caio moreira miquelino eleto torres - ufv
TRANSCRIPT

CAIO MOREIRA MIQUELINO ELETO TORRES
INCORPORAÇÃO DE DREGS E GRITS DE FÁBRICAS DE POLPA CELULÓSICA KRAFT AO CLÍNQUER PARA A PRODUÇÃO DE CIMENTO PORTLAND
Dissertação apresentada à Universidade Federal de Viçosa, como parte das exigências do Programa de Pós-Graduação em Ciência Florestal, para obtenção do título de Magister Scientiae.
VIÇOSA MINAS GERAIS – BRASIL
2016



ii
“Não é o que você juntou, e sim o que você espalhou que reflete como você viveu a sua vida.”
Autor desconhecido
“Se tiver o hábito de fazer as coisas com alegria, raramente encontrará situações difíceis.”
Robert Stephenson Smyth Baden Powell “BP”

iii
A Deus, aos meus queridos pais, irmãos, familiares e amigos...

iv
AGRADECIMENTOS
A DEUS, este Ser maravilhoso, que nos ilumina e da foça durante a caminhada.
Aos meus pais, Carlos Magno “Magoo” e Marina, pela inspiração e incentivo na busca do
conhecimento.
Aos meus irmãos, Carlos e Camila, por serem magníficos, generosos, fraternos e felizes.
A Bruna pelo carinho, incentivo e paciência antes e durante o percurso.
A Tia Mariza, Tio Cesar, Fabiane e Tiago pelo apoio nas pesquisas, correções e elaboração
dos ensaios.
Aos meus amigos irmãos que sempre estão me apoiando, Fernando, Matheus, Mauricio,
Marco Aurélio, Ana P., Cassiano, Amanda, Marcelo e Brunin.
Ao Professor Claudio Mudadu Silva, pela oportunidade e generosidade na forma de agir e
falar nas orientações profissionais, acadêmicas e pessoais.
Ao professor Leonardo Gonçalves Pedroti, pela acolhida, orientação e paciência em
repassar informações e conhecimento, que foram essenciais para elaboração da pesquisa.
Aos Engenheiros Civis e amigos, Welington, Roseli, Gustavo, Felipe, João, Anderson
Natália e Lorena, pela paciência, aprendizagem e crescimento profissional que me
proporcionaram durante o pouco tempo no laboratório.
Aos colegas e amigos do LCP e LMC em geral, e em especial à Marcela, Jú, Nayara,
Rafles, Rafael, Larissa, Raquel, Ismarley, Rogério, Alice, Erika, Samily, Bruno, Fernando,
Luis, Carlinhos, Negão, Diego, Zé Carlos e Herly.
Aos alunos, funcionários do DEF, amigos da salinha da pós pela alegria em especial Sr.
Paulo, Alexandre, Dilson, Beth, Cris, Breda, Crismeire, Eliane e Guilherme “peixe”.
Não menos importante a Marina Zanão pela amizade, companheirismo, conselhos e
incentivo nos estudos diários.
Aos demais amigos, citados ou não, a dedicação de todos os servidores e estudantes do
DEF e DEC;
À Bioforest, Fapemig e CNPq pelo apoio no suporte das pesquisas.
Ao escotismo que sempre nortear a minha vida, principalmente ao GEAMG 23º Baleia.
Meus sinceros agradecimentos.

v
SUMÁRIO
LISTA DE FIGURAS ............................................................................................................. viii
LISTA DE TABELAS ............................................................................................................... x
RESUMO .................................................................................................................................. xi
ABSTRACT ............................................................................................................................. xii
1. INTRODUÇÃO .................................................................................................................. 1
2. OBJETIVOS ....................................................................................................................... 3
3. REVISÃO DE LITERATURA .......................................................................................... 4
3.1. Processo de produção de polpa celulósica Kraft branqueada ........................... 4
3.1.1. Resíduos sólidos gerados no processo Kraft ................................................ 6
3.1.1.1. Caracterização dos Dregs ........................................................................................ 7
3.1.1.2. Caracterização do Grits ........................................................................................... 8
3.1.2. Utilização atual dos dregs e grits .................................................................. 9
3.1.2.1. Resíduos sólidos aplicados no solo ....................................................................... 10
3.1.2.2. Resíduos sólidos aplicados em estradas florestais ................................................. 10
3.1.2.3. Resíduos sólidos aplicados em cerâmica ............................................................... 10
3.2. Processo de produção de clínquer ................................................................... 11
3.2.1. Produção de clínquer .................................................................................. 14
3.2.1.1. Produção de clínquer com resíduos da indústria celulósica kraft .......................... 14
3.2.1.2. Clínquer Portland com reduzido impacto ambiental ............................................. 15
3.2.1.3. Desempenho de microconcretos fabricados com cimento Portland com adições de cinza de bagaço de cana-de-açúcar ........................................................................................... 15
3.2.1.4. Influencia do Blaine no cimento Portland ............................................................. 15
4. MATERIAL E MÉTODOS .............................................................................................. 16
4.1. Material ........................................................................................................... 16
4.2. Metodologia .................................................................................................... 16
4.2.1. Caracterização dos materiais ...................................................................... 18
4.2.1.1. Massa Específica ................................................................................................... 18
4.2.1.2. Área Específica no permeabilímetro de Blaine ..................................................... 18
4.2.1.3. Finura .................................................................................................................... 19
4.2.1.4. Espectroscopia de Energia Dispersiva de Raio-X – EDX ..................................... 19
4.2.1.5. Microscopia Eletrônica de Varredura – MEV ....................................................... 20
4.2.1.6. Difratometria de Raios X – DRX .......................................................................... 21
4.2.1.7. Atividade pozolânica ............................................................................................. 21
4.2.1.8. Análises termogravimétricas (TG/DTG) ............................................................... 22
4.2.2. Ensaios referentes aos materiais cimentícios ............................................. 22
4.2.2.1. Confecção dos corpos de prova ............................................................................. 23

vi
4.2.2.2. Consistência normal .............................................................................................. 25
4.2.2.3. Tempos de pega ..................................................................................................... 25
4.2.2.4. Expansibilidade Le Chatelier ................................................................................ 26
4.2.2.5. Resistência a compressão ...................................................................................... 26
4.2.2.6. Módulo estático de elasticidade à compressão ...................................................... 27
4.2.3. Análise Estatística ...................................................................................... 28
5. RESULTADOS E DISCUSSÃO ..................................................................................... 28
5.1. Caracterização dos Materiais .......................................................................... 28
5.1.1. Clínquer ...................................................................................................... 28
5.1.1.1. Caracterização do clínquer .................................................................................... 28
5.1.1.2. Composição química ............................................................................................. 29
5.1.1.3. Microscopia Eletrônica de Varredura – MEV ....................................................... 29
5.1.1.4. Composição mineralógica ..................................................................................... 31
5.1.2. Dregs e Grits ............................................................................................... 32
5.1.2.1. Caracterização dos dregs e grits ............................................................................ 32
5.1.2.2. Pozolanicidade dos dregs e grits ........................................................................... 32
5.1.2.3. Composição química dos dregs e grits .................................................................. 32
5.1.2.4. Microscopia Eletrônica de Varredura – MEV ....................................................... 33
5.1.2.5. Composição mineralógica ..................................................................................... 35
5.1.2.6. Análise térmica ...................................................................................................... 36
5.2. Ensaios referentes aos materiais cimentícios .................................................. 38
5.2.1. Tempos de pega .......................................................................................... 38
5.2.2. Expansibilidade Le Chatelier ..................................................................... 39
5.2.3. Evolução da resistência à compressão e média estatística ......................... 40
5.2.4. Módulo estático de elasticidade à compressão ........................................... 42
5.2.5. Resistência à compressão com variação do Blaine .................................... 45
6. CONCLUSÕES ................................................................................................................ 51
7. REFERÊNCIAS ............................................................................................................... 52
APÊNDICE A – PROPRIEDADES DO CLÍNQUER PORTLAND ...................................... 58
APÊNDICE B – PROPRIEDADES DOS DREGS E GRITS ................................................... 61
APÊNDICE C – PROPRIEDADES DA SUBSTITUIÇÃO DE 2,5% DE DREGS ................. 63
APÊNDICE D – PROPRIEDADES DA SUBSTITUIÇÃO DE 2,5% DE GRITS .................. 65
APÊNDICE E – PROPRIEDADES DA SUBSTITUIÇÃO DE 5% DE DREGS .................... 67
APÊNDICE F – PROPRIEDADES DA SUBSTITUIÇÃO DE 5% DE GRITS ...................... 69
APÊNDICE G – PROPRIEDADES DA SUBSTITUIÇÃO DE 7,5% DE DREGS ................ 71
APÊNDICE H – PROPRIEDADES DA SUBSTITUIÇÃO DE 7,5% DE GRITS .................. 73
APÊNDICE I – PROPRIEDADES DA SUBSTITUIÇÃO DE 10% DE DREGS ................... 75

vii
APÊNDICE J – PROPRIEDADES DA SUBSTITUIÇÃO DE 10% DE GRITS .................... 77
APÊNDICE K – PROPRIEDADES DA SUBSTITUIÇÃO DE 15% DE DREGS ................. 79
APÊNDICE L – PROPRIEDADES DA SUBSTITUIÇÃO DE 15% DE GRITS .................... 81
APÊNDICE M – ANÁLISE ESTATÍSTICA DAS RESISTÊNCIAS COM SUBSTITUIÇÕES DE DREGS................................................................................................ 83
APÊNDICE N – ANÁLISE ESTATÍSTICA DO MÓDULO COM SUBSTITUIÇÕES DE DREGS ..................................................................................................................................... 85
APÊNDICE O – ANÁLISE ESTATÍSTICA DAS RESISTÊNCIAS COM SUBSTITUIÇÕES DE GRITS ................................................................................................................................. 87
APÊNDICE P – ANÁLISE ESTATÍSTICA DO MÓDULO COM SUBSTITUIÇÕES DE GRITS ....................................................................................................................................... 89
APÊNDICE Q – ANÁLISE ESTATÍSTICA DAS RESISTÊNCIAS COM SUBSTITUIÇÕES DE 10% DREGS EM DIFERENTES ÁREAS ......................................................................... 91
APÊNDICE R – ANÁLISE ESTATÍSTICA DAS RESISTÊNCIAS COM SUBSTITUIÇÕES DE 10% GRITS EM DIFERENTES ÁREAS .......................................................................... 93

viii
LISTA DE FIGURAS
Figura 1. Fluxograma do processo de produção de celulose kraft branqueada. ......................... 4
Figura 2. Fluxograma do ciclo de recuperação química do processo Kraft. Os resíduos sólidos
do ciclo são marcados com um asterisco e estão em vermelho. ................................. 6
Figura 3. Dregs. .......................................................................................................................... 8
Figura 4. Grits ............................................................................................................................ 9
Figura 5. Fluxograma do processo para fabricação de cimento Portland. ................................ 12
Figura 6. Fluxograma esquemático do plano experimental. ..................................................... 16
Figura 7. Amostras in natura (a) clínquer; (b) dregs e (c) grits................................................ 17
Figura 8. Equipamentos para moagem (a) Moinho de bolas; (b) Pulverizador e (c) Graal e
pistilo de porcelana. .................................................................................................. 17
Figura 9. Amostras peneiradas (a) clínquer; (b) dregs e (c) grits............................................. 17
Figura 10. Materiais para o ensaio de área de permeabilidade de Blaine. ............................... 19
Figura 11. Micro EDX 1300 shimadzu. ................................................................................... 20
Figura 12. Microscópio Eletrônico de Varredura (a) Quanta FEG 3D FEI e (b) Leo 1430VP.
.................................................................................................................................. 21
Figura 13. Difratômetro de raios-x Bruker D8-Discover Davinci............................................ 21
Figura 14. Ensaio de atividade pozolânica. .............................................................................. 22
Figura 15. Argamassadeira, misturador mecânico. .................................................................. 25
Figura 16. Corpos de provas (a) Moldados e (b) Desmoldados e devidamente identificados. 25
Figura 17. Máquina universal de ensaios da marca EMIC, modelo DL600KN. ...................... 26
Figura 18. Ensaio de módulo de elasticidade com clip gage. ................................................... 27
Figura 19. MEV e EDS com o clínquer em pó (a) imagem com magnificação de 1.000x. (b)
imagem com magnificação de 2.000x. (c) gráfico de EDS com os teores dos
elementos. ................................................................................................................. 30
Figura 20. DRX do clínquer. ...................................................................................................... 31
Figura 21. MEV e EDS com o dregs em pó (a) imagem com magnificação de 1.000x. (b)
imagem com magnificação de 2.000x. (c) gráfico de EDS com os teores dos
elementos. ................................................................................................................. 34
Figura 22. MEV e EDS com o grits em pó (a) imagem com magnificação de 1.000x. (b)
imagem com magnificação de 2.000x. (c) gráfico de EDS com os teores dos
elementos. ................................................................................................................. 35

ix
Figura 23. DRX do dregs e grits. ............................................................................................. 36
Figura 24. Curvas TG/DTG do dregs com fluxo de ar sintético (50 mL min-1) e razão de
aquecimento 10°C min-1. .......................................................................................... 37
Figura 25. Curvas TG/DTG do grits com fluxo de ar sintético (50 mL min-1) e razão de
aquecimento 10°C min-1. .......................................................................................... 37
Figura 26. Os resultados dos ensaios de resistência à compressão em relação à idade dos
corpos de prova confeccionados coma as porcentagens de: (a) Dregs e (b) Grits. .. 40
Figura 27. Os resultados dos ensaios de resistência a compressão: (a) porcentagens de
substituição de 0; 2,5 e 5% dos dregs e (b) porcentagens de substituição de 0; 7,5;
10 e 15% dos dregs................................................................................................... 41
Figura 28. Os resultados dos ensaios de resistência a compressão: (a) porcentagens de
substituição de 0; 2,5 e 5% dos grits e (b) porcentagens de substituição de 0; 7,5; 10
e 15% dos grits. ........................................................................................................ 42
Figura 29. Os resultados dos ensaios de módulo de elasticidade: (a) Dregs. e (b) Grits ......... 43
Figura 30. Os resultados dos ensaios de módulo de elasticidade: (a) porcentagens de
substituição de 0; 2,5 e 5% dos dregs e (b) porcentagens de substituição de 0; 7,5;
10 e 15% dos dregs................................................................................................... 44
Figura 31. Os resultados dos ensaios de módulo de elasticidade: (a) porcentagens de
substituição de 0; 2,5 e 5% dos grits e (b) porcentagens de substituição de 0; 7,5; 10
e 15% dos grits. ........................................................................................................ 45
Figura 32. Os resultados dos ensaios de resistência à compressão em relação à idade dos
corpos de prova confeccionados com as porcentagens de 0 e 10% de: (a) Dregs e
(b) Grits. ................................................................................................................... 46
Figura 33. Os resultados dos ensaios de resistência a compressão com porcentagens de
substituição de 0 e 10%) dos dregs: (a) com área específica do clínquer de
246m²/kg; (b) com área específica do clínquer de 369m²/kg e (c) com área
específica do clínquer de 441m²/kg. ......................................................................... 48
Figura 34. Os resultados dos ensaios de resistência a compressão com porcentagens de
substituição de 0 e 10% dos grits: (a) com área específica do clínquer de 246m²/kg;
(b) com área específica do clínquer de 369m²/kg e (c) com área específica do
clínquer de 441m²/kg. ............................................................................................... 49

x
LISTA DE TABELAS
Tabela 1. Resíduos sólidos do processo Kraft branqueada de uma indústria de celulose e
papel. 7
Tabela 2. Características químicas dos dregs (peso seco). 8
Tabela 3. Características químicas dos grits (peso seco). 9
Tabela 4. Composição química típica do clínquer. 11
Tabela 5. Teores dos compostos do cimento Portland 12
Tabela 6. Resumo das exigências químicas, físicas e mecânicas dos cimentos Portland 13
Tabela 7. Abreviaturas dos óxidos e compostos típicos do cimento Portland. 14
Tabela 8. Composição química típica do cimento Portland. 14
Tabela 9. Dosagem de materiais para o clínquer experimental. 23
Tabela 10. Proporção de materiais utilizados para confecção de corpos de prova. 24
Tabela 11. Caracterização do clínquer. 28
Tabela 12. Composição química do clínquer, em (%). 29
Tabela 13. Caracterização dos dregs e grits. 32
Tabela 14. Composição química por EDX dos dregs e grits (%). 33
Tabela 15. Resultados dos ensaios de massa, área especifica e finura. 38
Tabela 16. Resultados do ensaio de tempos de pega. 39
Tabela 17. Resultados do ensaio de expansibilidade le chatelier. 39

xi
RESUMO
TORRES, C. M. M. E., M.Sc., Universidade Federal de Viçosa, Julho, 2016. Incorporação de dregs e grits de fábricas de polpa celulósica kraft ao clínquer para a produção de cimento Portland. Orientador: Cláudio Mudadu Silva. orientador: Leonardo Gonçalves Pedroti
Durante os últimos anos, a indústria de polpa celulósica kraft no Brasil vêm se expandindo.
Alinhado a esse crescimento industrial, há uma preocupação com o aumento da geração e a
forma de disposição final dos seus resíduos sólidos. Estes devem ser tratados adequadamente
e, quando não reaproveitados, dispostos em local ambientalmente apropriado. Os resíduos
gerados no processo kraft são, em sua grande maioria, classificados como resíduos Classe II-
A de acordo com a NBR 10.004, ou seja, não perigosos e não inertes. O objetivo desta
pesquisa foi estudar a viabilidade técnica da utilização dos resíduos sólidos alcalinos
denominados dregs e grits, que são normalmente encaminhados a aterros industriais, ao
clínquer em diferentes proporções como matéria-prima na indústria de cimento. A
metodologia inserida inclui as seguintes etapas: i) caracterização física e química dos resíduos
e do clínquer; ii) preparação de amostras utilizando diferentes misturas de substituições (0;
2,5; 5; 7,5; 10 e 15 %) de dregs e grits in natura no clínquer; e iii) ensaios laboratoriais
(expansibilidade Le Chatelier, tempos de pega, determinação da pasta de consistência normal,
resistência a compressão e módulo estático de elasticidade). Os resultados mostraram que as
adições dos resíduos até 10% foram satisfatórias, por estarem dentro dos limites estabelecidos
nas normas.

xii
ABSTRACT
TORRES, C. M. M. E., M.Sc., Universidade Federal de Viçosa, July, 2016. Dregs and grits incorporation from kraft pulp mills clinker for Portland cement production . Advisor: Cláudio Mudadu Silva. Co-Advisor: Leonardo Gonçalves Pedroti.
In recent years, kraft pulp mills have been expanding in Brazil. In line with this industrial
growth, there has been a concern about the increase in waste generation and disposal. This
waste must be properly treated and, when reuse is not possible, it must be disposed in an
environmentally sound manner. Pulp mill wastes are classified as non-hazardous and non-
inert according to the Brazilian NBR 10.004. The objective of this research was to study the
technical feasibility of the incorporation of alkaline waste called dregs and grits, to clinker in
different proportions as raw material in the cement industry. The research was carried out in
the following steps: i) characterization of wastes and clinker; ii) preparation of samples using
different proportions (0, 2.5, 5, 7.5, 10 and 15%), of dregs and grits; iii) laboratory testing
(determination of soundness by the Le Chatelier method, determination of setting times,
determination of water content of the paste with normal consistency, determination of
compressive strength and static modulus of elasticity). The results showed that the additions
of dregs and grits to the clinker up to 10% were feasible according to the Portland cement
Brazilian standards.

1
1. INTRODUÇÃO
Fábricas de polpa celulósica kraft branqueada têm se expandido rapidamente dentro do
setor florestal brasileiro. Segundo a Indústria Brasileira de Árvores (IBÁ, 2016), o Brasil
ocupa o 4o lugar entre os produtores mundiais de polpa celulósica, com 17,37 milhões de
toneladas produzidas, ultrapassado somente pelos EUA, China e Canadá. A perspectiva é de
que, em 2017, a produção ultrapasse os 19 milhões de toneladas e o Brasil passe a ocupar a 3o
posição no ranking mundial.
Alinhado a esse crescimento industrial, há um aumento na geração de resíduos sólidos.
Os resíduos gerados nesse tipo de indústria devem ser tratados adequadamente e, quando não
reaproveitados, devem ser dispostos em um local ambientalmente apropriado. Os resíduos do
processo de produção da polpa celulósica kraft se originam nas estações de tratamento de
água e efluentes, no pátio de madeiras, no ciclo de recuperação química do licor, na caldeira
de biomassa, entre outros. Os resíduos em sua grande maioria são classificados como resíduos
Classe II-A de acordo com a norma NBR 10.004 (ABNT, 2004), ou seja, não perigosos e não
inertes.
Dentre os principais resíduos sólidos do processo de polpação kraft, no processo de
caustificação e calcinação são gerados os dregs e os grits, respectivamente. Os dregs são
provenientes da clarificação do licor verde sendo considerados como impurezas oriundas
principalmente do carbono, hidróxidos e sulfetos de metais, tendo um pH em torno de 11. Sua
geração é expressiva podendo alcançar valores de 15 kg.tsa-1 de polpa produzida. Os grits são
originados no apagamento da cal sendo classificada como uma cal não reagida (não calcinada)
que são sedimentadas no fundo do apagador e removidos através de um raspador ou parafuso
de Arquimedes. Sua geração de aproximadamente 5 kg.tsa-1 de polpa produzida. Ambos são
denominados resíduos alcalinos e sua disposição final tem sido normalmente aterros
industriais (BIERMANN, 1993; GAVRILESCU, 2004; KRIGSTIN e SAIN, 2006 e WOLFF,
2008).
O reaproveitamento desses resíduos como matéria prima para outros fins é uma opção
atrativa, para a sua destinação. Estudos tem sido realizados para aplicação direta ao solo, para
correção do pH, produção de cerâmica e pavimentação de estradas (SOUZA e CARDOSO,
2008; MACHADO et al., 2006).
As características físico-químicas dos dregs e dos grits indicam um potencial para a
produção de cimento, uma vez que contém uma alta proporção de carbonato de cálcio. O

2
processo produtivo da fabricação de cimento consome relativamente altos volumes de
matérias-primas naturais. Para fabricação do cimento são empregados materiais calcários,
argilosos e gesso. Dentre os vários processos de fabricação do cimento o mais comum é
denominado Portland que consiste em moer as matérias-primas, misturá-las nas proporções
adequadas e queimar essa mistura em um forno rotativo até uma temperatura de cerca de
1450ºC. Nessa temperatura, o material sofre uma fusão desenvolvendo pelotas de nódulos de
5 a 25 mm de diâmetro de um material sinterizado, denominado clínquer (MEHTA e
MONTEIRO, 1994; ISAIA, 2010).
Considerando a recente abordagem da Ecologia Industrial onde se busca encontrar
soluções integradas entre várias tipologias industriais, ou seja, aproveitamento de materiais
em que numa tipologia geradora tem sido considerado resíduo, mas que em outra indústria o
mesmo material pode ser considerado matéria prima, o presente estudo tem por objetivo
avaliar a viabilidade técnica do uso de dregs e grits na fabricação de cimento Portland.
Poucos trabalhos foram encontrados na literatura que abordam o uso de dregs e grits
na produção de clínquer (CASTRO et al., 2009) e o uso desses resíduos como agregado do
concreto (SEYYEDALIPOUR et al., 2014). Não se encontrou na literatura atual qualquer
estudo técnico cientifico que permita concluir a viabilidade de se adotar as porcentagens
adequadas de dregs e/ou grits como matéria prima na fabricação de cimento Portland.

3
2. OBJETIVOS
O presente trabalho objetivou estudar a viabilidade técnica da utilização dos resíduos
sólidos alcalinos denominados dregs e grits, gerados no setor de recuperação do licor das
fábricas de polpa celulósica kraft, como matéria prima na substituição parcial do clínquer para
a produção de cimento Portland.
Os objetivos específicos foram:
Caracterização química do clinquer e dos dregs e grits;
Verificação dos principais parâmetros de qualidade do cimento Portland,
Determinação das porcentagens de mistura aceitáveis na incorporação de dregs e de
grits ao clinquer para a produção de cimento Portland.
Avaliação da influência do grau de moagem do clínquer na qualidade do cimento
Portland, após incorporação de 10% de dregs e grits.

4
3. REVISÃO DE LITERATURA
3.1. Processo de produção de polpa celulósica Kraft branqueada
A produção de polpa celulósica é definida por diversos processos químicos como soda,
kraft, sulfito e por processos mecânicos. No Brasil, há uma maior produção de polpa
celulósica química, tendo como principal processo o Kraft (IBÁ, 2016). Este tipo de processo
tem como objetivo a separação das fibras de celulose e hemicelulose dos demais componentes
constituintes da estrutura da madeira, em particular a remoção da lignina e extrativos (BRITT,
1965; COLODETTE e GOMES, 2015).
A produção de polpa celulósica kraft baseia-se no cozimento da madeira com uma
solução aquosa constituída de hidróxido de sódio (NaOH) e o sulfeto de sódio (Na2S), que
através do efeito de pressão e temperaturas entre 160 e 180ºC levam à despolimerização, à
separação das fibras e dissolução das moléculas de lignina (MORAIS, 2007; GOMIDE, 1979;
COLODETTE e GOMES, 2015). A polpa produzida passa por um processo de lavagem e
depuração e segue para o setor de branqueamento. O licor proveniente da lavagem da polpa
segue para o denominado processo de recuperação do Licor Negro. A Figura 1 mostra um
fluxograma esquemático do processo.
Figura 1. Fluxograma do processo de produção de celulose kraft branqueada.
Fonte: Adaptado do MATA, 2016.

5
A principal característica do processo kraft corresponde à eficiente recuperação dos
reagentes utilizados, que retornam ao digestor com uma perda máxima de 5%
(GOMIDE,1979; COLODETTE e GOMES, 2015). O ciclo de recuperação química se inicia
na lavagem da polpa, onde ocorre a remoção de materiais orgânicos e inorgânicos dissolvidos
no licor preto e misturados com a polpa, ao final do cozimento da madeira, com a mínima
quantidade de água limpa ou recirculada do processo.
O licor preto fraco (proveniente da lavagem da polpa) é submetido à evaporação, para
elevação do teor de sólidos de cerca 15% para 70-80% (dependendo da eficiência do
processo), transformando-se em licor preto forte. Este é enviado para a caldeira de
recuperação, onde a matéria orgânica concentrada (lignina, extrativos, etc.) é queimada,
produzindo vapor e a gera energia elétrica para o processo.
O material inorgânico “smelt” gerado no fundo da caldeira segue para um tanque onde é
resfriado com adição de licor branco fraco ou em água, sendo então denominado licor verde.
O licor verde possui componentes indesejáveis, chamados de dregs, que são provenientes da
combustão incompleta do licor, e devem ser eliminados através de um processo de decantação
e filtragem (GUERRA, 2007; SILVA e MORAIS, 2013; BAJPAI, 2015).
Na etapa seguinte – caustificação – o licor verde clarificado (Na2CO3 + Na2S), livre dos
dregs, reage com cal hidratada – Ca(OH)2, formando licor branco (2NaOH + Na2S) e lama de
cal (CaCO3). A cal que não reage sedimenta-se e é removido do sistema, sendo esse resíduo
sólido denominado grits.
A lama de cal, após lavagem, é enviada para o forno de cal onde será recuperada e o
licor branco é enviado para clarificação e em seguida estocado para ser usado no processo de
polpação novamente. A Figura 2 mostra esquematicamente o setor de recuperação do licor
(MARTINS et al., 2007; BAJPAI, 2015).

6
Figura 2. Fluxograma do ciclo de recuperação química do processo Kraft. Os resíduos sólidos
do ciclo são marcados com um asterisco e estão em vermelho. Fonte: Adaptado por MARTINS et al. 2007.
3.1.1. Resíduos sólidos gerados no processo Kraft
Na recuperação química do licor preto na planta de caustificação são gerados três
resíduos sólidos, os dregs (impurezas insolúveis do Licor Verde, originado no tanque de
dissolução de fundidos); os grits (cal não reagida na caustificação) e a lama de cal (quando o

7
forno de cal está em manutenção) (GUERRA, 2007; SILVA e MORAIS, 2013; BAJPAI,
2015).
Os principais resíduos sólidos alcalinos do processo de recuperação de licor da indústria
de polpa celulósica kraft branqueada estão apresentados na Tabela 1, sendo identificados em
cada etapa do processo e demostrando aproximadamente a quantidade em kg.tsa-1.
Tabela 1. Resíduos sólidos do processo Kraft branqueada de uma indústria de celulose e papel.
FONTE TIPOS DE RESÍDUOS
SÓLIDOS kg.tsa-1
(A) kg.tsa-1
(B) kg.tsa-1
(C) Clarificador do Licor Verde Dregs 10 – 30 31,1
10 – 20 Planta de Caustificação Grits 15 – 40 8,9 Manutenção do forno Lama de Cal 5 – 10 3,8 10 – 20
Fonte: Adaptado da A – (GAVRILESCU, 2004); B – (CENIBRA, 2009); e C – (IPPC, 2013).
Cada fábrica trata e dispõe os seus resíduos alcalinos de forma variada. Apesar da
grande quantidade de resíduos gerada, não existe um procedimento totalmente viável para o
reaproveitamento dos mesmos (KRIGSTIN e SAIN, 2006; MONTE et al, 2009; ABUBAKR
et al., 1995).
3.1.1.1. Caracterização dos Dregs
Os dregs são materiais insolúveis que advêm da lavagem do clarificador do licor verde
(Na2CO3, Na2S). São pequenas partículas sólidas de cor escura, Figura 3, tendo em sua
composição: cal de reposição, sulfato de cálcio, silicatos e aluminatos, corrosão dos
digestores, evaporadores e tubulações e partículas de combustão incompleta. Constituem em
um material com teores de composto de carbono, silício, ferro, alumínio, magnésio,
manganês, cálcio, cloretos e sulfetos (MATIAS, 2012; MODOLO, 2006; SENAI-CETCEP,
2013).
Os dregs devem ser removidos do processo com o pH controlado, pois suas
características são prejudiciais para a viabilidade do ciclo de recuperação química do sistema.
Eles devem ser filtrados para a recuperação dos reagentes para o processo (GREEN e
HOUGH, 1992).

8
Figura 3. Dregs.
Fonte: Arquivo particular do autor, 2016.
Algumas características físico-químicas dos dregs são apresentadas Tabela 2 (CABRAL
et al., 2008; ALMEIDA et al., 2007 e BRANCO, 2011).
Tabela 2. Características químicas dos dregs (peso seco).
Características Dregs
(A) (B) (C) pH -- 12,8 -- Carbonato de Cálcio Equivalente (%) 80 -- -- Nitrogênio (N) (%) 0,01 -- 0,01 Fósforo (P) (%) 0,16 -- -- Potássio (K) (%) 0,31 0,12 0,64 Cálcio (Ca) (%) 25 35,41 23 Magnésio (Mg) (%) 3,54 0,92 1,30 Sódio (Na) (%) 7,08 1,02 6,70 Alumínio (Al) (%) 0,25 -- -- Ferro (Fe) (%) 0,41 0,30 --
Fonte: Adaptado de A – (CABRAL et al., 2008); B – (ALMEIDA et al., 2007); C – (BRANCO, 2011).
3.1.1.2. Caracterização do Grits
Os grits são materiais insolúveis que através a hidratação da cal virgem (CaO) ou cal do
forno de cal para Ca(OH)2 são gerados e retirados do sistema através de sistema de “rosca de
Arquimedes”. As caracterizações dos grits indicam se constituir de um material rico em cálcio
(MACHADO et al. (2003, 2006); PEREIRA et al. (2005); SOUZA E CARDOSO (2008).
Possui uma aparência de areia, pedregulho, calcário (CaCO3) e outras impurezas conforme
mostra a, Figura 4. Pode possuir, também, quantidades de CaO, Ca(OH)2 e Na2CO3
(MACHADO et al., 2007). A perda ao fogo elevada e o alto teor de CaO (óxido de cálcio)
confirmam a constituição carbonática do resíduo (SOUZA e CARDOSO, 2008). O pH menor
que 12 dos grits também deve ser controlado para sua destinação correta (GREEN e HOUGH,
1992).
9
Figura 4. Grits
Fonte: Arquivo particular do autor, 2016.
Algumas características físico-químicas dos grits são apresentadas na Tabela 3
(CABRAL et al. 2008; MARTINS et al., 2007; e ZAMBRANO et al., 2010).
Tabela 3. Características químicas dos grits (peso seco).
Características Grits
(A) (B) (C) pH 12,6 -- 12,73 Carbonato de Cálcio Equivalente (%) (CCE)
85,00 -- --
Nitrogênio (N) (%) 0,01 -- -- Fósforo (P) (%) 0,17 0,47 0,30 Potássio (K) (%) 0,08 0,43 0,11 Cálcio (Ca) (%) 41,72 34,62 30,00 Magnésio (Mg) (%) 0,36 0,92 0,33 Sódio (Na) (%) 1,04 6,44 0,92 Alumínio (Al) (%) 0,17 1,72 0,26 Ferro (Fe) (%) 0,22 1,03 0,11
Fonte: Adaptado de A – (CABRAL et al. 2008); B – (MARTINS et al., 2007); e C – (ZAMBRANO et al.,
2010).
3.1.2. Utilização atual dos dregs e grits
A grande maioria das fabricas de polpa celulósica Kraft direciona os dregs e grits para
seus aterros industriais. Existem estudos realizados para o reaproveitamento desses resíduos
como matéria prima para outros fins, que apresentam opções atrativas para o seu
gerenciamento (GUERRINI, 2003; ALMEIDA et al, 2007; ZAMBRANO et al., 2010;
WOLFF, 2008; PEREIRA, 2005; MACHADO et al., 2006 e 2003). Dentre estas opções pode-
se citar:

10
• aplicação no solo para fins de correção de pH;
• pavimentação das estradas;
• produção de cimento, cerâmica e tijolos.
3.1.2.1. Resíduos sólidos aplicados no solo
A incorporação dos dregs e grits no solo tem se tornado, no Brasil, em uma das opções
principais para a destinação final de resíduos. As suas características químicas apresentam
potencial uso como corretivos de pH do solo. No entanto, esta capacidade é variável com o
tipo de solo e inerente às suas características específicas, assim como às condições climáticas
do ambiente onde estão inseridos. Também, deve-se atentar ao fato de causarem riscos de
poluição ambiental, e alterar os atributos físico-químicos do solo (TEIXEIRA, 2003).
O uso de resíduos alcalinos dregs e grits em áreas agrícolas pode favorecer o
desenvolvimento das culturas. A utilização dos mesmos deve ser controlada e mesclada com o
uso de outros fertilizantes, para que não ocorra impactos ambientais e alteração na qualidade
do solo . São necessários estudos mais aprofundados e específicos para cada tipo de
localidade (ALMEIDA et al., 2007; ZAMBRANO et al., 2010).
3.1.2.2. Resíduos sólidos aplicados em estradas florestais
De acordo com MACHADO (2003), os grits têm potencial para estabilização de solos
de pavimentos de estradas florestais. A utilização dos grits para a pavimentação de estradas
florestais, como geomateriais através da técnica de estabilização química de solos é uma
alternativa de grande potencial. Entretanto, a adição indiscriminada do mesmo no solo pode
causar poluição das águas subterrâneas pela infiltração e percolação de líquidos contaminados
(MACHADO et al., 2006 e 2003; PEREIRA, 2005).
3.1.2.3. Resíduos sólidos aplicados em cerâmica
Segundo a WOLFF (2008), o lodo primário do sistema primário do tratamento de
efluentes juntamente com o uso dos dregs, grits e da lama de cal da fábrica de celulose e
papel kraft tem potencial de serem utilizados na confecção de blocos de cerâmica vermelha.
Tais materiais podem auxiliar na formação de fases cristalinas responsáveis pela maior

11
resistência mecânica à flexão do material cerâmico. Entretanto, os ensaios quantitativos e a
análise estatística dos dados não demonstraram tal viabilidade.
3.2. Processo de produção de clínquer
De acordo com a definição da ASTM C 150, clínqueres são nódulos de 5 a 25 mm de
diâmetros de material sinterizado que é produzido quando uma mistura de matérias-primas,
que consiste essencialmente de silicatos de cálcio hidráulicos, filito, quartzito e magnetita, de
composição pré-determinada são aquecidas em altas temperatura. Seus principais compostos
estão dispostos na Tabela 4. O cimento Portland é o cimento mais usado em todo mundo.
Trata-se de um cimento hidráulico de alta resistência produzido pela moagem de clínqueres
com adição de uma ou mais formas de sulfato de cálcio (MEHTA e MONTEIRO, 2008).
Tabela 4. Composição química típica do clínquer. Óxido Abreviação Teor (%) CaO C 18 – 66 SiO2 S 11 – 53 Al 2O3 A 05 – 50 Fe2O3 F 04 – 14 Fonte: Adaptado de ITAMBÉ, 2010.
Conforme NEVILLE (1997), a fabricação do cimento Portland baseia-se na mistura de
materiais que promovem reações químicas e possuem finura controlada, especialmente,
calcários, gesso, argila e óxido de ferro. O processo para fabricação do cimento Portland
resumidamente apresentada na Figura 5, inicia-se na extração de rocha calcária das jazidas.
São trituradas por um processo de britagem, para que possa obter proporções adequadas de
mistura com as matérias-primas e logo moê-los para a formação de farinha crua. Essa mistura
é queimada em um forno rotativo, que consiste de um cilindro de aço inclinado revestido com
tijolos refratários, onde podem ser atingidas temperaturas de 1450 a 1550 ºC, ocorrendo,
assim, reações químicas. Nessa temperatura, o material sofre uma fusão, através da
clinquerização, desenvolvendo pelotas, conhecidas como clínquer, sendo considerado como o
principal etapa do processo. Após formação do clínquer, este é resfriado e moído, até um pó
fino, geralmente menor que 75 μm (MEHTA e MONTEIRO, 2008).

12
Figura 5. Fluxograma do processo para fabricação de cimento Portland.
Fonte: Adaptado de LAFARGE, 2015.
Após estas etapas, são acrescentados diferentes quantidades de sulfato de cálcio ao
aglomerante hidráulico obtido pela moagem do clínquer Portland, ao qual resulta no cimento
Portland. Pode-se adicionar com a proporção de clínquer Portland, durante a moagem,
também, adições, tais como materiais pozolânicos, escórias granuladas de alto-forno e/ou
materiais carbonáticos.
A classificação do cimento Portland é feita de acordo com a sua composição química e
o seu grau de moagem. Dessa forma, no mercado brasileiro, existem vários tipos de cimento
Portland, sendo os principais comercializados os tipos CPII, CPIII e CPV. O CPI não é
comercializado e o CPIV é muito pouco usado.
A composição para identificação de cada tipo de cimento deve estar compreendida entre
os limites fixados na Tabela 5:
Tabela 5. Teores dos compostos do cimento Portland Componentes (% em massa)
Especificação Sigla Classe de resistência
Clínquer + sulfatos de
cálcio
Escória granulada de alto-forno
Material pozolânico
Material carbonático
NBR 5.732 CP I 25 / 32 / 40 100 0 CP I-S 25 / 32 / 40 99 – 95 1 – 5
NBR 11.578 CP II-E 25 / 32 / 40 94 – 56 6 – 34 --- 0 – 10 CP II-Z 25 / 32 / 40 94 – 76 --- 6 – 14 0 – 10 CP II-F 25 / 32 / 40 94 – 90 --- --- 6 – 10
NBR 5.735 CP III 25 / 32 / 40 65 – 25 35 – 70 --- 0 - 5 NBR 5.736 CP IV 25 / 32 85 – 45 --- 15 – 50 0 – 5
NBR 5.733 CP V-ARI
--- 100 – 95 ---
--- 0 – 5
Fonte: Adaptado pelo autor com base em ABNT, 1991.
13
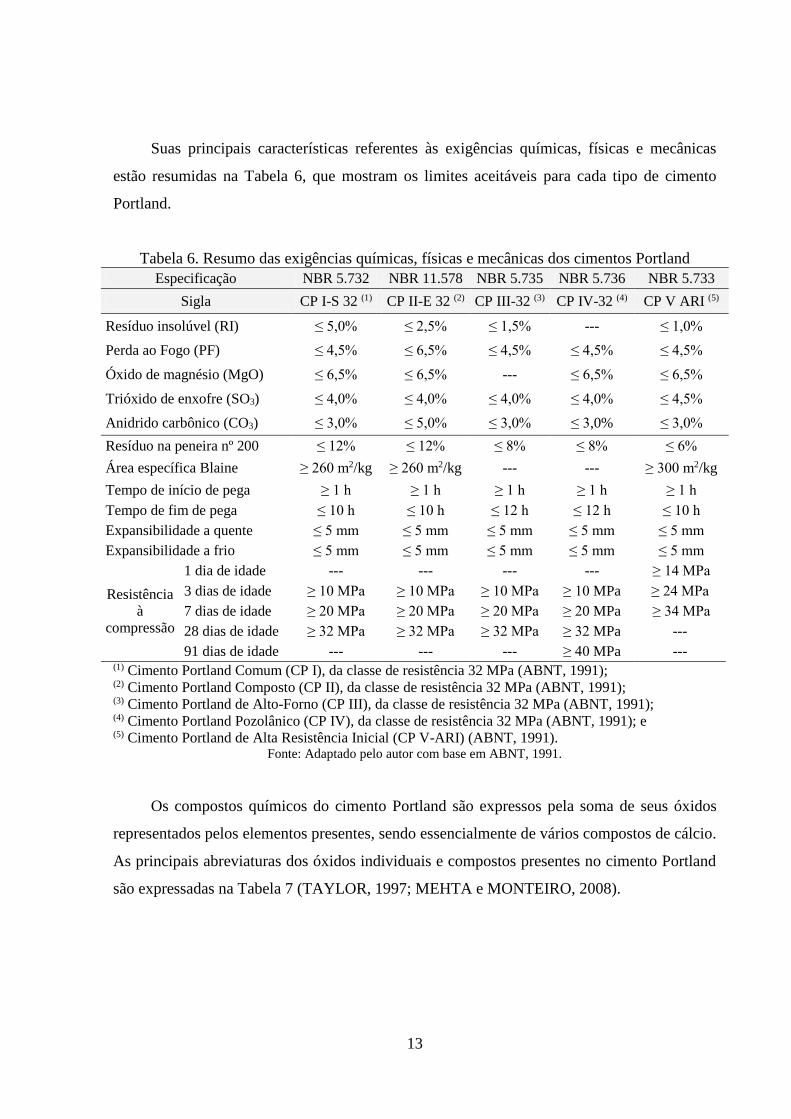
Suas principais características referentes às exigências químicas, físicas e mecânicas
estão resumidas na Tabela 6, que mostram os limites aceitáveis para cada tipo de cimento
Portland.
Tabela 6. Resumo das exigências químicas, físicas e mecânicas dos cimentos Portland Especificação NBR 5.732 NBR 11.578 NBR 5.735 NBR 5.736 NBR 5.733
Sigla CP I-S 32 (1) CP II-E 32 (2) CP III-32 (3) CP IV-32 (4) CP V ARI (5)
Resíduo insolúvel (RI) ≤ 5,0% ≤ 2,5% ≤ 1,5% --- ≤ 1,0%
Perda ao Fogo (PF) ≤ 4,5% ≤ 6,5% ≤ 4,5% ≤ 4,5% ≤ 4,5%
Óxido de magnésio (MgO) ≤ 6,5% ≤ 6,5% --- ≤ 6,5% ≤ 6,5%
Trióxido de enxofre (SO3) ≤ 4,0% ≤ 4,0% ≤ 4,0% ≤ 4,0% ≤ 4,5%
Anidrido carbônico (CO3) ≤ 3,0% ≤ 5,0% ≤ 3,0% ≤ 3,0% ≤ 3,0%
Resíduo na peneira nº 200 ≤ 12% ≤ 12% ≤ 8% ≤ 8% ≤ 6%
Área específica Blaine ≥ 260 m2/kg ≥ 260 m2/kg --- --- ≥ 300 m2/kg
Tempo de início de pega ≥ 1 h ≥ 1 h ≥ 1 h ≥ 1 h ≥ 1 h Tempo de fim de pega ≤ 10 h ≤ 10 h ≤ 12 h ≤ 12 h ≤ 10 h Expansibilidade a quente ≤ 5 mm ≤ 5 mm ≤ 5 mm ≤ 5 mm ≤ 5 mm Expansibilidade a frio ≤ 5 mm ≤ 5 mm ≤ 5 mm ≤ 5 mm ≤ 5 mm
Resistência à
compressão
1 dia de idade --- --- --- --- ≥ 14 MPa 3 dias de idade ≥ 10 MPa ≥ 10 MPa ≥ 10 MPa ≥ 10 MPa ≥ 24 MPa 7 dias de idade ≥ 20 MPa ≥ 20 MPa ≥ 20 MPa ≥ 20 MPa ≥ 34 MPa 28 dias de idade ≥ 32 MPa ≥ 32 MPa ≥ 32 MPa ≥ 32 MPa --- 91 dias de idade --- --- --- ≥ 40 MPa ---
(1) Cimento Portland Comum (CP I), da classe de resistência 32 MPa (ABNT, 1991); (2) Cimento Portland Composto (CP II), da classe de resistência 32 MPa (ABNT, 1991); (3) Cimento Portland de Alto-Forno (CP III), da classe de resistência 32 MPa (ABNT, 1991); (4) Cimento Portland Pozolânico (CP IV), da classe de resistência 32 MPa (ABNT, 1991); e (5) Cimento Portland de Alta Resistência Inicial (CP V-ARI) (ABNT, 1991).
Fonte: Adaptado pelo autor com base em ABNT, 1991.
Os compostos químicos do cimento Portland são expressos pela soma de seus óxidos
representados pelos elementos presentes, sendo essencialmente de vários compostos de cálcio.
As principais abreviaturas dos óxidos individuais e compostos presentes no cimento Portland
são expressadas na Tabela 7 (TAYLOR, 1997; MEHTA e MONTEIRO, 2008).

14
Tabela 7. Abreviaturas dos óxidos e compostos típicos do cimento Portland. Óxido Abreviação Composto Abreviação CaO C 3CaO SiO2 C3S SiO2 S 2CaO SiO2 C2S Al 2O3 A 3CaO Al2O3 C3A Fe2O3 F 4CaO Al2O3 Fe2O3 C4AF MgO M 4CaO 3Al2O3 SO3 C4A3S̅
Álcalis (K2O e Na2O) KN --- --- SO3 S̅ 3CaO 2SiO2 3H2O C3S2H3 H2O H CaSO4 2H2O CS̅H2
Fonte: Adaptado de MEHTA e MONTEIRO, 2008.
O cimento Portland possui em sua composição alguns componentes químicos, conforme
mostrado na Tabela 8, e que são encontrados também na composição química dos dregs e
grits. Existe, assim, um grande potencial de uso desses resíduos provenientes da indústria de
polpa celulósica para a fabricação de cimento Portland. Pode-se considerar o seu uso antes da
formação do clínquer ou como aditivo junto com a adição do gesso (BURUBERRI et al.,
2015; CASTRO et al., 2009).
Tabela 8. Composição química típica do cimento Portland. Óxido Abreviação Teor (%) CaO C 61 – 67 SiO2 S 20 – 23 Al 2O3 A 4,5 – 07 Fe2O3 F 2,5 – 3,5 MgO M 0,8 – 06
Álcalis (K2O e Na2O) KN 0,3 – 1,5 SO3 S̅ 01 – 2,3
Fonte: Adaptado de PETRUCCI e PAULON, 1998.
3.2.1. Produção de clínquer
3.2.1.1. Produção de clínquer com resíduos da indústria celulósica kraft
De acordo com Buruberri et al., (2015) e Castro et al., (2009), os resíduos da indústria
celulósica kraft tem compatibilidade química e vantagens ambientais e energéticas para a
produção de clínquer a partir de resíduos da indústria de pasta de papel
A produção do “Eco-clínquer Portland” foi realizada a partir da adição dos resíduos
industriais como matéria-prima, obtendo-se valores inferiores de temperaturas para a

15
clínquerização completa, ocasionado principalmente pela presença das impurezas
mineralizantes de alguns resíduos.
3.2.1.2. Clínquer Portland com reduzido impacto ambiental
Com a preocupação da extração excessiva de materiais não renováveis, matérias-primas
virgens, para a produção de cimento Portland, Costa et al., (2009) realizou pesquisa com
intuito de amenizar impactos na geração da fabricação do clínquer Portland com adição de um
resíduo da indústria siderúrgica, escória do forno panela (EFP).
Os resultados foram viáveis para pesquisa, sendo uma emissão de CO2 menor do que a
referência e uma melhor eficiência na queimabilidade da farinha cru.
3.2.1.3. Desempenho de microconcretos fabricados com cimento Portland
com adições de cinza de bagaço de cana-de-açúcar
POGGIALI (2010) relata em sua pesquisa a possibilidade da adição de cinza de bagaço
de cana de açúcar em forma semelhante à escória de alto-forno, para a fabricação de cimento.
Obteve-se resultados favoráveis em seus ensaios de resistência à compressão, módulo de
elasticidade e absorção de água com substituições 10 e 15% do material utilizado, tendo como
provável justificativa o efeito “fill er” do preenchimento dos vazios com as cinzas.
3.2.1.4. Influencia do Blaine no cimento Portland
O índice de finura do cimento e dos materiais aglomerantes são fatores importantes que
influenciaram os resultados dos trabalhos. A dimensão do material afeta tanto a relação água-
cimento (W/C) quanto o aumento do Blaine, desempenhando assim alterações da restência à
compreensão dos materias ( CHEN e WU, 2013, CHINDAPRASIRT et al., 2005) .

16
4. MATERIAL E MÉTODOS
4.1. Material
Os dregs e grits in natura foram adquiridos de uma empresa de polpa celulósica kraft
branqueada e armazenados em big bags de materiais reciclados. O clínquer foi obtido de uma
empresa cimenteira brasileira e armazenados em bombonas de plástico para evitar
contaminações. Estes materiais foram ensaiados, nos laboratórios da Universidade Federal de
Viçosa – UFV e da Universidade Federal de Minas Gerais – UFMG, sendo especificado de
acordo com cada ensaio.
4.2. Metodologia
Na Figura 6 é apresentado um fluxograma esquemático do plano experimental.
Figura 6. Fluxograma esquemático do plano experimental.
Fonte: Arquivo particular do autor, 2016.
Primeiramente os materiais in natura (clínquer, Figura 7. a), dregs, grits (Figura 7. b e
7c) passaram pelo processo de secagem em estufa a 100ºC durante 24 horas e, moídos em um
moinho de bolas, Pavitest (Figura 8a). Em seguida, os materiais foram desagregados no

17
pulverizador, Pulverisette 14 Fritch (Figura 8b), e foram macerados no mão de graal e pistilo
(Figura 8c) até a passagem completa em peneira 75 µm (nº 200) (Figura 9b e 9c). O clínquer
foi moído, macerado até passagem completa em peneira 75 µm (nº 200) (Figura 9a). Todos os
materiais foram armazenados em locais adequados para que não houvesse risco de
contaminação.
(a) (b) (c) Figura 7. Amostras in natura (a) clínquer; (b) dregs e (c) grits.
Fonte: Arquivo particular do autor, 2016.
(a)
(b) (c) Figura 8. Equipamentos para moagem (a) Moinho de bolas; (b) Pulverizador e (c) Graal e
pistilo de porcelana. Fonte: Arquivo particular do autor, 2016.
(a) (b) (c) Figura 9. Amostras peneiradas (a) clínquer; (b) dregs e (c) grits.
Fonte: Arquivo particular do autor, 2016.

18
4.2.1. Caracterização dos materiais
Ensaios de massa e área específica, finura, difração de Raios X – DRX, microscopia
eletrônica de varredura – MEV, espectroscopia de energia dispersiva de Raio X – EDX,
sistema de energia dispersiva – EDS, atividade pozolânica e análises termogravimétricas –
TG/DTG foram realizados para determinar a caracterização física, mineralógica e química.
As amostras analisadas nos ensaios de DRX, Pozolanicidade e TG/DTG foram
realizados somente para os materiais in natura (clínquer, dregs e grits). Nos ensaios de massa
e área específica, finura, DRX, MEV, EDX e EDS foram realizados nos materiais in natura
mas também nas substituição mais relevante na mistura dos dregs e grits ao clínquer.
4.2.1.1. Massa Específica
A determinação da massa específica dos materiais foi estabelecida por meio da massa
sobre o volume de uma amostra. O ensaio de massa especifica foi realizado conforme a norma
ABNT NBR NM 23:2001 – Cimento Portland e outros materiais em pó – Determinação da
massa específica (ABNT, 2001).
4.2.1.2. Área Específica no permeabilímetro de Blaine
A área superficial específica é feita para determinar a finura dos materiais e indicar a
necessidade de moagem do mesmo. O ensaio de área específica no permeabilímetro de Blaine
deve ser feito de acordo com a norma ABNT NBR 16.372 – Cimento Portland –
Determinação da finura pelo método de permeabilidade ao ar (Método de Blaine) (ABNT,
2015).
Todos os materiais foram mantidos à mesma temperatura do laboratório. Misturou-se o
material cuidadosamente usando uma haste seca e limpa, de maneira a distribuir os finos do
cimento.
Determinou-se a massa específica do material de acordo com a ABNT NBR NM 23
(ABNT, 2001).
Repetiu-se o procedimento na mesma camada e registrou-se os valores adicionais de tempo
e temperatura. Preparou-se uma nova camada e do mesmo cimento e materiais, Figura 10,
com uma segunda amostra e realizou-se o ensaio de permeabilidade duas vezes nessa camada,

19
registrando os tempos e temperaturas como descrito anteriormente. Realizou-se os cálculos
posteriores a essas analises para determinar a área especifica do material.
Figura 10. Materiais para o ensaio de área de permeabilidade de Blaine.
Fonte: Arquivo particular do autor, 2016.
4.2.1.3. Finura
A finura do material é determinado a partir da porcentagem, em massa retida, das
dimensões de grãos superiores a 75 µm. O ensaio de determinação do índice de finura do
cimento Portland foi realizado conforme a norma ABNT NBR 11579:2012 versão
corrigida:2013 – Cimento Portland – Determinação do índice de finura por meio da peneira
75 µm (nº 200) (ABNT, 2013).
4.2.1.4. Espectroscopia de Energia Dispersiva de Raio-X – EDX
A espectroscopia de energia dispersiva de raio-x (EDX), consiste de uma caracterização
química, por uma análise quantitativa de elementos presentes nos materiais ensaiados, através
de uma espectrometria de fluorescência de Raios X. O EDS tem a mesma finalidade do EDX,
sendo, entretanto, uma análise pontual do material.
As análises de caracterização química, através da EDX, foram realizadas na sala de
instrumentação do Departamento de Solos da UFV, no espectrômetro de fluorescência de
Raios X por Energia Dispersiva (micro EDX 1300 Shimadzu), Figura 11.

20
Figura 11. Micro EDX 1300 Shimadzu.
Fonte: Arquivo particular do autor, 2016.
4.2.1.5. Microscopia Eletrônica de Varredura – MEV
A microscopia eletrônica de varredura (MEV), consiste em uma análise macroestrutural e
microestrutural de materiais sólidos, com imagens de alta resolução. Na realização do ensaio
foram obtidas imagens com aumentos de 500 a 2000 vezes para os três tipos de materiais
(clínquer, dregs e grits) e suas misturas.
Para a realização das análises, foram separadas pequenas quantidades de material passado
em peneira de 75 µm (nº 200) e porções da região de ruptura dos corpos de prova de
resistência.
As amostras foram metalizadas no Núcleo de Microscopia e Microanálise da UFV, no
equipamento – Metalizador Quorum Q150R S. A metalização consistiu em colocar as
amostras em stubs, utilizando uma fita condutora de carbono dubla face e preencher as
amostras com uma camada delgada de ouro, com o intuito de melhorar a condutividade
elétrica do material.
As análises de microscopia eletrônica de varredura (MEV) foram realizadas no Centro de
Microscopia da UFMG, no equipamento – Microscópio FIB (para análise de Varredura) –
Quanta FEG 3D FEI com o sistema de detecção de dispersão de energias e raios X (EDS). As
análises também foram feitas no Núcleo de Microscopia e Microanálise da UFV, no
equipamento – Microscópio Eletrônico de Varredura Leo 1430VP, Figura 12.

21
(a) (b) Figura 12. Microscópio Eletrônico de Varredura (a) Quanta FEG 3D FEI e (b) Leo 1430VP.
Fonte: Arquivo particular do autor, 2016.
4.2.1.6. Difratometria de Raios X – DRX
A difratometria de Raios X (DRX), consistiu na análise qualitativa de minerais presentes
nos materiais ensaiados, por uma espectrometria de fluorescência de Raios X. Os estudos de
difração de Raios X foram realizados usando-se um difratômetro Bruker D8-Discover,
modelo Davinci (Figura 13) com CuKα (1,5406 Å), com um intervalo de 2θ de 20 a 100° e
velocidade de varredura de 4° min 1, do Laboratório de Raios X, AFM e Perfilometria –
Departamento de Física da UFV.
Figura 13. Difratômetro de raios-x Bruker D8-Discover Davinci.
Fonte: Arquivo particular do autor, 2016.
4.2.1.7. Atividade pozolânica
O ensaio de atividade pozolânica, segundo o método LUXAN et al (1989), consiste em
medir a pozolanicidade por meio da variação de condutividade de uma solução saturada de
hidróxido de cálcio Ca(OH)2 com e sem adição do material a ser analisado. A adição de 5g do
material em uma solução de 200 ml a 40º C, foi realizada de forma contínua para a obtenção
de uma mistura homogênea, sendo o seu tempo em 2 minutos pra cada análise, Figura 14.

22
Figura 14. Ensaio de atividade pozolânica.
Fonte: Arquivo particular do autor, 2016.
A classificação do material por diferença de condutividade pelo índice de pozolanicidade é
realizada na seguinte relação:
Materiais sem atividade pozolânica: Δ < 0,4 μS/cm;
Materiais de atividade pozolânica moderada: 0,4 μS/cm < Δ < 1,2 μS/cm;
Materiais de boa atividade pozolânica: Δ > 1,2 μS/cm.
4.2.1.8. Análises termogravimétricas (TG/DTG)
As análises termogravimétricas (TG/DTG), tem por finalidade caracterizar
quantitativamente fatos sofridos com a alteração térmica no material, tendo uma variação
controlada da massa em função do tempo e temperatura do ensaio, através das curvas
termogravimétrica TG e termogravimétrica derivada (DTG).
As análises termogravimétricas (TG/DTG) foram realizadas no laboratório de Tecnologias
Ambientais do Departamento de Química da UFMG, em um equipamento Shimadzu DTG
60H com fluxo de ar sintético (50 mL min-1), faixa de temperatura de 30-1000°C e razão de
aquecimento 10°C min-1, utilizando massas de amostras de aproximadamente 6 mg.
4.2.2. Ensaios referentes aos materiais cimentícios
Todos os ensaios foram realizados de acordo com as normas brasileiras vigentes, conforme
as normas brasileiras:
a) ABNT NBR 5.732:1991 – Cimento Portland comum (ABNT, 1991)
b) ABNT NBR 11.578:1991 Errata 1:1997 – Cimento Portland composto (ABNT,
1991)
c) ABNT NM 23:2001 – Ensaios de massa específica (ABNT, 2001)

23
d) ABNT NBR 16.372:2015 – Ensaio de área específica no permeabilímetro de blaine
(ABNT, 2015)
e) ABNT NBR 11.579:2012 versão corrigida:2013 – Cimento Portland –
Determinação do índice de finura por meio da peneira 75 µm (nº 200) (ABNT,
2013)
f) ABNT NM 43:2003 – Cimento Portland – Determinação da pasta de consistência
normal (ABNT, 2003)
g) ABNT NM 65:2003 – Cimento Portland – Determinação do tempo de pega
(ABNT, 2003)
h) ABNT MB 3435 – NBR 11.582:2012 – Cimento Portland – Determinação da
expansibilidade de Le Chatelier (ABNT, 2012)
i) ABNT NBR 8.522:2008 – Determinação de módulo estático de elasticidade à
compressão (ABNT, 2008)
j) ABNT NBR 7.215:1991 Errata 1:1997 – Resistência a compressão (ABNT, 1991).
4.2.2.1. Confecção dos corpos de prova
Para esse trabalho foram produzidos 12 corpos de prova, nas dimensões de 5 cm de
diâmetro por 10 cm de comprimento aproximadamente, para cada traço de material
carbonático ao clínquer (substituições de 2,5; 5; 7,5; 10 e 15%), e um traço (CPo – 0) como
referência, sem adição de quaisquer materiais estudados, correspondendo a um total de 132
corpos de prova confeccionados, Tabela 9.
Tabela 9. Dosagem de materiais para o clínquer experimental.
Amostras Serie Traço (%) Quantidade de corpos de provas
Clínquer Substituições Resistência à Compressão
Módulo de Elasticidade
CPo - 0 100 0 12 9
Dregs
CPd - 2,5 97,5 2,5 12 9 CPd - 5,0 95,0 5,0 12 9 CPd - 7,5 92,5 7,5 12 9 CPd - 10,0 90,0 10,0 12 9 CPd - 15,0 85,0 15,0 12 9
Grits
CPg - 2,5 97,5 2,5 12 9 CPg - 5,0 95,0 5,0 12 9 CPg - 7,5 92,5 7,5 12 9 CPg - 10,0 90,0 10,0 12 9 CPg - 15,0 85,0 15,0 12 9
Total 132 99 Fonte: Arquivo particular do autor, 2016.

24
A confecção dos corpos de prova foi realizada substituindo-se uma determinada massa do
clínquer por uma porção de dregs ou grits. Os materiais foram passados na peneira 75 µm (nº
200) correspondente ao volume de clínquer estipulados e apresentados na Tabela 10. Utilizou-
se água destilada e de areia normatizada adquirida pelo Instituto Tecnológico do Estado de
São Paulo (IPT) com as suas devidas frações (#16 – grossa; #30 – média grossa; #50 – média
fina; e #100 – fina), conforme (ABNT, 1991).
Tabela 10. Proporção de materiais utilizados para confecção de corpos de prova. Quantidade de materiais em gramas (g)
Materiais Referência 2,5% 5,0% 7,5% 10,0% 15,0%
Dregs Grits Dregs Grits Dregs Grits Dregs Grits Dregs Grits Clínquer 624 608,4 608,4 592,8 592,8 577,2 577,2 561,6 561,6 530,4 530,4 Dregs 0 15,6 0 31,2 0 46,8 0 62,4 0 93,6 0 Grits 0 0 15,6 0 31,2 0 46,8 0 62,4 0 93,6
Água destilada 300 300 300 300 300 300 300 300 300 300 300 Areia IPT #16 468 468 468 468 468 468 468 468 468 468 468 Areia IPT #30 468 468 468 468 468 468 468 468 468 468 468 Areia IPT #50 468 468 468 468 468 468 468 468 468 468 468 Areia IPT #100 468 468 468 468 468 468 468 468 468 468 468
Fonte: Adaptado pelo autor com base em ABNT, 1991.
A quantidade de dregs e grits para substituição ao clínquer foi estabelecida de acordo com
os procedimentos prescritos nas normas NBR 5.732 (ABNT, 1991) e NBR 11.578 (ABNT,
1991), referentes a porcentagens de material carbonático (CPI – 0-5% e CPII – 0-10%). A
substituição de 15% foi estabilidade para avaliar a reação do material após o seu ápice,
estabelecido pela norma.
A confecção dos corpos de prova foi preparado por uma argamassadeira, misturador
mecânico, Figura 15, e compactada em moldes cilíndricos, Figura 16. a. Os corpos de prova
foram moldados imediatamente após as misturas, com o tempo adequado, da argamassadeira.
Os moldes foram homogeneamente distribuídos em quatro camadas, recebendo cada camada
30 golpes uniformes com o soquete normal.
Após sua confecção, para melhor atender as condições de cura inicial, os corpos de prova
foram desmoldados após 24 horas. Devidamente nomeados, Figura 16. b, foram submetidos à
cura por imersão em um tanque com solução saturada de hidróxido de cálcio, onde
continuaram submersos até a data de ruptura.

25
Figura 15. Argamassadeira, misturador mecânico.
Fonte: Arquivo particular do autor, 2016.
(a) (b) Figura 16. Corpos de provas (a) Moldados e (b) Desmoldados e devidamente identificados.
Fonte: Arquivo particular do autor, 2016.
4.2.2.2. Consistência normal
A água para a pasta de consistência normal, consiste em definir a quantidade de água que
deve ser utilizada para conferir à pasta preparada com determinado cimento, que será usada
nos ensaios, a consistência dita normal. Este ensaio precede os ensaios de tempos pega e de
expansibilidade. O ensaio de determinação da quantidade de água para a pasta de consistência
normal foi realizada conforme a norma ABNT NBR NM 43 – Cimento Portland –
Determinação da pasta de consistência normal (ABNT, 2003).
4.2.2.3. Tempos de pega
Os tempos de pega determinam os tempos de início e fim de pega do cimento Portland. O
ensaio tempos de pega deve ser feito de acordo com a norma ABNT NBR NM 65 – Cimento
Portland – Determinação do tempo de pega (ABNT, 2003).

26
4.2.2.4. Expansibilidade Le Chatelier
A expansibilidade Le Chatelier baseou-se em determinar a expansibilidade a quente e a
frio da pasta de cimento água para a pasta de consistência normal. O ensaio expansibilidade
Le Chatelier foi realizado conforme a norma ABNT NBR 11.582 – Cimento Portland –
Determinação da expansibilidade de Le Chatelier (ABNT, 2012).
A expansibilidade a frio ou a quente é calculada pela diferença entre os afastamentos das
hastes das agulhas inicial (após a cura inicial) e final (após o período de cura a frio ou a
quente). O resultado é a média dos valores individuais e deve ser expresso com aproximação
de 0,5 mm. Esse experimento determina as tensões internas no cimento, apresentando assim a
sua estabilidade volumétrica.
4.2.2.5. Resistência a compressão
O ensaio de determinação da resistência à compressão do cimento Portland foi feito
conforme a norma ABNT NBR 7.215 – Cimento Portland – Determinação da resistência à
compressão (ABNT, 1991).
Após a confecção dos corpos de prova, eles foram capeados com enxofre e submetidos ao
ensaio de resistência à compressão, conforme a norma ABNT NBR 5.739 – Concreto –
Ensaio de compressão de corpos de prova cilíndricos (ABNT, 2007). Posteriormente foram
rompidos nas idades de 3, 7 e 28 dias. Os ensaios à compressão foram realizados com 4
corpos de prova para cada idade e traço estabelecido. Para a confecção e leitura dos dados
ensaiados foram escolhidas uma célula de carga Trd 30 no software da Tesc. Aplicou-se uma
taxa de 0,5MPa/s de carregamento, em uma máquina universal de ensaios da marca EMIC,
modelo DL600KN, Figura 17.
Figura 17. Máquina universal de ensaios da marca EMIC, modelo DL600KN.
Fonte: Arquivo particular do autor, 2016.

27
4.2.2.6. Módulo estático de elasticidade à compressão
O ensaio de determinação do módulo estático de elasticidade à compressão foi realizado
conforme a norma ABNT NBR 8522 – Concreto – Determinação do módulo estático de
elasticidade à compressão (ABNT, 2008).
O ensaio de módulo de elasticidade dos corpos de prova foi iniciado após a avaliação de
um corpo de prova da mesma idade e de mesmo traço, para a estimação da resistência à
compressão. Depois foram ensaiados 3 corpos de prova quanto ao módulo de elasticidade e,
respectivamente, quanto a resistência à compressão para cada idade (3, 7, 28 dias) e traços
previamente estabelecidos. Para a confecção e leitura dos dados ensaiados foram escolhidas
uma célula de carga Trd 30 no software da Tesc. Aplicando uma taxa de 0,5MPa/s de
carregamento, em uma máquina universal de ensaios da marca EMIC, modelo DL600KN
(Figura 17). Durante a execução do ensaio, os corpos de prova sofreram 3 ciclos de carga e
descarga com a tensão do patamar inferior igual a 0,5MPa e a do patamar superior igual a
30% da tensão de ruptura prevista. Para a realização da mediação dessa deformação, foram
feitas leituras com um clip gage modelo Trd11 (Figura 18) que a partir dos dados informados
(diâmetro médio e ruptura prevista) o programa gerou um cálculo da resistência a compressão
e o módulo de elasticidade dos corpos de prova.
Figura 18. Ensaio de módulo de elasticidade com clip gage.
Fonte: Arquivo particular do autor, 2016.

28
4.2.3. Análise Estatística
Todos os ensaios referentes a resistência à compressão e ao módulo de elasticidade das
substituições (2,5; 5; 7,5; 10 e 15%) de dregs e grits ao clínquer e a referência (100%
clínquer) foram submetidos a análise de variância – ANOVA. Estabelecidas as diferenças
significativas os tratamentos foram comparados entre si, por meio do teste Tukey a 5% de
significância.
Também foram realizados ensaios referentes a resistência à compressão da substituição de
10% de dregs e grits ao clínquer em 3 áreas especificas (Blaine) diferentes (246, 369 e 441
m2/kg) e a referência (100% clínquer de cada Blaine) sendo submetidos a uma análise fatorial.
Estabelecidas as diferenças significativas os tratamentos foram comparados entre si, por meio
do teste Tukey a 5% de significância. Todas as análises estatísticas foram realizadas
utilizando o software R (R Core team 2013).
5. RESULTADOS E DISCUSSÃO
5.1. Caracterização dos Materiais
5.1.1. Clínquer
5.1.1.1. Caracterização do clínquer
Os resultados da caracterização do clínquer Portland estão listadas na Tabela 11.
Tabela 11. Caracterização do clínquer. ENSAIOS CLÍNQUER *Limites
MASSA ESPECÍFICA TOTAL (g/cm³) 3,00 --- AREA ESPECÍFICA "BLAINE" (m²/kg) 246 ≥ 240 ÍNDICE DE FINURA (%) 0,26 ≤ 12 CONSISTÊNCIA NORMAL (A(%)) 30,88 ---
TEMPO DE PEGA (h:min) Início 1:45 ≥ 1:00 Fim 2:40 ≤ 10:00
EXPANSIBILIDADE LE CHATELIER (mm)
Quente 0,00 ≤ 5 Frio 0,27 ≤ 5
*Limites (ABNT 5.732, 1991, e ABNT 11.578, 1991) Fonte: Adaptado pelo autor com base em ABNT, 1991.

29
De acordo com os valores adquiridos nos ensaios realizados, percebe-se que o clínquer
atende todos os requisitos de caracterização dos limites impostos pelas normativas citadas
anteriormente. Observa-se que o Blaine de 246m2/kg, se encontra próximo do limite inferior
estabelecido pelas normas. De acordo com Arrivabene et al. (2012) e Poggiali et al. (2010), os
valores encontrados da área especifica e índice de finura do clínquer são indicativos da
viabilidade técnica da utilização do mesmo, no que se refere à fabricação de cimento Portland.
5.1.1.2. Composição química
A composição química do clínquer, realizado por meio do ensaio EDX, em termos dos
seus principais óxidos, está apresentada na Tabela 12. Pode-se observar, em comparação com
os resultados obtidos por PETRUCCI e PAULON (1998) e LEA (1970), que seus principais
componentes são os óxidos de cálcio (CaO), silícios (SiO2), alumínio (Al2O3) e ferro (Fe2O3).
Estes estão dentro da faixa aceitável da composição típica do cimento Portland. No entanto,
os óxidos de alumínio (Al2O3) magnésio (MgO) e sulfúrico (SO3) apresentam valores
inferiores em comparação com a composição típicas. Os álcalis, óxido de potássio (K2O) e
sódio (Na2O) apresentaram valores superiores, provavelmente por se tratar de um clínquer
puro sem nenhuma adição de gesso e aditivos.
Tabela 12. Composição química do clínquer em (%). CaO SiO2 Al 2O3 Fe2O3 MgO K 2O Na2O SO3 TiO 2 Cl Outros
Clínquer (%) 64,55 20,65 3,02 3,23 0,33 1,47 1,71 1,0 0,27 0,07 3,72
Teor1 (%) 61 - 67 20 - 23 4,5 - 7 2,0 - 3,5 0,8 - 6 0,3 - 1,5 1,0 - 2,3 --- --- ---
Teor2 (%) 64,1 22,0 5,5 3,0 1,4 --- 2,1 --- --- --- Fonte: (1)PETRUCCI e PAULON (1998) e (2)LEA (1970).
5.1.1.3. Microscopia Eletrônica de Varredura – MEV
A amostra de clínquer foi caracterizada por MEV. As imagens obtidas, mostradas na
Figura 19a e 19b, sugerem que o material é homogêneo e possui superfícies regulares, com
grãos arredondados (C3S) em placas similares a um hexágono (C2S) (MEHTA e
MONTEIRO, 2008). A análise de EDS mostrou que o material apresenta cálcio, alumínio,
potássio, ferro, oxigênio, sílica e carbono, corroborando com os resultados encontrados na
análise de EDX.
A Figura 19a apresenta uma imagem com magnificação de 1.000x para avaliar a extensa
quantidade de grãos arredondados que se encontrou na amostra. Em sequência na imagem

30
com magnificação de 2.000x, Figura 19b, nota-se um grão com placas retilíneas e similares a
um hexágono.
(a)
(b)
(c) Figura 19. MEV e EDS com o clínquer em pó (a) imagem com magnificação de 1.000x. (b)
imagem com magnificação de 2.000x. (c) gráfico de EDS com os teores dos elementos.
Fonte: Arquivo particular do autor, 2016.

31
5.1.1.4. Composição mineralógica
O difratôgrama de Raios X dos materiais (Erro! Fonte de referência não encontrada.)
foi realizado para corroborar a existência dos compostos mineralógicos encontrados na
composição química do clínquer. Os compostos apresentam as faces de silicato tricálcico
(3CaO SIO2) abreviação C3S; silicato dicálcico (2CaO SIO2) abreviação C2S; Aluminato
tricálcico (3CaO Al 2O3) abreviação C3A; e ferro aluminato, tetracálcico (4CaO Al2O3 Fe2O3)
abreviação C4AF sendo as principais faces cristalinas identificadas em suas estruturas.
Figura 20. DRX do clínquer.
Fonte: Arquivo particular do autor, 2016.
Resultados similares foram obtidos por Mehta e Monteiro (2008) e Souza (2009) nas
elevadas concentrações de C3S (Alita) e C2S (Belita) entre o intervalo de 2θ de 28 a 40° dos
ângulos, corroborando com as imagens encontradas nas análises realizadas pelo MEV.

32
5.1.2. Dregs e Grits
5.1.2.1. Caracterização dos dregs e grits
Os resultados da caracterização física quanto à massa, área específica e índice de finura do
dregs e grits estão listadas na Tabela 13.
Tabela 13. Caracterização dos dregs e grits. ENSAIOS DREGS GRITS
MASSA ESPECÍFICA TOTAL (g/cm³) 2,44 2,67 AREA ESPECÍFICA "BLAINE" (m²/kg) 1.031 972 ÍNDICE DE FINURA (%) 0,78 95,20
Fonte: Arquivo particular do autor, 2016.
Os resultados encontrados da massa específica dos dregs e grits são favoráveis para a
mistura ao clinquer, que possui massa específica superior a 3 g/cm3. Os elevados valores de
área específica dos dregs e grits favorecem o preenchuimento de poros e atuam como filler. O
indice de finura dos grits foram muito superiores ao dos dregs. Esse alto índice de finura
apresentado pelos grits pode compremeter a sua homogeinização durante a mistura ao
clinquer.
5.1.2.2. Pozolanicidade dos dregs e grits
Por meio do ensaio de atividade pozolânica obteve-se uma condutividade elétrica de 0,31
mS/cm para os dregs e de 0,87 mS/cm para os grits. Esses resultados demonstram que os
materiais não possuem uma atividade pozolânica. Sendo que ambos os resíduos promovem
interação de melhorias na reatividade com o cimento. Todavia, enquanto adição cimentícia de
preenchimentos de poros (filler), estes materiais cumprem bem o seu papel, tendo elevados
valores de Blaine, conforme observado na Tabela 13 (MEHTA e MONTEIRO, 2008;
POGGIALI, 2010).
5.1.2.3. Composição química dos dregs e grits
A Tabela 14 mostra a composição química dos dregs e grits, expressa em óxidos.
Observou-se que os materiais apresentam um elevado teor de óxido de cálcio (CaO) que
influencia em diversas características do cimento Portland. A adição do componente CaO no
processo produtivo do cimento Portland é extremamente importante por influenciar no
aumento das propriedades mecânicas do cimento Portland. No entanto, sua elevada

33
concentração prejudica a estabilidade de volume das argamassas e concretos, atuando como
expansivo (PETRUCCI e PAULON, 1998; MEHTA e MONTEIRO, 2008 e MACHADO et
al., 2002).
Os dregs apresentaram uma alta concentração de óxidos de enxofre (SO3) e magnésio
(MgO), superior aos encontrados nos grits. Essas concentrações em quantidades superiores,
demonstrados na Tabela 12, podem conferir elevada expansibilidade ao cimento. De acordo
com Petrucci e Paulon (1998), a presença desse fenômeno só pode ser observado após os
ensaios de 28 dias de resistência dos materiais.
Os óxidos de ferro (Fe2O3) e álcalis (K2O – Na2O) também foram encontrados em maiores
concentrações nos dregs em comparação aos grits. Ambos os componentes desenvolvem
papeis como fundentes. O Fe2O3, em porcentagens não elevadas, auxilia a converção de toda a
sílica em silicato e os álcalis agem como aceleradores da pega, e podem substituir o gesso
(CaSO4) no processo industrial (PETRUCCI e PAULON, 1998; MEHTA e MONTEIRO,
2008 e POGGIALI, 2010).
Tabela 14. Composição química por EDX dos dregs e grits (%). CaO SiO2 Al 2O3 Fe2O3 MgO K2O Na2O SO3 TiO2 Cl Outros
Dregs (%) 68,85 6,67 0,74 3,27 3,14 0,91 3,64 6,44 0,18 0,39 5,78 Grits (%) 83,36 5,21 0,29 1,16 0,66 0,50 2,77 0,97 0,08 0,27 4,73
Fonte: Arquivo particular do autor, 2016.
5.1.2.4. Microscopia Eletrônica de Varredura – MEV
As Figura 21 e 22 apresentam as imagens de microscopia eletrônica de varredura dos dregs
e grits, respectivamente, que mostram partículas com dimensões menores quando comparadas
aos do clínquer, com grãos arredondados ricos em Ca. A análise de EDS mostrou os
elementos dos dregs e grits em uma granulometria menor que 0,075 mm de finura.
Comparando o EDX e a difração de Raios X, percebe-se que os resultados se revalidam,
sustentando a existência dos óxidos de cálcio em maiores teores, e magnésio, sódio e alumínio
em menores concentrações.

34
(a)
(b)
(c) Figura 21. MEV e EDS com o dregs em pó (a) imagem com magnificação de 1.000x. (b)
imagem com magnificação de 2.000x. (c) gráfico de EDS com os teores dos elementos.
Fonte: Arquivo particular do autor, 2016.

35
(a)
(b)
(c) Figura 22. MEV e EDS com o grits em pó (a) imagem com magnificação de 1.000x. (b)
imagem com magnificação de 2.000x. (c) gráfico de EDS com os teores dos elementos.
Fonte: Arquivo particular do autor, 2016.
5.1.2.5. Composição mineralógica
O difratograma de Raios X dos materiais, mostrado na Figura 23, foi realizado para
sustentar a existência dos compostos mineralógicos encontrados em sua composição química.
Ambos apresentaram as fases de carbonato de cálcio (CaCO3), pirssote (Na2Ca (CO3)2
2(H2O)), hidróxido de cálcio (Ca(OH)2), óxido ferroso (FeO) como as principais faces
cristalinas identificadas em suas estruturas. Nota-se também a semelhança nítida dos
difratogramas dos dregs com grits nestas faces.

36
Figura 23. DRX do dregs e grits.
Fonte: Arquivo particular do autor, 2016.
5.1.2.6. Análise térmica
As Figura 24 e 25 apresentam as curvas termogravimétricas (TG/DTG) para o dregs e
grits, respectivamente. A faixa de temperatura de aquecimento foi de 30 a 1000ºC para todas
as amostras. A curva TG dos grits, indicada na Figura 25, mostrou uma perda de massa inicial
relacionada à água fisicamente adsorvida (água fisissorvida) na superfície. Observa-se
também que, na faixa de 600-800 °C, ocorreu uma perda de aproximadamente 60% de massa
que pode estar relacionada à decomposição característica dos carbonatos de cálcio, calcita
(CaCO3), para formação de CaO e liberação de CO2 (SIQUEIRA, 2013). Todas as afirmações
relacionadas aos resultados de TG/DTG, estão em concordância com os ensaios EDX, DRX e
MEV.

37
0 200 400 600 800 1000
40
50
60
70
80
90
100
0 200 400 600 800 1000
-0,0040
-0,0035
-0,0030
-0,0025
-0,0020
-0,0015
-0,0010
-0,0005
0,0000
0,0005
DT
G/ m
g s
ec-1
Ma
ssa
/ %
Dregs
Temperatura / °C
Figura 24. Curvas TG/DTG do dregs com fluxo de ar sintético (50 mL min-1) e razão de
aquecimento 10°C min-1. Fonte: Arquivo particular do autor, 2016.
0 200 400 600 800 1000
60
70
80
90
100
0 200 400 600 800 1000
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0,000
Ma
ssa
/ %
Temperatura /°C
Grits
DT
G/ m
g s
ec-1
Figura 25. Curvas TG/DTG do grits com fluxo de ar sintético (50 mL min-1) e razão de
aquecimento 10°C min-1. Fonte: Arquivo particular do autor, 2016.

38
5.2. Ensaios referentes aos materiais cimentícios
Os ensaios de massa, área especifica e finura realizados nas substituições adotadas junto
com a referência (0% de materiais) mantiveram-se dentro dos limites aceitos pelas normas
brasileiras citadas anteriormente (Tabela 15). Entretanto, observou-se que a área específica do
clínquer encontra-se no limite inferior da norma, demostrando a sua baixa resistência nos
ensaios de massa, área especifica e finura (Figura 26. ).
Tabela 15. Resultados dos ensaios de massa, área especifica e finura.
Ensaios Massa específica
total (g/cm³) Área específica
total (m²/kg) Índice de finura (%)
Clínquer 3,00 246 0,26 Dregs 2,44 1.031 0,78 Grits 2,67 972 95,20
2,5% Dregs 2,94 282 0,22 Grits 3,05 325 1,28
5,0% Dregs 2,99 315 0,28 Grits 3,01 306 2,46
7,5% Dregs 2,93 307 1,00 Grits 2,99 301 5,36
10,0% Dregs 2,87 335 0,54 Grits 3,00 361 2,72
15,0% Dregs 2,98 404 0,44 Grits 2,95 352 3,96
Limites --- ≥ 245 ≤ 12 Fonte: Arquivo particular do autor, 2016.
O índice de finura dos grits in natura mostrou-se alta, confirmado pela sua alta área
específica, quando comparada aos dregs. Esse motivo levou à utilização de umamáquina de
pulverização, possibilitandoque o material passasse na peneira 75 m.
5.2.1. Tempos de pega
Os ensaios de tempos de pega mantiveram-se em sua maior parte dentro dos limites
preconizados pelas normas, exceto na substituição de 15% com a área específica de 404
m2/kg, onde o início de pega ficou abaixo ao recomendado (Tabela 16). Estes valores
inferiores da substituição de 15% podem ser justificados pela elevada concentração de álcalis,
óxido de potássio (K2O) e sódio (Na2O), que aceleram o tempo de pega, podendo estar
relacionada com a alta a área específica do mesmo comparada com as outras substituições.

39
Tabela 16. Resultados do ensaio de tempos de pega.
Ensaios Tempos de pega (h:min)
Início Fim
Clínquer 1:45 2:40
2,5% Dregs 1:55 2:47 Grits 1:15 2:15
5,0% Dregs 1:20 2:25 Grits 1:30 2:45
7,5% Dregs 1:11 2:43 Grits 1:40 3:26
10,0% Dregs 1:16 2:37 Grits 1:24 2:56
15,0% Dregs 0:32 3:10 Grits 0:55 2:42
Limites ≥ 1h ≤ 10hs Fonte: Arquivo particular do autor, 2016.
5.2.2. Expansibilidade Le Chatelier
A expansibilidade Le Chatelier realizada nas substituições adotadas e na referência
mantiveram-se dentro dos limites recomendados pelas normas (ABNT 5.732:1991 e ABNT
11.578:1991), conforme apresentada na Tabela 17.
Tabela 17. Resultados do ensaio de expansibilidade le chatelier.
Ensaios Expansibilidade le chatelier (mm)
Quente Frio
Clínquer 0,00 0,27
2,5% Dregs 0,00 0,00 Grits 0,00 0,00
5,0% Dregs 0,00 0,00 Grits 0,00 0,00
7,5% Dregs 0,00 0,00 Grits 0,00 0,00
10,0% Dregs 0,00 0,00 Grits 0,00 0,00
15,0% Dregs 0,00 0,00 Grits 0,00 0,00
Limites ≤ 5 ≤ 5 Fonte: Arquivo particular do autor, 2016.

40
5.2.3. Evolução da resistência à compressão e média estatística
Os resultados do ensaio a resistência mecânica à compressão nos corpos de prova
cilíndricos fabricados com as devidas adições (0; 2,5; 5; 7,5; 10 e 15%) dos teores de dregs e
grits em substituição ao clínquer, encontram-se nos gráficos das Figura 26, 27 e 28, sendo
rompidos com 3, 7 e 28 dias de idade.
Os valores médios da evolução da resistência à compressão em relação à idade dos corpos
de prova confeccionados com as porcentagens de teores de dregs e grits são apresentados na
Figura 26. em formato de gráfico de barras, com os seus respectivos desvios padrões na forma
de barras finas.
(a)
(b)
Figura 26. Os resultados dos ensaios de resistência à compressão em relação à idade dos corpos de prova confeccionados coma as porcentagens de: (a) Dregs e (b) Grits.
Fonte: Arquivo particular do autor, 2016.
A evolução da resistência à compressão dos corpos de prova tende a aumentar com o
aumento das reações. Os gráficos em formato de linhas, são apresentados para demonstrar a

41
evolução da resistência com as devidas porcentagens de sbstituições de dregs (Figura 27) e
grits (Figura 28) em cada tempo de cura.
A análise estatística realizada para a resistência à compressão dos corpos de prova, foram
efetuadas por meio da análise de variância – ANOVA e pelo teste Tukey, com o α igual a 5%
de significância (Apêndices M e O).
(a)
(b)
Figura 27. Os resultados dos ensaios de resistência a compressão: (a) porcentagens de
substituição de 0; 2,5 e 5% dos dregs e (b) porcentagens de substituição de 0; 7,5; 10 e 15% dos dregs.
Fonte: Arquivo particular do autor, 2016.
Analisando os valores dos desvios padrões das medias com substituições de dregs, Figura
27, observa-se que:
Os corpos de prova com as incorporações de dregs apresentaram o mesmo
comportamento de taxa de crescimento de evolução com base na referência (0% de
materiais);
Todas as substituições apresentaram resistências menores em comparação com a
referência (0% de materiais) na idade de 28 dias, As substituições de 10 e 15%
apresentaram melhores valores a resistência na primeira idade (3 dias), ficando
iguais estatisticamente à referência;
A substituição de 10% apresentou tendência maior valor a resistência a compressão
nas primeiras idades (3 e 7 dias), mas não manteve essa evolução aos 28 dias.

42
(a)
(b)
Figura 28. Os resultados dos ensaios de resistência a compressão: (a) porcentagens de
substituição de 0; 2,5 e 5% dos grits e (b) porcentagens de substituição de 0; 7,5; 10 e 15% dos grits.
Fonte: Arquivo particular do autor, 2016.
Analisando os valores dos desvios padrões das médias com substituições de grits, Figura
28, observa-se que:
Os corpos de prova com as incorporações de grits mostraram o mesmo
comportamento de taxa de crescimento de evolução com base na referência (0% de
materiais);
Todas as substituições apresentaram resistência menores em comparação com a
referência (0% de materiais) na idade de 28 dias;
As substituições de 10 e 15% apresentaram melhores valores à resistência nas
primeiras idades (3 e 7 dias), ficando iguais estatisticamente à referência;
A substituição de 10% melhorou a resistência nas primeiras idades (3 e 7 dias), mas
não manteve essa evolução na resistência aos 28 dias;
Os resultados relativos à substituição de 2,5 e 10% encontram-se iguais
estatisticamente à referência aos 28 dias.
5.2.4. Módulo estático de elasticidade à compressão
Os gráficos das Figura 29. , 30 e Figura 30 apresentam os resultados do ensaio de módulo
estático de elasticidade à compressão nos corpos de prova cilíndricos fabricados com as
devidas adições (0; 2,5; 5; 7,5; 10 e 15%) dos teores de dregs e grits em substituição ao
clínquer, realizados com 3, 7 e 28 dias de idade.

43
Os valores médios da evolução de módulo estático de elasticidade à compressão em
relação à idade dos corpos de prova confeccionados com as porcentagens de teores de dregs e
grits são apresentados no formato de gráfico de barras, com os seus respectivos desvios
padrões na forma de barras finas (Figura 29).
(a)
(b)
Figura 29. Os resultados dos ensaios de módulo de elasticidade: (a) Dregs. e (b) Grits Fonte: Arquivo particular do autor, 2016.
A evolução do módulo estático de elasticidade à compressão dos corpos de prova tende a
aumentar com a hidratação das partículas do clínquer com a idade. Os gráficos em formato de
linhas, são apresentados para demonstrar a evolução do módulo estático de elasticidade com
as devidas porcentagens de substituições de dregs na Figura 30, e grits na Figura 31, em cada
tempo de cura.
A análise estatística realizada para o módulo estático de elasticidade à compressão dos
corpos de prova, foram efetuadas por meio da análise de variância – ANOVA e pelo teste
Tukey, com o α igual a 5% de significância Apêndices N e P.

44
(a)
(b)
Figura 30. Os resultados dos ensaios de módulo de elasticidade: (a) porcentagens de
substituição de 0; 2,5 e 5% dos dregs e (b) porcentagens de substituição de 0; 7,5; 10 e 15% dos dregs.
Fonte: Arquivo particular do autor, 2016.
Analisando os valores dos desvios padrões das médias com substituições de dregs observa-
se que:
Os corpos de prova com incorporação de dregs apresentaram o mesmo
comportamento de taxa de crescimento de evolução do modelo estático de
elasticidade, com base na referência (0% de materiais);
As substituições apresentaram menores resistências em comparação com a
referência (0% de materiais) na idade de 28 dias, exceto a substituição de 2,5 % que
se apresentou um pouco acima da referência;
A substituição de 15% demonstrou maiores valores a módulo de elasticidade na
primeira idade (3 dias), ficando iguais estatisticamente à referência;
Todas as substituições mantiveram os módulos de elasticidade similares na idade
de 7 dias, diferentes estatisticamente à referência;
Os resultados relativos à substituições 2,5; 5 e 7,5% foram estatisticamente iguais à
referência aos 28 dias.

45
(a)
(b)
Figura 31. Os resultados dos ensaios de módulo de elasticidade: (a) porcentagens de
substituição de 0; 2,5 e 5% dos grits e (b) porcentagens de substituição de 0; 7,5; 10 e 15% dos grits.
Fonte: Arquivo particular do autor, 2016.
Analisando os valores dos desvios padrões das médias com substituições de grits observa-
se que:
Os corpos de prova com incorporações de grits mostraram o mesmo
comportamento de taxa de crescimento de evolução do modelo estático de
elasticidade, com base na referência (0% de materiais);
Todas as substituições apresentaram menores resistências em comparação com a
referência (0% de materiais) na idade de 28 dias;
Todas as substituições demonstraram melhores valores a módulo de elasticidade na
primeira idade (3 dias), ficando iguais estatisticamente à referência;
Todas as substituições mantiveram-se iguais na idade de 7 dias, mantendo-se
diferentes estatisticamente à referência;
Os resultados relativos à todas substituições encontram-se iguais estatisticamente à
referência aos 28 dias.
5.2.5. Resistência à compressão com variação do Blaine
Observou-se que as substituições de 10% de dregs e grits se diferenciaram estatisticamente
quanto à resistência, a partir dos resultados do ensaio a resistência mecânica à compressão nos
corpos de prova cilíndricos fabricados com as devidas adições (0; 2,5; 5; 7,5; 10 e 15%) dos
teores de dregs e grits em substituição ao clínquer.

46
Por esse motivo foram realizados novos ensaios com essas substituições em comparação a
com outros valores de área específica do clínquer (369 e 441 m²/kg). Estes resultados
encontram-se nos gráficos das Figura 32, 34 e 35, sendo rompidos com 3, 7 e 28 dias de
idade.
Os valores médios da evolução da resistência à compressão em relação à idade dos corpos
de prova confeccionados com as porcentagens de teores de dregs e grits são apresentados no
formato de gráfico de barras, com os seus respectivos desvios padrões na forma de barras
finas (Figura 32. ).
(a)
(b) Figura 32. Os resultados dos ensaios de resistência à compressão em relação à idade dos
corpos de prova confeccionados com as porcentagens de 0 e 10% de: (a) Dregs e (b) Grits.
Fonte: Arquivo particular do autor, 2016.

47
A evolução da resistência à compressão dos corpos de prova tende a aumentar com a
hidratação das partículas do clínquer com a idade. Os gráficos em formato de linhas, são
apresentados para demonstrar a evolução da resistência com as devidas porcentagens de
substituições de dregs, Figura 33, e grits, Figura 34, em cada tempo de cura.
A análise estatística realizada para a resistência à compressão dos corpos de prova foram
efetuadas por meio da análise de variância – ANOVA fatorial e pelo teste Tukey, com o α
igual a 5% de significância (Apêndices Q e R).
Pela ANOVA fatorial observou-se que a interação entre a área específica e substituições
não foram significativas apenas para a idade de 3 dias, utilizando os grits, e para a idade de 7
dias utilizando os dregs. Porém, ao analisar tais interações pelo teste de Tukey, na idade de 3
dias, a área específica de 441 m²/kg, com 0% e 10% de grits, foram estatisticamente
diferentes das demais e na idade de 7 dias, para os dregs, houveram mais interações
estatisticamente diferentes (Apêndice Q e R).
(a)
(b)

48
(c) Figura 33. Os resultados dos ensaios de resistência a compressão com porcentagens de
substituição de 0 e 10%) dos dregs: (a) com área específica do clínquer de 246m²/kg; (b) com área específica do clínquer de 369m²/kg e (c) com área
específica do clínquer de 441m²/kg. Fonte: Arquivo particular do autor, 2016.
Analisando os valores dos desvios padrões das medias com substituições de dregs (Figura
33) em cada idade, dentro de cada específica, observa-se os seguintes resultados, pelo teste de
Tukey que:
Os corpos de prova com substituições mostraram o mesmo comportamento de taxa
de crescimento de evolução com base na referência (0% de materiais) com áreas
específicas diferentes;
Nas idades de 3 dias, a substituição de dregs ficou estatisticamente iguais à
referência, para as áreas específicas de 246, 369 e 441 m²/kg;
Nas idades de 7 dias, a substituição de dregs ficou igual estatisticamente à
referência com área específica de 441 m²/kg;
Todas as substituições apresentaram resistências menores em comparação com a
referência (0% de materiais) com áreas específicas de 246, 369 e 441 m²/kg na
idade de 28 dias na idade de 28 dias; e
Os resultados relativos à substituição de 10% com área específica de 441 m²/kg
encontram-se igual estatisticamente com à referência aos 28 dias, estando com
diferença de 0,23 MPa, respectivamente.

49
(a)
(b)
(c) Figura 34. Os resultados dos ensaios de resistência a compressão com porcentagens de
substituição de 0 e 10% dos grits: (a) com área específica do clínquer de 246m²/kg; (b) com área específica do clínquer de 369m²/kg e (c) com área específica do
clínquer de 441m²/kg. Fonte: Arquivo particular do autor, 2016.

50
Analisando os valores dos desvios padrões das médias com substituições de grits (Figura
34) em cada idade, dentro de cada área específica, observa-se os seguintes resultados, pelo
teste de Tukey que:
Os corpos de prova com substituições mostraram o mesmo comportamento de taxa
de crescimento de evolução com base na referência (0% de materiais) com áreas
específicas diferentes;
Nas idades de 3 dias, a substituição de grits ficou estatisticamente igual à
referência, para as áreas específicas de 246, 369 e 441 m²/kg;
Nas idades de 7 dias, a substituição de grits ficou estatisticamente igual à
referência, para as áreas específicas de 369 e 441 m²/kg;
As substituições apresentaram menores resistências em comparação com a
referência (0% de materiais) com áreas específicas de 246 e 369 m²/kg na idade de
28 dias. No entanto, a substituição com área específica de 441 m²/kg melhorou a
resistência em todas as idades (3, 7 e 28 dias) em comparação com à referência (0%
de materiais);
Os resultados relativos à substituição de 10% com área específica de 246 m²/kg
encontram-se estatisticamente iguais com à referência aos 28 dias.
Observa-se que o comportamento dos resultados referentes aos ensaios de resistência à
compressão na substituição de 10% de dregs e grits comparado com a referência (0% de
materiais) com áreas específicas de 246, 369 e 441 m²/kg ao longo das idades de 3, 7 e 28 dias
são semelhantes. As características químicas e as dimensões das partículas dos materiais
influenciaram diretamente nos resultados ensaiados. Esse desempenho parece estar
relacionado aos fatores referentes à reação álcali-agregado (processo de deterioração química
do concreto endurecido) e preenchimento dos vazios (efeito filler) dos corpos de prova
(MEHTA e MONTEIRO, 2008).
De acordo com Paulon (1981), a magnitude das reações das partículas está diretamente
relacionada com as suas dimensões. Se forem pequenas aumentam a reações; mas se forem
ainda menores, ou seja, na ordem de mícrons, tendem a reduzir as reações. Essa tendência
explica os resultados de diminuição da resistência à compressão dos corpos de prova de idade
de 28 dias em todas as substituições com área específica de 441 m²/kg, comparado com área
específica de 369 m²/kg.

51
6. CONCLUSÕES
A caracterização fisico-quimica dos dregs e grits mostrou que há um grande potencial para
se utilizar esses materiais na incorporação ao clinquer na produção de cimento Portland. Os
compostos presentes nos dregs e grits mostraram-se compatíveis à produção de cimento
Portland.
As diferentes incorporações de dregs e grits (2,5; 5; 7,5 10 e 15%) ao clínquer mostraram-
se viáveis para a produção de Cimento Portland comum com adição (CP I-S) e Cimento
Portland composto (CP II-F).
A incorporação de ambos os materiais ao clinquer se enquadraram nos limites mínimos
quanto aos testes de resistência à compressão e ao módulo de elasticidade estabelecidos pela
norma brasileira. Todavia, as substituições de grits apresentam melhores resultados em
comparação aos dregs.
O limite aceitável para a incorporação de dregs e de grits na produção de cimento Portland
é de 10% de substituição de ambos materiais.
A alteração do grau de moagem do clínquer resulta na variação do Blaine (246, 369 e 441
m²/kg). Estes resultados influenciam diretamente no aumento da resistência à compressão na
substituição de 10% de dregs e grits ao clínquer.

52
7. REFERÊNCIAS
ABUBAKR S.; SMITH A.; SCOTT G. Sludge characteristics and disposal alternatives for the pulp and paper industry. In: International environmental conference, Atlanta, 1995. Anais..., Atlanta: Tappi Press, 1995, p. 269–279 ALMEIDA, H.C.; SILVEIRA, C. B.; ERNANI, P. R.; CAMPOS, M. L.; ALMEIDA D. Composição química de um resíduo alcalino da indústria de papel e celulose (DREGS). Quím. Nova, v. 30, n. 7, p. 1669-1672, 2007. AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM) Anual book of ASTM Standards, Part 13, 134, Philadelpfia, 1981 apud JAVELLANA, M.P., JAWED, I. Extraction of free lime in Portland cement and clinker by ethylene glycol. Cement and Concrete Research, v.12, p.399–403, 1982. ARRIVABENE, L. F., JUNIOR, L. A. B. P., OLIVEIRA, J. R., TENÓRIO, J. A. S. e ESPINOSA, D. C. R., Technical feasibility of fabrication of cement agglomerated with granite waste and BOF steel slag. Revista Escola de Minas, v. 65, n. 2, p. 241–246, 2012. ASSOCIAÇÂO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5.732: Cimento Portland comum. 1 ed. Rio de Janeiro.1991. 5p. ______. NBR 5.733: Cimento Portland de Alta Resistência Inicial. 1 ed. Rio de Janeiro.1991. 5p. ______. NBR 5.735: Cimento Portland de Alto-Forno. 1 ed. Rio de Janeiro.1991. 5p. ______. NBR 5.736: Cimento Portland Pozolânico. 1 ed. Rio de Janeiro.1991 Errata 1:1999. 5p. ______. NBR 5.738: Concreto – Procedimentos para moldagem e cura de corpos de prova. 2 ed. Rio de Janeiro. 2007. 9p ______. NBR 5.739: Concreto – Ensaio de compressão de corpos de prova cilíndricos. 2 ed. Rio de Janeiro. 2015. 9p ______. NBR 7.215: Cimento Portland – Determinação da resistência à compressão. 1 ed. Rio de Janeiro. 1991 Errata 1:1997. 8p. ______. NBR 8.522: Concreto – Determinação de módulo estático de elasticidade à compressão. 2 ed. Rio de Janeiro. 2008. 16p ______. NBR 10.004: Resíduos Sólidos – Classificação. 1 ed. Rio de Janeiro 2004. 71p. ______. NBR 10.007: Amostragem de resíduos sólidos. 2. ed. Rio de Janeiro, 2004. 6p. ______. NBR 11.578: Cimento Portland composto. 1 ed. Rio de Janeiro.1991 Errata 1:1997. 5p.

53
______. NBR 11.579: Cimento Portland – Determinação do índice de finura por meio da peneira 75 µm (nº 200). 2 ed. Rio de Janeiro. 2012 corrigido: 2013. 4p. ______. NBR 11.582: Cimento Portland – Determinação da expansibilidade de Le Chatelier. 2 ed. Rio de Janeiro. 2012. 4p. ______. NBR 16.372: Cimento Portland e outros materiais em pó – Determinação da área específica (no permeabilímetro de blaine). 2 ed. Rio de Janeiro. 2015. 11p ______. NBR NM 23: Cimento Portland e outros materiais em pó – Determinação da massa específica. 1 ed. Rio de Janeiro. 2001. 5p ______. NBR NM 43: Cimento Portland – Determinação da pasta de consistência normal. 1 ed. Rio de Janeiro. 2003. 8p ______. NBR NM 65: Cimento Portland – Determinação do tempo de pega. 1 ed. Rio de Janeiro. 2003. 4p BAJPAI, P. Generation of Waste in Pulp and Paper Mills. In: ______. Management of Pulp and Paper Mill Waster. Suiça: Springer International Publishing, 2015. cap.2, p. 9-17. BIERMANN, C. J. Essentials of pulping and papermaking, San Diego: Academic Press, 1993, 472p. BRANCO, S. B., Influência da adição de resíduo sólido alcalino da indústria de papel e celulose (dregs) nos atributos químicos do solo e na lixiviação de compostos fenólicos. 2011. 57 f. Dissertação (Mestrado em Manejo do Solo), Universidade do Estado de Santa Catarina, Lages, SC, 2011. BRITT, K. H. Handbook of pulp and paper technology. New York: Reinhold Publishing Corporation, 1965, 537 p. BURUBERRI, L. H., SEABRA, M.P. e LABRINCHA, J.A., Preparation of clinker from paper pulp industry wastes. Journal of Hazardous Materials, v. 3, n. 3, p. 252–260, 2015. CABRAL, F.; RIBEIRO, H.M.; HILÁRIO, L.; MACHADO, L.; VASCONCELOS, E. Use of pulp mill inorganic wastes as alternative liming materials. Bioresource Technology, v. 286, n. 17, p. 8294–8298, 2008. CASTRO, F.; VILARINHO, C.; TRANCOSO, D.; FERREIRA, P.; NUNES, F.; MIRAGAIA, A. Utilisation of pulp and paper industry wastes as raw materials in cement clinker production. Int. J. Materials Engineering Innovation, v. 1, n. 1, p. 74-90, 2009. CHEN, X.; WU, S. Influence of water-to-cement ratio and curing period on pore structure of cement mortar. Construction and Building Materials, v. 38, p. 804-812, 2013. CHINDAPRASIRT, P.; JATURAPITAKKUL, C.; SINSIRI, T. Effect of fly ash fineness on compressive strength and pore size of blended cement paste. Cement and Concrete Composites, v. 27, n. 4, p. 425-428, 2005.

54
COLODETTE, J.L., GOMES, F.J.B. (Ed.). Branqueamento de Polpa Celulósica. Viçosa: Editora UFV, 2015. 816p. GARCIA, M. L., COUTINHO, J. S. Grits and dregs for cements replacement-Preliminary studies. In: 11th International Conference on non- conventional Materials and Technologies, Bath, U.K., 2009. Anais… Bath, 2009 GAVRILESCU, D. Solid waste generation in kraft pulp mills. Environmental Engineering and Management Journal, v. 3, n. 3, p. 399–404, 2004. GIERER J. Chemistry of delignification. Wood Science and Technology, v. 19, n. 4, p. 289-312, 1985. GOMIDE, J.L. Polpa de celulose: química dos processos alcalinos de polpação. Viçosa, MG: UFV, 1979. 50p. GREEN, R. P.; HOUGH, G. Chemical Recovery in the Alkaline Pulping Processes. 3. ed. Tappi Press, 1992. GUERRA, M. A. S. L. Avaliação de indicadores biológicos e físico-químicos no composto orgânico produzido a partir de resíduos da indústria de celulose. 2007, 127 f. Dissertação (Mestrado em Ciência Florestal), Universidade Federal de Viçosa, Viçosa – MG, 2007. GUERRINI, I. A. Uso de resíduos industriais de fábrica de celulose e papel em plantios de eucalipto. 2003. 96 f. Tese (Livre Docência) – Faculdade de Ciências Agronômicas, Universidade Estadual Paulista. Botucatu, 2003. HYTONEN, J. Effects of wood, peat and coal ash fertilization on Scots pine foliar nutrient concentrations and growth on afforested former agricultural peat soils. Silva Fennica, v. 37, n. 2, p. 219–234, 2003. IBÁ – Indústria Brasileira de Árvores. O Setor em números. Junho/2016 Disponível em: <http://iba.org/images/shared/Cenarios/Cenarios_Junho.pdf> Acesso em: 07 Jul. 2016. IPPC – Integrated Pollution Prevention and Control. Reference Document on Best Available Techniques (BAT) in the Production of Pulp, Paper and Board. Sevilha. Espanha. European Commission. 2013. Disponível em: <http://eippcb.jrc.ec.europa.eu/reference/BREF/PP_BREF_FD_07_2013.pdf>. Acesso em: 12 fev. 2015. ITAMBÉ – Cia. de Cimento Itambé. 2010. Disponível em: <https://www.unochapeco.edu.br/static/data/portal/downloads/1276.pdf>. Acesso em: 14 fev. 2016. ISAIA, G.C., (2ªEd.). Materiais de construção civil e princípios de ciência e engenharia de materiais. São Paulo: Ibracon – Instituto Brasileiro de Concreto, 2010. 1773p.

55
JORDAN, M., SANCHEZ, M.A., PADILLA, L., CESPEDES, R., OSSES, M., GONZALEZ, B. Kraft mill residues effects on Monterey Pine growth and soil microbial activity. Journal of Environmental Quality, v. 31, n. 3, p. 1004–1009, 2002. KRIGSTIN S.; SAIN M. Characterization and potential utilization of recycled paper mill sludge. Pulp and Paper Canada, v. 107, n. 5, p. 29–32, 2006. LAFARGE – Fabricação do cimento. Disponível em: <http://www.lafarge.com.br/wps/portal/br/2_2_1-Manufacturing_process>. Acesso em: 17 Set. 2015. LEA, F.M. The chemistry of cement and concrete. 3. ed. Surrey: Edward Arnold Publishers Ltd., 1970. 723p. LUXAN, M.P., Madruga, F., Saavedra, J. Rapid evaluation of pozzolanic activity of natural products by conductivity measurement. Cement and Concrete research, v.19, p.63-68, 1989. MACHADO, A. T., GOMES, A. O., CARDOSO. R. J. C. e CRUZ. E. B., O uso de escórias de aciaria como agregado na construção civil. IX Encontro Nacional de Tecnologia do Ambiente Construído (ENTAC), p. 1595–1602, 2002. MACHADO, C.C.; PEREIRA, R.S.; PIRES, J.M.M. Influence of the thermal treatment of industrial solid residue (grits) on the mechanical resistance of a latosol for forest engineering roads. Revista Árvore, v.27, n.4, p.543-550, 2003. MACHADO, C.C.; PIRES, J.M.M.; PEREIRA, R.S.; FONTES, M.P.F.; PORTUGAL, C.R.M. Chemical and environmental behavior of the solid wastes in forest roads pavements. Scientia Forestalis, v.28, n.70, p.131-136, 2006 MARTINS F. M.; Martins J. M.; FERRACIN, L. C.; CUNHA C. J. 2007. Mineral phases of green liquor dregs, slaker grits, lime mud and wood ash of a Kraft pulp and paper mill. Journal of Hazardous Materials, v.147, n.1-2, p.610-617, 2007. MATA, R. A. Efeitos de lixiviado de cinzas de precipitadores eletrostáticos de caldeiras de recuperação no tratamento biológico de efluentes de industrias de polpa celulosica kraft . 2016, 76 f. Dissertação (Mestrado em Ciência Florestal), Universidade Federal de Viçosa, Viçosa – MG, 2016. MATIAS, D.V.S. Análise do potencial de valorização dos resíduos de Licor Verde da Indústria de Pasta de Papel. 2012. 60p. Dissertação (Mestrado em Engenharia Ambiental), Universidade de Coimbra - UC, Coimbra -Portugal, 2012. METHA, P.K., MONTEIRO, P.J.M. Concreto – estrutura, propriedades e materiais. São Paulo: Ed. PINI, 1994. 573p. METHA, P.K., MONTEIRO, P.J.M. Concreto – Microestrutura , Propriedades, e Materiais. São Paulo: 3. Ed. Ibracon – Instituto Brasileiro de Concreto, 2008. 674p.

56
METHA, P.K., MONTEIRO, P.J.M. Concrete – Microstructure , Properties, and Materials. California. Ed. Third, 2006. 684p. MIELI, J. C. A. Sistema de avaliação ambiental na indústria de celulose e papel. 2007, 99 f. Dissertação (Doutorado em Ciência Florestal), Universidade Federal de Viçosa, Viçosa – MG, 2007. MODOLO R. C. E.; Valorização de resíduos do sector de pasta e papel em produtos da construção civil. 2006. 119p. Dissertação (Mestrado em Gestão Ambiental Materiais e Valorização de Resíduos) – Universidade de Aveiro, Aveiro -Portugal, 2006, MONTE, M.C.; FUENTE E.; BLANCO A.; NEGRO C. Waste management from pulp and paper production in the European Union. Waste Management, v. 29, n. 1, p. 293–308, 2009. MORAIS, D. M. Briquetes de Resíduos Ligno-celulósicos como Potencial Energético para a Queima de Blocos Cerâmicos: Aplicação em uma Indústria que Abastece o Distrito Federal. 2007. 230 f. Tese (Doutorado em Engenharia Civil e Ambiental), Universidade de Brasília, Brasília, DF, 2007. MROUEH, U.M., WAHSTRO¨M, M. By-products and recycled materials in earth construction in Finland – an assessment of applicability. Resources, Conservation and Recycling, v. 35, n. 1-2, p. 117–129, 2002. NEVILLE, A.M., Propriedades do concreto. 2ª,Ed. São Paulo: Ed. PINI, 1997. 828p. NURMESNIEMI, H.; POYKIO, R.; KEISKI, R. L. A case study of waste management at the Northern Finnish pulp and paper mill complex of Stora Enso Veitsiluoto Mills. Waste Management, v. 27, n. 12, p. 1939–1948; 2007. PAULON, V. A., Reação Álcali-Agregado em Concreto. 1981. p. Dissertação (Mestrado em Engenharia Civil) – Escola politécnica da Universidade de São Paulo, 1981. PEREIRA, R.S. Viabilidade técnica do emprego de resíduos da indústria de celulose para construção de estradas florestais. 2005. 329p. Tese (Doutorado em Ciência Florestal) - Universidade Federal de Viçosa, 2005. PETRUCCI, E. G. R.; PAULON, V. A., Concreto de cimento Portland. 13 ed. São Paulo: Globo, 1998. xii, 307 p POGGIALI, F. S. J., Desempenho de microconcretos fabricados com cimento portland com adições de cinza de bagaço de cana-de-açúcar. 2010. 150 f. Dissertação (Mestrado em Construção Civil), Universidade Federal de Minas Gerais, Belo Horizonte, MG, 2010. SENAI-CETCEP (Centro de Tecnologia de Celulose e Papel). Celulose. São Paulo: SENAI-SP, 2013. 351 p SEYYEDALIPOUR, S. F.; KEBRIA, D. Y, MALIDARREH, N. R; NOROUZNEJAD, G., Study of Utilization of Pulp and Paper Industry Wastes in Production of Concrete. Journal of Engineering Research and Applications, v. 4, n. 1, p. 115–122, 2014.

57
SILVA, C. M.; MORAIS. I. L. H. Controle Ambiental na Industria de Celulose e Papel. Apostila de Aulas, ENF 666 e ENF 816 – Universidade Federal de Viçosa, Viçosa – MG, 2013. SIQUEIRA, F. B., Avaliação da incorporação de resíduo grits nas propriedades e microestrutura de tijolo solo-cimento. 2013. 121 f. Dissertação (Mestrado em Engenharia e Ciências dos Materiais), Universidade Estadual do Norte Fluminense, Campos dos Goytacazes, RJ, 2013. SIXTA H.; SÜSS H.-U.; POTTHAST A.; SCHWANNINGER M.; KROTSCHECK. A. W.; Pulp Bleaching. In: ______. Handbook of pulp. Weinheim: Wiley-VCH, 2006, cap.7, p. 609-932. SOUZA, T. I.; CARDOSO, A.V. Utilização de Resíduos Sólidos da Indústria de Celulose Kraft na Fabricação de Cimento: caracterização físico-química. In: CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 18., Porto de Galinhas, 2008. Anais... Porto de Galinhas, 2008. TAYLOR, H.F.W. Cement chemistry. 2. ed. Wiltshire: Thomas Telford, 1997. 459p. TEIXEIRA, J. R. Utilização de resíduos sólidos alcalinos de indústrias de celulose na correção da acidez do solo. 2003. Dissertação (Mestrado em Ciência do Solo), Universidade Federal do Rio Grande do Sul. Porto Alegre – RS, 2003. WOLFF E. O uso do lodo de estação de tratamento de água e resíduos da indústria de celulose (dregs, grits e lama de cal) na produção de cerâmica vermelha. 2008. Dissertação (Doutorado em Saneamento, Meio Ambiente e Recursos Hídricos.), Universidade Federal de Minas Gerais, Belo Horizonte – MG, 2008. ZAMBRANO, M.; PICHÚN, C.; ALVEAR, M.; VILLARROEL, M.; VELÁSQUEZ, I.; BAEZA, J.; VIDAL, G. Green liquor dregs effect on Kraft mill secondary sludge composting. Bioresource Technology, v. 101, n. 3, p. 1028–1035, 2010.

58
APÊNDICE A – PROPRIEDADES DO CLÍNQUER PORTLAND
. Tabela 18. Massa especifica. MASSA ESPECÍFICA DO Clínquer
Resultados obtidos em 15/02/16 1ª 2ª 3ª 4ª Líquido usado no ensaio Querosene
Temperatura do banho (°C) 21 21 21 21
Massa da amostra (g) 60 Leitura inicial (cm³) 0,2 0,6 0,3 0,4
Leitura Final (cm³) 20,2 20,5 20,3 20,4
Volume da amostra (cm³) 20,0 19,9 20,0 20,0
Massa específica da amostra (g/cm³) 3,00 3,02 3,00 3,00 Diferença entre as amostras (g/cm³) 0,015 0,000 Massa específica do Clínquer (g/cm³) 3,01 3,00
Massa específica total dos Clínquer (g/cm³) 3,00
Tabela 19. Área Específica de Blaine do clínquer. ÁREA ESPECÍFICA DO Clínquer - BLAINE
Resultados obtidos em 15/02/16 1ª 2ª 3ª 4ª Fluido manométrico Dibutyl phthalate
Constante do aparelho (Pa1/2/m) 0,829 0,829 Volume da camada (cm³) 1,663 1,663 Temperatura ambiente (°C) 29 29 29 29 Viscosidade do ar (x10-5 Pa.s) 1,852 1,852
Porosidade adotada 0,4134 0,4134 Massa da amostra (g) 2,93 2,93 Tempo de queda (s) 71,70 74,64 70,49 69,47 Área específica da amostra (m²/kg) 246,12 251,11 244,03 242,26 Área específica dos Clínquer (m²/kg) 248,62 243,15 Área específica total dos Clínquer (m²/Kg) 245,88
Tabela 20. Finura. ENSAIO DE FINURA DO CLÍNQUER
Resultados obtidos em 15/02/16
Massa inicial (g) 50
Resíduo (g) 0,13
Índice de finura (%) 0,26
Tabela 21. Atividade Pozolânica. ATIVIDADE POZOLÂNICA Clínquer
Resultados obtidos em 25/02/16
Calibração (K) 0,938 Temperatura (ºC) 24
Leitura Inicial (mS/cm) 7,83
Leitura final (mS/cm) 8,81 Δ mS/cm 0,98

59
Tabela 22. Água para a pasta de consistência normal ÁGUA PARA A PASTA DE CONSISTÊNCIA
NORMAL CLÍNQUER
Resultados obtidos em 18/02/16
Temperatura ambiente (ºC) 24
Umidade relativa do ar (%) 95
Temperatura da água (ºC) 25
Massa de cimento (g) 500,00
Massa de água (g) 154,40
Consistência (mm) 6
A (%) 30,88
Tabela 23. Tempos de Pega.
TEMPOS DE PEGA Resultados obtidos em 19/02/16
Condições da câmara úmida
Temperatura (ºC) 20
Umidade relativa (%) 92
Temperatura de água (ºC) 20
Início do ensaio (h:min): 14:23
Início de pega (h:min): 16:08
Fim de pega (h:min): 17:03
Tempo de início de pega (h:min): 1:45
Tempo de fim de pega (h:min): 2:40
Tabela 24. Expansibilidade le chatelier.
EXPANSIBILIDADE LE CHATELIER Resultados obtidos em ensaio realizado em 18/02 a 25/02/16
Leituras do ensaio de expansibilidade a frio Leituras do ensaio de expansibilidade a quente
Leitura inicial Leitura final Afastamento Leitura inicial Leitura final Afastamento (mm) (mm) (mm) (mm) (mm) (mm)
0,8 1,3 0,5 1,2 1,2 0,0
0,0 0,3 0,3 0,0 0,0 0,0
0,0 0,0 0,0 0,0 0,0 0,0
Expansibilidade a frio (mm): 0,27 Expansibilidade a quente (mm): 0,00

60
Tabela 25. Resistência à compressão.
RESISTÊNCIA À COMPRESSÃO 100% CLÍNQUER Resultados obtidos em ensaio realizado em 02/03 a 30/03/16
Temperatura ambiente (ºC) : 25 Umidade relativa do ar (%): 93 Temperatura da água
(ºC): 25
Modelo Ensaiado Data
Idade
Resultados
Diâmetro 1
Diâmetro 2
Média Diâmetro
Área Carga Tensão Tensão Média
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (mm) (mm) (mm) (mm2) (kgf) (MPa) (MPa) (MPa) (%)
0%
B - 01
05/mar 3
50,12 49,98 50,050 1967,42 3460 17,59 17,40
0,73 5,99 B - 02 50,33 50,03 50,180 1977,66 3568 18,04 B - 07 50,05 50,24 50,145 1974,90 3231 16,36
B - 08 50,07 50,23 50,150 1975,29 3482 17,63
B - 03
09/mar 7
50,22 49,98 50,100 1971,36 4327 21,95 22,91
1,22 6,01 B - 04 50,03 50,10 50,065 1968,60 4427 22,49 B - 09 50,72 50,43 50,575 2008,92 4879 24,28
B - 10 50,28 50,15 50,215 1980,42 5000 25,25
B - 05
30/mar 28
50,29 50,20 50,245 1982,78 5609 28,29 30,95
0,75 2,56 B - 06 50,23 50,13 50,180 1977,66 6104 30,86 B - 11 49,97 50,15 50,060 1968,21 5953 30,25
B - 12 50,20 49,91 50,055 1967,82 6247 31,74
Tabela 26. Módulo de elasticidade.
MÓDULO DE ELASTICIDADE 100% CLÍNQUER Resultados obtidos em ensaio realizado em 02/03 a 30/03/16
Umidade relativa do ar (%): 93 Temperatura ambiente (ºC): 25
Modelo Ensaiado Data
Idade
Resultados
Módulo Módulo Médio
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (GPa) (GPa) (GPa) (%)
0%
B - 01
05/mar 3
22,18
0,70 2,24 B - 02 22,67
B - 07 20,00
B - 08 21,68
B - 03
09/mar 7
28,85
0,42 1,02 B - 04 24,74
B - 09 29,14
B - 10 28,55
B - 05
30/mar 28
30,27
0,61 2,25 B - 06 29,77
B - 11 30,08
B - 12 30,95

61
APÊNDICE B – PROPRIEDADES DOS DREGS E GRITS
Tabela 27. Massa especifica dregs. MASSA ESPECÍFICA DOS DREGS
Resultados obtidos em 01/12/15 1ª 2ª 3ª 4ª Líquido usado no ensaio Querosene Temperatura do banho (°C) 25 25 25 25 Massa da amostra (g) 45 45 50 55 Leitura inicial (cm³) 0,9 0,8 0,9 0,4 Leitura Final (cm³) 19,4 19,4 21,3 22,9 Volume da amostra (cm³) 18,5 18,6 20,4 22,5 Massa específica da amostra (g/cm³) 2,43 2,42 2,45 2,44 Diferença entre as amostras (g/cm³) 0,01 0,01 Massa específica dos Dregs (g/cm³) 2,43 2,45 Massa específica total dos Dregs (g/cm³) 2,44
Tabela 28. Massa especifica grits.
MASSA ESPECÍFICA DOS GRITS Resultados obtidos em 02/12/15 1ª 2ª 3ª 4ª Líquido usado no ensaio Querosene Temperatura do banho (°C) 26 26 25 25 Massa da amostra (g) 50 Leitura inicial (cm³) 0,4 0,3 0,7 0,8 Leitura Final (cm³) 19 19 19,5 19,5 Volume da amostra (cm³) 18,6 18,7 18,8 18,7 Massa específica da amostra (g/cm³) 2,69 2,67 2,66 2,67 Diferença entre as amostras (g/cm³) 0,01 0,01 Massa específica dos Grits (g/cm³) 2,68 2,67 Massa específica total dos Grits (g/cm³) 2,67
Tabela 29. Ensaio de finura do dregs. ENSAIO DE FINURA DO DREGS
Resultados obtidos em 15/02/16 Massa inicial (g) 50 Resíduo (g) 0,39 Índice de finura (%) 0,78
Tabela 30. Ensaio de finura do grits. ENSAIO DE FINURA DO GRITS
Resultados obtidos em 15/02/16 Massa inicial (g) 50 Resíduo (g) 47,6 Índice de finura (%) 95,2

62
Tabela 31. Área Específica de Blaine do dregs. ÁREA ESPECÍFICA DOS DREGS - BLAINE
Resultados obtidos em 05/04/16 1ª 2ª 3ª 4ª Fluido manométrico Dibutyl phthalate Constante do aparelho (Pa1/2/m) 0,829 0,829 Volume da camada (cm³) 1,663 1,663 Temperatura ambiente (°C) 29 29 29 29 Viscosidade do ar (x10-5 Pa.s) 1,852 1,852 Porosidade adotada 0,5928 0,5928 Massa da amostra (g) 1,65 1,65 Tempo de queda (s) 113,73 161,31 142,99 125,74 Área específica da amostra (m²/Kg) 945,10 1.125,57 1.059,73 993,75 Área específica dos Dregs (m²/Kg) 1.035,34 1.026,74 Área específica total dos Dregs (m²/Kg) 1.031,04
Tabela 32. Área Específica de Blaine do grits. ÁREA ESPECÍFICA DOS GRITS - BLAINE
Resultados obtidos em 01/04/16 1ª 2ª 3ª 4ª Fluido manométrico Dibutyl phthalate Constante do aparelho (Pa1/2/m) 0,829 0,829 Volume da camada (cm³) 1,663 1,663 Temperatura ambiente (°C) 29 29 29 29 Viscosidade do ar (x10-5 Pa.s) 1,852 1,852 Porosidade adotada 0,4603 0,4603 Massa da amostra (g) 2,4 2,4 Tempo de queda (s) 628,57 481,04 543,53 525,69 Área específica da amostra (m²/Kg) 1.044,95 914,14 971,70 955,62 Área específica dos Grits (m²/Kg) 979,54 963,66 Área específica total dos Grits (m²/Kg) 971,60
Tabela 33. Atividade Pozolânica do dregs.
ATIVIDADE POZOLÂNICA Dregs Resultados obtidos em 25/02/16
Calibração (K) 0,938 Temperatura (ºC) 24 Leitura Inicial (mS/cm) 8,53 Leitura final (mS/cm) 8,22
Δ mS/cm -0,31
Tabela 34. Atividade Pozolânica do grits. ATIVIDADE POZOLÂNICA Grits
Resultados obtidos em 25/02/16 Calibração (K) 0,938 Temperatura (ºC) 24 Leitura Inicial (mS/cm) 8,13 Leitura final (mS/cm) 9,00
Δ mS/cm 0,87

63
APÊNDICE C – PROPRIEDADES DA SUBSTITUIÇÃO DE 2,5% DE DREGS
Tabela 35. Massa especifica 2,5% dregs. MASSA ESPECÍFICA DO Clínquer / Dregs 2,5%
Resultados obtidos em 29/04/16 1ª 2ª Líquido usado no ensaio Querosene Temperatura do banho (°C) 21 21 Massa da amostra (g) 60 Leitura inicial (cm³) 0,4 0,4 Leitura Final (cm³) 20,8 20,8 Volume da amostra (cm³) 20,4 20,4 Massa específica da amostra (g/cm³) 2,94 2,94 Diferença entre as amostras (g/cm³) 0,000 Massa específica do Clínquer (g/cm³) 2,94 Massa específica total dos Dregs 2,5% (g/cm³) 2,94
Tabela 36. Área Específica de Blaine do 2,5% dregs.
ÁREA ESPECÍFICA DO Clínquer/ Dregs 2,5% - BLAINE Resultados obtidos em 06/04/16 1ª 2ª 3ª 4ª Fluido manométrico Dibutyl phthalate Constante do aparelho (Pa1/2/m) 0,829 0,829 Volume da camada (cm³) 1,663 1,663 Temperatura ambiente (°C) 26 26 26 26 Viscosidade do ar (x10-5 Pa.s) 1,837 1,837 Porosidade adotada 0,4173 0,4173 Massa da amostra (g) 2,85 2,85 Tempo de queda (s) 91,70 77,99 79,23 94,39 Área específica da amostra (m²/Kg) 291,36 268,70 270,83 295,60 Área específica dos Clínquer (m²/Kg) 280,03 283,22 Área específica total dos Dregs 2,5% (m²/Kg) 281,62
Tabela 37. Finura 2,5% dregs.
ENSAIO DE FINURA DO Clínquer/ Dregs 2,5% Massa inicial (g) 50 Resíduo (g) 0,11 Índice de finura (%) 0,22
Tabela 38. Tempos de Pega 2,5% dregs.
TEMPOS DE PEGA DREGS 2,5%
Condições da câmara
úmida
Temperatura (ºC) 21 Umidade relativa (%) 91 Temperatura de água (ºC)
21
Início do ensaio (h:min): 13:55 Início de pega (h:min): 15:50 Fim de pega (h:min): 16:42 Tempo de início de pega (h:min): 1:55 Tempo de fim de pega (h:min): 2:47

64
Tabela 39. Expansibilidade le chatelier 2,5% dregs. EXPANSIBILIDADE LE CHATELIER DREGS 2,5%
Leituras do ensaio de expansibilidade a frio Leituras do ensaio de expansibilidade a quente Leitura inicial Leitura final Afastamento Leitura inicial Leitura final Afastamento
(mm) (mm) (mm) (mm) (mm) (mm) 0,0 0,0 0,0 0,3 0,3 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
Expansibilidade a frio (mm): 0,00 Expansibilidade a quente (mm): 0,00
Tabela 40. Resistência à compressão 2,5% dregs. RESISTÊNCIA À COMPRESSÃO 2,5% DREGS
Temperatura ambiente (ºC): 25
Umidade relativa do ar (%):93 Temperatura da água (ºC): 25
Modelo Ensaiado Data
Idade
Resultados
Diâmetro 1
Diâmetro 2
Média Diâmetro
Área Carga Tensão Tensão Média
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (mm) (mm) (mm) (mm2) (kgf) (MPa) (MPa) (MPa) (%)
2,5% Dregs
C - 25
26/fev 3
50,11 50,24 50,175 1977,26 2793 14,13 13,99
0,48 3,77 C - 26 50,14 50,25 50,195 1978,84 2664 13,46 C - 31 50,00 50,21 50,105 1971,75 2836 14,38 C - 32 49,80 50,36 50,080 1969,78 3058 15,52 C - 27
01/mar 7
50,16 50,13 50,145 1974,90 3653 18,50 19,36
0,67 4,46 C - 28 50,21 50,24 50,225 1981,21 3797 19,17 C - 33 50,76 50,24 50,500 2002,96 3990 19,92 C - 34 50,69 50,29 50,490 2002,17 3976 19,86 C - 29
22/mar 28
50,30 50,60 50,450 1999,00 5409 27,06 28,32
1,05 4,47 C - 30 50,06 50,16 50,110 1972,14 5516 27,97 C - 35 50,45 50,80 50,625 2012,89 5796 28,79 C - 36 50,42 50,14 50,280 1985,55 5853 29,48
Tabela 41. Módulo de elasticidade 2,5% dregs. MÓDULO DE ELASTICIDADE 2,5% DREGS
Umidade relativa do ar (%): 93 Temperatura ambiente (ºC):25
Modelo Ensaiado Data
Idade
Resultados
Módulo Módulo Médio
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (GPa) (GPa) (GPa) (%)
2,5% Dregs
C - 25
26/fev 3
20,33
0,59 3,32 C - 26 19,65 C - 31 20,56 C - 32 20,77 C - 27
01/mar 7
25,29
1,28 5,37 C - 28 23,93 C - 33 26,47 C - 34 25,47 C - 29
22/mar 28
30,40
0,94 2,19 C - 30 47,66 C - 35 29,74 C - 36 31,07

65
APÊNDICE D – PROPRIEDADES DA SUBSTITUIÇÃO DE 2,5% DE GRITS
Tabela 42. Massa especifica 2,5% grits. MASSA ESPECÍFICA DO Clínquer / Grits 2,5%
Resultados obtidos em 25/04/16 1ª 2ª Líquido usado no ensaio Querosene Temperatura do banho (°C) 21 21 Massa da amostra (g) 60 Leitura inicial (cm³) 0,95 0,90 Leitura Final (cm³) 20,65 20,50 Volume da amostra (cm³) 19,70 19,60 Massa específica da amostra (g/cm³) 3,05 3,06 Diferença entre as amostras (g/cm³) 0,016 Massa específica do Clínquer (g/cm³) 3,05 Massa específica total dos Grits 2,5% (g/cm³) 3,05
Tabela 43. Área Específica de Blaine do 2,5% grits.
ÁREA ESPECÍFICA DO Clínquer/ Grits 2,5% - BLAINE Resultados obtidos em 01/04/16 1ª 2ª 3ª 4ª Fluido manométrico Dibutyl phthalate Constante do aparelho (Pa1/2/m) 0,829 0,829 Volume da camada (cm³) 1,663 1,663 Temperatura ambiente (°C) 29 29 29 29 Viscosidade do ar (x10-5 Pa.s) 1,852 1,852 Porosidade adotada 0,4269 0,4269 Massa da amostra (g) 2,91 2,91 Tempo de queda (s) 115,54 117,80 108,17 107,13 Área específica da amostra (m²/Kg) 330,09 333,30 319,39 317,85 Área específica dos Clínquer (m²/Kg) 331,70 318,62 Área específica total dos Grits 2,5% (m²/Kg) 325,16
Tabela 44. Finura 2,5% grits.
ENSAIO DE FINURA DO Clínquer/ Grits 2,5% Massa inicial (g) 50 Resíduo (g) 0,64 Índice de finura (%) 1,28
Tabela 45. Tempos de Pega 2,5% grits.
TEMPOS DE PEGA DREGS 2,5%
Condições da câmara
úmida
Temperatura (ºC) 21 Umidade relativa (%) 91 Temperatura de água (ºC)
21
Início do ensaio (h:min): 13:55 Início de pega (h:min): 15:50 Fim de pega (h:min): 16:42 Tempo de início de pega (h:min): 1:55 Tempo de fim de pega (h:min): 2:47

66
Tabela 46. Expansibilidade le chatelier 2,5% grits. EXPANSIBILIDADE LE CHATELIER GRITS 2,5%
Leituras do ensaio de expansibilidade a frio Leituras do ensaio de expansibilidade a quente Leitura inicial Leitura final Afastamento Leitura inicial Leitura final Afastamento
(mm) (mm) (mm) (mm) (mm) (mm) 0,0 0,0 0,0 0,3 0,3 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
Expansibilidade a frio (mm): 0,00 Expansibilidade a quente (mm): 0,00
Tabela 47. Resistência à compressão 2,5% grits. RESISTÊNCIA À COMPRESSÃO 2,5% GRITS
Temperatura ambiente (ºC):25 Umidade relativa do ar (%):93 Temperatura da água (ºC): 25
Modelo Ensaiado Data
Idade
Resultados
Diâmetro 1
Diâmetro 2
Média Diâmetro
Área Carga Tensão Tensão Média
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (mm) (mm) (mm) (mm2) (kgf) (MPa) (MPa) (MPa) (%)
2,5% Grits
C - 13
26/fev 3
50,09 50,27 50,180 1977,66 3037 15,36 15,24
0,63 5,51 C - 14 50,34 50,14 50,240 1982,39 3187 16,08 C - 19 50,27 50,14 50,205 1979,63 2944 14,87 C - 20 50,22 50,10 50,160 1976,08 2894 14,65 C - 15
01/mar 7
50,13 50,08 50,105 1971,75 3976 20,16 20,05
0,22 1,25 C - 16 50,46 50,38 50,420 1996,62 3954 19,80 C - 21 49,92 49,97 49,945 1959,18 0,00 C - 22 50,70 50,06 50,380 1993,45 4026 20,20 C - 17
22/mar 28
50,19 50,26 50,225 1981,21 6283 31,71 30,25
1,39 4,82 C - 18 50,24 50,41 50,325 1989,10 5989 30,11 C - 23 50,23 50,26 50,245 1982,78 5115 25,80 C - 24 50,24 50,12 50,180 1977,66 5724 28,94
Tabela 48 Módulo de elasticidade 2,5% grits. MÓDULO DE ELASTICIDADE 2,5% GRITS
Umidade relativa do ar (%): 93 Temperatura ambiente (ºC): 25
Modelo Ensaiado Data
Idade
Resultados
Módulo Módulo Médio
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (GPa) (GPa) (GPa) (%)
2,5% Grits
C - 13
26/fev 3
20,73
1,20 4,11 C - 14 21,58 C - 19 20,02 C - 20 19,88 C - 15
01/mar 7
24,78
0,68 1,93 C - 16 24,30 C - 21 C - 22 25,26 C - 17
22/mar 28
28,53
1,89 4,68 C - 18 29,87 C - 23 24,61 C - 24 27,20

67
APÊNDICE E – PROPRIEDADES DA SUBSTITUIÇÃO DE 5% DE DREGS
Tabela 49. Massa especifica 5% dregs. MASSA ESPECÍFICA DO Clínquer / Dregs 5%
Resultados obtidos em 02/05/16 1ª 2ª Líquido usado no ensaio Querosene Temperatura do banho (°C) 21 21 Massa da amostra (g) 60 Leitura inicial (cm³) 0,5 0,6 Leitura Final (cm³) 20,6 20,6 Volume da amostra (cm³) 20,1 20,0 Massa específica da amostra (g/cm³) 2,99 3,00 Diferença entre as amostras (g/cm³) 0,015 Massa específica do Clínquer (g/cm³) 2,99 Massa específica total dos Dregs 5% (g/cm³) 2,99
Tabela 50. Área Específica de Blaine do 5% dregs.
ÁREA ESPECÍFICA DO Clínquer/ Dregs 5% - BLAINE Resultados obtidos em 01/04/16 1ª 2ª 3ª 4ª Fluido manométrico Dibutyl phthalate Constante do aparelho (Pa1/2/m) 0,829 0,829 Volume da camada (cm³) 1,663 1,663 Temperatura ambiente (°C) 29 29 29 29 Viscosidade do ar (x10-5 Pa.s) 1,852 1,852 Porosidade adotada 0,4374 0,4374 Massa da amostra (g) 2,8 2,8 Tempo de queda (s) 104,27 86,59 81,39 91,55 Área específica da amostra (m²/Kg) 337,92 307,94 298,55 316,64 Área específica dos Clínquer (m²/Kg) 322,93 307,60 Área específica total dos Dregs 5% (m²/Kg) 315,26
Tabela 51. Finura 5% dregs.
ENSAIO DE FINURA DO Clínquer/ Dregs 5% Massa inicial (g) 50 Resíduo (g) 0,14 Índice de finura (%) 0,28
Tabela 52. Tempos de Pega 5% dregs.
TEMPOS DE PEGA DREGS 5% Condições da
câmara úmida
Temperatura (ºC) 21 Umidade relativa (%) 91 Temperatura de água (ºC) 21
Início do ensaio (h:min): 15:25 Início de pega (h:min): 16:45 Fim de pega (h:min): 17:50 Tempo de início de pega (h:min): 1:20 Tempo de fim de pega (h:min): 2:25

68
Tabela 53. Expansibilidade Le Chatelier 5% dregs. EXPANSIBILIDADE LE CHATELIER DREGS 5%
Leituras do ensaio de expansibilidade a frio Leituras do ensaio de expansibilidade a quente Leitura inicial Leitura final Afastamento Leitura inicial Leitura final Afastamento
(mm) (mm) (mm) (mm) (mm) (mm) 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,6 0,6 0,0 0,0 0,0 0,0 1,2 1,2 0,0
Expansibilidade a frio (mm): 0,00 Expansibilidade a quente (mm): 0,00
Tabela 54. Resistência à compressão 5% dregs. RESISTÊNCIA À COMPRESSÃO 5% DREGS
Temperatura ambiente (ºC): 23 Umidade relativa do ar (%): 91 Temperatura da água (ºC):23
Modelo Ensaiado Data
Idade
Resultados
Diâmetro 1
Diâmetro 2
Média Diâmetro
Área Carga Tensão Tensão Média
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (mm) (mm) (mm) (mm2) (kgf) (MPa) (MPa) (MPa) (%)
5% Dregs
C - 49
03/mar 3
50,10 49,95 50,025 1965,46 3059 15,56 15,81
0,36 3,18 C - 50 50,08 50,18 50,130 1973,72 3124 15,83 C - 55 50,32 50,22 50,270 1984,76 3238 16,31 C - 56 50,15 50,21 50,180 1977,66 3073 15,54 C - 51
07/mar 7
50,14 50,11 50,125 1973,33 3840 19,46 18,61
0,84 5,73 C - 52 50,19 50,16 50,175 1977,26 3632 18,37 C - 57 50,26 50,07 50,165 1976,48 3467 17,54 C - 58 50,20 50,31 50,255 1983,57 3782 19,07 C - 53
28/mar 28
50,29 50,13 50,210 1980,02 4828 24,39 26,99
0,69 2,68 C - 54 50,24 50,24 50,240 1982,39 5208 26,27 C - 59 50,56 50,45 50,505 2003,36 5538 27,64 C - 60 50,92 50,02 50,470 2000,58 5416 27,07
Tabela 55 Módulo de elasticidade 5% dregs. MÓDULO DE ELASTICIDADE 5% DREGS
Umidade relativa do ar (%): 93 Temperatura ambiente (ºC): 25
Modelo Ensaiado Data
Idade
Resultados
Módulo Módulo Médio
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (GPa) (GPa) (GPa) (%)
5% Dregs
C - 49
03/mar 3
20,34
0,61 3,20 C - 50 20,44 C - 55 20,89 C - 56 19,69 C - 51
07/mar 7
25,28
1,76 4,93 C - 52 59,18 C - 57 24,03 C - 58 26,52 C - 53
28/mar 28
28,84
0,36 0,89 C - 54 28,58 C - 59 29,09 C - 60 45,98

69
APÊNDICE F – PROPRIEDADES DA SUBSTITUIÇÃO DE 5% DE GRITS
Tabela 56. Massa especifica 5% grits. MASSA ESPECÍFICA DO Clínquer / Grits 5%
Resultados obtidos em 25/04/16 1ª 2ª Líquido usado no ensaio Querosene Temperatura do banho (°C) 21 21 Massa da amostra (g) 60 Leitura inicial (cm³) 0,00 0,90 Leitura Final (cm³) 19,90 20,90 Volume da amostra (cm³) 19,90 20,00 Massa específica da amostra (g/cm³) 3,02 3,00 Diferença entre as amostras (g/cm³) -0,015 Massa específica do Clínquer (g/cm³) 3,01 Massa específica total dos Grits 5% (g/cm³) 3,01
Tabela 57. Área Específica de Blaine do 5% grits.
ÁREA ESPECÍFICA DO Clínquer/ Grits 5% - BLAINE Resultados obtidos em 06/04/16 1ª 2ª 3ª 4ª Fluido manométrico Dibutyl phthalate Constante do aparelho (Pa1/2/m) 0,829 0,829 Volume da camada (cm³) 1,663 1,663 Temperatura ambiente (°C) 29 29 29 29 Viscosidade do ar (x10-5 Pa.s) 1,852 1,852 Porosidade adotada 0,4302 0,4302 Massa da amostra (g) 2,85 2,85 Tempo de queda (s) 98,98 89,71 93,38 91,55 Área específica da amostra (m²/Kg) 315,52 300,38 306,46 303,44 Área específica dos Clínquer (m²/Kg) 307,95 304,95 Área específica total dos Grits 5% (m²/Kg) 306,45
Tabela 58. Finura 5% grits.
ENSAIO DE FINURA DO Clínquer/ Grits 5% Massa inicial (g) 50 Resíduo (g) 1,23 Índice de finura (%) 2,46
Tabela 59. Tempos de Pega 5% grits.
TEMPOS DE PEGA GRITS 5%
Condições da câmara úmida
Temperatura (ºC) 21 Umidade relativa (%) 91 Temperatura de água (ºC)
21
Início do ensaio (h:min): 10:30 Início de pega (h:min): 12:00 Fim de pega (h:min): 13:15 Tempo de início de pega (h:min): 1:30 Tempo de fim de pega (h:min): 2:45

70
Tabela 60. Expansibilidade Le Chatelier 5% grits. EXPANSIBILIDADE LE CHATELIER GRITS 5%
Leituras do ensaio de expansibilidade a frio Leituras do ensaio de expansibilidade a quente Leitura inicial Leitura final Afastamento Leitura inicial Leitura final Afastamento
(mm) (mm) (mm) (mm) (mm) (mm) 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,3 0,3 0,0
Expansibilidade a frio (mm): 0,00 Expansibilidade a quente (mm): 0,00
Tabela 61. Resistência à compressão 5% grits. RESISTÊNCIA À COMPRESSÃO 5% GRITS
Temperatura ambiente (ºC):23 Umidade relativa do ar (%): 91 Temperatura da água (ºC): 25
Modelo Ensaiado Data
Idade
Resultados
Diâmetro 1
Diâmetro 2
Média Diâmetro
Área Carga Tensão Tensão Média
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (mm) (mm) (mm) (mm2) (kgf) (MPa) (MPa) (MPa) (%)
5% Grits
C - 37
03/mar 3
50,19 50,13 50,160 1976,08 3174 16,06 15,96
0,45 3,66 C - 38 50,66 50,72 50,690 2018,06 3338 16,54 C - 43 50,00 50,33 50,165 1976,48 3066 15,51 C - 44 50,04 50,24 50,140 1974,51 3102 15,71 C - 39
07/mar 7
50,18 50,56 50,370 1992,66 3976 19,95 19,13
0,63 4,31 C - 40 50,15 50,09 50,120 1972,93 3711 18,81 C - 45 50,11 50,27 50,190 1978,45 3811 19,26 C - 46 50,16 50,06 50,110 1972,14 3646 18,49 C - 41
28/mar 28
50,18 50,14 50,160 1976,08 5251 26,57 27,70
1,02 4,06 C - 42 50,10 50,18 50,140 1974,51 5667 28,70 C - 47 50,23 50,18 50,205 1979,63 5366 27,10 C - 48 50,13 50,20 50,165 1976,48 5616 28,41
Tabela 62 Módulo de elasticidade 5% grits. MÓDULO DE ELASTICIDADE 5% GRITS
Umidade relativa do ar (%): 93 Temperatura ambiente (ºC): 25
Modelo Ensaiado Data
Idade Resultados
Módulo Módulo Médio
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (GPa) (GPa) (GPa) (%)
5% Grits
C - 37
03/mar 3
21,59
0,84 2,76 C - 38 22,19 C - 43 18,72 C - 44 21,00 C - 39
07/mar 7
24,61
1,05 4,28 C - 40 24,63 C - 45 25,65 C - 46 23,56 C - 41
28/mar 28
28,06
0,04 0,11 C - 42 58,80 C - 47 28,09 C - 48 28,03

71
APÊNDICE G – PROPRIEDADES DA SUBSTITUIÇÃO DE 7,5% DE DREGS
Tabela 63. Massa especifica 7,5% dregs. MASSA ESPECÍFICA DO Clínquer / Dregs 7,5%
Resultados obtidos em 03/05/16 1ª 2ª Líquido usado no ensaio Querosene Temperatura do banho (°C) 21 21 Massa da amostra (g) 60 Leitura inicial (cm³) 0,3 0,3 Leitura Final (cm³) 20,7 20,8 Volume da amostra (cm³) 20,4 20,5 Massa específica da amostra (g/cm³) 2,94 2,93 Diferença entre as amostras (g/cm³) -0,014 Massa específica do Clínquer (g/cm³) 2,93 Massa específica total dos Dregs 7,5% (g/cm³) 2,93
Tabela 64. Área Específica de Blaine do 7,5% dregs.
ÁREA ESPECÍFICA DO Clínquer/ Dregs 7,5% - BLAINE Resultados obtidos em 06/04/16 1ª 2ª 3ª 4ª Fluido manométrico Dibutyl phthalate Constante do aparelho (Pa1/2/m) 0,829 0,829 Volume da camada (cm³) 1,663 1,663 Temperatura ambiente (°C) 26 26 26 26 Viscosidade do ar (x10-5 Pa.s) 1,837 1,837 Porosidade adotada 0,4159 0,4159 Massa da amostra (g) 2,85 2,85 Tempo de queda (s) 78,29 77,30 80,98 80,93 Área específica da amostra (m²/Kg) 267,84 266,14 272,40 272,32 Área específica dos Clínquer (m²/Kg) 266,99 272,36 Área específica total dos Clínquer (m²/Kg) 269,67
Tabela 65. Finura 7,5% dregs.
ENSAIO DE FINURA DO Clínquer/ Dregs 7,5% Massa inicial (g) 50 Resíduo (g) 0,5 Índice de finura (%) 1
Tabela 66. Tempos de Pega 7,5% dregs.
TEMPOS DE PEGA DREGS 7,5%
Condições da câmara
úmida
Temperatura (ºC) 21 Umidade relativa (%) 91 Temperatura de água (ºC)
21
Início do ensaio (h:min): 14:35 Início de pega (h:min): 15:46 Fim de pega (h:min): 17:18 Tempo de início de pega (h:min): 1:11 Tempo de fim de pega (h:min): 2:43

72
Tabela 67. Expansibilidade Le Chatelier 7,5% dregs. EXPANSIBILIDADE LE CHATELIER DREGS 7,5%
Leituras do ensaio de expansibilidade a frio Leituras do ensaio de expansibilidade a quente Leitura inicial Leitura final Afastamento Leitura inicial Leitura final Afastamento
(mm) (mm) (mm) (mm) (mm) (mm) 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,3 0,3 0,0 0,0 0,0 0,0 0,0 0,0 0,0
Expansibilidade a frio (mm): 0,00 Expansibilidade a quente (mm): 0,00
Tabela 68. Resistência à compressão 7,5% dregs. RESISTÊNCIA À COMPRESSÃO 7,5% DREGS
Temperatura ambiente (ºC): 23 Umidade relativa do ar (%): 91 Temperatura da água (ºC): 23
Modelo Ensaiado Data
Idade
Resultados
Diâmetro 1
Diâmetro 2
Média Diâmetro
Área Carga Tensão Tensão Média
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (mm) (mm) (mm) (mm2) (kgf) (MPa) (MPa) (MPa) (%)
7,5% Dregs
C - 73
07/mar 3
50,18 50,16 50,170 1976,87 2944 14,89 14,67
0,41 4,00 C - 74 50,18 50,20 50,190 1978,45 2787 14,09 C - 79 50,21 50,32 50,265 1984,36 2980 15,02 C - 80 50,15 50,13 50,140 1974,51 2901 14,69 C - 75
11/mar 7
50,08 50,14 50,110 1972,14 3933 19,94 19,93
0,52 3,33 C - 76 49,70 50,51 50,105 1971,75 3940 19,98 C - 81 50,27 50,29 50,280 1985,55 3825 19,27 C - 82 50,18 50,21 50,195 1978,84 4062 20,53 C - 77
01/abr 28
50,08 50,66 50,370 1992,66 5487 27,54 26,61
0,87 4,37 C - 78 50,62 50,68 50,650 2014,88 5351 26,56 C - 83 50,40 50,70 50,550 2006,93 5108 25,45 C - 84 50,13 50,25 50,190 1978,45 5323 26,90
Tabela 69 Módulo de elasticidade 7,5% dregs. MÓDULO DE ELASTICIDADE 7,5% DREGS
Umidade relativa do ar (%): 93 Temperatura ambiente (ºC): 25
Modelo Ensaiado Data
Idade
Resultados
Módulo Módulo Médio
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (GPa) (GPa) (GPa) (%)
7,5% Dregs
C - 73
07/mar 3
20,18
0,05 0,17 C - 74 20,21 C - 79 20,14 C - 80 47,36 C - 75
11/mar 7
23,95
1,33 3,94 C - 76 38,29 C - 81 23,01 C - 82 24,90 C - 77
01/abr 28
27,62
1,06 3,94 C - 78 28,71 C - 83 26,59 C - 84 27,56

73
APÊNDICE H – PROPRIEDADES DA SUBSTITUIÇÃO DE 7,5% DE GRITS
Tabela 70. Massa especifica 7,5% grits. MASSA ESPECÍFICA DO Clínquer / Grits 7,5%
Resultados obtidos em 26/04/16 1ª 2ª Líquido usado no ensaio Querosene Temperatura do banho (°C) 21 21 Massa da amostra (g) 60 Leitura inicial (cm³) 0,20 0,60 Leitura Final (cm³) 20,30 20,60 Volume da amostra (cm³) 20,10 20,00 Massa específica da amostra (g/cm³) 2,99 3,00 Diferença entre as amostras (g/cm³) 0,015 Massa específica do Clínquer (g/cm³) 2,99 Massa específica total dos Grits 7,5% (g/cm³) 2,99
Tabela 71. Área Específica de Blaine do 7,5% grits.
ÁREA ESPECÍFICA DO Clínquer/ Grits 7,5% - BLAINE Resultados obtidos em 01/04/16 1ª 2ª 3ª 4ª Fluido manométrico Dibutyl phthalate Constante do aparelho (Pa1/2/m) 0,829 0,829 Volume da camada (cm³) 1,663 1,663 Temperatura ambiente (°C) 26 26 26 26 Viscosidade do ar (x10-5 Pa.s) 1,837 1,837 Porosidade adotada 0,4273 0,4273 Massa da amostra (g) 2,85 2,85 Tempo de queda (s) 77,51 74,42 77,42 79,35 Área específica da amostra (m²/Kg) 277,56 271,97 277,40 280,83 Área específica dos Clínquer (m²/Kg) 274,76 279,12 Área específica total dos Grits 7,5% (m²/Kg) 276,94
Tabela 72. Finura 7,5% grits.
ENSAIO DE FINURA DO Clínquer/ Grits 7,5% Massa inicial (g) 50 Resíduo (g) 2,68 Índice de finura (%) 5,36
Tabela 73. Tempos de Pega 7,5% grits.
TEMPOS DE PEGA GRITS 7,5%
Condições da câmara úmida
Temperatura (ºC) 21 Umidade relativa (%) 91 Temperatura de água (ºC) 21
Início do ensaio (h:min): 14:00 Início de pega (h:min): 15:40 Fim de pega (h:min): 17:26 Tempo de início de pega (h:min): 1:40 Tempo de fim de pega (h:min): 3:26

74
Tabela 74. Expansibilidade Le Chatelier 7,5% grits. EXPANSIBILIDADE LE CHATELIER GRITS 7,5%
Leituras do ensaio de expansibilidade a frio Leituras do ensaio de expansibilidade a quente Leitura inicial Leitura final Afastamento Leitura inicial Leitura final Afastamento
(mm) (mm) (mm) (mm) (mm) (mm) 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,6 0,6 0,0
Expansibilidade a frio (mm): 0,00 Expansibilidade a quente (mm): 0,00
Tabela 75. Resistência à compressão 7,5% grits. RESISTÊNCIA À COMPRESSÃO 7,5% GRITS
Temperatura ambiente (ºC): 23 Umidade relativa do ar (%): 91 Temperatura da água (ºC): 23
Modelo Ensaiado Data
Idade
Resultados
Diâmetro 1
Diâmetro 2
Média Diâmetro
Área Carga Tensão Tensão Média
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (mm) (mm) (mm) (mm2) (kgf) (MPa) (MPa) (MPa) (%)
7,5% Grits
C - 61
07/mar 3
50,17 50,09 50,130 1973,72 3009 15,24 15,69
0,54 4,95 C - 62 50,15 50,08 50,115 1972,54 3059 15,51 C - 67 50,06 50,02 50,040 1966,64 3059 15,55 C - 68 50,33 50,17 50,250 1983,18 3267 16,47 C - 63
11/mar 7
50,30 50,31 50,305 1987,52 3962 19,93 20,78
0,84 4,99 C - 64 50,17 50,22 50,195 1978,84 4169 21,07 C - 69 50,09 50,11 50,100 1971,36 4005 20,31 C - 70 49,96 50,03 49,995 1963,10 4284 21,82 C - 65
01/abr 28
50,16 50,17 50,165 1976,48 5516 27,91 28,34
0,38 1,58 C - 66 50,20 50,28 50,240 1982,39 5645 28,48 C - 71 50,27 50,28 50,275 1985,15 5595 28,18 C - 72 50,04 50,15 50,095 1970,96 5674 28,79
Tabela 76 Módulo de elasticidade 7,5% grits. MÓDULO DE ELASTICIDADE 7,5% GRITS
Umidade relativa do ar (%):
93 Temperatura
ambiente (ºC): 25
Modelo Ensaiado Data
Idade Resultados
Módulo Módulo Médio
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (GPa) (GPa) (GPa) (%)
7,5% Grits
C - 61
07/mar 3
20,98
0,54 2,61 C - 62 20,45 C - 67 21,53 C - 68 20,97 C - 63
11/mar 7
25,29
0,85 3,52 C - 64 24,48 C - 69 25,20 C - 70 26,18 C - 65
01/abr 28
28,91
0,92 3,22 C - 66 28,92 C - 71 27,98 C - 72 29,82

75
APÊNDICE I – PROPRIEDADES DA SUBSTITUIÇÃO DE 10% DE DREGS
Tabela 77. Massa especifica 10% dregs. MASSA ESPECÍFICA DO Clínquer / Dregs 10%
Resultados obtidos em 04/05/16 1ª 2ª Líquido usado no ensaio Querosene Temperatura do banho (°C) 21 21 Massa da amostra (g) 60 Leitura inicial (cm³) 0,9 0,5 Leitura Final (cm³) 21,8 21,4 Volume da amostra (cm³) 20,9 20,9 Massa específica da amostra (g/cm³) 2,87 2,88 Diferença entre as amostras (g/cm³) 0,007 Massa específica do Clínquer (g/cm³) 2,87 Massa específica total dos Dregs 10% (g/cm³) 2,87
Tabela 78. Área Específica de Blaine do 10% dregs.
ÁREA ESPECÍFICA DO Clínquer/ Dregs 10% - BLAINE Resultados obtidos em 01/04/16 1ª 2ª 3ª 4ª Fluido manométrico Dibutyl phthalate Constante do aparelho (Pa1/2/m) 0,829 0,829 Volume da camada (cm³) 1,663 1,663 Temperatura ambiente (°C) 26 26 26 26 Viscosidade do ar (x10-5 Pa.s) 1,837 1,837 Porosidade adotada 0,4456 0,4456 Massa da amostra (g) 2,65 2,65 Tempo de queda (s) 81,86 76,89 90,65 94,78 Área específica da amostra (m²/Kg) 326,66 316,58 343,75 351,49 Área específica dos Clínquer (m²/Kg) 321,62 347,62 Área específica total dos Dregs 10% (m²/Kg) 334,62
Tabela 79. Finura 10% dregs.
ENSAIO DE FINURA DO Clínquer/ Dregs 10% Massa inicial (g) 50 Resíduo (g) 0,27 Índice de finura (%) 0,54
Tabela 80. Tempos de Pega 10% dregs.
TEMPOS DE PEGA DREGS 10% Condições da
câmara úmida
Temperatura (ºC) 21 Umidade relativa (%) 91 Temperatura de água (ºC) 21
Início do ensaio (h:min): 15:00 Início de pega (h:min): 16:16 Fim de pega (h:min): 17:37 Tempo de início de pega (h:min): 1:16 Tempo de fim de pega (h:min): 2:37

76
Tabela 81. Expansibilidade Le Chatelier 10% dregs. EXPANSIBILIDADE LE CHATELIER DREGS 10%
Leituras do ensaio de expansibilidade a frio Leituras do ensaio de expansibilidade a quente Leitura inicial Leitura final Afastamento Leitura inicial Leitura final Afastamento
(mm) (mm) (mm) (mm) (mm) (mm) 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,3 0,3 0,0 0,0 0,0 0,0 0,6 0,6 0,0
Expansibilidade a frio (mm): 0,00 Expansibilidade a quente (mm): 0,00
Tabela 82. Resistência à compressão 10% dregs. RESISTÊNCIA À COMPRESSÃO 10% DREGS
Temperatura ambiente (ºC): 23 Umidade relativa do ar (%): 91 Temperatura da água (ºC): 23
Modelo Ensaiado Data
Idade
Resultados
Diâmetro 1
Diâmetro 2
Média Diâmetro
Área Carga Tensão Tensão Média
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (mm) (mm) (mm) (mm2) (kgf) (MPa) (MPa) (MPa) (%)
10% Dregs
C - 97
18/mar 3
50,17 50,20 50,185 1978,05 3138 15,86 16,43
0,54 3,87 C - 98 50,10 50,05 50,075 1969,39 3174 16,11 C - 103 49,92 50,19 50,055 1967,82 3281 16,67 C - 104 50,19 50,16 50,175 1977,26 3374 17,06 C - 99
22/mar 7
50,84 50,21 50,525 2004,95 4305 21,47 21,76
0,44 2,34 C - 100 50,69 50,20 50,445 1998,60 4305 21,54 C - 105 50,11 50,51 50,310 1987,92 4427 22,27 C - 106 50,06 50,23 50,145 1974,90 4728 23,94 C - 101
12/abr 28
50,27 50,71 50,490 2002,17 5581 27,87 27,85
0,71 3,34 C - 102 50,66 50,48 50,570 2008,52 5781 28,78 C - 107 50,14 50,21 50,175 1977,26 5473 27,68 C - 108 50,05 50,08 50,065 1968,60 5330 27,07
Tabela 83 Módulo de elasticidade 10% dregs. MÓDULO DE ELASTICIDADE 10% DREGS
Umidade relativa do ar (%):93 Temperatura ambiente (ºC): 25
Modelo Ensaiado Data
Idade
Resultados
Módulo Módulo Médio
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (GPa) (GPa) (GPa) (%)
10% Dregs
C - 97
18/mar 3
20,28
0,14 0,71 C - 98 20,30 C - 103 20,14 C - 104 20,41 C - 99
22/mar 7
24,54
0,43 1,97 C - 100 24,05 C - 105 24,70 C - 106 24,86 C - 101
12/abr 28
27,81
0,72 2,97 C - 102 28,64 C - 107 27,47 C - 108 27,32

77
APÊNDICE J – PROPRIEDADES DA SUBSTITUIÇÃO DE 10% DE GRITS
Tabela 84. Massa especifica 10% grits. MASSA ESPECÍFICA DO Clínquer / Grits 10%
Resultados obtidos em 27/04/16 1ª 2ª Líquido usado no ensaio Querosene Temperatura do banho (°C) 21 21 Massa da amostra (g) 60 Leitura inicial (cm³) 0,90 0,10 Leitura Final (cm³) 20,90 20,10 Volume da amostra (cm³) 20,00 20,00 Massa específica da amostra (g/cm³) 3,00 3,00 Diferença entre as amostras (g/cm³) 0,000 Massa específica do Clínquer (g/cm³) 3,00 Massa específica total dos Grits 10% (g/cm³) 3,00
Tabela 85. Área Específica de Blaine do 10% grits.
ÁREA ESPECÍFICA DO Clínquer/ Grits 10% - BLAINE Resultados obtidos em 06/04/16 1ª 2ª 3ª 4ª Fluido manométrico Dibutyl phthalate Constante do aparelho (Pa1/2/m) 0,829 0,829 Volume da camada (cm³) 1,663 1,663 Temperatura ambiente (°C) 28 28 28 28 Viscosidade do ar (x10-5 Pa.s) 1,847 1,847 Porosidade adotada 0,4588 0,4588 Massa da amostra (g) 2,7 2,7 Tempo de queda (s) 101,16 85,31 97,81 98,74 Área específica da amostra (m²/Kg) 371,37 341,03 365,17 366,90 Área específica dos Clínquer (m²/Kg) 356,20 366,03 Área específica total dos Grits 10% (m²/Kg) 361,12
Tabela 86. Finura 10% grits.
ENSAIO DE FINURA DO Clínquer/ Grits 10% Massa inicial (g) 50 Resíduo (g) 1,36 Índice de finura (%) 2,72
Tabela 87. Tempos de Pega 7,5% grits.
TEMPOS DE PEGA GRITS 10%
Condições da câmara úmida
Temperatura (ºC) 21 Umidade relativa (%) 91 Temperatura de água (ºC) 21
Início do ensaio (h:min): 14:23 Início de pega (h:min): 15:47 Fim de pega (h:min): 17:19 Tempo de início de pega (h:min): 1:24 Tempo de fim de pega (h:min): 2:56

78
Tabela 88. Expansibilidade Le Chatelier 10% grits. EXPANSIBILIDADE LE CHATELIER GRITS 10%
Leituras do ensaio de expansibilidade a frio Leituras do ensaio de expansibilidade a quente Leitura inicial Leitura final Afastamento Leitura inicial Leitura final Afastamento
(mm) (mm) (mm) (mm) (mm) (mm) 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
Expansibilidade a frio (mm): 0,00 Expansibilidade a quente (mm): 0,00
Tabela 89. Resistência à compressão 10% grits. RESISTÊNCIA À COMPRESSÃO 10% GRITS
Temperatura ambiente (ºC): 23 Umidade relativa do ar (%): 91 Temperatura da água (ºC): 23
Modelo Ensaiado Data
Idade
Resultados
Diâmetro 1
Diâmetro 2
Média Diâmetro
Área Carga Tensão Tensão Média
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (mm) (mm) (mm) (mm2) (kgf) (MPa) (MPa) (MPa) (%)
10% Grits
C - 85
18/mar 3
50,28 50,26 50,270 1984,76 3761 18,95 18,36
0,51 3,19 C - 86 50,06 49,90 49,980 1961,92 3553 18,11 C - 91 50,38 50,04 50,210 1980,02 3324 16,79 C - 92 50,10 50,08 50,090 1970,57 3553 18,03 C - 87
22/mar 7
50,10 50,29 50,195 1978,84 4886 24,69 23,87
0,58 3,41 C - 88 49,98 50,22 50,100 1971,36 4707 23,87 C - 93 50,00 50,70 50,350 1991,08 4677 23,49 C - 94 50,04 50,15 50,095 1970,96 4621 23,44 C - 89
12/abr 28
49,96 50,26 50,110 1972,14 5796 29,39 29,60
0,58 2,40 C - 90 50,07 49,96 50,015 1964,67 5924 30,15 C - 95 50,11 50,09 50,100 1971,36 5910 29,98 C - 96 50,11 50,02 50,065 1968,60 5688 28,89
Tabela 90 Módulo de elasticidade 10% grits. MÓDULO DE ELASTICIDADE 10% GRITS
Umidade relativa do ar (%):93 Temperatura ambiente (ºC): 25
Modelo Ensaiado Data
Idade
Resultados
Módulo Módulo Médio
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (GPa) (GPa) (GPa) (%)
10% Grits
C - 85
18/mar 3
21,38
0,45 1,50 C - 86 21,70 C - 91 21,06 C - 92 18,84 C - 87
22/mar 7
25,39
0,50 2,21 C - 88 25,78 C - 93 24,83 C - 94 25,56 C - 89
12/abr 28
30,00
0,37 1,44 C - 90 29,79 C - 95 30,43 C - 96 29,78

79
APÊNDICE K – PROPRIEDADES DA SUBSTITUIÇÃO DE 15% DE DREGS
Tabela 91. Massa especifica 15% dregs. MASSA ESPECÍFICA DO Clínquer / Dregs 15%
Resultados obtidos em 05/05/16 1ª 2ª Líquido usado no ensaio Querosene Temperatura do banho (°C) 21 21 Massa da amostra (g) 60 Leitura inicial (cm³) 0,60 0,50 Leitura Final (cm³) 20,70 20,70 Volume da amostra (cm³) 20,10 20,20 Massa específica da amostra (g/cm³) 2,99 2,97 Diferença entre as amostras (g/cm³) -0,015 Massa específica do Clínquer (g/cm³) 2,98 Massa específica total dos Dregs 15% (g/cm³) 2,98
Tabela 92. Área Específica de Blaine do 15% dregs.
ÁREA ESPECÍFICA DO Clínquer/ Dregs 15% - BLAINE Resultados obtidos em 01/04/16 1ª 2ª 3ª 4ª Fluido manométrico Dibutyl phthalate Constante do aparelho (Pa1/2/m) 0,829 0,829 Volume da camada (cm³) 1,663 1,663 Temperatura ambiente (°C) 29 29 29 29 Viscosidade do ar (x10-5 Pa.s) 1,852 1,852 Porosidade adotada 0,4850 0,4850 Massa da amostra (g) 2,55 2,55 Tempo de queda (s) 98,43 100,41 86,84 77,78 Área específica da amostra (m²/Kg) 421,04 425,25 395,48 374,28 Área específica dos Clínquer (m²/Kg) 423,15 384,88 Área específica total dos Dregs 15% (m²/Kg) 404,01
Tabela 93. Finura 15% dregs.
ENSAIO DE FINURA DO Clínquer/ Dregs 15% Massa inicial (g) 50 Resíduo (g) 0,22 Índice de finura (%) 0,44
Tabela 94. Tempos de Pega 15% dregs.
TEMPOS DE PEGA DREGS 15%
Condições da câmara
úmida
Temperatura (ºC) 21 Umidade relativa (%) 91 Temperatura de água (ºC)
21
Início do ensaio (h:min): 14:40 Início de pega (h:min): 15:12 Fim de pega (h:min): 17:50 Tempo de início de pega (h:min): 0:32 Tempo de fim de pega (h:min): 3:10

80
Tabela 95. Expansibilidade Le Chatelier 15% dregs. EXPANSIBILIDADE LE CHATELIER DREGS 15%
Leituras do ensaio de expansibilidade a frio Leituras do ensaio de expansibilidade a quente Leitura inicial Leitura final Afastamento Leitura inicial Leitura final Afastamento
(mm) (mm) (mm) (mm) (mm) (mm) 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,3 0,3 0,0
Expansibilidade a frio (mm): 0,00 Expansibilidade a quente (mm): 0,00
Tabela 96. Resistência à compressão 15% dregs. RESISTÊNCIA À COMPRESSÃO 15% DREGS
Temperatura ambiente (ºC): 23 Umidade relativa do ar (%): 91 Temperatura da água (ºC): 23
Modelo Ensaiado Data
Idade
Resultados
Diâmetro 1
Diâmetro 2
Média Diâmetro
Área Carga Tensão Tensão Média
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (mm) (mm) (mm) (mm2) (kgf) (MPa) (MPa) (MPa) (%)
15% Dregs
C - 121
19/mar 3
49,95 50,15 50,050 1967,42 3288 16,71 16,48
0,35 2,85 C - 122 49,90 50,20 50,050 1967,42 3231 16,42 C - 127 50,43 50,27 50,350 1991,08 3188 16,01 C - 128 50,08 50,04 50,060 1968,21 3303 16,78 C - 123
23/mar 7
50,13 50,22 50,175 1977,26 4198 21,23 21,00
0,54 3,82 C - 124 50,51 50,76 50,635 2013,68 4284 21,27 C - 129 50,17 50,14 50,155 1975,69 3990 20,20 C - 130 50,34 50,11 50,225 1981,21 4219 21,30 C - 125
13/abr 28
50,63 50,71 50,670 2016,47 5695 28,24 27,79
0,73 3,04 C - 126 50,33 50,08 50,205 1979,63 4893 24,72 C - 131 50,04 50,50 50,270 1984,76 5595 28,19 C - 132 50,40 50,57 50,485 2001,77 5394 26,95
Tabela 97 Módulo de elasticidade 15% dregs. MÓDULO DE ELASTICIDADE 15% DREGS
Umidade relativa do ar (%):93 Temperatura ambiente (ºC):25
Modelo Ensaiado Data
Idade
Resultados
Módulo Módulo Médio
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (GPa) (GPa) (GPa) (%)
15% Dregs
C - 121
19/mar 3
21,09
0,93 5,05 C - 122 22,16 C - 127 20,68 C - 128 20,44 C - 123
23/mar 7
24,79
0,81 3,36 C - 124 25,57 C - 129 24,85 C - 130 23,96 C - 125
13/abr 28
27,07
0,34 1,44 C - 126 26,94 C - 131 27,46 C - 132 26,80

81
APÊNDICE L – PROPRIEDADES DA SUBSTITUIÇÃO DE 15% DE GRITS
Tabela 98. Massa especifica 15% grits. MASSA ESPECÍFICA DO Clínquer / Grits 15%
Resultados obtidos em 27/04/16 1ª 2ª Líquido usado no ensaio Querosene Temperatura do banho (°C) 21 21 Massa da amostra (g) 60 Leitura inicial (cm³) 0,35 0,35 Leitura Final (cm³) 20,65 20,70 Volume da amostra (cm³) 20,30 20,35 Massa específica da amostra (g/cm³) 2,96 2,95 Diferença entre as amostras (g/cm³) -0,007 Massa específica do Clínquer (g/cm³) 2,95 Massa específica total dos Grits 15% (g/cm³) 2,95
Tabela 99. Área Específica de Blaine do 15% grits.
ÁREA ESPECÍFICA DO Clínquer/ Grits 15% - BLAINE Resultados obtidos em 06/04/16 1ª 2ª 3ª 4ª Fluido manométrico Dibutyl phthalate Constante do aparelho (Pa1/2/m) 0,829 0,829 Volume da camada (cm³) 1,663 1,663 Temperatura ambiente (°C) 29 29 29 29 Viscosidade do ar (x10-5 Pa.s) 1,852 1,852 Porosidade adotada 0,4500 0,4500 Massa da amostra (g) 2,7 2,7 Tempo de queda (s) 108,21 90,98 92,95 94,81 Área específica da amostra (m²/Kg) 372,60 341,65 345,33 348,76 Área específica dos Clínquer (m²/Kg) 357,12 347,04 Área específica total dos Grits 15% (m²/Kg) 352,08
Tabela 100. Finura 15% grits.
ENSAIO DE FINURA DO Clínquer/ Grits 15% Massa inicial (g) 50 Resíduo (g) 1,98 Índice de finura (%) 3,96
Tabela 101. Tempos de Pega 15% grits.
TEMPOS DE PEGA GRITS 15%
Condições da câmara úmida
Temperatura (ºC) 21 Umidade relativa (%) 91 Temperatura de água (ºC) 21
Início do ensaio (h:min): 11:08 Início de pega (h:min): 12:03 Fim de pega (h:min): 13:50 Tempo de início de pega (h:min): 0:55 Tempo de fim de pega (h:min): 2:42

82
Tabela 102. Expansibilidade Le Chatelier 15% grits. EXPANSIBILIDADE LE CHATELIER GRITS 15%
Leituras do ensaio de expansibilidade a frio Leituras do ensaio de expansibilidade a quente Leitura inicial Leitura final Afastamento Leitura inicial Leitura final Afastamento
(mm) (mm) (mm) (mm) (mm) (mm) 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
Expansibilidade a frio (mm): 0,00 Expansibilidade a quente (mm): 0,00
Tabela 103. Resistência à compressão 15% grits. RESISTÊNCIA À COMPRESSÃO 15% GRITS
Temperatura ambiente (ºC): 23 Umidade relativa do ar (%): 91 Temperatura da água (ºC): 23
Modelo Ensaiado Data
Idade
Resultados
Diâmetro 1
Diâmetro 2
Média Diâmetro
Área Carga Tensão Tensão Média
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (mm) (mm) (mm) (mm2) (kgf) (MPa) (MPa) (MPa) (%)
15% Grits
C - 109
19/mar 3
50,08 50,00 50,040 1966,64 3345 17,01 16,85
0,34 2,34 C - 110 50,18 50,42 50,300 1987,13 3396 17,09 C - 115 50,19 50,24 50,215 1980,42 3260 16,46 C - 116 50,33 50,09 50,210 1980,02 3052 15,41 C - 111
23/mar 7
50,05 50,14 50,095 1970,96 4456 22,61 21,76
1,00 4,57 C - 112 50,04 50,12 50,080 1969,78 4456 22,62 C - 117 50,09 50,04 50,065 1968,60 4141 21,03 C - 118 50,12 50,14 50,130 1973,72 4098 20,76 C - 113
13/abr 28
49,93 50,15 50,040 1966,64 5595 28,45 27,78
1,19 4,69 C - 114 50,29 50,18 50,235 1982,00 5760 29,06 C - 119 50,20 50,10 50,150 1975,29 5230 26,47 C - 120 50,28 50,16 50,220 1980,81 5373 27,12
Tabela 104 Módulo de elasticidade 10% grits. MÓDULO DE ELASTICIDADE 15% GRITS
Umidade relativa do ar (%): 93 Temperatura ambiente (ºC): 25
Modelo Ensaiado Data
Idade
Resultados
Módulo Módulo Médio
Desvio Padrão
Desvio Relativo Máximo
Nº (dias) (GPa) (GPa) (GPa) (%)
15% Grits
C - 109
19/mar 3
21,64
0,78 4,14 C - 110 22,54 C - 115 21,18 C - 116 21,20 C - 111
23/mar 7
24,58
0,22 0,92 C - 112 24,79 C - 117 24,60 C - 118 24,36 C - 113
13/abr 28
28,64
1,07 3,79 C - 114 29,73 C - 119 27,58 C - 120 28,61

83
APÊNDICE M – ANÁLISE ESTATÍSTICA DAS RESISTÊNCIAS COM SUBSTITUIÇÕES DE DREGS
Dregs Res3 ------------------------------------------------------------------------ Quadro da analise de variancia ------------------------------------------------------------------------ GL SQ QM Fc Pr>Fc Tratamento 5 31.906 6.3812 27.51 7.7831e-08 Residuo 18 4.175 0.2320 Total 23 36.081 ------------------------------------------------------------------------ CV = 3.05 % ------------------------------------------------------------------------ Teste de normalidade dos residuos (Shapiro-Wilk) p-valor: 0.309254 De acordo com o teste de Shapiro-Wilk a 5% de significancia, os residuos podem ser
considerados normais. ------------------------------------------------------------------------ Teste de Tukey ------------------------------------------------------------------------ Grupos Tratamentos Medias a 0 17.405 ab 0.15 16.48 ab 0.1 16.425 b 0.05 15.81 c 0.075 14.6725 c 0.025 13.99
Dregs Res7 ------------------------------------------------------------------------ Quadro da analise de variancia ------------------------------------------------------------------------ GL SQ QM Fc Pr>Fc Tratamento 5 51.082 10.2163 21.641 4.9021e-07 Residuo 18 8.497 0.4721 Total 23 59.579 ------------------------------------------------------------------------ CV = 3.34 % ------------------------------------------------------------------------ Teste de normalidade dos residuos (Shapiro-Wilk) p-valor: 0.8366363 De acordo com o teste de Shapiro-Wilk a 5% de significancia, os residuos podem ser
considerados normais. ------------------------------------------------------------------------

84
Teste de Tukey ------------------------------------------------------------------------ Grupos Tratamentos Medias a 0 22.9075 ab 0.1 21.76 bc 0.15 21 cd 0.075 19.93 d 0.025 19.3625 d 0.05 18.61 ------------------------------------------------------------------------
Dregs Res28 ------------------------------------------------------------------------ Quadro da analise de variancia ------------------------------------------------------------------------ GL SQ QM Fc Pr>Fc Tratamento 5 47.074 9.4147 16.592 3.4545e-06 Residuo 18 10.214 0.5674 Total 23 57.287 ------------------------------------------------------------------------ CV = 2.68 % ------------------------------------------------------------------------ Teste de normalidade dos residuos (Shapiro-Wilk) p-valor: 0.5892286 De acordo com o teste de Shapiro-Wilk a 5% de significancia, os residuos podem ser
considerados normais. ------------------------------------------------------------------------ Teste de Tukey ------------------------------------------------------------------------ Grupos Tratamentos Medias a 0 30.95 b 0.025 28.325 bc 0.1 27.85 bc 0.15 27.7925 bc 0.05 26.9925 c 0.075 26.6125 ------------------------------------------------------------------------

85
APÊNDICE N – ANÁLISE ESTATÍSTICA DO MÓDULO COM SUBSTITUIÇÕES DE DREGS
Dregs Mod3 ------------------------------------------------------------------------ Quadro da analise de variancia ------------------------------------------------------------------------ GL SQ QM Fc Pr>Fc Tratamento 5 9.1358 1.82717 5.912 0.0055513 Residuo 12 3.7087 0.30906 Total 17 12.8446 ------------------------------------------------------------------------ CV = 2.68 % ------------------------------------------------------------------------ Teste de normalidade dos residuos (Shapiro-Wilk) p-valor: 0.3700722 De acordo com o teste de Shapiro-Wilk a 5% de significancia, os residuos podem ser
considerados normais. ------------------------------------------------------------------------ Teste de Tukey ------------------------------------------------------------------------ Grupos Tratamentos Medias a 0 22.17667 ab 0.15 21.09333 b 0.05 20.34 b 0.025 20.32667 b 0.1 20.28333 b 0.075 20.17667 ------------------------------------------------------------------------
Dregs Mod7 ------------------------------------------------------------------------ Quadro da analise de variancia ------------------------------------------------------------------------ GL SQ QM Fc Pr>Fc Tratamento 5 37.771 7.5541 9.3707 0.00079012 Residuo 12 9.674 0.8061 Total 17 47.444 ------------------------------------------------------------------------ CV = 3.5 % ------------------------------------------------------------------------ Teste de normalidade dos residuos (Shapiro-Wilk) p-valor: 0.6736919 De acordo com o teste de Shapiro-Wilk a 5% de significancia, os residuos podem ser
considerados normais. ------------------------------------------------------------------------

86
Teste de Tukey ------------------------------------------------------------------------ Grupos Tratamentos Medias a 0 28.84667 b 0.025 25.29 b 0.075 25.28667 b 0.05 25.27667 b 0.15 24.79333 b 0.1 24.53667 ------------------------------------------------------------------------
Dregs Mod28 ------------------------------------------------------------------------ Quadro da analise de variancia ------------------------------------------------------------------------ GL SQ QM Fc Pr>Fc Tratamento 5 26.0371 5.2074 13.176 0.00015868 Residuo 12 4.7425 0.3952 Total 17 30.7796 ------------------------------------------------------------------------ CV = 2.18 % ------------------------------------------------------------------------ Teste de normalidade dos residuos (Shapiro-Wilk) p-valor: 0.5891153 De acordo com o teste de Shapiro-Wilk a 5% de significancia, os residuos podem ser
considerados normais. ------------------------------------------------------------------------ Teste de Tukey ------------------------------------------------------------------------ Grupos Tratamentos Medias a 0.025 30.40333 a 0 30.26667 ab 0.075 28.90667 ab 0.05 28.83667 bc 0.1 27.81 c 0.15 27.06667 ------------------------------------------------------------------------

87
APÊNDICE O – ANÁLISE ESTATÍSTICA DAS RESISTÊNCIAS COM SUBSTITUIÇÕES DE GRITS
Grits Res3 ------------------------------------------------------------------------ Quadro da analise de variancia ------------------------------------------------------------------------ GL SQ QM Fc Pr>Fc Tratamento 5 27.624 5.5248 19.834 9.4064e-07 Residuo 18 5.014 0.2786 Total 23 32.638 ------------------------------------------------------------------------ CV = 3.18 % ------------------------------------------------------------------------ Teste de normalidade dos residuos (Shapiro-Wilk) p-valor: 0.6942658 De acordo com o teste de Shapiro-Wilk a 5% de significancia, os residuos podem ser
considerados normais. ------------------------------------------------------------------------ Teste de Tukey ------------------------------------------------------------------------ Grupos Tratamentos Medias a 0.1 18.3625 ab 0 17.405 bc 0.15 16.8525 cd 0.05 15.955 cd 0.075 15.6925 d 0.025 15.24 ------------------------------------------------------------------------
Grits Res7 ------------------------------------------------------------------------ Quadro da analise de variancia ------------------------------------------------------------------------ GL SQ QM Fc Pr>Fc Tratamento 5 63.486 12.6973 22.021 4.3001e-07 Residuo 18 10.379 0.5766 Total 23 73.865 ------------------------------------------------------------------------ CV = 3.55 % ------------------------------------------------------------------------ Teste de normalidade dos residuos (Shapiro-Wilk) p-valor: 0.236917 De acordo com o teste de Shapiro-Wilk a 5% de significancia, os residuos podem ser
considerados normais. ------------------------------------------------------------------------

88
Teste de Tukey ------------------------------------------------------------------------ Grupos Tratamentos Medias a 0.1 23.8725 ab 0 22.9075 bc 0.15 21.755 cd 0.075 20.7825 cd 0.025 20.0525 d 0.05 19.1275 ------------------------------------------------------------------------
Grits Res28 ------------------------------------------------------------------------ Quadro da analise de variancia ------------------------------------------------------------------------ GL SQ QM Fc Pr>Fc Tratamento 5 37.242 7.4484 9.7174 0.00012521 Residuo 18 13.797 0.7665 Total 23 51.039 ------------------------------------------------------------------------ CV = 3.01 % ------------------------------------------------------------------------ Teste de normalidade dos residuos (Shapiro-Wilk) p-valor: 0.8029271 De acordo com o teste de Shapiro-Wilk a 5% de significancia, os residuos podem ser
considerados normais. ------------------------------------------------------------------------ Teste de Tukey ------------------------------------------------------------------------ Grupos Tratamentos Medias a 0 30.95 ab 0.025 30.2525 abc 0.1 29.6025 bc 0.075 28.34 c 0.15 27.775 c 0.05 27.695 ------------------------------------------------------------------------

89
APÊNDICE P – ANÁLISE ESTATÍSTICA DO MÓDULO COM SUBSTITUIÇÕES DE GRITS
Grits Mod3 ------------------------------------------------------------------------ Quadro da analise de variancia ------------------------------------------------------------------------ GL SQ QM Fc Pr>Fc Tratamento 5 3.9580 0.79159 2.0443 0.14396 Residuo 12 4.6466 0.38722 Total 17 8.6046 ------------------------------------------------------------------------ CV = 2.91 % ------------------------------------------------------------------------ Teste de normalidade dos residuos (Shapiro-Wilk) p-valor: 0.3404208 De acordo com o teste de Shapiro-Wilk a 5% de significancia, os residuos podem ser
considerados normais. ------------------------------------------------------------------------ De acordo com o teste F, as medias nao podem ser consideradas diferentes. Niveis Medias 1 0 22.17667 2 0.025 20.73000 3 0.05 21.59333 4 0.075 20.98333 5 0.1 21.38000 6 0.15 21.64000 ------------------------------------------------------------------------
Grits Mod7 ------------------------------------------------------------------------ Quadro da analise de variancia ------------------------------------------------------------------------ GL SQ QM Fc Pr>Fc Tratamento 5 46.901 9.3801 21.676 1.2584e-05 Residuo 12 5.193 0.4327 Total 17 52.094 ------------------------------------------------------------------------ CV = 2.59 % ------------------------------------------------------------------------ Teste de normalidade dos residuos (Shapiro-Wilk) p-valor: 0.7012583 De acordo com o teste de Shapiro-Wilk a 5% de significancia, os residuos podem ser
considerados normais. ------------------------------------------------------------------------

90
Teste de Tukey ------------------------------------------------------------------------ Grupos Tratamentos Medias a 0 28.84667 b 0.1 25.39 b 0.025 24.78 b 0.05 24.61333 b 0.15 24.58333 b 0.075 23.95333 ------------------------------------------------------------------------
Grits Mod28 ------------------------------------------------------------------------ Quadro da analise de variancia ------------------------------------------------------------------------ GL SQ QM Fc Pr>Fc Tratamento 5 16.8323 3.3665 4.4115 0.016385 Residuo 12 9.1573 0.7631 Total 17 25.9896 ------------------------------------------------------------------------ CV = 3.03 % ------------------------------------------------------------------------ Teste de normalidade dos residuos (Shapiro-Wilk) p-valor: 0.2899171 De acordo com o teste de Shapiro-Wilk a 5% de significancia, os residuos podem ser
considerados normais. ------------------------------------------------------------------------ Teste de Tukey ------------------------------------------------------------------------ Grupos Tratamentos Medias a 0 30.26667 ab 0.1 30 ab 0.15 28.64 ab 0.025 28.53333 ab 0.05 28.06 b 0.075 27.62 ------------------------------------------------------------------------

91
APÊNDICE Q – ANÁLISE ESTATÍSTICA DAS RESISTÊNCIAS COM SUBSTITUIÇÕES DE 10% DREGS EM DIFERENTES ÁREAS
Dregs Res 3
ANOVA – Fatorial
Tukey – Fatorial
Dregs Res 7
ANOVA – Fatorial

92
Tukey – Fatorial
Dregs Res 28
ANOVA – Fatorial
Tukey – Fatorial

93
APÊNDICE R – ANÁLISE ESTATÍSTICA DAS RESISTÊNCIAS COM SUBSTITUIÇÕES DE 10% GRITS EM DIFERENTES ÁREAS
Grits Res 3
ANOVA – Fatorial
Tukey – Fatorial
Grits Res 7
ANOVA – Fatorial

94
Tukey – Fatorial
Grits Res 28
ANOVA – Fatorial
Tukey – Fatorial