centro universitÁrio estadual da zona oeste · misturado ao pebd e processados em extrusora...
TRANSCRIPT

CENTRO UNIVERSITÁRIO ESTADUAL DA ZONA OESTE
Preparação e caracterização de compósitos a base de
Polietileno de Baixa Densidade (PEBD) e amido de milho
(AM)
Dermeval Teodoro Junior
Rio de Janeiro
2012

DERMEVAL TEODORO JUNIOR
Aluno do Curso Superior de Tecnologia em Polímeros
Matrícula: 0623800092
Preparação e caracterização de compósitos a base de
Polietileno de Baixa Densidade (PEBD) e amido de milho
(AM)
Dermeval Teodoro Junior
Trabalho de Conclusão de Curso, TCC, apresentado
ao Curso de Graduação em Polímeros, do UEZO
como parte dos requisitos para a obtenção do grau de
Tecnólogo em Polímeros, sob a orientação da Profa
Luciana Portal da Silva e coorientação do pesquisador
Márcio da Silva Coutinho.
Rio de Janeiro
DEZEMBRO DE 2012

ii

iii
Dedico este trabalho a minha esposa e
filhos, meus familiares, amigos e a todos os
professores e colaboradores que me
apoiaram na jornada de graduação.

iv
AGRADECIMENTOS
À minha orientadora e professora Luciana Portal da Silva, por sua
dedicação, apoio e incentivo na realização deste trabalho.
Ao coorientador e pesquisador Márcio da Silva Coutinho, pela atenção
dispensada e em especial nas analises reológicas.
Ao professor Ricardo de Freitas Cabral pelo apoio na realização deste
trabalho.
A Embrapa Agroindústria de Alimentos, na figura do pesquisador Carlos
Wanderley Piler de Carvalho, pela colaboração no desenvolvimento
deste trabalho.
A Técnica Mônica Cristina Vieira e a Laboratorista Cristiane Rocha
Vieira, pela ajuda no laboratório.
Aos meus pais Dermeval Teodoro e Cilene Reis Teodoro e minha irmã
Márcia Maria Teodoro Fontoura, por sempre estarem comigo.
Aos meus filhos Samuel Alvarenga Teodoro e Ester Alvarenga Teodoro,
pelo carinho e sorrisos motivadores nesta jornada.
A minha querida e amada esposa Ana Claudia Alvarenga Teodoro, pela
paciência, cuidado, motivação e encorajamento nos momentos em que
pensei em desistir.
A Deus, “Senhor que fez o céu e a terra.” (Salmos 112.2)

v
Resumo
A busca por materiais compósitos visa o melhoramento de materiais e a
redução do uso de fontes não renováveis. Este trabalho objetiva preparar e
caracterizar compósitos a base de Polietileno de Baixa Densidade (PEBD) com
diferentes teores de amido de milho (AM), (0, 1, 10 e 30% em peso), utilizando-
se o processamento por extrusão. Analisou-se o teor de AM na matriz de
PEBD, realizando-se a avalição das propriedades morfológicas, térmicas e
reológicas, além da observação visual dos materiais. O AM foi seco por 24 h,
misturado ao PEBD e processados em extrusora monorosca com matriz de
filmes tubulares (0, 1, e 10% em peso de AM) e matriz plana (30% em peso de
AM). Os resultados de caracterização visual mostraram que os filmes variaram
de transparente a opaco e de homogêneo a heterogêneo, de acordo com o
aumento no teor de AM na matriz de PEBD. A avaliação de análise térmica
mostrou um aumento sutil da Tm (Temperatura de fusão cristalina) até 10% em
peso de AM e um aumento bastante significativo (12ºC), na Tm do compósito
com 30% em peso de AM. Da mesma forma a temperatura de degradação
térmica do compósito aumentou consideravelmente a partir de 10% em peso
de AM, sugerindo que a adição de AM promoveu uma estabilidade térmica ao
compósito A densidade mostrou um sutil aumento com o teor de AM. A fluidez
do compósito variou consideravelmente, reduzindo-se com o aumento do teor
de AM, aumentando-se assim a viscosidade do sistema. A reologia mostrou
que todas as composições apresentaram um comportamento não newtoniano e
que a presença de AM afetou o comportamento viscoelástico das amostras.
Palavras-chave: PEBD, amido,compósitos, reologia.

vi
Abstract
The search for composite materials, aims at the improvement of materials
and reducing the usage of non-renewable sources. This study aims to prepare
and characterize composites based on Low Density Polyethylene (LDPE) with
corn starch (CS), (0, 1, 10 and 30% by weight), using extrusion processing.
Examined if the level of AM in the matrix of LDPE, performing This evaluation of
the morphological properties, thermal and rheological properties, and visual
observation of materials. The AM was dried for 24 hours, mixed with LDPE
single screw extruder and processed into films tubular matrix (0, 1, and 10 wt%
CS) and planar array (30 wt% CS). The results of visual characterization
showed that the films varied from transparent to opaque and homogeneous to
heterogeneous in accordance with the increase in the concentration of CS in
the matrix of LDPE. The evaluation of the thermal analysis shows a slight
increase in Tm (Glass transition temperature) up to 10 wt% CS and a very
significant increase (12 ° C), the Tm of the composite 30 wt% CS. Likewise, the
thermal degradation of the composite increased significantly from 10 wt% CS,
suggesting that the addition of CS promoted thermal stability to the composite
density showed a subtle increase in the content of CS. The fluidity of the
composite varied considerably reduced with the increase of the content of CS,
thus increasing the viscosity of the system. The rheology showed that all
compositions had a non-Newtonian behavior, and the presence of CS affect the
viscoelastic behavior of the samples.
Keywords: LDPE, starch, composites, rheology.

vii
“As grandes ideias surgem da observação de pequenos detalhes”
Augusto Cury

viii
SUMÁRIO
Resumo.............................................................................................................. v
Abstract............................................................................................................. vi
Lista de Figuras.................................................................................................. xi
Lista de Tabelas .............................................................................................. xiii
Lista de Siglas e Abreviaturas ......................................................................... xiv
Lista de Trabalhos realizados com este Estudo .............................................. xv
1. Introdução ...................................................................................................... 1
1.1. Objetivo Geral ......................................................................................... 3
1.2. Objetivos Específicos ............................................................................. 3
1.3. Justificativa ............................................................................................. 3
2. Revisão Bibliográfica ..................................................................................... 4
2.1. O Amido .................................................................................................. 4
2.1.1. Propriedades do amido ................................................................... 5
2.1.1.1. Gelatinização ........................................................................... 5
2.1.1.2. Fusão ....................................................................................... 6
2.1.1.3. Gelificação ............................................................................... 6
2.1.1.4. Retrogradação ......................................................................... 7
2.1.2. O processamento do amido ............................................................ 7
2.1.3. Outros aspectos do amido ............................................................... 8
2.1.3.1. Filmes de amido encontrados no mercado nacional .............. 10
2.1.3.2. O amido no cenário mundial .................................................. 10
2.1.3.3. O cultivo do milho no Brasil .................................................... 11
2.2. O Polietileno ......................................................................................... 12
2.2.1. O processamento do PEBD .......................................................... 14
2.2.2. Os tipos de polietileno ................................................................... 17
2.2.2.1. Algumas propriedades do PEBD................................................ 18
2.2.3 O processamento do PEBD............................................................ 19
2.2.4. O PEBD no cenário mundial .......................................................... 19
2.2.5. O PEBD no cenário brasileiro ........................................................ 19
2.2.5.1. O consumo de PEBD no cenário brasileiro ................................ 20
2.2.6. Aplicações do PEBD ..................................................................... 22
2.3. Os compósitos ...................................................................................... 24

ix
2.4. O Processamento por extrusão ............................................................ 25
2.4.1. Extrusão de filmes planos ............................................................. 25
2.4.2. Extrusão de filmes tubulares ......................................................... 25
2.5. Caracterização ...................................................................................... 26
2.5.1. Caracterização Física .................................................................... 26
2.5.1.1. Caracterização Visual ............................................................ 26
2.5.2. Caracterização Fisicomecânica ..................................................... 26
2.5.2.1. Ensaio de Densidade ............................................................. 26
2.5.2.2. Ensaio de Dureza ................................................................... 27
2.5.2.3. Determinação do Índice de Fluidez ....................................... 27
2.5.3. Caracterização Morfológica ........................................................... 28
2.5.3.1. Microscopia Eletrônica de Varredura (MEV) .......................... 28
2.5.4. Caracterização Térmica ................................................................ 29
2.5.4.1. Calorimetria Diferencial de Varredura (DSC) ......................... 29
2.5.5. Caracterização Reológica ............................................................. 31
2.5.5.1. O ensaio de Reológico ........................................................... 31
2.5.5.2. O ensaio de Varredura de Amplitude e Frequência ............... 32
2.5.5.3. O ensaio de Fluência e Recuperação .................................... 32
3. Metodologia ................................................................................................. 33
3.1. Materiais ............................................................................................... 33
3.2. Equipamentos ....................................................................................... 34
3.3. Métodos ................................................................................................ 34
3.3.1. Preparação das amostras para extrusão ...................................... 37
3.3.2. Processamento por extrusão do PEBD/AM .................................. 38
3.3.2.1. Extrusão de filmes tubulares .................................................. 38
3.3.2.2. Extrusão de filmes planos ...................................................... 40
3.3.3. Caracterizações realizadas no PEBD e nas misturas (PEBD/AM) 42
3.3.3.1. Caracterização Visual ............................................................ 42
3.3.3.2. Ensaio de Densidade ............................................................. 42
3.3.3.3. Ensaio de Dureza ................................................................... 43
3.3.3.4. Determinação do Índice de Fluidez ........................................ 44
3.3.3.5. Caracterização Morfológica ................................................... 45
3.3.3.6. Calorimetria Diferencial de Varredura (DSC) ......................... 46
3.3.3.7. Caracterização Reológica ...................................................... 46

x
3.3.3.7.1. Ensaio de Varredura de Amplitude e Frequência ........... 46
3.3.3.7.2. Ensaio de Fluência e Recuperação ................................ 47
4. Resultado e Discussão ................................................................................ 49
4.1. Caracterização Visual ........................................................................... 49
4.2. Caracterização físico-mecânica ............................................................ 51
4.2.1. Análise de Densidade ...................................................................... 51
4.2.2. Análise de Dureza ........................................................................... 51
4.2.3. Análise do Índice de Fluidez ............................................................ 52
4.3. Caracterização Morfológica .................................................................. 52
4.3.1. Análise da Morfologia (MEV) ......................................................... 52
4.4. Caracterização Térmica ........................................................................ 54
4.4.1. Análise Térmica ............................................................................. 54
4.5. Caracterização Reológica ..................................................................... 55
4.5.1. Análise Reológica (Varredura de Amplitude e Frequência) .......... 55
4.5.2. Análise Reológica (Fluência e Recuperação) ............................... 57
5. Conclusão .................................................................................................... 58
6. Sugestões para trabalhos futuros ................................................................ 59
7. Referências Bibliográficas ........................................................................... 60

xi
LISTA DE FIGURAS
Figura 1.1. Segmentação do mercado de polímeros no Brasil ............................. 2
Figura 2.1. Estrutura de amilose (a) e amilopectina (b) componentes do amido .. 4
Figura 2.2. Estimativa de evolução de produção e demanda de amido, por grande
regiões e nos principais mercados mundiais ...................................................... 11
Figura 2.3. Representação da estrutura de PEBD .............................................. 13
Figura 2.4. Mecanismo de polimerização via radical livre, por transferência de
cadeia ................................................................................................................... 15
Figura 2.5. Mecanismo de polimerização via radical livre, por transferência de
cadeia ................................................................................................................... 16
Figura 2.6. Representação esquemática da estrutura de PEBD ........................ 17
Figura 2.7. Evolução da estrutura do polietileno ................................................. 17
Figura 2.8. Participação de cada material na produção física ............................ 21
Figura 2.9. Empregos formais na Indústria de Embalagem, por material .......... 21
Figura 2.10. Segmentação do mercado de transformados plásticos por processo
de produção ......................................................................................................... 22
Figura 2.11. Composição média relativa dos plásticos no lixo urbano ............... 22
Figura 2.12. Segmentação do mercado por tipo de resina ................................. 23
Figura 3.1. Foto dos pelets de PEBD .................................................................. 31
Figura 3.2. Foto do (AM) ..................................................................................... 31
Figura 3.3. Diagrama de blocos .......................................................................... 35
Figura 3.4. Foto dos materiais previamente misturados manualmente .............. 37
Figura 3.5. Foto da rosca da extrusora de filmes tubulares sem elemento de
mistura ................................................................................................................. 38
Figura 3.6. Etapas do processamento de filmes tubulares ................................. 39
Figura 3.7. Foto da rosca da extrusora de filmes planos com um elemento de
mistura ................................................................................................................. 40

xii
Figura 3.8. Etapas do processamento de filmes planos ..................................... 41
Figura 3.9. Foto do Medidor de densidade digital ............................................... 43
Figura 3.10. Foto do Durômetro Shore D ............................................................ 44
Figura 3.11. Foto do Medidor de Índice de Fluidez ............................................. 45
Figura 3.12. Foto do Microscópio eletrônico de varredura .................................. 45
Figura 3.13. Foto do Calorímetro diferencial de varredura (DSC) ...................... 46
Figura 3.14. Foto do Reômetro ........................................................................... 47
Figura 3.15. Foto dos corpos de prova (Cp) ....................................................... 48
Figura 4.1. Foto dos filmes obtidos após processamento ................................... 49
Figura 4.2. Micrografia da superfície dos filmes obtidos após processamento ... 53
Figura 4.3. Viscosidade Complexa em função da Frequência Angular .............. 56
Figura 4.4. Ângulo de Perda em função do Teor de amido ................................ 56
xiii
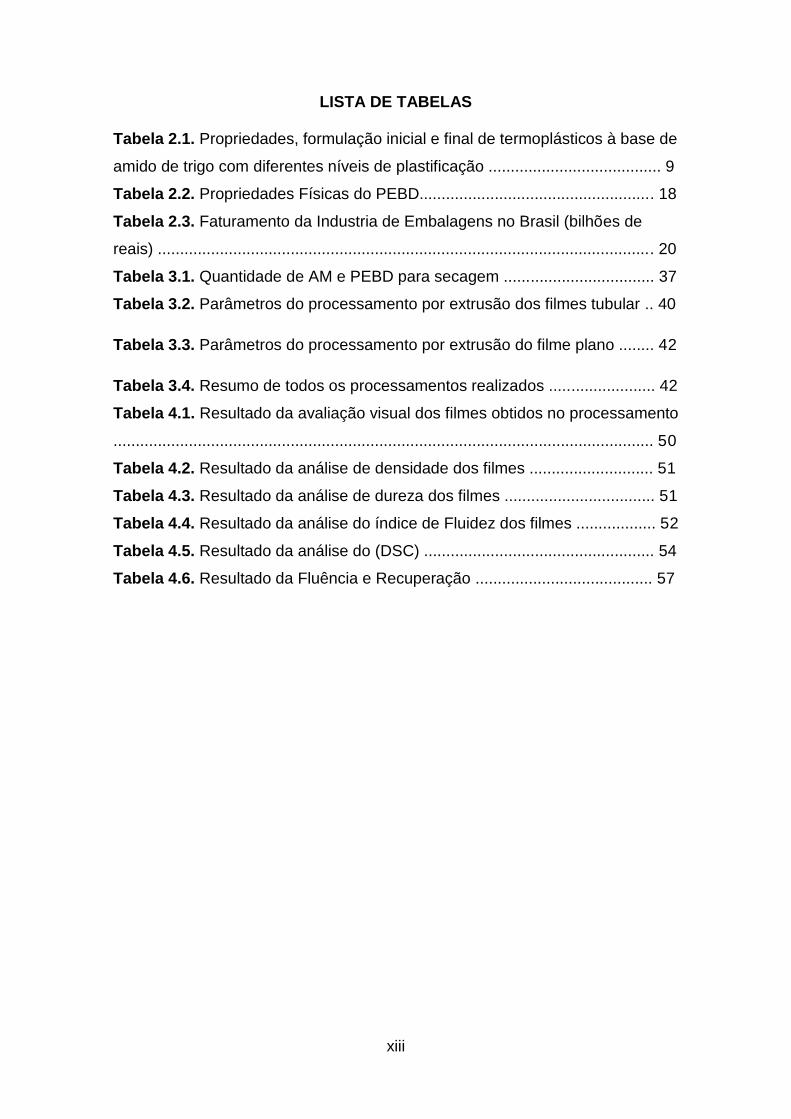
LISTA DE TABELAS
Tabela 2.1. Propriedades, formulação inicial e final de termoplásticos à base de
amido de trigo com diferentes níveis de plastificação ....................................... 9
Tabela 2.2. Propriedades Físicas do PEBD..................................................... 18
Tabela 2.3. Faturamento da Industria de Embalagens no Brasil (bilhões de
reais) ................................................................................................................ 20
Tabela 3.1. Quantidade de AM e PEBD para secagem .................................. 37
Tabela 3.2. Parâmetros do processamento por extrusão dos filmes tubular .. 40
Tabela 3.3. Parâmetros do processamento por extrusão do filme plano ........ 42
Tabela 3.4. Resumo de todos os processamentos realizados ........................ 42
Tabela 4.1. Resultado da avaliação visual dos filmes obtidos no processamento
.......................................................................................................................... 50
Tabela 4.2. Resultado da análise de densidade dos filmes ............................ 51
Tabela 4.3. Resultado da análise de dureza dos filmes .................................. 51
Tabela 4.4. Resultado da análise do índice de Fluidez dos filmes .................. 52
Tabela 4.5. Resultado da análise do (DSC) .................................................... 54
Tabela 4.6. Resultado da Fluência e Recuperação ........................................ 57

LISTA DE SIGLAS E ABREVIATURAS
AM Amido de milho
Cp Corpo de prova
DTA Análise térmica diferencial
DSC Calorimetria Exploratória Diferencial
IF Índice de Fluidez
MFI Medida do Índice de Fluidez
MEV Microscopia Eletrônica de Varredura
PC Poli-carbonato
PCL Poli-caprolactona
PE Polietileno
PEAD Polietileno de alta densidade
PEBD Polietileno de baixa densidade
PELBD Polietileno linear de baixa densidade
PEUAPM Polietileno de ultra alto peso molecular
PEUBD Polietileno de ultra baixa densidade
PET Poli-Tereftalato de Etileno
PIB Produto Interno Bruto
PMMA Poli-metacrilato de metila
PTFE Poli-tetrafluor de Etileno
PVC Poli-cloreto de Vinila
RVL Região de viscoelasticidade linear
Tg Temperatura de transição vítrea
Tm Temperatura de fusão cristalina
G’ Módulo de armazenagem (em função da amplitude de tensão)
G” Módulo de perda (em função da amplitude de tensão)
ω Frequência angular
δ Ângulo de fase

ESTE ESTUDO DEU ORIGEM AOS SEGUINTES TRABALHOS CIENTÍFICOS
Em 2012:
Dermeval Teodoro Jr. ;COUTINHO, M. S.; CABRAL, R.F. ; SILVA, L. P.
Influence of Processing Conditions on Morphological, Thermal and Rheological
Properties of Gelatinized Starch and Low Density Polyethylene Blends. In: XX
Congresso Brasileiro de Engenharia e Ciência dos Materiais, 2012, Joinville.
Anais do XX Congresso Brasileiro de Engenharia e Ciência dos Materiais, 2012.
COUTINHO, M. S.; CABRAL, R.F. ; Dermeval Teodoro Jr. ; SILVA, L. P. Efeito
da Adição de Amido de Milho nas Propriedades de Fluxo e Processabilidade de
Polietileno de Baixa Densidade. In: VII Encontro Técnico de Materiais e Química,
2012, Rio de Janeiro. Livro de Resumos VII Encontro Técnico de Materiais e
Química, 2012.
COUTINHO, M. S.; SILVA, L. P. ; Ana Carla Lima Fonseca Coutinho ; CABRAL,
R.F. ; Dermeval Teodoro Jr. . Evaluation from Morphological and Rheological
Properties of Low Density Polyethylene and Corn Starch Blends. In: XXXV
Encontro Nacional de Física da Matéria Condensada, 2012, Águas de Lindóia.
Programa Científico. São Paulo: Gráfica Paym, 2012. v. I. p. 41-41.
COUTINHO, M. S.; SILVA, L. P. ; CABRAL, R.F. ; Dermeval Teodoro Jr. . Estudo
das Propriedades Térmicas e Reológicas de Misturas de Polietileno de Baixa
Densidade e Amido de Milho. In: XIX Congresso Brasileiro de Engenharia
Química, 2012, Búzios - RJ. Livro de Resumos XIX COBEQ, 2012.
Dermeval Teodoro Jr. ;COUTINHO, M. S.; Carlos Wanderlei Piler de Carvalho ; CABRAL, R.F. ; SILVA, L. P. Estudo Reológico de Compósitos de Polietileno de Baixa Densidade/Amido de Milho Ecologicamente Corretos Processados em Extrusora Monorosca. In: V Jornada de Ciência e Tecnologia da UEZO, 2012, Rio de Janeiro. Anais V JCT UEZO, 2012.

1
1. INTRODUÇÃO
A busca por materiais compósitos visa o melhoramento de materiais e a
redução do uso de fontes não renováveis. Hoje em dia as indústrias têm
desenvolvido um interesse especial pelos polímeros que não agridem o meio
ambiente, e apresentem boas propriedades reológicas e mecânicas
(SCOTT,1995).
Esta procura real tem levado investigadores em todo o mundo, a pesquisar
polímeros com características biodegradáveis, não tóxicos e passíveis de
reciclagem, preferencialmente, provenientes de recursos renováveis e de baixo
custo, a fim de assegurar o desenvolvimento sustentável (SCOTT,1995). Neste
contexto, o amido apresenta-se então como um material muito interessante, pois
é de baixo custo, encontrado em abundância na natureza, sob a forma de
grânulos, basicamente, composto por dois tipos diferentes de moléculas de
polissacarídeos: amilose (linear) e amilopectina (ramificada) (BLANSHARD, 1987
apud COUTINHO, 2011). Embora estes grânulos inchem quando absorvem a
água através de ligações de hidrogênio estabelecidas com os seus grupamentos
hidroxila livres, eles são ainda capazes de manter alguma ordem e cristalinidade,
no entanto, o aquecimento destes grânulos de amido inchados conduz a um efeito
que perturba as ligações de hidrogênio entre as unidades de glicose adjacentes,
ocorrendo assim o processo conhecido como, processo de gelatinização do
amido (BLANSHARD, 1987 apud COUTINHO, 2011).
Misturas de amido com polímeros sintéticos têm sido extensivamente
estudadas, tendo como objetivo a melhora das propriedades físicas e mecânicas
do amido, conduzindo também a redução do custo, do produto final (COUTINHO,
2011).
O polietileno de baixa densidade (PEBD) é um polímero obtido por
mecanismo via radical livre, ramificado e de baixa cristalinidade. Possui
densidade que varia entre 0,92 a 0,94 g/cm3, temperatura de transição vítrea (Tg):
-20° C; temperatura de fusão cristalina (Tm) :120° C. É um termoplástico com boas

2
propriedades mecânicas, resistência química excelente, versátil, sendo
empregado como filmes, em embalagens e transporte dos mais diversos materiais
(MANO, MENDES, 2007; PISTOR, CHIESA, ZATTERA, 2010).
Embora o PEBD seja um dos polímeros com grande potencial para formar
compósitos com amido, ele possui baixa polaridade e a compatibilidade entre os
polímeros de baixa densidade, leva frequentemente a misturas com baixas
propriedades físico-mecânicas (SPINACÉ, DE PAOLI, 2005). Com a finalidade de
contornar estas limitações, o controle das condições de processamento são muito
importantes para assegurar a interação entre o amido e o PEBD, buscando um
comportamento semelhante à misturas convencionais, polímero/polímero.
A Figura 1.1 mostra que a demanda de polímeros convencionais está
representada nas áreas de: embalagens (41%), descartáveis (11%) e construção
civil (12%). Esta segmentação é semelhante ao que ocorre em nível mundial
(PRADELLA, 2006).
Figura 1.1. Segmentação do mercado de polímeros no Brasil (PRADELLA, 2006).
Estes são os mercados de polímeros que potencialmente podem ser
substituídos por bioplásticos (PRADELLA, 2006). As áreas de embalagens e
descartáveis são abastecidas principalmente por Polietileno (PE), Polipropileno
(PP) e, em destaque, Poli-Tereftalato de Etileno (PET) para os vasilhames. A área

3
de construção civil é coberta em grande parte por Poli-Cloreto de Vinila (PVC) e
seus compostos na confecção de tubos, conexões e revestimentos para cabos
elétricos (PRADELLA, 2006).
1.1. OBJETIVO GERAL
O objetivo deste trabalho é preparar e caracterizar os compósitos a base
de PEBD e amido de milho (AM).
1.2. OBJETIVOS ESPECÍFICOS
- Processar amostras de misturas de PEBD/AM, sem compatibilizante,
utilizando o processamento por extrusão, em extrusoras monoroscas de filmes
tubulares e de filmes planos;
- Investigar o comportamento das amostras processadas de acordo com o
teor de amido, avaliando as propriedades: físicas, físico-mecânicas, morfológicas,
térmicas e reológicas.
1.3. JUSTIFICATIVA
Tendo em vista a grande produção de artefatos à base de PEBD, que em
sua maioria, deriva de recursos não renováveis, com curto tempo de vida útil,
podendo levar anos para decompor no meio ambiente. Pesquisadores têm
investigado constantemente polímeros com características que possam assegurar
o desenvolvimento sustentável e degradação com mais facilidade no meio
ambiente.

4
2. REVISÃO BIBLIOGRÁFICA
2.1. O AMIDO
O amido é um polissacarídeo de reserva de plantas superiores, pode
ser extraido da batata, mandioca, caules, trigo, arroz, milho e etc; compreende
duas frações: 70% de amilose que é uma cadeia linear, insolúvel em água,
composta de unidades de glicose ligadas por ligações α,1-4 glicosídicas e 30% de
amilopectina, composta também de unidades de glicose, mas contendo um alto
nível de ligações cruzadas 1-6 entre um grupo hidroxila de uma cadeia de glicose
e o carbono 6 da glicose de outra cadeia, conforme apresentado na Figura 2.1
(PRADELLA, 2006).
(a)
(b)
Figura 2.1. Estrutura de amilose (a) e amilopectina (b) componentes do amido
(PRADELLA, 2006).

5
O amido se localiza nas células de plantas e é armazenado em formas de
grânulos, que podem variar de 2 a 100 µm de diâmetro, sendo sua forma e
tamanho característico da planta de origem, o amido nativo possui propriedades
hidrofílicas, mas seu processamento é prejudicado, pois sua temperatura de fusão
é acima de sua temperatura de degradação (PRADELLA, 2006; CEREDA, 2001).
Devido ao seu baixo custo e alta disponibilidade, o amido tem sido bastante
estudado no sentido de ser modificado ou misturado com outras substâncias
químicas para melhoramento de sua processabilidade, formando uma família
bastante versátil de bioplásticos (PRADELLA, 2006). Pode ser usado em
aplicações onde ser biodegradável e/ou derivar de recursos naturais agrega valor,
particularmente onde plásticos petroquímicos são usados para aplicações com
vida útil curta ou quando a reciclagem é difícil ou não é econômica (AVELLA, DE
VLIEGER, ERRICO, FISCHER, VACCA, VOLPE, 2005).
2.1.1. PROPRIEDADES DO AMIDO
O amido tem as seguintes propriedades: gelatinização, fusão, gelificação e
retrodegradação. O aquecimento de suspensões de amido com excesso de água
(maior que 60%) causa uma transição irreversível denominada gelatinização
(BASTOS, 2010).
2.1.1.1. Gelatinização
A gelatinização é definida como o colapso das ordenações moleculares
dentro do grão do amido com concomitantes mudanças irreversíveis nas
propriedades, assim como inchamento do grão, fusão cristalina, perda da
birrefringência, modificação do padrão de difração de raios-X, desenvolvimento da
viscosidade e solubilização do amido (BASTOS, 2010). Ocorre quando grãos do
amido, insolúveis, são aquecidos em água acima de uma determinada
temperatura, chamada temperatura de gelatinização e representada por T(G), o

6
que leva ao seu inchamento e posterior rompimento (JAROWENKO, 1971 apud
BASTOS, 2010).
A temperatura de gelatinização depende do tipo e da concentração do
amido, do teor de umidade e da taxa de cisalhamento durante o aquecimento
(VAN SOEST, 1996 apud BASTOS, 2010).
O inchamento dos grânulos e a concomitante solubilização da amilose e
amilopectina induzem à perda gradual da integridade granular com a geração de
uma pasta viscoelástica (VAN SOEST, 1996 apud BASTOS, 2010).
2.1.1.2. Fusão
Assim, o processo de fusão é definido como o inchamento dos grãos
devido a absorção das moléculas de água, seguida pela fusão dos domínios
cristalinos e das estruturas helicoidais, à medida que se observa a perda da
ordenação de curto alcance. Em sistemas com teores intermediários de água
pode-se observar a ocorrência dos processos de gelatinização e de fusão, sendo
que esta ocorre sempre a uma temperatura superior àquela (SHOGREN, 1992;
SOUZA, 1999 apud BASTOS, 2010).
2.1.1.3. Gelificação
A gelificação ocorre quando após a gelatinização submete-se a pasta
viscoelástica amorfa ao resfriamento e armazenamento. A turbidez aumenta,
assim como a viscosidade e a rigidez, formando-se um gel opaco. Forma-se uma
rede tridimensional intermolecular constituída por moléculas de amilose, que
ocorre durante o resfriamento de suspensões quentes. A estrutura tridimensional
termossensível é reforçada por grânulos inchados gelatinizados, chamados
fantasmas, que contêm, principalmente, amilopectina. As etapas da gelificação
passam por um estágio inicial no qual acontece a gelificação da amilose
solubilizada, ocorrendo uma separação de fases; ocorre então uma cristalização
mais lenta, provavelmente na fase rica em polímero. A resistência do gel
dependerá da concentração e do tamanho das moléculas de amilose e das moléculas no

7
interior dos fantasmas. O amido de milho forma um gel rígido. O fenômeno de
gelificação ocorre com altas concentrações de amido (VAN SOEST, 1996 apud
BASTOS, 2010).
2.1.1.4. Retrogradação
A retrogradação é um processo no qual, acima da temperatura de transição
vítrea (Tg), o amido amorfo ou o amido com baixo grau de ordenação,
independente do teor de água, começa a se reassociar em um estado mais
ordenado. O fenômeno inclui a formação de hélices duplas ou simples,
gelificação, formação de entrelaçamentos ou zonas de junção e cristalização de
agregados de estruturas helicoidais resultantes (VAN SOEST, 1996 apud
BASTOS, 2010).
A retrogradação da amilose e da amilopectina, ocorrem de acordo com
processos cinéticos diferentes, entretanto, algumas etapas comuns às duas
moléculas são: interações das cadeias, formação de hélices duplas, cristalização
e formação de redes interconectadas (PUTAUX, BÚLEON, CHANZY, 2000).
2.1.2. O PROCESSAMENTO DO AMIDO
O processo mais frequentemente empregado, para a obtenção do amido
termoplástico, é a extrusão a elevadas temperaturas de uma mistura de amido e
um plastificante.
A transformação do amido de sua forma nativa, em grânulos, para um material
amorfo ou parcialmente amorfo envolve pelo menos duas etapas.
Primeiramente, ocorre intumescimento do grânulo na presença da água ou
de outro agente plastificante, processo este denominado de gelatinização (TALJA,
2007). Depois em temperaturas maiores, sob o efeito de forças de cisalhamento,
ocorre a total desestruturação do grânulo. Quando esses dois processos são
realizados em equipamentos de processamento de polímeros, para gerar um

8
material amorfo, o processo é denominado de desestruturação. O produto obtido
é amorfo e é denominado de amido desestruturado ou amido termoplástico (Shi,
Liu, Ding, Han, Zhang, Chen, Tian, 2007).
No processo de extrusão, dependendo das condições do processo, o
tratamento térmico pode destruir a estrutura cristalina do amido, de tal forma que,
no ciclo de aquecimento, o viscoamilograma apresenta ausência de pico e valores
muito baixos de viscosidade. Porém, se os tratamentos não são tão severos,
determinada concentração de amido pode ter conservado parte da estrutura
amilácea. Nessa condição, observam-se valores relativamente altos de
viscosidade de pasta, pois há maior número de grânulos em condição de
intumescimento (CARVALHO, ASCHERI, VIDAL, 2002).
2.1.3. OUTROS ASPECTOS DO AMIDO
O amido não é um verdadeiro termoplástico, mas quando submetido a um
processo termo-mecânico em presença de um plastificante como, por exemplo,
água, glicerol ou sorbitol, este polímero perde sua estrutura granular
semicristalina e adquire o comportamento similar ao de um termoplástico fundido,
ou seja, o amido funde e escoa, permitindo seu uso em equipamentos de injeção,
extrusão e sopro, como os utilizados para o processamento de plásticos sintéticos
(LOURDIN, 1999).
A água adicionada à formulação tem duas funções: a de agente
desestruturante do grânulo nativo, com rompimento das ligações hidrogenadas
entre as cadeias, e de plastificante. Porém faz-se necessário utilizar outro
plastificante adicional, que será pouco influenciado pelas condições atmosféricas
em um mecanismo de sorção-dessorção que permitirá a obtenção de uma fase
fundida em temperatura inferior à de degradação do amido (AVEROUS, 2002).
Na extrusão do amido, a combinação de forças de cisalhamento,
temperatura e plastificação, permite obter um material termoplástico fundido, que
pode ser em seguida, submetido à termoformação ou injeção (BASTOS, 2010).

9
A baixa resistência à água e as variações nas propriedades mecânicas sob
umidade prejudicam o uso do amido. Os derivados deste produto possuem uma
alta permeabilidade à umidade e degradam de forma rápida para muitos tipos de
aplicações. Modificações para remediar esses problemas encarecem o produto
final, limitando as soluções. Além da sensibilidade à umidade, o fato dos
biopolímeros de amido apresentarem propriedades mecânicas que se alteram
com o tempo, a baixa força de resistência ao impacto e no caso dos produtos
termoformados, a pequena espessura dos produtos formados, limitam o uso dos
derivados do amido (AVEROUS, 2004 apud BASTOS, 2010).
Faz-se necessária a adição de cerca de 20 a 40% de plastificante, em
relação ao peso do amido, com propriedades hidrofílicas. O teor em plastificante
apresenta relação direta com as propriedades mecânicas e a transição vítrea do
material (BASTOS, 2010), como mostra a Tabela 2.1.
Tabela 2.1. Propriedades, formulação inicial e final de termoplásticos à base de amido de trigo com diferentes níveis de plastificação(AVEROUS, 2004 apud
BASTOS, 2010).
Amido (%)
Umidade (*)
Teor Glicerol (% Amido) (*)
Densidade Transição Vítrea (°C)
Módulo E (MPa)
1 74 16(9) 14(14) 1,39 43 997
2 70 12(9) 26(25) 1,37 8 52
3 67 9(12) 36(35) 1,35 -7 26
4 65 0(13) 54(50) 1,34 -20 2
(*) Dados obtidos após a formação (extrusão e injeção – moldagem) e equilíbrio em 230°C e 50% de umidade relativa.
As propriedades dos polímeros termoplásticos variam em função do tipo de
amido utilizado, com ênfase para o teor de amilose. O amido de milho rico em
amilose (70% de amilose) ou de um tipo de ervilha (35% de amilose) são
indicados para melhorar o preparo dos materiais. No entanto, mesmo que os
valores de resistência à tração sejam aceitáveis (30 a 60 MPa), os materiais
permanecem frágeis em razão do pequeno alongamento na ruptura (em torno de
6%) (BASTOS, 2010). Esta propriedade explica a necessidade de melhorar o
comportamento plástico. O efeito do teor de amilose é considerado um fator
favorável na ausência de plastificante; em caso da adição de plastificante obtém-

10
se o efeito inverso, pois os filmes com maior teor de amilopectina reagem mais e
possuem melhor plasticidade. Neste caso, os amidos com menores teores de
amilose podem ser preferidos (LOURDIN, 1999).
2.1.3.1. Filmes de amido encontrados no mercado nacional
Os filmes de amido existentes no mercado são compostos principalmente
de amido complexado com poliésteres termoplásticos, tais como a
policaprolactona (PCL), para formar produtos biodegradáveis e compostáveis
(BASTIOLI, 2000). Para uso em sacos para reciclagem de lixo orgânico
(compostagem), embalagem, higiene e agricultura, esses filmes possuem
propriedades similares ao polietileno de baixa densidade (PEBD) (BASTOS,
2010).
2.1.3.2. O amido no cenário mundial
O mercado mundial de amido está dividido em cinco matérias-primas,
quatro delas de origem tropical (milho, batata, batata-doce e mandioca). Dessas,
o milho é a mais significativa, com 75% da produção mundial de amido, conforme
mostra a Figura 2.2. É a principal fonte de amido nos Estados Unidos (99% da
produção), na Europa (46%), na Ásia e no Brasil. Apenas a Tailândia e alguns
poucos países da Ásia possuem outras matérias-primas como principal fonte de
matéria-prima para amido (Associação Brasileira dos Produtores de Amido de
Mandioca, 2012).
O Brasil é o terceiro maior produtor mundial de milho, totalizando 53,2
milhões de toneladas na safra 2009/2010. A primeira ideia é o cultivo do grão para
atender ao consumo na mesa dos brasileiros, mas essa é a parte menor da
produção. O principal destino da safra são as indústrias de rações para animais
(Associação Brasileira dos Produtores de Amido de Mandioca, 2012).

11
Figura 2.2. Estimativa de evolução de produção e demanda de amido, por grande
região e nos principais mercados mundiais (Associação Brasileira dos Produtores
de Amido de Mandioca, 2012).
2.1.3.3. O cultivo do milho no Brasil
Cultivado em diferentes sistemas produtivos, o milho é plantado
principalmente nas regiões Centro-Oeste, Sudeste e Sul, tem em sua composição
75% de amido, 10% de proteína, 4,8% de lipídios, 2,0 de açucares e 1,4 de
cinzas,. O grão é transformado em óleo, farinha, amido, margarina, xarope de
glicose e flocos para cereais matinais (Ministério da Agricultura, 2012).

12
O estudo das projeções de produção do cereal, realizado pela Assessoria
de Gestão Estratégica do Mapa, indica aumento de 19,11 milhões de toneladas
entre a safra de 2008/2009 e 2019/2020. Em 2019/2020, a produção deverá ficar
em 70,12 milhões de toneladas e o consumo em 56,20 milhões de toneladas
(Ministério da Agricultura, 2012).
Esses resultados indicam que o Brasil deverá fazer ajustes no seu quadro
de suprimentos para garantir o abastecimento do mercado interno e obter
excedente para exportação, estimado em 12,6 milhões de toneladas em
2019/2020. Número que poderá chegar a 19,2 milhões de toneladas (Ministério da
Agricultura, 2012).
O Brasil está entre os países que terão aumento significativo das
exportações de milho, ao lado da Argentina. O crescimento será obtido por meio
de ganhos de produtividade. Enquanto a produção de milho está projetada para
crescer 2,67% ao ano nos próximos anos, a área plantada deverá aumentar
0,73% (Ministério da Agricultura, 2012).
2.2. O POLIETILENO
O polietileno é uma poliolefina e está entre os polímeros mais importantes
em termos de produção mundial e nacional. Ele é o terceiro plástico mais
produzido no mundo por ser um polímero muito versátil devido a sua baixa
densidade, boa processabilidade e baixo custo (KOUNTOU, NIAOINAKIS, 2006).
É um polímero parcialmente cristalino, flexível, cujas propriedades são
acentuadamente influenciadas pela quantidade relativa das fases amorfa e
cristalina. No entanto, o seu uso é restrito por causa de vários inconvenientes,
inclusive baixa resistência a tração e também baixa resistência ao calor
(KOUNTOU, NIAOINAKIS, 2006).
A palavra polietileno está, frequentemente, acompanhada por expressões
como: de baixa densidade, de alta densidade, de baixa pressão, de alta pressão,
de baixo ponto de fusão, de alto ponto de fusão, linear, ramificado e outras. Estas
locuções se referem a características dos dois polietilenos (PE) mais antigos e

13
importantes: o polietileno de baixa densidade (PEBD) e o polietileno de alta
densidade (PEAD) (GUITIÁN, 1995). A Figura 2.3 ilustra a representação do
PEBD.
O monômero para ambos polímeros é o mesmo: o etileno. O etileno
(CH2=CH2), um dos monômeros de menor peso molecular (28,05g/gmol), é uma
molécula pequena, plana e simétrica. O fato de sua dupla ligação ser
eletronicamente compensada a faz perfeitamente apolar. Por isto, o etileno é
pouco reativo e resulta a difícil reação do etileno consigo mesmo. Sua baixa
reatividade explica que as primeiras tentativas para polimerizar o etileno só deram
polímeros de baixo peso molecular (GUITIÁN, 1995).
Figura 2.3. Representação da estrutura de PEBD (TUDO SOBRE PLÁSTICO, 2012).
O PE obtido a baixas pressões e temperaturas (PE de baixa pressão) é
preparado por polimerização por adição iniciada por catalisadores de
coordenação ou de Ziegler-Natta, por exemplo, TiCl4 + Al(C2H5)3 (GUITIÁN,
1995).
Como as condições de pressão e temperatura são muito suaves, graças
aos prodigiosos catalisadores de coordenação, só ocorre, praticamente, a reação
normal de polimerização. Portanto, na ausência quase total de reações de
transferência, forma-se um PE de cadeia linear. As cadeias do PE ramificado não
se podem acercar umas a outras tanto quanto podem as do PE linear (GUITIÁN,
1995).
Resultado: o PE ramificado tem baixa densidade e o PE linear tem alta
densidade. Por isto, o PE de alta pressão passou a chamar-se PE de baixa
densidade (PEBD) e o PE de baixa pressão passou a chamar-se PE de alta
densidade (PEAD) (GUITIÁN, 1995).

14
As menores unidades cristalinas, lamelas, são planares e consistem de
cadeias perpendiculares ao plano da cadeia principal e dobradas em zig-zag, para
cada 5 a 15nm, embora haja defeitos que são pouco frequentes (DOAK, 1986
apud COUTINHO, 2003).
Os polietilenos são inertes face à maioria dos produtos químicos comuns,
devido à sua natureza parafínica, seu alto peso molecular e sua estrutura
parcialmente cristalina. Em temperaturas abaixo de 60°C, são parcialmente
solúveis em todos os solventes (COUTINHO, 2003).
Entretanto, dois fenômenos podem ser observados (NEVES, 1999 apud
COUTINHO, 2003):
- Interação com solventes, sofrendo inchamento, dissolução parcial,
aparecimento de cor ou, com o tempo, completa degradação do material.
- Interação com agentes tensoativos, resultando na redução da resistência
mecânica do material por efeito de tenso-fissuramento superficial.
Em condições normais, os polímeros etilênicos não são tóxicos, podendo
inclusive ser usados em contato com produtos alimentícios e farmacêuticos, no
entanto certos aditivos podem ser agressivos. No passado, o polietileno era
classificado pela sua densidade e pelo tipo de processo usado em sua fabricação
(NEVES, 1999 apud COUTINHO, 2003).
Atualmente, os polietilenos são mais apropriadamente descritos como
polietilenos ramificados e polietilenos lineares (SILVA, 1999; MARTINS, 1999
apud COUTINHO, 2003).
2.2.1. O PROCESSO DE PRODUÇÃO DO PEBD
O processo de produção de PEBD utiliza pressões entre 1000 e 3000
atmosferas e temperaturas entre 100 e 300 °C. Temperaturas acima de 300 ºC
geralmente não são utilizadas, pois o polímero tende a se degradar. Vários
iniciadores (peróxidos orgânicos) têm sido usados, porém o oxigênio é o principal
(BILLMEYER, 1984 apud COUTINHO, 2003).

15
A reação é altamente exotérmica e assim uma das principais dificuldades
do processo é a remoção do excesso de calor do meio reacional. Essa natureza
altamente exotérmica da reação a altas pressões conduz a uma grande
quantidade de ramificações de cadeia, as quais têm uma importante relação com
as propriedades do polímero. Até recentemente, nenhum outro meio comercial
para sintetizar PE altamente ramificado era eficaz. Contudo, hoje existem
algumas evidências de que ramificações longas podem ser produzidas por
catalisadores metalocênicos (BILLMEYER, 1984 apud COUTINHO, 2003).
Polietileno de baixa densidade é um polímero parcialmente cristalino (50 –
60%), cuja temperatura de fusão (Tm) está na região de 110 a 115 °C. A
espectroscopia na região do infravermelho revelou que o polietileno de baixa
densidade contém cadeias ramificadas (BILLMEYER, 1984 apud COUTINHO,
2003).
Essas ramificações são de dois tipos distintos, com dois mecanismos
propostos (BILLMEYER, 1984 apud COUTINHO, 2003):
- Ramificações devido à transferência de cadeia intermolecular, que
surgem de reações do tipo apresentado, na Figura 2.4, com o seguinte
mecanismo proposto (BILLMEYER, 1984 apud COUTINHO, 2003).
Figura 2.4. Mecanismo de polimerização via radical livre, por transferência de
cadeia (BILLMEYER, 1984 apud COUTINHO, 2003).
Essas ramificações são, na maioria das vezes, tão longas quanto a cadeia
principal do polímero. Em geral, contêm algumas dezenas ou centenas de átomos
de carbono. Esse tipo de ramificação tem um efeito acentuado sobre a
viscosidade do polímero em solução. Pode ser identificada pela comparação entre

16
a viscosidade de um polietileno ramificado e a de um polímero linear de mesmo
peso molecular. Além disso, a presença dessas ramificações determina o grau de
cristalização, as temperaturas de transição e afetam parâmetros cristalográficos
tais como tamanho dos cristalitos (PEREIRA, 1997; BILLMEYER, 1984 apud
COUTINHO, 2003).
- O segundo mecanismo proposto na Figura 2.5 para a formação de
ramificações curtas no polietileno de baixa densidade (produzido via radicais
livres) é a transferência de cadeia intramolecular (BILLMEYER, 1984 apud
COUTINHO, 2003).
Figura 2.5. Mecanismo de polimerização via radical livre, por transferência de
cadeia (BILLMEYER, 1984 apud COUTINHO, 2003).
Essas ramificações curtas são principalmente n-butila, porém grupos etila e
n-hexila, em menores proporções, também são formados pela transferência de
cadeia intramolecular (PEREIRA, 1997).
Em relação à estrutura cristalina, o PEBD, quando comparado ao
polietileno linear, apresenta cristalitos menores, menor cristalinidade e maior
desordem cristalina, já que as ramificações longas não podem ser bem
acomodadas na rede cristalina (PEREIRA, 1997). A Figura 2.6 mostra uma
representação da estrutura de PEBD, onde se pode observar a presença das
ramificações ligadas à cadeia principal e a Figura 2.7 mostra a evolução da
estrutura do polietileno (FORTE, 1996 apud COUTINHO, 2003).

17
Figura 2.6. Representação esquemática da estrutura de PEBD (COUTINHO,
2003).
Figura 2.7. Evolução da estrutura do polietileno (FORTE, 1996 apud COUTINHO, 2003).
2.2.2. OS TIPOS DE POLIETILENO
Dependendo das condições reacionais e do sistema catalítico empregado
na polimerização, cinco tipos diferentes de polietileno podem ser produzidos
(COUTINHO, 2003):
- Polietileno de baixa densidade (PEBD ou LDPE) - Polietileno de alta
densidade (PEAD ou HDPE);
- Polietileno linear de baixa densidade (PELBD ou LLDPE);

18
- Polietileno de ultra alto peso molecular (PEUAPM ou UHMWPE);
- Polietileno de ultra baixa densidade (PEUBD ou ULDPE);
- Polietileno de Baixa Densidade (PEBD ou LDPE).
2.2.2.1. Algumas propriedades do PEBD
O PEBD tem uma combinação única de propriedades: tenacidade, alta
resistência ao impacto, alta flexibilidade, boa processabilidade, estabilidade e
propriedades elétricas notáveis. As propriedades físicas do PEBD são
apresentadas na Tabela 2.2. Os valores aparecem em intervalos devido à
dependência da temperatura e da densidade (DOAK, 1986 apud COUTINHO,
2003).
Tabela 2.2. Propriedades Físicas do PEBD (DOAK, 1986 apud COUTINHO, 2003).
Propriedades Método ASTM PEBD
Densidade (g/cm3) D 792 0,912-0,925
Temperatura de fusão cristalina °C - 102-112
Índice de refração (nD) D 542 1,51-1,52
Tração no escoamento (MPa) D 638 6,2-11,5
Alongamento no escoamento (%) D 638 100-800
Resistência a tração (MPa) D 638 6,9-16
Alongamento máximo (%) D 638 100-800
Módulo elástico (MPa) D 638 102-240
Dureza (Shore D) D 676 40-50
Apesar de ser altamente resistente à água e a algumas soluções aquosas,
inclusive a altas temperaturas, o PEBD é atacado lentamente por agentes
oxidantes. Além disso, solventes alifáticos, aromáticos e clorados, causam
inchamento a temperatura ambiente. O PEBD é pouco solúvel em solventes
polares como álcoois, ésteres e cetonas (DOAK, 1986 apud COUTINHO, 2003).
A permeabilidade à água do PEBD é baixa quando comparada a de outros
polímeros. A permeabilidade a compostos orgânicos polares como álcool ou éster

19
é muito mais baixa do que aos compostos orgânicos apolares como heptano ou
éter dietílico (COUTINHO, 2003).
2.2.3. O PROCESSAMENTO DO PEBD
O PEBD pode ser processado por extrusão, moldagem por sopro e
moldagem por injeção. Assim sendo, é aplicado como filmes para embalagens
industriais e agrícolas, filmes destinados a embalagens de alimentos líquidos e
sólidos, filmes laminados e plastificados para alimentos, embalagens para
produtos farmacêuticos e hospitalares, brinquedos e utilidades domésticas,
revestimento de fios e cabos, tubos e mangueiras (CATÁLOGO DE PRODUTOS
DA BRASKEM, 2011).
2.2.4. O PEBD NO CENÁRIO MUNDIAL
Reprojetado em função da globalização, o mercado brasileiro de polietileno
ganhou novo perfil em volume e qualidade, gerando maior oferta e tipos (grades)
de melhor desempenho e produtividade para a indústria de transformação. As
poliolefinas representam aproximadamente 60% da demanda mundial de
termoplásticos, onde os polietilenos se encaixam no patamar dos 40% (RETO,
2000).
2.2.5. O PEBD NO CENÁRIO BRASILEIRO
No Brasil, as poliolefinas representam cerca de 65%, dos quais 43%
correspondem aos polietilenos. O mercado brasileiro de polietileno cresce em um
ritmo duas vezes superior ao do Produto Interno Bruto (PIB). Entre 1999 e 2000,
as vendas aumentaram em mais de 150 mil toneladas (cerca de 10% da produção
nacional). O mercado de polietileno linear avança acentuadamente sobre a resina
de baixa densidade convencional, cujas vendas estão estagnadas e a sua
produção apresenta tendência de queda. Enquanto o volume de produção do
polietileno linear de baixa densidade cresceu 25% entre 1999 e 2000 e o de alta

20
densidade aumentou 17%, o de baixa densidade convencional caiu 2% (RETO,
2000).
2.2.5.1. O consumo de PEBD no cenário brasileiro
O consumo de resinas termoplásticas para embalagens, das quais os
polietilenos tem 39% da demanda, alcançou 50,3% da produção brasileira de 5,92
milhões de toneladas (COSTA, 2011).
O valor bruto da produção de embalagens no Brasil cresceu de 29 bilhões
para 40,5 bilhões de reais de 2005 a 2010, conforme dados expostos na Tabela
2.3, apontando um crescimento de cerca de 40% em cinco anos (COSTA, 2001).
Tabela 2.3. Faturamento da Industria de Embalagens no Brasil (bilhões de reais)
(COSTA, 2011).
Ano Receita de vendas
líquidas
Valor bruto da
produção
2005 29,4 29,00
2006 31,3 30,90
2007 33,2 33,00
2008 35,5 35,00
2009 35,5 35,00
2010 41,1 40,50
A produção física de embalagens que originou este faturamento foi dividida
da seguinte maneira pelos materiais de embalagem: papel, papelão e cartão
(33,2%), plástico (29,7%), metal (26,6%), vidro (8,7%) e madeira (1,8%). A
participação relativa de cada material é apresentada na Figura 2.8, podendo ser
verificado que os produtos celulósicos lideram com um terço do mercado,
seguidos pelo plástico e pelo metal (COSTA, 2001).

21
Figura 2.8. Participação de cada material na produção física (COSTA, 2011).
Ao final de 2010 os empregos formais nas indústrias que produzem
embalagens no Brasil totalizavam cerca de 218000, distribuídos pelos materiais
como se mostra na Figura 2.9, destacando-se as indústrias de transformação do
plástico para embalagens que empregam perto de 118000 pessoas,
representando 54,15% dos empregos formais (COSTA, 2001).
Figura 2.9. Empregos formais na Indústria de Embalagem, por material (COSTA,
2011).
Os processos de transformação utilizados pela indústria de embalagens
plásticas no Brasil são pela ordem: extrusão, para a produção de filmes (57%),
injeção (19%), sopro (16%) e rotomoldagem (1%), ficando 7% para os demais

22
processos, entre eles a termoformagem e o revestimento, conforme se apresenta
na Figura 2.10 (COSTA, 2011).
Figura 2.10. Segmentação do mercado de transformados plásticos por processo
de produção (COSTA, 2011).
A composição do plástico pós-consumo coletado, divulgada pelo instituto
do PVC (2010) é mostrada na Figura 2.11, com participação de 37% para o
polietileno (INSTITUTO DO PVC, 2011).
Figura 2.11. Composição média relativa dos plásticos no lixo urbano (INSTITUTO
DO PVC, 2011).
2.2.6. APLICAÇÕES DO PEBD
A primeira aplicação prática do PE foi a de recobrir cabos elétricos
submarinos, por ser excelente isolante da eletricidade e ter semelhanças

23
mecânicas com a guta-percha (polímero natural, isômero da borracha) então
usada com esta finalidade (GUITIÁN, 1995).
Hoje a maior parte do PEAD se usa em objetos moldados, como: utensílios
domésticos, caixas de transporte, engradados, brinquedos, capacetes, garrafas,
frascos, bisnagas, bombonas, baldes, etc. O restante se usa em objetos
extrudados, como: folhas resistentes opalescentes (sacos, sacolas, embalagens),
fios, cabos, malhas, redes, tubos rígidos, isolamento de fios e cabos elétricos, etc
(GUITIÁN, 1995).
E a maior parte do PEBD se usa em: folhas flexíveis (agricultura,
construção, sacos industriais), folhas de alta transparência, folhas
termocontráteis, revestimento de papelão, etc. O restante se usa em: frascos,
ampolas de soro, tubos e mangueiras flexíveis, isolamento de fios e cabos
elétricos, etc. O PEAD e o PEBD têm muitas aplicações comuns, mas, em geral, o
PEAD é mais duro e resistente e o PEBD é mais flexível e transparente. Exemplo
da relação dureza e flexibilidade: com PEAD se fabricam tampas com rosca
(rígidas) e com PEBD, tampas sem rosca (flexíveis) (GUITIÁN, 1995).
A aplicação do processo de transformação varia em função das resinas
que se utilizam como a Figura 2.12 mostra.
Figura 2.12. Segmentação do mercado por tipo de resina (COSTA, 2011).

24
O processo mais utilizado para a transformação de resinas de polietileno é
o de extrusão de filmes, com 78% para PEBD e PEBDL e 40% para o PEAD.
Sobre a fabricação de filmes é importante destacar o fato que os filmes
normalmente são fabricados com uma mistura de dois ou três tipos de resina de
polietileno, dependendo das propriedades desejadas para o sistema de
embalagem especificado (COSTA, 2011).
Os processos de extrusão e injeção são igualmente aplicados às três
variedades de polietileno para produzir pequenas peças, como tampas e frascos,
além de preformas. A técnica da moldagem por sopro é a segunda mais utilizada
para o PEAD, sendo pouco aplicada ao PEBD e não aplicada ao PEBDL (COSTA,
2011).
O processo de rotomoldagem só é utilizado na transformação do PEBDL,
enquanto a produção de ráfia para sacarias é aplicada apenas para o PEAD
(COSTA, 2011). Outros processos são aplicados apenas ao PEBD, entre eles a
termoformagem e o revestimento (COSTA, 2011).
2.3. OS COMPÓSITOS
Os compósitos são a mistura de dois ou mais materiais, sendo um a matriz
e o outro reforço, assim combinados para formar um novo material com
propriedades melhores que os componentes individuais. Então os compósitos são
formados por duas fases: uma chamada matriz, que é contínua e outra
comumente chamada de fase dispersa (CALLISTER, 2002).
A matriz tem a função de manter as fibras unidas, de transferir e distribuir
as tensões mecânicas para as cargas e de proteger a superfície da carga contra
danos. Nos compósitos a fase dispersa pode ser encontrada em forma de fibras,
onde as mesmas são as cargas de reforço mais eficientes. Elas são utilizadas
como agente sustentador de tensões e visam conferir elevadas propriedades
mecânicas aos compósitos e também, melhorar a combinações de características
mecânicas, tais como rigidez, tenacidade e resistência mecânica nas condições
ambiente e em altas temperaturas (CALLISTER, 2002).

25
2.4. O PROCESSAMENTO POR EXTRUSÃO
A moldagem de peças extrusadas é um processo contínuo. Ele consiste
em fazer passar a massa polimérica moldável através da matriz com o perfil
desejado e por resfriamento em água e/ou ar, a peça extrusada vai solidificando
progressivamente (MANO, MENDES, 2007).
O extrusado pode ser enrolado em bobinas, cortado em peças de
dimensões especificadas ou cortado em grânulos regulares, com uma faca
rotativa. O processo permite a fabricação contínua de tarugos, tubos, lâminas ou
filmes, isto é produtos que apresentam perfil definido. O processo de extrusão é
aplicável a termoplásticos e termorrígidos, desde que a formulação da massa a
extrudar seja adequada (MANO, MENDES, 2007).
O processo de extrusão permite o revestimento de fios metálicos, a
formação de camadas sobrepostas para a formação de laminados, a produção de
filmes planos ou inflados, preparação de pré-formas (“parison”) para moldagem
por sopro e etc (MANO, MENDES, 2007).
2.4.1. Extrusão de filmes planos
No processamento por extrusão de filmes planos, a massa fundida passa
por uma matriz retangular e ao sair é resfriada pelo ar ambiente e pelas calandras
que ajudam na orientação das cadeias poliméricas, solidificando e dando
estabilidade ao filme formado. As velocidades de puxamento das calandras tem
influência no acabamento e propriedades do artefato.
2.4.2. Extrusão de filmes tubulares
No processamento por extrusão de filmes tubulares, a massa fundida
passa por uma matriz anelar, onde recebe a injeção de ar e infla orientando as
cadeias poliméricas no sentido horizontal, solidificando e sendo puxado por
roletes que orientam as cadeias poliméricas no sentido vertical. As velocidades de

26
puxamento dos rolos e bobinas tem influência no acabamento e propriedades do
artefato.
2.5. CARACTERIZAÇÃO
2.5.1. CARACTERIZAÇÃO FÍSICA
2.5.1.1 Caracterização Visual
A avaliação visual de embalagens plásticas permite a detecção de pontos
relacionados com a aparência e a formação da embalagem que pode influenciar
no seu desempenho físico-químico, tanto em nível de maquinabilidade ou de
resistência, quanto no seu aspecto visual (SARANTÓPOULOS, 2002).
2.5.2. CARACTERIZAÇÃO FISICO-MECÂNICA
2.5.2.1. Ensaio de Densidade
De acordo com a ASTM-D792, os corpos de prova para este ensaio são
obtidos de peças e devem ter menos que 1cm3 de volume, bem como não devem
ter superfícies rugosas ou impurezas, como gorduras, nem reentrâncias ou
regiões puntiformes (MANRICH, 2005).
A amostra previamente seca e pesada ao ar é imersa em um fluido (água
normalmente) e então é pesada neste outro meio. O valor da densidade é
calculado através da razão do peso aparente medido no ar e o peso aparente
medido quando a amostra está totalmente imersa no fluido (MANRICH, 2005).
Densidade e gravidade específica apresentam o mesmo valor numérico.
No entanto, gravidade específica é adimensional, em função de ser obtida através
da razão entre dois pesos. Densidade é o peso no ar em gramas por centímetro
cúbico a 23°C (MANRICH, 2005).
Densidade ou gravidade específica indicam o grau de uniformidade de um
produto. Mudanças na densidade podem significar variação na cristalinidade,

27
perda de plastificante ou outros aditivos, ou ainda absorção de solventes ou
umidade (MANRICH, 2005).
2.5.2.2. Ensaio de Dureza
Define-se dureza como a medida da resistência oposta a penetração de
uma superfície, por um instrumento de dimensões determinadas e sob carga
também determinada. Os aparelhos mais comuns para essa determinação são os
durômetros Shore A, calibrados numa escala arbitraria de 0 a 100. Neste tipo de
durômetro existe uma agulha de formato tronco cônico que sobressai da caixa do
aparelho e é mantida na posição zero da escala, por ação de uma mola (ALVES,
2005).
Ao comprimi-lo contra o corpo de prova, a agulha tenderá a entrar na caixa,
comprimindo a mola. Este movimento é transmitido ao ponteiro da escala, quanto
mais difícil for a penetração mais será dura a amostra e maior será a leitura na
escala (ALVES, 2005).
Os durômetros podem ser portáteis ou montados sobre uma base,
permitindo desta maneira, leituras mais corretas. A leitura da dureza deve ser feita
um segundo após o aparelho ser comprimido contra a amostra. A medida da
dureza em polímeros não é muito precisa, devendo haver sempre uma tolerância
de +/- 5 unidades nas suas especificações ou +/- 3 unidades para as mais
rigorosas (ALVES, 2005).
2.5.2.3. Determinação do Índice de Fluidez
O Índice de Fluidez (IF) é uma medida de fluidez dos polímeros para
controle de qualidade da matéria prima, servindo também como padrão para
classificação de resinas para processamento e aplicação. O equipamento para a
medida do IF consiste em um barril aquecido com um pistão acionado por um
peso padrão. O polímero flui por um capilar também padronizado. O valor do IF é
o peso que flui pelo capilar durante 10 minutos (g/10 min). As normas fixam os

28
parâmetros principais para um teste de IF. Por exemplo: a) capilar D = 2,095 mm;
L = 8 mm; b) carga ou peso sobre o material: 2,16 kg para PE (190°C); 2,16 kg
para PP (230°C) (MANRICH, 2005).
Valores de IF baixos estão relacionados a valores de viscosidades altas do
polímero naquela temperatura e taxa de cisalhamento. Portanto, o IF é uma
medida isolada do comportamento reológico de uma resina e pode ser
interpretada de maneira inadequada, principalmente porque o teste é feito a
baixas velocidades e os processos ocorrem a taxas de cisalhamento que podem
ser até 103 vezes maiores (MANRICH, 2005).
2.5.3. CARACTERIZAÇÃO MORFOLÓGICA
2.5.3.1. Microscopia Eletrônica de Varredura (MEV)
A técnica é realizada com o microscópio eletrônico de varredura, que sem
dúvida é o microscópio mais versátil devido às suas várias características. É
geralmente utilizado para estudo de estruturas superficiais ou subsuperficiais de
amostra com dimensões relativamente grandes. As imagens tem alta
profundidade no foco, o que significa obter diferentes relevos da superfície da
amostra simultaneamente em foco, são imagens tridimensionais, portanto, mais
fáceis de interpretar que as imagens de projeção de microscopia de transmissão
(CANEVAROLO, 2007).
O aspecto mais atrativo da microscopia de varredura é a facilidade de
preparação de amostras. Materiais não condutores como a maioria dos polímeros,
requerem em geral, apenas de revestimentos condutivos ou uso de baixa
voltagem de aceleração do feixe. Como a topografia da superfície é geralmente a
principal característica de interesse na análise, a espessura da amostra não é um
aspecto crítico, como acontece com a microscopia eletrônica de transmissão. Os
revestimentos metálicos mais utilizados são ouro, liga ouro-paládio, platina,
alumínio e carbono (CANEVAROLO, 2007).
Alguns materiais poliméricos apresentam particular sensibilidade a elétrons
de alta energia. O efeito da interação do feixe com materiais orgânicos tem como

29
resultado a ionização que pode levar a reticulação ou mesmo à ruptura de
ligações químicas. Alguns desses materiais poliméricos são: Politetrafluor de
Etileno (PTFE), Poli-cloreto de Vinila (PVC), Poli-metacrilato de Metila (PMMA),
Poli-carbonato (PC) e Polietileno (PE) (CANEVAROLO, 2007)
O dano causado na amostra pode ser reduzido tomando algumas
precauções em termos de condições de operação do equipamento e de
preparação de amostras tais como: a) adicionar camadas de material condutor
sobre a amostra ara melhorar sua condutividade e assim reduzir o acumulo de
cargas; b) utilizar técnica de baixa dosagem de feixe; c) usar intensificadores
eletrônicos de imagens e d) conduzir as análises microscópicas a baixas
temperaturas, com o objetivo de reduzir efeitos secundários (CANEVAROLO,
2007).
Também é possível revelar diferentes domínios em materiais multifásicos
aplicando-se técnicas de ataque seletivo (utilizando métodos químicos como
solventes, ou feixe de íons ou moléculas) em amostras polidas ou cortadas em
micrótomo. Se a taxa de ataque de vários componentes (partes cristalinas e
amorfas, fases poliméricas, partículas inorgânicas) é diferente, as estruturas do
interior do material serão reveladas na superfície de fratura (CANEVAROLO,
2007).
2.5.4. CARACTERIZAÇÃO TÉRMICA
2.5.4.1. Calorimetria diferencial de varredura (DSC)
Devemos observar que o termo “calorimetria exploratória diferencial” tem
sido motivo de confusão em análise térmica, divido aos diferentes tipos de
equipamentos que usam o mesmo nome. Estes instrumentos são baseados em
configurações, que podem ser divididas em dois grandes grupos: DSC
(Calorimetria Exploratória Diferencial) fluxo de calor e DSC de compensação de
potência. Os limites de temperatura podem variar de um equipamento para outro,
mas geralmente se encontram na faixa de -180 a 725°C (CANEVAROLO, 2007)

30
Neste trabalho foi utilizado o DSC de fluxo de calor, que é uma técnica
derivada da análise térmica diferencial (DTA). A propriedade física medida
também é a diferença de temperatura entre a amostra (A) e o material de
referência (R) (∆T = TA – TR), enquanto ambos são submetidos a uma
programação rigorosamente controlada de temperatura. Neste tipo de DSC
amostra e referência são colocados em cápsulas idênticas, posicionadas sobre
um disco termoelétrico e aquecidos por uma única fonte de calor. O calor é
transferido para as cápsulas de amostra e referência por meio de disco, com fluxo
de calor diferencial entre ambas as cápsulas sendo controlado por meio de
termopares conectados ao disco, uma vez que ∆T, em um dado momento é
proporcional à variação de entalpia, à capacidade calorífica e à resistência
térmica total do fluxo calórico (CANEVAROLO, 2007).
A confiabilidade e reprodutibilidade dos dados medidos por DTA/DSC,
dependem da eliminação de variáveis, que podem ser divididas em duas
categorias: a) fatores instrumentais; b) característica da amostra (CANEVAROLO,
2007).
Alguns fatores instrumentais dependem da construção do equipamento,
não podendo ser alterado pelo operador, como por exemplo: a) o material que
compõe o disco suporte dos cadinhos; b) a geometria do forno ;c) o tamanho dos
pontos de solda de junção dos termopares com o suporte das cápsulas de
amostra e referência; d) a localização dos termopares e outros (CANEVAROLO,
2007).
A técnica de acompanhar o processo de fusão, permite estudar uma série
de fenômenos relacionados à estrutura e a propriedades dos polímeros, tais
como: a) temperatura de fusão; b) calor de fusão; c) grau de cristalinidade; d)
identificação de misturas, presença de ramificações; e) copolimerização e outras.
Estudos de cristalização isotérmica são igualmente muito importantes no
estabelecimento da morfologia e no processamento do polímero (CANEVAROLO,
2007).

31
2.5.5. CARACTERIZAÇÃO REOLÓGICA
2.5.5.1. O ensaio Reológico
A reologia é a ciência que estuda o fluxo e a deformação de matéria; ara
este estudo, são aplicadas tensões ou deformações no material e são analisadas
as suas respostas, estas últimas também na forma de deformações ou tensões. É
uma medida da mudança de forma de um corpo. As relações entre tensões e
deformações constituem as chamadas equações reológicas de estado, que
representam as propriedades reológicas do material (CANEVAROLO, 2007).
As geometrias de placas paralelas e cone-placas são muito utilizadas para
medir as propriedades reológicas de materiais poliméricos. As razões principais
são: a) são geometrias simples e consequentemente fáceis de limpar; b) a placa
ou o cone podem se movimentar a uma velocidade angular predeterminada, ou
impor uma tensão predeterminada; c) como estas velocidades em tensões
angulares e tensões aplicadas são pequenas, a estrutura microscópica do
sistema polimérico é pouco modificada, permitindo então ser analisada a partir
das respostas a estas velocidades e tensões. Consequentemente, este tipo de
geometria fornece mais informações sobre a estrutura molecular de sistemas
poliméricos que a reometria capilar por exemplo (CANEVAROLO, 2007).
Existem dois tipos de reômetros de placas paralelas e cone-placa: a) os de
deformação controlada; b) os de tensão controlada (CANEVAROLO, 2007).
Os reômetros de placas paralelas aplicam uma deformação de
cisalhamento ao material, enquanto os de cone-placa aplicam uma tensão de
cisalhamento ao mesmo. Neste trabalho foi utilizado o reômetro de placas
paralelas. Diz-se que são controlados pois a deformação ou tensão aplicadas
independem do material, ou seja, independentemente do tipo de material que esta
sendo testado, estas deformações e tensões aplicadas serão aquelas
predeterminadas pelo equipamento. Assim, as respostas do material refletem o
comportamento do mesmo sob estas deformações e tensões (CANEVAROLO,
2007).

32
2.5.5.2. O ensaio de Varredura de Amplitude e Frequência
É um ensaio dinâmico que tem por objetivo determinar a região de
viscosidade linear (RLV) e fornecer uma idéia da estabilidade mecânica, pois
exprime como os módulos irão varia em função da amplitude de tensão aplicada.
Enquanto os módulos permanecem constantes, o material encontra-se dentro da
RVL, quando os módulos começam a variar, o sistema está saindo da RVL, ou
seja, ocorre uma desestruturação do material, por isso o ensaio de fluência e
recuperação deve utilizar um valor de tensão de cisalhamento contido dentro da
RVL, sendo geralmente conduzido após o ensaio de varredura de amplitude.
2.5.5.3. O ensaio de Fluência e Recuperação
Neste ensaio, determina-se a propriedade reológica, fluência e
recuperação, que consiste em aplicar uma tensão de cisalhamento constante,
durante certo tempo, ao mesmo tempo em que é medida a deformação de
cisalhamento resultante. Após retira-se a tensão de cisalhamento constante,
medindo-se a deformação resultante durante certo temo ou até esta última atingir
o valor de zero ou um valor constante (CANEVAROLO, 2007)
33
3. METODOLOGIA
Neste capítulo serão apresentados os materiais, equipamentos e métodos
utilizados no desenvolvimento deste trabalho.
3.1. MATERIAIS
Os materiais que foram utilizados estão listados a seguir:
A. Termoplástico: Polietileno linear de baixa densidade, (PEBD), tipo BF
20008 S3, de índice de fluidez 0,75 g/10 min (2,16 kg/190°C) e densidade de
0,920 g/cm³, gentilmente fornecido pela empresa Rio Polímeros S.A, Duque de
Caxias - RJ, atualmente pertencente ao grupo Braskem S.A., (Figura 3.1.).
Figura 3.1. Foto dos pellets de PEBD
B. Amido: amido de milho, denominado AM, de procedência Qualimax
Food Service, adquirido em mercado popular da Zona Oeste do município do Rio
de Janeiro, adquirido da indústria alimentícia, Liotécnica Tecnologia em Alimentos
Ltda (São Paulo, Brasil), (Figura 3.2.).
Figura 3.2. Foto do (AM)

34
3.2. EQUIPAMENTOS
Os equipamentos utilizados para a preparação e caracterização das
amostras foram:
- Estufa de aquecimento, marca Marconi, modelo MA 033 (1)
- Extrusora de filmes tubulares, tipo monorosca, marca AX Plásticos (1)
- Extrusora de filmes planos, tipo monorosca, marca AX Plásticos(1)
- Microscópio eletrônico de varredura (MEV), marca JEOL, modelo JSN
6490 LV (1)
- Durômetro Shore D, marca, modelo GS 702 TYPE (1)
- Densímetro Digital, marca GEAKA, modelo DSL 910 (1)
- Medidor de índice de fluidez, marca CEAST, modelo, QUICK INDEX (1)
- Calorímetro Diferencial de Varredura (DSC), marca NETZSCH, modelo
200-F3 MAIA (1).
- Prensa hidráulica de aquecimento, marca Marconi, modelo MA 098 A (1)
- Paquímetro, marca Digmess, modelo Digital 300,00 mm (1)
- Reômetro Oscilatório, marca Haake, modelo MARS (2)
Os equipamentos utilizados encontram-se nos seguintes locas: (1) Centro
Universitário Estadual da Zona Oeste (UEZO) – Rio de Janeiro / RJ, (2) Embrapa
Agroindústria de Alimentos – Rio de Janeiro / RJ.
3.3. MÉTODOS
A Figura 3.3, mostra o diagrama de blocos contendo todas as etapas do
trabalho experimental envolvidas nesta monografia, as quais foram divididas em 3
etapas, listadas a seguir:
1. Preparação prévia dos componentes;
2. Preparação dos compósitos PEBD/AM;
3. Caracterizaçãodos compósitos PEBD/AM.

35

36

37
3.3.1 Preparação das amostras para a extrusão
Para a preparação das amostras, primeiramente 150 g de amido de milho
foram secos em estufa de secagem, cuja temperatura de aquecimento foi
controlada em 90° C, permanecendo por um período de 24 h. Após este período,
foram separados quatro Beckers e, em três deles, o amido seco foi distribuído
com pesos diferentes em cada um. Ato contínuo separou-se 897,50 g de PEBD,
que foram distribuídos com pesos diferentes nos quatro Beckers e misturados
conforme mostra a Tabela 3.1. Em seguida todos os Beckers foram recolocados
na estufa de secagem, onde permaneceram por um período de 12 horas, com
temperatura de aquecimento controlada em 100° C. Após o período de secagem
do amido junto ao PEBD, as misturas foram colocadas em sacos de PEBD,
fechados e em seguida agitados manualmente de forma vigorosa, buscando
melhorar desta forma, a distribuição dos grãos de amido nos pellets de PEBD. Em
seguida encaminhou-se a mistura para o processamento, (Figura 3.4.). A Tabela
3.4 mostra a composição das amostras de PEBD/AM para o processamento por
extrusão.
Figura 3.4. Foto dos materiais previamente misturados manualmente
Tabela 3.1. Quantidade de AM e PEBD para secagem
Amostr
a
Quantidade
de AM (g)
Quantidad
e de PEBD
(g)
Composição
da mistura
(%p/p)
PEBD/AM 1 - 250 100/0
2 2,5 247,5 99/1
3 25 225 90/10
4 75 175 70/30

38
3.3.2 Processamento por extrusão do PEBD/AM
3.3.2.1 Extrusão de filmes tubulares
Com o objetivo de formar um filme tubular a base de PEBD/AM, com
diferentes teores de amido de milho em sua composição, foi utilizada a extrusora
monorosca de filmes tubulares, marca AX Plásticos, São Paulo - SP, com duas
zonas de controle de temperatura no cilindro e uma zona no cabeçote filmes
tubulares. A Figura 3.5 mostra a rosca única utilizada nos processamentos.
Figura 3.5. Foto da rosca da extrusora de filmes tubulares sem elemento de
mistura
A Figura 3.6 (a à h) mostra as etapas do processamento, desde à extrusão,
à confecção dos filmes. Os percentuais AM utilizados neste processamento
mostrado na Figura 3.6, foram de 0, 1 e 10% em peso (amostras 1, 2 e 3,
respectivamente), apresentados na Tabela 3.2. Tentou-se processar uma amostra
com 30% em peso de amido de milho, utilizando-se este tipo de processamento,
porém, não foi possível. Logo, utilizou-se para o preparo da mistura, a extrusora
de filmes planos (perfil de chapa).

39
Figura 3.6. Etapas do processamento de filmes tubulares

40
Os parâmetros utilizados neste processamento são apresentados na Tabela 3.2.
Tabela 3.2. Parâmetros do processamento por extrusão dos filmes tubulares
% de
amido
(em peso)
Zonas Temperatura (ºC) Velocidade da
rosca (RPM)
Velocidade
da bobina
(RPM)
Velocidade de
puxamento dos
rolos (RPM)
0
1, 2, 3
128, 161, 141
35
36
36 1
10
*Torque adquirido = 37 N/m
3.3.2.2 Extrusão de filmes planos
Com o objetivo de formar um filme plano a base de PEBD/amido de milho, com
diferentes teores de amido de milho em sua composição, foi utilizada a extrusora
monorosca de filmes planos, marca AX Plásticos, São Paulo - SP, com duas zonas de
controle de temperatura no cilindro e uma zona no cabeçote filmes tubulares. A Figura
3.7 mostra a rosca única, com um elemento de mistura utilizada no processamento.
Figura 3.7. Foto da rosca da extrusora de filmes planos com um elemento de mistura
Após a tentativa, sem sucesso, de processar a amostra com 30%, na extrusora de
filmes tubulares, utilizou-se para o preparo da mistura, a extrusora de filmes planos (perfil
de chapa). A Figura 3.8 (a à h) mostra as etapas do processamento, desde à extrusão, à
confecção dos filmes. O percentual de AM utilizado neste processamento foi de 30% em
peso, apresentado na Tabela 3.3.

41
Figura 3.8. Etapas do processamento de filmes planos

42
Os parâmetros utilizados neste processamento, são apresentados na
Tabela 3.3.
Tabela 3.3. Parâmetros do processamento por extrusão do filme plano
% de
amido
(em peso)
Zonas Temperatura (ºC) Velocidade da
rosca (RPM)
Velocidade
da bobina
(RPM)
Velocidade de
puxamento
dos rolos
(RPM) 30 1, 2, 3 128, 161, 141 60 20 20
*Torque adquirido = 37 N/m
Tabela 3.4. Resumo de todos os processamentos realizados
Amostra Quantidade de
Amido (g)
Quantidade de
PEBD (g)
% de amido
(em peso)
Tipo de processamento
1 - 250 0 Extrusão de Filmes Tubulares
2 2,5 247,5 1 Extrusão de Filmes Tubulares
3 25 225 10 Extrusão de Filmes Tubulares
4 75 175 30 Extrusão de Filme Plano
A Tabela 3.4 mostra um resumo de todos os processamentos realizados.
Após os processamentos, todos os filmes obtidos foram acondicionados em
sacolas de polietileno, para avaliação e ensaios posteriores.
3.3.3 Caracterizações realizadas no PEBD e nas misturas (PEBD/AM)
3.3.3.1 Caracterização Visual
Após o processamento e, subsequente formação dos filmes, foram
observados aspectos visuais das amostras, tais como: transparência, rugosidade,
coloração, aglomerados, bolhas e vazios. Todas as visualizações foram
registradas em uma tabela, que será apresentada no capítulo de Resultados.
3.3.3.2 Ensaio de Densidade
Os ensaios de densidade das amostras foram executados segundo a
norma ASTM D792-08 (2008), no equipamento mostrado na Figura 3.9. Para isto,
foram cortadas cinco amostras de 7,00 mm x 7,00 mm para a realização do

43
ensaio. Pelo método escolhido, a amostra foi pesada seca e depois submersa em
um recipiente com água destilada, sendo assim avaliado o empuxo. A partir
desses dados o equipamento forneceu o valor da densidade aparente do material
analisado. Para cada amostra foi excluído o maior e o menor valor, calculando
assim a média aritmética das três determinações.
Figura 3.9. Medidor de densidade digital (UEZO)
3.3.3.3 Ensaio de Dureza
Os ensaios de dureza das amostras foram executados segundo a norma
ASTM D2240–05(2010), com o equipamento demonstrado na Figura 3.10. Para
isto, foram confeccionados quatro corpos de prova das amostras com espessura
de 3,00 mm x 30,00 mm de diâmetro para a realização do ensaio. Pelo método
escolhido, o corpo de prova foi colocado em uma bancada, como apoio e então
foram escolhidos cinco pontos, onde ocorreu a mordedura e aplicação de carga,
por cinco segundos, momento em que ocorrerá a resistência do material a carga
aplicada. Com esse procedimento o equipamento forneceu o valor da dureza
Shore D do material analisado. Para cada amostra foi excluído o maior e o menor
valor, calculando assim a média aritmética das três determinações.

44
Figura 3.10. Foto do Durômetro Shore D (UEZO)
3.3.3.4 Determinação do Índice de Fluidez
O ensaio de índice de fluidez tem por objetivo avaliar a fluidez do material
e, assim, inferir sobre a processabilidade do mesmo.
Os ensaios de índice de fluidez das amostras foram executados segundo a
norma, ASTM D1238-10 (2010) no equipamento mostrado na Figura 3.11. Foram
separados 5,00g de cada amostra e colocada no equipamento, o qual já se
encontrava aquecido a uma temperatura de 190ºC e submetido à carga de 2,16
Kg. Para cada amostra, foram coletadas 5 alíquotas no tempo de 20 segundos,
cada. Após o resfriamento das alíquotas, cada uma foi pesada e, a partir desses
dados, foi calculado o valor do índice de fluidez, cuja unidade é expressa em
gramas/10 minutos. Para cada amostra foi excluído o maior e o menor valor,
calculando assim a média aritmética das três determinações.

45
Figura 3.11. Foto do Medidor de Índice de fluidez (UEZO)
3.3.3.5 Caracterização Morfológica
A caracterização morfológica tem por objetivo verificar a dispersão da
carga (amido de milho) na matriz polimérica do PEBD, com diferentes teores de
amido na composição. A Figura 3.12 mostra o equipamento utilizado nesta
caracterização.
Foram cortadas quatro amostras de 10,00 mm x 10,00 mm para a
realização das micrografias. Pelo método escolhido, as amostras tiveram que ser
metalizadas com ouro para melhor formação da imagem e proteção do filme
compósito contra o feixe de elétrons de 30 kv e com detector de elétrons
secundários. A partir das imagens capturadas pelo equipamento foi possível
visualizar as características morfológicas do material analisado.
Figura 3.12. Foto da preparação das amostras e Microscópio eletrônico de
varredura (UEZO)

46
3.3.3.6 Calorimetria Diferencial de Varredura (DSC)
A análise de DSC foi realizada visando-se verificar a temperatura de
transição térmica na fusão (Tm) das amostras com diferentes teores de amido de
milho na matriz de PEBD. As condições de análise foram: taxa de aquecimento de
10 ºC/min; faixa de temperatura variando de 30 a 300 ºC e peso da amostra em
torno de 5,00 mg. A Figura 3.13 mostra o equipamento utilizado.
Figura 3.13. Foto do Calorímetro diferencial de varredura (DSC) (UEZO)
3.3.3.7 Caracterização Reológica
3.3.3.7.1 Ensaio de Varredura de Amplitude e Frequência
Realizou-se ensaios dinâmicos para determinação da região de
viscoelasticidade linear (RVL) através de varredura de amplitude na faixa de 0,35
a 300,00 Pa com frequência fixa de 1,00 Hz para obtenção do perfil dos módulos
de armazenagem (G’) e de perda (G”) em função da amplitude de tensão. Em
seguida foram realizados os testes de varredura de frequência na faixa de 0,63 à
92,22 rad/s com amplitude de tensão de 1,00 Pa, dentro da RVL. A Figura 3.14
mostra o equipamento utilizado nesta caracterização.

47
Figura 3.14. Foto do Reômetro com o acessório cone-placa
Para isto, foram confeccionados quatro corpos de prova (CPs) das
amostras com espessura de 1,00 mm x 25,00 mm de diâmetro. A geometria
utilizada foi a de placas paralelas de baixa inércia com haste cerâmica PP35H
com (gap) de 1,00 mm e sistema de controle de temperatura elétrico UTCE/P,
todo o ensaio foi conduzido a uma temperatura de 190ºC.
3.3.3.7.2 Ensaio de Fluência e Recuperação
A caracterização reológica teve por objetivo avaliar a viscosidade
zero, tempo de relaxação e a recuperação elástica do material processado,
verificando possíveis alterações pós-processamento. A Figura 3.14 mostra o
equipamento utilizado nesta caracterização e a Figura 3.15 mostra os corpos de
prova utilizados no ensaio.
Foram confeccionados quatro corpos de prova (CPs) das amostras com
espessura de 1,00 mm x 25,00 mm de diâmetro, utilizou-se geometria de placas

48
paralelas de baixa inércia com haste cerâmica PP35H com (gap) de 1,00 mm e
sistema de controle de temperatura elétrico UTCE/P.
O ensaio foi realizado com tensão constante de 10,00 Pa durante 300 s;
posteriormente mantidas sob tensão de cisalhamento nula, durante 300 s, para
observação da recuperação das estruturas.
Figura 3.15. Foto dos corpos de prova (Cp)

49
4. RESULTADOS E DISCUSSÃO
Neste capítulo serão apresentados e discutidos os resultados obtidos nesta
monografia.
4.1. CARACTERIZAÇÃO VISUAL
Esta técnica permite uma visualização do aspecto físico do material,
observando a ocorrência de irregularidades ou mudanças de coloração no
material processado. A Figura 4.1 mostra os filmes obtidos após processamento.
Figura 4.1. Foto dos filmes obtidos após processamento
PEBD PEBD/AM
(99/1)
PEBD/AM
(90/10)
PEBD/AM
(70/30)
Seta d Setas a e b Seta c

50
O resultado da avaliação visual dos filmes processados é apresentado na
Tabela 4.1.
Tabela 4.1. Resultado da avaliação visual dos filmes obtidos no processamento.
Com relação à transparência, observou-se nas amostras 1 e 2, certa
transparência, reduzindo na amostra 2, com a inserção de 1% em peso de amido
de milho (setas a e b). Ao aumentar-se o percentual de amido para 10% em peso,
observa-se redução brusca da transparência, com filme ficando mais opaco, com
coloração branca (seta c). Esta opacidade aumenta com 30% em peso de amido
de milho, observando-se, também, nesta amostra, a presença de aglomerados,
mostrando heterogeneidade na mistura. A heterogeneidade também promoveu
presença de rugosidade desta amostra (seta d). Logo, pode-se concluir que, pelos
resultados obtidos na análise visual, observa-se que dependendo da quantidade
de amido incorporado a composição das amostras, os filmes variam quanto à
transparência, rugosidade, coloração e aglomerados.
% de
amido
(em peso)
Matriz
da
Extrusora
Aspectos Visuais
Amostras Transparência Rugosidade Coloração Aglomerados Observações
1
0
Tubular
Alta
Ausente
Incolor
Ausente
Filme fino,
transparente e
com superfície
regular e
homogênea.
2
1
Tubular
Média
Ausente
Incolor
Ausente
Filme fino,
transparente e
com superfície
regular e
homogênea.
3
10
Tubular
Opaca
Ausente
Branca
Ausente
Filme fino,
opaco, com
superfície
regular e
homogênea.
4
30
Plana
Opaca
Presente
Amarelada
Presente
Filme fino,
opaco, com
superfície
regular e
heterogênea.

51
4.2. RESULTADOS DA CARACTERIZAÇÃO FÍSICO-MECÂNICA
4.2.1 Análise de densidade
A Tabela 4.2 apresenta o resultado da análise de densidade dos filmes.
Tabela 4.2. Resultado da análise de densidade dos filmes
Amostras % de amido
(em peso)
Matriz da
Extrusora
Densidade (g/cm3)
1 0 Tubular 0,91
2 1 Tubular 0,94
3 10 Tubular 0,95
4 30 Plana 0,98
Avaliando os resultados das medidas de densidade obtidos dos filmes
utilizando-se a extrusão com matriz plana, observa-se que houve um sutil
aumento no valor de densidade dos compósitos, em relação ao filme de PEBD
processado, o que pode ser sugerido pela adição do amido de milho em
percentuais de 1 e 10% em peso. Já o resultado obtido para o compósito com
30% em peso, foi também observado um aumento no valor de densidade,
possivelmente também devido a quantidade de amido de milho presente na
composição, e não devido ao tipo de extrusão, pois o perfil de rosca é o mesmo.
4.2.2 Análise de dureza
A Tabela 4.3 apresenta o resultado da análise de dureza dos filmes.
Tabela 4.3. Resultado da análise de dureza dos filmes
Amostras % de amido
(em peso)
Matriz da
Extrusora
Dureza
Shore D
1 0 Tubular 48
2 1 Tubular 46
3 10 Tubular 48
4 30 Plana 47

52
Avaliando os resultados da dureza obtidos, observou-se que ocorreu
pequena variação desta propriedade, o que já se esperava, pois são filmes com
espessuras próximas.
4.2.3 Análise do Índice de Fluidez
A Tabela 4.4 apresenta o resultado da análise do índice de Fluidez dos
filmes.
Tabela 4.4. Resultado da análise do índice de Fluidez dos filmes
Amostras % de amido
(em peso)
Matriz da
Extrusora
Amostra IF (g/10min)
1 0 Tubular 1 0,76
2 1 Tubular 2 0,74
3 10 Tubular 3 0,66
4 30 Plana 4 0,55
Avaliando os resultados do Índice de Fluidez dos compósitos de PEBD/AM,
observa-se que ocorreram mudanças consideráveis. Houve uma redução na
fluidez do material com o aumento no teor de amido de milho na matriz de PEBD.
Este fato pode estar relacionado justamente ao aumento da quantidade de AM
incorporada na matriz, que aumenta a viscosidade do material, reduzindo, assim,
sua fluidez. E, de fato, durante o processamento, foi observado claramente o
progressivo aumento da viscosidade do extrudado em função do aumento do teor
de amido, o que corrobora para os resultados de fluidez encontrados.
4.3. RESULTADOS DA CARACTERIZAÇÃO MORFOLÓGICA
4.3.1 Análise da morfologia (MEV)
A técnica de MEV permite analisar a morfologia do material e avaliar como
está distribuída a carga em uma matriz, inferindo-se, assim, sobre possíveis
interações matriz-carga, em um compósito. Neste intuito, foram analisadas as
morfologias das superfícies das amostras dos compósitos obtidos com 0, 1, 10 e

53
30% em peso de amido de milho. A Figura 4.2 apresenta as micrografias destes
compósitos, os quais foram obtidas com 1000X de aumento.
A micrografia do PEBD (amostra 1) apresenta em sua superfície,
regularidade, como já esperado. Ao adicionar-se 1% de amido de milho na matriz
de PEBD (amostra 2), observa-se a presença de grânulos de amido totalmente
rompidos (seta a), porém, não muito bem inseridos na matriz de PEBD
(impressão de “descolamento” da matriz) e outros que não se romperam,
presentes na superfície (seta b), o que sugere-se que não ocorreu a completa
desestruturação do amido. Este resultado pode ter sido alcançado devido a não
uniformidade de mistura do amido de milho ao PEBD durante este
processamento.
Figura 4.2. Micrografia da superfície dos filmes obtidos após processamento
A amostra 3, que apresenta 10% em peso de amido de milho, observou-se
uma completa desestruturação dos grânulos de amido, assim como sua
homogeneização na matriz de PEBD (setas c e d). Aumentando-se o percentual
de amido de milho para 30% em peso (amostra 4), observa-se também o mesmo
efeito (seta e) e provavelmente um defeito (seta f), devido a parte do amido de
Seta b
Seta c Seta d Seta e Seta f
Amostra 1 - PEBD Amostra 2 - PEBD/AM
(99/1)
Amostra 3 - PEBD/AM
(90/10)
Amostra 4 - PEBD/AM
(70/30)
Seta a
54
milho que não se desestruturou e não se misturou a matriz de PEBD, durante o
processamento. Pode-se inferir que, em todos os casos, mostra-se que o amido
de milho, mesmo não gelatinizando, possui boa interação com o PEBD.
4.4. RESULTADOS DA CARACTERIZAÇÃO TÉRMICA
4.4.1 Análise térmica (DSC)
Com o objetivo de identificar e comparar o efeito do teor de amido de milho
nas misturas com o PEBD na temperatura de transição térmica na fusão (Tm) do
PEBD e na temperatura de degradação do PEBD foi realizada a técnica de
Calorimetria Diferencial de Varredura (DSC). Os resultados obtidos com o DSC
são apresentados na Tabela 4.5.
Tabela 4.5. Resultados de Temperatura de fusão e de degradação térmica do PEBD nas misturas PEBD/AM
Amostras % de AM
(em peso)
Matriz da
Extrusora
Tm (°C) Temperatura
de degradação
(°C)
1 0 Tubular 122,6 223
2 1 Tubular 122,8 225
3 10 Tubular 122,1 232
4 30 Plana 134,5 238
A amostra 1, relativa ao PEBD puro, apresentou temperatura de fusão de
122,6 °C. Este resultado era esperado, pois, de acordo com a literatura esta é a
temperatura de fusão do PEBD (GUITIÁN, 1995). Ao adicionar-se 1% em peso de
amido de milho (amostra 2), observou-se que ocorreu um pequeno acréscimo de
0,2 °C na temperatura de fusão (122,6 para 122,8 °C), mas este valor não é
significativo, o mesmo ocorrido ao adicionar-se 10% em peso de amido de milho
(amostra 3). Entretanto, ao adicionar-se 30% em peso de amido de milho
(amostra 4), houve um aumento considerável da temperatura de fusão de 122,6
para 134,5°C, em 12ºC. Este resultado está de acordo com o trabalho de Almeida
(2001).

55
Com relação a temperatura de degradação térmica, na amostra 1, relativa
ao PEBD, o valor obtido foi de 223,0°C. Ao adicionar-se 1% de amido de milho,
(amostra 2), não houve um aumento consideravel. Porém, ao aumentar-se
consideravelmente o percentual de amido de milho para 10% (amostra 3) e 30%
em peso (amostra 4), observou-se um aumento considerável na temperatura de
degradação térmica de 223,0 °C no PEBD puro, para 232 °C e 238°C,
respectivamente. Estes resultados são bastante positivos, pois pode-se sugerir
que está havendo uma maior estabilidade da mistura PEBD/amido de milho, que
está promovendo um aumento na temperatura de degradação térmica.
4.5. RESULTADOS DA CARACTERIZAÇÃO REOLÓGICA
4.5.1. Análise reológica (Varredura de amplitude e frequência)
Com este ensaio foi determinada a região de viscosidade linear (RVL), que
fornece uma idéia da estabilidade mecânica do material, pois exprime como os
módulos irão variar em função da amplitude de tensão aplicada.
Enquanto os módulos permanecem constantes, o material encontra-se
dentro da RVL, quando os módulos começam a variar, o sistema está saindo da
RVL, ou seja, ocorre uma desestruturação do material, da região de
viscoelasticidade linear (RVL).
O resultado obtido indicou, a utilização de uma tensão constante de 10,00
Pa durante 300 s.
Com este resultado os testes de varredura de frequência foram realizados
na faixa de 0,63 à 92,22 rad/s com amplitude de tensão de 1,00 Pa, dentro da
RVL. As Figuras 4.4 e 4.5, mostram os testes dinâmicos realizados na amostra,
relacionando a Viscosidade Complexa em função da Frequência Angular e o
Ângulo de Perda em função do teor de amido.

56
Figura 4.3. Viscosidade Complexa em função da Frequência Angular
Quando a amostra apresenta um comportamento puramente viscoso, o
valor do ângulo de perda é de 900. Quando o comportamento é puramente
elástico, o valor do ângulo de perda é zero, resultados indicam a predominância
do caráter elástico com o aumento do teor de amido, melhorando assim as
propriedades mecânicas do compósito, em função das interações
intermoleculares estabelecidas entre as cadeias poliméricas.
Figura 4.4. Ângulo de Perda em função do Teor de amido

57
4.5.2. Análise reológica (Fluência e Recuperação)
Conforme mostra a Tabela 4.6, ocorreu um aumento da viscosidade zero e
na recuperação elástica, exceto para a composição com 1% de AM, indicando
que a presença do AM, tende a fornecer a estabilidade requerida na mistura para
evitar os fenômenos de sedimentação e separação de fases. A viscosidade zero
está vinculada à viscosidade no plateau newtoniano dos polímeros, quanto maior
o valor da viscosidade zero, maior é a estabilidade mecânica do polímero,
evidenciando também o aumento das componentes elásticas na mistura. Com o
aumento do cisalhamento, o polímero atinge uma região não-newtoniana
(pseudoplástica), a diminuição dos tempos de relaxação em função da presença
do amido corrobora com as observações descritas.
Tabela 4.6. Resultado da Fluência e Recuperação
Amostras % de
amido
(em peso)
Matriz da
Extrusora
Viscosidade
Zero (Pa.s)
Recuperação
Elástica (%)
Tempo
de Relaxação (s) 1 0 Tubular 2,16 10E+4 8,35 49,39
2 1 Tubular 1,92 10E+4 4,84 41,49
3 10 Tubular 2,60 10E+4 12,32 97,85
4 30 Plana 3,25 10E+4 25,95 95,68
O módulo de armazenamento (G') e módulo de perda (G") mostrou
ligeiramente dependência de frequência, tanto modulo aumenta, quanto o
aumento da frequência angular (ω), G" magnitudes foram maiores do que G',
magnitudes para todas as composições estudadas, ângulo de fase (δ) pode ser
calculada como uma razão entre G" / G', os resultados indicaram que com o
aumento de teor de amido a elasticidade aumentou exponencialmente.

58
5. CONCLUSÕES
Em geral, o processamento do PEBD com o amido de milho foi satisfatório,
em todos os percentuais de amido de milho utilizados, mesmo fazendo-se uso de
uma extrusora mono-rosca que não é a ideal para o processamento dos
compósitos.
A adição do AM exerceu forte influência nas propriedades de fluxo do
PEBD, sendo este efeito mais relevante na amostra com alto teor de amido (30%
em peso), onde ocorreu predominância do comportamento elástico, aumento
considerável de viscosidade e redução importante na fluidez do material. Estas
mudanças no fluxo ocasionaram também informações importantes com relação
ao aspecto visual das amostras. O aumento no teor de amido de milho (de 0 à
30% em peso) modificou os filmes gerados, passando os mesmos de
transparentes a opacos, de não rugosos a rugosos, de sem coloração, passando
a coloração branca (com 10% em peso de AM) e amarela, com 30% em peso de
amido de milho (coloração amarela que se deve a alta quantidade de amido de
milho). A análise de dureza não mostrou modificação significativa. A densidade só
foi modificada significativamente com a adição de 30% em peso de amido de
milho.
Todas as misturas tiveram comportamento não newtoniano, apresentando
um comportamento de fluxo (pseudoplástico). A predominância do
comportamento elástico, sendo este efeito mais relevante nas amostras com 30%
em peso de amido de milho, indica a viabilidade de obtenção de um produto
sustentável com boas características mecânicas.
O controle das condições de processamento permitiu o desenvolvimento
dos compósitos sem a necessidade de utilização de agentes compatibilizantes e
as técnicas de caracterização utilizadas apresentaram boa correlação.

59
6. SUGESTÕES PARA TRABALHOS FUTUROS
Os resultados apresentados nesta monografia que existem diversas linhas
de pesquisas a serem exploradas na busca do melhoramento do compósito
PEBD/AM. Aprofundar o conhecimento do comportamento do material e seu
processamento se faz importante para melhorar sua qualidade, possível aumento
do teor de amido, e definir possíveis aplicações.
Como exemplo de estudos ainda a serem abordados, pode-se citar:
1. Estudar outros percentuais de amido de milho incorporados ao PEBD.
2. Realizar processamentos por extrusão de filmes com o PEBD pós-
consumo obtidos de sacolas plásticas pós-consumo com o AM e comparar os
resultados obtidos neste estudo.
3. Estudar as melhores aplicações para o compósito, diante das
necessidades apresentadas no mercado de artefatos plásticos.
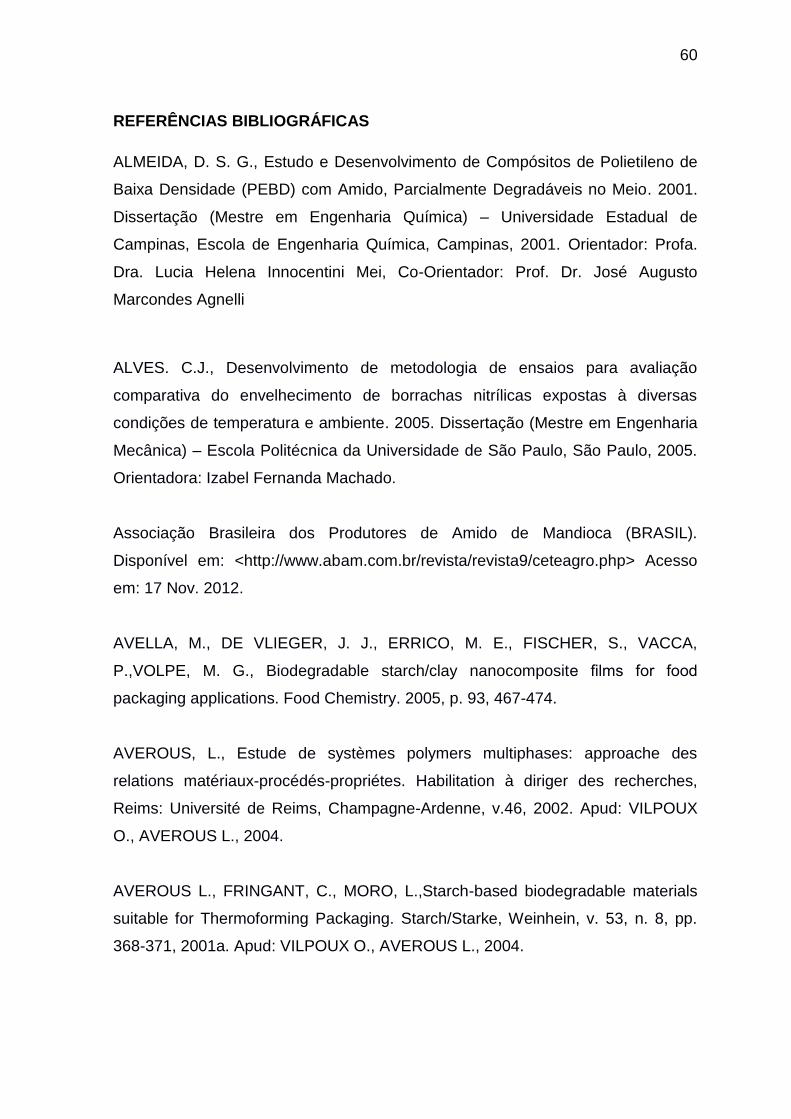
60
REFERÊNCIAS BIBLIOGRÁFICAS
ALMEIDA, D. S. G., Estudo e Desenvolvimento de Compósitos de Polietileno de
Baixa Densidade (PEBD) com Amido, Parcialmente Degradáveis no Meio. 2001.
Dissertação (Mestre em Engenharia Química) – Universidade Estadual de
Campinas, Escola de Engenharia Química, Campinas, 2001. Orientador: Profa.
Dra. Lucia Helena Innocentini Mei, Co-Orientador: Prof. Dr. José Augusto
Marcondes Agnelli
ALVES. C.J., Desenvolvimento de metodologia de ensaios para avaliação
comparativa do envelhecimento de borrachas nitrílicas expostas à diversas
condições de temperatura e ambiente. 2005. Dissertação (Mestre em Engenharia
Mecânica) – Escola Politécnica da Universidade de São Paulo, São Paulo, 2005.
Orientadora: Izabel Fernanda Machado.
Associação Brasileira dos Produtores de Amido de Mandioca (BRASIL).
Disponível em: <http://www.abam.com.br/revista/revista9/ceteagro.php> Acesso
em: 17 Nov. 2012.
AVELLA, M., DE VLIEGER, J. J., ERRICO, M. E., FISCHER, S., VACCA,
P.,VOLPE, M. G., Biodegradable starch/clay nanocomposite films for food
packaging applications. Food Chemistry. 2005, p. 93, 467-474.
AVEROUS, L., Estude de systèmes polymers multiphases: approache des
relations matériaux-procédés-propriétes. Habilitation à diriger des recherches,
Reims: Université de Reims, Champagne-Ardenne, v.46, 2002. Apud: VILPOUX
O., AVEROUS L., 2004.
AVEROUS L., FRINGANT, C., MORO, L.,Starch-based biodegradable materials
suitable for Thermoforming Packaging. Starch/Starke, Weinhein, v. 53, n. 8, pp.
368-371, 2001a. Apud: VILPOUX O., AVEROUS L., 2004.

61
BASTIOLI, C., Global status of the prodution of biobased packaging materials, The
Food Biopack Conference, Copenhagen, pp. 2-7, 2000.
BASTOS, D. C., Estudo da redução da hidrofilicidade de filmes biodegradáveis de
amido de milho com e sem reforço de fibra de bananeira através do tratamento
por plasma de SF6. 2010. Tese (Doutor em Engenharia Metalúrgica e de
Materiais) – COPPE, Universidade Federal do Rio de Janeiro, Rio de Janeiro,
2010. Orientadora: Renata Antoun Simão.
BILLMEYER, F. W. J. – “Textbook of Polymer Science” – Wiley-Interscience, USA.
1984.
BLANSHARD, J.M.V. Starch granule structure and function: a physicochemical
approach, in: Starch: Properties and Potentials. Galliard. T Chichester. John-
Wiley. New York, USA, 1987.
CALLISTER, W. D. Ciência e Engenharia de Materiais: Uma Introdução. LCT. 5
ed. Capítulo 17. Rio de Janeiro, 2002.
CARVALHO, R.V.; ASCHERI, J.L.R.; VIDAL, J. Efeito dos parâmetros de extrusão
nas propriedades físicas de pellets (3G) de misturas de farinhas de trigo, arroz e
banana. Ciênc agrotec , Lavras, v.26, n.5, p.100618, 2002.
CATÁLOGO DE PRODUTOS DA BRASKEM (2011).
CANEVAROLO JR., S. V. Técnicas de Caracterização de Polímeros. Artliber. 2
ed, São Paulo, 2007. 448 p.
CEREDA, M. P. Propriedades gerais do amido, agricultura, Fundação Cargill, Ed.;
São Paulo, 2001, Vol. 1, p. 13-204.

62
COSTA, A. N. R., Análise sistêmica de embalagens de polietileno no pós-
consumo: Emissões, Energia e Emergia. 2011. Disertação (Mestre em
Engenharia de Processos Químicos e Bioquímicos) – Escola de Engenharia
Mauá, Centro Universitário do Instituto Mauá de Tecnologia, São Caetano do Sul,
2011. Orientador: Antônio Carlos Dantas Cabral.
COUTINHO, F. M. B. et al. - Polietileno: Principais tipos, propriedades e
aplicações, Polímeros: Ciência e Tecnologia, vol. 13, nº 1, p. 1-3, 2003.
COUTINHO, M. S., SILVA, D. C. F., XAVIER, G. R., RUMJANEK, N. G.,
OLIVEIRA, P. J. Propriedades reológicas da mistura de
carboximetilcelulose/amido e suas aplicações como veículo de inoculação. In: 11
Congresso Brasileiro de Polímeros, 16-20 out. 2011, Campos do Jordão. Anais
Campos do Jordão...2011.
DOAK, K. W. – “Ethylene Polymers”. Em: Mark, H. M.; Bikales, N. M.; Overberg,
C. G.; Menges, G. – “Encyclopedia of Polymer Science and Engineering”, John-
Wiley & Sons, New York , Volume 6 (1986).
FORTE, M.C.; Miranda, M.S.L. & Duppont, J. – Polímeros: Ciência e Tecnologia,
p. 49, Jul/Set (1996).
GUITIÁN, R – “ Os Polietilenos”. Plástico Moderno, São Paulo, n° 257, agosto, p.
45-48, 1995. Química e Derivados, São Paulo, n° 332, outubro, p. 44-46, 1995.
INSTITUTO DO PVC. O PVC e o meio ambiente. Disponível em
<www.institutodopvc.org>. Acesso em: 18 Out 2011.
JAROWENKO, W., “Starch”. In: MARK, H. F., GAYLORD, N. G. (eds.),
Encyclopedia of Polymer Science and Technology, v. 12, pp. 787-856, New York,
USA, John Willey & Sons, Inc., 1971.

63
KOUNTOU, E., NIAOINAKIS, M.- Thermo-mecanical properties of LLPDE/SiO2
nanocomposites, Polymer v. 47, p. 1267-1280, 2006.
LOURDIN, N. et al. “Polymères biodégradables: mise en ceuvre et proprieties de
l´amidon”, Caoutchoucs et Plastiques, v. 780, 1999.
MANO, E.B., MENDES, L.C. Introdução a Polímeros. Edgard Blücher: São Paulo,
2007.
MANRICH, S. Processamento de Termoplásticos: rosca única, extrusão e
matrizes, injeção e moldes. Artliber, São Paulo, 2005.
MARTINS, G. A. S. - “Informações sobre Manuseio e Estocagem de Polietilenos e
Polipropilenos” – Boletim Técnico nº14 – OPP Petroquímica S.A. – Agosto (1999).
Ministério da Agricultura (BRASIL) Disponível em:
<http://www.agricultura.gov.br/vegetal/culturas/milho> Acesso em: 17 Nov. 2012.
NEVES, C. J. A. - “Resistência Química de PE’s a Vários Reagentes Químicos” –
Boletim Técnico nº13 – OPP Petroquímica S.A. – Agosto (1999).
PEREIRA, R. A.; Mano, E. B.; Dias, M. L.; Acordi, E. B.– Polymer Bulletin, 38,
p.707 (1997).
PISTOR, V., CHIESA, A., ZATTERA, A.J. Estudo do reprocessamento de PEBD
reciclado do processamento de extrusão de filmes tubulares. Polímeros, V.20 n.4,
p.269-274, 2010.
PRADELLA J. G. C., “Biopolímeros e Intermediarios Químicos”, RelatórioTécnico
no 84396-205. Centro de Gestão e Estudos Estratégicos. SP, Brasil, p.1-6, 2006.
PUTAUX, J.L., BÚLEON, A., CHANZY, H., Network Formation in Dilute Amylose
and Amylopectin Studied TEM, Macromolecules, v. 33, pp. 6416-6422, 2000.

64
RETO, M.A.S. – Revista Plástico Moderno, p.22, Agosto (2000).
Shi. R, Liu. Q., Ding. T., Han. Y., Zhang. L., Chen. D., Tian. W. J. of Applied
Polymer Science.2007, 103, 574.
SARANTÓPOULOS, et al. Embalagens Plásticas Flexíveis, CETEA/ITAL, 2002,
p.267.
SCOTT, G. Polymer and the Environment. The Royal Society of Chemistry.
Lechtworth, UK, 1995.
SHOGREN, R. L., Effect of Moisture on the Melting and Subsequent Physical
Aging of Cornstarch, Carbohydrate Polymers, v. 19, pp. 83-93, 1992.
SILVA, A. L. N. – Preparação e Avaliação de Propriedades Térmicas,
Morfológicas, Mecânicas e Reológicas de Misturas à Base de Polipropileno e
Poli(etileno-co-1-octeno)”, Tese de Doutorado, Universidade Federal do Rio de
Janeiro, Brasil (1999).
SOUZA, R. C. R., “Amidos Termoplásticos: Investigação do Processamento e das
propriedades Físicas Resultantes da Incorporação de Alginato de Sódio”. Tese de
M.Sc., IMA/UFRJ, RJ, Brasil,1999.
SPINACÉ, M.A.S., DE PAOLI, M. A. A Tecnologia da Reciclagem de Polímeros.
Química Nova,Vol. 28, No. 1, 65-72, 2005.
TALJA, R. A. Dissertação de Mestrado, Faculty of Agriculture and Forestry,
University of Helsinki, Helsinki, 2007.

65
Tudo sobre plásticos. Disponível em:
<http://www.tudosobreplasticos.com/polietileno.html> Acesso em: 17 Nov. 2012.
VAN SOEST, J. J. G., “Starch Plastics: Structure-property Relationships. PhD
Dissertation, P. and L. Press, Faculteit Scheikunde, Utrecht University,
Wageningen, The Netherlands,1996. Apud: Thiré, 2003.