caracterização de componentes de alumínio produzidos por ... · diferentes sectores industriais,...
TRANSCRIPT
Caracterização de Componentes de Alumínio
Produzidos por Fabrico Aditivo
André Duarte Cabrita
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientadores:
Prof. Carlos Manuel Alves da Silva
Prof. Eurico Gonçalves Assunção
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Carlos Manuel Alves da Silva
Vogal: Prof. Ivo Manuel Ferreira de Bragança
Vogal: Prof. Maria Beatriz Cipriano de Jesus Silva
Outubro de 2016
i
Resumo
Os processos de fabrico aditivo de peças metálicas têm tido um crescimento significativo em
diferentes sectores industriais, principalmente na indústria automóvel e aeronáutica onde são
amplamente utilizados componentes de alumínio. Contudo, e apesar do grande número de
estudos nesta área, ainda existe algum desconhecimento sobre o comportamento mecânico e à
fractura dos componentes, dos limites de enformabilidade dos materiais processados e dos
defeitos que podem surgir com a utilização de tecnologias de fabrico aditivo baseadas em
processos de adição por arco elétrico.
Esta dissertação apresenta a caracterização mecânica da liga de alumínio AA5083 depositada
através do processo de fabrico aditivo “wire and arc additive manufacturing” (WAAM), bem como
uma análise da concentração de porosidades do material depositado. É também realizado um
estudo de viabilidade da utilização combinada de processos de fabrico aditivo com arco elétrico
e processos de deformação plástica.
O presente trabalho descreve todos os procedimentos efetuados na realização de ensaios
experimentais e respetiva modelação numérica, bem como na conceção de aparatos
experimentais utilizados para a deposição de material, maquinagem de provetes e realização de
ensaios de caracterização.
Os ensaios de compressão mostraram que a estratégia utilizada na deposição da liga de alumínio
AA5083 através de WAAM não origina anisotropia no material final. Por outro lado, os ensaios
de enformabilidade permitiram concluir que a liga em estudo é bastante dúctil, condição ideal
para processos de deformação plástica a frio. A realização de um ensaio de encabeçamento
permitiu observar que a junção de técnicas de fabrico aditivo com processos de forjamento reduz
os níveis de porosidade das peças finais.
Palavras-chave: Fabrico Aditivo com Arco Elétrico, Liga de Alumínio, Enformabilidade,
Forjamento

ii
Abstract
Additive manufacturing has grown in diferent industrial sectors, especially in automotive and
aeronautics, where aluminum componentes are widely used. However, despite the large number
of studies in this area, there’s still to know about the mechanical behavior and fracture of the
componentes, the limits of formability of the deposited materials and the defects that may occur
with the use of additive manufacturing using arc-welding.
This work presents the mechanical characterization of the deposited by electric wire and arc
additive manufacturing (WAAM) aluminum alloy AA5083, as well as a study of the porosity
concentration of the deposited material. A feasibility study of the use of additive manufacturing
processes with electric arc with plastic deformation processes is also carried out.
This thesis describes all the procedures that were performed for the experimental tests and its
numerical modeling, as well as the production of experimental equipment used for deposition of
material, machining of test specimens and performance of characterization tests.
The compression tests showed that the deposition of the aluminum alloy AA5083 through WAAM
does not cause anisotropy in the final material. Still, the informability tests allowed to conclude
that the material in study is very ductile, ideal condition for cold forging. The heading test has
shown that the combination of additive manufacturing techniques with forging reduces the
porosity of the end pieces.
Keywords: Wire and arc additive manufacturing, Aluminium alloy, Formability, Forging

iii
Agradecimentos
Primeiramente quero agradecer a toda a minha família pelo apoio incondicional que recebi, desde
os conselhos à motivação. Embora toda a família esteja ligada a este sucesso académico tenho
que destacar várias pessoas, sendo a primeira, a minha segunda mãe, a minha avó Aninhas,
pois foi, e continua a ser, um apoio gigante em toda a minha vida, com conselhos que nunca
mais acabam e um coração como nunca vi.
À minha mãe Isabel, agradeço o mundo, por tudo o que me ajudou neste percurso académico,
mesmo sabendo que não era fácil ter os dois filhos a estudar fora ao mesmo tempo fez das tripas
coração para que chegássemos hoje engenheiros mecânicos, uma mulher com um valor
incalculável.
Ao meu pai, Américo Cabrita agradeço a paciência e a confiança por todo o tempo que tive a
estudar, mesmo não sendo fácil, ajudou-nos aos dois a conseguir chegar aos objetivos finais e
sei que neste momento tem o coração cheio de orgulho, um orgulho tão grande como o que
tenho dele.
Ricardo Cabrita, o meu gémeo, a pessoa mais importante na minha vida, por muitas razões e
mais algumas tenho que lhe agradecer, sem ele não tinha acabado o curso, no qual ele foi o
primeiro a acreditar, ajudando-me com tudo, desde o estudo, ao fazer os trabalhos de grupo
sozinho porque percebia que tinha outras cadeiras para estudar, ao ser o melhor companheiro
de casa que poderia ter, à paciência que teve comigo quando já nem eu a tinha.
Quanto aos amigos é obrigatório destacar o maior deles, Tony Meister, o maior motivador do
mundo, “Dos fracos não reza a Historia”. Ao meu grupo do Técnico, os Patrões, que foram os
melhores colegas que alguma vez tive e agora amigos de uma vida. Aqui sou obrigado a destacar
todos eles mas em principal o Tó e o Tomás, amigos que nunca me falharam nem falharão.
Quantos aos docentes presentes no desenvolvimento desta tese, tenho que agradecer ao melhor
orientador que poderia ter pedido, o mesmo que arranjava disponibilidade mesmo quando não a
tinha, com uma paciência para todas as perguntas sem sentido que eu fazia como nunca vi, um
trabalhador nato e um professor fantástico, ao professor Carlos Silva vai um agradecimento tão
grande como a sua ambição de chegar ao andar de cima, tal como agradeço ao professor Eurico
pelos conselhos. Ao professor Ivo, um muito obrigado por toda a ajuda que me deu, desde
conselhos, a todo o trabalho atrás das cortinas, que só se vê no final. Ao professor Luís Alves e
à professora Beatriz, um agradecimento pela disponibilidade em me ajudar no que fosse preciso,
mesmo não sendo meus orientadores.
Senhor Farinha, obrigado pela ajuda incessante que me deu, que respirou fundo quando eu não
sabia o que era um parafuso sextavado interior, que esteve comigo em toda a parte experimental
e que nunca mas nunca me deixou de mãos a abanar.
iv
Índice
Resumo…………………………………………………………………………………………………..i
Abstract………………………………………………………………………………………………….ii
Agradecimentos………………………………………………………………………………………..iii
Índice……………………………………………………………………………………………………iv
Lista de tabelas………………………………………………………………………………………..vi
Lista de figuras ……………………………………………………………………………………….vii
Abreviaturas……………………………………………………………………………………………xi
Nomenclatura…………………………………………………………………………………………xiii
1. Introdução……………………………………………………………………………………………1
2. Estado da Arte………………………………………………………………………………………3
2.1. Origem e Crescimento do Fabrico Aditivo………………………..……………………..3
2.2. Fabrico Aditivo com Metais……………………………………….………………………5
2.2.1. Feixe de Eletrões em Fabrico Aditivo (EBAM)……...………………………8
2.2.2. Fabrico Aditivo por Laser (LAM)………...……………………………………9
2.2.3. Fabrico Aditivo por Arco Elétrico (WAAM)………………...……………….11
2.2.3.1. Trajetórias de deposição….……………………………………...20
2.3. Combinação entre fabrico aditivo e outros processos….…………….………………21
2.4. Caracterização mecânica……………………….………….……………………………26
2.5. Forjamento e fabrico aditivo……………………………………..………………………30
3. Fundamentos Teóricos……………………………………………………………………………33
3.1. Caracterização Mecânica………………………..………………………………………33
3.1.1. Ensaios de compressão……………………………………………………...33
3.1.2. Ensaio de anel……………………………...…………………………………34
3.1.3. Ensaio de Enformabilidade…………………………………………………..35
3.2. Modelação em elementos finitos……………………………………..…………………38
3.2.1. Equações fundamentais…………………...………………………………...39
4. Desenvolvimento Experimental……………………………………………………………….....40
v
4.1. Aparato Experimental …………………………………….……………………………..40
4.2. Estratégia de deposição……….……………………………………….………………..44
4.3. Produção dos provetes para ensaios mecânicos…………………..…………………46
4.4 Caracterização Mecânica………………………..……………………………………….47
4.4.1. Ensaio de densidade…………………………...…………………………….47
4.4.2. Ensaio de anel…………………...……………………………………………49
4.4.3. Ensaio de compressão (curva extensão-tensão)………………………….50
4.4.4. Ensaios de enformabilidade……...………………………………………….51
4.4.5. Ensaio de forjamento (encabeçamento)……………………………………53
5. Resultados………………………………………………………………………………………….54
5.1. Ensaio de compressão …………….……………………………………………………54
5.2. Modelação em elementos finitos………………….……………………………….……55
5.3. Simulações numéricas (Extensão efetiva, densidade e dano)……………….……..56
5.4. Ensaios de enformabilidade………………….………………….………………………57
5.5. Ensaios de Forjamento…………………………………………..………………………60
6. Conclusões…………………………………………………………..………………………………64
6.1. Trabalho Futuro…………………….…………………………………………………….65
Referências Bibliográficas……………………………………..…………………………………….66
vi
Lista de Tabelas
Tabela 4.1 – Características da máquina de compressão Instron SATEC………………………...43
Tabela 4.2 – Parâmetros de deposição……………………………………………………………….46
Tabela 4.3 – Densidade do fio de adição completamente denso da liga de alumínio AA5083 e a
média da densidade dos provetes retirados do material depositado com liga de alumínio
AA5083…………………………………………………………………………………………………...48
Tabela 4.4 – Geometria e condições de lubrificação dos provetes utilizados nos ensaios de
enformabilidade………………………………………………………………………………………….52
vii
Lista de Figuras
Figura 2.1 - Diagrama esquemático da Prototipagem Rápida, [2]……………………………………3
Figura 2.2 - Diagrama com as várias etapas do Fabrico Aditivo, [2] …………………………………4
Figura 2.3 - Esquema simplificado do sistema de alimentação “powder bed” ……………………...6
Figura 2.4 - Exemplo de um sistema com alimentação por pó........................................................6
Figura 2.5 - Deposição por feixe de eletrões com alimentação por fio (a), [18] e Deposição por
laser com alimentação por fio (b), [21] ………………………………………………………………….7
Figura 2.6 - Esquema simplificado de um sistema EBAM (a) e exemplo de um componente obtido
por EBAM (b) ……………………………………………………………………………………………...8
Figura 2.7 - Classificação dos processos de LAM consoante as diferentes aplicações, [20] ……9
Figura 2.8 - Esquema do aparato utilizado em Laser Sintering (LS), [20]………………………….10
Figura 2.9 - Esquema do sistema de deposição LENS ……………………………………………...11
Figura 2.10 - Exemplos de componentes produzidos através de WAAM, [21]…………………….12
Figura 2.11 - Esquema do sistema de deposição GMAW, [21]……………………………………..13
Figura 2.12 - Esquemático do processo de deposição GTAW (a) e PAW (b), [21]………………..13
Figura 2.13 - Imagens reais do funcionamento dos processos PAW (esquerda) e GTAW (direita),
[21] ……………………………………………………………………………………………………….14
Figura 2.14 – Exemplos de opções possíveis de produzir através de WAAM, [3] ………………14
Figura 2.15 – Componente da asa produzido por WAAM (a) Gráfico com os resultados obtidos
nos ensaios às propriedades mecânicas dos 3 provetes (b), [3]……………………………………15
Figura 2.16 – Tabela com os resultados obtidos nos ensaios realizados aos 4 provetes, [3] .......15
Figura 2.17 – Tabela de comparação entre a maquinagem convencional e fabrico aditivo com
arco elétrico na produção das duas costelas da asa de um avião, [3]………………………………16
Figura 2.18 – Sistema de alimentação de dois fios em simultâneo apacas com um bocal (a)
Propriedades mecânicas obtidas com 1 e 2 fios de alimentação (b), [4] …………………………..16
Figura 2.19 – Sistema de deposição com compressão a quente do material depositado através
do uso de um rolo de compressão, [5]…………………………………………………………………17
Figura 2.20 – Porosidades observadas na liga 2319 (a) só depositado sem rolo nem tratamento
térmico (b) tratado termicamente após a deposição (c)-(e) depositado com rolo 15 kN, 30 kN e
45 kN (f) 45kN com tratamento térmico, [5]…...............................................................................17
viii
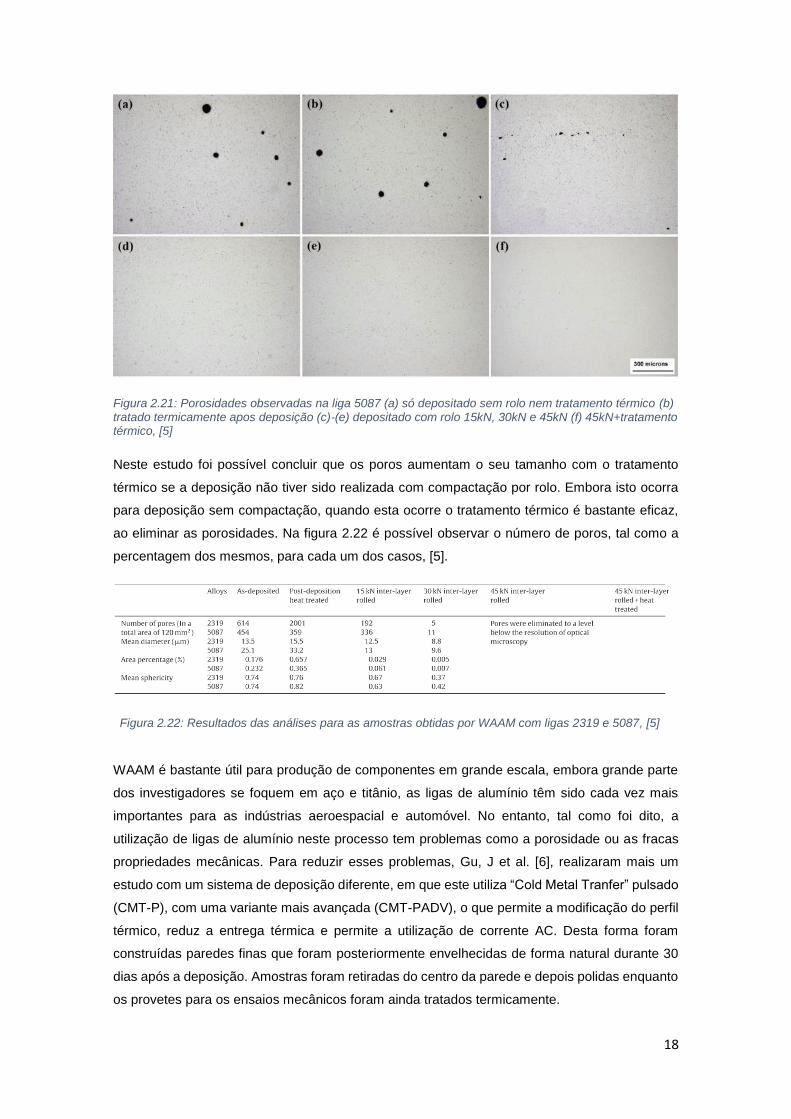
Figura 2.21 – Porosidades observadas na liga 5087 (a) só depositado sem rolo nem tratamento
térmico (b) tratado termicamente após a deposição (c)-(e) depositado com rolo 15 kN, 30 kN e
45 kN (f) 45kN com tratamento térmico, [5]…...............................................................................18
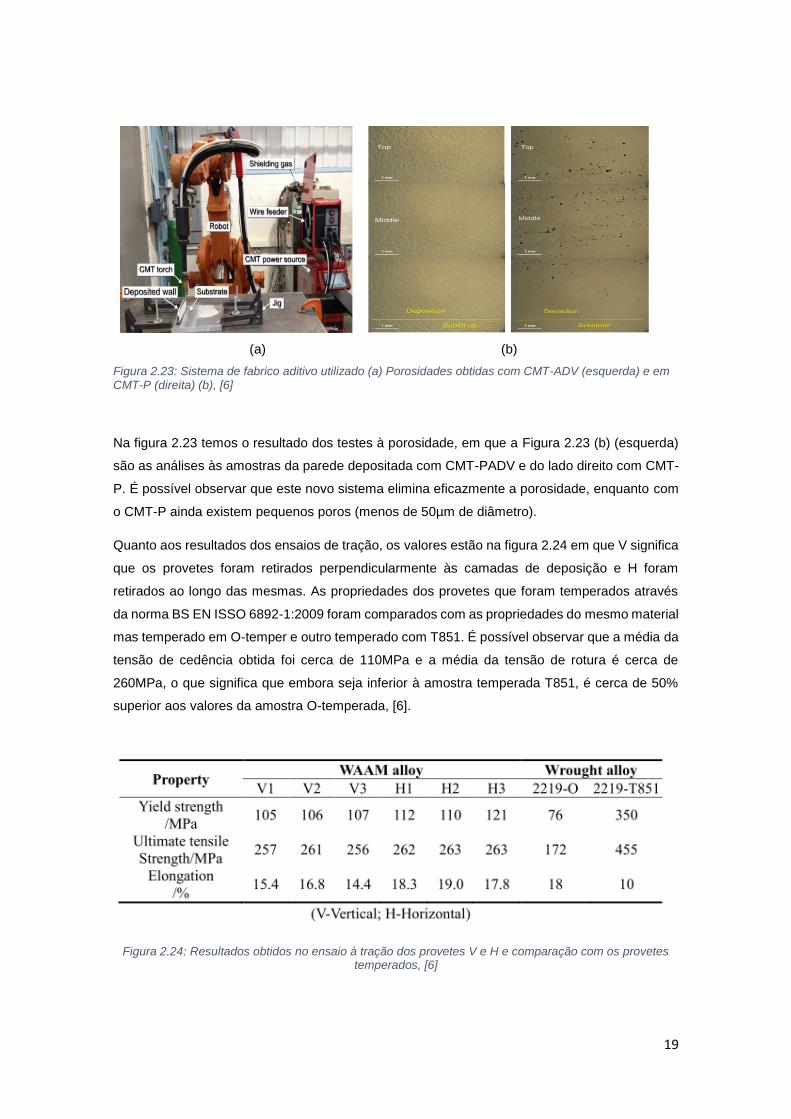
Figura 2.22 – Resultados das análises realizadas nas amostras obtidas por WAAM com ligas
2319 e 5087, [5] ….......................................................................................................................18
Figura 2.23 – Sistema de fabrico aditivo utilizado(a) Porosidades obtidas com CMT-PADV
(esquerda) e CMT-P (direita), [6] ……..........................................................................................19
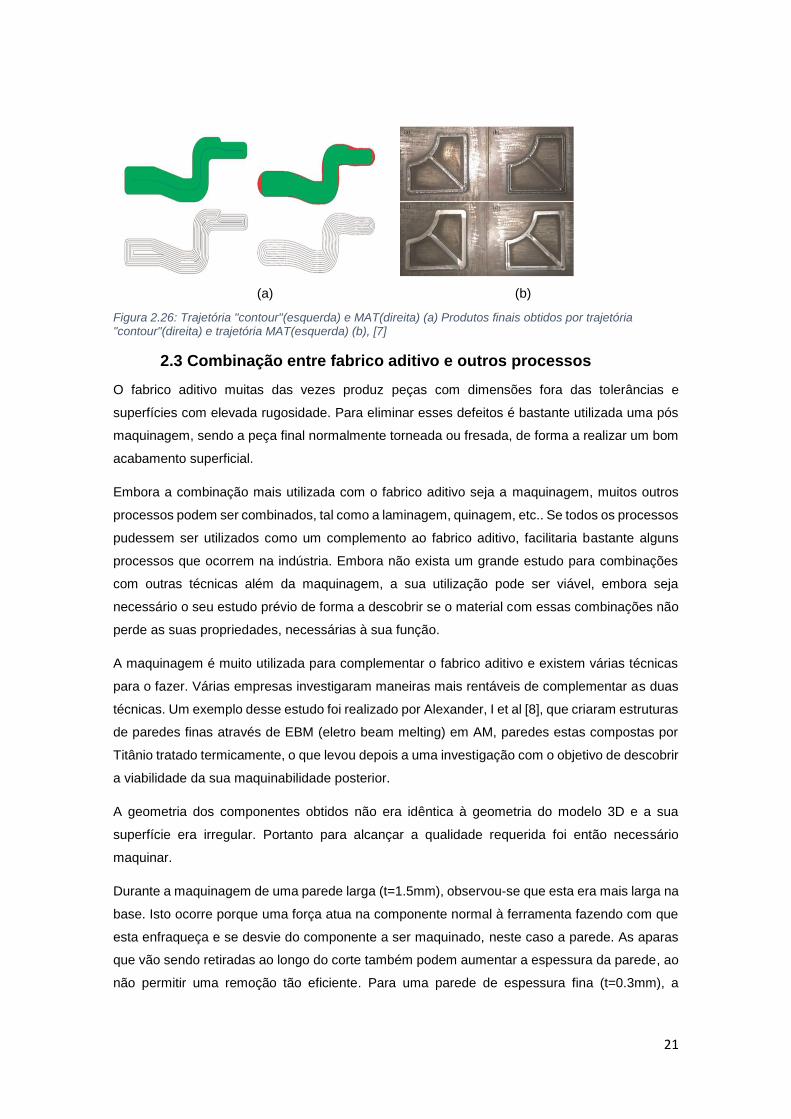
Figura 2.24 – Resultados obtidos no ensaio à tração dos provetes V e H e compração com os
provetes temperados, [6] ………………………………………………………………………………19
Figura 2.25 – Trajetória da deposição “contour” e o problema típico do espaço vazio no interior
do componente, [7]…...................................................................................................................20
Figura 2.26 – Esquema das trajetória “contour” e MAT (a) Produtos obtidos pela deposição com
trajetória “contour” e MAT (b), [7]………………………………………………………………………21
Figura 2.27 – Resultado obtido no teste do acelerómetro, [8] …..................................................22
Figura 2.28 – Máquina de Fabrico aditivo com fresador acoplada da SAUER LASERTEC (a)
exemplos do trabalho possível de ser efetuado pela máquina (b), [9] ……………………………..23
Figura 2.29 – Máquina multi-tarefas “Mazak Hybrid Multi Tasking” da empresa MAZAK (a) Duas
capeças de deposição (b), [10]………..........................................................................................24
Figura 2.30 – Braço robóticom com tocha acoplada para deposição de material (a) braço robótico
com fresadora acoplada para maquinagem do componente, [11] ………………………………....25
Figura 2.31 – Curva obtida pela simulação numérica: material (cima) e esqueleto (baixo), [12] .26
Figura 2.32 – Resultado obtidos nos ensaios à tração realizados com provetes L e T, [14]……...27
Figura 2.33 – Sistema de deposição simultânea de dois fios (a) Valores da resistência à tração
obtidos nos ensaios à tração dos componentes obtidos com deposição dos dois materiais
simultaneamente e comparação com os mesmos materiais em separado, [13] ………………….27
Figura 2.34 – Esquema da orientação dos provetes (a) Resultados obtidos nos ensaios à tração
para as diferentes temperaturas (b), [15].....................................................................................28
Figura 2.35 – Esquema representativo da localização dos provetes retirados tal como as fissuras
nos mesmos , [16]……………………………………………………………………………………….29
Figura 2.36 – Valores obtidos nos ensaios de fadiga (a) Gráfico com os resultados obtidos nos
ensaios de fadiga (b), [16]…........................................................................................................30
Figura 2.37 – Diagrama das várias etapas existentes no processo de forjamento………………..30
Figura 2.38 – Etapas existente na produção por forjamento da biela………………………………31
ix
Figura 2.39 – Gráfico do limite de fratura no espaço das extensões principais obtido através de
esnaios de enformabilidade, [23]………………………………………………………………………32
Figura 3.1 – Exemplo de um ensaio de compressão entre pratos planos…………………………33
Figura 3.2 – Representação esquemática do mecanismo de crescimento e propagação de
microfissuras devido a tensões normais e de corte (a) Exemplo de fratura frágil (b) Exemplo de
fratura dúctil (c), [22]…………………………………………………………………………………….36
Figura 3.3 – Curva limite de enformabilidade do material no plano das extensões principais,
[22]………….…………………………………………………………………………………………….36
Figura 3.4 – Geometrias aconselhas para estabelecer os limites de enformabilidade à fratura em
processos de deformação plástica na massa (a) Esquema de provetes marcados e deformados
em ensaio de enformabilidade, [22]……………………………………………………………………37
Figura 4.1 – Modelação em Solid Works da mesa de trabalho (a) mesa de trabalho final (b)……41
Figura 4.2 – Modelação em SW do conjunto de todos os elementos da mesa de trabalho (a)
esquema real do conjunto de todos os elementos da mesa de trabalho (b) ……………………….42
Figura 4.3 – Fronius CMT VR 7000 (a) Controlador manual Fronius (b) Computador e controlador
do braço robótico (c) Kuka 6-axis robot (d) ………………………………………………………42/43
Figura 4.4 – Instron SATEC 1200kN…………………………………………………………………..43
Figura 4.5 - Microscópio Mitutoyo TM-111 e comparadores………………………………………...44
Figura 4.6 – Representação esquemática do material depositado com os provetes nas direções
W(largura), L(longitudinal) e T(espessura)………………………………. ………………………….44
Figura 4.7 – Diagrama esquemático dos cordões de soldadura depositados em cada camada...45
Figura 4.8 – Movimento de deposição da tocha “Zig-Zag”…………………………………………..46
Figura 4.9 – Esquema da produção dos provetes: Bloco de material depositado (a) Material
utilizado para produção de um provete, separado no serrote mecânico (b) Torneamento do
material até à forma final (c) Provetes obtidos (d)………………………………. …………………..47
Figura 4.10 – Fio de adição e provetes utilizados na medição da densidade do material ………..48
Figura 4.11 – Resultados experimentais e curvas de calibração que relacionam a variação do
diâmetro interno com a redução de altura para diferentes fatores de atrito………………………..50
Figura 4.12 – Provetes retirados do bloco de material depositado nas três direções (W,L e T)
para uso nos ensaios de compressão para obtenção da curva tensão-extensão ………………..50
Figura 4.13 – Provete utilizado para ensaio de encabeçamento retirado do bloco de material
depositado e anel de aço para forçar o encabeçamento do provete aquando da compressão …53
x
Figura 5.1 – Curvas Tensão – Extensão obtidas nos ensaios de compressão dos provetes nas
três direções (W,L e T)………………………………………………………………………………….54
Figura 5.2 – Malha inicial e final (deformada) do modelo de elementos finitos para simulação
numérica entre pratos planos dos provetes cilíndrico e barril……………………….……………....55
Figura 5.3 – Simulações numéricas dos provetes Cd (esquerda) e Td (direita): (a) Distribuição da
extensão efetiva em elementos finitos para os provetes Cd e Td (b) Distribuição da densidade
em elementos finitos dos provetes Cd e Td (c) Distribuição do dano acumulado em elementos
finitos para os provetes Cd e Td………………………………………………………………………..56
Figura 5.4 – Resultados experimentais e simulações obtidas atra´ves dos elementos finitos da
evolução da força com o deslocamento para os provetes Cd(a) e Td(b)……………………….57/58
Figura 5.5 – Limite de fratura da liga de alumínio A5083 depositado no campo das extensões
principais, através dos resultados obtidos nos ensaios de enformabilidade para os três provetes
(Cd, Cl e Td)……………………………………………………………………………………………...59
Figura 5.6 – (a) Malha inicial e deformada do modelo de elementos finitos para simulação
numérica do ensaio de encabeçamento (b) Simulações numéricas das distribuições através de
elementos finitos da extensão efetiva (esquerda) e dano acumulado (direita) do
encabeçamento………………………………………………………………………………………….60
Figura 5.7 – Simulação numérica da curva de enformabilidade do encabeçamento no campo das
extensões principais ………………………………………………………………………………...….61
Figura 5.8 – Simulação numérica da distribuição através de elementos finitos da densidade
relativa antes (esquerda) e depois (direita) da deformação……………………………………...….61
Figura 5.9 - Metade do provete polido com detalhes da zona densa e da zona porosa…………..62
Figura 5.10 – Imagem real da deformação final do provete de encabeçamento com figura
detalhada do tipo de fratura…………………………………………………………………………….63
xi
Abreviaturas
AM Additive Manufacturing
WAAM Wire and Arc Additive Manufacturing
CAD Computer Aided Design
3D Três Dimensões
STL Standart Tessellation Language
MIG Metal Inert Gas
TIG Tungsten Inert Gas
EBAM Electron Beam Additive Manufacturing
LAM Laser Additive Manufacturing
LS Laser Sintering
LM Laser Melting
LMD Laser Melting Deposition
DMD Direct Metal Deposition
LENS Laser Engineered Net Shaping
GMAW Gas Metal Arc Welding
GTAW Gas Tungsten Arc Welding
PAW Plasma Arc Welding
CMT Cold Metal Transfer
UTS Ultimate Tensile Strenght
CMT-P Cold Metal Transfer – Pulsed
CMT–PADV Cold Metal Transfer-Pulsed Advanced
AC Alternate Current
MAT Medial Axis Transformation
EBM Electron Beam Melting
T Trasversal
L Longitudinal
W Width
xii
YS Yield Strenght
EL Elongation
RA Reduction of Area
CNC Computer Numeric Control
CPU Central Processing Unit
FEM Finite Element Method
HAZ Heated Afected Zone
Cd Cylinder dry
Cl Cylinder lubrificated
Td Tapered dry
CT Compression Test
SW Solidworks®
xiii
Nomenclatura
Símbolos Latinos Definição
𝐹 Força aplicada
𝐴𝑖 Área no instante
ℎ𝑖 Altura no instante
ℎ0 Altura inicial
ln Logaritmo natural
𝐷𝐶𝐿 Dano acumulado de Cockcroft and Latham
𝐷𝑆𝑇 Dano acumulado de McClintock
𝐷𝐶𝐿𝑐𝑟𝑖𝑡 Dano crítico de Cockcroft and Latham
𝐷𝑆𝑇𝑐𝑟𝑖𝑡 Dano crítico de McClintock
m Factor de atrito
H Altura
D Diâmetro
d Menor Diâmetro
t Espessura
Símbolos gregos Definição
𝜎 Tensão
𝜀 Extensão
𝜎1 Tensão principal
𝜎𝑅 Tensão de rotura
𝜀𝜃 Extensão radial
𝜀𝑧 Extensão axial
σm Tensão média
𝜎 Tensão efetiva
𝑑𝜀 Incremento da extensão efetiva
xiv
𝜀 Extensão efetiva
�̇� Velocidade de deformação efetiva
𝜀�̇� Variação volumétrica da extensão
𝜎𝑖𝑗′ Tensor desviador das tensões
𝜀𝑖𝑗′̇ Tensor desviador das velocidades de deformação
1
1. Introdução
As tecnologias de Fabrico Aditivo têm tido um crescimento muito grande nos últimos anos, uma
vez que esta técnica permite a produção de componentes com elevada complexidade tendo
ainda um custo e tempo de produção reduzidos comparativamente com as técnicas
convencionais de maquinagem. Atualmente, já existe uma grande variedade de técnicas de AM
(Additive Manufacturing) adequadas para cada material ou geometria dos componentes
desejados. AM é, hoje em dia utilizado em várias áreas da indústria, desde, têxteis, desporto,
medicina e até aeronáutica.
O fabrico aditivo com adição de metais tem sido amplamente estudado, desde a sua capacidade
para produzir componentes de grande complexidade, [3], até à possibilidade de deposição de
vários metais em simultâneo, criando componentes híbridos, [4]. No entanto esta técnica tem
defeitos comuns que ocorrem aquando da deposição, tais como porosidades e má ligação entre
os cordões, o que torna importante a realização de estudos com processos adicionais ou
alternativos de forma a reduzir esses defeitos, sendo já alguns realizados, como a geração de
trajetórias ótimas de deposição, [7] ou até mesmo compressão a quente do material depositado
de forma a evitar porosidades, [5].
Wire and Arc Additive Manufacturing (WAAM), tem sofrido uma constante evolução e uma
grande utilização por parte das indústrias aeroespacial e automóvel, muito por culpa das
vantagens que apresenta face às outras técnicas de fabrico aditivo, como na produção de peças
de grande volume com uma redução de tempo e custo significativas. Embora este processo
tenha muitas vantagens, este tem na maioria das vezes que ser maquinado posteriormente para
um melhor acabamento, o que levou a algumas empresas a procurar soluções como a utilização
de fresadoras incorporadas ao processo, [11]. Muitos são os estudos que complementam
maquinagem com fabrico aditivo, no entanto mais nenhum outro processo de produção tem sido
estudado como complemento a AM, possibilidade essa que reduziria o tempo de produção e
custo para algumas técnicas convencionais.
Nesta dissertação será caracterizada a liga de Alumínio AA 5083, depositado por fabrico aditivo
por arco elétrico. Esta caracterização tem em conta as várias direções de deposição com o
objetivo de observar a existência ou não de anisotropia, bem como o comportamento do material
para diferentes geometrias no seu regime de deformação plástico até à fratura conforme as suas
extensões radial e axial, tendo sempre simulações numéricas como base de comparação.
Com o objetivo de estudar a possibilidade de complementar processos de deformação plástica
com fabrico aditivo, foi realizado um estudo de uma técnica de forjamento denominada
encabeçamento a um provete retirado do material depositado. Foram também analisadas as
porosidades contidas no provete antes e depois do ensaio de forjamento.
A dissertação apresentada encontra-se organizada em 6 capítulos.
2
No primeiro capítulo é realizada uma introdução ao trabalho, onde o mesmo é enquadrado na
atualidade, bem como os objetivos que se pretendem atingir.
No segundo capitulo, são aprofundadas todas as técnicas existentes de fabrico aditivo, bem
como as suas características. Seguidamente são contextualizados alguns estudos de maior
relevo que foram efetuados na área.
No terceiro capítulo são abordados os fundamentos teóricos que estão tanto na base do método
dos elementos finitos como em todos os ensaios realizados.
No quarto capítulo, é feita uma descrição de todo o processo realizado, começando pela
descrição pormenorizada dos equipamentos e ferramentas utilizados e em seguida é descrito
todo o desenvolvimento experimental, como os ensaios.
No capítulo 5 são apresentados e discutidos todos os resultados obtidos tanto na simulação
numérica como nos ensaios experimentais e respetiva comparação.
No capítulo 6 são apresentadas as principais conclusões do trabalho realizado e são indicadas
as perspetivas para o seguimento deste trabalho.
3
2. Estado da Arte
Este capítulo iniciará com uma descrição dos processos mais importantes existentes em Fabrico
Aditivo e suas características, sendo de seguida abordado algumas investigações de relevo que
foram realizadas na área.
2.1 Origem e Crescimento do Fabrico Aditivo
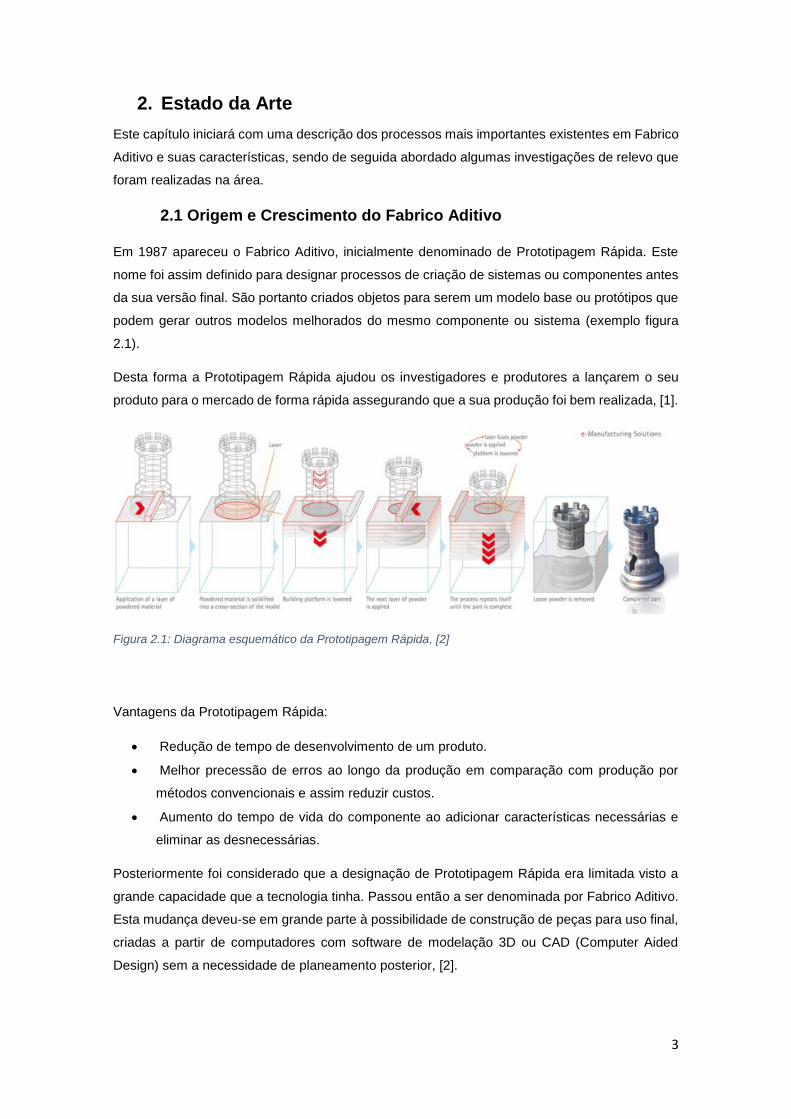
Em 1987 apareceu o Fabrico Aditivo, inicialmente denominado de Prototipagem Rápida. Este
nome foi assim definido para designar processos de criação de sistemas ou componentes antes
da sua versão final. São portanto criados objetos para serem um modelo base ou protótipos que
podem gerar outros modelos melhorados do mesmo componente ou sistema (exemplo figura
2.1).
Desta forma a Prototipagem Rápida ajudou os investigadores e produtores a lançarem o seu
produto para o mercado de forma rápida assegurando que a sua produção foi bem realizada, [1].
Vantagens da Prototipagem Rápida:
Redução de tempo de desenvolvimento de um produto.
Melhor precessão de erros ao longo da produção em comparação com produção por
métodos convencionais e assim reduzir custos.
Aumento do tempo de vida do componente ao adicionar características necessárias e
eliminar as desnecessárias.
Posteriormente foi considerado que a designação de Prototipagem Rápida era limitada visto a
grande capacidade que a tecnologia tinha. Passou então a ser denominada por Fabrico Aditivo.
Esta mudança deveu-se em grande parte à possibilidade de construção de peças para uso final,
criadas a partir de computadores com software de modelação 3D ou CAD (Computer Aided
Design) sem a necessidade de planeamento posterior, [2].
Figura 2.1: Diagrama esquemático da Prototipagem Rápida, [2]
4
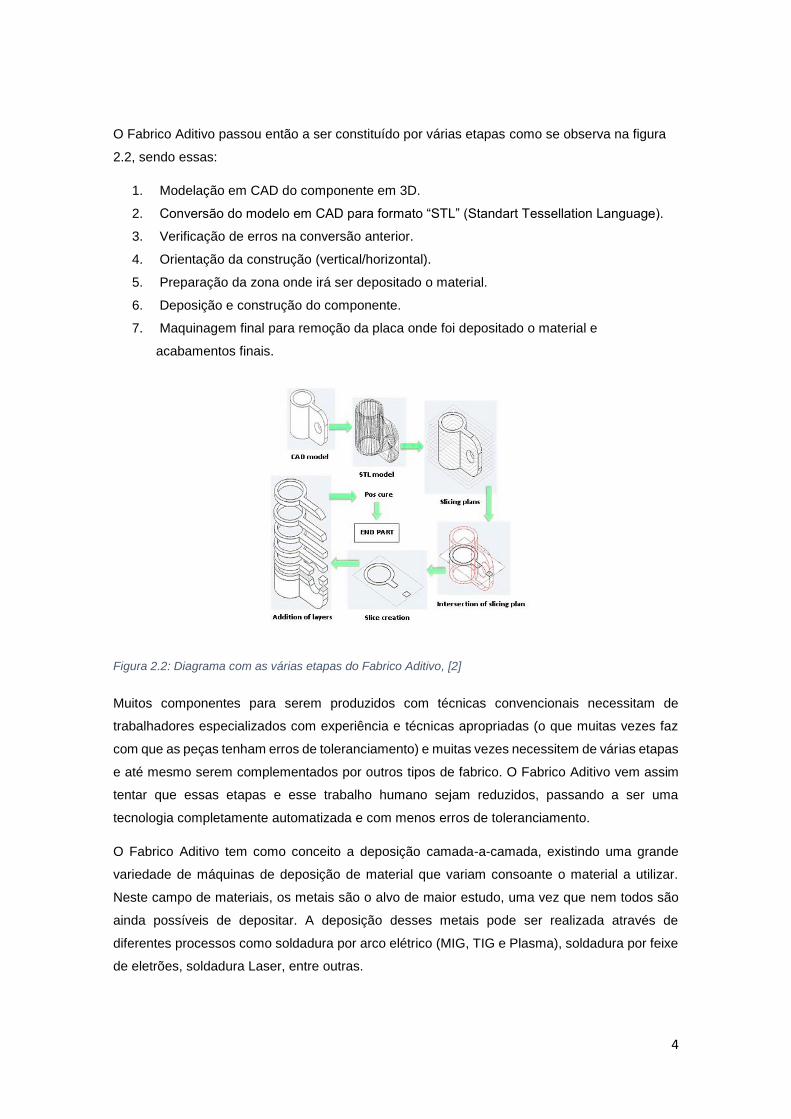
O Fabrico Aditivo passou então a ser constituído por várias etapas como se observa na figura
2.2, sendo essas:
1. Modelação em CAD do componente em 3D.
2. Conversão do modelo em CAD para formato “STL” (Standart Tessellation Language).
3. Verificação de erros na conversão anterior.
4. Orientação da construção (vertical/horizontal).
5. Preparação da zona onde irá ser depositado o material.
6. Deposição e construção do componente.
7. Maquinagem final para remoção da placa onde foi depositado o material e
acabamentos finais.
Muitos componentes para serem produzidos com técnicas convencionais necessitam de
trabalhadores especializados com experiência e técnicas apropriadas (o que muitas vezes faz
com que as peças tenham erros de toleranciamento) e muitas vezes necessitem de várias etapas
e até mesmo serem complementados por outros tipos de fabrico. O Fabrico Aditivo vem assim
tentar que essas etapas e esse trabalho humano sejam reduzidos, passando a ser uma
tecnologia completamente automatizada e com menos erros de toleranciamento.
O Fabrico Aditivo tem como conceito a deposição camada-a-camada, existindo uma grande
variedade de máquinas de deposição de material que variam consoante o material a utilizar.
Neste campo de materiais, os metais são o alvo de maior estudo, uma vez que nem todos são
ainda possíveis de depositar. A deposição desses metais pode ser realizada através de
diferentes processos como soldadura por arco elétrico (MIG, TIG e Plasma), soldadura por feixe
de eletrões, soldadura Laser, entre outras.
Figura 2.2: Diagrama com as várias etapas do Fabrico Aditivo, [2]
5
A geometria do componente a obter é essencial na escolha do processo de fabrico aditivo a
utilizar. Pequenos componentes com geometrias complexas requerem taxas de deposição
baixas e portanto é mais adequado o uso de soldadura Laser, Plasma ou feixe de eletrões. Para
peças maiores e sem grande complexidade é mais adequado o uso de processos com elevada
taxa de deposição, como a soldadura por arco elétrico.
Devido à enorme competitividade no fabrico aditivo tem-se assistido cada vez mais à evolução
de novas tecnologias. Essa evolução obrigou ao aparecimento de novas máquinas e novos
conceitos que possam produzir componentes com complexas geometrias, baixar os custos e
tempos de produção, [2].
2.2 Fabrico Aditivo com metais
Ao longo dos últimos 30 anos o fabrico aditivo tem vindo a ganhar cada vez mais atenção e
investimento por parte da indústria, inicialmente com técnicas como a estereolitografia e
impressão 3D, em que estes processos eram aplicados a polímeros. De forma a corresponder
aos pedidos de fabrico por parte das indústrias aeroespacial e automóvel, o fabrico aditivo
passou a focar também a sua atenção na produção de componentes de metal complexos
incluindo titânio e ligas de níquel que não eram economicamente viáveis usando os métodos de
maquinagem convencional. Uma vez que a utilização de Fabrico Aditivo reduzia o desperdício
de material comparativamente com as técnicas convencionais e que poderia construir
componentes 3D, foi realizado um grande investimento nessa área. Os metais passaram a ser
bastante utilizados nestes processos, [17].
Os sistemas de Fabrico Aditivo podem ser classificadas em termos do sistema de alimentação
do material, da sua fonte de energia, taxa de deposição, etc.
O material pode ser depositado em duas formas: fio e pó. A sua deposição depende de como o
material é fundido. Pode ser fundido através de:
Feixe de Eletrões
Laser
Arco elétrico
A densidade de energia é mais elevada nos processos que utilizam o feixe de eletrões, seguido
pelo laser e por fim pelo arco elétrico. Quando à taxa de deposição, o arco elétrico é o que
alcança maior taxa seguido do laser e finalmente do feixe de eletrões.
Embora existam mais sistemas de alimentação de fabrico aditivo, os mais usados são três:
"sistemas powder bed”, sistemas de alimentação em pó e sistemas de alimentação por fio, [18].
6
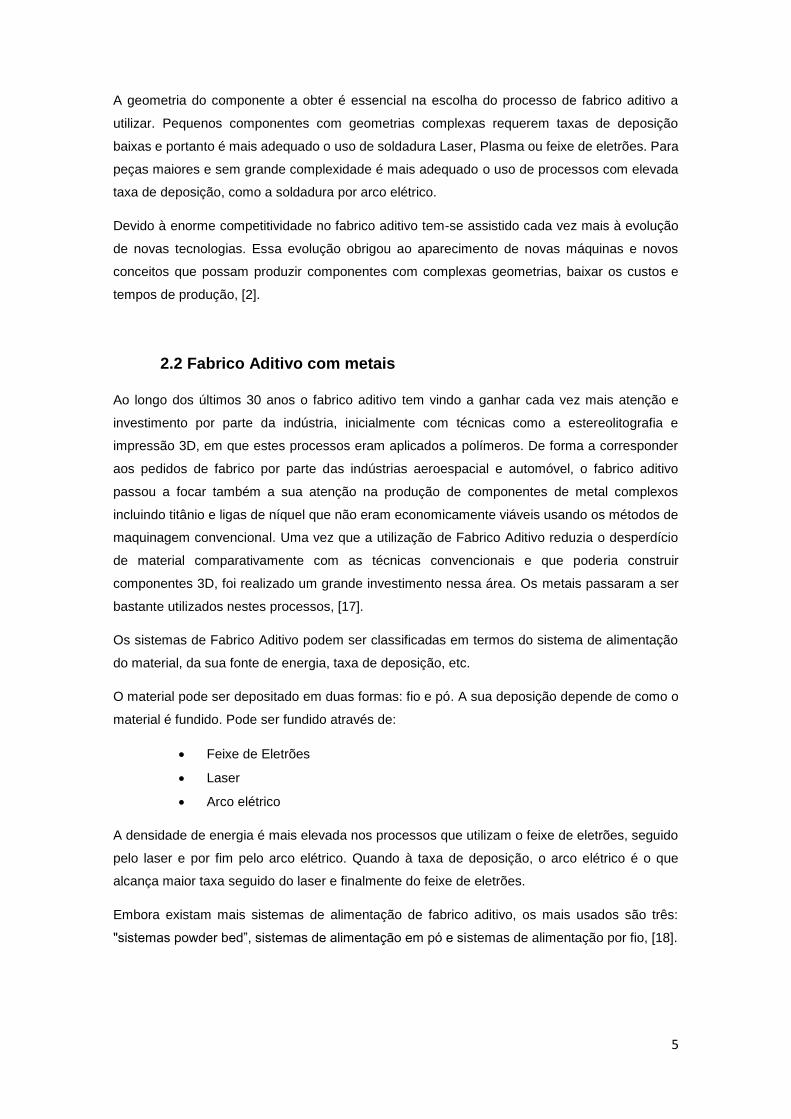
Sistemas “Powder Bed”
Nestes sistemas um feixe de laser percorre toda a cama de metal em pó e funde a geometria da
peça pretendida, posteriormente é adicionado mais uma camada de metal em pó e o feixe de
laser volta a fazer a geometria pretendida e assim sucessivamente (figura 2.3). Neste sistema o
feixe laser vai fundindo o material em pó que é alimentado camada-a-camada até obtenção da
peça final. Este tipo de alimentação tem como vantagens a obtenção de uma qualidade elevada,
possibilidade de criar passagem internas e conseguir ao mesmo tempo manter o controlo
dimensional. Dos sistemas de alimentação é a que possibilita um volume de fabrico mais baixo.
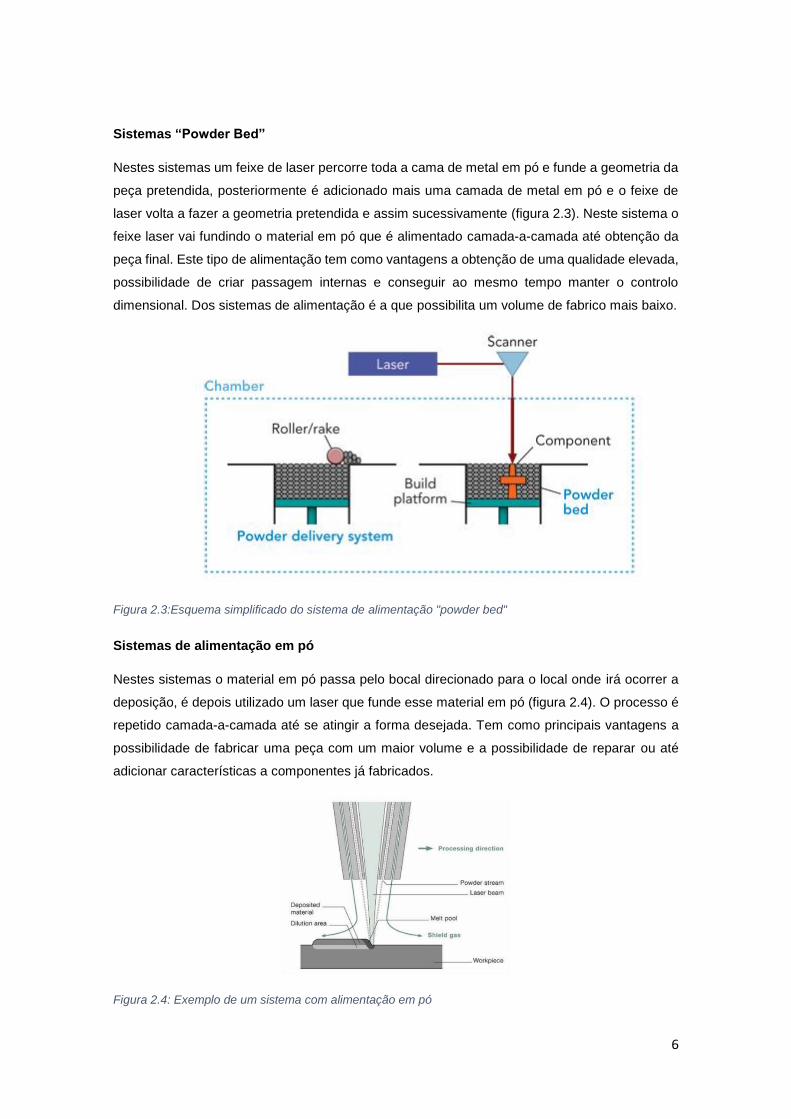
Sistemas de alimentação em pó
Nestes sistemas o material em pó passa pelo bocal direcionado para o local onde irá ocorrer a
deposição, é depois utilizado um laser que funde esse material em pó (figura 2.4). O processo é
repetido camada-a-camada até se atingir a forma desejada. Tem como principais vantagens a
possibilidade de fabricar uma peça com um maior volume e a possibilidade de reparar ou até
adicionar características a componentes já fabricados.
Figura 2.3:Esquema simplificado do sistema de alimentação "powder bed"
Figura 2.4: Exemplo de um sistema com alimentação em pó
7
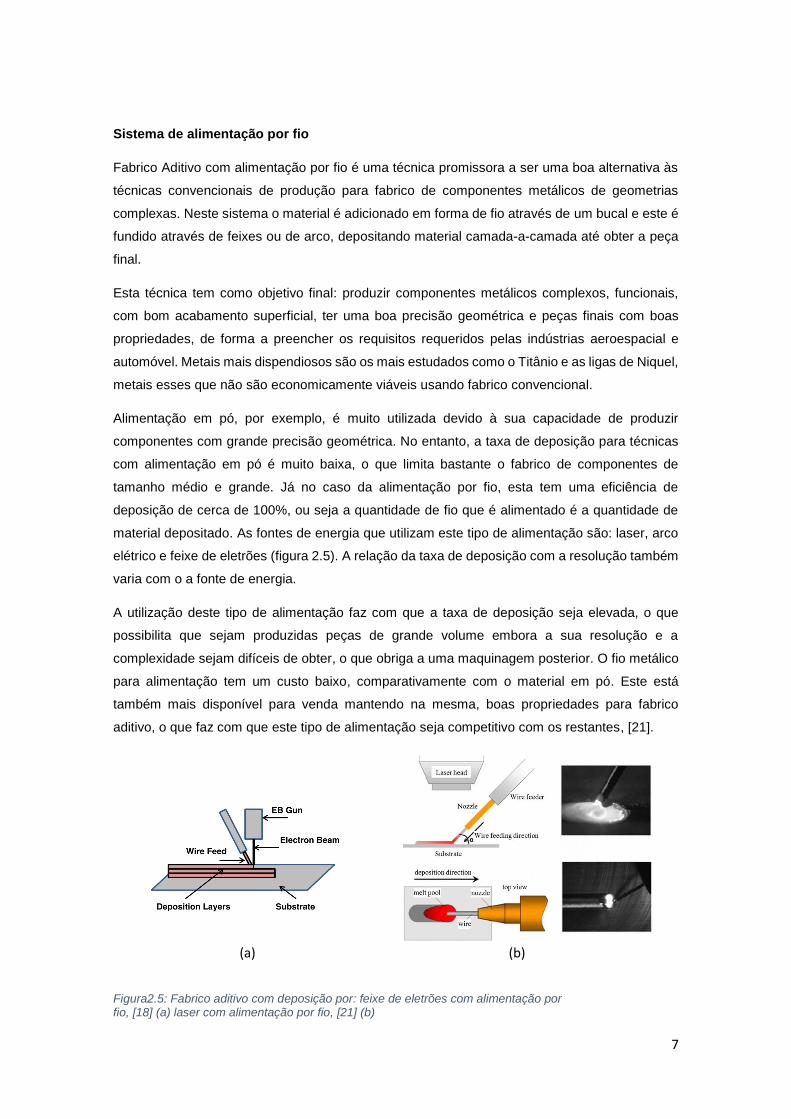
Sistema de alimentação por fio
Fabrico Aditivo com alimentação por fio é uma técnica promissora a ser uma boa alternativa às
técnicas convencionais de produção para fabrico de componentes metálicos de geometrias
complexas. Neste sistema o material é adicionado em forma de fio através de um bucal e este é
fundido através de feixes ou de arco, depositando material camada-a-camada até obter a peça
final.
Esta técnica tem como objetivo final: produzir componentes metálicos complexos, funcionais,
com bom acabamento superficial, ter uma boa precisão geométrica e peças finais com boas
propriedades, de forma a preencher os requisitos requeridos pelas indústrias aeroespacial e
automóvel. Metais mais dispendiosos são os mais estudados como o Titânio e as ligas de Niquel,
metais esses que não são economicamente viáveis usando fabrico convencional.
Alimentação em pó, por exemplo, é muito utilizada devido à sua capacidade de produzir
componentes com grande precisão geométrica. No entanto, a taxa de deposição para técnicas
com alimentação em pó é muito baixa, o que limita bastante o fabrico de componentes de
tamanho médio e grande. Já no caso da alimentação por fio, esta tem uma eficiência de
deposição de cerca de 100%, ou seja a quantidade de fio que é alimentado é a quantidade de
material depositado. As fontes de energia que utilizam este tipo de alimentação são: laser, arco
elétrico e feixe de eletrões (figura 2.5). A relação da taxa de deposição com a resolução também
varia com o a fonte de energia.
A utilização deste tipo de alimentação faz com que a taxa de deposição seja elevada, o que
possibilita que sejam produzidas peças de grande volume embora a sua resolução e a
complexidade sejam difíceis de obter, o que obriga a uma maquinagem posterior. O fio metálico
para alimentação tem um custo baixo, comparativamente com o material em pó. Este está
também mais disponível para venda mantendo na mesma, boas propriedades para fabrico
aditivo, o que faz com que este tipo de alimentação seja competitivo com os restantes, [21].
(a) (b)
Figura2.5: Fabrico aditivo com deposição por: feixe de eletrões com alimentação por fio, [18] (a) laser com alimentação por fio, [21] (b)
8
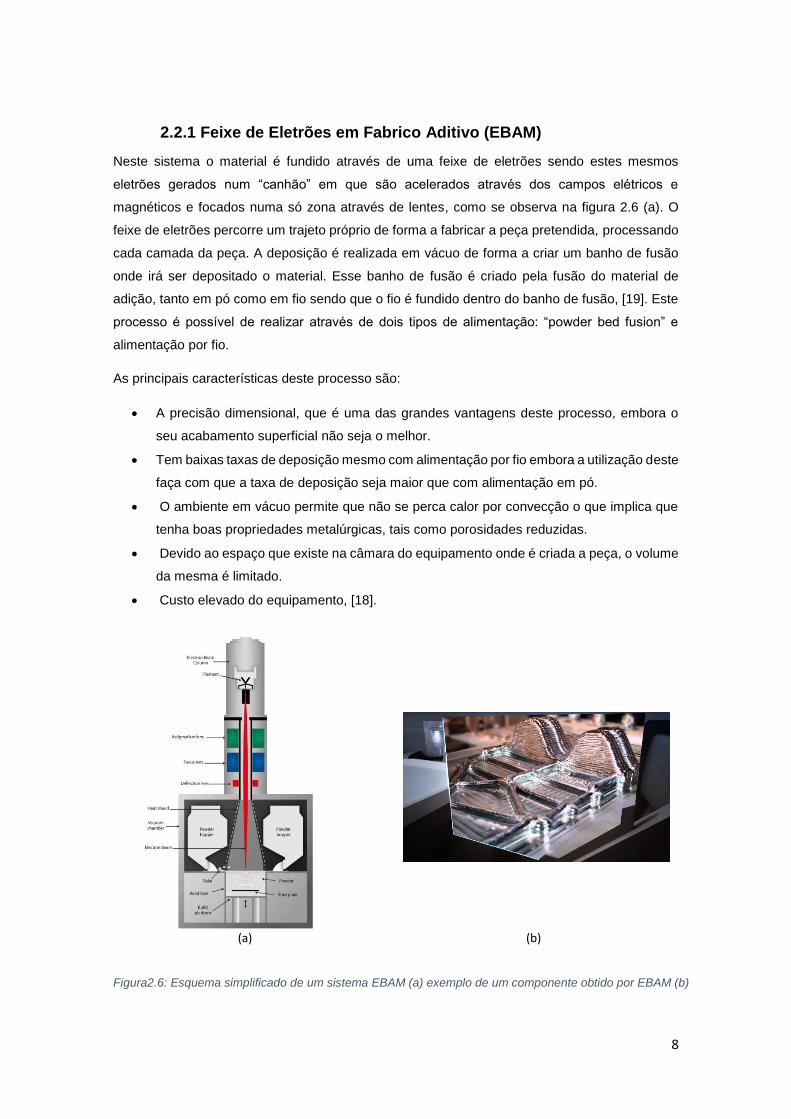
2.2.1 Feixe de Eletrões em Fabrico Aditivo (EBAM)
Neste sistema o material é fundido através de uma feixe de eletrões sendo estes mesmos
eletrões gerados num “canhão” em que são acelerados através dos campos elétricos e
magnéticos e focados numa só zona através de lentes, como se observa na figura 2.6 (a). O
feixe de eletrões percorre um trajeto próprio de forma a fabricar a peça pretendida, processando
cada camada da peça. A deposição é realizada em vácuo de forma a criar um banho de fusão
onde irá ser depositado o material. Esse banho de fusão é criado pela fusão do material de
adição, tanto em pó como em fio sendo que o fio é fundido dentro do banho de fusão, [19]. Este
processo é possível de realizar através de dois tipos de alimentação: “powder bed fusion” e
alimentação por fio.
As principais características deste processo são:
A precisão dimensional, que é uma das grandes vantagens deste processo, embora o
seu acabamento superficial não seja o melhor.
Tem baixas taxas de deposição mesmo com alimentação por fio embora a utilização deste
faça com que a taxa de deposição seja maior que com alimentação em pó.
O ambiente em vácuo permite que não se perca calor por convecção o que implica que
tenha boas propriedades metalúrgicas, tais como porosidades reduzidas.
Devido ao espaço que existe na câmara do equipamento onde é criada a peça, o volume
da mesma é limitado.
Custo elevado do equipamento, [18].
(a) (b)
Figura2.6: Esquema simplificado de um sistema EBAM (a) exemplo de um componente obtido por EBAM (b)
9
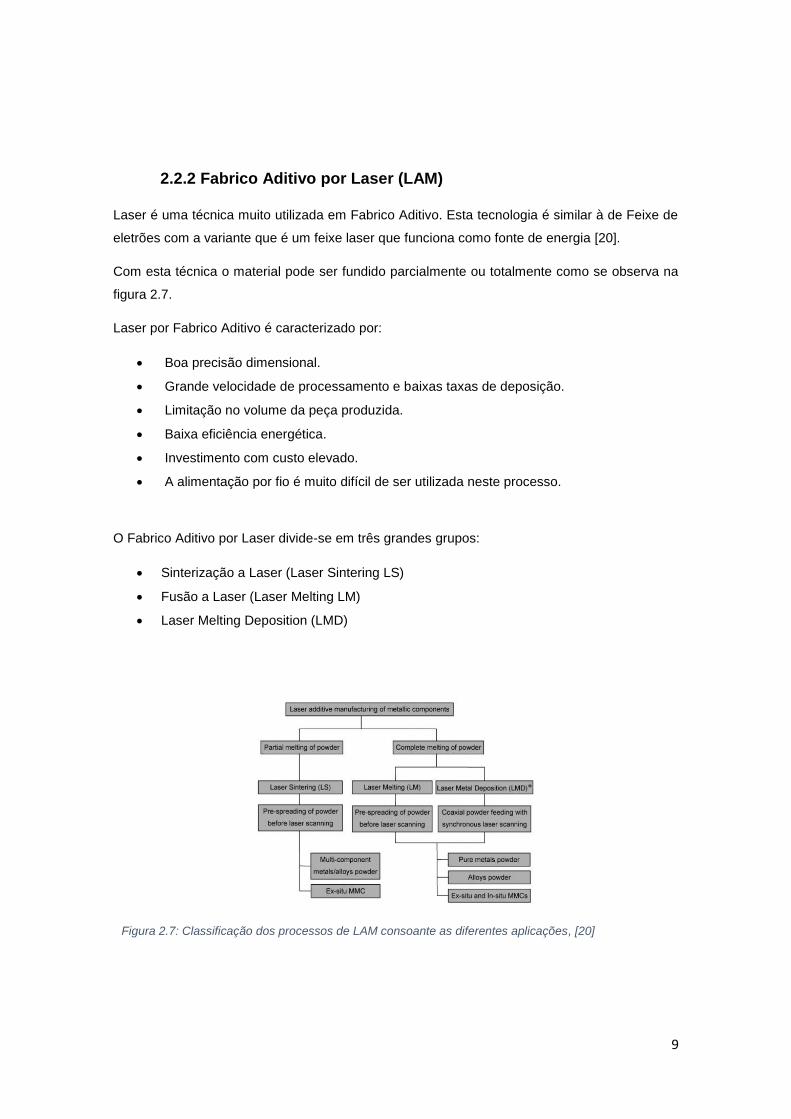
2.2.2 Fabrico Aditivo por Laser (LAM)
Laser é uma técnica muito utilizada em Fabrico Aditivo. Esta tecnologia é similar à de Feixe de
eletrões com a variante que é um feixe laser que funciona como fonte de energia [20].
Com esta técnica o material pode ser fundido parcialmente ou totalmente como se observa na
figura 2.7.
Laser por Fabrico Aditivo é caracterizado por:
Boa precisão dimensional.
Grande velocidade de processamento e baixas taxas de deposição.
Limitação no volume da peça produzida.
Baixa eficiência energética.
Investimento com custo elevado.
A alimentação por fio é muito difícil de ser utilizada neste processo.
O Fabrico Aditivo por Laser divide-se em três grandes grupos:
Sinterização a Laser (Laser Sintering LS)
Fusão a Laser (Laser Melting LM)
Laser Melting Deposition (LMD)
Figura 2.7: Classificação dos processos de LAM consoante as diferentes aplicações, [20]
10
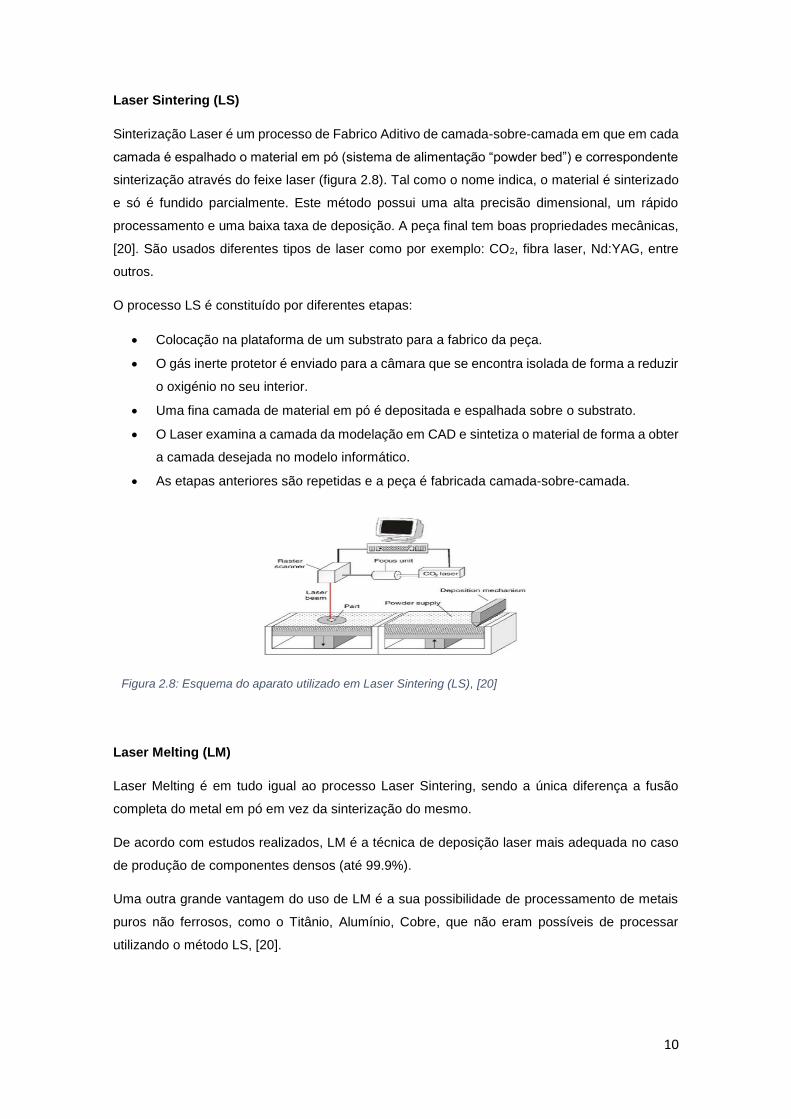
Laser Sintering (LS)
Sinterização Laser é um processo de Fabrico Aditivo de camada-sobre-camada em que em cada
camada é espalhado o material em pó (sistema de alimentação “powder bed”) e correspondente
sinterização através do feixe laser (figura 2.8). Tal como o nome indica, o material é sinterizado
e só é fundido parcialmente. Este método possui uma alta precisão dimensional, um rápido
processamento e uma baixa taxa de deposição. A peça final tem boas propriedades mecânicas,
[20]. São usados diferentes tipos de laser como por exemplo: CO2, fibra laser, Nd:YAG, entre
outros.
O processo LS é constituído por diferentes etapas:
Colocação na plataforma de um substrato para a fabrico da peça.
O gás inerte protetor é enviado para a câmara que se encontra isolada de forma a reduzir
o oxigénio no seu interior.
Uma fina camada de material em pó é depositada e espalhada sobre o substrato.
O Laser examina a camada da modelação em CAD e sintetiza o material de forma a obter
a camada desejada no modelo informático.
As etapas anteriores são repetidas e a peça é fabricada camada-sobre-camada.
Laser Melting (LM)
Laser Melting é em tudo igual ao processo Laser Sintering, sendo a única diferença a fusão
completa do metal em pó em vez da sinterização do mesmo.
De acordo com estudos realizados, LM é a técnica de deposição laser mais adequada no caso
de produção de componentes densos (até 99.9%).
Uma outra grande vantagem do uso de LM é a sua possibilidade de processamento de metais
puros não ferrosos, como o Titânio, Alumínio, Cobre, que não eram possíveis de processar
utilizando o método LS, [20].
Figura 2.8: Esquema do aparato utilizado em Laser Sintering (LS), [20]
11
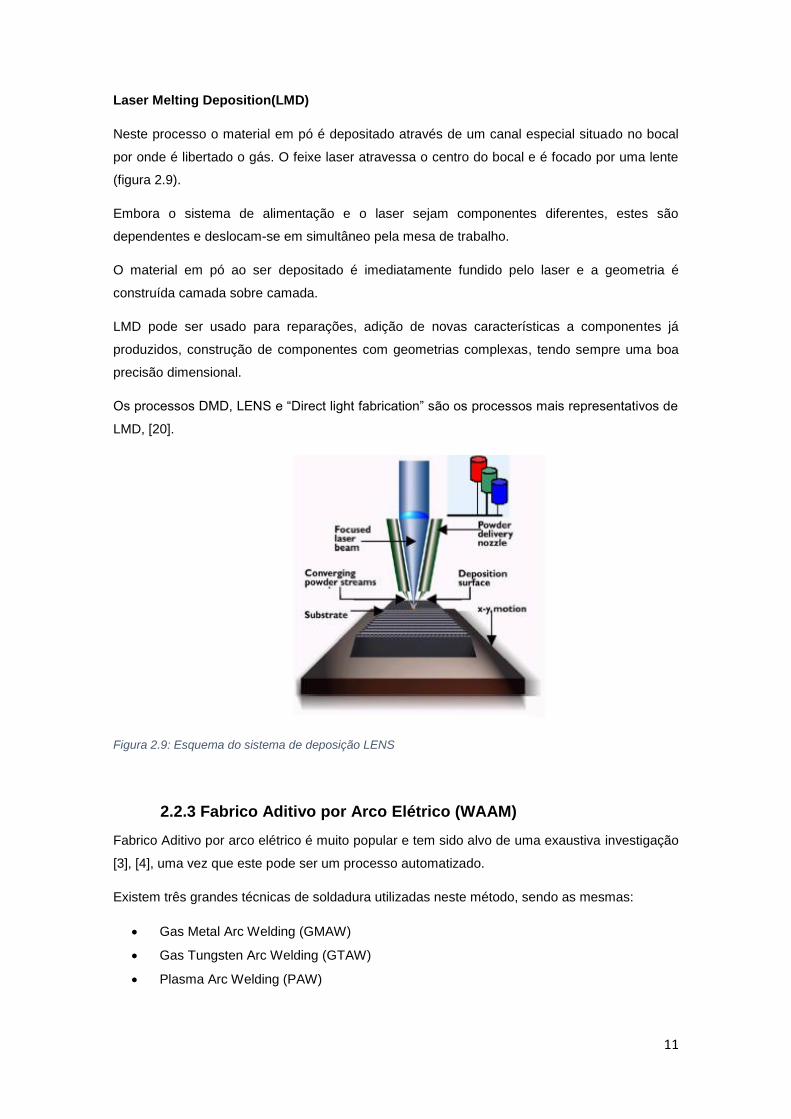
Laser Melting Deposition(LMD)
Neste processo o material em pó é depositado através de um canal especial situado no bocal
por onde é libertado o gás. O feixe laser atravessa o centro do bocal e é focado por uma lente
(figura 2.9).
Embora o sistema de alimentação e o laser sejam componentes diferentes, estes são
dependentes e deslocam-se em simultâneo pela mesa de trabalho.
O material em pó ao ser depositado é imediatamente fundido pelo laser e a geometria é
construída camada sobre camada.
LMD pode ser usado para reparações, adição de novas características a componentes já
produzidos, construção de componentes com geometrias complexas, tendo sempre uma boa
precisão dimensional.
Os processos DMD, LENS e “Direct light fabrication” são os processos mais representativos de
LMD, [20].
2.2.3 Fabrico Aditivo por Arco Elétrico (WAAM)
Fabrico Aditivo por arco elétrico é muito popular e tem sido alvo de uma exaustiva investigação
[3], [4], uma vez que este pode ser um processo automatizado.
Existem três grandes técnicas de soldadura utilizadas neste método, sendo as mesmas:
Gas Metal Arc Welding (GMAW)
Gas Tungsten Arc Welding (GTAW)
Plasma Arc Welding (PAW)
Figura 2.9: Esquema do sistema de deposição LENS
12
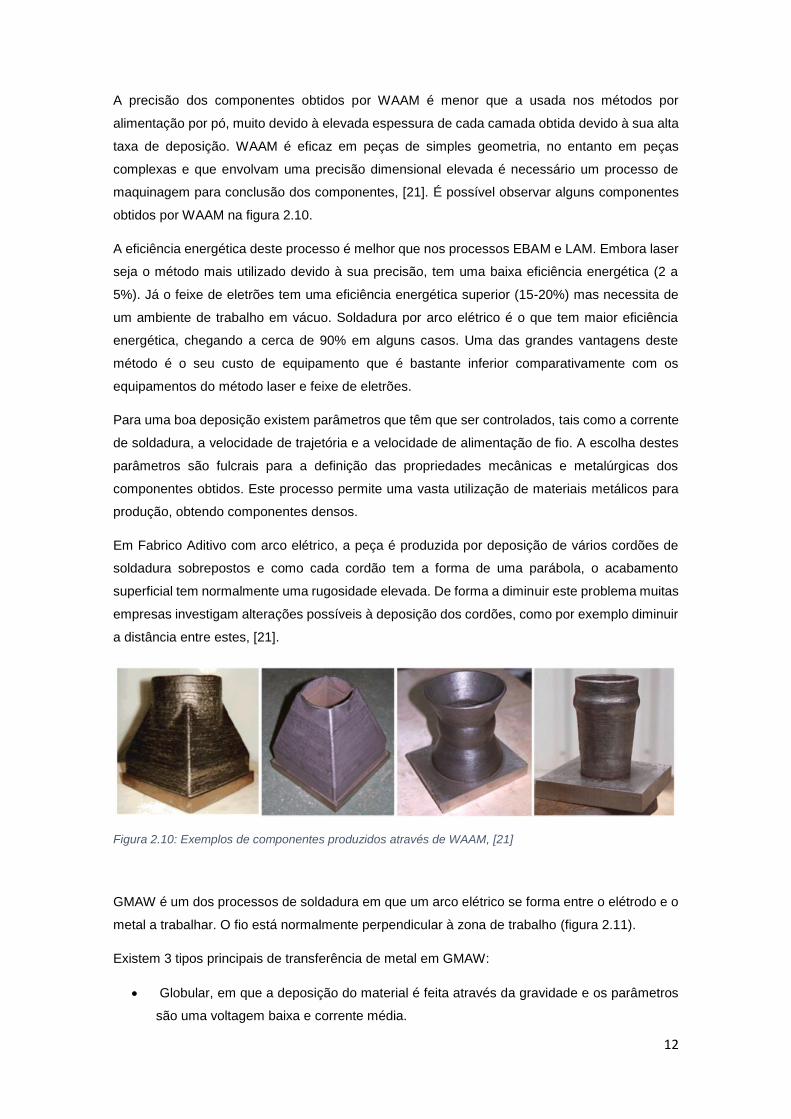
A precisão dos componentes obtidos por WAAM é menor que a usada nos métodos por
alimentação por pó, muito devido à elevada espessura de cada camada obtida devido à sua alta
taxa de deposição. WAAM é eficaz em peças de simples geometria, no entanto em peças
complexas e que envolvam uma precisão dimensional elevada é necessário um processo de
maquinagem para conclusão dos componentes, [21]. É possível observar alguns componentes
obtidos por WAAM na figura 2.10.
A eficiência energética deste processo é melhor que nos processos EBAM e LAM. Embora laser
seja o método mais utilizado devido à sua precisão, tem uma baixa eficiência energética (2 a
5%). Já o feixe de eletrões tem uma eficiência energética superior (15-20%) mas necessita de
um ambiente de trabalho em vácuo. Soldadura por arco elétrico é o que tem maior eficiência
energética, chegando a cerca de 90% em alguns casos. Uma das grandes vantagens deste
método é o seu custo de equipamento que é bastante inferior comparativamente com os
equipamentos do método laser e feixe de eletrões.
Para uma boa deposição existem parâmetros que têm que ser controlados, tais como a corrente
de soldadura, a velocidade de trajetória e a velocidade de alimentação de fio. A escolha destes
parâmetros são fulcrais para a definição das propriedades mecânicas e metalúrgicas dos
componentes obtidos. Este processo permite uma vasta utilização de materiais metálicos para
produção, obtendo componentes densos.
Em Fabrico Aditivo com arco elétrico, a peça é produzida por deposição de vários cordões de
soldadura sobrepostos e como cada cordão tem a forma de uma parábola, o acabamento
superficial tem normalmente uma rugosidade elevada. De forma a diminuir este problema muitas
empresas investigam alterações possíveis à deposição dos cordões, como por exemplo diminuir
a distância entre estes, [21].
GMAW é um dos processos de soldadura em que um arco elétrico se forma entre o elétrodo e o
metal a trabalhar. O fio está normalmente perpendicular à zona de trabalho (figura 2.11).
Existem 3 tipos principais de transferência de metal em GMAW:
Globular, em que a deposição do material é feita através da gravidade e os parâmetros
são uma voltagem baixa e corrente média.
Figura 2.10: Exemplos de componentes produzidos através de WAAM, [21]

13
Curto-Circuito, que ocorre quando o elétrodo funde no banho de fusão e é caracterizado
por alta voltagem e baixa corrente, tendo uma taxa de deposição baixa.
Spray, é obtido por uma voltagem elevada, juntamente com a intensidade também ela
elevada o que faz com que a taxa de deposição seja muito grande, [21].
Tanto GTAW como PAW utilizam um elétrodo não consumível de Tungsténio de forma a produzir
o cordão de soldadura, como se observa na figura 2.12. Nestes dois processos, diferentes de
GMAW, o fio de alimentação é depositado exteriormente à zona de deposição o que afeta a
qualidade da mesma, tornando mais complicado o planeamento destes métodos.
(a) (b)
Figura 2.12: Esquema do processo de deposição GTAW (a) e do processo PAW (b), [21]
GTAW e PAW têm diferenças entre si, tal como a zona afetada pela temperatura (HAZ), em que
esta é menor em PAW do que no arco do GTAW, o que faz com que os cordões de soldadura
sejam mais estreitos no plasma que no GTAW, zona essa que se observa na figura 2.13. Outra
diferença é a densidade energética da técnica PAW, em que esta pode ser três vezes superior
ao caso do GTAW, o que faz com que ocorra menos distorção, [21].
Figura 2.11: Esquema do sistema de deposição GMAW, [21]

14
WAAM (Wire and Arc Additive Manufacturing) tem sido alvo de estudo exaustivo, devido às suas
inúmeras vantagens. Vantagens essas que vão desde: a diminuição do custo e do desperdício
de material até à redução nos prazos de entrega. No entanto ainda não existe uma certeza dos
valores para os parâmetros ideais para este processo de fabrico aditivo.
WAAM é um processo com várias características típicas do seu fabrico como:
Taxa de deposição de 0.5-4 kg/hora
Volume da construção ilimitado
Buy-to-fly-ratio (Massa de material utilizado/ Massa do material final) baixa, tendo em
conta a maquinagem convencional
Resolução inferior a 1mm
A universidade de Cranfield é uma das entidades que mais estudos tem realizado neste tipo de
fabrico. Um exemplo dessa investigação foi Addison, A. [3] com a construção através de WAAM
com CMT (Cold Metal Transfer), de um componente de uma asa de avião, a qual foi depois
ensaiada de forma a analisar as suas propriedades finais (figura 2.15). Para a construção da
mesma foi utilizado aço de elevada resistência, com uma tensão de cedência de 950MPa.
Neste processo foi utilizado uma deposição de cerca de 2.11kg/hora e foi tido em atenção o
arrefecimento entre camadas (120 segundos). Esta construção durou cerca de 28 horas em que
10 foram utilizadas para arrefecimento. O buy-to-fly ratio deste componente foi menor que 1.4,
Figura 2.13: Imagens reais do funcionamento dos processos PAW (esquerda) e GTAW (direita),[21]
Figura 2.14: Exemplos de opções possíveis de produzir através de WAAM, [3]
15
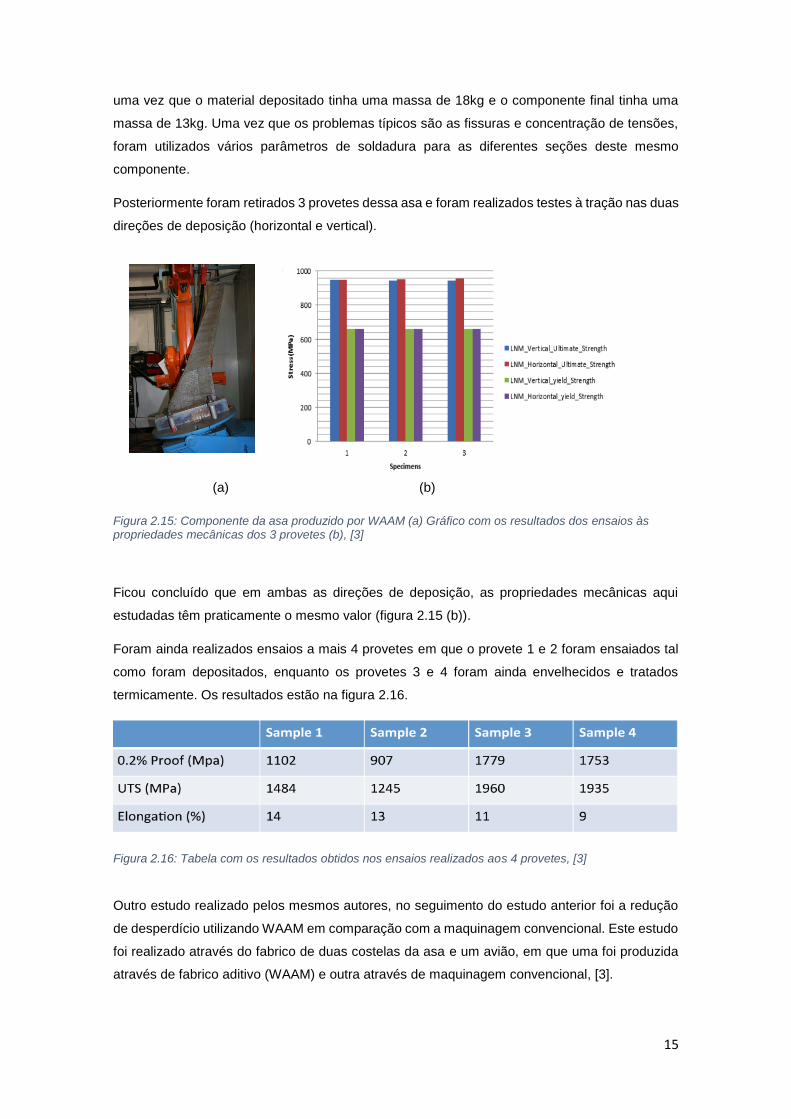
uma vez que o material depositado tinha uma massa de 18kg e o componente final tinha uma
massa de 13kg. Uma vez que os problemas típicos são as fissuras e concentração de tensões,
foram utilizados vários parâmetros de soldadura para as diferentes seções deste mesmo
componente.
Posteriormente foram retirados 3 provetes dessa asa e foram realizados testes à tração nas duas
direções de deposição (horizontal e vertical).
Figura 2.15: Componente da asa produzido por WAAM (a) Gráfico com os resultados dos ensaios às propriedades mecânicas dos 3 provetes (b), [3]
Ficou concluído que em ambas as direções de deposição, as propriedades mecânicas aqui
estudadas têm praticamente o mesmo valor (figura 2.15 (b)).
Foram ainda realizados ensaios a mais 4 provetes em que o provete 1 e 2 foram ensaiados tal
como foram depositados, enquanto os provetes 3 e 4 foram ainda envelhecidos e tratados
termicamente. Os resultados estão na figura 2.16.
Outro estudo realizado pelos mesmos autores, no seguimento do estudo anterior foi a redução
de desperdício utilizando WAAM em comparação com a maquinagem convencional. Este estudo
foi realizado através do fabrico de duas costelas da asa e um avião, em que uma foi produzida
através de fabrico aditivo (WAAM) e outra através de maquinagem convencional, [3].
(a) (b)
Figura 2.16: Tabela com os resultados obtidos nos ensaios realizados aos 4 provetes, [3]
16
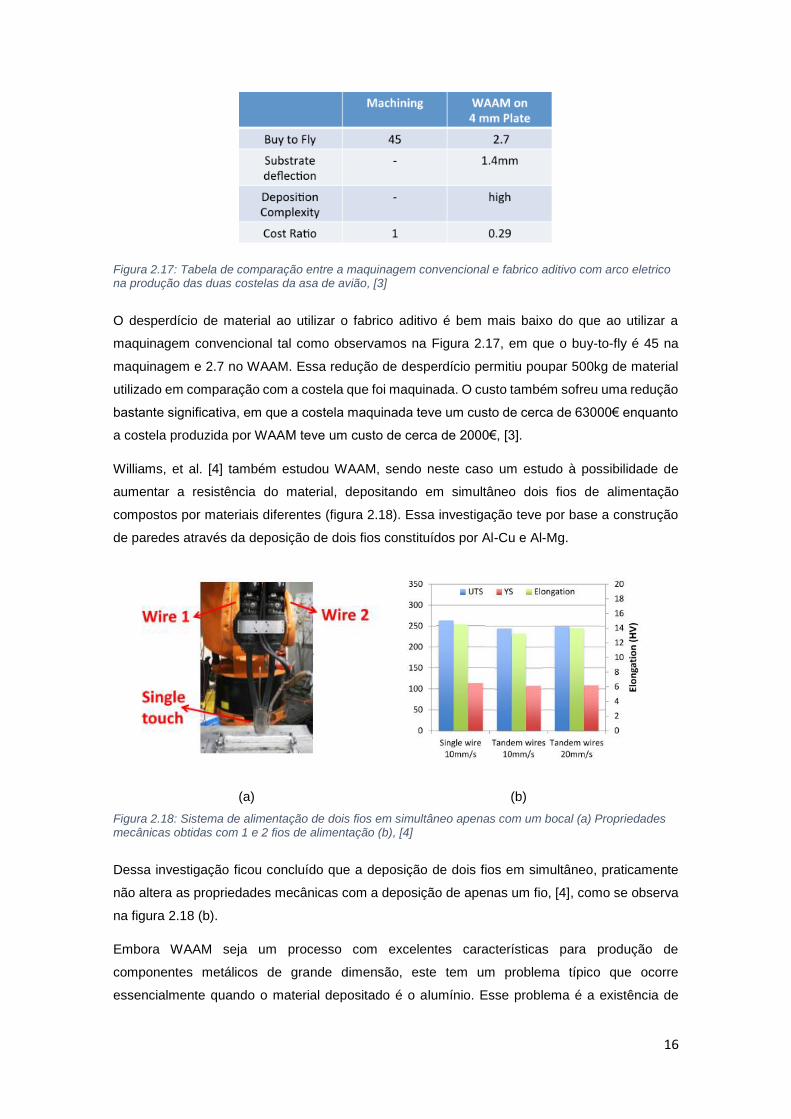
O desperdício de material ao utilizar o fabrico aditivo é bem mais baixo do que ao utilizar a
maquinagem convencional tal como observamos na Figura 2.17, em que o buy-to-fly é 45 na
maquinagem e 2.7 no WAAM. Essa redução de desperdício permitiu poupar 500kg de material
utilizado em comparação com a costela que foi maquinada. O custo também sofreu uma redução
bastante significativa, em que a costela maquinada teve um custo de cerca de 63000€ enquanto
a costela produzida por WAAM teve um custo de cerca de 2000€, [3].
Williams, et al. [4] também estudou WAAM, sendo neste caso um estudo à possibilidade de
aumentar a resistência do material, depositando em simultâneo dois fios de alimentação
compostos por materiais diferentes (figura 2.18). Essa investigação teve por base a construção
de paredes através da deposição de dois fios constituídos por Al-Cu e Al-Mg.
Dessa investigação ficou concluído que a deposição de dois fios em simultâneo, praticamente
não altera as propriedades mecânicas com a deposição de apenas um fio, [4], como se observa
na figura 2.18 (b).
Embora WAAM seja um processo com excelentes características para produção de
componentes metálicos de grande dimensão, este tem um problema típico que ocorre
essencialmente quando o material depositado é o alumínio. Esse problema é a existência de
(a) (b)
Figura 2.17: Tabela de comparação entre a maquinagem convencional e fabrico aditivo com arco eletrico na produção das duas costelas da asa de avião, [3]
Figura 2.18: Sistema de alimentação de dois fios em simultâneo apenas com um bocal (a) Propriedades mecânicas obtidas com 1 e 2 fios de alimentação (b), [4]
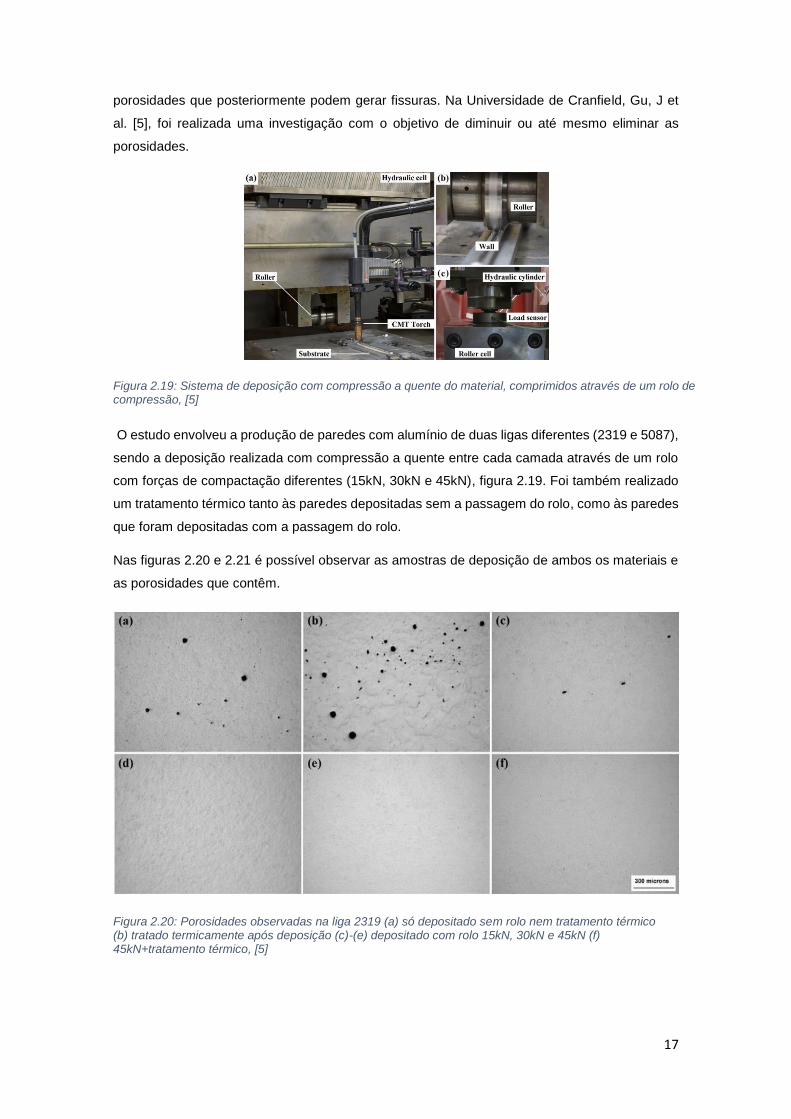
17
porosidades que posteriormente podem gerar fissuras. Na Universidade de Cranfield, Gu, J et
al. [5], foi realizada uma investigação com o objetivo de diminuir ou até mesmo eliminar as
porosidades.
O estudo envolveu a produção de paredes com alumínio de duas ligas diferentes (2319 e 5087),
sendo a deposição realizada com compressão a quente entre cada camada através de um rolo
com forças de compactação diferentes (15kN, 30kN e 45kN), figura 2.19. Foi também realizado
um tratamento térmico tanto às paredes depositadas sem a passagem do rolo, como às paredes
que foram depositadas com a passagem do rolo.
Nas figuras 2.20 e 2.21 é possível observar as amostras de deposição de ambos os materiais e
as porosidades que contêm.
Figura 2.19: Sistema de deposição com compressão a quente do material, comprimidos através de um rolo de compressão, [5]
Figura 2.20: Porosidades observadas na liga 2319 (a) só depositado sem rolo nem tratamento térmico (b) tratado termicamente após deposição (c)-(e) depositado com rolo 15kN, 30kN e 45kN (f) 45kN+tratamento térmico, [5]
18
Neste estudo foi possível concluir que os poros aumentam o seu tamanho com o tratamento
térmico se a deposição não tiver sido realizada com compactação por rolo. Embora isto ocorra
para deposição sem compactação, quando esta ocorre o tratamento térmico é bastante eficaz,
ao eliminar as porosidades. Na figura 2.22 é possível observar o número de poros, tal como a
percentagem dos mesmos, para cada um dos casos, [5].
WAAM é bastante útil para produção de componentes em grande escala, embora grande parte
dos investigadores se foquem em aço e titânio, as ligas de alumínio têm sido cada vez mais
importantes para as indústrias aeroespacial e automóvel. No entanto, tal como foi dito, a
utilização de ligas de alumínio neste processo tem problemas como a porosidade ou as fracas
propriedades mecânicas. Para reduzir esses problemas, Gu, J et al. [6], realizaram mais um
estudo com um sistema de deposição diferente, em que este utiliza “Cold Metal Tranfer” pulsado
(CMT-P), com uma variante mais avançada (CMT-PADV), o que permite a modificação do perfil
térmico, reduz a entrega térmica e permite a utilização de corrente AC. Desta forma foram
construídas paredes finas que foram posteriormente envelhecidas de forma natural durante 30
dias após a deposição. Amostras foram retiradas do centro da parede e depois polidas enquanto
os provetes para os ensaios mecânicos foram ainda tratados termicamente.
Figura 2.21: Porosidades observadas na liga 5087 (a) só depositado sem rolo nem tratamento térmico (b) tratado termicamente apos deposição (c)-(e) depositado com rolo 15kN, 30kN e 45kN (f) 45kN+tratamento térmico, [5]
Figura 2.22: Resultados das análises para as amostras obtidas por WAAM com ligas 2319 e 5087, [5]
19
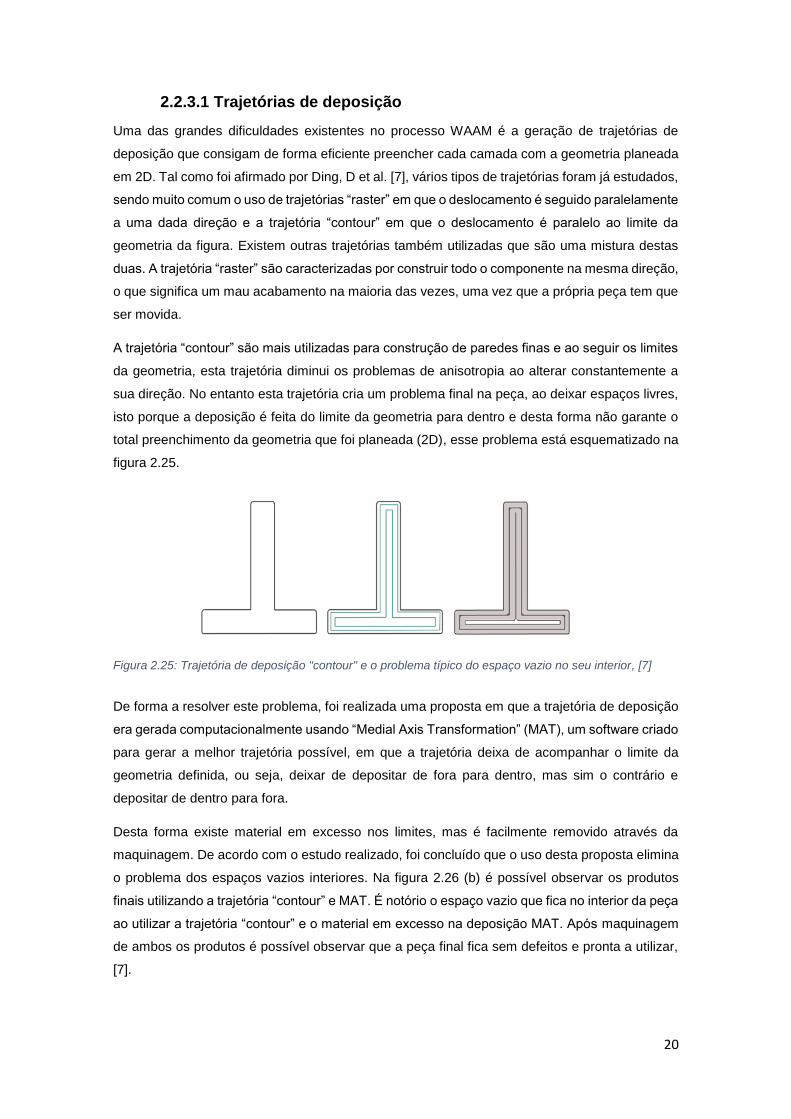
(a) (b)
Figura 2.23: Sistema de fabrico aditivo utilizado (a) Porosidades obtidas com CMT-ADV (esquerda) e em CMT-P (direita) (b), [6]
Na figura 2.23 temos o resultado dos testes à porosidade, em que a Figura 2.23 (b) (esquerda)
são as análises às amostras da parede depositada com CMT-PADV e do lado direito com CMT-
P. É possível observar que este novo sistema elimina eficazmente a porosidade, enquanto com
o CMT-P ainda existem pequenos poros (menos de 50µm de diâmetro).
Quanto aos resultados dos ensaios de tração, os valores estão na figura 2.24 em que V significa
que os provetes foram retirados perpendicularmente às camadas de deposição e H foram
retirados ao longo das mesmas. As propriedades dos provetes que foram temperados através
da norma BS EN ISSO 6892-1:2009 foram comparados com as propriedades do mesmo material
mas temperado em O-temper e outro temperado com T851. É possível observar que a média da
tensão de cedência obtida foi cerca de 110MPa e a média da tensão de rotura é cerca de
260MPa, o que significa que embora seja inferior à amostra temperada T851, é cerca de 50%
superior aos valores da amostra O-temperada, [6].
Figura 2.24: Resultados obtidos no ensaio à tração dos provetes V e H e comparação com os provetes temperados, [6]
20
2.2.3.1 Trajetórias de deposição
Uma das grandes dificuldades existentes no processo WAAM é a geração de trajetórias de
deposição que consigam de forma eficiente preencher cada camada com a geometria planeada
em 2D. Tal como foi afirmado por Ding, D et al. [7], vários tipos de trajetórias foram já estudados,
sendo muito comum o uso de trajetórias “raster” em que o deslocamento é seguido paralelamente
a uma dada direção e a trajetória “contour” em que o deslocamento é paralelo ao limite da
geometria da figura. Existem outras trajetórias também utilizadas que são uma mistura destas
duas. A trajetória “raster” são caracterizadas por construir todo o componente na mesma direção,
o que significa um mau acabamento na maioria das vezes, uma vez que a própria peça tem que
ser movida.
A trajetória “contour” são mais utilizadas para construção de paredes finas e ao seguir os limites
da geometria, esta trajetória diminui os problemas de anisotropia ao alterar constantemente a
sua direção. No entanto esta trajetória cria um problema final na peça, ao deixar espaços livres,
isto porque a deposição é feita do limite da geometria para dentro e desta forma não garante o
total preenchimento da geometria que foi planeada (2D), esse problema está esquematizado na
figura 2.25.
De forma a resolver este problema, foi realizada uma proposta em que a trajetória de deposição
era gerada computacionalmente usando “Medial Axis Transformation” (MAT), um software criado
para gerar a melhor trajetória possível, em que a trajetória deixa de acompanhar o limite da
geometria definida, ou seja, deixar de depositar de fora para dentro, mas sim o contrário e
depositar de dentro para fora.
Desta forma existe material em excesso nos limites, mas é facilmente removido através da
maquinagem. De acordo com o estudo realizado, foi concluído que o uso desta proposta elimina
o problema dos espaços vazios interiores. Na figura 2.26 (b) é possível observar os produtos
finais utilizando a trajetória “contour” e MAT. É notório o espaço vazio que fica no interior da peça
ao utilizar a trajetória “contour” e o material em excesso na deposição MAT. Após maquinagem
de ambos os produtos é possível observar que a peça final fica sem defeitos e pronta a utilizar,
[7].
Figura 2.25: Trajetória de deposição "contour" e o problema típico do espaço vazio no seu interior, [7]
21
(a) (b)
Figura 2.26: Trajetória "contour"(esquerda) e MAT(direita) (a) Produtos finais obtidos por trajetória "contour"(direita) e trajetória MAT(esquerda) (b), [7]
2.3 Combinação entre fabrico aditivo e outros processos
O fabrico aditivo muitas das vezes produz peças com dimensões fora das tolerâncias e
superfícies com elevada rugosidade. Para eliminar esses defeitos é bastante utilizada uma pós
maquinagem, sendo a peça final normalmente torneada ou fresada, de forma a realizar um bom
acabamento superficial.
Embora a combinação mais utilizada com o fabrico aditivo seja a maquinagem, muitos outros
processos podem ser combinados, tal como a laminagem, quinagem, etc.. Se todos os processos
pudessem ser utilizados como um complemento ao fabrico aditivo, facilitaria bastante alguns
processos que ocorrem na indústria. Embora não exista um grande estudo para combinações
com outras técnicas além da maquinagem, a sua utilização pode ser viável, embora seja
necessário o seu estudo prévio de forma a descobrir se o material com essas combinações não
perde as suas propriedades, necessárias à sua função.
A maquinagem é muito utilizada para complementar o fabrico aditivo e existem várias técnicas
para o fazer. Várias empresas investigaram maneiras mais rentáveis de complementar as duas
técnicas. Um exemplo desse estudo foi realizado por Alexander, I et al [8], que criaram estruturas
de paredes finas através de EBM (eletro beam melting) em AM, paredes estas compostas por
Titânio tratado termicamente, o que levou depois a uma investigação com o objetivo de descobrir
a viabilidade da sua maquinabilidade posterior.
A geometria dos componentes obtidos não era idêntica à geometria do modelo 3D e a sua
superfície era irregular. Portanto para alcançar a qualidade requerida foi então necessário
maquinar.
Durante a maquinagem de uma parede larga (t=1.5mm), observou-se que esta era mais larga na
base. Isto ocorre porque uma força atua na componente normal à ferramenta fazendo com que
esta enfraqueça e se desvie do componente a ser maquinado, neste caso a parede. As aparas
que vão sendo retiradas ao longo do corte também podem aumentar a espessura da parede, ao
não permitir uma remoção tão eficiente. Para uma parede de espessura fina (t=0.3mm), a
22
situação é totalmente diferente, existindo uma maior deformação na parede do que na ferramenta
de corte.
Ao longo do processo de maquinagem, a força da ferramenta provoca deflexões nas paredes. A
microestrutura das paredes quando fabricadas em AM também provocam instabilidade ao
processo de maquinagem. Dessa instabilidade e deflexão resultam erros que dependem do
desgaste da ferramenta de corte, das condições de corte e dos parâmetros utilizados tal como
outros fatores, [8].
Quanto à rugosidade obtida, esta é muito elevada, principalmente para superfícies em cantos
com raios muito pequenos. Uma prova disso foi o teste realizado com um acelerómetro de forma
a analisar as vibrações e reparou-se na existência de picos de 0.3ms de altura, devido às aparas
de corte, o que fez com que a superfície tivesse um aspeto rugoso (resultado na Figura 2.27).
A rugosidade das superfícies das paredes obtidas através da fresagem depende da rigidez das
mesmas. A maquinagem é um processo instável que produz vibrações e deslocamento da
ferramenta de corte ou mesmo da própria parede. É então preferível trabalhar com paredes que
tenham uma certa curvatura, uma vez que estas são mais estáveis e produzem uma melhor
rugosidade superficial e assim reduz os desvios de forma. Os erros de maquinagem são
dependentes das condições da operação e das características do material, [8].
Outro exemplo de combinação de maquinagem com fabrico aditivo foi a inovação de máquinas
totalmente automáticas que possam realizar os dois processos automaticamente. Máquinas
essas que são bastante vantajosas embora estas tenham um custo muito elevado e
impossibilidade de produzir peças com grandes dimensões.
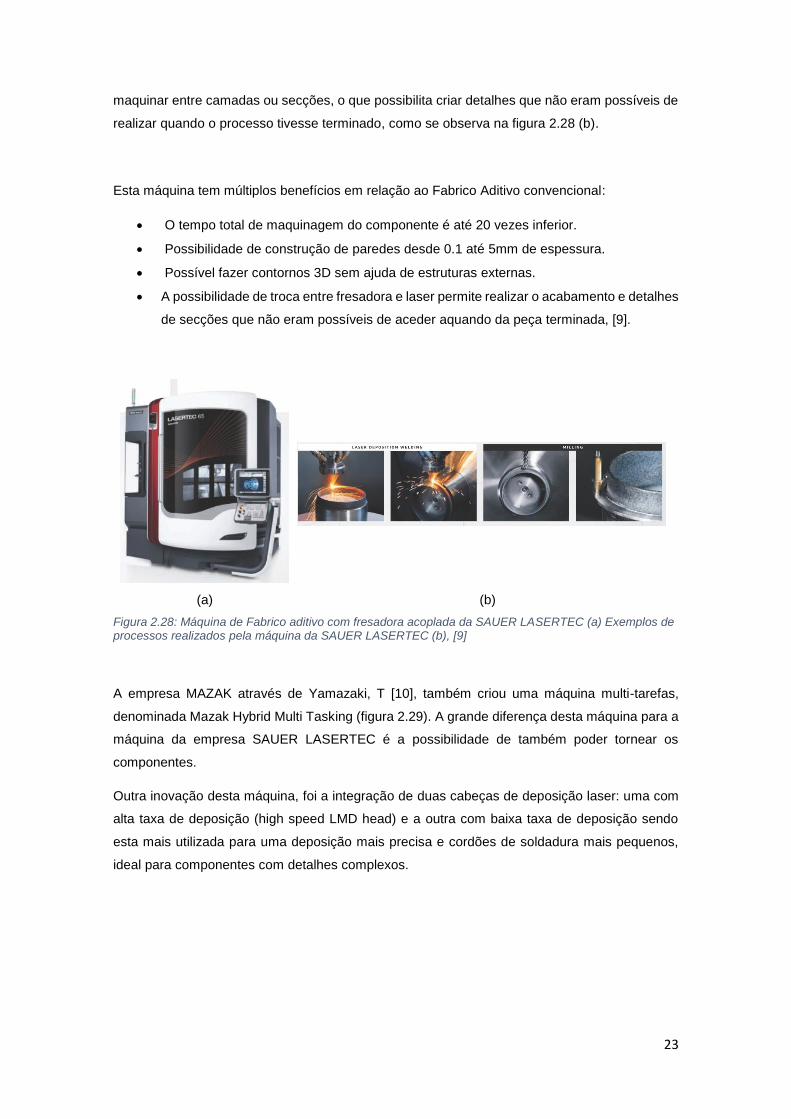
A empresa SAUER LASERTEC, membro do grupo DMG MORI SEIKI AG [9], criou pela primeira
vez uma máquina de 5 eixos de fresagem com a integração de Fabrico Aditivo (Figura 2.28).
Desta forma foi possível obter a flexibilidade de deposição por laser e a precisão de uma
fresadora, tudo numa única máquina.
O processo de deposição é realizado através de laser que deposita metal em pó. Devido aos 5
eixos, até contornos mais salientes são possíveis de criar sem auxílio de geometrias externas,
uma vez que a passagem da deposição por laser para fresagem é flexível, sendo então possível
Figura 2.27: Resultado obtido no teste do acelerómetro, [8]
23
maquinar entre camadas ou secções, o que possibilita criar detalhes que não eram possíveis de
realizar quando o processo tivesse terminado, como se observa na figura 2.28 (b).
Esta máquina tem múltiplos benefícios em relação ao Fabrico Aditivo convencional:
O tempo total de maquinagem do componente é até 20 vezes inferior.
Possibilidade de construção de paredes desde 0.1 até 5mm de espessura.
Possível fazer contornos 3D sem ajuda de estruturas externas.
A possibilidade de troca entre fresadora e laser permite realizar o acabamento e detalhes
de secções que não eram possíveis de aceder aquando da peça terminada, [9].
(a) (b)
Figura 2.28: Máquina de Fabrico aditivo com fresadora acoplada da SAUER LASERTEC (a) Exemplos de processos realizados pela máquina da SAUER LASERTEC (b), [9]
A empresa MAZAK através de Yamazaki, T [10], também criou uma máquina multi-tarefas,
denominada Mazak Hybrid Multi Tasking (figura 2.29). A grande diferença desta máquina para a
máquina da empresa SAUER LASERTEC é a possibilidade de também poder tornear os
componentes.
Outra inovação desta máquina, foi a integração de duas cabeças de deposição laser: uma com
alta taxa de deposição (high speed LMD head) e a outra com baixa taxa de deposição sendo
esta mais utilizada para uma deposição mais precisa e cordões de soldadura mais pequenos,
ideal para componentes com detalhes complexos.

24
(a) (b)
Figura 2.29: Máquina multi-tarefas "Mazak Hybrid Multi Tasking" da empresa MAZAK (a) Duas cabeças
de deposição (alta e baixa deposição) (b), [10]
Mazak resolveu estudar a redução de custo ao utilizar esta máquina no lugar da maquinagem
convencional e para isso foi criado um componente composto por dois materiais. Feitas as contas
o custo da peça obtida na máquina da MAZAK foi cerca de 2500 dólares, enquanto só o material
necessário para a produção desta peça na maquinagem convencional teria um custo de 90000
dólares. Daqui se conclui que para certos componentes, como neste caso em que é um processo
hibrido, é bastante mais vantajoso a utilização de uma máquina multi-tarefas, isto claro se a
procura for alta, uma vez que o preço destas máquinas é tão alto que não compensa o
investimento para procuras baixas, [10].
Quanto às propriedades dos materiais obtidos através destas máquinas, foram realizados
também testes e os resultados mostraram que os valores são muito próximos à média geral dos
provetes obtidos convencionalmente, [10].
Embora já existam máquinas capazes de combinar maquinagem com Fabrico Aditivo, estas
trabalham com deposição laser, que embora tenha uma boa precisão dimensional, as taxas de
deposição são baixas e é limitada no volume de peças que consegue produzir. Estas limitações
fizeram com que existisse um interesse muito grande na investigação de AM por arco elétrico,
uma vez que estes processos são capazes de produzir componentes de grande escala com
taxas de deposição altas.
Muitos avanços foram realizados em AM, mas ainda não foi incorporado soldadura por arco
elétrico num sistema comercial de AM. Este problema advêm da falta de estratégias de
planeamento tal como processos capazes de automaticamente definir todos os parâmetros
ideais para a produção de um determinado componente, tais como, trajetória de deposição,
velocidade de alimentação de fio e velocidade de deslocamento.
25
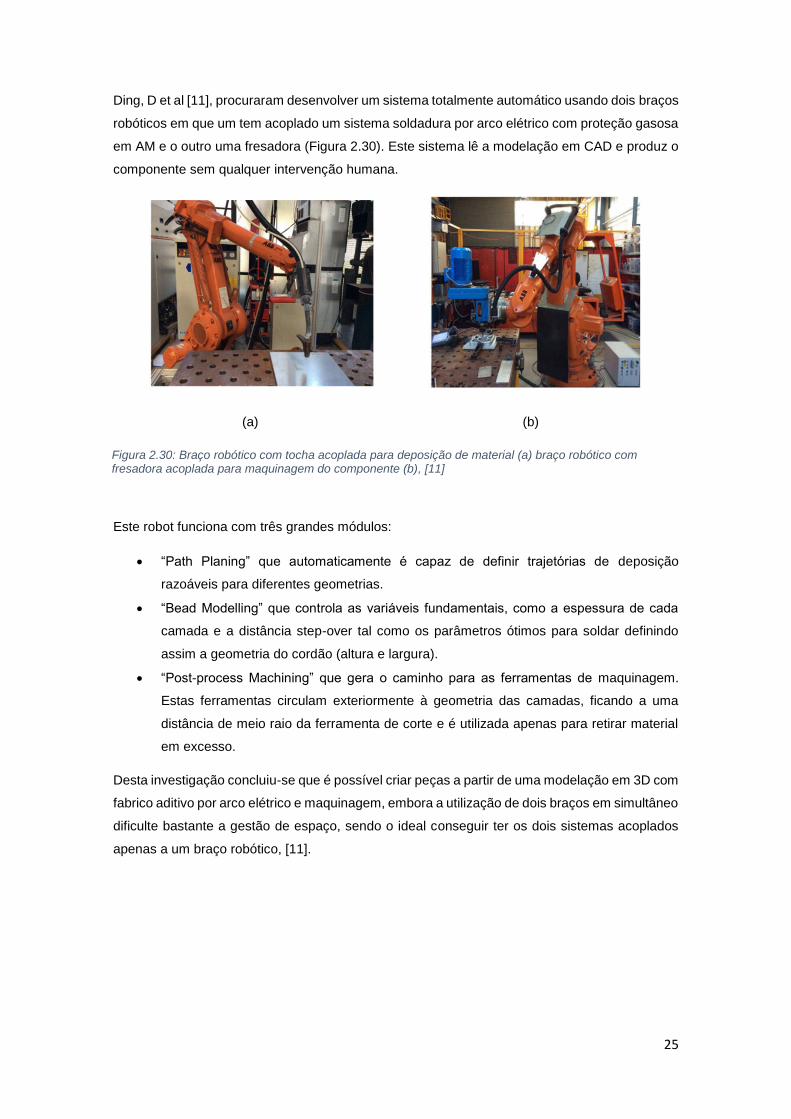
Ding, D et al [11], procuraram desenvolver um sistema totalmente automático usando dois braços
robóticos em que um tem acoplado um sistema soldadura por arco elétrico com proteção gasosa
em AM e o outro uma fresadora (Figura 2.30). Este sistema lê a modelação em CAD e produz o
componente sem qualquer intervenção humana.
Este robot funciona com três grandes módulos:
“Path Planing” que automaticamente é capaz de definir trajetórias de deposição
razoáveis para diferentes geometrias.
“Bead Modelling” que controla as variáveis fundamentais, como a espessura de cada
camada e a distância step-over tal como os parâmetros ótimos para soldar definindo
assim a geometria do cordão (altura e largura).
“Post-process Machining” que gera o caminho para as ferramentas de maquinagem.
Estas ferramentas circulam exteriormente à geometria das camadas, ficando a uma
distância de meio raio da ferramenta de corte e é utilizada apenas para retirar material
em excesso.
Desta investigação concluiu-se que é possível criar peças a partir de uma modelação em 3D com
fabrico aditivo por arco elétrico e maquinagem, embora a utilização de dois braços em simultâneo
dificulte bastante a gestão de espaço, sendo o ideal conseguir ter os dois sistemas acoplados
apenas a um braço robótico, [11].
(a) (b)
Figura 2.30: Braço robótico com tocha acoplada para deposição de material (a) braço robótico com fresadora acoplada para maquinagem do componente (b), [11]
26
2.4 Caracterização mecânica
Uma das possibilidades de verificar a fiabilidade da produção de peças em Fabrico Aditivo é
realizar testes de forma a perceber o comportamento dos materiais, ou seja, as suas
propriedades mecânicas.
O sucesso e evolução da medicina está ligado com a evolução das tecnologias. Com o
aparecimento do Fabrico Aditivo muitas foram as possibilidades de complementar esta
tecnologia à área de saúde, como por exemplo utilização de componentes obtidos por AM para
substituição de ossos e até de órgãos., [12].
Naghieh, S et al [12], investigaram as propriedades mecânicas de componentes obtidos
por AM com o objetivo de ser utilizado em medicina. Para isso produziram uns componentes
designados por “esqueletos osseos” através de deposição da fusão de um polímero PLA,
utilizados na substituição ou reparação de ossos danificados.
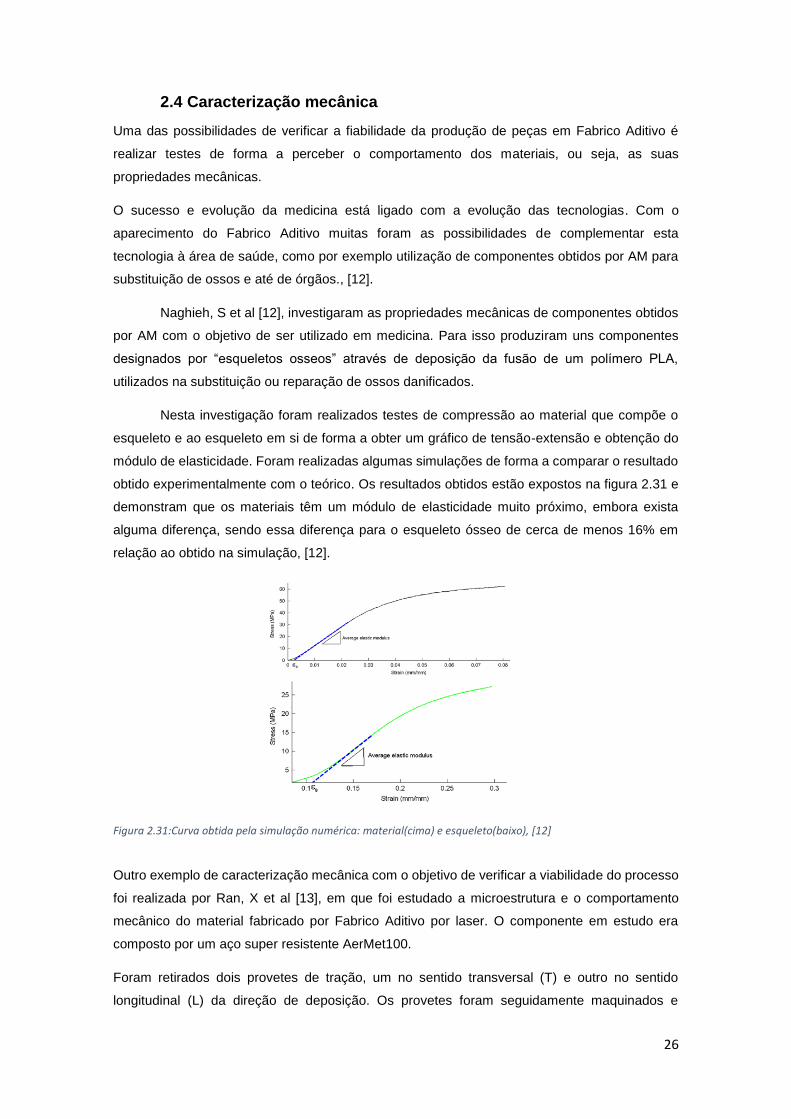
Nesta investigação foram realizados testes de compressão ao material que compõe o
esqueleto e ao esqueleto em si de forma a obter um gráfico de tensão-extensão e obtenção do
módulo de elasticidade. Foram realizadas algumas simulações de forma a comparar o resultado
obtido experimentalmente com o teórico. Os resultados obtidos estão expostos na figura 2.31 e
demonstram que os materiais têm um módulo de elasticidade muito próximo, embora exista
alguma diferença, sendo essa diferença para o esqueleto ósseo de cerca de menos 16% em
relação ao obtido na simulação, [12].
Outro exemplo de caracterização mecânica com o objetivo de verificar a viabilidade do processo
foi realizada por Ran, X et al [13], em que foi estudado a microestrutura e o comportamento
mecânico do material fabricado por Fabrico Aditivo por laser. O componente em estudo era
composto por um aço super resistente AerMet100.
Foram retirados dois provetes de tração, um no sentido transversal (T) e outro no sentido
longitudinal (L) da direção de deposição. Os provetes foram seguidamente maquinados e
Figura 2.31:Curva obtida pela simulação numérica: material(cima) e esqueleto(baixo), [12]
27
submetidos a ensaios de tração numa máquina que foi programada com uma velocidade de
0.1mm/min, sendo os resultados uma média de três testes.
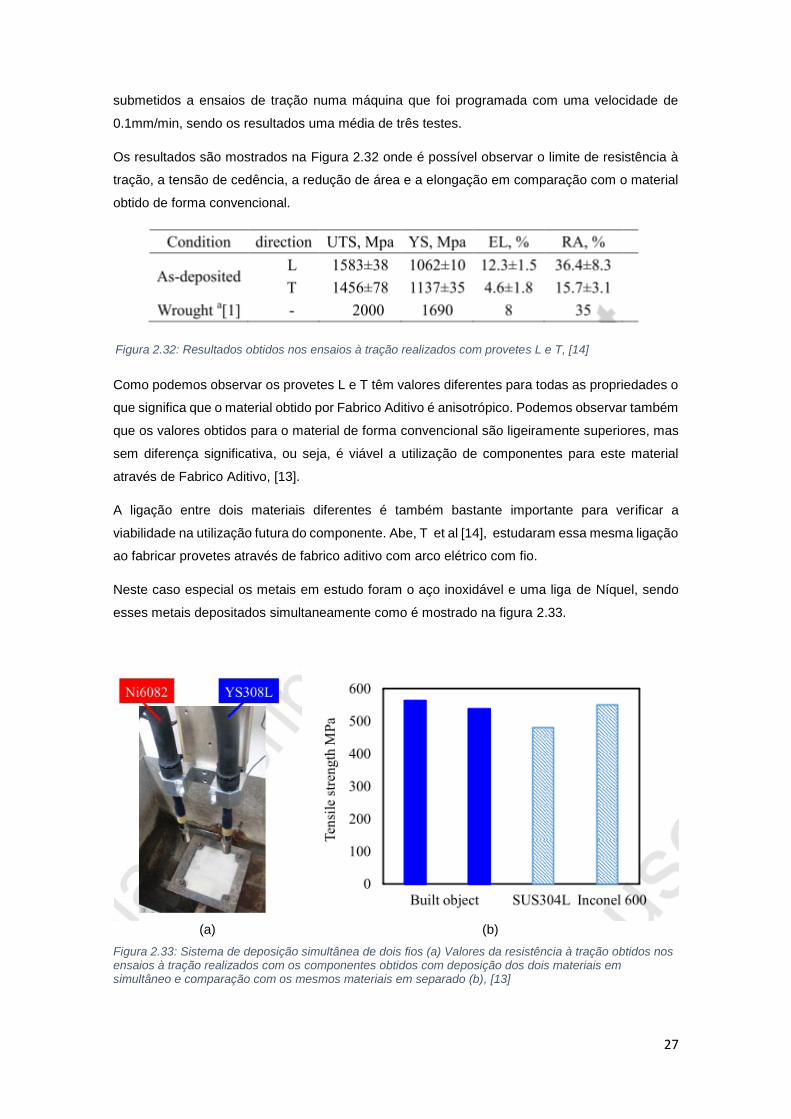
Os resultados são mostrados na Figura 2.32 onde é possível observar o limite de resistência à
tração, a tensão de cedência, a redução de área e a elongação em comparação com o material
obtido de forma convencional.
Como podemos observar os provetes L e T têm valores diferentes para todas as propriedades o
que significa que o material obtido por Fabrico Aditivo é anisotrópico. Podemos observar também
que os valores obtidos para o material de forma convencional são ligeiramente superiores, mas
sem diferença significativa, ou seja, é viável a utilização de componentes para este material
através de Fabrico Aditivo, [13].
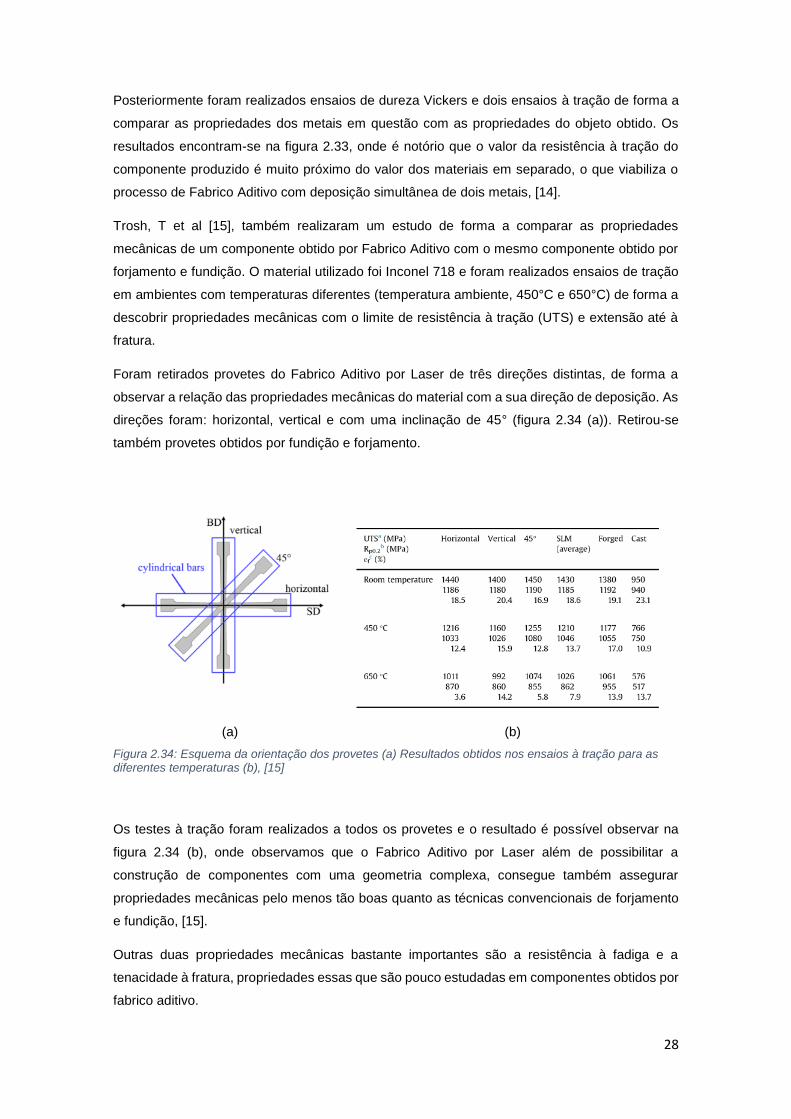
A ligação entre dois materiais diferentes é também bastante importante para verificar a
viabilidade na utilização futura do componente. Abe, T et al [14], estudaram essa mesma ligação
ao fabricar provetes através de fabrico aditivo com arco elétrico com fio.
Neste caso especial os metais em estudo foram o aço inoxidável e uma liga de Níquel, sendo
esses metais depositados simultaneamente como é mostrado na figura 2.33.
(a) (b)
Figura 2.33: Sistema de deposição simultânea de dois fios (a) Valores da resistência à tração obtidos nos ensaios à tração realizados com os componentes obtidos com deposição dos dois materiais em simultâneo e comparação com os mesmos materiais em separado (b), [13]
Figura 2.32: Resultados obtidos nos ensaios à tração realizados com provetes L e T, [14]
28
Posteriormente foram realizados ensaios de dureza Vickers e dois ensaios à tração de forma a
comparar as propriedades dos metais em questão com as propriedades do objeto obtido. Os
resultados encontram-se na figura 2.33, onde é notório que o valor da resistência à tração do
componente produzido é muito próximo do valor dos materiais em separado, o que viabiliza o
processo de Fabrico Aditivo com deposição simultânea de dois metais, [14].
Trosh, T et al [15], também realizaram um estudo de forma a comparar as propriedades
mecânicas de um componente obtido por Fabrico Aditivo com o mesmo componente obtido por
forjamento e fundição. O material utilizado foi Inconel 718 e foram realizados ensaios de tração
em ambientes com temperaturas diferentes (temperatura ambiente, 450°C e 650°C) de forma a
descobrir propriedades mecânicas com o limite de resistência à tração (UTS) e extensão até à
fratura.
Foram retirados provetes do Fabrico Aditivo por Laser de três direções distintas, de forma a
observar a relação das propriedades mecânicas do material com a sua direção de deposição. As
direções foram: horizontal, vertical e com uma inclinação de 45° (figura 2.34 (a)). Retirou-se
também provetes obtidos por fundição e forjamento.
(a) (b)
Figura 2.34: Esquema da orientação dos provetes (a) Resultados obtidos nos ensaios à tração para as diferentes temperaturas (b), [15]
Os testes à tração foram realizados a todos os provetes e o resultado é possível observar na
figura 2.34 (b), onde observamos que o Fabrico Aditivo por Laser além de possibilitar a
construção de componentes com uma geometria complexa, consegue também assegurar
propriedades mecânicas pelo menos tão boas quanto as técnicas convencionais de forjamento
e fundição, [15].
Outras duas propriedades mecânicas bastante importantes são a resistência à fadiga e a
tenacidade à fratura, propriedades essas que são pouco estudadas em componentes obtidos por
fabrico aditivo.
29
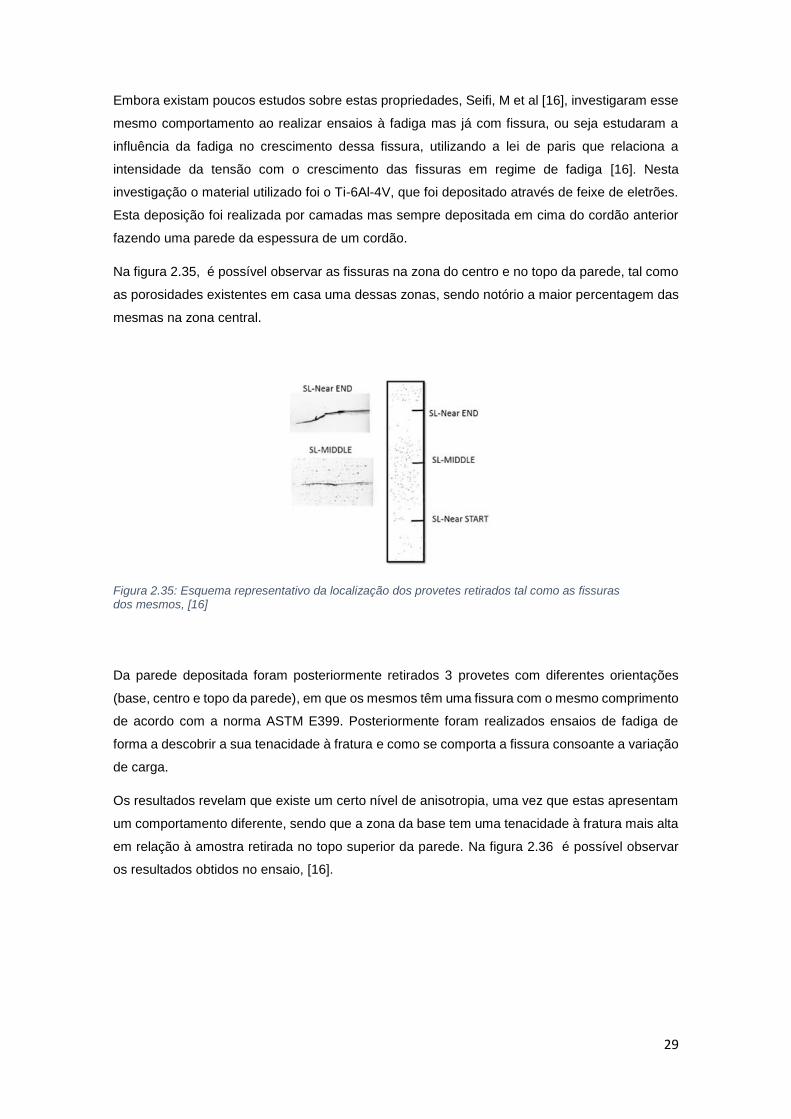
Embora existam poucos estudos sobre estas propriedades, Seifi, M et al [16], investigaram esse
mesmo comportamento ao realizar ensaios à fadiga mas já com fissura, ou seja estudaram a
influência da fadiga no crescimento dessa fissura, utilizando a lei de paris que relaciona a
intensidade da tensão com o crescimento das fissuras em regime de fadiga [16]. Nesta
investigação o material utilizado foi o Ti-6Al-4V, que foi depositado através de feixe de eletrões.
Esta deposição foi realizada por camadas mas sempre depositada em cima do cordão anterior
fazendo uma parede da espessura de um cordão.
Na figura 2.35, é possível observar as fissuras na zona do centro e no topo da parede, tal como
as porosidades existentes em casa uma dessas zonas, sendo notório a maior percentagem das
mesmas na zona central.
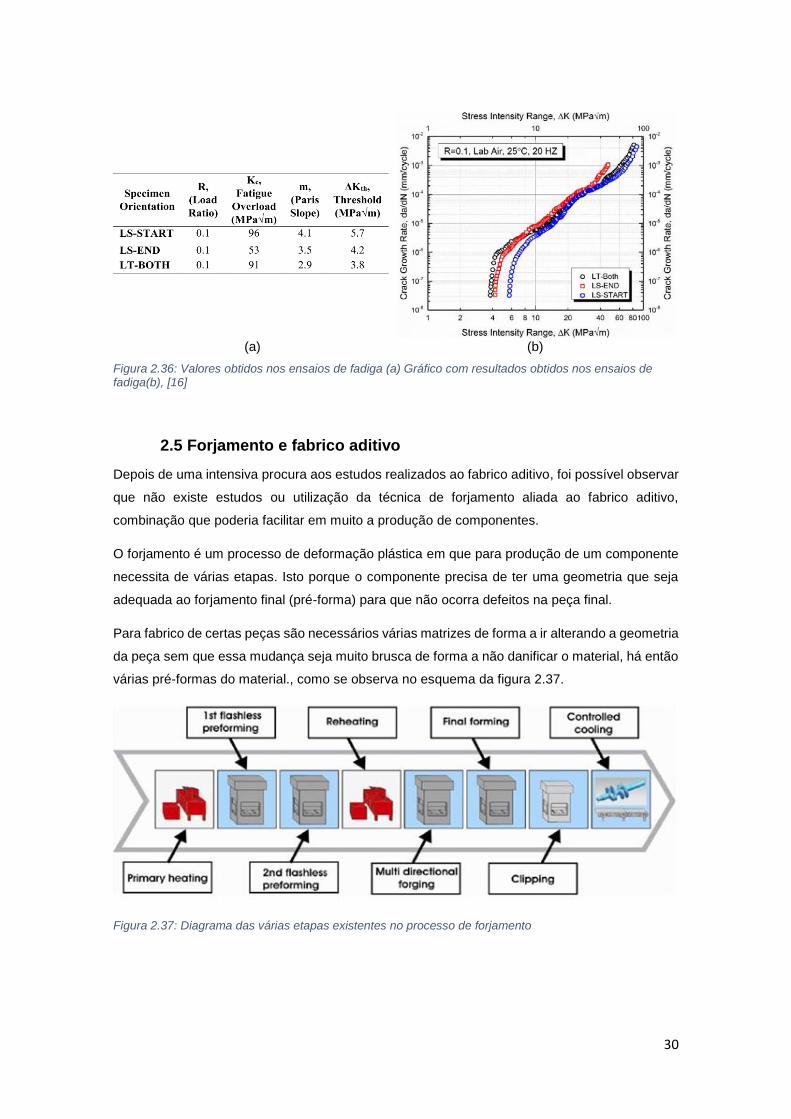
Da parede depositada foram posteriormente retirados 3 provetes com diferentes orientações
(base, centro e topo da parede), em que os mesmos têm uma fissura com o mesmo comprimento
de acordo com a norma ASTM E399. Posteriormente foram realizados ensaios de fadiga de
forma a descobrir a sua tenacidade à fratura e como se comporta a fissura consoante a variação
de carga.
Os resultados revelam que existe um certo nível de anisotropia, uma vez que estas apresentam
um comportamento diferente, sendo que a zona da base tem uma tenacidade à fratura mais alta
em relação à amostra retirada no topo superior da parede. Na figura 2.36 é possível observar
os resultados obtidos no ensaio, [16].
Figura 2.35: Esquema representativo da localização dos provetes retirados tal como as fissuras dos mesmos, [16]
30
(a) (b)
Figura 2.36: Valores obtidos nos ensaios de fadiga (a) Gráfico com resultados obtidos nos ensaios de fadiga(b), [16]
2.5 Forjamento e fabrico aditivo
Depois de uma intensiva procura aos estudos realizados ao fabrico aditivo, foi possível observar
que não existe estudos ou utilização da técnica de forjamento aliada ao fabrico aditivo,
combinação que poderia facilitar em muito a produção de componentes.
O forjamento é um processo de deformação plástica em que para produção de um componente
necessita de várias etapas. Isto porque o componente precisa de ter uma geometria que seja
adequada ao forjamento final (pré-forma) para que não ocorra defeitos na peça final.
Para fabrico de certas peças são necessários várias matrizes de forma a ir alterando a geometria
da peça sem que essa mudança seja muito brusca de forma a não danificar o material, há então
várias pré-formas do material., como se observa no esquema da figura 2.37.
Figura 2.37: Diagrama das várias etapas existentes no processo de forjamento

31
Um exemplo mais concreto é o forjamento da biela em que primeiramente um varão é extrudido,
depois é forjada numa matriz de forma a realizar a pré-forma, forjada na matriz final e
posteriormente é maquinada até obter a peça final (figura 2.38).
Inúmeros componentes são produzidos em várias etapas por matrizes diferentes ou até por
processos diferentes até finalmente obter a forma desejada. A necessidade de ter várias matrizes
é dispendioso para as empresas tal como a necessidade de vários processos.
Uma ideia para solução deste tipo de problema seria a utilização do Fabrico Aditivo. Poderia ser
utilizado por exemplo para realizar logo a pré-forma final. Desta forma seria só necessário uma
matriz para o forjamento final. Outro exemplo é o caso de se observar se a peça após o
forjamento final tem um bom acabamento superficial, ou pelo menos um acabamento superficial
que possibilite o bom funcionamento da mesma, reduzindo assim a necessidade de
maquinagem. A combinação destas técnicas pode vir a ser bastante vantajosa para empresas,
uma vez que reduz tempo e custo de produção em certos casos.
Uma forma de estudar a viabilidade do forjamento, uma vez que este é realizado em regime de
deformação plástica, é através de ensaios de enformabilidade, sendo desta forma possível
concluir para que níveis de extensão, o material fissura, conforme a sua geometria.
Silva et al. [23], por exemplo, realizaram um estudo à enformabilidade dos metais, tendo por base
a plasticidade e modos de abertura de fendas, sendo neste estudo realizados vários testes de
compressão a diferentes provetes, com geometrias distintas, tendo estes sido marcados de
forma a identificar as extensões que os provetes adquirem nas diferentes direções conforme o
aumento da tensão até à fratura.
Na figura 2.39 é demonstrado um gráfico com as extensões radial e Z a que estão sujeitos os
provetes até à sua fratura em dois tipos de Modos de abertura de fendas (I e III), [23].
Figura 2.38: Etapas do forjamento da biela
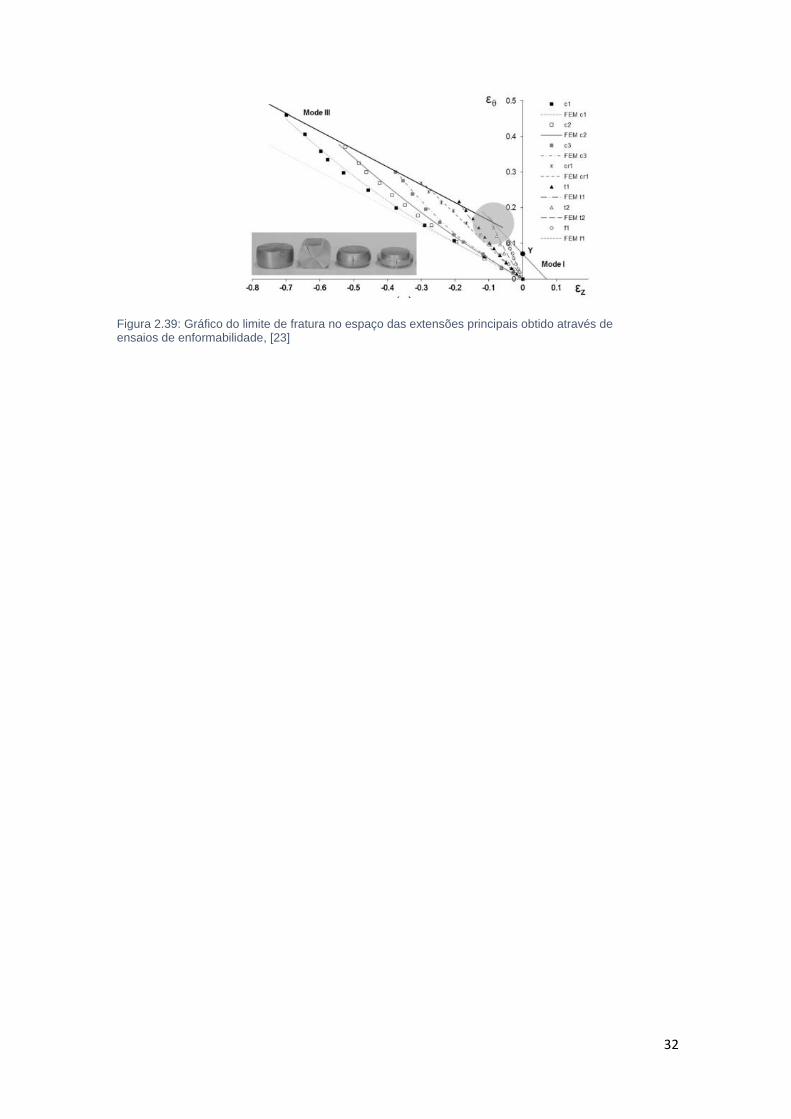
32
Figura 2.39: Gráfico do limite de fratura no espaço das extensões principais obtido através de ensaios de enformabilidade, [23]
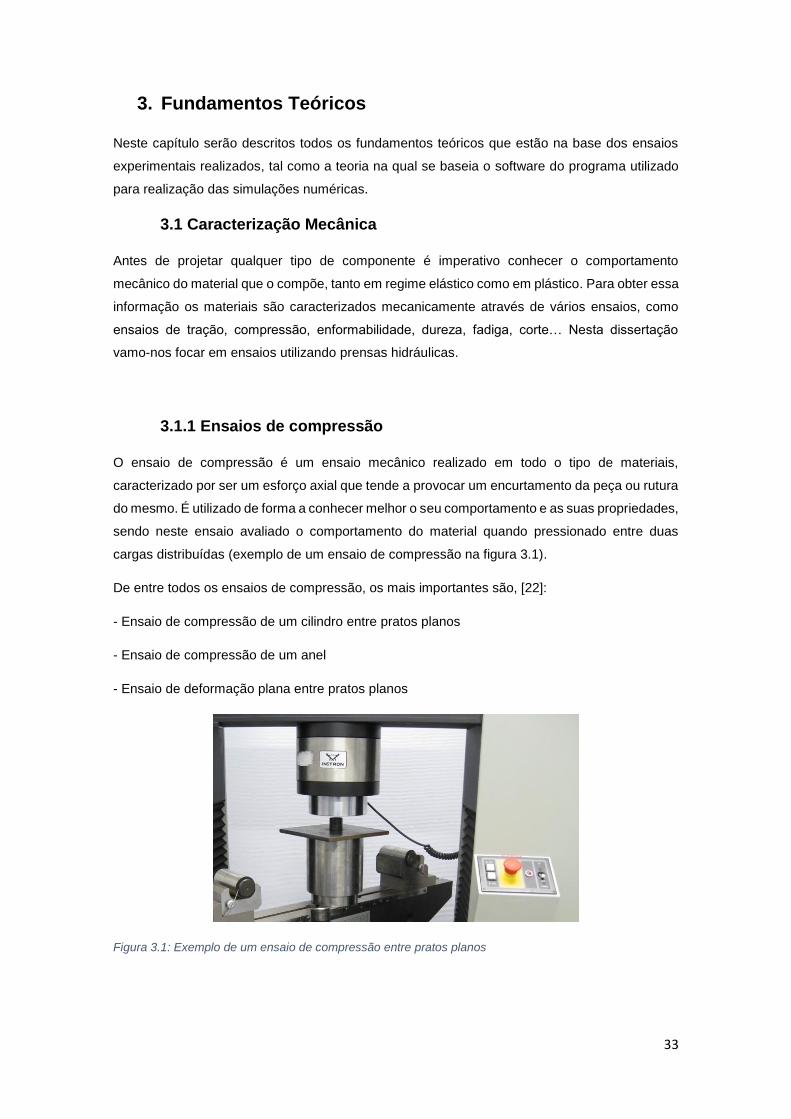
33
3. Fundamentos Teóricos
Neste capítulo serão descritos todos os fundamentos teóricos que estão na base dos ensaios
experimentais realizados, tal como a teoria na qual se baseia o software do programa utilizado
para realização das simulações numéricas.
3.1 Caracterização Mecânica
Antes de projetar qualquer tipo de componente é imperativo conhecer o comportamento
mecânico do material que o compõe, tanto em regime elástico como em plástico. Para obter essa
informação os materiais são caracterizados mecanicamente através de vários ensaios, como
ensaios de tração, compressão, enformabilidade, dureza, fadiga, corte… Nesta dissertação
vamo-nos focar em ensaios utilizando prensas hidráulicas.
3.1.1 Ensaios de compressão
O ensaio de compressão é um ensaio mecânico realizado em todo o tipo de materiais,
caracterizado por ser um esforço axial que tende a provocar um encurtamento da peça ou rutura
do mesmo. É utilizado de forma a conhecer melhor o seu comportamento e as suas propriedades,
sendo neste ensaio avaliado o comportamento do material quando pressionado entre duas
cargas distribuídas (exemplo de um ensaio de compressão na figura 3.1).
De entre todos os ensaios de compressão, os mais importantes são, [22]:
- Ensaio de compressão de um cilindro entre pratos planos
- Ensaio de compressão de um anel
- Ensaio de deformação plana entre pratos planos
Figura 3.1: Exemplo de um ensaio de compressão entre pratos planos
34
Neste tipo de ensaios é muitas vezes solicitado a mudança de uma curva Força- Deslocamento
para um curva Tensão(𝜎) – Extensão(𝜀) sendo então utilizadas duas fórmulas essenciais (1),
para realização dessa conversão:
𝜎 = 𝐹
𝐴𝑖 e 𝜀 = ln (
ℎ𝑖
ℎ0) (1)
Sendo F a força de compressão da máquina, 𝐴𝑖 a área de contacto do provete com os pratos de
compressão no instante, ℎ𝑖 a altura no instante e ℎ0 a altura inicial.
3.1.2 Ensaio de anel
O ensaio de anel é uma técnica experimental utilizada para a determinação do valor do
coeficiente/fator de atrito nas superfícies de contacto entre o material e as ferramentas. Esta
técnica é bastante utilizada devido à sua simplicidade de execução e por não requerer
equipamentos especiais nem ferramentas instrumentadas.
Durante a compressão axial de um anel, a variação do seu diâmetro interno, é sensível ao atrito
que existe na interface de contacto entre o material e os pratos compressores. Em condições em
que o atrito é perfeitamente nulo, isto é, quando não existe atrito, o anel expande-se
uniformemente e o material movimenta-se radialmente, com uma velocidade que é proporcional
à sua distância ao centro.
À medida que o atrito aumenta, para uma mesma redução de altura, a velocidade de expansão
do diâmetro interno vai reduzindo-se até que, para valores mais elevados de atrito, se torna
energeticamente mais favorável que parte do material do anel se movimente para o exterior e
que outra parte se movimente para o interior, originando uma diminuição do diâmetro interior do
anel.
Com o aumento do atrito entre as superfícies de contacto, o ponto e a linha neutra que definem
a inversão do sentido do movimento radial do material, vão-se deslocando progressivamente
para a periferia do anel enquanto que as superfícies laterais do anel, vão-se tornando curvilíneas
(efeito barril) e as superfícies de contacto com os pratos compressores vão sendo, cada vez
mais, formadas com material proveniente da superfície lateral do anel, [22].
35
3.1.3 Ensaio de Enformabilidade
O termo enformabilidade é geralmente utilizado para caracterizar o nível máximo de deformação
que se pode alcançar durante um processo tecnológico de deformação plástica, sem que ocorra
a formação de macrobandas, estricções ou fissuração.
Esta ocorrência está associada à deformação de componentes metálicos no seu regime plástico.
Embora as fraturas sejam classificadas como frágeis ou dúcteis consoantes se ocorrem no
domínio elástico ou plástico. A definição para os limites de enformabilidde relacionada com a
fissuração é, essencialmente determinado pela iniciação e propagação de fraturas dúcteis no
interior ou na superfície das peças.
Fratura frágil
As fraturas frágeis são caracterizadas por ocorrerem no domínio elástico ou em níveis de
deformação plástica muito pouco significativos, onde ocorre separação do material segundo uma
direção perpendicular às das tensões normais de tração aplicadas, (figura 3.2 (b)).
De acordo com Rankine, as fraturas frágeis ocorrem quando a tensão principal de tração σ1 for
igual ou superior à tensão de rotura do material σR, [22], tal como se observa na equação (2).
𝜎1 ≥ 𝜎𝑅 (2)
Fratura dúctil
A fratura dúctil é caracterizada por ocorrer onde o domínio plástico já é significativo (figura 3.2
(c)). Nessa deformação plástica em materiais metálicos ocorre uma multiplicação de
deslocamentos e quando este deslocamento é limitado por porosidades, poderá dar-se início a
uma microfissura e consequentemente inicio a uma rutura das ligações atómicas.
A fratura dúctil ao ser formada passa por duas fases, como se observa na figura 3.2 (a):
Na primeira fase observa-se um aumento isolado da dimensão dos poros conforme o
aumento de intensidade da tensão que está a ser aplicada.
Na segunda fase, assim que os poros atingem uma dimensão da ordem de grandeza da
distância que os separa, ocorre um agrupamento entre os poros adjacentes formando
microfissuras e o desenvolvimento destas origina fissuras macroscópicas, [22].

36
Figura 3.2: Representação esquemática do mecanismo de crescimento e propagação de microfissuras devido a tensões normais e de corte (a) Exemplo de fratura frágil (b) Exemplo de fratura dúctil (c), [22]
Dano
De forma a perceber melhor a propagação de fissuras correspondentes a cada modo (III no caso
desta dissertação figura 3.2 (a)) e as transições associadas às mesmas, é possível analisar
através de elementos finitos o dano acumulado de acordo com as funções normalizada Cockcroft
and Latham(1986) DCL e a baseada em tensões triaxiais McClintock(1968) DST.
𝐷𝐶𝐿 = ∫𝜎1
𝜎 𝑑𝜀
𝜀
0 , 𝐷𝑆𝑇 = ∫
𝜎𝑚
𝜎
𝜀
0𝑑𝜀 (3)
Nas equações (3) em cima σ1 é a maior tensão principal, enquanto σm é a tensão média, 𝜎 é a
tensão efetiva e 𝑑𝜀 é o incremento da extensão efetiva.
Com os valores obtidos das funções em cima pode-se analisar qual o dano crítico, ou seja, o
valor do dano para o qual os provetes irão fissurar (𝐷𝐶𝐿𝑐𝑟𝑖𝑡 𝑒 𝐷𝑆𝑇
𝑐𝑟𝑖𝑡) e através da simulação numérica
descobrir a distribuição desse mesmo dano, em que é possível observar as zonas mais criticas.
[23]
(b)
(a) (c)
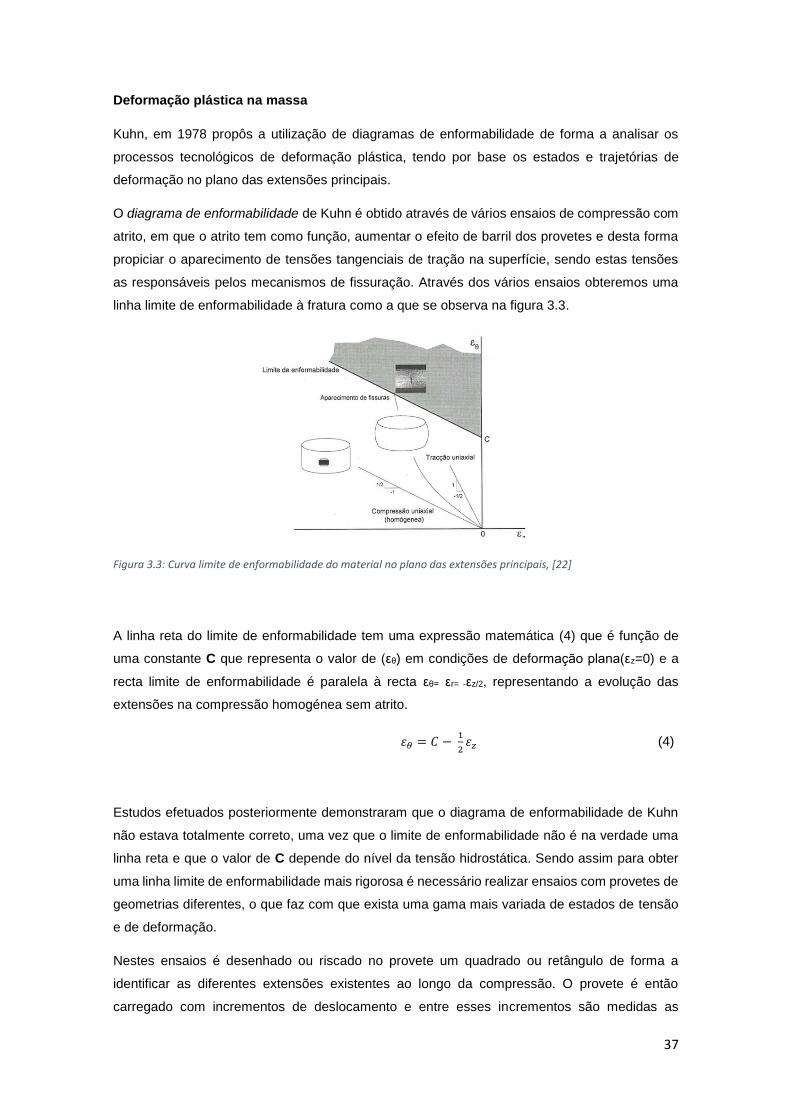
37
Deformação plástica na massa
Kuhn, em 1978 propôs a utilização de diagramas de enformabilidade de forma a analisar os
processos tecnológicos de deformação plástica, tendo por base os estados e trajetórias de
deformação no plano das extensões principais.
O diagrama de enformabilidade de Kuhn é obtido através de vários ensaios de compressão com
atrito, em que o atrito tem como função, aumentar o efeito de barril dos provetes e desta forma
propiciar o aparecimento de tensões tangenciais de tração na superfície, sendo estas tensões
as responsáveis pelos mecanismos de fissuração. Através dos vários ensaios obteremos uma
linha limite de enformabilidade à fratura como a que se observa na figura 3.3.
A linha reta do limite de enformabilidade tem uma expressão matemática (4) que é função de
uma constante C que representa o valor de (εθ) em condições de deformação plana(εz=0) e a
recta limite de enformabilidade é paralela à recta εθ= εr= -εz/2, representando a evolução das
extensões na compressão homogénea sem atrito.
𝜀𝜃 = 𝐶 − 1
2𝜀𝑧 (4)
Estudos efetuados posteriormente demonstraram que o diagrama de enformabilidade de Kuhn
não estava totalmente correto, uma vez que o limite de enformabilidade não é na verdade uma
linha reta e que o valor de C depende do nível da tensão hidrostática. Sendo assim para obter
uma linha limite de enformabilidade mais rigorosa é necessário realizar ensaios com provetes de
geometrias diferentes, o que faz com que exista uma gama mais variada de estados de tensão
e de deformação.
Nestes ensaios é desenhado ou riscado no provete um quadrado ou retângulo de forma a
identificar as diferentes extensões existentes ao longo da compressão. O provete é então
carregado com incrementos de deslocamento e entre esses incrementos são medidas as
Figura 3.3: Curva limite de enformabilidade do material no plano das extensões principais, [22]
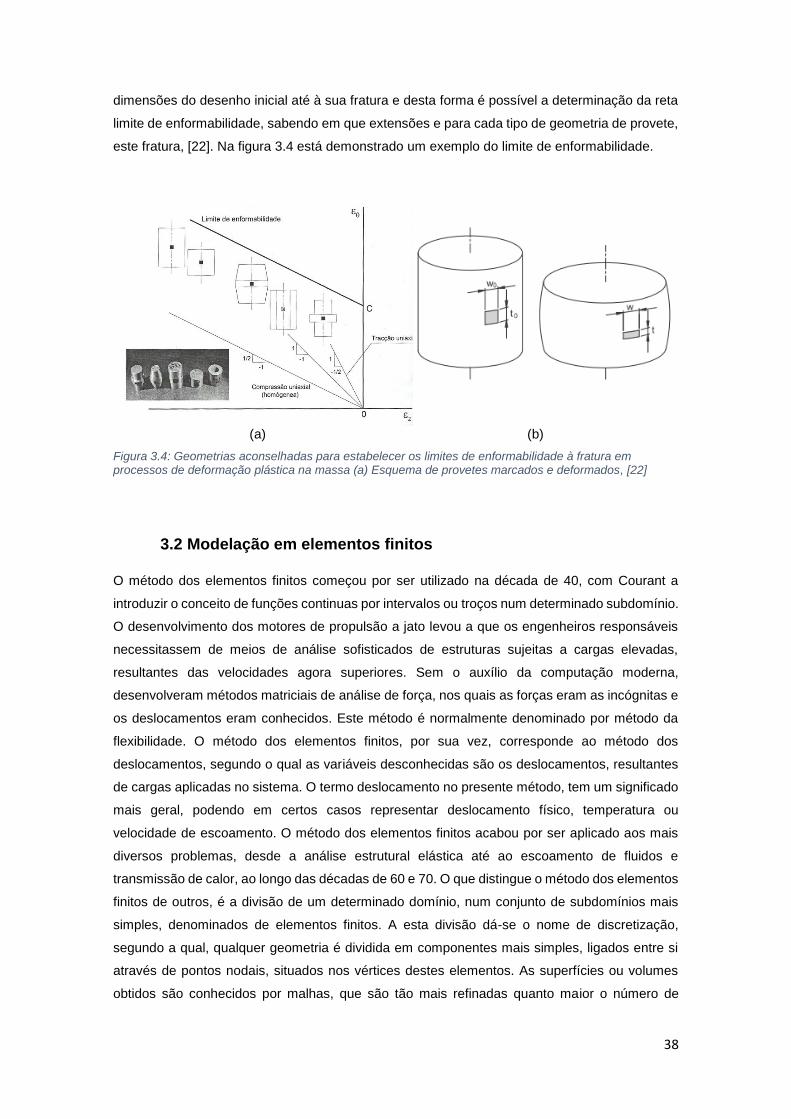
38
dimensões do desenho inicial até à sua fratura e desta forma é possível a determinação da reta
limite de enformabilidade, sabendo em que extensões e para cada tipo de geometria de provete,
este fratura, [22]. Na figura 3.4 está demonstrado um exemplo do limite de enformabilidade.
3.2 Modelação em elementos finitos
O método dos elementos finitos começou por ser utilizado na década de 40, com Courant a
introduzir o conceito de funções continuas por intervalos ou troços num determinado subdomínio.
O desenvolvimento dos motores de propulsão a jato levou a que os engenheiros responsáveis
necessitassem de meios de análise sofisticados de estruturas sujeitas a cargas elevadas,
resultantes das velocidades agora superiores. Sem o auxílio da computação moderna,
desenvolveram métodos matriciais de análise de força, nos quais as forças eram as incógnitas e
os deslocamentos eram conhecidos. Este método é normalmente denominado por método da
flexibilidade. O método dos elementos finitos, por sua vez, corresponde ao método dos
deslocamentos, segundo o qual as variáveis desconhecidas são os deslocamentos, resultantes
de cargas aplicadas no sistema. O termo deslocamento no presente método, tem um significado
mais geral, podendo em certos casos representar deslocamento físico, temperatura ou
velocidade de escoamento. O método dos elementos finitos acabou por ser aplicado aos mais
diversos problemas, desde a análise estrutural elástica até ao escoamento de fluidos e
transmissão de calor, ao longo das décadas de 60 e 70. O que distingue o método dos elementos
finitos de outros, é a divisão de um determinado domínio, num conjunto de subdomínios mais
simples, denominados de elementos finitos. A esta divisão dá-se o nome de discretização,
segundo a qual, qualquer geometria é dividida em componentes mais simples, ligados entre si
através de pontos nodais, situados nos vértices destes elementos. As superfícies ou volumes
obtidos são conhecidos por malhas, que são tão mais refinadas quanto maior o número de
(a) (b)
Figura 3.4: Geometrias aconselhadas para estabelecer os limites de enformabilidade à fratura em processos de deformação plástica na massa (a) Esquema de provetes marcados e deformados, [22]
39
divisões e consequente menor dimensão dos elementos. Quanto maior for discretização, menor
será o erro da solução aproximada obtida, face à solução exata. Contudo, o tempo de
computação necessário aumenta diretamente com o número de elementos, do qual resulta a
dimensão das matrizes envolvidas, [24].
3.2.1 Equações fundamentais
A simulação numérica foi realizada com auxílio de um programa computacional denominado I-
form. Este programa foi desenvolvido pelos autores Martins et al [23] e é baseado no princípio
de formulação de elementos finitos de fluxo irredutível, o qual é baseado no seguinte princípio
(alargado de forma a ter em conta os efeitos de fricção), (5).
∏ = ∫ 𝜎 �̇�𝑑𝑉𝑉
+ 1
2𝐾 ∫ 𝜀�̇�
2𝑑𝑉𝑉
− ∫ 𝑇𝑖𝑢𝑖𝑑𝑆𝑉
+ ∫ (𝑆𝑓
∫ 𝜏𝑓𝑑𝑢𝑟|𝑢𝑟|
0) 𝑑𝑆 (5)
O símbolo 𝜎 caracteriza a tensão efetiva, �̇� é a velocidade da deformação efetiva, 𝜀�̇� é a variação
volumétrica da extensão, K é uma constante positiva de valor elevado que impõe um
constrangimento à incompressibilidade, Ti e ui são as trações à superfície e velocidades em ST,
ur e 𝜏𝑓 são a velocidade relativa e a tensão de corte por fricção (de acordo com a lei da fricção
𝜏𝑓 = 𝑚𝑘) na interface de contacto Sf entre as ferramentas e os provetes, e V é o volume de
controlo limitado pelas superfícies Su e ST. [23]
A utilização da formulação do escoamento baseado na função de penalidade oferece a vantagem
de preservar o número de variáveis independentes, relacionando a constante de penalidade K,
com o valor da tensão média na forma da equação:
𝜎𝑚 = 1
2𝐾𝜀�̇� (6)
A tensão efectiva 𝜎 e a velocidade de deformação efectiva �̇� são definidas pela equação (7):
𝜎 = √3
2𝜎𝑖𝑗
′ 𝜎𝑖𝑗′ , �̇� = √
2
3𝜀𝑖𝑗
′̇ 𝜀𝑖𝑗′̇ (7)
Em que 𝜎𝑖𝑗′ representa o tensor desviador das tensões e 𝜀𝑖𝑗
′̇ representa o tensor desviador das
velocidades de deformação, [24].
40
4. Desenvolvimento Experimental
Neste capítulo é descrito todo o trabalho experimental existente nesta dissertação, desde a
conceção de aparelhos, à deposição de material e ensaios realizados.
4.1 Aparato Experimental
Nesta secção irão ser descritos os equipamentos utilizados e o material usado de acordo com
os objetivos traçados, ou seja, verificar a fiabilidade do material depositado através das suas
propriedades mecânicas.
Para realização desses objetivos foi necessário o fabrico de certos elementos que não existiam
previamente, tal como iremos falar em seguida.
Pré-requisitos
De forma a realizar os objetivos propostos foi necessário analisar os equipamentos disponíveis
e perceber se estes eram fulcrais e suficientes para o cumprimento dos mesmos. Sabendo que
era necessário a deposição de uma grande quantidade de material para posterior produção de
provetes, era imperativo ter ao dispor aparelhos suficientes para tal, mas ao analisar a
disponibilidade observámos que seria muito complicado produzir essa quantidade de material
com a qualidade desejada. O esquema inicial de deposição de material foi pensado que fosse
uma parede com cerca de 50 a 60mm de largura, 40mm de altura e cerca de 200mm de
comprimento, sendo possível com dois destes blocos retirar todos os provetes necessários. Para
isso era necessário um sistema onde fosse possível e com exatidão criar essa parede, um
sistema onde fosse possível baixar gradualmente a zona de deposição de forma a depositar
material camada sobre camada e que fosse uma alternativa a uma programação do braço
robótico que poderia ter falhas, uma vez que é bastante complicado verificar em altura a posição
da tocha que está acoplada ao braço. Desta forma foi assegurado um maior rigor e diminuído a
probabilidade de erros na deposição.
Conceção
Analisando todos os requisitos antes citados e os aparelhos existentes foi possível observar o
que realmente fazia falta produzir de forma a cumprir esses mesmos requisitos.
Um dos problemas que se observou foi que a mesa onde ocorria a deposição não era adequada
para uma deposição rigorosa, uma vez que esta tinha como função o suporte da placa de
deposição e esta não estava fixa, podendo movimentar e alterar o plano inicial. Foi então criada
uma mesa de trabalho onde é possível fixar componentes em várias posições (através de furos
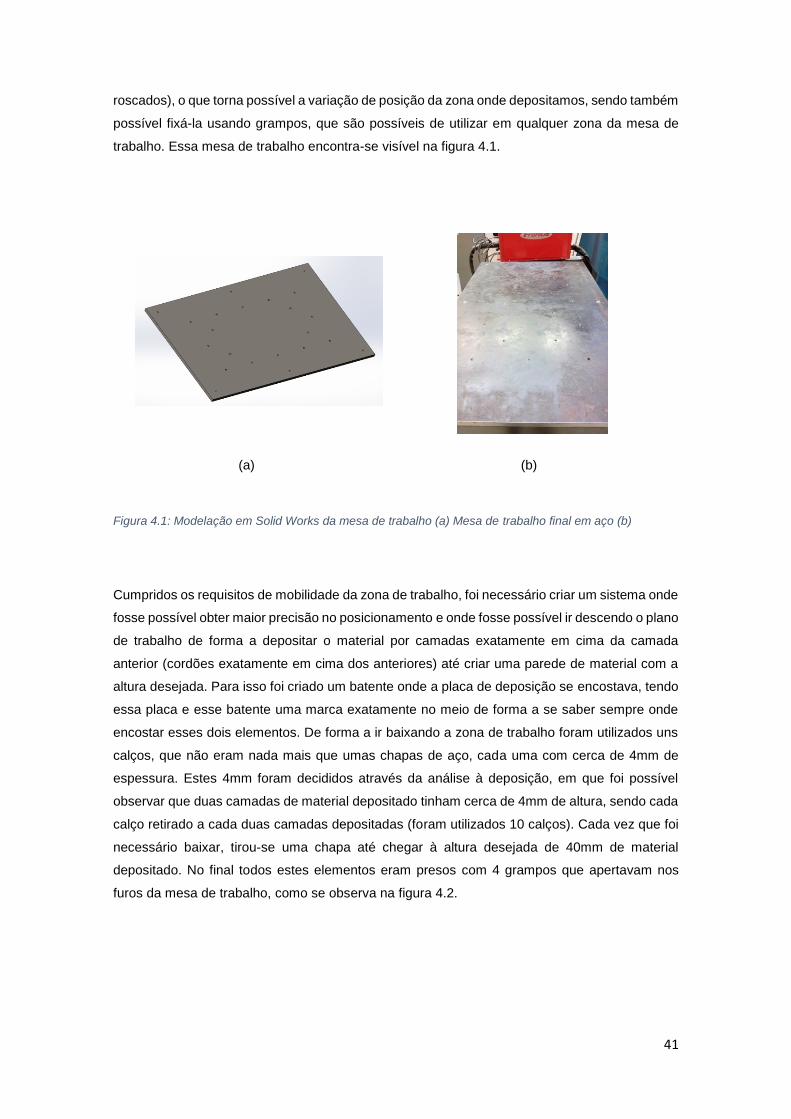
41
roscados), o que torna possível a variação de posição da zona onde depositamos, sendo também
possível fixá-la usando grampos, que são possíveis de utilizar em qualquer zona da mesa de
trabalho. Essa mesa de trabalho encontra-se visível na figura 4.1.
(a) (b)
Cumpridos os requisitos de mobilidade da zona de trabalho, foi necessário criar um sistema onde
fosse possível obter maior precisão no posicionamento e onde fosse possível ir descendo o plano
de trabalho de forma a depositar o material por camadas exatamente em cima da camada
anterior (cordões exatamente em cima dos anteriores) até criar uma parede de material com a
altura desejada. Para isso foi criado um batente onde a placa de deposição se encostava, tendo
essa placa e esse batente uma marca exatamente no meio de forma a se saber sempre onde
encostar esses dois elementos. De forma a ir baixando a zona de trabalho foram utilizados uns
calços, que não eram nada mais que umas chapas de aço, cada uma com cerca de 4mm de
espessura. Estes 4mm foram decididos através da análise à deposição, em que foi possível
observar que duas camadas de material depositado tinham cerca de 4mm de altura, sendo cada
calço retirado a cada duas camadas depositadas (foram utilizados 10 calços). Cada vez que foi
necessário baixar, tirou-se uma chapa até chegar à altura desejada de 40mm de material
depositado. No final todos estes elementos eram presos com 4 grampos que apertavam nos
furos da mesa de trabalho, como se observa na figura 4.2.
Figura 4.1: Modelação em Solid Works da mesa de trabalho (a) Mesa de trabalho final em aço (b)

42
(a) (b)
Aparelhos utilizados para deposição de material e fabrico de provetes
Embora se tenha construído alguns elementos importantes, estes vieram só complementar
outros que são fulcrais para a realização do trabalho.
De forma a depositar material e a gerir os parâmetros necessários para a deposição ideal que
se desejava, foi utilizado uma máquina de soldadura denominada Fronius CMT VR 7000 que tem
também um controlador onde se definiu os parâmetros de deposição de material. Nesta máquina
o consumível utilizado foi um ESAB ER5356 de diâmetro 1mm, com composição similar à liga
de Alumínio AA5083. Na proteção gasosa, a atmosfera envolvente era composta em 99.9% por
Árgon. A deposição foi realizada com uma entrega térmica menor do que o convencional e esta
depositou os cordões sem salpicar (figura 4.3 (a) e (b)).
(a) (b)
Figura 4.2: Modelação em SW do conjunto de todos os elementos da mesa de trabalho(a) Esquema real do conjunto de todos os elementos da mesa de trabalho (b)

43
(c) (d)
Foi utilizado um braço robótico denominado Kuka 6-axis robot (figura 4.2 (d)) para movimentação
da tocha da máquina Fronius CMT ao longo da mesa de trabalho, possibilitando assim uma
grande liberdade na geometria do material depositado. O braço robótico é controlado através de
um computador com um software próprio (figura 4.3 (c)). Neste computador programou-se os
movimentos do robot aquando da deposição de material, sendo que este software consegue de
forma limitada controlar também a máquina Fronius. Após a deposição de material foram
utilizadas várias máquinas com o propósito de maquinar o bloco de material depositado até à
forma de provete final, sendo utilizadas as seguintes máquinas:
Serrote mecânico MAQFORT
Torno mecânico Quantum D320x920G
Torno CNC CTX 400 Serie 2 GILDEMEISTER
Fresadora OPTI MF 2VARIO
Aparelhos utilizados para caracterização do material depositado
A máquina utilizada para realização de todos os ensaios, uma vez que todos foram realizados à
compressão, com exceção do ensaio de densidade, foi uma Instron SATEC 1200kN (figura 4.4).
Controlador Ibstron 5500
Capacidade 1200 kN
Velocidade Até 200 mm/min
Nº colunas 2
Abertura máxima 2300mm
Peso aproximado 6600 Kg
Dimensões gerais 4640x1500x950
Figura 4.3: Fronius CMT VR 7000 (a) Controlador manual Fronius (b) Computador e controlador do braço robótico (c) Kuka 6-axis robot (d)
Figura 4.4: Instron SATEC 1200kN e Tabela4.1: Características da maquina Instron SATEC 1200 kN

44
Na medição dos quadrados marcados nos ensaios de enformabilidade com o objetivo de
observar a deformação existente no provete e sua extensão, foi utilizado um microscópio
Mitutoyo TM-111, como se observa na figura 4.5, equipado com uns comparadores para
possibilitar as medições, tal como é possível observar na figura em baixo.
Figura4.5: Microscópio Mitutoyo TM-111 e comparadores
4.2 Estratégia de deposição
A deposição do material teve que ser bem planeada de forma a cumprir o objetivo estipulado,
objetivo esse que envolvia a deposição de material suficiente para maquinagem de todos os
provetes para teste, tal como foi dito anteriormente. A geometria da deposição foi linear de forma
a facilitar a programação do braço robótico e uma vez que é a técnica de deposição que mais se
adequa à construção do bloco de material.
Planeou-se previamente quantos blocos de material seriam necessários produzir de forma a ter
material suficiente para retirar todos os provetes, como se vê no esquema da figura 4.6. O cálculo
foi realizado tendo por base a geometria dos provetes, contabilizando uma distância de
segurança de forma a ser possível maquinar os mesmos.
L
T
W
Figura 4.6: Representação esquemática do material depositado com os provetes nas direções W(largura), L (longitudinal) e T (espessura)
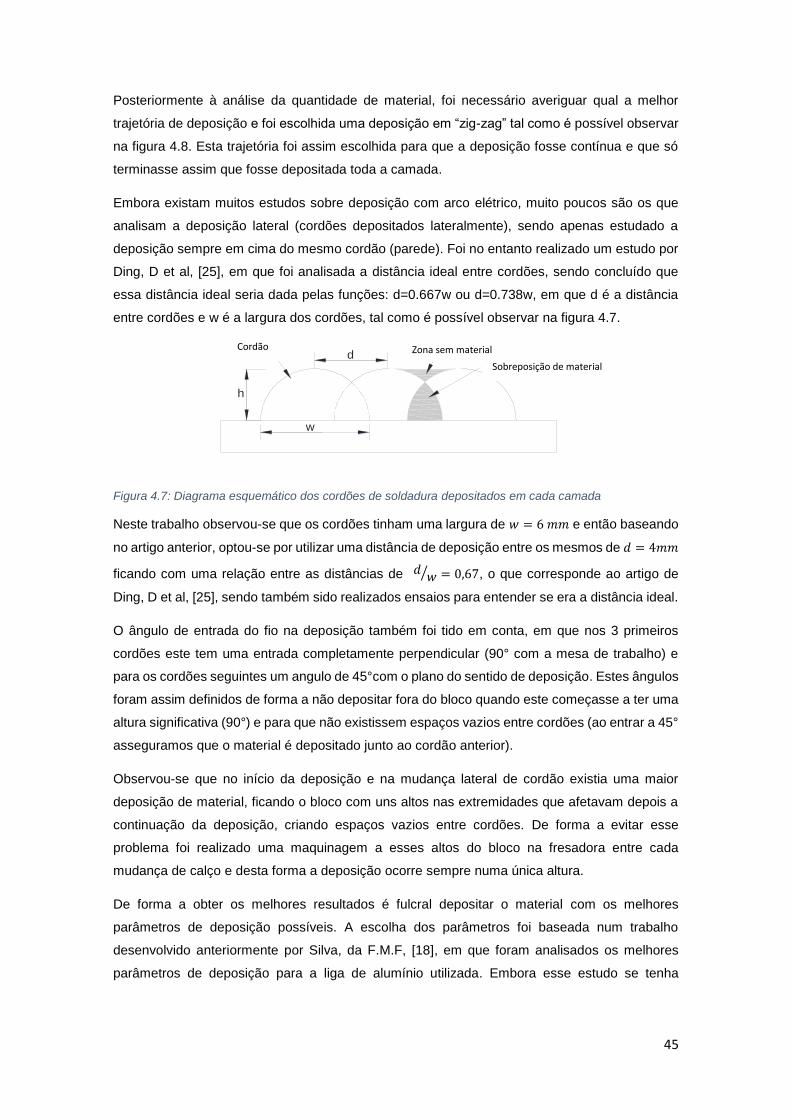
45
h
w
Overlappingd ValleyBead
area
Posteriormente à análise da quantidade de material, foi necessário averiguar qual a melhor
trajetória de deposição e foi escolhida uma deposição em “zig-zag” tal como é possível observar
na figura 4.8. Esta trajetória foi assim escolhida para que a deposição fosse contínua e que só
terminasse assim que fosse depositada toda a camada.
Embora existam muitos estudos sobre deposição com arco elétrico, muito poucos são os que
analisam a deposição lateral (cordões depositados lateralmente), sendo apenas estudado a
deposição sempre em cima do mesmo cordão (parede). Foi no entanto realizado um estudo por
Ding, D et al, [25], em que foi analisada a distância ideal entre cordões, sendo concluído que
essa distância ideal seria dada pelas funções: d=0.667w ou d=0.738w, em que d é a distância
entre cordões e w é a largura dos cordões, tal como é possível observar na figura 4.7.
Figura 4.7: Diagrama esquemático dos cordões de soldadura depositados em cada camada
Neste trabalho observou-se que os cordões tinham uma largura de 𝑤 = 6 𝑚𝑚 e então baseando
no artigo anterior, optou-se por utilizar uma distância de deposição entre os mesmos de 𝑑 = 4𝑚𝑚
ficando com uma relação entre as distâncias de 𝑑𝑤⁄ = 0,67, o que corresponde ao artigo de
Ding, D et al, [25], sendo também sido realizados ensaios para entender se era a distância ideal.
O ângulo de entrada do fio na deposição também foi tido em conta, em que nos 3 primeiros
cordões este tem uma entrada completamente perpendicular (90° com a mesa de trabalho) e
para os cordões seguintes um angulo de 45°com o plano do sentido de deposição. Estes ângulos
foram assim definidos de forma a não depositar fora do bloco quando este começasse a ter uma
altura significativa (90°) e para que não existissem espaços vazios entre cordões (ao entrar a 45°
asseguramos que o material é depositado junto ao cordão anterior).
Observou-se que no início da deposição e na mudança lateral de cordão existia uma maior
deposição de material, ficando o bloco com uns altos nas extremidades que afetavam depois a
continuação da deposição, criando espaços vazios entre cordões. De forma a evitar esse
problema foi realizado uma maquinagem a esses altos do bloco na fresadora entre cada
mudança de calço e desta forma a deposição ocorre sempre numa única altura.
De forma a obter os melhores resultados é fulcral depositar o material com os melhores
parâmetros de deposição possíveis. A escolha dos parâmetros foi baseada num trabalho
desenvolvido anteriormente por Silva, da F.M.F, [18], em que foram analisados os melhores
parâmetros de deposição para a liga de alumínio utilizada. Embora esse estudo se tenha
Cordão Zona sem material
Sobreposição de material
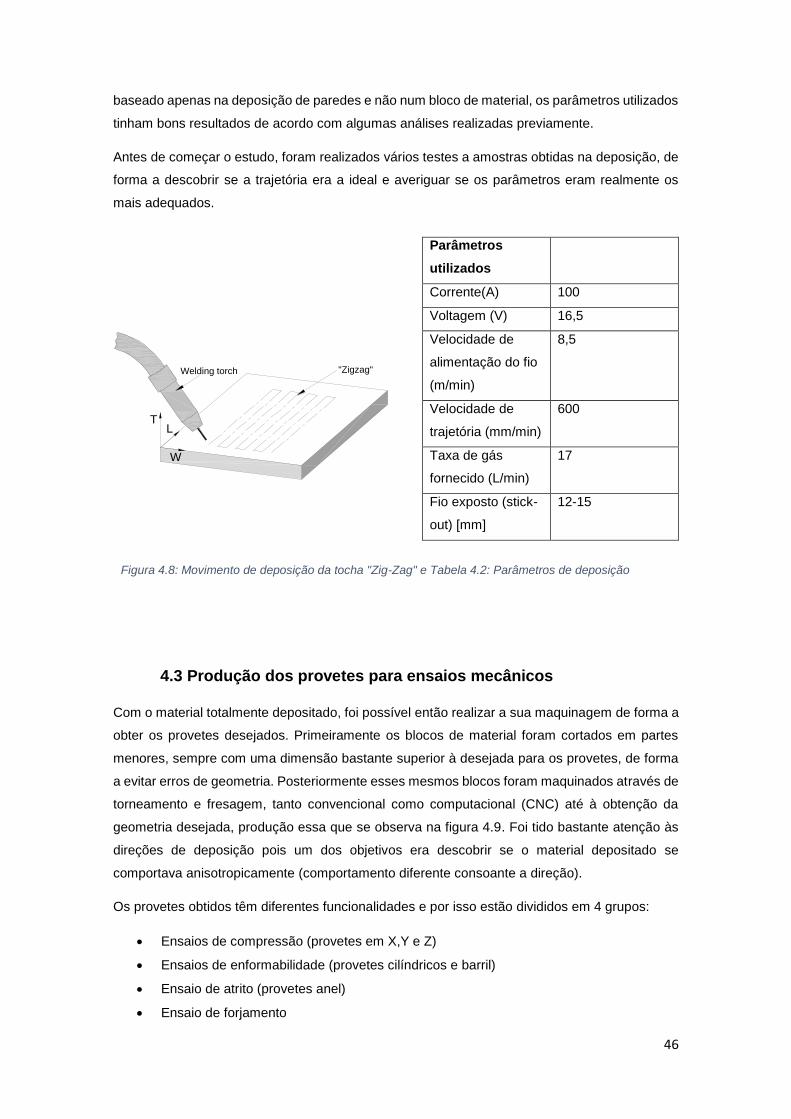
46
baseado apenas na deposição de paredes e não num bloco de material, os parâmetros utilizados
tinham bons resultados de acordo com algumas análises realizadas previamente.
Antes de começar o estudo, foram realizados vários testes a amostras obtidas na deposição, de
forma a descobrir se a trajetória era a ideal e averiguar se os parâmetros eram realmente os
mais adequados.
LT
"Zigzag"Welding
W
torch
4.3 Produção dos provetes para ensaios mecânicos
Com o material totalmente depositado, foi possível então realizar a sua maquinagem de forma a
obter os provetes desejados. Primeiramente os blocos de material foram cortados em partes
menores, sempre com uma dimensão bastante superior à desejada para os provetes, de forma
a evitar erros de geometria. Posteriormente esses mesmos blocos foram maquinados através de
torneamento e fresagem, tanto convencional como computacional (CNC) até à obtenção da
geometria desejada, produção essa que se observa na figura 4.9. Foi tido bastante atenção às
direções de deposição pois um dos objetivos era descobrir se o material depositado se
comportava anisotropicamente (comportamento diferente consoante a direção).
Os provetes obtidos têm diferentes funcionalidades e por isso estão divididos em 4 grupos:
Ensaios de compressão (provetes em X,Y e Z)
Ensaios de enformabilidade (provetes cilíndricos e barril)
Ensaio de atrito (provetes anel)
Ensaio de forjamento
Parâmetros
utilizados
Corrente(A) 100
Voltagem (V) 16,5
Velocidade de
alimentação do fio
(m/min)
8,5
Velocidade de
trajetória (mm/min)
600
Taxa de gás
fornecido (L/min)
17
Fio exposto (stick-
out) [mm]
12-15
Figura 4.8: Movimento de deposição da tocha "Zig-Zag" e Tabela 4.2: Parâmetros de deposição
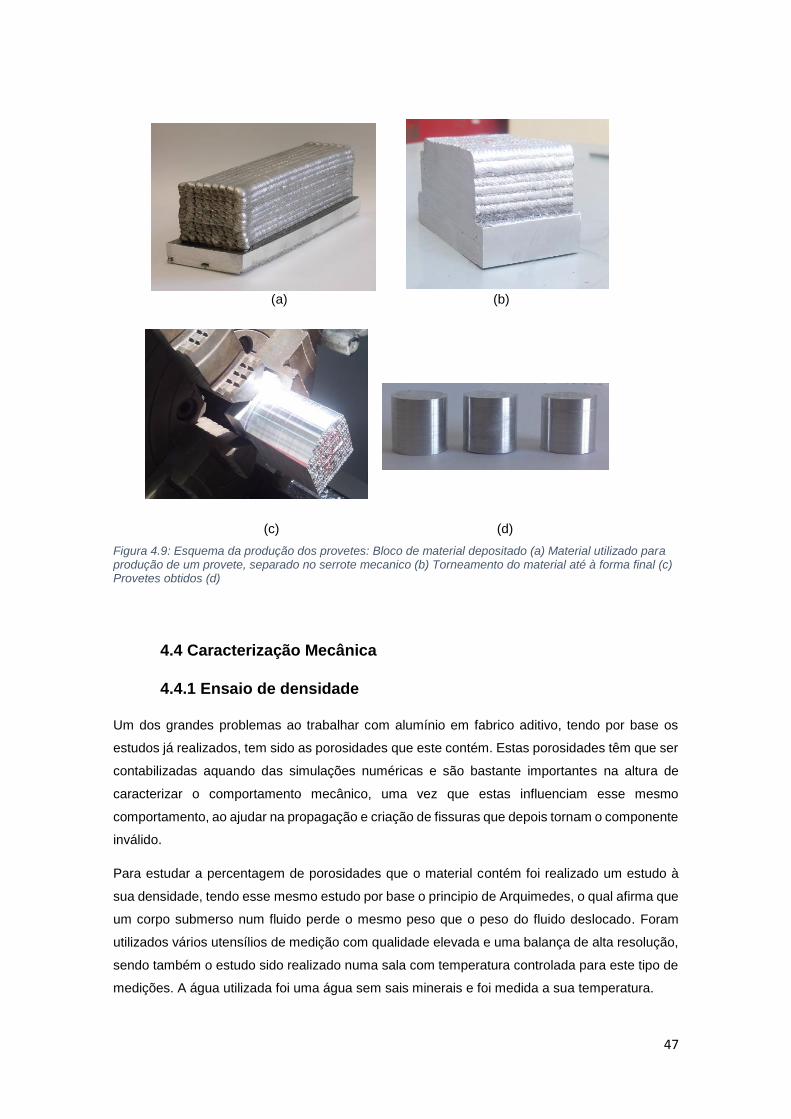
47
(a) (b)
(c) (d)
4.4 Caracterização Mecânica
4.4.1 Ensaio de densidade
Um dos grandes problemas ao trabalhar com alumínio em fabrico aditivo, tendo por base os
estudos já realizados, tem sido as porosidades que este contém. Estas porosidades têm que ser
contabilizadas aquando das simulações numéricas e são bastante importantes na altura de
caracterizar o comportamento mecânico, uma vez que estas influenciam esse mesmo
comportamento, ao ajudar na propagação e criação de fissuras que depois tornam o componente
inválido.
Para estudar a percentagem de porosidades que o material contém foi realizado um estudo à
sua densidade, tendo esse mesmo estudo por base o principio de Arquimedes, o qual afirma que
um corpo submerso num fluido perde o mesmo peso que o peso do fluido deslocado. Foram
utilizados vários utensílios de medição com qualidade elevada e uma balança de alta resolução,
sendo também o estudo sido realizado numa sala com temperatura controlada para este tipo de
medições. A água utilizada foi uma água sem sais minerais e foi medida a sua temperatura.
Figura 4.9: Esquema da produção dos provetes: Bloco de material depositado (a) Material utilizado para produção de um provete, separado no serrote mecanico (b) Torneamento do material até à forma final (c) Provetes obtidos (d)
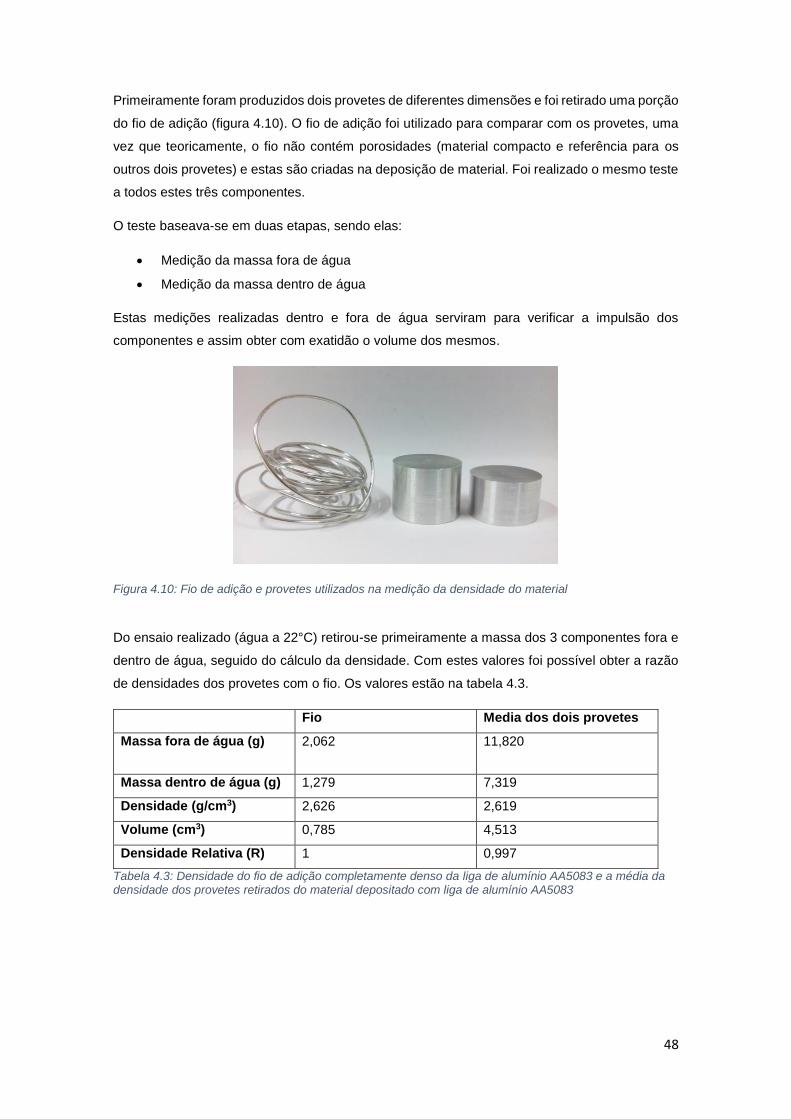
48
Primeiramente foram produzidos dois provetes de diferentes dimensões e foi retirado uma porção
do fio de adição (figura 4.10). O fio de adição foi utilizado para comparar com os provetes, uma
vez que teoricamente, o fio não contém porosidades (material compacto e referência para os
outros dois provetes) e estas são criadas na deposição de material. Foi realizado o mesmo teste
a todos estes três componentes.
O teste baseava-se em duas etapas, sendo elas:
Medição da massa fora de água
Medição da massa dentro de água
Estas medições realizadas dentro e fora de água serviram para verificar a impulsão dos
componentes e assim obter com exatidão o volume dos mesmos.
Do ensaio realizado (água a 22°C) retirou-se primeiramente a massa dos 3 componentes fora e
dentro de água, seguido do cálculo da densidade. Com estes valores foi possível obter a razão
de densidades dos provetes com o fio. Os valores estão na tabela 4.3.
Fio Media dos dois provetes
Massa fora de água (g) 2,062 11,820
Massa dentro de água (g) 1,279 7,319
Densidade (g/cm3) 2,626 2,619
Volume (cm3) 0,785 4,513
Densidade Relativa (R) 1 0,997
Tabela 4.3: Densidade do fio de adição completamente denso da liga de alumínio AA5083 e a média da densidade dos provetes retirados do material depositado com liga de alumínio AA5083
Figura 4.10: Fio de adição e provetes utilizados na medição da densidade do material
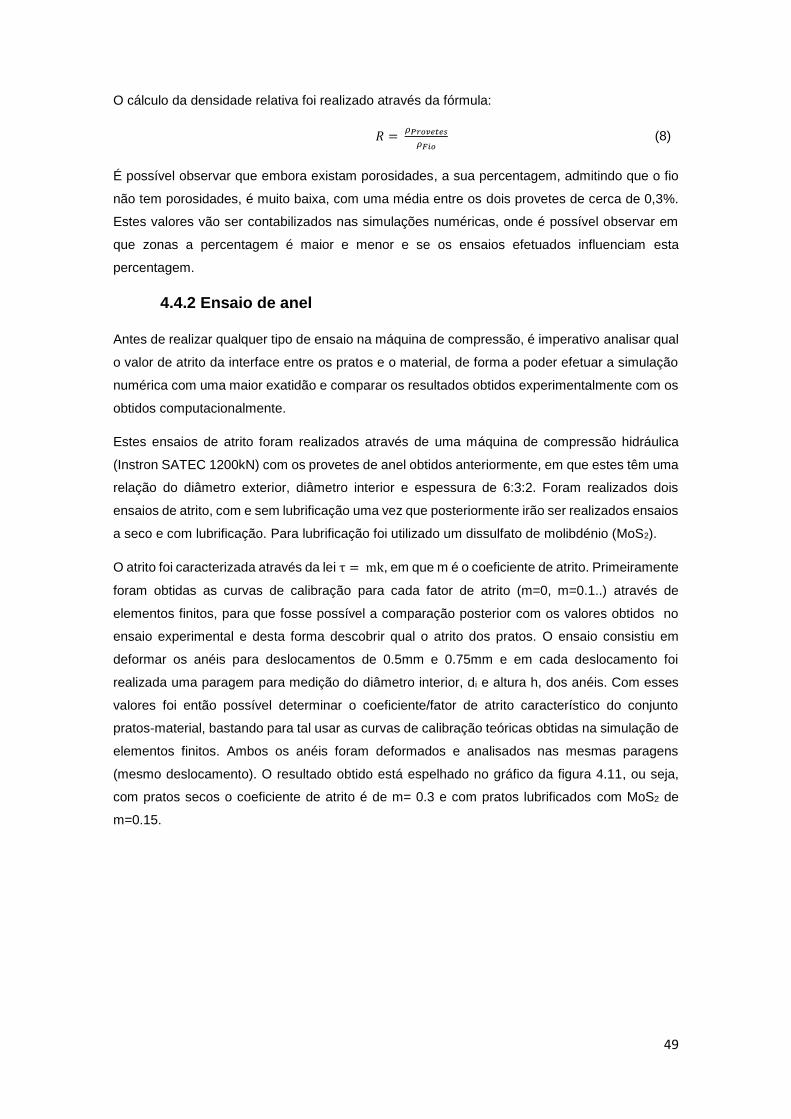
49
O cálculo da densidade relativa foi realizado através da fórmula:
𝑅 = 𝜌𝑃𝑟𝑜𝑣𝑒𝑡𝑒𝑠
𝜌𝐹𝑖𝑜 (8)
É possível observar que embora existam porosidades, a sua percentagem, admitindo que o fio
não tem porosidades, é muito baixa, com uma média entre os dois provetes de cerca de 0,3%.
Estes valores vão ser contabilizados nas simulações numéricas, onde é possível observar em
que zonas a percentagem é maior e menor e se os ensaios efetuados influenciam esta
percentagem.
4.4.2 Ensaio de anel
Antes de realizar qualquer tipo de ensaio na máquina de compressão, é imperativo analisar qual
o valor de atrito da interface entre os pratos e o material, de forma a poder efetuar a simulação
numérica com uma maior exatidão e comparar os resultados obtidos experimentalmente com os
obtidos computacionalmente.
Estes ensaios de atrito foram realizados através de uma máquina de compressão hidráulica
(Instron SATEC 1200kN) com os provetes de anel obtidos anteriormente, em que estes têm uma
relação do diâmetro exterior, diâmetro interior e espessura de 6:3:2. Foram realizados dois
ensaios de atrito, com e sem lubrificação uma vez que posteriormente irão ser realizados ensaios
a seco e com lubrificação. Para lubrificação foi utilizado um dissulfato de molibdénio (MoS2).
O atrito foi caracterizada através da lei τ = mk, em que m é o coeficiente de atrito. Primeiramente
foram obtidas as curvas de calibração para cada fator de atrito (m=0, m=0.1..) através de
elementos finitos, para que fosse possível a comparação posterior com os valores obtidos no
ensaio experimental e desta forma descobrir qual o atrito dos pratos. O ensaio consistiu em
deformar os anéis para deslocamentos de 0.5mm e 0.75mm e em cada deslocamento foi
realizada uma paragem para medição do diâmetro interior, di e altura h, dos anéis. Com esses
valores foi então possível determinar o coeficiente/fator de atrito característico do conjunto
pratos-material, bastando para tal usar as curvas de calibração teóricas obtidas na simulação de
elementos finitos. Ambos os anéis foram deformados e analisados nas mesmas paragens
(mesmo deslocamento). O resultado obtido está espelhado no gráfico da figura 4.11, ou seja,
com pratos secos o coeficiente de atrito é de m= 0.3 e com pratos lubrificados com MoS2 de
m=0.15.
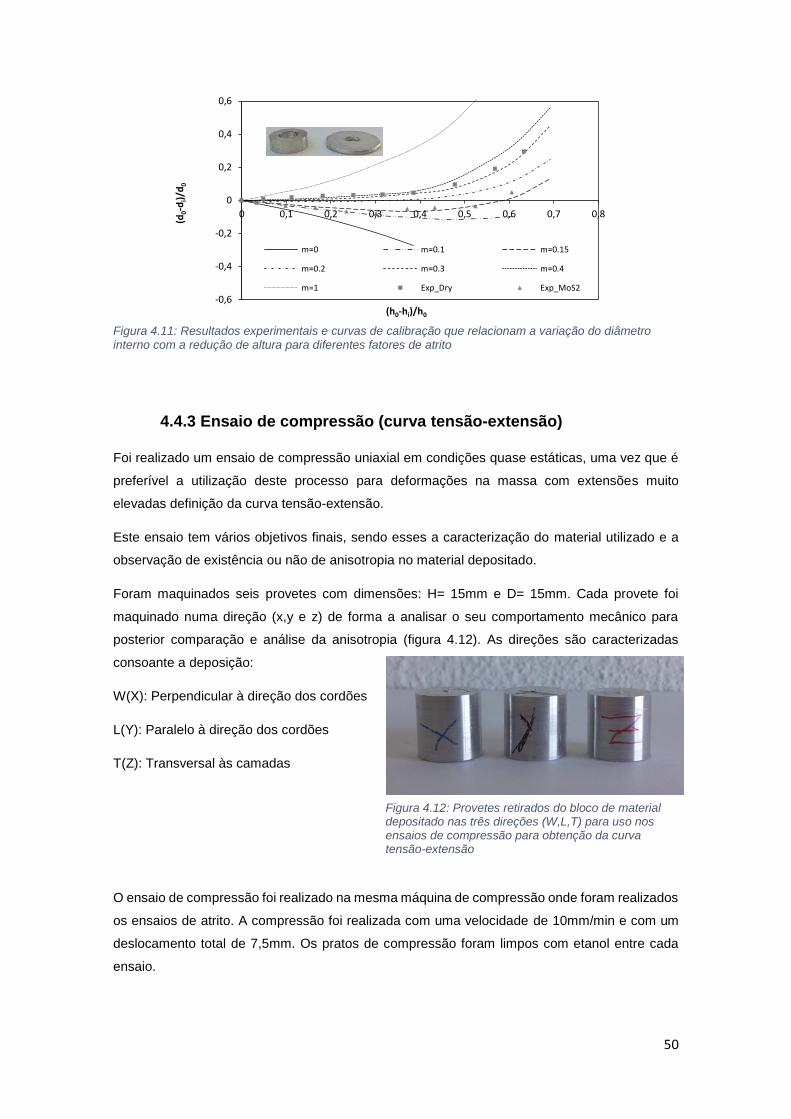
50
4.4.3 Ensaio de compressão (curva tensão-extensão)
Foi realizado um ensaio de compressão uniaxial em condições quase estáticas, uma vez que é
preferível a utilização deste processo para deformações na massa com extensões muito
elevadas definição da curva tensão-extensão.
Este ensaio tem vários objetivos finais, sendo esses a caracterização do material utilizado e a
observação de existência ou não de anisotropia no material depositado.
Foram maquinados seis provetes com dimensões: H= 15mm e D= 15mm. Cada provete foi
maquinado numa direção (x,y e z) de forma a analisar o seu comportamento mecânico para
posterior comparação e análise da anisotropia (figura 4.12). As direções são caracterizadas
consoante a deposição:
W(X): Perpendicular à direção dos cordões
L(Y): Paralelo à direção dos cordões
T(Z): Transversal às camadas
O ensaio de compressão foi realizado na mesma máquina de compressão onde foram realizados
os ensaios de atrito. A compressão foi realizada com uma velocidade de 10mm/min e com um
deslocamento total de 7,5mm. Os pratos de compressão foram limpos com etanol entre cada
ensaio.
Figura 4.11: Resultados experimentais e curvas de calibração que relacionam a variação do diâmetro interno com a redução de altura para diferentes fatores de atrito
-0,6
-0,4
-0,2
0
0,2
0,4
0,6
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
(d0-
di)/
d0
(h0-hi)/h0
m=0 m=0.1 m=0.15
m=0.2 m=0.3 m=0.4
m=1 Exp_Dry Exp_MoS2
Figura 4.12: Provetes retirados do bloco de material depositado nas três direções (W,L,T) para uso nos ensaios de compressão para obtenção da curva tensão-extensão
51
Os três provetes foram comprimidos sem que fossem visíveis fissuras. A altura final dos provetes
após os 7,5mm de deslocamento foram cerca de 8,2mm, o que significa que ocorreu uma
recuperação elástica tanto no material do provete como na prensa hidráulica, sendo a soma da
recuperação elástica dos dois, de cerca de 0,7mm.
Após deformação dos provetes obteve-se os gráficos força-deslocamento correspondentes a
cada provete. Esses gráficos foram convertidos a gráficos tensão-extensão através de vários
passos:
Eliminação da folga inicial da máquina de compressão
Eliminação da recuperação elástica da máquina de compressão através de uma fórmula
já estudada anteriormente 𝑑(𝐹) = 0.02551 ∗ 𝐹0.62094, em que F é a força realizada pela
máquina.
Obtenção da extensão em cada instante através da formula 𝜀 = ln (ℎ𝑖
ℎ0), em que hi é a
altura em cada instante e h0 é a altura inicial do provete.
Obtenção da tensão em cada instante através da fórmula 𝜎 = 𝐹
𝐴𝑖, em que F é a força em
cada instante e Ai é a área transversal do provete em cada instante.
4.4.4 Ensaios de enformabilidade
Uma vez que o grande objetivo da dissertação é a caracterização do material depositado, foram
realizados ensaios de enformabilidade para caracterizar o nível máximo de deformação que é
possível alcançar num processo de deformação plástica até que o material fissure.
Os ensaios foram realizados na mesma máquina hidráulica de testes, onde foram realizados os
ensaios de atrito e de compressão para definição da curva tensão-extensão. Os ensaios foram
realizados à temperatura da sala e com uma velocidade de compressão de 10 mm/min.
Os provetes utilizados para estes ensaios são todos axi-simétricos: 2 provetes cilíndricos
(lubrificado e não lubrificado) e barril. Estes foram maquinados a partir de um bloco de material
depositado, sendo estes provetes sido retirados todos no mesmo sentido (T). A produção foi
igual para todos, em que primeiro passaram por um serrote mecânico, seguido de um torno
convencional e para finalizar foram maquinados no torno CNC. Na tabela 4.4 é possível observar
os provetes e as suas dimensões.

52
Primeiramente os provetes foram marcados através de um riscador com quadrados com 3*3mm
de comprimento, sendo marcados com dois quadrados de forma a obter uma maior segurança
aquando da medição, uma vez estes podem deixar de ser visíveis com um deslocamento mais
acentuado. Os ensaios foram então realizados deformando os provetes para deslocamentos
diferentes conforme a geometria. A deformação foi executada com paragens entre
deslocamentos (ex:2 em 2mm) e nessas paragens foram medidas as dimensões radial e axial
da marca dos provetes (inicialmente um quadrado que mudou a sua forma com a deformação)
através de um microscópio Mitutoyo TM-111 equipado com um mecanismo de medição.
Essas medições têm como propósito calcular as extensões radial e axial a que o provete está
sujeito, sendo as extensões calculadas através das expressões em baixo, em que w é a medida
radial (largura) e h a axial (altura).
𝜀𝜃 = 𝑙𝑛𝑤
𝑤0, 𝜀𝑧 = 𝑙𝑛
ℎ
ℎ0 (9)
A deformação foi realizada até ao aparecimento de fissuras nos provetes, sendo possível desta
forma descobrir para que extensões radiais e axiais o material com a determinada geometria
fissura e deixa de ser útil. A extensão radial é possível de ser calculada através da regra de
incompressibilidade:
𝜀𝑟 = −(𝜀𝑧 + 𝜀𝜃 ) (10)
Provetes Cilíndricos Provete Barril
D
d
t
HH
D
w0
h0
w0
h0
D
d
t
HH
D
w0
h0
H (mm) 25 25
D (mm) 25 30
d (mm) - 25
t (mm) - 5
Lubrificação Dry MoS2 Dry
Designação Cd Cl Td
Tabela 4.4: Geometria e condições de lubrificação dos provetes utilizados nos ensaios de enformabilidade

53
4.4.5 Ensaio de forjamento (encabeçamento)
Um dos grandes objetivos desta dissertação e uma vez que não foi realizado nenhum estudo
nesta área, foi a análise à viabilidade da complementação de técnicas de forjamento ao fabrico
aditivo. Tal como foi dito anteriormente, se a junção das duas técnicas for viável, muitas das
etapas que existem em forjamento (basicamente devido a pré-formas), podem ser eliminadas, o
que possibilita uma redução grande no tempo de produção e no custo das empresas.
O estudo baseou-se então numa técnica de forjamento, que é o encabeçamento, que não é mais
que um provete que é deformado no topo, criando uma cabeça redonda, tal como num parafuso.
Para limitar a deformação do provete apenas ao seu topo, foi construído um anel com metade
do tamanho do provete, que limita o escoamento deste nessa zona da base, o aparato é visível
na figura 4.13. Foi depois comprimido na mesma prensa hidráulica onde foram realizados os
restantes ensaios com uma velocidade baixa de forma a conseguirmos parar o deslocamento
dos pratos logo que se observasse uma fissura. Depois de deformado, foi retirado no anel com
ajuda de uma outra prensa.
Figura 4.13: Provete utilizado para o ensaio de encabeçamento retirado do bloco de material depositado e matriz de aço para forçar o encabeçamento do provete aquando da compressão

54
5. Resultados
Neste capítulo serão demonstrados e discutidos todos os resultados obtidos nos ensaios, bem
com as simulações e respetivas comparações entre os resultados experimentais e teóricos.
5.1 Ensaio de compressão
O ensaio de compressão foi realizado com seis provetes, dois em cada uma das três direções,
sendo o resultado final uma média de cada uma das curvas obtidas. Com isto, pretendíamos
analisar a anisotropia e retirar a curva tensão-extensão do material depositado.
Em baixo é possível observar a curva tensão-extensão obtida para cada um dos três provetes.
Observou-se que não existe anisotropia no material depositado, embora a curva respetiva ao
provete na direção Y esteja ligeiramente distanciada das curvas dos outros dois provetes (X e
Z), não é uma distância significativa para concluirmos que esta tem um comportamento diferente,
este distanciamento provavelmente está associado a um erro de leitura ou experimental. A curva
obtida foi utilizada para caracterizar o material nas simulações numéricas em que para obter uma
maior exatidão, utilizando-se todos os pontos da reta. No gráfico da figura 5.1 é possível observar
a curva tensão-extensão do material depositado para as diferentes direções.
A curva tensão – extensão obtida experimentalmente é aproximada pela equação de Ludwik –
Hollomon:
𝜎 = 475.5𝜀0.22 (11)
Figura 5.1: Curvas Tensão-Extensão obtidas nos ensaios de compressão para provetes das três direções
(W,L,T)
0
100
200
300
400
500
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7
Ten
são
(M
Pa)
Extensão
CT-W CT-L
CT-T
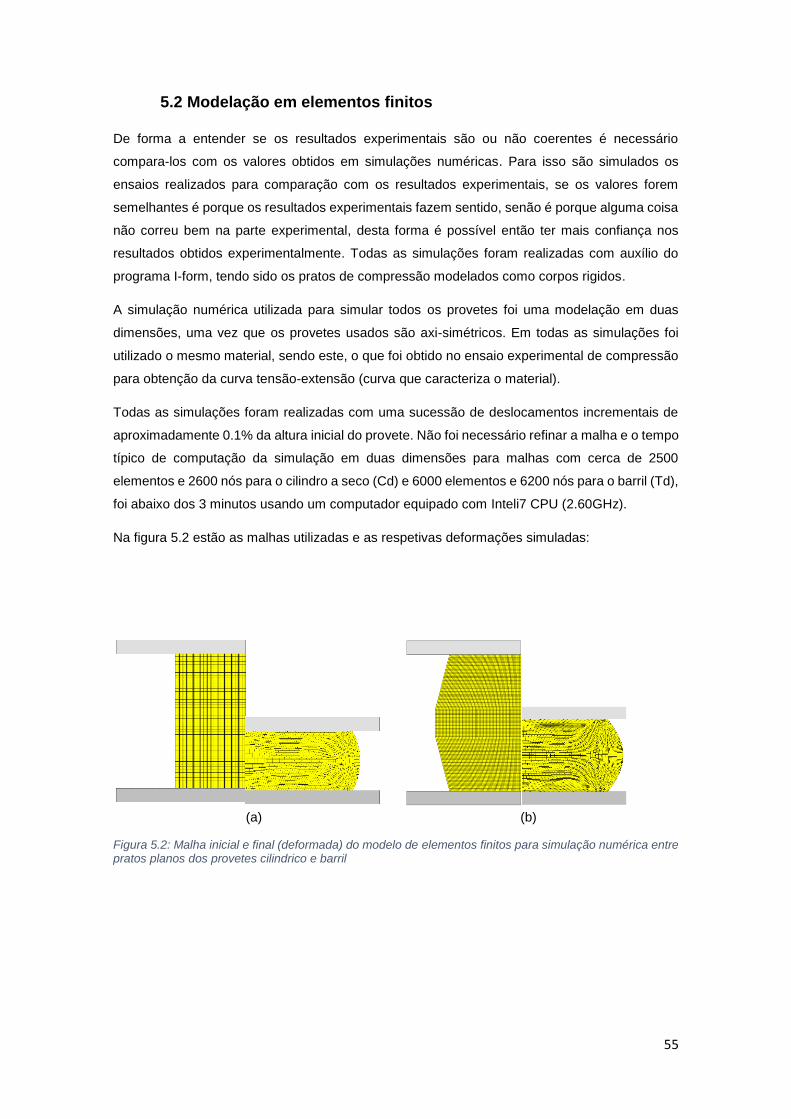
55
5.2 Modelação em elementos finitos
De forma a entender se os resultados experimentais são ou não coerentes é necessário
compara-los com os valores obtidos em simulações numéricas. Para isso são simulados os
ensaios realizados para comparação com os resultados experimentais, se os valores forem
semelhantes é porque os resultados experimentais fazem sentido, senão é porque alguma coisa
não correu bem na parte experimental, desta forma é possível então ter mais confiança nos
resultados obtidos experimentalmente. Todas as simulações foram realizadas com auxílio do
programa I-form, tendo sido os pratos de compressão modelados como corpos rigidos.
A simulação numérica utilizada para simular todos os provetes foi uma modelação em duas
dimensões, uma vez que os provetes usados são axi-simétricos. Em todas as simulações foi
utilizado o mesmo material, sendo este, o que foi obtido no ensaio experimental de compressão
para obtenção da curva tensão-extensão (curva que caracteriza o material).
Todas as simulações foram realizadas com uma sucessão de deslocamentos incrementais de
aproximadamente 0.1% da altura inicial do provete. Não foi necessário refinar a malha e o tempo
típico de computação da simulação em duas dimensões para malhas com cerca de 2500
elementos e 2600 nós para o cilindro a seco (Cd) e 6000 elementos e 6200 nós para o barril (Td),
foi abaixo dos 3 minutos usando um computador equipado com Inteli7 CPU (2.60GHz).
Na figura 5.2 estão as malhas utilizadas e as respetivas deformações simuladas:
(a) (b)
Figura 5.2: Malha inicial e final (deformada) do modelo de elementos finitos para simulação numérica entre pratos planos dos provetes cilindrico e barril

56
5.3 Simulações numéricas (Extensão efetiva, densidade e dano)
As simulações numéricas servem como base de apoio aos resultados experimentais, sendo por
isso bastante importantes numa investigação. Portanto foram realizadas algumas simulações
com base em elementos finitos de forma a comprovar os resultados experimentais, sendo essas
simulações: Extensão efetiva, com o objetivo de analisar a sua extensão máxima até à fissura;
densidade, uma vez que existem porosidades e desta forma poder avaliar a influência da
compressão na concentração das porosidades e simulação do dano acumulado, que foi realizada
de forma a observar as zonas em que seria mais propicio o provete fissurar, e desta forma
perceber se para todos os provetes o valor era semelhante, uma vez que o material é igual para
todos, o valor do dano acumulado até fissurar deve ser igual em todos. As simulações da
densidade foram realizadas tendo em conta a razão de porosidades calculadas no ensaio de
densidade anterior (R=0.997) e o dano acumulado foi calculado através da função normalizada
de Cockcroft and Latham.
Figura 5.3:Simulações numéricas dos provetes Cd (esq) e Td (drt):
(a)Distribuição da extensão efetiva em elementos finitos para os provetes Cd e Td (b) Distribuição da densidade em elementos finitos dos provetes Cd e Td (c) Distribuição do dano acumulado em elementos finitos para os provetes Cd e Td
(a)
(b)
(c)
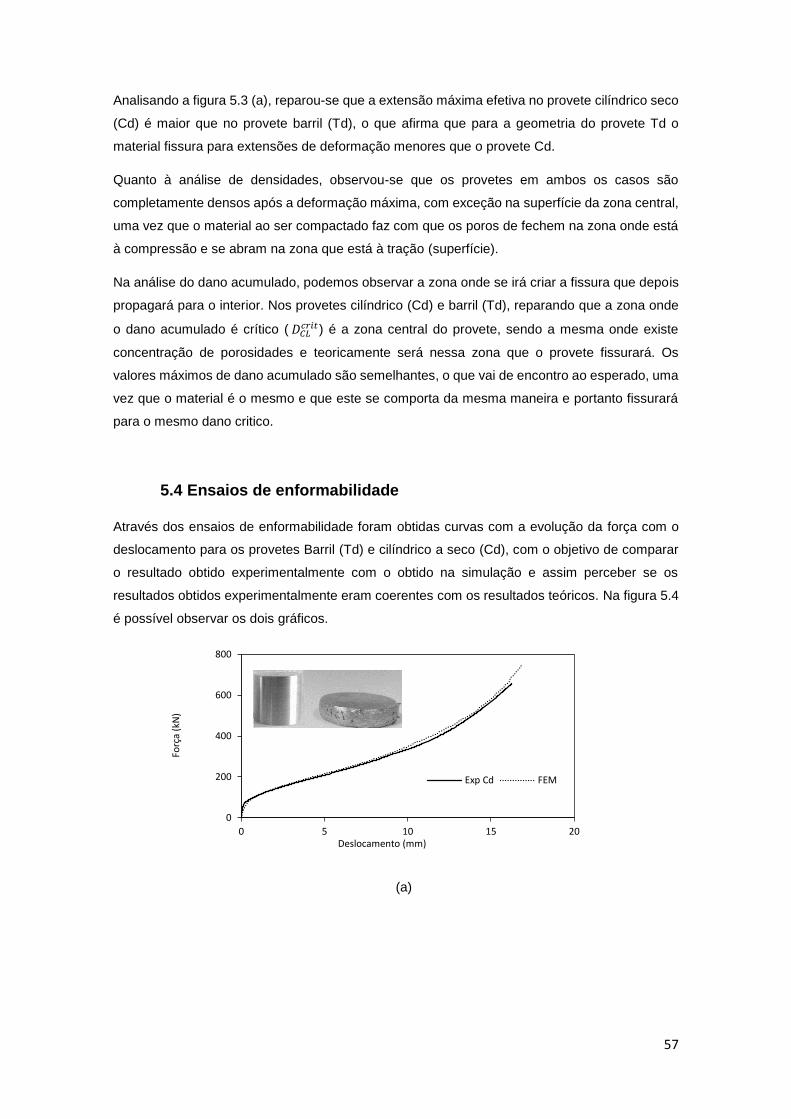
57
Analisando a figura 5.3 (a), reparou-se que a extensão máxima efetiva no provete cilíndrico seco
(Cd) é maior que no provete barril (Td), o que afirma que para a geometria do provete Td o
material fissura para extensões de deformação menores que o provete Cd.
Quanto à análise de densidades, observou-se que os provetes em ambos os casos são
completamente densos após a deformação máxima, com exceção na superfície da zona central,
uma vez que o material ao ser compactado faz com que os poros de fechem na zona onde está
à compressão e se abram na zona que está à tração (superfície).
Na análise do dano acumulado, podemos observar a zona onde se irá criar a fissura que depois
propagará para o interior. Nos provetes cilíndrico (Cd) e barril (Td), reparando que a zona onde
o dano acumulado é crítico ( 𝐷𝐶𝐿𝑐𝑟𝑖𝑡) é a zona central do provete, sendo a mesma onde existe
concentração de porosidades e teoricamente será nessa zona que o provete fissurará. Os
valores máximos de dano acumulado são semelhantes, o que vai de encontro ao esperado, uma
vez que o material é o mesmo e que este se comporta da mesma maneira e portanto fissurará
para o mesmo dano critico.
5.4 Ensaios de enformabilidade
Através dos ensaios de enformabilidade foram obtidas curvas com a evolução da força com o
deslocamento para os provetes Barril (Td) e cilíndrico a seco (Cd), com o objetivo de comparar
o resultado obtido experimentalmente com o obtido na simulação e assim perceber se os
resultados obtidos experimentalmente eram coerentes com os resultados teóricos. Na figura 5.4
é possível observar os dois gráficos.
(a)
0
200
400
600
800
0 5 10 15 20
Forç
a (k
N)
Deslocamento (mm)
Exp Cd FEM
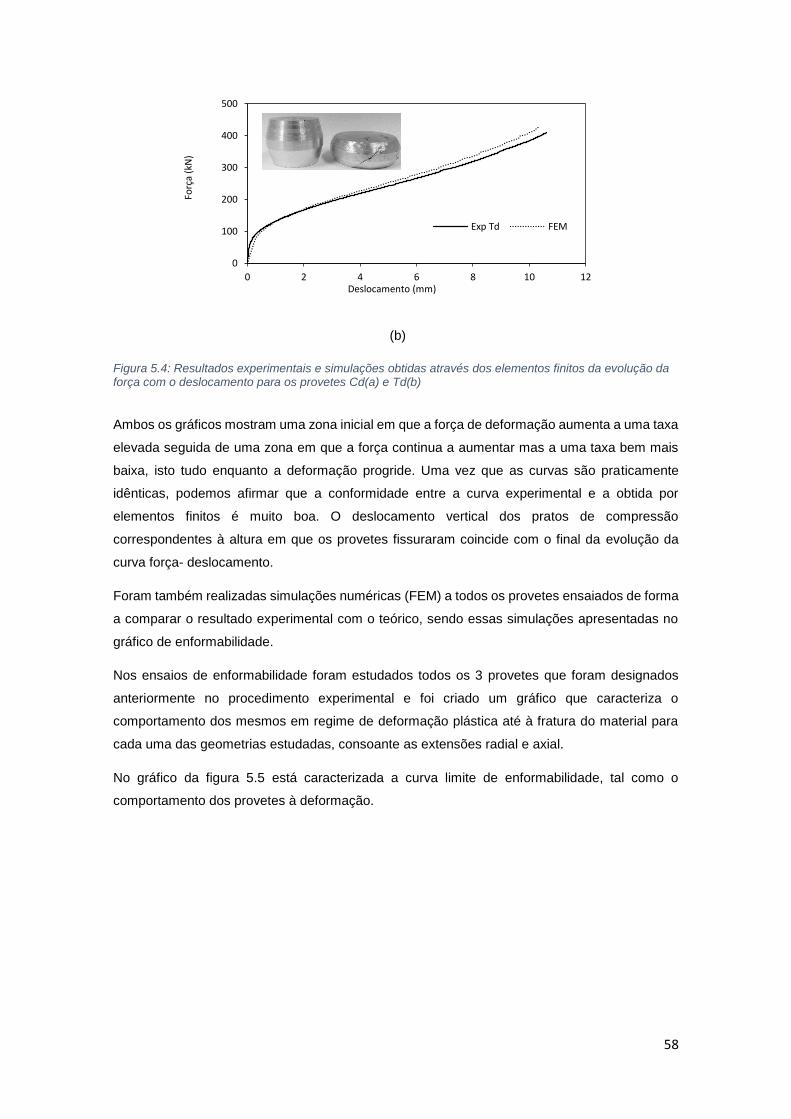
58
(b)
Ambos os gráficos mostram uma zona inicial em que a força de deformação aumenta a uma taxa
elevada seguida de uma zona em que a força continua a aumentar mas a uma taxa bem mais
baixa, isto tudo enquanto a deformação progride. Uma vez que as curvas são praticamente
idênticas, podemos afirmar que a conformidade entre a curva experimental e a obtida por
elementos finitos é muito boa. O deslocamento vertical dos pratos de compressão
correspondentes à altura em que os provetes fissuraram coincide com o final da evolução da
curva força- deslocamento.
Foram também realizadas simulações numéricas (FEM) a todos os provetes ensaiados de forma
a comparar o resultado experimental com o teórico, sendo essas simulações apresentadas no
gráfico de enformabilidade.
Nos ensaios de enformabilidade foram estudados todos os 3 provetes que foram designados
anteriormente no procedimento experimental e foi criado um gráfico que caracteriza o
comportamento dos mesmos em regime de deformação plástica até à fratura do material para
cada uma das geometrias estudadas, consoante as extensões radial e axial.
No gráfico da figura 5.5 está caracterizada a curva limite de enformabilidade, tal como o
comportamento dos provetes à deformação.
Figura 5.4: Resultados experimentais e simulações obtidas através dos elementos finitos da evolução da força com o deslocamento para os provetes Cd(a) e Td(b)
0
100
200
300
400
500
0 2 4 6 8 10 12
Forç
a (k
N)
Deslocamento (mm)
Exp Td FEM
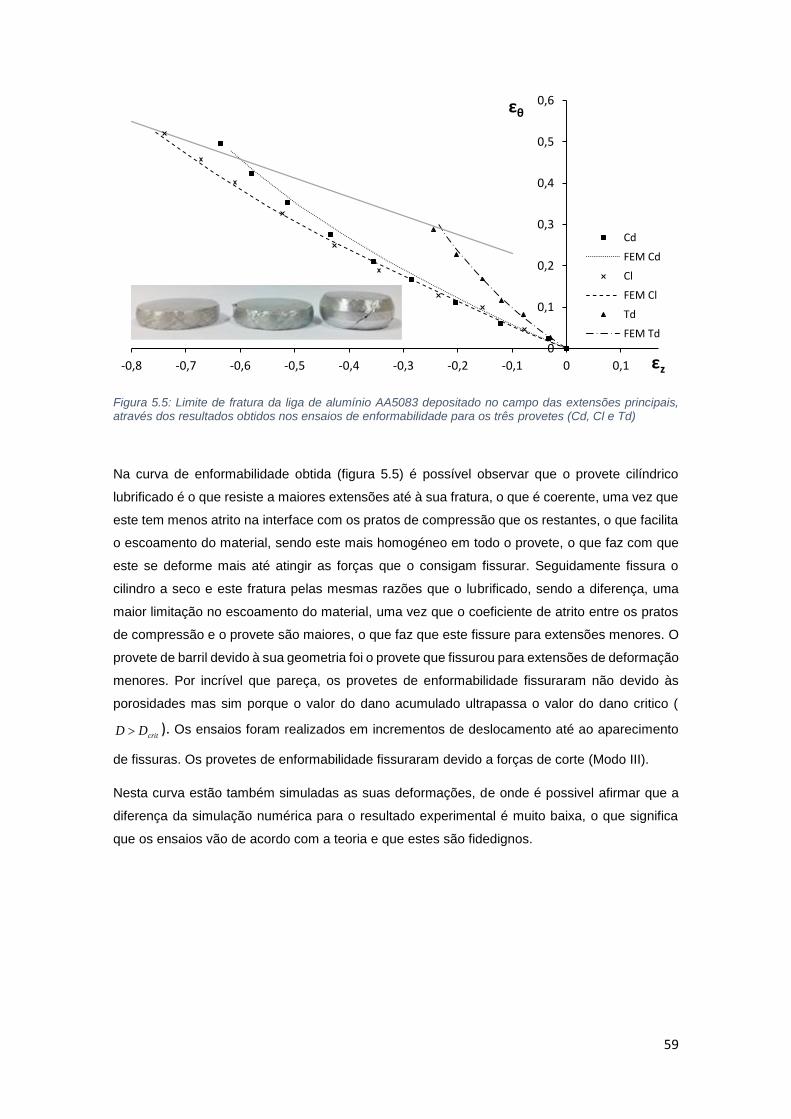
59
Figura 5.5: Limite de fratura da liga de alumínio AA5083 depositado no campo das extensões principais, através dos resultados obtidos nos ensaios de enformabilidade para os três provetes (Cd, Cl e Td)
Na curva de enformabilidade obtida (figura 5.5) é possível observar que o provete cilíndrico
lubrificado é o que resiste a maiores extensões até à sua fratura, o que é coerente, uma vez que
este tem menos atrito na interface com os pratos de compressão que os restantes, o que facilita
o escoamento do material, sendo este mais homogéneo em todo o provete, o que faz com que
este se deforme mais até atingir as forças que o consigam fissurar. Seguidamente fissura o
cilindro a seco e este fratura pelas mesmas razões que o lubrificado, sendo a diferença, uma
maior limitação no escoamento do material, uma vez que o coeficiente de atrito entre os pratos
de compressão e o provete são maiores, o que faz que este fissure para extensões menores. O
provete de barril devido à sua geometria foi o provete que fissurou para extensões de deformação
menores. Por incrível que pareça, os provetes de enformabilidade fissuraram não devido às
porosidades mas sim porque o valor do dano acumulado ultrapassa o valor do dano critico (
critDD ). Os ensaios foram realizados em incrementos de deslocamento até ao aparecimento
de fissuras. Os provetes de enformabilidade fissuraram devido a forças de corte (Modo III).
Nesta curva estão também simuladas as suas deformações, de onde é possivel afirmar que a
diferença da simulação numérica para o resultado experimental é muito baixa, o que significa
que os ensaios vão de acordo com a teoria e que estes são fidedignos.
0
0,1
0,2
0,3
0,4
0,5
0,6
-0,8 -0,7 -0,6 -0,5 -0,4 -0,3 -0,2 -0,1 0 0,1
εθ
εz
Cd
FEM Cd
Cl
FEM Cl
Td
FEM Td
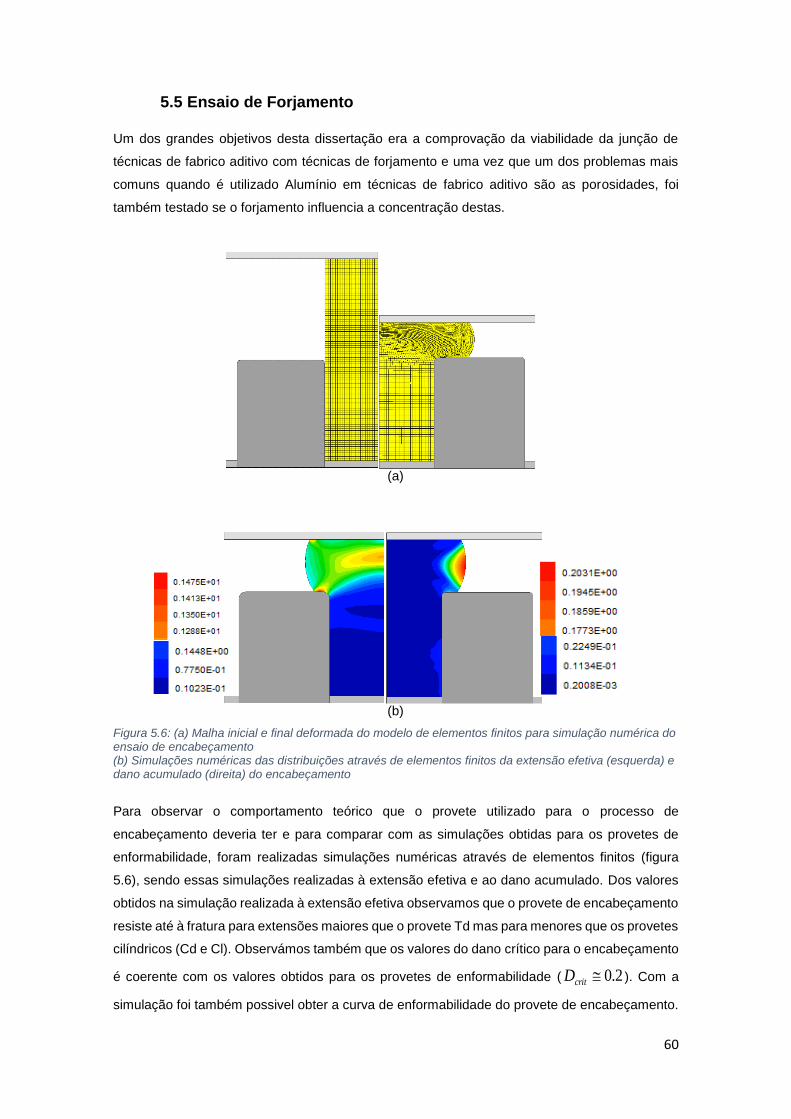
60
5.5 Ensaio de Forjamento
Um dos grandes objetivos desta dissertação era a comprovação da viabilidade da junção de
técnicas de fabrico aditivo com técnicas de forjamento e uma vez que um dos problemas mais
comuns quando é utilizado Alumínio em técnicas de fabrico aditivo são as porosidades, foi
também testado se o forjamento influencia a concentração destas.
Para observar o comportamento teórico que o provete utilizado para o processo de
encabeçamento deveria ter e para comparar com as simulações obtidas para os provetes de
enformabilidade, foram realizadas simulações numéricas através de elementos finitos (figura
5.6), sendo essas simulações realizadas à extensão efetiva e ao dano acumulado. Dos valores
obtidos na simulação realizada à extensão efetiva observamos que o provete de encabeçamento
resiste até à fratura para extensões maiores que o provete Td mas para menores que os provetes
cilíndricos (Cd e Cl). Observámos também que os valores do dano crítico para o encabeçamento
é coerente com os valores obtidos para os provetes de enformabilidade ( 2.0critD ). Com a
simulação foi também possivel obter a curva de enformabilidade do provete de encabeçamento.
(a)
(b)
Figura 5.6: (a) Malha inicial e final deformada do modelo de elementos finitos para simulação numérica do ensaio de encabeçamento (b) Simulações numéricas das distribuições através de elementos finitos da extensão efetiva (esquerda) e dano acumulado (direita) do encabeçamento
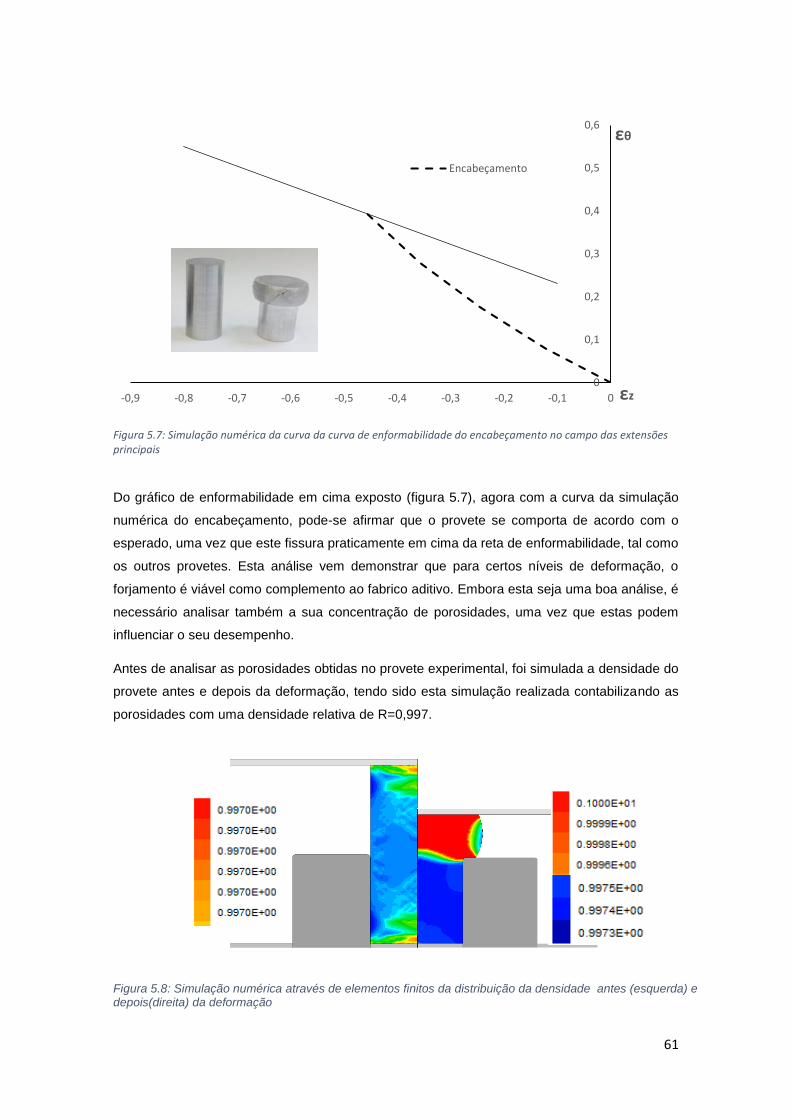
61
Do gráfico de enformabilidade em cima exposto (figura 5.7), agora com a curva da simulação
numérica do encabeçamento, pode-se afirmar que o provete se comporta de acordo com o
esperado, uma vez que este fissura praticamente em cima da reta de enformabilidade, tal como
os outros provetes. Esta análise vem demonstrar que para certos níveis de deformação, o
forjamento é viável como complemento ao fabrico aditivo. Embora esta seja uma boa análise, é
necessário analisar também a sua concentração de porosidades, uma vez que estas podem
influenciar o seu desempenho.
Antes de analisar as porosidades obtidas no provete experimental, foi simulada a densidade do
provete antes e depois da deformação, tendo sido esta simulação realizada contabilizando as
porosidades com uma densidade relativa de R=0,997.
0
0,1
0,2
0,3
0,4
0,5
0,6
-0,9 -0,8 -0,7 -0,6 -0,5 -0,4 -0,3 -0,2 -0,1 0
εθ
εz
Encabeçamento
Figura 5.7: Simulação numérica da curva da curva de enformabilidade do encabeçamento no campo das extensões principais
Figura 5.8: Simulação numérica através de elementos finitos da distribuição da densidade antes (esquerda) e depois(direita) da deformação
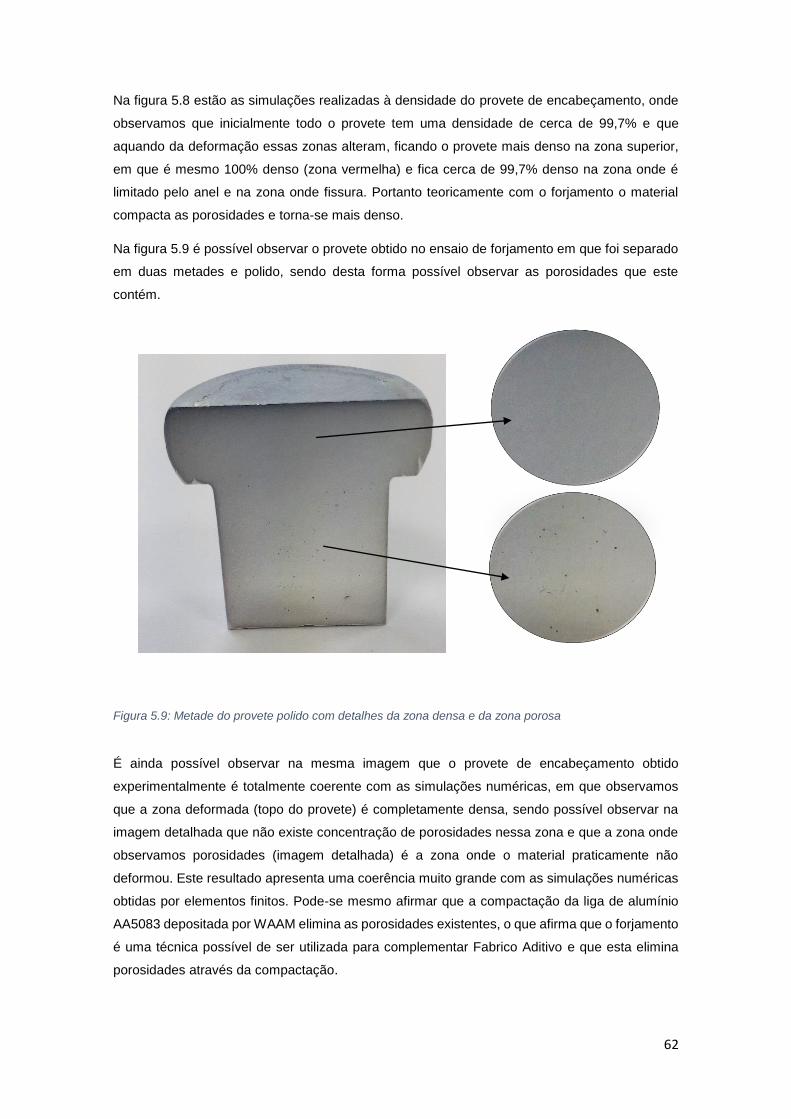
62
Na figura 5.8 estão as simulações realizadas à densidade do provete de encabeçamento, onde
observamos que inicialmente todo o provete tem uma densidade de cerca de 99,7% e que
aquando da deformação essas zonas alteram, ficando o provete mais denso na zona superior,
em que é mesmo 100% denso (zona vermelha) e fica cerca de 99,7% denso na zona onde é
limitado pelo anel e na zona onde fissura. Portanto teoricamente com o forjamento o material
compacta as porosidades e torna-se mais denso.
Na figura 5.9 é possível observar o provete obtido no ensaio de forjamento em que foi separado
em duas metades e polido, sendo desta forma possível observar as porosidades que este
contém.
É ainda possível observar na mesma imagem que o provete de encabeçamento obtido
experimentalmente é totalmente coerente com as simulações numéricas, em que observamos
que a zona deformada (topo do provete) é completamente densa, sendo possível observar na
imagem detalhada que não existe concentração de porosidades nessa zona e que a zona onde
observamos porosidades (imagem detalhada) é a zona onde o material praticamente não
deformou. Este resultado apresenta uma coerência muito grande com as simulações numéricas
obtidas por elementos finitos. Pode-se mesmo afirmar que a compactação da liga de alumínio
AA5083 depositada por WAAM elimina as porosidades existentes, o que afirma que o forjamento
é uma técnica possível de ser utilizada para complementar Fabrico Aditivo e que esta elimina
porosidades através da compactação.
Figura 5.9: Metade do provete polido com detalhes da zona densa e da zona porosa
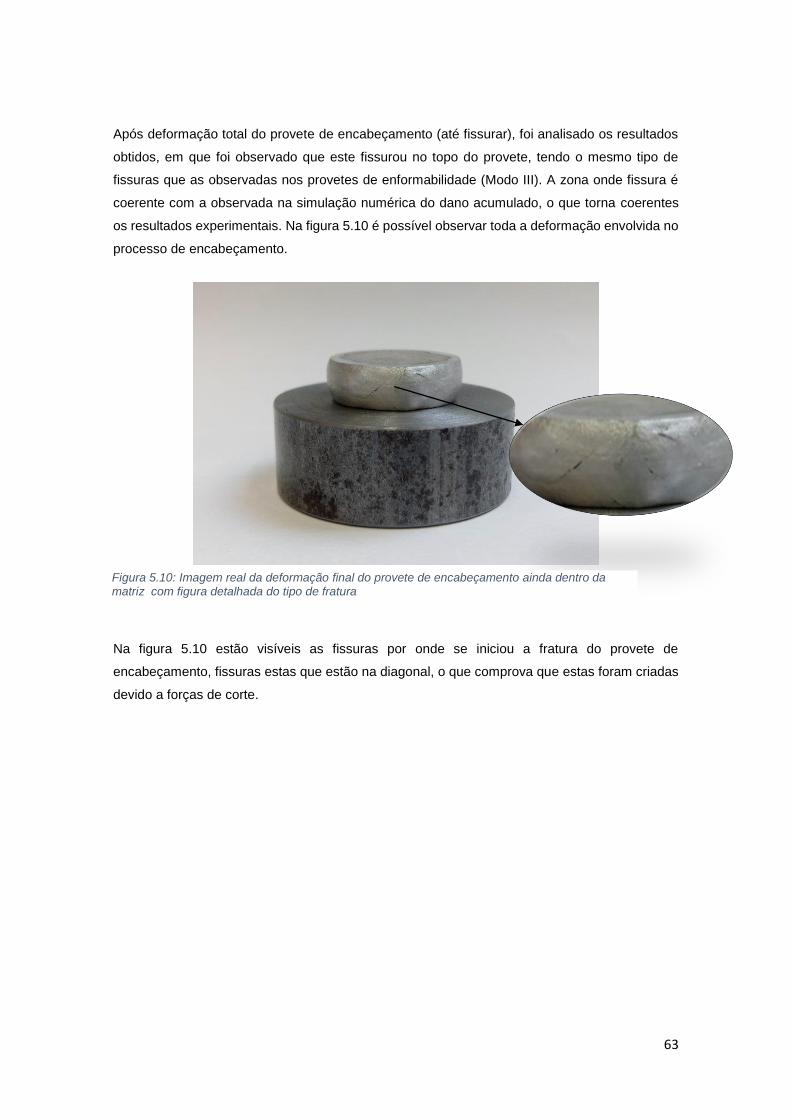
63
Após deformação total do provete de encabeçamento (até fissurar), foi analisado os resultados
obtidos, em que foi observado que este fissurou no topo do provete, tendo o mesmo tipo de
fissuras que as observadas nos provetes de enformabilidade (Modo III). A zona onde fissura é
coerente com a observada na simulação numérica do dano acumulado, o que torna coerentes
os resultados experimentais. Na figura 5.10 é possível observar toda a deformação envolvida no
processo de encabeçamento.
Na figura 5.10 estão visíveis as fissuras por onde se iniciou a fratura do provete de
encabeçamento, fissuras estas que estão na diagonal, o que comprova que estas foram criadas
devido a forças de corte.
Figura 5.10: Imagem real da deformação final do provete de encabeçamento ainda dentro da matriz com figura detalhada do tipo de fratura

64
6. Conclusões
Os objetivos que foram propostos no início deste trabalho foram cumpridos e neste capítulo são
apresentadas as principais conclusões desse mesmo estudo:
Foi possível depositar Alumínio de liga AA5083 em Zig-Zag, com cordões depositados
lateralmente, o que contrasta com o que é normalmente realizado (paredes).
A distância lateral entre cordões é um fator bastante importante no que toca a defeitos
finais e porosidade, sendo portanto bastante estudado até chegar ao resultado final que
para os parâmetros e material utilizado a distância ideal é d=4mm.
A maquinagem dos provetes foi realizada de forma convencional e sem problemas,
mesmo para acabamentos superficiais realizados no torno CNC.
Muitos estudos baseiam-se em imagens de uma secção para calculo desta
percentagem, mas neste trabalho foi utilizado o princípio de Arquimedes, que apresenta
um resultado mais exato, uma vez que é calculado através do volume total e não apenas
através de uma secção. Embora uma das características do uso de Alumínio em fabrico
aditivo seja a grande concentração de porosidades no material depositado, neste
trabalho observou-se que esta embora exista, esta não tem um valor muito alto, sendo
a mesma cerca de 0,3%.
O atrito dos pratos compressores foi calculado a seco e lubrificado sendo os valores
obtidos de m=0.3 e m=0.15 respetivamente. Estes valores foram bastante importantes
na simulação numérica.
Após a obtenção da curva tensão-extensão para cada um dos provetes em cada direção,
concluímos que o material é isotrópico.
Os valores experimentais da extensão obtidos no ensaio de enformabilidade são
coerentes com os valores obtidos na simulação para a extensão efetiva, em que o
provete lubrificado (Cl) é o provete que fissura para extensões maiores, seguindo do
cilindro seco (Cd) e finalmente do barril (Td). Ambos os provetes fissuram devido a forças
de corte (Modo III).
Quanto à densidade do provete de enformabilidade, concluímos através da simulação
que a compressão anula as porosidades em todo o provete com exceção na zona onde
o provete fissura (zona central superficial).
O dano acumulado dos provetes de enformabilidade foi calculado através de simulações
numéricas de onde podemos observar que o mesmo é crítico na zona central do provete
e que este resultado foi idêntico para todos os provetes de enformabilidade.
As curvas de Força-Deslocamento obtidas experimentalmente e na simulação para os
provetes Cilindro a seco e barril (Cd e Td) não apresentaram grandes variações, o que
comprova que os resultados experimentais estão coerentes com a teoria.
No ensaio de forjamento em que o provete foi comprimido até à sua fissura foi visível
que este resistiu até cerca de metade do seu comprimento livre, sendo a fissura deste,
característica de forças de corte.
65
Quanto à simulação do provete de forjamento, obtivemos as extensões radial e axial até
à sua fissura em que este resistiu mais que o provete barril mas menos que os provetes
cilíndricos.
O dano acumulado crítico no provete de forjamento apresentou valores muito próximos
dos obtidos para os ensaios de enformabilidade, o que comprova que o material
depositado resiste até ao mesmo dano neste ensaio de forjamento (encabeçamento).
As porosidades obtidas no provete de encabeçamento são muito coerentes com o
resultado obtido da simulação de densidades, uma vez que estas se encontram
exatamente nas zonas onde na simulação se observam que o material não é 100%
denso. Daqui se conclui mais uma vez que a compressão do material reduz a
concentração de porosidades.
Através do estudo realizado ao ensaio de forjamento podemos concluir que para a liga
de Alumínio AA5083 depositada através de WAAM, o forjamento é viável para os níveis
de extensão obtidos, o que torna viável a complementação do forjamento com o fabrico
aditivo.
6.1 Trabalho Futuro
As opções para trabalho futuro na mesma área onde foi realizado este trabalho são
inúmeras. Ficamos aqui com algumas possíveis:
Influência do tipo de deposição na caracterização de material através de WAAM, por
exemplo deposição cruzada ou circular.
Verificação da viabilidade de complementar o WAAM com outra técnica de
deformação plástica, por exemplo quinagem.
Influência da utilização de uma matriz fechada no forjamento de material depositado
por WAAM (porosidades, fissuras, etc..).
Caracterização de material depositado por WAAM com pequena espessura (tipo
chapa) e não na massa.
Estudo da viabilidade de utilização de outro metal em WAAM e seus parâmetros
ideias (cobre, prata, ferro, etc..).
Utilização de uma matriz fechada de forma a substituir os acabamentos finais que
são muitas vezes necessários para componentes fabricados em WAAM.

66
Referências Bibliográficas
[1]- Mahesh, B.M., Abhaykumar, M.K., e Sandeep, W.D., “Additive layered manufacturing: State-
of-the-art application in product innovation”, Concurrent Engineering Research and Applications,
Vol. 24, (2016), pp.94-102.
[2] – Silva, R.J., Barbosa, G.F., Carvalho, J., “Additive Manufacturing of Metal Parts by Welding”,
IFAC- PapersOnLine, Vol48, No.3, (2015), pp.2318-2322.
[3] – Addison, A., and the WAAMMat team., “Large Scale Additve Manufacturing for Space
Application”, in UK Space Agency, Materials Advances in Space Conference, Cranfiel University,
March, 2015.
[4]- Williams, S., Pickin, C., and Gu, J., Aluminium alloy composition optimisation for Wire + Arc
Additive Manufacturing, Welding engineering and Laser Processing Centre, Cranfield, England.
[5]- Gu, J., Ding, J., Williams, W.S., Gu, H., and Ma, P., “The effect of inter-layer cold working and
post-deposition heat treatment on porosity in additively manufactured aluminium alloys”, Journal
of Materials Processing Technology, Vol 230, (2016), pp.26-43
[6]- Gu, J., Cong, B., Ding, J., Williams. W.S., and Zhai, Y., Wire+Arc Additive Manufacturing of
Aluminium, Welding Engineering and Laser Processing Centre, Cranfield University, UK., School
of Materials and Metallurgy, Northeastern University, China., School of Mechanical Engineering
and Automation, Beihang University, China.
[7] – Ding, D., Pan, Z., Cuiuri, D., and Li, H., “A pratical path planning methodology for wire and
arc additive manufacturing of thin-walled structures”, Robotics and Computer-Integrated
Manufacturing, Vol 34, (2015), pp.8-19.
[8]- Alexander, I., Vladimir, G., Petr, P., Mihail, K., Yuriy, I., and Andrey, V., “Machining of thin-
walled parts produced by additive manufacturing technologies”, Procedia CIRP, Vol 41, (2016),
pp.1023-1026.
[9]- DMG MORI, Additive Manufacturing in Milling Quality,Lasertec 65 Additive Manufacturing,
Dubendorf, (2014).
[10] – Yamazaki, T., “Development of a Hybrid Multi-tasking Machine Tool: Integration of Additive
Manufacturing Technology with CNC Machining”, Procedia CIRP, Vol 42, (2016), pp.81-86.
[11]- Ding, D., Shen, C., Pan, Z., Cuiuri, D., Li, H., Larkin, N., and Duin, v.S., “Towards an
automated robotic arc-welding-based additive manufacturing system from CAD to finished part”,
Computer-Aided Design, Vol 73, (2016), pp. 66-75.
[12]- Naghieh, S., Ravari, M.R.K., Badrossamay, M., Foroozmehr, E., and Kadkhodaei, M.,
“Numerical investigation of the mechanical properties of the additve manufactured bone scaffolds
fabricated by FDM: THe effect of layer penetration and post-heating”, Journal of the Mechanical
Behavior of Biomedical Materials, Vol 59, (2016), pp.241-250.
67
[13] – Ran, X., Liu, D., Li, A., Wang, H., Tang, H., and Cheng, X., “Microstructure characterization
and mechanical behavior of laser additive manufactured ultrahigh-strenght AerMet100 steel”,
Materials Science & Engineering A, http://dx.doi.org/10.1016/j.msea.2016.03.051
[14]- Abe, T., and Sasahara, H., Dissimilar metal deposition with a stainless steel and nickel –
based alloy using wire and arc-based additive manufacturing, Precision Engineering, (2016),
http://dx.doi.org/10.1016/j.precisioneng.2016.03.016
[15]- Trosh, T., Strobner, J., Volkl, R., and Glatzel, U., “Microstruture and mechanical properties
of selective laser melted Inconel 718 compared to forging and casting”, Materials Letters, Vol 164,
(2016), pp.428-431.
[16] – Seifi, M., Christiansen, D., Beuth, J., Harrysson, O., and Lewandowski, J. J., “Process
Mapping, Fracture and Fatigue Behavior of TI-6Al-4V Produced by EBM Additive Manufacturing”,
The 13th World Conference on Titanium, TMS(the Minerals, Metals & Materials Society), 2015.
[17] – Silva, R.J., Barbosa, G.F., and Carvalho, J., “Additive Manufacturinf of Metal Parts by
Welding”, IFAC – PapersOnLine, Vol 48, No.3, (2015), pp.2318-2322
[18] – Silva, da F. M. F., Análise do Potencial da técnica “Additive Manufacturing”, tese de
mestrado, Instituto Superior Técnico, Lisboa, Portugal, Nov 2015
[19] – Gaytan, S.M., Murr, E.L., Medina, F., Martinez, E., Lopez, M. I., and Wicker, R.B., Advanced
metal powder based manufacturing of complex componentes by electron beam melting, Materials
Technology, 24:3. 180-190, DOI: 12.1179/106678509x12475882446133
[20] – Gu, D.D., Meiners, W., Wissenbach, K., and Poprawe, R., Laser additive manufacturing of
metallic componentes: materials, processes and mechanisms, International Materials Reviews,
133-164, DOI: 10.1179/1743280411Y.0000000014
[21] – Ding, D., Pan, Z., Cuiuri, D., and Li, H., “Wire-feed additive manufacturing of metal
componentes technologies, developments and future interests”, Int J Adv Manuf Technol, Vol 81,
(2015), pp.465-481
[22] – Rodrigues, J., Martins, P., Tecnologia Mecânica: Tecnolodia da Deformação Plástica Vol.
I Fundamentos Teóricos, Escolar Editora, Lisboa, Portugal, 2005
[23] – Silva, C.M.A., Alves, L.M., Nielsen, C.V., Atkins, A.G., Martins, P.A.F., “Failure by fracture
in bulk metal forming”, Journal of Mterials Processing Technology, Vol 215, (2015), pp.287-298
[24] – Santos, P. T. D., Ligação mecânica topo a topo de componentes tubulares de parede fina
em PVC por enformação plástica a frio, tese de mestrado, Instituto Superior Técnico, Lisboa,
Portugal, Maio 2015
[25] – Ding, D., Pan, Z., Cuiuri, D., and Li, H., “A multi-bead overlapping model for robotic wire
and arc additive manufacturing”, Robot. Comput. Integr. Manuf, Vol 31, (2015), pp.101-110