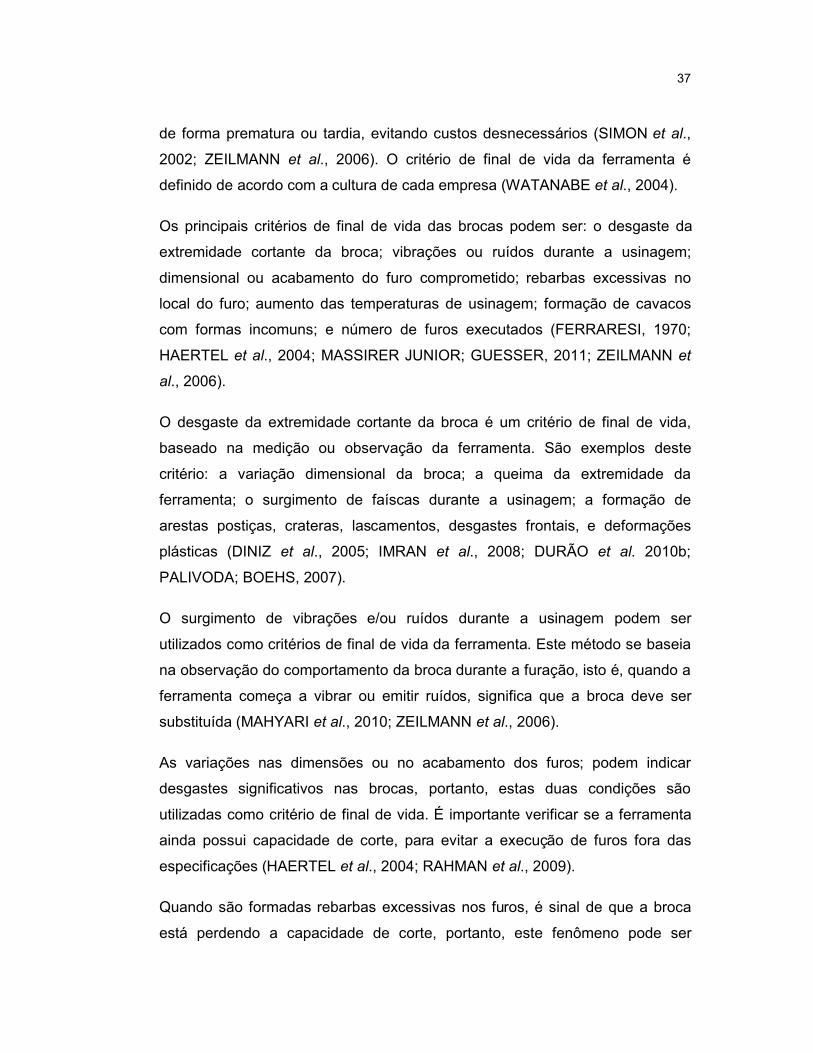
37
de forma prematura ou tardia, evitando custos desnecessários (SIMON et al.,
2002; ZEILMANN et al., 2006). O critério de final de vida da ferramenta é
definido de acordo com a cultura de cada empresa (WATANABE et al., 2004).
Os principais critérios de final de vida das brocas podem ser: o desgaste da
extremidade cortante da broca; vibrações ou ruídos durante a usinagem;
dimensional ou acabamento do furo comprometido; rebarbas excessivas no
local do furo; aumento das temperaturas de usinagem; formação de cavacos
com formas incomuns; e número de furos executados (FERRARESI, 1970;
HAERTEL et al., 2004; MASSIRER JUNIOR; GUESSER, 2011; ZEILMANN et
al., 2006).
O desgaste da extremidade cortante da broca é um critério de final de vida,
baseado na medição ou observação da ferramenta. São exemplos deste
critério: a variação dimensional da broca; a queima da extremidade da
ferramenta; o surgimento de faíscas durante a usinagem; a formação de
arestas postiças, crateras, lascamentos, desgastes frontais, e deformações
plásticas (DINIZ et al., 2005; IMRAN et al., 2008; DURÃO et al. 2010b;
PALIVODA; BOEHS, 2007).
O surgimento de vibrações e/ou ruídos durante a usinagem podem ser
utilizados como critérios de final de vida da ferramenta. Este método se baseia
na observação do comportamento da broca durante a furação, isto é, quando a
ferramenta começa a vibrar ou emitir ruídos, significa que a broca deve ser
substituída (MAHYARI et al., 2010; ZEILMANN et al., 2006).
As variações nas dimensões ou no acabamento dos furos; podem indicar
desgastes significativos nas brocas, portanto, estas duas condições são
utilizadas como critério de final de vida. É importante verificar se a ferramenta
ainda possui capacidade de corte, para evitar a execução de furos fora das
especificações (HAERTEL et al., 2004; RAHMAN et al., 2009).
Quando são formadas rebarbas excessivas nos furos, é sinal de que a broca
está perdendo a capacidade de corte, portanto, este fenômeno pode ser

38
considerado um critério de final de vida da broca. Algo semelhante ocorre em
relação ao aumento das temperaturas de corte, ou seja, as brocas desgastadas
necessitam de mais força para executar os furos, então, o atrito entre as
superfícies acaba gerando maiores temperaturas de trabalho (HAERTEL et al.,
2004; MASSIRER JUNIOR; GUESSER, 2011).
Na usinagem o cavaco pode ter as seguintes formas: fita; helicoidal; espiral; em
lascas ou pedaços. Dentre estas formas, a mais preocupante são as dos
cavacos em fita, porque podem: causar acidentes de trabalho; danificar a
máquina; reduzir a vida útil das ferramentas de corte (FERRARESI, 1970;
SILVA; SILVA, 2006). A Figura 34 apresenta as formas de cavaco: fita (A);
helicoidal (B); espiral (C); lascas (D); pedaços (E).
FIGURA 34 – FORMAS DE CAVACO: FITA (A); HELICOIDAL (B); ESPIRAL (C); LASCAS
(D); PEDAÇOS (E) (ADAPTADO DE FERRARESI, 1970).
Normalmente, a forma do cavaco permanece constante durante a usinagem,
quando sua forma é alterada, é sinal de que houve algum desgaste significativo
na ferramenta de corte, portanto, a formação incomum de cavacos, pode ser
utilizada como um critério de final de vida para as brocas (FERRARESI, 1970;
HAERTEL et al., 2004; SILVA; SILVA, 2006).
Outro critério de final de vida das brocas consiste em determinar o número de
furos, que a ferramenta é capaz de executar, antes de perder a sua capacidade
de corte. Este valor é determinado de forma experimental ou matemática
(BEGHINI; BERTINI, 2000; CHINNAM; BARUAH, 2004; FERRARESI, 1970).
38
considerado um critério de final de vida da broca. Algo semelhante ocorre em
relação ao aumento das temperaturas de corte, ou seja, as brocas desgastadas
necessitam de mais força para executar os furos, então, o atrito entre as
superfícies acaba gerando maiores temperaturas de trabalho (HAERTEL et al.,
2004; MASSIRER JUNIOR; GUESSER, 2011).
Na usinagem o cavaco pode ter as seguintes formas: fita; helicoidal; espiral; em
lascas ou pedaços. Dentre estas formas, a mais preocupante são as dos
cavacos em fita, porque podem: causar acidentes de trabalho; danificar a
máquina; reduzir a vida útil das ferramentas de corte (FERRARESI, 1970;
SILVA; SILVA, 2006). A Figura 34 apresenta as formas de cavaco: fita (A);
helicoidal (B); espiral (C); lascas (D); pedaços (E).
FIGURA 34 – FORMAS DE CAVACO: FITA (A); HELICOIDAL (B); ESPIRAL (C); LASCAS
(D); PEDAÇOS (E) (ADAPTADO DE FERRARESI, 1970).
Normalmente, a forma do cavaco permanece constante durante a usinagem,
quando sua forma é alterada, é sinal de que houve algum desgaste significativo
na ferramenta de corte, portanto, a formação incomum de cavacos, pode ser
utilizada como um critério de final de vida para as brocas (FERRARESI, 1970;
HAERTEL et al., 2004; SILVA; SILVA, 2006).
Outro critério de final de vida das brocas consiste em determinar o número de
furos, que a ferramenta é capaz de executar, antes de perder a sua capacidade
de corte. Este valor é determinado de forma experimental ou matemática
(BEGHINI; BERTINI, 2000; CHINNAM; BARUAH, 2004; FERRARESI, 1970).
38
considerado um critério de final de vida da broca. Algo semelhante ocorre em
relação ao aumento das temperaturas de corte, ou seja, as brocas desgastadas
necessitam de mais força para executar os furos, então, o atrito entre as
superfícies acaba gerando maiores temperaturas de trabalho (HAERTEL et al.,
2004; MASSIRER JUNIOR; GUESSER, 2011).
Na usinagem o cavaco pode ter as seguintes formas: fita; helicoidal; espiral; em
lascas ou pedaços. Dentre estas formas, a mais preocupante são as dos
cavacos em fita, porque podem: causar acidentes de trabalho; danificar a
máquina; reduzir a vida útil das ferramentas de corte (FERRARESI, 1970;
SILVA; SILVA, 2006). A Figura 34 apresenta as formas de cavaco: fita (A);
helicoidal (B); espiral (C); lascas (D); pedaços (E).
FIGURA 34 – FORMAS DE CAVACO: FITA (A); HELICOIDAL (B); ESPIRAL (C); LASCAS
(D); PEDAÇOS (E) (ADAPTADO DE FERRARESI, 1970).
Normalmente, a forma do cavaco permanece constante durante a usinagem,
quando sua forma é alterada, é sinal de que houve algum desgaste significativo
na ferramenta de corte, portanto, a formação incomum de cavacos, pode ser
utilizada como um critério de final de vida para as brocas (FERRARESI, 1970;
HAERTEL et al., 2004; SILVA; SILVA, 2006).
Outro critério de final de vida das brocas consiste em determinar o número de
furos, que a ferramenta é capaz de executar, antes de perder a sua capacidade
de corte. Este valor é determinado de forma experimental ou matemática
(BEGHINI; BERTINI, 2000; CHINNAM; BARUAH, 2004; FERRARESI, 1970).

39
Na sequencia, será demonstrado como a vida da broca pode ser estimada por
meio de equações matemáticas.
2.1.10. ESTIMANDO A VIDA ÚTIL DAS BROCAS
Os eventos ocorridos durante o processo de usinagem podem ser
representados matematicamente, inclusive a vida útil das brocas (BENNETT;
HERNÁNDEZ, 2006; VIANA; MACHADO, 2009). Segundo Godoy et al. (2003,
p. 145) “A vida de uma ferramenta de corte pode ser entendida como sendo o
tempo em que a mesma trabalha efetivamente até que se atinja um critério
previamente estabelecido [...]”. A vida útil de uma ferramenta de corte é
representada pela Equação (7), a chamada Equação de Vida de Taylor (DINIZ
et al., 2005).
xcvKT (7)
Onde: T = vida da ferramenta [min.]; K = constante da Equação de Vida de Taylor; x = coeficiente da Equação de Vida de Taylor.
Para obter resultados mais precisos, os valores de x e K devem ser levantados
por meio de ensaios (YANG et al., 2002). A metodologia utilizada para
determinar estes valores, segue os seguintes passos (PALLEROSI, 1975 apud
DINIZ et al., 2005; GRIVOL, 2007):
a) adotar uma velocidade de corte (VC1) e um critério de final de vida durante a
usinagem, em seguida, medir o tempo de vida da ferramenta em minutos;
b) selecionar uma segunda velocidade de corte (VC2) com a variação de
aproximadamente 20% superior ou inferior a VC1 (BAPTISTA, 2004; BAPTISTA;
COPPINI, 2007);
c) executar a usinagem com a VC2 utilizando o mesmo critério de final de vida,
com o objetivo de medir a vida da atual ferramenta em minutos;

40
d) calcular o coeficiente da Equação de Vida de Taylor utilizando a Equação (8)
(BAPTISTA, 2004; BAPTISTA; COPPINI, 2007);
1
2
2
1
log
log
c
c
vvTT
x (8)
Em que: T1 = vida da aresta da primeira ferramenta [min]; T2 = vida da aresta da segunda ferramenta [min]; VC1 = primeira velocidade de corte [m/min]; VC2 = segunda velocidade de corte [m/min].
e) a constante da Equação de Vida de Taylor é calculada pela Equação (9);
xcc vTK 11 (9)
Na qual: Tc1 = tempo efetivo de corte para a primeira velocidade de corte [min].
Estimar a vida útil das brocas é muito importante para assegurar a
produtividade e minimizar os custos usinagem (YANG et al., 2004). Para
auxiliar a tomada de decisão, podem ser utilizados softwares especiais, para
estimar a vida útil das ferramentas de corte (BEGHINI; BERTINI, 2000; LI;
SHIH, 2007). Estes softwares realizam simulações pelo método de elementos
finitos (GARDNER; DORNFELD, 2006).
As simulações são definidas através das condições de contorno, isto é,
equações que descrevem os parâmetros e demais variáveis envolvendo o
objeto de estudo. Através deste método, é possível verificar como a broca se
comporta nas condições pré-estabelecidas (CHINNAM; BARUAH, 2004; SOO;
ASPINWALL, 2007).

41
Por exemplo, é possível verificar como a broca se comporta a uma
determinada temperatura, força, torque ou demais variáveis (LI; SHIH, 2007). A
Figura 35 ilustra o resultado da simulação das temperaturas de usinagem em
uma broca helicoidal, por meio de elementos finitos.
FIGURA 35 – RESULTADO DA SIMULAÇÃO DAS TEMPERATURAS DE USINAGEM EM UMA
BROCA POR MEIO DE ELEMENTOS FINITOS (LI; SHIH, 2007).
Na sequencia será apresentada a segunda parte do referencial teórico, que vai
abordar os assuntos relacionados, à medição de desgaste das ferramentas de
corte em máquinas CNC.
2.2. MEDIÇÃO DE DESGASTE DAS FERRAMENTAS DE CORTE EM MÁQUINAS CNC
Desde a criação do Sistema Toyota de Produção (STP) em 1950, existe uma
enorme preocupação com relação à eliminação de desperdícios (SUGAI et al.,
2007). A filosofia do STP defende o método de produção puxada, Isto é,
produzir somente a quantidade necessária e quando for solicitado (SOUZA e
SILVA et al., 2003).
A produção puxada gerou a necessidade de redução dos tempos de setup,
também conhecidos como tempo de preparação (GODINHO FILHO;
FERNANDES, 2004). Segundo Sugai et al. (2005, p. 3) “Por tempo de
preparação (setup) se entende o tempo do último produto A quando deixa a
máquina até a saída do primeiro produto B com qualidade”. O setup inclui as
etapas de: preparação da máquina; ajustes nas ferramentas; reabastecimento
de matérias primas; inspeção; e limpeza (FUCHIGAMI; MOCCELLIN, 2010).
42
Atualmente as empresas que trabalham com usinagem, têm utilizado com
muita frequência as máquinas CNC (CORRER et al., 2007a; COSTA;
PEREIRA, 2006). Os tempos de setup destas máquinas são uma fonte custos
para as empresas, pois não agregam valor ao produto final (GOLDACKER;
OLIVEIRA, 2008).
Durante a usinagem ocorre o desgaste da ferramenta de corte, desta forma, é
necessário realizar um ajuste na ferramenta, para evitar que a peça tenha o
dimensional comprometido (PEJRYD et al., 2011). Tal ajuste pode ser
mensurado e/ou executado de forma automatizada (FARDIN et al., 2010). O
desgaste das ferramentas em máquinas CNC pode ser medido de três formas
diferentes (VOLPATO et al., 2004):
medição de desgaste manual na própria máquina;
medição de desgaste com dispositivos dentro da máquina;
medição de desgaste por meio de máquinas independentes.
Cada método de medição de desgaste das ferramentas será apresentado
detalhadamente na sequencia.
2.2.1. MEDIÇÃO DE DESGASTE MANUAL NA PRÓPRIA MÁQUINA
A medição de desgaste manual em ferramentas de corte é muito utilizada em
empresas que, não possuem equipamentos específicos para auxiliar nesta
tarefa (CORRER, 2006). Este método de medição utiliza a máquina CNC como
um sistema de medição (CORRER et al., 2011).
A medição de desgaste manual na própria máquina pode ser executada de
duas formas distintas, isto é, utilizando a medição “manual direta” ou por meio
da “usinagem experimental” (CORRER et al., 2005). A Figura 35 exibe o
momento dos preparativos para a medição manual direta.

43
FIGURA 36 – MEDIÇÃO MANUAL DIRETA (VOLPATO ET AL., 2004).
A medição manual direta, segue as seguintes etapas (CORRER, 2006;
VOLPATO et al., 2004):
a ferramenta de corte adequada para operação é selecionada e
instalada no suporte da ferramenta (CORRER, 2006);
o suporte é inserido no magazine da máquina. O magazine é um
cabeçote giratório em formato de torre, sua função é armazenar
uma ou mais ferramentas, para facilitar o manuseio interno das
ferramentas de usinagem (CORRER, 2006; WALKER, 2004);
definir um plano como referência, em seguida, a ferramenta é
movimentada manualmente pelos eixos X, Y e Z até a peça.
Desta forma, ocorre o referenciamento da máquina (CORRER,
2006);
inserir uma folha de papel sobre a superfície da peça (CORRER,
2006);
movimentar o eixo Z até a extremidade da ferramenta tocar na
superfície da peça, assim, será possível determinar o
comprimento da ferramenta. Esta etapa deve ser realizada com
cautela, para evitar impactos entre a ferramenta e a peça;
44
a última etapa consiste em gravar os valores da correção no
comando numérico da máquina.
A medição por meio de usinagem experimental ocorre da seguinte forma
(CORRER, 2006):
a ferramenta de corte adequada para operação, é selecionada e
instalada no suporte da ferramenta. O suporte é inserido no
magazine da máquina (CORRER, 2006);
medir as dimensões da ferramenta e suporte com um paquímetro,
e inserir estes valores no comando numérico da máquina
(CORRER, 2006);
realizar uma usinagem experimental, para que as novas
dimensões da peça sejam, medidas e adotadas como referência
(CORRER, 2006);
as dimensões da peça usinada devem ser comparadas com as
medidas desejadas. O valor da diferença entre as dimensões
deve ser inserido no comando numérico, para corrigir a posição
da ferramenta (CORRER, 2006).
O próximo tópico deste trabalho vai demonstrar os dispositivos que são
instalados nas máquinas CNC, para medir o desgaste das ferramentas de
corte.
2.2.2. MEDIÇÃO DE DESGASTE COM DISPOSITIVOS DENTRO DA MÁQUINA
Existem equipamentos desenvolvidos para máquinas CNC, com a função de
medir o desgaste das ferramentas de corte ou detectar eventuais falhas
catastróficas (FARDIN et al., 2010). Estes dispositivos são chamados de
presetters internos (CORRER et al., 2007b). O local de atuação dos presetters
internos é dentro da máquina CNC, onde é possível detectar avarias na

45
ferramenta de corte, durante o intervalo entre a usinagem das peças
(VOLPATO, REBEYKA, COSTA, 2004).
Ao detectar variações na extremidade da ferramenta, o presetting interno envia
esta informação comando numérico que, corrige a posição da ferramenta
automaticamente. Os dois tipos de presetters internos são: o presetting interno
por contato (Tool-Setting Probe); e o presetting interno sem contato (Tool
Setting LASER) também conhecido como Toolsetter (CORRER, 2006;
RENISHAW, 2011).
O presetting interno por contato (Figura 37) detecta variações e danos no
diâmetro ou comprimento da ferramenta, por meio de sensores de contato.
Este tipo de presetting pode ser utilizado em qualquer máquina de usinagem
CNC (CORRER, 2006; VOLPATO, REBEYKA, COSTA, 2004; RENISHAW,
2011).
FIGURA 37 – PRESETTING INTERNO POR CONTATO (VOLPATO ET AL., 2004).
O presetting interno sem contato, como o próprio já diz, realiza a detecção de
variações na ferramenta sem que, ocorra o contato direto com o presetting,
neste caso, a medição ocorre por meio de um feixe de LASER. Este tipo de
presetting é capaz de medir, variações dimensionais no diâmetro e
comprimento da ferramenta de corte (RENISHAW, 2003). Na Figura 38 é
possível visualizar o esquema de medição de desgaste de uma ferramenta,
com o presetting interno sem contato.

46
FIGURA 38 – O ESQUEMA DE MEDIÇÃO DE DESGASTE DE UMA FERRAMENTA, COM O
PRESETTING INTERNO SEM CONTATO (RENISHAW, 2003).
Este presetting é dotado de dois circuitos, um emissor e outro receptor
(RENISHAW, 2003). O circuito emissor possui um diodo, cuja função é emitir
um feixe de LASER constante. Quando emitido, o feixe de LASER passa por
duas lentes, uma localizada na saída do transmissor, e outra na entrada do
sistema receptor, deste modo, o foco do LASER é ampliado permitindo que o
feixe atinja o sistema óptico do circuito receptor (CORRER, 2006; VOLPATO,
REBEYKA, COSTA, 2004; RENISHAW, 2011).
A medição de desgaste por meio do presetting interno sem contato é
relativamente simples (CORRER, 2006; CORRER et al., 2010; RENISHAW,
2003):
a ferramenta de corte deve ser selecionada e instalada no suporte
da ferramenta, em seguida, o suporte é inserido no magazine da
máquina (CORRER, 2006; CORRER et al., 2010; RENISHAW,
2003);
é necessário referenciar o sistema do presetting, para fornecer os
valores das dimensões iniciais da ferramenta (antes da
usinagem), para que posteriormente seja possível identificar o seu
respectivo desgaste. Durante o referenciamento, o eixo principal
da máquina se desloca em direção ao presetting, em seguida, a
extremidade da ferramenta se aproxima, e interrompe

47
parcialmente o feixe de LASER. A obstrução do LASER é
convertida para um valor e enviada ao comando numérico da
máquina (CORRER, 2006; CORRER et al., 2010; RENISHAW,
2003);
a ferramenta de corte executa a usinagem de uma quantidade de
peças pré-determinada (CORRER, 2006; CORRER et al., 2010;
RENISHAW, 2003);
ocorre a medição da ferramenta, o eixo principal da máquina se
desloca em direção ao presetting, em seguida, a extremidade da
ferramenta se aproxima, e interrompe parcialmente o feixe de
LASER do sistema receptor. Caso exista alguma variação nas
dimensões da ferramenta, o sistema do presetting envia um sinal
para o comando numérico da máquina, que corrige a posição da
ferramenta automaticamente (CORRER, 2006; CORRER et al.,
2010; RENISHAW, 2003).
A Figura 39 demonstra a medição de desgaste de uma broca com o presetting
interno sem contato.
FIGURA 39 – MEDIÇÃO DE DESGASTE DE UMA BROCA COM O PRESETTING INTERNO SEM
CONTATO (RENISHAW, 2003).

48
Além dos presetters internos, o desgaste das ferramentas de corte também
pode ser mensurado com o auxílio de máquinas independentes, ou seja,
aquelas que estão fora do local de usinagem (ARONSON, 2000; CORRER,
2006; CORRER et al., 2011; VOLPATO, REBEYKA, COSTA, 2004).
2.2.3. MEDIÇÃO DE DESGASTE POR MEIO DE MÁQUINAS INDEPENDENTES
A medição de desgaste por meio de máquinas independentes utiliza sistemas
conhecidos como presettings externos (CORRER et al., 2007b; VOLPATO,
REBEYKA, COSTA, 2004). Este método foi desenvolvido na década 40, para
atuar como uma opção a pré-ajustagem manual de ferramentas (ARONSON,
2000; CORRER, 2006).
Os presettings externos não possuem vinculo direto com a máquina CNC,
portanto, podem ser instalados em qualquer ponto do chão-de-fábrica. A
máquina CNC pode estar usinando a peça, enquanto operador realiza a
medição de uma ferramenta que será utilizada posteriormente (SANTOS et al.,
2006). Estes equipamentos possuem um ou mais suportes, para a fixação do
transmissor e receptor (ARONSON, 2000; FARDIN et al., 2010).
Os valores obtidos com o auxílio do presetting externo são digitados no
comando numérico da máquina ou transferidos via rede, por meio de softwares
especiais (CORRER et al., 2011; SANTOS et al., 2006). Os presettings
externos podem ser classificados como, manual ou automático (CORRER,
2006).
O presetting externo do tipo manual (Figura 40) é considerado de baixo custo,
pois não emprega uma tecnologia muito avançada, ou seja, realiza a medição
das ferramentas por meio de réguas e relógios comparadores. Neste método, a
habilidade do operador é essencial para assegurar a precisão da medição
(BIDEFORD TOOL, 2011; CORRER, 2006; FULLONE, 2002).

49
FIGURA 40 – PRESETTING EXTERNO DO TIPO MANUAL (BIDEFORD TOOL, 2011).
O presetting externo do tipo automático utiliza recursos tecnológicos avançados
como, LASER, réguas ópticas e máquinas fotográficas, para medir o desgaste
das ferramentas de corte (VOLPATO, REBEYKA, COSTA, 2004).
A precisão deste tipo de equipamento é elevada, além disso, os erros de
medição são reduzidos significativamente, pois o trabalho do operador consiste
apenas em posicionar a peça no suporte do presetting, e movimentar o sensor
responsável pela medição em direção à aresta desgastada da ferramenta
(ARONSON, 2000; CORRER, 2006; FULLONE, 2002; ZAMEC, 2011). Na
Figura 41 é possível observar um presetting externo do tipo automático.
FIGURA 41 – PRESETTING EXTERNO DO TIPO AUTOMÁTICO (ZAMEC, 2011).

50
O referencial teórico sobre, a furação e a medição de desgaste nas
ferramentas de corte em máquinas CNC, foi apresentado. O próximo capítulo
deste trabalho vai abordar a metodologia utilizada no desenvolvimento desta
pesquisa.

3. METODOLOGIA
A metodologia é a etapa responsável por descrever os procedimentos e demais
detalhes da pesquisa (GIL, 2002, 2010).
3.1. CLASSIFICAÇÃO DA PESQUISA
Este trabalho é de natureza exploratória, segundo Gil (2002, p. 41) “Estas
pesquisas têm como objetivo proporcionar maior familiaridade com o problema,
com vistas a torná-lo mais explícito ou a construir hipóteses”.
O tipo de delineamento adotado é o de uma pesquisa experimental, cujos
objetivos são: adotar um objeto de estudo; selecionar as variáveis que podem
influenciá-lo; adotar métodos para controlar estas variáveis; escolher um
método para verificar como o objeto de estudo se comporta em relação às
alterações nas variáveis (BAPTISTA, 2004; GIL, 2002; PAULON,
ROMAGNOLI, 2010).
3.2. ETAPAS DA PESQUISA
As etapas desta pesquisa experimental foram desenvolvidas tendo como base
Gil (2002, 2010).
a) Definição do problema: a pesquisa experimental tem inicio com a
definição de um problema, este deve ser apresentado de forma clara e
objetiva (GIL, 2002, 2010). O problema tratado neste trabalho é:
a medição do desgaste de brocas helicoidais de aço rápido, por
meio do uso de um dispositivo a LASER é eficaz?
b) Revisão da literatura: é a etapa responsável pela busca do estado da
arte, relacionando a teoria já existente, com o problema abordado na
presente pesquisa (GIL, 2002, 2010).

52
a revisão da literatura teve como objetivo principal, a busca por
materiais publicados durante os últimos 5 anos. Deste modo, a
contextualização teórica deste trabalho foi baseada em: artigos
científicos (nacionais e internacionais); livros; folhetos técnicos
(datasheets); sites da internet; e consultas a normas técnicas.
c) Construção de hipóteses: a pesquisa experimental deve ser constituída
a partir hipóteses que visam estabelecer uma relação entre, as variáveis
e a ocorrência um determinado fenômeno. A pesquisa experimental
pode ter apenas uma hipótese, portanto, existe uma semelhança entre a
hipótese formulada e o problema definido anteriormente (GIL, 2002,
2010). Com relação ao presente trabalho, a hipótese é:
“se” durante a usinagem, as brocas helicoidais de aço rápido
sofrerem desgastes ou demais alterações dimensionais, o sistema
de medição a LASER, pode medir estas variações com precisão.
d) Seleção das variáveis: as variáveis de uma pesquisa experimental
devem facilitar a compreensão de um determinado fenômeno, isto é,
gerar condições para que seja realizada a sua investigação (GIL, 2002).
Para gerar o desgaste nas brocas helicoidais de aço rápido, foi
necessário manipular duas variáveis:
velocidade de corte;
avanço.
e) Coleta de dados: deve descrever os métodos empregados na aquisição
dos dados (GIL, 2002):
os dados estudados neste trabalho, foram obtidos por meio de
ensaios de furação, utilizando um sistema de medição a LASER,
para mensurar as variações dimensionais das brocas.

53
f) Análise dos dados: é a etapa responsável pelo estudo das informações
obtidas na coleta de dados (GIL, 2002, 2010). Neste trabalho, a análise
dos dados ocorreu da seguinte forma:
Os dados referentes as variações dimensionais, foram agrupadas
e organizadas em um software de planilhas eletrônicas, para a
analise e emissão de gráficos.
as brocas utilizadas nos ensaios foram fotografadas e analisadas
pelo software CAD, onde foi possível evidenciar a existência do
desgaste nas brocas helicoidais de aço rápido.
No próximo tópico serão fornecidos mais detalhes sobre os ensaios de furação.
3.3. DETALHES SOBRE O ENSAIO DE FURAÇÃO
Os ensaios de furação foram realizados na empresa GEOTECNO, localizada
na cidade de Santa Barbara D’ Oeste. Os corpos de prova utilizados são placas
redondas de aço 4340 com Ø152 x 49,6 mm; a dureza média de cada corpo de
prova é de 30 HRC.
Além do material já descrito, também foi empregada uma barra redonda de aço
INOX, com Ø95 x 39 mm; para a realização de um ensaio preliminar. Cada
corpo de prova possui um furo de centro passante, com 30 mm de diâmetro.
A máquina utilizada nos ensaios de furação é um centro de usinagem CNC,
modelo ROMI DISCOVERY 560. Na Figura 42 é possível observar este centro
de usinagem CNC.
Nos ensaios foi utilizado um sistema automático para medição de ferramentas
a LASER; o Toolsetter modelo TSG 1213. Este equipamento tem a precisão de
0,0002 mm. As dimensões do Toolsetter são de 42 x 110 x 240 mm; com
espaço livre de 140 mm para a medição. O feixe de LASER emitido pelo
Toolsetter é vermelho e possui o comprimento de onda de 635 nm
(nanômetro); com 1 mm de diâmetro.

54
FIGURA 42 – CENTRO DE USINAGEM UTILIZADO NOS ENSAIOS DE FURAÇÃO (ADAPTADO
DE ROMI, 2005).
A medição do desgaste é baseada na diferença de comprimento da broca, ou
seja, o comprimento total da ferramenta é medido na preparação da máquina e
depois de cada usinagem, visando detectar variações dimensionais nas
ferramentas de corte.
Para realizar cada medição, a extremidade da broca deve ser posicionada
horizontalmente no centro do feixe de LASER, que é emitido pelo Toolsetter.
Em seguida, a extremidade da ferramenta é avançada verticalmente (para
baixo), gerando a interrupção parcial do feixe de LASER. A Figura 43
apresenta um esquema onde é possível visualizar a medição da broca
utilizando o Toolsetter.

55
FIGURA 43 – ESQUEMA ONDE É POSSÍVEL VISUALIZAR A MEDIÇÃO DA BROCA
UTILIZANDO O TOOLSETTER (ADAPTADO DE RENISHAW, 2003).
O Toolsetter possui um conversor analógico digital, cuja função é converter
uma grandeza física para valores binários, desta forma, estes valores podem
ser processados por um computador (COSTA, Y. G. G., 2008). Seguindo este
principio, a interrupção do feixe de LASER gerada pela presença da broca, é
convertida para números binários e posteriormente enviados a um computador,
onde são transformados em valores numéricos reais, para facilitar a
interpretação dos dados.
O presetting interno sem contato foi conectado via cabo USB (Universal Serial
Bus) a um notebook, permitindo que as informações do ensaio, fossem
enviadas e registradas no software de aquisição de dados.
Nos ensaios foram utilizadas brocas helicoidais de aço rápido, com 10 mm de
diâmetro. As extremidades das brocas helicoidais são formadas por uma ponta
com ângulo de 118° (WALKER, 2004). O Toolsetter foi preparado para medir a
ferramenta em nove pontos distintos; a Figura 44 ilustra este nove pontos da
broca helicoidal.

56
FIGURA 44 – PONTOS MEDIDOS NA EXTREMIDADE DE CORTE DA BROCA HELICOIDAL
(ADAPTADO DE PAIVA JUNIOR, 2007).
Na Figura 44, os nove pontos na extremidade da broca são equidistantes. Os
pontos “E1” e “D9” não estão alinhados ao corpo cilíndrico da ferramenta; estes
espaços foram reservados para reduzir a influência dos raios de canto da
broca, durante as leituras do Toolsetter.
Para que seja possível realizar a medição de cada um dos nove pontos, as
arestas de corte da broca precisam ser posicionadas à aproximadamente 90°
em relação ao feixe de LASER. A medição ocorre por meio de cinco
deslocamentos verticais da broca, em direção ao feixe de LASER. Os pontos
medidos a cada deslocamento são: “E1” e “D9”; “E2” e “D8”; “E3” e “D7”; “E4” e
“D6”; e por último o ponto “C5”.
O Toolsetter realiza a medição da variação dimensional, presente no
comprimento total da ferramenta, isto é, a distância entre a extremidade
superior da haste da broca, até um dos nove pontos anteriormente
apresentados. A Figura 45 ilustra um exemplo de variação dimensional no
ponto “C5” da broca.

57
FIGURA 45 – EXEMPLO DE VARIAÇÃO DIMENSIONAL NO PONTO “C5” DA BROCA, APÓS
ALGUMAS FURAÇÕES (ADAPTADO DE DINIZ ET AL., 2005).
3.4. PREPARAÇÃO DA MÁQUINA PARA O ENSAIO DE FURAÇÃO
Para realizar os ensaios de furação no centro de usinagem CNC,
primeiramente foi necessário executar os seguintes procedimentos: configurar
o comando numérico da máquina; instalar a broca helicoidal de aço rápido;
fixar o corpo de prova na mesa da máquina (Figura 46); acionar o sistema
pneumático; executar o software de aquisição de dados no notebook; e acessar
as rotinas de programação no comando numérico.
FIGURA 46 – CORPO DE PROVA FIXADO NA MESA DA MÁQUINA.

58
As rotinas de programação da máquina CNC foram desenvolvidas pela
empresa GEOTECNO. Para realizar os ensaios foram utilizados três
programas, o programa número “1”, “2” e “3”.
O programa número “1” é o responsável por executar os furos nos corpos de
prova.
O programa número “2” foi criado para zerar a broca, ou seja, referenciar a
posição da ferramenta, que está sendo utilizada pela primeira vez. Todas as
vezes que uma nova ferramenta for instalada, é necessário executar as rotinas
deste programa.
As rotinas do programa número “3” foram desenvolvidas para realizar a
medição do desgaste das brocas. Sua função é fazer com que a broca pare de
rotacionar, e se desloque até o local onde se encontra o presetting, para que
seja realizada a medição do desgaste na extremidade da broca.
A cada nova broca instalada na máquina; primeiramente foi executado o
programa “2”, em seguida o programa “3” e por último o programa “1”.
Após a preparação da máquina foi realizado um pré-teste, para verificar o
comportamento dos equipamentos durante os ensaios de furação.
3.5. PRÉ-TESTE
No pré-teste o corpo de prova utilizado foi uma placa cilíndricas de aço INOX.
O “Apêndice A” demonstra o desenho completo do corpo de prova, utilizado no
pré-teste. Os furos realizados nos ensaios de furação deste trabalho; foram
executados nas faces planas dos corpos de prova.
O primeiro furo no ensaio de pré-teste, ocorreu com velocidade de corte de 12
m/min e avanço de 0,03 mm/rot. A furação foi executada a seco, isto é, sem a
utilização de fluído de corte. As arestas de corte da broca foram observadas, e
nestas condições não houve um desgaste significativo, então a velocidade de
avanço foi aumentada em 20%.

59
Nesta nova condição, houve um aquecimento excessivo na broca, fazendo com
que a sua ponta ficasse arredondada. O desgaste foi tão expressivo que esta
ferramenta não pode ser medida pelo Toolsetter. Durante o pré-teste foram
realizados apenas dois furos, então, foi possível chegar às seguintes
conclusões:
para reduzir as temperaturas de trabalho nos próximos ensaios de
furação, será necessário utilizar fluído de corte;
é indispensável instalar uma mangueira de ar próxima no local de
usinagem, para remover gotas de fluído de corte que
permanecem na broca após a furação, afinal, as gotas de fluído
podem vir a interferir na medição da broca pelo presetting;
para aumentar o desgaste das brocas nos próximos ensaios, a
velocidade de corte deve ser aumentada e velocidade de avanço
reduzida, visando aumentar o atrito entre as arestas de corte e o
material, para aumentar o desgaste das brocas.
Após a experiência do pré-teste, foram tomadas algumas providências
baseadas nas observações citadas; e foram executados os ensaios de furação.
3.6. ENSAIOS DE FURAÇÃO
Para realizar os ensaios de furação foram utilizadas placas cilíndricas de aço
4340. O “Apêndice B” demonstra o desenho completo do corpo de prova,
utilizado nos ensaios. A Figura 47 apresenta o momento em que a broca se
aproxima do corpo de prova, para executar o furo.

60
FIGURA 47 – A BROCA SE APROXIMANDO DO CORPO DE PROVA, PARA EXECUTAR O
FURO.
Após executar a usinagem, a porta frontal da máquina foi movida para
esquerda, e um fluxo de ar comprimido foi emitido em direção à broca, para
remover gotas remanescentes de fluído de corte e eventuais cavacos. Em
seguida, a mesa da máquina se desloca, para permitir que a broca seja medida
pelo Toolsetter. A Figura 48 demonstra o Toolsetter utilizado neste trabalho.
FIGURA 48 – TOOLSETTER UTILIZADO NESTE TRABALHO.

61
Foram compradas quinze brocas helicoidais de aço rápido. No total, foram
executados 282 furos. A Figura 49 ilustra o corpo de prova após o ensaio de
furação.
FIGURA 49 – CORPO DE PROVA APÓS O ENSAIO DE FURAÇÃO.
O critério de final de vida da ferramenta, adotado nos ensaios foi à perda da
capacidade de corte; quando este fenômeno ocorreu foram gerados ruídos,
então, neste instante a usinagem foi suspensa para a substituição da broca.
3.7. TRATAMENTO DOS DADOS COLETADOS
Para acessar os dados coletados durante os ensaios, foi necessário localizar e
abrir o arquivo com as medições; no diretório do software de aquisição de
dados. Após ser localizado, o arquivo foi executado por meio de um editor de
texto, o “Bloco de notas”. A Figura 50 exibe um arquivo de texto, com as
dimensões da broca.

62
FIGURA 50 – ARQUIVO DE TEXTO COM AS DIMENSÕES DA BROCA.
Os dados das medições foram copiados para um software de planilhas
eletrônicas, em seguida, estas informações foram organizadas em colunas,
como apresenta a Figura 51.
FIGURA 51 – EXEMPLO DE UMA PLANILHA COM OS DADOS DO ENSAIO DE FURAÇÃO.
Neste exemplo de planilha (Figura 75), cada coluna de “F1” a “F7” representa
um furo realizado no ensaio. As dimensões da broca, medidas pelo presetting
antes do ensaio estão localizadas na coluna “Nova”.
Os valores extraídos do bloco de notas representam as dimensões da broca, e
não as suas variações dimensionais, então, para facilitar a interpretação dos
dados, foi inserida uma fórmula na planilha eletrônica, que executa a
subtração; assim foi possível calcular a diferença entre o valor das dimensões,
que resulta na variação dimensional presente na broca.
Por exemplo, na coluna “Posição”, linha “E1” da Figura 75, a broca possui a
dimensão de 175,2820 mm (valor correspondente a distancia do ponto de

63
medição “E1” até a extremidade da haste da ferramenta, medido pelo
Toolsetter). Após a usinagem este mesmo ponto foi medido novamente, o valor
(175,2840 mm) foi inserido na posição “E1” da coluna “Furo 1”; a planilha
executou o cálculo (175,2820 - 175,2840), que resultou na variação
dimensional de -0,0020 mm.
A Coluna “Ref.” foi inserida para auxiliar na geração dos Gráficos. Todos os
valores adotados nesta coluna são iguais a “zero”, assim, foi possível gerar
gráficos tendo “zero” como variação dimensional inicial.
Para facilitar a interpretação dos dados, foram gerados dois tipos de gráficos
de linhas com marcadores, visando observar duas situações distintas:
a primeira situação, consiste em observar as variações
dimensionais por posição da broca, após a execução de cada
furo; visando gerar um histórico ao longo do ensaio;
a segunda situação, incide na avaliação das variações
dimensionais presentes na ferramenta, depois da realização do
último furo, ou seja, antes da broca perder totalmente a sua
capacidade de corte.
3.8. MÉTODO UTILIZADO NA OBTENÇÃO DE IMAGENS DAS BROCAS
As brocas utilizadas nos ensaios foram fotografadas, com o auxílio de um
microscópio óptico, que possui a capacidade de ampliação de até 200 vezes.
Este microscópio utiliza a tecnologia “plug and play” (plugar e utilizar). Uma
extremidade do cabo USB foi conectada ao aparelho e outra a um computador,
então, um software fornecido juntamente com o microscópio, possibilitou o
registro, visualização e ampliação das imagens (IMPORTÉCNICA, 2010).
Para fotografar a broca, o microscópio foi instalado em uma base especial,
dotada de uma coluna vertical cilíndrica. Com o objetivo de facilitar a
observação de variações dimensões das brocas, a ferramenta foi fotografada
em cinco posições diferentes: aresta de corte “1”; aresta de corte “2”; lateral “1”;
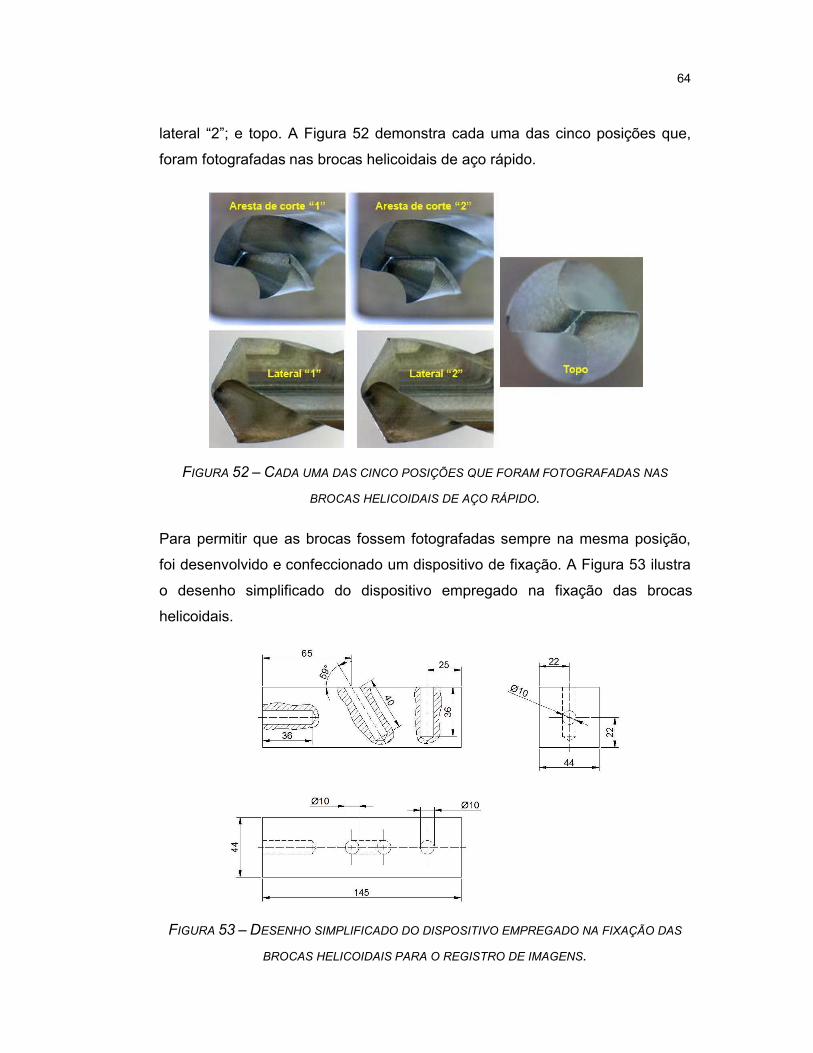
64
lateral “2”; e topo. A Figura 52 demonstra cada uma das cinco posições que,
foram fotografadas nas brocas helicoidais de aço rápido.
FIGURA 52 – CADA UMA DAS CINCO POSIÇÕES QUE FORAM FOTOGRAFADAS NAS
BROCAS HELICOIDAIS DE AÇO RÁPIDO.
Para permitir que as brocas fossem fotografadas sempre na mesma posição,
foi desenvolvido e confeccionado um dispositivo de fixação. A Figura 53 ilustra
o desenho simplificado do dispositivo empregado na fixação das brocas
helicoidais.
FIGURA 53 – DESENHO SIMPLIFICADO DO DISPOSITIVO EMPREGADO NA FIXAÇÃO DAS
BROCAS HELICOIDAIS PARA O REGISTRO DE IMAGENS.

65
O desenho completo deste dispositivo de fixação pode ser visualizado no
“Apêndice C". Este dispositivo confeccionado em madeira; possui três furos
com 10 mm de diâmetro, onde são inseridas as extremidades cilíndricas das
brocas.
As fotos das “arestas de corte 1 e 2” foram fotografadas na face superior do
dispositivo, utilizando o orifício com inclinação de 59°, assim, as imagens das
arestas de corte, formaram o ângulo de 90° paralelo a face do dispositivo.
O furo presente na face lateral esquerda do dispositivo, foi utilizado para
fotografar as fotos da “lateral 1 e 2” das brocas. E por último, o furo
perpendicular à face superior do dispositivo, cuja função é permitir a retirada de
fotos do “topo” (vista superior) das ferramentas.
3.9. PROCEDIMENTO EMPREGADO NA MEDIÇÃO DE IMAGENS
As imagens das brocas foram medidas com o software AUTOCAD versão
2009. Para demonstrar que existiram variações dimensionais nas brocas, foram
analisadas apenas as imagens das “arestas de corte 1 e 2” de cada
ferramenta, visando quantificar o desgaste “VB”.
Para realizar medições foi necessário conhecer uma dimensão real da broca.
Foi selecionado o comprimento da aresta de corte, que é de 5,8332 mm; este
valor foi calculado por meio da geometria da broca.
Para definir o valor da escala na imagem, foram traçadas duas linhas sobre a
imagem da broca (Figura 54). Primeiro foi desenhada uma linha vermelha na
vertical, que corta o centro da ferramenta, em seguida, foi esboçada uma linha
amarela inclinada, que acompanha o ângulo da aresta de corte (MARTINS,
2012).

66
FIGURA 54 – DUAS LINHAS SOBRE A IMAGEM DA BROCA.
No local onde são inseridas as linhas de comando (campo Command) foram
digitadas as letras “SC”, então o comando Scale foi acionado. Foram
selecionados três objetos, ou seja, a imagem da broca e as duas linhas
traçadas, em seguida, o botão Enter do teclado foi pressionado (MARTINS,
2012). O software solicita a seleção de um ponto como referencia para escala,
conforme demonstra a Figura 55.
FIGURA 55 – PONTO DE REFERENCIA SELECIONADO PARA A ESCALA.
Após clicar no ponto de referencia, é necessário digitar a letra “R” de Reference
no campo Command, na sequencia, o botão Enter do teclado foi pressionado.
Com o cursor do mouse, é necessário apontar os dois pontos da linha (inicial e
final) que representa a dimensão conhecida, neste caso, as extremidades da
linha amarela. Na Figura 56 é possível visualizar os dois pontos selecionados.

67
FIGURA 56 – DOIS PONTOS QUE REPRESENTAM A DIMENSÃO CONHECIDA.
No campo Command surge a seguinte solicitação Specify new length, neste
momento deve digitado o valor da dimensão conhecida, isto é, o comprimento
da hipotenusa 5,8332 mm. No software o valor foi inserido sem unidade e com
ponto ao invés de vírgula (5.8332), em seguida a tecla Enter foi pressionada.
Para verificar se a escala está configurada de forma correta, basta digitar no
campo Command, as letras “DI” para acionar o comando Distance. Utilizando o
mouse, é necessário clicar uma vez, em cada extremidade da linha com
dimensão conhecida (linha amarela), e observar o resultado no campo
Distance (Figura 57).
FIGURA 57 – RESULTADO DA MEDIÇÃO POR MEIO DO COMANDO DISTANCE.
Este procedimento precisa ser repetido ao analisar cada imagem presente
neste trabalho. As arestas de corte das brocas foram traçadas e medidas, em
oito pontos: “E1”; “E2”; “E3”; “E4”; “D6”; “D7”; “D8”; e “D9”.
A Figura 58 apresenta duas figuras, onde é possível visualizar um exemplo de
desgaste médio do flanco (VB), nos pontos “E1” e “E2” (lado esquerdo); “E3” e
“E4” (lado direito) da aresta de corte esquerda.

68
FIGURA 58 – EXEMPLO DE DESGASTE VB NOS PONTOS “E1”; “E2”; “E3” E “E4” DA
ARESTA DE CORTE ESQUERDA.
O mesmo procedimento de medição foi realizado na aresta de corte direita,
para mensurar a variação dimensional média nos pontos “D6”, “D7”, “D8”, e
“D9”. A Figura 59 demonstra duas figuras, onde é possível observar um
segundo exemplo de desgaste VB, nos pontos “D8” e “E9” (lado esquerdo);
“D6” e “D7” (lado direito) da aresta de corte esquerda.
FIGURA 59 – EXEMPLO DE DESGASTE VB NOS PONTOS “D6”; “D7”; “D8” E “D9” DA
ARESTA DE CORTE DIREITA.
O ponto “C5” não foi medido por meio da analise de imagens; este valor foi
medido de forma direta, com um paquímetro.
No próximo tópico deste trabalho, serão apresentados os resultados da
pesquisa.

4. RESULTADOS
4.1. ACERTO DOS PARÂMETROS
Os resultados apresentados neste tópico foram obtidos no período de acerto
dos parâmetros de usinagem; nesta etapa foram utilizadas 8 brocas. A Figura
60 apresenta um quadro com os parâmetros de usinagem, e o número de furos
executados com cada broca.
FIGURA 60 – QUADRO COM OS PARÂMETROS DE USINAGEM UTILIZADOS EM CADA
BROCA, E O NÚMERO DE FUROS EXECUTADOS.
Estas ferramentas apresentarem pouco desgaste, e foram substituídas após
apresentaram um súbito arredondamento na ponta da broca, em função disso,
estas ferramentas não foram analisadas. A Figura 61 demonstra a extremidade
danificada de uma das ferramentas utilizadas, a broca número “1”.
FIGURA 61 – EXTREMIDADE DANIFICADA DA BROCA NÚMERO “1”.

70
A medição de desgaste na broca número “1” ocorreu após a execução de cada
furo com 5 mm de comprimento. Foram executados 28 furos com velocidade
de corte de 12 m/min., e avanço de 0,91 mm/rot. O desgaste da broca foi
mínimo, então, a velocidade de corte foi ampliada para 25 m/min. (o avanço
não foi alterado). Com esta nova condição, a mesma broca executou mais 12
furos.
Com o mesmo avanço (0,91 mm/rot.), a broca número “2” executou as furações
com a velocidade de corte de 25 m/min., em seguida com 36 m/min. e depois
43 m/min. Estas condições também não proporcionaram um desgaste
relevante, então a velocidade de corte foi aumentada para 52 m/min.; com
estes parâmetros, no total foram executados 19 furos.
A broca número “3” executou a furação com condições de usinagem mais
severas; a velocidade de corte foi ampliada para 62,95 m/min. e o avanço
reduzido para 0,15 mm/rot., visando aumentar o atrito entre a ferramenta e o
material. A profundidade de 15,61 mm do furo passou a ser usinada em um
único passe, e a medição com o Toolsetter começou a ser realizada após a
execução de cada furo. Esta broca apresentou um desgaste relevante, mas
durante o ensaio a ponta da ferramenta foi danificada.
Observando o que ocorreu com a ferramenta anterior, a broca número “4”
trabalhou com a mesma velocidade de corte (62,95 m/min.), porém o avanço
foi reduzido para 0,1 mm/rot.. Nos ensaios onde foram utilizadas as brocas
número “5”, “6” e “7” o avanço não foi alterado, e a velocidade de corte foi
reduzida primeiramente para 56, 52 m/min. e depois 51,97 m/min.. Com estas
condições de usinagem houve um desgaste inexpressivo na broca.
Ao realizar o ensaio com a broca número “8”, a velocidade de corte foi
novamente reduzida, desta vez para 43,17 m/min. e o avanço permaneceu em
0,1 mm/rot.; a pressão na aresta transversal da broca foi reduzida, provocando
maior agressão na aresta de corte. Foi constatado o surgimento de desgastes
nas arestas de corte, então a presente condição de usinagem foi adotada como

71
referência, visando desgastar a broca no menor tempo possível e sem danificá-
la.
4.2. RESULTADOS COM NOVOS PARÂMETROS DE USINAGEM
As condições da broca número “8” (43,17 m/min. e 0,1 mm/rot.) foram repetidas
com a broca número “9”. Desta vez, a broca executou 35 furos. Foi observado
o surgimento de desgaste nos nove pontos medidos na ferramenta; após o
trigésimo quinto furo a broca foi substituída para análise. As variações
dimensionais da broca número “9”, após o trigésimo quinto furo podem ser
observadas no Gráfico 1.
GRÁFICO 1 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “9” APÓS O TRIGÉSIMO QUINTO FURO.
No Gráfico 1 é possível notar que os pontos “E4” e “C5” apresentam um
acréscimo nas dimensões; este fenômeno ocorre com a formação de arestas
postiças de corte e/ou cavacos que podem ficar presos a ferramenta durante a
medição com o LASER. As variações dimensionais negativas presentes no
Gráfico referem-se ao surgimento de desgastes na broca.
As variações dimensionais detectadas na broca número “9”, também foram
analisadas por cada posição, deste modo, é possível observar a evolução das
variações dimensionais ao longo do ensaio. Os Gráficos (2, 3, 4, 5 e 6)
possuíam diversos pontos, então, estas representações gráficas foram geradas
a cada cinco furos, para facilitar a visualização.

72
GRÁFICO 2 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO “9”.
GRÁFICO 3 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO “9”.
GRÁFICO 4 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO “9”.

73
GRÁFICO 5 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO “9”.
GRÁFICO 6 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “9”.
Após o ensaio, a broca foi fotografada em cinco posições distintas. A Figura 62
demonstra as fotos da broca número “9” após o ensaio de furação.
FIGURA 62 – FOTOS DA BROCA NÚMERO “9” APÓS O ENSAIO DE FURAÇÃO.

74
Observando a Figura 84 é possível observar que, a ponta da ferramenta ficou
ligeiramente queimada, sinalizando o desgaste. Também é notável em todos os
ângulos da imagem, o surgimento de arestas postiças de corte, que podem
prejudicar a precisão da medida realizada por meio do Toolsetter.
Para provar a existência de variações dimensionais nos pontos medidos pelo
Toolsetter, a Figura 63 apresenta a medição do desgaste VB na broca número
“9”.
FIGURA 63 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “9”.
Na Figura 85 demonstra que houve uma variação dimensional nos pontos
medidos pelo LASER. Na broca número “9”, o desgaste VB mais acentuado
ocorreu no ponto “D8” (0,0929 mm); este mesmo ponto medido com o
Toolsetter mensurou uma redução na altura da ferramenta de -0,0150 mm.
O valor medido com o Toolsetter no ponto “C5”; após o trigésimo quinto furo foi
de 133,0010 mm. A mesma distância foi medida com um paquímetro, a
dimensão encontrada foi de 133 mm.

75
No ensaio seguinte, a broca número “10” repetiu as condições da broca
número “9” (velocidade de corte de 43,17 m/min e avanço com 0,1 mm/rot.).
Foram executados 107 furos. As variações dimensionais presentes na broca
número “10” após o centésimo sétimo furo, podem ser visualizadas no Gráfico
7.
GRÁFICO 7 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “10” APÓS O CENTÉSIMO SÉTIMO FURO.
No Gráfico 7 é interessante notar que apesar de repetir as mesmas condições
de usinagem da broca anterior, não houve variações dimensionais nos pontos
“E4”, “C5” e “D6”. O ponto que mais sofreu desgaste foi o “D9”.
Para avaliar a evolução do desgaste da broca número “10” foram elaborados
os Gráficos (8, 9, 10, 11 e 12), que foram gerados a cada dez furos, visando
evitar o acumulo de pontos no Gráfico, e consequentemente facilitar a
visualização.
GRÁFICO 8 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO “10”.

76
GRÁFICO 9 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO “10”.
GRÁFICO 10 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO “10”.
GRÁFICO 11 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO “10”.
GRÁFICO 12 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “10”.

77
Os valores de algumas medições ficam acima da média, quando comparados
às demais medições do ensaio; isto ocorre devido à aderência de cavacos na
ferramenta. Por exemplo, no Gráfico 12, o “Furo 3” havia um de resíduo preso
na broca durante a medição com o Toolsetter. A Figura 64 exibe as fotos da
broca número “10” após o ensaio de furação.
FIGURA 64 – FOTOS DA BROCA NÚMERO “10” APÓS O ENSAIO DE FURAÇÃO.
Para evidenciar a presença de variações dimensionais nos pontos medidos
pelo Toolsetter, a Figura 65 ilustra a medição do desgaste VB na broca número
“10”.
FIGURA 65 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “10”.

78
A dimensão do ponto “C5” medida com o Toolsetter foi de 133, 0000. A mesma
distância foi mensurada com um paquímetro, o valor achado foi de 132,95 mm.
Visando aumentar o desgaste da ferramenta; no ensaio com a broca número
“11”, a velocidade de corte foi ampliada para 50,24 m/min., e o avanço foi
reduzido para 0,03 mm/rot. Com esta nova condição, a medição por meio do
Toolsetter passou a ser realizada a cada dois furos usinados. Está broca
executou 4 furos. As variações dimensionais da broca número “11” após o
quarto furo, podem ser visualizadas no Gráfico 13.
GRÁFICO 13 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “11” APÓS O QUARTO FURO.
No Gráfico 13 é possível notar que, por meio das novas condições de
usinagem, ocorreu um maior atrito entre a broca e superfície do corpo de
prova, desta forma, foi possível aumentar o desgaste da ferramenta. Na
sequencia seguem os Gráficos (14, 15, 16, 17 e 18) que as variações
dimensionais por posição da broca número “11”.
GRÁFICO 14 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO “11”.

79
GRÁFICO 15 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO “11”.
GRÁFICO 16 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO “11”.
GRÁFICO 17 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO “11”.

80
GRÁFICO 18 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “11”.
A Figura 66 exibe as fotos da broca número “11”; depois de sua utilização no
ensaio de furação.
FIGURA 66 – FOTOS DA BROCA NÚMERO “11” APÓS O ENSAIO DE FURAÇÃO.
Na Figura 66 é possível observar o surgimento de crateras e um desgaste
expressivo na quina da ferramenta.
A Figura 67 apresenta a medição do desgaste VB na broca número “11”.

81
FIGURA 67 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “11”.
O valor medido com o Toolsetter no ponto “C5”; após o quarto furo foi de
133,0000 mm. A mesma distância foi medida com um paquímetro, a dimensão
encontrada foi de 132,95 mm.
Com o objetivo de aumentar o desgaste no ensaio com a broca número “12”, a
velocidade de corte foi ampliada para 53,38 m/min. O avanço não foi alterado
(0,03 mm/rot.). Foram executados 10 furos. As variações dimensionais da
broca número “12” após o décimo furo estão representadas no Gráfico 19.
GRÁFICO 19 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “12” APÓS O DÉCIMO FURO.
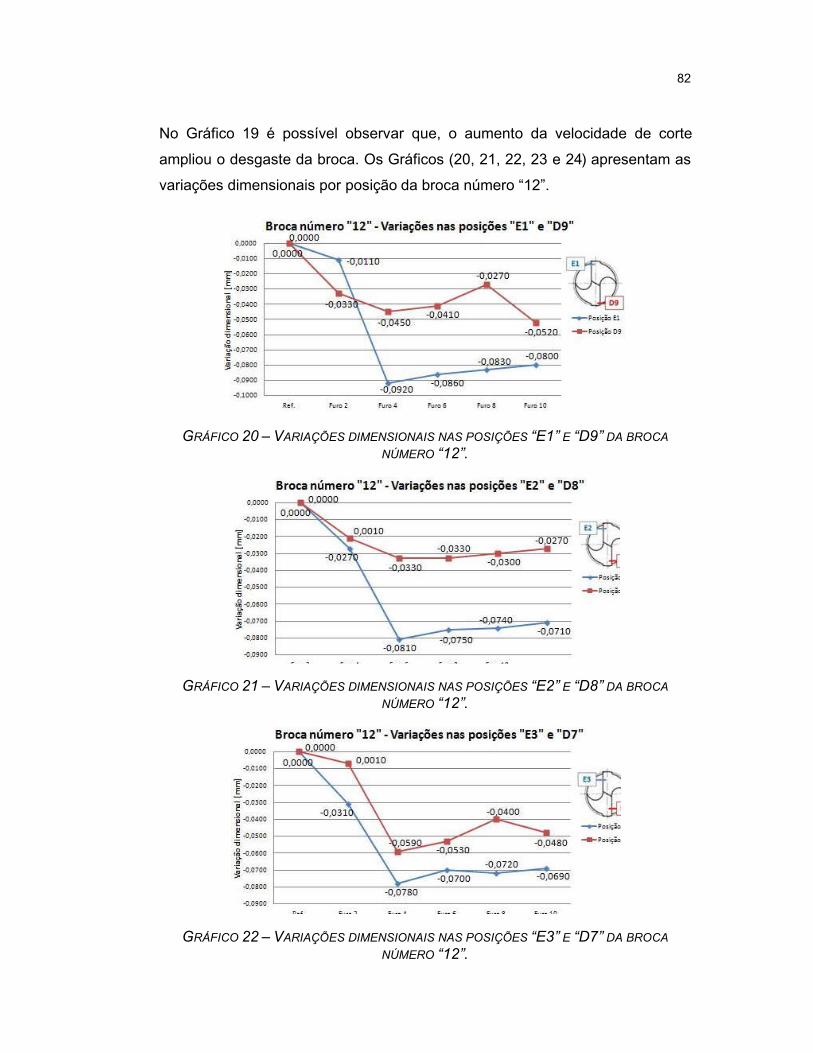
82
No Gráfico 19 é possível observar que, o aumento da velocidade de corte
ampliou o desgaste da broca. Os Gráficos (20, 21, 22, 23 e 24) apresentam as
variações dimensionais por posição da broca número “12”.
GRÁFICO 20 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO “12”.
GRÁFICO 21 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO “12”.
GRÁFICO 22 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO “12”.
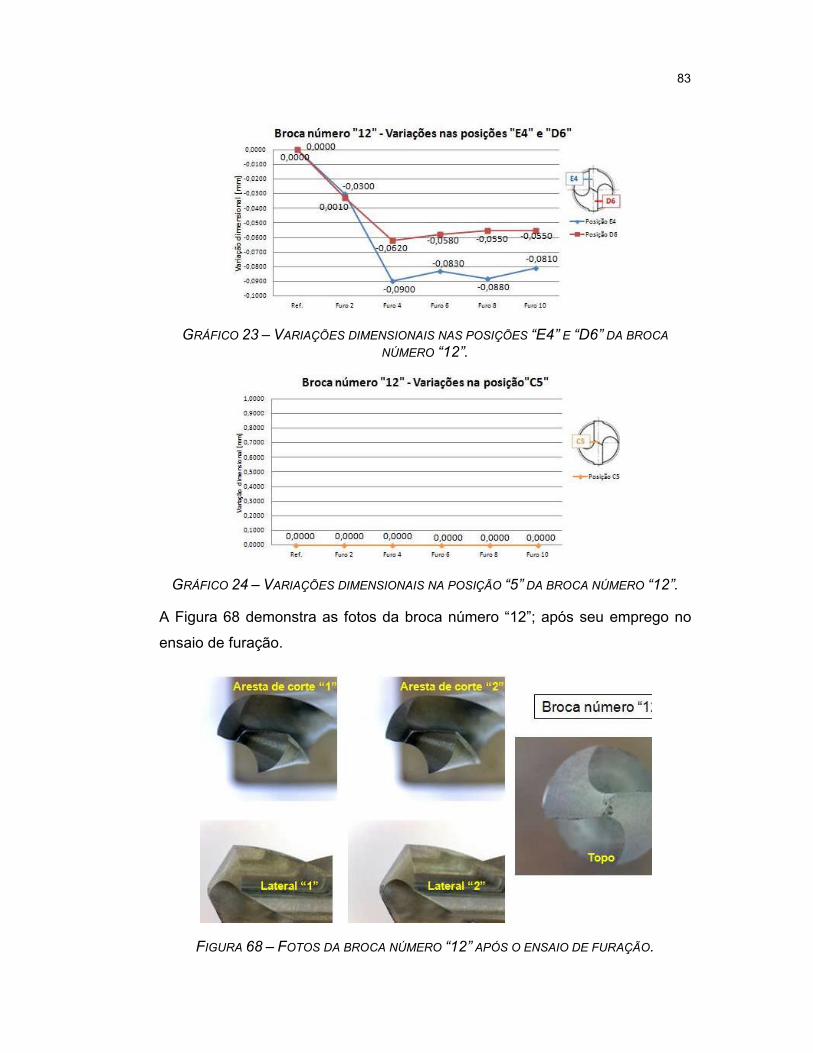
83
GRÁFICO 23 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO “12”.
GRÁFICO 24 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “12”.
A Figura 68 demonstra as fotos da broca número “12”; após seu emprego no
ensaio de furação.
FIGURA 68 – FOTOS DA BROCA NÚMERO “12” APÓS O ENSAIO DE FURAÇÃO.

84
Na Figura 69 é possível observar a medição do desgaste VB na broca número
“12”.
FIGURA 69 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “12”.
A distância referente ao ponto “C5” foi medida com o Toolsetter, e com
paquímetro; em ambos os métodos, a dimensão observada foi de 133,00 mm.
A broca número “13” repetiu as condições de usinagem da broca número “12”.
(velocidade de corte de 53,38 m/min. e avanço com 0,03 mm/rot.) Foram
executados 4 furos. As variações dimensionais da broca número “13” após a
usinagem do quarto furo, estão representadas no Gráfico 25.
GRÁFICO 25 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “13” APÓS O QUARTO FURO.

85
Os Gráficos (26, 27, 28, 29 e 30) demonstram as variações dimensionais por
posição da broca número “13”.
GRÁFICO 26 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO “13”.
GRÁFICO 27 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO “13”.
GRÁFICO 28 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO “13”.

86
GRÁFICO 29 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO “13”.
GRÁFICO 30 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “13”.
A Figura 70 exibe as fotos da broca número “13” após o ensaio de furação.
FIGURA 70 – FOTOS DA BROCA NÚMERO “13” APÓS O ENSAIO DE FURAÇÃO.

87
A Figura 71 ilustra a medição do desgaste VB na broca número “13”.
FIGURA 71 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “13”.
A medição do ponto “C5” medida com o Toolsetter após o quarto furo foi de
133, 0000 mm. A mesma distância foi mensurada com um paquímetro; o valor
encontrado foi de 132, 48 mm.
Com as mesmas condições de usinagem (velocidade de corte 53,38 m/min. e
avanço de 0,03 mm/rot.), a broca número “14” executou 12 furos. As variações
dimensionais da broca número “14” após o décimo segundo furo, estão
representadas no Gráfico 31.
GRÁFICO 31 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “14” APÓS O DÉCIMO SEGUNDO FURO.

88
Os Gráficos (32, 33, 34, 35 e 36) representam as variações dimensionais por
posição da broca número “14”.
GRÁFICO 32 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO “14”.
GRÁFICO 33 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO “14”.
GRÁFICO 34 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO “14”.

89
GRÁFICO 35 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO “14”.
GRÁFICO 36 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “14”.
Na Figura 72 é possível observar as fotos da broca número “14”; após o ensaio
de furação.
FIGURA 72 – FOTOS DA BROCA NÚMERO “14” APÓS O ENSAIO DE FURAÇÃO.

90
A formação de arestas postiças de corte dificultou a medição do desgaste VB.
A Figura 73 apresenta a medição do desgaste VB na broca número “14”.
FIGURA 73 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “14”.
A medição do ponto “C5” medida com o Toolsetter, após o décimo segundo
furo foi de 132, 0999 mm. A mesma distância foi medida com um paquímetro; o
valor encontrado foi de 132, 09 mm.
A broca número “15” repetiu os parâmetros utilizados no ensaio anterior
(velocidade de corte 53,38 m/min. e avanço de 0,03 mm/rot.); desta vez, foram
executados 5 furos. As variações dimensionais da broca número “15” após o
quinto furo, podem ser analisadas no Gráfico 37.
GRÁFICO 37 – VARIAÇÕES DIMENSIONAIS DA BROCA NÚMERO “15” APÓS O QUINTO FURO.
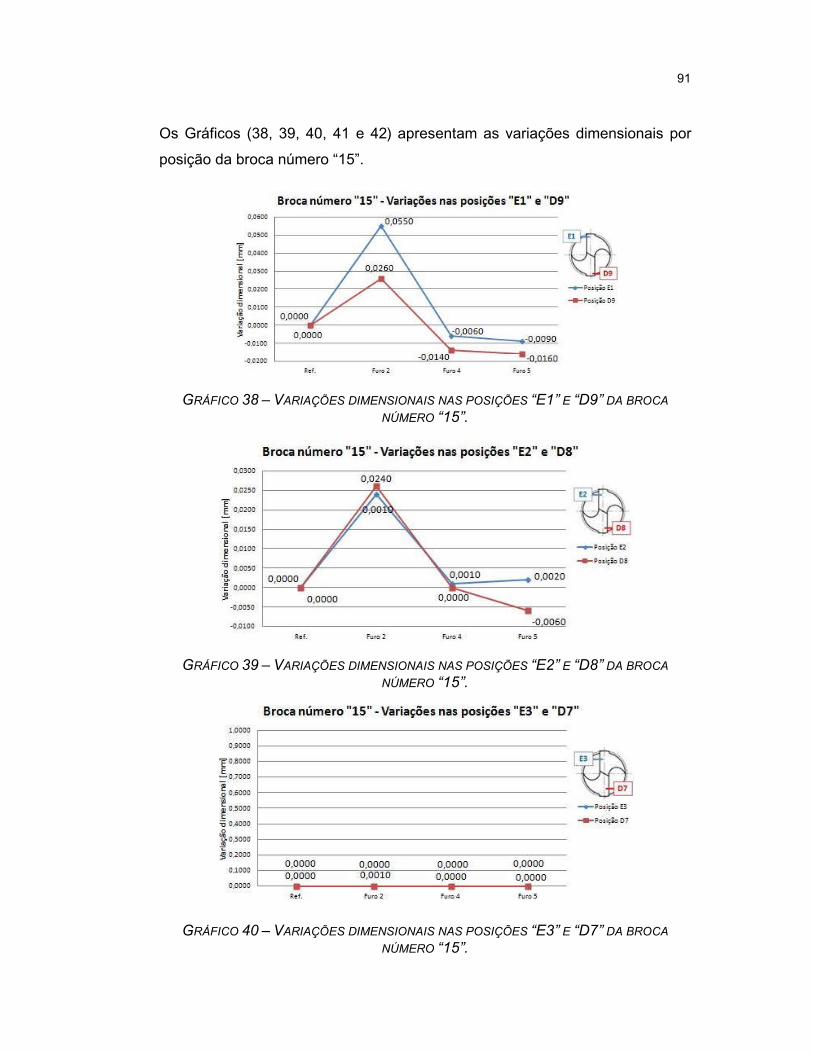
91
Os Gráficos (38, 39, 40, 41 e 42) apresentam as variações dimensionais por
posição da broca número “15”.
GRÁFICO 38 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E1” E “D9” DA BROCA NÚMERO “15”.
GRÁFICO 39 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E2” E “D8” DA BROCA NÚMERO “15”.
GRÁFICO 40 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E3” E “D7” DA BROCA NÚMERO “15”.
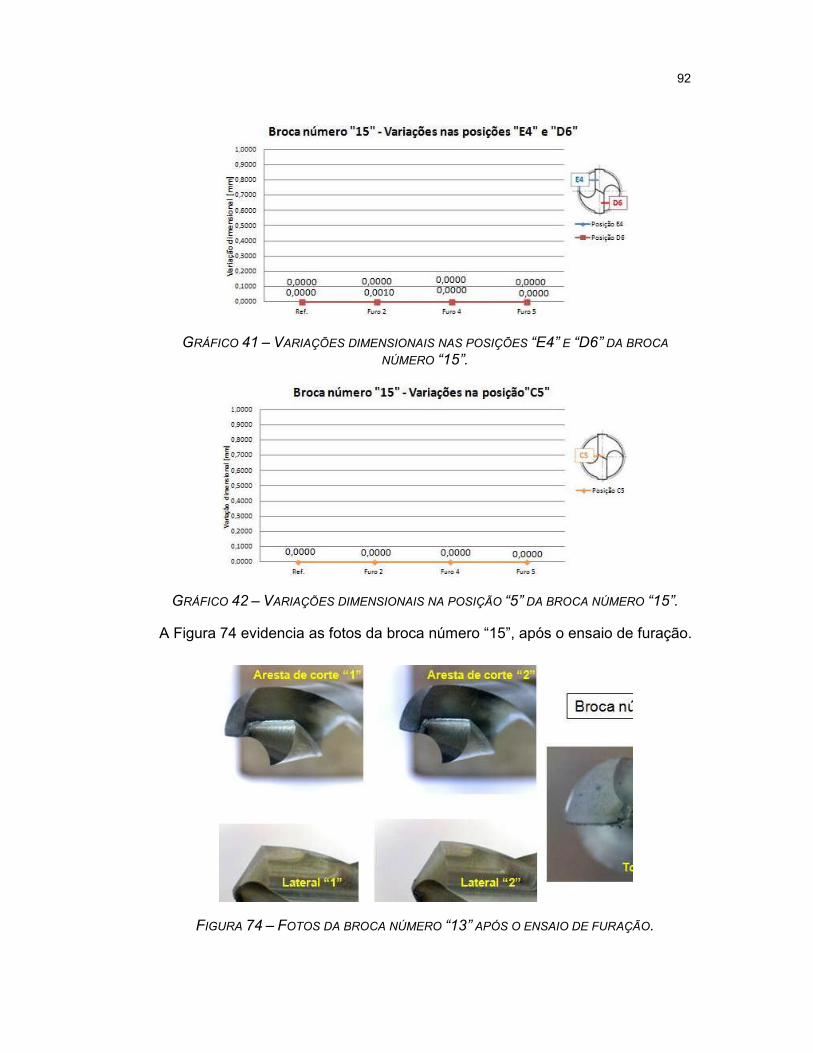
92
GRÁFICO 41 – VARIAÇÕES DIMENSIONAIS NAS POSIÇÕES “E4” E “D6” DA BROCA NÚMERO “15”.
GRÁFICO 42 – VARIAÇÕES DIMENSIONAIS NA POSIÇÃO “5” DA BROCA NÚMERO “15”.
A Figura 74 evidencia as fotos da broca número “15”, após o ensaio de furação.
FIGURA 74 – FOTOS DA BROCA NÚMERO “13” APÓS O ENSAIO DE FURAÇÃO.
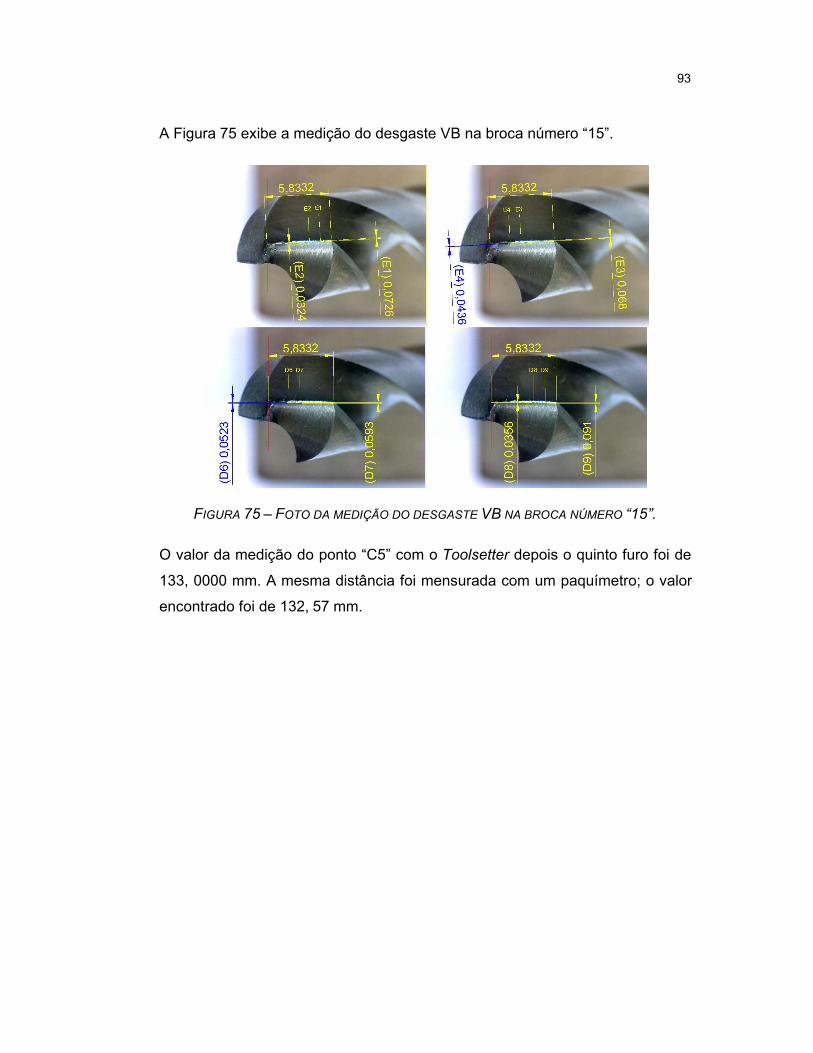
93
A Figura 75 exibe a medição do desgaste VB na broca número “15”.
FIGURA 75 – FOTO DA MEDIÇÃO DO DESGASTE VB NA BROCA NÚMERO “15”.
O valor da medição do ponto “C5” com o Toolsetter depois o quinto furo foi de
133, 0000 mm. A mesma distância foi mensurada com um paquímetro; o valor
encontrado foi de 132, 57 mm.

5. CONCLUSÕES
De acordo com o que foi realizado neste trabalho, especificamente sobre a
medição do desgaste de brocas helicoidais de aço rápido com auxílio um
dispositivo a LASER, é possível concluir que:
o objetivo geral proposto por este trabalho foi concretizado, ou seja, o
desgaste das brocas de aço rápido foi medido por meio do Toolsetter a
LASER;
os objetivos específicos também foram alcançados: os ensaios de
furação, para medir o desgaste das brocas por meio Toolsetter foram
realizados; as brocas utilizadas nos ensaios foram fotografadas e
analisadas;
foi verificado que o dispositivo de medição a LASER tem aplicação
eficaz na medição dimensional das brocas helicoidais de aço rápido. A
técnica utilizada na medição é promissora e pode ser aplicada em
ambiente industrial com sucesso;
não foi possível comparar de forma direta, os valores mensurados por
meio do Toolsetter, com os valores medidos por meio da analise de
imagens, afinal, o LASER mensura a diferença no comprimento da
ferramenta, enquanto a medição por analise de imagens mensura a
variação no desgaste médio no flanco da broca;
as medições feitas com auxílio do Toolsetter, indicaram a oscilação das
dimensões da broca. Em determinados momentos as medidas
aumentaram, fato que se deve ao fenômeno da aderência na aresta de
corte da ferramenta. A redução dimensional apontada pelo sistema está
relacionada ao desgaste da broca;

95
por meio da medição com o Toolsetter nos nove pontos da extremidade
da broca, foi possível constatar que durante a usinagem, as arestas das
ferramentas não se desgastaram de forma simétrica, pois, cada um dos
pontos medidos apresentou uma valor de desgaste diferente; fato que
pôde ser comprovado pelo método de análise de imagens.
5.1. SUGESTÕES PARA TRABALHOS FUTUROS
As sugestões para trabalhos futuros são:
estudo sobre a medição de desgaste em ferramentas de torneamento e
fresamento;
melhor análise do efeito da aresta postiça de corte durante a medição
com o dispositivo LASER;
criação de um novo software para coleta de dados, com interface gráfica
amigável e recursos que facilitem a interpretação das informações. Se
possível, aplicando-se técnicas de inteligência artificial para auxiliar na
predição do momento de troca da ferramenta.

REFERÊNCIAS BIBLIOGRÁFICAS
ADLER, D. P.; HII, W. W-S.; MICHALEK, D. J.; SUTHERLAND, J. W.
Examining the role of cutting fluids in machining and efforts to address
associated environmental/health concerns. Machining Science and Technology, v. 10, n. 1, p. 23-58, 2006.
ALMASI, A. Explicit formulation for the axial collapse of a pipe during drilling.
Journal of Mechanical Engineering Science, v. 224, n. 8, p. 1547-1549,
2010.
ALMEIDA, M. A. R. Perfuração econômica de rochas. 2010. 270 f. Tese
(Doutorado em Engenharia Oceânica) – Universidade Federal do Rio de
Janeiro, Rio de Janeiro.
ARONSON, R. B. Presetting: Prelude to Perfection. Manufacturing Engineering, v. 124, n. 2, p. 86-91, 2000.
ATLI, A. V.; URHAN, O.; ERTÜRK, S.; SÖNMEZ, M. A computer vision-based
fast approach to drilling tool condition monitoring. Journal of Engineering Manufacture, v. 220, n. 9, p. 1409-1415, 2006.
BAPTISTA, E. A. Desenvolvimento de um Sistema Especialista para a Otimização do Processo de Usinagem Baseado na WEB. 2004. 213 f. Tese
(Doutorado em Engenharia de Produção) – Universidade Metodista de
Piracicaba, Santa Barbara D’ Oeste.
BAPTISTA, E. A.; COPPINI, N. L. Otimização de processos de usinagem: uma
abordagem para sistemas de fabricação flexível que foi implementada em um
sistema baseado na web. In: CONGRESSO BRASILEIRO DE ENGENHARIA
DE FABRICAÇÃO, 4.; 2007, Estância de São Pedro. Anais... Estância de São
Pedro: ABCM; UNESP; UNICAMP; USP, 2007. p. 1-9.
97
BEGHINI, M.; BERTINI, L. Analytical expressions of the influence functions for
accuracy and versatility improvement in the hole-drilling method. The Journal of Strain Analysis for Engineering Design, v. 35, n. 2, p. 125-135, 2000.
BELINELLI, M. M.; MARÇAL, R. F. M. Desenvolvimento de um sistema
informatizado para auxílio da gestão de lubrificação industrial: aplicação em
uma empresa prestadora de serviço de usinagem. In: SIMPÓSIO DE
ENGENHARIA DE PRODUÇÃO, 16., 2009, Bauru. Anais... Bauru: UNESP,
2009. p. 1-7.
BENNETT, K. P.; HERNÁNDEZ, E. P. The Interplay of Optimization and
Machine Learning Research. Journal of Machine Learning Research, v. 7, p.
1265-1281, 2006.
BIANCHI, E. C.; AGUIAR, P. R. de.; PIUBELI, B. A. Aplicação e utilização dos fluídos de corte nos processos de retificação. 1. Ed. São Paulo: Artliber
Editora Ltda., 2004.
BIDEFORD TOOL. Tool Presetting Equipment. In: Tool Presetting Equipment part no. 37450005. Devon, 2011. Disponível em: <
http://www.bidefordtool.co.uk/prod.aspx?prods=Tool%20Presetting%20Equipm
ent>. Acesso em: 29 setembro. 2011.
BORDIN, F. M.; NABINGER, E.; ZEILMANN, R. P. Relação entre o desgaste e
a força de avanço na determinação do fim de vida efetivo de uma broca
helicoidal. In: CONGRESSO BRASILEIRO DE ENGENHARIA DE
FABRICAÇÃO, 6., 2011, Caxias do Sul. Anais... Caxias do Sul: ABCM, 2011.
p. 1-9.
BRAGA, P. S. T. et al. Mecânica – Processos de fabricação. Vitória: SENAI –
Serviço Nacional de Aprendizagem Industrial, 1999.
BRINKSMEIER, E.; DIERSEN, P.; ZILLMER, A.; JANSSEN, R. Cooling
Lubrication Reduction when Machining Advanced Materials. Journal of Engineering Manufacture, v. 213, n. 8, p. 769-778, 1999.

98
CARVAJAL, R.; GONZÁLEZ, P. L.; LOZANO, S. Research study of factors
affecting difference between hole diameters in hybrid metal-composite drilling.
Journal of Engineering Manufacture, v. 225, n. 7, p. 991-1000, 2011.
CASAVOLA, C.; CAMPANELLI, S. L.; PAPPALETTERE, C. Process
Preliminary investigation on distribution of residual stress generated by the
selective LASER melting. The Journal of Strain Analysis for Engineering Design, v. 44, n. 1, p. 93-104, 2009.
CHEN, Y. C.; LIAO, Y. S. Study on wear mechanisms in drilling of Inconel 718
superalloy. Journal of Materials Processing Technology, v. 140, Issues: 1-3,
p. 269-273, 2003.
CHINNAM, R. B.; BARUAH, P. A neuro-fuzzy approach for estimating mean
residual life in condition-based maintenance systems. International Journal of Materials and Product Technology, v. 20, n. 1/2/3, p. 166-179, 2004.
CNC MANIA. tabelas_velocidade_de_avanco_para_brocas.GIF. Altura:
1129 pixels. Largura: 683 pixels. ISO-8859-1. 48,74 kb. Formato GIF.
Compactado. Disponível em: <
http://www.cncmania.com.br/site/tabelas/tabelas_velocidade_de_avanco_para_
brocas.GIF>. 2009. Acesso em: 03 janeiro. 2012.
CORRER, I. Projeto e construção de um sistema de pré-ajustagem de ferramentas interno a LASER para uso em máquinas-ferramenta CNC.
2006. 161 f. Dissertação (Mestrado em Engenharia de Produção) –
Universidade Metodista de Piracicaba, Santa Barbara D’ Oeste.
CORRER, I.; MARTINS, R. de. O.; VIEIRA JUNIOR, M. Avaliação do índice de
utilização de máquinas ferramentas CNC em uma empresa de usinagem, por
meio da análise da técnica de pré-ajustagem de ferramentas. In: SIMPÓSIO
DE ENGENHARIA DE PRODUÇÃO, 12., 2005, Bauru. Anais... Bauru: UNESP,
2005. p. 1-7.

99
CORRER, I.; VIEIRA JUNIOR, M.; FARDIN, E. L.; OLIVEIRA, W. J.; SILVA, L.
P.; SILVA, J. M. A.; SILVA, D. S.; COSTA, A. S. Pré-ajustagem (presetting) de
Ferramentas Pelo Método Manual e Com o Uso de Sistemas Toolsetter
LASER: Comparação dos Tempos. In: CONGRESSO USINAGEM, 6.; 2010,
São Paulo. Anais... São Paulo: ARANDA, 2010. p. 1-15.
CORRER, I.; VIEIRA JUNIOR, M.; SILVA, J. M. A.; SILVA, D. dos. S.; COSTA,
A. S. An Statement of losses caused by the presetting of tools by the manual
method. POMS 22nd Annual Conference, Reno, Nevada, 2011.
CORRER, I.; VIEIRA JUNIOR, M.; SIMON, A. T. S.; MARTIN, R. de. O.;
SANTOS, T. A. F. dos. Estudo do nível de utilização de sistemas de pré-
ajustagem de ferramentas de corte em máquinas CNC. In: CONGRESSO
BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO, 4.; 2007a, Estância de
São Pedro. Anais... Estância de São Pedro: ABCM; UNESP; UNICAMP; USP,
2007a. p. 1-7.
CORRER, I.; VIEIRA JUNIOR, M.; SIMON, A. T.; MARTIN, R. de. O.; SANTOS,
T. A. F. dos. Análise dos tempos de pré-ajustagem de ferramentas de corte via
internet. In: CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO,
4.; 2007b, Estância de São Pedro. Anais... Estância de São Pedro: ABCM;
UNESP; UNICAMP; USP, 2007b. p. 1-8.
COSTA, D. D. de.; PEREIRA, A. G. Desenvolvimento e avaliação de uma
tecnologia de baixo custo para programação CNC em pequenas empresas.
Produção, v. 16, n. 1, p. 48-63, 2006.
COSTA, E. S.; SILVA, R. B. da.; MACHADO, A. R. Comparação do erro de
cilindricidade e rugosidade na usinagem de furos cegos e passantes em função
de diferentes sistemas lubri-refrigerantes. In: CONGRESSO BRASILEIRO DE
ENGENHARIA DE FABRICAÇÃO, 4., 2007, Águas de São Pedro. Anais...
Águas de São Pedro: ABCM, 2011. p. 1-10.
COSTA, E. S.; SILVA, R. B. da.; MACHADO, A. R. Influência da relação
comprimento/diâmetro (l/d) na rugosidade da parede de furos usinados. In:

100
CONGRESSO NACIONAL DE ENGENHARIA MECÂNICA, 6.; 2010, Campina
Grande. Anais... Campina Grande: ABCM, 2010. p. 1-8.
COSTA, G. G. dos. S.; MACHADO, A. R.; SILVA, R. B. da. Influência do ângulo
de ponta de broca sob teste de furação constante da liga de alumínio 5050. 19º POSMEC – Simpósio do Programa de Pós-graduação da Universidade federal de Uberlândia, 2009.
COSTA, Y. G. G.; SERAFIM, E. P.; SOUZA, A. R. C.; LIMA, J. A. G. Sistema
de Conversão Analógico Digital de 12 bits. In: XI ENCONTRO DE INICIAÇÃO
À DOCÊNCIA, 11.; 2008, João Pessoa. Anais... João Pessoa: UFPB, 2008. p.
1-9.
CRUZ JUNIOR, E. J. da.; KOMATSU, L. Y. T.; RIGATTI, A. M. Y.;
RODRIGUES, A. R. Análise das forças em fresamento HSC. In: CONGRESSO
DE INICIAÇÃO CIENTÍFICA DA UNESP, 21.; 2009, São José do Rio Preto.
Anais... São José do Rio Preto: UNESP, 2009. p. 1-4.
DARVISH, K.; SHAFIEIAN, M.; REHMAN, S. The effect of tip geometry on the
mechanical performance of unused and reprocessed orthopaedic drill bits.
Journal of Engineering in Medicine, v. 223, n. 5, p. 625-635, 2009.
DAVIM, J. P.; BAPTISTA, A. M. Thermoviscoplastic modelling of drilling: twist
drills. Journal of Process Mechanical Engineering, v. 215, n. 2, p. 177-183,
2001.
DAVIM, J. P.; CLEMENTE, V.; SILVA, S. Evaluation of delamination in drilling
medium density fibreboard. Journal of Engineering Manufacture, v. 221, n. 4,
p. 655-658, 2007.
DINIZ, A. E.; MARCONDES, F. C.; COPPINI, N. L. Tecnologia da usinagem dos materiais. 5. Ed. São Paulo: Artliber Editora Ltda., 2005.
DUAN, G.; CHEN, Y. Improved active shape model for automatic optical phase
identification of microdrill bits in printed circuit board production. Proceeding

101
ICIP'09 Proceedings of the 16th IEEE international conference on Image processing, ISBN: 978-1-4244-5653-6, 2009.
DURÃO, L. M. P.; GONÇALVES, D. J. S.; ALBUQUERQUE, V. H. C.;
TAVARES, J. M. R. S. Avaliação de ferramentas para a furação de laminados.
In: CONGRESSO NACIONAL DE MECÂNICA EXPERIMENTAL, 8., 2010,
Guimarães. Anais... Guimarães: UMINHO; APAET, 2010. p. 1-10b.
DURÃO, L. M. P.; TAVARES, J. M. R. S.; ALBUQUERQUE, V. H. C. de.;
MARQUES, A. T.; MAGALHÃES, A. G.; VIEIRA, A. A. Tool Effects on Hybrid
Laminates Drilling. Materials and Manufacturing Processes, v. 25, Issue: 6,
p. 476-481, 2010a.
ERTUNC, H. M.; LOPARO, K. A.; OZDEMIR, E.; OCAK, H. Real time
monitoring of tool wear using multiple modeling method. In: ELECTRIC
MACHINES AND DRIVES CONFERENCE, 2001. IEMDC 2001. IEEE
INTERNATIONAL, 2001, Cambridge. Proceedings... Cambridge: Dept. of
Electron. & Commun. Eng., Kocaeli Univ., 2001.
FARAZ, A.; BIERMANN, D.; WEINERT, K. Cutting edge rounding: An
innovative tool wear criterion in drilling CFRP Composite laminates.
International Journal of Machine Tools and Manufacture, v. 43, Issue: 15, p.
1185-1196, 2009.
FARDIN, E. L.; BAPTISTA, E. A.; COPPINI, N. L.; VIEIRA JUNIOR, M.;
CORRER, I. Avaliação dos tempos de pré-ajustagem de ferramentas em
máquinas CNC: vantagens e ganhos possíveis com o uso de equipamentos de
presetting. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO,
30.; 2010, São Carlos. Anais... São Carlos: UFSCar, 2010. p. 1-10.
FARID, A. A.; SHARIF, S.; IDRIS, M. H. Surface integrity study of high-speed
drilling of Al–Si alloy using HSS drill. Journal of Engineering Manufacture, v.
225, n. 6, 2011.

102
FEDEVJCYK, J. V.; BELTRÃO, P. A. C.; MARMENTINI, M. M. Estudo da
furação do ferro fundido nodular com brocas helicoidais de M2 nitretadas. XIV Seminário de Iniciação Científica e Tecnológica da UTFPR, v. 2, 2009.
FERRARESI, D. Fundamentos da usinagem dos metais. 1. Ed. São Paulo:
Editora Edgard Blücher Ltda., 1970.
FONSECA, M. D.; GONÇALVES, R. A.; MACHADO, A. R. Investigação da
rugosidade e desvios geométricos (erros de cilindricidade e circularidade) no
alargamento do ferro fundido vermicular. Horizonte Científico, v. 4, n. 1, p. 1-
27, 2010.
FUCHIGAMI, H. Y.; MOCCELLIN, J. V. Métodos heurísticos para programação
em sistemas. In: SIMPÓSIO BRASILEIRO DE PESQUISA OPERACIONAL,
43.; 2010, Bento Gonçalves. Anais... Bento Gonçalves: ABEPRO, 2010. p. 1-
12.
FULLONE, F. Pre-Cutting prep: Pre-Production Setup. Manufacturing Engineering, v. 128, n. 6, p. 55-60, 2002.
GARDNER, J. D.; DORNFELD, D. Finite Element Modeling of Drilling Using
DEFORM. Consortium on Deburring and Edge Finishing, Laboratory for Manufacturing and Sustainability, p. 1-8, 2006.
GIL, A. C. Como elaborar projetos de pesquisa. 4. Ed. São Paulo: Editora
Atlas S.A., 2002.
GIL, A. C. Como elaborar projetos de pesquisa. 5. Ed. São Paulo: Editora
Atlas S.A., 2010.
GOLDACKER, F.; OLIVEIRA, H. J. de. Set-up: ferramenta para a produção
enxuta. Revista FAE, v. 11, n. 2, p. 127-139, 2008.
GODOY, C.; ÁVILA, R. F.; MARINHO, F. C.; LIMA, M. M.; ABRÃO, A. M.;
PAULA e SILVIA, E. M. Análise Topográfica por Perfilometria do Desgaste de

103
Cratera em Ferramenta de Metal Duro Revestida com TiN. Matéria Revista, v.
8, n. 2, p. 145-154, 2003.
GODINHO FILHO, M.; FERNANDES, F. C. F. Manufatura enxuta: uma revisão
que classifica e analisa os trabalhos apontando perspectivas de pesquisas
futuras. Gestão & Produção, v. 11, n. 1, p. 1-19, 2004.
GRAVALOS, M. T.; MARTINS, M.; DINIZ, A. E.; MEI, P. R.; FREITAS, M. Efeito
da usinagem na estrutura e propriedades mecânicas do aço superaustenítico
ASTM A351 CN3MN. Revista Escola de Minas, v. 63, n. 1, p. 83-88, 2007.
GRIVOL, R. F. Implementação de Melhorias (Aperfeiçoamento) no Sistema MOS para Otimização do Processo de Usinagem. 2007. 108 f. Dissertação
(Mestrado em Engenharia de Produção) – Universidade Metodista de
Piracicaba, Santa Barbara D’ Oeste.
GUILHERME, N.; BAPTISTA, E. A.; BUSSAB, M. A.; COPPINI, N. L. Cutting
Process Optimization in Scenery of High Flexibility. In: ENGOPT 2008 -
INTERNATIONAL CONFERENCE ON ENGINEERING OPTIMIZATION, 2008,
Rio Janeiro. Annals... Rio de Janeiro, 2008. p. 1-8.
HAERTEL, S.; WEINGÄRTNER, E.; WEINGÄRTNER, W. Influência do Sistema
de Alimentação de Fluido de Corte sobre os Resultados no Processo de
Retificação. In: CONGRESSO NACIONAL DE ESTUDANTES DE
ENGENHARIA MECÂNICA, 11.; 2004, Nova Friburgo. Anais... Nova Friburgo:
UERJ, 2004. p. 1-2.
HASIB, M. A.; AL-FARUK, A.; AHMED, N. Mist application of cutting fluid.
International Journal of Mechanical & Mechatronics Engineering, v. 10, n.
4, p. 13-18, 2010.
HAVAJNEH, M. T.; HASSAN, A. M.; MAYYAS, A. T.; ALRASHDAN, A.
Modeling the drilling process of some al-mg-cu alloys and al-mg-cu/sic
composites using artificial neural network. The online journal of science and technology, v. 1, Issue: 1, p. 18-24, 2011.

104
HINDS, B. K.; TREANOR, M. Drilling of printed circuit boards: Factors limiting
the use of smaller drill sizes. Journal of Engineering Manufacture, v. 214, n.
1, p. 35-45, 2000.
HOGMARK, S.; OLSSON, M. Wear mechanisms of HSS cutting tools. Society of Manufacturing Engineers, p. 1-14, 2005.
HOLTERMANN. Detalhe_lh_21.jpg. Altura: 230 pixels. Largura: 170 pixels.
ISO-8859-1. 10,01 kb. Formato JPEG. Compactado. Disponível em: <
http://www.holtermann.com.br/images/detalhe_lh_21.jpg>. 2011. Acesso em:
04 janeiro. 2012.
HUANG, B. W. Dynamic characteristics of a drill in the drilling process. Journal of Engineering Manufacture February, v. 217, n. 2, p. 161-167, 2008.
HUANG, H.; BAI, J.; LU, Z.; GUO, Y. A Novel Half-Bridge Power Supply for
High Speed Drilling Electrical Discharge Machining. Journal of Electromagnetic Analysis and Applications, v. 1, n. 2, p. 108-113, 2009.
HUANG, B. W. Model of vibration in drilling into fibre-reinforced composite
materials. Journal of Engineering Manufacture, v. 223, n. 9, p. 1107-1114,
2009.
HUSSAIN, M. I.; TARAMAN, K. S.; FILIPOVIC, A. J.; GARRN, I. Experimental
study to analyse the workpiece surface temperature in deep hole drilling of
aluminium alloy engine blocks using MQL technology. Journal of Achievements in Materials and Manufacturing Engineering, v. 31, Issue: 2,
p. 485-490, 2008.
HWANG, S.; PARK, W.; KIM, C.; OH, S. Gas dynamics analysis of an air
pocket in the metal-stamping process. Journal of Automobile Engineering, v.
222, n. 10, p. 1755-1768, 2008.
IMPORTÉCNICA. Microscópio eletrônico digital USB RF-200. In:______.
Microscópio eletrônico digital USB RF-200. São Paulo, 2010. Disponível em:

105
< http://www.importecnica.com.br/microscopio_rf200.html >. Acesso em: 04 jan.
2011.
IMRAM, M.; MATIVENGA, P. T.; KANNAN, S.; NOVOVIC, D. An experimental
investigation of deep-hole microdrilling capability for a nickel-based superalloy.
Journal of Engineering Manufacture, v. 222, n. 12, p. 1589-1596, 2008.
INSTRUTEMP. Instrumentos de medição. In: site da empresa Skilltec. São
Paulo, 2009. Disponível em: < http://www.skilltec-
assistencia.com.br/Vendas/instrutemp/instrutemp.pdf>. Acesso em: 08 julho.
2011.
IYAGBA, E. T.; OPETE, O. S. E. Removal of chromium and lead from drill
cuttings using activated palm kernel shell and husk. African Journal of Environmental Science and Technology, v. 3, n. 7, p. 171-179, 2009.
JAAKO, I.; VARIS, J. Tool condition monitoring in gundrilling using feed force
and torque measurements. In: 19th INTERNATIONAL CONFERENCE ON
PRODUCTION RESEARCH, 2006, Valparaíso. Proceedings... Valparaíso:
Pontificia Universidad Católica de Valparaíso - Escuela de Ingeniería Industrial,
2006.
JAHARAH, A. G.; CHOUDHURY, I. A.; MASJUKI, H. H.; CHE HASSAN, C. H.
Surface integrity of AISI H13 tool steel in end milling process. International Journal of Mechanical and Materials Engineering, v. 4, n. 1, p. 88-92, 2009.
JANTUNEN, E. A summary of methods applied to tool condition monitoring in
drilling. International Journal of Machine Tools & Manufacture, v. 42, Issue:
9, p. 997-1010, 2002.
JARDIM, W. F.; CANELA, M. C. Fundamentos da oxidação química no
tratamento de efluentes e remediação dos solos. In: Caderno temático – Volume 01. Campinas, 2004. Disponível em: <
http://lqa.iqm.unicamp.br/cadernos/caderno1.pdf>. Acesso em: 14 agosto.
2011.

106
JURKO, J.; BRYCHTA, J. Analysis of Thermodynamical Phenomenas of
Stainless Steels by Drilling. Transactions of the VŠB - Technical University of Ostrava, Mechanical Series, n. 8, p. 1-6, 2008.
JURKO, J.; GAJDOS, M.; GECAK, J.; BERDIS, A. Study on Screw Drill Wear
when Drilling X6Cr16Ni8Mo Stainless Steel. Journal Manufacturing Engineering, Issue: 2, p. 17-20, 2011.
JURKO, J.; GADJOS, M.; PANDA, A. Study of changes under the machined
surface and accompanying phenomena in the cutting zone during drilling of
stainless steels with low carbon content. Journal for Theory and Practice in Metellurgy, v. 50, Issue: 2, p. 113-117, 2011.
JYWE, W.; CHEN, C. Developing a tapping and drilling measurement system
for a performance test using a LASER diode, position-sensing detector, and
LASER interferometer. Journal of Engineering Manufacture, v. 220, n. 12, p.
2077-2086, 2006.
KANAI, M. et al. Statisticals characteristics of drill wear and drill life for
standardized performance tests. CIRP - THE INTERNATIONAL ACADEMY
FOR PRODUCTION ENGINEERING, 1978, [S.I]. Annals... [S.I], 1978. p. 61-
68. apud MATTES, W. Influência dos revestimentos de brocas na furação do ferro fundido nodular austemperados. 2009. 112 f. Dissertação
(Mestrado em Engenharia Mecânica) – Sociedade Educacional de Santa
Catarina, Santa Catarina.
KENTLI, A. Experimental study on peck drilling of GFRP and prediction of
drilling-induced damage using ANN. Academic Journals - Scientific Research and Essays, v. 6, n. 7, p. 1546-1554, 2011.
KISHORE, R. A.; TIWARI, R.; RAKESH, P. K.; SINGH, I.; BHATNAGAR, N.
Investigation of drilling in fibre-reinforced plastics using response surface
methodology. Journal of Engineering Manufacture, v. 225, n. 3, p. 453-457,
2011.

107
KO, S. L.; CHANG, J. E.; KAIPAKJIAN, S. Development of Drill Geometry for
Burr Minimization in Drilling. In: CIRP - THE INTERNATIONAL ACADEMY FOR
PRODUCTION ENGINEERING, 2003, Paris. Annals... Paris, 2003. p. 45-48.
KOLE, A. T. et al. Metalmecânica – Teoria caminhão betoneira. São Paulo:
SENAI – Serviço Nacional de Aprendizagem Industrial, 1997.
KONIG, W.; KLOCKE, F. Fertigungsverfahren: drehen, fräsen, bohren. 5.
Ed. Berlin: Springer, 1997. apud PAIVA JUNIOR, J. M. F. Análise do processo de furação do ferro fundido vermicular com brocas de metal-duro com canis retos revestidas com TIN+TiAIN, AlCrN e ALCr-Based. 2007. 93 f.
Dissertação (Mestrado em Engenharia Mecânica) – Pontifícia Universidade
Católica do Paraná, Curitiba.
KOPAC, J.; SALI, S. Acoustic emission in drilling carbon steel and nodular gray
iron. Journal of Achievements in Materials and Manufacturing Engineering, v. 19, Issue: 1, p. 91-95, 2006.
KRISHNA, P. V.; SRIKANT, R. R.; RAO, D. N. Solid lubricants in machining.
Journal of Engineering Tribology, v. 225, n. 4, p. 213-227, 2011.
KUDLA, L. A. Deformations and Strength of Miniature Drills. Journal of Engineering Manufacture, v. 220, n. 3, p. 389-396, 2005.
KUDLA, L. Machining of precise multihole perforation in punch-and-die tooling
plates. Journal of Engineering Manufacture, v. 217, n. 11, p. 1581-1587,
2003.
LACALLE, L. N. L.; PÉREZ, J.; LLORENTE, J. I.; SÁNCHEZ, J. A. Advanced
cutting conditions for the milling of aeronautical alloys. Journal of Materials Processing Technology, v. 100, Issues: 1-3, p. 1-11, 2000.
LIANG, Y.; CHIOU, Y. An Effective drilling wear measurement based on Visual
Inspection Technique. Proceedings of the 2006 Joint Conference on Information Sciences, Kaohsiung, Taiwan, 2006.

108
LI, R.; SHIH, J. Spiral point drill temperature and stress in high-throughput
drilling of titanium. International Journal of Machine Tools and Manufacture,
v. 47, Issues: 12-13, p. 2005-2017, 2007.
LITOS, P.; SVANTNER, M.; HONNER, M. Simulation of Strain Gauge Thermal
Effects During Residual Stress Hole Drilling Measurements. The Journal of Strain Analysis for Engineering Design, v. 40, n. 7, p. 611-619, 2005.
LO, S. An analysis of cutting under different rake angles using the finite element
method. Journal of Materials Processing Technology, v. 105, Issues: 1-2, p.
143-151, 2000.
LOONG, V. K.; WOJEWODA, J.; WIERCIGROCH, M. Design of a load cell for
measuring ultrasonic percussive drilling forces. Journal of Mechanical Engineering Science, v. 215, n. 8, p. 965-972, 2001.
MAHYARI, M. F.; BEHZAD, M.; RASHED, G. R. Drill string instability reduction
by optimum positioning of stabilizers. Journal of Mechanical Engineering Science, v. 224, n. 3, p. 647-653, 2010.
MANSORI, M. E.; GEOFFROY, R.; PAULMIER, D. Tool wear in magnetized
drilling process. In: ROTRIB’03 - NATIONAL TRIBOLOGY CONFERENCE,
2003, Galati. Annals... Galati, 2003. p. 363-368.
MARTINS, L. H. AutoCAD Avançado – Escalas em Desenhos. In: site ebah.
2012. Disponível em: <
http://www.ebah.com.br/content/ABAAABW6sAL/autocad-avancado-escalas-
desenhos>. Acesso em: 22 abr. 2012.
MASSIRER JUNIOR, E.; GUESSER, W. L. Avaliação da usinabilidade do ferro
fundido vermicular através de ensaios de furação. In: CONGRESSO
BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO, 6., 2011, Caxias do Sul.
Anais... Caxias do Sul: ABCM, 2011. p. 1-10.
MATTES, W. Influência dos revestimentos de brocas na furação do ferro fundido nodular austemperados. 2009. 112 f. Dissertação (Mestrado em

109
Engenharia Mecânica) – Sociedade Educacional de Santa Catarina, Santa
Catarina.
MCCOSH, K.; SWACO, M. Unique electrophoresis technology to recycle invert-
emulsion drilling fluids. IPEC - Power Engineering Conference, p. 1-15, 2007.
MILFELNER, M.; BALIC, J. An intelligent system for monitoring and
optimization of ball-end milling process. Journal of Materials Processing Technology, v. 175, Issues: 1-3, p. 90-97, 2006.
MITUTOYO. Catalogo PG 905. In: site da empresa Frato. São Paulo, 2009.
Disponível em: <
http://www.frato.com/arquivos_public/catalogo_parceiros/arq_195_30.pdf>.
Acesso em: 03 janeiro. 2012.
MORAES, P. E. L. Tecnologia mecânica de fabricação. Mogi Mirim: FATEC –
Faculdade de Tecnologia de Mogi Mirim, 2009.
MOSHAT, S.; DATTS, S.; BANDYOPADHYAY, A.; PAL, P. K. Optimization of
CNC end milling process parameters using PCA-based Taguchi method.
International Journal of Engineering, Science and Technology, v. 2, n. 1, p.
92-102, 2010.
MOTA, P. R.; REIS, A. M.; GONÇALVES, R. A.; SILVA, M. B. Mecanismos de
Desgaste em Ferramentas de Aço-Rápido no Rosqueamento Interno em Altas
Velocidades de Corte. In: CONGRESSO BRASILEIRO DE ENGENHARIA DE
FABRICAÇÃO, 4.; 2007, Estância de São Pedro. Anais... Estância de São
Pedro: ABCM; UNESP; UNICAMP; USP, 2007. p. 1-10.
MY, C. A.; BOHEZ, E. L. J.; MAKHANOV, S. S.; MUNLINB, M.; PHIEN, H. N.;
TABUCANON, M. T. On 5-Axis Freeform Surface Machining Optimization:
Vector Field Clustering Approach. International Journal of CAD/CAM, Seoul,
v. 5, n. 1, p. 1-14, 2005.
NAYEBI, A.; VAGHEFPOUR, H. Thermoviscoplastic modelling of drilling: twist
drills. Journal of Engineering Manufacture, v. 222, n. 3, p. 403-412, 2008.

110
NOVAK, M.; MAJRICH, P.; NAPRSTKOVA, N. The usage of High-speed
Camera at Machining. Journal Manufacturing Engineering, Issue: 2, p. 24-
27, 2011.
OKASHA, M. M.; MATIVENGA, P. T.; DRIVER, N.; LI, L. Sequential LASER
and mechanical micro-drilling of Ni superalloy for aerospace application. In:
CIRP - THE INTERNATIONAL ACADEMY FOR PRODUCTION
ENGINEERING, 2010, Paris. Annals... Paris, 2010. p. 199-202.
OLIVEIRA, R. S. de.; SILVA JUNIOR, C. E. Proposta de um Porta-ferramenta Refrigerado para Operações de Usinagem. 2010. 23 f. Relatório de
Atividades de Iniciação Científica – Universidade Tecnológica Federal do
Paraná, Paraná.
OLIVEIRA, V. V. de.; BELTRÃO, P. A. C.; SANTOS, M. T. dos. Estudo da
Influência das Condições de Usinagem na Qualidade Superficial no Processo
de Furação do Ferro Fundido Vermicular. In: CONGRESSO BRASILEIRO DE
ENGENHARIA DE FABRICAÇÃO, 4.; 2007, Estância de São Pedro. Anais...
Estância de São Pedro: ABCM; UNESP; UNICAMP; USP, 2007. p. 1-10.
PAIVA JUNIOR, J. M. F. Análise do processo de furação do ferro fundido vermicular com brocas de metal-duro com canis retos revestidas com TIN+TiAIN, AlCrN e ALCr-Based. 2007. 93 f. Dissertação (Mestrado em
Engenharia Mecânica) – Pontifícia Universidade Católica do Paraná, Curitiba.
PALIVODA, S. J.; BOEHS, L. Avaliação do desempenho de ferramentas de
usinagem em uso industrial. In: CONGRESSO BRASILEIRO DE
ENGENHARIA DE FABRICAÇÃO, 4.; 2007, Estância de São Pedro. Anais...
Estância de São Pedro: ABCM; UNESP; UNICAMP; USP, 2007. p. 1-10.
PATIL, R. Y. High Cutting tool wear-mechanisms. Advances Journal of Science, Engineering & Technology Management, v. 2, n. 1, p. 38-42, 2008.

111
PAULON, S. M.; ROMAGNOLI, R. C. Pesquisa-intervenção e cartografia:
melindres e meandros metodológicos. Estudos e Pesquisas em Psicologia,
v. 10, n. 1, p. 85-102, 2010.
PAYNTER, R.; MAHMOUDI, A. H.; PAVIER, M. J.; HILLS, D. A.; NOWELL, D.;
TRUMAN, C. E.; SMITH, D. J. Residual stress measurement by deep hole
drilling and trepanning – analysis with distributed dislocations. The Journal of Strain Analysis for Engineering Design, v. 44, n. 1, p. 45-54, 2009.
PEGADO, R. de M.; ALVES, D. W. da S.; DANTAS, T. N. de C.; NETO, A. A. D.
Estudos de novos emulsificantes visando a obtenção de emulsões com óleos
básicos naftênicos. In: CONGRESSO BRASILEIRO DE P&D EM PETRÓLEO &
GÁS, 2.; 2003, Rio de Janeiro. Anais... Rio de Janeiro: UFRJ, 2003. Não
paginado.
PEJRYD, L.; BENO, T.; ISAKSSON, M. Machining Aerospace Materials with
Room-Temperature and Cooled Minimal-Quantity Cutting Fluids. Journal of Engineering Manufacture, v. 225, n. 1, p. 74-86, 2011.
PEREIRA, A. C. Análise de capabilidade para avaliar a influência de geometria de brocas helicoidais em furação profunda de uma liga de alumínio – Um estudo de caso. 2010. 142 f. Dissertação (Mestrado em
Engenharia Mecânica) – Universidade Tecnológica Federal do Paraná.
PETRUCCI, G.; ZUCCARELLO, B. A new calculation procedure for non-uniform
residual stress analysis by the hole-drilling method. The Journal of Strain Analysis for Engineering Design, v. 33, n. 1, p. 27-37, 1998.
POPKE, H.; EMMER, T.; STEFFENHAGEN, J. Environmentally clean metal
cutting processes-machining on the way to dry cutting. Journal of Engineering Manufacture, v. 213, n. 3, p. 329-332, 1999.
PRIZENDT, B. et al. Mecânica – Controle de medidas. São Paulo: SENAI –
Serviço Nacional de Aprendizagem Industrial, 1992.

112
PRIZENDT, B. et al. Mecânica – Controlador de medidas. São Paulo: SENAI
– Serviço Nacional de Aprendizagem Industrial, 1998.
RAHAMATHULLAH, I.; SHUNMUGAM, M. S. Thrust and torque analyses for
different strategies adapted in microdrilling of glass-fibre-reinforced plastic.
Journal of Engineering Manufacture, v. 225, n. 4, p. 505-519, 2011.
RAHMAN, A. A.; MAMAT, A.; WAGIMAN, A. Effect of Machining Parameters on
Hole Quality of Micro Drilling for Brass. Canadian Center of Science and Education – Modern Applied Science, v. 3, n. 5, p. 221-230, 2009.
RAMJI, B. R.; MURTHY, H. N. N.; KRISHNA, M. Performance study of cryo
treated HSS drills in drilling cast iron International Journal of Engineering Science and Technology, v. 2, n. 7, p. 2530-2536, 2010.
RAM OPTICAL. Video Direct Microscope. In: site da empresa RAM Optical. Rochester, 2007. Disponível em: <
http://www.ramoptical.com/media/dynamic/document/pdf/RAM_VDM_795014.p
df>. Acesso em: 04 janeiro. 2012.
REBRAC. Instrumentos de medição. In: site da empresa Rebrac. Sorocaba,
2009. Disponível em: <
http://www.rebrac.com.br/downloads/RUGOSIDADE%20-par%C3%A2metros-
.pdf>. Acesso em: 11 junho. 2011.
RENISHAW. Innovative LASER tool setting technology provides accuracy,
flexibility and robust operation. News from Renishaw, p. 1-10, 2003.
RENISHAW. Generic and Renishaw specific machine tool metrology
terminology. In: site da empresa Renishaw. Barueri, 2008. Disponível em: <
http://www.renishaw.com/en/probing-glossary-and-terminology--12479>.
Acesso em: 29 abril. 2011.
ROMI. Romi – Linha Discovery. In: site da empresa Romi. Santa Barbara D’
Oeste, 2005. Disponível em: <

113
http://www.romi.com.br/fileadmin/Editores/MF/Catalogos/Portugues/discovery_p
o_af.pdf>. Acesso em: 14 setembro. 2011.
SAHU, S. K.; OZDOGANLAR, O. B.; DEVOR, R. E.; KAPOOR, S. G. Effect of
groove-type chip breakers on twist drill performance. International Journal of Machine Tools & Manufacture, v. 43, p. 617-627, 2003.
SANDVIK COROMANT. Coromant. In: Metalworking. Sandviken, 2008.
Disponível em: <
http://www2.coromant.sandvik.com/coromant/pdf/metalworking_products_061/t
ech_e_2.pdf>. Acesso em: 07 junho. 2011.
SANTOS, T. A. F. dos.; MARTINS, R. de. O.; CORRER, I.; VIEIRA JUNIOR, M.
Estudo do nível de utilização do sistema de presetting de ferramentas em
empresas da região de Santa Bárbara D’Oeste e Piracicaba. In: ENCONTRO
NACIONAL DE ENGENHARIA DE PRODUÇÃO, 26.; 2006, Fortaleza. Anais...
Fortaleza: UFC, 2006. p. 1-7.
SCHROETER, R. B.; STOETERAU, R. L.; WEINGAERTNER, W. L.
Processos de usinagem – Fabricação por remoção de material. Santa
Catarina: UFSC – Universidade Federal de Santa Catarina, 2004.
SECCO, A. R. et al. Máquina universal de medir. Ed. Globo. Rio de Janeiro:
TELECURSO 2000, 1995a.
SECCO, A. R. et al. Medição tridimensional. Ed. Globo. Rio de Janeiro:
TELECURSO 2000, 1995b.
SHARMAN A. R. C.; AMARASINGHE, A.; RIDGWAY, K. Tool life and surface
integrity aspects when drilling and hole making in Inconel 718. Journal of Materials Processing Technology, v. 200, Issues: 1-3, p. 424-432, 2008.
SILVA, L. R. da.; COELHO, R. T.; CATAI, R. E. Desgaste de ferramentas no
torneamento com alta velocidade de corte da superliga "waspaloy". Revista Escola de Minas, v. 57, n. 2, p. 109-114, 2004.
114
SILVA, F. C. S.; SILVA, M. B. Diagnóstico do processo de torneamento do aço
inoxidável ABNT 304 através do estudo da formação do cavaco. In: SIMPÓSIO
DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA, 16., 2006, Uberlândia.
Anais... Uberlândia: FEMEC; UFU, 2006. p. 1-6.
SIMON, A. T.; MAESTRELLI, N. C.; AGOSTINHO, O. L. Influência das técnicas
de pré-ajustagem de ferramentas na utilização de tecnologia CNC no Brasil. In:
ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 22., 2002,
Curitiba. Anais... Curitiba: ABEPRO, 2002. p. 1-7.
SINGH, R. V. S.; LATHA, B.; SENTHILKUMAR, V. S. Modeling and Analysis of
Thrust Force and Torque in Drilling GFRP Composites by Multi-Facet Drill
Using Fuzzy Logic. International Journal of Recent Trends in Engineering,
v. 1, n. 5, p. 66-70, 2009.
SOO, S. L.; ASPINWALL, D. K. Developments in modelling of metal cutting
processes. Journal of Materials Design and Applications, v. 221, n. 4, p.
197-211, 2007.
SOUZA, A. J. de. Aplicação de Multisensores no Prognóstico da Vida da Ferramenta de Corte em Torneamento. 2004. 226 f. Tese (Doutorado em
Engenharia Mecânica) – Universidade Federal de Santa Catarina, Santa
Catarina.
SOUZA e SILVA, M. de. F.; BRESSIANI, L.; SAFARO, F. A.; SANTOS, D. de.
G.; HEINECK, L. F. M. Sistema de produção puxado e sistema de produção
empurrado: simulação através de jogo didático de montagem de canetas,
associando idéias e conceitos ao ambiente da construção civil. In: SIMPÓSIO
BRASILEIRO DE GESTÃO E ECONOMIA DA CONSTRUÇÃO, 3., 2009, São
Carlos. Anais... São Carlos: UFSCar, 2003. p. 1-11.
SPUR, G.; STÖFERLE, Th. Handbuch de Fertigungstechnik. Vol. 3. Viena:
Carl Hanser Verlag, 1979. apud STOETERAU, R. L. Introdução ao projeto de máquinas-ferramentas modernas. Santa Catarina: UFSC – Universidade
Federal de Santa Catarina, 2004.

115
SUGAI, M.; MCINTOSH, R. I.; NOVASK, O. Metodologia de Shigeo Shingo
(SMED): análise crítica e estudo de caso. Gestão & Produção, v. 14, n. 2, p.
323-335, 2007.
SUGAI, M.; NOVASKI, O.; FUJIOKA, L. T.; JESUS, D. O. de. Redução de
tempo de preparação e gestão de estoques no âmbito da gestão da cadeia de
suprimentos: estudo de caso em uma empresa de derivados de petróleo. In:
SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO, 12., 2005, Bauru. Anais...
Bauru: UNESP, 2009. p. 1-12.
TAYLOR, R.; DU, X.; PROOPS, D.; REID, A.; COULSON, C. BRETT, P. N. A
sensory-guided surgical micro-drill. Journal of Mechanical Engineering Science, v. 224, n. 7, p. 1531-1537, 2010.
TEDESCO, M. E.; ZEILMANN, R. P.; TENTARDINI, E. K.; BAUMVOL, I. J. R.
Estudo sobre qualidade superficial e desvio dimensional do aço AISI 4140
submetido ao processo de torneamento. In: CONGRESSO BRASILEIRO DE
ENGENHARIA E CIÊNCIA DOS MATERIAIS, 17., 2006, Foz do Iguaçu.
Anais... Foz do Iguaçu: IPEN, 2006. p. 1-12.
VALIAS, H. et al. Os valores da educação Árabe. Educação em Linha, Rio de
Janeiro, ano 3, n. 7, jan/mar. 2009. Disponível em: <
http://www.conexaoprofessor.rj.gov.br/downloads/EducacaoemLinha7.pdf>.
Acesso em: 14 junho. 2011.
VASCONCELLOS, M. N.; ARAUJO, A. C. Análise das forças de corte no
processo de furação de uma liga de aço inoxidável austenítico. In:
CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO, 6., 2011,
Caxias do Sul. Anais... Caxias do Sul: ABCM, 2011. p. 1-9.
VIANA, R.; MACHADO, A. R. Influence of Adhesion between Coating and
Substrate on the Performance of Coated HSS Twist Drills. Journal of the Brazilian Society of Mechanical Sciences and Engineering, v. XXXI, n. 4, p.
327-332, 2009.

116
VILLARES METALS. Aços rápidos. In: site da empresa Villares Metals. São
Paulo, 2005. Disponível em: <
http://www.villaresmetals.com.br/portuguese/files/FT_11_VWM2.pdf>. Acesso
em: 09 abr. 2012.
VOLPATO, N.; REBEYKA, C. J.; COSTA, D. D. Integração de máquinas de
medição de ferramentas com máquinas CNC. In: CONGRESSO NACIONAL
DE ENGENHARIA MECÂNICA NORTE-NORDESTE, 3.; 2004, Belém. Anais...
Belém: ABCM, 2004. p. 1-9.
WALKER, J. R. Machining Fundamentals. 8. Ed. Tinley Park: Goodheart-
Willcox, 2004.
WANG, F.; FAN, J.; ZHU, H.; HAN, K.; ZOU, J.; SUN, H. Preparation of Nano-
Modified Polyacrylamide and Its Application on Solid-Liquid Separation in
Waste Drilling Mud. Advances in Chemical Engineering and Science, v. 1,
Issue: 2, p. 33-36, 2011.
WATANABE, C. T.; NOGUEIRA, J. L.; RIBEIRO, M. V. Otimização da
Usinagem de Válvulas de Nimonic-80A. Revista Ciências Exatas, v. 9/10, n.
1-2, p. 37-42, 2004.
WIERCIGROCH, M.; NEILSON, R. D.; PLAYER, M. A. Load cell for dynamic
measurement of cutting forces generated during ultrasonic drilling and milling of
hard materials. Journal of Process Mechanical Engineering, v. 212, n. 4, p.
263-270, 1998.
WYATT, J. E.; TRMAL, G. J. Machinability: Employing a Drilling Experiment as
a Teaching Tool. Journal of Industrial Technology, v. 22, n. 1, p. 1-12, 2006.
YANG, Z.; CHEN, Y.; YANG, Y. Study on the life distribution of microdrills.
Journal of Engineering Manufacture, v. 226, n. 3, p. 301-305, 2002.
YANG, Z.; TAN, Q.; SHIJU, E. On-line monitoring of drilling torques of
microdrills. Journal of Engineering Manufacture, v. 218, n. 12, p. 1735-1740,
2004.

117
YORO, A. U. Coco oil as cutting fluid for general machining. Proceedings Education for sustainable development in technical and vocational education and training. Manila: IVETA, CPSC, 2010. p. 291-297, 2010.
ZEILMANN, R. P.; BORDIN, F. M.; ZANOTTO, M. C.; SOARES, R. de. M.;
VACARO, T. Integridade superficial resultante de diferentes processos de
usinagem. Estudos Tecnológicos em Engenharia, v. 6, n. 2, p. 94-103, 2010.
ZEILMANN, R. P.; CALZA, C.; XAVIER, E. B. Influência das condições de
aplicação de fluído lubri-refrigerante sobre a qualidade superficial para o
processo de furação. In: CONGRESSO BRASILEIRO DE ENGENHARIA E
CIÊNCIA DOS MATERIAIS, 17.; 2006, Foz do Iguaçu. Anais... Foz do Iguaçu:
IPEN, 2006. p. 7370-7378.
ZEILMANN, R. P.; SANTIN, R.; FINIMUNDI, A. V. Efeito de diferentes
condições de aplicação de fluídos lubri-refrigerantes no desgaste de brocas de
aço-rápido. Estudos Tecnológicos em Engenharia, v. 2, n. 1, p. 27-33, 2006.
ZEILMANN, R. P.; SLOMP, J. Furação com redução da quantidade de fluido de
corte. In: CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA,
8.; 2007, Cusco. Anais... Cusco: PUC – DEL PERÚ, 2007. p. 1-7.
ZEILMANN, R. P.; VACARO, T. Aplicação de brocas de aço-rápido na
usinagem a seco do aço AISI P20. Estudos Tecnológicos em Engenharia, v.
4, n. 3, p. 180-187, 2008.
ZEILMANN, R. P.; WEINGAERTNER, W. L. Desgaste em brocas de metal-duro
quando na furação da liga de titânio Ti6Al4V. In: CONGRESSO BRASILEIRO
DE ENGENHARIA DE FABRICAÇÃO, 4.; 2007, Estância de São Pedro.
Anais... Estância de São Pedro: ABCM; UNESP; UNICAMP; USP, 2007. p. 1-
10.
ZAMEC. Measure Tools. In: site da empresa Zamec. Via Del Leone, 2011.
Disponível em: < http://www.zamec.it/en/prodotti_fujitec.html>. Acesso em: 09
julho. 2011.

118
ZHANG, Q. H.; WU, C. L.; SUN, J. L.; JIA, Z. X. The mechanism of material
removal in ultrasonic drilling of engineering ceramics. Journal of Engineering Manufacture, v. 214, n. 9, p. 805-810, 2000.
ZHANG, Q.; WANG, J. Geometry, specification, and drilling performance of a
plane rake faced drill point design. Journal of Mechanical Engineering Science, v. 224, n. 2, p. 369-378, 2010.

119
BIBLIOGRAFIA CONSULTADA
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6023: informação
e documentação: referências: elaboração. Rio de Janeiro, 2002.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6176: brocas
helicoidais. Rio de Janeiro, 1977.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6215: produtos
siderúrgicos - terminologia. Rio de Janeiro, 1986.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10520:
informação e documentação: citações em documentos: apresentação. Rio de
Janeiro, 2002.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 14724:
informação e documentação: trabalhos acadêmicos: apresentação. Rio de
Janeiro, 2002.
IEZZI, N.; DOLCE, O.; DEGENSZAJN, D.; PÉRIGO, R. Matemática – Volume Único. 1. Ed. São Paulo: Atual, 2002.
LENOX TWILL. Brocas para aplicação geral. In: site da empresa Lenox Twill. Carlos Barbosa, 2008b. Disponível em: <
http://paferjoi.com.br/catalogos/lenox_twill_aplicacao_geral.pdf>. Acesso em:
11 abr. 2011.
ROMI. Manual de abordagens e cuidados preventivos máquinas-ferramenta
CNC. In: site da empresa Romi. Santa Barbara D’ Oeste, 2009. Disponível
em: <
http://www.romi.com.br/fileadmin/Editores/MF/Catalogos/Portugues/MACP_200
9_05_20.pdf>. Acesso em: 02 janeiro. 2012.

120
APÊNDICE
APÊNDICE A – DESENHO DO CORPO DE PROVA UTILIZADO NO PRÉ-TESTE.

121
APÊNDICE B – DESENHO DO CORPO DE PROVA UTILIZADO NOS ENSAIOS DE
FURAÇÃO.
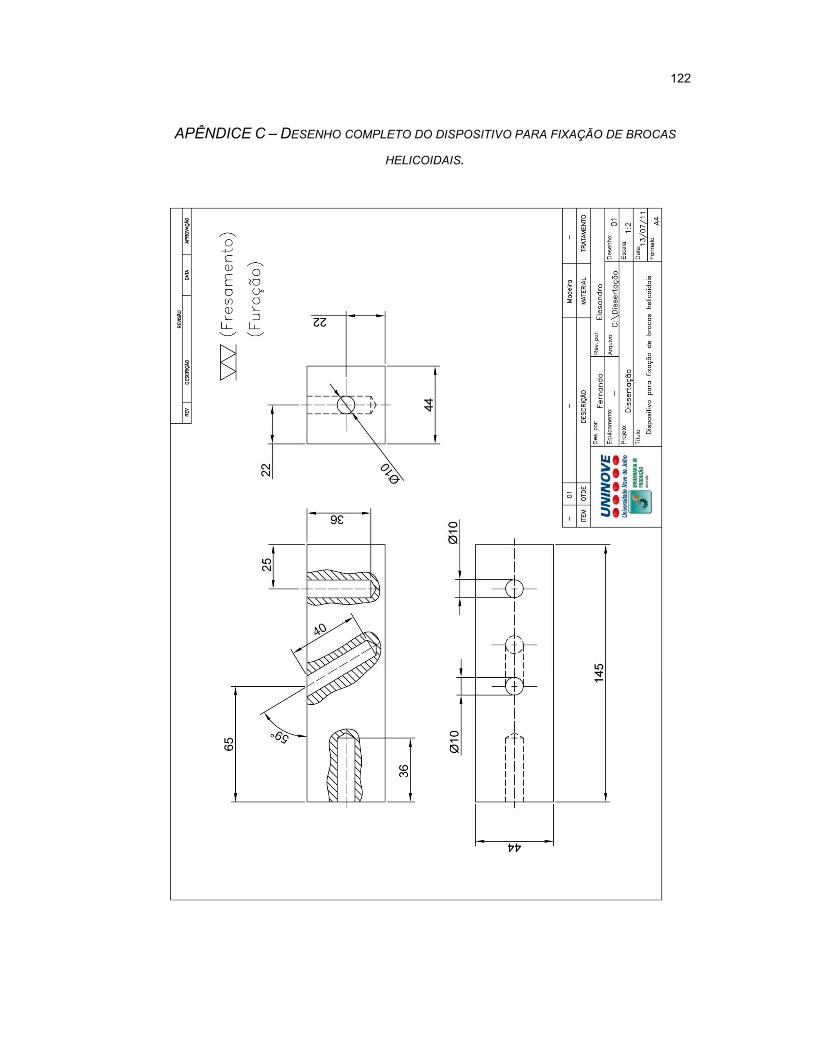
122
APÊNDICE C – DESENHO COMPLETO DO DISPOSITIVO PARA FIXAÇÃO DE BROCAS
HELICOIDAIS.