caracterização microestrutural de ligas baseadas em nb...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
ALEXANDRE DUTRA GOLANDA
Caracterização microestrutural de ligas baseadas em Nb-Ti-Al para
aplicações estruturais em altas temperaturas: efeito de adições de Hf e Si
Lorena
2014


ALEXANDRE DUTRA GOLANDA
Caracterização microestrutural de ligas baseadas em Nb-Ti-Al para
aplicações estruturais em altas temperaturas: efeito de adições de Hf e Si
Trabalho de Graduação apresentado à
Escola de Engenharia de Lorena da
Universidade de São Paulo para obtenção
do título de Engenheiro de Materiais.
Orientador: Prof. Dr. Carlos Angelo Nunes
Lorena
2014

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINS
DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
Ficha Catalográfica Elaborada pela Biblioteca Especializada em Engenharia de Materiais
USP/EEL
Golanda, Alexandre Dutra
Caracterização microestrutural de ligas baseadas em Nb-Ti-Al
para aplicações estruturais em altas temperaturas: efeito de adições
de Hf e Si. / Alexandre Dutra Golanda ; orientador:Prof. Dr. Carlos
Angelo Nunes. --Lorena, 2014.
80f.: il.
Trabalho apresentado como requisito parcial para obtenção do grau de Engenheiro de Materiais– Escola de Engenharia de Lorena - Universidade de São Paulo.
1. Superliga 2. Nb-Ti-Al 3. Compósitos à base de
intermetálicos 4. Microestrutura 5. Siliceto I. Título.
CDU 669.1

Dedico a Deus, Fonte de paz, fortaleza e
inspiração, permitindo assim, a realização
deste sonho. Aos meus pais Antonio e
Maria Celeste, que acreditaram neste
sonho junto comigo e me deram apoio e
meios de o realizar.

AGRADECIMENTOS
À Deus, por permitir que eu tivesse condições de chegar até o fim da graduação com
determinação, paciência e fé; conquistar tantos amigos e aprender tudo o que aprendi até
agora.
Aos meus pais Antonio Golanda Filho e Maria Celeste das Neves Dutra Golanda, e irmãos
Daniel, Thaís e Letícia, por terem me apoiado todos estes anos a fim de que eu completasse
esta etapa tão decisiva em minha vida.
Ao Professor Doutor Carlos Angelo Nunes, por ter confiado em mim para a realização deste
projeto, pela sua dedicação, incentivo e orientações.
Aos demais professores, por terem me conduzido pelo conhecimento acadêmico.
Aos funcionários da Escola de Engenharia de Lorena (EEL-USP), por permitirem que esta
instituição funcione diariamente; pelas palavras de incentivo e por tanta ajuda ao longo de
todos estes anos. Queria agradecer ao já falecido funcionário e amigo Geraldo do Prado, um
homem exemplar por sua simplicidade, dedicação e prontidão em ajudar os alunos em tudo o
que estava ao seu alcance.
À Marcos Benedetti, Guilherme Fagundes, Túlio Rodrigues, Robersio Marinho, Caio
Cabestré, Marcus Vinicius, Tiago Garbi, aos amigos da minha turma de 2008 e a todos
aqueles, cujos nomes não mencionei, pela amizade, manifestada por meio de toda companhia,
horas de estudo juntos, conselhos, incentivos e orações.
Aos amigos do Grupo de Oração Universitário Filhos do Céu, por toda amizade, companhia,
conselhos e orações.
À Dra. Belmira Benedita de Lima Kühn, por todo apoio e conselho nesta etapa final da minha
graduação.

“Recebei a instrução e não o dinheiro.
Preferi a ciência ao fino ouro, pois a Sabedoria vale mais
que as pérolas e joia alguma a pode igualar.”
(Provérbios 8,10-11)
“A coisa mais bela que podemos experimentar é o mistério.
Essa é a fonte de toda a arte e ciências verdadeiras.”
(Albert Einstein)

RESUMO
GOLANDA, A. D. Caracterização microestrutural de ligas baseadas em Nb-Ti-Al para
aplicações estruturais em altas temperaturas: efeito de adições de Hf e Si. 2014. 80f.
Monografia (Trabalho de Graduação em Engenharia de Materiais) – Escola de Engenharia de
Lorena, Universidade de São Paulo, Lorena, 2014.
A eficiência das turbinas a gás atuais para aplicação aeroespacial é limitada pela
temperatura do gás de combustão, que não pode ser aumentada devido à incapacidade das
superligas à base de níquel atualmente em uso de suportarem as tensões geradas em
temperaturas maiores. Na região de turbina de baixa pressão, as temperaturas atingidas são
inferiores. Os componentes são fabricados a partir de superligas à base de níquel e as
pesquisas atuais visam principalmente encontrar um material de menor densidade e que possa
substituir as superligas em igualdade de desempenho. Os materiais avaliados neste estudo
visam este tipo de aplicação.
Tem sido proposto que os materiais de maior potencial são aqueles que têm nas suas
microestruturas a presença de fase(s) intermetálica(s) em equilíbrio com um metal ou liga
refratária. Assim, diversos estudos tem avaliado o potencial de compósitos à base de
intermetálicos (silicetos, aluminetos) de nióbio (“Refractory Metal – Intermetallics Based
Composites”). Estes compósitos exibem uma microestrutura multifásica contendo uma
quantidade significativa de uma ou mais fases intermetálicas em uma matriz metálica dúctil
ou uma matriz intermetálica com partículas de fase metálica dúctil em seu interior. Este
trabalho parte de uma liga referência do sistema Nb-Ti-Al (51Nb-34Ti-15Al (%at.)), e que
apresenta propriedades básicas interessantes, à qual foram feitas modificações com adições de
Hf e Si.
As técnicas de análise empregadas foram difração de raios X (DRX) para se realizar a
identificação das fases, microscopia eletrônica de varredura (MEV), captando-se as
micrografias por elétrons retroespalhados (ERE), medida composicional por espectroscopia
de energia dispersiva de raios X (EDS) e por espectroscopia de dispersão de comprimento de
onda de raios X (WDS). Em todas as amostras no estado bruto de fusão, foi possível
constatar, por difratometria de raios X, a presença da fase β(Nb,Ti,Al). Dentre estas amostras,
naquela sem adição de Si, por MEV-ERE e por EDS, foi confirmada a presença somente desta
fase, compondo uma estrutura de solidificação dendrítica; já nas amostras com adição
somente de Si, foram identificadas as fases β(Nb,Ti,Al) e siliceto; e nas amostras com adição
de Si e de Hf, foram identificadas as fases β(Nb,Ti,Al) e siliceto, que contem alto teor de Hf.

Nas amostras tratadas termicamente a 1400 °C por 24 h, identificou-se, por
difratometria de raios X, a presença das fases β(Nb,Ti,Al) e Nb3Al. Na amostra sem adição de
Si, foi confirmada, por MEV-ERE e por EDS, a presença destas fases. Nas amostras com a
adição somente de Si, além das fases β(Nb,Ti,Al), Nb3Al, foi identificada a presença de um
siliceto. Nas amostras com adição de Si e de Hf, foi identificada a presença das fases
β(Nb,Ti,Al), Nb3Al e siliceto. Foram analisadas, por WDS, duas das amostras tratadas
termicamente, sendo identificada a presença de oxigênio em quantidade significativa em uma
fase específica para cada uma delas, podendo-se inferir a presença de óxidos metálicos.
Palavras-chave: Superliga. Nb-Ti-Al. Compósitos à base de intermetálicos. Microestrutura.
Siliceto.

ABSTRACT
GOLANDA, A. D. Microstructural characterization of Nb-Ti-Al based alloy for
structural applications at high temperatures: effect of additions of Hf and Si. 2014. 80f.
Monograph (Undergraduate Work in Materials Engineering) – Escola de Engenharia de
Lorena, Universidade de São Paulo, Lorena, 2014.
The current efficiency of gas turbines for aerospace application is limited by the
temperature of combustion, which can not be increased due to the inability of nickel-based
superalloys currently in use to withstand the stresses generated at higher gas temperatures. In
the region of low pressure turbine, the temperatures reached are lower. The components are
also manufactured from nickel-based superalloys, and current research mainly aim to find a
material of lower density and superalloys that can replace with similar performance. The
materials to be evaluated in this study aimed at this type of application.
It has been proposed that the material of the greatest potential are those with
microstructures presenting intermetallic phase(s) in equilibrium with a refractory metal solid
solution. Thus, several studies have been evaluated in intermetallic phases based composites
(silicides , aluminides). These composites exhibit a multiphase microstructure containing a
significant amount of one or more intermetallic phases in a ductile metal matrix or
intermetallic matrix with particles of ductile metal phase inside.
This work starts with a reference alloy Nb -Ti- Al ( 34Ti - 51Nb - 15Al ( % at. ) ),
which provides basic interesting properties, and additions of small amount of Hf and Si in the
composition.
The techniques used for analysis were X-ray diffraction (XDR) for phase
identification, scanning electron microscopy (SEM), to take the micrographs using
backscattered electrons detector (BSE), and compositional analysis using energy dispersive
spectroscopy X-ray (EDS). In all as cast samples, it was observed the presence of the β(Nb,
Ti, Al) phase by X-ray diffraction. The presence of this phase was confirmed in other sample
without addition of Si. Dendritic solidification was observed by SEM-BSE in the
microstructure.
In the samples with Si addition, β(Nb, Ti, Al) and silicide phases were identified; and
in the samples with Si and Hf addition, β(Nb, Ti, Al) phase and silicide that contains high
content of Hf were identified.
In samples annealed at 1400 ° C for 24 h, the presence of β(Nb, Ti, Al) and Nb3Al
phases was identified by X-ray diffraction. In the sample without Si addition, the presence of
these phases were identified by SEM-BSE and EDS. In the samples with Si addition, silicide

formation was identified besides the presence of β(Nb, Ti, Al) and Nb3Al phases. The
presence of β(Nb, Ti, Al), Nb3Al and silicide phases were identified in the samples with Si
and Hf addition. In two annealed samples analyzed by WDS, the presence of oxygen in
significant amounts were identified, which can be associated to the presence of metal oxides.
Keywords: Superalloy. Nb-Ti-Al. Intermetallics Based Composites. Microstructure. Silicide

LISTA DE FIGURAS



LISTA DE TABELAS

LISTA DE SIGLAS
DEMAR Departamento de Engenharia de Materiais
DRX Difração de raios X
EDS Espectroscopia de Energia Dispersiva de raios X
EEL Escola de Engenharia de Lorena
EM Engenharia de Materiais
ERE Elétrons Retro-espalhados
HDH Técnica de hidrogenação – desidrogenação
LOM Departamento de Engenharia de Materiais da EEL
MASC Metal and Silicide Composite
MEV Microscopia Eletrônica de Varredura
TG Trabalho de graduação
USP Universidade de São Paulo
VAR Vacuum Arc Remelting
WDS Espectroscopia de dispersão em comprimento de onda de raios X
PVC Polímero Policloreto de Vinila

LISTA DE SÍMBOLOS
%at. Percentual atômico.
%m. Percentual em massa
Fase gama; solução sólida rica em niquel.
CCC Cúbico de Corpo Centrado.
HC Hexagonal compacto
K Unidade de temperatura na escala Kelvin
N Unidade de força (Newton)
ppb Unidade de concentração (partes por bilhão)
ppm Unidade de concentração (partes por milhão)
T Temperatura
Tf Temperatura de fusão
Tm Temperatura de fusão (em inglês)
W Unidade de Potência elétrica (Watts)
β(Nb,Ti,Al) Fase de solução sólida metálica.
δ Fase Nb3Al.
μm 10- 6
metros
σ Fase Nb2Al

SUMÁRIO


21
1 INTRODUÇÃO
A eficiência das turbinas a gás atuais para aplicação aeroespacial é limitada pela
temperatura do gás de combustão, que não pode ser aumentada tendo em vista a incapacidade
das superligas à base de níquel atualmente em uso de suportarem as tensões geradas em
temperaturas maiores (HE, 2013; LI, 2011; DRAWIN, 2011). Na região de turbina de alta
pressão, as superligas monocristalinas baseadas em Ni de última geração permitem trabalhos
sob carga em temperaturas próximas a 1150 oC, o que corresponde a aproximadamente 85%
da temperatura de fusão da liga (DRAWIN, 2011). Esta temperatura é próxima da temperatura
solvus de (gama) e corresponde ao limite teórico de uso destes materiais. Desta forma,
novos materiais deverão ser desenvolvidos, devendo ser resistentes mecanicamente em altas
temperaturas e também estáveis em ambientes oxidantes (WEI et al. ; ZHO, 2013). A Figura
1.1 mostra componentes de turbina atualmente feitos de superligas de níquel e que se
beneficiarão da disponibilidade desses novos materiais; além de um desenho esquemático de
uma turbina aeronáutica com indicação das temperaturas aproximadas de trabalho.
(a)
(b)
(c)
Figura 1.1 Exemplos de componentes de turbinas submetidos a altas temperaturas:(a) direcionador de fluxo
(primeiro estágio da turbina de alta pressão); (b) paleta usada na turbina de alta pressão; (c) desenho esquemático
de uma turbina Rolls Royce (com indicação dos estágios de trabalho e respectivas temperaturas aproximadas de
funcionamento).Adaptado de ZHAO, 2003; ESA, 2014.
Na região de turbina de baixa pressão, as temperaturas atingidas são inferiores
(máximo de 1000 oC) e atualmente também se utiliza superligas à base de níquel. Neste caso,

22
as pesquisas atuais visam principalmente encontrar um material de menor densidade e que
possa substituir as superligas em igualdade de desempenho. Os materiais a serem avaliados
neste estudo visam este tipo de aplicação.
Sabe-se que o sucesso da aplicação de materiais estruturais em altas temperaturas está
relacionado a encontrar um material que apresente simultaneamente um conjunto satisfatório
de propriedades mecânicas, físicas e químicas: resistência à fluência, ductilidade e tenacidade
em altas e baixas temperaturas, resistência à fadiga, alta condutividade térmica, baixa
expansão térmica, alta resistência à oxidação, etc.
Entre as várias propriedades de um dado material para estas aplicações, a temperatura
de fusão é normalmente a primeira a ser considerada na análise técnica. Um valor referência
para a temperatura de fusão dos novos materiais a serem desenvolvidos é de no mínimo 1500
oC, o que corresponde a um aumento de 200
oC em relação à temperatura de fusão das atuais
superligas de níquel. Há um grande número de materiais cerâmicos, compostos intermetálicos
(FLEISCHER, 1985) e metais refratários (ROSS, 1992) com ponto de fusão (Tf) superior a
1500 oC. Sabe-se que, na forma de materiais monofásicos, os materiais cerâmicos e os
intermetálicos apresentam baixa ductilidade e tenacidade em temperaturas próximas da
ambiente. Por outro lado, os metais refratários tais como molibdênio e nióbio apresentam
suficiente ductilidade na temperatura ambiente, mas uma baixa resistência à oxidação em
temperaturas superiores a 500 oC (ROSS, 1992). De qualquer forma, o critério do ponto de
fusão é muito importante porque alto ponto de fusão geralmente implica em alto módulo de
elasticidade como indicado na correlação desenvolvida por Fleischer (FLEISCHER, 1985).
Além disso, a taxa limite de deformação por fluência, a qual define a máxima temperatura de
operação, tende a aumentar com o aumento do ponto de fusão e é frequentemente estimada
entre Tf/2 e 2/3Tf .
Ainda, os coeficientes de expansão térmica tendem a variar inversamente com a
temperatura de fusão e valores menores são geralmente preferíveis especialmente em
aplicações com ciclagem térmica.
De forma a encontrar um adequado balanço de propriedades em altas e baixas
temperaturas, tem sido proposto que as microestruturas de maior potencial são aquelas com
presença de fase(s) intermetálica(s) em equilíbrio com um metal ou liga refratária (SHAH et
al., 1995 ; BEWLAY et al. , 2003a). Neste sentido, há um grupo de pesquisa, no DEMAR-
USP, que vem trabalhando desde 1998 com ligas multifásicas Me-Si-B (Me- metal refratário)
que demonstram potencial para o desenvolvimento de materiais estruturais para altas
temperaturas devido aos seus altos pontos de fusão e por incluir elementos (Si e B) que

23
podem levar à formação de filmes protetores à oxidação/corrosão. As ligas deste sistema têm
sido bastante estudadas desde a década de 1990 sob diversos aspectos relevantes ao
desenvolvimento de materiais estruturais para aplicações em altas temperaturas. Na Figura
1.3, observa-se a taxa de oxidação/ perda aproximada de vários materiais em altas
temperaturas, podendo-se destacar que a liga de Nb-Si apresenta uma perda de material menor
que superliga de Ni em temperaturas superiores a 1080 °C (LEMBERG, 2012; NUNES et al. ,
2011; NUNES et al. , 2009; SAKIDJA, 2007; ZHAO, 2003).
Figure 1.2 Taxa de oxidação/ perda de vários materiais em altas temperaturas (dados de performance
aproximados). Adaptado de ZHAO, 2003.
Nos dias de hoje, o maior número de pesquisas em materiais contendo fase(s)
intermetálica(s) em equilíbrio com metal refratário solução sólida corresponde àquelas com
ligas à base de nióbio (WEI et al. , 2013; ZHO, 2013; PORTEBOIS et al. , 2013; KANG et
al. , 2012; YAO et al. , 2009), especialmente para aplicações em componentes da turbina de
alta pressão.
2 OBJETIVOS
Este trabalho de graduação foi baseado no desenvolvimento de ligas à base de nióbio para
aplicações estruturais em turbinas aeronáuticas de baixa pressão. Partindo-se de uma liga
referência do sistema Nb-Ti-Al (51Nb-34Ti-15Al (%at.)), e que apresenta propriedades

24
básicas interessantes, foram feitas modificações com adições de Hf e Si, com o seguinte
objetivo:
Avaliar as modificações produzidas por adições de Hf e Si na microestrutura da liga
referência Nb-Ti-Al, tanto daquelas no estado bruto de fusão quanto daquelas tratadas
termicamente.
3 REVISÃO BIBLIOGRÁFICA
3.1 Histórico e ocorrências
O nióbio, elemento 41, é uma das substâncias de menor concentração na crosta
terrestre, pois está na proporção de 24 partes por milhão (PEREIRA JÚNIOR, 2008), sendo
menos abundante que o zinco, o níquel, o cobre e o tungstênio, e mais abundante que o
cobalto, o tântalo e o molibdênio (LEITE, 1988). Na tabela 3.1, pode-se observar as
concentrações de nióbio na Terra, e como variam conforme a fonte de origem. Deve-se
destacar a alta concentração (1900 ppm) de nióbio nas rochas carbonatíticas.
Tabela 3.1. Ocorrências do nióbio na Terra. Adaptado de LEITE, 1988.
Concentração 3 ppb
Terra Crosta Terrestre 24 ppm
Rochas Graníticas 22 ppm
Rochas Carbonatíticas 1900 ppm
Existe, na natureza, mais de 90 espécies de minerais de nióbio e tântalo, das quais
podemos destacar a columbita-tantalita, o pirocloro, o bariopirocloro, e a loparita, as quais
terão as suas respectivas composições químicas aproximadas e o teor máximo de Nb2O5
discriminados na tabela 3.2 (PEREIRA JÚNIOR, 2008).
Tabela 3.2. Composição química aproximada e teor máximo de Nb2O5 para alguns minerais de nióbio e tântalo.
Adaptado de PEREIRA JÚNIOR, 2008.
Espécies Minerais Composição Quím. Aproximada Teor máximo de Nb2O5, (%)
Columbita-Tantalita (Fe, Mn) (Nb, Ta2) O6 76
Pirocloro (Na3, Ca)2 (Nb, Ti) (O, F)7 71
Bariopirocloro (Ba, Sr)2 (Nb, Ti)2 (O, OH)7 67
Loparita (Ce, Na, Ca)2 (Ti, Nb)2 O6 20

25
O pirocloro encontra-se em carbonatitos. Os carbonatitos costumam conter um ou mais
dos seguintes minerais: nióbio, níquel, cobre, titânio, vermiculita, apatita (fosfato), terras
raras, barita, fluorita, além dos minerais nucleares tório e urânio (PEREIRA JÚNIOR, 2008).
O nióbio (Nb) foi descoberto, em 1801, pelo britânico Charles Hatchett quando
analisava uma amostra do minério columbita, enviado dos EUA para o museu britânico, sendo
chamado o novo elemento de colúmbio. O químico alemão Heinrich Rose, em 1844, pensou
que tinha descoberto um novo elemento enquanto trabalhava com a tantalita, nomeando-o de
nióbio, em homenagem à deusa grega Niobe, filha de Tântalo, segundo a mitologia grega.
A União Internacional de Química Pura e Aplicada (IUPAC) adotou nióbio o nome
oficial do elemento 41 em 1950. A informação mais antiga que se tem do uso do nióbio data
de 1925 quando ele foi usado para substituir o tungstênio na fabricação de aço ferramenta. No
início da década de 1930, o nióbio começou a ser usado na prevenção da corrosão
intergranular de aços inoxidáveis. Até a descoberta de depósitos de pirocloro no início da
década de 1950, quase simultaneamente no Canadá ( Oka ) e no Brasil (Araxá), o uso de
nióbio foi limitado devido a sua escassez ( por ser um subproduto do tratamento de
columbitas e tantalitas, minerais pouco abundantes ). Com a sua viabilização técnica, houve
uma radical mudança nos preços e disponibilidade (PEREIRA JÚNIOR, 2008; CBMM,
2014a).
3.2 Propriedades do nióbio puro
O nióbio comercialmente puro é dúctil e fácil de ser fabricado sob temperatura
ambiente por processos convencionais de conformação (ASM HANDBOOK, 1990).
O nióbio funde a 2468 oC e apresenta uma estrutura cúbica de corpo centrado em todo
o estado sólido. A temperatura de transição dúctil-frágil do nióbio comercialmente puro é em
torno de -125 oC, valor superior apenas àquele do tântalo comercialmente puro. Dentre os
metais refratários é o que apresenta a menor massa específica (8,57 g/cm3), inferior àquela do
níquel puro (8,9 g/cm3), além disso, o coeficiente de expansão térmica do nióbio é metade
daquele do níquel, conforme pode ser observado na Tabela 3.3. Considerando estas
propriedades básicas, o nióbio imediatamente despertou o interesse da comunidade científica
para possíveis aplicações na área aeroespacial e em componente de turbinas. Entretanto, o
nióbio puro é facilmente oxidado ao ar em temperaturas acima de 500 oC. O oxigênio difunde

26
livremente pelo metal e causa fragilização. Somado a isso, a resistência mecânica do nióbio
diminui abruptamente em temperaturas acima de 900 oC (ASM HANDBOOK, 1990; LIDE,
2008; MATWEB, 2014; NIEH, 1994).
Tabela 3.3. Comparação das propriedades físico-químicas dos elementos Nióbio, Háfnio, Níquel e
Tântalo. Adaptado de ASM HANDBOOK, 1990; MATWEB, 2014; AMERICAN ELEMENTS, 2014; LIDE,
2008; NIEH, 1994.
Propriedade Nb Hf Ni Ta
Ponto de Fusão (°C) 2468 2233 1453 2996
Ponto de Ebulição
(°C) 4927 4603 2730 5427
Massa específica
(g.cm-3
) 8,57 13,31 8,90 16,6
Coef. de expansão
térmica (µm/m-°C) 7,00 5,90 13,4 6,5
Dureza Vickers 80
(recozido) 1760
64
(recozido) 110
Módulo Elástico
(GPa), a 25°C 103 78 207 186 (20 °C)
Módulo de
Cisalhamento (GPa),
a 25°C
38,1 30 76,0 69 (20 °C)
Temperatura de
Transição Dúctil-
Frágil (°C)
-125 ---- ---- -273
Estrutura CCC HC
(<1760°C) CCC CCC
3.3 Processos de produção
O ferronióbio, principal produto da CBMM, é produzido por meio do processo de
refino pirometalúrgico do pirocloro (Nb2O5) previamente concentrado, para a retirada de
impurezas, tais como enxofre, fósforo e chumbo. Em seguida, faz-se a redução
aluminotérmica do concentrado de pirocloro refinado, em fornos à arco elétrico, produzindo-
se lingotes de ferronióbio, os quais são britados e classificados granulometricamente. Este

27
produto é usado principalmente na fabricação de aços inoxidáveis, aços microligados de alta
resistência e aços termorresistentes, os quais são destinados à produção de dutos,
componentes estruturais e carrocerias de automóveis, entre outras aplicações(CBMM, 2014b).
Para se produzir o nióbio metálico com pureza de 99,9 %, submete-se o concentrado
de pirocloro refinado a um processo de cloração em que o volátil NbCl5 é destilado e então
hidrolisado para o óxido, o qual sofre uma segunda redução aluminotérmica:
3 Nb2O5 + 10Al → 6Nb + 5Al2O3
Ocorre a saída de impurezas óxidas do nióbio fundido durante esta reação exotérmica,
mas, para que se atinja a pureza desejada (99,9 %), faz-se o refino do nióbio metálico em
forno de fusão por feixe de elétrons, vaporizando as impurezas restantes (ASM
HANDBOOK, 1990; CBMM, 2014b).
Pós de nióbio podem ser produzidos pela redução do K2NbF7 com sódio, pela redução
do óxido de nióbio com magnésio ou pela hidrogenação, moagem e desidrogenação. Os
vários produtos metalúrgicos são produzidos geralmente por feixe de elétrons ou por fusão a
arco sob vácuo de lingotes de nióbio. Estes lingotes fundidos atingem um alto nível de
pureza com relação a metais e elementos intersticiais, sendo estes lingotes utilizados para a
produção de ligas de nióbio, tais como nióbio com 1 % de zircônio , nióbio-titânio , C - 103 ,
Inconel e outros. Vários fabricantes de capacitores estão desenvolvendo capacitores usando
pó de nióbio metálico ou óxido de nióbio, e esses modelos estão sendo gradualmente trazidos
para o mercado (T.I.C., 2014).
Figura 3.1.Fluxograma dos processos produtivos da CBMM. Adaptado de CBMM, 2014b.

28
3.4 Ligas de nióbio: décadas de 1960 e 1970 (MEETHAM, 2000; DAVIES, 1997;
DALDER et al. , 1993)
Levando em consideração as propriedades básicas do nióbio puro, nas décadas de
1960 e 1970, especialmente nos Estados Unidos e impulsionado pela Guerra Fria com a
União Soviética, realizou-se diversos estudos na tentativa de viabilizar ligas de nióbio que
apresentassem aceitável fabricabilidade via processos de deformação plástica; boa resistência
mecânica e boa resistência à oxidação em altas temperaturas. A limitada solubilidade de Al,
Si e Cr no nióbio solução sólida fez com que não se adicionasse estes elementos nas primeiras
ligas estudadas, pois a adição destes poderia levar à formação de intermetálicos, com
consequente impossibilidade de fabricação do componente ou obtenção de um componente
frágil caso este pudesse ser fabricado. Salienta-se que naquela época o conhecimento sobre
intermetálicos estruturais e processos de fabricação avançados era bastante insatisfatório.
Entretanto, sem a adição destes elementos não foi possível produzir ligas que apresentassem
resistência à oxidação razoável, pela impossibilidade de formação de um filme de óxido
protetor. Assim, a solução encontrada foi revestir as ligas desenvolvidas com camadas
protetoras (coatings) de aluminetos, e posteriormente, de silicetos, como nas aplicações
ligadas ao Programa Apolo da NASA. Quando propriamente preparados e aplicados, estes
revestimentos eram confiáveis e apresentavam bom desempenho em aplicações cíclicas sem
deterioração drástica das propriedades mecânicas. As principais aplicações das ligas
desenvolvidas foram para componentes de foguetes. Algumas das ligas desenvolvidas naquela
época, especialmente a liga C103 (89Nb-10Hf-1Ti; %m.), é ainda hoje utilizada na área de
propulsão de foguetes e posicionamento de satélites. Mas vale salientar que os componentes
dos sistemas de propulsão trabalham por curtos períodos de tempo entre 1200 oC e 1400
oC e
em ambientes menos oxidantes que a atmosfera normal. Assim, as propriedades obtidas não
eram suficientes para aplicações em paletas de turbinas devido a falta de confiabilidade dos
revestimentos em longas exposições e a não possibilidade de encontrar um bom compromisso
entre fabricabilidade, resistência à fluência, ductilidade na temperatura ambiente e resistência
à oxidação (BEGLEY, 1968).
Anteriormente a 1960 o nióbio era produzido por técnicas de metalurgia do pó;
sinterização de peças produzidas a partir de pó produzido pela reação entre óxido de nióbio e
carbeto de nióbio. A sinterização tendo a função tanto de consolidação da peça quanto de
refino através da evolução do gás CO (SISO, 1963). Posteriormente, o nióbio passou a ser
produzido pela técnica de redução aluminotérmica do óxido de nióbio (Nb2O5) seguido de

29
refino do produto aluminotérmico em forno de feixe de elétrons. Isto só foi possível devido a
uma evolução importante das tecnologias de vácuo, fundamental para o desenvolvimento de
fornos de feixe de elétrons. Atualmente, quando da necessidade de pó de nióbio para
processamento via metalurgia do pó, este pó é produzido pela técnica de hidrogenação –
desidrogenação (HDH) a partir de lingotes de nióbio produzidos em forno de feixe de
elétrons. Para a produção de lingotes de ligas à base de nióbio, o nióbio produzido em forno
de feixe de elétrons sofre adições de materiais de outros elementos (ex. Ti, Hf, Ta, W) e a
mistura é fundida pela técnica de VAR (vacuum arc remelting).
As ligas de nióbio mais comuns desenvolvidas nas décadas de 1960 e 1970 são
mostradas na Tabela 3.4. A maioria destas ligas é endurecida por solução sólida e os
elementos que conduzem a maiores ganhos de resistência são aqueles que provocam aumento
da densidade da liga. Entretanto, partículas de segunda-fase são observadas na microestrutura
destas ligas e correspondem a óxidos, nitretos, carbetos, cuja formação é associada à presença
de oxigênio, nitrogênio e carbono como impurezas nos materiais de partida ou provenientes
da atmosfera do forno. Mas vale informar que para produção das ligas de maior resistência,
adições intencionais de C juntamente com Hf e Zr eram realizadas para provocar maior
endurecimento via precipitação de carbetos (BEGLEY et al. , 1969). Por outro lado, este
mecanismo de endurecimento não é muito efetivo nas aplicações de longa duração em altas
temperaturas devido ao rápido aumento do tamanho destes precipitados com a consequente
diminuição da resistência mecânica do material.
Por meio do estudo com ligas binárias de nióbio, tem-se observado que os elementos
Cr, Al, W, Mo, V, Zr e Re causam fragilização no nióbio e aumentam a temperatura de
transição dúctil-frágil, já os elementos Ti e Hf são os únicos conhecidos que não aumentam
esta temperatura de transição (BEGLEY et al. , 1993). A Figura 3.2 mostra a tensão de
escoamento a 1095 oC de ligas binárias de nióbio em função da concentração do soluto. Note
que a adição de qualquer um destes solutos altera a propriedade apresentada pelo nióbio puro.
Entretanto, a mudança depende do elemento específico e de sua concentração. Vale apontar
especialmente o efeito do titânio, note que este elemento não provoca importantes mudanças
na tensão de escoamento.
Os dados relativos a zircônio e háfnio são discutíveis, pois as ligas utilizadas
apresentavam teores de contaminantes intersticiais (O, N, C) acima daqueles possíveis de
serem obtidos atualmente e assim, parte do aumento de resistência pode ser atribuído a
interações destes intersticiais com o Zr e Hf que são elementos bastante reativos.

30 Tabela 3.4. Ligas de nióbio mais comuns desenvolvidas nas décadas de 1960 e 1970. Adaptado de ENGLISH,
1981.
Designação Comum Elementos de liga adicionados, %
Baixa resistência e Alta ductilidade
Nb-1Zr 1Zr
D-14 5Zr
B-33 5V
C-103 1Ti-0,7Zr-10Hf
Cb-753 1,25Zr-5V
D-36 10Ti-5Zr
Moderada resistência e ductilidade
PWC-11 1Zr-0,1C
PWC-33 3Zr-0,35C
SCb-291 10W-10Ta
C-129Y 10W-10Hf-0,2Y
Cb-752 10W-2,5Zr
D-43 10W-1Zr-0,1C
Fs-85 10W-28Ta-1Zr
Su-16 11W-3Mo-2Hf-0,08C
B-66 5Mo-1Zr-5Hf
AS-55 5W-1Zr-0,2Y
Alta resistência e Baixa ductilidade
Cb-1 30W-1Zr-0,06C
B-88 28W-2Hf-0,06C
Sy-31 1W-3,5Hf-0,1C
Cb-132M 15W-5Mo-20Ta-2,5Zr-0,013C
F-48 15W-5Mo-1Zr-0,05/0,1C
VAM-79 22W-2Hf-0,06C
AS-30 20W-1Zr-0,1C
(a)
Figura 3.2. Tensão de escoamento de ligas binárias de Nb a 1095 oC. Adaptado de BUCKMAN et al. , 1988.

31
3.5 Ligas de nióbio desenvolvidas a partir da década de 1990.
A partir das pesquisas iniciais com ligas de nióbio, observou-se que não seria possível
dar um passo à frente no desenvolvimento destas ligas sem se considerar a possível presença
de fases intermetálicas do tipo siliceto e alumineto na microestrutura das ligas. Dá-se então
início aos estudos para o desenvolvimento de materiais chamados compósitos a base de
intermetálicos de metais refratários (“Refractory metal – intermetallics based composites”)
(JACKSON, 1999). Destacando-se, entretanto, que o foco principal destes estudos
corresponde ao desenvolvimento de ligas para substituição das superligas monocristalinas à
base de níquel na turbina de alta pressão.
Estes compósitos exibem uma microestrutura multifásica contendo uma quantidade
significativa de uma ou mais fases intermetálicas em uma matriz metálica dúctil ou uma
matriz intermetálica com partículas de fase metálica dúctil em seu interior. As ligas estudadas
até o momento são derivadas dos sistemas binários Nb-Si, Nb-Cr e Nb-Al. Estas ligas podem
ser divididas em quatro principais categorias de acordo com a fase endurecedora: a) Nb-Si-X,
que são endurecidas por silicetos; b) Nb-Al-X, que são endurecidas por aluminetos; c) Nb-Cr-
X, que são endurecidas por fases de Laves e d) Nb-Cr-Si-Al-X, que são endurecidas por
ambos silicetos e fases de Laves. O parâmetro X representa uma lista de elementos de liga que
inclui Ti; Hf; Mo; Ta; W; Ge; Fe; Sn e entre outros, Pd. Entre estes elementos, Ti é o
principal tendo em vista que Ti é comum a todas as quatro categorias de ligas mencionadas
acima. Estas ligas têm sido fabricadas por meio de diferentes processos, incluindo fusão a
arco convencional; técnicas de metalurgia do pó; moagem de alta energia; solidificação
rápida; solidificação direcional; fundição a partir de moldagem por cera perdida (CHAN et al.
, 2006).
Ligas do sistema binário Nb-Si exibem boa resistência à fluência, mas baixa
tenacidade e resistência à oxidação. Suas propriedades podem ser melhoradas via adição de
elementos de liga, o que conduziu, por exemplo, às ligas da família Nb-Ti-Hf-Cr-Al-Si
(MASC – Metal and Silicide Composite ), desenvolvidas pela General Electric (BEWLAY et
al. , 2003b; BEWLAY et al. , 2002). Na Figura 3.3, pode-se observar, no que se refere à
tenacidade à fratura, como as ligas da família MASC são promissoras (BEWLAY, 2001). Os
materiais à base de Nb-Si consistem de uma fase metálica em solução sólida M(ss) (M sendo
por exemplo Nb+Ti+Hf+...) e um siliceto M5Si3 ou M3Si, com densidades na faixa de 6.5 –
7.9 g/cm3 dependendo da composição. Outras fases podem estar presentes: NbCr2 (fase de
Laves) no caso de ligas de alto teor de Cr para melhor resistência à oxidação; M5Si3 do tipo

32
hexagonal (ruim para as propriedades de fluência) no caso de altos teores de Ti e/ou Hf. Em
altas temperaturas, a fase siliceto é a responsável pela resistência à fluência. Melhorias nas
propriedades mecânicas em altas temperaturas, especialmente fluência, podem ser obtidas
pelo aumento da resistência da fase M(ss) e/ou pelo aumento da fração volumétrica da fase
siliceto. Um grande volume de fase siliceto melhora a resistência à oxidação, mas diminui a
tenacidade e ductilidade na temperatura ambiente e em temperaturas intermediárias. Ligas
com teores de Si de até 24 %at. para aplicações em turbina de alta pressão têm sido estudadas
nos projetos ULTMAT e HYSOP (http://www.ultmat.onera.fr/ e http://hysop.onera.fr/).
Figura 3.3 Tenacidade à fratura de ligas do sistema Nb-Si, do ternário Nb-Ti-Si, do quaternário Nb-Ti-Si-Al e
da liga (Nb-24,7%Ti-16%Si-8,2%Hf-2,0%Cr-1,9%Al) da família MASC. Adaptado de BEWLAY, 2001.
As ligas binárias Nb-Al (18 %at.Al) tipicamente mostram uma microestrutura
composta de Nb em solução sólida e Nb3Al. Evidências experimentais indicam que um
ordenamento B2 ocorre na fase Nb em solução sólida e em algumas ligas Nb-Ti-Al. A fase B2
apresenta uma estrutura CCC ordenada, enquanto a fase Nb3Al apresenta a estrutura cúbica
ordenada A15. Tendo em vista que o composto Nb3Al é extremamente frágil, as ligas
contendo este composto são também bastante frágeis. Entretanto, adições de Ti melhoram a
ductilidade e a tenacidade à fratura da solução sólida Nb-Ti-Al e consequentemente do
compósito contendo esta solução sólida como matriz. As ligas Nb-Ti-Al contém tipicamente
15%at. Al e de 10 a 40 %at. de Ti. A microestrutura contém 100% B2 (Nb-40Ti-15Al) ou
uma combinação de B2 e Nb3Al (Nb-25Ti-15Al e Nb-10Ti-15Al). Algumas ligas Nb-Ti-Al-
Hf e Nb-Ti-Al-Cr tem uma microestrutura formada por nióbio em solução sólida e fase sigma
de (Nb,Ti,Hf)2Al e (Nb,Ti,Cr)2Al (CHAN et al. , 2006).
Em trabalhos anteriores, ligas Nb-Ti-Al com microestrutura bifásica do tipo A2 (β-
solução sólida desordenada)-B2 ou monofásicas B2 foram avaliadas para aplicações em
turbina de baixa pressão. Considerando-se que as propriedades visadas não puderam ser

33
obtidas com esta liga base, pretende-se, neste trabalho, modificar esta liga com adição de Hf e
Si.
3.6 O sistema referência: Nb-Ti-Al
O objetivo deste item é apresentar algumas informações básicas relativas a equilíbrio
de fases no sistema Nb-Ti-Al de acordo com nosso interesse. Para isso, utilizaremos os dados
de Witusiewicz et al. (WITUSIEWICZA et al. , 2009) para este sistema, que foram obtidos no
contexto de uma reavaliação experimental e termodinâmica do sistema Al-B-Nb-Ti. A Tabela
3.5 apresenta as fases presentes no sistema Nb-Ti-Al. Considerando o foco deste trabalho, as
relações de fases relevantes são aquelas do sistema Nb-Ti, a região rica em Nb do sistema Nb-
Al, a região rica em Ti do sistema Ti-Al e a região em torno da composição da liga 51Nb-
34Ti-15Al (%at.).
O sistema Nb-Ti é do tipo isomorfo, significando completa solubilidade entre Nb e Ti
no estado sólido. A região rica em Nb do sistema Nb-Al é caracterizada pela existência da
fase Nb(ss) (ss- solução sólida).Teores de Al maiores que o limite de solubilidade conduzem à
precipitação da fase Nb3Al (δ). A região rica em Ti do sistema Ti-Al é caracterizada por uma
grande solubilidade do Al na fase βTi. Este sistema apresenta quatro fases ternárias, das quais
as fases O1 e O2 têm composições próximas à Ti2NbAl. A Figura 3.4a mostra a projeção
liquidus do sistema Nb-Ti-Al, mostrando uma grande região de precipitação primária da fase
β(Nb,Ti,Al), no interior da qual se encontra a composição de nossa liga referência.
Considerando as características de isomorfo do sistema Nb-Ti e a grande solubilidade de Al
na fase β como será evidenciado mais adiante, é possível que a liga referência se solidifique
com uma microestrutura formada apenas pela fase β(Nb,Ti,Al), ainda que segregada. A
Figura 3.4b mostra a projeção solidus deste sistema, podendo ser determinado que a
temperatura solidus para a liga referência é próxima de 2200 K e que corresponde a uma
temperatura de acordo com nosso interesse (T > 1750 oC), conforme discutido no item 1. As
Figura 3.4c e 3.4d mostram seções isotérmicas do sistema Nb-Ti-Al a 1200 oC e a 1400
oC.
Nota-se a extensa faixa de existência da fase β(Nb,Ti,Al) e que a liga referência se encontra
no interior desta região monofásica. Assim, em condições de equilíbrio, nestas temperaturas,
não esperamos a presença de fases frágeis como Nb3Al (δ) e σ (Nb2Al) na microestrutura
desta liga. Informações relativas ao sistema Nb-Ti-Al-Si são limitadas aos resultados
experimentais de N. Antonova et al. (ANTONOVA et al., 2004) para a região rica em Ti

34
deste quaternário e com baixos teores de Nb (máximo de 5 %at. Nb), o que evidencia a
necessidade de estudos para a região rica em Nb.
Tabela 3.5. Fases do sistema Nb-Ti-Al. Adaptado de WITUSIEWICZA et al. , 2009.
OBS. Favor se referir a (WITUSIEWICZA et al., 2009) para maiores detalhes referentes a esta tabela e significados dos super-escritos.
(b)

35
Figura 3.4. Informações de equilíbrio de fases no sistema Nb-Ti-Al, com indicação da posição da liga referência
51Nb-34Ti-15Al (%at.) no diagrama. (a) projeção liquidus; (b) projeção solidus; (c) seção isotérmica a 1200 °C;
(d) seção isotérmica a 1400 °C. Adaptado de WITUSIEWICZA et al. , 2009.
4 MATERIAIS E MÉTODOS
Serão descritos nesta seção os materiais, equipamentos e procedimentos experimentais
necessários para a obtenção e caracterização das amostras. Todos os equipamentos utilizados,
bem como a realização dos métodos descritos abaixo, foram realizados no DEMAR-EEL-
USP, com exceção do corte por eletroerosão.
Primeiramente, foram selecionadas chapas de nióbio, titânio e de háfnio, placa de
alumínio e particulados de silício que estão disponíveis no Departamento de Engenharia de
Materiais da Escola de Engenharia de Lorena (DEMAR-EEL-USP). As chapas e a placa
foram cortadas e, quando necessário, foram laminadas para facilitar o corte e a subsequente
pesagem.
As amostras, após a pesagem, foram fundidas a arco e, em seguida, cortadas por
eletroerosão pela empresa WR Eletro Erosão A Fio, situada em Jundiaí-SP, na forma de
discos para melhor aproveitamento dos lingotes, sendo feitos chanfros diferenciados nos
discos de cada amostra para auxiliar na identificação. As ligas 0, 1, 2, 3, 4, 5 e 6 foram
tratadas termicamente a 1400 °C por 24 h para homogeneização. Estas amostras, tanto as em
estado bruto de fusão como as tratadas termicamente, foram embutidas e preparadas
metalograficamente. Através do difratômetro de raios X e do microscópio eletrônico de
varredura (MEV) no modo elétrons retro-espalhados (ERE) e por Epectroscopia de Energia
(d)

36
Dispersiva (EDS) foram feitas análises nas amostras fundidas e nas tratadas termicamente
para a identificação das fases presentes nas ligas.
4.1 Matérias-primas e pesagem
Primeiramente, foram selecionadas chapas de nióbio, titânio e de háfnio, uma placa de
alumínio e particulados de silício, todos de elevada pureza e que estavam disponíveis no
Departamento de Engenharia de Materiais da Escola de Engenharia de Lorena (DEMAR-
EEL-USP). Evitou-se o uso de materiais na forma de pó com o intuito de se obter ligas com
menores teores de elementos intersticiais (O, N). As chapas e a placa foram cortadas e,
quando necessário, as chapas foram laminadas para facilitar o corte e a subsequente pesagem
na balança analítica SHIMADZU AUX-220.
A liga base tem composição 51Nb-34Ti-15Al (%at.). Pesquisadores de ONERA
(l’Office National d'Études et Recherches Aérospatiale) sugerem que o teor de Hf deva ser de
até 10%at.; Cr de até 3%at. e Si de até 3 %at., utilizando-se a seguinte regra: [Nb]+[Cr] ~ 50
% at.; [Ti+Hf] ~ 34% at.; [Al] = 15 %at.; [Si] até 3% at.. Para cada 1% at. de Si adicionado,
1%at. de Nb será retirado. Deve ser feita a observação de que, apesar de estas orientações
incluírem o cromo (Cr), este trabalho não estudará ligas com a presença dele.
Foram preparados aproximadamente 10 g de cada amostra nas proporções em
porcentagem atômica (% at.) por elemento, sendo indicadas as suas composições e seus
respectivos nomes representativos a seguir:
51Nb-34Ti-15Al (Liga 0);
50Nb-34Ti-15Al-1Si (Liga 1);
49Nb-34Ti-15Al-2Si (Liga 2);
48Nb-34Ti-15Al-3Si (Liga 3);
49Nb-24Ti-15Al-2Si-10Hf (Liga 4);
49Nb-22Ti-15Al-2Si-12Hf (Liga 5);
49Nb-20Ti-15Al-2Si-14Hf (Liga 6);
4.2 Fusão a arco
As amostras pesadas foram fundidas sob atmosfera de argônio no forno a arco Flükiger,
passando por cinco refusões em cada lingote a fim de se obter ligas quimicamente
homogêneas. Este forno contêm cadinho de cobre eletrolítico refrigerado a água e eletrodo
37
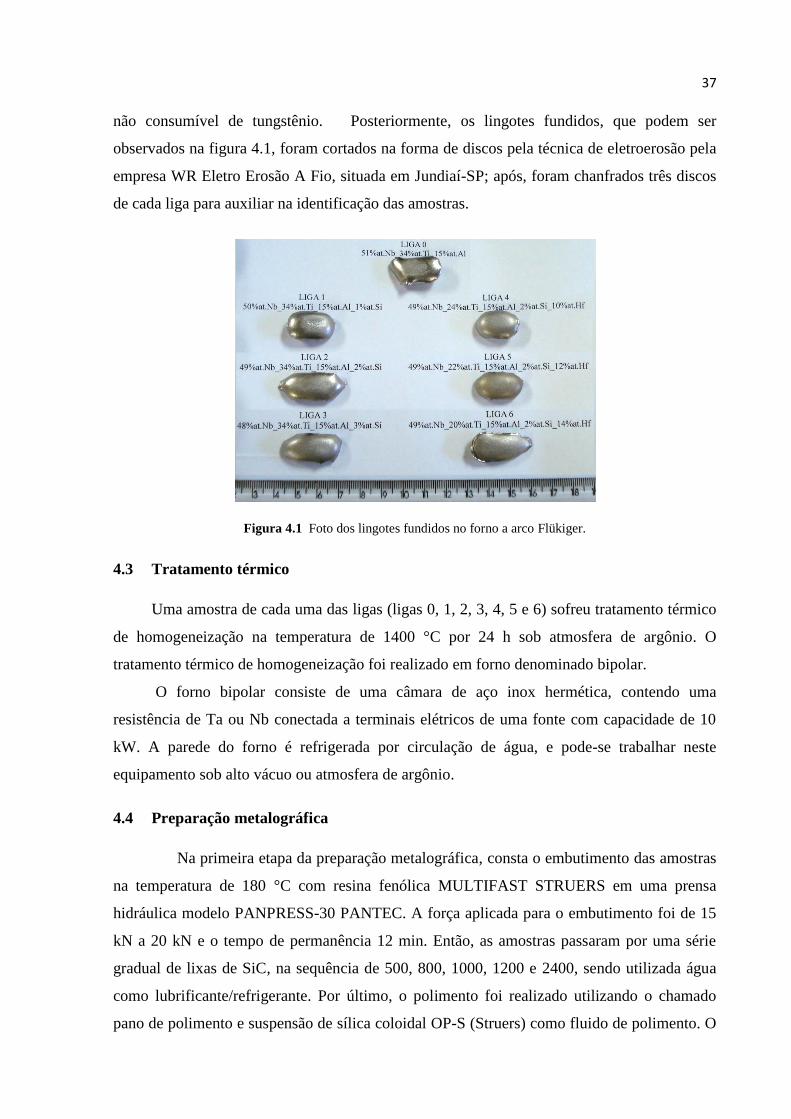
não consumível de tungstênio. Posteriormente, os lingotes fundidos, que podem ser
observados na figura 4.1, foram cortados na forma de discos pela técnica de eletroerosão pela
empresa WR Eletro Erosão A Fio, situada em Jundiaí-SP; após, foram chanfrados três discos
de cada liga para auxiliar na identificação das amostras.
Figura 4.1 Foto dos lingotes fundidos no forno a arco Flükiger.
4.3 Tratamento térmico
Uma amostra de cada uma das ligas (ligas 0, 1, 2, 3, 4, 5 e 6) sofreu tratamento térmico
de homogeneização na temperatura de 1400 °C por 24 h sob atmosfera de argônio. O
tratamento térmico de homogeneização foi realizado em forno denominado bipolar.
O forno bipolar consiste de uma câmara de aço inox hermética, contendo uma
resistência de Ta ou Nb conectada a terminais elétricos de uma fonte com capacidade de 10
kW. A parede do forno é refrigerada por circulação de água, e pode-se trabalhar neste
equipamento sob alto vácuo ou atmosfera de argônio.
4.4 Preparação metalográfica
Na primeira etapa da preparação metalográfica, consta o embutimento das amostras
na temperatura de 180 °C com resina fenólica MULTIFAST STRUERS em uma prensa
hidráulica modelo PANPRESS-30 PANTEC. A força aplicada para o embutimento foi de 15
kN a 20 kN e o tempo de permanência 12 min. Então, as amostras passaram por uma série
gradual de lixas de SiC, na sequência de 500, 800, 1000, 1200 e 2400, sendo utilizada água
como lubrificante/refrigerante. Por último, o polimento foi realizado utilizando o chamado
pano de polimento e suspensão de sílica coloidal OP-S (Struers) como fluido de polimento. O

38
equipamento modelo APL-4 AROTEC foi utilizado tanto para o lixamento quanto para o
polimento, apenas fazendo a mudança das lixas e do pano entre uma etapa de preparo e outra.
4.5 Medidas de difratometria de raios X
As amostras (ligas 0, 1, 2, 3, 4, 5 e 6, tanto as no estado bruto de fusão como as tratadas
a 1400 °C) foram caracterizadas por meio da difração de raios X para se identificar as fases
presentes nas ligas. Considerando que as amostras apresentaram uma certa ductilidade, os
experimentos de difração foram realizados nas amostras “bulk” e não na forma de pó.
Utilizou-se o difratômetro modelo Empyrean da empresa Panalytical, com radiação
Cu-Kα, tensão de 40 kV, corrente de 30 A, varredura entre 10°e 118°, passo angular de 0,02°,
tempo de contagem de 20 s/ponto, na temperatura ambiente. Os picos foram identificados
através de comparação entre os difratogramas experimentais e os simulados usando o
programa POWDERCELL (KRAUS, 1999) e as informações cristalográficas (VILLARS,
1991).
4.6 Microscopia eletrônica de varredura e medida composicional por EDS
Foi usado um microscópio eletrônico de varredura modelo TM3000 HITACHI,
pertencente ao DEMAR-EEL-USP, para gerar as micrografias utilizando o modo de elétrons
retro-espalhados (ERE), sabendo-se que as tonalidades de cinza visualizadas por este modo
são proporcionais ao número atômico médio dado pela composição das fases, tornando-se
mais escuro o tom de cinza conforme diminui o número atômico médio da fase. Este
microscópio gera, por meio de um detector de energia dispersiva de raios X (EDS), os
espectros composicionais das amostras (global) e das fases presentes nelas.
4.7 Medida composicional por EDS e WDS das ligas 1 e 4 tratadas termicamente a
1400 °C.
Os espectros composicionais das fases presentes nas ligas 1 e 4 tratadas termicamente
a 1400 °C por 24 h foram obtidos usando um microscópio eletrônico de varredura modelo
LEO 1450VP, pertencente ao DEMAR-EEL-USP, equipado com um detector de energia
dispersiva de raios X (EDS) e com um detector de dispersão em comprimento de onda de
raios X (WDS).

39
5 RESULTADOS E DISCUSSÃO
5.1 Resultados de DRX das ligas 0, 1, 2 e 3 no estado bruto de fusão
A Figura 5.1 mostra os difratogramas de raios X das ligas 51Nb34Ti15Al (liga 0),
50Nb34Ti15Al1Si (liga 1), 49Nb34Ti15Al2Si (liga 2) e 48Nb34Ti15Al3Si (liga 3) no estado
bruto de fusão. Ampliações destes mesmos difratogramas das regiões próximas ao sinal-ruído
são mostradas na Figura 5.2. O pico de baixa intensidade próximo de 27o
(2θ), presente nos
difratogramas das Figuras 5.1a, 5.1b e 5.1c, é proveniente do material usado (polímero PVC)
para suportar as amostras durante as medidas. A indexação dos picos da liga 51Nb34Ti15Al
(Figura 5.1a) indica apenas a presença da solução sólida β-CCC (NbTiAl), conforme pode ser
constatado pela comparação destes picos com o difratograma simulado da fase β (Nb puro)
(Figura 5.3). De forma análoga, a indexação dos picos das ligas modificadas com silício (Figs.
5.1b-5.1d) também mostra apenas a presença da solução sólida β-CCC (NbTiAlSi). Note que
mesmo em nível de ruído de fundo (Figura 5.2), picos possivelmente provenientes de outra(a)
fase(s) não são observados em todas estas ligas. Assim, estes resultados de difração de raios X
sugeriam que estas quatro ligas são monofásicas no estado bruto de fusão. Entretanto, seria
possível a existência de outra(s) fase(s) em quantidade(s) inferior(es) àquela necessária para
que fosse(m) detectada(s) por difração de raios X. Assim, foram realizadas análises via
microscopia eletrônica de varredura com objetivo de responder a esta dúvida entre outras.

40
Figura 5.1 Difratogramas de raios X das ligas 51Nb34Ti15Al-liga 0 (a), 50Nb34Ti15Al1Si-liga 1 (b),
49Nb34Ti15Al2Si-liga 2 (c), 48Nb34Ti15Al3Si-liga 3 (d) no estado bruto de fusão.

41
Figura 5.2 Difratogramas de raios X das ligas 51Nb34Ti15Al-liga 0 (a), 50Nb34Ti15Al1Si-liga 1 (b),
49Nb34Ti15Al2Si-liga 2 (c), 48Nb34Ti15Al3Si-liga 3 (d) no estado bruto de fusão. Estes difratogramas
correspondem às ampliações das regiões próximas do sinal de fundo dos difratogramas da Figura 5.1 (a-d).

42
Figura 5.3 Difratograma de raios X simulado da fase β (Nb puro).
5.2 Resultados de MEV-ERE e EDS das ligas 0, 1, 2 e 3 no estado bruto de fusão
Os resultados de caracterização destas quatro ligas via microscopia eletrônica de
varredura (MEV) no modo de elétrons retro-espalhados (ERE) são mostrados nas Figuras 5.4,
5.5, 5.6 e 5.7. Também nestas figuras são incluídos dados (Fig. 5.4c, 5.5f, 5.6c, 5.7f) relativos
às análises de espectroscopia de energia dispersiva (EDS). A partir do que foi observado nas
imagens MEV-ERE destas ligas, resolveu-se realizar três tipos de análises de EDS: análise de
uma grande área, através de varredura do feixe, para inferir sobre a composição global da
amostra; análise pontual do centro das dendritas e análise de área da região interdendrítica
para avaliação de partição dos elementos entre as regiões dendrítica e interdendrítica.
As Figuras 5.4a e 5.4b mostram micrografias MEV-ERE da liga 51Nb34Ti15Al (liga
0). A Figura 5.4c mostra os valores de EDS medidos conforme explicação anterior. A coluna
identificada como Geral na Figura 5.4c dá a composição global da amostra. Note que o valor
de composição global medido por EDS é próximo da composição nominal da liga,
especialmente considerando que estas análises por EDS são semi-quantitativas. Os menores
teores de Ti a Al em relação ao que foi pesado para preparação da liga sugere uma evaporação
preferencial de Ti e Al durante as etapas de fusão da liga, o que é de se esperar, tendo em
vista a maior pressão de vapor destes elementos em relação ao nióbio, conforme pode ser
observado a seguir: a pressão de vapor, a 1800 °C, do Nb é de aproximadamente 2x10-8
mm
Hg, do Ti, 2x10-2
mm Hg, e do Al, 1,1x10 mm Hg (MCALLISTER, 2014). Na Figura 5.4a,
nota-se a presença de uma estrutura de solidificação dendrítica. Observa-se também,

43
especialmente na Figura 5.4b, que a região interdendrítica é de coloração mais escura,
sugerindo que esta região deve apresentar um número atômico médio menor que a região
dendrítica. Isto é confirmado pelos resultados de medidas via EDS das regiões dendrítica e
interdendrítica apresentados na Figura 5.3c, pois a região interdendrítica apresenta maiores
teores de Ti e Al que a região dendrítica. Vale ressaltar que o número atômico do Nb é 41, do
Ti é 22 e do Al é 13.
Estes resultados juntamente com aquele de difração de raios X sugerem a presença
apenas da solução sólida β-CCC (NbTiAl) nesta liga, ainda que segregada. Estes resultados
confirmam também a alta solubilidade de Al na fase β-CCC (NbTi).
As Figuras 5.5d e 5.5e mostram micrografias MEV-ERE da liga 50Nb34Ti15Al1Si
(liga 1), que corresponde a uma modificação da liga anterior pela presença de 1% at.Si. A
Figura 5.5f mostra os valores de EDS medidos para esta liga. Como no caso da liga anterior,
note que o valor de composição global medido por EDS (coluna Geral na Fig. 5.5f) é próximo
da composição nominal da liga. Novamente, os menores teores de Ti a Al em relação ao que
foi pesado para preparação da liga sugere uma evaporação preferencial de Ti e Al durante as
etapas de fusão da liga. Na Figura 5.5d, pode-se verificar a presença de uma estrutura de
solidificação dendrítica e, especialmente na Figura 5.5e, que a região interdendrítica é de
coloração mais escura. No caso desta liga, são observadas importantes diferenças em relação
à liga anterior no que diz respeito à partição de elementos entre a região dendrítica e
interdendrítica, conforme mostram os dados da Fig. 5.5f. Nesta liga, o teor de Al na região
interdendrítica é menor que na região dendrítica. O teor de Ti continua maior na região
interdendrítica, mas a diferença para a região dendrítica é bem maior se comparado à liga
anterior. O Si está praticamente todo concentrado na região interdendrítica, sugerindo uma
baixa solubilidade deste elemento na fase β-CCC e confirmado pelo baixo teor de Si
encontrado na região dendrítica. Como a região interdendrítica não é necessariamente
monofásica, o teor de Si medido de 12,5% at. deve corresponder a um valor médio. É
provável que este Si esteja presente na forma de uma fase rica em Si, ou seja, um siliceto.
Com isso, pode-se concluir que os resultados de difração de raios X desta liga (Figuras
5.1b, 5.2b) são relativos à fase β-CCC (NbTiAlSi) presente em grande fração volumétrica na
forma de dendritas e eventualmente também na região interdendrítica. Os silicetos
provavelmente existentes não foram detectados devido à baixa fração volumétrica.
As Figuras 5.6 (a-c) e 5.7 (d-f) mostram micrografias MEV-ERE e resultado de EDS
das ligas 49Nb34Ti15Al2Si (liga 2) e 48Nb34Ti15Al3Si (liga 3), que apresentam maiores

44
teores de Si em relação à liga anterior. Para ambas as ligas os resultados obtidos são muito
semelhantes àqueles da liga com 1%at. Si:
i- Os valores de composição global medidos por EDS (coluna Geral nas Figs. 5.6 (c) e 5.7 (f))
são próximos das composições nominais das ligas; ii- Os menores teores de Ti e Al em
relação ao que foi pesado para preparação das ligas sugere uma evaporação preferencial de Ti
e Al durante as etapas de fusão das ligas; iii- Pode-se notar a presença de uma estrutura de
solidificação dendrítica em ambas as ligas (Figs 5.6a e 5.7d); iv- O teor de Al na região
interdendrítica é menor que na região dendrítica; vi- O Si está praticamente todo concentrado
na região interdendrítica; vii- Os resultados de difração de raios X destas ligas (Figura 5.1c,
5.1d, 5.2c, 5.2d) são relativos à fase β-CCC presente em grande fração volumétrica na forma
de dendritas e eventualmente também na região interdendrítica. Os silicetos provavelmente
existentes não foram detectados nas medidas de DRX devido à baixa fração volumétrica;
viii- A diferença importante em relação à liga anterior com 1%at. Si é que nas micrografias
destas ligas mostradas nas Figs. 5.6b e 5.7e, observa-se a presença de um constituinte tipo
eutético, devendo ser formado pela solução sólida β-CCC (NbTiAlSi) e um siliceto.

45
(c) Elemento Geral Centro de dendrita Interdendrítica
Alumínio 13,80 13,37 16,08
Titânio 31,78 29,26 34,80
Nióbio 54,41 57,37 49,12
Figura 5.4 Micrografias MEV-ERE e dados de medidas EDS da liga 0 (51Nb34Ti15Al) (a-c). Valores das
medidas de EDS em % at.

46
(f)
Elemento Geral Interior
dendrita
Interdendrítica
Alumínio 14,38 13,26
11,45
Titânio 31,53 29,49
38,97
Nióbio 52,79 56,53
37,09
Silício 1,29
0,73
12,49
Figura 5.5 Micrografias MEV-ERE e dados de medidas EDS da liga 1 (50Nb34Ti15Al1Si) (d-f). Valores das
medidas de EDS em % at.

47
(c)
Elemento Geral Interior
dendrita
Interdendrítica
Alumínio 14,15 13,49 12,63
Titânio 32,19 30,16 35,09
Nióbio 51,68 54,92 41,88
Silício 1,98 1,43 10,40
Figura 5.6 Micrografias MEV-ERE e dados de medidas EDS da liga 2 (49Nb34Ti15Al2Si) (a-c) no estado bruto
de fusão. Valores das medidas de EDS em % at.

48
(f)
Elemento Geral Interior dendrita Interdendrítica
Alumínio 14,30 13,94 12,86
Titânio 31,70 29,54 33,71
Nióbio 50,89 54,55 42,30
Silício 3,10 1,96 11,12
Figura 5.7 Micrografias MEV-ERE e dados de medidas EDS da liga 3 (48Nb34Ti15Al3Si) (d-f) no estado bruto
de fusão. Valores das medidas de EDS em % at.

49
5.3 Resultados de DRX das ligas 4, 5 e 6 no estado bruto de fusão
No caso destas ligas contendo Hf, modificou-se a liga base 51Nb34Ti15Al (liga 0) através
da adição de teores crescentes de Hf, mas mantendo-se a soma Ti+Hf em 34 %at. Além
disso, adicionou-se Si para um teor fixo de 2 %at. de Si em todas estas ligas. Assim, a
comparação inicial deve ser feita em relação à liga 49Nb34Ti15Al2Si (liga 2).
A Figura 5.8 mostra os difratogramas de raios X das ligas 49Nb24Ti10Hf15Al2Si
(liga 4) , 49Nb22Ti12Hf15Al2Si (liga 5) e 49Nb20Ti14Hf15Al2Si (liga 6), todas estas no
estado bruto de fusão. Ampliações destes mesmos difratogramas das regiões próximas ao
sinal-ruído são mostradas na Figura 5.9. O pico de baixa intensidade presente nos
difratogramas da Figura 5.8 e localizado próximo de 27o
(2θ) é proveniente do material usado
para suportar as amostras durante as medidas. Como no caso das ligas anteriores, isentas de
Hf, a indexação dos picos da Figura 5.8 indica apenas a presença da solução sólida β-CCC em
todas as ligas, conforme pode ser constatado pela comparação destes picos com o
difratograma simulado da fase β (Nb puro) (Figura 5.3). Mesmo próximo do ruído de fundo
(Figura 5.9), picos possivelmente provenientes de outra(s) fase(s) não são observados. Assim,
estes resultados de difração de raios X sugeriam que estas três ligas são monofásicas no
estado bruto de fusão. Entretanto, seria possível a existência de outra(s) fase(s) em
quantidade(s) inferior(es) àquela necessária para que fosse(m) detectada(s) por difração de
raios X. Para isso, foram realizadas análises via microscopia eletrônica de varredura com
objetivo também de responder a esta dúvida.

50
Figura 5.8 Difratogramas de raios X das ligas 49Nb24Ti15Al2Si10Hf-liga 4 (a), 49Nb22Ti15Al2Si12Hf-liga 5
(b) e 49Nb20Ti15Al2Si14Hf-liga 6 (c) no estado bruto de fusão. Ampliações das regiões próximas ao sinal-ruído
são mostradas na Figura 5.9 (a-c).

51
Figura 5.9 Difratogramas de raios X das ligas 49Nb24Ti15Al2Si10Hf-liga 4 (a), 49Nb22Ti15Al2Si12Hf-liga 5
(b) e 49Nb20Ti15Al2Si14Hf-liga 6 (c) no estado bruto de fusão. Estes difratogramas correspondem às
ampliações das regiões próximas do sinal de fundo dos difratogramas da Figura 5.8 (a-c).

52
5.4 Resultados de MEV-ERE e EDS das ligas 4, 5 e 6 no estado bruto de fusão
As Figura 5.10a e 5.10b mostram micrografias MEV-ERE da liga 4
(49Nb24Ti10Hf15Al2Si). A Figura 5.10c mostra os valores de EDS medidos para esta
mesma liga. Pode-se notar que o valor de composição global medido por EDS (coluna Geral
na Fig. 5.10c), é próximo da composição nominal da liga. Como no caso das ligas anteriores,
os menores teores de Ti a Al em relação ao que foi pesado para preparação da liga sugere uma
evaporação preferencial de Ti e Al durante a preparação da liga no forno a arco. O teor de Hf
é praticamente o teor nominal visado. O teor de Si medido de 3 at.%, maior que o nominal de
2 %at., pode ter sido causado por interferência na medida associado à presença do Hf. Na
Figura 5.10a, pode-se notar a presença de uma estrutura de solidificação dendrítica. Observa-
se, na Figura 5.10b, a presença de um constituinte tipo eutético na região interdendrítica,
sendo que uma fase de coloração mais clara constitui a matriz deste eutético. Os resultados de
EDS das regiões dendrítica e interdendrítica mostram teores de Al e Ti praticamente idênticos
nestas regiões, diferente do que foi observado na liga referência 49Nb34Ti15Al2Si (liga 2).
Por outro lado, a região interdendrítica mostra teores bem maiores de Hf e Si. Isto
indica uma tendência do Hf de segregar na região interdendrítica. No caso do Si, o resultado é
idêntico ao observado no caso da liga referência 49Nb34Ti15Al2Si (liga 2). Por o Si
apresentar uma baixa solubilidade na fase β-CCC, este é segregado na região interdendrítica e
precipita na forma de fases ricas em Si (silicetos). Acredita-se que a fase de coloração mais
clara na Fig. 5.10b corresponde a um siliceto rico em Hf, o que é coerente, levando em
consideração que o Hf tem número atômico maior que o Nb, conforme pode ser constatado a
seguir: o Hf tem número atômico 72 e o Nb, 41. A fase mais escura do constituinte eutético
deve se tratar da solução sólida β-CCC (NbTiAlSi).
Os resultados de MEV-ERE e EDS das ligas 5 (49Nb22Ti12Hf15Al2Si) e 6
(49Nb20Ti14Hf15Al2Si) são qualitativamente idênticos ao da liga anterior. Estas duas ligas
também apresentaram uma estrutura dendrítica no estado bruto de fusão. As composições
globais medidas por EDS são próximas das composições nominais. Os teores de Al e Ti são
praticamente idênticos nas regiões dendrítica e interdendrítica. A região interdendrítica mostra
teores mais elevados de Hf e Si que a região dendrítica. Em relação à liga anterior, observa-se
um aumento no teor de Hf em ambas as regiões à medida que o teor global de Hf das ligas
aumenta.

53
(c)
Elemento
Geral Interior dendrita Interdendrítica
Alumínio 13,90 13,95 13,91
Titânio 21,36 21,44 22,27
Nióbio 50,78 51,78 38,40
Silício 3,46 2,69 10,56
Háfnio 10,50 10,14 14,86
Figura 5.10 Micrografias MEV-ERE e dados de medidas EDS da liga 4 (49Nb24Ti15Al2Si10Hf) (a-c), no
estado bruto de fusão. Valores das medidas de EDS em % atômica.

54
(f)
Elemento Geral Interior dendrita Interdendrítica
Alumínio 14,14 13,59 14,80
Titânio 19,60 18,94 20,20
Nióbio 49,89 52,94 38,26
Silício 3,56 2,71 9,66
Háfnio 12,81 11,82 17,10
Figura 5.11 Micrografias MEV-ERE e dados de medidas EDS da liga 5 (49Nb22Ti15Al2Si12Hf) (d-f) no estado
bruto de fusão. Valores das medidas de EDS em % atômica.

55
(i)
Elemento Geral Interior
dendritas
Interdendrítica
Alumínio 14,35 14,29 14,63
Titânio 17,99 17,89 18,22
Nióbio 48,82 50,63 38,65
Silício 3,84 2,92 9,62
Háfnio 15,00 14,27 18,88
Figura 5.12 Micrografias MEV-ERE e dados de medidas EDS da liga 6 (49Nb20Ti15Al2Si14Hf) (g-i) no estado
bruto de fusão. Valores das medidas de EDS em % atômica.

56
5.5 Resultados de MEV-ERE e EDS das ligas 0, 1, 2 e 3 tratadas a 1400 °C
Considerando a maior complexidade dos difratogramas de raios X das ligas tratadas
termicamente a 1400 °C por 24h, neste caso o trabalho de caracterização iniciou-se com as
análises das micrografias obtidas em MEV e dados de EDS.
A Figura 5.13 (a,b) mostra micrografias da liga 0 (51Nb34Ti15Al) após tratamento
térmico, tendo sido observado a presença de três fases na microestrutura. Os resultados de
EDS mostrados na tabela da Figura 5.13c sugerem a presença das fases β-CCC solução sólida
[matriz] e Nb3Al [cinza claro]. Pode-se notar que a fase matriz tem composição próxima da
composição global da liga e que a fase Nb3Al apresenta uma solubilidade importante de Ti.
Entretanto, em um primeiro momento, não foi possível compreender a existência da terceira
fase, de coloração mais escura na micrografia e que apresentou um teor de titânio bastante
elevado. Com base nos cálculos termodinâmicos de (WITUSIEWICZA et al. , 2009), esta liga
a 1400 oC deveria ser composta apenas pela fase β-CCC solução sólida. Contudo, vale
salientar que esta composição fica próxima do campo bifásico β-CCC solução sólida + Nb3Al.
A Figura 5.14 (d,e) mostra micrografias da liga 1 (50Nb34Ti15Al1Si) após tratamento
térmico, sendo observada a presença de três fases. Pode-se notar que, com base nos resultados
de EDS, estas fases devem ser as mesmas presentes na liga anterior. Considerando
novamente o aparecimento da fase rica em Ti, resolveu-se realizar uma análise EDS+WDS
das fases desta liga.. Assim, o teor de oxigênio foi determinado via WDS e os teores dos
demais elementos via EDS. A Tabela 5.1 mostra os resultados destas análises. Ainda que os
valores possam não apresentar grande exatidão, o fato marcante é o alto teor de oxigênio da
fase escura, levando a sugerir que se trata de um óxido. Assim, durante a fusão ou o
tratamento térmico desta liga, ocorreu uma oxidação interna do material via formação de
partículas de óxido ricas em Ti. Nesta liga com 1% de Si, os resultados sugerem que o Si
presente na liga se encontra dissolvido na fase Nb3Al.
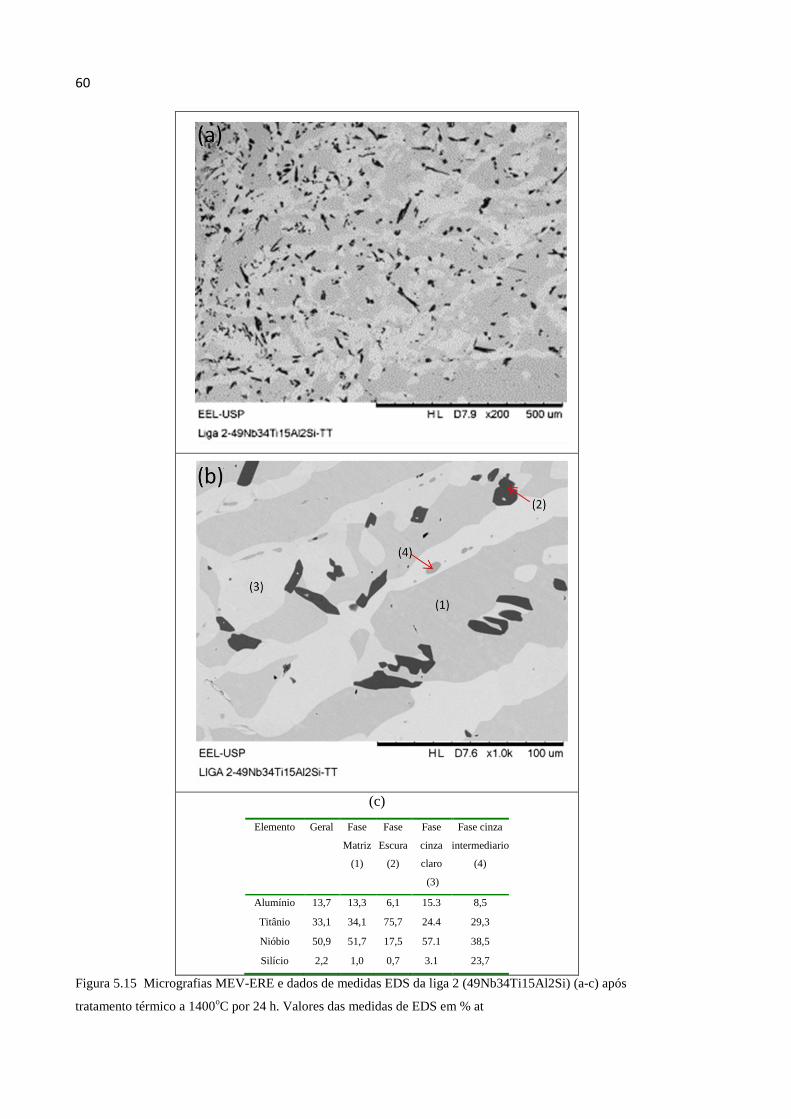
A Figura 5.15 (a,b) mostra micrografias da liga 2 (49Nb34Ti15Al2Si) após tratamento
térmico, sendo observada a presença de quatro fases. Note que com base nos resultados de
EDS (Tabela em Fig. 5.15c), estas fases são as mesmas das ligas anteriores, com adição agora
de uma fase rica em Si. Assim, devido ao maior teor de Si desta liga, o excedente não
dissolvido na fase Nb3Al acarretou na formação desta fase rica em Si. Observamos que esta
fase rica em Si se localiza preferencialmente no interior das regiões da fase Nb3Al. Além
disso, observa-se que esta fase rica em Si apresenta também importante solubilidade de Nb, Ti
e Al.
57
A Figura 5.16 (d,e) mostra micrografias da liga 3 (48Nb34Ti15Al3Si) após tratamento
térmico, sendo observado também a presença de quatro fases. Nota-se que com base nos
resultados de EDS (Tabela em Fig. 5.16f), estas fases devem ser as mesmas presentes na liga
2. Tendo em vista o teor ainda superior de Si nesta liga, observa-se um aumento da fração da
fase rica em Si, novamente localizada preferencialmente no interior das regiões da fase
Nb3Al.

58
(c)
Elemento Geral Fase
matriz
(1)
Fase
Escura
(2)
Fase
cinza
Claro
(3)
Alumínio 13,8 12,6 5,2 17,5
Titânio 31,8 29,4 77,8 21,0
Nióbio 54,4 58,0 17,0 61,4
Figura 5.13 Micrografias MEV-ERE e dados de medidas EDS da liga 0 (51Nb34Ti15Al) (a-c) após tratamento
térmico a 1400oC por 24 h. Valores das medidas de EDS em % at.

59
(f)
Elemento Geral Fase
Matriz
(1)
Fase
Escura
(2)
Fase
cinza
Claro
(3)
Alumínio 13,8 13,4 6,2 16,2
Titânio 32,6 32,9 74,5 23,9
Nióbio 52,4 52,8 18,9 57,7
Silício 1,2 0,9 0,4 2,2
Figura 5.14 Micrografias MEV-ERE e dados de medidas EDS da liga 1 (50Nb34Ti15Al1Si) (d-f) após
tratamento térmico a 1400oC por 24 h. Valores das medidas de EDS em % at.
60
(c)
Elemento Geral Fase
Matriz
(1)
Fase
Escura
(2)
Fase
cinza
claro
(3)
Fase cinza
intermediario
(4)
Alumínio 13,7 13,3 6,1 15.3 8,5
Titânio 33,1 34,1 75,7 24.4 29,3
Nióbio 50,9 51,7 17,5 57.1 38,5
Silício 2,2 1,0 0,7 3.1 23,7
Figura 5.15 Micrografias MEV-ERE e dados de medidas EDS da liga 2 (49Nb34Ti15Al2Si) (a-c) após
tratamento térmico a 1400oC por 24 h. Valores das medidas de EDS em % at

61
(f)
Elemento Geral Fase
matriz
(1)
Fase
escura
(2)
Fase
cinza
claro
(3)
Fase cinza
Intermediário
(4)
Alumínio 12,9 11,5 6,3 14,6 9,8
Titânio 32,9 32,9 69,4 24,9 26,9
Nióbio 51,2 53,9 23,0 56,8 42,7
Silício 3,0 1,6 1,3 3,7 20,6
Figura 5.16 Micrografias MEV-ERE e dados de medidas EDS da Liga 3 (48Nb34Ti15Al3Si) (d-f) após
tratamento térmico a 1400oC por 24 h. Valores das medidas de EDS em % at

62
Tabela 5.1. Análise por EDS + WDS na liga 1(50Nb34Ti15Al1Si) tratada termicamente.
Elemento Método
de
Análise
Fase
matriz
Fase
Escura
Fase cinza
Claro
Alumínio EDS 12.92 2.91 15.44
Titânio EDS 34.72 62.43 22.39
Nióbio EDS 49.06 9.99 54.12
Silício EDS 0.60 0.10 2.74
Oxigênio WDS 2.70 24.57 5.31
5.6 Resultados de DRX das ligas 0, 1, 2 e 3 tratadas a 1400 °C
A Figura 5.17 mostra os difratogramas de raios X das ligas 51Nb34Ti15Al (liga 0),
50Nb34Ti15Al1Si (liga 1), 49Nb34Ti15Al2Si (liga 2) e 48Nb34Ti15Al3Si (liga 3) tratadas
termicamente a 1400 °C por 24 h. Ampliações destes mesmos difratogramas das regiões
próximas ao sinal-ruído são mostradas na Figura 5.18. O pico próximo de 27° (2θ), presente
nos difratogramas das Figuras 5.17 (a-d), 5.18c e 5.18d, é proveniente do material (polímero
PVC) usado para suportar as amostras durante as medidas. A indexação dos picos da liga 0
(51Nb34Ti15Al) (Figuras 5.17a e 5.18a) indica a presença da solução sólida β-CCC (NbTiAl)
e da fase Nb3Al, conforme pode ser constatado pela comparação destes picos com o
difratograma da simulação da fase β (Nb puro) (Figura 5.3) e o da simulação da fase Nb3Al
(Figura 5.19). Já a indexação dos picos das ligas modificadas com silício (Figs. 5.17(b-d) e
5.18(b-d)) também indica a presença da solução sólida β-CCC (NbTiAlSi) e da fase Nb3Al.
Pode-se notar que próximo do ruído de fundo, picos possivelmente provenientes de outra(s)
fase(s) são observados nas ligas 2 e 3 (Figuras 5.18c e 5.18d). Entretanto, seria possível a
existência de outra(s) fase(s) em quantidade(s) inferior(es) àquela necessária para que
fosse(m) detectada(s) por difração de raios X.

63
Figura 5.17 Difratogramas de raios X das ligas 51Nb34Ti15Al-liga 0 (a), 50Nb34Ti15Al1Si-liga 1 (b),
49Nb34Ti15Al2Si-liga 2 (c), 48Nb34Ti15Al3Si-liga 3 (d) após tratamento térmico a 1400 oC por 24 h.
Ampliações das regiões próximas ao sinal-ruído são mostradas na Figura 5.18 (a-d).

64
Figura 5.18 Difratogramas de raios X das ligas 51Nb34Ti15Al-liga 0 (a), 50Nb34Ti15Al1Si-liga 1 (b),
49Nb34Ti15Al2Si-liga 2 (c), 48Nb34Ti15Al3Si-liga 3 (d) após tratamento térmico a 1400 oC por 24 h. Estes
difratogramas correspondem às ampliações das regiões próximas do sinal de fundo dos difratogramas da Figura
5.17 (a-d).

65
Figura 5.19 Difratograma de raios X simulado da fase Nb3Al.
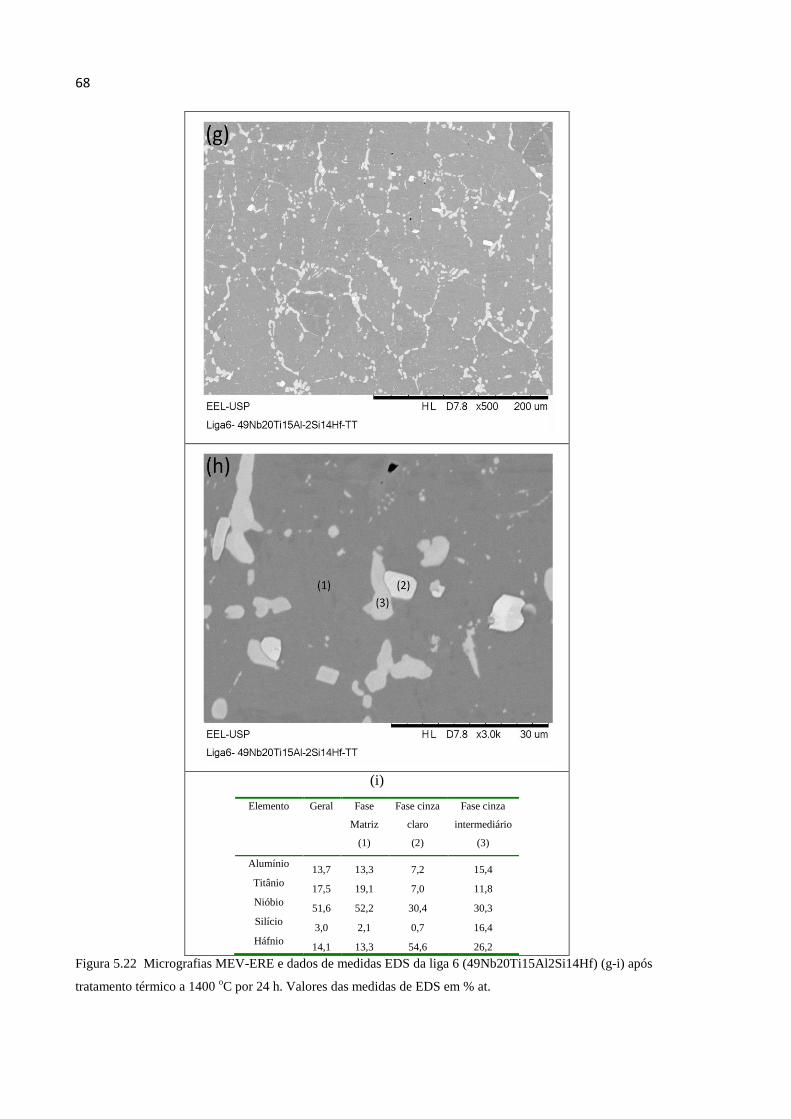
5.7 Resultados de MEV-ERE e EDS das ligas 4, 5 e 6 tratadas a 1400 °C
As Figuras 5.20, 5.21 e 5.22 mostram micrografias MEV e dados de EDS das ligas
com adição de Hf. Os resultados da liga 49Nb24Ti15Al2Si10Hf (liga 4), apresentados na Fig.
5.20 (a-c) mostram a presença de três fases na microestrutura. A composição química da
matriz é próxima da composição global da liga. A fase de coloração cinza intermediário
apresenta teores apreciáveis de Nb, Hf, Ti e Al. A fase clara, rica em Hf, de composição não
esperada, deixou a suspeita de que poderia também se tratar de um óxido, baseado nos
resultados de WDS+EDS da liga 1 tratada termicamente a 1400 °C por 24 h. Assim, também
para a liga 4 foram realizadas análises por WDS+EDS cujos resultados são mostrados na
Tabela 5.2. Como pode ser observado, estes resultados indicam que esta fase rica em Hf deve
se tratar também de um óxido.
As demais ligas contendo Hf, 49Nb22Ti15Al2Si12Hf (liga 5) e
49Nb20Ti15Al2Si14Hf (liga 6), apresentaram resultados semelhantes, conforme mostrado
nas Figs. 5.21 (d-f) e 5.22 (g-i). Há, evidentemente, uma pequena variação do teor dos
elementos nas fases, causado pelas diferentes composições globais. Os resultados que
dispomos não nos permite fazer qualquer avaliação em termos de variação de quantidade
volumétrica de fases.

66
(c)
Elemento Geral Fase
Matriz
(1)
Fase cinza
claro
(2)
Fase Cinza
intermediário
(3)
Alumínio 14,2 14,0 7,7 12,4
Titânio 21,8 22,4 9,0 15,6
Nióbio 51,0 53,3 32,2 33,1
Silício 3,0 1,8 0,9 19,5
Háfnio 10,1 8,5 50,2 19,5
Figura 5.20 Micrografias MEV-ERE e dados de medidas EDS da liga 4 (49Nb24Ti15Al2Si10Hf) (a-c) após
tratamento térmico a 1400 oC por 24 h. Valores das medidas de EDS em % at.

67
(f)
Elemento Geral Fase
Matriz
(1)
Fase
cinza
claro
(2)
Fase cinza
intermediário
(3)
Alumínio 13,6 13,6 7,0 13,9
Titânio 19,7 20,5 7,7 13,3
Nióbio 51,1 53,2 31,5 32,4
Silício 3,2 1,9 0,9 18,0
Háfnio 12,4 10,7 52,9 22,4
Figura 5.21 Micrografias MEV-ERE e dados de medidas EDS da liga 5 (49Nb22Ti15Al2Si12Hf) (d-f) após
tratamento térmico a 1400 oC por 24 h. Valores das medidas de EDS em % at.
68
(i)
Elemento Geral Fase
Matriz
(1)
Fase cinza
claro
(2)
Fase cinza
intermediário
(3)
Alumínio 13,7 13,3 7,2 15,4
Titânio 17,5 19,1 7,0 11,8
Nióbio 51,6 52,2 30,4 30,3
Silício 3,0 2,1 0,7 16,4
Háfnio 14,1 13,3 54,6 26,2
Figura 5.22 Micrografias MEV-ERE e dados de medidas EDS da liga 6 (49Nb20Ti15Al2Si14Hf) (g-i) após
tratamento térmico a 1400 oC por 24 h. Valores das medidas de EDS em % at.

69
Tabela 5.2. Análise por EDS + WDS na liga 4 (49Nb24Ti15Al2Si10Hf) tratada termicamente.
Elemento Método de
Análise
Fase
Matriz
Fase cinza
claro
Fase Cinza
intermediário
Alumínio EDS 13.27 1.78 11.83
Titânio EDS 24.80 1.51 13.01
Nióbio EDS 50.73 3.85 20.81
Silício EDS 1.48 1.96 26.68
Háfnio EDS 8.63 44.66 24.80
Oxigênio WDS 1.08 46.24 2.86
5.8 Resultados de DRX das ligas 4, 5 e 6 tratadas a 1400 °C
A Figura 5.23 mostra os difratogramas de raios X das ligas 49Nb24Ti10Hf15Al2Si
(liga 4) , 49Nb22Ti12Hf15Al2Si (liga 5) e 49Nb20Ti14Hf15Al2Si (liga 6) tratadas
termicamente a 1400 °C por 24 h. Ampliações destes mesmos difratogramas das regiões
próximas ao sinal-ruído são mostradas na Figura 5.24. O pico próximo de 27° (2θ), presente
nos difratogramas das Figuras 5.23c e 5.24b, é proveniente do material (polímero PVC) usado
para suportar as amostras durante as medidas. A indexação dos picos das ligas 4, 5 e 6
(Figuras 5.23(a-c) e 5.24(a-c)) indica a presença da solução sólida β-CCC (NbTiAl) e da fase
Nb3Al, conforme pode ser constatado pela comparação destes picos com o difratograma
simulado da fase β (Nb puro) (Figura 5.3) e o da fase Nb3Al (Figura 5.19).
Pode-se notar que picos possivelmente provenientes de outra(s) fase(s) são observados
nas ligas 4, 5 e 6 (Figuras 5.23(a-c) e 5.24(a-c)). Entretanto, seria possível a existência de
outra(s) fase(s) em quantidade(s) inferior(es) àquela necessária para que fosse(m) detectada(s)
por difração de raios X.

70
Figura 5.23 Difratogramas de raios X das ligas 49Nb24Ti15Al2Si10Hf-liga 4 (a), 49Nb22Ti15Al2Si12Hf-liga 5
(b) e 49Nb20Ti15Al2Si14Hf-liga 6 (c)após tratamento térmico a 1400 oC por 24 h. Ampliações das regiões
próximas ao sinal-ruído são mostradas na Figura 5.24 (a-d).

71
Figura 5.24 Difratogramas de raios X das ligas 49Nb24Ti15Al2Si10Hf-liga 4 (a), 49Nb22Ti15Al2Si12Hf-liga 5
(b) e 49Nb20Ti15Al2Si14Hf-liga 6 (c) após tratamento térmico a 1400oC por 24 h. Estes difratogramas
correspondem à ampliações das regiões próximas do sinal de fundo dos difratogramas da Figura 5.23 (a-d).

72
6 CONCLUSÃO
Serão descritas, resumidamente, a seguir as fases identificadas para cada liga por meio
das técnicas de análise usadas (MEV-ERE, EDS e DRX):
Liga 0 (51Nb-34Ti-15Al):
- Em estado bruto de fusão: Por difração de raios X, foi identificada somente a fase
β-CCC (NbTiAl); por MEV-ERE, foi possível visualizar uma estrutura de solidificação
dendrítica; com a análise por EDS, pôde-se estimar que a fase presente na dendrita é a β
(NbTiAl) e que a presente na região interdendrítica é a mesma fase, porém com maior teor de
Ti e Al, conferindo a ela uma coloração cinza mais escura por MEV-ERE.
- Tratada termicamente: Por meio da difração de raios X, foi possível identificar as
fases β-CCC e a Nb3Al, o que não condiz com o esperado, pois com base nos cálculos
termodinâmicos de (WITUSIEWICZA et al. , 2009), esta liga a 1400 oC deveria ser composta
apenas pela fase β-CCC solução sólida, porém esta composição fica próxima do campo
bifásico β-CCC + Nb3Al, sendo pois, uma justificativa da presença dessa fase adicional ; além
do mais, por MEV-ERE e EDS, foi confirmada a presença das fases β-CCC e Nb3Al e
constatada a presença de uma fase escura com elevado teor de titânio.
Liga 1 (50Nb-34Ti-15Al-1Si):
- Em estado bruto de fusão: Por difração de raios X, assim como a liga 0, foi
identificada somente a fase β-CCC (NbTiAl), mas por MEV-ERE, foi possível visualizar duas
regiões distintas (uma dendrítica (contendo uma fase), e outra, interdendrítica (composta por
eutético)), e com a análise por EDS, pôde-se estimar que a fase no interior da dendrita é a fase
β (NbTiAl) e que uma das fases presentes na região interdendrítica é um siliceto, formado em
virtude da baixa solubilidade do silício na fase β-CCC.

73
- Tratada termicamente: Foram identificadas, por DRX e confirmadas por MEV-ERE,
as mesmas fases encontradas na liga 0 tratada termicamente, porém, por EDS e por WDS,
pôde-se observar que o silício dissolveu-se majoritariamente na fase Nb3Al e que a fase
escura, presente também na liga 0 tratada termicamente, contem alto teor de oxigênio e de
titânio, a qual pode ter tido a formação favorecida pela presença inesperada de oxigênio,
provavelmente originário do ambiente do tratamento térmico.
Liga 2 (49Nb-34Ti-15Al-2Si):
- Em estado bruto de fusão: Por difração de raios X, foi identificada a mesma fase
β-CCC (NbTiAl) identificada nas ligas 0 e 1, já por MEV-ERE, foi possível visualizar as
mesmas duas regiões presentes nas ligas 0 e 1, e com a análise por EDS, pôde-se constatar
também a presença da fase β na região dendrítica e de siliceto na região interdendrítica.
- Tratada termicamente: Por meio da difração de raios X, foram identificadas as
mesmas fases β-CCC solução sólida e Nb3Al da liga 1 tratada termicamente.; além do mais,
por MEV-ERE e por EDS, foi confirmada a presença das fases β-CCC solução sólida e
Nb3Al e constatada a presença da fase escura com elevado teor de titânio e de uma fase cinza
intermediário, rica em Si, que contem o excedente não dissolvido na fase Nb3Al, e que está
preferencialmente localizada no interior das regiões das fases Nb3Al.
Liga 3 (48Nb-34Ti-15Al-3Si):
- Em estado bruto de fusão: Por difração de raios X, foi identificada a mesma fase
β-CCC (NbTiAlSi) identificada nas ligas 0, 1 e 2, já por MEV-ERE, foi possível visualizar as
mesmas duas regiões presentes nas ligas 0, 1 e 2, e com a análise por EDS, pôde-se constatar
o aumento do teor de silício na região interdendrítica em relação à liga 2.
- Tratada termicamente: Por meio da difração de raios X, foram identificadas as
mesmas fases β-CCC solução sólida e Nb3Al das ligas 1 e 2 tratadas termicamente; além do
mais, por MEV-ERE e por EDS, foi confirmada a presença das fases β-CCC solução sólida e
Nb3Al e constatada a presença da fase escura com elevado teor de titânio e uma fase cinza
intermediário, rica em Si, que contem o excedente não dissolvido na fase Nb3Al, e que está
preferencialmente localizada no interior das regiões das fases Nb3Al.

74
Liga 4 (49Nb-24Ti-15Al-2Si-10Hf):
- Em estado bruto de fusão: Por difração de raios X, foi identificada somente a fase
β-CCC (NbTiAlSi), mas por MEV-ERE, foi possível visualizar duas regiões distintas ( uma
dendrítica (contendo uma fase), e outra, interdendrítica (composta por eutético)), sendo a
matriz deste eutético uma fase clara; e com a análise por EDS, pôde-se estimar que a fase no
interior da dendrita é a fase β (NbTiAlSi) e que a fase clara presente no eutético é um siliceto
rico em Hf.
- Tratada termicamente: Por meio da análise por MEV-ERE foi possível observar a
presença de três fases na microestrutura. A composição química da matriz é próxima da
composição global da liga. A fase de coloração cinza intermediário apresenta teores
apreciáveis de Nb, Hf, Ti, Al e Si. A fase clara, rica em Hf, de composição não esperada,
deixou a suspeita de que poderia também se tratar de um óxido, baseado nos resultados de
WDS. Por meio da difração de raios X, foi possível identificar as fases β-CCC e Nb3Al,
podendo-se inferir que a matriz corresponde à fase β-CCC solução sólida e a fase de
coloração cinza intermediário deve se tratar da fase Nb3Al.
Liga 5 (49Nb-22Ti-15Al-2Si-12Hf):
- Em estado bruto de fusão: Por difração de raios X e por MEV-ERE, foram obtidos
resultados qualitativamente idênticos aos da liga 4; e com a análise por EDS, pôde-se estimar
também que a fase no interior da dendrita é a fase β (NbTiAlSi) e que a fase clara presente no
eutético é um siliceto rico em Hf, sendo observado um aumento no teor deste elemento .
- Tratada termicamente: Por meio da análise por MEV-ERE foi possível observar a
presença de três fases na microestrutura, assim como na liga 4. Por meio da análise por EDS,
pôde-se inferir também que a matriz corresponde à fase β-CCC solução sólida e que a fase
clara, rica em Hf e oxigênio, de composição não esperada, teve um aumento no teor deste
elemento em relação à liga 4. Por meio da difração de raios X, foi possível identificar as fases
β-CCC e Nb3Al, podendo-se inferir que a matriz corresponde à fase β-CCC solução sólida e a
fase de coloração cinza intermediário deve se tratar da fase Nb3Al.

75
Liga 6 (49Nb-20Ti-15Al-2Si-14Hf):
- Em estado bruto de fusão: Por difração de raios X e por MEV-ERE, foram obtidos
resultados qualitativamente idênticos aos das ligas 4 e 5; e com a análise por EDS, pôde-se
estimar também que a fase no interior da dendrita é a fase β (NbTiAlSi) e que a fase clara
presente no eutético é um siliceto rico em Hf, sendo observado também um aumento no teor
deste elemento.
- Tratada termicamente: Por meio da análise por MEV-ERE foi possível observar a
presença de três fases na microestrutura, assim como nas ligas 4 e 5. Por meio da análise por
EDS, pôde-se inferir também que a matriz corresponde à fase β-CCC solução sólida, além de
constatar que a fase clara, rica em Hf e oxigênio, de composição não esperada, teve um
aumento no teor deste elemento em relação à liga 4 e 5. Por meio da difração de raios X, foi
possível identificar as fases β-CCC e Nb3Al, podendo-se inferir que a matriz corresponde à
fase β-CCC solução sólida e a fase de coloração cinza intermediário deve se tratar da fase
Nb3Al.
Portanto, as microestruturas identificadas em cada liga em estado bruto de fusão,
mesmo que não sejam formadas somente pela fase β-CCC, como era esperado, estavam em
conformidade com a revisão bibliográfica; já as microestruturas identificadas em cada liga
tratada termicamente não são exatamente como esperado em virtude da presença de óxidos,
cujo oxigênio pode ter como fonte o ambiente em que as amostras foram processadas (fusão
e/ou tratamento térmico).

76
REFERÊNCIAS
AMERICAN ELEMENTS® Disponível em: <www.americanelements.com>. Acesso em: 13
junho 2014.
ANTONOVA, N.; FIRSTOV, S. A.; MIRACLE, D. Investigation of phase equilibria in the
Ti-Al-Si-Nb system at low Nb contents. Acta Mater, v. 51, p. 3095-3107, 2004.
ASM HANDBOOK. Properties and Selection: Nonferrous Alloys and Special-Purpose
Materials. Ohio: ASM International, 1990. v. 2, p. 559-565.
BEGLEY, R. T., Columbium alloy development at Westinghouse. In: DALDER, E. N.;
GROBSTEIN, T.; OLSEN, C. S. eds. Evolution of Refractory Metals and Alloys.
Warrendale: TMS, PA, 1993. p. 29-48.
BEGLEY, R. T.; CORNIE, J. A.; GOODSPEED, R. C. AFML-TR-67-116, 1969
BEGLEY, R. T.; WEISERT, E. D. eds. Refractory Metal Alloys: Metallurgy and
Technology; In: Symposium Proceedings, April, 1968, Washington, D.C. Machlin, 1968.
BEWLAY, B. P.; JACKSON, M. R.; GIGLIOTTI, M. F. X. Niobium Silicide High
Temperature in situ Composites. In: FLEISCHER, R.L.; WESTBROOK, J.H. (eds.).
Intermetallic Compounds - Principles and Practice: Progress, J. Wiley & Sons, 2002. v. 3.
BEWLAY, B. P.; JACKSON, M. R.; ZHAO, J. C.; SUBRAMANIAN, P. R.;
MENDIRATTA, M. G.; LEWANDOWSKI, J.J. Ultrahigh-Temperature Nb-Silicide-Based
Composites. MRS Bull, v. 28, n. 9, p. 646-653, 2003a.
BEWLAY, B. P.; JACKSON, M. R.; ZHAO, J. C.; SUBRAMANIAN, P.R. A Review of
Very-High-Temperature Nb-Silicide–Based Composites. Metallurgical and Materials
Transactions A, v. 34A: p. 2043-2052, 2003b.

77
BEWLAY, B.P.; JACKSON, M.R. High temperature in situ composites: processing and
Properties, 3.22, p. 596, 2001.
BUCKMAN, R. W. In: Alloying. WALTER, J. L.; JACKSON, M. R.; SIMS, C. T. (eds.)
Alloying. Metals Park: ASM International, 1988. p. 419.
CBMM Companhia Brasileira de Mineração e Materiais. Processos de Produção. Disponível
em: <http://www.cbmm.com.br/br/p/79/processo-de-producao.aspx>. Acesso em: 26 maio
2014b.
CBMM Companhia Brasileira de Mineração e Materiais. History of niobium. Disponível em:
<http://www.cbmm.com/us/p/66/history-of-niobium.aspx>. Acesso em: 26 maio 2014a.
CHAN, K. S. Niobium alloys and composites. In: SOBOYEJO, W.; SRIVATSAN, S. (eds.).
Advanced Structural Materials: Properties, Design, Optimization and Applications. CRC
Press, 2006. cap. 12, p. 401-436.
CLEGG, A. J. METALS HANDBOOK. DESK EDITION. Properties and Selection:
Nonferrous Alloys and Special-Purpose Materials. Ohio: ASM International, 1985. v. 2, p.
565.
DALDER, E. N. C.; GROBSTEIN, T.; OLSEN, C. S. (eds.). Evolution of refractory metals
and alloys. In: Symposium sponsored by the refractory metals commitee of the structural
materials division: TMS anual meeting, Denver Colorado, fev., p. 21-25, 1993.
DAVIES, J. R.(ed.) ASM Specialty Handbook – Heat resistant materials. Ohio: ASM
International Materials Park, 1997. p. 371-377, ISBN 0-87170-596-6.
DRAWIN, S.; JUSTIN, J.F. Advanced Lightweight Silicide and Nitride Based Materials for
Turbo-Engine Applications. Journal Aerospacelab (ONERA), v. 3, p. 1-13, 2011.
ENGLISH, C., In Niobium, TSM-AIME, Warrendale, PA, p. 239, 1981.

78
ESA European Space Agency. Intermetallic Materials Processing in Relation to Earth and
Space Solidification. Disponível em: <http://www.spaceflight.esa.int/impress/
text/education/Circular%20Motion/Turbine_Blades.html>. Acesso em: 3 junho 2014.
FLEISCHER, R.L. High Temperature, High Strength Materials – An Overview. Journal of
Metals (JOM), v. 37, n. 12, p. 16-20, 1985.
HE, X.; ZHANG, X.; LI, Y.; HUANG, J. Effect of Mo on microstructure and mechanical
properties of Nb–Ti–C–B multiphase alloy. Journal of Alloys and Compounds, v. 551, p.
578–583, 2013.
JACKSON, M.R.; BEWLAY, B.P. Silicide composite with niobium-based metallic phase
and silicone modified Laves-Type Phase. USPatent 5932033, 1999.
KANG, Y.; QU, S.; SONG, J.; HUANG, Q.; HAN, Y. Microstructure and mechnical
properties of Nb–Ti–Si–Al–Hf–xCr–yV multi-element in situ composite. Materials Science
and Engineering A, v. 534, p. 323–328, 2012.
KRAUS, W.; NOLZE, G. PowderCell for Windows (version 2.3): Berlin: Federal
Institute for Materials Research and Testing, 1999.
LEITE, R.C.C. Nióbio, uma conquista nacional. São Paulo: Livraria Duas Cidades, 1988. p.
59.
LEMBERG, J. A.; RITCHIE, R. O. Mo-Si-B Alloys for Ultrahigh-Temperature Structural
Applications. Adv. Mater, p. 1-36, 2012.
LI, Z.; TSAKIROPOULOS, P. Study of the effect of Ti and Ge in the microstructure of
Nbe24Tie18Sie5Ge in situ composite. Intermetallics, v. 19, p. 1291-1297, 2011.
LIDE, D. R. CRC Handbook of Chemistry and Physics. 88 ed. Boca Raton: CRC, 2008.

79
MATWEB, LLC. Material Property Data. Disponível em:< www.matweb.com>. Acesso em:
13 junho 2014.
MCALLISTER TECHNICAL SERVICES. Vapor Pressure of the Elements. Disponível em:
<http://www.mcallister.com/vacuum.html>. Acesso em: 11 julho 2014.
MEETHAM, G.W.; VOORDE, M. H. V. Materials for high temperature engineering
applications. Springer-Verlag, 2000. p. 86-89, ISBN 3-540-66861-6.
NIEH, T. G.; WADSWORTH, J. Recent Advances and Developments in Refractory Alloys.
High Temperature Silicides and Refractory Alloys. Pittsburgh: MRS, 1994. (Materials
Research Society Symposium Proceedings, 322), p. 316.
NUNES, C. A.; LIMA, B. B.; COELHO, G. C.; SUZUKI, P. A. Isothermal section of the V-
Si-B system at 1600oC in the V-VSi2-VB region. Journal of Phase Equilibria and Diffusion,
v. 30, p. 345-350, 2009.
NUNES, C. A.; PINTO, D. M.; COELHO, G. C.; SUZUKI, P. A.; SILVA , A. A. A. P.;
TOMASIELLO, R. B. Isothermal Section of the Nb-Si-B System at 1700o C in the Nb-
NbSi2-NbB2 Region. Journal of phase equilibria and diffusion, v. 32, n. 2, p. 92-96, 2011.
PEREIRA JÚNIOR, R. F. DNPM-Departamento Nacional de Produção Mineral. Nióbio,
2008. Disponível em: <https://sistemas.dnpm.gov.br/publicacao/mostra_imagem.
asp?IDBancoArquivoArquivo=3976>. Acesso em: 26 maio 2014.
PORTEBOIS, L.; MATHIEU, S.; KNITTEL, S.; ARANDA, L.; VILASI, M. Protective
Coatings for Niobium Alloys: Manufacture, Characterization and Oxidation Behavior of
(TiXCr)7Si6 with X=Fe, Co and Ni. Oxidation of Metals: fev. 2013. DOI: 10.1007/s11085-
013-9376-0.
ROSS, R.B. Metallic Materials Specification Handbook. 4.ed. New York: Chapman & Hall,
1992.
80
SAKIDJA, R.; PEREPEZKO, J.H. Alloying and microstructure stability in the high-
temperature Mo–Si–B system. Journal of Nuclear Materials, v. 366, p. 407–416, 2007.
SHAH, D. M.; ANTONB, D. L.; POPE, D. P.; CHIN, S. In-situ refractory intermetallic-
based composites. Materials Science and Engineering A192/193: p. 658-672, 1995.
SISO, F. T.; EPREMIAN, E. (eds.), Columbium and Tantalum. New York, NY: John Wiley
& Sons Inc., 1963. p. 60.
T.I.C. Tantalum-Niobium International Study Center. Disponível em:
<http://tanb.org/niobium>. Acesso em: 26 maio 2014.
VILLARS, P.; CALVERT, L. D. Pearson's handbook of cristallografic data for intermetallic
phases. 2. ed. [S.l.]: ASM International, 1991.
WEI, W.; WANG, H.; ZOU, C.; ZHU, Z.; WEI, Z. Microstructure and oxidation behavior of
Nb-based multi-phase alloys. Materials & Design, v. 46, p. 1–7, 2013.
WITUSIEWICZA, V. T.; BONDAR, A.A.; HECHT, U.; VELIKANOVA, T.Y. The Al–B–
Nb–Ti system IV. Experimental study and thermodynamic re-evaluation of the binary Al–
Nb and ternary Al–Nb–Ti systems. Journal of Alloys and Compounds, v. 472, p. 133–161,
2009.
YAO, D.; ZHOU, C.; YANG, J.; CHEN, H. Experimental studies and modeling of the
oxidation of multiphase niobium-base alloys. Corrosion Science, v. 5, p. 2619–2627, 2009.
ZHAO, J. -C.; WESTBROOK, J. H. Ultrahigh-Temperature Materials for Jet Engines. MRS
Bulletin, p.623-624, set. 2003.
ZHOU, J.R.; SHA, J.B. Microstructural evolution and mechanical properties of an Nb–16Si
in-situ composite with Fe additions prepared by arc-melting. Intermetallics, v. 34, p. 1–9,
2013.

81