comportamento acústico de argamassas de …...comportamento acústico de argamassas de desempenho...
TRANSCRIPT

Comportamento acústico de argamassas de desempenho
térmico melhorado
Pedro Miguel Simões Afonso
Dissertação para obtenção do Grau de Mestre em
Engenharia Civil
Orientadores
Prof.º Dr. Albano Luís Rebelo da Silva das Neves e Sousa
Prof.ª Dr.ª Inês dos Santos Flores Barbosa Colen
Júri
Presidente: Prof.º Dr. Augusto Martins Gomes
Orientador: Prof.º Dr. Albano Luís Rebelo da Silva das Neves e Sousa
Vogal: Prof.ª Dr.ª Maria Paulina Santos Forte de Faria Rodrigues
Novembro de 2015


I
Agradecimentos
A realização deste trabalho e o fim deste ciclo no IST só foi possível graças à colaboração, apoio e
encorajamento de algumas pessoas – um conjunto tão vasto que a sua lista completa não caberia
nestas páginas. No entanto há algumas a quem faço questão de agradecer:
À professora Inês Flores-Colen e ao professor Albano Neves e Sousa, orientadores científicos desta
dissertação, pela informação e conhecimentos partilhados sobre o tema, pelo rigor incansável na
análise de resultados e revisão da dissertação, e por todo o incentivo e confiança demonstrados ao
longo deste trabalho.
Ao Eng. António Soares, bolseiro de investigação no IST, pela amizade e paciência inesgotáveis e
pelo apoio e partilha de conhecimentos ao longo de todo o trabalho.
Ao professor Manuel Pereira, pelas sugestões valiosas e ajuda prestada na realização dos ensaios
de resistividade ao ar e microtomografia, bem como à Mónica Gominho, aluna de mestrado do IST,
pela obtenção das imagens da lupa binocular e microtomografia, e à Maria Júlio, bolseira de
investigação no IST, pela realização dos ensaios de porosimetria de mercúrio.
Ao Sr. Leonel Silva e Sr. João Lopes, técnicos do Laboratório de Construção do IST, pela simpatia e
apoio prestado na realização dos ensaios realizados para esta dissertação, e ao Eng. Tiago
Barroqueiro pela ajuda inicial prestada em alguns dos ensaios.
A todos os meus colegas que desenvolveram dissertações em paralelo com a minha e a todos os
amigos que, ao me acompanharem durante o último ano no laboratório e no IST, fizeram com que
este tenha sido infinitamente mais fácil – em especial ao Alexandre Silva, com quem fiz todo o meu
percurso universitário, ao Rui Carrajola e à Patrícia Gameiro. Finalmente, um agradecimento especial
à Andreia Borges, por todas estas razões e muitas mais.
Às empresas Secil, Diasen, Weber, Amorim e Argex pelo fornecimento dos materiais utilizados neste
trabalho.
À FCT (Fundação para a Ciência e a Tecnologia), já que este trabalho foi desenvolvido no âmbito do
projeto de investigação FCT PTDC/ECM/11826/2010 NANORENDER – Performance of sílica
nanoaerogel – based renders.
Por último, um agradecimento especial aos meus pais – pela ajuda, motivação, preocupação e
carinho constantes ao longo desta etapa da minha vida, sem os quais jamais teria sido possível; e ao
meu irmão, tios e restante família e amigos que de alguma forma contribuíram para a minha formação
universitária e pessoal.

II

III
Resumo
Nas últimas décadas, a redução do impacto ambiental têm vindo a tomar uma importância cada vez
maior na concepção e construção de edifícios. Ao mesmo tempo, as exigências de conforto térmico e
acústico presentes em vários regulamentos nacionais e europeus (REH, RRAE, entre outros) fazem
crescer a necessidade de se produzirem novos materiais e sistemas de revestimento capazes de
oferecer um elevado desempenho térmico e acústico sem reduzir demasiado a sua resistência
mecânica. Entre estas soluções encontram-se as argamassas de desempenho térmico melhorado, as
quais podem ser obtidas, por exemplo, através da incorporação de agregados isolantes.
Este trabalho pretende caracterizar o comportamento acústico de argamassas com comportamento
térmico melhorado, através da incorporação de agregados isolantes (nanoaerogel de sílica, argila
expandida, granulado de cortiça expandida e poliestireno expandido). Para este efeito, foram
produzidas, em laboratório, duas argamassas industriais e cinco argamassas tradicionais com boas
características térmicas, em que a areia foi substituída totalmente por agregados isolantes. Foram
também produzidas quatro argamassas de areia para fins comparativos. Em algumas destas
argamassas foram utilizados adjuvantes (introdutores de ar, agente reológico e agente ligante).
Foram realizados ensaios para determinação da absorção sonora, massa volúmica aparente,
porosidade aberta, permeabilidade e resistividade ao fluxo de ar, velocidade de propagação de ondas
ultra-sónicas, módulo de elasticidade dinâmico, módulo de torção, coeficiente de Poisson, resistência
à compressão e condutibilidade térmica. Por último, avaliou-se a influência das características físicas
e mecânicas das argamassas no seu comportamento acústico, através da aplicação de modelos
previsionais existentes na literatura.
Foi possível concluir que o comportamento acústico das argamassas é afectado pela incorporação
dos agregados isolantes e adjuvantes. Verificou-se que as argamassas com melhor desempenho
térmico não foram as que obtiveram o melhor desempenho acústico, tendo as formulações com
granulado de cortiça e argila expandida obtido bons resultados.
Palavras-chave
Argamassa térmica; agregado isolante; comportamento acústico; absorção sonora.

IV

V
Abstract
In recent decades, the reduction of the environmental footprint has assumed a growing importance in
the conception and construction of buildings. At the same time, the thermal and acoustic confort
demands presented in various national and international regulations (such as REH, RRAE, among
others) have given rise to the necessity of producing new materials and coating systems. Ideally,
these must capable of offering an improved thermal and acoustic behaviour without compromising too
much their mechanical performance. Mortars with improved thermal performance, which can be
obtained, for example, through the incorporation of insulating aggregates, are one such solution.
This study aims to characterize the acoustic behaviour of mortars with improved thermal performance,
through the incorporation of insulating aggregates (silica nanoaerogel, expanded clay, granulated cork
and expanded polystyrene). To this effect, two industrial and five traditional mortars with thermal
properties were produced in the laboratory, in which sand was totally replaced by insulating
aggregates. Four sand mortars were also produced for comparative purposes. In some of these
mortars, additions were also used (air entrainment agent, rheologic agent and binding agent).
Various tests were conducted in order to evaluate the mortars’ sound absorption, namely bulk density,
open porosity, permeability and airflow resistivity, ultrasonic pulse velocity, dynamic elasticity modulus,
shear modulus and Poisson coefficient, compressive strength and thermal conductivity. Lastly, the
influence of the mortars’ physical and mechanical properties on their acoustical performance was
evaluated through the implementation of predictive models found in related literature.
In conclusion, the mortars’ acoustic behaviour was influenced by the incorporation of insulating
aggregates and admixtures. The mortars with the best thermal performance didn’t register an
improvement in acoustic performance, whereas the mortars containing cork granulate and expanded
clay obtained high results of sound absorption.
Keywords
Thermal mortar; insulating aggregate; acoustic behaviour; sound absorption.

VI

VII
Índice geral
Agradecimentos ..................................................................................................................................... I
Resumo.................................................................................................................................................. III
Abstract .................................................................................................................................................. V
Índice geral ........................................................................................................................................... VII
Índice de figuras .................................................................................................................................... X
Índice de tabelas .................................................................................................................................XVI
Abreviaturas ..................................................................................................................................... XVIII
Simbologia ..........................................................................................................................................XIX
Alfabeto latino ................................................................................................................................XIX
Alfabeto grego ...............................................................................................................................XIX
1. Introdução .......................................................................................................................................... 1
1.1. Considerações iniciais .................................................................................................................. 1
1.2. Objectivos e metodologia da dissertação ..................................................................................... 2
1.3. Estrutura da dissertação ............................................................................................................... 2
2. Estado da arte .................................................................................................................................... 5
2.1 Considerações gerais .................................................................................................................... 5
2.2. Argamassas térmicas ou de desempenho térmico melhorado .................................................... 5
2.2.1. Revestimentos de desempenho térmico melhorado ............................................................. 5
2.2.2. Características das argamassas de desempenho térmico melhorado .................................. 7
2.2.3. Constituintes das argamassas ............................................................................................... 8
2.5. Comportamento acústico de argamassas .................................................................................. 16
2.6. Estudos já realizados sobre argamassas de comportamento térmico melhorado ..................... 20
2.7. Síntese do capítulo ..................................................................................................................... 28
3. Caracterização do trabalho experimental ..................................................................................... 29
3.1. Considerações gerais ................................................................................................................. 29
3.2. Descrição geral do plano de ensaios .......................................................................................... 29
3.3. Caracterização dos materiais constituintes das argamassas..................................................... 31
3.3.1. Constituintes das argamassas tradicionais .......................................................................... 31
3.3.2. Argamassas industriais ........................................................................................................ 34
3.4. Produção das argamassas ......................................................................................................... 34
VIII
3.4.1. Provetes ............................................................................................................................... 35
3.5. Ensaios realizados no estado fresco .......................................................................................... 37
3.5.1. Consistência por espalhamento ........................................................................................... 37
3.5.2. Massa volúmica aparente .................................................................................................... 39
3.6. Ensaios realizados no estado endurecido .................................................................................. 40
3.6.1. Absorção sonora .................................................................................................................. 40
3.6.2. Porosidade aberta e massa volúmica aparente ................................................................... 41
3.6.3. Permeabilidade ao gás e resistividade ao fluxo de ar ......................................................... 45
3.6.4. Velocidade de propagação de ondas ultra-sónicas ............................................................. 47
3.6.5. Módulo de elasticidade dinâmico, módulo de torção e coeficiente de Poisson ................... 49
3.6.6. Resistência à compressão ................................................................................................... 54
3.6.7. Condutibilidade térmica ........................................................................................................ 56
3.6.8. Comprimento térmico e comprimento viscoso (microtomografia/lupa binocular) ................ 57
3.7. Síntese do capítulo ..................................................................................................................... 59
4. Apresentação e discussão dos resultados .................................................................................. 61
4.1. Considerações gerais ................................................................................................................. 61
4.2. Caracterização das argamassas no estado fresco .................................................................... 61
4.2.1. Massa volúmica aparente .................................................................................................... 61
4.2.2. Consistência por espalhamento ........................................................................................... 64
4.3. Caracterização das argamassas no estado endurecido ............................................................ 65
4.3.1. Massa volúmica aparente .................................................................................................... 65
4.3.2. Porosidade aberta ................................................................................................................ 69
4.3.3. Permeabilidade e resistividade ao fluxo de ar ..................................................................... 72
4.3.4. Velocidade de propagação das ondas ultra-sónicas ........................................................... 74
4.3.5 Módulo de elasticidade dinâmico, módulo de torção e coeficiente de Poisson .................... 78
4.3.6 Resistência à compressão .................................................................................................... 90
4.3.7. Coeficiente de condutibilidade térmica ................................................................................ 95
4.3.8. Comprimento viscoso e comprimento térmico (lupa binocular/ microtomografia) ............... 99
4.3.9. Absorção sonora ................................................................................................................ 106
4.4. Síntese dos resultados ............................................................................................................. 113
5. Modelação Acústica ...................................................................................................................... 117
IX
5.1. Considerações gerais ............................................................................................................... 117
5.2. Modelos de cálculo ................................................................................................................... 117
5.2.1. Modelo de Attenborough .................................................................................................... 117
5.2.2. Modelo de Allard-Johnson ................................................................................................. 120
5.3. Análise de sensibilidade ........................................................................................................... 121
5.3.1. Procedimento ..................................................................................................................... 121
5.3.2. Modelo de Attenborough .................................................................................................... 122
5.3.2 Modelo de Allard-Johnson .................................................................................................. 125
5.3.3 Desempenho das argamassas em estudo ......................................................................... 128
5.4. Conclusão do capítulo .............................................................................................................. 131
6. Conclusões e desenvolvimentos futuros ................................................................................... 133
6.1 Considerações finais.................................................................................................................. 133
6.2. Conclusões gerais .................................................................................................................... 133
6.3. Propostas de desenvolvimentos futuros ................................................................................... 136
Referências Bibliográficas ............................................................................................................... 137
Anexos .................................................................................................................................................... 1
Anexo A.4.1. Consistência por espalhamento ................................................................................... 2
Anexo A.4.2. Massa volúmica aparente no estado endurecido........................................................ 3
Anexo A.4.3. Porosidade aberta .......................................................................................................... 8
Anexo A.4.4. Permeabilidade e resistividade ao fluxo de ar........................................................... 11
Anexo A.4.5. Velocidade de propagação das ondas ultra-sónicas ................................................ 15
Anexo A.4.6. Módulo de elasticidade dinâmico, módulo de torção e coeficiente de Poisson .... 18
Anexo A.4.7. Resistência à compressão........................................................................................... 20
Anexo A.4.8. Porosidade aberta e volume de poros (porosimetria de mercúrio) ........................ 21
Anexo A.4.9. Absorção sonora (exemplo de relatório de ensaio) .................................................. 23
Anexo A.5.1. Curvas teóricas de Allard-Johnson para as argamassas ETrad
GC, FControlo
(1ª
produção) e IControlo
.............................................................................................................................. 27

X
Índice de figuras
Figura 2.1 – Reparação de fissuras na estrutura de nanotubos de carbono (Raki et al, 2010) ........... 12
Figura 2.2 – Igreja “Dives in Misericordia”, com propriedades de auto-limpeza, construída com betões
com NanoTiO2 (Pacheco-Torgal & Jalali, 2010) ............................................................................ 12
Figura 2.3 – Representação esquemática da estrutura do aerogel (Akimov, 2002, citado por Hanus &
Harris, 2013) ................................................................................................................................... 13
Figura 2.4 – Estrutura do aerogel de sílica observada por MEV (Dorcheh & Abbasi, 2008, citado por
Hanus & Harris, 2013) .................................................................................................................... 13
Figura 2.5 – Estrutura do aerogel de sílica observada por MEV (Dorcheh & Abbasi, 2008, citado por
Hanus & Harris, 2013) ............................................................................................................................... 13
Figura 2.6 – Agregados de cortiça expandida entre 2 e 3 mm de diâmetro (Asdrubali & Horoshenkov,
2002) .............................................................................................................................................. 14
Figura 2.7 – Estrutura miscroscópica da cortiça observada por MEV (Brás et al, 2013) ..................... 15
Figura 2.8 – Granulado de cortiça [W1] ................................................................................................ 15
Figura 2.9 – Aglomerado de cortiça [W2] .............................................................................................. 15
Figura 2.10 – Grânulos de EPS [W3] .................................................................................................... 16
Figura 2.11 – Aplicação de placa de EPS para isolamento térmico [W4] ............................................. 16
Figura 2.12 - Curvas-tipo de absorção sonora de vários materiais, em bandas de oitava (adaptado de
Neves e Sousa (2013), citado por Pedroso (2014). Legenda: MP - Materiais porosos; RH -
Ressoadores de Helmholtz; PFP - Painéis de face perfurada; PR - Painéis ressonantes. ........... 18
Figura 2.13 – Curvas de absorção sonora experimental (esq.) e calculada pelo modelo de Allard-
Johnson (dir.) obtidas por Knapen et al (2003) .............................................................................. 24
Figura 3.1 – Molde com 2 provetes cilíndricos de diâmetro 99,5 mm e espessura 40 mm .................. 31
Figura 3.2 – Molde de 4 provetes cilíndricos de diâmetro 28,5 mm e espessura 40 mm..................... 31
Figura 3.3 – Molde de 3 provetes prismáticos de 160x40x40 mm........................................................ 31
Figura 3.4 – Agregados de argila expandida ........................................................................................ 32
Figura 3.5 – Agregados de granulado de cortiça .................................................................................. 32
Figura 3.6 – Agregados de aerogel ....................................................................................................... 33
Figura 3.7 – Peneiração dos agregados ............................................................................................... 33
Figura 3.8 – Tensioactivos em pó ......................................................................................................... 33
Figura 3.9 – Éter de celulose em pó ..................................................................................................... 33
Figura 3.10 – Resina líquida com água ................................................................................................. 33
Figura 3.11 – Esquematização dos provetes cilíndricos ....................................................................... 36
Figura 3.12 – Moldagem de provetes cilíndricos de diâmetro 99,5 mm e espessura 40 mm .............. 36
Figura 3.13 – Moldagem de provetes cilíndricos de diâmetro 28,5 mm e espessura 40 mm .............. 36
Figura 3.14 – Compactação das argamassas com pilão metálico........................................................ 37
Figura 3.15 – Compactação mecânica das argamassas ...................................................................... 37
Figura 3.16 – Esquematização dos provetes prismáticos ..................................................................... 37
Figura 3.17 – Colocação da argamassa no molde troncocónico .......................................................... 38
XI
Figura 3.18 – Compactação da argamassa com o pilão ....................................................................... 38
Figura 3.19 – Compactação da argamassa através de 15 pancadas da mesa de espalhamento ....... 38
Figura 3.20 – Medição do diâmetro de espalhamento .......................................................................... 38
Figura 3.21 – Argamassa de aerogel durante a fase de mistura com formação de “espuma” ............. 39
Figura 3.22 – Retracção de argamassa com tensioactivos .................................................................. 39
Figura 3.23 – Enchimento do recipiente com a argamassa .................................................................. 40
Figura 3.24 – Pesagem do recipiente contendo a argamassa .............................................................. 40
Figura 3.25 – Esquema de tubo de impedância utilizado para obtenção do coeficiente de absorção
sonora [W5] .................................................................................................................................... 41
Figura 3.26 – Exemplo de ensaio de tubo de impedância para obtenção do coeficiente de absorção
sonora [W6] .................................................................................................................................... 41
Figura 3.27 – Ensaio de porosidade através de tubos de ensaio ......................................................... 41
Figura 3.28 – Suportes de aço inoxidável ............................................................................................. 42
Figura 3.29 – Colocação da amostra no tubo ....................................................................................... 42
Figura 3.30 – Gel de sílica..................................................................................................................... 44
Figura 3.31 – Colocação das amostras no exsicador ........................................................................... 44
Figura 3.32 – Balança para pesagem hidrostática ................................................................................ 44
Figura 3.33 – Suporte com ranhuras de escoamento de gás ............................................................... 46
Figura 3.34 – Colocação do provete no suporte ................................................................................... 46
Figura 3.35 – Fecho do suporte e ligação à mangueira de gás ............................................................ 46
Figura 3.36 – Permeâmetro PMI GP-M100A ........................................................................................ 46
Figura 3.37 – Mangueira de gás (nitrogénio) do permeâmetro............................................................. 46
Figura 3.38 – Equipamento Pundit Lab+ ............................................................................................... 48
Figura 3.39 – Transdutores de 54 kHz .................................................................................................. 48
Figura 3.40 – Transdutores de 150 kHz ................................................................................................ 48
Figura 3.41 – Aplicação de material de contacto (pasta de dentes) ..................................................... 48
Figura 3.42 – Medição do tempo de propagação das ondas ................................................................ 48
Figura 3.43 – Equipamento GrindoSonic MK5 ...................................................................................... 50
Figura 3.44 – Ensaio para obtenção da frequência de vibração à flexão ............................................. 50
Figura 3.45 – Ensaio para obtenção da frequência de vibração à torção ............................................ 50
Figura 3.46 – Ensaio para obtenção da frequência de vibração à flexão (provetes cilíndricos) .......... 52
Figura 3.47 – Ensaio para obtenção da frequência de vibração à torção (provetes cilíndricos) .......... 52
Figura 3.48 - Esquema do ensaio à tração por flexão (EN 1015-11 (CEN, 1999)) .............................. 55
Figura 3.49 – Ensaio de resistência à flexão ........................................................................................ 56
Figura 3.50 - Ensaio de resistência à compressão ............................................................................... 56
Figura 3.51 – Equipamento Isomet 2114 .............................................................................................. 56
Figura 3.52 - Ensaio de condutibilidade térmica ................................................................................... 56
Figura 3.53 – Geometria do leque de raios X (in: SkyScan, 2005, citado por Fontes, 2011) ............... 57
Figura 3.54 – Reconstrução de um objecto usando vários ângulos de rotação (in: SkyScan, 2005,
citado por Fontes, 2011) ................................................................................................................ 58

XII
Figura 3.55 – Microtomógrafo de raios-X SkyScan .............................................................................. 58
Figura 3.56 – Lupa binocular ................................................................................................................. 58
Figura 4.1 – Massa volúmica no estado fresco das argamassas com incorporação de agregados
isolantes ......................................................................................................................................... 62
Figura 4.2 – % de diferença na massa volúmica no estado fresco, relativamente à argamassa Icontrolo
,
das argamassas tradicionais .......................................................................................................... 62
Figura 4.3 – Massa volúmica no estado endurecido, pelo método hidrostático e geométrico ............. 68
Figura 4.4 – % de diferença na massa volúmica no estado endurecido, relativamente à argamassa
Icontrolo
, das argamassas tradicionais .............................................................................................. 68
Figura 4.5 – Relação entre a massa volúmica no estado endurecido e a porosidade aberta para as
argamassas de areia da 3ª e 4ª produções ................................................................................... 71
Figura 4.6 – Exemplo de gráfico Caudal vs. Pressão obtido para a argamassa ETrad
GC ...................... 73
Figura 4.7 – Exemplo de gráfico Caudal vs. Pressão obtido para a argamassa DTrad
AE ...................... 73
Figura 4.8 - Velocidade de propagação das ondas ultra-sónicas ......................................................... 75
Figura 4.9 – % de diferença na velocidade das ondas ultra-sónicas, relativamente à argamassa Icontrolo
,
das argamassas tradicionais com substituição de agregados....................................................... 75
Figura 4.10 – Relação entre a velocidade de propagação das ondas ultra-sónicas e a massa volúmica
no estado endurecido ..................................................................................................................... 77
Figura 4.11 – Relação entre os valores da velocidade de propagação das ondas ultra-sónicas para 54
kHz e para 150 kHz ........................................................................................................................ 77
Figura 4.12 – Módulo de elasticidade dinâmico das argamassas com incorporação de agregados
isolantes (1ª e 2ª produções, calculado pelo software) ................................................................. 79
Figura 4.13 – Módulo de elasticidade dinâmico das argamassas com areia (calculado pelo software)
........................................................................................................................................................ 79
Figura 4.14 – % de diferença no módulo de elasticidade dinâmico, relativamente à argamassa IControlo
,
das argamassas tradicionais com substituição de agregados (calculado pelo software) ............. 81
Figura 4.15 – Relação entre o módulo de elasticidade dinâmico (calculado pelo software) e a massa
volúmica no estado endurecido, para os provetes da 1ª e 2ª produções ...................................... 82
Figura 4.16 – Relação entre a velocidade de propagação das ondas ultra-sónicas e o módulo de
elasticidade dinâmico (calculado pelo software), para os provetes prismáticos (2ª e 4ª produções)
........................................................................................................................................................ 82
Figura 4.17 – Relação entre os valores do módulo de elasticidade dinâmico calculados através da
norma ASTM E1876-01 e do software Genemod .......................................................................... 83
Figura 4.18 – Relação entre os valores do módulo de elasticidade dinâmico dos provetes cilíndricos e
prismáticos (calculados pelo software Genemod) ......................................................................... 83
Figura 4.19 – Módulo de torção das argamassas com incorporação de agregados isolantes (1ª e 2ª
produções, calculado pelo software) .............................................................................................. 85
Figura 4.20 – Módulo de torção das argamassas com incorporação de agregados isolantes da 3ª e 4ª
produções (calculado pelo software) ............................................................................................. 85
XIII
Figura 4.21 – % de diferença no módulo de torção, relativamente à argamassa IControlo
, das
argamassas tradicionais com substituição de agregados (calculado pelo software) .................... 85
Figura 4.22 – Relação entre o módulo de elasticidade dinâmico e o módulo de torção, calculados pelo
software .......................................................................................................................................... 86
Figura 4.23 – Relação entre os valores do módulo de elasticidade dinâmico calculados através da
norma ASTM E1876-01 e do software GENEMOD ....................................................................... 86
Figura 4.24 – Coeficiente de Poisson das argamassas com incorporação de agregados isolantes.... 87
Figura 4.25 – % de diferença no coeficiente de Poisson, relativamente à argamassa IControlo
, das
argamassas tradicionais com substituição de agregados (calculado pelo software) .................... 88
Figura 4.26 – Relação entre o módulo de elasticidade dinâmico obtido experimentalmente e
calculado a partir da velocidade de propagação das ondas ultra-sónicas, para os provetes
prismáticos ..................................................................................................................................... 89
Figura 4.27 – Resistência à compressão das argamassas com incorporação de agregados isolantes
........................................................................................................................................................ 91
Figura 4.28 – % de diferença na resistência à compressão, relativamente à argamassa Icontrolo
, das
argamassas tradicionais ................................................................................................................ 91
Figura 4.29 – Relação entre a resistência à compressão e a massa volúmica no estado endurecido
das argamassas dos provetes prismáticos (2ª e 4ª produções) .................................................... 94
Figura 4.30 – Relação entre a resistência à compressão e a velocidade de propagação das ondas
ultra-sónicas dos provetes prismáticos (2ª e 4ª produções) .......................................................... 94
Figura 4.31 – Relação entre a resistência à compressão e a porosidade aparente das argamassas de
areia (4ª produção) ......................................................................................................................... 95
Figura 4.32 – Relação entre a resistência à compressão e o módulo de elasticidade dinâmico dos
provetes prismáticos (2ª e 4ª produções) ...................................................................................... 95
Figura 4.33 – Coeficiente de condutibilidade térmica das argamassas com agregados isolantes ...... 96
Figura 4.34 – Coeficiente de condutibilidade térmica das argamassas de areia .................................. 96
Figura 4.35 – % de diferença no coeficiente de condutibilidade térmica, relativamente à argamassa
IControlo
, das argamassas tradicionais com substituição de agregados ........................................... 97
Figura 4.36 – Relação entre o coeficiente de condutibilidade térmica e a massa volúmica no estado
endurecido ...................................................................................................................................... 98
Figura 4.37 – Relação entre o coeficiente de condutibilidade térmica e a velocidade de propagação
das ondas ultra-sónicas ................................................................................................................. 98
Figura 4.38 – Relação entre o coeficiente de condutibilidade térmica e o módulo de elasticidade
dinâmico ......................................................................................................................................... 99
Figura 4.39 – Relação entre o coeficiente de condutibilidade térmica e a resistência à compressão . 99
Figura 4.40 – Argamassa ATrad
AG+AE, escala 1cm:500μm (lupa binocular) ......................................... 101
Figura 4.41 – Argamassa BTrad
AG+GC, escala 1cm:250μm (lupa binocular) ........................................ 101
Figura 4.42 – Argamassa CTrad
AG, escala 1cm:250μm (lupa binocular) ............................................. 101
Figura 4.43 – Argamassa ATrad
AG+AE, escala 1cm:1mm (micro-CT) ................................................... 101
Figura 4.44 – Argamassa BTrad
AG+GC, escala 1cm:1mm (micro-CT) .................................................. 101

XIV
Figura 4.45 – Argamassa CTrad
AG, escala 1cm:1mm (micro-CT) ......................................................... 101
Figura 4.46 – Argamassa DTrad
AE, escala 1cm:250μm (lupa binocular) .............................................. 101
Figura 4.47 – Argamassa DTrad
AE, escala 1cm:1mm (micro-CT) ......................................................... 101
Figura 4.48 – Argamassa ETrad
GC, escala 1cm:250μm (lupa binocular) .............................................. 102
Figura 4.49 – Argamassa ETrad
GC, escala 1cm:1mm (micro-CT) ......................................................... 102
Figura 4.50 – Argamassa FControlo
, 1ª produção, escala 1cm:250μm (lupa binocular) ........................ 102
Figura 4.51 – Argamassa FControlo
, 1ª produção, escala 1cm:1mm (micro-CT) ................................... 102
Figura 4.52 – Argamassa FControlo
, 3ª produção, escala 1cm:250μm (lupa binocular) ........................ 103
Figura 4.53 – Argamassa FControlo
, 3ª produção, escala 1cm:1mm (micro-CT) ................................... 103
Figura 4.54 – Argamassa GRef
, escala 1cm:250μm (lupa binocular) .................................................. 103
Figura 4.55 – Argamassa GRef
, escala 1cm:1mm (micro-CT) ............................................................. 103
Figura 4.56 – Argamassa Hcontrolo
, escala 1cm:250μm (lupa binocular) .............................................. 104
Figura 4.57 – Argamassa Hcontrolo
, escala 1cm:1mm (micro-CT) ........................................................ 104
Figura 4.58 – Argamassa Icontrolo
, escala 1cm:250μm (lupa binocular) ............................................... 104
Figura 4.59 – Argamassa Icontrolo
, escala 1cm:1mm (micro-CT) .......................................................... 104
Figura 4.60 – Argamassa JInd
GC, escala 1cm:250μm (lupa binocular) ................................................ 105
Figura 4.61 – Argamassa JInd
GC, escala 1cm:1mm (micro-CT) ........................................................... 105
Figura 4.62 – Argamassa KInd
EPS, escala 1cm:250μm (lupa binocular) .............................................. 105
Figura 4.63 – Argamassa KInd
EPS, escala 1cm:1mm (micro-CT) ......................................................... 105
Figura 4.64 – Sobreposição dos gráficos do coeficiente de absorção sonora em função da frequência
obtidos para as argamassas da 1ª produção............................................................................... 107
Figura 4.65 – Sobreposição dos gráficos do coeficiente de absorção sonora em função da frequência
obtidos para as argamassas da 3ª produção............................................................................... 108
Figura 4.66 - Sobreposição dos gráficos do coeficiente de absorção sonora em função da frequência
obtidos para todas as argamassas .............................................................................................. 110
Figura 4.67 – Relação entre a resistividade ao fluxo de ar e o coeficiente de absorção sonora médio e
máximo e NRC das argamassas da 1ª produção ........................................................................ 112
Figura 4.68 – Relação entre a resistividade ao fluxo de ar e o coeficiente de absorção sonora médio e
máximo.e NRC das argamassas da 3ª produção ........................................................................ 113
Figura 5.1 – Efeito da variação da porosidade aberta sobre a absorção sonora pelo modelo de
Attenborough (exemplo) ............................................................................................................... 122
Figura 5.2 – Efeito da variação do factor de forma sobre a absorção sonora pelo modelo de
Attenborough (φ = 15º, r= 2040 kPa.s/m
2, σ = 60%) ................................................................... 123
Figura 5.3 – Efeito da variação do factor de forma sobre a absorção sonora pelo modelo de
Attenborough (φ = 75º, r= 3990 kPa.s/m
2, σ = 50%) ................................................................... 123
Figura 5.4 – Efeito da variação da resistividade ao fluxo de ar sobre a absorção sonora pelo modelo
de Attenborough (exemplo) .......................................................................................................... 124
Figura 5.5 – Efeito da variação do ângulo dos poros sobre a absorção sonora pelo modelo de
Attenborough (exemplo) ............................................................................................................... 124

XV
Figura 5.6 – Efeito da variação do comprimento térmico sobre a absorção sonora pelo modelo de
Allard-Johnson (exemplo) ............................................................................................................ 125
Figura 5.7 – Efeito da variação do comprimento viscoso sobre a absorção sonora pelo modelo de
Allard-Johnson (exemplo) ............................................................................................................ 125
Figura 5.8 - Efeito da variação da porosidade aberta sobre a absorção sonora pelo modelo de Allard-
Johnson (Λ e r elevados, φ reduzido) .......................................................................................... 126
Figura 5.9 - Efeito da variação da porosidade aberta sobre a absorção sonora pelo modelo de Allard-
Johnson (Λ, r e φ elevados) ......................................................................................................... 126
Figura 5.10 – Efeito da variação da resistividade ao fluxo de ar sobre a absorção sonora pelo modelo
de Allard-Johnson (exemplo) ....................................................................................................... 127
Figura 5.11 – Efeito da variação do ângulo dos poros sobre a absorção sonora pelo modelo de Allard-
Johnson (exemplo) ....................................................................................................................... 127
Figura 5.12 – Comparação dos espectros de absorção sonora obtidos experimentalmente com os
previstos pelo modelo de Attenborough....................................................................................... 128
Figura 5.13 – Comparação dos espectros de absorção sonora obtidos experimentalmente com os
previstos pelo modelo de Attenborough para φ = 85º, sf=10, σ = 50% ....................................... 129
Figura 5.14 – Comparação dos espectros de absorção sonora obtidos experimentalmente com os
previstos pelo modelo de Allard-Johnson .................................................................................... 129
Figura 5.15 – Comparação dos espectros de absorção sonora obtidos experimentalmente com os
previstos pelo modelo de Allard-Johnson para φ = 15º e Λ = 0,30 μm, e φ = 75º e Λ = 5 μm .... 130
Figura 5.16 – Curva obtida pelo modelo de Allard-Johnson para a argamassa DTrad
AE (φ=60º, Λ = 15
μm) ............................................................................................................................................... 131

XVI
Índice de tabelas
Tabela 2.1 – Requisitos para argamassas térmicas, segundo a norma EN 998-1 (CEN, 2010) ........... 8
Tabela 2.2 – Influência dos nanomateriais sobre as argamassas de revestimento (adaptado de
Flores-Colen et al, 2014) ................................................................................................................ 12
Tabela 2.3 – Classificação de materiais absorventes segundo a norma EN 11654 (1997) ................. 18
Tabela 2.4 – Características das argamassas estudadas por Soares et al (2015) e Silva et al (2015) 21
Tabela 2.5 – Características de argamassas isolantes acústicas ........................................................ 27
Tabela 3.1 – Composição das argamassas tradicionais ....................................................................... 30
Tabela 3.2 – Distribuição granulométrica das curvas utilizadas (% de volume) ................................... 32
Tabela 3.3 – Baridade média dos agregados constituintes das argamassas tradicionais ................... 33
Tabela 3.4 – Constituintes das argamassas industriais pré-doseadas produzidas em laboratório ...... 34
Tabela 3.5 – Relação entre a massa volúmica e o espalhamento segundo a EN 1015-2 (CEN, 1998)
........................................................................................................................................................ 39
Tabela 3.6 – Número de ensaios realizados no estado endurecido ..................................................... 60
Tabela 4.1 – Massa volúmica média no estado fresco ......................................................................... 61
Tabela 4.2 – Consistência por espalhamento no estado fresco ........................................................... 64
Tabela 4.3 – Massa volúmica média no estado endurecido dos provetes cilíndricos (1ª e 3ª
produções) ..................................................................................................................................... 66
Tabela 4.4 – Massa volúmica média no estado endurecido dos provetes prismáticos (2ª e 4ª
produções) ..................................................................................................................................... 67
Tabela 4.5 – Porosidade aberta média no estado endurecido dos provetes cilíndricos (1ª e 3ª
produções) ..................................................................................................................................... 69
Tabela 4.6 – Porosidade aberta média no estado endurecido dos provetes prismáticos (2ª e 4ª
produções) ..................................................................................................................................... 70
Tabela 4.7 – Permeabilidade média no estado endurecido das argamassas ensaiadas (provetes
cilíndricos) ...................................................................................................................................... 72
Tabela 4.8 – Resistividade média no estado endurecido das argamassas de 1ª e 3ª produções
(provetes cilíndricos) ...................................................................................................................... 73
Tabela 4.9 – Velocidade de propagação de ondas ultra-sónicas, para os provetes prismáticos (2ª e 4ª
produções) ..................................................................................................................................... 75
Tabela 4.10 – Módulo de elasticidade dinâmico no estado endurecido, para os provetes cilíndricos (1ª
e 3ª produções) .............................................................................................................................. 78
Tabela 4.11 – Módulo de elasticidade dinâmico no estado endurecido, para os provetes prismáticos
(2ª e 4ª produções) ........................................................................................................................ 79
Tabela 4.12 – Módulo de torção no estado endurecido, para os provetes cilíndricos (1ª e 3ª
produções) ..................................................................................................................................... 84
Tabela 4.13 – Módulo de torção no estado endurecido, para os provetes prismáticos (2ª e 4ª
produções) ..................................................................................................................................... 84
Tabela 4.14 – Coeficiente de Poisson no estado endurecido, para os provetes cilíndricos (1ª e 3ª
produções) ..................................................................................................................................... 86

XVII
Tabela 4.15 – Coeficiente de Poisson no estado endurecido, para os provetes prismáticos (2ª e 4ª
produções) ..................................................................................................................................... 87
Tabela 4.16 – Módulo de elasticidade dinâmico obtido experimentalmente e calculado a partir da
velocidade de propagação das ondas ultra-sónicas ...................................................................... 89
Tabela 4.17 – Resistência à compressão média para as argamassas de 2ª e 4ª produções (provetes
prismáticos) .................................................................................................................................... 90
Tabela 4.18 – Coeficiente de condutibilidade térmica para os provetes cilíndricos (1ª e 3ª produção) 95
Tabela 4.19 – Comprimentos térmicos e comprimentos viscosos estimados para as argamassas .. 105
Tabela 4.20 – Espectros de absorção sonora em função da frequência, para diâmetros de 28,5 e 99,5
mm, para frequências de 100 a 800 Hz ....................................................................................... 106
Tabela 4.21 – Espectros de absorção sonora em função da frequência, para diâmetros de 28,5 e 99,5
mm, para frequências de 1000 a 6300 Hz ................................................................................... 107
Tabela 4.22 – NRC e classificação pela norma EN 11654 das argamassas analisadas à absorção
acústica (1ª e 3ª produções) ........................................................................................................ 109
Tabela 4.23 – Síntese dos resultados obtidos para os provetes prismáticos (2ª e 4ª produções) ..... 115
Tabela 4.24 – Síntese dos resultados obtidos para os provetes cilíndricos (1ª e 3ª produções) ....... 116
Tabela 5.25 – Intervalos de variação dos parâmetros a introduzir nos modelos de Attenborough e
Allard-Johnson ............................................................................................................................. 122
XVIII
Abreviaturas
APFAC – Associação Portuguesa dos Fabricantes de Argamassas de Construção
ASTM – American Society for Testing and Materials
CEN – Comité Européen de Normalisation
EN – European Standard
EPS - Expanded Polystyrene
ETIC - External Thermal Insulating system
IPQ – Instituto Português da Qualidade
ISO – International Organization for Standardization
IST – Instituto Superior Técnico
ITeCons – Instituto de Investigação e Desenvolvimento Tecnológico em Ciências da Construção
LNEC – Laboratório Nacional de Engenharia Civil
NRC – Noise Reduction Coefficient
RCCTE – Regulamento das Características de Comportamento Térmico dos Edifícios
REH – Regulamento de Desempenho Energético dos Edifícios de Habitação
RILEM – Réunion Internationale des Laboratoires D’Essais et de Recherches sur les Matériaux et les
Constructions
XIX
Simbologia
Alfabeto latino
Ed – módulo de elasticidade dinâmico
G – módulo de torção
Lcanal – comprimento das ligações entre os poros
m – massa
MV – massa volúmica
R – resistência ao fluxo de ar
r – resistividade ao fluxo de ar
Rc – resistência à compressão
Rs – resistência específica ao fluxo de ar
V – volume
Vm – velocidade média de propagação das ondas ultra-sónicas
Alfabeto grego
α – coeficiente de absorção sonora
αw – coeficiente de absorção sonora ponderado
δ – permeabilidade ao gás
Λ – comprimento viscoso
Λ’ – comprimento térmico
λ – condutibilidade térmica
ν – coeficiente de Poisson
σ – porosidade aberta
ϕcanal – diâmetro das ligações entre os poros
ϕporos – diâmetro dos poros

XX

1
1. Introdução
1.1. Considerações iniciais
Recentemente, as exigências de conforto térmico e acústico têm vindo a adquirir uma importância
cada vez maior na concepção e construção de edifícios. O REH (Regulamento de Desempenho
Energético dos Edifícios de Habitação), em vigor em Portugal desde 2013, é um exemplo de
legislação que impõe requisitos de conforto térmico e acústico na construção, atingidos com um
desperdício de energia tão baixo quanto possível (Veiga, 2010). Para além destas exigências, devem
ser também tidas em conta as preocupações dos próprios utilizadores; num estudo de Pereira et al
(2004), citado por Pedroso (2014), conclui-se que a maioria dos potenciais compradores e
arrendatários de fogos de habitação tem como principal factor de escolha o seu conforto acústico,
seguido apenas pela ausência de problemas de humidade.
Neste sentido, existe uma procura crescente por materiais capazes de combinar características de
isolamento térmico e acústico com uma adequada resistência mecânica. Entre estes materiais
encontram-se as argamassas de revestimento de desempenho térmico melhorado, as quais podem
ser obtidas, por exemplo, através da substituição de areia por outros agregados com características
isolantes. Estas constituem uma solução de revestimento capaz de oferecer uma baixa
condutibilidade térmica, comprometendo o mínimo possível as suas características de durabilidade e
resistência.
Apesar de alguns dos agregados leves utilizados normalmente na constituição destas argamassas
serem relativamente bem conhecidos e disponíveis no mercado (tais como a cortiça e a argila
expandida), têm vindo a surgir outros, como o nanoaerogel de sílica, cuja aplicação a argamassas de
revestimento é ainda pouco estudada. Existem também poucos estudos que abordem o
comportamento acústico de argamassas térmicas, sendo necessário analisar quais as características
físicas e mecânicas que mais influenciam o seu desempenho.
No âmbito desta dissertação, foi realizada uma campanha experimental que visa estudar o
comportamento acústico de argamassas de desempenho térmico melhorado, bem como avaliar quais
os factores que o influenciam através da introdução de agregados isolantes (argila expandida,
granulado de cortiça expandida e nanoaerogel de sílica). O trabalho experimental foi desenvolvido no
âmbito de um projecto financiado pela Fundação para a Ciência e Tecnologia (FCT), intitulado
NANORENDER – Performance of silica nanoaerogel-based renders, através do qual se pretende
estudar o comportamento do nanoaerogel de sílica e as suas aplicações em argamassas de
revestimento de paredes.

2
1.2. Objectivos e metodologia da dissertação
O objectivo desta dissertação é caracterizar o comportamento acústico de argamassas de
desempenho térmico melhorado, tanto tradicionais como industriais, tendo em conta os estudos já
realizados sobre este assunto. Desta forma, a dissertação seguiu a seguinte metodologia:
analisar experimentalmente a influência da incorporação de agregados isolantes (aerogel de
sílica, granulado de cortiça expandida, argila expandida e EPS), bem como de vários
adjuvantes (resina líquida, éter de celulose e tensioactivos em pó) na constituição de
argamassas térmicas;
caracterizar acústica, física e mecanicamente estas argamassas através de ensaios de
absorção sonora. porosidade e massa volúmica aparente, resistividade ao fluxo de ar,
velocidade de propagação de ondas ultra-sónicas, módulo de elasticidade dinâmico, módulo
de torção, coeficiente de Poisson, resistência à compressão, condutibilidade térmica,
comprimento térmico e comprimento viscoso;
relacionar o desempenho físico e mecânico das argamassas com o seu desempenho
acústico, de forma a avaliar quais são os parâmetros que mais o influenciam;
comparar os resultados obtidos através dos ensaios de absorção sonora com os previstos por
modelos teóricos existentes na literatura (Attenborough e Allard-Johnson) e avaliar a sua
sensibilidade/aplicabilidade nestas argamassas.
1.3. Estrutura da dissertação
A presente dissertação encontra-se dividida em 6 capítulos, além das referências bibliográficas e
anexos.
No capítulo 1 faz-se um enquadramento e introdução ao tema, bem como a apresentação dos
objectivos e estrutura da dissertação.
No capítulo 2 é feita uma síntese das características físicas, mecânicas e acústicas das argamassas
de desempenho térmico melhorado, bem como dos materiais isolantes e adjuvantes que as
constituem. Apresenta-se também uma recolha de estudos anteriores feitos sobre o tema, e de
características de argamassas térmicas semelhantes às desta campanha experimental produzidas
por outros autores ou disponíveis no mercado.
No capítulo 3 é descrito o trabalho experimental, passando pela descrição dos ensaios feitos no
estado fresco e endurecido, tendo em vista a caracterização acústica, física e mecânica das
argamassas.
No capítulo 4 são apresentados os resultados obtidos através dos ensaios experimentais descritos no
capítulo 3, assim como a respectiva discussão e correlação .

3
No capítulo 5 é apresentada uma explicação dos modelos previsionais acústicos (Attenborough e
Allard-Johnson) aplicados às argamassas. Em seguida, faz-se uma análise de sensibilidade destes
modelos, tendo em conta os resultados obtidos na campanha experimental, e discute-se a sua
aplicabilidade às argamassas estudadas através da comparação com os resultados do ensaio de
absorção sonora obtido experimentalmente.
No capítulo 6 estão presentes as conclusões finais da dissertação. São também sugeridas algumas
propostas para desenvolvimentos futuros, tendo em conta os resultados alcançados na campanha
experimental e através da aplicação de modelos previsionais.
No final da dissertação, são apresentadas as referências bibliográficas consultadas no âmbito deste
trabalho. Incluem-se também em anexo os resultados individuais dos ensaios realizados na
campanha experimental.

4
5
2. Estado da arte
2.1 Considerações gerais
Neste capítulo apresenta-se uma perspectiva geral sobre argamassas com características térmicas
com incorporação de agregados isolantes. Apresentam-se informações quanto às características e
requisitos destas argamassas, bem como dos materiais (agregados e adjuvantes) que se têm vindo a
aplicar na sua constituição, dando ênfase aos utilizados no âmbito da campanha experimental.
Indicam-se também alguns estudos existentes sobre argamassas de desempenho térmico
melhorado, tendo em vista a sua caracterização térmica e acústica.
2.2. Argamassas térmicas ou de desempenho térmico melhorado
2.2.1. Revestimentos de desempenho térmico melhorado
As argamassas de revestimento, especialmente as exteriores, constituem a primeira barreira contra
os agentes de degradação de uma construção, assumindo por isso, além da componente estética,
um papel de protecção; a aplicação correcta de uma argamassa aumenta efectivamente o tempo de
vida útil do suporte, encontrando-se mesmo argamassas em edifícios com centenas de anos que
continuam, ainda hoje, a desempenhar o seu papel protectivo (Brás et al, 2012; Faria, 2012). Assim,
para garantir um bom desempenho de argamassas de revestimento, estas “devem ser adequadas à
base onde são aplicadas; ter resistência mecânica suficiente; serem relativamente deformáveis, de
modo a absorverem deformações naturais a que uma estrutura está sujeita; ter impermeabilidade
suficiente; um bom comportamento aos sais; garantir um bom acabamento ao paramento revestido e
conceber uma aparência estética agradável” (Appleton (2003) citado por Melo (2014)).
O desenvolvimento de novos tipos de argamassas visa obter produtos que cumpram com eficiência
os requisitos cada vez mais severos exigidos aos revestimentos, a nível mecânico, térmico e
acústico. Para este fim, têm-se utilizado novos constituintes na sua composição e métodos de fabrico,
procurando-se manter as características físicas e mecânicas mínimas para o seu funcionamento
adequado (Frade et al, 2012).
Na década de 1990 entrou em vigor o RCCTE (Regulamento das Características de Comportamento
Térmico dos Edifícios), tendo este sido actualizado em 2006 e substituído em 2013 pelo REH
(Regulamento de Desempenho Energético dos Edifícios de Habitação (REH, 2013)). Este
regulamento impõe requisitos de conforto térmico nos edifícios novos e remodelados em Portugal,
obrigando-os a atingir condições de conforto térmico sem grandes desperdícios de energia (Veiga,
2010). Estes novos requisitos são um dos motivos que levam à procura de soluções mais eficientes
para o controlo térmico. Surgiram, por isso, as argamassas de desempenho térmico melhorado, com
o objectivo de reduzir as pontes térmicas e as trocas de calor pela envolvente vertical, contribuindo
6
assim para a eficiência energética dos edifícios. Do mesmo modo, os requisitos acústicos exigidos
pelos regulamentos europeus mais recentes, como o RRAE (2008), obrigam a revestimentos que
cumpram certos intervalos dos índices de isolamento acústico e ruídos de impacto (Frade et al, 2012;
Branco et al, 2010).
Recentemente, tem havido no sector da construção um esforço no sentido de melhorar o
comportamento térmico e a eficiência térmica dos edifícios, bem como o seu comportamento
acústico. Para atingir este objectivo, tem de existir uma procura por materiais de isolamento com
características melhoradas, tanto a nível térmico e acústico, como de impacto ambiental e energético,
e que cumpram os requisitos de desempenho cada vez mais restritos destes materiais (Labrincha et
al, 2006).
De acordo com Veiga (2012), os principais sistemas de isolamento térmico pelo exterior são os
seguintes:
revestimentos compósitos de isolamento térmico pelo exterior (ETICS);
revestimentos constituídos por painéis isolantes fixados directamente ao suporte (Vêtures);
revestimentos de fachada ventilada com isolante na caixa de ar;
revestimentos aderentes constituídos por argamassas isolantes.
Os sistemas de isolamento térmico pelo exterior têm a vantagem de não reduzir a área interior das
habitações, diminuirem o impacto das variações de temperatura e choques térmicos, minimizarem as
pontes térmicas e condensações, e melhorarem o desempenho energético dos edifícios por
diminuirem as necessidades de aquecimento/arrefecimento ao longo do ano.
As argamassas isolantes têm, no entanto, um desempenho térmico limitado e directamente
proporcional à sua espessura (entre 2 e 10 cm), desempenho este que no entanto é geralmente
inferior ao de outros sistemas de isolamento pelo exterior com uma camada de isolante (Veiga, 2012;
Frade et al, 2010).
A principal vantagem das argamassas isolantes térmicas é a redução das transferências de calor
entre o exterior e o interior de uma construção. As transferências de calor ocorrem sempre que
existem diferenças de temperatura entre dois meios, efectuando-se sempre do ambiente mais quente
para o mais frio e segundo três modos fundamentais: condução, convecção e radiação. Se se
verifirarem fenómenos de transferência de água, podem verificar-se também transferências de calor
por evaporação e condensação do vapor de água, ou através de escoamento líquido. Em edifícios
correntes podem verificar-se várias combinações entre os processos referidos, dependendo das
características do edifício e das condições envolventes (Labrincha et al, 2006). A vantagem principal
das argamassas isolantes seria minimizar estas trocas de calor, mantendo intactas as características
mecânicas e físicas associadas ao funcionamento normal do revestimento de um edifício, e com
custos mais baixos que os exigidos por um sistema de isolamento pelo exterior (Veiga, 1998).

7
Tanto quanto foi possível averiguar, as argamassas de desempenho térmico melhorado não estão
sujeitas a quaisquer requisitos ou normas que regulem o seu comportamento acústico. No entanto, o
conforto acústico de edifícios está sujeito às normas do Regulamento dos Requisitos Acústicos em
Edifícios (RRAE), em vigor em Portugal desde 2002 e revisto em 2008. A transmissão de ruído e
vibrações de elementos de construção é contemplada por várias normas europeias, como a EN 140-1
(CEN, 1997) ou a ISO 717-1 (ISO, 2013), as quais são aplicáveis a argamassas de revestimento.
Idealmente, um revestimento acústico deve maximizar a absorção sonora e minimizar a transmissão
de vibrações. Sendo as argamassas de revestimento materiais porosos, o seu desempenho acústico
é maioritariamente afectado por factores macroscópicos (porosidade, resistividade ao fluxo de ar,
deformabilidade, entre outros) e por factores microscópicos, que se prendem com a sua estrutura,
tamanho e geometria dos poros (Vigran, 2008).
O uso de argamassas de revestimento de paredes com fins de isolamento acústico é comum na
construção, existindo no mercado uma grande variedade de produtos com este propósito, algumas
das quais são apresentadas na secção 2.6. Quanto às argamassas térmicas obtidas através da
incorporação de agregados isolantes, estas podem atingir um bom desempenho acústico devido às
propriedades isolantes dos seus materiais, tanto através da absorção directa das ondas sonoras
como através da atenuação de vibrações (Ferreira et al, 2007).
2.2.2. Características das argamassas de desempenho térmico melhorado
Tal como o nome indica, a principal característica das argamassas térmicas é a sua capacidade de
isolamento, através de uma condutibilidade térmica reduzida. A condutibilidade térmica (λ) é uma
propriedade física de um material, que quantifica a “quantidade de calor que na unidade de tempo
atravessa perpendicularmente a unidade de área de uma amostra de extensão infinita, espessura
unitária e com faces planas e paralelas, quando se estabelece um gradiente de temperatura entre as
duas faces de 1 K” (Flores-Colen, 2009). A condutibilidade térmica traduz, por isso, a facilidade de
transferência de calor por um material; esta varia conforme as características do material,
nomeadamente a sua porosidade, massa volúmica, teor de humidade, estrutura interna, idade e
condições de fabrico do material, entre outras (Franco, 2007; Soon-Ching & Low, 2007; Abdou &
Budawi, 2013; Saleh, 2006).
As argamassas térmicas de revestimento constituem uma solução sustentável no que toca à
eficiência energética e conforto térmico de edifícios. Segundo Veiga (2010), são argamassas
compostas por agregados isolantes e de massa volúmica inferior a 600 kg/m3. A norma EN 998-1
(CEN, 2010) estabelece requisitos para este tipo de argamassas que vão além do coeficiente de
condutibilidade (inferior a 0,2 W/m.K). Como se observa na tabela 2.1, as argamassas térmicas (“T”)
devem também apresentar valores de resistência à compressão entre 0,4 a 5 MPa, coeficiente de
permeabilidade ao vapor de água (µ) inferior a 0,15, e absorção de água por capilaridade inferior a
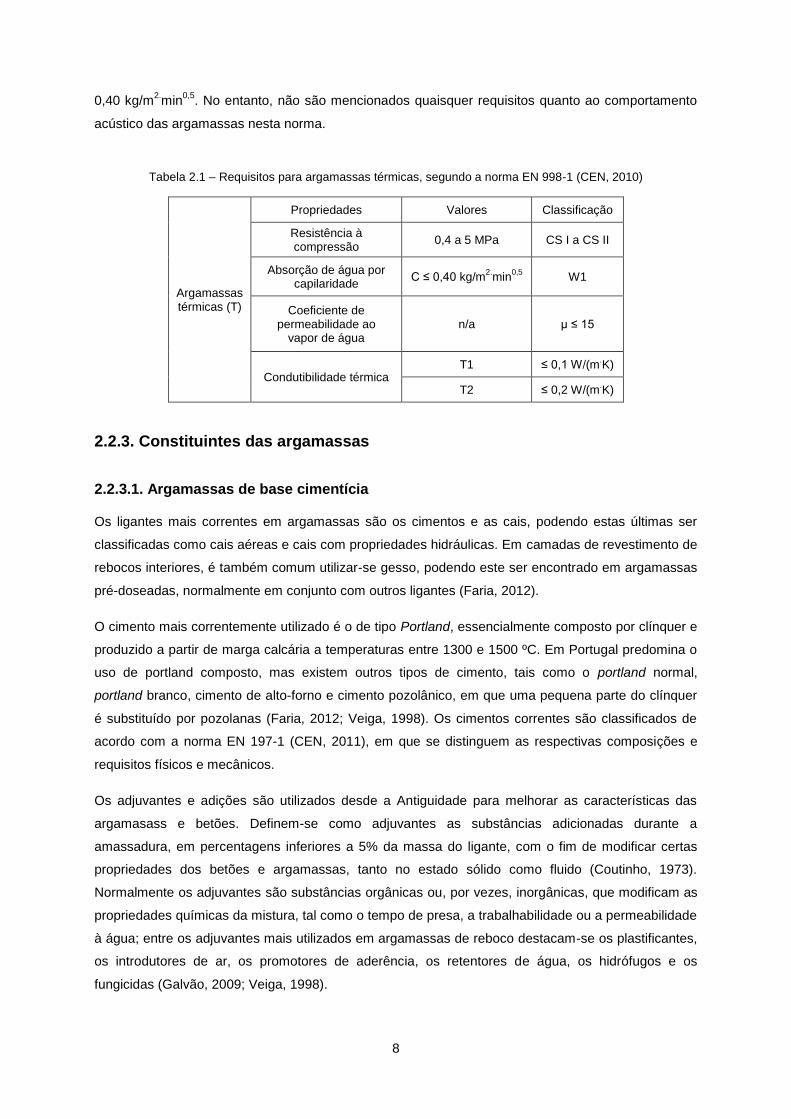
8
0,40 kg/m2.min
0,5. No entanto, não são mencionados quaisquer requisitos quanto ao comportamento
acústico das argamassas nesta norma.
Tabela 2.1 – Requisitos para argamassas térmicas, segundo a norma EN 998-1 (CEN, 2010)
Argamassas térmicas (T)
Propriedades Valores Classificação
Resistência à compressão
0,4 a 5 MPa CS I a CS II
Absorção de água por capilaridade
C ≤ 0,40 kg/m2.
min0,5
W1
Coeficiente de permeabilidade ao
vapor de água n/a µ ≤ 15
Condutibilidade térmica T1 ≤ 0,1 W/(m
.K)
T2 ≤ 0,2 W/(m.K)
2.2.3. Constituintes das argamassas
2.2.3.1. Argamassas de base cimentícia
Os ligantes mais correntes em argamassas são os cimentos e as cais, podendo estas últimas ser
classificadas como cais aéreas e cais com propriedades hidráulicas. Em camadas de revestimento de
rebocos interiores, é também comum utilizar-se gesso, podendo este ser encontrado em argamassas
pré-doseadas, normalmente em conjunto com outros ligantes (Faria, 2012).
O cimento mais correntemente utilizado é o de tipo Portland, essencialmente composto por clínquer e
produzido a partir de marga calcária a temperaturas entre 1300 e 1500 ºC. Em Portugal predomina o
uso de portland composto, mas existem outros tipos de cimento, tais como o portland normal,
portland branco, cimento de alto-forno e cimento pozolânico, em que uma pequena parte do clínquer
é substituído por pozolanas (Faria, 2012; Veiga, 1998). Os cimentos correntes são classificados de
acordo com a norma EN 197-1 (CEN, 2011), em que se distinguem as respectivas composições e
requisitos físicos e mecânicos.
Os adjuvantes e adições são utilizados desde a Antiguidade para melhorar as características das
argamasass e betões. Definem-se como adjuvantes as substâncias adicionadas durante a
amassadura, em percentagens inferiores a 5% da massa do ligante, com o fim de modificar certas
propriedades dos betões e argamassas, tanto no estado sólido como fluido (Coutinho, 1973).
Normalmente os adjuvantes são substâncias orgânicas ou, por vezes, inorgânicas, que modificam as
propriedades químicas da mistura, tal como o tempo de presa, a trabalhabilidade ou a permeabilidade
à água; entre os adjuvantes mais utilizados em argamassas de reboco destacam-se os plastificantes,
os introdutores de ar, os promotores de aderência, os retentores de água, os hidrófugos e os
fungicidas (Galvão, 2009; Veiga, 1998).

9
Por outro lado, as adições são materiais orgânicos ou inorgânicos em pó, adicionados com o
objectivo de melhorar as propriedades físicas das argamassas, especificamente a resistência
mecânica, ductilidade, módulo de elasticidade e comportamento aos sulfatos e reacções
sílica/agregados, entre outros. Utilizam-se normalmente fibras, cargas leves e pozolanas (Galvão,
2009; Veiga, 1998).
Em seguida apresentam-se os adjuvantes utilizados nesta campanha experimental.
i. Introdutores de ar
Os introdutores de ar são substâncias, normalmente orgânicas, capazes de modificar a tensão
superficial da água, sendo formados por moléculas com uma parte hidrófuga e uma parte hidrófila.
Entendem-se como tensioactivos os adjuvantes que reduzem a quantidade de água de amassadura
(plastificantes) e os que introduzem ar na mistura, sendo que o mesmo produto pode servir as duas
funções (Coutinho, 1973).
Como plastificantes, os tensioactivos têm a função de dispersar as partículas de cimento na fase
aquosa da argamassa, aumentando a sua superfície específica e facilitando a sua hidratação. A sua
finalidade é aumentar a trabalhabilidade, permitindo reduzir a quantidade de água de amassadura, e
eventualmente de ligante, o que leva a uma menor relação a/c e a uma menor retracção das
argamassas; também têm o efeito de diminuir a permeabilidade (Coutinho, 1973; Veiga, 1998).
Por outro lado, a introdução de ar na mistura permite transformar os vazios que normalmente se
formam durante a mistura em bolhas de ar esféricas, fechadas, de diâmetros entre 10 nm a 1 mm.
Este processo funciona como corte da capilaridade, o que se traduz numa diminuição da
permeabilidade e consequente impermeabilização da argamassa, uma maior resistência aos ciclos
gelo-degelo e, no caso de utilização em betões, uma maior resistência aos sulfatos. A massa
volúmica e o módulo de elasticidade são também reduzidos, o que melhora o comportamento à
retracção, embora reduza a resistência à tracção e à compressão. A dosagem óptima de
tensioactivos é muito variável, dependendo da granulometria do ligante e dos agregados, bem como
da relação a/c e do tempo de amassadura (Coutinho, 1973; Veiga, 1988).
ii. Retentores de água
Os retentores de água, normalmente sobre a forma de derivados celulósicos, são polímeros
orgânicos usados correntemente em betões e argamassas como agentes espessantes. Os retentores
de água aprisionam a água no interior da argamassa até à reacção de presa, tornando-a mais
gradual e completa, resultando num aumento de viscosidade e coesão. Este efeito é vantajoso já que
permite reduzir a segregação dos constituintes e melhorar a homegeneidade do produto endurecido.
No entanto, para um aumento da quantidade de retentores de água torna-se necessário acrescentar
também um plastificante, de modo a garantir uma boa consistência e evitar perdas de resistência à
compressão (Paiva et al, 2005; Patural et al, 2011).

10
O éter de celulose é especialmente adequado como retentor de água devido às características das
moléculas que o constituem (polisacarídeos), que actuam como estabilizantes durante o processo de
retenção. Alguns autores apontam, no entanto, o atraso na hidratação do cimento causado por estas
moléculas (Patural et al, 2011; Petit & Wirquin, 2013). De acordo com Nunes & Jacinto (2011), é
possível usar celulose em argamassas leves numa proporção de 0,05 a 1% da massa total da
mistura.
iii. Agente ligante
Os agentes ligantes utilizados mais correntemente em argamassas e betões consistem em emulsões
sintéticas, normalmente fabricadas a partir de polímeros e copolímeros orgânicos, tais como a
borracha ou a resina. Estes polímeros incluem polivinis, acrílicos e estirenos, por vezes usados em
combinação. Existem inúmeros produtos e aplicações no mercado, destacando-se a função de tapa-
juntas, reparação de elementos de betão, caldas cimentícias ou promotores de aderência (Gambhir,
2004).
As resinas são geralmente adicionadas à composição das argamassas em quantidades equivalentes
a 5 a 20% da massa de cimento, dependendo do efeito pretendido. Para quantidades superiores de
resina, esta deixa de ser classificada como um adjuvante e passa a ter a função de ligante (LNEC,
1996). Quando adicionadas à mistura, a água é consumida na reacção de hidratação do cimento,
enquanto o agente ligante faz a ligação entre os agregados, complementando assim a função do
cimento e conferindo uma maior resistência à argamassa. Têm também o efeito acrescido de facilitar
a ligação entre agregados muito heterogéneos ou de baridades muito diferentes (Gambhir, 2004;
Elsen, 2005). Por outro lado, podem melhorar as propriedades das argamassas térmicas: Fu & Chung
(1997) verificaram que a condutibilidade térmica decresce em materiais cimentícios com a introdução
de resinas de látex e celulose.
2.2.3.2. Agregados isolantes
Os agregados mais comuns em argamassas tradicionais em Portugal são areias correntes. Estas
provêm de leitos de rios ou areeiros e têm granulometrias muito variáveis, com dimensões
compreendidas entre alguns micrómetros e 5 mm (Veiga, 1998). As areias são normalmente de
natureza siliciosa, embora possam também pertencer a outras famílias mineralógicas (calcárias,
graníticas ou basálticas), resultantes de subprodutos de exploração e preparação de rochas.
Pontualmente podem também conter argila, que altera o seu comportamento à retracção (Faria,
2012).
Por outro lado, nas argamassas de desempenho térmico melhorado a areia é substituída parcial ou
integralmente por agregados com características isolantes térmicas. Um isolante térmico é aquele em
que “a relação, resistência térmica/espessura é significativamente superior à que pode ser obtida com

11
os materiais de construção correntes” (Labrincha et al, 2006). Estes materiais devem, por isso,
apresentar uma proporção de matéria sólida (condutora de calor) tão baixa quanto possível, ou seja,
a sua porosidade deve ser elevada; com efeito, os isolantes mais eficazes são aqueles que
apresentam uma estrutura celular fechada com células de dimensões reduzidas e preenchidas por
um gás de baixa condutibilidade térmica. De acordo com Bogas (2013) e as normas BS EN 13055-1
(2002) e BS EN 206-1 (2000), os agregados com uma massa volúmica inferior a 1200 kg/m3 podem
ser considerados como agregados leves, sendo geralmente utilizados para reduzir a massa volúmica
de betões e argamassas e melhorar as suas características isolantes térmicas e acústicas. Um
aspecto importante é o de que nem sempre se consegue encontrar um equilíbrio entre o desempenho
térmico e o desempenho acústico, embora isto não resulte necessariamente das características dos
materiais, mas sim da sua má aplicação nas fases de projecto e execução. (Labrincha et al, 2006;
Soares et al, 2015).
O custo e sustentabilidade ecológica do material deve também ter sido em conta. Actualmente existe
uma preocupação crescente na indústria da construção no que toca ao aproveitamento de materiais
residuais provenientes de outras indústrias, tais como a cortiça (Brás et al, 2012), ou fabricados com
o objectivo específico de melhorar o desempenho dos produtos já existentes, como é o caso do
aerogel. Em seguida apresentam-se os materiais isolantes utilizados nas argamassas deste trabalho.
i. Nanoaerogel de sílica
A nanotecnologia é utilizada para designar um conjunto de materiais cuja manipulação é feita à
escala nanométrica (<100 nm). A esta escala, as propriedades dos materiais são significativamente
alteradas e resultam num desempenho melhorado, o que se traduz em novas funcionalidades no
campo da construção, particularmente através da sua interacção com o cimento e o aço (Hanus &
Harris, 2013). Aplicando os nanomateriais a argamassas de revestimento, verifica-se uma melhoria
do seu comportamento mecânico, físico, térmico e acústico, bem como da manutenção estética e
resistência à água e purificação do ar envolvente. Entre os nanomateriais mais correntemente
utilizados encontram-se as partículas de nanosílica, os nanotubos de carbono, as nanopartículas de
dióxido de titânio e o aerogel de sílica (Flores-Colen et al, 2013).
Todos estes materiais se caracterizam por uma massa volúmica reduzida e uma nanoestrutura
porosa, a qual está associada a uma melhoria geral do desempenho das argamassas de
revestimento. Verificam-se também melhorias de durabilidade e resistência química destes
elementos. Alguns efeitos são particularmente interessantes, tais como a reparação de fendas na
estrutura dos nanotubos de carbono (figura 2.1) ou a capacidade de auto-limpeza e anti-bacteriana
das nanopartículas de dióxido de titânio (figura 2.2).
No entanto, existem alguns inconvenientes, tais como as dificuldades no processo de mistura, a
diminuição de resistência mecânica das argamassas e a toxicidade dos materiais. Além disso, o custo
associado à sua produção e o facto de serem produtos relativamente recentes e pouco estudados

12
torna-os, por enquanto, pouco utilizados na contrução. Prevê-se que a melhoria dos processos de
fabrico resolva este problema no futuro, bem como a combinação com produtos cimentícios a curto
prazo para substituir os isolantes térmicos já existentes no mercado (Kim et al, 2012).
Figura 2.1 – Reparação de fissuras na estrutura de nanotubos de carbono (Raki et al, 2010)
Figura 2.2 – Igreja “Dives in Misericordia”, com propriedades de auto-limpeza, construída com
betões com NanoTiO2 (Pacheco-Torgal & Jalali, 2010)
Na tabela 2.2 resumem-se as principais características destes materiais.
Tabela 2.2 – Influência dos nanomateriais sobre as argamassas de revestimento (adaptado de Flores-Colen et al, 2014)
Tipo % de
influência Trabalhabilidade
e mistura Resistência à
tracção Resistência à compressão
Propriedades físicas
Nanotubos de carbono
Baixa Diminuição Aumento Aumento Diminuição da
absorção capilar
Nanosílica Baixa Diminuição Aumento
Aumento aquando da produção;
diminuição em idades mais avançadas
Diminuição da permeabilidade à
água líquida
Nanopartículas de dióxido de titânio
(NanoTiO2) Baixa Diminuição Desconhecido
Aumento aquando da
produção; aos 28 dias
Foto-catalítica e de auto-limpeza
Aerogel de sílica Alta Depende do tipo
de aerogel Desconhecido Desconhecido
Diminuição da condutibilidade
térmica; aumento do tempo de
secagem, porosidade e
absorção capilar
Neste estudo produziram-se argamassas com aerogel de sílica. O aerogel é um material
nanoestruturado, descoberto nos anos 30 do século XX. Caracteriza-se por uma estrutura reticulada
(figuras 2.3 a 2.5) de partículas de sílica (SiO2) com cerca de 95% de nano-poros abertos
preenchidos com ar, o que lhes confere uma massa volúmica de apenas 3 a 500 kg/m3, bem como
boas propriedades térmicas e acústicas (condutibilidade térmica de 0,01 a 0,02 W/(m.K) e
impedância acústica de 103 a 106 kg/m2s). Este material é hidrofóbico, não reactivo e

13
incombustível, sendo no entanto frágil e de custo elevado (Kim et al, 2012; Oliveira et al, 2012;
Soares et al, 2012).
Alguns autores apontam um excelente comportamento acústico do aerogel devido às características
absorsoras da sua estrutura porosa. Quando aplicado numa camada de 40 mm, Schmidt e
Schwertfeger (1998) obtiveram coeficientes de absorção sonora que ultrapassaram os 90% para altas
frequências, enquanto Ricciardi et al (2002) atingiram um índice de redução sonora de cerca de 60
dB em camadas de aerogel com 70 mm de espessura.
Tradicionalmente, o processo de fabrico deste material envolve a secagem forçada de um gel de
sílica; através de acção capilar a componente líquida é retirada, deixando apenas as partículas
sólidas. No entanto, este processo é perigoso, devido às altas pressões e temperaturas necessárias,
e os custos associados são muito elevados, pelo que têm vindo a ser desenvolvidos processos
alternativos de fabrico, como por exemplo a secagem subcrítica (Hanus & Harris, 2013; Júlio &
Ilharco, 2014).
Figura 2.3 – Representação esquemática da estrutura do
aerogel (Akimov, 2002, citado por Hanus & Harris, 2013)
Figura 2.4 – Estrutura do aerogel de sílica observada por MEV
(Dorcheh & Abbasi, 2008, citado por Hanus & Harris, 2013)
Figura 2.5 – Estrutura do aerogel de sílica observada por MEV
(Dorcheh & Abbasi, 2008, citado por Hanus & Harris, 2013)
Os aerogeis de sílica têm uma elevada resistência à compressão (0,15 a 0,30 MPa), mas a sua
estrutura altamente porosa resulta numa massa volúmica extremamente reduzida. Pelo mesmo
motivo são também bons isolantes, uma vez que estes poros são compostos principalmente por gás,
que é um mau condutor, e este não circula facilmente através da estrutura reticulada, o que minimiza
as trocas de calor por convecção. A própria estrutura de sílica é também uma má condutora de calor,
o que contribui para as propriedades térmicas do aerogel (Hanus & Harris, 2013).
As formas mais correntes de aerogel disponíveis comercialmente são encontradas sob a forma de
aerogel granular translúcido para materiais de isolamento e de aerogel monolítico transparente. Este
último tem propriedades térmicas e ópticas melhoradas, mas é mais dispendioso, o fabrico é mais
demorado e deve ser protegido de tensões e humidades, pelo que é mais vulgar utilizar aerogel sob a
forma de grânulos (Hanus & Harris, 2013). Estes têm também a vantagem de poderem ser
combinados, em argamassas de reboco, com outros agregados isolantes.

14
ii. Argila expandida
Devido à sua disponibilidade, a argila é usado como material de construção há séculos (Kalhori et al,
2013), tendo-se aproveitado recentemente as suas propriedades para a produção de argila
expandida. Os agregados de argila expandida leve constituem um material de massa volúmica
reduzida (300 a 700 kg/m3), altamente poroso, de pH neutro e alta resistência térmica (até 1000 ºC);
estas características, aliadas a uma resistência mecânica relativamente elevada, a uma estabilidade
física e química e a um custo reduzido, tornam a argila expandida num material muito vantajoso
(Bartolini et al, 2010; Vašina et al, 2006), sendo utilizado tanto em betões como em argamassas como
forma de substituição de agregados.
A argila expandida é produzida através de cozedura a altas temperaturas (cerca de 1000 a 1250ºC)
de grânulos de argila previamente formados por moldagem ou fragmentação. Durante este processo,
dá-se uma libertação de gases que causa a formação de poros no interior do material. A gama de
temperaturas utilizada condiciona fortemente a qualidade do produto final, tendo que ser
suficientemente elevada para ocorrer a expansão da argila (Ferreira et al, 2007). O resultado é um
material com uma elevada proporção de poros semi-fechados, que podem chegar a constituir 90% do
seu volume. A estrutura porosa é formada pelos vazios entre os agregados individuais e os espaços
abertos entre o ligante e os agregados (Vašina et al, 2006). Estes vazios possibilitam uma
condutibilidade térmica reduzida (cerca de 0,10 W/m.K), graças à contribuição dos poros fechados, e
uma retenção de humidade e poluentes atmosféricos (Kalhori et al, 2013); por outro lado, os
microporos presentes na estrutura contribuem para o seu desempenho acústico, ao absorverem o
excesso de ligante que de outra forma se acumularia em redor dos macroporos (Asdrubali &
Horoshenkov, 2002).
Figura 2.6 – Agregados de argila expandida entre 2 e 3 mm de diâmetro (Asdrubali & Horoshenkov, 2002)
Existem muitas opções de argilas expandidas no mercado, podendo escolher-se a granulometria das
mesmas conforme as características pretendidas das argamassas a produzir. A dimensão e
distribuição dos agregados influencia significativamente o comportamento das argamassas, sendo
que o uso de partículas de menor dimensão conduz geralmente a uma estrutura porosa mais
fechada, uma massa volúmica e resistência à compressão mais elevadas, e também uma
condutibilidade térmica mais elevada (Silva, 2007).

15
iii. Granulado de cortiça expandida
A cortiça é um material utilizado pela Humanidade há séculos e que há muito se distinguiu em
aplicações relacionadas com a construção, especialmente nos países mediterrânicos de onde origina.
Esta é extraída da casca do sobreiro (Quercus suber L.), predominantemente encontrado em
Portugal, Espanha e Argélia. Portugal é o maior exportador de cortiça do mundo, uma área de
sobreiros de mais de 720 mil hectares e um volume correspondente a mais de 50% de toda a
produção mundial (Gil, 2007; Panesar & Shindman, 2012; Martins, 2010).
Cerca de 75% de toda a cortiça produzida, 68000 a 75000 toneladas anuais, é considerada residual
devido à dimensão reduzida dos grânulos ou à sua alta massa volúmica. A maioria provém da
produção de rolhas para garrafas (Panesar & Shindman, 2012; Brás et al, 2012). Este material pode
no entanto ser aproveitado, sob a forma de granulados e aglomerados de cortiça, para uma grande
variedade de usos na construção, dos quais um dos mais importantes é o isolamento térmico e
acústico, embora sejam também utilizados, por exemplo, como isolamentos para equipamentos
pesados, isolamentos vibráticos e em juntas de dilatação (Carvalho et al, 2012; Gil, 2007).
Figura 2.7 – Estrutura miscroscópica da cortiça observada por MEV (Brás
et al, 2013)
Figura 2.8 – Granulado de cortiça [W1]
Figura 2.9 – Aglomerado de cortiça [W2]
Microscopicamente, a cortiça é um material alveolar, cujas membranas celulares são quase
impermeáveis e estão cheias de um gás semelhante ao ar, que ocupa 85 a 90% do seu volume total,
o que confere a este material boas propriedades de isolamento. A cortiça é por isso “um material leve,
elástico e praticamente impermeável a líquidos e gases, isolante térmico e eléctrico e absorvedor
acústico e vibrático, sendo também inócuo e praticamente imputrescível, apresentando a capacidade
de ser comprimido praticamente sem expansão lateral” (Gil, 2007). Segundo o mesmo autor, possui
também uma boa resistência ao fogo, estabilidade química e biológica, baixa condutibilidade térmica
(entre 0,035 e 0,070 W/m.K) e uma massa volúmica média de 100 a 200 kg/m
3. A sua capacidade em
absorver energia pode também fazer esperar uma elevada capacidade de deformação e por
conseguinte um módulo de elasticidade reduzido (Nóvoa et al, 2004; Leal, 2012).
O granulado negro de cortiça é o nome dado aos fragmentos de cortiça de dimensões entre 0,25 e
22,4 mm, de acordo com a norma NP 114 (IPQ, 1994). Os granulados, ou regranulados, de cortiça,
são utilizados normalmente como isolamento térmico, no enchimento de espaços vazios entre
paredes, tectos e coberturas, e também na preparação de argamassas e betões leves. De acordo
com Gil (2007), o regranulado de cortiça caracteriza-se, além da granulometria referida, por uma

16
massa volúmica de 70 a 80 kg/m3 e um coeficiente de condutibilidade térmica de 0,048 W/m
.ºC. Deve
conter também um teor de humidade inferior a 10% e um teor em pó inferior a 0,4%.
A incorporação de cortiça em betões, e presumivelmente em argamassas, melhora o seu
comportamento térmico e diminui a sua massa volúmica mas piora o seu comportamento mecânico.
As propriedades mecânicas não são apenas influenciadas pela baixa massa volúmica da cortiça, mas
também pela sua interacção com o processo de hidratação do cimento (Panesar & Shindman, 2012).
iv. EPS (poliestireno expandido moldado)
O poliestireno expandido, conhecido comercialmente como “esferovite”, é um material polimérico
termoplástico, rígido e de célula fechada, cuja estrutura consiste em 98% de ar. Este é obtido a partir
da polimerização do estireno, podendo ser depois expandido através de vapor e agentes expansíveis
para formar grânulos esféricos de EPS (Madandoust et al, 2013; Labrincha et al, 2006). É
normalmente de cor branca e apresenta uma baixa condutibilidade térmica aliada a uma resistência à
compressão considerável, o que o torna num material muito utilizado como isolamento térmico,
normalmente em paredes, caixas de estores e pavimentos (Brás et al, 2013; Labrincha et al, 2006). É
também muito utilizado em sistemas de isolamento térmico pelo exterior (Veiga, 2010).
Figura 2.10 – Grânulos de EPS [W3]
Figura 2.11 – Aplicação de placa de EPS para isolamento térmico [W4]
Os grânulos de EPS são hidrófobos e têm uma massa volúmica extremamente reduzida (entre 10 e
30 kg/m3) e condutibilidade térmica de cerca de 0,04 W/(m
.K). Através do seu uso em argamassas,
espera-se uma diminuição da resistência mecânica, o aumento da relação a/c para atingir a mesma
trabalhabilidade e uma melhoria das características térmicas (Miled et al, 2004; Leal, 2012).
2.5. Comportamento acústico de argamassas
O principal objectivo na aplicação de um material isolante acústico consiste na absorção da energia
sonora. Segundo Domingues (2010), citado por Pedroso (2014), esta consiste na “dissipação de
energia sonora na superfície exposta de um material, transformando a energia acústica em calor”.
Esta absorção depende geralmente da natureza da superfície, do ângulo de incidência das ondas
sonoras e das condições de aplicação do sistema que integra o material.

17
Para caracterizar este fenómeno, recorre-se geralmente ao coeficiente de absorção sonora (α). Este
é dado pela razão entre a quantidade de energia que num certo período de tempo se dissipa na área
da superfície do material e a energia que incide nessa área (equação 2.1):
𝛼 =𝐸𝑎
𝐸𝑖
(2.1)
Em que:
Ea – quantidade de energia dissipada;
Ei – quantidade de energia incidente.
O coeficiente de absorção acústica é normalmente utilizado para caracterizar materiais de absorção
em projecto. Este é adimensional e varia entre 0 (reflector puro) e 1 (absorsor puro), ou seja, um
material com um coeficiente igual a 1 absorve a totalidade da energia incidente, pelo que é desejável
que este seja o mais elevado possível. Por vezes podem surgir valores superiores a 1, quando ocorre
difracção das ondas sonoras ao longo da fronteira do material, embora estes valores estejam
associados a erros experimentais e não devam ser considerados (Vigran, 2008). O coeficiente de
absorção sonora é também importante para calcular o tempo de reverberação, um indicador acústico
importante em projecto (Pedroso, 2014).
O Noise Reduction Coefficient (NRC) é outro indicador utilizado para avaliar o comportamento
acústico de um material. Este é definido com base na norma norte-americana ASTM C423 (ASTM,
2009) como a média aritmética dos coeficientes de absorção sonora nas bandas de frequências de
oitava de 250, 500, 1000 e 2000 Hz, arredondada a múltiplos de 0,05 (equação 2.2).
𝑁𝑅𝐶 =𝛼250𝛼500𝛼1000𝛼2000
4 (2.2)
O NRC é um indicador simples muito utilizado para comparar e avaliar o desempenho acústico de
materiais de construção, cuja função principal é dar uma ideia generalizada da absorção sonora na
gama de frequências da fala humana; no entanto, este não representa o comportamento do material
para toda a gama de frequências audíveis, pelo que deve ser utilizado com os devidos cuidados
(Pedroso, 2014). Um factor semelhante, αw, denominado coeficiente de absorção sonora ponderado,
é calculado pela norma EN 11654 (1997) através da comparação da curva de absorção sonora obtida
experimentalmente com as curvas teóricas presentes na norma. A partir deste valor os materiais
podem ser classificados numa escala de A (muito absorventes) a E (pouco absorventes). Na tabela
2.4 encontra-se a correspondência dos valores de αw com a respectiva classificação.
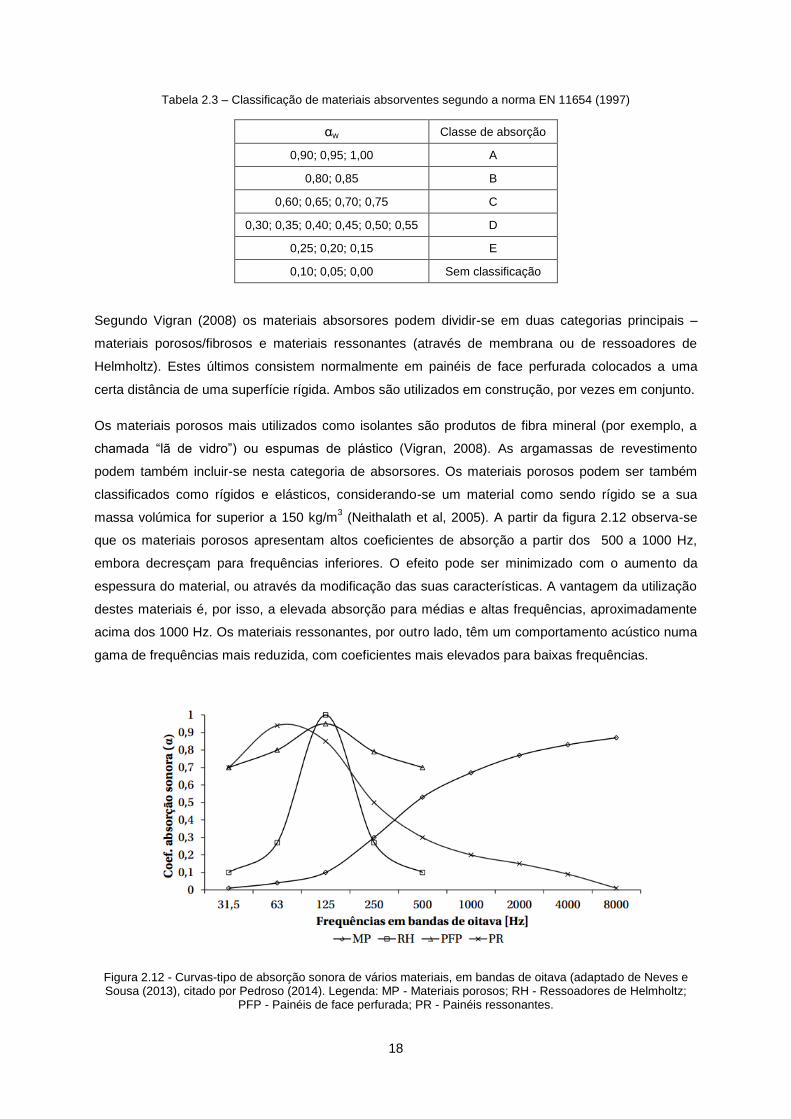
18
Tabela 2.3 – Classificação de materiais absorventes segundo a norma EN 11654 (1997)
αw Classe de absorção
0,90; 0,95; 1,00 A
0,80; 0,85 B
0,60; 0,65; 0,70; 0,75 C
0,30; 0,35; 0,40; 0,45; 0,50; 0,55 D
0,25; 0,20; 0,15 E
0,10; 0,05; 0,00 Sem classificação
Segundo Vigran (2008) os materiais absorsores podem dividir-se em duas categorias principais –
materiais porosos/fibrosos e materiais ressonantes (através de membrana ou de ressoadores de
Helmholtz). Estes últimos consistem normalmente em painéis de face perfurada colocados a uma
certa distância de uma superfície rígida. Ambos são utilizados em construção, por vezes em conjunto.
Os materiais porosos mais utilizados como isolantes são produtos de fibra mineral (por exemplo, a
chamada “lã de vidro”) ou espumas de plástico (Vigran, 2008). As argamassas de revestimento
podem também incluir-se nesta categoria de absorsores. Os materiais porosos podem ser também
classificados como rígidos e elásticos, considerando-se um material como sendo rígido se a sua
massa volúmica for superior a 150 kg/m3 (Neithalath et al, 2005). A partir da figura 2.12 observa-se
que os materiais porosos apresentam altos coeficientes de absorção a partir dos 500 a 1000 Hz,
embora decresçam para frequências inferiores. O efeito pode ser minimizado com o aumento da
espessura do material, ou através da modificação das suas características. A vantagem da utilização
destes materiais é, por isso, a elevada absorção para médias e altas frequências, aproximadamente
acima dos 1000 Hz. Os materiais ressonantes, por outro lado, têm um comportamento acústico numa
gama de frequências mais reduzida, com coeficientes mais elevados para baixas frequências.
Figura 2.12 - Curvas-tipo de absorção sonora de vários materiais, em bandas de oitava (adaptado de Neves e Sousa (2013), citado por Pedroso (2014). Legenda: MP - Materiais porosos; RH - Ressoadores de Helmholtz;
PFP - Painéis de face perfurada; PR - Painéis ressonantes.
19
Os materiais porosos são constituídos por duas fases – uma sólida, que forma o seu esqueleto, e
uma fluida, composta pelo ar presente no seu interior. Ao serem excitados por uma onda incidente, as
moléculas de ar da fase fluida são obrigadas a oscilar, dissipando a energia da onda. Este fenómeno
faz com que a parte da energia associada à vibração do ar seja transformada em calor, através de
perdas térmicas e viscosas, na sua viagem através dos interstícios do material. A contribuição das
perdas por fricção neste processo é determinado pelo tamanho dos poros relativamente à camada de
fronteira viscosa. Nas baixas frequências, esta fronteira tem aproximadamente as mesmas
dimensões dos poros e as perdas viscosas são elevadas, enquanto que nas altas frequências a
fronteira viscosa pode ter um tamanho muito inferior ao dos poros e a perda viscosa torna-se mais
reduzida (Pedroso, 2014). Esta relação é explicada em mais detalhe no capítulo 5, sendo quantificada
pelo modelo de Allard-Johnson através dos parâmetros de comprimento térmico e comportamento
viscoso característicos, traduzidos dos termos em inglês thermal length e viscous length,
respectivamente (Vigran, 2008). Segundo Pedroso (2014), a presença de material sólido pode
também provocar alterações na direcção de propagação das ondas, para altas frequências,
provocando perdas de energia; por outro lado, já que a velocidade das mudanças de pressão
aumenta com a frequência da onda, e os materiais porosos se caracterizam pela sua estrutura
tortuosa, a sua eficiência aumenta com a frequência, já que as perdas devido a fricção aumentam
com a velocidade da partícula.
A dissipação de energia num meio poroso, e por extensão a sua capacidade de absorção sonora, é
influenciada por diversos factores macroscópicos conjugados em modelos de previsão teóricos. Entre
estes modelos, dois dos mais utilizados são os desenvolvidos por Attenborough (1983, 1992) e por
Allard (1993) e Johnson et al (1986, 1987). Os principais parâmetros tidos em conta nestes modelos
para caracterizar o comportamento acústico de um material poroso são a porosidade aberta e a
resistividade ao fluxo de ar, sendo considerados também outros factores empíricos relacionados com
a geometria e dimensões dos poros (tortuosidade, comprimento térmico e comprimento viscoso), cujo
método de medição qualitativa é explicado no capítulo 3.
A porosidade de um material é definida como a razão entre o volume de vazios num material e o seu
volume total, sendo a absorção acústica principalmente afectada pela porosidade aberta. A
geometria, quantidade e tamanho dos poros é também determinante, bem como a existência de
poros na superfície do material, já que a dissipação da energia acústica depende das perdas por
fricção que ocorrem quando as ondas sonoras entram nos poros (Pedroso, 2014).
A resistividade ao fluxo de ar quantifica a dificuldade com que o ar penetra num material,
relativamente à área do provete. Quanto mais elevado for este parâmetro, maior será a resistência
oferecida à passagem do ar no seu interior, o que se traduz numa menor capacidade de absorver as
ondas sonoras (Vigran, 2008). Note-se que a compacidade do material não influencia directamente a
resistividade ao fluxo de ar, dependendo esta por outro lado da estrutura porosa do material (Hopkins,
2007). Allard (1993) refere valores típicos de resistividade em materiais de espuma e fibra de vidro
entre 1 e 100 kPa.s/m
2; no entanto, em argamassas de revestimento com agregados rígidos podem
20
esperar-se valores de resistividade superiores. Hopkins (2007) refere valores médios entre 20 e 300
kPa.s/m
2 para paredes de alvenaria lisas com espessuras inferiores a 200 mm.
A tortuosidade pode ser descrita simplificadamente como uma medida da desordem na estrutura do
material, fornecendo uma indicação sobre a direcção dos poros (Vigran, 2008). A tortuosidade está
relacionada com dois factores (Mafra et al, 2005):
Mudanças na direcção do fluxo do ar no interior da estrutura porosa do material: Num
material com elevada tortuosidade, o fluxo é restringido ao longo do percurso, produzindo-se
uma força de reacção contra as paredes da estrutura que por sua vez provocam uma força de
reacção correspondente.
Forças de interacção viscosas: as forças viscosas do escoamento de um fluido na estrutura
porosa são amplificadas pela tortuosidade, o que se traduz numa maior perda de energia ao
longo do percurso e numa maior absorção.
De forma geral, a uma maior tortuosidade corresponde uma maior capacidade de absorção de
energia e consequentemente de absorção das ondas. Não existem formas directas para medir a
tortuosidade, sendo esta avaliada qualitativamente no âmbito deste trabalho.
O comprimento térmico e comprimento viscoso são factores introduzidos por Johnson et al (1986)
para descrever a forma dos poros, sendo explicados em mais detalhe no capítulo 5. Neste estudo,
ambos os parâmetros foram medidos qualitativamente através das imagens obtidas através de
observação por lupa binocular e microtomografia de raios-X.
2.6. Estudos já realizados sobre argamassas de comportamento térmico
melhorado
Actualmente existe uma procura cada vez maior por argamassas de desempenho térmico melhorado
que ofereçam boas características isolantes sem comprometer a sua resistência e durabilidade,
através da introdução de agregados pouco utilizados normalmente. As argamassas de construção
podem ser classificadas segundo o local de produção: tradicionais (doseadas em obra) ou industriais
(pré-doseadas em fábrica); estes dois grupos diferem ainda nos materiais constituintes, modo de
fabrico, execução e aplicação, sendo as argamassas industriais normalmente pré-doseadas em
fábrica com diversos tipos de adjuvantes e adições, e aplicados numa única camada directamente no
suporte. No entanto, estima-se que entre 62 e 78% dos revestimentos aplicados em edifícios
correntes sejam argamassas tradicionais doseadas em obra (APFAC, 2005).
Neste capítulo apresentam-se alguns estudos, tanto no que toca a aplicações tradicionais como
industriais, que se têm vindo a desenvolver sobre argamassas de desempenho térmico melhorado.
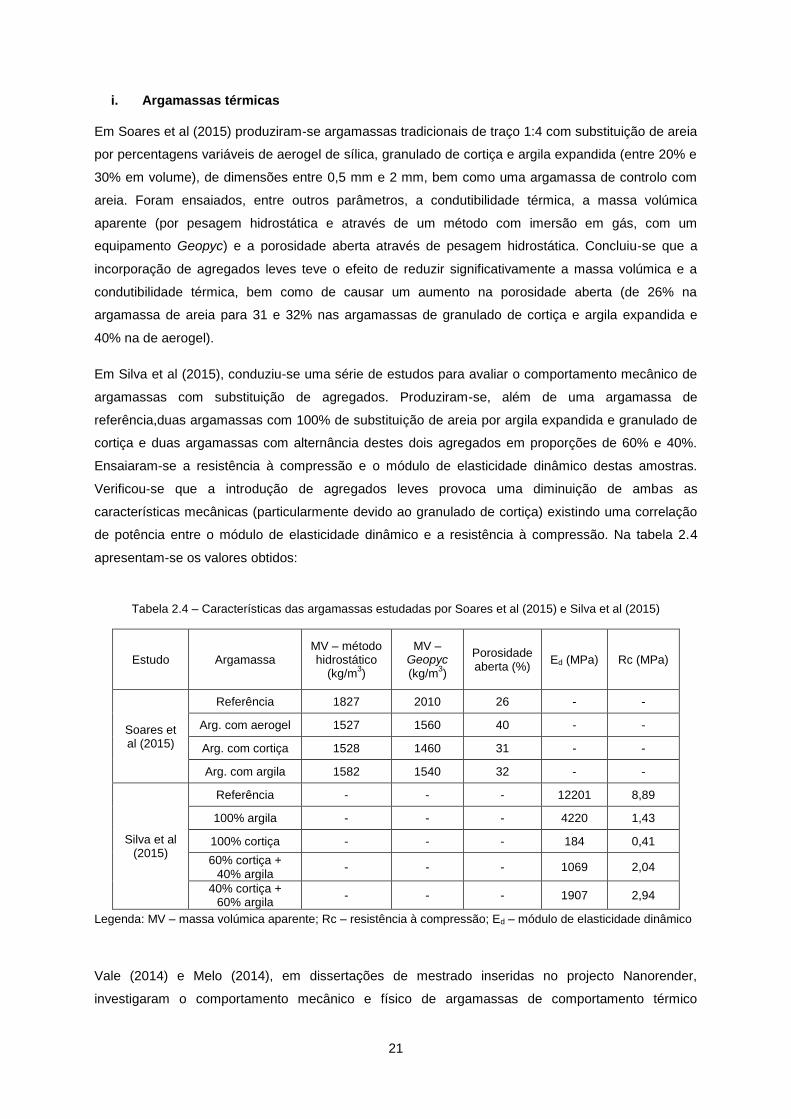
21
i. Argamassas térmicas
Em Soares et al (2015) produziram-se argamassas tradicionais de traço 1:4 com substituição de areia
por percentagens variáveis de aerogel de sílica, granulado de cortiça e argila expandida (entre 20% e
30% em volume), de dimensões entre 0,5 mm e 2 mm, bem como uma argamassa de controlo com
areia. Foram ensaiados, entre outros parâmetros, a condutibilidade térmica, a massa volúmica
aparente (por pesagem hidrostática e através de um método com imersão em gás, com um
equipamento Geopyc) e a porosidade aberta através de pesagem hidrostática. Concluiu-se que a
incorporação de agregados leves teve o efeito de reduzir significativamente a massa volúmica e a
condutibilidade térmica, bem como de causar um aumento na porosidade aberta (de 26% na
argamassa de areia para 31 e 32% nas argamassas de granulado de cortiça e argila expandida e
40% na de aerogel).
Em Silva et al (2015), conduziu-se uma série de estudos para avaliar o comportamento mecânico de
argamassas com substituição de agregados. Produziram-se, além de uma argamassa de
referência,duas argamassas com 100% de substituição de areia por argila expandida e granulado de
cortiça e duas argamassas com alternância destes dois agregados em proporções de 60% e 40%.
Ensaiaram-se a resistência à compressão e o módulo de elasticidade dinâmico destas amostras.
Verificou-se que a introdução de agregados leves provoca uma diminuição de ambas as
características mecânicas (particularmente devido ao granulado de cortiça) existindo uma correlação
de potência entre o módulo de elasticidade dinâmico e a resistência à compressão. Na tabela 2.4
apresentam-se os valores obtidos:
Tabela 2.4 – Características das argamassas estudadas por Soares et al (2015) e Silva et al (2015)
Estudo Argamassa MV – método hidrostático
(kg/m3)
MV – Geopyc (kg/m
3)
Porosidade aberta (%)
Ed (MPa) Rc (MPa)
Soares et al (2015)
Referência 1827 2010 26 - -
Arg. com aerogel 1527 1560 40 - -
Arg. com cortiça 1528 1460 31 - -
Arg. com argila 1582 1540 32 - -
Silva et al (2015)
Referência - - - 12201 8,89
100% argila - - - 4220 1,43
100% cortiça - - - 184 0,41
60% cortiça + 40% argila
- - - 1069 2,04
40% cortiça + 60% argila
- - - 1907 2,94
Legenda: MV – massa volúmica aparente; Rc – resistência à compressão; Ed – módulo de elasticidade dinâmico
Vale (2014) e Melo (2014), em dissertações de mestrado inseridas no projecto Nanorender,
investigaram o comportamento mecânico e físico de argamassas de comportamento térmico

22
melhorado. Foram produzidas 4 argamassas industriais com quantidades variáveis de agregados de
EPS e cortiça, 2 argamassas tradicionais sem adjuvantes em que a areia foi substituída por 80% de
granulado de cortiça e 85% de EPS seguindo a curva granulométrica Mesquita, e uma argamassa de
referência com areia. O ligante utilizado nas argamassas tradicionais foi cimento portland CEM II B/L
32,5 N. Realizaram-se ensaios de resistência à compressão e à tracção por flexão, módulo de
elasticidade dinâmico, aderência ao suporte, velocidade de propagação das ondas ultra-sónicas,
coeficiente de condutibilidade térmica, massa volúmica, porosidade aparente, absorção de água e
índice de secagem, em provetes de dimensões 160x40x40 mm3, 80x70x25 mm
3, 300x300x50 mm
3, e
sobre tijolos.
Estes autores concluíram que são necessárias quantidades superiores a 70% de incorporação de
agregados isolantes em argamassas para se obter reduções significativas na condutibilidade térmica.
Com esta introdução de agregados, obtiveram-se alterações significativas no seu comportamento
físico e mecânico, embora a introdução de agregados não seja suficiente, por si só, para serem
classificadas como argamassas térmicas segundo a EN 998-1 (CEN, 2010). Através da introdução
destes agregados verificou-se uma redução na massa volúmica (Mv ≤ 863 kg/m3), no módulo de
elasticidade dinâmico (Ed ≤ 2110 MPa) e na velocidade de propagação das ondas ultra-sónicas (V ≤
2176 m/s), uma diminuição de cerca de 60% e 90% e 40%, respectivamente; uma redução na
condutibilidade térmica de cerca de 80%; uma redução na resistência à compressão (valores obtidos
entre 0,40 e 4,44 MPa); e um aumento da porosidade, embora algumas argamassas não tenham sido
ensaiadas pois o método não era adequado.
Ali (2011) analisou o comportamento mecânico de argamassas tradicionais de revestimento com
incorporação de agregados de EPS, em substituições de 40 a 85% em volume. Os agregados de
EPS usados são conhecidos comercialmente como “Addipore 55”, com dimensões entre 2 e 12 mm.
Utilizou como ligante cimento Portland de tipo I, como adjuvantes sílica de fumo (massa volúmica de
250-350 kg/m3) e um superplastificante (“Sikament 163 M”), e para a argamassa de referência areia
siliciosa com módulo de finura 3,28). O autor concluiu que a inclusão de agregados de EPS reduziu a
massa volúmica aparente no estado endurecido em cerca de 55%, para a argamassa com 85% de
substituição de volume com areia, verificando-se uma relação linear entre a quantidade de EPS na
mistura e a redução de massa volúmica. Registou também uma diminuição de cerca de 90% na
resistência à compressão, módulo de elasticidade estático e condutibilidade térmica, para a mesma
argamassa, em relação à argamassa de referência.
Em Martins (2010) produziram-se argamassas tradicionais de revestimento com introdução de três
granulometrias distintas de regranulado negro de cortiça (regranulado fino, grosso e pó de cortiça),
com inclusão de cal hidráulica e cimento em traços de 1:3 (argamassas com cal) e 0,5;0,5;3
(argamassas bastardas) e sem quaisquer adjuvantes. Foram utilizadas diferentes percentagens de
substituição de cortiça por areia, em proporções de 60 a 80%. Verificou-se que, para uma argamassa
bastarda com 80% de inclusão de cortiça, esta registou uma diminuição de cerca de 50% na massa
volúmica (944 kg/m3), 80% na resistência à compressão (2,4 MPa) e 75% na condutibilidade térmica
(0,2 W/m.K), em relação à argamassa de referência. Estes resultados indicam que o regranulado

23
negro de cortiça tem um bom desempenho térmico mas induz uma perda de resistência significativa
nas argamassas.
Brás et al (2013) ensaiaram argamassas de revestimento com subtituição de cortiça e EPS em
percentagens de 10 a 80% em volume por areia, bem como uma argamassa de referência. Utilizou-
se cimento CEM II B/L 32,5N, areia siliciosa de dimensões 0/1 mm, agregados de cortiça e EPS de
dimensões 0,5/1 e 2 mm, respectivamente, e um superplastificante (PCE). Os autores registaram
porosidades entre 20 a 30% para as argamassas com maior substituição de agregados, uma redução
da massa volúmica em 30% em relação à argamassa de referência, e uma diminuição da
condutibilidade térmica entre 60 a 75%. Quanto à resistência à compressão, registaram-se reduções
de 56 e 84% para as argamassas de 80% de EPS e cortiça, respectivamente, indicando que o efeito
de perda de resistência é mais significativo em argamassas com incorporação de cortiça.
Nepomuceno & Silva (2014) produziram argamassas tradicionais com incorporação de PCM (phase
change materials, sob a forma de argila expandida e cera de parafina, com o objectivo de avaliar o
seu comportamento térmico. Utilizaram cimento Portland CEM II B/L 32,5N como ligante, juntamente
com um superplastificante e areia fluvial de granulometria fina e média. A argila foi peneirada de
forma a conseguir uma granulometria com agregados inferiores a 4 mm. Os agregados de argila
foram em seguida impregnados com os PCM através de um processo de imersão a altas
temperaturas, seguida de secagem com ar comprimido. Produziram-se 3 argamassas com um traço
de 1:3 fazendo variar a quantidade de substituição de argila com PCM por areia. Obtiveram-se
massas volúmicas no estado endurecido perto dos 1300 kg/m3, resistências à compressão de 15
MPa, e condutibilidades térmicas de 0,5 W/(m.K), para as argamassas com maior percentagem de
substituição de agregados. Verificou-se uma diminuição significativa da massa volúmica e da
resistência à compressão, embora se tenha melhorado a condutibilidade térmica em cerca de 30 a
50% em relação às argamassas de referência produzidas.
Quanto às argamassas térmicas industriais, Gonçalves et al (2012) desenvolveram uma argamassa
industrial térmica com substituição de 70 a 80% de agregados de EPS, cimento portland branco e
adjuvantes (não especificados), com o objectivo de reduzir o coeficiente de condutibilidade térmica
para 0,07 W/m.ºC sem compremeter as suas características mecânicas e de trabalhabilidade.
Obteve-se uma argamassa com massa volúmica aparente de 250 kg/m3, módulo de elasticidade
dinâmico de 500 MPa e resistência à compressão de classe CS I (0,4 a 2,5 MPa), de acordo com a
norma EN 998-1 (CEN, 2010).
Frade et al (2012) produziram uma argamassa industrial com substituição de 70 a 80%, em volume,
de agregados de cortiça, com um cimento portland e um hidrófugo não especificados. A argamassa
apresenta uma condutibilidade térmica de 0,163 W/m.ºC, massa volúmica de 910 kg/m
3, módulo de
elasticidade de 10010 MPa, porosidade de 46,6% e resistência à compressão de 9,8 MPa.
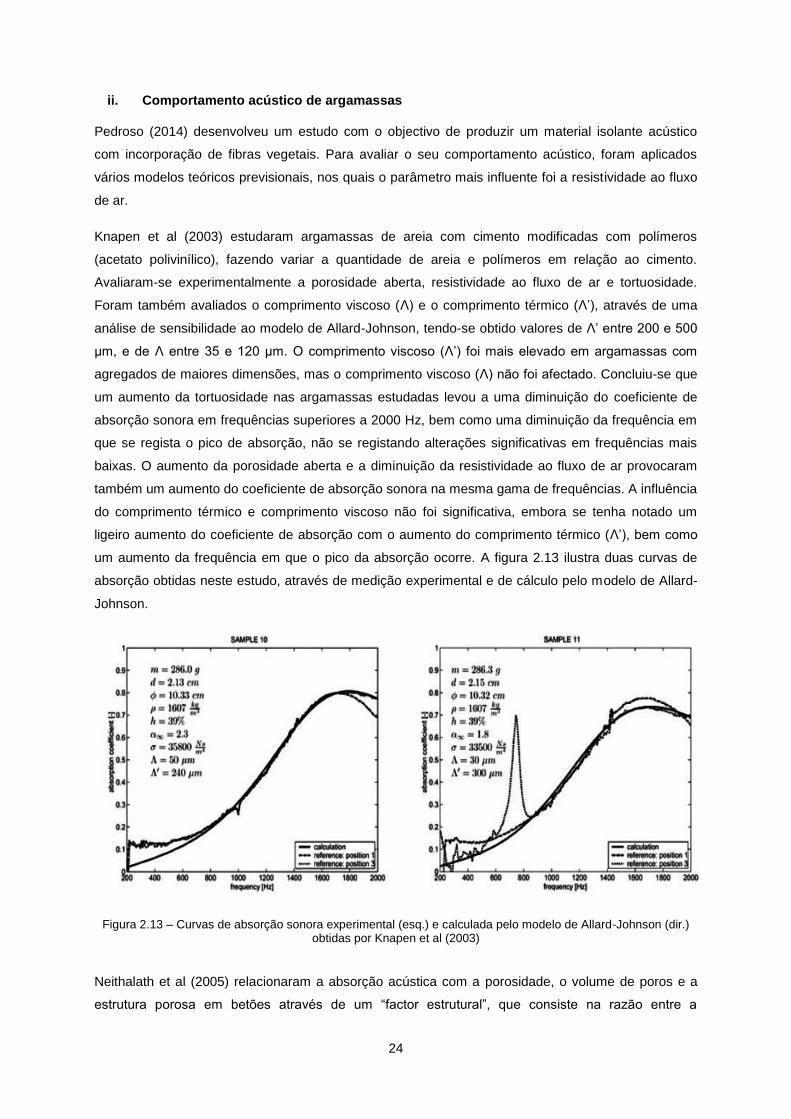
24
ii. Comportamento acústico de argamassas
Pedroso (2014) desenvolveu um estudo com o objectivo de produzir um material isolante acústico
com incorporação de fibras vegetais. Para avaliar o seu comportamento acústico, foram aplicados
vários modelos teóricos previsionais, nos quais o parâmetro mais influente foi a resistividade ao fluxo
de ar.
Knapen et al (2003) estudaram argamassas de areia com cimento modificadas com polímeros
(acetato polivinílico), fazendo variar a quantidade de areia e polímeros em relação ao cimento.
Avaliaram-se experimentalmente a porosidade aberta, resistividade ao fluxo de ar e tortuosidade.
Foram também avaliados o comprimento viscoso (Λ) e o comprimento térmico (Λ’), através de uma
análise de sensibilidade ao modelo de Allard-Johnson, tendo-se obtido valores de Λ’ entre 200 e 500
μm, e de Λ entre 35 e 120 μm. O comprimento viscoso (Λ’) foi mais elevado em argamassas com
agregados de maiores dimensões, mas o comprimento viscoso (Λ) não foi afectado. Concluiu-se que
um aumento da tortuosidade nas argamassas estudadas levou a uma diminuição do coeficiente de
absorção sonora em frequências superiores a 2000 Hz, bem como uma diminuição da frequência em
que se regista o pico de absorção, não se registando alterações significativas em frequências mais
baixas. O aumento da porosidade aberta e a diminuição da resistividade ao fluxo de ar provocaram
também um aumento do coeficiente de absorção sonora na mesma gama de frequências. A influência
do comprimento térmico e comprimento viscoso não foi significativa, embora se tenha notado um
ligeiro aumento do coeficiente de absorção com o aumento do comprimento térmico (Λ’), bem como
um aumento da frequência em que o pico da absorção ocorre. A figura 2.13 ilustra duas curvas de
absorção obtidas neste estudo, através de medição experimental e de cálculo pelo modelo de Allard-
Johnson.
Figura 2.13 – Curvas de absorção sonora experimental (esq.) e calculada pelo modelo de Allard-Johnson (dir.) obtidas por Knapen et al (2003)
Neithalath et al (2005) relacionaram a absorção acústica com a porosidade, o volume de poros e a
estrutura porosa em betões através de um “factor estrutural”, que consiste na razão entre a

25
porosidade total e o volume de poros principais. Entre as conclusões deste estudo destaca-se o facto
de ter sido provado que um aumento no tamanho dos poros causa uma redução no coeficiente de
absorção máximo, embora não altere significativamente a frequência em que esta ocorre; isto deve-
se ao facto de, em poros de grandes dimensões, as perdas de energia devido a fricção serem baixas
e uma parte considerável das ondas que penetram na estrutura serem reflectidas. O coeficiente
máximo de absorção é também diminuído linearmente com um aumento no factor estrutural.
Verificou-se ainda que a absorção em baixas frequências é melhorada através do aumento da
relação entre as dimensões dos poros e os canais que os ligam. Note-se que neste estudo assumiu-
se uma estrutura porosa em que os poros e os canais têm uma forma aproximadamente cilíndrica, o
que é uma hipótese próxima da adoptada nesta dissertação (capítulos 4 e 5).
Branco & Godinho (2013) ensaiaram acusticamente argamassas tradicionais com incorporação de
granulado de cortiça (dimensões 3/5 e 5/10), EPS e argila expandida (dimensões 2/4 e 3/8), bem
como uma argamassa de referência. As argamassas foram produzidas sem adjuvantes, aplicadas em
lajes de pavimento e submetidas a um ensaio de transmissão de ruído por impacto baseado em
Godinho et al (2010). As amostras foram colocadas numa câmara isolada e submetidas a um
impacto, tendo-se utilizado um microfone para medir as ondas sonoras resultantes. Os autores
verificaram uma diminuição na transmissão de ruído, particularmente para as altas frequências,
embora os resultados tenham dependido fortemente da geometria e dimensões das amostras, bem
como da sua posição relativamente à fonte de impacto e microfone. Verificou-se também que o
aumento da espessura do revestimento levou a um melhor desempenho, especialmente nas altas
frequências, para todas as argamassas, mas mais notavelmente nas de agregado de cortiça.
Segundo o estudo de Vašina et al (2006), que produziram argamassas de cimento com incorporação
de argila expandida e um superplastificante, a tortuosidade e variação na distribuição do tamanho dos
poros não é significativamente alterado quando se variam as dimensões dos agregados; por outro
lado, pode ser atingido um bom desempenho acústico (atingindo-se coeficientes de absorção sonora
superiores a 0,95) se este material for utilizado em dimensões inferiores a 3,5 mm. O principal factor
impeditivo no uso destas argamassas como material isolante é a dificuldade em obter resistências
mecânicas elevadas sem afectar a proporção de poros abertos, uma das características que mais
afecta o seu comportamento acústico.
Frías et al (2011) produziram argamassas de cimento com propriedades acústicas através da
incorporação de coque de petróleo. Foi utilizado um tubo de impedância para avaliar o seu
comportamento acústico, verificando-se uma relação directa entre a porosidade aberta do material e
o seu desempenho acústico. No entanto, a este aumento de porosidade correspondeu também um
decréscimo significativo nas suas propriedades mecânicas, nomeadamente na resistência à
compressão.
No estudo de Horoshenkov e Swift (2002), avaliou-se o efeito da distribuição do tamanho dos poros
no desempenho acústico através de ensaios realizados em vários materiais granulares porosos
(neste caso, tratou-se de granulados de espuma de poliuretano, partículas de sílex aglutinadas com
26
um ligante de epoxy de borracha e partículas de vidro não aglutinadas). Ensaiaram-se a resistividade
ao fluxo de ar, desvio padrão do tamanho dos poros, porosidade e tortuosidade. Assumindo poros
cilíndricos, e através da aplicação destes parâmetros num modelo teórico baseado num estudo
anterior, concluiu-se que a distribuição do tamanho dos poros é aproximadamente log-normal.
Em seguida, na tabela 2.4, sintetizam-se as características de algumas argamassas isolantes
térmicas existentes no mercado ou produzidas por outros autores, nas quais são usados os mesmos
materiais isolantes desta dissertação ou que tenham especificamente, além de características
térmicas, uma função isolante acústica. Não foram encontradas, em Portugal, quaisquer argamassas
industriais com incorporação de aerogel, tendo-se encontrado apenas um exemplo no mercado suíço.

27
Tabela 2.5 – Características de argamassas isolantes acústicas
Argamassa Ligante Material isolante
% adição
(em volume)
Adições/ adjuvantes MV
(kg/m3)
Rc (MPa) Ed
(MPa) σ (%)
λ (W/m.°C)
α Aplicações Referência/ designação
Tradicionais
Cimento Argila
expandida s.i. Cinzas; plastificante s.i. s.i. s.i.
38 a 48
s.i. Máximo de 1,0 para 500 Hz
- Vašina et al
(2006)
Cimento Granulado de
cortiça 5 a 15
Hidróxido de cálcio/magnésio;
derivado de celulose; pó redispersível; hidrófobo em pó;
agente introdutor de ar e de controlo de
tracção
860 a 910 3,50 a 9,80
s.i. 47 0,13 a 0,23
s.i. Reabilitação / renovação de edifícios
Nunes & Jacinto (2011) - Patente
PT105937
Cal aérea Cortiça s.i. Pozolanas; silicato de
sódio; activador alcalino; fibras
250 a 1600
Variável s.i. s.i. 0,15 0,15 a 0,95
Int. e ext.; construções
novas e reabilitação
Cartaxo, F. (2007) - Patente
PT103641A
Cimento Nanoaerogel hidrofóbico
s.i. Fibras de vidro; fibras
de celulose 144 a 318
0,13 a >0,5
> 0,5 s.i. 0,015 a 0,066
0,05 a 0,23 (entre 250 e
2000 Hz) Int. e ext.
Doshi et al (2010) – patente WO
2011/066209 A2
s.i. Perlite s.i. Fibras de algodão; minerais diversos
200 a 300 s.i. s.i. s.i. s.i. 0,30 a 0,90 Int. Fellert, J. (1998) Patente WO98/
27027
Industriais
Cal hidráulica Granulado de
cortiça s.i.
Adições naturais; fibras de
polipropileno; introdutores de ar
470 ± 30 3,0 s.i. s.i. 0,08 > 0,70 (entre 600 e 1500
Hz) Int. e ext.
Catálogos e fichas
técnicas dos fabricantes
Cal hidráulica Granulado de
cortiça s.i. s.i. 900 0,4 a 2,5 s.i. s.i. 0,1 a 0,2 s.i. Int. e ext.
Cal hidráulica Granulado de
cortiça s.i. s.i. 900 ± 50 1,5 a 5,0 1000 46,6 0,1 a 0,2 s.i. Int. e ext.
Cimento Argila
expandida s.i. s.i. s.i. > 0,7 s.i. s.i. 0,16 s.i. Int. e ext.
Cal, cimento branco e ligantes
sintéticos
EPS 70 a 80 s.i. 400 ± 50 0,4 a 2,5 500 s.i. 0,07 s.i. Int. e ext.; renovação de edifícios
Cal hidráulica; cimento branco
Aerogel s.i. s.i. 220 s.i. s.i. s.i. 0,028 s.i.
Int. e ext.; construções
novas e reabilitação
Legenda: MV – massa volúmica no estado endurecido; Rc – resistência à compressão; Ed – módulo de elasticidade dinâmico; – porosidade aberta; λ – condutibilidade
térmica; α – variação do coeficiente de absorção sonora; s.i. – sem informação.
28
2.7. Síntese do capítulo
As argamassas são utilizadas com a função de revestimento na construção, tendo passado por
grandes mudanças no que toca aos materiais utilizados e à forma de mistura e aplicação ao longo
dos anos. Actualmente, com exigências ambientais e de conforto cada vez mais prementes, torna-se
necessário desenvolver argamassas de revestimento que permitam atingir um bom desempenho
térmico e acústico sem comprometer as suas características mecânicas.
As argamassas com incorporação de isolantes térmicos constituem uma boa solução de
revestimento, caracterizando-se pelos seus coeficientes de condutibilidade térmica inferiores a 0,2
W/(m.K) e massas volúmicas inferiores a 600 kg/m
3. Estes devem-se à incorporação de materiais com
características isolantes, tais como a argila expandida, o granulado de cortiça, o EPS ou o aerogel.
No entanto, as argamassas compostas por estes materiais em substituição da areia sofrem uma
perda de resistência mecânica, nomeadamente na resistência à compressão e módulo de
elasticidade, sendo necessário complementá-los com adjuvantes e/ou adições.
Não existem ainda, tanto quanto foi possível averiguar, quaisquer estudos relativos ao
comportamento acústico de argamassas de revestimento com incorporação destes agregados,
apesar de existir informação relativamente a outros materiais porosos. Por outro lado, é ainda pouco
conhecido o efeito dos adjuvantes em argamassas térmicas, tendo em conta que as argamassas com
incorporação de aerogel necessitam quase sempre do seu uso para lhes conferir coesão e boas
características mecânicas. Sendo assim, de forma a obter mais informações sobre o efeito destes
agregados e adjuvantes, e do seu impacto no comportamento acústico, foi realizada uma campanha
experimental em laboratório sobre este tipo de argamassas, conforme descrito no próximo capítulo.

29
3. Caracterização do trabalho experimental
3.1. Considerações gerais
A campanha experimental tem como objectivo principal caracterizar o comportamento acústico de
argamassas térmicas. Neste capítulo descrevem-se todas as fases associadas ao estudo das
argamassas, desde a sua produção aos ensaios realizados. O objectivo final foi recolher dados que
permitam uma calibração dos modelos de Attenborough e Allard-Johnson para estas argamassas,
bem como a sua aplicabilidade em situações reais.
Em primeiro lugar, foi feita uma selecção e caracterização dos materiais que incorporam as
argamassas, bem como os métodos utilizados na sua preparação. Em seguida, descreve-se o
processo de mistura, produção de provetes e recolha de dados sobre as argamassas no estado
fresco, especificamente os ensaios de espalhamento e a massa volúmica. Finalmente, descrevem-se
os ensaios de caracterização física, mecânica e acústica. Nos laboratórios do DECivil do IST foram
realizados ensaios para determinação da porosidade e massa volúmica aparente, permeabilidade e
resistividade ao fluxo de ar, velocidade de propagação de ondas ultra-sónicas, módulo de elasticidade
dinâmico, módulo de torção, coeficiente de Poisson, resistência à compressão, condutibilidade
térmica, comprimento térmico e comprimento viscoso, enquanto a determinação da absorção sonora
foi realizada pelo método do tubo de impedância no laboratório do ITeCons.
3.2. Descrição geral do plano de ensaios
Com esta campanha experimental pretendeu-se caracterizar acusticamente onze argamassas de
desempenho térmico melhorado. Foram produzidas duas argamassas industriais e nove argamassas
tradicionais (no contexto desta dissertação entendem-se como tradicionais as argamassas cuja
composição não é pré-doseada em fábrica). Quatro destas não tiveram qualquer incorporação de
agregados leves, de forma a servir de controlo.
As argamassas tradicionais formuladas em laboratório têm como único ligante o cimento, e como
agregados uma selecção de de cargas leves sob a forma de aerogel de sílica (AG), argila expandida
(AE) e granulado de cortiça expandida (GC), excepto as argamassas de controlo, que contêm areia
como agregado. Além de três argamassas com uma proporção de 100% de cada tipo de agregado
(CTrad
AG, DTrad
AE e ETrad
GC) foram produzidas duas em que estes foram combinados – uma argamassa
com 60% de aerogel e 40% de argila expandida (ATrad
AG+AE), e uma argamassa com 60% de aerogel e
40% de granulado de cortiça (BTrad
AG+GC). O traço volumétrico utilizado para todas as argamassas foi
de 1:4, por ser o recomendado pelo LNEC (1968), citado por Gomes et al (2005), para a camada de
base de um revestimento tradicional de base cimentícia.
As curvas granulométricas utilizadas para os agregados foram a curva granulométrica da “areia
lavada 0/2 Mesquita” (designada simplificadamente por “curva Mesquita”), no caso da areia, e a curva
própria do material, no caso dos agregados de cortiça e argila expandida (designada por “curva 2”).

30
Esta corresponde à distribuição granulométrica do material fornecido, o que permite aproveitar o
máximo de material sem o desperdiçar. No caso do aerogel, este é impossível de separar em
fracções granulométricas, já que este é demasiado frágil e o tamanho dos grânulos é muito
homogéneo.
A percentagem de substituição de agregados, granulometria e adjuvantes utilizados nas argamassas
tradicionais encontra-se na tabela 3.1. No anexo confidencial A.3.1 encontra-se a composição das
argamassas tradicionais produzidas, especificando-se a granulometria, relação a/c e utilização ou não
de adjuvantes.
Tabela 3.1 – Composição das argamassas tradicionais
Argamassas tradicionais
Agreg. isolante / % substituição (em volume)
Granulometria Adições /
adjuvantes
ATrad
AG+AE 60% aerogel + 40% argila
expandida Curva 2 Sim
BTrad
AG+GC 60% aerogel
+ 40% granulado de cortiça Curva 2 Sim
CTrad
AG 100% aerogel Curva 2 Sim
DTrad
AE 100% argila expandida Curva 2 Sim
ETrad
GC 100% granulado de cortiça Curva 2 Sim
Fcontrolo
100% areia Mesquita Sim
GRef
100% areia Mesquita Não
Hcontrolo
100% areia Curva 2 Não
Icontrolo
100% areia Curva 2 Sim
Quanto às argamassas industriais, foi produzida uma com incorporação de granulado de cortiça
(JInd
GC) e outra com incorporação de EPS (KInd
EPS).
Para cada argamassa, produziram-se 2 provetes cilíndricos com diâmetro de 28,5 mm e espessura
de 40mm, 2 provetes cilíndricos de 99,5 mm e espessura de 40 mm, e 3 provetes prismáticos de
40x400x160 mm (figuras 3.1 a 3.3). Os provetes cilíndricos foram analisados pelo ITeCons à
absorção sonora, enquanto os provetes prismáticos normalizados foram ensaiados no DECivil do IST.
Todos foram curados, dentro de sacos de polietileno, em câmara condicionada a uma temperatura de
20°C ± 2°C e humidade relativa de 65% ± 5%. A desmoldagem foi feita aos 7 dias, devido à baixa
resistência mecânica das argamassas em estudo, e analisadas aos 28 dias de idade.
As argamassas foram produzidas em quatro fases distintas: numa primeira produção as argamassas
tradicionais e industriais sob a forma de provetes cilíndricos, e numa segunda as mesmas
argamassas sob a forma de provetes prismáticos. Posteriormente, de forma a obter mais dados para
comparação, decidiu-se efectuar uma terceira produção, formada por provetes cilíndricos de quatro
argamassas de areia (uma das quais produzida anteriormente, a argamassa Fcontrolo
) e uma quarta
produção, de provetes prismáticos destas mesmas argamassas.

31
Figura 3.1 – Molde com 2 provetes cilíndricos de diâmetro 99,5 mm e
espessura 40 mm
Figura 3.2 – Molde de 4 provetes cilíndricos de diâmetro 28,5 mm e
espessura 40 mm
Figura 3.3 – Molde de 3 provetes
prismáticos de 160x40x40 mm
Tendo em conta que a curva granulométrica apresentada pelos agregados leves (granulado de
cortiça e argila expandida) é diferente da curva da argamassa de referência, foi produzida
inicialmente uma argamassa de controlo (Fcontrolo
) para avaliar a influência da curva granulométrica
nas propriedades das argamassas. No entanto, para analisar isoladamente o efeito da granulometria
e dos adjuvantes, repetiu-se a produção da argamassa Fcontrolo
e produziram-se mais duas
argamassas de controlo (uma correspondente a cada curva granulométrica, HControlo
e IControlo
) em que
se adicionou o mesmo tipo de adições para assim avaliar a influência destas nas argamassas
(independentemente dos agregados), bem como uma argamassa de referência (GRef
) de curva
Mesquita, sem qualquer adição de adjuvantes. Em resumo, têm-se as seguintes argamassas,
divididas de acordo com as respectivas produções:
1ª produção (provetes cilíndricos): argamassas ATrad
AG+AE, BTrad
AG+GC, CTrad
AG, DTrad
AE, ETrad
GC,
Fcontrolo
, JInd
GC, e KInd
EPS;
2ª produção (provetes prismáticos): argamassas ATrad
AG+AE, BTrad
AG+GC, CTrad
AG, DTrad
AE, ETrad
GC,
Fcontrolo
, JInd
GC, e KInd
EPS;
3ª produção (provetes cilíndricos): argamassas Fcontrolo
, GRef
, Hcontrolo
, e Icontrolo
;
4ª produção (provetes prismáticos): argamassas Fcontrolo
, GRef
, Hcontrolo
, e Icontrolo
.
Paralelamente à produção das argamassas realizaram-se ensaios de consistência por espalhamento
e de massa volúmica. No estado endurecido, foram realizados ensaios para determinação da
absorção sonora, porosidade e massa volúmica aparente, permeabilidade e resistividade ao fluxo de
ar, velocidade de propagação de ondas ultra-sónicas, módulo de elasticidade dinâmico, módulo de
torção, coeficiente de Poisson, resistência à compressão e comprimento térmico/viscoso. O ensaio
para determinação do coeficiente de absorção sonora em função da frequência foi realizado pelo
método do tubo de impedância, no ITeCons.
3.3. Caracterização dos materiais constituintes das argamassas
3.3.1. Constituintes das argamassas tradicionais
3.3.1.1. Areia
Para a produção da argamassa com areia utilizou-se areia lavada Mesquita com dimensão 0/2mm.
32
A areia foi peneirada de forma a obter seis fracções de diâmetros compreendidas entre os 0,063 mm
e os 2 mm. Foram adoptadas adoptadas a curva granulométrica da “areia lavada 0/2 Mesquita”,
utilizando estas seis fracções granulométricas, e a “curva 2”, semelhante à curva apresentada pelos
agregados leves (granulado de cortiça e argila expandida), para as quais se utilizaram agregados
leves com granulometrias de fracções [0,5 a 1 mm] e [1 a 2 mm], tal como indicado na tabela 3.2.
Determinou-se também a sua baridade (procedimento adaptado de NP EN 1097-3, IPQ 2002).
Tabela 3.2 – Distribuição granulométrica das curvas utilizadas (% de volume)
Designação < 0,063
mm 0,063 a
0,125 mm 0,125 a
0,250 mm 0,250 a
0,500 mm 0,500 a
1,000 mm 1,000 a
2,000 mm
Areia lavada 0/2 Mesquita
0,50 0,50 17,00 59,00 22,00 1,00
Curva 2 - - - - 17,75 82,25
3.3.1.2. Cimento
Na produção de todas as argamassas tradicionais foi utilizado cimento Portland do tipo CEM II B/L,
da classe 32,5N, uma vez que este é o mais comum na preparação de argamassas de revestimento
em Portugal.
3.3.1.3. Agregados leves
Os agregados utilizados em substituição da areia foram a argila expandida, granulado de cortiça
expandida e aerogel de sílica hidrofóbico (figuras 3.4 a 3.6).
Figura 3.4 – Agregados de argila expandida
Figura 3.5 – Agregados de granulado de cortiça
Os agregados foram peneirados (figura 3.7) de forma a obter fracções granulométricas [0,5 a 1 mm] e
[1 a 2 mm], produzindo-se assim argamassas com a “curva 2”, característica destes materiais. A
argila expandida foi deixada a secar antes da peneiração durante um período mínimo de 24 horas, a
uma temperatura constante de 100 ºC. Realizou-se um ensaio de baridade pelo mesmo processo
utilizado para a areia e o cimento. Quanto ao aerogel, este nao segue nenhuma curva granulométrica
específica, devido à fragilidade dos agregados e à sua proporção homogénea, pelo que não foi
necessário peneirar este material.

33
Figura 3.6 – Agregados de aerogel
Figura 3.7 – Peneiração dos agregados
Os resultados médios do ensaio de baridade dos vários materiais presentes nas argamassas
tradicionais, bem como dos produtos em pó constituintes das argamassas industriais, apresentam-se
na tabela 3.3. O ensaio foi repetido 3 vezes para cada material, não tendo havido compactação
durante o processo.
Tabela 3.3 – Baridade média dos agregados constituintes das argamassas tradicionais
Agregados Baridade média
(kg/m3)
Areia 1334
Granulado de cortiça expandida
52
Argila expandida 431
Aerogel hidrofóbico comercial
63
3.3.1.4. Adjuvantes
Foram utilizados três adjuvantes distintos nas argamassas tradicionais (figuras 3.8 a 3.10) –
tensioactivos, éter de celulose e resina líquida. Os tensioactivos têm a função de introduzir ar na
mistura e facilitar a mistura do aerogel com a água de amassadura, enquanto a resina líquida e o éter
de celulose evitam a segregação dos agregados e melhoram a trabalhabilidade e resistência das
argamassas.
Figura 3.8 – Tensioactivos em pó
Figura 3.9 – Éter de celulose em pó
Figura 3.10 – Resina líquida com água

34
3.3.2. Argamassas industriais
Foram produzidas duas argamassas industriais pré-doseadas, uma com agregados de EPS e outra
com granulado de cortiça. Note-se que os fabricantes das argamassas industriais não indicam as
baridades dos respectivos agregados.
Na tabela 3.4 encontra-se a constituição destas argamassas, bem como a percentagem de
substituição de agregados, tipo de aplicação recomendada e adições acrescentadas pelos
respectivos fabricantes.
Tabela 3.4 – Constituintes das argamassas industriais pré-doseadas produzidas em laboratório
Argamassa Ligante
% de substituição
(em volume)
Dimensão dos
agregados (mm)
Outros agregados
Quantidade de água por saco
(L/kg)
Adições / adjuvantes
JInd
GC Cal
hidráulica natural
Cortiça (si) ≤ 3 Terra
diatomácea/ argila
0,55
Aditivos naturais; fibras de
polipropileno; introdutores
de ar
KInd
EPS
Cal/ cimento branco e ligantes
sintéticos
70-80% EPS
1,5 a 2 Areia
(calcária e siliciosa)
0,7 Não
especificados
Legenda: si – sem informação em relação à percentagem de adição
3.4. Produção das argamassas
Como mencionado, produziram-se nove argamassas tradicionais. Na produção das argamassas com
agregados de areia a relação a/c foi obtida através de um processo de tentativa e erro, com
referência aos requisitos de consistência padronizados presentes na norma EN 1015-3 (CEN, 1998).
Quanto às argamassas com substituição de agregados, não foi possível verificar os requisitos desta
norma. Este trabalho foi realizado no âmbito de um projecto que, à data de produção das primeiras
argamassas, encontrava-se ainda numa fase de optimização. Por isso, a relação a/c e as proporções
de adjuvantes a utilizar foram obtidas por experimentação, apenas com o objectivo de se obterem
argamassas com um aspecto aceitável, mas que não correspondem às proporções óptimas. As
argamassas de aerogel, em particular, foram produzidas com uma quantidade extremamente elevada
de tensioactivos, já que sem estes não era possível misturar o aerogel, a água e o cimento numa
pasta, o que por sua vez influencia também a quantidade de água a acrescentar à mistura. Para
serem comparáveis, utilizou-se a mesma quantidade de adjuvantes em todas as argamassas e
também o mesmo método de mistura. Pelo mesmo motivo, as relações a/c utilizadas na primeira
produção foram também mantidas para todas as outras produções, ainda que estas não sejam
necessariamente as mais adequadas. Os resultados obtidos para a consistência por espalhamento,

35
por exemplo, não cumprem os requisitos da norma, já que o seu comportamento é muito variável
(muito fluidas imediatamente a seguir à produção e muito secas apenas alguns minutos depois).
3.4.1. Provetes
Para cada argamassa foram ensaiados 7 provetes: 2 provetes cilíndricos com diâmetro de 28,5mm e
espessura de 40mm, 2 provetes cilíndricos de 99,5 mm e espessura de 40 mm, e 3 provetes
prismáticos de 40x40x160 mm, cuja produção é descrita em seguida.
i. Provetes cilíndricos
Produziram-se dois provetes com diâmetro de 28,5mm e dois provetes com diâmetro de 99,5mm
(figuras 3.11 a 3.13), com o objectivo principal de serem analisados à absorção sonora. Os moldes
são formados por vários compartimentos com estes diâmetros. A produção dos provetes seguiu esta
sequência:
montagem do molde e limpeza de toda a sua superfície;
aplicação de óleo descofrante;
aplicação de uma primeira camada de argamassa em cada compartimento, até uma altura
correspondente a metade da sua capacidade;
compactação da primeira camada através de 25 pancadas de um pilão metálico normalizado
(Ø 12 mm para o molde maior e Ø 4 mm para o molde de diâmetro mais reduzido) destinado
para este efeito;
aplicação de uma segunda camada de argamassa em cada compartimento, até esta encher
completamente o molde;
compactação da segunda camada através de 25 pancadas do pilão metálico e através de 4
choques com compactador mecânico;
remoção da argamassa em excesso e alisamento da superfície do molde com o auxílio de
uma colher de pedreiro;
colocação de cada molde, dentro de um saco de polietileno, na câmara de cura durante 7
dias;
após o sétimo dia, desmoldagem dos provetes, deixando-os na câmara de cura até
perfazerem 28 dias.

36
Figura 3.11 – Esquematização dos provetes cilíndricos
Figura 3.12 – Moldagem de provetes cilíndricos de diâmetro 99,5 mm e espessura 40 mm
Figura 3.13 – Moldagem de provetes cilíndricos de diâmetro 28,5 mm e espessura 40 mm
ii. Provetes prismáticos
Os moldes normalizados são constituídos por 3 cofragens prismáticas de dimensões 160x40x40 mm3
(figura 3.16) em conformidade com a norma NP EN 196-1 (IPQ, 2006). Para a produção dos provetes
seguiu-se o seguinte procedimento:
montagem do molde e limpeza de toda a sua superfície;
aplicação de óleo descofrante;
aplicação de uma primeira camada de argamassa em cada compartimento, até uma altura
correspondente a metade da sua capacidade;
compactação da primeira camada através de 25 pancadas de um pilão de Ø 12 mm;
aplicação de uma segunda camada de argamassa em cada compartimento, até esta encher
completamente o molde;
compactação da segunda camada através de 25 pancadas do pilão metálico (figura 3.14);
nova compactação através de um compactador mecânico, submetendo o molde a 4 choques
(figura 3.15);
remoção da argamassa em excesso e alisamento da superfície do molde com o auxílio de
uma colher de pedreiro;

37
colocação de cada molde, dentro de um saco de polietileno, na câmara de cura durante 7
dias;
após o sétimo dia, desmoldagem dos provetes, deixando-os na câmara de cura até
perfazerem os 14 e os 28 dias.
Figura 3.14 – Compactação das argamassas com
pilão metálico
Figura 3.15 – Compactação mecânica das
argamassas
Figura 3.16 – Esquematização dos provetes prismáticos
3.5. Ensaios realizados no estado fresco
3.5.1. Consistência por espalhamento
A consistência da argamassa no estado fresco, avaliada com base na norma EN 1015-3 (CEN, 1999),
tem o objectivo de avaliar a fluidez e a quantidade de água presente na mistura, podendo deste modo
estimar-se a quantidade de água a adicionar de modo a que esta atinja a consistência pretendida. A
consistência é medida através do diâmetro médio que a argamassa apresenta após ter sido
desmoldada e submetida a um certo número de choques verticais.
Para o ensaio foi necessária a utilização de uma mesa de espalhamento, molde troncocónico, pilão
de compactação, espátula e uma craveira com precisão de 1 mm para a medição dos diâmetros.
Realizaram-se os seguintes passos (adaptado de EN 1015-3 (CEN, 1999)):

38
humedecimento da mesa de espalhamento e do interior do molde troncocónico com um pano
húmido;
colocação do molde no centro da mesa de espalhamento;
introdução da argamassa em duas camadas, compactando cada camada através de 10
pancadas verticais com o pilão, de forma a assegurar um enchimento uniforme do molde
(figuras 3.17 e 3.18);
Figura 3.17 – Colocação da argamassa no molde troncocónico
Figura 3.18 – Compactação da argamassa com o pilão
rasamento do excesso de argamassa do topo do molde e limpeza da mesa de espalhamento,
em especial qualquer vestígio de água junto à base do molde;
após cerca de 15 segundos, remoção do molde na vertical e aplicação de 15 pancadas na
mesa, com a frequência de uma pancada por segundo, fazendo a argamassa espalhar-se
pela mesa (figura 3.19);
medição do diâmetro de espalhamento da argamassa em duas direcções perpendiculares
(figura 3.20).
Figura 3.19 – Compactação da argamassa através de 15
pancadas da mesa de espalhamento
Figura 3.20 – Medição do diâmetro de espalhamento
Os resultados do ensaio são obtidos pela média de duas medições, em milímetros, de quaisquer
duas direcções perpendiculares do espalhamento. Para as argamassas industriais seguiu-se o valor
médio do intervalo da quantidade de água indicada pelo fabricante. Assim, sabendo a quantidade de
água de cada amassadura, foi possível calcular a relação água/cimento.
Quanto às argamassas tradicionais, a relação a/c foi determinada por tentativa e erro através da
relação entre a consistência por espalhamento e a massa volúmica no estado fresco, segundo os

39
limites da norma EN 1015-2 (CEN, 1998), conforme apresentado na tabela 3.5. Note-se que estes
limites só se aplicam às argamassas que não têm adjuvantes na sua constituição, pois estes alteram
significativamente a sua consistência. Por este motivo, no caso dos provetes cilíndricos só se
obtiveram valores para as argamassas que contêm aerogel, já que as outras, devido à introdução de
adições, não apresentavam condições para se realizarem estes ensaios, pois formavam uma mistura
com muita espuma (Figura 3.21) e só passado algum tempo em repouso é que apresentavam alguma
consistência, chegando em alguns casos a apresentar um aspecto demasiado seco (figura 3.22) se o
tempo de espera ideal fosse excedido, o que tornava o ensaio de espalhamento muito dependente do
tempo de espera entre fim da mistura e início do ensaio.
Tabela 3.5 – Relação entre a massa volúmica e o espalhamento segundo a EN 1015-2 (CEN, 1998)
Massa volúmica (kg/m3) Espalhamento (mm)
>1200 175 ± 10
> 600 a <1200 160 ± 10
> 600 a <300 140 ± 10
<300 120 ± 10
Figura 3.21 – Argamassa de aerogel durante a
fase de mistura com formação de “espuma”
Figura 3.22 – Retracção de argamassa com
tensioactivos
3.5.2. Massa volúmica aparente
O ensaio para a determinação da massa volúmica aparente foi realizado de acordo com a norma EN
1015-6 (CEN, 1998), podendo esta ser calculada pelo quociente entre a massa da argamassa em
estado fresco e o volume por ela ocupado. Foram utilizados um recipiente cilíndrico com 1 litro de
volume (figura 3.25), uma colher de pedreiro, uma balança e uma espátula. O procedimento
(adoptado de EN 1015-6 (CEN, 1998)) cumprido neste ensaio foi o seguinte:
pesagem do recipiente cilíndrico de 1L, obtendo m1;
enchimento do recipiente com a argamassa até metade da sua capacidade;
compactação da argamassa através da queda sucessiva, um total de 4 vezes, do recipiente;
enchimento do resto do recipiente com a argamassa e repetição da compactação;
rasamento do excesso da argamassa da superfície do recipiente;
pesagem do recipiente com a argamassa para obter m2 (figura 3.26).
40
Figura 3.23 – Enchimento do recipiente com a
argamassa
Figura 3.24 – Pesagem do recipiente contendo a
argamassa
A massa volúmica pode ser calculada pela equação 3.1:
𝑀𝑉 =𝑚2 − 𝑚1
𝑉 (3.1)
em que:
MV – massa volúmica aparente da argamassa no estado fresco (kg/m3)
m2 – massa do recipiente com argamassa (kg)
m1 – massa do recipiente (kg)
V – volume do recipiente (1L) (m3)
3.6. Ensaios realizados no estado endurecido
3.6.1. Absorção sonora
Uma vez que este ensaio requer equipamento especializado, os provetes utilizados foram analisados
no Laboratório do Instituto de Investigação e Desenvolvimento Tecnológico em Ciências da
Construção (ITeCons), de Coimbra.
O ensaio baseia-se no método do tubo de impedância com dois microfones, recorrendo a uma função
de transferência. Foi seguida a norma EN ISO 10534-2 (2001), recorrendo aos provetes cilíndricos. O
tubo utilizado é do tipo BK 4206, ligado a um sistema de aquisição BK Pulse e software Pulse
Material Testing Program Type 7758, e dois microfones do tipo BK 2670 (figuras 3.25 e 3.26).
Cada provete foi colocado na extremidade de um tubo de impedância. Um altifalante foi usado para
produzir uma onda estacionária dentro do tubo, a qual foi reflectida pelo provete e captada por dois
microfones colocados em posições diferentes. O ensaio é repetido para diferentes frequências de
onda (de 100 a 6300 Hz) e diâmetros do tubo (29 mm e 100 mm). O facto de se usarem dois

41
microfones permite obter uma função de pressão em função do tempo e deslocamento da onda; pode
por isso recorrer-se a uma transformada de Fourier para obter a absorção sonora em função da
frequência.
Figura 3.25 – Esquema de tubo de impedância utilizado para obtenção do coeficiente de absorção
sonora [W5]
Figura 3.26 – Exemplo de ensaio de tubo de impedância para obtenção do coeficiente de absorção
sonora [W6]
3.6.2. Porosidade aberta e massa volúmica aparente
Para estes ensaios, que têm como objectivo a determinação da porosidade e massa volúmica
aparentes, foram adoptados dois métodos: através da submersão num tubo de ensaio (figura 3.29) e
através de pesagem hidrostática depois de aplicação de vácuo com um exsicador. A utilização de
dois métodos distintos explica-se pelo facto de que alguns dos provetes, sendo constituídos por
argamassas leves, não ficariam inteiramente submersos durante o ensaio convencional (com recurso
ao exsicador), e não seria por isso possível realizar a sua pesagem hidrostática, sendo necessário
por isso recorrer a um método alternativo (figura 3.27).
Figura 3.27 – Ensaio de porosidade através de tubos de ensaio
O primeiro método consiste na medição da porosidade recorrendo a um tubo de ensaio e a
fragmentos não normalizados de cada argamassa em estudo. De forma a manter as amostras
debaixo de água, recorreu-se a um suporte de aço inoxidável (figura 3.28), utilizando-se também uma
rolha de cortiça para evitar que a água presente no tubo evaporasse durante o ensaio, o que
provocaria variações erróneas de volume. Previamente ao ensaio mantiveram-se as amostras numa
estufa a uma temperatura de 100 ± 5 °C durante 24 horas. O nível da água foi medido antes e depois

42
da imersão dos provetes, sendo a porosidade calculada através da diferença de volume em relação
ao volume inicial deslocado pela amostra. Para todas as argamassas estudadas através deste
método considerou-se aceitável um período de uma semana de repouso das amostras nos tubos até
o nível da água deixar de variar e se poder terminar o ensaio.
É preciso realçar que este processo não força a passagem de água para o interior dos provetes,
como acontece através do método alternativo com o exsicador, sendo que este processo ocorre, nos
tubos, a baixa pressão. Assim, é de esperar que a água não penetre completamente nos poros e
estes permaneçam parcialmente preenchidos por ar durante o ensaio, fornecendo resultados menos
fiáveis. Por outro lado, a escala pouco exacta dos tubos dificulta a medição dos valores do volume, o
que diminui ainda mais a fiabilidade deste método de ensaio.
Tal como com o ensaio com exsicador, apenas se consegue medir a porosidade aberta das
argamassas e não a sua porosidade total, já que os poros por onde penetra a água durante o ensaio
podem não estar ligados aos restantes poros do material.
O procedimento adoptado foi o seguinte:
enchimento do tubo de ensaio com água;
colocação do suporte dentro do tubo e medição do volume de água, que será depois
descontado ao volume inicial deslocado pela amostra;
pesagem da amostra seca, obtendo-se mseco.
colocação da amostra dentro do tubo, seguida do suporte e da rolha de cortiça, garantindo
que a amostra permanece debaixo de água (figura 3.29);
registo do volume inicial da amostra (Vi), o que corresponde ao volume da mesma sem que
esta esteja ainda impregnada de água;
verificação periódica do volume de água no tubo; o ensaio termina quando este deixar de
variar, registando-se este valor final do volume (Vf);
Figura 3.28 – Suportes de aço inoxidável
Figura 3.29 – Colocação da amostra no tubo
Com estes valores podem, então, calcular-se a porosidade aberta e massa volúmica aparente através
das equações 3.2 e 3.3:
43
𝜎 =
𝑉𝑖 − 𝑉𝑓
𝑉𝑖
× 100 (3.2)
𝑀𝑉 =𝑚𝑠𝑒𝑐𝑜
𝑉𝑖
× 1000 (3.3)
Em que:
σ – porosidade aberta (%);
MV – massa volúmica aparente (kg/m3);
Vf – volume final da amostra;
Vi – volume inicial da amostra;
mseco – massa do provete seco (g).
Paralelamente, determinaram-se os mesmos valores recorrendo a uma pesagem hidrostática depois
de submer os provetes ao vácuo com o exsicador e os provetes prismáticos de 160x40x40 mm, mais
especificamente as metades resultantes do ensaio de resistência à tracção por flexão, bem como os
cilindros de diâmetro 28,5 mm, após estes terem sido ensaiados para a absorção acústica. Note-se
que só alguns dos provetes, nomeadamente os de argamassas com areia ou argila na sua
constituição, puderam ser ensaiados através deste método, pois todos os outros flutuam na água, o
que tornou impossível realizar a pesagem hidrostática, como foi referido. Os provetes foram deixados
na estufa a uma temperatura de 100 ± 5 °C durante 24 horas. Findo este período, adopta-se o
seguinte procedimento, adaptado de RILEM/PEM25 (RILEM 1980), método usado para pedras,
cerâmicos e argamassas:
pesagem dos provetes (para determinar a massa volúmica pelo processo descrito na norma
EN 1015-10 (CEN, 1999), explicado mais à frente);
colocação dos provetes num exsicador com gel de sílica durante uma hora, de forma a
arrefecerem sem ganho de humidade (figura 3.30);
retirada dos provetes do exsicador e pesagem dos mesmos, obtendo-se o valor da sua
massa seca, mseco.
colocação dos provetes, novamente, no exsicador (figura 3.31), estando este agora ligado a
uma bomba de vácuo, a uma pressão de 20 mmHg, durante 24 horas. A diminuição gradual
da pressão no interior do exsicador leva a uma extracção do ar no seu interior. Para este
processo é necessário um isolamento adequado na tampa do exsicador, pelo que se aplica
uma camada de vaselina nesta ligação;
introdução de água no exsicador, após ter sido retirado o ar, e mantendo o vácuo no interior,
através de uma válvula ligada ao exterior, até os provetes ficarem completamente submersos.
Este processo dura um mínimo de 15 minutos, tendo o cuidado de não deixar a água atingir o
nível da válvula ligada à bomba;
44
após 24 horas de imersão dos provetes, fim do funcionamento da bomba e abertura da
torneira de água, deixando os provetes imersos durante mais 24 horas;
extracção dos provetes do exsicador e pesagem num suporte imerso (figura 3.32), suspenso
numa balança de precisão 0,001g, para obter a massa de imersão, mimerso;
limpeza dos provetes com um pano absorvente de forma a retirar a água em excesso, e
pesagem para obter a massa saturada, msaturado.
Figura 3.30 – Gel de sílica
Figura 3.31 – Colocação das
amostras no exsicador
Figura 3.32 – Balança para
pesagem hidrostática
Com estes valores podem ser, então, calculados os valores da porosidade aberta (σ) e massa
volúmica aparente (MV), respectivamente, através das equações 3.4 e 3.5:
𝜎 =𝑚𝑠𝑎𝑡𝑢𝑟𝑎𝑑𝑜 − 𝑚𝑠𝑒𝑐𝑜
𝑚𝑠𝑎𝑡𝑢𝑟𝑎𝑑𝑜 − 𝑚𝑖𝑚𝑒𝑟𝑠𝑜
× 100 (3.4)
𝑀𝑉 =𝑚𝑠𝑒𝑐𝑜
𝑚𝑠𝑎𝑡𝑢𝑟𝑎𝑑𝑜 − 𝑚𝑖𝑚𝑒𝑟𝑠𝑜
× 1000 (3.5)
Em que:
σ – porosidade aberta (%);
MV – massa volúmica aparente (kg/m3);
msaturado – massa do provete saturado (g);
mseco – massa do provete seco (g);
mimerso – massa do provete imerso (g).
A massa volúmica foi também determinada pelo princípio geométrico, de acordo com a norma EN
1015-10 (CEN, 1999), cujo procedimento se explica em seguida:
medição das dimensões reais de cada provete com uma craveira, uma vez que estes
apresentam quase sempre algum esfarelamento; a largura e a espessura são medidas 3
vezes, considerando-se que o valor final é a média destas 3 medições;
após secagem dos provetes, pesagem dos mesmos numa balança com precisão de 0,01g.

45
Após se medirem os provetes, o seu volume pode ser calculado multiplicando as dimensões obtidas,
como descrito na equação 3.6:
V = c × l × e (3.6)
Em que:
V – volume dos provetes (m3);
c – comprimento médio dos provetes (m);
l – largura média dos provetes (m);
e – espessura média dos provetes (m).
Com o valor do volume e da massa, pode então calcular-se a massa volúmica, através da equação
3.7:
MV =m
V (3.7)
Onde:
MV – massa volúmica (kg/m3);
m – massa dos provetes (kg);
V – volume dos provetes (m3).
Paralelamente à realização desta dissertação, fez-se um estudo de porosimetria das argamassas em
estudo na Universidade Nova de Lisboa, permitindo medir a porosidade aberta e volume de poros. Os
resultados encontram-se no anexo A.4.8.
3.6.3. Permeabilidade ao gás e resistividade ao fluxo de ar
A resistividade ao fluxo de ar é um dos parâmetros mais importantes para caracterizar o
comportamento acústico de um material. É definida como a razão entre o diferencial de pressões de
uma amostra e a velocidade do ar que nele circula (Allard, 1993).
A permeabilidade ao gás e a resistividade ao fluxo de ar foram determinadas com recurso a um
permeâmetro PMI GP-M100A e ao software associado (Capwin) no Laboratório de Mineralogia e
Petrologia do Instituto Superior Técnico (LAMPIST) (figura 3.36). Este equipamento permite obter,
através da penetração de nitrogénio gasoso, a permeabilidade de materiais sólidos porosos, pelo que
esta grandeza foi também ensaiada. Quanto à resistividade, foi calculada através dos valores
determinados em cada ensaio das pressões, caudais e viscosidade do gás que atravessa o material.
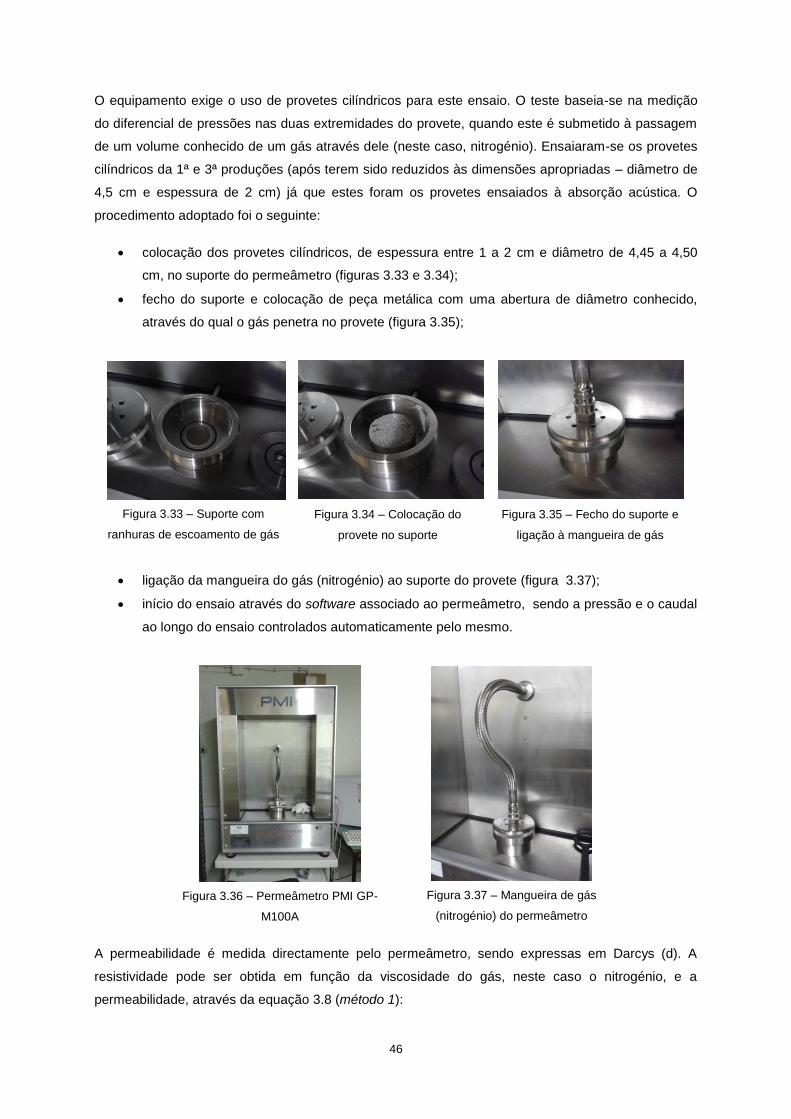
46
O equipamento exige o uso de provetes cilíndricos para este ensaio. O teste baseia-se na medição
do diferencial de pressões nas duas extremidades do provete, quando este é submetido à passagem
de um volume conhecido de um gás através dele (neste caso, nitrogénio). Ensaiaram-se os provetes
cilíndricos da 1ª e 3ª produções (após terem sido reduzidos às dimensões apropriadas – diâmetro de
4,5 cm e espessura de 2 cm) já que estes foram os provetes ensaiados à absorção acústica. O
procedimento adoptado foi o seguinte:
colocação dos provetes cilíndricos, de espessura entre 1 a 2 cm e diâmetro de 4,45 a 4,50
cm, no suporte do permeâmetro (figuras 3.33 e 3.34);
fecho do suporte e colocação de peça metálica com uma abertura de diâmetro conhecido,
através do qual o gás penetra no provete (figura 3.35);
Figura 3.33 – Suporte com
ranhuras de escoamento de gás
Figura 3.34 – Colocação do
provete no suporte
Figura 3.35 – Fecho do suporte e
ligação à mangueira de gás
ligação da mangueira do gás (nitrogénio) ao suporte do provete (figura 3.37);
início do ensaio através do software associado ao permeâmetro, sendo a pressão e o caudal
ao longo do ensaio controlados automaticamente pelo mesmo.
Figura 3.36 – Permeâmetro PMI GP-
M100A
Figura 3.37 – Mangueira de gás
(nitrogénio) do permeâmetro
A permeabilidade é medida directamente pelo permeâmetro, sendo expressas em Darcys (d). A
resistividade pode ser obtida em função da viscosidade do gás, neste caso o nitrogénio, e a
permeabilidade, através da equação 3.8 (método 1):

47
𝑟 =𝜇
δ (3.8)
Em que:
μ – viscosidade do gás (N.s/m
2);
δ – permeabilidade ao ar (m2).
A resistência do fluxo de ar R, resistência específica ao fluxo de ar Rs, e a resistividade ao fluxo de ar
r podem também ser obtidas pelas equações 3.9 a 3.11 (Vigran, 2008) – método 2:
𝑅 =
𝛥𝑃
𝑞𝑣
(3.9)
𝑅𝑠 = 𝑅 × 𝑆
(3.10)
𝑟 =
𝑅𝑠
𝑑
(3.11)
Onde:
R – resistência ao fluxo de ar (N.s/m
5);
ΔP – diferença de pressões entre as duas faces do provete (Pa);
qv – velocidade do fluxo de ar que circula no provete (m3/s);
Rs – resistência específica ao fluxo de ar (N.s/m
3);
S – área do provete (m2);
r – resistividade ao fluxo de ar (N.s/m
4, ou kPa
.s/m
2) ;
d – espessura do provete na direcção do fluxo de ar (m).
Para um provete pode então ser obtida o valor de r. Note-se que a pressão e o caudal de gás
aplicado variam ao longo do ensaio, considerando-se para efeitos de cálculo a pressão e o caudal
médios registados.
3.6.4. Velocidade de propagação de ondas ultra-sónicas
O ensaio foi realizado em provetes prismáticos com idade de 28 dias, seguindo a norma EN 12504-4
(CEN, 2004). Esta norma refere-se a betão, mas é aplicável também a argamassas. Foi utilizado o
equipamento da marca Proceq Pundit Lab+ (figura 3.38), com transdutores de frequência de 54 kHz
e 150 kHz (figuras 3.39 e 3.40), e pasta de dentes vulgar como material de contacto.

48
Figura 3.38 – Equipamento Pundit
Lab+
Figura 3.39 – Transdutores de 54
kHz
Figura 3.40 – Transdutores de
150 kHz
De acordo com a norma, o ensaio pode ser realizado pelo método directo, semi-directo e indirecto; foi
apenas utilizado o método directo, em que os transdutores são aplicados em faces opostas da
amostra a ensaiar. O procedimento adoptado é apresentado em seguida (adaptado de EN 12504-4
(CEN, 2004)):
antes do ensaio, calibrar o aparelho com uma barra de calibração própria para este efeito,
com um tempo de propagação conhecido (25μs). Faz-se coincidir este valor com aquele que
é mostrado pelo aparelho;
aplicação de material de contacto (neste caso, pasta de dentes) nos transdutores, e
posicionamento destes em cada extremidade do provete a ensaiar, assegurando o contacto
completo entre os transdutores e o provete (figura 3.41);
registo de 3 medições do tempo de propagação das ondas (μs) para cada provete (figura
3.42);
no final de cada ensaio, limpeza da pasta de dentes em excesso nos provetes e nos
transdutores.
Figura 3.41 – Aplicação de material de contacto
(pasta de dentes)
Figura 3.42 – Medição do tempo de
propagação das ondas
O tempo de propagação das ondas de cada provete corresponde à média das 3 medições. Com este
valor, calculou-se a velocidade de propagação das ondas ultra-sónicas nos provetes através da
equação 3.12:
𝑉 =𝐿
𝑇 (3.12)
Em que:

49
V – velocidade de propagação das ondas (m/s);
L – comprimento do provete (mm);
T – tempo de propagação das ondas (μs).
3.6.5. Módulo de elasticidade dinâmico, módulo de torção e coeficiente de
Poisson
O módulo de elasticidade dinâmico foi obtido de acordo com o especificado na norma ASTM E1876-
01 (ASTM, 2006). Este ensaio baseia-se na leitura da frequência de ressonância do modo de
vibração à flexão e à torção; foi utilizado o equipamento GrindoSonic MK5 “Industrial” (figura 3.43),
composto por um sensor e um sistema electrónico que captam as vibrações introduzidas pelo choque
de uma baqueta de peso normalizado.
Ensaiaram-se os provetes prismáticos rectangulares e os provetes cilíndricos de 99,5 mm de
diâmetro, tendo sido ensaiados aos 28 dias.
O procedimento seguido para a obtenção da frequência de ressonância do modo de vibração à flexão
nos provetes prismáticos foi o seguinte (adaptado de E1876-01 (ASTM, 2006) e do manual de
instruções do aparelho):
apoiar o provete nos pontos nodais fundamentais, a uma distância 0,224L de cada extremo
(sendo L o comprimento do provete);
pôr o sensor em contacto com o provete numa das faces laterais (figura 3.44), alinhado com
o suporte;
atingir o provete com a baqueta no centro da face superior do provete e registar o resultado.
O teste é repetido até se obterem 5 leituras consecutivas que não distem mais de 1% umas das
outras. O valor da frequência de ressonância é a média destas 5 medidas.
Para a obtenção da frequência de ressonância do modo de vibração à torção, utilizou-se o seguinte
procedimento (adaptado de E1876-01 (ASTM, 2006) e do manual de instruções do aparelho):
apoiar o provete ao longo do seu comprimento e atravessado transversalmente sobre os
suportes;
pôr o sensor em contacto com o provete na face superior (figura 3.45), alinhado com o
suporte, aproximadamente a uma distância de 0,25L da extremidade do provete;
atingir o provete com a baqueta na face superior, sobre os pontos nodais de flexão e junto à
aresta do provete, e registar o resultado.

50
Figura 3.43 – Equipamento
GrindoSonic MK5
Figura 3.44 – Ensaio para obtenção
da frequência de vibração à flexão
Figura 3.45 – Ensaio para obtenção
da frequência de vibração à torção
O módulo de elasticidade dinâmico de uma peça rectangular, aplicável aos provetes em estudo, é
calculado pela equação 3.13 (ASTM, 2006):
𝐸𝑑 = 0,9465 ×𝑚𝑓𝑓
2
𝑏×
𝐿3
𝑡3× 𝑇1 (3.13)
Em que:
Ed – módulo de elasticidade dinâmico (Pa);
m – massa do provete (g);
b – largura do provete (m);
L – comprimento do provete (mm);
t – espessura do provete (mm);
ff – frequência fundamental de ressonância do modo de vibração à flexão (Hz);
T1 – factor correctivo para o modo de flexão fundamental que tem em conta a espessura finita do
provete e o coeficiente de Poisson. O factor T1 pode ser calculado pela equação 3.14:
𝑇1 = 1 + 6,585(1 + 0,0752𝜇 + 0,8109𝜇2) (
𝑡
𝐿)
2
− 0,868 (𝑡
𝐿)
4
− (8,340(1 + 0,2023𝜇 + 2,173𝜇2 (
𝑡𝐿
)4
1,000 + 6,338(1 + 0,1408𝜇 + 1,536𝜇2) (𝑡𝐿
)2)
(3.14)
Onde μ é o coeficiente de Poisson.
Como à partida não se sabe o valor do coeficiente de Poisson, este é obrigatoriamente um processo
iterativo. Partiu-se do método descrito na norma ASTM E1876-01, que consiste em calcular, em
primeiro lugar, o módulo de torção para o modo de vibração à torção (equação 3.15):
𝐺 =4𝐿𝑚𝑓𝑡
2
𝑏𝑡(
𝐵
1 + 𝐴) (3.15)
Onde:

51
G – módulo de torção (Pa)
ft – frequência fundamental de ressonância do modo de vibração à torção (Hz);
𝐵 =𝑏/𝑡 + 𝑡/𝑏
4 (𝑡𝑏
) − 2,52 (𝑡𝑏
)2
+ 0,21 (𝑡𝑏
)6
(3.16)
A – factor de correcção empírico dependente da relação largura/espessura, dado pela equação 3.17:
𝐴 =0,5062 − 0,8776 (
𝑏𝑡
) + 0,3504 (𝑏𝑡
)2
− 0,0078 (𝑏𝑡
)3
12,03 (𝑏𝑡
) + 9,892 (𝑏𝑡
)2 (3.17)
Obtido o módulo de torção G, pode calcular-se em seguida o módulo de elasticidade E através da
equação 3.13. Em seguida, calcula-se o coeficiente de Poisson através da equação 3.18:
𝜇 =𝐸𝑑
2𝐺− 1 (3.18)
Em que:
μ – coeficiente de Poisson;
Ed – módulo de elasticidade dinâmico (Pa);
G – módulo de torção (Pa).
Com este primeiro valor do coeficiente de Poisson, pode repetir-se o processo, calculando-se novos
valores de Ed, G e μ até se obterem valores com um erro menor que 2% para o coeficiente de
Poisson e, logicamente, para os módulos de elasticidade e de torção.
Quanto aos provetes cilíndricos, estes devem ter uma proporção diâmetro-espessura entre quatro e
vinte, sendo o cálculo do módulo de elasticidade, módulo de torção e coeficiente de Poisson
efectuado em função deste parâmetro. O procedimento para obter a frequência de ressonância à
flexão foi o seguinte, adaptado da mesma norma ASTM E1876-01 e do manual de instruções do
equipamento:
apoiar o provete, através de pequenos pedaços de plástico ou de espuma, num círculo nodal
cujo diâmetro se situa a 0,681R do centro, sendo R o raio do provete;
pôr o sensor em contacto com a face exterior do provete;
atingir o provete com a baqueta (figura 3.58) no centro da face superior do provete e registar
o resultado.
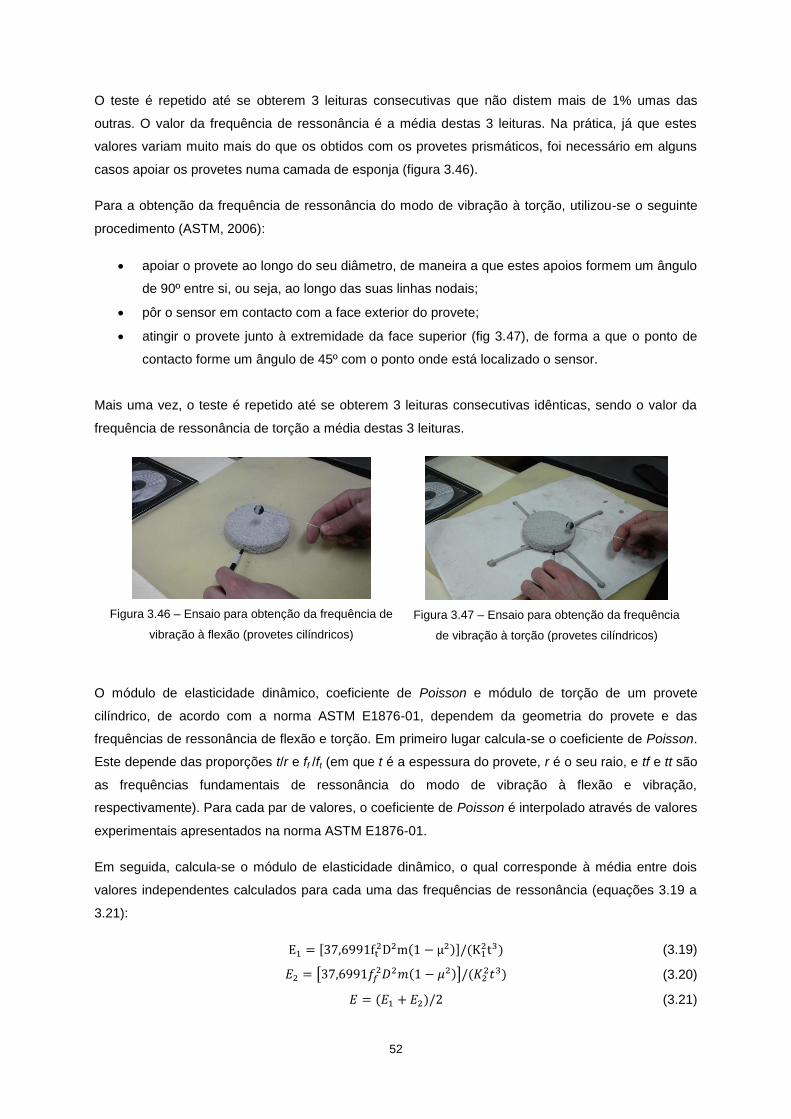
52
O teste é repetido até se obterem 3 leituras consecutivas que não distem mais de 1% umas das
outras. O valor da frequência de ressonância é a média destas 3 leituras. Na prática, já que estes
valores variam muito mais do que os obtidos com os provetes prismáticos, foi necessário em alguns
casos apoiar os provetes numa camada de esponja (figura 3.46).
Para a obtenção da frequência de ressonância do modo de vibração à torção, utilizou-se o seguinte
procedimento (ASTM, 2006):
apoiar o provete ao longo do seu diâmetro, de maneira a que estes apoios formem um ângulo
de 90º entre si, ou seja, ao longo das suas linhas nodais;
pôr o sensor em contacto com a face exterior do provete;
atingir o provete junto à extremidade da face superior (fig 3.47), de forma a que o ponto de
contacto forme um ângulo de 45º com o ponto onde está localizado o sensor.
Mais uma vez, o teste é repetido até se obterem 3 leituras consecutivas idênticas, sendo o valor da
frequência de ressonância de torção a média destas 3 leituras.
Figura 3.46 – Ensaio para obtenção da frequência de
vibração à flexão (provetes cilíndricos)
Figura 3.47 – Ensaio para obtenção da frequência
de vibração à torção (provetes cilíndricos)
O módulo de elasticidade dinâmico, coeficiente de Poisson e módulo de torção de um provete
cilíndrico, de acordo com a norma ASTM E1876-01, dependem da geometria do provete e das
frequências de ressonância de flexão e torção. Em primeiro lugar calcula-se o coeficiente de Poisson.
Este depende das proporções t/r e ff /ft (em que t é a espessura do provete, r é o seu raio, e tf e tt são
as frequências fundamentais de ressonância do modo de vibração à flexão e vibração,
respectivamente). Para cada par de valores, o coeficiente de Poisson é interpolado através de valores
experimentais apresentados na norma ASTM E1876-01.
Em seguida, calcula-se o módulo de elasticidade dinâmico, o qual corresponde à média entre dois
valores independentes calculados para cada uma das frequências de ressonância (equações 3.19 a
3.21):
E1 = [37,6991ft2D2m(1 − μ2)]/(K1
2t3) (3.19)
𝐸2 = [37,6991𝑓𝑓2𝐷2𝑚(1 − 𝜇2)]/(𝐾2
2𝑡3) (3.20)
𝐸 = (𝐸1 + 𝐸2)/2 (3.21)
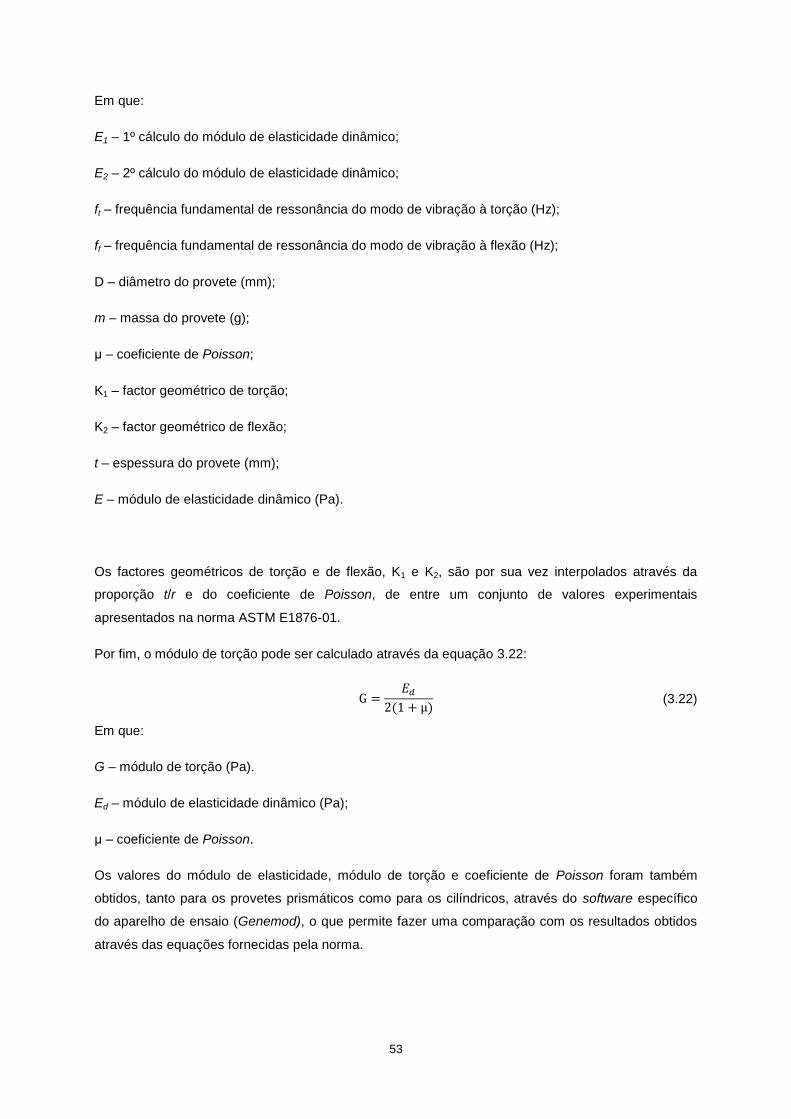
53
Em que:
E1 – 1º cálculo do módulo de elasticidade dinâmico;
E2 – 2º cálculo do módulo de elasticidade dinâmico;
ft – frequência fundamental de ressonância do modo de vibração à torção (Hz);
ff – frequência fundamental de ressonância do modo de vibração à flexão (Hz);
D – diâmetro do provete (mm);
m – massa do provete (g);
μ – coeficiente de Poisson;
K1 – factor geométrico de torção;
K2 – factor geométrico de flexão;
t – espessura do provete (mm);
E – módulo de elasticidade dinâmico (Pa).
Os factores geométricos de torção e de flexão, K1 e K2, são por sua vez interpolados através da
proporção t/r e do coeficiente de Poisson, de entre um conjunto de valores experimentais
apresentados na norma ASTM E1876-01.
Por fim, o módulo de torção pode ser calculado através da equação 3.22:
G =𝐸𝑑
2(1 + μ) (3.22)
Em que:
G – módulo de torção (Pa).
Ed – módulo de elasticidade dinâmico (Pa);
μ – coeficiente de Poisson.
Os valores do módulo de elasticidade, módulo de torção e coeficiente de Poisson foram também
obtidos, tanto para os provetes prismáticos como para os cilíndricos, através do software específico
do aparelho de ensaio (Genemod), o que permite fazer uma comparação com os resultados obtidos
através das equações fornecidas pela norma.

54
3.6.6. Resistência à compressão
A determinação da resistência à compressão foi realizada paralelamente aos ensaios de tracção por
flexão e do módulo de elasticidade estático. Os ensaios de resistência à compressão e à tracção por
flexão foram levados a cabo com recurso a um equipamento Seidner Form+Test (modelo 505/200/10
DM1) com uma célula de carga de 10 kN e 200 kN respectivamente, enquanto o ensaio de
determinação do módulo de elasticidade foi realizado através do equipamento Spider8 e do software
Catman Express 4.0. Utilizaram-se provetes prismáticos de 160x40x40mm, tendo estes sido os
últimos ensaios dada a sua destrutibilidade.
No entanto, devido a uma anomalia no software associado ao Spider8, as leituras dos ensaios da
resistência à flexão por tracção e módulo de elasticidade estático não foram consideradas fiáveis,
pelo que não se apresentam os resultados destes ensaios.
A determinação do módulo de elasticidade estático baseia-se na leitura em tempo real, por um
deflectómetro ligado ao respectivo software, da força e do deslocamento provocados por uma prensa
de flexão. O resultado é um gráfico força-deslocamento, com um declive aproximadamente linear; o
valor máximo da força registada servirá para calcular a tensão resistente à tracção por flexão do
provete. O módulo de elasticidade estático pode então ser calculado como o quociente entre a tensão
provocada pela prensa e o deslocamento verificado pelo deflectómetro (equação 3.23):
𝐸 =𝜎
𝜀 (3.23)
Em que:
E – módulo de elasticidade estático (Pa);
σ – tensão (Pa);
ε – deformação (%).
O procedimento foi adoptado da norma EN 1015-11 (CEN,1999), sendo descrito da seguinte maneira:
posicionar o deflectómetro, ligado ao computador, no suporte inferior da prensa – esta
posição corresponde a um deslocamento nulo;
através do software, calibrar e zerar o deflectómetro;
colocar o provete no suporte, composto por dois apoios cilíndricos (figuras 3.48 e 3.49),
posicionando as faces laterais da moldagem do provete sobre os rolos de suporte;
iniciar a recolha de dados no software e ao mesmo tempo iniciar a compressão do provete
com a prensa, fazendo subir lentamente o suporte de encontro à célula de carga;
continuar o ensaio até se verificar a rotura no provete.
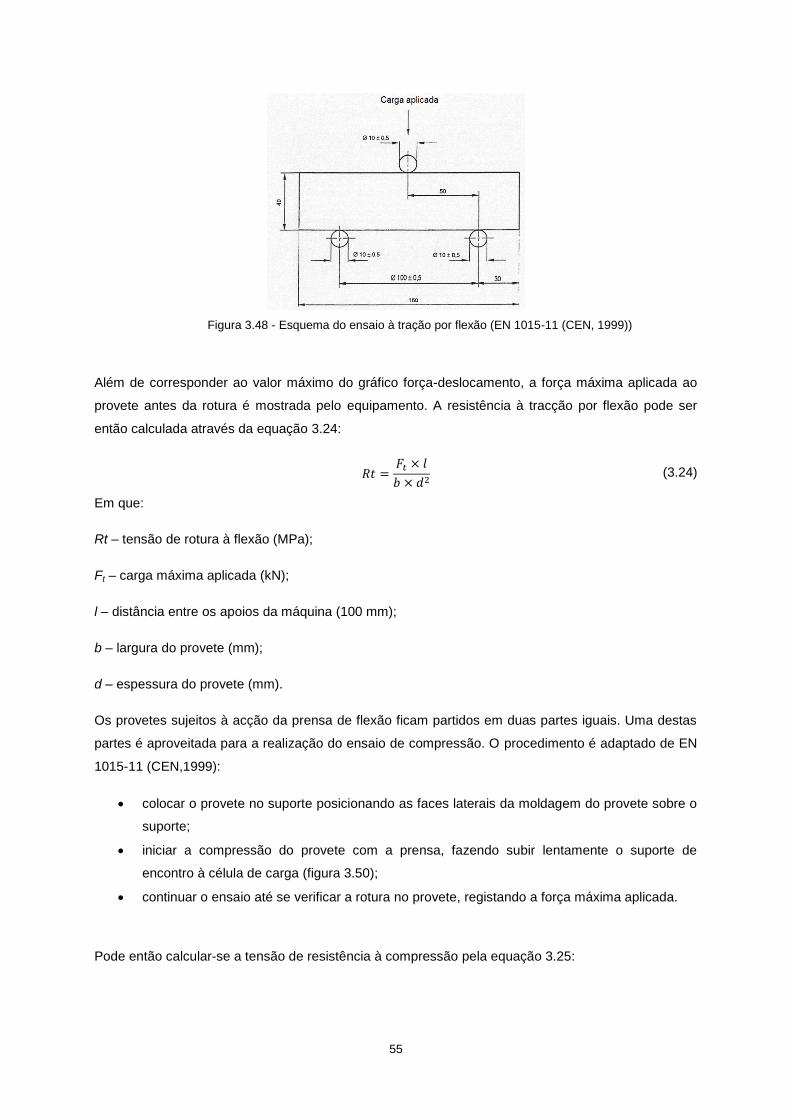
55
Figura 3.48 - Esquema do ensaio à tração por flexão (EN 1015-11 (CEN, 1999))
Além de corresponder ao valor máximo do gráfico força-deslocamento, a força máxima aplicada ao
provete antes da rotura é mostrada pelo equipamento. A resistência à tracção por flexão pode ser
então calculada através da equação 3.24:
𝑅𝑡 =𝐹𝑡 × 𝑙
𝑏 × 𝑑2 (3.24)
Em que:
Rt – tensão de rotura à flexão (MPa);
Ft – carga máxima aplicada (kN);
l – distância entre os apoios da máquina (100 mm);
b – largura do provete (mm);
d – espessura do provete (mm).
Os provetes sujeitos à acção da prensa de flexão ficam partidos em duas partes iguais. Uma destas
partes é aproveitada para a realização do ensaio de compressão. O procedimento é adaptado de EN
1015-11 (CEN,1999):
colocar o provete no suporte posicionando as faces laterais da moldagem do provete sobre o
suporte;
iniciar a compressão do provete com a prensa, fazendo subir lentamente o suporte de
encontro à célula de carga (figura 3.50);
continuar o ensaio até se verificar a rotura no provete, registando a força máxima aplicada.
Pode então calcular-se a tensão de resistência à compressão pela equação 3.25:

56
𝑅𝑐 =𝐹𝑐
𝐴𝑐
(3.25)
Em que:
Rc – tensão de rotura à compressão (MPa);
Fc – carga máxima aplicada (kN);
Ac – área da secção comprimida (mm2).
Figura 3.49 – Ensaio de resistência à flexão
Figura 3.50 - Ensaio de resistência à compressão
3.6.7. Condutibilidade térmica
O ensaio de determinação da condutibilidade térmica foi realizado com o equipamento Isomet 2114
(figura 3.51), seguindo o manual de instruções do equipamento . O ensaio é realizado através de uma
sonda de superfície colocado sobre a superfície do provete, que analisa a resposta térmica do
material para os impulsos térmicos que esta lhe transmite.
Os ensaios foram realizados nos provetes cilíndricos de diâmetro 99,5 mm. A superfície dos provetes
deve ser o mais plana possível, de forma a maximizar o contacto destes com a sonda. De forma a
minimizar o efeito da variação da temperatura e humidade ambiente, estes foram embrulhados em
película aderente antes do ensaio e colocados sobre uma placa de EPS (figura 3.52).
Figura 3.51 – Equipamento Isomet 2114
Figura 3.52 - Ensaio de condutibilidade térmica

57
3.6.8. Comprimento térmico e comprimento viscoso (microtomografia/lupa
binocular)
A determinação do comprimento térmico e do comprimento viscoso, que influenciam o
comportamento acústico de materiais porosos segundo Johnson et al (1987) podem ser estimadas
visualmente, medindo as dimensões dos poros e das ligações entre os mesmos. Para tal, foi feita a
captura de imagens da estrutura porosa das argamassas em estudo.
Segundo Maurício et al (2012) e Fontes (2011), a microtomografia de raios X (micro-CT) é uma
metodologia de ensaio não destrutiva que permite efectuar estudos de microscopia qualitativa e
quantitativa tridimensional (3D) de objectos sem que seja necessário qualquer tipo de preparação
especial físico-mecânica ou de tratamento químico da amostra. Esta técnica possibilita o estudo
pormenorizado da amostra, tanto à superfície como no seu interior, não se obtendo informações
sobre a sua composição quantitativa mas sim sobre a sua estrutura e textura, distuinguindo-se
diferenças visuais desde que o objecto seja constituído por fases com propriedades contrastantes aos
raios X.
Resumidamente, a técnica consiste em tirar várias radiografias visuais à amostra, que após serem
tratados pelo software associado ao equipamento, permitem construir modelos tridimensionais do
objecto a analisar. A fonte de raios X é fixa, pelo que a amostra roda sobre um suporte no interior do
aparelho, em torno do seu eixo vertical, de forma a obter imagens de todos os ângulos (figura 3.53):
Figura 3.53 – Geometria do leque de raios X (in: SkyScan, 2005, citado por Fontes, 2011)
O número de imagens obtido depende da velocidade de rotação da amostra e da sua rotação total,
sendo que quanto mais imagens forem obtidas, maior será a definição do objecto reconstruído (figura
3.54). A amostra tem também de ter dimensões tais que esta seja totalmente abrangida pelos raios X
incidentes. Note-se que convém que a amostra seja o mais pequena possível, já que isto possibilita
que ela seja colocada muito próxima da fonte de raios X e assim obter imagens de resolução muito
maior.
Após a aquisição das imagens, filtra-se o ruído resultante do processo de aquisição e escolhe-se uma
secção representativa da amostra. Em seguida é feita uma conversão das imagens originais em
imagens binárias, correspondentes a componentes de interesse (por exemplo, interstícios,
agregados, ligante, etc.). A escolha de secções a analisar e componentes a analisar é a etapa que

58
mais condiciona os resultados obtidos e depende fortemente da resolução utilizada. Por fim, obtêm-
se modelos tridimensionais que permitem visualizar os diferentes componentes em análise.
Figura 3.54 – Reconstrução de um objecto usando vários ângulos de rotação (in: SkyScan, 2005, citado por
Fontes, 2011)
No âmbito de estudos futuros, esta técnica tem relevância especial para o estudo qualitativo da
tortuosidade das argamassas, uma vez que esta característica não pode ser ensaiada directamente,
bem como da porosidade (aberta e fechada), comparando-a com os valores quantitativos obtidos
experimentalmente.
O ensaio foi realizado no Laboratório de Mineralogia e Petrologia do IST (LAMPIST), pertencente ao
Centro de Petrologia e Geoquímica do IST (CEPGIST). Utilizou-se um sistema SkyScan 1172 (figura
3.55), o qual permite uma resolução máxima de cerca de 2 μm. Utilizaram-se amostras retiradas dos
provetes cilíndricos da 1ª produção (figura 3.56).
Paralelamente, observaram-se os mesmos provetes através de uma lupa binocular ligada a uma
máquina fotográfica (figura 3.56).
Figura 3.55 – Microtomógrafo de raios-X SkyScan
Figura 3.56 – Lupa binocular
59
3.7. Síntese do capítulo
Foram produzidas nove argamassas tradicionais, quatro das quais de controlo, e duas argamassas
industriais, num total de onze argamassas de desempenho térmico melhorado. Para cada argamassa
foram produzidos dois provetes cilíndricos com diâmetro de 28,5 mm e espessura de 40 mm, 2
provetes cilíndricos de 99,5 mm e espessura de 40mm, e 3 provetes prismáticos de 40x400x160 mm.
A argamassa foi caracterizada no estado fresco e no estado endurecido.
Os ensaios no estado fresco foram realizados imediatamente após a produção das argamassas,
determinando-se a consistência por espalhamento e a massa volúmica. A caracterização no estado
endurecido foi realizada aos 28 dias de idade, tendo sido feitos ensaios para a determinação da
absorção sonora, porosidade e massa volúmica aparente, resistividade ao fluxo de ar, velocidade de
propagação de ondas ultra-sónicas, módulo de elasticidade dinâmico, módulo de torção, coeficiente
de Poisson, resistência à compressão, condutibilidade térmica e comprimento térmico e viscoso.
Na tabela 3.6 apresenta-se o número de ensaios realizados no estado endurecido. Não se
contabilizam os ensaios no estado fresco, já que estes foram realizados imediatamente à produção
das argamassas.
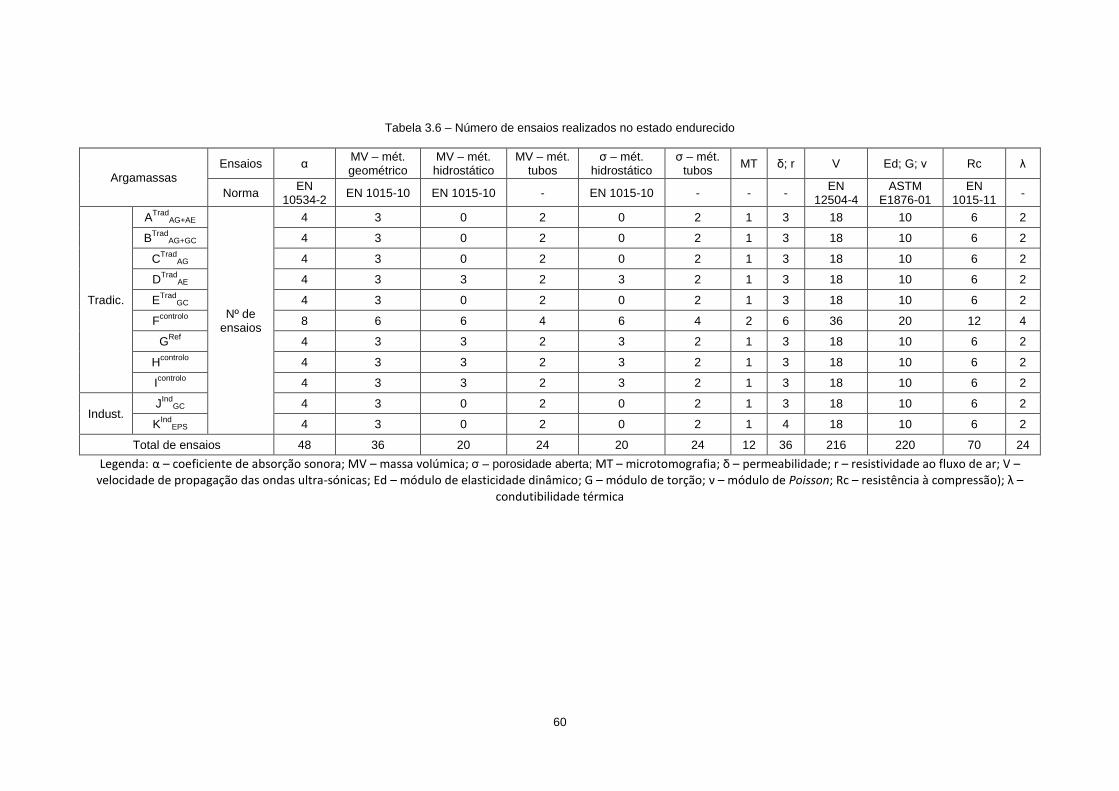
60
Tabela 3.6 – Número de ensaios realizados no estado endurecido
Argamassas
Ensaios α MV – mét. geométrico
MV – mét. hidrostático
MV – mét. tubos
σ – mét. hidrostático
σ – mét. tubos
MT δ; r V Ed; G; ν Rc λ
Norma EN
10534-2 EN 1015-10 EN 1015-10 - EN 1015-10 - - -
EN 12504-4
ASTM E1876-01
EN 1015-11
-
Tradic.
ATrad
AG+AE
Nº de ensaios
4 3 0 2 0 2 1 3 18 10 6 2
BTrad
AG+GC 4 3 0 2 0 2 1 3 18 10 6 2
CTrad
AG 4 3 0 2 0 2 1 3 18 10 6 2
DTrad
AE 4 3 3 2 3 2 1 3 18 10 6 2
ETrad
GC 4 3 0 2 0 2 1 3 18 10 6 2
Fcontrolo
8 6 6 4 6 4 2 6 36 20 12 4
GRef
4 3 3 2 3 2 1 3 18 10 6 2
Hcontrolo
4 3 3 2 3 2 1 3 18 10 6 2
Icontrolo
4 3 3 2 3 2 1 3 18 10 6 2
Indust. J
IndGC 4 3 0 2 0 2 1 3 18 10 6 2
KInd
EPS 4 3 0 2 0 2 1 4 18 10 6 2
Total de ensaios 48 36 20 24 20 24 12 36 216 220 70 24
Legenda: α – coeficiente de absorção sonora; MV – massa volúmica; σ – porosidade aberta; MT – microtomografia; δ – permeabilidade; r – resistividade ao fluxo de ar; V – velocidade de propagação das ondas ultra-sónicas; Ed – módulo de elasticidade dinâmico; G – módulo de torção; ν – módulo de Poisson; Rc – resistência à compressão); λ –
condutibilidade térmica
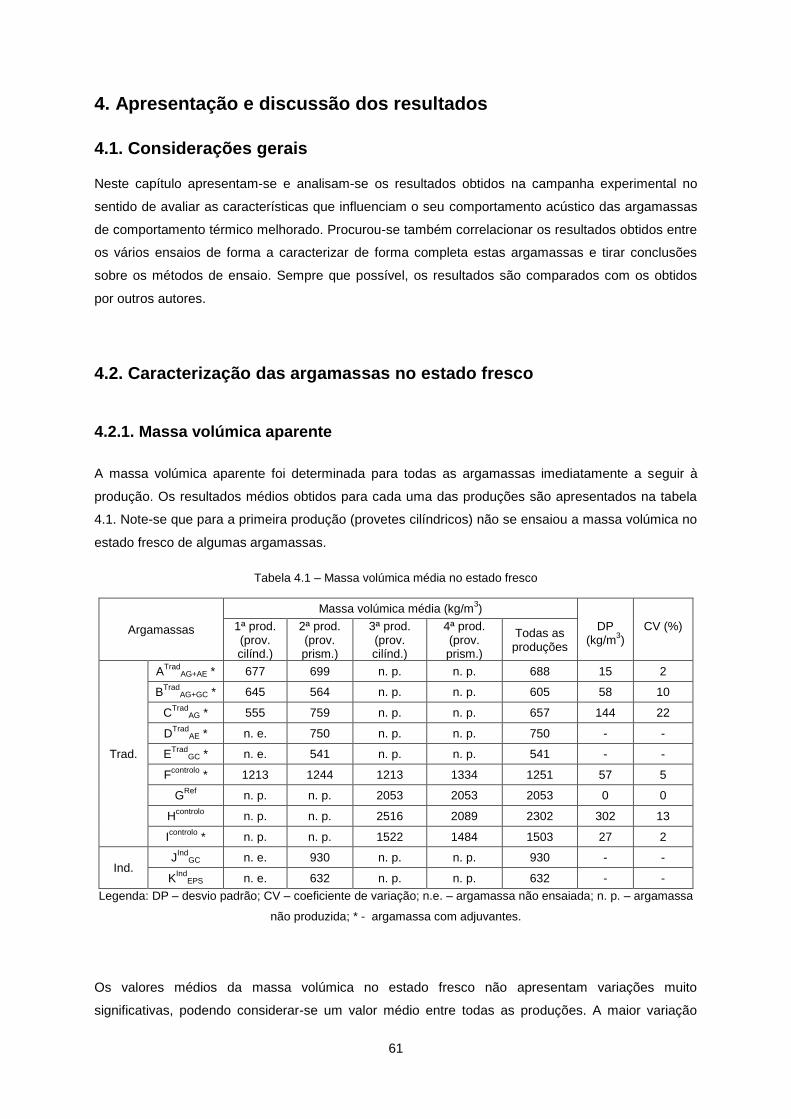
61
4. Apresentação e discussão dos resultados
4.1. Considerações gerais
Neste capítulo apresentam-se e analisam-se os resultados obtidos na campanha experimental no
sentido de avaliar as características que influenciam o seu comportamento acústico das argamassas
de comportamento térmico melhorado. Procurou-se também correlacionar os resultados obtidos entre
os vários ensaios de forma a caracterizar de forma completa estas argamassas e tirar conclusões
sobre os métodos de ensaio. Sempre que possível, os resultados são comparados com os obtidos
por outros autores.
4.2. Caracterização das argamassas no estado fresco
4.2.1. Massa volúmica aparente
A massa volúmica aparente foi determinada para todas as argamassas imediatamente a seguir à
produção. Os resultados médios obtidos para cada uma das produções são apresentados na tabela
4.1. Note-se que para a primeira produção (provetes cilíndricos) não se ensaiou a massa volúmica no
estado fresco de algumas argamassas.
Tabela 4.1 – Massa volúmica média no estado fresco
Argamassas
Massa volúmica média (kg/m3)
1ª prod. (prov. cilínd.)
2ª prod. (prov. prism.)
3ª prod. (prov. cilínd.)
4ª prod. (prov. prism.)
Todas as produções
DP (kg/m
3)
CV (%)
Trad.
ATrad
AG+AE * 677 699 n. p. n. p. 688 15 2
BTrad
AG+GC * 645 564 n. p. n. p. 605 58 10
CTrad
AG * 555 759 n. p. n. p. 657 144 22
DTrad
AE * n. e. 750 n. p. n. p. 750 - -
ETrad
GC * n. e. 541 n. p. n. p. 541 - -
Fcontrolo
* 1213 1244 1213 1334 1251 57 5
GRef
n. p. n. p. 2053 2053 2053 0 0
Hcontrolo
n. p. n. p. 2516 2089 2302 302 13
Icontrolo
* n. p. n. p. 1522 1484 1503 27 2
Ind. J
IndGC n. e. 930 n. p. n. p. 930 - -
KInd
EPS n. e. 632 n. p. n. p. 632 - -
Legenda: DP – desvio padrão; CV – coeficiente de variação; n.e. – argamassa não ensaiada; n. p. – argamassa
não produzida; * - argamassa com adjuvantes.
Os valores médios da massa volúmica no estado fresco não apresentam variações muito
significativas, podendo considerar-se um valor médio entre todas as produções. A maior variação

62
deu-se na argamassa CTrad
AG, com 100% de aerogel, sendo que o seu comportamento aquando da
produção foi bastante influenciado pela actuação dos adjuvantes.
Em seguida apresentam-se também um gráfico síntese com as massas volúmicas médias no estado
fresco de todas as argamassas (figura 4.1) e da diminuição da massa volúmica média das
argamassas tradicionais com substituição de agregados em relação à argamassa Icontrolo
(figura 4.2),
uma vez que esta, além de ter areia na sua constituição, tem também a mesma curva granulométrica
(curva 2) e a mesma quantidade de adjuvantes, sendo assim directamente comparáveis.
Figura 4.1 – Massa volúmica no estado fresco das argamassas com incorporação de agregados isolantes
Figura 4.2 – Diferença na massa volúmica no estado fresco, relativamente à argamassa Icontrolo
, das argamassas
tradicionais
Os valores da massa volúmica no estado fresco variam entre 541 e 759 kg/m3 para as argamassas
com substituição de agregados, entre 1213 e 2516 kg/m3 para as argamassas de controlo, e entre
382 e 930 kg/m3 para as argamassas industriais térmicas. De modo geral, a introdução de agregados
isolantes nas argamassas provoca uma redução entre 50 a 64% na sua massa volúmica no estado
fresco, em relação à argamassa de areia Icontrolo
.
677 645 555
1213 699
564 759 750
541
1244
930
632 1213
2053
2516
1522
1334
2053 2089
1484
0
500
1000
1500
2000
2500
3000
A B C D E F G H I J K
Mas
sa v
olú
mic
a (k
g/m
3)
Argamassa
1ª Produção
2ª Produção
3ª Produção
4ª Produção
-54% -60%
-56% -50%
-64% -70%
-60%
-50%
-40%
-30%
-20%
-10%
0%
A B C D E
Dim
inu
ição
da
mas
sa v
olú
mic
a
Argamassas
63
Em relação às argamassas industriais, o valor da massa volúmica da argamassa KInd
EPS encontra-se
cerca de 40 a 80% acima do intervalo indicado pelo fabricante (350-450 kg/m3). Quanto à argamassa
JInd
GC, o fabricante não especifica o valor esperado da massa volúmica no estado fresco. Vale (2014)
obteve, para argamassas industriais semelhantes com substituição de agregados de EPS e de
cortiça, valores de massa volúmica de 563 e 896 kg/m3, respectivamente, o que se encontra próximo
dos valores ensaiados.
Quanto às argamassas tradicionais, as argamassas de areia foram as que registaram valores mais
elevados de massa volúmica, como seria de esperar. A argamassa de referência, GRef
, com um valor
de 2053 kg/m3, é semelhante ao obtido noutros estudos. Vale (2014) obteve, para uma argamassa
com o mesmo traço (1:4) e curva granulométrica, um valor de 2105 kg/m3. Arromba (2011) e
Gonçalves (2010), com o mesmo traço de 1:4 mas com curvas granulométricas desconhecidas,
obtiveram valores mais próximos, de 2056 e 2034 kg/m3, respectivamente. A argamassa de controlo
Hcontrolo
, com o mesmo traço e granulometria da curva 2 (ver capítulo 3), apresenta um valor
semelhante para os provetes prismáticos (2089 kg/m3), embora um pouco mais elevado para os
provetes cilíndricos (2516 kg/m3).
As argamassas de areia com adjuvantes, Fcontrolo
e Icontrolo
, apresentam valores mais baixos do que as
respectivas argamassas sem adjuvantes, como também seria de esperar, visto estes serem
introdutores de ar. A argamassa Icontrolo
(1522 e 1484 kg/m3) regista um decréscimo de cerca de 40 a
65% em relação aos valores da argamassa Hcontrolo
, também produzida com a curva 2, sem
adjuvantes. Quanto à argamassa Fcontrolo
, os valores obtidos para as argamassas da 1ª e 2ª
produções (1213 e 1244 kg/m3) e da 3ª e 4ª produções (1213 e 1334 kg/m
3) são bastante inferiores
aos da massa volúmica da argamassa GRef
, com a mesma curva Mesquita, provavelmente devido ao
acréscimo de adjuvantes na mistura, verificando-se uma diminuição de cerca de 50 a 60%.
As restantes argamassas tradicionais, por conterem adjuvantes na sua constituição, não são
directamente comparáveis com estudos anteriores. No entanto, verifica-se que, de um modo geral, o
efeito combinado da substituição de agregados com a presença de adjuvantes faz diminuir a sua
massa volúmica no estado fresco em relação às argamassas de controlo. É expectável que isto
aconteça já que os adjuvantes introduzem ar na mistura, reduzindo a compacidade das argamassas.
Martins (2010) previu, para argamassas com 100% de substituição de agregados de argila
expandida, uma massa volúmica de cerca de 900 kg/m3, um valor mais elevado em relação ao valor
obtido para a argamassa DTrad
AE (750 kg/m3), que no entanto tem adjuvantes na sua constituição,
ligante de cimento em vez de cimento e cal hidráulica, e uma curva granulométrica diferente.
Para uma argamassa com substituição de 70 a 80% de agregados de cortiça, Melo (2014) e Vale
(2014) obtiveram uma massa volúmica no estado fresco de 1016 kg/m3, o que representa quase o
dobro em relação ao obtido para a argamassa ETrad
GC (541 kg/m3). No entanto, estas não contêm
adjuvantes na sua mistura, e o facto de 20 a 30% dos seus agregados serem areia faz com que a sua
massa volúmica seja superior.

64
Por último, as argamassas que contêm aerogel na sua composição (ATrad
AG+AE , BTrad
AG+GC e CTrad
AG)
apresentam massas volúmicas entre 555 e 759 kg/m3. Os valores obtidos para a argamassa
ATrad
AG+AE, em particular (677 e 699 kg/m3), encontram-se relativamente próximos da argamassa de
argila (DTrad
AE) com um valor de 750 kg/m3, o que pode indicar que a argila tem uma maior influência
na massa volúmica no estado fresco.
4.2.2. Consistência por espalhamento
Os valores médios obtidos para o ensaio de consistência por espalhamento encontram-se na tabela
4.2. Os resultados individuais de cada ensaio são apresentados no anexo A.4.1 (para a 1ª produção,
não foram registados os resultados individuais, tendo-se calculado a média imediatamente após a
medição).
Salienta-se o facto de algumas das argamassas não apresentarem condições para serem ensaiadas
devido ao efeito dos adjuvantes, em especial os adjuvantes, que fizeram variar a consistência das
argamassas muito rapidamente após a produção, passando de um estado extremamente fluido a um
estado seco em poucos minutos. Este efeito fez também variar muito a consistência entre produções
semelhantes, como se observa nas argamassas da 1ª e 2ª produções.
Tabela 4.2 – Consistência por espalhamento no estado fresco
Argamassa
Espalhamento médio (mm)
DP (mm)
CV (%) 1ª prod. (prov. cilínd.)
2ª prod. (prov. prism.)
3ª prod. (prov. cilínd.)
4ª prod. (prov. prism.)
Todas as produções
Tradic.
ATrad
AG+AE * 126 205 n. p. n. p. 166 56 34
BTrad
AG+GC * 137 185 n. p. n. p. 161 34 21
CTrad
AG * 139 174 n. p. n. p. 157 25 16
DTrad
AE * n.e. 122 n. p. n. p. 122 - -
ETrad
GC * n. e. 121 n. p. n. p. 121 - -
Fcontrolo
* n. e. 109 178 176 154 39 25
GRef
n. p. n. p. 168 168 168 -
Hcontrolo
* n. p. n. p. 182 178 180 3 2
Icontrolo
* n. p. n. p. 175 160 168 11 6
Indust. J
IndGC n. e. 103 n. p. n. p. 103 - -
KInd
EPS n. e. 108 n. p. n. p. 108 - -
Legenda: DP – desvio padrão; CV – coeficiente de variação; n. p. – argamassa não produzida; n. e. – argamassa
não ensaiada; * - argamassa com adjuvantes.
Como se verifica pela tabela, os valores de espalhamento variam significativamente entre as
diferentes produções, obtendo-se coeficientes de variação elevados, devido sobretudo ao efeito dos
adjuvantes.
Os valores de espalhamento das argamassas tradicionais de areia sem adjuvantes e das argamassas
industriais encontram-se dentro dos intervalos previstos na norma EN 1015-2 (CEN, 1998), de acordo

65
com as suas massas volúmicas. A relação a/c destas argamassas foi encontrada por tentativa e erro
até se obter um espalhamento que cumprisse os valores da norma.
Em relação às argamassas industriais, a argamassa com agregados de EPS (HInd
EPS) apresenta um
valor de espalhamento ligeiramente superior, e por conseguinte, uma melhor trabalhabilidade, em
relação à de cortiça (GInd
GC), com uma diferença de cerca de 6 mm, embora esta diferença não seja
significativa em relação à incerteza associada ao ensaio (±10 mm). Isto pode dever-se ao facto de o
granulado de cortiça ter uma capacidade de absorção de água superior à dos agregagos de EPS
(Brás et al, 2013), à diferença entre as adições/adjuvantes presentes nas argamassas ou à relação
a/c recomendada pelos fabricantes.
As restantes argamassas não podem ser directamente comparadas com estudos anteriores, dada a
utilização de adjuvantes que alteram significativamente a trabalhabilidade, em especial os adjuvantes.
As argamassas de areia podem servir de referência neste caso, verificando-se que a utilização de
adjuvantes leva a um decréscimo no espalhamento de cerca de 54 mm no caso das argamassas com
a curva Mesquita (108 mm para Fcontrolo
e 162 mm para GRef
) e a um acréscimo de 18 mm para as
argamassas com a curva 2 (178 mm para Hcontrolo
e 160 mm para Icontrolo
). No entanto, é de notar que a
trabalhabilidade das argamassas com adjuvantes varia muito rapidamente após a produção, podendo
uma argamassa muito fluida perder a sua trabalhabilidade entre as medições.
Quanto às restantes argamassas, verifica-se de modo geral que as argamassas com aerogel foram
as que apresentaram um maior espalhamento, o que poderá ser atribuído à utilização de adjuvantes.
Esta observação pode indicar a necessidade de um melhor ajuste na quantidade ou tipo de
adjuvantes a utilizar nas argamassas sem aerogel.
4.3. Caracterização das argamassas no estado endurecido
4.3.1. Massa volúmica aparente
Tal como referido no capítulo 3, não foi possível determinar a massa volúmica de todas as
argamassas com recurso ao exsicador, uma vez que algumas delas ficariam a flutuar e não se
poderia realizar a sua pesagem hidrostática. A massa volúmica foi, por isso, determinada a partir do
método da pesagem hidrostática apenas quando tal foi possível, ou seja, para as argamassas de
areia e argila expandida. Foram ainda obtidas massas volúmicas através do método geométrico e do
método dos tubos, embora com apenas uma amostra de cada argamassa, devido à duração muito
longa destes ensaios.
Os valores médios da massa volúmica aparente encontram-se presentes nas tabelas 4.3 e 4.4 e
figura 4.3 para as argamassas tradicionais e industriais ensaiadas. No anexo A.4.2 encontram-se os
resultados individuais de cada ensaio. Na figura 4.4 mostra-se a percentagem de diminuição da
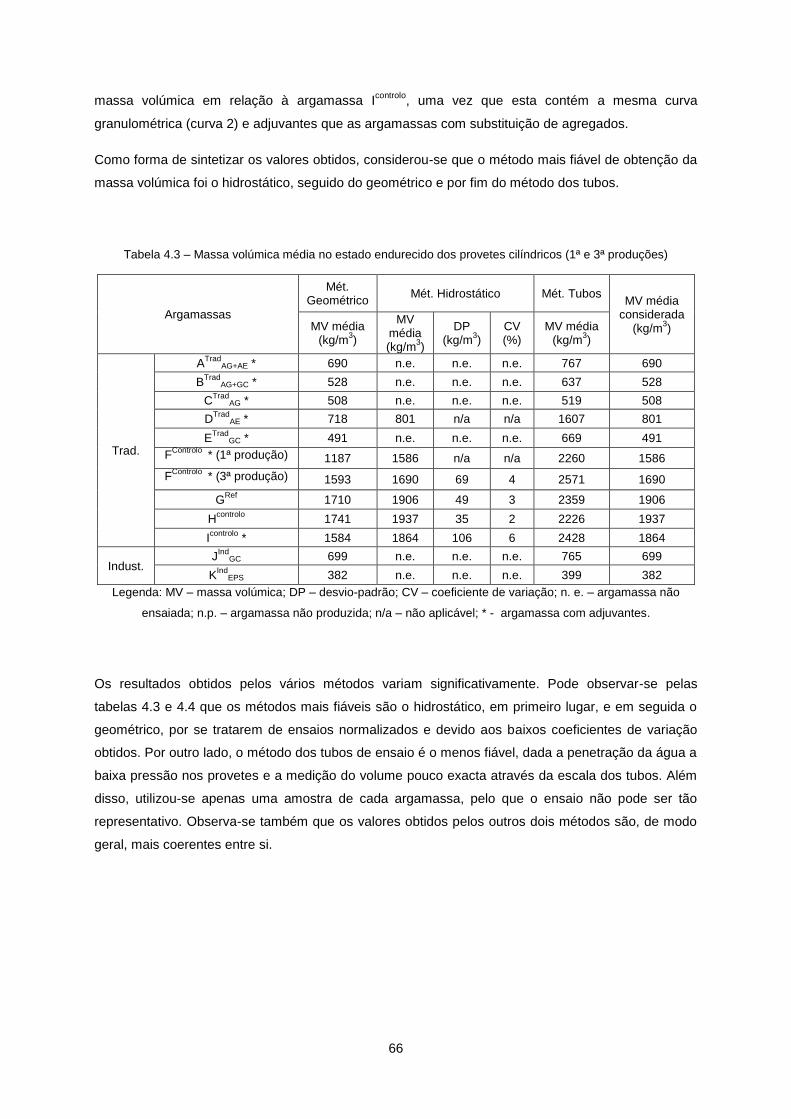
66
massa volúmica em relação à argamassa Icontrolo
, uma vez que esta contém a mesma curva
granulométrica (curva 2) e adjuvantes que as argamassas com substituição de agregados.
Como forma de sintetizar os valores obtidos, considerou-se que o método mais fiável de obtenção da
massa volúmica foi o hidrostático, seguido do geométrico e por fim do método dos tubos.
Tabela 4.3 – Massa volúmica média no estado endurecido dos provetes cilíndricos (1ª e 3ª produções)
Argamassas
Mét. Geométrico
Mét. Hidrostático Mét. Tubos MV média
considerada (kg/m
3) MV média
(kg/m3)
MV média (kg/m
3)
DP (kg/m
3)
CV (%)
MV média (kg/m
3)
Trad.
ATrad
AG+AE * 690 n.e. n.e. n.e. 767 690
BTrad
AG+GC * 528 n.e. n.e. n.e. 637 528
CTrad
AG * 508 n.e. n.e. n.e. 519 508
DTrad
AE * 718 801 n/a n/a 1607 801
ETrad
GC * 491 n.e. n.e. n.e. 669 491
FControlo
* (1ª produção) 1187 1586 n/a n/a 2260 1586
FControlo
* (3ª produção) 1593 1690 69 4 2571 1690
GRef
1710 1906 49 3 2359 1906
Hcontrolo
1741 1937 35 2 2226 1937
Icontrolo
* 1584 1864 106 6 2428 1864
Indust. J
IndGC 699 n.e. n.e. n.e. 765 699
KInd
EPS 382 n.e. n.e. n.e. 399 382
Legenda: MV – massa volúmica; DP – desvio-padrão; CV – coeficiente de variação; n. e. – argamassa não
ensaiada; n.p. – argamassa não produzida; n/a – não aplicável; * - argamassa com adjuvantes.
Os resultados obtidos pelos vários métodos variam significativamente. Pode observar-se pelas
tabelas 4.3 e 4.4 que os métodos mais fiáveis são o hidrostático, em primeiro lugar, e em seguida o
geométrico, por se tratarem de ensaios normalizados e devido aos baixos coeficientes de variação
obtidos. Por outro lado, o método dos tubos de ensaio é o menos fiável, dada a penetração da água a
baixa pressão nos provetes e a medição do volume pouco exacta através da escala dos tubos. Além
disso, utilizou-se apenas uma amostra de cada argamassa, pelo que o ensaio não pode ser tão
representativo. Observa-se também que os valores obtidos pelos outros dois métodos são, de modo
geral, mais coerentes entre si.
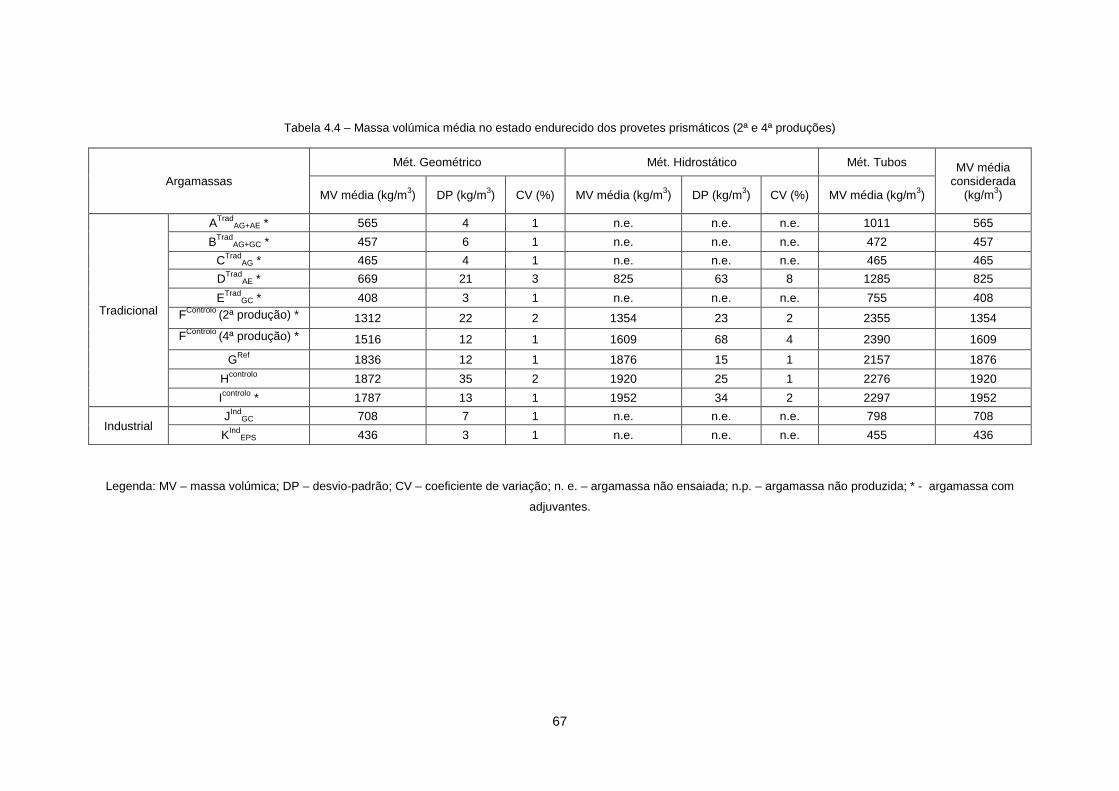
67
Tabela 4.4 – Massa volúmica média no estado endurecido dos provetes prismáticos (2ª e 4ª produções)
Argamassas
Mét. Geométrico Mét. Hidrostático Mét. Tubos MV média considerada
(kg/m3) MV média (kg/m
3) DP (kg/m
3) CV (%) MV média (kg/m
3) DP (kg/m
3) CV (%) MV média (kg/m
3)
Tradicional
ATrad
AG+AE * 565 4 1 n.e. n.e. n.e. 1011 565
BTrad
AG+GC * 457 6 1 n.e. n.e. n.e. 472 457
CTrad
AG * 465 4 1 n.e. n.e. n.e. 465 465
DTrad
AE * 669 21 3 825 63 8 1285 825
ETrad
GC * 408 3 1 n.e. n.e. n.e. 755 408
FControlo
(2ª produção) * 1312 22 2 1354 23 2 2355 1354
FControlo
(4ª produção) * 1516 12 1 1609 68 4 2390 1609
GRef
1836 12 1 1876 15 1 2157 1876
Hcontrolo
1872 35 2 1920 25 1 2276 1920
Icontrolo
* 1787 13 1 1952 34 2 2297 1952
Industrial J
IndGC 708 7 1 n.e. n.e. n.e. 798 708
KInd
EPS 436 3 1 n.e. n.e. n.e. 455 436
Legenda: MV – massa volúmica; DP – desvio-padrão; CV – coeficiente de variação; n. e. – argamassa não ensaiada; n.p. – argamassa não produzida; * - argamassa com
adjuvantes.

68
Figura 4.3 – Massa volúmica no estado endurecido, pelo método hidrostático e geométrico
Figura 4.4 – Diferença na massa volúmica no estado endurecido, relativamente à argamassa Icontrolo
, das argamassas tradicionais
A massa volúmica da argamassa de referência (GRef
) no estado endurecido (1836 a 1876 kN/m3)
encontra-se ligeiramente abaixo da obtida por Vale (2014), valor de 2105 kg/m3 e dos apresentados
por Arromba (2011) e Gonçalves (2010), que obtiveram também valores de 2056 kg/m3 e 2023 kg/m
3,
respectivamente, para argamassas de areia do rio. As restantes argamassas de areia apresentam
valores muito aproximados da de referência, tanto as que incluem adjuvantes na sua constituição
como as que não os incluem. A argamassa Icontrolo
, no entanto, por ter sido produzida com introdutores
de ar e uma curva granulométrica com agregados mais grossos, deveria ser menos compacta e por
isso ter uma massa volúmica inferior à de referência, o que se verifica para o método geométrico
(1584 e 1787 kg/m3). A argamassa F
controlo, com a mesma curva granulométrica que a argamassa de
referência mas com introdutores de ar, apresenta também valores de massa volúmica inferiores.
A argamassa industrial de EPS, KInd
EPS, com uma massa volúmica entre 382 e 455 kg/m3, ficou
também próxima dos valores apresentados por Vale (2014) e Melo (2014), que obtiveram um valor de
690 528 508
801
491
1586
699
382
565 457 465 825
408
1354
708 436
1690 1906 1937 1864
1609
1876 1920 1952
0
500
1000
1500
2000
2500
A B C D E F G H I J K
Mas
sa v
olú
mic
a (k
g/m
3)
Argamassa
1ª Produção
2ª Produção
3ª Produção
4ª Produção
-63%
-72%
-73% -57%
-74% -71%
-77% -76%
-58%
-79% -90%
-80%
-70%
-60%
-50%
-40%
-30%
-20%
-10%
0%
A B C D E
Dim
inu
ição
da
mas
sa v
olú
mic
a
Argamassas
Provetes cilíndricos
Provetes prismáticos
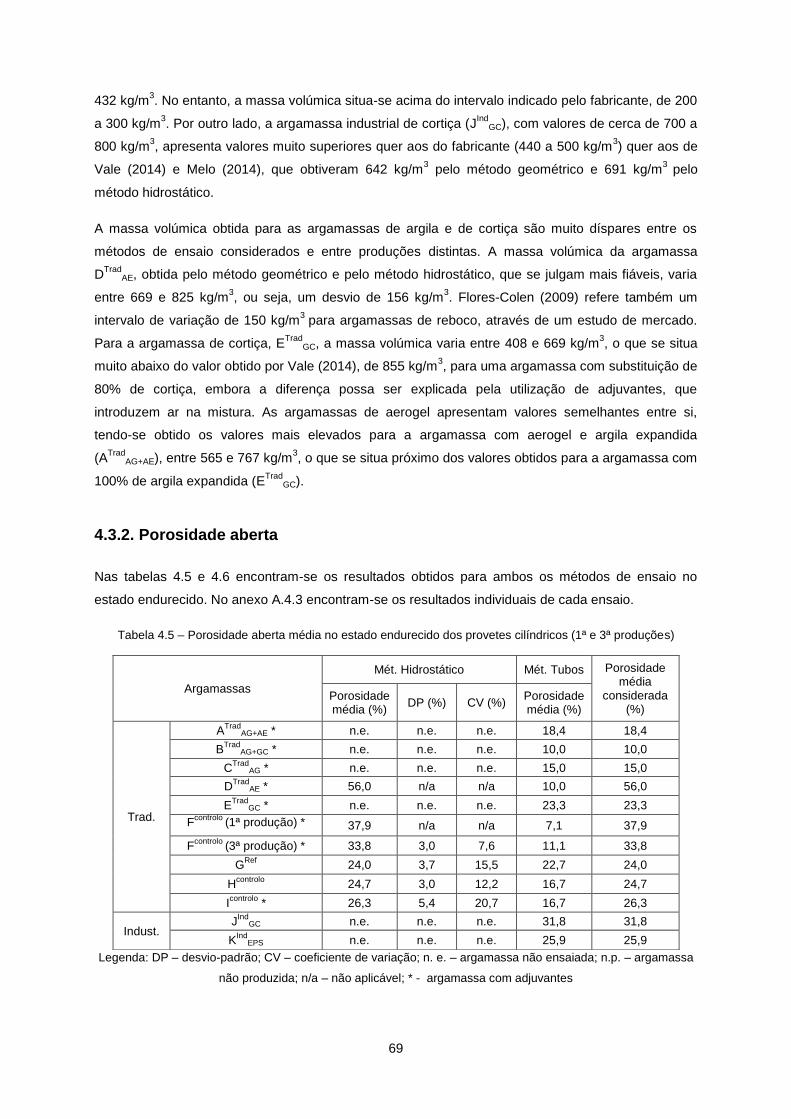
69
432 kg/m3. No entanto, a massa volúmica situa-se acima do intervalo indicado pelo fabricante, de 200
a 300 kg/m3. Por outro lado, a argamassa industrial de cortiça (J
IndGC), com valores de cerca de 700 a
800 kg/m3, apresenta valores muito superiores quer aos do fabricante (440 a 500 kg/m
3) quer aos de
Vale (2014) e Melo (2014), que obtiveram 642 kg/m3 pelo método geométrico e 691 kg/m
3 pelo
método hidrostático.
A massa volúmica obtida para as argamassas de argila e de cortiça são muito díspares entre os
métodos de ensaio considerados e entre produções distintas. A massa volúmica da argamassa
DTrad
AE, obtida pelo método geométrico e pelo método hidrostático, que se julgam mais fiáveis, varia
entre 669 e 825 kg/m3, ou seja, um desvio de 156 kg/m
3. Flores-Colen (2009) refere também um
intervalo de variação de 150 kg/m3
para argamassas de reboco, através de um estudo de mercado.
Para a argamassa de cortiça, ETrad
GC, a massa volúmica varia entre 408 e 669 kg/m3, o que se situa
muito abaixo do valor obtido por Vale (2014), de 855 kg/m3, para uma argamassa com substituição de
80% de cortiça, embora a diferença possa ser explicada pela utilização de adjuvantes, que
introduzem ar na mistura. As argamassas de aerogel apresentam valores semelhantes entre si,
tendo-se obtido os valores mais elevados para a argamassa com aerogel e argila expandida
(ATrad
AG+AE), entre 565 e 767 kg/m3, o que se situa próximo dos valores obtidos para a argamassa com
100% de argila expandida (ETrad
GC).
4.3.2. Porosidade aberta
Nas tabelas 4.5 e 4.6 encontram-se os resultados obtidos para ambos os métodos de ensaio no
estado endurecido. No anexo A.4.3 encontram-se os resultados individuais de cada ensaio.
Tabela 4.5 – Porosidade aberta média no estado endurecido dos provetes cilíndricos (1ª e 3ª produções)
Legenda: DP – desvio-padrão; CV – coeficiente de variação; n. e. – argamassa não ensaiada; n.p. – argamassa
não produzida; n/a – não aplicável; * - argamassa com adjuvantes
Argamassas
Mét. Hidrostático Mét. Tubos Porosidade média
considerada (%)
Porosidade média (%)
DP (%) CV (%) Porosidade média (%)
Trad.
ATrad
AG+AE * n.e. n.e. n.e. 18,4 18,4
BTrad
AG+GC * n.e. n.e. n.e. 10,0 10,0
CTrad
AG * n.e. n.e. n.e. 15,0 15,0
DTrad
AE * 56,0 n/a n/a 10,0 56,0
ETrad
GC * n.e. n.e. n.e. 23,3 23,3
Fcontrolo
(1ª produção) * 37,9 n/a n/a 7,1 37,9
Fcontrolo
(3ª produção) * 33,8 3,0 7,6 11,1 33,8
GRef
24,0 3,7 15,5 22,7 24,0
Hcontrolo
24,7 3,0 12,2 16,7 24,7
Icontrolo
* 26,3 5,4 20,7 16,7 26,3
Indust. J
IndGC n.e. n.e. n.e. 31,8 31,8
KInd
EPS n.e. n.e. n.e. 25,9 25,9

70
Tabela 4.6 – Porosidade aberta média no estado endurecido dos provetes prismáticos (2ª e 4ª produções)
Argamassas
Mét. Hidrostático Mét. Tubos Porosidade média
considerada (%)
Porosidade média (%)
DP (%) CV (%) Porosidade média (%)
Trad.
ATrad
AG+AE * n.e. n.e. n.e. 26,7 26,7
BTrad
AG+GC * n.e. n.e. n.e. 30,0 30,0
CTrad
AG * n.e. n.e. n.e. 18,8 18,8
DTrad
AE * 58,1 4,6 7,8 25,0 58,1
ETrad
GC * n.e. n.e. n.e. 30,7 30,7
Fcontrolo
(2ª produção) * 47,5 0,8 1,7 25,0 47,5
Fcontrolo
(4ª produção) * 36,3 2,7 7,4 10,0 36,3
GRef
25,6 1,3 5,0 78,6 25,6
Hcontrolo
24,5 1,3 5,3 21,4 24,5
Icontrolo
* 23,6 1,2 5,2 7,7 23,6
Indust. J
IndGC n.e. n.e. n.e. 50,0 50,0
KInd
EPS n.e. n.e. n.e. 16,7 16,7
Legenda: DP – desvio-padrão; CV – coeficiente de variação; n. e. – argamassa não ensaiada; n.p. – argamassa
não produzida; n/a – não aplicável; * - argamassa com adjuvantes
A porosidade foi determinada, tal como a massa volúmica, através do método hidrostático e do
método dos tubos, quando possível. Os provetes cilíndricos da primeira produção ensaiados foram os
de diâmetro 28,5 mm, aproveitando-se o facto de as suas dimensões permitirem que estes pudessem
ser colocados quase intactos dentro dos tubos.
A porosidade das argamassas com substituição de agregados encontra-se compreendida entre os
10,0% e os 58,1%. O valor obtido para a argamassa FControlo
da 2ª produção, pelo método dos tubos
(25%), situa-se próximo do obtido por Melo (2014) e Brás (2013), embora estes autores tenham
analisado argamassas sem adjuvantes e com outro traço volumétrico (1:3). No entanto, a porosidade
medida através de pesagem hidrostática com exsicador situa-se nos 44,3%, o que indica que este
método precisa de análise para boas correlações, pelo que seria de considerar um ensaio alternativo
(por exemplo, através de análise de isotérmicas) para tentar determinar com maior rigor a massa
volúmica e o volume de poros. O mesmo acontece para a argamassa de argila, DTrad
AE, com valores
bastante díspares de porosidade para cada método. A argamassa industrial de cortiça JInd
GC, no
entanto, foi analisada por Melo (2014), apresentando um valor de 47,5%, próximo dos 50% obtidos.
Brás (2013) analisou uma argamassa industrial de EPS semelhante à deste estudo, com 80% de
substituição de agregados de EPS, obtendo uma porosidade de 20%, próxima dos 16,7% obtidos.
Este valor mais baixo, que não seria expectável, pode estar relacionado com o método de ensaio,
nomeadamente com a forma de saturação das amostras também dificultada pela existência de
agregados hidrofóbicos, como o EPS ou o aerogel, que resultou numa argamassa com uma
porosidade de 18,75% (argamassa CTrad
AG).
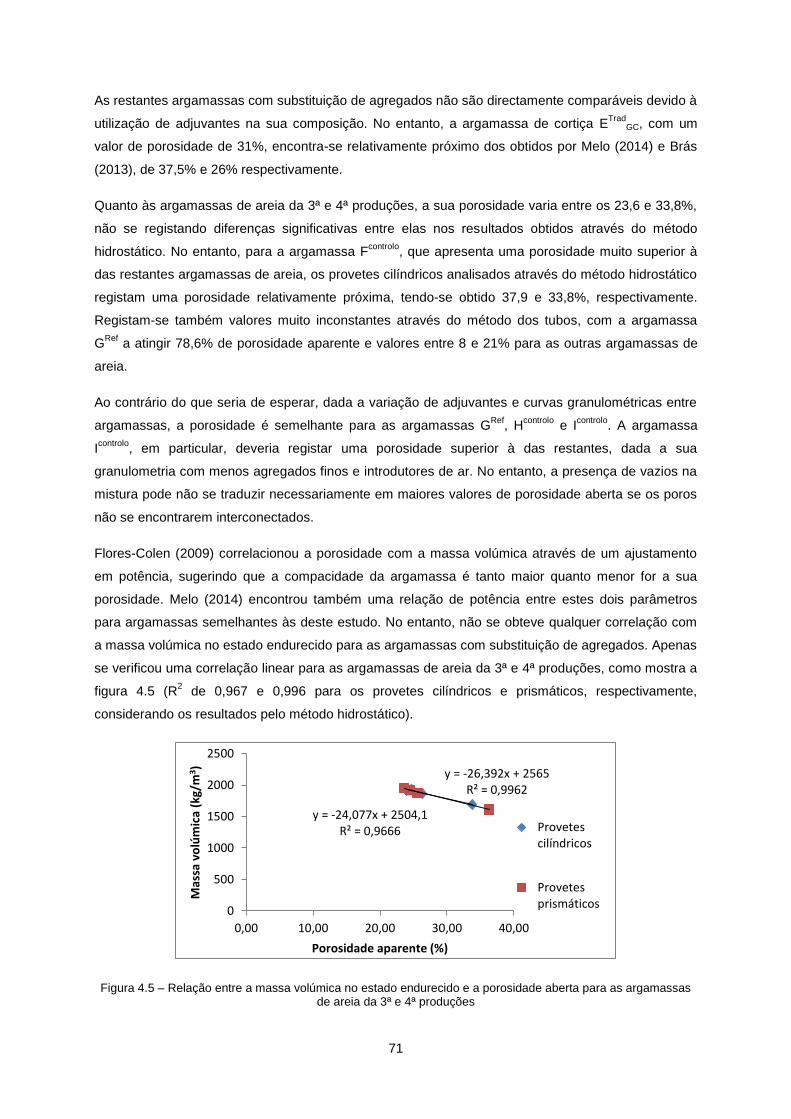
71
As restantes argamassas com substituição de agregados não são directamente comparáveis devido à
utilização de adjuvantes na sua composição. No entanto, a argamassa de cortiça ETrad
GC, com um
valor de porosidade de 31%, encontra-se relativamente próximo dos obtidos por Melo (2014) e Brás
(2013), de 37,5% e 26% respectivamente.
Quanto às argamassas de areia da 3ª e 4ª produções, a sua porosidade varia entre os 23,6 e 33,8%,
não se registando diferenças significativas entre elas nos resultados obtidos através do método
hidrostático. No entanto, para a argamassa Fcontrolo
, que apresenta uma porosidade muito superior à
das restantes argamassas de areia, os provetes cilíndricos analisados através do método hidrostático
registam uma porosidade relativamente próxima, tendo-se obtido 37,9 e 33,8%, respectivamente.
Registam-se também valores muito inconstantes através do método dos tubos, com a argamassa
GRef
a atingir 78,6% de porosidade aparente e valores entre 8 e 21% para as outras argamassas de
areia.
Ao contrário do que seria de esperar, dada a variação de adjuvantes e curvas granulométricas entre
argamassas, a porosidade é semelhante para as argamassas GRef
, Hcontrolo
e Icontrolo
. A argamassa
Icontrolo
, em particular, deveria registar uma porosidade superior à das restantes, dada a sua
granulometria com menos agregados finos e introdutores de ar. No entanto, a presença de vazios na
mistura pode não se traduzir necessariamente em maiores valores de porosidade aberta se os poros
não se encontrarem interconectados.
Flores-Colen (2009) correlacionou a porosidade com a massa volúmica através de um ajustamento
em potência, sugerindo que a compacidade da argamassa é tanto maior quanto menor for a sua
porosidade. Melo (2014) encontrou também uma relação de potência entre estes dois parâmetros
para argamassas semelhantes às deste estudo. No entanto, não se obteve qualquer correlação com
a massa volúmica no estado endurecido para as argamassas com substituição de agregados. Apenas
se verificou uma correlação linear para as argamassas de areia da 3ª e 4ª produções, como mostra a
figura 4.5 (R2 de 0,967 e 0,996 para os provetes cilíndricos e prismáticos, respectivamente,
considerando os resultados pelo método hidrostático).
Figura 4.5 – Relação entre a massa volúmica no estado endurecido e a porosidade aberta para as argamassas de areia da 3ª e 4ª produções
y = -24,077x + 2504,1 R² = 0,9666
y = -26,392x + 2565 R² = 0,9962
0
500
1000
1500
2000
2500
0,00 10,00 20,00 30,00 40,00
Mas
sa v
olú
mic
a (k
g/m
3)
Porosidade aparente (%)
Provetescilíndricos
Provetesprismáticos
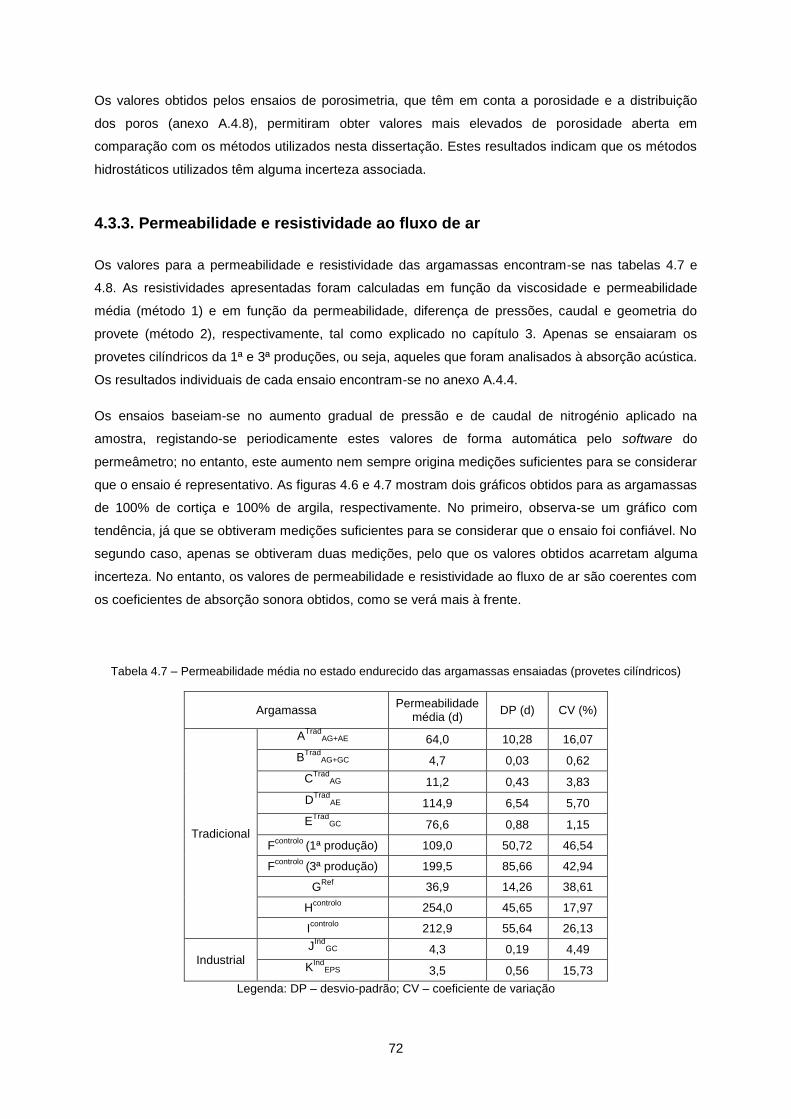
72
Os valores obtidos pelos ensaios de porosimetria, que têm em conta a porosidade e a distribuição
dos poros (anexo A.4.8), permitiram obter valores mais elevados de porosidade aberta em
comparação com os métodos utilizados nesta dissertação. Estes resultados indicam que os métodos
hidrostáticos utilizados têm alguma incerteza associada.
4.3.3. Permeabilidade e resistividade ao fluxo de ar
Os valores para a permeabilidade e resistividade das argamassas encontram-se nas tabelas 4.7 e
4.8. As resistividades apresentadas foram calculadas em função da viscosidade e permeabilidade
média (método 1) e em função da permeabilidade, diferença de pressões, caudal e geometria do
provete (método 2), respectivamente, tal como explicado no capítulo 3. Apenas se ensaiaram os
provetes cilíndricos da 1ª e 3ª produções, ou seja, aqueles que foram analisados à absorção acústica.
Os resultados individuais de cada ensaio encontram-se no anexo A.4.4.
Os ensaios baseiam-se no aumento gradual de pressão e de caudal de nitrogénio aplicado na
amostra, registando-se periodicamente estes valores de forma automática pelo software do
permeâmetro; no entanto, este aumento nem sempre origina medições suficientes para se considerar
que o ensaio é representativo. As figuras 4.6 e 4.7 mostram dois gráficos obtidos para as argamassas
de 100% de cortiça e 100% de argila, respectivamente. No primeiro, observa-se um gráfico com
tendência, já que se obtiveram medições suficientes para se considerar que o ensaio foi confiável. No
segundo caso, apenas se obtiveram duas medições, pelo que os valores obtidos acarretam alguma
incerteza. No entanto, os valores de permeabilidade e resistividade ao fluxo de ar são coerentes com
os coeficientes de absorção sonora obtidos, como se verá mais à frente.
Tabela 4.7 – Permeabilidade média no estado endurecido das argamassas ensaiadas (provetes cilíndricos)
Argamassa Permeabilidade
média (d) DP (d) CV (%)
Tradicional
ATrad
AG+AE 64,0 10,28 16,07
BTrad
AG+GC 4,7 0,03 0,62
CTrad
AG 11,2 0,43 3,83
DTrad
AE 114,9 6,54 5,70
ETrad
GC 76,6 0,88 1,15
Fcontrolo
(1ª produção) 109,0 50,72 46,54
Fcontrolo
(3ª produção) 199,5 85,66 42,94
GRef
36,9 14,26 38,61
Hcontrolo
254,0 45,65 17,97
Icontrolo
212,9 55,64 26,13
Industrial
JInd
GC 4,3 0,19 4,49
KInd
EPS 3,5 0,56 15,73
Legenda: DP – desvio-padrão; CV – coeficiente de variação
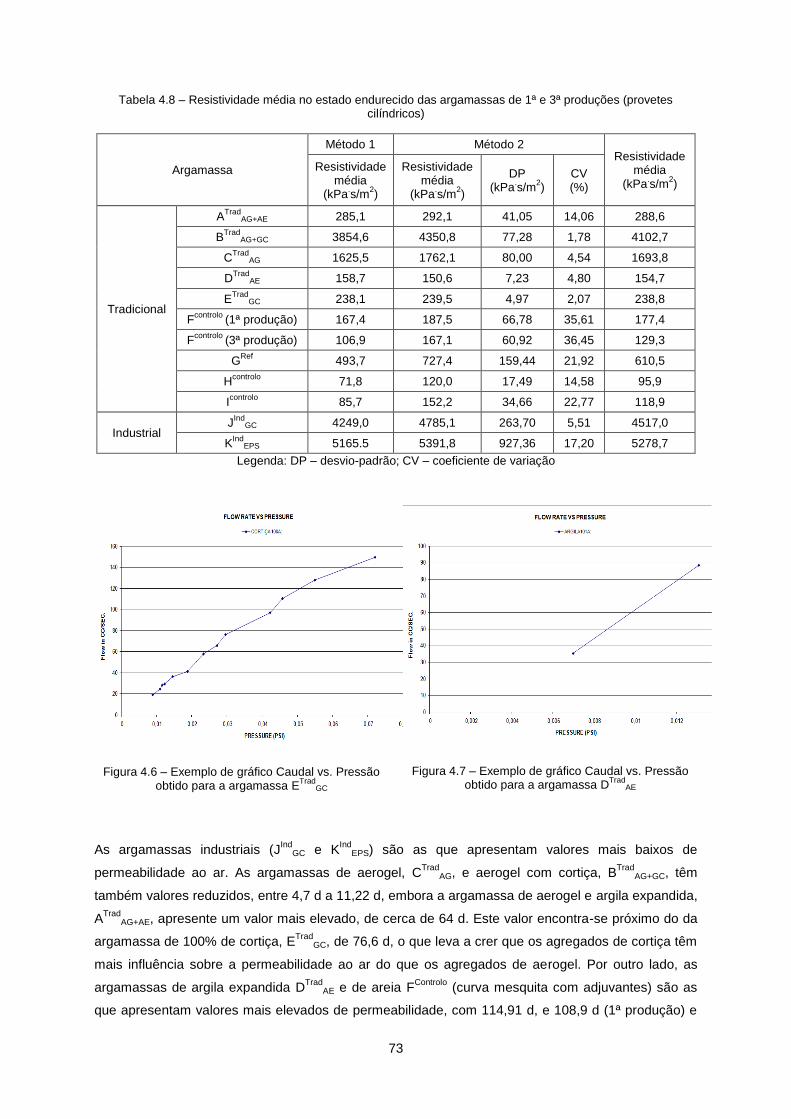
73
Tabela 4.8 – Resistividade média no estado endurecido das argamassas de 1ª e 3ª produções (provetes cilíndricos)
Argamassa
Método 1 Método 2 Resistividade
média (kPa
.s/m
2)
Resistividade média
(kPa.s/m
2)
Resistividade média
(kPa.s/m
2)
DP (kPa
.s/m
2)
CV (%)
Tradicional
ATrad
AG+AE 285,1 292,1 41,05 14,06 288,6
BTrad
AG+GC 3854,6 4350,8 77,28 1,78 4102,7
CTrad
AG 1625,5 1762,1 80,00 4,54 1693,8
DTrad
AE 158,7 150,6 7,23 4,80 154,7
ETrad
GC 238,1 239,5 4,97 2,07 238,8
Fcontrolo
(1ª produção) 167,4 187,5 66,78 35,61 177,4
Fcontrolo
(3ª produção) 106,9 167,1 60,92 36,45 129,3
GRef
493,7 727,4 159,44 21,92 610,5
Hcontrolo
71,8 120,0 17,49 14,58 95,9
Icontrolo
85,7 152,2 34,66 22,77 118,9
Industrial J
IndGC 4249,0 4785,1 263,70 5,51 4517,0
KInd
EPS 5165.5 5391,8 927,36 17,20 5278,7
Legenda: DP – desvio-padrão; CV – coeficiente de variação
Figura 4.6 – Exemplo de gráfico Caudal vs. Pressão obtido para a argamassa E
TradGC
Figura 4.7 – Exemplo de gráfico Caudal vs. Pressão obtido para a argamassa D
TradAE
As argamassas industriais (JInd
GC e KInd
EPS) são as que apresentam valores mais baixos de
permeabilidade ao ar. As argamassas de aerogel, CTrad
AG, e aerogel com cortiça, BTrad
AG+GC, têm
também valores reduzidos, entre 4,7 d a 11,22 d, embora a argamassa de aerogel e argila expandida,
ATrad
AG+AE, apresente um valor mais elevado, de cerca de 64 d. Este valor encontra-se próximo do da
argamassa de 100% de cortiça, ETrad
GC, de 76,6 d, o que leva a crer que os agregados de cortiça têm
mais influência sobre a permeabilidade ao ar do que os agregados de aerogel. Por outro lado, as
argamassas de argila expandida DTrad
AE e de areia FControlo
(curva mesquita com adjuvantes) são as
que apresentam valores mais elevados de permeabilidade, com 114,91 d, e 108,9 d (1ª produção) e

74
199,5 d (3ª produção), respectivamente, o que indica que a presença do aerogel de sílica contribui
pouco para o aumento da permeabilidade em relação à argila e à areia. Isto pode dever-se à
hidrofobicidade do aerogel e à influência da matriz cimentícia das argamassas. A sua composição
com adjuvantes, que as tornam mais porosas, também não garante que a sua estrutura facilite a
penetração de ar. Note-se, no entanto, que a presença de adjuvantes nas argamassas de areia e de
cortiça as tornam mais porosas, podendo afectar o seu comportamento face à penetração do ar.
As argamassas de areia apresentam valores de permeabilidade entre 109,0 e 254,0 d, com excepção
da argamassa GRef
, com uma permeabilidade de 36,9 d. Comparativamente às outras argamassas de
controlo, este valor mas reduzido pode ser explicado por não ter adjuvantes na sua constituição, o
que diminui a quantidade de vazios no seu interior, e de ter uma curva granulométrica com maior
percentagem de agregados finos, o que contribui também para reduzir os vazios. No entanto, os
resultados de porosidade da argamassa GRef
foram semelhantes aos das restantes argamassas de
areia, o que indica que além do volume de poros na estrutura é também preciso considerar a
geometria e as ligações entre os poros (conectividade da rede).
Como a resistividade ao fluxo de ar é um indicador da dificuldade com que um fluido, neste caso o
nitrogénio, atravessa um material, este indicador é inversamente proporcional à permeabilidade ao ar,
pelo que as argamassas com maior permeabilidade são as que apresentam menor resistividade,
tanto para o primeiro método como para o segundo. Os valores são relativamente próximos entre os
dois métodos (com diferenças entre 2% e 11% nas argamassas com incorporação de agregados
leves, e 30 a 45% nas argamassas de areia); a diferença reside na forma de cálculo e na influência
da matriz cimentícia das argamassas. Pelo primeiro método só se considera, além da
permeabilidade, a viscosidade do gás (nitrogénio) que atravessa as amostras, o qual é constante.
Pelo segundo considera-se também a pressão do gás e o seu caudal, que são variáveis ao longo do
ensaio. No entanto, será necessário relacionar a resistividade com as restantes propriedades em
estudo através da aplicação de modelos teóricos, o que será apresentado no capítulo 5.
Por último, tentou relacionar-se a resistividade ao fluxo de ar com a massa volúmica e com a
porosidade aparente. Seria expectável que materiais mais densos, ou seja, com maior massa
volúmica, oferecessem uma resistência maior à passagem de ar pelo material; por outro lado, uma
porosidade elevada poderia oferecer uma resistência menor, embora apenas se os poros se
encontrassem interconectados. Obtiveram-se correlações lineares inferiores a 0,35 da resistividade
ao fluxo de ar com a massa volúmica e a porosidade aberta.
4.3.4. Velocidade de propagação das ondas ultra-sónicas
Na tabela 4.9 e figura 4.8 encontram-se os resultados dos ensaios realizados com o equipamento
PUNDIT relativos à velocidade de propagação das ondas ultra-sónicas, para os provetes prismáticos
(2ª e 4ª produções) e sondas de 54kHz e 150kHz, respectivamente. Os resultados individuais de cada
ensaio encontram-se no anexo A.4.5. Na figura 4.9 apresenta-se a percentagem de diminuição da
velocidade das ondas em relação à argamassa de areia Icontrolo (curva 2 com adjuvantes).

75
Tabela 4.9 – Velocidade de propagação de ondas ultra-sónicas, para os provetes prismáticos (2ª e 4ª produções)
Argamassas 54 kHz 150 kHz
Vm (m/s) DP (m/s) CV (%) Vm (m/s) DP (m/s) CV (%)
Tradicional
ATrad
AG+AE 1647 20 1 1421 355 22
BTrad
AG+GC 1290 12 1 1281 16 1
CTrad
AG 1165 32 3 936 57 2
DTrad
AE 1938 125 6 1985 75 3
ETrad
GC 922 22 2 766 56 8
FControlo
(2ª produção) 1832 101 5 1716 86 5
FControlo
(4ª produção) 2169 89 4 2136 70 3
GRef
2962 20 1 2967 18 1
Hcontrolo
2952 56 2 2774 62 2
Icontrolo
3146 88 3 3082 119 4
Industrial J
IndGC 1551 12 1 1490 12 1
KInd
EPS 1427 10 1 1390 10 1
Legenda: Vm – velocidade média de propagação das ondas ultra-sónicas; DP – desvio-padrão; CV – coeficiente
de variação
Figura 4.8 - Velocidade de propagação das ondas ultra-sónicas
Figura 4.9 – Diferença na velocidade das ondas ultra-sónicas, relativamente à argamassa Icontrolo
, das argamassas tradicionais com substituição de agregados
1647 1290 1164
1938
922
1832 2169
2962 2952 3146
1551 1427
1421 1281 936
1985
766
1716
2136
2967
2774 3082
1490 1389
0
500
1000
1500
2000
2500
3000
3500
A B C D E F (2ªProd)
F (4ªProd)
G H I J K
Ve
loci
dad
e (
m/s
)
Argamassas
54 kHz
150 kHz
-48%
-59% -63%
-38%
-71%
-54% -58%
-70%
-36%
-75% -80%
-60%
-40%
-20%
0%
A B C D E
Dim
inu
ição
de
ve
loci
dad
e
Argamassas
54 kHz
150 kHz

76
Observa-se que para as argamassas tradicionais de areia os valores de velocidade variam entre 1832
m/s a 3146 m/s (sonda de 54 kHz) e entre 1716 m/s a 3082 m/s (sonda de 150 kHz). Para as
argamassas com substituição de agregados estes valores variam dos 922 m/s a 1938 m/s, para a
sonda de 54 kHz, e dos 936 m/s aos 1985 m/s, para a sonda de 150 kHz. As argamassas industriais
situam-se entre 1427 m/s e 1551 m/s, para a sonda de 54 kHz, e entre 1389 m/s e 1490 m/s, para a
sonda de 150 kHz. No geral as argamassas tradicionais de areia apresentam valores mais elevados
de velocidade, o que corresponde ao esperado por estas argamassas terem uma massa volúmica
maior e por isso serem mais compactas.
Os valores de velocidade, obtidos com o transdutor de 54 kHz, das argamassas industriais de cortiça
GInd
GC (1551 m/s) e de EPS, HInd
EPS (1427 m/s) situam-se próximos dos obtidos por Vale (2014), que
obtiveram para argamassas de composição semelhante valores de velocidade de 1461 m/s e 1412
m/s, respectivamente. O mesmo autor obteve também, para uma argamassa de areia de referência,
uma velocidade de propagação de 3285 m/s, o que se encontra próximo das velocidades da
argamassa GRef
, com 2962 e 2967 m/s. Esta argamassa não contém quaisquer adjuvantes na sua
constituição. Em relação à argamassa Hcontrolo
, também sem adjuvantes mas com a curva 2 em vez da
curva Mesquita, o valor é semelhante quando medido com o transdutor de 54 kHz (2952 m/s) mas um
pouco mais baixo quando medido com o transdutor de 150 kHz (2774 m/s), o que indica que uma
curva granulométrica com menos finos pode fazer com que o material seja menos compacto e, deste
modo, diminuir a velocidade de propagação das ondas ultra-sónicas. Por outro lado, em relação à
argamassa de areia com adjuvantes e curva Mesquita, Fcontrolo
, os valores obtidos (entre 1716 e 2169
m/s) são muito inferiores aos da argamassa GRef
, o que pode dever-se à actuação dos adjuvantes,
que introduzem ar, e aumentam o índice de vazios, na mistura. No entanto, a argamassa Icontrolo
, com
velocidades de 3082 e 3146 m/s, registou valores 7 a 11% mais altos do que a argamassa Hcontrolo
,
com a mesma curva granulométrica, apesar da presença de adjuvantes na mistura.
As argamassas com substituição de agregados mostram valores de velocidade, de modo geral, mais
baixos que os das argamassas de referência. A figura 4.9 mostra a relação entre as velocidades
obtidas para as diferentes argamassas. Todas as argamassas verificaram uma diminuição na
velocidade de propagação de ondas ultra-sónicas bastante significativa em relação à argamassa
Icontrolo
(de areia, curva 2, e com adjuvantes), entre cerca de 36 a 75%. A argamassa com granulado
de cortiça ETrad
GC, em particular, foi a que registou uma maior diminuição no valor da velocidade das
ondas ultra-sónicas, de 71 a 75%, com uma velocidade de propagação entre 766 e 922 m/s, o que
indica que este agregado reduz significativamente a compacidade da argamassa. Vale (2014) obteve
um valor de 1674 m/s, embora para uma argamassa com 80% de substituição de cortiça e sem
adjuvantes. Nota-se também uma diminuição muito acentuada em relação à argamassa industrial de
cortiça, GInd
GC, que no entanto inclui proporções diferentes de adjuvantes, ligante e agregados, bem
como curva granulométrica e relação a/c.
A argamassa de argila, DTrad
AE, apresenta os valores mais elevados de velocidade entre as
argamassas com substituição de agregados, com velocidades entre os 1938 e os 1985 m/s, mais de
duas vezes superiores às da argamassa de cortiça e próximos da argamassa Fcontrolo
, com agregados
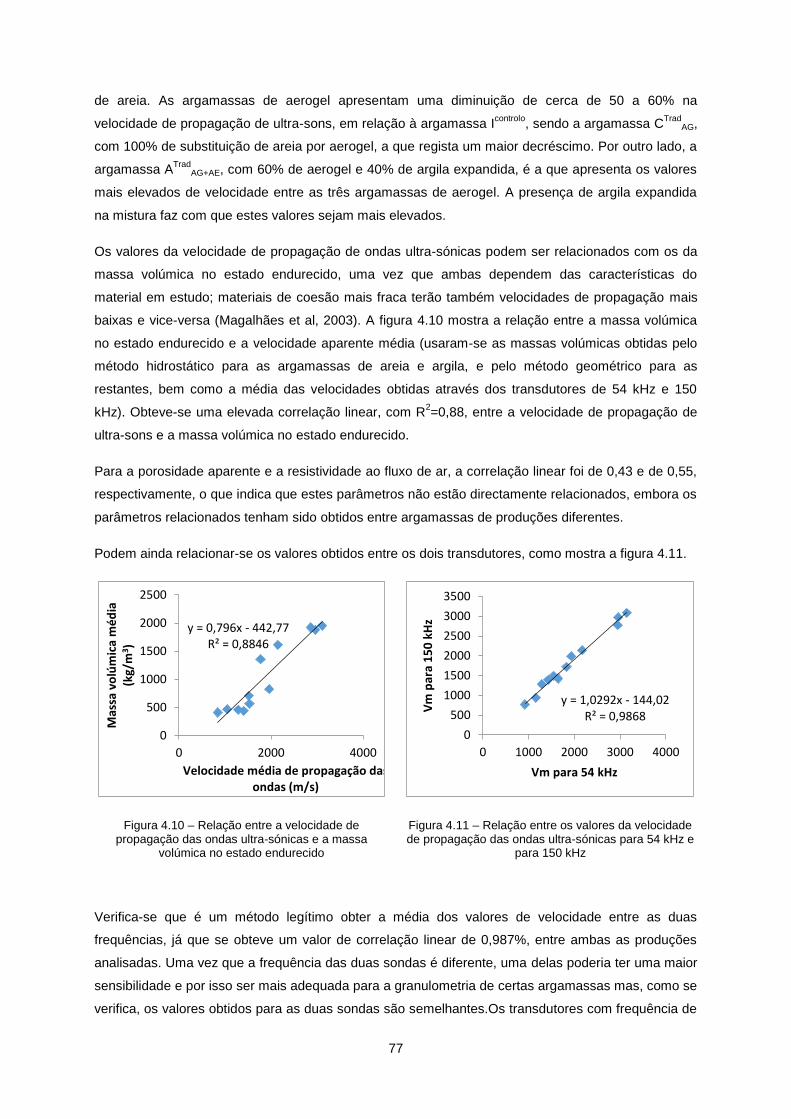
77
de areia. As argamassas de aerogel apresentam uma diminuição de cerca de 50 a 60% na
velocidade de propagação de ultra-sons, em relação à argamassa Icontrolo
, sendo a argamassa CTrad
AG,
com 100% de substituição de areia por aerogel, a que regista um maior decréscimo. Por outro lado, a
argamassa ATrad
AG+AE, com 60% de aerogel e 40% de argila expandida, é a que apresenta os valores
mais elevados de velocidade entre as três argamassas de aerogel. A presença de argila expandida
na mistura faz com que estes valores sejam mais elevados.
Os valores da velocidade de propagação de ondas ultra-sónicas podem ser relacionados com os da
massa volúmica no estado endurecido, uma vez que ambas dependem das características do
material em estudo; materiais de coesão mais fraca terão também velocidades de propagação mais
baixas e vice-versa (Magalhães et al, 2003). A figura 4.10 mostra a relação entre a massa volúmica
no estado endurecido e a velocidade aparente média (usaram-se as massas volúmicas obtidas pelo
método hidrostático para as argamassas de areia e argila, e pelo método geométrico para as
restantes, bem como a média das velocidades obtidas através dos transdutores de 54 kHz e 150
kHz). Obteve-se uma elevada correlação linear, com R2=0,88, entre a velocidade de propagação de
ultra-sons e a massa volúmica no estado endurecido.
Para a porosidade aparente e a resistividade ao fluxo de ar, a correlação linear foi de 0,43 e de 0,55,
respectivamente, o que indica que estes parâmetros não estão directamente relacionados, embora os
parâmetros relacionados tenham sido obtidos entre argamassas de produções diferentes.
Podem ainda relacionar-se os valores obtidos entre os dois transdutores, como mostra a figura 4.11.
Figura 4.10 – Relação entre a velocidade de propagação das ondas ultra-sónicas e a massa
volúmica no estado endurecido
Figura 4.11 – Relação entre os valores da velocidade de propagação das ondas ultra-sónicas para 54 kHz e
para 150 kHz
Verifica-se que é um método legítimo obter a média dos valores de velocidade entre as duas
frequências, já que se obteve um valor de correlação linear de 0,987%, entre ambas as produções
analisadas. Uma vez que a frequência das duas sondas é diferente, uma delas poderia ter uma maior
sensibilidade e por isso ser mais adequada para a granulometria de certas argamassas mas, como se
verifica, os valores obtidos para as duas sondas são semelhantes.Os transdutores com frequência de
y = 0,796x - 442,77 R² = 0,8846
0
500
1000
1500
2000
2500
0 2000 4000
Mas
sa v
olú
mic
a m
éd
ia
(kg/
m3)
Velocidade média de propagação das ondas (m/s)
y = 1,0292x - 144,02 R² = 0,9868
0
500
1000
1500
2000
2500
3000
3500
0 1000 2000 3000 4000
Vm
par
a 1
50
kH
z
Vm para 54 kHz
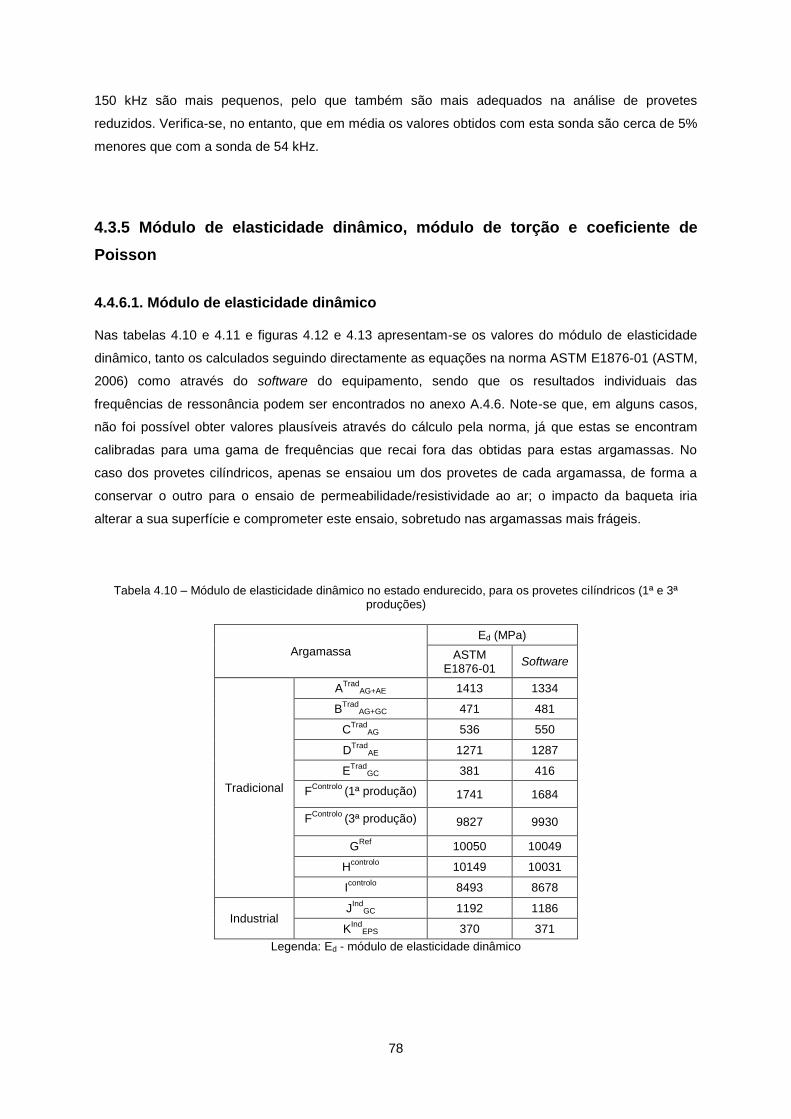
78
150 kHz são mais pequenos, pelo que também são mais adequados na análise de provetes
reduzidos. Verifica-se, no entanto, que em média os valores obtidos com esta sonda são cerca de 5%
menores que com a sonda de 54 kHz.
4.3.5 Módulo de elasticidade dinâmico, módulo de torção e coeficiente de
Poisson
4.4.6.1. Módulo de elasticidade dinâmico
Nas tabelas 4.10 e 4.11 e figuras 4.12 e 4.13 apresentam-se os valores do módulo de elasticidade
dinâmico, tanto os calculados seguindo directamente as equações na norma ASTM E1876-01 (ASTM,
2006) como através do software do equipamento, sendo que os resultados individuais das
frequências de ressonância podem ser encontrados no anexo A.4.6. Note-se que, em alguns casos,
não foi possível obter valores plausíveis através do cálculo pela norma, já que estas se encontram
calibradas para uma gama de frequências que recai fora das obtidas para estas argamassas. No
caso dos provetes cilíndricos, apenas se ensaiou um dos provetes de cada argamassa, de forma a
conservar o outro para o ensaio de permeabilidade/resistividade ao ar; o impacto da baqueta iria
alterar a sua superfície e comprometer este ensaio, sobretudo nas argamassas mais frágeis.
Tabela 4.10 – Módulo de elasticidade dinâmico no estado endurecido, para os provetes cilíndricos (1ª e 3ª produções)
Argamassa
Ed (MPa)
ASTM E1876-01
Software
Tradicional
ATrad
AG+AE 1413 1334
BTrad
AG+GC 471 481
CTrad
AG 536 550
DTrad
AE 1271 1287
ETrad
GC 381 416
FControlo
(1ª produção) 1741 1684
FControlo
(3ª produção) 9827 9930
GRef
10050 10049
Hcontrolo
10149 10031
Icontrolo
8493 8678
Industrial J
IndGC 1192 1186
KInd
EPS 370 371
Legenda: Ed - módulo de elasticidade dinâmico

79
Tabela 4.11 – Módulo de elasticidade dinâmico no estado endurecido, para os provetes prismáticos (2ª e 4ª produções)
Argamassa
ASTM E1876-01 Software
Ed (MPa) DP
(MPa) CV (%) Ed (MPa)
DP (MPa)
CV (%)
Tradicional
ATrad
AG+AE 2388 1435 60 787 64 8
BTrad
AG+GC 1323 1557 118 427 21 5
CTrad
AG 349 37 11 342 36 10
DTrad
AE 1605 31 2 1581 34 2
ETrad
GC 258 27 10 250 26 11
FControlo
(2ª produção) 2633 265 10 2595 261 10
FControlo
(4ª produção) 5620 180 3 5536 176 3
GRef
12841 383 3 12765 476 4
Hcontrolo
13466 1634 12 13247 1600 12
Icontrolo
14548 761 5 14326 747 5
Industrial J
IndGC 1279 17 1 1254 15 1
KInd
EPS 582 22 4 572 22 4
Legenda: Ed - módulo de elasticidade dinâmico; DP – desvio-padrão; CV – coeficiente de variação
Figura 4.12 – Módulo de elasticidade dinâmico das argamassas com incorporação de agregados isolantes (1ª e 2ª produções, calculado pelo software)
Figura 4.13 – Módulo de elasticidade dinâmico das argamassas com areia (calculado pelo software)
1334
481 550
1287
416
1186
371
787
427 342
1581
250
1254
572
0
500
1000
1500
2000
A B C D E J K
Mó
du
lo d
e e
last
icid
ade
d
inâm
ico
mé
dio
(M
Pa)
Argamassa
1ª Produção
2ª Produção
1684 2595
9930 10049 10031 8678
5536
12765 13247 14326
0
2000
4000
6000
8000
10000
12000
14000
16000
F G H I
Mó
du
lo d
e e
last
icid
ade
d
inâm
ico
mé
dio
(M
Pa)
Argamassa
1ª produção
2ª produção
3ª Produção
4ª Produção

80
O módulo de elasticidade dinâmico varia, em média, entre 250 e 2388 MPa para as argamassas
tradicionais com substituição de agregados, e entre 370 e 1279 MPa para as argamassas industriais,
enquanto para as argamassas de areia se situam entre 1712 a 14548 MPa. No entanto, verificam-se
algumas diferenças de valores entre provetes de produções diferentes; isto pode ficar a dever-se às
condições de produção, ou ao tempo de espera entre o fim de mistura e o início da aplicação nos
moldes, pois como descrito anteriormente algumas argamassas sofreram ao longo do processo de
produção alterações significativas no grau de trabalhabilidade. O método de cálculo tem também
influência nos resultados, considerando-se que os valores obtidos através do software próprio do
equipamento são mais fiáveis em relação aos calculados pela norma ASTM E1876-01; no caso
específico dos provetes cilíndricos, foi ainda necessário interpolar valores a partir das tabelas que
constam na norma, o que aumenta o grau de incerteza associado a este método. A própria vibração
da mesa em que o ensaio é realizado pode interferir com a frequência de ressonância durante o
ensaio. Por último, a diferença entre os métodos de ensaio para os provetes cilíndricos e para os
provetes prismáticos também terá influenciado os valores obtidos. De um modo geral, as frequências
de ressonância são mais consistentes nos ensaios dos provetes prismáticos, pelo que se considera
que o módulo de elasticidade é também mais fiável através deste método. No entanto, a modelação
acústica foi realizada com base nos valores obtidos para os provetes cilíndricos, já que foram estes
os ensaiados à absorção sonora.
O módulo de elasticidade está relacionado com a capacidade do reboco em absorver deformações,
sendo menor quando esta capacidade for maior (Flores-Colen, 2009). O facto de as argamassas
serem menos rígidas (ou seja, terem um módulo de elasticidade menor) particularmente as
argamassas com substituição de agregados, pode estar indirectamente relacionado com o seu
desempenho acústico, já que uma argamassa pouco rígida tem uma maior capacidade para absorver
a energia mecânica aplicada. Ou seja, quanto maior for o seu módulo de elasticidade, maior será a
proporção das ondas incidentes reflectida pelo material e menor será a absorção acústica esperada.
Em relação às argamassas industriais, os valores obtidos para a argamassa JInd
GC (371 a 577 MPa)
encontram-se próximos do indicado pelo fabricante (500 MPa), apesar de se verificar alguma
discrepância entre os valores das várias produções. A argamassa KInd
EPS apresenta valores de 572 a
582 MPa. Vale (2014) obteve valores de 1160 MPa e 620 MPa para as argamassas de cortiça e EPS,
respectivamente, o que indica os provetes normalizados se encontram numa gama de valores
comparável.
Em relação à argamassa de areia com adjuvantes da curva Mesquita Fcontrolo
, os valores obtidos
(1614 a 9930 MPa) são muito diferentes entre produções distintas e situam-se muito aquém dos
valores obtidos para argamassas de composição semelhante. A argamassa GRef
apresenta valores
entre 10049 e 12765 MPa, um pouco mais reduzidos que os obtidos por Vale (2014), que registou um
módulo de elasticidade de 15140 MPa para uma argamassa semelhante. No entanto, a relação a/c de
0,80 utilizada por este autor, inferior à relação de 1,10 para a argamassa GRef
, pode explicar a
diferença de resultados. Ali (2011) obteve um módulo de elasticidade de 15500 MPa para uma
argamassa de areia, que contudo contém vários adjuvantes não utilizados na argamassa em estudo

81
(sílica de fumo e plastificantes), bem como uma granulometria diferente e uma massa volúmica
superior à da argamassa GRef
. Note-se também a diferença significativa entre os valores das
argamassas GRef
(sem adjuvantes na sua constituição) e Fcontrolo
(com adjuvantes), ambas da curva
Mesquita – o efeito de introdução de ar na mistura pode explicar os valores reduzidos da argamassa
Fcontrolo
. As argamassas da curva 2, no entanto (Hcontrolo
e Icontrolo
), com valores de 13247 a 13466 MPa
e 14326 a 14548 MPa, respectivamente, para os provetes da 4ª produção, encontram-se próximos do
obtido por Ali (2011), que obteve um valor de 15500 MPa, mas para o módulo estático e não o
dinâmico e para argamassas cuja granulometria contém mais agregados finos que as argamassas
deste estudo. Note-se que a argamassa Hcontrolo
foi produzida com uma relação a/c de 0,95, um pouco
inferior à relação a/c da argamassa de referência GRef
(1,10), o que embora não constitua uma
diferença excessiva poderia explicar a diferença de valores do módulo de elasticidade entre estas
duas argamassas. No entanto, as argamassas Fcontrolo
e Icontrolo
, ambas com adjuvantes na sua
constituição, embora de curvas granulométricas diferentes, apresentam a mesma relação a/c (0,40),
verificando-se uma diferença considerável entre os seus módulos de elasticidade.
Para as argamassas de aerogel, verifica-se que, apesar da incerteza nestes resultados, a introdução
de outros agregados na mistura promove um aumento do módulo de elasticidade, passando de 342-
550 MPa a 787-2388 MPa no caso da formulação 60% aerogel e 40% argila expandida, e 427-481
MPa para a formulação 60% aerogel e 40% cortiça.
A argamassa de argila expandida, DTrad
AE, apresenta um valor de 1271 a 1605 MPa, o que significa
que esta é a argamassa que regista uma menor diminuição do módulo de elasticidade dinâmico em
relação às argamassas de areia. Tal pode ser explicado pela baridade aproximada dos dois
agregados. Quanto à argamassa de cortiça, é a que regista uma maior diminuição no módulo de
elasticidade em relação à de areia, apresentando valores de 250 a 416 MPa, o que representa uma
diminuição de cerca de 95 a 162%, como se pode observar pela figura 4.14.
Figura 4.14 – Diferença no módulo de elasticidade dinâmico, relativamente à argamassa IControlo
, das argamassas tradicionais com substituição de agregados (calculado pelo software)
A massa volúmica pode ser relacionada com o módulo de elasticidade dinâmico, como se pode
observar na figura 4.15. Considerou-se a massa volúmica no estado endurecido obtida através pelo
-85% -94% -94%
-85% -95%
-156% -160% -161% -147%
-162% -180%
-160%
-140%
-120%
-100%
-80%
-60%
-40%
-20%
0%
A B C D E
Dim
inu
ição
do
mó
d.
ela
stic
idad
e
Argamassas
Provetescilíndricos
Provetesprismáticos

82
método hidrostático e, no caso das argamassas em que tal não foi possível, pelo método geométrico;
o módulo de elasticidade considerado foi o obtido através do software para todas as argamassas.
Obtiveram-se coeficientes de correlação linear de 0,90 e 0,96 para os provetes cilíndricos e
prismáticos, respectivamente. Conclui-se que o módulo de elasticidade é muito influenciado pela
massa volúmica; para argamassas mais compactas, ou seja, com massa volúmica elevada, estas
tendem a ser também mais rígidas, o que se traduz num módulo de elasticidade superior. Vale (2014)
e Flores-Colen (2009) também relacionaram estas características através de ajustamentos de
potência, obtendo correlações superiores a 90%.
Figura 4.15 – Relação entre o módulo de elasticidade dinâmico (calculado pelo software) e a massa volúmica no
estado endurecido, para os provetes da 1ª e 2ª produções
A velocidade de propagação das ondas ultra-sónicas pode também ser relacionada com o módulo de
elasticidade dinâmico, obtendo-se um coeficiente de correlação de potência de 0,94 (figura 4.16). A
velocidade de propagação considerada foi a média entre as obtidas para as sondas de 54 e 150 kHz.
Vale (2014) e Flores-Colen (2009) também relacionaram estas grandezas, obtendo correlações de
potência superiores a 0,70.
Figura 4.16 – Relação entre a velocidade de propagação das ondas ultra-sónicas e o módulo de elasticidade dinâmico (calculado pelo software), para os provetes prismáticos (2ª e 4ª produções)
y = 0,0018x2,0298 R² = 0,9005
y = 0,0004x2,2736 R² = 0,9607
0
2000
4000
6000
8000
10000
12000
14000
16000
0,00 1000,00 2000,00 3000,00Mó
du
lo d
e e
last
icid
ade
din
âmic
o
Massa volúmica (kg/m3)
Provetescilíndricos
Provetesprismáticos
Power(Provetescilíndricos)Power(Provetesprismáticos)
y = 8E-09x3,4979 R² = 0,9426
0
2000
4000
6000
8000
10000
12000
14000
16000
0 500 1000 1500 2000 2500 3000 3500
Mó
du
lo d
e e
last
icid
ade
d
inâm
ico
Velocidade média de propagação das ondas (m/s)

83
Não se encontrou uma correlação forte entre o módulo de elasticidade dinâmico e a porosidade
aparente; os coeficientes de correlação obtidos foram inferiores a 0,60. Por último, os valores
calculados através das equações presentes na norma ASTM E1876-01 apresentam uma correlação
linear muito elevada (cerca de 0,99) com os calculados pelo software Genemod do equipamento
Grindosonic MK5 “Industrial” (figura 4.17), apesar de se considerarem mais fiáveis os valores
calculados pelo software. Obteve-se também uma correlação linear de 0,83 entre os valores obtidos
para os provetes cilíndricos e prismáticos (figura 4.18). Apenas se regista uma diferença significativa
entre os valores obtidos para a argamassa FControlo
, entre a 3ª e 4ª produções (os valores obtidos
passam de cerca de 9800 a 9900 MPa para 5500 a 5600 MPa, o que pode ficar a dever-se à variação
do comportamento da argamassa aquando da mistura, através da actuação dos adjuvantes).
Figura 4.17 – Relação entre os valores do módulo de elasticidade dinâmico calculados através da norma
ASTM E1876-01 e do software Genemod
Figura 4.18 – Relação entre os valores do módulo de elasticidade dinâmico dos provetes cilíndricos e prismáticos (calculados pelo software Genemod)
4.4.6.2. Módulo de torção
Os valores do módulo de torção encontram-se nas tabelas 4.12 e 4.13, e figuras 4.19 e 4.20. Os
resultados individuais de cada ensaio podem ser consultados no anexo A.4.6.
É possível verificar que, de um modo geral, o coeficiente de torção segue a mesma tendência que o
módulo de elasticidade dinâmico. Tal como acontece para o módulo de elasticidade dinâmico, o
módulo de torção é tanto maior quanto menor for a capacidade de deformação das argamassas, pelo
que os valores mais elevados se verificam nas argamassas sem substituição de agregados. As
argamassas de aerogel e de cortiça são as que registam um maior decréscimo em relação às
argamassas de areia (figura 4.21). Note-se que tanto o módulo de torção como o coeficiente de
Poisson são características que, apesar de não afectarem directamente a absorção acústica das
argamassas, intervêm no cálculo iterativo do módulo de elasticidade.
y = 1,0031x - 142,65 R² = 0,9944
0
2000
4000
6000
8000
10000
12000
14000
16000
0 10000 20000
Ed c
alcu
lad
o p
elo
so
fwar
e (
MP
a)
Ed calculado pela norma ASTM E1876-01 (MPa)
y = 1,1762x - 35,033 R² = 0,8299
0
2000
4000
6000
8000
10000
12000
14000
16000
0 5000 10000 15000Ed d
os
pro
vete
s p
rism
átic
os
(MP
a)
Ed dos provetes cilíndricos (MPa)
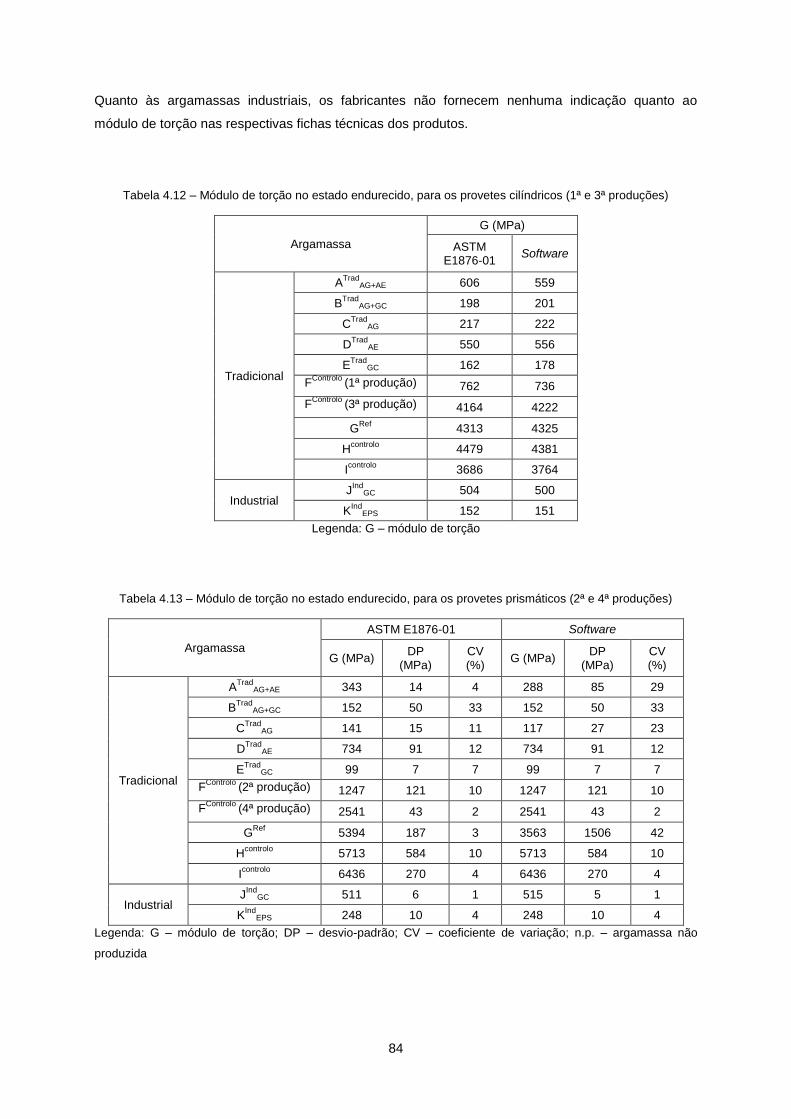
84
Quanto às argamassas industriais, os fabricantes não fornecem nenhuma indicação quanto ao
módulo de torção nas respectivas fichas técnicas dos produtos.
Tabela 4.12 – Módulo de torção no estado endurecido, para os provetes cilíndricos (1ª e 3ª produções)
Argamassa
G (MPa)
ASTM E1876-01
Software
Tradicional
ATrad
AG+AE 606 559
BTrad
AG+GC 198 201
CTrad
AG 217 222
DTrad
AE 550 556
ETrad
GC 162 178
FControlo
(1ª produção) 762 736
FControlo
(3ª produção) 4164 4222
GRef
4313 4325
Hcontrolo
4479 4381
Icontrolo
3686 3764
Industrial J
IndGC 504 500
KInd
EPS 152 151
Legenda: G – módulo de torção
Tabela 4.13 – Módulo de torção no estado endurecido, para os provetes prismáticos (2ª e 4ª produções)
Argamassa
ASTM E1876-01 Software
G (MPa) DP
(MPa) CV (%)
G (MPa) DP
(MPa) CV (%)
Tradicional
ATrad
AG+AE 343 14 4 288 85 29
BTrad
AG+GC 152 50 33 152 50 33
CTrad
AG 141 15 11 117 27 23
DTrad
AE 734 91 12 734 91 12
ETrad
GC 99 7 7 99 7 7
FControlo
(2ª produção) 1247 121 10 1247 121 10
FControlo
(4ª produção) 2541 43 2 2541 43 2
GRef
5394 187 3 3563 1506 42
Hcontrolo
5713 584 10 5713 584 10
Icontrolo
6436 270 4 6436 270 4
Industrial J
IndGC 511 6 1 515 5 1
KInd
EPS 248 10 4 248 10 4
Legenda: G – módulo de torção; DP – desvio-padrão; CV – coeficiente de variação; n.p. – argamassa não
produzida
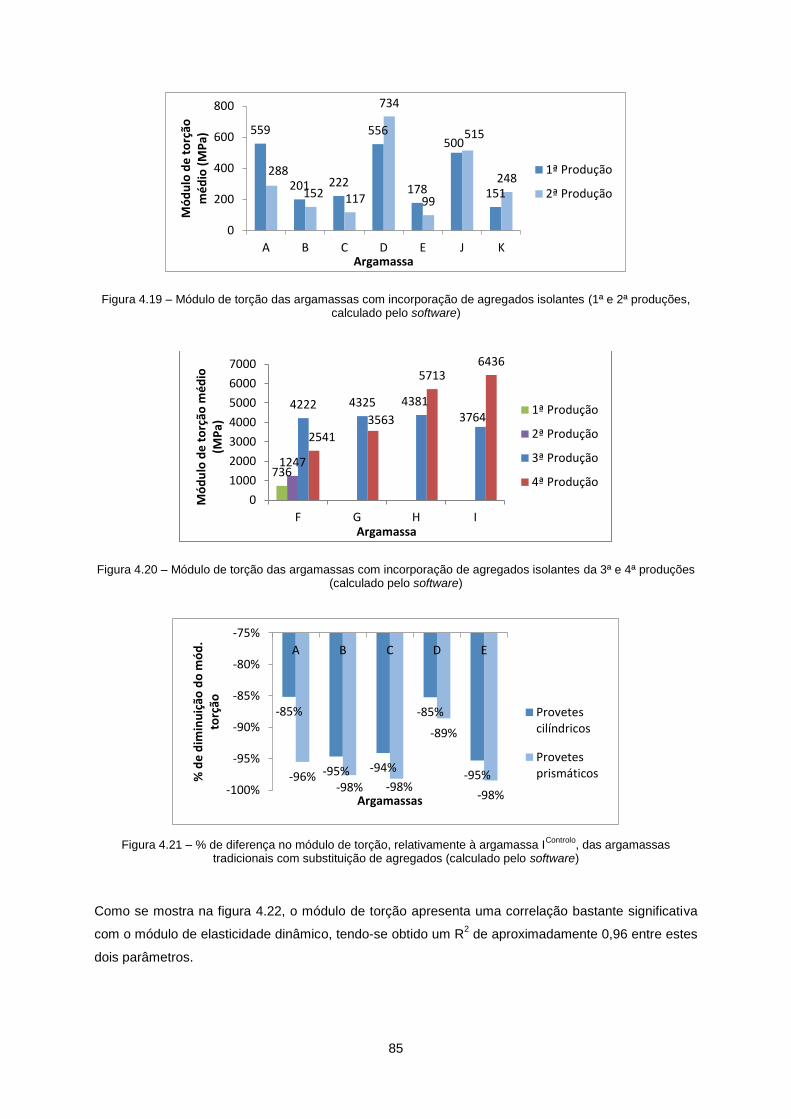
85
Figura 4.19 – Módulo de torção das argamassas com incorporação de agregados isolantes (1ª e 2ª produções, calculado pelo software)
Figura 4.20 – Módulo de torção das argamassas com incorporação de agregados isolantes da 3ª e 4ª produções (calculado pelo software)
Figura 4.21 – % de diferença no módulo de torção, relativamente à argamassa IControlo
, das argamassas tradicionais com substituição de agregados (calculado pelo software)
Como se mostra na figura 4.22, o módulo de torção apresenta uma correlação bastante significativa
com o módulo de elasticidade dinâmico, tendo-se obtido um R2 de aproximadamente 0,96 entre estes
dois parâmetros.
559
201 222
556
178
500
151
288
152 117
734
99
515
248
0
200
400
600
800
A B C D E J K
Mó
du
lo d
e t
orç
ão
mé
dio
(M
Pa)
Argamassa
1ª Produção
2ª Produção
736 1247
4222 4325 4381 3764
2541
3563
5713 6436
0
1000
2000
3000
4000
5000
6000
7000
F G H I
Mó
du
lo d
e t
orç
ão m
éd
io
(MP
a)
Argamassa
1ª Produção
2ª Produção
3ª Produção
4ª Produção
-85%
-95% -94%
-85%
-95% -96% -98% -98%
-89%
-98% -100%
-95%
-90%
-85%
-80%
-75%
A B C D E
% d
e d
imin
uiç
ão d
o m
ód
. to
rção
Argamassas
Provetescilíndricos
Provetesprismáticos

86
Tal como o módulo de elasticidade, os valores do módulo de torção calculados através da norma
ASTM E1876-01 relacionam-se fortemente com os calculados pelo software Genemod, com um
coeficiente de correlação de cerca de 0,97 entre os dois métodos de cálculo (figura 4.23).
Figura 4.22 – Relação entre o módulo de elasticidade dinâmico e o módulo de torção, calculados pelo
software
Figura 4.23 – Relação entre os valores do módulo de elasticidade dinâmico calculados através da norma
ASTM E1876-01 e do software GENEMOD
4.4.6.3. Coeficiente de Poisson
Os valores obtidos para o coeficiente de Poisson encontram-se nas tabelas 4.14 e 4.15 e
esquematizados na figura 4.24. Os resultados individuais de cada ensaio encontram-se no anexo
A.4.6.
Tabela 4.14 – Coeficiente de Poisson no estado endurecido, para os provetes cilíndricos (1ª e 3ª produções)
Argamassa
ν ( - )
ASTM E1876-01
Software
Tradicional
ATrad
AG+AE 0,166 0,193
BTrad
AG+GC 0,190 0,197
CTrad
AG 0,234 0,237
DTrad
AE 0,156 0,157
ETrad
GC 0,174 0,170
FControlo
(1ª produção) 0,142 0,144
FControlo
(3ª produção) 0,180 0,176
GRef
0,165 0,167
Hcontrolo
0,133 0,145
Icontrolo
0,152 0,153
Industrial J
IndGC 0,182 0,185
KInd
EPS 0,222 0,225
Legenda: ν – coeficiente de Poisson
y = 0,407x + 36,742 R² = 0,9637
0
1000
2000
3000
4000
5000
6000
7000
0 5000 10000 15000 20000
Mó
du
lo d
e t
orç
ão (
MP
a)
Módulo de elasticidade dinâmico (MPa)
y = 0,9395x + 29,927 R² = 0,9703
0
1000
2000
3000
4000
5000
6000
7000
0 2000 4000 6000 8000G c
alcu
lad
o p
elo
so
fwar
e (
MP
a)
G calculado pela norma ASTM E1876-01 (MPa)

87
Tabela 4.15 – Coeficiente de Poisson no estado endurecido, para os provetes prismáticos (2ª e 4ª produções)
Argamassa
ASTM E1876-01 Software
ν ( - ) DP ( - ) CV (%)
ν ( - ) DP ( - ) CV (%)
Tradicional
ATrad
AG+AE 2,429 2,000 82 0,178 0,106 60
BTrad
AG+GC 5,309 8,903 168 0,200 0,088 44
CTrad
AG 0,243 0,159 66 0,276 0,130 47
DTrad
AE 0,103 0,125 121 0,087 0,120 139
ETrad
GC 0,301 0,088 29 0,267 0,088 33
FControlo
(2ª produção) 0,056 0,008 14 0,040 0,007 18
FControlo
(4ª produção) 0,106 0,017 6 0,089 0,016 18
GRef
0,191 0,015 8 0,254 0,080 31
Hcontrolo
0,177 0,030 17 0,158 0,029 19
Icontrolo
0,130 0,013 10 0,113 0,013 11
Industrial J
IndGC 0,251 0,018 7 0,218 0,002 1
KInd
EPS 0,173 0,012 7 0,155 0,012 8
Legenda: ν – coeficiente de Poisson; DP – desvio-padrão; CV – coeficiente de variação; n.p. – argamassa não
produzida
Figura 4.24 – Coeficiente de Poisson das argamassas com incorporação de agregados isolantes
Para betão, o coeficiente de Poisson varia normalmente entre 0,15 e 0,25, adoptando-se um valor
médio de 0,20 para argamassas (Appleton & Costa, 2002). Segundo o estudo de Flores-Colen
(2009), um valor de 0,30 foi determinado para argamassas cimentícias, uma vez que as argamassas
são mais deformáveis que o betão. Os valores obtidos situam-se entre 0,155 e 0,251 para as
argamassas industriais e entre 0,040 e 0,301 para as argamassas tradicionais (figura 4.24). De um
modo geral, as argamassas de areia e de argila apresentam valores um pouco inferiores às restantes,
o que indica uma menor capacidade de deformação transversal. A argamassa de argila expandida,
DTrad
AE, apresenta, tal como as argamassas de areia, coeficientes de Poisson reduzidos, o que pode
0,19 0,20
0,24
0,16 0,17
0,14
0,17
0,23
0,18
0,28
0,09
0,27
0,04
0,22
0,16 0,18 0,17
0,15 0,15
0,09
0,25
0,16
0,11
0,00
0,05
0,10
0,15
0,20
0,25
0,30
A B C D E F G H I J K
Co
efi
cie
nte
de
Po
isso
n (
- )
Argamassa
1ª Produção
2ª Produção
3ª Produção
4ª Produção

88
dever-se, tal como no caso dos módulos de elasticidade e de torção, à baridade semelhante da areia
e da argila expandida. De facto, esta foi a única argamassa com substituição de agregados a registar
uma diminuição no coeficiente de Poisson em relação à argamassa de areia Icontrolo
; as restantes
apresentam, em média, um coeficiente mais elevado, o que indica uma maior capacidade de
deformação, particularmente a argamassa de 100% aerogel (CTrad
AG) e 100% cortiça (ETrad
GC) para os
provetes prismáticos, como se observa pela figura 4.25.
Figura 4.25 – % de diferença no coeficiente de Poisson, relativamente à argamassa IControlo
, das argamassas tradicionais com substituição de agregados (calculado pelo software)
Alguns valores calculados pela norma são muito superiores aos obtidos pelo software do
equipamento, o que indica que para algumas frequências de ressonância e geometrias do provete
esta pode ser menos adequada para calcular o coeficiente de Poisson. Pelo mesmo motivo, já que os
módulos de elasticidade e de torção dependem do coeficiente de Poisson, estes valores são também
afectados.
Conhecendo o coeficiente de Poisson e a massa volúmica de um material, o módulo de elasticidade
dinâmico pode ser calculado a partir dos valores da velocidade de propagação das ondas ultra-
sónicas, através da equação 4.26, apresentada na norma BS 1881-203 (BSI (1986), citado por
Flores-Colen, 2009):
𝐸𝑑𝑉 = 𝑉2𝑀𝑉
(1 + ν)(1 − 2ν)
1 − ν
(4.26)
Em que:
EdV – módulo de elasticidade dinâmico extrapolado a partir da velocidade de propagação (MPa);
V – velocidade de propagação das ondas ultra-sónicas (km/s);
MV – massa volúmica aparente (kg/m3);
ν – coeficiente de Poisson.
26% 29%
55%
3% 11%
58% 77%
144%
-23%
136%
-50%
0%
50%
100%
150%
200%
A B C D E% d
e d
imin
uiç
ão d
o c
oe
f.
Po
isso
n
Argamassas
ProvetescilíndricosProvetesprismáticos

89
Comparando os valores do módulo de elasticidade com os obtidos através deste método (tabela
4.16), verifica-se que os valores calculados através deste método são, no geral, superiores aos
obtidos experimentalmente, obtendo-se no entanto uma correlação linear de 0,99, como se observa
pela figura 4.26.
Tabela 4.16 – Módulo de elasticidade dinâmico obtido experimentalmente e calculado a partir da velocidade de propagação das ondas ultra-sónicas
Argamassa Ed (MPa)
experimental (software)
Ed (MPa) calculado a partir de Vm
Tradicional
ATrad
AG+AE 787 1227
BTrad
AG+GC 427 680
CTrad
AG 342 405
DTrad
AE 1581 2532
ETrad
GC 250 234
Fcontrolo
(2ª produção) 2595 4116
Fcontrolo
(4ª produção) 5536 6903
GRef
12765 13345
Hcontrolo
13247 14431
Icontrolo
14326 16831
Industrial J
IndGC 1254 1437
KInd
EPS 572 815
Legenda: Ed - módulo de elasticidade dinâmico; Vm – velocidade média de propagação das ondas ultra-sónicas
Figura 4.26 – Relação entre o módulo de elasticidade dinâmico obtido experimentalmente e calculado a partir da velocidade de propagação das ondas ultra-sónicas, para os provetes prismáticos
Em resumo, verifica-se que quanto menos compacta for a argamassa, maior será a capacidade de
deformação que esta pode suportar, o que leva a uma diminuição dos módulos de elasticidade e de
torção e a um aumento do coeficiente de Poisson. Este efeito verifica-se mais obviamente nas
argamassas com introdução de agregados isolantes, especificamente as argamassas com
substituição de 100% de cortiça (ETrad
GC), 100% aerogel (CTrad
AG), e 60% aerogel+40% cortiça
(BTrad
AG+GC), em que se observa uma diminuição de cerca de 94 a 162% do módulo de elasticidade
y = 1,0905x + 367,7 R² = 0,9917
0
5000
10000
15000
20000
0 5000 10000 15000 20000
Mó
du
lo d
e e
last
icid
ade
ca
lcu
lad
o (
MP
a)
Módulo de elasticidade experimental (MPa)

90
dinâmico, uma diminuição de 94 a 98% no módulo de torção, e um aumento de 29 a 144% no
coeficiente de Poisson.
4.3.6 Resistência à compressão
Os valores médios de resistência à compressão, para os provetes normalizados (2ª e 4ª produções),
encontram-se na tabela 4.17 e figura 4.27. Podem também observar-se as diminuições observadas
na resistência à compressão das argamassas tradicionais com substituição de agregados em relação
à argamassa de areia Icontrolo
na figura 4.28.
Devido a uma anomalia no equipamento de medição, que pode ter afectado os resultados desta
propriedade, apresentam-se também os valores esperados de resistência à compressão usando a
correlação entre o módulo de elasticidade dinâmico e a resistência à compressão, obtida por Soares
et al (2015), segundo o qual a resistência à compressão pode ser relacionada com o módulo de
elasticidade dinâmico através da equação 4.27:
𝑅𝑐 = 0,0364 × 𝐸𝑑0,5832
(4.27)
Em que Rc é a resistência à compressão (MPa) e Ed é o módulo de elasticidade dinâmico (MPa).
Neste caso utilizaram-se os valores de Ed obtidos para os provetes prismáticos calculados pelo
software Genemod.
Os resultados individuais de cada ensaio podem ser encontrados no anexo A.4.7.
Devido à mesma anomalia no equipamento Spider8, não foi possível obter os valores da resistência à
flexão e do módulo de elasticidade estático.
Tabela 4.17 – Resistência à compressão média para as argamassas de 2ª e 4ª produções (provetes prismáticos)
Argamassa Rc média
(MPa) DP (MPa) CV (%)
Rc correcção (MPa)
Classif. EN 998-1*
Tradicional
ATrad
AG+AE 0,68 0,18 27 1,78 CS I
BTrad
AG+GC 0,70 0,08 11 1,24 CS I
CTrad
AG 0,34 0,05 14 1,09 n. c.
DTrad
AE 1,66 0,11 6 2,67 CS II
ETrad
GC 0,39 0,08 21 0,91 n.c.
Fcontrolo
(2ª prod.) 0,40 0,13 32 3,57 CS I
Fcontrolo
(4ª prod.) 3,04 1,01 33 5,55 CS II
GRef
9.96 0,27 3 9,03 CS IV
Hcontrolo
8,45 1,72 20 9,23 CS IV
Icontrolo
10,73 0,52 5 9,66 CS IV
Industrial J
IndGC 2,02 0,29 15 2,33 CS II
KInd
EPS 0,78 0,46 58 1,48 CS I
Legenda: DP – desvio padrão; CV – coeficiente de variação; n.p. – argamassa não produzida; n.c. – não
classificável segundo a norma EN 998-1; correcção de Rc de acordo com Soares et al, 2015; * - classificação
tendo em conta os valores medidos de Rc (1ª coluna)

91
Figura 4.27 – Resistência à compressão das argamassas com incorporação de agregados isolantes
Figura 4.28 – Diferença na resistência à compressão, relativamente à argamassa Icontrolo
, das argamassas
tradicionais
De um modo geral, as argamassas têm a classificação CS I e CS II segundo a norma EN 998-1
(CEN, 2010), apresentando valores de resistência à compressão entre 0,34 e 1,66 no caso das
argamassas tradicionais e entre 0,78 e 2,02 no caso das argamassas industriais (as argamassas
CTrad
AG (0,34 MPa) e ETrad
GC (0,39 MPa) têm, na verdade, valores um pouco mais baixos do que o
mínimo estipulado na norma, de 0,40 MPa, pelo que não podem ser classificadas em nenhuma das
categorias da norma EN 998-1). Todas as argamassas apresentam também valores inferiores aos
esperados com base no módulo de elasticidade dinâmico, segundo Soares et al (2015), embora a
relação obtida nesse estudo possa não ser aplicável dada a presença de introdutores de ar na
mistura, bem como as diferentes relações a/c utilizadas.
Para as argamassas industriais, os valores de resistência à compressão da argamassa JInd
GC (2,02
MPa) e da argamassa KInd
EPS (0,78 MPa) encontram-se próximos das indicações fornecidas pelos
fabricantes (3,0 MPa e classe CS I, respectivamente), embora ligeiramente mais baixos. Vale (2014)
obteve, para argamassas semelhantes, valores de 2,10 MPa e 1,25 MPa, o que indica que estas
possuem resistências comparáveis embora a constituição da argamassa em questão seja
ligeiramente diferente, por se tratar de outra formulação de argamassa da mesma marca. A
resistência da argamassa JInd
GC é superior face à da argamassa KInd
EPS, o que é expectável devido à
0,68 0,70 0,34 1,66
0,39 0,40
3,04
9,96
8,45
10,73
2,02 0,78
0,00
2,00
4,00
6,00
8,00
10,00
12,00
A B C D E F (2ªProd)
F (4ªProd)
G H I J K
Re
sist
ên
cia
à co
mp
ress
ão
(MP
a)
Argamassa
-94% -93%
-97%
-85%
-96% -100%
-95%
-90%
-85%
-80%
-75%
A B C D E
Dim
inu
ição
da
resi
st.
à co
mp
ress
ão
Argamassas

92
melhor capacidade de resistência dos agregados de cortiça em relação ao EPS e ainda à
incorporação de fibras que melhoram o seu comportamento mecânico, particularmente em termos de
tracção e fendilhação, mas que podem ter influenciado os resultados.
Quanto às argamassas tradicionais, obteve-se para a argamassa FControlo
um valor de apenas 0,40
MPa para a segunda produção, e de 3,04 MPa para a quarta produção, ambas inferiores aos valores
esperados com base no seu módulo de elasticidade. No entanto, para as restantes argamassas de
areia, os valores de resistência à compressão foram muito superiores. A argamassa de referência
GRef
(curva Mesquita, sem adjuvantes) apresenta um valor de resistência de 9,96 MPa, para a qual
Vale (2014) obteve um valor de 16,14 MPa, embora para um traço 1:3 e não 1:4. As argamassas cuja
granulometria segue a curva 2, Hcontrolo
e Icontrolo
, apresentam valores de 8,43 e 10,73 MPa, que as
colocam, juntamente com a argamassa GRef
, na classe de resistência CS IV segundo a norma EN
998-1. O coeficiente de variação da resistência à compressão obtida para a argamassa Hcontrolo
não
permite concluir sobre o efeito da ausência de adjuvantes em relação à argamassa Icontrolo
.
As argamassas com incorporação de aerogel obtiveram valores de resistência de 0,34, 0,68 e 0,70
MPa respectivamente para as argamassas CTrad
AG, BTrad
AG+GC e ATrad
AG+AE. Verifica-se que, para uma
mistura com 100% de substituição de agregados por aerogel hidrofóbico, a resistência é inferior à das
argamassas de areia, verificando-se no entanto um aumento para perto de 0,70 quando se adiciona
40% de cortiça ou argila expandida a 60% de aerogel. A diferença pode dever-se às propriedades de
resistência mecânica destes agregados em relação ao aerogel (mais frágil).
Em relação à argamassa de argila, DTrad
AE, verifica-se um acréscimo significativo em relação à
argamassa de areia Fcontrolo
. Uma vez que ambas foram produzidas com os mesmos adjuvantes, a
diferença poderá residir nas características próprias da argila expandida, da granulometria distinta
entre argamassas ou na relação a/c utilizada. Em relação à argamassa Icontrolo
, a diferença é ainda
maior, apesar de ambas as argamassas terem a mesma curva granulométrica e presença de
adjuvantes na mistura. Já a argamassa de cortiça, ETrad
GC, apresenta um valor de resistência (0,39
MPa) muito próximo ao da argamassa de areia Fcontrolo
(0,40 MPa). No entanto, a dose de adjuvantes
foi a mesma para as duas argamassas e pode estar mais bem ajustada para uma utilização em
argamassas com agregados leves do que para uma argamassa com agregados correntes. Brás et al.
(2013) verificaram uma diminuição de 84% na resistência à compressão de argamassas com
substituição de 70-80% de agregados de cortiça, em relação a argamassas de areia; o valor obtido
(3,9 a 6,4 MPa) foi superior ao da argamassa ETrad
GC, mas esta última difere na utilização de
adjuvantes que alteram o comportamento mecânico da argamassa, em particular os adjuvantes, ao
introduzir ar na mistura, os quais não foram utilizados em nenhuma das argamassas desse estudo.
Vale (2014) obteve um valor de resistência à compressão de 2,08 MPa, para uma substituição de
80% de agregados de cortiça; este valor é superior ao obtido neste estudo, embora mais uma vez
seja de notar a diferença nos adjuvantes utilizados. Nota-se ainda uma redução significativa de
resistência na argamassa tradicional de cortiça ETrad
GC (0,39 MPa) em relação à argamassa industrial
de cortiça JInd
GC (2,02 MPa), embora seja de notar que podem existir diferenças consideráveis na

93
proporção e tipo de adjuvantes, ligante e agregados, incluindo a curva granulométrica utilizada, bem
como na relação água/ligante.
A utilização de adjuvantes na formulação destas argamassas reduz, de modo geral, a resistência em
todas as argamassas relativamente aos valores correntes obtidos neste estudo, apesar das
diferenças entre agregados e das suas proporções na composição das argamassas nem sempre as
tornarem directamente comparáveis. Observa-se ainda que as argamassas industriais produzidas
obtiveram valores de resistência à compressão superiores às tradicionais, com excepção da
argamassa de argila expandida DTrad
AE.
Por último, segundo a norma EN 998-1 (CEN, 2010), os valores de resistência à compressão de
argamassas de revestimento no estado endurecido devem situar-se nas classes CS I ou CS II, isto é,
devem ter valores compreendidos entre 0,4 e 5 MPa. Como se observa pelos resultados obtidos, as
argamassas cumprem estes requisitos (excepto as argamassas CTrad
AG e CTrad
AG), podendo-se incluir
as argamassas ATrad
AG+AE, BTrad
AG+GC, CTrad
AG, ETrad
GC, FControlo
e KInd
EPS na classe CS I e as
argamassas DTrad
AE e JInd
GC na classe CS II. Isto indica que é possível melhorar o comportamento
térmico das argamassas conseguindo respeitar as imposições normativas para este tipo de
argamassas, neste caso a sua resistência à compressão. As argamassas Hcontrolo
e Icontrolo
, por outro
lado, apresentam uma resistência muito superior, sendo classificadas como CS IV de acordo com
esta norma. Através da argamassa de referência, em comparação com a argamassa de controlo
FControlo
é possível identificar uma elevada influência das adjuvantes na resistência mecânica, sendo
assim importante definir com rigor qual a dosagem e tipo de adjuvantes para cada formulação de
argamassa.
Segundo Magalhães et al. (2003), os materiais menos compactos são os que apresentam menores
valores de velocidade de propagação, em comparação com os materiais mais compactos (com maior
massa volúmica aparente), o que traduz também numa menor resistência mecânica e menor módulo
de elasticidade. É então possível relacionar os valores da resistência à compressão com os da massa
volúmica aparente, velocidade de propagação das ondas ultra-sónicas, porosidade aparente e
módulo de elasticidade dinâmico (figuras 4.29 a 4.32).
Pela figura 4.29 verifica-se que existe uma elevada correlação de potência, com R2=0,65 e 0,96, entre
a massa volúmica e a resistência à compressão obtida experimentalmente e corrigida,
respectivamente. As massas volúmicas consideradas foram as obtidas pelo método hidrostático e
pelo método geométrico no caso das argamassas com substituição de agregados. Existe também,
como se observa pela figura 4.30, uma correlação em potência de 0,81 e 0,94 entre a velocidade de
propagação das ondas ultra-sónicas e a resistência à compressão obtida experimentalmente e
corrigida, respectivamente. Neste caso a velocidade das ondas considerada foi a média entre a das
sondas de 54 e 150 kHz. Esperava-se que existisse uma correlação significativa entre estes
parâmetros, já que uma argamassa compacta (com maior velocidade e maior massa volúmica)
deveria, em princípio, resistir a uma força aplicada superior à de uma argamassa menos compacta.
Vale (2014) e Flores-Colen (2009) também relacionaram estes parâmetros com a resistência à

94
compressão através de ajustamentos de potência. No entanto as argamassas tradicionais com
substituição de agregados produzidas por Vale (2014) não obtiveram coeficientes de correlação
significativos, devido em parte ao tamanho reduzido da amostra.
Figura 4.29 – Relação entre a resistência à compressão e a massa volúmica no estado endurecido das argamassas dos provetes prismáticos (2ª e 4ª
produções)
Figura 4.30 – Relação entre a resistência à compressão e a velocidade de propagação das ondas ultra-sónicas
dos provetes prismáticos (2ª e 4ª produções)
Não se encontraram correlações significativas entre a resistência à compressão e a porosidade
aberta nem a resistividade no conjunto das argamassas. No entanto, tendo em conta apenas as
argamassas de areia da 4ª produção, o coeficiente de correlação linear da resistência à compressão
com a porosidade ultrapassou 0,92 (figura 4.31), o que indica que para argamassas correntes a sua
porosidade afecta negativamente a resistência à compressão; para as restantes, é possível que os
agregados sejam, por si próprios, muito frágeis, e o efeito da porosidade seja desprezável por
comparação. No entanto, a elevada correlação obtida pode dever-se ao tamanho reduzido da
amostra. Obtiveram-se também correlações lineares elevadas da resistência com o módulo de
elasticidade dinâmico (figura 4.32), já que em argamassas mais resistentes a sua capacidade de
deformação é também menor, traduzindo-se em módulos de elasticidade mais elevados.
y = 3E-05x1,626 R² = 0,6544
y = 0,0004x1,3184 R² = 0,9561
0,00
2,00
4,00
6,00
8,00
10,00
12,00
0 1000 2000 3000
Re
sist
ên
cia
à co
mp
ress
ão (
MP
a)
Massa volúmica média (kg/m3)
Rc experimental
Rc corrigido
Power (Rc experimental)
Power (Rc corrigido)
y = 1E-09x2,823 R² = 0,8125
y = 7E-07x2,0396 R² = 0,9425
0,00
2,00
4,00
6,00
8,00
10,00
12,00
0 1000 2000 3000 4000
Re
sist
ên
cia
à co
mp
ress
ão (
MP
a)
Velocidade média de propagação das ondas (m/s)
Rc experimental
Rc corrigido
Power (Rc experimental)
Power (Rc corrigido)

95
Figura 4.31 – Relação entre a resistência à compressão e a porosidade aparente das argamassas
de areia (4ª produção)
Figura 4.32 – Relação entre a resistência à compressão e o módulo de elasticidade dinâmico dos
provetes prismáticos (2ª e 4ª produções)
4.3.7. Coeficiente de condutibilidade térmica
Os resultados obtidos para a condutibilidade térmica no estado seco apresentam-se na tabela 4.18 e
figuras 4.33 e 4.34, tendo-se ensaiado apenas os provetes cilíndricos, tanto em condições normais de
temperatura e humidade relativa como após estes terem sido submetidos a um processo de
secagem.
Tabela 4.18 – Coeficiente de condutibilidade térmica para os provetes cilíndricos (1ª e 3ª produção)
Argamassas λ [W/(m.K)] λ seca [W/(m.K)]
Tradicional
ATrad
AG+AE 0,14 0,08
BTrad
AG+GC 0,10 0,08
CTrad
AG 0,09 0,07
DTrad
AE 0,16 0,14
ETrad
GC 0,10 0,08
Fcontrolo
(1ª produção) 0,35 0,30
Fcontrolo
(3ª produção) 1,22 1,23
GRef
1,54 1,44
Hcontrolo
1,63 1,48
Icontrolo
1,12 1,11
Industrial J
IndGC 0,16 0,13
KInd
EPS 0,08 0,07
Legenda: λ – coeficiente de condutibilidade térmica; λ seca – coeficiente de condutibilidade térmica no estado
seco; n. e. – argamassa não ensaiada; n.p. – argamassa não produzida
y = -0,564x + 23,556 R² = 0,9278
y = -0,3201x + 17,169 R² = 0,9986
0,00
2,00
4,00
6,00
8,00
10,00
12,00
0 10 20 30 40Re
sist
ên
cia
à co
mp
ress
ão (
MP
a)
Porosidade aparente (%)
Rc experimental
Rc corrigido
Linear (Rc experimental)
Linear (Rc corrigido) y = 0,0007x + 0,1339 R² = 0,9619
y = 0,0006x + 1,3422 R² = 0,9828
0,00
2,00
4,00
6,00
8,00
10,00
12,00
0 5000 10000 15000 20000Re
sist
ên
cia
à co
mp
ress
ão (
MP
a)
Mód. elasticidade dinâmico (MPa)
Rc experimental
Rc corrigido
Linear (Rc experimental)
Linear (Rc corrigido)

96
Figura 4.33 – Coeficiente de condutibilidade térmica das argamassas com agregados isolantes
Figura 4.34 – Coeficiente de condutibilidade térmica das argamassas de areia
Para as argamassas com substituição de agregados isolantes, o coeficiente de condutiblidade
térmica varia entre 0,084 e 0,163, em condições de temperatura ambiente, e entre 0,071 e 0,141,
após secagem dos provetes. Para argamassas de areia este situa-se entre 1,124 e 1,634 e entre
1,106 e 1,481 para condições de temperatura ambiente e após secagem, respectivamente (não
contando com os valores baixos obtidos para a 1ª produção da argamassa Fcontrolo
. Para todas as
argamassas, excepto a 3ª produção da argamassa Fcontrolo
, registou-se uma diminuição do coeficiente
de condutibilidade térmica após a secagem dos provetes. Registou-se também uma forte diminuição
da condutibilidade térmica das argamassas com substituição de agregados em relação às
argamassas de areia, sendo estas classificadas como argamassas térmicas pelos seus coeficientes
inferiores a 0,20 W/(m.K), de acordo com a norma EN 998-1 (CEN, 2010). A figura 4.35 apresenta a
diminuição da condutibilidade nas argamassas tradicionais em relação à argamassa de areia Icontrolo
,
com a mesma dose de adjuvantes e curva granulométrica.
0,14
0,10 0,09
0,16
0,10
0,16
0,08 0,08 0,08 0,07
0,14
0,08
0,13
0,07
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,18
A B C D E J K
λ (W
/m.K
)
Argamassa
λ cond. normais
λ cond. Secas
0,35
1,22
1,54 1,63
1,12
0,30
1,23
1,44 1,48
1,11
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
F (1ª Prod) F (3ª Prod) G H I
λ (W
/m.K
)
Argamassa
λ cond. normais
λ cond. Secas
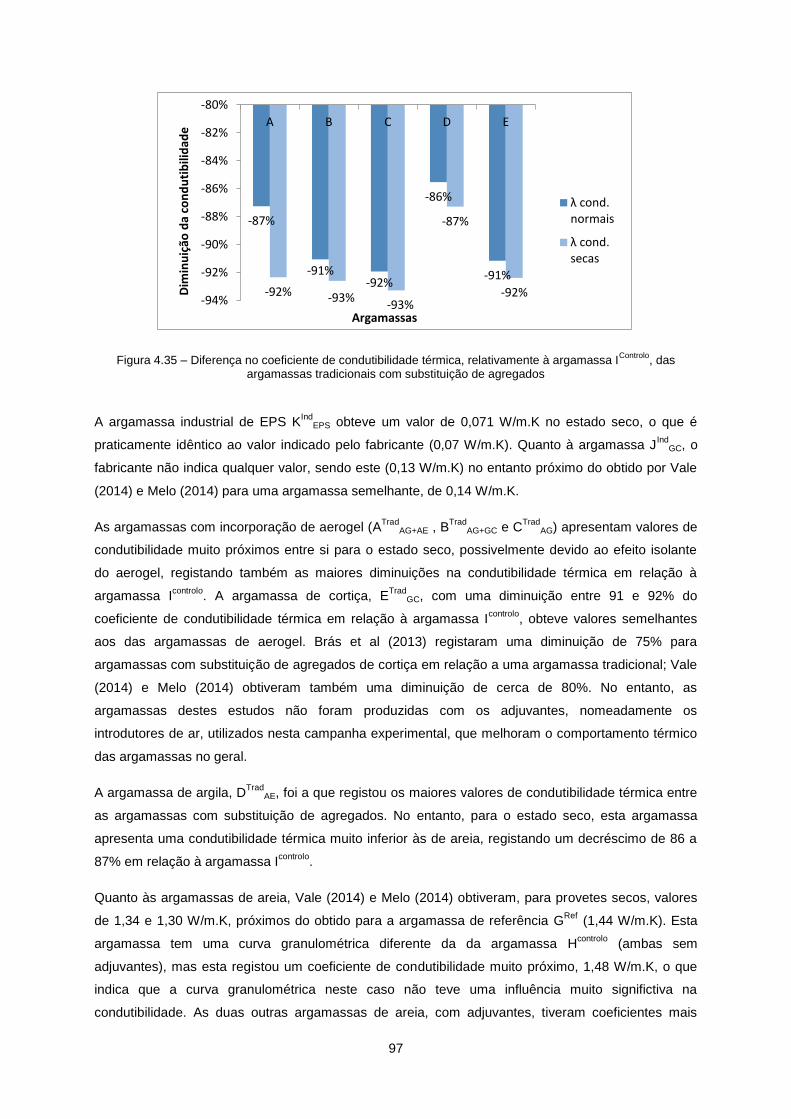
97
Figura 4.35 – Diferença no coeficiente de condutibilidade térmica, relativamente à argamassa IControlo
, das argamassas tradicionais com substituição de agregados
A argamassa industrial de EPS KInd
EPS obteve um valor de 0,071 W/m.K no estado seco, o que é
praticamente idêntico ao valor indicado pelo fabricante (0,07 W/m.K). Quanto à argamassa JInd
GC, o
fabricante não indica qualquer valor, sendo este (0,13 W/m.K) no entanto próximo do obtido por Vale
(2014) e Melo (2014) para uma argamassa semelhante, de 0,14 W/m.K.
As argamassas com incorporação de aerogel (ATrad
AG+AE , BTrad
AG+GC e CTrad
AG) apresentam valores de
condutibilidade muito próximos entre si para o estado seco, possivelmente devido ao efeito isolante
do aerogel, registando também as maiores diminuições na condutibilidade térmica em relação à
argamassa Icontrolo
. A argamassa de cortiça, ETrad
GC, com uma diminuição entre 91 e 92% do
coeficiente de condutibilidade térmica em relação à argamassa Icontrolo
, obteve valores semelhantes
aos das argamassas de aerogel. Brás et al (2013) registaram uma diminuição de 75% para
argamassas com substituição de agregados de cortiça em relação a uma argamassa tradicional; Vale
(2014) e Melo (2014) obtiveram também uma diminuição de cerca de 80%. No entanto, as
argamassas destes estudos não foram produzidas com os adjuvantes, nomeadamente os
introdutores de ar, utilizados nesta campanha experimental, que melhoram o comportamento térmico
das argamassas no geral.
A argamassa de argila, DTrad
AE, foi a que registou os maiores valores de condutibilidade térmica entre
as argamassas com substituição de agregados. No entanto, para o estado seco, esta argamassa
apresenta uma condutibilidade térmica muito inferior às de areia, registando um decréscimo de 86 a
87% em relação à argamassa Icontrolo
.
Quanto às argamassas de areia, Vale (2014) e Melo (2014) obtiveram, para provetes secos, valores
de 1,34 e 1,30 W/m.K, próximos do obtido para a argamassa de referência GRef (1,44 W/m.K). Esta
argamassa tem uma curva granulométrica diferente da da argamassa Hcontrolo
(ambas sem
adjuvantes), mas esta registou um coeficiente de condutibilidade muito próximo, 1,48 W/m.K, o que
indica que a curva granulométrica neste caso não teve uma influência muito significtiva na
condutibilidade. As duas outras argamassas de areia, com adjuvantes, tiveram coeficientes mais
-87%
-91% -92%
-86%
-91% -92% -93%
-93%
-87%
-92% -94%
-92%
-90%
-88%
-86%
-84%
-82%
-80%
A B C D E
Dim
inu
ição
da
con
du
tib
ilid
ade
Argamassas
λ cond. normais
λ cond. secas

98
reduzidos – 1,23 e 1,11 W/m.K respectivamente para as argamassas Fcontrolo
e Icontrolo
, devido à
porosidade acrescida introduzida pelos introdutores de ar. A argamassa Fcontrolo
, no entanto, teve
valores muito diferentes de condutibilidade térmica entre a 1ª e a 3ª produções, o que pode ficar a
dever-se às condições de mistura ou ao tempo de espera entre o fim de mistura e o início da
aplicação nos moldes, que provocaram, em algumas argamassas, alterações significativas no grau de
trabalhabilidade.
Pela figura 4.36 observa-se uma correlação de potência com R2 superior a 0,90 entre a massa
volúmica no estado endurecido (valores obtidos pelo método hidrostático e geométrico) e a
condutibilidade térmica. Verifica-se que as argamassas leves, ou seja, com menor massa volúmica,
são também as que apresentam menores coeficientes de condutibilidade. Vale (2014) e Melo (2014)
também obtiveram correlações de potência significativas entre a massa volúmica e a condutibilidade
térmica em argamassas leves, embora sem o uso de adjuvantes.
Pelas figuras 4.37, 4.38 e 4.39 verificam-se também correlações elevadas entre a condutibilidade
térmica e a velocidade das ondas ultra-sónicas, o módulo de elasticidade dinâmico e a resistência À
compressão. De facto, as argamassas menos compactas e com menor capacidade de deformação
são aquelas com menores massas volúmicas e com maior quantidade de vazios, pelo que a
condutibilidade térmica é elevada.
Figura 4.36 – Relação entre o coeficiente de condutibilidade térmica e a massa volúmica no estado
endurecido
Figura 4.37 – Relação entre o coeficiente de condutibilidade térmica e a velocidade de propagação
das ondas ultra-sónicas
y = 9E-07x1,8625 R² = 0,9188
y = 3E-07x1,9823 R² = 0,905
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
0,00 1000,00 2000,00 3000,00
λ (W
/m.K
)
Massa volúmica (kg/m3)
λ cond. normais
λ cond. secas
Power (λ cond. normais)
Power (λ cond. secas)
y = 1E-09x2,6037 R² = 0,793
y = 3E-10x2,7612 R² = 0,7754
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
0 2000 4000
λ (W
/m.K
)
Vm (m/s)
λ cond. normais
λ cond. secas
Power (λ cond. normais)
Power (λ cond. secas)
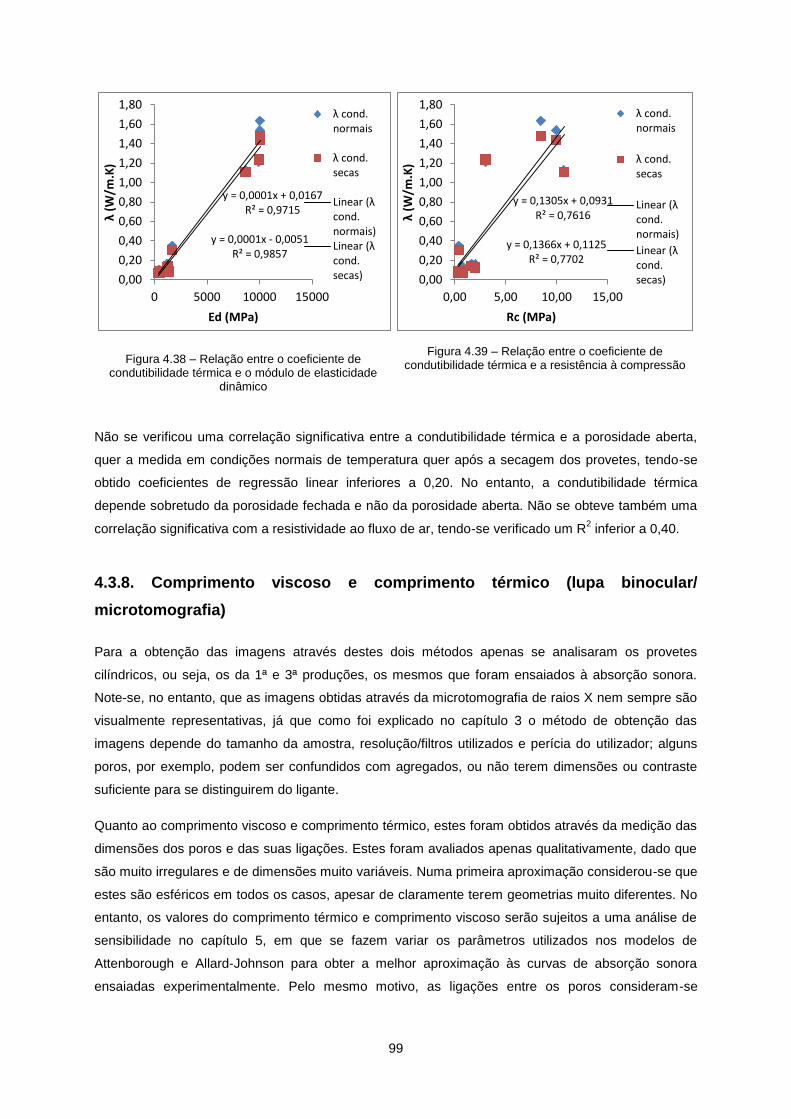
99
Figura 4.38 – Relação entre o coeficiente de condutibilidade térmica e o módulo de elasticidade
dinâmico
Figura 4.39 – Relação entre o coeficiente de condutibilidade térmica e a resistência à compressão
Não se verificou uma correlação significativa entre a condutibilidade térmica e a porosidade aberta,
quer a medida em condições normais de temperatura quer após a secagem dos provetes, tendo-se
obtido coeficientes de regressão linear inferiores a 0,20. No entanto, a condutibilidade térmica
depende sobretudo da porosidade fechada e não da porosidade aberta. Não se obteve também uma
correlação significativa com a resistividade ao fluxo de ar, tendo-se verificado um R2 inferior a 0,40.
4.3.8. Comprimento viscoso e comprimento térmico (lupa binocular/
microtomografia)
Para a obtenção das imagens através destes dois métodos apenas se analisaram os provetes
cilíndricos, ou seja, os da 1ª e 3ª produções, os mesmos que foram ensaiados à absorção sonora.
Note-se, no entanto, que as imagens obtidas através da microtomografia de raios X nem sempre são
visualmente representativas, já que como foi explicado no capítulo 3 o método de obtenção das
imagens depende do tamanho da amostra, resolução/filtros utilizados e perícia do utilizador; alguns
poros, por exemplo, podem ser confundidos com agregados, ou não terem dimensões ou contraste
suficiente para se distinguirem do ligante.
Quanto ao comprimento viscoso e comprimento térmico, estes foram obtidos através da medição das
dimensões dos poros e das suas ligações. Estes foram avaliados apenas qualitativamente, dado que
são muito irregulares e de dimensões muito variáveis. Numa primeira aproximação considerou-se que
estes são esféricos em todos os casos, apesar de claramente terem geometrias muito diferentes. No
entanto, os valores do comprimento térmico e comprimento viscoso serão sujeitos a uma análise de
sensibilidade no capítulo 5, em que se fazem variar os parâmetros utilizados nos modelos de
Attenborough e Allard-Johnson para obter a melhor aproximação às curvas de absorção sonora
ensaiadas experimentalmente. Pelo mesmo motivo, as ligações entre os poros consideram-se
y = 0,0001x + 0,0167 R² = 0,9715
y = 0,0001x - 0,0051 R² = 0,9857
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
0 5000 10000 15000
λ (W
/m.K
)
Ed (MPa)
λ cond. normais
λ cond. secas
Linear (λ cond. normais) Linear (λ cond. secas)
y = 0,1366x + 0,1125 R² = 0,7702
y = 0,1305x + 0,0931 R² = 0,7616
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
0,00 5,00 10,00 15,00
λ (W
/m.K
)
Rc (MPa)
λ cond. normais
λ cond. secas
Linear (λ cond. normais)
Linear (λ cond. secas)

100
também aproximadamente cilíndricas. Estas simplificações são idênticas às admitidas por Neithalath
et al (2005), embora estes autores tenham admitido poros cilíndricos e não esféricos.
O comprimento térmico (Λ’) é igual a 2V/A, em que V é o volume de poros e A é a área de poros do
material (Vigran, 2008), tal como referido em mais detalhe no capítulo 5. Admitindo poros esféricos,
em que o seu volume é igual a 𝑉 =4
3∗ 𝜋 ∗ (
𝜙
2)
3
e a área é igual a 𝐴 = 𝜋 ∗ 𝜙2 , sendo ϕ o diâmetro dos
poros, então o comprimento térmico é igual a:
𝛬′ =𝜙𝑝𝑜𝑟𝑜𝑠
3 (4.28)
Por outro lado, o comprimento viscoso Λ está relacionado com a geometria das ligações entre os
poros. Admitindo canais cilíndricos de diâmetro ϕ e comprimento L, em que a sua área é igual a
𝐴 = 𝐿 ∗ 𝜙 ∗ 𝜋, o comprimento viscoso é igual a:
𝛬 =𝐿 𝜙𝑐𝑎𝑛𝑎𝑙
𝜙𝑝𝑜𝑟𝑜𝑠2
𝛬′ (4.29)
No caso de algumas argamassas em que a estrutura porosa é muito fechada, admitiu-se que o
comprimento térmico é muito superior ao viscoso (tal como referido no capítulo 2), já que as
passagens entre os poros são muito estreitas. Neste caso, admitiu-se como primeira aproximação
que o comprimento viscoso corresponde a um centésimo do comprimento térmico, ainda que esta
hipótese venha a ser analisada através de modelos teóricos no capítulo 5.
Em seguida apresenta-se uma descrição resumida do aspecto de cada argamassa, tendo em conta
as imagens obtidas, a partir das quais se mediram as dimensões médias dos poros para obter o
comprimento viscoso e comprimento térmico. Todas as imagens foram obtidas no Laboratório de
Mineralogia e Petrologia do IST (LAMPIST) pela aluna de mestrado Mónica Gominho.
Argamassa ATrad
AG+AE, BTrad
AG+GC e CTrad
AG (figuras 4.40 a 4.45): Observa-se uma matriz
cimentícia a ligar os poros. Estes têm uma forma irregular e as ligações entre eles são muito
reduzidas ou quase imperceptíveis, pelo que se considerou que o comprimento viscoso é
aproximadamente um centésimo do comprimento térmico. Seria de esperar que a porosidade
aberta fosse reduzida, dado que as ligações entre os poros são reduzidas, o que se verifica,
com valores entre 10 e 18,4% (embora obtidos através do método dos tubos, o que acarreta
alguma incerteza). Pelo mesmo motivo a resistividade ao fluxo de ar deveria ser elevada,
dada a dificuldade oferecida à passagem de ar pela estrutura. No entanto, apesar da
estrutura semelhante, a argamassa de aerogel e argila expandida (ATrad
AG+AE) apresenta um
valor de resistividade muito inferior ao das outras duas argamassas – 289 kPa.s/m
2, em
contraste com os 4103 e 1694 kPa.s/m
2 obtidos para as argamassas B
TradAG e C
TradAG,
respectivamente.

101
Figura 4.40 – Argamassa A
TradAG+AE, escala 1cm:500μm
(lupa binocular)
Figura 4.41 – Argamassa B
TradAG+GC, escala 1cm:250μm
(lupa binocular)
Figura 4.42 – Argamassa CTrad
AG, escala 1cm:250μm (lupa
binocular)
Figura 4.43 – Argamassa A
TradAG+AE, escala 1cm:1mm
(micro-CT)
Figura 4.44 – Argamassa B
TradAG+GC, escala 1cm:1mm
(micro-CT)
Figura 4.45 – Argamassa CTrad
AG, escala 1cm:1mm (micro-CT)
Argamassa DTrad
AE (figuras 4.46 e 4.47): Os agregados de argila expandida parecem unidos
por uma pequena quantidade de ligante nas extremidades, o que faz com que os poros sejam
compostos pelos espaços entre os agregados. Os canais entre os poros são irregulares e
praticamente indistinguíveis dos próprios poros. Por simplificação, admitiu-se que o diâmetro
das ligações entre os poros corresponde a um terço do diâmetro dos poros, enquanto que o
seu comprimento é metade do diâmetro dos poros. Para esta argamassa esperar-se-ia uma
alta porosidade e baixa resistividade ao fluxo de ar, o que se verifica, tendo-se obtido valores
de 56% para a porosidade aberta e 155 kPa.s/m
2 para a resistividade.
Figura 4.46 – Argamassa DTrad
AE, escala 1cm:250μm (lupa binocular)
Figura 4.47 – Argamassa DTrad
AE, escala 1cm:1mm (micro-CT)
Argamassa ETrad
GC (figuras 4.48 e 4.49): Os agregados encontram-se fortemente envolvidos
pelo ligante, pelo que os poros são pequenos, de geometria irregular e na sua maioria
102
isolados, pelo que se considerou que o comprimento viscoso é aproximadamente um
centésimo do comprimento térmico. Para esta argamassa a porosidade aberta deveria ser
média a reduzida, o que se verifica, com um valor de porosidade de 23,3%. A resistividade ao
fluxo de ar é também relativamente reduzida, 239 kPa.s/m
2, o que indica que, apesar de os
poros não se encontrarem completamente interconectados, a ligação entre eles é
suficientemente significativa para não impedir a passagem do ar.
Figura 4.48 – Argamassa ETrad
GC, escala 1cm:250μm (lupa binocular)
Figura 4.49 – Argamassa ETrad
GC, escala 1cm:1mm (micro-CT)
Argamassa FControlo
(figuras 4.50 a 4.53): A estrutura desta argamassa é semelhante à da de
argila expandida, observando-se os agregados unidos por uma pequena quantidade de
ligante. No entanto, o provete da 3ª produção apresenta uma quantidade de ligante superior
ao da 1ª produção, possivelmente devido ao efeito dos adjuvantes aquando da mistura. Os
poros consistem no espaço entre os agregados e encontram-se muito interconectados, sendo
difícil distinguir os poros das suas ligações; utilizou-se o mesmo critério que para a
argamassa de argila expandida e admitiram-se as mesmas dimensões dos poros para ambas
as produções. Seria de esperar uma alta porosidade aberta e uma baixa resistividade, o que
se verifica, com valores de porosidade de cerca de 34 a 38%, e resistividade de 129 a 177
kPa.s/m
2.
Figura 4.50 – Argamassa FControlo
, 1ª produção, escala 1cm:250μm (lupa binocular)
Figura 4.51 – Argamassa FControlo
, 1ª produção, escala 1cm:1mm (micro-CT)

103
Figura 4.52 – Argamassa FControlo
, 3ª produção, escala 1cm:250μm (lupa binocular)
Figura 4.53 – Argamassa FControlo
, 3ª produção, escala 1cm:1mm (micro-CT)
Argamassa GRef
(figuras 4.54 e 4.55): Uma vez que não se utilizaram quaisquer adjuvantes
(em particular introdutores de ar) na composição desta argamassa, observa-se uma presença
mais significativa de ligante em relação à argamassa FControlo
. Os poros são mais irregulares e
de dimensões mais variáveis. A porosidade é também mais reduzida (24%) e a resistividade
mais elevada (611 kPa.s/m
2) em relação à argamassa F
Controlo.
Figura 4.54 – Argamassa GRef
, escala 1cm:250μm (lupa binocular)
Figura 4.55 – Argamassa GRef
, escala 1cm:1mm (micro-CT)
Argamassa Hcontrolo
(figuras 4.56 e 4.57): Em relação às duas argamassas de areia
mencionadas anteriormente, esta contém menos agregados finos, devido à utilização de uma
curva granulométrica diferente. Os poros são, por isso, maiores, embora não seja possível
distinguir visualmente as ligações entre eles, pelo que se admite que o comprimento viscoso
corresponde a um centésimo do comprimento térmico. Pelo mesmo motivo, a porosidade
aberta é muito semelhante à da argamassa GRef
(24,7%), apesar de os poros terem maiores
dimensões. A resistividade, no entanto, é a mais baixa das argamassas ensaiadas, com
apenas 96 kPa.s/m
2.

104
Figura 4.56 – Argamassa Hcontrolo
, escala 1cm:250μm (lupa binocular)
Figura 4.57 – Argamassa Hcontrolo
, escala 1cm:1mm (micro-CT)
Argamassa Icontrolo
(figuras 4.58 e 4.59): Esta argamassa foi produzida com a mesma curva
granulométrica que a argamassa Hcontrolo
, mas com a adição de adjuvantes. O efeito dos
introdutores de ar resultou numa estrutura mais porosa e mais interconectada. A porosidade
aberta (26,3%) é ligeiramente superior à da argamassa Hcontrolo
mas inferior à da argamassa
FControlo
, também com adjuvantes mas com uma curva granulométrica com mais agregados
finos; seria expectável que o efeito dos agregados finos na argamassa FControlo
resultasse
numa porosidade aberta inferior, o que não se verifica (observa-se o mesmo para a massa
volúmica). A resistividade ao fluxo de ar da argamassa Icontrolo
é relativamente reduzida e
próxima da resistividade da argamassa FControlo
, tendo obtido 119 kPa.s/m
2.
Figura 4.58 – Argamassa Icontrolo
, escala 1cm:250μm (lupa binocular)
Figura 4.59 – Argamassa Icontrolo
, escala 1cm:1mm (micro-CT)
Argamassas JInd
GC e KInd
EPS (figuras 4.60 a 4.63): Para ambas as argamassas observam-se
poros reduzidos e uma matriz de ligante compacta a unir os agregados. Por não se
conseguirem observar as ligações entre os poros, considerou-se que o comprimento viscoso
é um centésimo do comprimento térmico. A porosidade é reduzida (26 e 32%) e a
resistividade é elevada em ambos os casos, já que a matriz compacta oferece resistência à
passagem de ar (4517 e 5279 kPa.s/m
2, respectivamente).
105
Figura 4.60 – Argamassa JInd
GC, escala 1cm:250μm (lupa binocular)
Figura 4.61 – Argamassa JInd
GC, escala 1cm:1mm (micro-CT)
Figura 4.62 – Argamassa KInd
EPS, escala 1cm:250μm (lupa binocular)
Figura 4.63 – Argamassa KInd
EPS, escala 1cm:1mm (micro-CT)
O diâmetro dos poros e dos canais, bem como o comprimento térmico e viscoso estimado para as
argamassas, encontra-se na tabela 4.19:
Tabela 4.19 – Comprimentos térmicos e comprimentos viscosos estimados para as argamassas
Argamassa Φporos (μm) Φcanal (μm) Lcanal (μm) Λ’ (μm) Λ (μm)
Tradicional
ATrad
AG+AE 450 n/a n/a 150 1,5
BTrad
AG+GC 450 n/a n/a 150 1,5
CTrad
AG 450 n/a n/a 150 1,5
DTrad
AE 150 50 75 50 8,5
ETrad
GC 300 n/a n/a 100 1,0
FControlo
(1ª produção) 300 100 150 100 16,5
FControlo
(3ª produção) 300 100 150 100 16,5
GRef
300 n/a n/a 100 1,0
Hcontrolo
300 n/a n/a 100 1,0
Icontrolo
600 200 300 200 33,5
Industrial J
IndGC 300 n/a n/a 100 1,0
KInd
EPS 300 n/a n/a 100 1,0
Legenda: Φporos – diâmetro estimado dos poros; Φcanal – diâmetro estimado dos canais entre os poros; Lcanal –
comprimento estimado dos canais entre os poros; Λ’ – comprimento térmico; Λ – comprimento viscoso
(aproximado); n/a – dimensão impossível de estimar visualmente
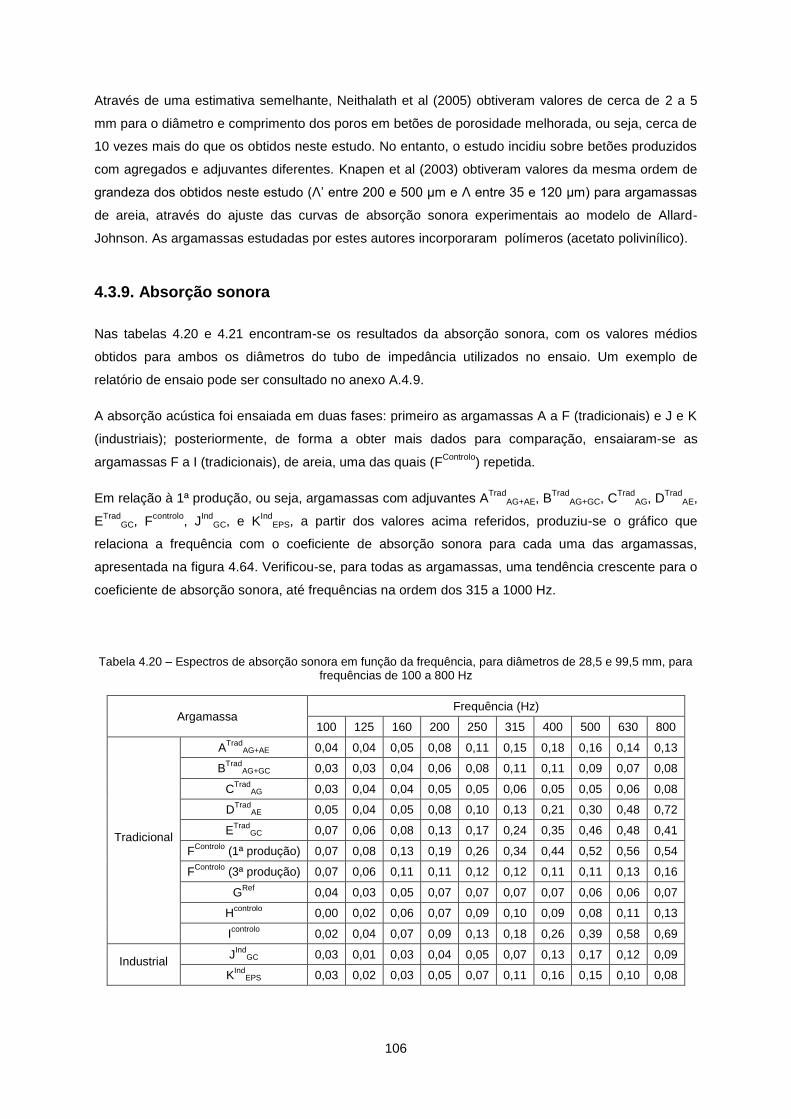
106
Através de uma estimativa semelhante, Neithalath et al (2005) obtiveram valores de cerca de 2 a 5
mm para o diâmetro e comprimento dos poros em betões de porosidade melhorada, ou seja, cerca de
10 vezes mais do que os obtidos neste estudo. No entanto, o estudo incidiu sobre betões produzidos
com agregados e adjuvantes diferentes. Knapen et al (2003) obtiveram valores da mesma ordem de
grandeza dos obtidos neste estudo (Λ’ entre 200 e 500 μm e Λ entre 35 e 120 μm) para argamassas
de areia, através do ajuste das curvas de absorção sonora experimentais ao modelo de Allard-
Johnson. As argamassas estudadas por estes autores incorporaram polímeros (acetato polivinílico).
4.3.9. Absorção sonora
Nas tabelas 4.20 e 4.21 encontram-se os resultados da absorção sonora, com os valores médios
obtidos para ambos os diâmetros do tubo de impedância utilizados no ensaio. Um exemplo de
relatório de ensaio pode ser consultado no anexo A.4.9.
A absorção acústica foi ensaiada em duas fases: primeiro as argamassas A a F (tradicionais) e J e K
(industriais); posteriormente, de forma a obter mais dados para comparação, ensaiaram-se as
argamassas F a I (tradicionais), de areia, uma das quais (FControlo
) repetida.
Em relação à 1ª produção, ou seja, argamassas com adjuvantes ATrad
AG+AE, BTrad
AG+GC, CTrad
AG, DTrad
AE,
ETrad
GC, Fcontrolo
, JInd
GC, e KInd
EPS, a partir dos valores acima referidos, produziu-se o gráfico que
relaciona a frequência com o coeficiente de absorção sonora para cada uma das argamassas,
apresentada na figura 4.64. Verificou-se, para todas as argamassas, uma tendência crescente para o
coeficiente de absorção sonora, até frequências na ordem dos 315 a 1000 Hz.
Tabela 4.20 – Espectros de absorção sonora em função da frequência, para diâmetros de 28,5 e 99,5 mm, para frequências de 100 a 800 Hz
Argamassa Frequência (Hz)
100 125 160 200 250 315 400 500 630 800
Tradicional
ATrad
AG+AE 0,04 0,04 0,05 0,08 0,11 0,15 0,18 0,16 0,14 0,13
BTrad
AG+GC 0,03 0,03 0,04 0,06 0,08 0,11 0,11 0,09 0,07 0,08
CTrad
AG 0,03 0,04 0,04 0,05 0,05 0,06 0,05 0,05 0,06 0,08
DTrad
AE 0,05 0,04 0,05 0,08 0,10 0,13 0,21 0,30 0,48 0,72
ETrad
GC 0,07 0,06 0,08 0,13 0,17 0,24 0,35 0,46 0,48 0,41
FControlo
(1ª produção) 0,07 0,08 0,13 0,19 0,26 0,34 0,44 0,52 0,56 0,54
FControlo
(3ª produção) 0,07 0,06 0,11 0,11 0,12 0,12 0,11 0,11 0,13 0,16
GRef
0,04 0,03 0,05 0,07 0,07 0,07 0,07 0,06 0,06 0,07
Hcontrolo
0,00 0,02 0,06 0,07 0,09 0,10 0,09 0,08 0,11 0,13
Icontrolo
0,02 0,04 0,07 0,09 0,13 0,18 0,26 0,39 0,58 0,69
Industrial J
IndGC 0,03 0,01 0,03 0,04 0,05 0,07 0,13 0,17 0,12 0,09
KInd
EPS 0,03 0,02 0,03 0,05 0,07 0,11 0,16 0,15 0,10 0,08
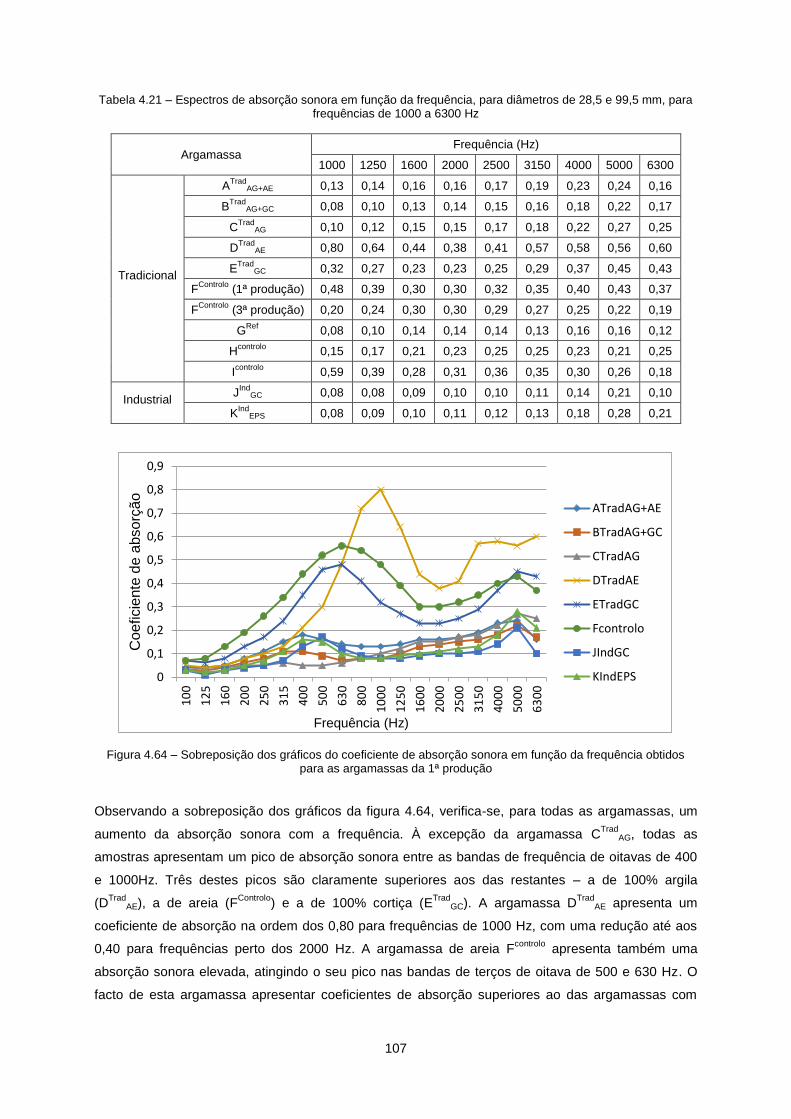
107
Tabela 4.21 – Espectros de absorção sonora em função da frequência, para diâmetros de 28,5 e 99,5 mm, para frequências de 1000 a 6300 Hz
Argamassa Frequência (Hz)
1000 1250 1600 2000 2500 3150 4000 5000 6300
Tradicional
ATrad
AG+AE 0,13 0,14 0,16 0,16 0,17 0,19 0,23 0,24 0,16
BTrad
AG+GC 0,08 0,10 0,13 0,14 0,15 0,16 0,18 0,22 0,17
CTrad
AG 0,10 0,12 0,15 0,15 0,17 0,18 0,22 0,27 0,25
DTrad
AE 0,80 0,64 0,44 0,38 0,41 0,57 0,58 0,56 0,60
ETrad
GC 0,32 0,27 0,23 0,23 0,25 0,29 0,37 0,45 0,43
FControlo
(1ª produção) 0,48 0,39 0,30 0,30 0,32 0,35 0,40 0,43 0,37
FControlo
(3ª produção) 0,20 0,24 0,30 0,30 0,29 0,27 0,25 0,22 0,19
GRef
0,08 0,10 0,14 0,14 0,14 0,13 0,16 0,16 0,12
Hcontrolo
0,15 0,17 0,21 0,23 0,25 0,25 0,23 0,21 0,25
Icontrolo
0,59 0,39 0,28 0,31 0,36 0,35 0,30 0,26 0,18
Industrial J
IndGC 0,08 0,08 0,09 0,10 0,10 0,11 0,14 0,21 0,10
KInd
EPS 0,08 0,09 0,10 0,11 0,12 0,13 0,18 0,28 0,21
Figura 4.64 – Sobreposição dos gráficos do coeficiente de absorção sonora em função da frequência obtidos para as argamassas da 1ª produção
Observando a sobreposição dos gráficos da figura 4.64, verifica-se, para todas as argamassas, um
aumento da absorção sonora com a frequência. À excepção da argamassa CTrad
AG, todas as
amostras apresentam um pico de absorção sonora entre as bandas de frequência de oitavas de 400
e 1000Hz. Três destes picos são claramente superiores aos das restantes – a de 100% argila
(DTrad
AE), a de areia (FControlo
) e a de 100% cortiça (ETrad
GC). A argamassa DTrad
AE apresenta um
coeficiente de absorção na ordem dos 0,80 para frequências de 1000 Hz, com uma redução até aos
0,40 para frequências perto dos 2000 Hz. A argamassa de areia Fcontrolo
apresenta também uma
absorção sonora elevada, atingindo o seu pico nas bandas de terços de oitava de 500 e 630 Hz. O
facto de esta argamassa apresentar coeficientes de absorção superiores ao das argamassas com
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
10
0
12
5
16
0
20
0
25
0
31
5
40
0
50
0
63
0
80
0
10
00
12
50
16
00
20
00
25
00
31
50
40
00
50
00
63
00
Co
eficie
nte
de a
bso
rçã
o
Frequência (Hz)
ATradAG+AE
BTradAG+GC
CTradAG
DTradAE
ETradGC
Fcontrolo
JIndGC
KIndEPS

108
agregados leves não era esperado, o que pode ficar a dever-se à formulação das argamassas,
nomeadamente ao efeito dos adjuvantes que terão induzido alterações na estrutura porosa da
argamassa (a porosidade medida foi elevada), ao método de mistura, ou a uma possível deterioração
dos provetes aquando do seu transporte. No entanto, não se trata de uma argamassa de
desempenho térmico elevado e a trabalhabilidade e aplicação não a tornam uma alternativa viável às
argamassas correntes.
Efectuando uma comparação de desempenhos com base no indicador NRC (Noise Reduction
Coefficient), conclui-se que as argamassas Fcontrolo
e DTrad
AE apresentam NRC=0,40, enquanto que a
argamassa ETrad
GC apresenta NRC=0,30. A argamassa ATrad
AG+AE apresenta NRC=0,15 e as restantes
apresentam NRC=0,10. Usando o sistema de classificações da norma europeia EN 11654 (1997),
conclui-se que as argamassas DTrad
AE, Fcontrolo
e ETrad
GC são classificadas como materiais tipo pouco
absorventes (classificação E numa escala de A a E), enquanto as restantes argamassas não
obtiveram classificação (ou seja, trata-se de materiais primordialmente reflectores).
Apesar de não serem esperadas classificações superiores a D (materiais absorventes), os valores
relativamente baixos obtidos para os coeficientes de absorção sonora nas argamassas industriais e
de agregados de aerogel ficaram aquém dos resultados esperados. De facto, as características
físicas dos agregados utilizados nestas argamassas permitiam esperar obter coeficientes de
absorção sonora significativamente superiores aos obtidos; por outro lado, para as argamassas
industriais, o fabricante indica valores máximos de absorção próximos de 0,70. Observa-se também
que as argamassas que contêm aerogel não apresentam uma melhoria significativa do seu
comportamento acústico em relação às restantes, tanto para a 100% aerogel como para as
argamassas em que se misturaram aerogel + cortiça ou argila expandida.
Em seguida ensaiaram-se as argamassas de controlo e de referência, de areia (Fcontrolo
, GRef
, Hcontrolo
,
e Icontrolo
). Os resultados apresentam-se na figura 4.65:
Figura 4.65 – Sobreposição dos gráficos do coeficiente de absorção sonora em função da frequência obtidos para as argamassas da 3ª produção
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
10
0
12
5
16
0
20
0
25
0
31
5
40
0
50
0
63
0
80
0
10
00
12
50
16
00
20
00
25
00
31
50
40
00
50
00
63
00
Coeficie
nte
de a
bsorç
ão
Frequência (Hz)
Fcontrolo
GRef
Hcontrolo
Icontrolo
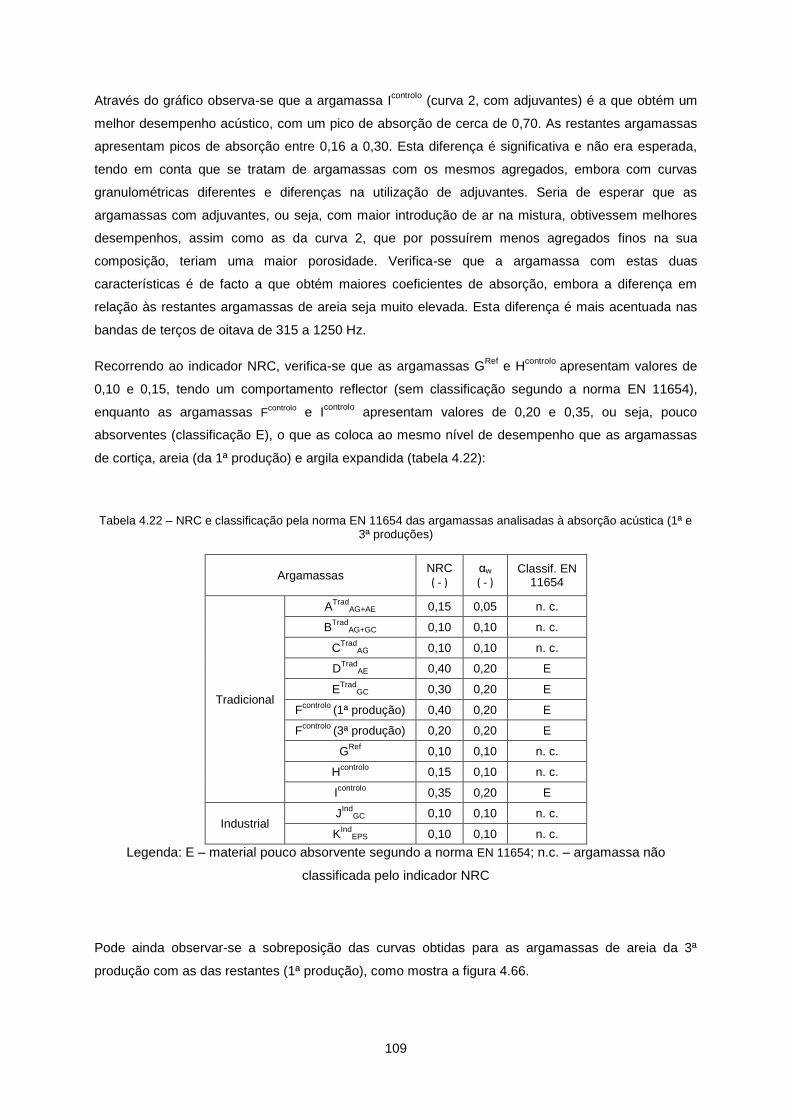
109
Através do gráfico observa-se que a argamassa Icontrolo
(curva 2, com adjuvantes) é a que obtém um
melhor desempenho acústico, com um pico de absorção de cerca de 0,70. As restantes argamassas
apresentam picos de absorção entre 0,16 a 0,30. Esta diferença é significativa e não era esperada,
tendo em conta que se tratam de argamassas com os mesmos agregados, embora com curvas
granulométricas diferentes e diferenças na utilização de adjuvantes. Seria de esperar que as
argamassas com adjuvantes, ou seja, com maior introdução de ar na mistura, obtivessem melhores
desempenhos, assim como as da curva 2, que por possuírem menos agregados finos na sua
composição, teriam uma maior porosidade. Verifica-se que a argamassa com estas duas
características é de facto a que obtém maiores coeficientes de absorção, embora a diferença em
relação às restantes argamassas de areia seja muito elevada. Esta diferença é mais acentuada nas
bandas de terços de oitava de 315 a 1250 Hz.
Recorrendo ao indicador NRC, verifica-se que as argamassas GRef
e Hcontrolo
apresentam valores de
0,10 e 0,15, tendo um comportamento reflector (sem classificação segundo a norma EN 11654),
enquanto as argamassas Fcontrolo e I
controlo apresentam valores de 0,20 e 0,35, ou seja, pouco
absorventes (classificação E), o que as coloca ao mesmo nível de desempenho que as argamassas
de cortiça, areia (da 1ª produção) e argila expandida (tabela 4.22):
Tabela 4.22 – NRC e classificação pela norma EN 11654 das argamassas analisadas à absorção acústica (1ª e 3ª produções)
Argamassas NRC
( - ) αw
( - ) Classif. EN
11654
Tradicional
ATrad
AG+AE 0,15 0,05 n. c.
BTrad
AG+GC 0,10 0,10 n. c.
CTrad
AG 0,10 0,10 n. c.
DTrad
AE 0,40 0,20 E
ETrad
GC 0,30 0,20 E
Fcontrolo
(1ª produção) 0,40 0,20 E
Fcontrolo
(3ª produção) 0,20 0,20 E
GRef
0,10 0,10 n. c.
Hcontrolo
0,15 0,10 n. c.
Icontrolo
0,35 0,20 E
Industrial J
IndGC 0,10 0,10 n. c.
KInd
EPS 0,10 0,10 n. c.
Legenda: E – material pouco absorvente segundo a norma EN 11654; n.c. – argamassa não
classificada pelo indicador NRC
Pode ainda observar-se a sobreposição das curvas obtidas para as argamassas de areia da 3ª
produção com as das restantes (1ª produção), como mostra a figura 4.66.
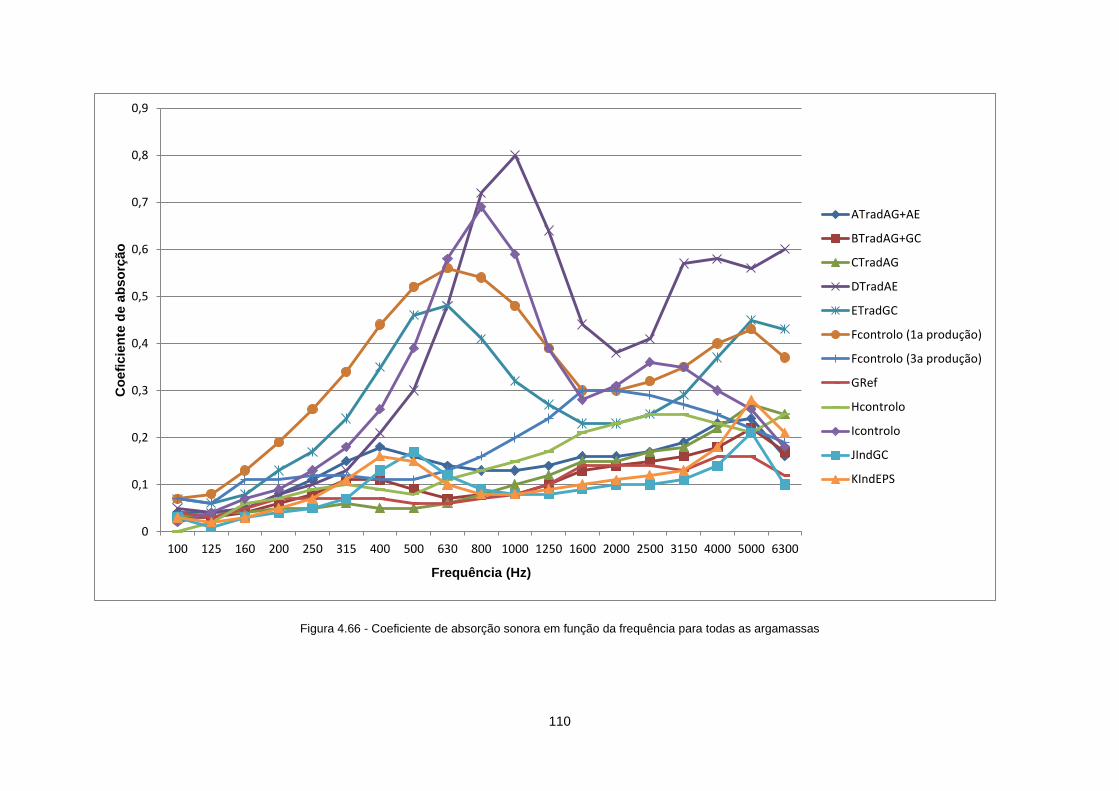
110
Figura 4.66 - Coeficiente de absorção sonora em função da frequência para todas as argamassas
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
100 125 160 200 250 315 400 500 630 800 1000 1250 1600 2000 2500 3150 4000 5000 6300
Co
efi
cie
nte
de a
bso
rção
Frequência (Hz)
ATradAG+AE
BTradAG+GC
CTradAG
DTradAE
ETradGC
Fcontrolo (1a produção)
Fcontrolo (3a produção)
GRef
Hcontrolo
Icontrolo
JIndGC
KIndEPS

111
Através do gráfico observa-se que a argamassa DTrad
AE foi a que obteve melhor desempenho acústico
tendo em conta o valor de pico da absorção. No entanto a argamassa Fcontrolo
da 3ª produção registou
uma diminuição da absorção sonora em relação à da 1ª produção, o que pode dever-se às condições
inconstantes de produção, nomeadamente ao efeito rápido de secagem após a mistura, devido ao
efeito dos adjuvantes, ou devido à degradação dos provetes durante o transporte.
Tendo assumido que as argamassas em estudo são materiais porosos, seria expectável que se
obtivessem, de um modo geral, curvas em que o coeficiente de absorção aumenta significativamente
com a frequência, tal como referido no capítulo 2 (figura 2.12). No entanto este efeito não se verificou,
embora algumas das argamassas, como é o caso das argamassas com aerogel e industriais,
demonstrem um ligeiro crescimento da absorção para frequências elevadas. Os picos de absorção
das argamassas de argila, cortiça e areia com tensioactivos obtidos na gama de 400 a 1000 Hz, que
atingiram coeficientes de absorção entre 0,45 e 0,80, fazem com que estas apresentem um
desempenho muito diferente do que seria esperado para meios porosos.
Este ensaio pode ter sido fortemente influenciado pelo estado dos provetes, que por serem muito
frágeis ficaram um pouco danificados durante o transporte. Se a superfície dos provetes não for
perfeitamente plana, pode criar-se um espaço entre o provete e a superfície da sonda; este funciona
como uma caixa de ressonância, alterando os valores de pico de absorção, particularmente para as
gamas baixas e médias de frequências, como acontece por exemplo para a argamassa de argila
DTrad
AE, que atinge um coeficiente de absorção sonora máximo para os 1000 Hz. O mesmo efeito
pode acontecer devido à existência de poros muito grandes na superfície dos provetes, ou pelo facto
de a sua superfície ser rugosa.
Podem comparar-se os resultados da absorção sonora com os dos restantes ensaios (os valores
considerados são os apresentados na secção 4.4 (Síntese dos Resultados).
Quanto à massa volúmica no estado endurecido de cada argamassa, verifica-se que esta tem pouca
influência nos resultados do coeficiente de absorção sonora. Para os valores médios dos coeficientes
de absorção sonora, obteve-se um coeficiente de correlação linear com a massa volúmica na ordem
de 0,30, enquanto para os coeficientes de absorção máximos o coeficiente de correlação linear foi
inferior.
A porosidade aberta deveria ser, em princípio, um dos factores que mais influenciam o
comportamento acústico de um material de revestimento. No entanto, obteve-se uma correlação entre
os valores de porosidade aberta e de coeficiente de absorção obtidos inferior a 0,50. A argamassa de
argila, DTrad
AE, que obteve os maiores valores de absorção sonora, registou os valores mais elevados
de porosidade (56%); a argamassa de areia FControlo
, cujo desempenho foi apenas superado pela
argamassa de argila, apresentou valores de porosidade ligeiramente mais reduzidos, entre 34 a 38%.
Por outro lado, a argamassa industrial de cortiça, JInd
GC, com uma porosidade semelhante, apresenta
um fraco desempenho acústico. No entanto, o método de ensaio adoptado para medir a porosidade
nas argamassas leves levanta dúvidas quanto à fiabilidade dos resultados. Realizaram-se ainda
ensaios para determinação da porosidade aberta e volume de poros através de porosimetria de

112
mercúrio, que podem ser consultados no anexo A.4.8. No entanto, ao relacionar estes resultados com
os coeficientes de absorção e NRC, obtiveram-se coeficientes de correlação inferiores a 0,50, o que
indica que estes, isoladamente, não são suficientes para descrever o comportamento acústico das
argamassas.
Como já foi referido, a porosidade aberta não é suficiente para explicar os valores da absorção
sonora, já que esta depende também da forma dos poros e da tortuosidade (Allard, 1993).
Observa-se que as argamassas com maior absorção sonora, ou seja, as de argila (DTrad
AE), areia
(FControlo
e Icontrolo
) e cortiça (ETrad
GC), são, como esperado, as que apresentam menor resistividade ao
fluxo de ar. Efectivamente, os coeficientes de correlação entre a absorção sonora e a resistividade ao
fluxo de ar, para uma aproximação de potência, foram de aproximadamente 0,80 e 0,60,
respectivamente para os coeficientes médios e máximos, como se verifica na figura 4.67. A
correlação com o NRC foi também de 0,60. Comprova-se assim que este parâmetro é o indicador
físico mais adequado do desempenho acústico destes materiais de revestimento. Note-se, no
entanto, que a correlação da resistividade com a absorção sonora foi um pouco mais baixa nas
argamassas de areia (cerca de 0,41 a 0,63). Destas argamassas as únicas que registaram melhorias
no desempenho acústico foram as que contêm adjuvantes (FControlo
e IControlo
), entre os quais os
introdutores de ar, o que indica que estes influenciam significativamente a capacidade de absorção
das argamassas em estudo. De qualquer forma, no desenvolvimento dos modelos teóricos de
previsão do desempenho acústico destas argamassas será sempre necessário relacionar a
resistividade ao fluxo de ar com as restantes propriedades em estudo.
Figura 4.67 – Relação entre a resistividade ao fluxo de ar e o coeficiente de absorção sonora médio e máximo e NRC das argamassas da 1ª produção
Não se verifica nenhuma correlação significativa da absorção sonora com a condutibilidade térmica,
quer a medida em condições normais de temperatura quer após a secagem dos provetes. Em ambos
os casos, obtiveram-se coeficientes de regressão linear inferiores a 0,40. De facto, enquanto que as
condutibilidades térmicas reduzidas dependem da porosidade com célula fechada, a absorção sonora
depende da porosidade com célula aberta e elevada tortuosidade (Arenas & Crocker, 2010).
y = 1,559x-0,33 R² = 0,801
y = 1,8473x-0,25 R² = 0,621
y = 1,9957x-0,263 R² = 0,6343
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
0 1000 2000 3000 4000 5000 6000
Coef.
absorç
ão s
onora
Resistividade ao fluxo de ar (kPa.s/m2)
Coef. absorçãomédio
Coef. absorçãomáximo
NRC
Power (Coef.absorção médio)
Power (Coef.absorção máximo)
Power (NRC)

113
Figura 4.68 – Relação entre a resistividade ao fluxo de ar e o coeficiente de absorção sonora médio e máximo.e NRC das argamassas da 3ª produção
A velocidade das ondas ultra-sónicas, por medir indirectamente a coesão de um material, pode dar
uma indicação do seu comportamento acústico. Seria de esperar que as argamassas com maiores
velocidades, ou seja, as argamassas mais compactas, fossem aquelas que obtêm os menores
valores de absorção sonora. No entanto, apesar de estes valores serem coerentes com os da massa
volúmica, resistência à compressão e módulo de elasticidade dinâmico, obtiveram-se coeficientes de
correlação inferiores a 0,24 com o coeficiente de absorção sonora.
Os módulos de elasticidade dinâmico, de torção e coeficiente de Poisson e a resistência à
compressão são coerentes entre si. Apesar de não afectarem directamente a capacidade de
absorção sonora, foram também relacionados com estes valores; no entanto a correlação não é
significativa, sendo que em todos os casos o coeficiente de correlação não excede 0,43.
Conclui-se que, apesar de a absorção sonora não apresentar uma correlação forte com nenhum dos
outros factores individuais, pode mesmo assim verificar-se uma relação que terá de ser modelada de
uma forma mais complexa. Esta relação será examinada no capítulo 5.
4.4. Síntese dos resultados
Em relação ao desempenho acústico, as argamassas que registaram maiores valores de absorção
sonora foram a de argila expandida (DTrad
AE), areia (Icontrolo e F
controlo) e granulado de cortiça (E
TradGC).
Não era esperado um bom desempenho acústico das argamassas de areia, o que se deve aos
adjuvantes utilizados (em particular os introdutores de ar, ao alterarem a estrutura porosa das
argamassas), às condições dos ensaios ou ainda à deterioração dos provetes aquando do seu
transporte para o laboratório onde estes foram realizados, o que faz com que a superfície dos
provetes não seja suficientemente plana e possam causar os picos de absorção sonora observados
para as argamassas referidas. Obtiveram-se também valores relativamente baixos para os
y = 3,2462x-0,461 R² = 0,4097
y = 1,3797x-0,418 R² = 0,5272
y = 1,3298x-0,395 R² = 0,5247
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,0 1000,0
Coef.
absorç
ão s
onora
Resistividade ao fluxo de ar (kPa.s/m2)
Coef. Absorção médio
Coef. Absorção máximo
NRC
Power (Coef. Absorçãomédio)Power (Coef. Absorçãomáximo)Power (NRC)
114
coeficientes de absorção sonora nas argamassas industriais e de agregados de aerogel de sílica, que
pelas suas características físicas fariam esperar valores mais elevados, apesar de se ter observado
um aumento da absorção sonora com a frequência, o que era esperado em meios porosos.
As características físicas que mais deviam influenciar o comportamento acústico em meios porosos
são a massa volúmica, a porosidade aberta e a resistividade ao fluxo de ar. No entanto, apenas se
registou uma correlação elevada da absorção sonora com a resistividade, pelo que este é o indicador
mais adequado para caracterizar o desempenho acústico destas argamassas com base no estudo
experimental desenvolvido. Obteve-se uma fraca correlação entre a absorção sonora e a massa
volúmica e a porosidade, sendo os valores obtidos, no entanto, fortemente influenciados pelos
adjuvantes utilizados na formulação das argamassas e pelo método de ensaio adoptado para a
avaliação da porosidade, já que os valores de porosidade aberta foram mais elevados quando se
recorreu à técnica do porosímetro de mercúrio, embora também não se tenham obtido correlações
significativas destes valores com a absorção sonora e ambos os métodos tenham uma elevada
incerteza associada. A porosidade aberta pode também ter alguma influência no comportamento
acústico das argamassas em estudo quando conjugada com os restantes parâmetros através de
modelos teóricos, o que será feito no capítulo seguinte. Será também avaliada a influência do
comprimento térmico e viscoso estimados visualmente através de observação com lupa binocular e
microtomografia de raios-X.
Verifica-se também que a introdução de agregados isolantes altera significativamente o
comportamento físico e mecânico das argamassas em estudo. A utilização destes agregados teve o
efeito de reduzir a massa volúmica no estado endurecido, velocidade das ondas ultra-sónicas e
módulo de elasticidade dinâmico e de torção, e de aumentar o coeficiente de Poisson – ou seja, as
argamassas térmicas apresentam uma menor compacidade e maior capacidade de deformação. A
condutibilidade térmica foi também reduzida, o que indica tratarem-se de argamassas com boas
características de isolamento térmico. No entanto, registou-se também uma perda significativa de
resistência à compressão. O comportamento físico e mecânico das argamassas em estudo foi
também influenciado, em grande parte, pela utilização de adjuvantes, em particular os introdutores de
ar, ao reduzirem a compacidade das argamassas.
Os resultados obtidos podem ser sintetizados nas tabelas 4.23 e 4.24. Consideraram-se os
resultados que apresentam menos variações e que tenham sido obtidos através dos métodos de
ensaio mais fiáveis, quando possível. Assim, para todas as produções, os resultados da massa
volúmica considerados são os obtidos pelo método hidrostático para as argamassas de areia e argila,
e pelo método geométrico para as restantes; os do módulo de elasticidade, módulo de torção e
coeficiente de Poisson, calculados através do software Genemod; velocidade das ondas ultra-sónicas
para a sonda de 54 kHz; coeficiente de condutibilidade térmica; porosidade através do método
hidrostático para as argamassas de areia e argila, e através do método dos tubos para as restantes;
resistividade ao fluxo de ar obtida através da média dos dois métodos de cálculo. Estes valores serão
também os considerados no capítulo 5 (modelação acústica).

115
Tabela 4.23 – Síntese dos resultados obtidos para os provetes prismáticos (2ª e 4ª produções)
Argamassa MV
(kg/m3)
σ (%) Rc
(MPa)
Ed
(MPa)
G
(MPa) ν Vm (m/s)
Tradicional
ATrad
AG+AE * 565 26,7 0,68 787 288 0,178 1647
BTrad
AG+GC * 457 30,0 0,70 427 152 0,200 1290
CTrad
AG * 465 18,8 0,34 342 117 0,276 1165
DTrad
AE * 825 58,1 1,66 1581 734 0.087 1938
ETrad
GC * 408 30,7 0,39 250 99 0,267 922
Fcontrolo
(2ª produção) * 1354 47,5 0,40 2595 1247 0,040 1832
Fcontrolo
(4ª produção) * 1609 36,3 3,04 5536 2541 0,089 2169
GRef
1876 25,6 9.96 12765 3563 0,254 2962
Hcontrolo
1920 24,5 8,45 13247 5713 0,158 2952
Icontrolo
* 1952 23,6 10,73 14326 6436 0,113 3146
Industrial J
IndGC 708 50,0 2,02 1254 515 0,218 1551
KInd
EPS 436 16,7 0,78 572 248 0,155 1427
Legenda: MV – massa volúmica obtida pelo método hidrostático e geométrico; – porosidade aberta; fc –
resistência à compressão; Ed – módulo de elasticidade dinâmico, G – módulo de torção, ν – coeficiente de
Poisson, calculados através do software; Vm – velocidade média de propagação das ondas ultra-sónicas; * -
argamassa com adjuvantes

116
Tabela 4.24 – Síntese dos resultados obtidos para os provetes cilíndricos (1ª e 3ª produções)
Argamassa MV
(kg/m3)
σ (%) λseca
(W/(m·K))
Ed
(MPa)
G
(MPa) ν δ (d)
r
(kPa.s/m
2)
Λ’ (μm) Λ (μm) αmax αmed NRC
Tradicional
ATrad
AG+AE * 690 18,4 0,08 1334 559 0,193 64,0 289 150 1,5 0,24 0,14 0,14
BTrad
AG+GC * 528 10,0 0,08 481 201 0,197 4,7 4103 150 1,5 0,22 0,11 0,11
CTrad
AG * 508 15,0 0,07 550 222 0,237 11,2 1694 150 1,5 0,27 0,11 0,11
DTrad
AE * 801 56,0 0,14 1287 556 0,157 114,9 155 50 8,5 0,80 0,38 0,38
ETrad
GC * 491 23,3 0,08 416 178 0,170 76,6 239 100 1,0 0,48 0,28 0,28
Fcontrolo
(1ª produção) * 1586 37,9 0,30 1684 736 0,144 109,0 177 100 16,5 0,56 0,34 0,34
Fcontrolo
(3ª produção) * 1690 33,8 1,23 9930 4222 0,176 199,5 129 100 16,5 0,30 0,18 0,18
GRef
1906 24,0 1,44 10049 4325 0,167 36,9 611 100 1,0 0,16 0,09 0,09
Hcontrolo
1937 24,7 1,48 10031 4381 0,145 254,0 96 100 1,0 0,25 0,14 0,14
Icontrolo
* 1864 26,3 1,11 8678 3764 0,153 212,9 119 200 33,5 0,69 0,29 0,29
Industrial J
IndGC 699 31,8 0,13 1186 500 0,185 4,3 4517 100 1,0 0,28 0,11 0,11
KInd
EPS 382 25,9 0,07 371 151 0,225 3,5 5279 100 1,0 0,21 0,09 0,09
Legenda: MV – massa volúmica obtida pelo método hidrostático e geométrico; – porosidade aberta; λ – condutibilidade térmica; Ed – módulo de elasticidade dinâmico, G –
módulo de torção, ν – coeficiente de Poisson, calculados através do software; δ – permeabilidade ao ar; r – resistividade ao fluxo de ar; Λ’ – comprimento térmico; Λ –
comprimento viscoso; αmax – coeficiente de absorção sonora máximo; αmed – coeficiente de absorção sonora médio; NRC – Noise Reduction Coefficient; * - argamassa com
adjuvantes
117
5. Modelação Acústica
5.1. Considerações gerais
Neste capítulo recorre-se aos modelos de Attenborough (1983, 1992) e Allard-Johnson (1986, 1987,
1993) para analisar o comportamento acústico das argamassas em estudo, com base nos resultados
experimentais. Como foi discutido no capítulo 4, os resultados obtidos para a absorção acústica não
são directamente correlacionados com as características físicas dos materiais em estudo, sendo por
isso necessário recorrer a modelos teóricos através dos quais se possa prever o seu comportamento
acústico.
Em primeiro lugar é feita uma análise de sensibilidade aos parâmetros que mais influenciam os
modelos, seguida da sua comparação com os valores obtidos experimentalmente.
5.2. Modelos de cálculo
A modelação acústica apresentada neste trabalho baseia-se em modelos teóricos para meios
porosos utilizados num campo muito vasto de aplicações, desde a geologia à medicina. Para
materiais porosos, é comum utilizar como base o modelo sugerido por Delany e Bazley (1970), a
partir do qual surgiram outros modelos posteriores, como o de Attenborough e Allard-Johnson. O
modelo de Delaney-Bazley tem como parâmetros apenas a espessura do material e a resistividade
ao fluxo de ar, conseguindo-se assim obter uma previsão da absorção sonora em função da
frequência.
Os modelos previsionais desenvolvidos a partir do modelo de Delaney-Bazley são adaptáveis a
materiais com diferentes características e com mais ou menos parâmetros a introduzir no cálculo.
Neste estudo considerou-se adequado escolher modelos representativos e de utilização comum em
meios porosos, já que se tratam de materiais ainda pouco estudados, e também que permitissem
incluir os parâmetros que foram analisados experimentalmente. Foram adoptados, por isso, os
modelos de Attenborough (1983, 1992) e de Allard-Johnson (1986, 1987, 1993), que no entanto não
foram ainda muito utilizados para descrever o comportamento acústico de argamassas. Em seguida
apresenta-se cada um destes modelos.
5.2.1. Modelo de Attenborough
Além dos dois parâmetros principais considerados pelo modelo de Delany-Bazley (espessura e
resistividade ao fluxo de ar) alguns modelos consideram também outros parâmetros como a
tortuosidade (ks) para descrever a estrutura do material. De forma resumida, a tortuosidade fornece
informação sobre a direcção dos poros no interior do material (Vigran, 2008); por outras palavras,
quanto mais irregular forem os canais formados pelos poros de um material, maior é a sua

118
tortuosidade. Assumindo poros rectilíneos, a tortuosidade depende do ângulo formado entre os poros
e a superfície exterior do material (equação 5.1):
ks =1
𝑐𝑜𝑠2(𝜑) (5.1)
Em que:
ks – tortuosidade;
φ – ângulo entre os poros e a superfície.
Por exemplo, num material em que os poros são cilíndricos e estes fazem um ângulo de 45º com a
superfície, pode assumir-se, simplificadamente, uma tortuosidade igual a 2.
No entanto, são necessários mais parâmetros para caracterizar a absorção sonora de um material.
Attenborough (1983, 1992) introduziu um factor de forma dos poros (pore shape factor, sf) para
descrever a geometria dos poros. Este não pode ser medido directamente, sendo necessário ajustar
iterativamente o modelo aos resultados obtidos. De acordo com este modelo podem calcular-se a
densidade efectiva (ρeff) e módulo de massa dinâmico (Keff), como se mostra nas equações 5.2 e 5.3:
ρ𝑒𝑓𝑓 = 𝜌0ks
1
⌊1 −2
𝑠𝐴√−𝑗
𝐽1(√𝑃𝑟𝑠𝐴√−𝑗
𝐽0(√𝑃𝑟𝑠𝐴√−𝑗⌋
(5.2)
K𝑒𝑓𝑓 =
𝛾𝑃0
⌊1 + (𝛾 − 1)2
𝑠𝐴√−𝑗
𝐽1(√𝑃𝑟𝑠𝐴√−𝑗
𝐽0(√𝑃𝑟𝑠𝐴√−𝑗⌋
(5.3)
Em que:
ρeff – densidade efectiva;
Keff – módulo de massa dinâmico (Pa);
ρ0 – massa volúmica do ar (≈1,204 kg/m3);
γ – constante adiabática do ar (≈1,4);
P0 – pressão atmosférica (Pa);
J0 e J1 – funções de Bessel;
Pr – número de Prandtl.
sA – parâmetro que depende do factor de forma dos poros, de acordo com a equação 5.4:
s𝐴 =1
𝑠𝑓
√8𝜔𝜌0ks
𝑟𝜎 (5.4)
119
Em que:
sf - factor de forma dos poros;
ω – frequência angular (Hz);
r – resistividade ao fluxo de ar (Pa.s/m
2);
σ – porosidade.
O número de Prandtl nas equações 5.2 e 5.3 é dado por μ⋅cp/κ. Este número é uma constante que
descreve a relação entre o coeficiente de viscosidade de um fluido, μ, a condutibilidade térmica κ, e o
calor específico cp. Para o ar, Pr é aproximadamente igual a 0,71. A frequência angular, ω, da
equação 5.4, corresponde simplesmente a 2.π
.f, sendo f a frequência a considerar (em Hz).
Em materiais porosos, a impedância característica Zc e o coeficiente de propagação Γ são usados
para descrever o seu comportamento mecânico. A impedância característica Zc é um parâmetro que
quantifica a resistência à propagação de uma onda num meio poroso, dependendo da densidade e do
módulo de massa do meio em que a onda se propaga (Allard, 1993). Pode ser calculada através da
equação 5.5:
Zc = √K𝑒𝑓𝑓 ρ𝑒𝑓𝑓 (5.5)
O coeficiente de propagação é uma função complexa, também calculada em função da densidade e
módulo de massa do meio, dependendo ainda da frequência angular. Este traduz a perda de energia
durante a propagação de uma onda, podendo ser calculada pela equação 5.6 (Vigran, 2008):
𝛤 = jω√ρ𝑒𝑓𝑓
K𝑒𝑓𝑓
(5.6)
Podem ainda calcular-se a impedância característica do ar, Z0, através da massa volúmica do ar e da
velocidade do som no ar à temperatura ambiente, como mostra a equação 5.7 (Allard & Champoux,
1992):
Z0 = 𝜌0𝑐0 (5.7)
Em que:
c0 – velocidade do som no ar (≈334 m/s).
Em seguida pode calcular-se a impedância Z, de acordo com a equação 5.8 (Delany & Bazley, 1970):
Z = Z𝑐coth (𝛤𝑑) (5.8)

120
Através da qual se pode calcular o factor de reflexão complexo Ra (equação 5.9):
R𝑎 =𝑍 − Z0
𝑍 + Z0
(5.9)
Finalmente, pode calcular-se o coeficiente de absorção sonora α pela equação 5.10:
𝛼 = 1 − |R𝑎|2 (5.10)
5.2.2. Modelo de Allard-Johnson
Neste modelo, o factor de forma dos poros sf, presente no modelo de Attenborough, é substituído por
dois outros parâmetros – o comprimento viscoso (viscous length, Λ) e o comprimento térmico (thermal
length, Λ’). Estas quantidades podem ser definidas pelas equações 5.11 e 5.12, respectivamente
(Johnson et al, 1987):
2
Λ=
∮ 𝑣𝑖2
𝑠(𝑟𝑤)𝑑𝑆
∫ 𝑣𝑖2(𝑟)𝑑𝑉
𝑉
(5.11)
2
Λ′=
𝐴
V (5.12)
Em que vi é a velocidade de um fluido na superfície dos poros sem considerar o efeito da viscosidade.
O integral de área refere-se à superfície de interface entre as paredes internas dos poros e o fluido
que circula no seu interior (por exemplo, o ar). O comprimento térmico corresponde à razão entre a
superfície interna total dos poros e o seu volume (Vigran, 2008). Isto significa que Λ e Λ’ têm o
mesmo valor em poros simples, enquanto que o valor de Λ será muito inferior ao de Λ’ quando as
ligações entre os poros forem pequenas, tal como se ilustra na figura 5.1:
Figura 5.1 – Relação entre Λ e Λ’ (Vigran, 2008)
Nenhum destes parâmetros foi medido directamente neste estudo, tendo-se apenas estimado valores
através de microtomografia de raios-X e lupa binocular, tal como descrito nos capítulos 3 e 4.
De acordo com o modelo de Allard-Johnson, a densidade e módulo de massa podem ser calculados
pelas equações 5.13 e 5.14, respectivamente:

121
ρ𝑒𝑓𝑓 = 𝜌0ks [1 +𝑟𝜎
jω𝜌0𝑘𝑠𝐺𝑗(ω)] (5.13)
K𝑒𝑓𝑓 =
𝛾𝑃0
𝛾 − (𝛾 − 1) ⌊1 +8𝜇
𝑗𝑃𝑟ω𝜌0Λ′2 𝐺𝑗′(𝑃𝑟, ω)⌋
−1 (5.14)
Em que as funções Gj(ω) e Gj’(Pr, ω) são calculadas através das equações 5.15 e 5.16:
𝐺𝑗(ω) = [1 + 𝑗4𝑘𝑠
2𝜇𝜌0ω
𝑟2Λ2𝜎2]
12
(5.15)
𝐺𝑗′(𝑃𝑟, ω) = [1 + 𝑗Λ′
2𝜌0ωPr
16𝜇]
12
(5.16)
Calculando ρeff e Keff, podem obter-se Zc e Γ através das equações 5.5 e 5.6, e em seguida α através
das equações 5.7 a 5.10.
De acordo com os modelos apresentados, os parâmetros relevantes para caracterizar o
comportamento acústico nas argamassas em estudo são a resistividade ao fluxo de ar, a porosidade
aberta e o ângulo dos poros com a superfície, além do factor de forma (modelo de Attenborough) e do
comprimento térmico e viscoso (modelo de Allard-Johnson).
5.3. Análise de sensibilidade
5.3.1. Procedimento
Em primeiro lugar, foi necessário efectuar uma análise de sensibilidade aos modelos utilizados, com o
objectivo de perceber como estes são afectados pelos parâmetros introduzidos.
Tendo em conta os resultados experimentais apresentados no capítulo 4 (tabela 4.24), obtidos para
os provetes cilíndricos – ou seja, aqueles que foram ensaiados acusticamente – verifica-se que os
valores da porosidade aberta (obtidos pelos métodos de pesagem hidrostática) variam entre
aproximadamente 10 e 56% e a resistividade varia entre 96 e 5279 kPa.s/m
2. Por outro lado, o
comprimento térmico e viscoso estimados variam entre 50 e 200 μm e entre 1,0 e 33,5 μm,
respectivamente. Quanto aos parâmetros não medidos directamente, considerou-se um intervalo de
variação do factor de forma (sf) entre 0,01 e 10, e para o ângulo φ de que depende a tortuosidade um
intervalo entre 15º e 75º, já que estes valores são consistentes com os apresentados por Vigran
(2008). A temperatura admitida foi constante e correspondeu àquela a que os ensaios foram
realizados (24 ºC), enquanto a espessura foi a mesma dos provetes ensaiados (40 mm). Os
intervalos de variação considerados encontram-se sintetizados na tabela 5.1. Salienta-se que existem
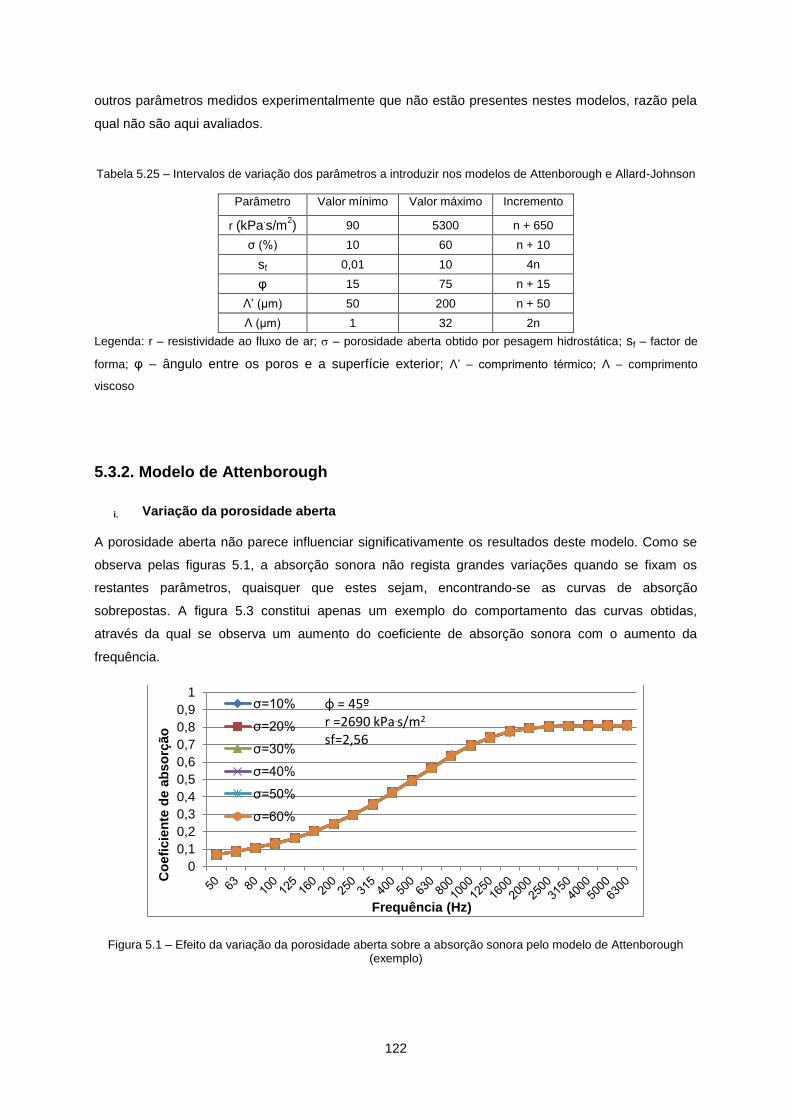
122
outros parâmetros medidos experimentalmente que não estão presentes nestes modelos, razão pela
qual não são aqui avaliados.
Tabela 5.25 – Intervalos de variação dos parâmetros a introduzir nos modelos de Attenborough e Allard-Johnson
Parâmetro Valor mínimo Valor máximo Incremento
r (kPa.s/m
2) 90 5300 n + 650
σ (%) 10 60 n + 10
sf 0,01 10 4n
φ 15 75 n + 15
Λ’ (μm) 50 200 n + 50
Λ (μm) 1 32 2n
Legenda: r – resistividade ao fluxo de ar; – porosidade aberta obtido por pesagem hidrostática; sf – factor de
forma; φ – ângulo entre os poros e a superfície exterior; Λ’ – comprimento térmico; Λ – comprimento
viscoso
5.3.2. Modelo de Attenborough
i. Variação da porosidade aberta
A porosidade aberta não parece influenciar significativamente os resultados deste modelo. Como se
observa pelas figuras 5.1, a absorção sonora não regista grandes variações quando se fixam os
restantes parâmetros, quaisquer que estes sejam, encontrando-se as curvas de absorção
sobrepostas. A figura 5.3 constitui apenas um exemplo do comportamento das curvas obtidas,
através da qual se observa um aumento do coeficiente de absorção sonora com o aumento da
frequência.
Figura 5.1 – Efeito da variação da porosidade aberta sobre a absorção sonora pelo modelo de Attenborough (exemplo)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
Co
efi
cie
nte
de a
bso
rção
Frequência (Hz)
σ=10%
σ=20%
σ=30%
σ=40%
σ=50%
σ=60%
φ = 45º r =2690 kPa.s/m2 sf=2,56

123
ii. Variação do factor de forma
Como se observa pelas figuras 5.2 e 5.3, o factor de forma causa variações significativas no
coeficiente de absorção sonora para valores inferiores a 0,16. Verifica-se, de um modo geral, que o
aumento do factor de forma causa uma diminuição da absorção sonora quando este varia entre 0,16
e 0,64, sendo este efeito apenas evidente para frequências a partir dos 500 Hz. Não se observou
uma grande influência da porosidade aberta nem da resistividade sobre o efeito da variação do factor
de forma. No entanto o aumento do ângulo dos poros com a superfície exterior (φ) tem o efeito de
diminuir a absorção para todos os valores do factor de forma (figura 5.2).
Figura 5.2 – Efeito da variação do factor de forma sobre a absorção sonora pelo modelo de Attenborough (φ = 15º, r= 2040 kPa
.s/m
2, σ = 60%)
Figura 5.3 – Efeito da variação do factor de forma sobre a absorção sonora pelo modelo de Attenborough (φ = 75º, r= 3990 kPa
.s/m
2, σ = 50%)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
Co
efic
ien
te d
e ab
sorç
ão
Frequência (Hz)
sf=0,01
sf=0,04
sf=0,16
sf=0,64
sf=2,56
sf=10
φ = 15º r= 2040 kPa.s/m2 σ = 60%
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
Co
efi
cie
nte
de a
bso
rção
Frequência (Hz)
sf=0,01
sf=0,04
sf=0,16
sf=0,64
sf=2,56
sf=10
φ = 75º r =3990 kPa.s/m2 σ = 50%

124
iii. Variação da resistividade ao fluxo de ar
Quanto à resistividade ao fluxo de ar, também não se obteve um efeito significativo sobre a absorção
sonora, o que é não era esperado tendo em conta que este parâmetro foi o mais condicionante de
acordo com a campanha experimental. A figura 5.4 ilustra uma das curvas obtidas ao variar a
resistividade, através da qual se observa um aumento do coeficiente de absorção sonora com a
frequência.
Figura 5.4 – Efeito da variação da resistividade ao fluxo de ar sobre a absorção sonora pelo modelo de Attenborough (exemplo)
iv. Variação do ângulo dos poros com a superfície
Por outro lado, o parâmetro com mais influência foi o ângulo dos poros, como se observa pela figuras
5.5. Verificou-se que um aumento do ângulo, e por conseguinte da tortuosidade, corresponde a uma
diminuição significativa no coeficiente de absorção sonora obtido.
Figura 5.5 – Efeito da variação do ângulo dos poros sobre a absorção sonora pelo modelo de Attenborough (exemplo)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
Co
efi
cie
nte
de
abso
rção
Frequência (Hz)
r=90 kPa.s/m2r=740 kPa.s/m2r=1390 kPa.s/m2r=2040 kPa.s/m2r=2690 kPa.s/m2r=3340 kPa.s/m2r=3990 kPa.s/m2r=4640 kPa.s/m2r=5300 kPa.s/m2
φ= 45º σ = 50% sf = 10
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
50
63
80
10
0
12
5
16
0
20
0
25
0
31
5
40
0
50
0
63
0
80
0
10
00
12
50
16
00
20
00
25
00
31
50
40
00
50
00
63
00
Co
efic
ien
te d
e ab
sorç
ão
Frequência (Hz)
φ=15º
φ=30º
φ=45º
φ=60º
φ=75º
σ = 50% r = 2690 kPa.s/m2 sf = 10
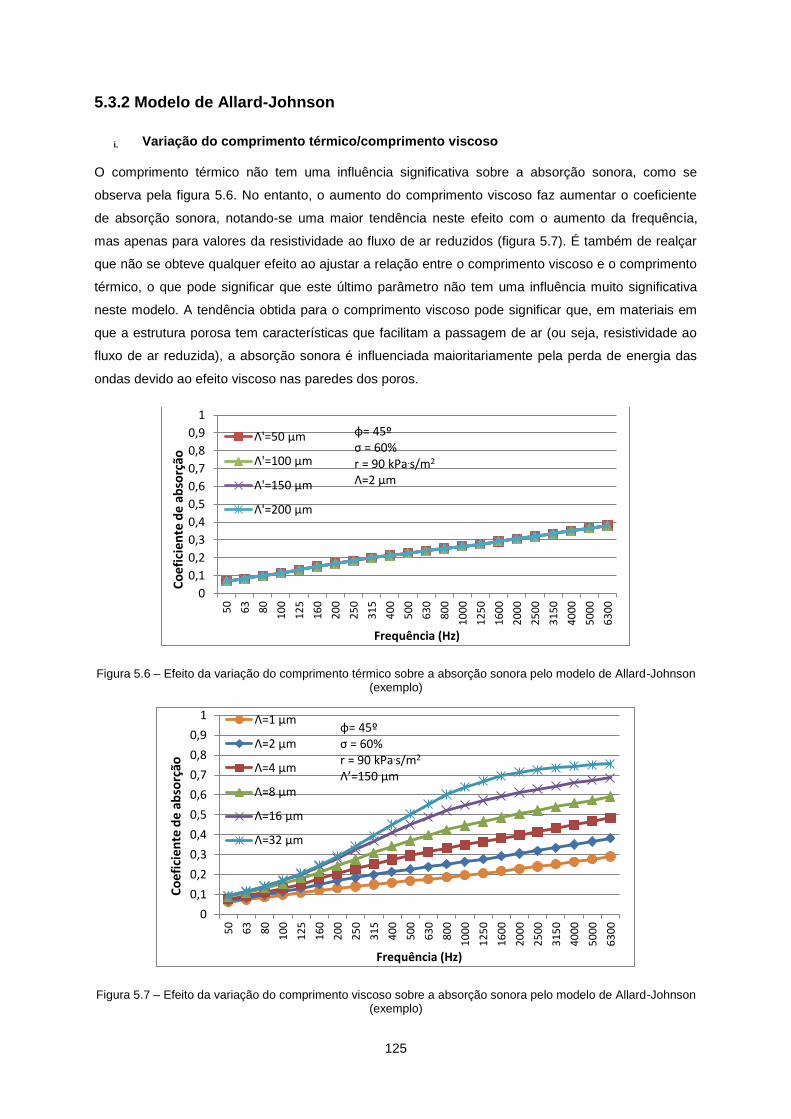
125
5.3.2 Modelo de Allard-Johnson
i. Variação do comprimento térmico/comprimento viscoso
O comprimento térmico não tem uma influência significativa sobre a absorção sonora, como se
observa pela figura 5.6. No entanto, o aumento do comprimento viscoso faz aumentar o coeficiente
de absorção sonora, notando-se uma maior tendência neste efeito com o aumento da frequência,
mas apenas para valores da resistividade ao fluxo de ar reduzidos (figura 5.7). É também de realçar
que não se obteve qualquer efeito ao ajustar a relação entre o comprimento viscoso e o comprimento
térmico, o que pode significar que este último parâmetro não tem uma influência muito significativa
neste modelo. A tendência obtida para o comprimento viscoso pode significar que, em materiais em
que a estrutura porosa tem características que facilitam a passagem de ar (ou seja, resistividade ao
fluxo de ar reduzida), a absorção sonora é influenciada maioritariamente pela perda de energia das
ondas devido ao efeito viscoso nas paredes dos poros.
Figura 5.6 – Efeito da variação do comprimento térmico sobre a absorção sonora pelo modelo de Allard-Johnson (exemplo)
Figura 5.7 – Efeito da variação do comprimento viscoso sobre a absorção sonora pelo modelo de Allard-Johnson (exemplo)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
50
63
80
10
0
12
5
16
0
20
0
25
0
31
5
40
0
50
0
63
0
80
0
10
00
12
50
16
00
20
00
25
00
31
50
40
00
50
00
63
00
Co
efic
ien
te d
e ab
sorç
ão
Frequência (Hz)
Λ'=50 μm
Λ'=100 μm
Λ'=150 μm
Λ'=200 μm
φ= 45º σ = 60% r = 90 kPa.s/m2 Λ=2 μm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
50
63
80
10
0
12
5
16
0
20
0
25
0
31
5
40
0
50
0
63
0
80
0
10
00
12
50
16
00
20
00
25
00
31
50
40
00
50
00
63
00
Co
efic
ien
te d
e ab
sorç
ão
Frequência (Hz)
Λ=1 μm
Λ=2 μm
Λ=4 μm
Λ=8 μm
Λ=16 μm
Λ=32 μm
φ= 45º σ = 60% r = 90 kPa.s/m2 Λ’=150 μm
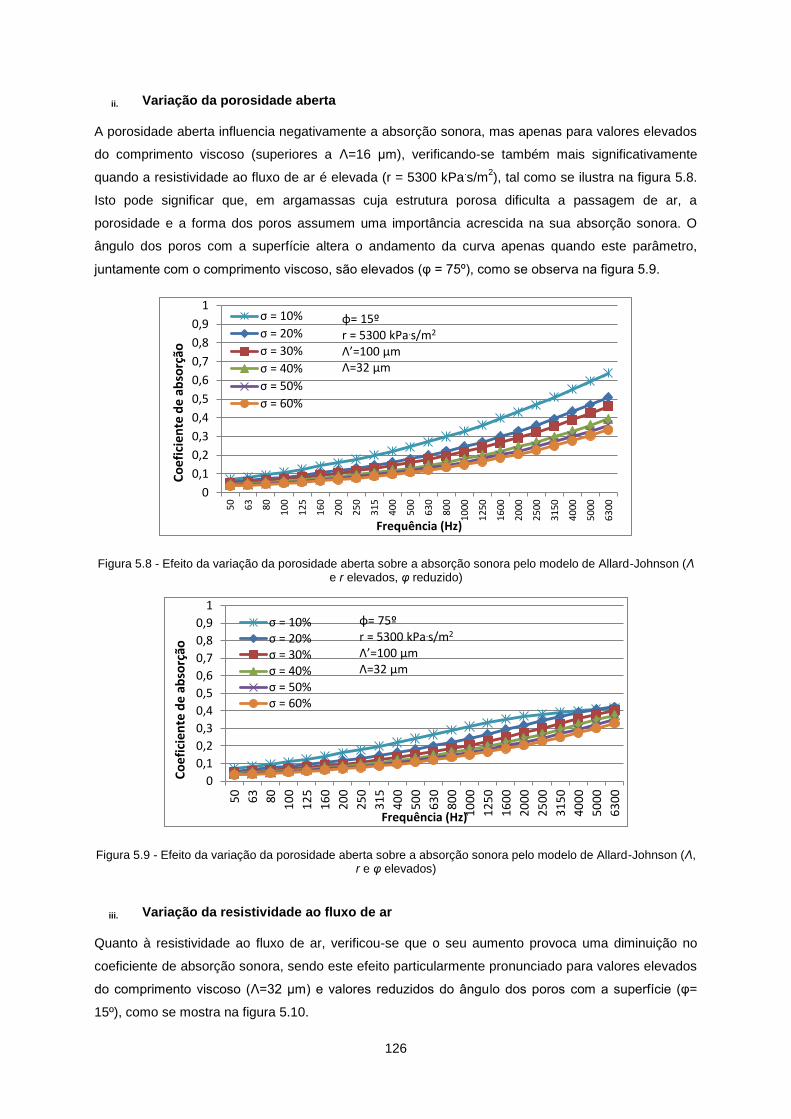
126
ii. Variação da porosidade aberta
A porosidade aberta influencia negativamente a absorção sonora, mas apenas para valores elevados
do comprimento viscoso (superiores a Λ=16 μm), verificando-se também mais significativamente
quando a resistividade ao fluxo de ar é elevada (r = 5300 kPa.s/m
2), tal como se ilustra na figura 5.8.
Isto pode significar que, em argamassas cuja estrutura porosa dificulta a passagem de ar, a
porosidade e a forma dos poros assumem uma importância acrescida na sua absorção sonora. O
ângulo dos poros com a superfície altera o andamento da curva apenas quando este parâmetro,
juntamente com o comprimento viscoso, são elevados (φ = 75º), como se observa na figura 5.9.
Figura 5.8 - Efeito da variação da porosidade aberta sobre a absorção sonora pelo modelo de Allard-Johnson (Λ e r elevados, φ reduzido)
Figura 5.9 - Efeito da variação da porosidade aberta sobre a absorção sonora pelo modelo de Allard-Johnson (Λ, r e φ elevados)
iii. Variação da resistividade ao fluxo de ar
Quanto à resistividade ao fluxo de ar, verificou-se que o seu aumento provoca uma diminuição no
coeficiente de absorção sonora, sendo este efeito particularmente pronunciado para valores elevados
do comprimento viscoso (Λ=32 μm) e valores reduzidos do ângulo dos poros com a superfície (φ=
15º), como se mostra na figura 5.10.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
50
63
80
10
0
12
5
16
0
20
0
25
0
31
5
40
0
50
0
63
0
80
0
10
00
12
50
16
00
20
00
25
00
31
50
40
00
50
00
63
00
Co
efic
ien
te d
e ab
sorç
ão
Frequência (Hz)
σ = 10%
σ = 20%
σ = 30%
σ = 40%
σ = 50%
σ = 60%
φ= 15º r = 5300 kPa.s/m2 Λ’=100 μm Λ=32 μm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
50
63
80
10
0
12
5
16
0
20
0
25
0
31
5
40
0
50
0
63
0
80
0
10
00
12
50
16
00
20
00
25
00
31
50
40
00
50
00
63
00
Co
efic
ien
te d
e ab
sorç
ão
Frequência (Hz)
σ = 10% σ = 20% σ = 30% σ = 40% σ = 50% σ = 60%
φ= 75º r = 5300 kPa.s/m2 Λ’=100 μm Λ=32 μm

127
Figura 5.10 – Efeito da variação da resistividade ao fluxo de ar sobre a absorção sonora pelo modelo de Allard-Johnson (exemplo)
iv. Variação do ângulo dos poros com a superfície
Por fim, o ângulo dos poros com a superfície também demonstrou ter influência sobre a absorção
sonora, sendo esta menor quando o ângulo é maior, tal como acontece no modelo de Attenborough.
O efeito é mais pronunciado para valores baixos da resistividade (r = 90 kPa.s/m
2) e valores elevados
do comprimento viscoso (Λ=32 μm), como se observa na figura 5.11.
Figura 5.11 – Efeito da variação do ângulo dos poros sobre a absorção sonora pelo modelo de Allard-Johnson (exemplo)
Em suma, verifica-se que os parâmetros com mais influência nos modelos adoptados são o ângulo
dos poros com a superfície (e, por extensão, a tortuosidade) e o comprimento viscoso (no modelo de
Allard-Johnson).
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
50
63
80
10
0
12
5
16
0
20
0
25
0
31
5
40
0
50
0
63
0
80
0
10
00
12
50
16
00
20
00
25
00
31
50
40
00
50
00
63
00
Co
efi
cie
nte
de
abso
rção
Frequência (Hz)
r=90 kPa.s/m2r=740 kPa.s/m2r=1390 kPa.s/m2r=2040 kPa.s/m2r=2690 kPa.s/m2r=3340 kPa.s/m2r=3990 kPa.s/m2r=4640 kPa.s/m2r=5300 kPa.s/m2
φ= 15º σ = 50% Λ’=100 μm Λ=32 μm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
50
63
80
10
0
12
5
16
0
20
0
25
0
31
5
40
0
50
0
63
0
80
0
10
00
12
50
16
00
20
00
25
00
31
50
40
00
50
00
63
00
Co
efic
ien
te d
e ab
sorç
ão
Frequência (Hz)
φ=15º
φ=30º
φ=45º
φ=60º
φ=75º
σ = 50% r = 90 kPa.s/m2 Λ’=100 μm Λ=32 μm
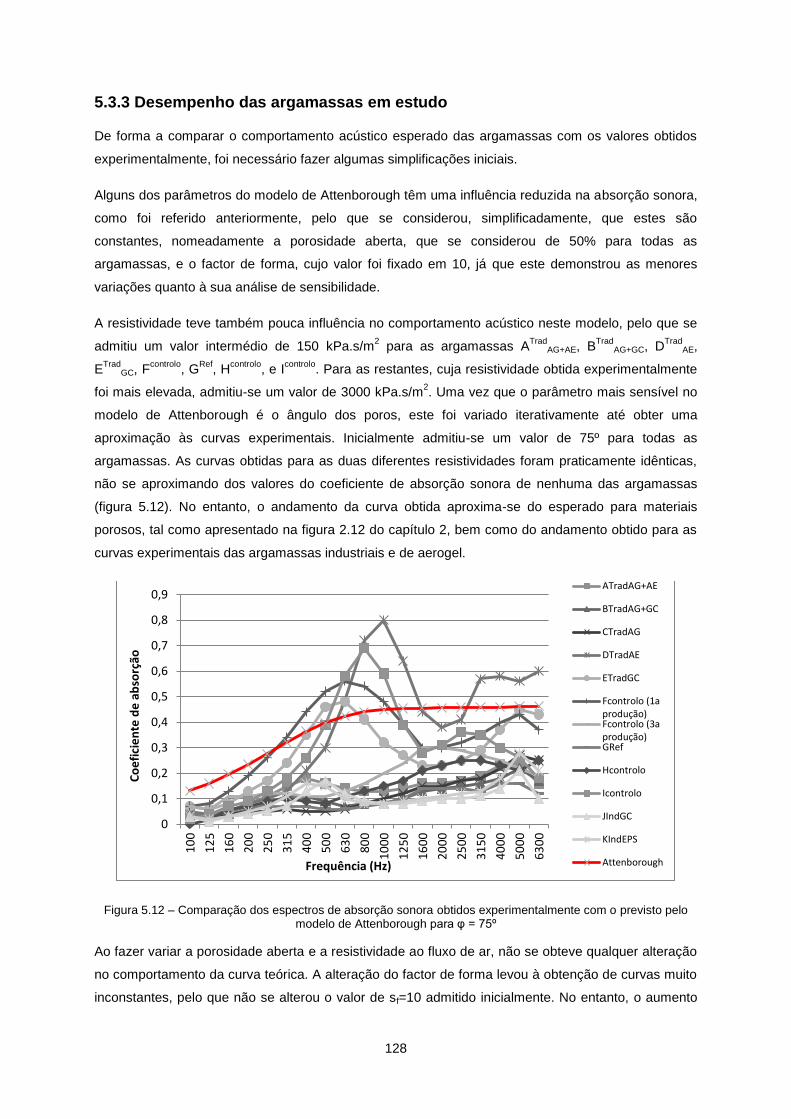
128
5.3.3 Desempenho das argamassas em estudo
De forma a comparar o comportamento acústico esperado das argamassas com os valores obtidos
experimentalmente, foi necessário fazer algumas simplificações iniciais.
Alguns dos parâmetros do modelo de Attenborough têm uma influência reduzida na absorção sonora,
como foi referido anteriormente, pelo que se considerou, simplificadamente, que estes são
constantes, nomeadamente a porosidade aberta, que se considerou de 50% para todas as
argamassas, e o factor de forma, cujo valor foi fixado em 10, já que este demonstrou as menores
variações quanto à sua análise de sensibilidade.
A resistividade teve também pouca influência no comportamento acústico neste modelo, pelo que se
admitiu um valor intermédio de 150 kPa.s/m2 para as argamassas A
TradAG+AE, B
TradAG+GC, D
TradAE,
ETrad
GC, Fcontrolo
, GRef
, Hcontrolo
, e Icontrolo
. Para as restantes, cuja resistividade obtida experimentalmente
foi mais elevada, admitiu-se um valor de 3000 kPa.s/m2. Uma vez que o parâmetro mais sensível no
modelo de Attenborough é o ângulo dos poros, este foi variado iterativamente até obter uma
aproximação às curvas experimentais. Inicialmente admitiu-se um valor de 75º para todas as
argamassas. As curvas obtidas para as duas diferentes resistividades foram praticamente idênticas,
não se aproximando dos valores do coeficiente de absorção sonora de nenhuma das argamassas
(figura 5.12). No entanto, o andamento da curva obtida aproxima-se do esperado para materiais
porosos, tal como apresentado na figura 2.12 do capítulo 2, bem como do andamento obtido para as
curvas experimentais das argamassas industriais e de aerogel.
Figura 5.12 – Comparação dos espectros de absorção sonora obtidos experimentalmente com o previsto pelo modelo de Attenborough para φ = 75º
Ao fazer variar a porosidade aberta e a resistividade ao fluxo de ar, não se obteve qualquer alteração
no comportamento da curva teórica. A alteração do factor de forma levou à obtenção de curvas muito
inconstantes, pelo que não se alterou o valor de sf=10 admitido inicialmente. No entanto, o aumento
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
10
0
12
5
16
0
20
0
25
0
31
5
40
0
50
0
63
0
80
0
10
00
12
50
16
00
20
00
25
00
31
50
40
00
50
00
63
00
Co
efi
cie
nte
de
ab
sorç
ão
Frequência (Hz)
ATradAG+AE
BTradAG+GC
CTradAG
DTradAE
ETradGC
Fcontrolo (1aprodução)Fcontrolo (3aprodução)GRef
Hcontrolo
Icontrolo
JIndGC
KIndEPS
Attenborough

129
do valor do ângulo dos poros com a superfície até cerca de 85% permitiu obter uma curva
relativamente próxima da obtida experimentalmente para as argamassas de aerogel, industriais e de
areia (ATrad
AG+AE, BTrad
AG+GC, CTrad
AG, Fcontrolo
(3ª produção), Hcontrolo
, GRef
, JInd
GC e KInd
EPS), como se
mostra na figura 5.13, o que poderá ser equivalente a uma tortuosidade superior face à admitida
inicialmente. As restantes argamassas (com incorporação de areia, cortiça e argila expandida) não
foram simuladas pois não são reproduzidas pelos parâmetros do modelo, o que poderá estar
associado às condições dos ensaios experimentais.
Figura 5.13 – Comparação dos espectros de absorção sonora obtidos experimentalmente com os previstos pelo modelo de Attenborough para φ = 85º, sf=10, σ = 50%
Quanto ao modelo de Allard-Johnson, admitiram-se os mesmos parâmetros que no modelo de
Attenborough, com valores para o comprimento térmico e viscoso de 100 e 1 μm, respectivamente. A
curva obtida correspondeu agora a valores muito menores de absorção, como se mostra na figura
5.14.
Figura 5.14 – Comparação dos espectros de absorção sonora obtidos experimentalmente com os previstos pelo modelo de Allard-Johnson para φ = 75º, Λ’ = 100 μm e Λ = 1 μm
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1,00
Co
efi
cie
nte
de
ab
sorç
ão
Frequência (Hz)
Attenborough
ATradAG+AE
BTradAG+GC
CTradAG
Fcontrolo (3aprodução)GRef
Hcontrolo
JIndGC
KIndEPS
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
10
0
12
5
16
0
20
0
25
0
31
5
40
0
50
0
63
0
80
0
10
00
12
50
16
00
20
00
25
00
31
50
40
00
50
00
63
00
Co
efi
cie
nte
de
ab
sorç
ão
Frequência (Hz)
ATradAG+AE
BTradAG+GC
CTradAG
DTradAE
ETradGC
Fcontrolo (1a produção)
Fcontrolo (3a produção)
GRef
Hcontrolo
Icontrolo
JIndGC
KIndEPS
Allard-Johnson
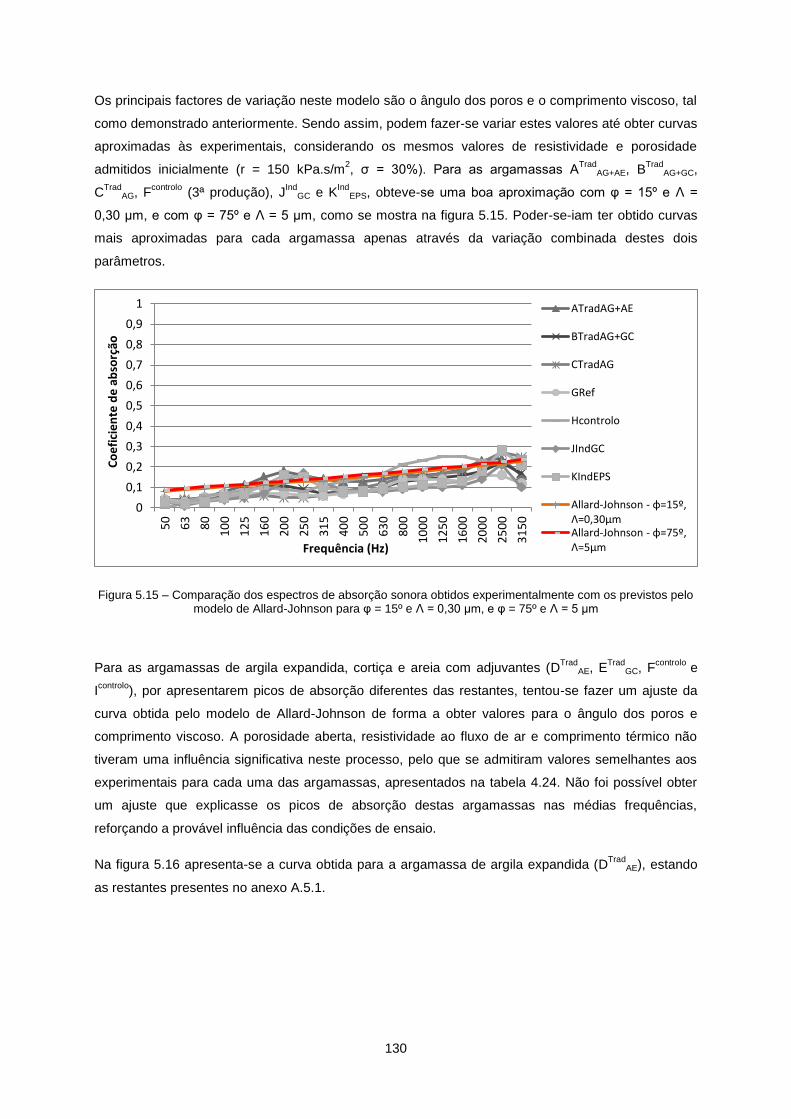
130
Os principais factores de variação neste modelo são o ângulo dos poros e o comprimento viscoso, tal
como demonstrado anteriormente. Sendo assim, podem fazer-se variar estes valores até obter curvas
aproximadas às experimentais, considerando os mesmos valores de resistividade e porosidade
admitidos inicialmente (r = 150 kPa.s/m2, σ = 30%). Para as argamassas A
TradAG+AE, B
TradAG+GC,
CTrad
AG, Fcontrolo
(3ª produção), JInd
GC e KInd
EPS, obteve-se uma boa aproximação com φ = 15º e Λ =
0,30 μm, e com φ = 75º e Λ = 5 μm, como se mostra na figura 5.15. Poder-se-iam ter obtido curvas
mais aproximadas para cada argamassa apenas através da variação combinada destes dois
parâmetros.
Figura 5.15 – Comparação dos espectros de absorção sonora obtidos experimentalmente com os previstos pelo modelo de Allard-Johnson para φ = 15º e Λ = 0,30 μm, e φ = 75º e Λ = 5 μm
Para as argamassas de argila expandida, cortiça e areia com adjuvantes (DTrad
AE, ETrad
GC, Fcontrolo
e
Icontrolo
), por apresentarem picos de absorção diferentes das restantes, tentou-se fazer um ajuste da
curva obtida pelo modelo de Allard-Johnson de forma a obter valores para o ângulo dos poros e
comprimento viscoso. A porosidade aberta, resistividade ao fluxo de ar e comprimento térmico não
tiveram uma influência significativa neste processo, pelo que se admitiram valores semelhantes aos
experimentais para cada uma das argamassas, apresentados na tabela 4.24. Não foi possível obter
um ajuste que explicasse os picos de absorção destas argamassas nas médias frequências,
reforçando a provável influência das condições de ensaio.
Na figura 5.16 apresenta-se a curva obtida para a argamassa de argila expandida (DTrad
AE), estando
as restantes presentes no anexo A.5.1.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
50
63
80
10
0
12
5
16
0
20
0
25
0
31
5
40
0
50
0
63
0
80
0
10
00
12
50
16
00
20
00
25
00
31
50
Co
efi
cie
nte
de
ab
sorç
ão
Frequência (Hz)
ATradAG+AE
BTradAG+GC
CTradAG
GRef
Hcontrolo
JIndGC
KIndEPS
Allard-Johnson - φ=15º, Λ=0,30μm Allard-Johnson - φ=75º, Λ=5μm
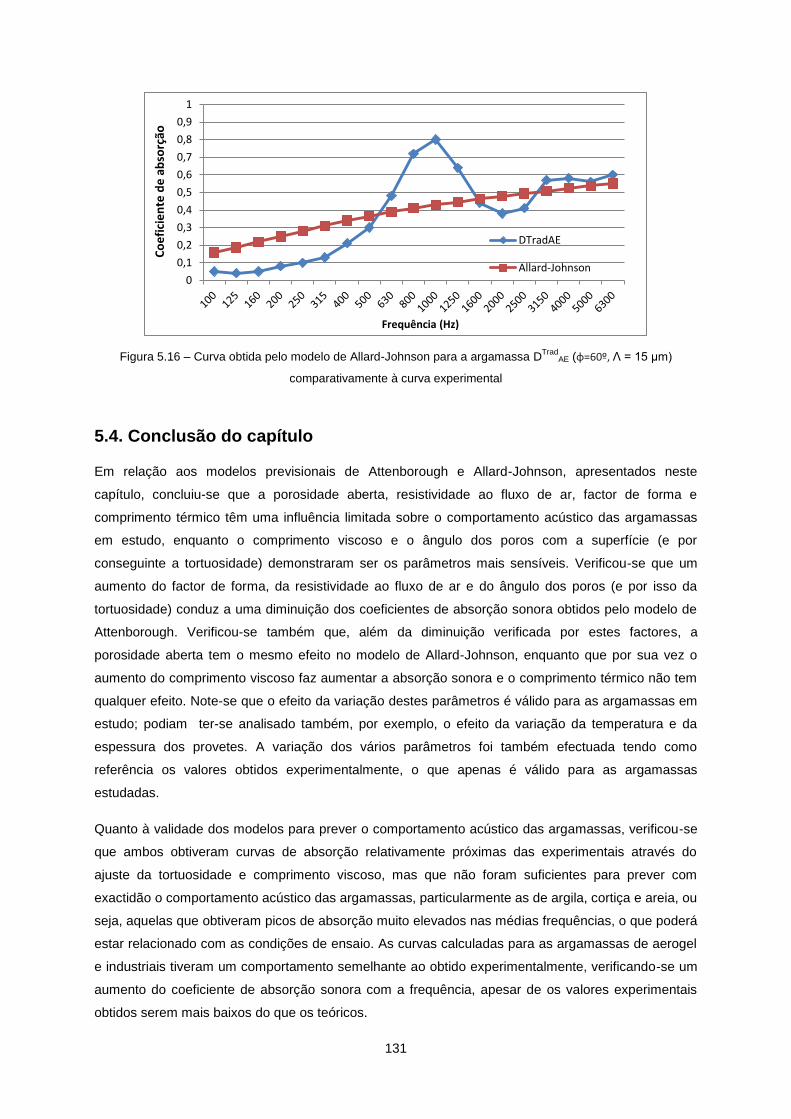
131
Figura 5.16 – Curva obtida pelo modelo de Allard-Johnson para a argamassa DTrad
AE (φ=60º, Λ = 15 μm)
comparativamente à curva experimental
5.4. Conclusão do capítulo
Em relação aos modelos previsionais de Attenborough e Allard-Johnson, apresentados neste
capítulo, concluiu-se que a porosidade aberta, resistividade ao fluxo de ar, factor de forma e
comprimento térmico têm uma influência limitada sobre o comportamento acústico das argamassas
em estudo, enquanto o comprimento viscoso e o ângulo dos poros com a superfície (e por
conseguinte a tortuosidade) demonstraram ser os parâmetros mais sensíveis. Verificou-se que um
aumento do factor de forma, da resistividade ao fluxo de ar e do ângulo dos poros (e por isso da
tortuosidade) conduz a uma diminuição dos coeficientes de absorção sonora obtidos pelo modelo de
Attenborough. Verificou-se também que, além da diminuição verificada por estes factores, a
porosidade aberta tem o mesmo efeito no modelo de Allard-Johnson, enquanto que por sua vez o
aumento do comprimento viscoso faz aumentar a absorção sonora e o comprimento térmico não tem
qualquer efeito. Note-se que o efeito da variação destes parâmetros é válido para as argamassas em
estudo; podiam ter-se analisado também, por exemplo, o efeito da variação da temperatura e da
espessura dos provetes. A variação dos vários parâmetros foi também efectuada tendo como
referência os valores obtidos experimentalmente, o que apenas é válido para as argamassas
estudadas.
Quanto à validade dos modelos para prever o comportamento acústico das argamassas, verificou-se
que ambos obtiveram curvas de absorção relativamente próximas das experimentais através do
ajuste da tortuosidade e comprimento viscoso, mas que não foram suficientes para prever com
exactidão o comportamento acústico das argamassas, particularmente as de argila, cortiça e areia, ou
seja, aquelas que obtiveram picos de absorção muito elevados nas médias frequências, o que poderá
estar relacionado com as condições de ensaio. As curvas calculadas para as argamassas de aerogel
e industriais tiveram um comportamento semelhante ao obtido experimentalmente, verificando-se um
aumento do coeficiente de absorção sonora com a frequência, apesar de os valores experimentais
obtidos serem mais baixos do que os teóricos.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
Co
efi
cie
nte
de
ab
sorç
ão
Frequência (Hz)
DTradAE
Allard-Johnson

132

133
6. Conclusões e desenvolvimentos futuros
6.1 Considerações finais
Esta dissertação teve objectivo a avaliação experimental do comportamento acústico de argamassas
de desempenho térmico melhorado. Para tal, foram realizados ensaios, em laboratório, que incidiram
no estado fresco sobre a massa volúmica e espalhamento das argamassas, e no estado endurecido
sobre a massa volúmica, porosidade aberta, permeabilidade e resistividade ao fluxo de ar, velocidade
de propagação de ondas ultra-sónicas, módulo de elasticidade dinâmico, módulo de torção,
coeficiente de Poisson, resistência à compressão, condutibilidade térmica, comprimento térmico e
comprimento viscoso. Para a avaliação do desempenho acústico procedeu-se à realização de
ensaios para a determinação do coeficiente de absorção sonora. Em paralelo ao desenvolvimento
desta dissertação realizaram-se também ensaios de porosimetria de mercúrio. Através desta
campanha experimental chegaram-se a diversas conclusões, que se apresentam de seguida.
6.2. Conclusões gerais
De um modo geral, o comportamento acústico, físico e mecânico das argamassas de desempenho
térmico melhorado em estudo foi fortemente influenciado pela incorporação de agregados isolantes,
bem como pela utilização de adjuvantes.
Todas as argamassas com substituição de areia por agregados isolantes térmicos podem ser
classificadas como argamassas térmicas segundo a EN 998-1 (CEN, 2010), já que o seu coeficiente
de condutibilidade térmica é inferior a 0,20 W/m.K. A massa volúmica sofreu também uma redução
em todas estas argamassas, passando a registar valores próximos de 700 kg/m3 (argamassas de
argila DTrad
AE e cortiça ETrad
GC) e entre cerca de 400 e 500 kg/m3 (argamassas com aerogel e
industriais de cortiça e EPS). Por comparação, as argamassas de controlo com areia, com e sem
adjuvantes, registaram condutibilidades térmicas entre cerca de 1,10 e 1,50 W/m.K e massas
volúmicas na ordem dos 1350 a 1950 kg/m3.
Ainda segundo a norma EN 998-1 (CEN, 2010), as argamassas térmicas classificam-se como CS I e
CS II, ou seja, as suas resistências à compressão estão compreendidas entre os 0,4 e 5 MPa. Neste
estudo as argamassas com substituição de areia por agregados isolantes térmicos obtiveram
resistências entre 0,3 e 2 MPa, pelo que se verifica que o comportamento mecânico é fortemente
afectado pela incorporação de quantidades significativas de agregados isolantes. No entanto o efeito
dos introdutores de ar utilizados na composição das argamassas não é desprezável, uma vez que
introduzem vazios na mistura e diminuem a sua resistência. Numa das argamassas de controlo com
adjuvantes, o valor obtido foi muito inferior à da referência, sendo significativo o efeito dos adjuvantes
neste caso.
134
Verificou-se uma diminuição do módulo de elasticidade dinâmico (tendo-se obtido valores entre 250 e
2400 MPa, aproximadamente) e do módulo de torção, bem como um aumento do coeficiente de
Poisson, nas argamassas com substituição de areia por agregados leves, em relação às argamassas
de controlo, o que indica que se tratam de argamassas menos compactas e com uma maior
capacidade de deformação. A velocidade de propagação das ondas ultra-sónicas sofreu também uma
redução em relação às argamassas de controlo, situando-se ente 900 e 1900 m/s, aproximadamente.
Estes valores, associados às massas volúmicas reduzidas das argamassas térmicas, demonstram a
influência da baridade dos agregados isolantes e da incorporação dos introdutores de ar utilizados,
que fazem aumentar os vazios na sua composição.
No que se refere ao comportamento acústico das argamassas, verificou-se que ocorreu um pico de
absorção entre as frequências de 400 e 1000 Hz para quase todas as argamassas, sendo que
algumas delas exibiram uma absorção sonora claramente superior às restantes. A argamassa com
100% de substituição de areia por agregados de argila expandida foi a que registou um melhor
desempenho acústico, atingindo um coeficiente máximo de absorção sonora de cerca de 0,80. A
argamassa com 100% de substituição de cortiça obteve também um desempenho superior ao das
restantes argamassas, atingindo um coeficiente máximo de cerca de 0,50. No entanto, verificou-se
que duas das argamassas de areia, com diferentes curvas granulométricas e adjuvantes, obtiveram
também um desempenho acústico superior ao das restantes argamassas com agregados leves, o
que não era esperado. De facto, as argamassas industriais e com incorporação de agregados de
aerogel tiveram um desempenho abaixo do esperado, tendo atingido coeficientes de absorção
inferiores a 0,30. O desempenho obtido para estas argamassas poderá ter sido afectado pelo
processo de mistura, que causa uma maior sensibilidade na presença de adjuvantes. Por outro lado,
os ensaios podem também ter sido influenciados pela deterioração dos provetes devido ao seu
transporte ou pelas condições em que os ensaios foram realizados, ao criar um efeito de ressonância
que poderá explicar os picos de absorção obtidos para as argamassas de argila, cortiça e areia com
tensioactivos.
Tendo em conta o comportamento acústico normalmente obtido em materiais porosos, seria de
esperar um aumento da absorção sonora com o aumento da frequência, em que a absorção máxima
é atingida para as frequências mais elevadas. No entanto, apenas algumas das argamassas
obtiveram este comportamento, nomeadamente as de aerogel e as industriais; as argamassas de
argila, cortiça e areia com adjuvantes, que registaram os valores mais elevados do coeficiente de
absorção, atingiram um pico em frequências médias, registando a partir daí uma diminuição da
absorção com a frequência.
Efectuando uma classificação das argamassas tendo como base o indicador NRC (Noise Reduction
Coefficient) com base na norma ASTM C423 e a classificação presente na norma europeia EN
11654, estas obtiveram, de forma geral, um desempenho equivalente ao esperado por materiais
pouco absorventes e materiais reflectores, o que fica aquém do esperado tendo em conta as
características isolantes acústicas dos agregados utilizados.

135
Uma vez que a absorção sonora é afectada pela dificuldade com que o ar atravessa um material,
foram realizados ensaios de resistividade ao fluxo de ar e porosidade aberta, dois dos parâmetros
mais citados como influentes na literatura disponível sobre o tema. Verificou-se que, para todas as
argamassas, o seu desempenho acústico está fortemente ligado à resistividade ao fluxo de ar, tendo-
se obtido uma correlação de potência entre a resistividade e o coeficiente de absorção sonora médio
de aproximandamente 0,80. Conclui-se que uma resistividade baixa ao fluxo de ar leva a um aumento
da absorção sonora, já que a penetração facilitada das ondas sonoras no material leva à sua melhor
absorção. Obtiveram-se valores entre cerca de 100 e 250 kPa.s/m2 para as argamassas com argila,
cortiça e areia, sendo estas as que registaram um melhor comportamento acústico. As restantes
argamassas, com uma absorção inferior, mostraram valores entre os 600 e os 5300 kPa.s/m2. É
significativo, no entanto, que à excepção das argamassas de areia com adjuvantes, as restantes
argamassas de areia obtiveram também valores de resistividade ao fluxo de ar reduzidos, sem que o
seu comportamento acústico tenha sido significativamente melhorado. Mais uma vez a influência dos
adjuvantes pode explicar estas diferenças, particularmente durante a fase de mistura, já que fizeram
com que se criasse um efeito muito rápido de secagem que poderá ter levado a uma certa
inconstância entre produções distintas.
Por outro lado, não se encontrou uma correlação forte da absorção sonora com a porosidade aberta.
Este é, em princípio, um dos factores com mais influência sobre o comportamento acústico de
materiais porosos, mas o método de ensaio utilizado para as argamassas leves impediu a obtenção
de valores consistentes com os obtidos para a absorção sonora. Por outro lado, a porosidade aberta
e volume de poros obtidos através de um ensaio de porosimetria de mercúrio não permitiu obter
correlações significativa com a absorção sonora. Também não se obtiveram correlações directas
entre a absorção sonora e as restantes características físicas e mecânicas ensaiadas, apesar de
estas poderem influenciar o comportamento acústico das argamassas de uma forma mais complexa,
sendo necessário analisá-las recorrendo a modelos teóricos.
Outros factores que influenciam a absorção acústica são a tortuosidade e o comprimento térmico e
viscoso, os quais constituem parâmetros do modelo de Allard-Johnson. No entanto, estes factores
foram apenas avaliados qualitativamente nas argamassas em estudo através de observação de
imagens obtidas com lupa binocular e microtomografia de raios-X. Estimaram-se valores para o
comprimento viscoso entre 50 e 200 μm, e para o comprimento térmico entre 1,0 e 33,5 μm. Através
de uma observação visual da estrutura porosa das argamassas, verificou-se que, de um modo geral,
nos casos em que esta é mais fechada, a porosidade aberta é mais reduzida e a resistividade ao
fluxo de ar é mais elevada, o que é consistente com o esperado.
Foi feita uma análise dos resultados obtidos recorrendo aos modelos previsionais de Attenborough e
de Allard-Johnson. Verificou-se que os parâmetros com mais influência nestes modelos são a
tortuosidade e o comprimento viscoso. As curvas teóricas obtidas pelos modelos não corresponderam
às obtidas experimentalmente no que toca aos valores da absorção sonora. No entanto, foi possível
verificar que, de um modo geral, as curvas de absorção previstas por ambos os modelos seguem a

136
tendência do que seria esperado em meios porosos, em que a absorção sonora aumenta com a
frequência, o que também acontece nas argamassas de aerogel e industriais.
Em geral, verificou-se que as argamassas de desempenho térmico melhorado podem vir a constituir
uma solução de isolamento acústico, através de uma escolha cuidadosa dos agregados e dos
adjuvantes que as constituem. Através desta dissertação foi possível observar uma tendência para
uma melhoria do comportamento acústico em argamassas com argila expandida e introdutores de ar,
sendo este principalmente influenciado pela resistividade ao fluxo de ar. No entanto, o
comportamento acústico de materiais porosos é um tema complexo e dependente de muitos factores,
pelo que são necessários mais estudos para avaliar a sua influência no desempenho destas
argamassas.
6.3. Propostas de desenvolvimentos futuros
As argamassas estudadas nesta dissertação, bem como os agregados isolantes e adjuvantes
utilizados, podem ser ainda alvo de novos estudos experimentais, já que o seu comportamento
acústico e os factores que o influenciam são ainda pouco conhecidos. Nesse sentido, de forma a dar
continuidade ao estudo desenvolvido neste trabalho, propõem-se os seguintes desenvolvimentos:
Validação dos ensaios de porosidade aberta através de técnicas de ensaio mais avançadas;
Avaliação da influência das dimensões e da curva granulométrica dos agregados isolantes no
comportamento acústico das argamassas com desempenho térmico melhorado;
Estudo da influência dos adjuvantes e de adições no comportamento acústico de argamassas
térmicas;
Caracterização de argamassas de desempenho térmico melhorado com outros tipos de
materiais isolantes, como os PCM (phase change materials) e diferentes tipos de
aerogel/nanomateriais;
Estudo da influência do tipo de ligante, podendo-se produzir argamassas com os mesmos
agregados utilizados nesta dissertação mas recorrendo, por exemplo, a cal, com diferentes
traços e relações a/c;
Avaliação da influência do método e tempo de mistura das argamassas;
Caracterização reológica, química e microestrutural das argamassas térmicas e a sua
influência no comportamento acústico;
Caracterização acústica das argamassas térmicas recorrendo a outros ensaios, avaliando-se
a transmissão de ruído por vibração, o tempo de reverberação e índice de redução sonora,
bem como a tortuosidade e comprimento térmico e viscoso;
Avaliação da aplicabilidade de outros modelos teóricos às argamassas de desempenho
térmico melhorado.

137
Referências Bibliográficas
Abdou A.; Budaiwi I. (2013) – “The variation of thermal conductivity of fibrous insulation materials
under different levels of moisture content”. Construction and Building Materials 43 (2013), pp. 533-
544.
Akimov, Y. K. (2002) – “Fields of Application of Aerogels (Review)”. Instruments and Experimental
Techniques 46, Vol. 3 (2002), pp. 287-299.
Ali, Y. (2011) – “Use of expanded polystyrene in developing solid and hollow block mansory units”,
Dissertação de Mestrado em Engenharia Civil, Universidade Americana no Cairo - Faculdade de
Ciências e Engenharia, 163 p.
Allard, J. F. (1993) – “Propagation of Sound in Porous Media – Modelling Sound Absorbing
Materials”. Elsevier Applied Science, Reino Unido, 1993.
Allard, J. F.; Champoux, Y. (1992) – “New empirical equations for sound absorption in rigid frame
fibrous materials,” The Journal of the Acoustical Society of America 91 (1992), pp. 3346-3353.
APFAC (2005) – "Situação do Sector das Argamassas em Portugal”. 1º Congresso Nacional de
Argamassas de Construção. Lisboa, 2005, APFAC, CD.
Appleton, J. (2003) – “Reabilitação de Edifícios Antigos. Patologias e tecnologias de intervenção”.
Edições Orion, 2003.
Appleton, J.; Costa, A. (2002) – “Estruturas de Betão I – Parte II – Materiais”, Departamento de
Engenharia Civil, Grupo de Estruturas de Betão Armado e Pré-Esforçado, IST 2002, 65 p.
Arenas, J.; Crocker, M. (2010) – “Recent trends in porous sound-absorbing materials”. Sound &
Vibration 44 (2010), pp. 12-17.
Arromba, J. (2011) – “Influência do suporte no desempenho de rebocos aplicados em suportes de
tijolo e betão recorrendo a técnicas de ensaio in-situ”, Tese de Mestrado em Engenharia
Civil, Instituto Superior Técnico, 122 p.
Asdrubali, F.; Horoshenkov, K. V. (2002) – “The acoustic properties of expanded clay granulates”.
Journal of Building Acoustics, Vol. 3, Nº 2 (2002), pp. 85-98.
ASTM (2006) – “Standard test method for dynamic young’s modulus, shear modulus, and
poisson’s ratio by impulse excitation of vibration”. ASTM E1876-01. American Society for
Testing Materials, 2006.
ASTM (2009) - Standard Test Method for Sound Absorption and Sound Absorption Coefficients by the
Reverberation Room Method ASTM C423-09a. American Society for Testing and Materials, 2009.

138
Attenborough, K. (1983) – “Acoustical characteristics of rigid fibrous absorbents and granular
materials”. The Journal of the Acoustical Society of America 73 (1983), pp. 785-799.
Attenborough, K. (1992) – “Ground parameter information for propagation modelling”. The Journal of
the Acoustical Society of America 92 (1992), pp. 418.
Bartolini, R.: Filippozzi, S.; Princi, E.; Schenone, C.; Vicini, S. (2010) – “Acoustic and mechanical
properties of expanded clay granulates consolidated by epoxy resin”. Applied Clay Science 48 (2010),
pp. 460–465.
Bogas, J. (2011) – “Caracterização de betões estruturais com agregados leves de argila expandida”.
Tese de Doutoramento em Engenharia Civil, Lisboa, Instituto Superior Técnico.
Branco, F. G.; Godinho, L. (2013) – “On the use of lightweight mortars for the minimization of impact
sound transmission”. Construction and Building Materials 45 (2013), pp. 184–191.
Brás, A.; Leal, M.; Faria, P. (2012) – “Argamassas com comportamento melhorado com materiais
sustentáveis”. 2ª Conferência Construção e Reabilitação Sustentável de Edifícios no Espaço
Lusófono, Lisboa, 2012.
Brás, A.; Leal, M.; Faria, P. (2013) – “Cement-cork mortars for thermal bridges correction.
Comparison with cement-EPS mortars performance”. Construction and Building Materials 49 (2013)
pp. 315–327.
BSI (1986) – “Recommendations for measurement of velocity of ultrasonic pulses in concrete”. BS
1881-203. British Standards Institution.
BSI (2000) – “Concrete. Specification, performance, production and conformity”. BS 206-1. British
Standards Institution.
BSI (2002) – “Lightweight aggregates. Lightweight aggregates for concrete, mortar and grout”. BS
13055-1. British Standards Institution.
Cartaxo, F. (2007) – “Argamassas próprias para isolamentos térmicos e acústicos, com cal aérea
hidrofugada ou não, com cortiça incorporada”. Patente PT 103641, Instituto Nacional da Propriedade
Industrial.
Carvalho, R.; Teixeira-Dias, F.; Varum, H. (2012) – “Cyclic behaviour of a lightweight mortar with
cork granulate composite”. Composite Structures 95 (2013), pp. 748–755.
CEN (1997) – “Acoustics - Sound absorbers for use in buildings - Rating of sound absorption”. EN
11654. Comité Européen de Normalisation.
CEN (1997) – “Measurement of sound insulation in buildings and of building elements - Part 1:
Requirements for laboratory test facilities with suppressed flanking transmission”. EN 140-1. Comité
Européen de Normalisation.

139
CEN (1998) – “Methods of test for mortar for masonry - Part 2: Bulk sampling of mortars and
preparation of test mortars”. EN 1015-2. Comité Européen de Normalisation.
CEN (1998) – “Methods of test for mortar for masonry - Part 6: Determination of bulk density of fresh
mortar”. EN 1015-6. Comité Européen de Normalisation.
CEN (1999) – Methods of test for mortar for masonry - Part 11: Determination of flexural and
compressive strength of hardened mortar”. EN 1015-11. Comité Européen de Normalisation.
CEN (1999) – “Methods of test for mortar for masonry - Part 10: Determination of dry bulk density of
hardened mortar”. EN 1015-10. Comité Européen de Normalisation.
CEN (1999) – “Methods of test for mortar for masonry - Part 3: Determination of consistence of fresh
mortar (by flow table)”. EN 1015-3. Comité Européen de Normalisation.
CEN (2004) – “Testing concrete - Part 4: Determination of ultrasonic pulse velocity”. EN 12504-
4. Comité Européen de Normalisation.
CEN (2010) – “Specification for mortar for masonry – Part 1: Rendering and plastering mortar”. EN
998-1. Comité Européen de Normalisation.
CEN (2011) – “Cement. Composition, specifications and conformity criteria for common cements”. EN
197-1. Comité Européen de Normalisation.
Coutinho, A. S (1973) – “Fabrico e propriedades do betão”. Lisboa: Laboratório Nacional de
Engenharia Civil, Vol 1, 1973.
Delany, M. E.; Bazley, E. N. (1970) – “Acoustical characterisation of fibrous absorbent materials”.
Applied Acoustics, Vol. 3, Nº 2 (1970), pp. 105-116.
Diário da República (2008) - Regulamento de Desempenho Energético dos Edifícios de Habitação
(RRAE). Decreto Lei 96/2008 de 09/06.
Domingues, O. (2010) – “Materiais e sistemas absorventes sonoros – coeficientes de absorção
sonora”, 1ª ed. Laboratório Nacional de Engenharia Civil, Lisboa, 2010.
Dorcheh, A. S.; Abbasi, M. H. (2008) – “Silica aerogel; synthesis, properties and characterization”.
Journal of Materials Processing Technology 199 (2008), pp. 10-26.
Doshi, D.; Miller, T.; Chase, J.; Norwood, C. (2010) – “Aerogel composites and methods for making
and using them”. Patente WO 2011/066209 A2, World Intellectual Property Organization.
Elsen, J. (2005) – “Microscopy of historic mortars — a review”, Cement and Concrete Research 36
(2006) pp. 1416–1424.
140
Faria P. (2012) – “Argamassas Sustentáveis”. 2ª Conferência de Construção e Reabilitação
Sustentável de Edifícios no Espaço Lusófono, Departamento de Engenharia Civil, Faculdade de
Ciências e Tecnologia, Universidade Nova de Lisboa, 2012, pp.1-9.
Faria P.; Silva V.; Flores Colen I. (2012) – “Argamassas de cal hidráulica e pozolanas artificiais:
avaliação laboratorial”, APFAC congresso 2012.
Fellert, J. (1998) – “Finishing mortar for sound-absorbing coating of inner walls, ceilings and the like in
buildings”. Patente WO98/27027, World Intellectual Property Organization.
Ferreira, A. S.; de Brito, J.; Branco, F. (2007) – “Desempenho relativo das argamassas de argila
expandida na execução de camadas de forma”. APFAC congresso 2007.
Flores-Colen, I. (2009) - “Metodologia de avaliação do desempenho em serviço de fachadas
rebocadas na óptica da manutenção predictiva”. Tese de Doutoramento em Engenharia Civil, Lisboa,
Instituto Superior Técnico, 487 p.
Flores-Colen, I.; de Brito, J.; Soares, A. (2013) – “A nanotecnologia aplicada às argamassas de
revestimento”. Construlink 34, vol. 11 (2013), pp. 43-51.
Fontes, A. (2011) – “Influência das condições de cura na carbonatação de argamassas tradicionais
com ligante à base de cal aérea – Métodos de análise”. Dissertação de Mestrado em Engenharia
Civil, Instituto Superior Técnico, 165 p.
Frade D.; Tadeu A.; Torres I.; Mendes P.; Simões N.; Matias, G.; Neves A. (2012) - “Argamassas
industriais com incorporação de granulado de cortiça”, em 4º Congresso Português de Argamassas e
ETICS, Coimbra 2012, pp. 1-12.
Frade, D.; Gonçalves, P.; Nascimento, R.; Sequeira, A. (2010) – “Argamassas de reboco com
características térmicas”. 3º Congresso Português de Argamassas de Construção, Lisboa, 2010,
pp.1-11.
Franco, A. (2007) – “An aparatus for the routine measurement of thermal conductivity of materials for
building application based on a transient hot-wire method”, Applied Thermal Engineering 27 (2007),
pp. 2495-2504.
Frías, M.; Jiménez-Mateos, J. M.; Pfretzschner, J.; Olmeda, J.; Rodríguez, R. M.; Sánchez de
Rojas, M. I. (2011) – “Development of blended cement mortars with acoustic properties using
petroleum coke”. Construction and Building Materials 25 (2011), pp. 1086–1092.
Fu, X.; Chung, D. (1997) - “Effects of silica fume, latex, methylcellulose, and carbon fibres on the
thermal conductivity and specific heat of cement paste”. Cement and Concrete Research 27 (12), pp.
1799-1804.

141
Galvão, J. (2009) – “Técnicas de ensaio in-situ para avaliação do comportamento mecânico de
rebocos em fachadas – Esclerómetro e ultra-sons”. Dissertação de Mestrado em Engenharia Civil,
Instituto Superior Técnico, 136 p.
Gambhir, M. (2004) – Concrete Technology, 1ª ed. Tata McGraw Hill, 2006.
Gil, L. (2007) – “A Cortiça como material de construção” – Manual Técnico. APCOR, 2007.
Godinho L., Masgalos R., Pereira A., Branco F. (2010) – “On the use of a small-sized acoustic
chamber for the analysis of impact sound reduction by floor coverings”. Noise Control Engineering
Journal 58 (2010), pp. 658–68.
Gomes, R.; Veiga, M.; de Brito, J. (2005) - “Influência dos procedimentos de execução em rebocos
correntes”. 1º Congresso Nacional de Argamassas de Construção, Lisboa, APFAC, CD.
Gonçalves, A. (2010) – “Estudo da influência dos factores de aplicação no desempenho de
argamassas de revestimento recorrendo a técnicas de ensaio in-situ”. Dissertação de
Mestrado em Engenharia Civil, Instituto Superior Técnico, 155 p.
Gonçalves, P.; Frade, D.; Brites, J. (2012) – “Argamassas Térmicas: Uma solução no cumprimento
do RCCTE”, em 4º Congresso Português de Argamassas e ETICS, Coimbra 2012, pp.1-10.
Hanus, M.; Harris, A. (2013) – “Nanotechnology innovations for the construction industry”. Progress
in Materials Science 58 (2013), pp. 1056-1112.
Hopkins, C. (2007) – “Sound Insulation”. Butterworth-Heinemann, Londres, 2007.
Horoshenkov, K.; Swift, M. (2002) – “The acoustic properties of granular materials with pore size
distribution close to log-normal”. The Journal of the Acoustic Society of America 110, pp. 2371-2378.
IPQ (1994) – “Cortiça. Granulados. Classificação e características”. NP 114 (3ª Ed.). Lisboa, Instituto
Português da Qualidade, 1994.
IPQ (2002) – “Ensaios das propriedades mecânicas e físicas dos agregados. Parte 3: Determinação
da baridade e do volume de vazios”. NP EN 1097-3. Lisboa, Instituto Português da Qualidade, 2002.
IPQ (2006) – “Métodos de ensaio de cimentos - Parte 1: Determinação das resistências mecânicas”.
NP EN 196- 1:2006 (3ª Ed.). Lisboa, Instituto Português da Qualidade. 2006.
ISO (2001) – “Acoustics. Determination of sound absorption coefficient and impedance in impedance
tubes. Transfer-function method”. ISO 10534-2. International Organization for Standardization, 2001.
ISO (2013) – “Rating of sound insulation in buildings and of building elements -- Part 1: Airborne
sound insulation”. ISO 717-1. International Organization for Standardization, 2013.
Johnson, D. L.; Koplik, J.; Dashen, R. (1987) – Theory of dynamic permeability and tortuosity in
fluid-saturated porous media”. Journal of Fluid Mechanics 176 (1987), pp. 379-402.

142
Johnson, D. L.; Koplik, J.; Schwartz, L. M. (1986) – “New pore size parameter characterizing
transport in porous media”. Physical Review Letters 57 (1986), pp. 2564-2567.
Júlio, M.; Ilharco, L. (2014) – “Superhydrophobic hybrid aerogel powders from waterglass with
distinctive applications”. Microporous and Mesoporous Materials 199 (2014), pp. 29–39.
Kalhori, E. M.; Yetilmezsoy, K., Uygur, N.; Zarrabi, M.; Shmeis, R. M. A. (2013) – “Modeling of
adsorption of toxic chromium on natural and surface modified lightweight expanded clay aggregate
(LECA)”. Applied Surface Science 287 (2013), pp. 428–442.
Kim, S.; Seo, J.; Cha, J.; Kim, S. (2012) – “Chemical retreating for gel-typed aerogel and insulation
performance of cement containing aerogel”. Construction and Building Materials 40 (2013), pp. 501–
505.
Knapen, E.; Lanoye, R.; Vermeir, G.; Lauriks, W.; Van Gemert, D. (2003) – “Acoustic properties of
sound absorbing, polymer-modified porous cement mortars”. Materials Science and Restoration VI
(2003), pp. 347-358.
Labrincha, J.; Samagaio A.; Vicente R. (2006) – “Associação para o desenvolvimento da casa do
futuro - Sub projecto de isolamento térmico” – Universidade de Aveiro, 2006, 57 p.
Leal, M. M. R. (2012) – “Desenvolvimento de argamassas de revestimento com desempenho térmico
melhorado” – Dissertação de Mestrado - Instituto Politécnico de Setúbal, 2012, 144p.
LNEC (1968) - “Recomendações para execução de revestimentos exteriores de argamassa”.
Laboratório Nacional de Engenharia Civil, Lisboa.
LNEC (1996) – Curso de especialização sobre revestimentos de paredes. Coordenação M. R. Veiga,
LNEC, Lisboa, 1996.
Madandoust R.; Ranjbar M.; Mousavi S. (2011) – “An investigation of the fresh properties of
selfcompacted lightweight concrete containing expanded polystyrene”, Construction and Building
Materials 25 (2011), pp. 3721-3731.
Mafra, P.; Soeiro, N.; Alves, E. (2005) – “Desenvolvimento de bancada experimental e determinação
da tortuosidade de materiais poroelásticos utilizando o método da condutividade eléctrica.” XII
Congresso Nacional de Estudantes de Engenharia Mecânica, 2005, Brasil.
Magalhães, A. C.; Costa, D.; Veiga, M. R. (2003) – “Diagnóstico de anomalias de revestimentos de
paredes com técnicas de ensaio in situ. Avaliação da resistência mecânica”. In: 3º ENCORE –
Encontro sobre Conservação e Reabilitação de Edifícios, Lisboa, Laboratório Nacional de Engenharia
Civil, pp. 419-427.
Martins, M. (2010) – “Comportamento físico de argamassas de reboco com regranulado negro de
cortiça”. Dissertação de Mestrado em Engenharia Civil, Instituto Superior Técnico, 119 p.
143
Maurício, A.; Pereira, M.; Flores-Colen, I.; Silva, L.; Fontes, A. (2012) – “Microtomografia
computadorizada de raios X aplicada ao estudo de argamassas”. 4º Congresso de Argamassas
APFAC, Coimbra, 2012.
Melo, H. (2014) – “Caracterização experimental do comportamento físico de argamassas de
desempenho térmico melhorado”. Dissertação de Mestrado em Engenharia Civil, Instituto Superior
Técnico, 139 p.
Miled K.; Sab K.; Le Roy R.; Boulay C. (2004) – “Compressive behavior of an idealized EPS
lightweight concrete: size effects and failure mode”, Mechanics of Materials 36 (2004), pp. 1031-1046.
Moropolou, A.; Bakolas, A.; Anagnostopoulou, S. (2005) – “Composite materials in ancient
structures”. Cement & Concrete Composites 27 (2005), pp. 295–300.
Neithalath, N.; Marolf, A.; Weiss, J.; Olek, J. (2005) – “Modeling the Influence of Pore Structure on
the Acoustic Absorption of Enhanced Porosity Concrete”. Advanced Concrete Technology 3 (2005).
Nepomuceno, M. C. S.; Silva, P. D. (2014) – “Experimental evaluation of cement mortars with phase
change material incorporated via lightweight expanded clay aggregate”. Construction and Building
Materials 63 (2014), pp. 89–96.
Nóvoa, P.; Ribeiro, M.; Ferreira, A.; Marques, A. (2004) – “Mechanical characterization of
lightweight polymer mortar modified with cork granulates”, Composites Science and Technology 64
(2004) pp. 2197-2205.
Nunes, A.; Jacinto, D. (2011) – “Argamassa leve preparada com granulado de cortiça”. Patente PT
105937, Instituto Nacional da Propriedade Industrial.
Oliveira, H. J. R.; Pacheco-Torgal, F.; Bragança, L. (2012) – “Alguns Contributos da
Nanotecnologia para a Sustentabilidade dos Materiais de Construção”. Congresso de Inovação na
Construção Sustentável (CINCOS ’12), Aveiro, 2012.
Pacheco‐Torgal, F.; Jalali, S. (2010) - ‘Nanotechnology: Advantages and drawbacks in the field of
construction and building materials’, Construction and Building Materials 25 (2011), pp. 582‐590.
Paiva, H.; Silva, L. M.; Labrincha, J. A.; Ferreira, V. M. (2007) – “Efeito de Adjuvantes Sobre a
Reologia de uma Argamassa”. APFAC congresso 2007.
Panesar, D.; Shindman, B. (2012) – “The mechanical, transport and thermal properties of mortar
and concrete containing waste cork”. Cement & Concrete Composites 34 (2012), pp. 982-992.
Patural, L.; Marchal, P.; Govin, A.; Grosseau, P.; Ruot, B.; Devès, O. (2011) – “Cellulose ethers
influence on water retention and consistency in cement-based mortars”. Cement and Concrete
Research 41 (2011), pp. 46–55.

144
Pedroso, M. (2014) – “A utilização de fibras naturais na produção de painéis absorsores acústicos”.
Dissertação de Mestrado em Engenharia Civil, Instituto Superior Técnico, 152 p.
Petit, J.; Wirquin, E. (2013) – “Evaluation of various cellulose ethers performance in ceramic tile
adhesive mortars”. International Journal of Adhesion & Adhesives 40 (2013), pp. 202–209.
Raki, L.; Beaudoin, J. J.; Alizadeh, R.; Makar, J. M.; Sato, T. (2010) – “Cement and concrete
nanoscience and nanotechnology”. Materials 3 (2010), pp. 918‐942.
REH (2013) – “Regulamento de Desempenho Energético dos Edifícios de Habitação (REH)”, Decreto-
Lei 118/2013 de 20 Agosto, Portaria nº 349-B/2013 de 29 Novembro.
Ricciardi, P.; Gibiat, V.; Hooley, A. (2002) – “Multilayer absorbers of silica aerogel”. Forum
Acusticum 2002, Sevilha, Espanha.
RILEM (1980) – “Recommended tests to measure the deterioration of stone and to assess the
effectivenees of treatment methods, Commission RILEM/25-PEM: Protection et Erosion des
Monuments”, pp.175-253.
Saleh A. (2006) – “Measurements of thermal properties of insulation materials by using transient
plane source technique”, Applied Thermal Engineering 26 (2006), pp. 2184-2191.
Schmidt, M.; Schwertfeger, F. (1998) – “Applications for silica aerogel products”. Journal of Non-
Crystalline Solids 225 (1998), pp. 364–368.
Silva, A.; Soares, A.; Flores-Colen, I.; de Brito, J. (2015) – “Avaliação de propriedades mecânicas
de argamassas de revestimento através do módulo de elasticidade dinâmico - Ensaios em provetes
de dimensões reduzidas”. Congresso PATORREB, Lisboa, 2015.
Silva, B. (2007) – “Betão Leve Estrutural Com Agregados de Argila Expandida”. Dissertação de
Mestrado em Engenharia Civil, Faculdade de Engenharia da Universidade do Porto, 180 p.
SkyScan (2005) – “Desktop X-ray microtomograph”. SkyScan 1172 Instruction manual, Bélgica, 54 p.
Soares, A.; Júlio, M.; Feiteira, J.; Flores-Colen, I.; de Brito, J. (2012) – “Argamassas de
revestimento com nanoaerogel de sílica”. Congresso Nacional Construção, Coimbra, 2012.
Soares, A.; Júlio, M.; Flores-Colen, I.; Ilharco, L.; de Brito, J.; Martinho, J. G. (2015) – “Water-
resistance of mortars with lightweight aggregates”. Key Engineering Materials 634 (2015) pp 46-53.
Soon-Ching, Ng.; Low, K. (2010) – “Thermal conductivity of newspaper sandwiched aerated
lightweight concret panel”. Energy and Buildings 42 (2010), pp. 2452-2456.
Sousa, A. N. (2013) – Apontamentos da cadeira de térmica e acústica de edifícios. Instituto Superior
Técnico, Lisboa, 2013.
145
Vale, H. (2014) – “Caracterização experimental do comportamento mecânico de argamassas de
desempenho térmico melhorado”. Dissertação de Mestrado em Engenharia Civil, Instituto
Superior Técnico, 147 p.
Vašina, M.; Hughes, D.C.; Horoshenkov, K.V.; Lapčík Jr., L. (2006) – “The acoustical properties of
consolidated expanded clay granulates”. Applied Acoustics 67 (2006), pp. 787–796.
Veiga, M. R. (1998) – “Comportamento de argamassas de revestimento de paredes – Contribuição
para o estudo da sua resistência à fendilhação”. Tese de Doutoramento em Engenharia Civil, Porto,
Faculdade de Engenharia da Universidade do Porto, 522p.
Veiga, M. R. (2010) – “Contribuição das argamassas e dos ETICS para a eficiência energética dos
edifícios”. Seminário TEKTÓNICA 2010, LNEC, Lisboa.
Veiga, M. R. (2012) – “ETICS e argamassas térmicas: novos desafios de desempenho e
sustentabilidade”, Seminário TEKTÓNICA 2012 , LNEC, Lisboa.
Vigran, T. E. (2008) – Building Acoustics, 1a ed. Taylor & Francis. Oxon, Reino Unido, 2008.
Referências de Internet
[W1] Amorim Isolamentos - http://www.amorimisolamentos.com/en/, consultado em Agosto de 2015.
[W2] Green Building Advisor - http://www.greenbuildingadvisor.com/, consultado em Agosto de 2015.
[W3] Insulation Corporation of America - http://insulationcorp.com/, consultado em Agosto de 2015.
[W4] Benchmark Foam Inc. - http://benchmarkfoam.com/, consultado em Agosto de 2015.
[W5] Universidade Federal de Santa Maria – http://www.eac.ufsm.br, consultado em Novembro de
2014.
[W6] Fundación Cidaut – http://www.cidaut.es, consultado em Novembro de 2014.
1
Anexos
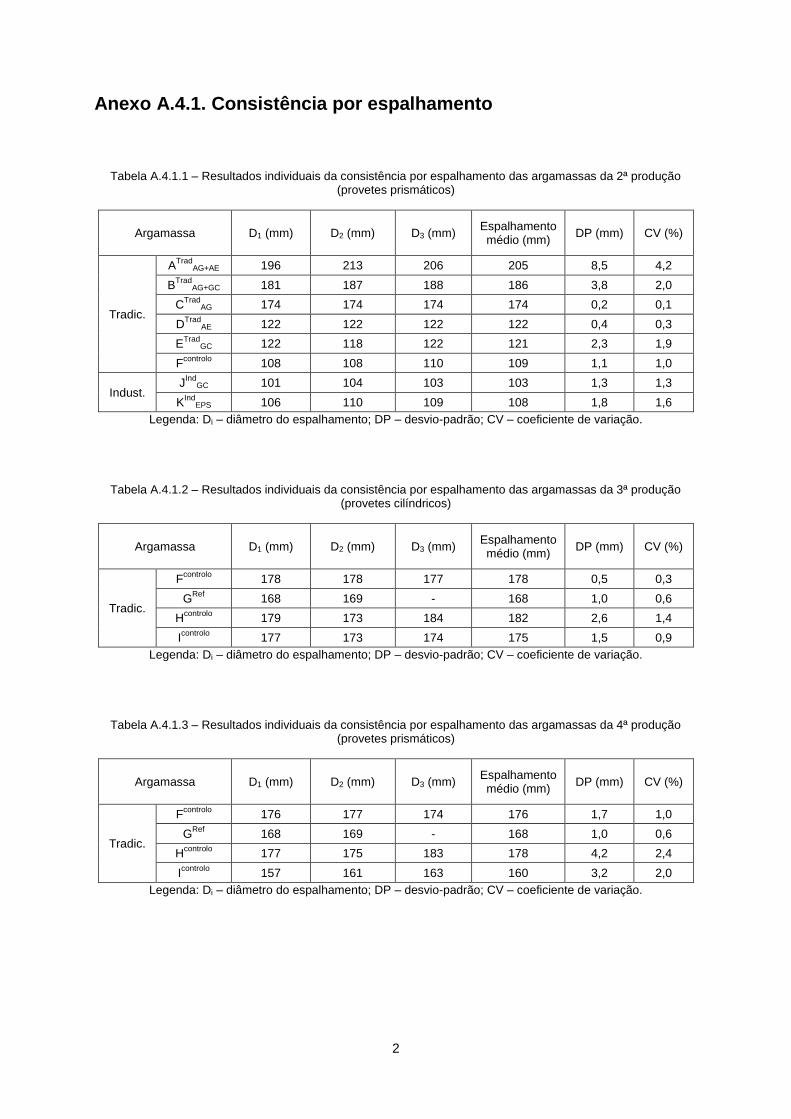
2
Anexo A.4.1. Consistência por espalhamento
Tabela A.4.1.1 – Resultados individuais da consistência por espalhamento das argamassas da 2ª produção (provetes prismáticos)
Argamassa D1 (mm) D2 (mm) D3 (mm) Espalhamento médio (mm)
DP (mm) CV (%)
Tradic.
ATrad
AG+AE 196 213 206 205 8,5 4,2
BTrad
AG+GC 181 187 188 186 3,8 2,0
CTrad
AG 174 174 174 174 0,2 0,1
DTrad
AE 122 122 122 122 0,4 0,3
ETrad
GC 122 118 122 121 2,3 1,9
Fcontrolo
108 108 110 109 1,1 1,0
Indust. J
IndGC 101 104 103 103 1,3 1,3
KInd
EPS 106 110 109 108 1,8 1,6
Legenda: Di – diâmetro do espalhamento; DP – desvio-padrão; CV – coeficiente de variação.
Tabela A.4.1.2 – Resultados individuais da consistência por espalhamento das argamassas da 3ª produção (provetes cilíndricos)
Argamassa D1 (mm) D2 (mm) D3 (mm) Espalhamento médio (mm)
DP (mm) CV (%)
Tradic.
Fcontrolo
178 178 177 178 0,5 0,3
GRef
168 169 - 168 1,0 0,6
Hcontrolo
179 173 184 182 2,6 1,4
Icontrolo
177 173 174 175 1,5 0,9
Legenda: Di – diâmetro do espalhamento; DP – desvio-padrão; CV – coeficiente de variação.
Tabela A.4.1.3 – Resultados individuais da consistência por espalhamento das argamassas da 4ª produção (provetes prismáticos)
Argamassa D1 (mm) D2 (mm) D3 (mm) Espalhamento médio (mm)
DP (mm) CV (%)
Tradic.
Fcontrolo
176 177 174 176 1,7 1,0
GRef
168 169 - 168 1,0 0,6
Hcontrolo
177 175 183 178 4,2 2,4
Icontrolo
157 161 163 160 3,2 2,0
Legenda: Di – diâmetro do espalhamento; DP – desvio-padrão; CV – coeficiente de variação.
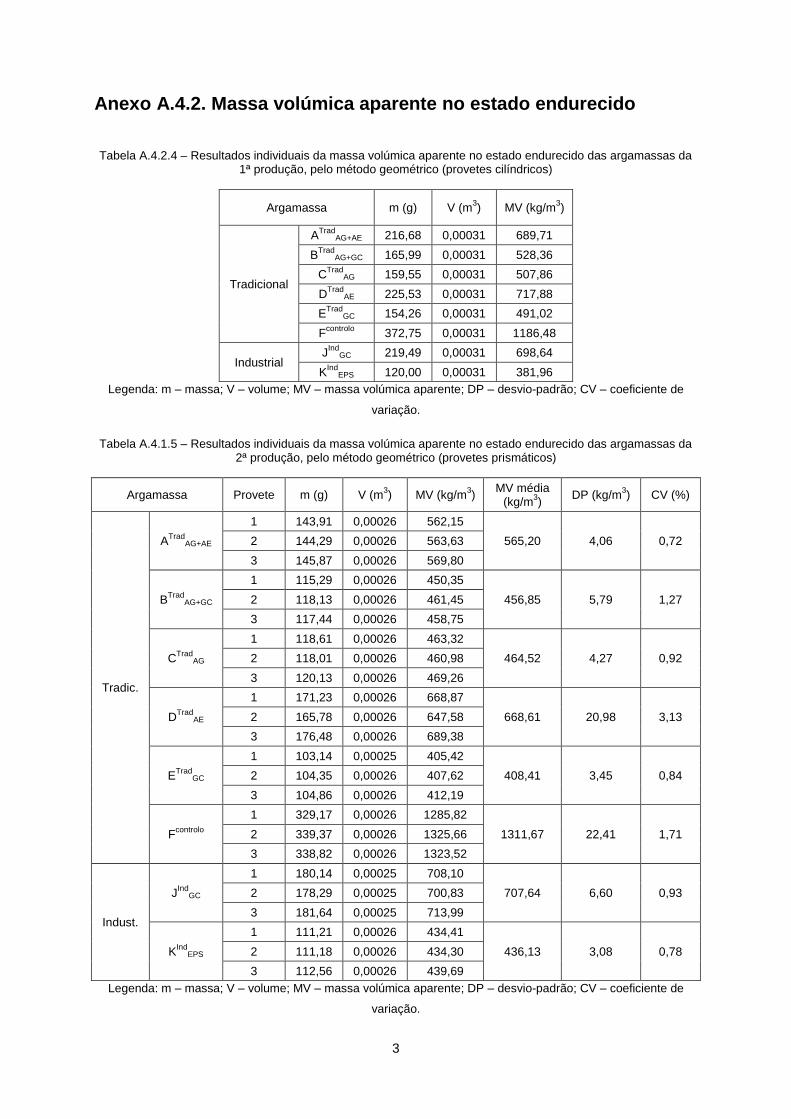
3
Anexo A.4.2. Massa volúmica aparente no estado endurecido
Tabela A.4.2.4 – Resultados individuais da massa volúmica aparente no estado endurecido das argamassas da 1ª produção, pelo método geométrico (provetes cilíndricos)
Argamassa m (g) V (m3) MV (kg/m
3)
Tradicional
ATrad
AG+AE 216,68 0,00031 689,71
BTrad
AG+GC 165,99 0,00031 528,36
CTrad
AG 159,55 0,00031 507,86
DTrad
AE 225,53 0,00031 717,88
ETrad
GC 154,26 0,00031 491,02
Fcontrolo
372,75 0,00031 1186,48
Industrial J
IndGC 219,49 0,00031 698,64
KInd
EPS 120,00 0,00031 381,96
Legenda: m – massa; V – volume; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de
variação.
Tabela A.4.1.5 – Resultados individuais da massa volúmica aparente no estado endurecido das argamassas da 2ª produção, pelo método geométrico (provetes prismáticos)
Argamassa Provete m (g) V (m3) MV (kg/m
3)
MV média (kg/m
3)
DP (kg/m3) CV (%)
Tradic.
ATrad
AG+AE
1 143,91 0,00026 562,15
565,20 4,06 0,72 2 144,29 0,00026 563,63
3 145,87 0,00026 569,80
BTrad
AG+GC
1 115,29 0,00026 450,35
456,85 5,79 1,27 2 118,13 0,00026 461,45
3 117,44 0,00026 458,75
CTrad
AG
1 118,61 0,00026 463,32
464,52 4,27 0,92 2 118,01 0,00026 460,98
3 120,13 0,00026 469,26
DTrad
AE
1 171,23 0,00026 668,87
668,61 20,98 3,13 2 165,78 0,00026 647,58
3 176,48 0,00026 689,38
ETrad
GC
1 103,14 0,00025 405,42
408,41 3,45 0,84 2 104,35 0,00026 407,62
3 104,86 0,00026 412,19
Fcontrolo
1 329,17 0,00026 1285,82
1311,67 22,41 1,71 2 339,37 0,00026 1325,66
3 338,82 0,00026 1323,52
Indust.
JInd
GC
1 180,14 0,00025 708,10
707,64 6,60 0,93 2 178,29 0,00025 700,83
3 181,64 0,00025 713,99
KInd
EPS
1 111,21 0,00026 434,41
436,13 3,08 0,78 2 111,18 0,00026 434,30
3 112,56 0,00026 439,69
Legenda: m – massa; V – volume; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de
variação.

4
Tabela A.4.2.3 – Resultados individuais da massa volúmica aparente no estado endurecido das argamassas da 3ª produção, pelo método geométrico (provetes cilíndricos)
Argamassa m (g) V (m3) MV (kg/m
3)
Tradicional
Fcontrolo
229,22 0,00056 1593,47
GRef
240,61 0,00055 1710,44
Hcontrolo
252,15 0,00060 1741,44
Icontrolo
243,21 0,00064 1583,86
Legenda: m – massa; V – volume; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de
variação.
Tabela A.4.2.4 – Resultados individuais da massa volúmica aparente no estado endurecido das argamassas da 4ª produção, pelo método geométrico (provetes prismáticos)
Argamassa Provete m (kg) V (m3) MV (kg/m
3)
MV média (kg/m
3)
DP (kg/m3) CV (%)
Tradic.
FControlo
1 390,64 0,00026 1525,94
1515,95 11,85 0,78 2 388,88 0,00026 1519,06
3 384,73 0,00026 1502,85
GRef
1 467,15 0,00026 1824,80
1835,94 12,40 0,68 2 469,43 0,00026 1833,71
3 473,42 0,00026 1849,30
Hcontrolo
1 469,34 0,00026 1833,36
1871,63 35,40 1,89 2 480,85 0,00026 1878,32
3 487,22 0,00026 1903,20
Icontrolo
1 454,06 0,00026 1773,67
1787,34 13,16 0,74 2 457,84 0,00026 1788,44
3 460,78 0,00026 1799,92
Legenda: m – massa; V – volume; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de
variação.
Tabela A.4.2.5 – Resultados individuais da massa volúmica aparente no estado endurecido das argamassas da 1ª produção, pelo método hidrostático (provetes cilíndricos)
Argamassa mseco (g)
msaturado (g)
mimerso (g)
MV (kg/m3)
Tradicional D
TradAE 15,98 27,14 7,20 801,40
Fcontrolo
30,29 37,52 18,42 1585,86
Legenda: m – massa; MV – massa volúmica aparente.

5
Tabela A.4.1.6 – Resultados individuais da massa volúmica aparente no estado endurecido das argamassas da 2ª produção, pelo método hidrostático (provetes prismáticos)
Argamassa Provete mseco (g)
msaturado (g)
mimerso (g)
MV (kg/m
3)
MV média (kg/m
3)
DP (kg/m
3)
CV (%)
Tradic.
DTrad
AE
1 33,33 57,58 15,86 798,90
824,57 62,67 7,60 2 59,93 99,87 22,92 778,82
3 51,69 82,46 24,77 896,00
Fcontrolo
1 65,09 88,48 39,82 1337,65
1353,76 22,78 1,68 2 114,37 153,55 70,06 1369,86
Legenda: m – massa; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de variação.
Tabela A.4.2.7 – Resultados individuais da massa volúmica aparente no estado endurecido das argamassas da 3ª produção, pelo método hidrostático (provetes cilíndricos)
Argamassa Provete mseco (g)
msaturado (g)
mimerso (g)
MV (kg/m
3)
MV média (kg/m
3)
DP (kg/m
3)
CV (%)
Tradic.
FControlo
1 37,00 45,03 22,48 1640,80
1689,04 69,50 4,11 2 80,85 95,71 49,22 1739,08
GRef
1 43,87 48,69 26,09 1941,15
1906,49 49,02 2,57 2 92,73 105,9 56,36 1871,82
Hcontrolo
1 41,78 46,58 25,28 1961,50
1936,58 35,24 1,82 2 96,52 110,05 59,56 1911,67
Icontrolo
1 39,94 44,57 23,97 1938,83
1863,64 106,35 5,71 2 73,63 86,05 44,88 1788,44
Legenda: m – massa; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de variação.
Tabela A.4.2.8 – Resultados individuais da massa volúmica aparente no estado endurecido das argamassas da 4ª produção, pelo método hidrostático (provetes prismáticos)
Argamassa Provete mseco (g)
msaturado (g)
mimerso (g)
MV (kg/m
3)
MV média (kg/m
3)
DP (kg/m
3)
CV (%)
Tradic.
FControlo
1 44,58 54,39 27,24 1641,99
1608,73 67,97 4,22 2 49,62 62,30 29,88 1530,54
3 36,86 44,38 22,09 1653,66
GRef
1 79,31 89,7 47,65 1886,09
1875,69 14,70 0,78 2 40,85 46,66 24,76 1865,30
Hcontrolo
1 61,00 68,76 36,97 1918,84
1919,77 25,04 1,30 2 72,50 81,18 43,91 1945,26
3 46,30 52,62 28,19 1895,21
Icontrolo
1 77,2 86,69 46,97 1943,61
1951,68 33,55 1,72 2 43,37 48,23 26,42 1988,54
3 53,13 59,95 32,32 1922,91
Legenda: m – massa; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de variação.
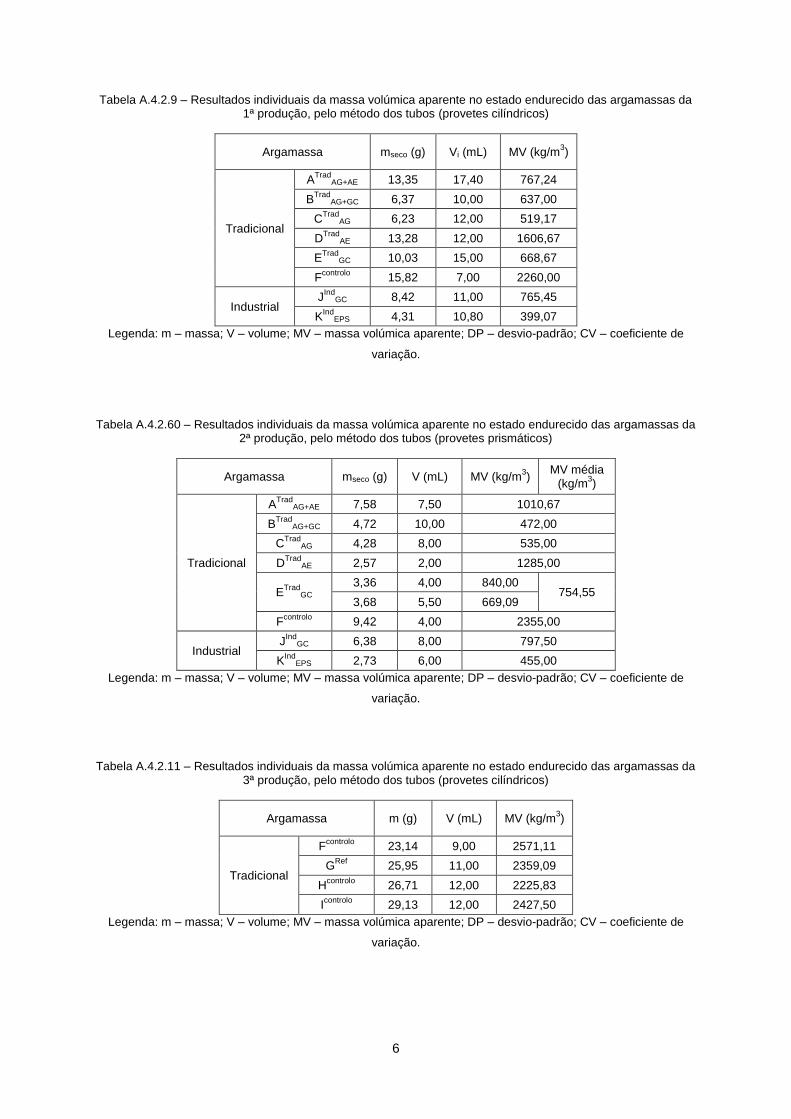
6
Tabela A.4.2.9 – Resultados individuais da massa volúmica aparente no estado endurecido das argamassas da 1ª produção, pelo método dos tubos (provetes cilíndricos)
Argamassa mseco (g) Vi (mL) MV (kg/m3)
Tradicional
ATrad
AG+AE 13,35 17,40 767,24
BTrad
AG+GC 6,37 10,00 637,00
CTrad
AG 6,23 12,00 519,17
DTrad
AE 13,28 12,00 1606,67
ETrad
GC 10,03 15,00 668,67
Fcontrolo
15,82 7,00 2260,00
Industrial J
IndGC 8,42 11,00 765,45
KInd
EPS 4,31 10,80 399,07
Legenda: m – massa; V – volume; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de
variação.
Tabela A.4.2.60 – Resultados individuais da massa volúmica aparente no estado endurecido das argamassas da 2ª produção, pelo método dos tubos (provetes prismáticos)
Argamassa mseco (g) V (mL) MV (kg/m3)
MV média (kg/m
3)
Tradicional
ATrad
AG+AE 7,58 7,50 1010,67
BTrad
AG+GC 4,72 10,00 472,00
CTrad
AG 4,28 8,00 535,00
DTrad
AE 2,57 2,00 1285,00
ETrad
GC 3,36 4,00 840,00
754,55 3,68 5,50 669,09
Fcontrolo
9,42 4,00 2355,00
Industrial J
IndGC 6,38 8,00 797,50
KInd
EPS 2,73 6,00 455,00
Legenda: m – massa; V – volume; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de
variação.
Tabela A.4.2.11 – Resultados individuais da massa volúmica aparente no estado endurecido das argamassas da 3ª produção, pelo método dos tubos (provetes cilíndricos)
Argamassa m (g) V (mL) MV (kg/m3)
Tradicional
Fcontrolo
23,14 9,00 2571,11
GRef
25,95 11,00 2359,09
Hcontrolo
26,71 12,00 2225,83
Icontrolo
29,13 12,00 2427,50
Legenda: m – massa; V – volume; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de
variação.

7
Tabela A.4.2.12 – Resultados individuais da massa volúmica aparente no estado endurecido das argamassas da 4ª produção, pelo método dos tubos (provetes prismáticos)
Argamassa m (g) V (mL) MV (kg/m3)
Tradicional
Fcontrolo
11,95 5,00 2390,00
GRef
15,10 7,00 2157,14
Hcontrolo
15,93 7,00 2275,71
Icontrolo
14,93 6,50 2296,92
Legenda: m – massa; V – volume; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de
variação.
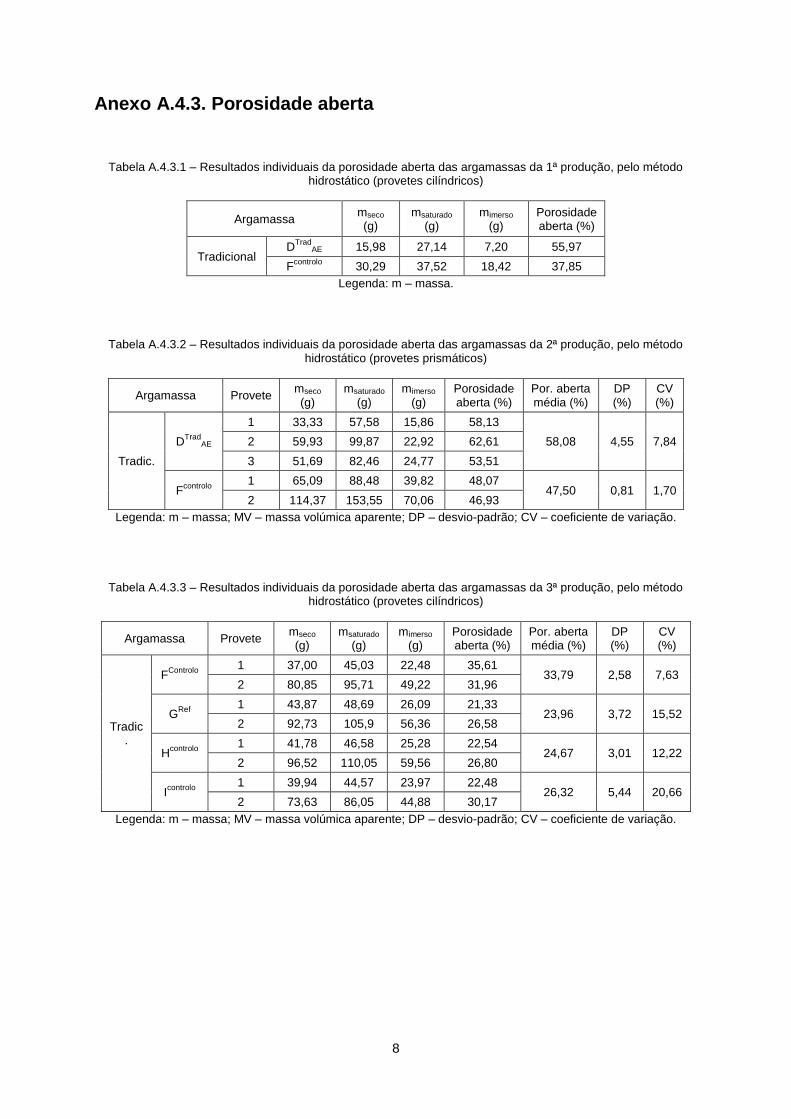
8
Anexo A.4.3. Porosidade aberta
Tabela A.4.3.1 – Resultados individuais da porosidade aberta das argamassas da 1ª produção, pelo método hidrostático (provetes cilíndricos)
Argamassa mseco (g)
msaturado (g)
mimerso (g)
Porosidade aberta (%)
Tradicional D
TradAE 15,98 27,14 7,20 55,97
Fcontrolo
30,29 37,52 18,42 37,85
Legenda: m – massa.
Tabela A.4.3.2 – Resultados individuais da porosidade aberta das argamassas da 2ª produção, pelo método hidrostático (provetes prismáticos)
Argamassa Provete mseco (g)
msaturado (g)
mimerso (g)
Porosidade aberta (%)
Por. aberta média (%)
DP (%)
CV (%)
Tradic.
DTrad
AE
1 33,33 57,58 15,86 58,13
58,08 4,55 7,84 2 59,93 99,87 22,92 62,61
3 51,69 82,46 24,77 53,51
Fcontrolo
1 65,09 88,48 39,82 48,07
47,50 0,81 1,70 2 114,37 153,55 70,06 46,93
Legenda: m – massa; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de variação.
Tabela A.4.3.3 – Resultados individuais da porosidade aberta das argamassas da 3ª produção, pelo método hidrostático (provetes cilíndricos)
Argamassa Provete mseco (g)
msaturado (g)
mimerso (g)
Porosidade aberta (%)
Por. aberta média (%)
DP (%)
CV (%)
Tradic.
FControlo
1 37,00 45,03 22,48 35,61
33,79 2,58 7,63 2 80,85 95,71 49,22 31,96
GRef
1 43,87 48,69 26,09 21,33
23,96 3,72 15,52 2 92,73 105,9 56,36 26,58
Hcontrolo
1 41,78 46,58 25,28 22,54
24,67 3,01 12,22 2 96,52 110,05 59,56 26,80
Icontrolo
1 39,94 44,57 23,97 22,48
26,32 5,44 20,66 2 73,63 86,05 44,88 30,17
Legenda: m – massa; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de variação.
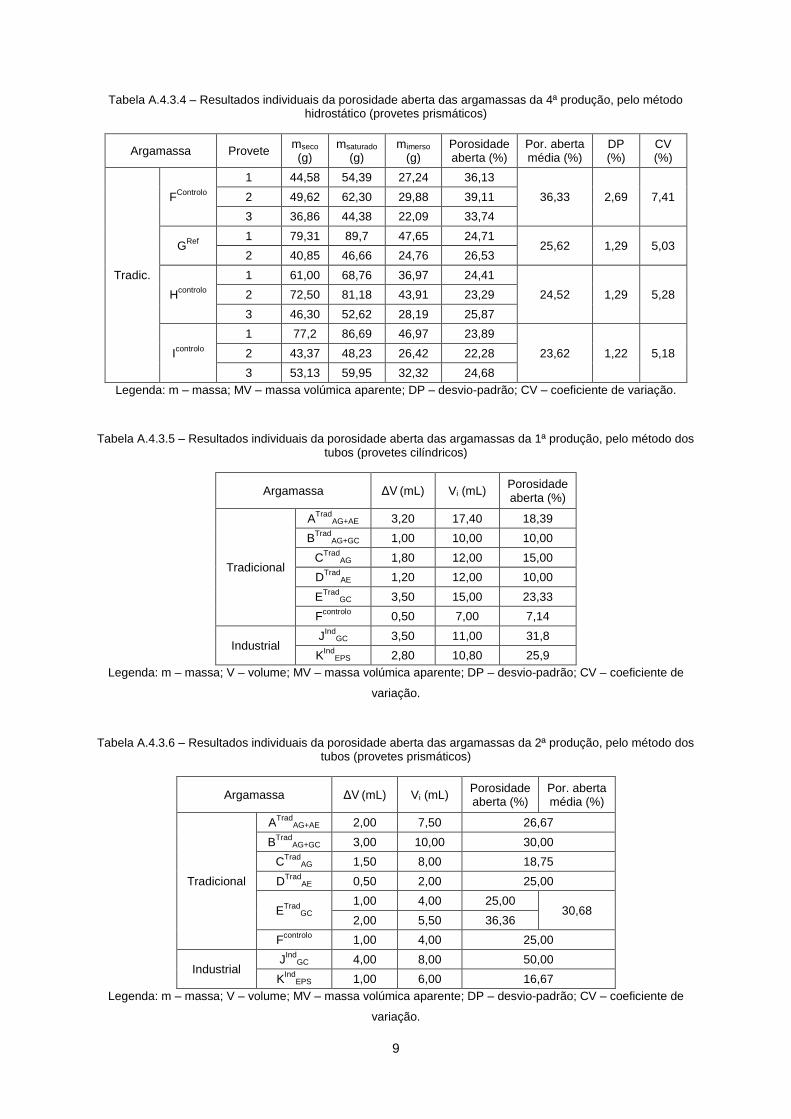
9
Tabela A.4.3.4 – Resultados individuais da porosidade aberta das argamassas da 4ª produção, pelo método hidrostático (provetes prismáticos)
Argamassa Provete mseco (g)
msaturado (g)
mimerso (g)
Porosidade aberta (%)
Por. aberta média (%)
DP (%)
CV (%)
Tradic.
FControlo
1 44,58 54,39 27,24 36,13
36,33 2,69 7,41 2 49,62 62,30 29,88 39,11
3 36,86 44,38 22,09 33,74
GRef
1 79,31 89,7 47,65 24,71
25,62 1,29 5,03 2 40,85 46,66 24,76 26,53
Hcontrolo
1 61,00 68,76 36,97 24,41
24,52 1,29 5,28 2 72,50 81,18 43,91 23,29
3 46,30 52,62 28,19 25,87
Icontrolo
1 77,2 86,69 46,97 23,89
23,62 1,22 5,18 2 43,37 48,23 26,42 22,28
3 53,13 59,95 32,32 24,68
Legenda: m – massa; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de variação.
Tabela A.4.3.5 – Resultados individuais da porosidade aberta das argamassas da 1ª produção, pelo método dos tubos (provetes cilíndricos)
Argamassa ΔV (mL) Vi (mL) Porosidade aberta (%)
Tradicional
ATrad
AG+AE 3,20 17,40 18,39
BTrad
AG+GC 1,00 10,00 10,00
CTrad
AG 1,80 12,00 15,00
DTrad
AE 1,20 12,00 10,00
ETrad
GC 3,50 15,00 23,33
Fcontrolo
0,50 7,00 7,14
Industrial J
IndGC 3,50 11,00 31,8
KInd
EPS 2,80 10,80 25,9
Legenda: m – massa; V – volume; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de
variação.
Tabela A.4.3.6 – Resultados individuais da porosidade aberta das argamassas da 2ª produção, pelo método dos tubos (provetes prismáticos)
Argamassa ΔV (mL) Vi (mL) Porosidade aberta (%)
Por. aberta média (%)
Tradicional
ATrad
AG+AE 2,00 7,50 26,67
BTrad
AG+GC 3,00 10,00 30,00
CTrad
AG 1,50 8,00 18,75
DTrad
AE 0,50 2,00 25,00
ETrad
GC 1,00 4,00 25,00
30,68 2,00 5,50 36,36
Fcontrolo
1,00 4,00 25,00
Industrial J
IndGC 4,00 8,00 50,00
KInd
EPS 1,00 6,00 16,67
Legenda: m – massa; V – volume; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de
variação.

10
Tabela A.4.2.11 – Resultados individuais da porosidade aberta das argamassas da 3ª produção, pelo método dos tubos (provetes cilíndricos)
Argamassa ΔV (mL) Vi (mL) Porosidade aberta (%)
Tradicional
Fcontrolo
1,00 9,00 11,11
GRef
2,50 11,00 22,73
Hcontrolo
2,00 12,00 16,67
Icontrolo
2,00 12,00 16,67
Legenda: m – massa; V – volume; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de
variação.
Tabela A.4.2.12 – Resultados individuais da massa volúmica aparente no estado endurecido das argamassas da 4ª produção, pelo método dos tubos (provetes prismáticos)
Argamassa ΔV (mL) Vi (mL) Porosidade aberta (%)
Tradicional
Fcontrolo
0,50 5,00 10,00
GRef
5,50 7,00 78,57
Hcontrolo
1,50 7,00 21,43
Icontrolo
0,50 6,50 7,69
Legenda: m – massa; V – volume; MV – massa volúmica aparente; DP – desvio-padrão; CV – coeficiente de
variação.
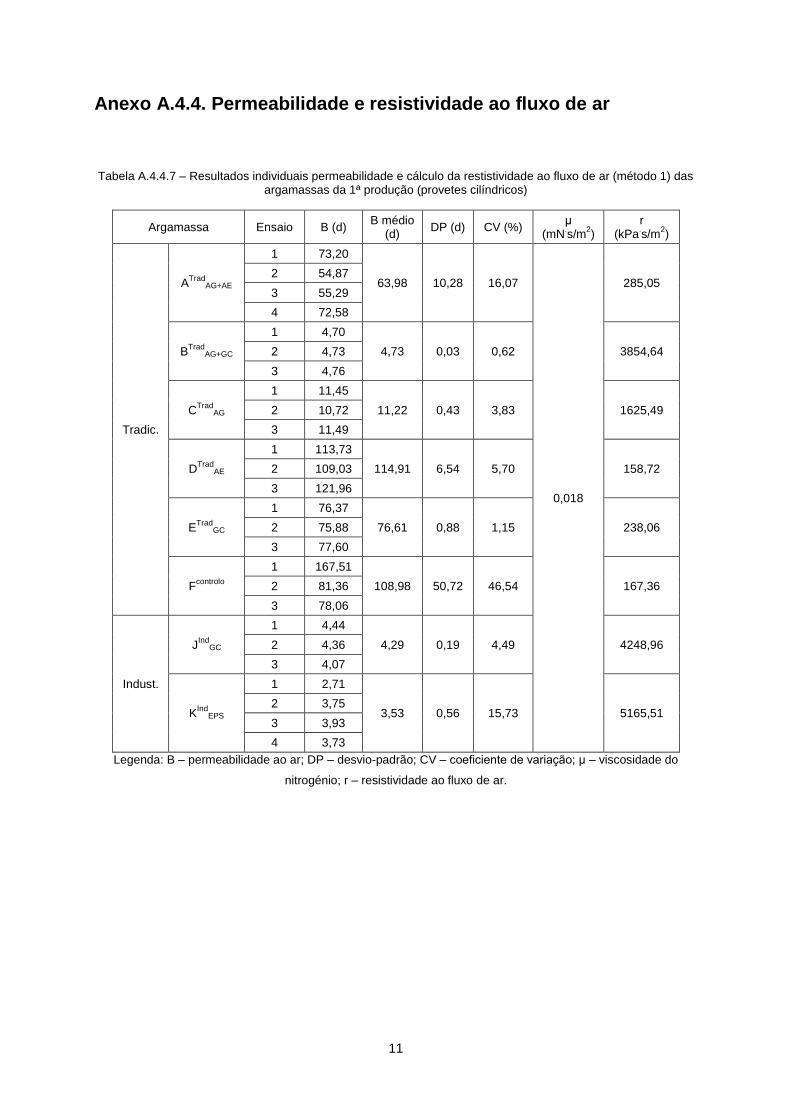
11
Anexo A.4.4. Permeabilidade e resistividade ao fluxo de ar
Tabela A.4.4.7 – Resultados individuais permeabilidade e cálculo da restistividade ao fluxo de ar (método 1) das argamassas da 1ª produção (provetes cilíndricos)
Argamassa Ensaio B (d) B médio
(d) DP (d) CV (%)
μ
(mN.s/m
2)
r (kPa
.s/m
2)
Tradic.
ATrad
AG+AE
1 73,20
63,98 10,28 16,07
0,018
285,05 2 54,87
3 55,29
4 72,58
BTrad
AG+GC
1 4,70
4,73 0,03 0,62 3854,64 2 4,73
3 4,76
CTrad
AG
1 11,45
11,22 0,43 3,83 1625,49 2 10,72
3 11,49
DTrad
AE
1 113,73
114,91 6,54 5,70 158,72 2 109,03
3 121,96
ETrad
GC
1 76,37
76,61 0,88 1,15 238,06 2 75,88
3 77,60
Fcontrolo
1 167,51
108,98 50,72 46,54 167,36 2 81,36
3 78,06
Indust.
JInd
GC
1 4,44
4,29 0,19 4,49 4248,96 2 4,36
3 4,07
KInd
EPS
1 2,71
3,53 0,56 15,73 5165,51 2 3,75
3 3,93
4 3,73
Legenda: B – permeabilidade ao ar; DP – desvio-padrão; CV – coeficiente de variação; μ – viscosidade do
nitrogénio; r – resistividade ao fluxo de ar.

12
Tabela A.4.4.2 – Resultados individuais do cálculo da restistividade ao fluxo de ar (método 2) das argamassas da 1ª produção (provetes cilíndricos)
Argamassa Ensaio ΔP (Pa) Δqv
(cm3)
r (kPa.s/m
2)
r média (kPa
.s/m
2)
DP (kPa
.s/m
2)
CV (%)
Tradic.
ATrad
AG+AE
1 245,26 74,30 262,49
292,07 41,05 14,06 2 607,91 147,08 328,68
3 602,88 147,02 326,09
4 211,25 66,92 251,04
BTrad
AG+GC
1 4256,07 76,91 4400,66
4350,78 77,28 1,78 2 4090,27 74,09 4389,92
3 3653,17 68,17 4261,76
CTrad
AG
1 1651,66 72,92 1801,11
1762,11 80,00 4,54 2 2070,63 98,59 1670,08
3 1626,75 71,27 1815,13
DTrad
AE
1 83,34 83,99 157,81
150,63 7,23 4,80 2 85,84 90,57 150,74
3 84,81 94,09 143,35
ETrad
GC
1 233,09 76,07 243,67
239,51 4,97 2,07 2 224,74 74,20 240,86
3 196,41 66,74 234,01
Fcontrolo
1 122,03 87,79 110,54
187,51 66,78 35,61 2 219,33 157,10 222,04
3 108,30 74,91 229,95
Indust.
JInd
GC
1 4057,69 70,33 4587,80
4785,13 263,70 5,51 2 4502,63 76,46 4682,97
3 4821,57 75,41 5084,63
KInd
EPS
1 5082,75 68,97 7234,54
5391,80 927,36 17,20 2 3953,01 56,83 5531,53
3 3632,49 54,73 5277,59
4 4217,50 62,50 5366,28
Legenda: B – permeabilidade ao ar; DP – desvio-padrão; CV – coeficiente de variação; μ – viscosidade do
nitrogénio; r – resistividade ao fluxo de ar.

13
Tabela A.4.4.3 – Resultados individuais permeabilidade e cálculo da restistividade ao fluxo de ar (método 1) das argamassas da 3ª produção (provetes cilíndricos)
Argamassa Ensaio B (d) B médio
(d) DP (d) CV (%)
μ
(mN.s/m
2)
r (kPa
.s/m
2)
Tradic.
Fcontrolo
1 117,05
199,48 85,66 42,94
0,018
91,43 2 288,04
3 193,35
GRef
1 23,82
36,95 14,26 38,61 493,65 2 52,13
3 34,89
Hcontrolo
1 228,78
36,95 14,26 38,61 71,82 2 226,43
3 306,64
Icontrolo
1 228,26
212,90 55,64 26,13 85,67 2 259,24
3 151,19
Legenda: B – permeabilidade ao ar; DP – desvio-padrão; CV – coeficiente de variação; μ – viscosidade do
nitrogénio; r – resistividade ao fluxo de ar.
Tabela A.4.4.4 – Resultados individuais do cálculo da restistividade ao fluxo de ar (método 2) das argamassas da 3ª produção (provetes cilíndricos)
Argamassa Ensaio ΔP (Pa) Δqv
(cm3)
r (kPa.s/m
2)
r média (kPa
.s/m
2)
DP (kPa
.s/m
2)
CV (%)
Tradic.
Fcontrolo
1 123,90 85,53 230,39
167,14 60,92 36,45 2 115,21 168,34 108,85
3 160,65 157,53 162,19
GRef
1 325,02 75,96 680,50
727,42 159,44 21,92 2 253,41 67,54 596,70
3 964,44 169,48 905,05
Hcontrolo
1 81,15 107,17 120,43
119,97 17,49 14,58 2 63,33 73,39 137,23
3 102,31 159,12 102,26
Icontrolo
1 95,91 103,78 146,99
152,18 34,66 22,77 2 99,17 130,98 120,41
3 99,33 83,52 189,15
Legenda: B – permeabilidade ao ar; DP – desvio-padrão; CV – coeficiente de variação; μ – viscosidade do
nitrogénio; r – resistividade ao fluxo de ar.

14
Exemplos de gráficos Caudal vs. Pressão para as argamassas estudadas
0
20
40
60
80
100
120
140
160
180
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8
Flo
w in
CC
/SE
C.
PRESSURE (PSI)
FLOW RATE VS PRESSURE
AG60 CORT40:
0
20
40
60
80
100
120
140
160
0 0,002 0,004 0,006 0,008 0,01 0,012 0,014 0,016 0,018 0,02
Flo
w in
CC
/SE
C.
PRESSURE (PSI)
FLOW RATE VS PRESSURE
ARGILA100:
0
20
40
60
80
100
120
140
160
0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09
Flo
w in
CC
/SE
C.
PRESSURE (PSI)
FLOW RATE VS PRESSURE
AG60 ARG40:

15
Anexo A.4.5. Velocidade de propagação das ondas ultra-sónicas
Tabela A.4.5.1 – Resultados individuais da velocidade de propagação das ondas ultra-sónicas das argamassas da 2ª produção (provetes prismáticos) – sonda de 54 kHz
Argamassa Provete L (mm) T1 (μs) T2 (μs) T3 (μs) Tmédio (μs)
V (m/s) Vmédio (m/s)
DP (m/s)
CV (%)
ATrad
AG+AE
1 160 97,1 97,4 98,2 97,6 1639,9
1646,6 20,4 1,2 2 160 97,7 98,1 98,6 98,1 1630,4
3 160 96,9 95,4 95,2 95,8 1669,6
BTrad
AG+AE
1 160 125,1 125,7 124,9 125,2 1277,6
1290,4 11,8 0,9 2 160 122,7 122,9 123,4 123,0 1300,8
3 160 124,6 123,6 123,1 123,8 1292,8
CTrad
AG
1 160 133,1 132,7 133,9 133,2 1200,9
1164,5 32,0 2,7 2 160 138,6 143,4 134,7 138,9 1151,9
3 160 141,2 140,4 139,2 140,3 1140,7
DTrad
AE
1 160 77,1 77,7 76,9 77,2 2071,6
1937,9 124,6 6,4 2 160 87,9 88,4 86,7 87,7 1825,1
3 160 82,1 81,6 86,7 83,5 1916,9
ETrad
GC
1 159 176,1 178,1 177,7 177,3 896,8
922,2 22,0 2,4 2 160 170,4 170,4 171,9 170,9 936,2
3 159 170,4 169,2 171,4 170,3 933,5
Fcontrolo
1 160 82,7 81,6 83,1 82,5 1940,2
1832,2 101,1 5,5 2 160 87,6 87,7 88,9 88,1 1816,8
3 160 91,9 91,6 92,4 92,0 1739,8
JInd
GC
1 160 102,4 101,7 101,2 101,8 1562,4
1550,8 12,1 0,8 2 160 102,2 104,2 103,7 103,4 1538,2
3 160 101,9 102,6 102,9 102,5 1551,7
KInd
EPS
1 160 112,9 112,6 113,2 112,9 1417,2
1426,9 10,0 0,7 2 160 111,2 111,7 111,1 111,3 1437,1
3 160 112,4 111,9 112,2 112,2 1426,4
Legenda: L – distância percorrida pelas ondas ultra-sónicas; Ti – tempo que as ondas demoram a percorrer os
provetes; V – velocidade de propagação das ondas ultra-sónicas; DP – desvio-padrão; CV – coeficiente de
variação.

16
Tabela A.4.5.2 – Resultados individuais da velocidade de propagação das ondas ultra-sónicas das argamassas da 2ª produção (provetes prismáticos) – sonda de 150 kHz
Argamassa Provete L (mm) T1 (μs) T2 (μs) T3 (μs) Tmédio (μs)
V (m/s) Vmédio (m/s)
DP (m/s)
CV (%)
ATrad
AG+AE
1 160 100,9 99,9 99,2 99,55 1013,6
1420,8 355,4 25,0 2 160 101,2 101,9 100,6 101,23 1580,5
3 160 95,9 96,4 95,4 95,90 1668,4
BTrad
AG+AE
1 160 125,9 126,6 126,2 126,23 1267,5
1281,4 16,1 1,3 2 160 124,1 125,7 125,9 125,23 1277,6
3 160 122,4 122,7 124,4 123,17 1299,1
CTrad
AG
1 160 171,7 172,2 171,4 171,80 999,4
936,3 56,6 6,0 2 160 173,9 173,6 174,4 173,97 919,7
3 160 178,6 179,1 181,7 179,80 889,9
DTrad
AE
1 160 76,9 77,6 77,9 77,47 2065,4
1985,3 74,9 3,8 2 160 84,2 83,1 83,1 83,47 1916,9
3 160 81,4 80,6 81,2 81,07 1973,7
ETrad
GC
1 159 206 203 205 204,67 776,9
765,9 56,4 7,4 2 160 203 229 249 227,00 704,8
3 159 202 185,9 196,7 194,87 815,9
Fcontrolo
1 160 92,6 95,2 95,9 94,57 1691,9
1716,3 86,1 5,0 2 160 86,9 87,9 90,1 88,30 1812,0
3 160 98,1 97,6 96,1 97,27 1645,0
JInd
GC
1 160 106,4 106,2 106,1 106,23 1496,7
1489,6 12,3 0,8 2 160 107,4 107,2 108,7 107,77 1475,4
3 160 106,1 107,4 105,2 106,23 1496,7
KInd
EPS
1 160 115,4 117,1 115,7 116,07 1378,5
1389,5 10,5 0,8 2 160 115,2 115,1 114,9 115,07 1390,5
3 160 114,6 115,2 113,2 114,33 1399,4
Legenda: L – distância percorrida pelas ondas ultra-sónicas; Ti – tempo que as ondas demoram a percorrer os
provetes; V – velocidade de propagação das ondas ultra-sónicas; DP – desvio-padrão; CV – coeficiente de
variação.

17
Tabela A.4.5.3 – Resultados individuais da velocidade de propagação das ondas ultra-sónicas das argamassas da 4ª produção (provetes prismáticos) – sonda de 54 kHz
Argamassa Provete L (mm) T1 (μs) T2 (μs) T3 (μs) Tmédio (μs)
V (m/s) Vmédio (m/s)
DP (m/s)
CV (%)
Fcontrolo
1 160 70,4 70,6 70,4 70,5 2270,6
2169,4 88,7 4,1 2 160 75,7 74,7 74,7 75,0 2132,4
3 160 75,7 76,1 76,2 76,0 2105,3
GRef
1 160 54,4 54,8 54,1 54,4 2939,4
2961,8 20,0 0,7 2 160 53,9 53,7 53,6 53,7 2977,7
3 160 53,6 54,2 53,9 53,9 2968,5
Hcontrolo
1 160 55,6 54,6 54,7 55,0 2910,9
2951,5 55,8 1,9 2 160 53,6 54,4 55,9 54,6 2928,6
3 160 52,9 53,4 52,9 53,1 3015,1
Icontrolo
1 160 50,9 51,2 51,6 51,2 3123,0
3146,4 87,5 2,8 2 160 49,2 48,9 49,9 49,3 3243,2
3 160 52,6 51,9 51,7 52,1 3073,0
Legenda: L – distância percorrida pelas ondas ultra-sónicas; Ti – tempo que as ondas demoram a percorrer os
provetes; V – velocidade de propagação das ondas ultra-sónicas; DP – desvio-padrão; CV – coeficiente de
variação.
Tabela A.4.5.4 – Resultados individuais da velocidade de propagação das ondas ultra-sónicas das argamassas da 4ª produção (provetes prismáticos) – sonda de 150 kHz
Argamassa Provete L (mm) T1 (μs) T2 (μs) T3 (μs) Tmédio (μs)
V (m/s) Vmédio (m/s)
DP (m/s)
CV (%)
Fcontrolo
1 160 72,2 74,4 70,4 72,33 2211,98
2135,8 70,3 3,3 2 160 77,6 76,7 77,2 77,17 2073,43
3 160 75,2 75,1 75,9 75,40 2122,02
GRef
1 160 53,6 53,4 53,7 53,57 2986,93
2967,3 18,5 0,6 2 160 54,2 53,6 54,1 53,97 2964,79
3 160 54,1 54,4 54,2 54,23 2950,22
Hcontrolo
1 160 56,2 56,1 56,4 56,23 2845,29
2773,9 62,0 2,2 2 160 57,4 58,9 58,7 58,33 2742,86
3 160 59,1 57,9 58,6 58,53 2733,49
Icontrolo
1 160 55,6 51,6 51,9 53,03 3016,97
3081,9 119,1 3,9 2 160 49,1 49,6 50,4 49,70 3219,32
3 160 53,4 53,9 52,2 53,17 3009,40
Legenda: L – distância percorrida pelas ondas ultra-sónicas; Ti – tempo que as ondas demoram a percorrer os
provetes; V – velocidade de propagação das ondas ultra-sónicas; DP – desvio-padrão; CV – coeficiente de
variação.
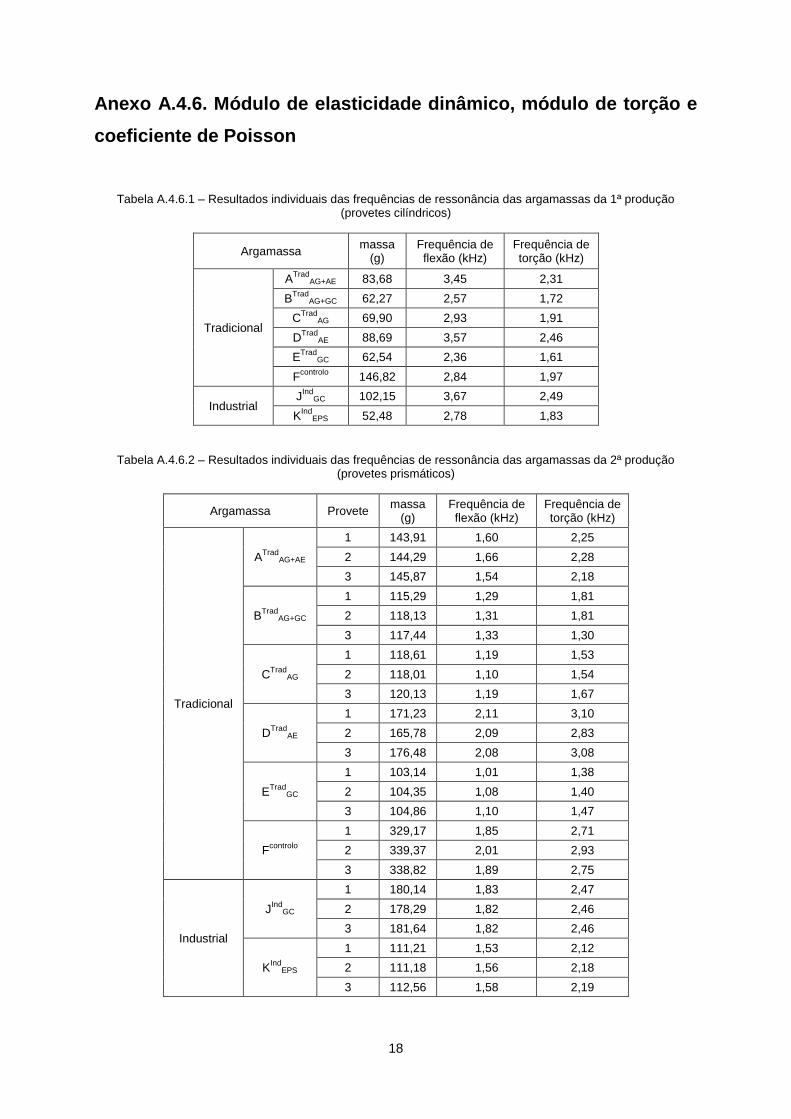
18
Anexo A.4.6. Módulo de elasticidade dinâmico, módulo de torção e
coeficiente de Poisson
Tabela A.4.6.1 – Resultados individuais das frequências de ressonância das argamassas da 1ª produção (provetes cilíndricos)
Argamassa massa
(g) Frequência de flexão (kHz)
Frequência de torção (kHz)
Tradicional
ATrad
AG+AE 83,68 3,45 2,31
BTrad
AG+GC 62,27 2,57 1,72
CTrad
AG 69,90 2,93 1,91
DTrad
AE 88,69 3,57 2,46
ETrad
GC 62,54 2,36 1,61
Fcontrolo
146,82 2,84 1,97
Industrial J
IndGC 102,15 3,67 2,49
KInd
EPS 52,48 2,78 1,83
Tabela A.4.6.2 – Resultados individuais das frequências de ressonância das argamassas da 2ª produção (provetes prismáticos)
Argamassa Provete massa
(g) Frequência de flexão (kHz)
Frequência de torção (kHz)
Tradicional
ATrad
AG+AE
1 143,91 1,60 2,25
2 144,29 1,66 2,28
3 145,87 1,54 2,18
BTrad
AG+GC
1 115,29 1,29 1,81
2 118,13 1,31 1,81
3 117,44 1,33 1,30
CTrad
AG
1 118,61 1,19 1,53
2 118,01 1,10 1,54
3 120,13 1,19 1,67
DTrad
AE
1 171,23 2,11 3,10
2 165,78 2,09 2,83
3 176,48 2,08 3,08
ETrad
GC
1 103,14 1,01 1,38
2 104,35 1,08 1,40
3 104,86 1,10 1,47
Fcontrolo
1 329,17 1,85 2,71
2 339,37 2,01 2,93
3 338,82 1,89 2,75
Industrial
JInd
GC
1 180,14 1,83 2,47
2 178,29 1,82 2,46
3 181,64 1,82 2,46
KInd
EPS
1 111,21 1,53 2,12
2 111,18 1,56 2,18
3 112,56 1,58 2,19
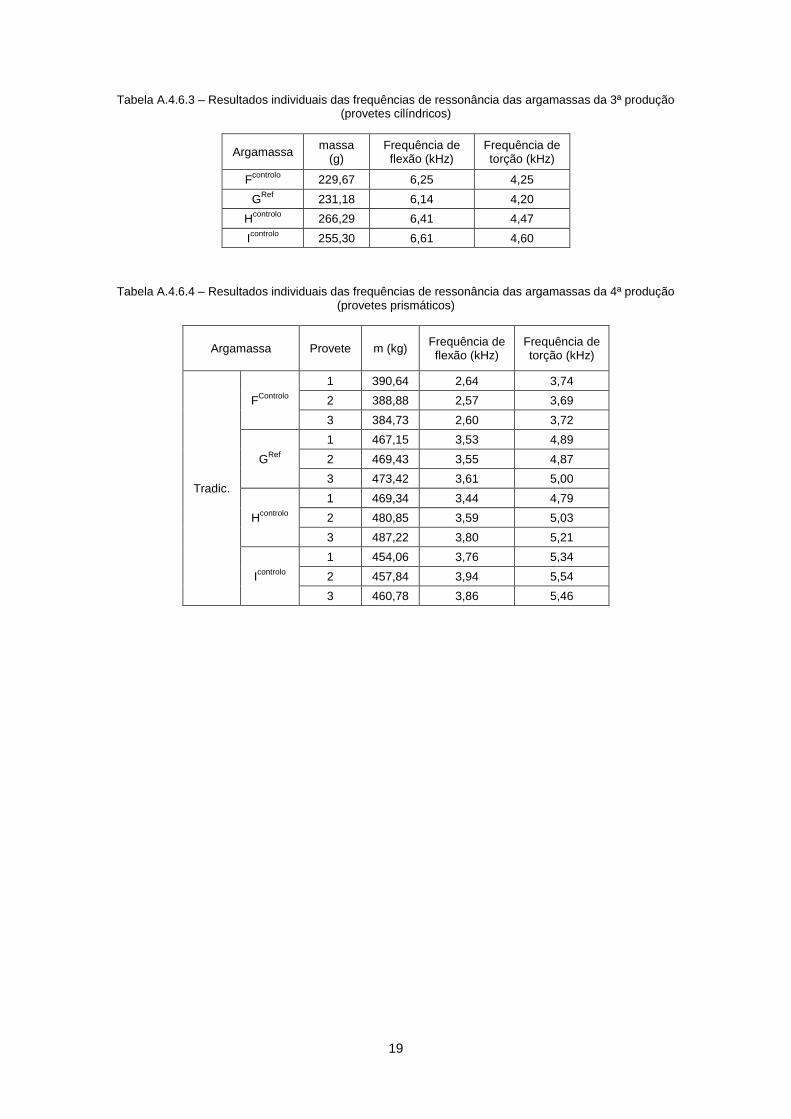
19
Tabela A.4.6.3 – Resultados individuais das frequências de ressonância das argamassas da 3ª produção (provetes cilíndricos)
Argamassa massa
(g) Frequência de flexão (kHz)
Frequência de torção (kHz)
Fcontrolo
229,67 6,25 4,25
GRef
231,18 6,14 4,20
Hcontrolo
266,29 6,41 4,47
Icontrolo
255,30 6,61 4,60
Tabela A.4.6.4 – Resultados individuais das frequências de ressonância das argamassas da 4ª produção (provetes prismáticos)
Argamassa Provete m (kg) Frequência de flexão (kHz)
Frequência de torção (kHz)
Tradic.
FControlo
1 390,64 2,64 3,74
2 388,88 2,57 3,69
3 384,73 2,60 3,72
GRef
1 467,15 3,53 4,89
2 469,43 3,55 4,87
3 473,42 3,61 5,00
Hcontrolo
1 469,34 3,44 4,79
2 480,85 3,59 5,03
3 487,22 3,80 5,21
Icontrolo
1 454,06 3,76 5,34
2 457,84 3,94 5,54
3 460,78 3,86 5,46
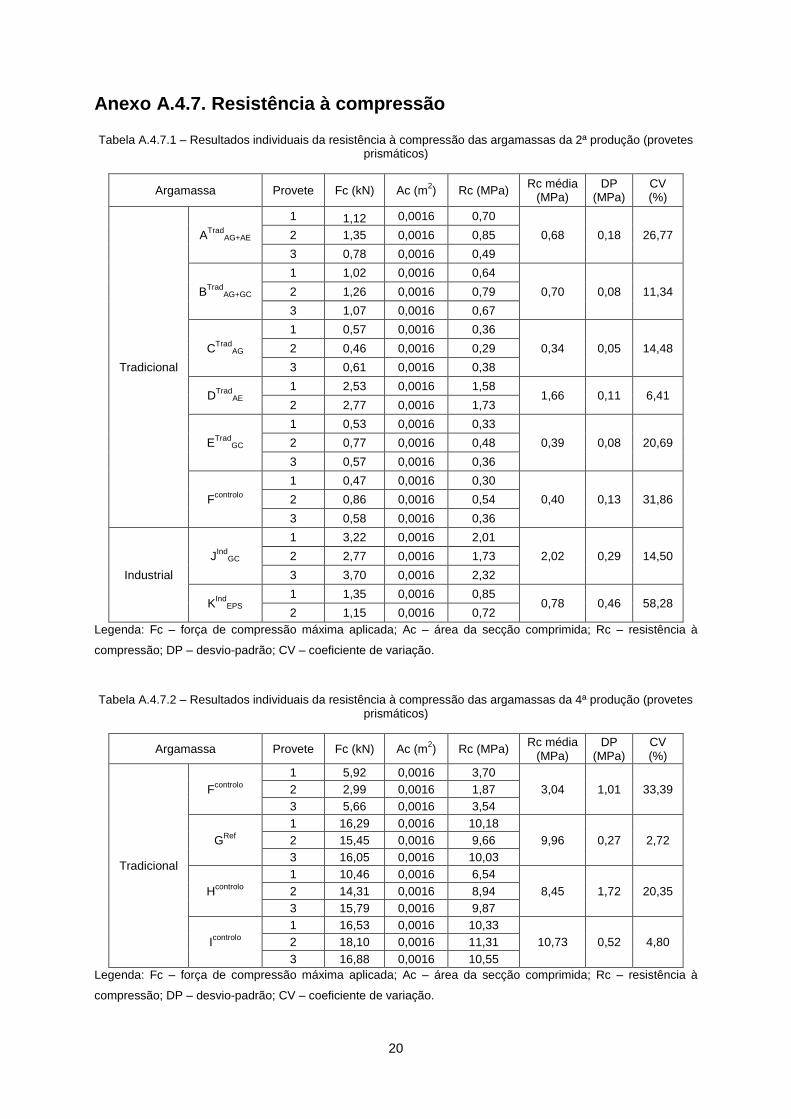
20
Anexo A.4.7. Resistência à compressão
Tabela A.4.7.1 – Resultados individuais da resistência à compressão das argamassas da 2ª produção (provetes prismáticos)
Argamassa Provete Fc (kN) Ac (m2) Rc (MPa)
Rc média (MPa)
DP (MPa)
CV (%)
Tradicional
ATrad
AG+AE
1 1,12 0,0016 0,70
0,68 0,18 26,77 2 1,35 0,0016 0,85
3 0,78 0,0016 0,49
BTrad
AG+GC
1 1,02 0,0016 0,64
0,70 0,08 11,34 2 1,26 0,0016 0,79
3 1,07 0,0016 0,67
CTrad
AG
1 0,57 0,0016 0,36
0,34 0,05 14,48 2 0,46 0,0016 0,29
3 0,61 0,0016 0,38
DTrad
AE 1 2,53 0,0016 1,58
1,66 0,11 6,41 2 2,77 0,0016 1,73
ETrad
GC
1 0,53 0,0016 0,33
0,39 0,08 20,69 2 0,77 0,0016 0,48
3 0,57 0,0016 0,36
Fcontrolo
1 0,47 0,0016 0,30
0,40 0,13 31,86 2 0,86 0,0016 0,54
3 0,58 0,0016 0,36
Industrial
JInd
GC
1 3,22 0,0016 2,01
2,02 0,29 14,50 2 2,77 0,0016 1,73
3 3,70 0,0016 2,32
KInd
EPS 1 1,35 0,0016 0,85
0,78 0,46 58,28 2 1,15 0,0016 0,72
Legenda: Fc – força de compressão máxima aplicada; Ac – área da secção comprimida; Rc – resistência à
compressão; DP – desvio-padrão; CV – coeficiente de variação.
Tabela A.4.7.2 – Resultados individuais da resistência à compressão das argamassas da 4ª produção (provetes prismáticos)
Argamassa Provete Fc (kN) Ac (m2) Rc (MPa)
Rc média (MPa)
DP (MPa)
CV (%)
Tradicional
Fcontrolo
1 5,92 0,0016 3,70
3,04 1,01 33,39 2 2,99 0,0016 1,87
3 5,66 0,0016 3,54
GRef
1 16,29 0,0016 10,18
9,96 0,27 2,72 2 15,45 0,0016 9,66
3 16,05 0,0016 10,03
Hcontrolo
1 10,46 0,0016 6,54
8,45 1,72 20,35 2 14,31 0,0016 8,94
3 15,79 0,0016 9,87
Icontrolo
1 16,53 0,0016 10,33
10,73 0,52 4,80 2 18,10 0,0016 11,31
3 16,88 0,0016 10,55
Legenda: Fc – força de compressão máxima aplicada; Ac – área da secção comprimida; Rc – resistência à
compressão; DP – desvio-padrão; CV – coeficiente de variação.
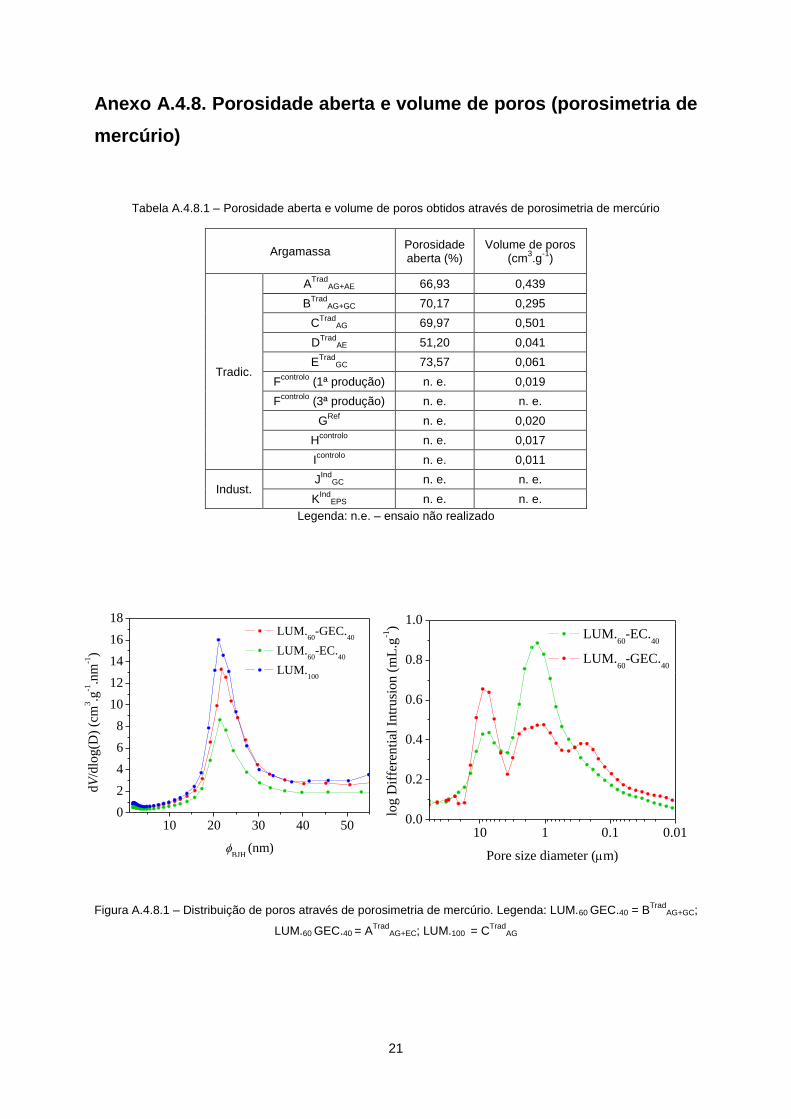
21
10 1 0.1 0.010.0
0.2
0.4
0.6
0.8
1.0
log
Dif
fere
nti
al I
ntr
usi
on
(m
L.g
-1)
Pore size diameter (m)
LUM.60
-EC.40
LUM.60
-GEC.40
Anexo A.4.8. Porosidade aberta e volume de poros (porosimetria de
mercúrio)
Tabela A.4.8.1 – Porosidade aberta e volume de poros obtidos através de porosimetria de mercúrio
Argamassa Porosidade aberta (%)
Volume de poros (cm
3.g
-1)
Tradic.
ATrad
AG+AE 66,93 0,439
BTrad
AG+GC 70,17 0,295
CTrad
AG 69,97 0,501
DTrad
AE 51,20 0,041
ETrad
GC 73,57 0,061
Fcontrolo
(1ª produção) n. e. 0,019
Fcontrolo
(3ª produção) n. e. n. e.
GRef
n. e. 0,020
Hcontrolo
n. e. 0,017
Icontrolo
n. e. 0,011
Indust. J
IndGC n. e. n. e.
KInd
EPS n. e. n. e.
Legenda: n.e. – ensaio não realizado
Figura A.4.8.1 – Distribuição de poros através de porosimetria de mercúrio. Legenda: LUM.60 GEC.40 = BTrad
AG+GC;
LUM.60 GEC.40 = ATrad
AG+EC; LUM.100 = CTrad
AG
10 20 30 40 500
2
4
6
8
10
12
14
16
18
dV
/dlo
g(D
) (c
m3.g
-1.n
m-1
)
BJH
(nm)
LUM.60
-GEC.40
LUM.60
-EC.40
LUM.100

22
10 1 0.1 0.010.00
0.02
0.04
0.06
log
Dif
fere
nti
al I
ntr
usi
on
(m
L.g
-1)
Pore size diameter (m)
Figura A.4.8.1 – Distribuição de poros através de porosimetria de mercúrio. Legenda: LUM.100 = CTrad
AG; GEC100
= ETrad
GC; EC100 = DTrad
AE.
10 1 0.1 0.010.0
0.2
0.4
0.6
0.8
1.0
1.2lo
g D
iffe
renti
al I
ntr
usi
on (
mL
.g-1
)
Pore size diameter (m)
LUM.100
GEC.100
EC.100

23
Anexo A.4.9. Absorção sonora (exemplo de relatório de ensaio)

24
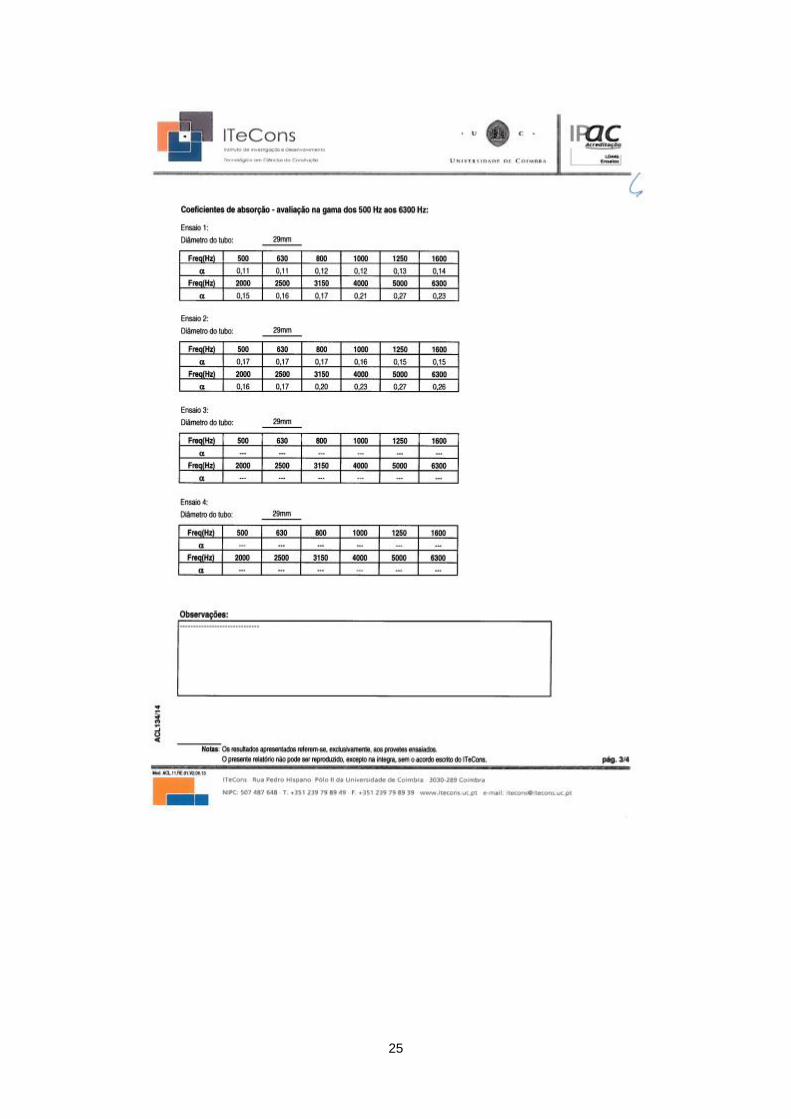
25
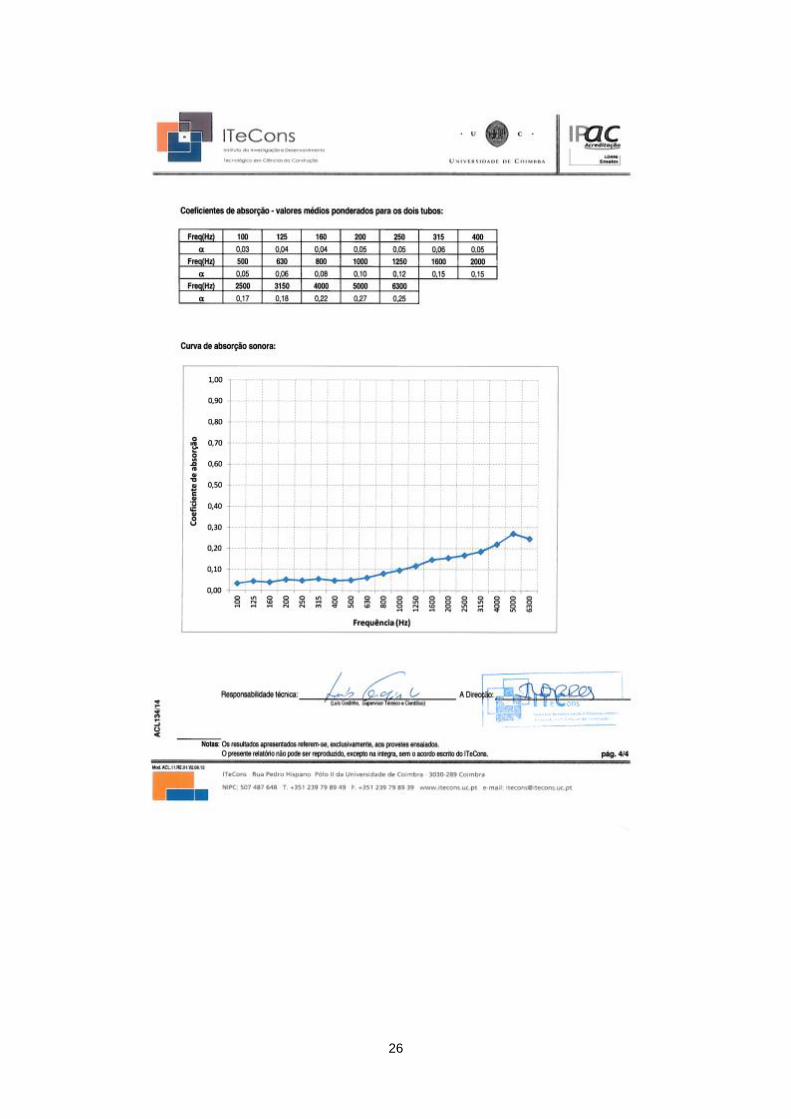
26

27
Anexo A.5.1. Curvas teóricas de Allard-Johnson para as
argamassas ETradGC, FControlo (1ª produção) e IControlo
Figura A.5.1.1 – Curva obtida pelo modelo de Allard-Johnson para a argamassa ETrad
GC (φ=65º, Λ=10 μm)
Figura A.5.1.2 – Curva obtida pelo modelo de Allard-Johnson para a argamassa FControlo
da 1ª produção (φ=70º,
Λ=10 μm)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
Co
efi
cie
nte
de
ab
sorç
ão
Frequência (Hz)
ETradGC
Allard-Johnson
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
Co
efi
cie
nte
de
ab
sorç
ão
Frequência (Hz)
Fcontrolo (1a produção)
Allard-Johnson

28
Figura A.5.1.3 – Curva obtida pelo modelo de Allard-Johnson para a argamassa IControlo
da 1ª produção (φ=75º,
Λ=30 μm)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
Co
efi
cie
nte
de
ab
sorç
ão
Frequência (Hz)
Icontrolo
Allard-Johnson