curso de tecnologia em mecatrÔnica industrial · para programação desses clps é utilizado...
TRANSCRIPT

CURSO DE TECNOLOGIA EM MECATRÔNICA INDUSTRIAL
FERNANDO CARLOS DO NASCIMENTO
PAULO VINICIUS SMANIOTTO DE FRANÇA
DISPOSITIVO AUTOMÁTICO DE ARMAZENAMENTO DE PALETES
Garça 2016

CURSO DE TECNOLOGIA EM MECATRONICA INDUSTRIAL
FERNANDO CARLOS DO NASCIMENTO
PAULO VINICIUS SMANIOTTO DE FRANÇA
DISPOSITIVO AUTOMÁTICO DE ARMAZENAMENTO DE PALETES
Artigo Científico apresentado à Faculdade de Tecnologia de Garça – FATEC, como requisito para a conclusão do Curso de Tecnologia em Mecatrônica Industrial, examinado pela seguinte comissão de professores.
Data da aprovação: / /
_________________________________ Prof. Edson Mancuzo FATEC Garça _________________________________ Prof. FATEC Garça _________________________________ Prof. FATEC Garça
GARÇA 2016

1
DISPOSITIVO AUTOMÁTICO DE ARMAZENAMENTO DE PALETES
Fernando Carlos do Nascimento1 [email protected]
Paulo Vinicius Smaniotto de França1 [email protected]
Prof. Edson Mancuzo2
Resumo – O objetivo do trabalho é o desenvolvimento e implementação de um dispositivo automático de armazenamento de pallets, visando a redução de custos e agilidade nas movimentações de produtos nas indústrias. Este tema reflete as demandas do mercado que exige da produção industrial mais qualidade, segurança, menor custo e maior produtividade, o que implica, nesta área, em grande movimentação de mercadorias nos estoques e centros de distribuições, proporcionando alto fluxo na entrada e saída de mercadorias e matérias-primas. Para isso, buscou-se ajuda da eletrônica, robótica e programação, presentes nos conteúdos trabalhados no curso de Mecatrônica Industrial, para criar dispositivos autônomos capazes de movimentar e gerenciar esses estoques nos centros de distribuição com maior rapidez, qualidade e confiabilidade. A metodologia utilizada está fundamentada teoricamente em bibliografia na área e como prática, e a construção de um protótipo, demonstrando a implementação e comprovando seu funcionamento. As questões postas refletem a relevância social e acadêmica do tema escolhido para pesquisa. Palavras-Chave: Dispositivo Automático. Mecatrônica Industrial. Armazenamento.
Abstract – The theme chosen for survey reflects the demands of the market that requires the higher quality industrial production, safety, lower cost and higher productivity in a short time, which implies great movement of goods in stores and distribution centers, due to the high flow in entry and exit of goods and raw materials. Therefore, he sought help of electronics, robotics and programming, present in the contents worked in the course of Mechatronics Industrial, to create autonomous devices able to operate and manage these large inventories at distribution centers with greater speed, quality and reliability. The work aims to bring greater understanding of the development and implementation of a automatic device pallet storage, cost reduction and agility in product movements in industries. The methodology used is theoretically based on readings by renowned authors in the area and a policy of building a prototype to demonstrate its implementation and to check its operation. The questions posed reflect the social and academic relevance of the theme chosen for research. Keywords: Automatic Device. Mechatronics Industrial. Storage.
1 Alunos do curso de Tecnologia em Mecatrônica Industrial da Faculdade de Tecnologia de Garça – FATEC. 2 Docente da FATEC-Garça.
2
1. INTRODUÇÃO
A automatização está ligada à realização de movimentos automáticos,
repetitivos e mecânicos, e um sistema de automação comporta-se como um
operador humano que pensa e executa a ação mais apropriada a partir do uso das
informações sensoriais, de acordo com Rosário (2009, p.18).
A automação industrial está constantemente em busca de possíveis
melhorias nas empresas por meio das tecnologias disponíveis no mercado. A
premência de uma indústria eficaz, dinâmica, produtiva e com processos bem
elaborados, torna-se cada vez mais imprescindível.
A partir dessa evolução, todos os ramos da indústria tiveram impacto
significativo na automatização dos seus processos, dentre elas a área de logística. A
forma de movimentação de materiais de um armazém é um dos parâmetros
estratégicos para atender as exigências de mercado. Um sistema de
armazenamento e busca automatizada é um importante componente para aumento
da eficiência em movimentação e logística de mercadorias. Este também aumenta o
nível de segurança para o trabalhador, reduz o tempo de deslocamento de materiais,
facilita o gerenciamento e integram os sistemas de controle e estoque priorizando
agilidade, flexibilidade e tempo de resposta, incomparáveis ao sistema manual.
Pallets são dispositivos para acomodação de matérias primas ou produtos
acabados de vários tipos, confeccionados muitas vezes em madeira, plástico ou
metal tem forma quadrada ou retangular de acordo com sua finalidade, possui
distância entre suas partes estruturais para ventilação e também espaço com o solo,
lateralmente possui dois ou mais espaços onde será feito o encaixe do garfo da
empilhadeira ou do transelevador para seu transporte de maneira segura e rápida.
Com o advento da Primeira Revolução Industrial, marco na
evolução mundial, surge à possibilidade de expandir a produção e, assim, confeccionar objetos de maior qualidade a preços
reduzidos (MURARO, 1969 p. 76).
O assunto escolhido para o projeto de pesquisa está relacionado aos
conteúdos trabalhados no curso de tecnologia em mecatrônica industrial e consiste
em um dispositivo semiautomático para movimentação e armazenamento de pallets
para Indústria em geral, são realizados através do dispositivo facilitando a
3
armazenagem de produtos em prateleiras visando à agilidade, confiabilidade, e
segurança na atividade, diminuindo custo operacional envolvido no processo.
1.1 OBJETIVOS
1.2 Geral
Analisar dispositivos já existentes no mercado, para entender seu
funcionamento e buscar alternativas de materiais, componentes, montagem e
instalação que viabilizem a construção de um protótipo.
Desenvolver a fabricação dos elementos e sistemas mecânicos, elétricos e de
automação do dispositivo.
1.3 Específicos
Desenvolver um protótipo capaz de movimentar e armazenar pallets, com
base em equipamentos existentes na indústria, em escala reduzida, visando
amenizar problemas na segurança, melhorar produtividade e qualidade, no
armazenamento de produtos diversos.
1.4 Relevância do Projeto
.
Segundo Rocha (2001, p.58) a adoção de sistemas logísticos eficientes se
torna um elemento chave para as empresas, pois podem contribuir para redução de
custos na logística, que compõem parte significativa do custo do produto e também
na identificação de possíveis problemas logísticos que possam afetar a rentabilidade
da empresa e/ou em nível de prestação de serviço aos clientes.
Com a implantação do dispositivo é possível melhorar a eficiência na entrada
e saída de mercadorias nas empresas, com o objetivo de minimizar os desperdícios,
aumentando a eficiência no manuseio e transporte de diversas categorias de
4
produtos, armazenados diariamente nos mais diversos tipos e segmentos de
empresas, melhorar a segurança no manuseio de cargas tanto para as pessoas
envolvidas quanto as cargas transportadas. Com a automação deste processo a
mão de obra deixa de ser controlada por um operador de empilhadeira e passa a
exigir um profissional mais qualificado, profissional mecatrônico na supervisão deste
tipo de equipamento.
2. DESENVOLVIMENTO
2.1 Referencial Teórico
Para um bom desempenho e eficácia no sistema logístico do estoque, a fim
de diminuir custos, melhorar a qualidade e rapidez na movimentação, confiabilidade
e melhoria na segurança do processo é necessário levar em conta algumas
condições do estoque como:
Localização: uma boa localização, bons acessos e boa estrutura ajudam de
forma significativa a movimentação das mercadorias e o bom desempenho do
sistema;
Espaço: o tamanho da área destinada ao estoque deve ter o tamanho
suficiente para uma boa movimentação e tráfego interno dos materiais;
Arranjo: utilizar estruturas e materiais de acordo com o tipo de mercadoria e
de serviço que se deseja utilizar no estoque;
Sistemas de informações: sistemas de gerenciamento de informações para
ajudar no controle e gerenciamento dos produtos;
Recursos humanos: juntamente com o sistema escolhido é necessário,
mão de obra treinada e especializada para supervisão de todo o sistema e
equipamento.
O dispositivo pesquisado para elaboração do trabalho e protótipo foi o
transelevador para pallets, máquina criada para o armazenamento automático de
pallets. Deslocam-se nos corredores e realizam as funções de entrada,
posicionamento e saída de mercadorias. Os transelevadores são guiados por um
software de gestão que coordena todos os movimentos.
A gama de transelevadores se adapta facilmente as necessidades de cada
armazém em quanto à capacidade de carga, dimensões, altura de construção e
tempos de ciclo, por isto cobrem um vasto leque de aplicações.

5
Algumas de suas vantagens são:
Máquinas que podem alcançar 40 metros de altura e trabalhar em
corredores de apenas 1,50 metros de largura;
Armazéns de grande capacidade de carga;
Automação das operações de entrada e saída dos produtos;
Permitem a gestão de inventários controlados e atualizados a qualquer
momento;
Eliminam os erros derivados da gestão manual;
Possibilidade de adequar-se as condições de trabalho especiais como
temperatura de congelamento (-30º C). Umidade extrema ou prestações
especiais como a de incrementar as velocidades de trabalho padrão.
FIGURA 1 – Transelevador de pallets Mecalux
Fonte: Mecalux (2016).
2.2 Controlador lógico programável - CLP
A National Electrical Manufactures Association (NEMA), considera um
controlador lógico programável um aparelho eletrônico digital que utiliza uma
6
memória programável para armazenar internamente instruções e para implementar
funções específicas, tais como lógica, sequenciamento, temporização, contagem e
aritmética, controlando, por meio de módulos de entradas e saídas, vários tipos de
máquinas ou processos.
De forma geral, os controladores lógicos programáveis (CLPs) são
equipamentos eletrônicos de última geração, utilizados em sistemas de automação
flexível. Estes permitem desenvolver e alterar facilmente a lógica para acionamento
das saídas em função das entradas. Desta forma, pode-se utilizar inúmeros pontos
de entrada de sinal para controlar pontos de saída de sinal (cargas).
A linguagem de programação de Controladores Lógico Programáveis (CLPs)
podem ser do tipo Ladder, Statement List ou GRAFCET, as linguagens de
programação em Ladder e em Statement List implementam as operações de forma
quase similar, deferindo apenas na forma como são representadas e no modo como
são inseridas no CLP. A palavra “Ladder” em inglês significa “escada”, nome dado
por causa da similaridade da linguagem com o objeto de uso diário.
O GRAFCET implementa as instruções de controle baseando-se em passos e
ações representados de forma gráfica.
Para programação desses CLPs é utilizado software específico, onde a
linguagem Ladder é uma das mais utilizadas devido ser uma linguagem muito
intuitiva, facilitando sua compreensão e programação.
2.2.1 CLP - FC600 - Festo
O CLP (FC600) foi desenvolvido pela empresa (Festo) para atender diversas
necessidades quanto à questão de automação sendo muito utilizado para fins
didáticos, nele encontramos muitas funções como temporizadores, contadores,
memórias e lógica Booleana que são utilizadas de acordo com a programação,
assim alterando as saídas dependendo de sinais de entradas e programa nele
encontrado, levando isso em consideração foi escolhido o FC600 para ser a parte de
processamento e execução quanto às informações adquiridas dos sensores e no
envio de informações para os atuadores.
Algumas características do FC 600:
24 entradas digitais de 24 Vcc;
16 saídas digitais a relê, protegidas contra curto-circuito;
256 contadores crescentes e decrescentes (0 a 65535);
7
256 temporizadores (0 a 655 segundos) com precisão de 0,01 s;
256 registradores e 160000 flags (10000 flags words);
Capacidade de memória de 256 Kb;
Proteção contra inversão de polaridade de alimentação;
LEDs indicadores de operação;
Software de programação FST por diagrama de contatos (ladder);
Interface serial (padrão RS232c) interligada ao PC por meio de cabo;
PS1-SM14, memória Flash RAM para armazenamento de programas.
FIGURA 2 – CLP FESTO FC-600
Fonte: Festo (2016)
2.3 Sensores
Sensores são dispositivos que trabalham com medidas de grandezas físicas,
como: temperatura, pressão, presença, umidade, intensidade luminosa, entre outros.
As grandezas medidas pelos sensores são combinadas a fim de obter informações
sobre o meio físico, onde estão presentes. Em geral os sensores
atuam transformando partes de uma grandeza física normalmente em um sinal
elétrico, que por sua vez pode ser interpretado por certos equipamentos eletrônicos
(BORGES & DORES, 2010)
Segundo Borges & Dores (2010), os sensores quando operam de
forma direta, transformando uma forma de energia em outra são chamados
8
de transdutores. Os sensores onde as operações ocorrem de forma indireta
alteram suas propriedades, como a resistência, capacitância ou indutância, sob a
ação da grandeza de forma que essa alteração ocorre mais ou menos proporcional.
São vários os tipos de sensores utilizados nos mais variados tipos de
sistemas e máquinas como exemplo: eletromecânicos, ópticos, encoders, indutivos,
capacitivos, magnéticos, proximidade e ultrassônicos. Aqui serão descritos aqueles
sensores a serem utilizados no protótipo.
2.3.1 Chave fim de curso
Uma chave fim de curso é um termo genérico usado para referir-se a um
comutador elétrico que é capaz de ser atuado por uma força física.
Normalmente possui um contato NF (normalmente fechado) e um contato NA
(normalmente aberto).
Ela é muito comum devido ao seu pequeno custo e extrema durabilidade,
normalmente maior que 1 milhão de ciclos e acima de 10 milhões de ciclos para
modelos destinados a aplicações pesadas.
Podem ser utilizadas em diversas aplicações nas indústrias de modo geral,
bem como nas áreas de construção, mineração, Farma-química, energia e
elevadores. Sua principal aplicação é indicar o fim de curso de uma parte móvel
qualquer.
FIGURA 3 – Chave fim de curso
Fonte: Metaltex (2016)
9
2.3.2 Sensor indutivo
O Sensor indutivo possui algumas características que torna seu uso uma
opção muito viável e vantajosa na aplicação em sistemas industriais. Por não
possuírem partes móveis, o sensor indutivo possui uma vida útil prolongada em
relação aos sensores fim de curso que utilizam contatos mecânicos. Adicionalmente,
são componentes muito bem vedados e que podem trabalhar em ambientes com
poeira (não metálica) e até mesmo em contato com líquidos. E apesar da pequena
distância de detecção, apresenta ótima precisão e, portanto, repetitividade em
medições de proximidade.
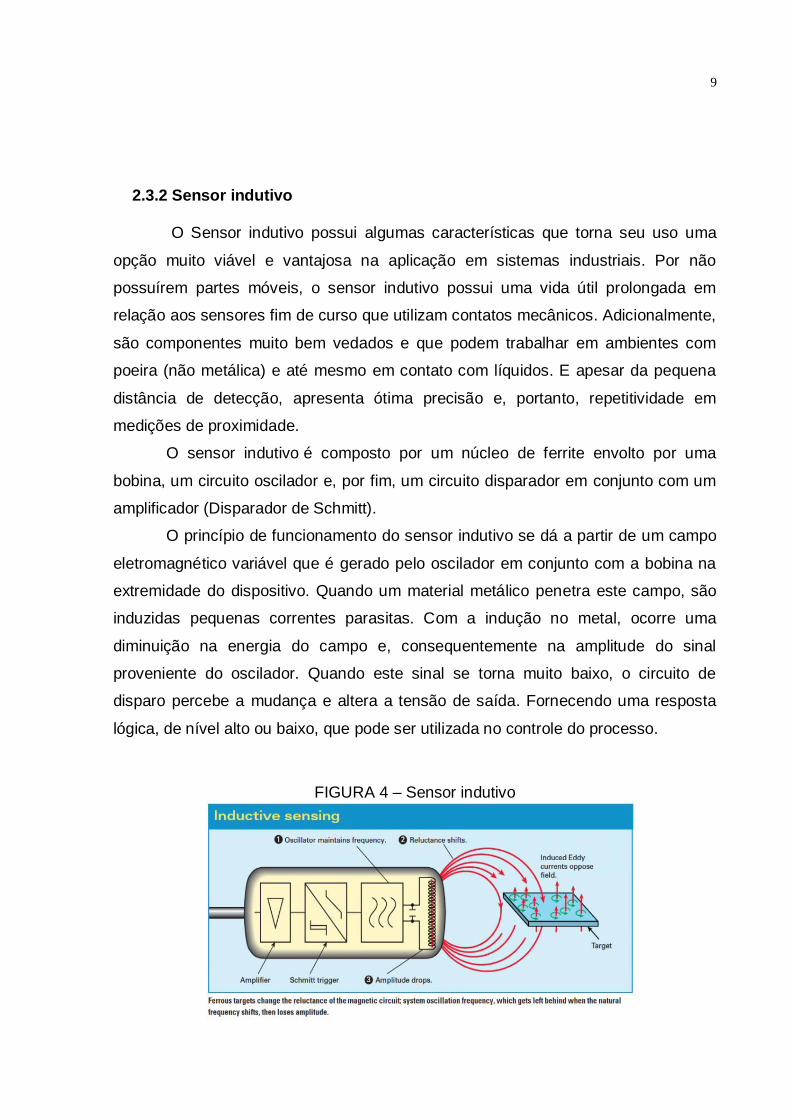
O sensor indutivo é composto por um núcleo de ferrite envolto por uma
bobina, um circuito oscilador e, por fim, um circuito disparador em conjunto com um
amplificador (Disparador de Schmitt).
O princípio de funcionamento do sensor indutivo se dá a partir de um campo
eletromagnético variável que é gerado pelo oscilador em conjunto com a bobina na
extremidade do dispositivo. Quando um material metálico penetra este campo, são
induzidas pequenas correntes parasitas. Com a indução no metal, ocorre uma
diminuição na energia do campo e, consequentemente na amplitude do sinal
proveniente do oscilador. Quando este sinal se torna muito baixo, o circuito de
disparo percebe a mudança e altera a tensão de saída. Fornecendo uma resposta
lógica, de nível alto ou baixo, que pode ser utilizada no controle do processo.
FIGURA 4 – Sensor indutivo
10
Fonte: Citisystems (2016).
Os sensores indutivos podem ser aplicados em diferentes funções
relacionadas à percepção de proximidade. Dentre as principais aplicações deste tipo
de sensor estão: detecção de presença ou ausência de um material metálico,
detecção de passagem de material, detecção de fim de curso, contagem e
reconhecimento de pulsos por meio de componente mecânico dentado, identificação
de materiais metálicos, leitura de posição (longa distância).
O sensor indutivo é um dispositivo que apresenta versatilidade, oferece
segurança nas aplicações de automação e, portanto, possui grande utilidade na
indústria.
2.3.3 Encoder
O encoder é um sensor que converte um movimento angular ou linear em
uma série de pulsos digitais elétricos, fornecendo para o controlador (exe.CLP)
dados suficientes para transformá-los em algo útil para nós, como posição,
velocidade ou RPM.
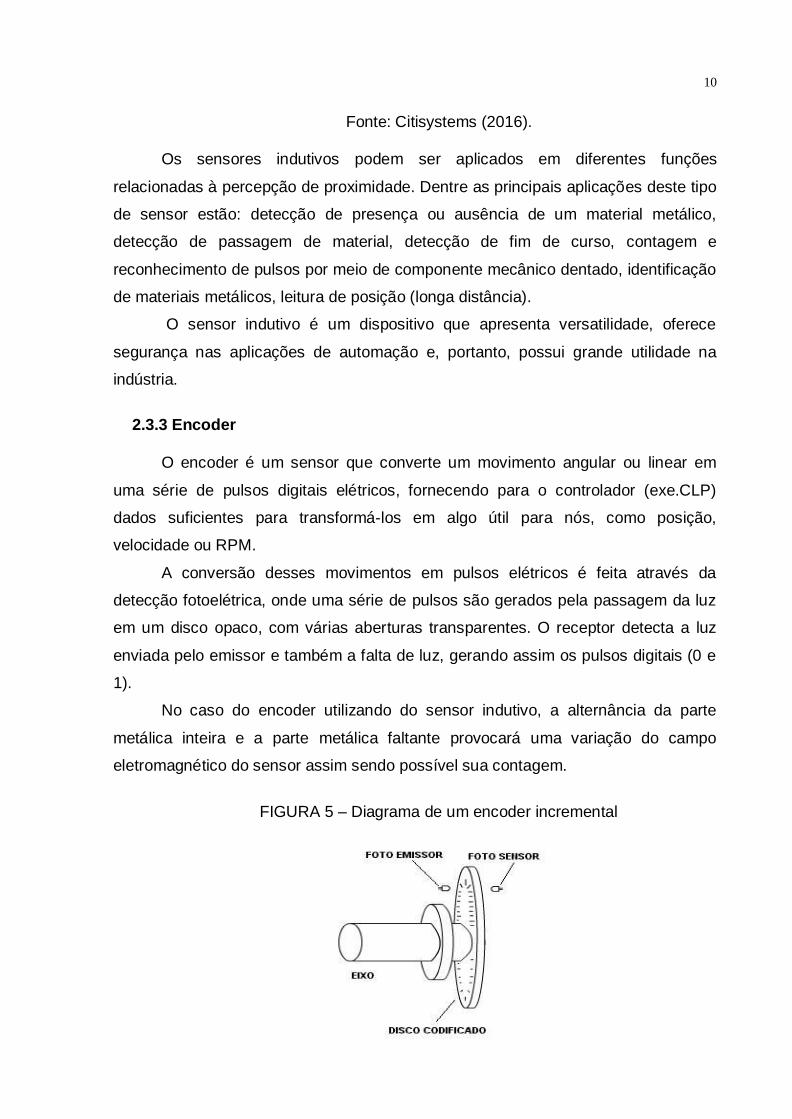
A conversão desses movimentos em pulsos elétricos é feita através da
detecção fotoelétrica, onde uma série de pulsos são gerados pela passagem da luz
em um disco opaco, com várias aberturas transparentes. O receptor detecta a luz
enviada pelo emissor e também a falta de luz, gerando assim os pulsos digitais (0 e
1).
No caso do encoder utilizando do sensor indutivo, a alternância da parte
metálica inteira e a parte metálica faltante provocará uma variação do campo
eletromagnético do sensor assim sendo possível sua contagem.
FIGURA 5 – Diagrama de um encoder incremental
11
Fonte: Ebah (2016)
Existem dois tipos de encoder, o incremental gera um certo número de
impulsos por revolução. O número de um impulso representa medida da distância
básica movida (angular ou linear), um circuito eletrônico deverá contar o número de
pulsos para determinar a distância total percorrida.
O encoder absoluto fornece um valor numérico específico (codificado) para
cada posição angular caso ocorra queda de tensão o mesmo não perderá
referência, diferentemente do incremental que realiza leitura do ponto zero, caso
ocorra queda de tensão o mesmo perderá a referência.
2. Metodologia do protótipo
Serão descritas as etapas do desenvolvimento do protótipo em questão,
construção, e montagens dos componentes mecânicos, elétricos e software de
programação do CLP.
A metodologia utilizada é a elaboração de um protótipo, o qual se constitui em
um dispositivo de movimentação e armazenagem de materiais e produtos que se
encontram acomodados em pallets, voltado para industrias de modo geral, sendo
possível transportar e armazenar diversos tipos de produtos em prateleiras nos
estoques das empresas.
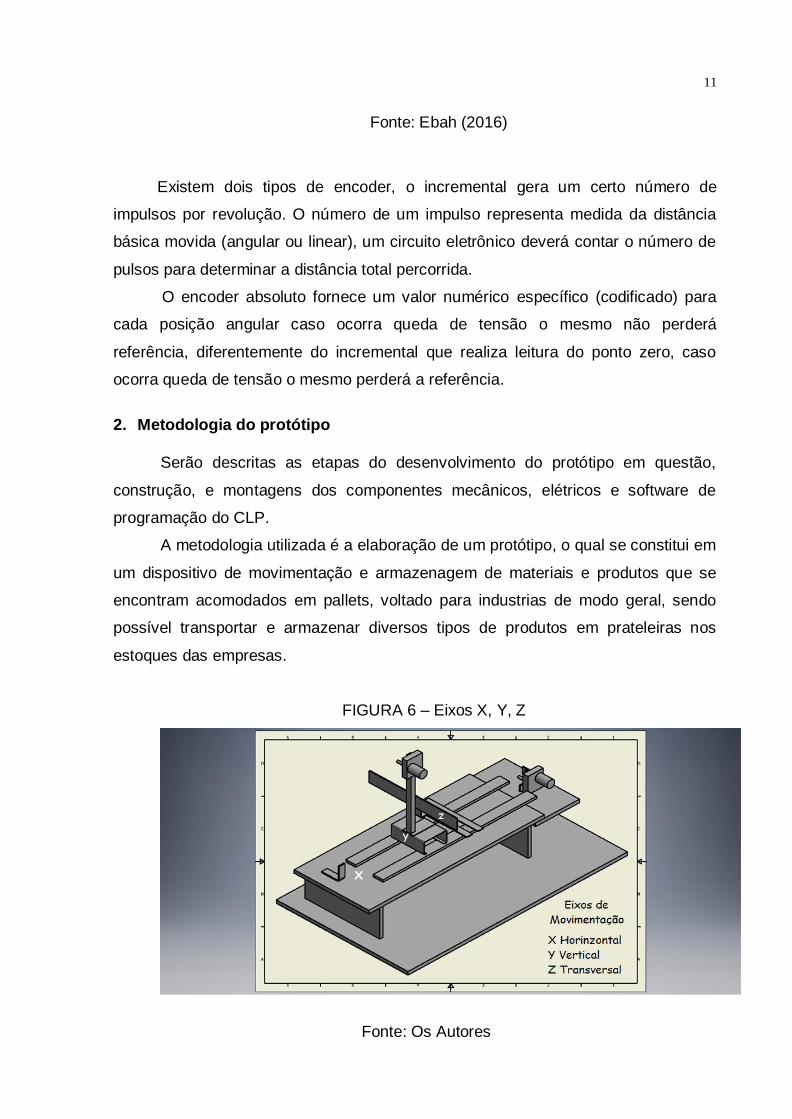
FIGURA 6 – Eixos X, Y, Z
Fonte: Os Autores
12
O protótipo em questão dá se pelo desenvolvimento de um dispositivo do tipo
transelevador, dispositivo no qual executa movimentos em três eixos, deslocando-se
na posição horizontal, vertical e transversal. Iniciamos a construção através dos
eixos x, y e z, para a confecção do eixo x utilizamos corrediças lineares metálicas
como base do dispositivo, sobre as quais desliza todo o conjunto base do protótipo,
tracionado por um conjunto de polias e correia ligado a um motor redutor.
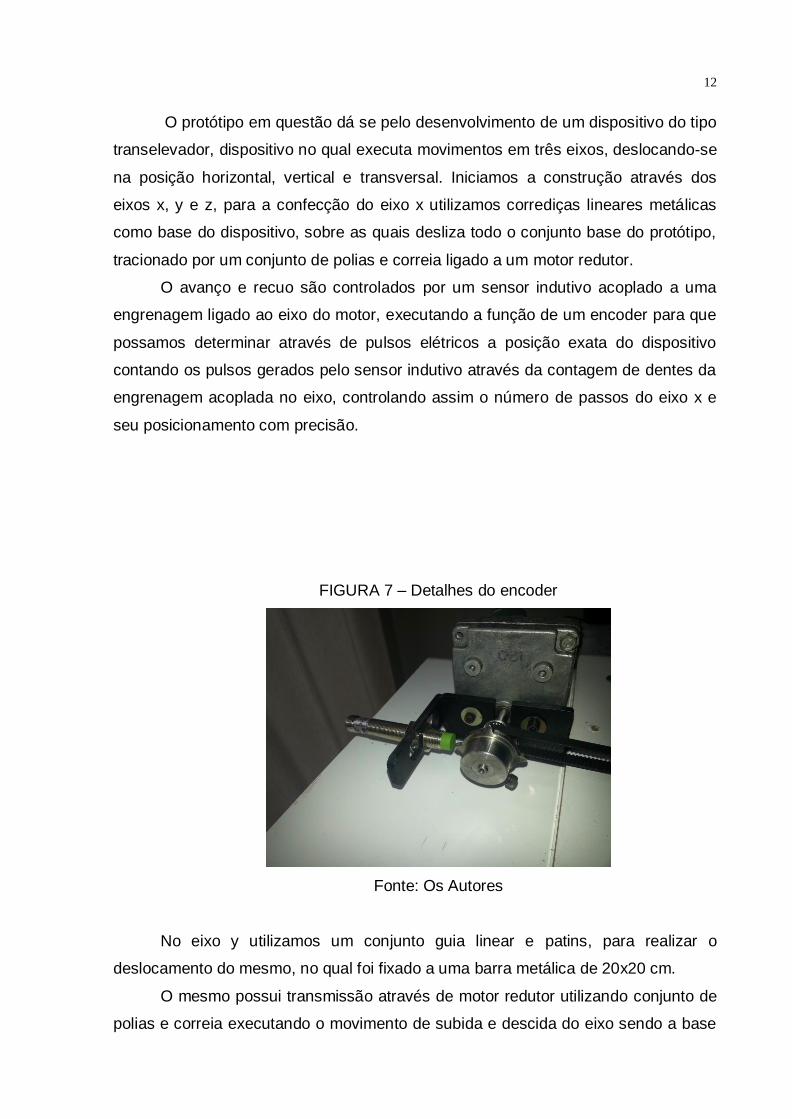
O avanço e recuo são controlados por um sensor indutivo acoplado a uma
engrenagem ligado ao eixo do motor, executando a função de um encoder para que
possamos determinar através de pulsos elétricos a posição exata do dispositivo
contando os pulsos gerados pelo sensor indutivo através da contagem de dentes da
engrenagem acoplada no eixo, controlando assim o número de passos do eixo x e
seu posicionamento com precisão.
FIGURA 7 – Detalhes do encoder
Fonte: Os Autores
No eixo y utilizamos um conjunto guia linear e patins, para realizar o
deslocamento do mesmo, no qual foi fixado a uma barra metálica de 20x20 cm.
O mesmo possui transmissão através de motor redutor utilizando conjunto de
polias e correia executando o movimento de subida e descida do eixo sendo a base
13
do eixo z. O controle de parada de posição deste eixo é realizado através de duas
chaves fim de curso, cada uma localizada nas extremidades do eixo possibilitando a
parada imediata do mesmo na posição correta.
Para o conjunto z foi utilizado o sistema de movimentação de uma impressora
também utilizando um conjunto de motor correia e polias. Foi necessário algumas
adaptações e retirada de partes desnecessárias que restavam da impressora,
realizamos a fixação do garfo de coleta de pallets no cabeçote do sistema de
movimentação da impressora, seu avanço e recuo é controlado por dois sensores
indutivos, um se encontra localizado no final do curso do garfo e outro no começo do
curso, assim possível determinar e controlar seu recuo e avanço total.
Os motores utilizados para movimentação dos eixos são:
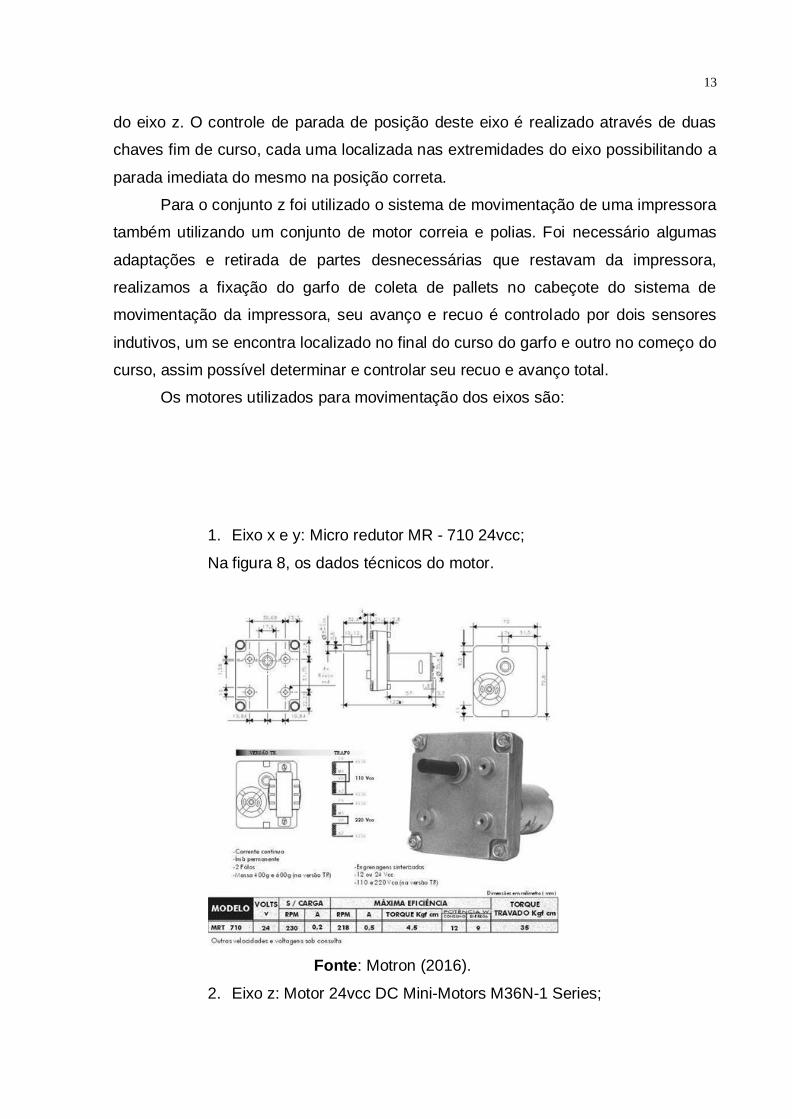
1. Eixo x e y: Micro redutor MR - 710 24vcc;
Na figura 8, os dados técnicos do motor.
Fonte: Motron (2016).
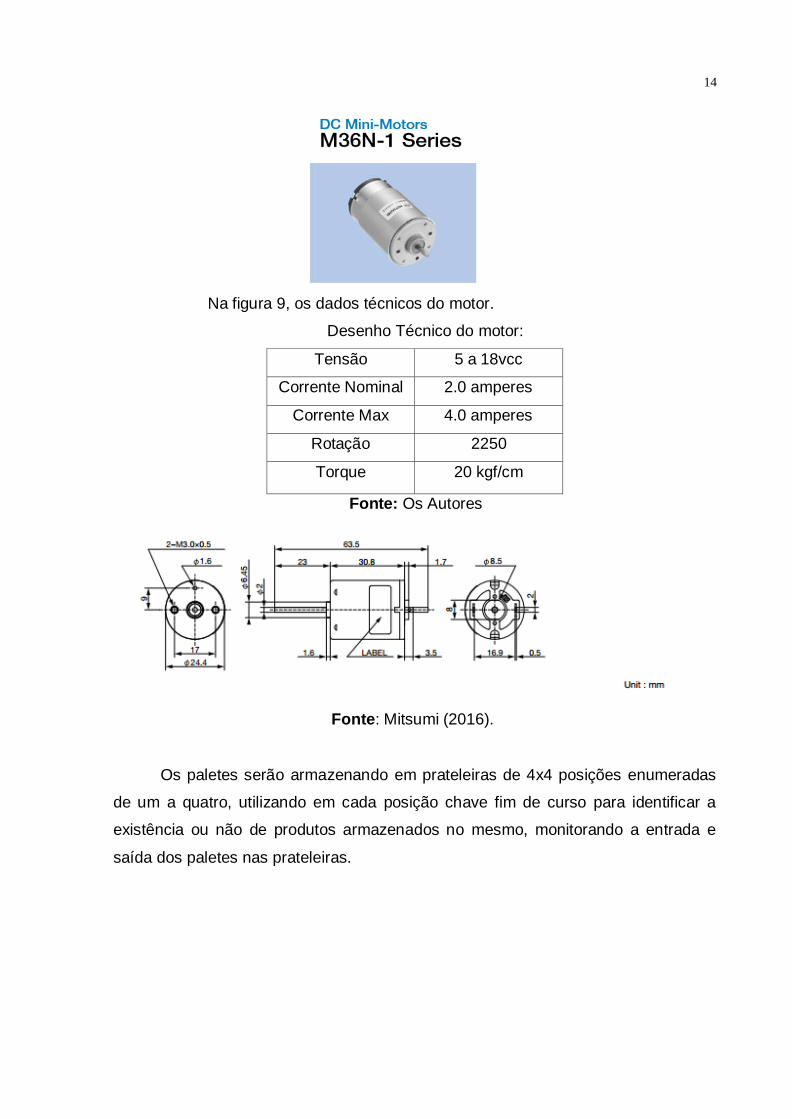
2. Eixo z: Motor 24vcc DC Mini-Motors M36N-1 Series;
14
Na figura 9, os dados técnicos do motor.
Desenho Técnico do motor:
Tensão 5 a 18vcc
Corrente Nominal 2.0 amperes
Corrente Max 4.0 amperes
Rotação 2250
Torque 20 kgf/cm
Fonte: Os Autores
Fonte: Mitsumi (2016).
Os paletes serão armazenando em prateleiras de 4x4 posições enumeradas
de um a quatro, utilizando em cada posição chave fim de curso para identificar a
existência ou não de produtos armazenados no mesmo, monitorando a entrada e
saída dos paletes nas prateleiras.
15
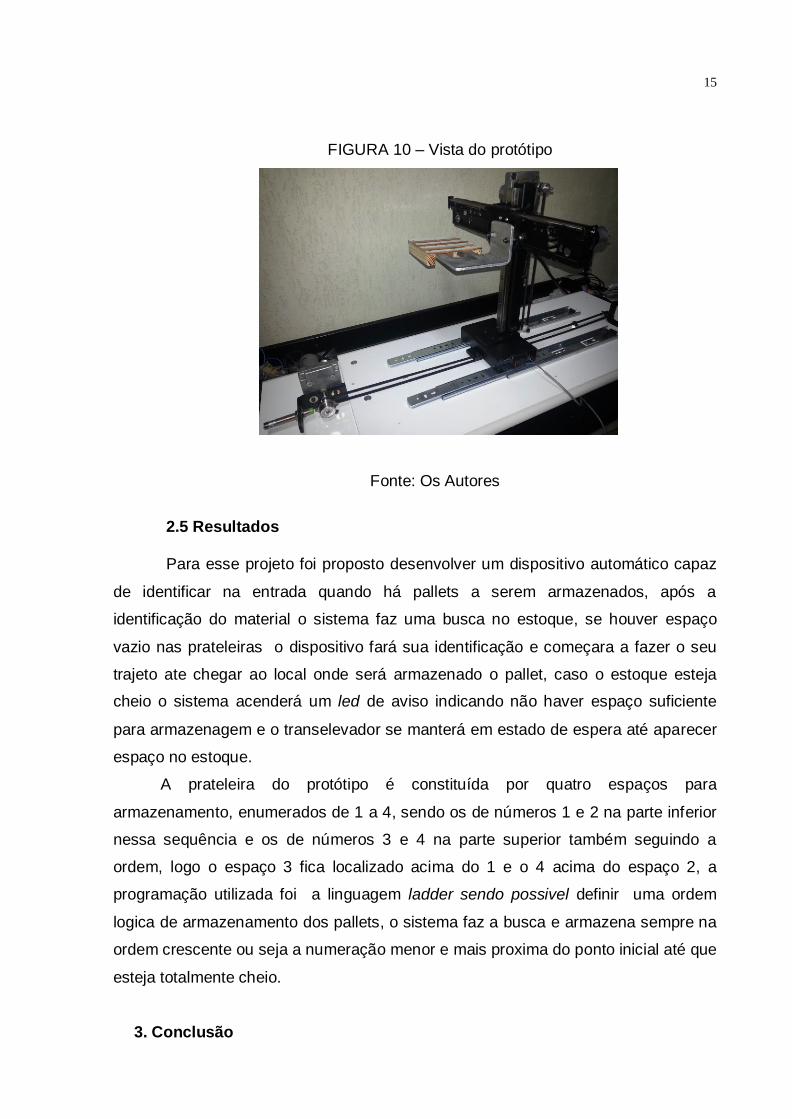
FIGURA 10 – Vista do protótipo
Fonte: Os Autores
2.5 Resultados
Para esse projeto foi proposto desenvolver um dispositivo automático capaz
de identificar na entrada quando há pallets a serem armazenados, após a
identificação do material o sistema faz uma busca no estoque, se houver espaço
vazio nas prateleiras o dispositivo fará sua identificação e começara a fazer o seu
trajeto ate chegar ao local onde será armazenado o pallet, caso o estoque esteja
cheio o sistema acenderá um led de aviso indicando não haver espaço suficiente
para armazenagem e o transelevador se manterá em estado de espera até aparecer
espaço no estoque.
A prateleira do protótipo é constituída por quatro espaços para
armazenamento, enumerados de 1 a 4, sendo os de números 1 e 2 na parte inferior
nessa sequência e os de números 3 e 4 na parte superior também seguindo a
ordem, logo o espaço 3 fica localizado acima do 1 e o 4 acima do espaço 2, a
programação utilizada foi a linguagem ladder sendo possivel definir uma ordem
logica de armazenamento dos pallets, o sistema faz a busca e armazena sempre na
ordem crescente ou seja a numeração menor e mais proxima do ponto inicial até que
esteja totalmente cheio.
3. Conclusão
16
Como conclusão, podemos observar que a elaboração e construção do
protótipo mesmo que em escala reduzida e com menos funções em relação a muitos
outros dispositivos encontrados no mercado conseguimos atingir o objetivo prático e
funcional do mesmo, através de testes realizando o processo de armazenagem dos
produtos com mais agilidade e confiabilidade na execução desta tarefa melhorando
a rotina de trabalho nas atividades de movimentação de produtos nos estoques.
Este trabalho foi satisfatório, por explorar a área da mecatrônica possibilitando a
aplicação na prática dos conhecimentos teóricos durante o curso de mecatrônica
Industrial.
4. Referências
ROSÁRIO, João Maurício. Automação industrial. São Paulo: Baraúna, 2009.
MURARO, Rose Marie. A automação e o futuro do homem. 2. ed. Rio de Janeiro: Vozes, 1969.
CAPELLI, Alexandre. Automação industrial: controle do movimento e processos contínuos.
São Paulo: Érica, 2008.
ROCHA, Paulo César Alves. Logística e Aduana. 4. ed. São Paulo: Aduaneiras, 2001.
BORGES, L. P.; DORES, R. C., Automação predial sem fio utilizando bacnet/zigbee com foco em economia de energia. 2010, 76f. Trabalho de conclusão de curso - Curso de Graduação em
Engenharia de Controle e Automação – UNB, Brasília, 2010.
FESTO. Disponível:< http://www.festo-didactic.com/br-pt/sistemas-de-ensino/controladores-
logicos/fec-standard/controlador-programavel-clp-standard.htm> Acesso em: 26 maio 2016.
ROCKWELL AUTOMATION. Disponível: <http://ab.rockwellautomation.com/pt/Power-Supplies/Compact-Switched-Mode-Power-Supplies>Acesso em: 26 maio 2016. ..
EBAH. Disponível: <http://www.ebah.com.br/content/ABAAAesEcAJ/encoder-absoluto-incremental>Acesso em 26 maio 2016.
WEG. Disponível:<http://www.weg.net/br/Produtos-e-Servicos/Controls/Sensores-
Industriais/Sensores-Capacitivos>Acesso em: 22 maio 2016.
METALTEX.Disponível:< http://www.metaltex.com.br/produto/fm7/fm7-chaves-fim-de-curso>26 maio
2016. MECAWEB. Disponível:<http://www.mecaweb.com.br/eletronica/content/e_sensor_capacitivo>Acesso
em: 24 maio 2016.
CITI SYSTEMS. Disponível:<http://www.citisystems.com.br/sensor-indutivo/>Acesso em: 26 maio 2016.
NUOVAELVA.Disponível:<http://www.nuovaelva.it/files/Festo/catalogo/data/PDF/EN/FEC-
STANDARD_EN.PDF>Acesso em 26 maio 2016.
EHOW. Disponível:<http://www.ehow.com.br/motoredutor-sobre_72192/>Acesso em: 26 maio 2016.
17
WE AUTOMATION. Disponível:<http://www.weautomation.net/2011/07/festo-fst-41050-full-
plc.html>Acesso em: 23 maio 2016. MANUTENÇÃO E SUPRIMENTOS. Disponível:<
http://www.manutencaoesuprimentos.com.br/conteudo/3728-sistema-de-armazenamento-e-recuperacao-automatizado/>Acesso em: 24 maio 2016.
MECALUX. Disponível:<http://www.mecalux.com.br/armazens-automaticos-para-
paletes/transelevadores>Acesso em: 27 de maio de 2016.
NEMA. Disponível:<http://www.nema.org/About/pages/default.aspx> Acesso em: 27 maio 2016.
ADIMINISTRADORES.Disponivel:<http://www.administradores.com.br/artigos/marketing/armaze
nagem-e-logistica/26231> Acesso em: 20 maio 2016.
SCHMERSAL. Disponivel:<http://www.schmersal.com.br/produtos/automacao/chaves-fim-de-curso/>
Acesso em: 01 de junho de 2016.
CITISYSTEMS. Disponível:<http://www.citisystems.com.br/sensor-indutivo/> Acesso em: 26 maio 2016.
CITISYSTEMS. Disponível:<http://www.citisystems.com.br/wp-content/uploads/2015/09/sensor-indutivo-funcionamento.png> Acesso em: 25 maio 2016.
MOTRON. Disponível:< http://www.motron.com.br/?pg=motoredutores> Acesso em: 10 junho de
2015.
MITSUMI. Disponível:< http://www.mitsumi.co.jp/latest/Catalog/compo/motorav/m25n1series_e.html> Acesso em: 09 junho de 2016.