brochamento interno do braÇo de articulaÇÃo de …livros01.livrosgratis.com.br/cp116876.pdf ·...
TRANSCRIPT

15
UNIVERSIDADE DE TAUBATÉ
Celso Cardoso de Lima
BROCHAMENTO INTERNO DO BRAÇO DE
ARTICULAÇÃO DE AÇO ABNT 1045 FORJADO
Taubaté-SP
2006

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.
16
UNIVERSIDADE DE TAUBATÉ
Celso Cardoso de Lima
BROCHAMENTO INTERNO DO BRAÇO DE
ARTICULAÇÃO DE AÇO ABNT 1045 FORJADO
Dissertação apresentada para obtenção do
Título de Mestre em Engenharia Mecânica do
Departamento de Engenharia Mecânica da
Universidade de Taubaté.
Área de Concentração: Tecnologia de
Materiais e Processos de Fabricação.
Orientador:
Prof. Dr. Gilberto Walter Arenas Miranda
Taubaté-SP
2006

17
L732i
Lima, Celso Cardoso de.
Brochamento interno do braço de articulação de aço ABNT 1045 forjado.
/ Celso Cardoso de Lima. – Taubaté: Unitau, 2006.
113 f. il; 30 cm.
Dissertação (Mestrado) – Universidade de Taubaté. Faculdade de
Engenharia Mecânica. Tecnologia de Materiais e Processos de Fabricação.
Orientador: Prof. Dr. Gilberto Walter Arenas Miranda.
1. Forjamento. 2. Brochamento. 3. Usinabilidade
I. Universidade de Taubaté. Departamento de Engenharia Mecânica.
II. Título.

18
À MINHA ESPOSA
Fiel companheira de trabalho
AO MEU FILHO
Um exemplo modesto de trabalho
19
AGRADECIMENTOS
Á PROFª.DRA. Ana Paula Rosifini Alves que me concedeu a oportunidade e incentivo para a
obtenção deste título.
Aos amigos coordenadores da produção da Yamaha Srs. Takahisa Gokita, Cássio Bianchi
Machado, Wagner Valentini, Armando Antonio Caseiro Rodrigues, Mauro Augusto de Souza,
que concederam a oportunidade do desenvolvimento de todo o trabalho de pesquisa e os
colaboradores José Carlos Costa, Aparecido Cruz Clementino e Daniel Alcântara pelo
suporte.
Ao meu orientador o Profº. Dr. Gilberto Walter Arenas Miranda, pelo apoio e incentivo para o
término deste mestrado.
Ao Profº. Dr. Anselmo Monteiro Ilkiu pelas orientações de alguns testes e a cooperação do
Sr. José Arauto Ribeiro pela ajuda e disposição quanto à utilização dos equipamentos de
análise de estrutura.
Aos amigos coordenadores do laboratório físico da Yamaha Srs. Luiz Alves, Agnaldo
Santana, Claudemir, Anderson, Lucimar, que incentivaram com seus equipamentos o
desenvolvimento de todo o trabalho.
Ao amigo Carlos Nunes de Oliveira da Corneta Ltda., que executou os ensaios de dureza.

20
“Deus nos fez perfeitos e não escolhe os capacitados, capacita
os escolhidos. Fazer ou não fazer algo só depende de nossa
vontade e perseverança”.
Faço do meu dever o meu prazer.
Celso C. Lima

21
Resumo
A Indústria na busca da competitividade tem racionalizado seus processos de
produção, buscado a integração entre as fases de desenvolvimento do produto e operações de
usinagem visando um melhor custo beneficio. Dentro deste enfoque o processo de usinagem
por brochamento surge como uma solução natural para determinado tipo de operações. O
processo utiliza ferramenta de desbaste, semi-acabamento e acabamento em seqüência. A
eficiência do processo está no aumento da qualidade, redução de peças com anomalias,
redução de tempos operacionais, aumento da produtividade, redução de custos da peça
usinada e o alívio da tensão mental e física de trabalhadores por ser executada de forma
simplificada. O brochamento é um processo onde o complexo movimento vertical/horizontal
da mesa e de retorno da ferramenta é eliminado. A ferramenta monocortante é substituída por
uma multicortante, de perfil mais elaborado, que apresenta dentes espaçados com arestas de
corte em posições incrementais. Uma peça forjada que apresenta tensões internas não
aliviadas e na qual é exigida tolerância geométrica apertada na usinagem de furo, como a
cilindricidade, mesmo com a utilização do processo de brochamento não dá condição de
garantir a tolerância. Este trabalho visa mostrar os resultados obtidos no processo de
brochamento de furo em um braço de articulação, através da mudança da microestrutura do
aço forjado ABNT 1045, obtida através de tratamento térmico de normalização e revenimento
com controle apurado de temperatura para a produção de uma microestrutura definida, com
garantia de propriedades mecânicas como resistência e ductilidade. Como conseqüência, uma
melhoria na usinabilidade do material da peça foi obtida. Devido às variações de
produtividade da brocha, foram realizadas análises na estrutura do material, nos flancos e no
grau de acabamento superficial da ferramenta. Nos testes realizados em peças foram feitas
medições de: cilindricidade, potência média consumida, rugosidade e dureza.
Palavras Chave: Forjamento, Brochamento, Usinabilidade.

22
Abstract
The Industry in the search of the competitiveness has been rationalizing your
production processes, looked for the integration between the phases of development of the
product and machining operations seeking a better cost I benefit. Inside of this focus the
machining process for broaching appears as a natural solution for certain type of operations.
The process uses rough-hewing tool, semi-finish and finish in sequence. The efficiency of the
process is in the increase of the quality, reduction of pieces with anomalies, reduction of
operational times, I increase of the productivity, reduction of costs of the piece machining and
the relief of the workers' mental and physical tension for being executed in a simplified way.
The broaching is a process where the compound moves vertical/horizontal of the table and of
return of the tool it is eliminated. The tool mono-sharp is substituted by a multi-sharp, of
profile more elaborated, that presents teeth spaced with cut edges in positions you increase. A
wrought piece that not presents internal tensions alleviated and in which tight geometric
tolerance is demanded in the hole machining, as the cilindricity, even with the use of the
broaching process he/she doesn't give condition of guaranteeing the tolerance. This work
seeks to show the results obtained in the process of hole broaching in an articulation arm,
through the change of the microstructure of the forged steel ABNT 1045, obtained through
thermal treatment of normalization and tempering treatment with select control of temperature
for the production of a defined microstructure, with warranty of mechanical properties as
resistance and ductility. As consequence, an improvement in the machineability of the
material of the piece was obtained. Due to the variations of productivity of the brush, analyses
were accomplished in the structure of the material, in the flanks and in the degree of
superficial finish of the tool. In the tests accomplished in pieces they were made
measurements of: cilindricity consumed medium potency, roughness and hardness.
Key-words: Forging, Broaching, Machineability
23
Lista de Figuras
1.1 Gráfico demonstrativo de peças produzidas x peças não conforme....................................15
2.1 Efeito do encruamento (por trefilação) na Vida da ferramenta...........................................21
2.2 Comparação entre velocidades de corte nos aços C 1120 e B1112 e os respectivos acabamentos superficiais atingidos, para uma vida de 100 min..........................................22
3.1 Aço carbono hipereutetóides...............................................................................................28
4.1 Processo típico de brochamento interno..............................................................................32
4.2 Partes principais de uma brocha cilíndrica interna, segundo norma DIN 1415..................33
4.3 Formas de hastes de fixação de uma brocha interna de tração, conf. Norma DIN 1415.....33
4.4 Ângulos de ataque γ corte β e incidência α.........................................................................34
4.5 Desenvolvimento do passo..................................................................................................37
4.6 Avanço a com desenvolvimento do incremento (elevação)................................................37
4.7 Acomodação de cavacos entre dentes de uma brocha circular. (a) alojamento insuficiente, (b) alojamento suficiente.....................................................................................................38
4.8 Detalhes da geometria dos dentes de uma brocha com ranhuras de quebra-cavacos..........38
4.9 Demonstrativo do ângulo de alívio e bolsa de cavaco.........................................................39
4.10 Processo de brochamento interno e externo......................................................................41
4.11 Brochas típicas para o processo interno.............................................................................42
4.12 Perfis de dentes de desbastes de brochas internas.............................................................42
4.13 Evolução da forma de um furo com o processo do brochamento......................................43
4.14 Brochadeira Vertical..........................................................................................................47
4.15 Brochadeira Horizontal......................................................................................................47
5.1 Figura da matriz do braço de articulação............................................................................48
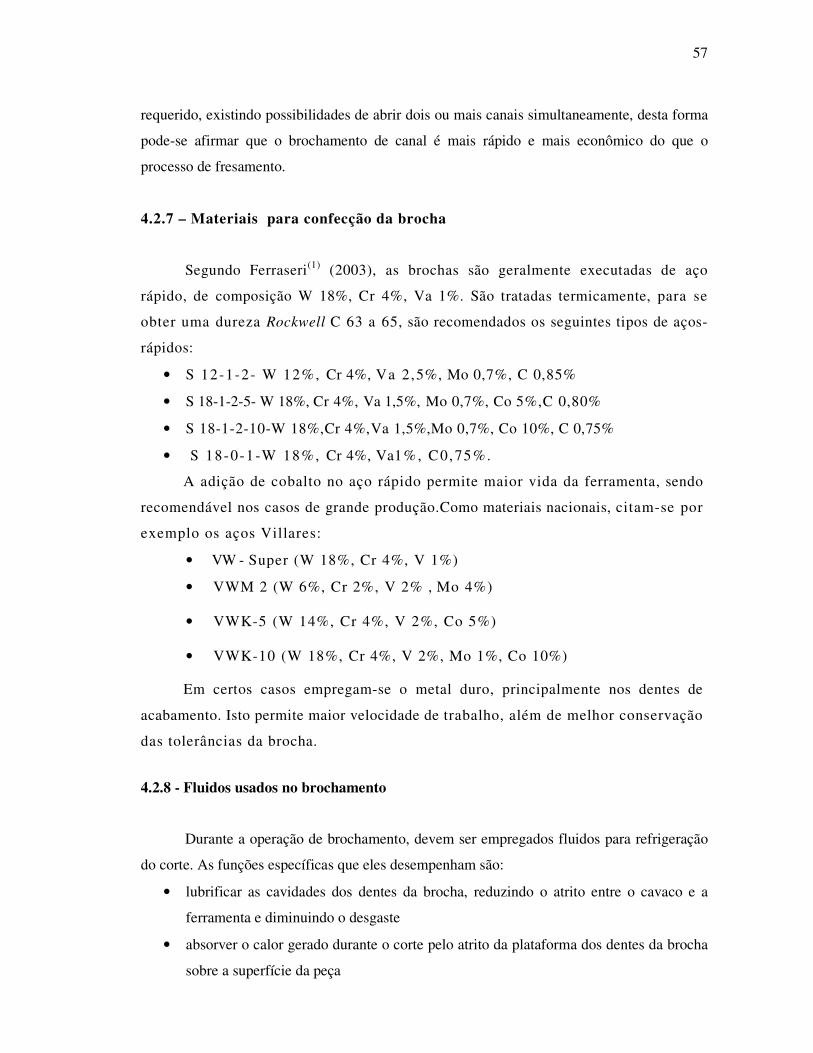
5.2 Braço de articulação............................................................................................................49
5.3 Brochadeira Nachi, origem Japão e os dados técnicos........................................................50
5.4 Ferramenta brocha introduzida no braço de articulação......................................................51
5.5 Controle dimensional com calibrador tampão do braço de articulação..............................52
5.6 Desenho esquemático da montagem da bucha no braço de articulação..............................53
5.7 Corpo de prova do Braço de articulação dividido em quatro partes; (c) análise visual e medição com o rugosímetro modelo SJ-400 Mitutoyo........................................................54
5.8 Desenho da ferramenta com os pontos de medição da potência.........................................54
5.9 Posição das micrografias no corpo de prova - Micrografias mostrando a estrutura do material na posição............................................................................................................. 56
6.1 Gráfico de Comparação Média de Dureza em HB entre a Superfície e o Núcleo do Braço de Articulação (1) forjado, temperado, revenido (2) forjado, normalizado, temperado e revenido...............................................................................................................................58
6.2 Micrografia com grãos grosseiros - Micrografia com grãos mais definidos.......................59
24
6.3 Gráfico Demonstrativo de Potência Consumida em kW no Braço de Articulação com aço ABNT 1045 (1) forjado, temperado e revenido e (2) forjado, normalizado, temperado e revenido...............................................................................................................................60
6.4 Gráfico demonstrativo de Cilindricidade do aço ABNT 1045 do Braço de Articulação (1) forjado, temperado e revenido (2)forjado, normalizado, temperado e revenido...............................................................................................................................60
6.5 Gráfico Resultante Médio das Rugosidades do Braço de Articulação após o processo de (1) forjamento, tempera, revenimento (2) forjamento, normalização, têmpera e revenimento.........................................................................................................................61
6.6 Desgaste da ferramenta nos dentes de acabamento com o tratamento normal e modificado...............................................................................................................................62
6.7 Gráfico Comparativo do desgaste dos dentes da brocha (1) forjamento, tempera, revenimento (2) forjamento, normalização, têmpera e revenimento...................................62
6.8 Gráfico Comparativo de Custo da Afiação e Ferramenta por peça produzida....................63

25
Lista de Tabelas
4.1 Valores orientativos para as penetrações de avanço por dentes asf (mm) para o brochamento.......................................................................................................................36
4.2 Pressão específica de corte Kc [N/mm2].............................................................................36
4.3 Velocidade de corte conforme o tipo de material...............................................................40
4.4 Relação de materiais e a velocidade de corte com uma brocha de aço rápido...................40
4.5 Indicação de líquidos de corte para diversos materiais a serem brochados........................45
5.1 Mudança executada no tratamento térmico da peça (braço de articulação).......................56
6.1 Demonstrativo dos resultados das condições de usinagem................................................63

26
Sumário
1.0 Introdução............................................................................................................................15
2.1 Usinabilidade dos Materiais................................................................................................18
2.2 Ensaio de Usinabilidade......................................................................................................18
2.3 Índice de usinabilidade (I.U.)..............................................................................................19
2.4 Usinabilidade e as propriedades do material.......................................................................20
2.5 Fatores metalúrgicos que afetam a usinabilidade dos aços.................................................20
2.6 Ensaios de usinabilidade baseados na produtividade..........................................................22
3.1 Forjamento e tratamento térmico.........................................................................................23
3.2 Tratamento térmico..............................................................................................................25
3.2.1 Recozimento.....................................................................................................................26
3.2.2 Normalização....................................................................................................................27
3.2.3 Têmpera............................................................................................................................28
3.2.4 Revenimento ....................................................................................................................29
3.2.5 Coalescimento...................................................................................................................29
4.0 Brochamento........................................................................................................................30
4.2 Ferramenta brocha...............................................................................................................32
4.2.1 Nomenclatura de uma brocha...........................................................................................34
4.2.2 Cavaco..............................................................................................................................37
4.2.3 Geometria de corte...........................................................................................................38
4.2.4 Velocidade de corte..........................................................................................................39
4.2.5 Classificação das brochas.................................................................................................40
4.2.6 Tipos de brochas...............................................................................................................41
4.2.7 Materiais para confecção da brocha.................................................................................44
4.2.8 Fluídos usados no brochamento........................................................................................44
4.3 Vantagens do brochamento.................................................................................................45
4.3.1 Razões da alta produtividade............................................................................................45
4.3.2 Produção...........................................................................................................................46
4.3.3 Pela seqüência de corte.....................................................................................................46
4.3.4 Pela função........................................................................................................................46
4.4 Brochadeira..........................................................................................................................46
4.4.1 Brochadeiras Verticais......................................................................................................46
4.4.2 Brochadeiras Horizontais..................................................................................................47
5.0 Procedimento Experimental.................................................................................................48
27
5.1 Obtenção dos corpos de prova.............................................................................................48
5.2 Brochadeira no processo......................................................................................................50
5.3 Ferramenta, Geometria de corte, comprimento, condições de usinagem............................50
5.4 Condições de usinagem.......................................................................................................51
5.5 Tratamento Térmico normal e modificado braço de articulação.........................................55
5.6 Instrumentos e medições......................................................................................................56
6.0 Resultados e discussões.......................................................................................................58
6.1 Dureza estrutural..................................................................................................................58
6.2 Avaliação da micrografia.....................................................................................................58
6.3 Potência consumida.............................................................................................................59
6.4 Avaliação da cilindricidade ................................................................................................60
6.5 Avaliação da rugosidade......................................................................................................60
6.6 Desgaste da brocha..............................................................................................................61
6.7 Comparação de vida e custo de afiação...............................................................................63
7.0 Conclusões...........................................................................................................................64
Referências bibliográficas...................................................................................................65

28
Introdução Motivação
De acordo com a Figura 01 o levantamento de dados referente o Braço de Articulação
no período do mês de Abril de 2004 até o mês de Julho de 2005, teve sua produção de 37454
peças tem uma não conformidade de 3186 peças. Isso representa uma perda de R$ 45.000,00
com um percentual de 8.5% de prejuízo, o que nos levou a motivação e realização da
melhoria deste processo.
Figura 1.1 – Gráfico demonstrativo de peças produzidas x peças não conforme
Este trabalho foi desenvolvido, visando à melhoria do processo de brochamento
utilizado na empresa Yamaha Motor do Brasil Ltda., fabricante de componentes para motores.
No Brasil foi originalmente criada em 1970, para importar e distribuir motocicletas e prestar
serviços de suporte ao mercado nacional.
Com novas perspectivas de mercado, foram ampliados gradativamente seus
investimentos no país, passando a absorver novos processos com a nacionalização progressiva
de componentes mecânicos do produto, já que para o mercado interno de motocicletas o
princípio é o da verticalização dos processos.
29
Entre os desafios estava a necessidade de se obterem processos mais produtivos e
econômicos, visto que, com a globalização e a crescente queda das barreiras entre os
mercados, existe uma previsão de crescimento para os próximos anos, em função das
condições econômicas favoráveis do país, devido ao perfil sócio-econômico da população.
Um desses processos é o brochamento que faz parte de uma cadeia produtiva crescente na
usinagem da indústria automobilística.
A vida útil da ferramenta nos processos de usinagem é um dos fatores que tem
influência na produtividade e nos custos da produção, por isso, as empresas preocupadas em
reduzir seus custos, buscam meios para poder obter um aumento da mesma, sem alterar a
qualidade do produto. No processo de brochamento reveste-se ainda de uma maior
importância em função do alto custo da ferramenta.
O material é removido da peça pelos dentes que entram em ação um atrás de outro
através de movimento relativo, normalmente linear, da ferramenta em relação à peça. O
progresso do trabalho de brochar, como também a forma e dimensões das superfícies
brochadas, são determinadas pela construção da ferramenta.
A direção de movimento normalmente é horizontal ou vertical sendo interno ou
externo, dependendo do trabalho em um furo ou em uma forma externa. No brochamento
interno a ferramenta é tirada ou empurrada por um furo ou perfil pré-determinado, já no
brochamento externo a ferramenta é guiada numa condição satisfatória.
O processo de brochamento se caracteriza pelo aumento da qualidade do produto,
redução de não conformidades, redução de tempos operacionais, aumento da produtividade,
redução de custos e alívio da tensão mental e física dos trabalhadores envolvidos.
A importância e os benefícios financeiros conseqüentes do processo de brochamento
mesmo que sendo aplicados timidamente, tem apresentado crescimento bastante significativo.
Mesmo havendo um grau de complexidade técnica, o investimento proporciona custo
benefício.
Para tal situação, o presente trabalho foi realizado explorando a importância da
aplicação do processo do brochamento em relação ao comportamento estrutural do material
aço ABNT 1045 forjado, na usinagem de furo em braço de articulação tomando-se como
ponto de partida o baixo rendimento da ferramenta e as perdas produtivas.
A mudança do tratamento térmico inicial pelo tratamento térmico de normalização
para reduzir as tensões internas sofridas durante a conformação plástica, bem como,
tratamento de revenimento com controle de temperatura apurado para a produção de uma
microestrutura definida com garantia de propriedades mecânicas, como resistência e

30
ductilidade, trouxeram como conseqüência uma melhoria na usinabilidade do material. A
ferramenta utilizada foi uma brocha cilíndrica diâmetro 20 mm de aço rápido sinterizado
ASPM 30 com um metro de comprimento.
Devido às variações de produtividade da brocha, foram realizados diversos testes em
estruturas dos materiais, realizados e analisados os flancos da ferramenta e o grau de
acabamento superficial das mesmas.
Os testes realizados foram feitos medições de, cilindricidade, potência média consumida,
rugosidade e desgastes máximos dos flancos.
De acordo com os dados da Fiesp, o processo do brochamento representa nos nossos
dias 8% na usinagem da indústria automobilística.
Este trabalho tem por objetivo demonstrar que a estrutura do material é de extrema
importância no processo de usinagem por brochamento. A escolha dos tratamentos térmicos
adequados pode resultar como será apresentado em aumento substantivo da vida da
ferramenta, melhoria da qualidade dos furos realizados e consequentemente têm grande
economia na usinagem dos furos.
Finalmente, para atingir o objetivo descrito, este trabalho está dividido nos seguintes
capítulos:
• Capítulo 1: Introdução
• Capítulo 2: Usinabilidade dos Materiais
• Capítulo 3: Forjamento e tratamento térmico
• Capítulo 4: Brochamento

31
Capítulo 2
Usinabilidade dos Materiais
2.1 Generalidades
A usinabilidade é uma forma de expressão bastante difundida no mundo da usinagem
que co-relaciona variáveis como a complexidade e a importância da propriedade do material
da peça e a ferramenta de corte em seus processos. De acordo com uma coletânea de autores,
Ferraresi(1) (2003); Stipkovik(2) (1970); Diniz et al(3) (2005); Arfeld et al(4) (1977); a definição
para usinabilidade pode ser apresentada da seguinte forma:
A usinabilidade de um metal é definida como grandeza tecnológica, expressa por meio
de um valor numérico comparativo (índice de usinabilidade ou porcentagem), um conjunto de
propriedades de usinagem de metal, em relação a outro tomado como padrão. Estando
intimamente ligado sendo o comportamento dos materiais durante o corte com ferramenta,
não podendo definir de forma independente da ferramenta de corte e vice-versa.
As propriedades de usinagem estabelecidas são: acabamento superficial da peça,
capacidade produtiva da máquina, o resultado característico do cavaco, temperatura de corte,
força de corte.
2.2 Ensaio de Usinabilidade
Há várias formas de adquirir parâmetros de medição da usinabilidade. Um dos meios
de adquirir esse parâmetro é usinar um material junto com outro material, tomado como
padrão, até o fim da vida da ferramenta ou até um ponto aceitável do desgaste da ferramenta,
com diversas velocidades de corte tomando como referencia da vida útil da ferramenta, por
exemplo, 20 minutos ou 60 minutos. O índice de usinabilidade (I.U.) é dado pela relação
(Velocidade de corte Vc 20 ou Velocidade de corte Vc 60) do material usinado no ensaio em
relação ao mostrado como padrão.
32
2.3 Índice de usinabilidade (I.U.)
20(padrão) Vc
ensaiado 20(mat. VcUI
).. = (2.1)
O material utilizado como padrão mais usual é o aço AISI B1112, (SAE 1112), (DIN
1651) dureza “Brinell” 179-229, resistência à ruptura σr = 362,846 Mpa e alongamento δ =
25%, material considerado com um índice 100% de usinabilidade quando usinado com uma
velocidade de 54 m/min com um fluído adequado. A propriedade de usinagem obtida como
critério de usinabilidade é a medição da vida da ferramenta.
Existem também outros tipos de ensaios de curta duração, utilizado como critério a
força de usinagem o acabamento de superfície, etc. No critério de curta duração, são levadas
em conta como condições forçadas de usinagem como material com cortes interrompidos ou a
utilização da ferramenta tenha pouca resistência ao desgaste, de forma que os ensaios possam
ser realizados em um curto espaço de tempo.
Quanto aos ensaios de força de usinagem e acabamento de superfície da peça, não são
baseados na vida da ferramenta, são considerados também de curta duração, usinando apenas
um passo da mesma, pode-se obter os valores desejados, desprezando o crescimento do
desgaste até o término de vida da ferramenta.
De acordo com Stipkovik(2) (1970), foi assim que a associação das siderúrgicas da
Alemanha simplificou e determinou alguns controles de condições de usinabilidade como:
1. Ensaios de duração da ferramenta
2. Ensaios com velocidade de corte
3. Ensaios com força de corte
4. Ensaios de formação de cavaco
Um dos itens mais usuais e rápidos é o aumento gradativo da velocidade de corte.
Segundo Ferraresi(1) (2003), a usinabilidade de um metal é expressa segundo um valor
de corte, características do cavaco, freqüência e amplitude de variação da força de usinagem,
grau de recalque, coeficiente volumétrico e forma de cavaco. Demais metais como o aço
C1109 com dureza entre 137 a 166 HB, tem um índice de usinabilidade de 85%. O aço 4137
com dureza 187 a 229 HB possui um índice de usinabilidade de 60%.
Segundo Ferraresi(1) (2003), Sorensen (1948) analisou e determinou a usinabilidade em
aços carbono é a partir da composição química e propriedades mecânicas que é representada
pela usinabilidade relativa M dada por:
33
(2.2)
Onde A1, K1, K2 e K3 são constantes, δ é o alongamento e σt a resistência à ruptura (K
constante da equação de Taylor).
2.4 Usinabilidade e as propriedades do material
Segundo Diniz et al(3)., (2005) a dureza e a resistência mecânica, ductilidade,
condutividade térmica e o encruamento são fatores muito importantes no comportamento da
usinabilidade de um determinado material. Outros fatores que visa à melhoria da mesma é a
quantidade de inclusões, aditivos, partículas duras.
Os fatores principais que valorizam uma boa usinabilidade são a baixa dureza e a
resistência mecânica do material. Um material que se deforma bastante plasticamente antes de
romper é caracterizado como dúctil, quando a ductilidade for muito baixa terá problemas,
como a formação de micro partículas nas arestas de corte das ferramentas.
2.5 Fatores metalúrgicos que afetam a usinabilidade dos aços
Segundo Chiaverini(5) (1988), os altos valores de dureza representam dificuldades na
usinagem, porém os valores médio e baixo facilitam a boa relação com a usinabilidade, mas
as medidas de valores de dureza não serviriam como base para determinação de uma
verdadeira usinabilidade. Dos fatores metalúrgicos dos aços que caracteriza a usinagem é a
dureza; e dentro de todos os testes normalmente realizados foi constatado que aços com baixo
teor de carbono e alta ductilidade, têm tendência à formação da aresta postiça de corte (APC),
reduzindo a vida útil da ferramenta e a deterioração do acabamento superficial da peça
usinada.
Com um aumento percentual de carbono, aumenta a dureza, diminui a ductilidade
dificultando assim a usinabilidade. Um valor médio de 200 HB caracteriza um número ideal
para a dureza do aço na usinabilidade, na medida em que diminui esta dureza há tendências de
formação de APC na ferramenta.
Quando o valor é maior, há desgaste da ferramenta via abrasão, tendo um aspecto
negativo na usinabilidade. Um dos meios de melhorar a usinabilidade em aços de baixo
3211 .%.
KKCKAM tσσσσ
δδδδ −−+=

34
carbono (aços com dureza menor que 200 HB) é promover um encruamento através de um
processo de conformação a frio.
O encruamento é a resultante do aumento da resistência de um metal, dependendo do
nível da deformação plástica e da habilidade em que o material tende a encruar. Um
determinado material que possui um índice baixo de encruamento requer pouca energia
durante a usinagem para formação de cavaco.
Devido ao índice de encruamento, as formações de APC são bem evidenciadas e, para
isso, se faz necessário o uso de ferramentas com ângulos de fuga bem maiores e as arestas de
corte bem positivas, a fim de que o APC seja pequeno. O mesmo ou ponta crescida é a
inclusão do material usinado sobre a ponta da ferramenta, devido às altas temperaturas que se
formam no processo de corte.
Um material que sofre encruamento antes do processo de usinagem, a exemplo da
conformação mecânica, diminui a ductilidade e a zona plástica, consequentemente se reduz à
possibilidade da formação de material soldado na aresta da ferramenta. A magnitude desse
endurecimento depende da redução de área, da temperatura e do índice de deformação
imposta pelo processo, e também, da forma pela qual o material é usinado.
O encruamento de materiais submetidos a uma seqüência de deformação plástica em
diferentes direções ou de naturezas distintas é diferente do causado por uma deformação que
não varia, alterando-se a forma pela qual o material é deformado, pode-se alterar o
encruamento. Na Figura 2.1 abaixo temos um exemplo de um aço ABNT 1016 que após o
processo de trefilação, estando com a dureza de 125 HB passou para 180HB.
Aço 1016 Laminado a Quente – 124 – 128 HB
Aço 1016 Trefilado a Frio – 174 – 183 HB
Usinagem emdesbaste
Usinagem emacabamento
Furo grandesdiâmetros
Furo pequenosdiâmetros
Operação
Trefilação a frio Laminação a quente
Figura 2.1 - Efeito do encruamento (por trefilação) na Vida da ferramenta (Diniz et al(3).
2005).
35
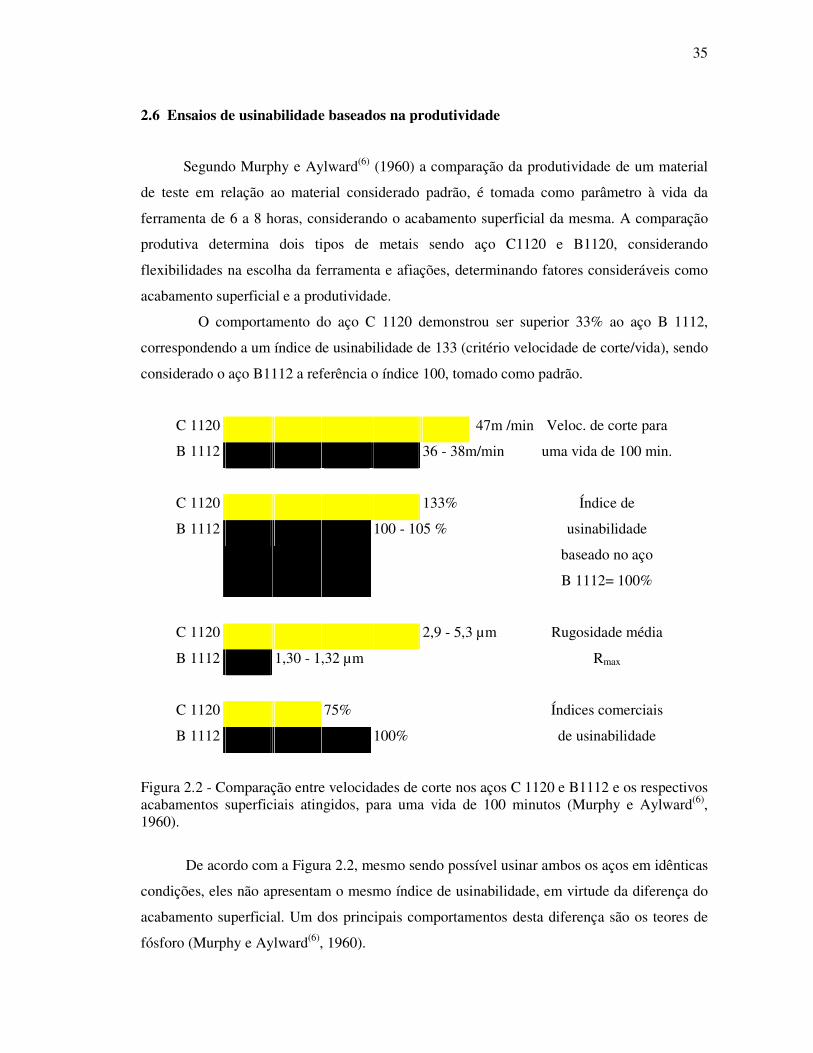
2.6 Ensaios de usinabilidade baseados na produtividade
Segundo Murphy e Aylward(6) (1960) a comparação da produtividade de um material
de teste em relação ao material considerado padrão, é tomada como parâmetro à vida da
ferramenta de 6 a 8 horas, considerando o acabamento superficial da mesma. A comparação
produtiva determina dois tipos de metais sendo aço C1120 e B1120, considerando
flexibilidades na escolha da ferramenta e afiações, determinando fatores consideráveis como
acabamento superficial e a produtividade.
O comportamento do aço C 1120 demonstrou ser superior 33% ao aço B 1112,
correspondendo a um índice de usinabilidade de 133 (critério velocidade de corte/vida), sendo
considerado o aço B1112 a referência o índice 100, tomado como padrão.
C 1120 47m /min
B 1112 36 - 38m/min
Veloc. de corte para
uma vida de 100 min.
C 1120 133%
B 1112 100 - 105 %
Índice de
usinabilidade
baseado no aço
B 1112= 100%
C 1120 2,9 - 5,3 µm
B 1112 1,30 - 1,32 µm
Rugosidade média
Rmax
C 1120 75%
B 1112 100%
Índices comerciais
de usinabilidade
Figura 2.2 - Comparação entre velocidades de corte nos aços C 1120 e B1112 e os respectivos acabamentos superficiais atingidos, para uma vida de 100 minutos (Murphy e Aylward(6), 1960).
De acordo com a Figura 2.2, mesmo sendo possível usinar ambos os aços em idênticas
condições, eles não apresentam o mesmo índice de usinabilidade, em virtude da diferença do
acabamento superficial. Um dos principais comportamentos desta diferença são os teores de
fósforo (Murphy e Aylward(6), 1960).

36
Capítulo 3.0
Forjamento e Tratamento Térmico
3.1 Generalidades
Segundo Bresciani et al(7)., (1997), o processo de conformação mecânico tem crescido
muito na indústria de manufatura. Ao contrário do processo de fundição que envasa o material
líquido, o forjamento tem necessidade de matrizes para cada tipo de produto com prensas de
elevada capacidade produtiva, fora os problemas de logística do material quente.
Segundo Duesing, e Stodt(8) (1954), a matéria prima básica recebe em primeiro lugar
um aquecimento prévio (até 650ºC), a seguir é levada até temperatura de forja e finalmente há
um período de compensação para o aquecimento em profundidade. Durante a forja formam-se
amassados por causa da oxidação (escamas ou resíduos) que consistem de óxido de protóxido
de ferro.
Segundo Yang e Osakada(9) (1993), forjamento é a transformação de um material
através de um processo de conformação em diversas formas geométricas com deformações
plásticas que são classificados em forjamento quente, morno e frio.
Segundo Button(10) (1998), o processo de forjamento, apresenta diversas variações de
acordo com a temperatura, livre ou em matriz fechada, com ou sem rebarba, em prensa ou
martelo, e processos compostos como o swaging e o cross-rolling. A conformação plástica
tem amplamente conquistado diversos tipos de mercado de manufatura tanto nas etapas
intermediárias e finais como ferramentas manuais, instrumentos cirúrgicos, componentes de
máquinas e automóveis, e outros.
Segundo Johnson(11) (1992), para o processo de forjamento as condições iniciais
adequadas para o pré-processamento exigem um bom fornecimento de temperatura,
velocidade, atrito e propriedades do material a conformar, obtendo-se resultados em termos de
distribuições de deformações, tensões e temperaturas no produto e nas ferramentas que
permitam avaliar possíveis problemas durante o processo como, por exemplo, defeitos nas
peças conformadas.
Segundo Lange(12) (1985) a conformação plástica tem apresentado tensões que geram
discordâncias cristalinas, causando encruamento gerado pela compressão, tração, combinados
37
por tração e compressão, flexão e cisalhamento. Outro fator que contribui para a discordância
cristalina é a variação do controle de temperatura (quente, morno, frio, isotérmico).
Segundo Fujikawa e Ishii(13) (1995), o processo de forjamento a quente distingue-se
pela faixa de temperatura na qual são realizados, isto é, faixas nas quais ocorrem os
mecanismos de recuperação e recristalização.
Segundo Belur e Grandhi(14) (2004) durante o forjamento a quente, o blank é aquecido
a uma temperatura elevada, forjado na forma exigida e esfriado. De certo modo, as peças a
serem forjadas obedecem às tolerâncias especificadas, porém algumas não, sendo
retrabalhadas, quando não sucateadas.
Segundo Dieter(15) (1981), o endurecimento por deformação é um importante meio de
aumento de resistência mecânica de materiais que não correspondem a tratamentos térmicos.
Segundo Stodt(16) (1950), defeitos de fabricação são, por exemplo: granulação grossa
devido a trincas longas ou excesso de aquecimento, ou pela formação de batidas, gretas
provocadas por tensões, queimaduras, contextura defeituosa das fibras, gretas por flexão, etc.
O tratamento térmico depois da forja é especialmente indicado para estas correções sendo um
recozimento abaixo da zona crítica e acima uma normalização conforme norma DIN 7528.
O reforjamento significa aplainar e alisar as formas previamente forjadas e a
calibração das peças. A precisão de dimensões que pode ser alcançada no forjamento de
peças brutas é reduzida, podendo tomar como referência a norma DIN 7168 (discrepâncias
admissíveis para dimensões sem dados de tolerância), tolerâncias mais exatas aumentam
consideravelmente os custos do forjamento.
Recuperar peças forjadas exige um custo extra da produção, que tem como objetivo
maior criar parâmetros para evitar incertezas no campo da formação do metal reduzindo
variação geométrica e custos de produção relacionados. De acordo com tal situação, a
tecnologia nos proporciona exercícios de simulação através de computador com a análise de
elementos finitos (FEA) que são baseados em modelos físicos, mas não levam em conta as
incertezas que acontecem durante a fabricação.
Através do desenvolvimento da técnica industrial, são proporcionados com segurança
alguns parâmetros críticos que devem ser realizados antes de um bom forjamento.
• Temperatura inicial do (material a ser processado) antes de forjar;
• Variações no forjamento no controle da prensa;
• Comprimento do golpe;
• Efeitos térmicos;
38
• Propriedades Materiais;
• Expansão térmica;
• Tensão do fluxo;
• Recristalização do material;
• Posicionamento e balanço do material a ser processado no estampo.
As altas temperaturas proporcionam uma escamação no mesmo formando um óxido
muito frágil e também uma camada escalonada distante da parte forjada. A fricção entre o
material a ser processado e o estampo proporcionam cargas que produzem partes com
defeitos.
É por isso que a quantidade e a qualidade de lubrificação ajudam muito para melhorar
partes forjadas em suas dimensões finais. O coeficiente de transferência de calor é que
determina parte do esfriamento, que varia de 0,01 a 0,09 kW/m2 k, e determina seu efeito nas
dimensões de partes finais depois do ar resfriado, segundo Altan e Ahmetoglu (1996).
Segundo Burkhardt e Stumpp(17) (1964), no forjamento o material é recalcado no
sentido da força no interior de uma matriz, de maneira a preenchê-la, diminuindo a altura e
aumentando a largura. As matrizes se compõem de uma parte superior e uma parte inferior,
que se fecham durante o forjamento, quando necessário previr a formação de uma rebarba.
As rebarbas que se formam durante a forja são eliminadas pelas prensas rebarbadoras
com cortes de rebarbar, estando o material na disposição adequada de fixação, seguido pela
tolerância estabelecida na norma DIN 7524.
A vantagem do forjamento entre matrizes deve-se ao fato que peças com tolerâncias
apertadas saem uniformes e a desvantagem está no custo realmente elevado das matrizes.
Sendo empregado este processo de forjamento apenas para produções em série ou em massa.
3.2 Tratamento Térmico
Segundo Colpaert(18) (1974), o tratamento térmico é a cinética que forma um conjunto
de operações de aquecimento e resfriamento a que são submetidos os aços, sob condições
controladas de temperatura, tempo, atmosfera e velocidade de esfriamento, conforme o
diagrama de fases TTT (Tempo, Temperatura, Transformação).
O tratamento térmico é bastante utilizado em aços de alto teor de carbono ou com
elementos de liga, sendo seus principais objetivos:
• Aumentar ou diminuir a dureza;
39
• Aumentar a resistência mecânica;
• Melhorar a resistência ao desgaste, à corrosão, ao calor;
• Modificar propriedades elétricas e magnéticas;
• Remover tensões internas, provenientes, por exemplo, de resfriamentos desiguais;
• Melhorar a ductilidade, o processo e as propriedades de corte.
Segundo Chiaverini(5) (1988), os principais parâmetros de influência nos tratamentos térmicos são:
• Aquecimento: geralmente realizado a temperaturas acima das críticas, para uma completa
“austenização” do aço. Esta austenização é o ponto de partida para as transformações
posteriores desejadas, que vão acontecer em função da velocidade de resfriamento;
• Tempo de permanência à temperatura de aquecimento: deve ser o estritamente necessário
para se obter uma temperatura uniforme através de toda a seção do aço;
• Velocidade de resfriamento: é o fator mais importante, pois é o que efetivamente vai
determinar à estrutura e consequentemente as propriedades finais desejadas.
Segundo Chiaverini(5) (1988), Colpaert(18) (1974), as siderúrgicas e demais indústrias
escolhem os meios de resfriamento ainda em função da massa e da forma da peça. Dentre os
tratamentos térmicos mais utilizados, encontram-se o recozimento, a normalização, a têmpera
e o revenimento.
3.2.1 Recozimento
A velocidade de esfriamento é sempre lenta e o aquecimento é feito a temperaturas
superiores à crítica. É utilizado quando se deseja remover tensões devido a tratamentos de
conformação realizados a frio ou a quente, tais como o forjamento e a laminação; Através do
recozimento temos:
1. Diminuição da dureza para melhorar a usinabilidade do aço.
2. Alteração das propriedades mecânicas.
3. Ajustar do tamanho do grão.

40
3.2.2 Normalização
A normalização é um tratamento semelhante ao anterior quanto aos objetivos, à
diferença consiste no fato de que o resfriamento posterior é menos lento. Visa refinar a
granulação grosseira de peças de aço fundido, que são também aplicadas em peças depois de
laminadas ou forjadas, ou seja, na maioria dos produtos siderúrgicos.
É também usada como tratamento preliminar a tempera e ao revenido, visando
produzir uma estrutura mais uniforme e reduzir empenamentos. Com este processo obtém-se
comumente uma granulação mais fina do que com o esfriamento do forno.
No estado normalizado, as durezas, bem como os limites de escoamento e resistência
são um pouco mais elevadas do que no estado plenamente recozido, ao passo que o
alongamento e a estricção sofrem ligeira diminuição. A causa dessas alterações reside no fato
de não se processar completamente a separação da ferrita, que deveria separar-se na zona
crítica.
A austenita transforma-se então em uma perlita lamelar muito fina, que contém mais
ferrita do que a proporção normal. A avaliação do teor de carbono pelo aspecto micrográfico
torna-se neste caso impraticável, porque a textura se assemelha à de um aço com teor muito
mais elevado.
Da mesma forma, certas propriedades mecânicas de um determinado aço, como por
exemplo, a resistência à tração (804,145 Mpa), o alongamento diâmetro 10 (13%), a dureza
Brinell (225) diferem dos valores habitualmente encontrados nos ensaios dos aços recozidos,
com igual teor de carbono. O efeito da normalização é tanto mais intenso, quanto maior o teor
de carbono e o de manganês e quanto menor a espessura da peça.
Um aquecimento a temperaturas mais elevadas promoveria a difusão da cementita na
austenita e, durante o esfriamento lento, essa cementita se precipitaria de novo, não se
alterando substancialmente o resultado final. A têmpera realizada pouco acima da zona crítica
produz uma dureza tão alta quanto a resultante de têmperas a temperaturas maiores, sem criar
tensões internas intensas, devido ao excesso de carbono.
A normalização busca obter uma granulação mais fina, e por isso é preciso ultrapassar
a zona crítica para que possa receber completamente a rede de cementita existente, e no
subseqüente esfriamento ao ar, formando assim, uma dispersão fina de carbonetos.
Normalmente em seguida, se faz um recozimento para esferoidizar a cementita. Os
41
aços hipereutetóides só podem ser recozidos ou temperados, quando sua cementita está
esferoidizada e não nos contornos dos grãos.
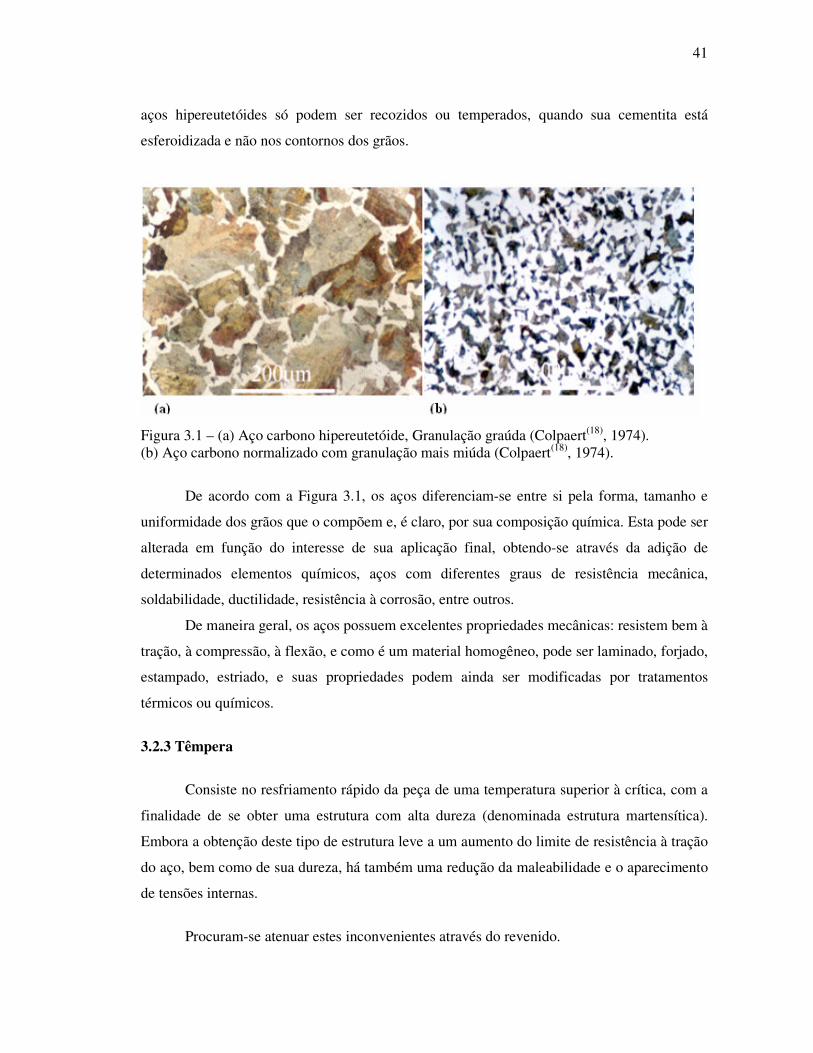
Figura 3.1 – (a) Aço carbono hipereutetóide, Granulação graúda (Colpaert(18), 1974). (b) Aço carbono normalizado com granulação mais miúda (Colpaert(18), 1974).
De acordo com a Figura 3.1, os aços diferenciam-se entre si pela forma, tamanho e
uniformidade dos grãos que o compõem e, é claro, por sua composição química. Esta pode ser
alterada em função do interesse de sua aplicação final, obtendo-se através da adição de
determinados elementos químicos, aços com diferentes graus de resistência mecânica,
soldabilidade, ductilidade, resistência à corrosão, entre outros.
De maneira geral, os aços possuem excelentes propriedades mecânicas: resistem bem à
tração, à compressão, à flexão, e como é um material homogêneo, pode ser laminado, forjado,
estampado, estriado, e suas propriedades podem ainda ser modificadas por tratamentos
térmicos ou químicos.
3.2.3 Têmpera
Consiste no resfriamento rápido da peça de uma temperatura superior à crítica, com a
finalidade de se obter uma estrutura com alta dureza (denominada estrutura martensítica).
Embora a obtenção deste tipo de estrutura leve a um aumento do limite de resistência à tração
do aço, bem como de sua dureza, há também uma redução da maleabilidade e o aparecimento
de tensões internas.
Procuram-se atenuar estes inconvenientes através do revenido.
42
3.2.4 Revenimento
O revenimento geralmente sucede à têmpera, pois além de aliviar ou remover tensões
internas, corrige a excessiva dureza e fragilidade do material e aumenta a maleabilidade e a
resistência ao choque. A temperatura de aquecimento é inferior zona crítica, e os constituintes
obtidos dependem da temperatura a que se aquece a peça.
3.2.5 Coalescimento
O coalescimento acontece quando a temperatura de revenimento se aproxima demais
da zona crítica e permanece muitas horas na sua vizinhança, faz com que as partículas de
cementita agrupem-se em partículas maiores, formando glóbulos facilmente visíveis em
microscópio, classificados como cementita coalescidas ou esferoidizada. O coalescimento
chega a reduzir a dureza do aço quase pela metade da que possuía no estado recozido,
permitindo assim uma economia apreciável na usinagem de aços de elevado teor de carbono
(materiais extra duros, hipereutetóides), tornando assim uma operação de esforços muito
menor, podendo ser executado com ferramentas comuns e máquinas mais leves.
Fatos experimentais evidenciam que APC não depende da ferramenta e sim do
material usinado e o mecanismo de sua formação e desaparecimento está ligado intimamente
à temperatura de corte, o que não constitui em si uma explicação, a origem do APC deve ser
encontrada nas propriedades físicas do material usinado afetadas pela temperatura de corte.
43
Capítulo 4.0
Brochamento
4.1 Generalidades
A operação de brochamento, brocheamento ou brochagem consiste no arranque de
material da peça por uma sucessão progressiva e linear de corte, a ferramenta é denominada
brocha, a máquina que executa esta operação é denominada brochadeira ou brochadora. A
seguir são apresentadas algumas definições de brochamento.
Segundo Schartz(19) (1951), no processo de escareação a ferramenta é puxada ou
empurrada (ferramenta interna) por um furo ou encostada em uma superfície lateral
(ferramenta externa), quando os dentes de corte são virados para trás e de altura crescente
cortam uma superfície delineada.
Segundo Dalmaso(20) (2005), é uma operação voltada para a produção de grandes lotes,
pois cada operação exige o projeto e a execução de uma ferramenta própria, complexa e de
alto custo. A usinagem por brochamento é um processo que produz furos em todas as formas
geométricas, rasgos de chaveta, estriados ou perfis irregulares internos e externos.
Segundo Lautec(21) (2005), a operação toda é completada em um único passo, onde
desbaste e acabamento são subseqüentes.
Segundo editorial Mundo Mecânico(22) (1985), na usinagem com brocha o complexo
movimento vertical/horizontal da mesa e de retorno da ferramenta são eliminados, a
ferramenta monocortante é substituída por uma ferramenta multicortante, de perfil mais
elaborado, que apresenta uma série de dentes espaçados a uma distância p (passo) e com
arestas de corte em posições incrementais de valor pré-fixado.
Segundo Forst(23) (1973) brochar é um processo cortante de formar figuras
geométricas, pois, a ferramenta brocha consiste em vários dentes um atrás do outro, que têm
uma elevação definida em relação aos dentes precedentes.
Segundo Stemmer(24) (1992) brochamento é um processo de usinagem em que o
movimento de corte é basicamente linear, como no aplainamento, caracterizando-se, porém
pelo emprego de uma ferramenta de múltiplos dentes, de alturas crescentes, dispostos em
série, denominada Brocha (“broach”, que por sua vez vem do latim “brocus”). Provido de
uma saliência em forma de dente, é relativamente comprida, podendo ser forçada por
44
compressão ou tração através de um furo (brochamento interno), ou arrastada sobre a
superfície de uma peça, brochamento externo ou de superfície.
O material é afastado da peça trabalhada por dentes que vêm em ação um atrás do
outro através de movimento relativo, normalmente linear da ferramenta em relação à peça
trabalhada. A espessura das fatias de cavaco removidas é dependente da elevação dos dentes.
Brochando num processo helicoidal há um círculo de movimento rotativo em torno do
eixo longitudinal do brochado, que se sobrepõe no movimento linear. O progresso do trabalho
de brochar, como também a forma e dimensões das superfícies brochadas, são determinadas
pela construção do brochado e anexos.
O processo permite a ferramenta ou a peça de trabalho ser movida, cujas direções
normalmente são horizontais ou verticais. É possível distinguir entre brochamento interno
(furo) e externo, durante o processo de brochamento interno a ferramenta pode ser tirada ou
empurrada por um furo através de um perfil pré-determinado, no processo externo, as
ferramentas são fixadas em guia.
A operação de brochamento teve origem nos Estados Unidos sendo patenteada
em 1873, sendo a primeira máquina de brocheamento externo contruída em 1882.
Posteriormente o processo teve um grande desenvolvimento com a indústria
automobilística, sendo atualmente aplicada em quase toda indústria de produção em
série.
A operação de brochamento torna-se semelhante a modelagem com dentes múltiplos,
cujos furos são circulares, quadrados ou com formas irregulares, que são usados em máquinas
de superfícies internas e externas, e de dentes de engrenagens internas. As penetrações de
avanço são da ordem de 0,06 a 0,15 mm de modo que as espessuras maiores resultam no
emprego de uma ferramenta com um número elevado de dentes em série, exigindo máquinas
com curso maior.
Brochar é um importante processo na produção de itens com superfícies bem acabadas
e com precisão dimensional. O brochamento compete favoravelmente com outros processos
como furação, fresamento, retificação e alargamento.
Embora brochar tende a ser caro, o custo é justificado em função da elevada
quantidade de peças a serem produzidas. O bom acabamento conseguido pelo
brochamento explica-se pelo grande número de dentes da brocha, cada dente remove
uma camada de material relativamente fina, porém, a camada total de material
removida pode ser espessa.
45
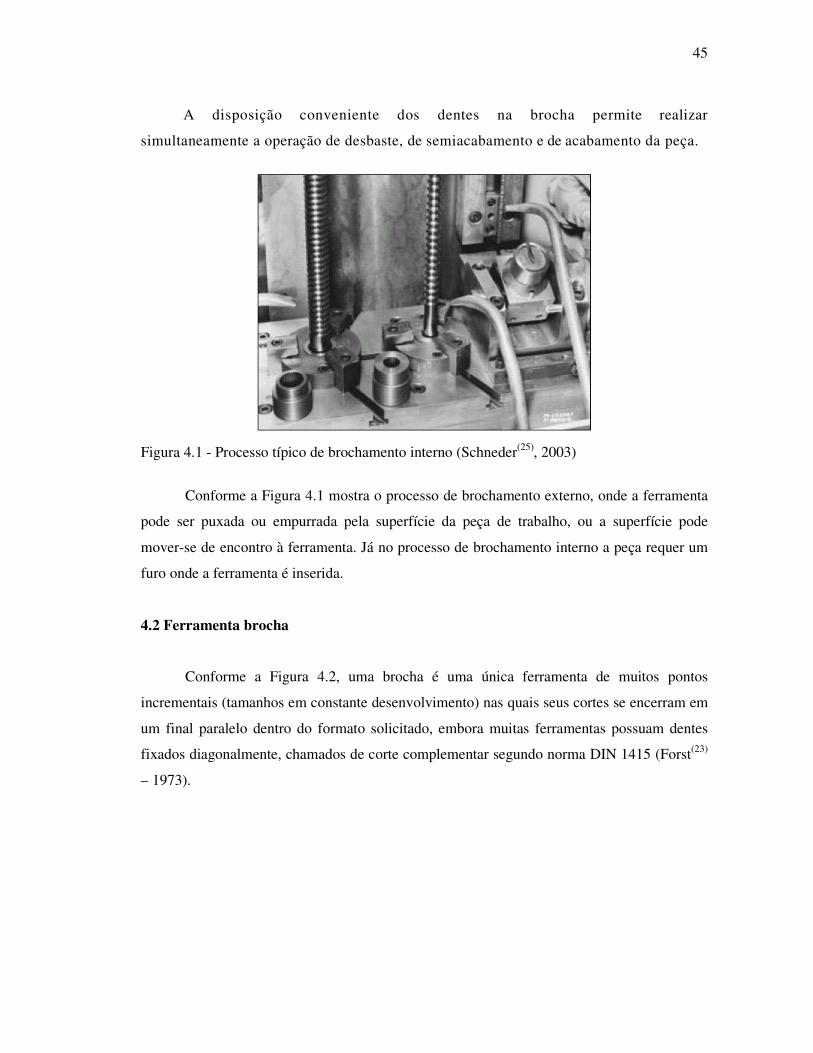
A disposição conveniente dos dentes na brocha permite realizar
simultaneamente a operação de desbaste, de semiacabamento e de acabamento da peça.
Figura 4.1 - Processo típico de brochamento interno (Schneder(25), 2003)
Conforme a Figura 4.1 mostra o processo de brochamento externo, onde a ferramenta
pode ser puxada ou empurrada pela superfície da peça de trabalho, ou a superfície pode
mover-se de encontro à ferramenta. Já no processo de brochamento interno a peça requer um
furo onde a ferramenta é inserida.
4.2 Ferramenta brocha
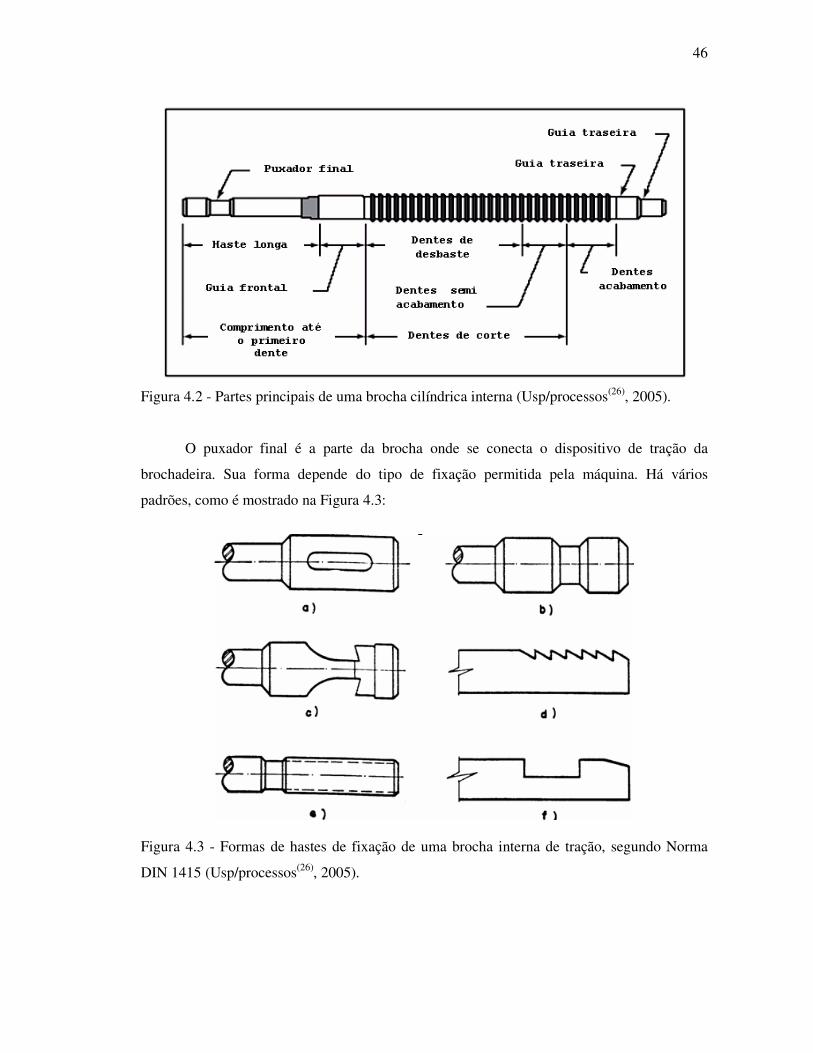
Conforme a Figura 4.2, uma brocha é uma única ferramenta de muitos pontos
incrementais (tamanhos em constante desenvolvimento) nas quais seus cortes se encerram em
um final paralelo dentro do formato solicitado, embora muitas ferramentas possuam dentes
fixados diagonalmente, chamados de corte complementar segundo norma DIN 1415 (Forst(23)
– 1973).
46
Figura 4.2 - Partes principais de uma brocha cilíndrica interna (Usp/processos(26), 2005).
O puxador final é a parte da brocha onde se conecta o dispositivo de tração da
brochadeira. Sua forma depende do tipo de fixação permitida pela máquina. Há vários
padrões, como é mostrado na Figura 4.3:
Figura 4.3 - Formas de hastes de fixação de uma brocha interna de tração, segundo Norma
DIN 1415 (Usp/processos(26), 2005).
47
4.2.1 Nomenclatura de uma brocha � Guia frontal - é o início da haste que possui um fixador para a cabeça do puxador da
máquina que é fechado quando solicitado o brochamento. O guia frontal assegura
corretamente o alinhamento axial da ferramenta no início do furo.
� Comprimento - o comprimento de uma ferramenta de brochar é determinado pela quantia
de material a ser removido e pelo limite de trabalho uma máquina.
� Guia traseiro - o guia traseiro mantém o alinhamento final quando os dentes atravessam o
furo da peça. Nas ferramentas redondas o diâmetro do piloto é ligeiramente menor que os
dentes finais.
� Dentes cortantes - dentes cortantes são normalmente divididos em três seções separadas ao
longo do comprimento da ferramenta: os dentes de desbaste, dentes de semi-acabamento e
dentes de acabamento. Os dentes de desbaste são os primeiros proporcionalmente menores da
ferramenta. Os dentes subseqüentes têm aumentos progressivos em tamanho, inclusive o
último dente do desbaste.
A diferença em altura entre cada dente, é normalmente maior na seção de desbaste da
ferramenta, menor na seção de semi-acabamento, porém na seção de acabamento todos os
dentes são do mesmo tamanho.
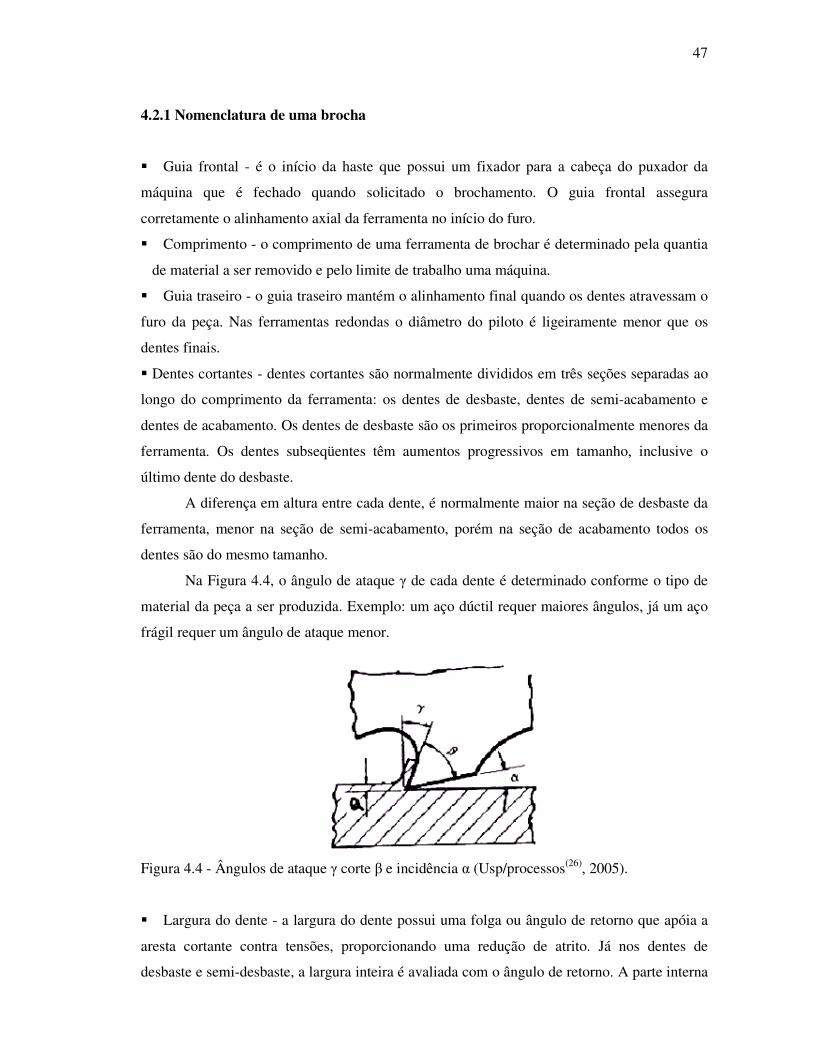
Na Figura 4.4, o ângulo de ataque γ de cada dente é determinado conforme o tipo de
material da peça a ser produzida. Exemplo: um aço dúctil requer maiores ângulos, já um aço
frágil requer um ângulo de ataque menor.
Figura 4.4 - Ângulos de ataque γ corte β e incidência α (Usp/processos(26), 2005).
� Largura do dente - a largura do dente possui uma folga ou ângulo de retorno que apóia a
aresta cortante contra tensões, proporcionando uma redução de atrito. Já nos dentes de
desbaste e semi-desbaste, a largura inteira é avaliada com o ângulo de retorno. A parte interna

48
da câmara intermediada atrás da extremidade do corte é frequentemente reta, de forma que,
repetindo afiações da face cortante não interfira, alterando o tamanho do dente.
� Passo entre dente: A distância entre os dentes é determinada pelo comprimento do corte e
pelo tipo de material da peça. Um passo relativamente grande nos dentes de desbaste pode ser
requerido quando uma maior fatia de cavaco deve ser removida já nos dentes semi-
acabamento, os dentes podem ser menores, para reduzir o comprimento total da ferramenta de
brochar.
O passo é calculado de forma que dois ou mais dentes cortem simultaneamente,
impedindo o acúmulo de cavaco na câmara (mau acabamento na superfície), que aumenta a
rugosidade.
Determinação do passo de uma brocha:
Passo dos dentes “p”
O passo depende de:
1) Comprimento a ser brochado “L”
2) Espessura do cavaco “profundidade de corte”
3) Material da peça
A equação 4.1 mostra a relação do material a ser brochado com a equação 4.2 o
esforço de corte no brochamento.
)(75,1 mmLp = (4.1)
Fc = Kc. asf .ap .p
L(N) (4.2)
Onde:
Kc = Pressão especifica de corte
asf = Penetração de avanço por aresta da ferramenta (mm)
ap = Penetração passiva
L/p = Número de dentes em corte simultâneo
De acordo com a Tabela 4.1 e 4.2 para cada tipo de material e suas respectivas
resistências mecânicas, os avanços por dentes devem seguir uma orientação com a finalidade
de não criar situação para um esforço no corte da ferramenta ou uma peça fora da
conformidade devido ao grau de acabamento superficial.

49
Tabela 4.1 - Valores orientativos para as penetrações de avanço por dentes asf (mm) para o brochamento (Stemmer(24), 1992).
Material Penetração de avanço por dente asf
[mm] Desbaste com escalonamento em altura lateral acabamento
Aço duro ≥ 900 N/mm2 0,03 - 0,05 0,10 - 0,30 0,01 Aço meio duro ≤ 800 N/mm2 0,03 - 0,08 0,25 - 0,75 0,01 Aço fundido 0,06 - 0,10 0,25 - 0,75 0,01 Ferro Fundido maleável 0,06 - 0,12 0,25 - 0,75 0,01 Ferro Fundido cinzento macio 0,15 - 0,25 0,30 - 1,00 0,01 Ferro Fundido cinzento duro 0,07 - 0,12 0,25 - 0,75 0,01
Latão 0,10 - 0,30 Não aplicado 0,01
Bronze fundido 0,10 - 0,30 ““ 0,01 Zinco (fundido sob pressão) 0,10 - 0,25 ““ 0,02 Ligas de alumínio de laminação (com cobre) 0,10 - 0,20 ““ 0,02 Ligas de alumínio de fundição (com Si) 0,10 - 0,20 ““ 0,02 Mg fundido sob pressão 0,20 - 0,40 ““ 0,02
Tabela 4.2 Pressão específica de corte Kc [N/mm2] (Stemmer(24), 1992)
Material Penetração de avanço por dente (mm) 0,5 0,25 0,1 0,05 0,012
Aço macio 2070 2210 2540 3440 6300 Aços ligados 2900 3090 3740 4800 7700 Ferro fundido 1840 1900 2360 3100 5740 FºFº maleável 1660 1690 2040 2740 5100 Alumínio 980 1050 1270 1620 2640 Latão 840 890 1050 1270 1760 Bronze 1050 1120 1390 1760 2900 Zn fund. Sob pressão 1210 1240 1330 1550 2250
� Força máxima na operação de Brochamento pode ser calculada pela expressão (4.3), tem-
se que A=área de material removida, re=resistência específica de corte e n=número de
dentes em corte simultâneo. Com a forma dos dentes varia, o valor de A também varia e
consequentemente o valor da força também. Além disso, há a variação do número de
dentes em corte simultâneo quando n não é inteiro, gerando uma flutuação.
Fmáx [kg] = A[mm2 ] * re [kg / mm2 ] * n (4.3)
� Incremento (elevação) do dente – Conforme a Figura 4.5 e 4.6 a profundidade do
incremento do dente está relacionada à elevação do mesmo, o passo e o material da peça.

50
Figura 4.5 - Desenvolvimento do passo (Usp/processos(26), 2005).
(a) (b)
Figura 4.6 - Avanço a com desenvolvimento do incremento (elevação) (Usp/processos(26),
2005).
Classificação das nomenclaturas
I – Incremento (elevação) radial é o valor que cada dente apresenta para corte.
P – Passo compreendido entre duas facas;
4.2.2 Cavaco
O raio da raiz do dente é projetado de forma que o cavaco enrole dentro da câmara,
ocupando o espaço existente, conforme Figura 4.7 item (b). Quando for projetada a brocha,
toda a atenção deve ser dada para facilitar a quebra e o cisalhamento do cavaco, inserindo
quebra-cavacos e evitando-se relevos negativos.
� Carga da fatia do cavaco: Cada dente corta uma fatia de material (espessura fixa),
designada como taxa que o operador não pode mudar. Em outros processos de usinagem o
operador pode alterar a espessura do material removido. A espessura de cada fatia de cavaco a
ser tirada é determinada no projeto da ferramenta em função do material da peça e o ângulo de
ataque.
Materiais maleáveis produzem fatias de cavacos espirais, já os materiais frágeis
produzem cavacos em flocos.

51
Figura 4.7 - Acomodação de cavacos entre dentes de uma brocha circular. (a) alojamento
insuficiente, (b) alojamento suficiente (Ferraresi(1), 2003).
� Quebra cavacos - o entalhe conforme a Figura 4.8, chamado de quebra cavaco, é usado em
ferramentas de brochar, para eliminar o empacotamento de lamelas de cavaco e facilitar a sua
remoção. No curso da ferramenta com o mesmo diâmetro na parte do semi-acabamento estão
os dentes com quebra cavacos que são vitais em ferramentas do tipo brocha. Sem os quebra-
cavacos, existe uma tendência de se formar um anel na câmara dos dentes e que
eventualmente pode causar quebra da ferramenta.
Figura 4.8 - Detalhes da geometria dos dentes de uma brocha com ranhuras de quebra-cavacos
(Usp/processos(26), 2005).
4.2.3 Geometria de Corte
� Ângulo de cisalhamento ou superfície de folga: Com os ângulos bem projetados melhora-
se a remoção do material e o acabamento superficial, evitando-se que a ferramenta crie
vibrações. Quando duas superfícies adjacentes são simultaneamente cortadas, o ângulo de

52
cisalhamento é um fator muito importante para a remoção de fatias de cavacos, que previne o
aglomeramento das mesmas dentro da interseção dos dentes cortantes.
� Alívio lateral – conforme a Figura 4.9 ao brochar aberturas, a ferramenta durante o corte
leva para dentro de suas câmaras todas as lamelas de cavaco produzidas em todo o
comprimento da peça. Os dentes da ferramenta quando entram em atrito nas laterais durante o
processo, causam um desgaste rápido. Um único ângulo de alívio em cada dente faz a
diferença.
Figura 4.9 - Demonstrativo do ângulo de alívio e bolsa de cavaco (Usp/processos(26), 2005)
� O núcleo (bolsa de cavacos) de uma brocha apresenta enfraquecimento devido à
profundidade “s”, em relação ao perfil do dente, onde são utilizadas soluções na confecção
através da relação com o passo (t) conforme o tipo de material a ser brochado de acordo com
a recomendação do manual Klingelnberg segundo Ferraresi(1) (2003).
• s = 0,36 t para aço duro
• s = 0,4 t para aço doce e ferro fundido duro
• s = 0 , 4 5 t para ferro fundido, bronze e latão.
• s = 0 ,5 t pa ra a lumínio
Mesmo com as devidas recomendações do Manual Klingelnberg, as formas dos
perfis dependem de cada fabricante, por não haver um norma técnica definitiva a respeito. Por
isso é que a escolha correta do passo dos dentes “t” é de grande importância.
4.2.4 Velocidade de corte
A velocidade de corte no brochamento é determinada em função de vários elementos,
como o perfil da aresta cortante, os ângulos de incidência de corte, o material da peça, a
profundidade de corte etc. A tabela 5.3 mostra a relação entre diferentes materiais e a
velocidade de corte com uma brocha de aço rápido.
Ângulo de alivio
Bolsa de cavaco

53
Tabela 4.3 - Velocidade de corte conforme o tipo de material (Usp/processos(26), 2005)
Para brochas de outros materiais, essas velocidades devem ser multiplicadas pelos
fatores da tabela 4.4, em função da dureza do material da peça que será brochada.
Tabela 4.4- Relação de materiais e a velocidade de corte com uma brocha de aço rápido
(Usp/processos(26), 2005). FATORES DE MULTIPLICAÇÃO DOS VALORES DA VELOCIDADE DE CORTE (m/min)
DUREZA BRINELL DO MATERIAL DA PEÇA MATERIAL DA BROCHA
até 160 160 - 220 220 - 360 Aço ao carbono 0,50 0,50 0,50 Aço rápido 1,00 1,00 1,00 Aço rápido, com 5% de cobalto 1,10 1,15 1,20 Aço rápido, com 8% de cobalto 1,15 1,25 1,30 Aço rápido, com 12% de cobalto 1,25 1,40 1,50 Ligas ultra-rápidas (Stellite, Crobalt, Rexalloy) 1,60 1,80 2,00 Carbetos sinterizados (Firthite, Carboloy, Kennametal, etc.)* 2,00 - 2,50 2,5 - 3,00 3,50 - 4,00
* Utilizar os fatores maiores quando usina aço, e os menores para os demais materiais. Esses valores são considerados conservadores, podendo, na prática, ser ultrapassados, porém, é preferível iniciar com velocidades moderadas.
4.2.5 Classificação das brochas
Durante a operação de brochamento devem trabalhar pelo menos dois dentes
dentro do produto.
� Pelo tipo de superfície a usinar:
• interna
• externa ou de superfície
� Pelo modo de aplicação da força de corte:
• compressão
• tração
• giratória

54
� Pela forma de construção:
• sólida
• em seções ou anéis
• com dentes postiços
• tipo pote
� Pela disposição das arestas:
• ortogonais ao eixo da brocha
• oblíquos ao eixo da brocha
4.2.6 Tipos de brochas
Existem dois tipos de sistema de acionamento de brochas, o de empurrar e o de puxar. A segunda divisão é interna e externa.
� Brochamento interno: É uma operação que permite modificar um furo vazado e
transformar o perfil de uma peça.
� Brochamento externo (ou de superfície): É uma operação feita sobre as superfícies
externas de uma peça, dando acabamento ou semi-acabamento a seus perfis.
A Figura 4.10 apresenta os dois tipos de brochamento interno e externo.
Figura 4.10 - Processo de brochamento interno e externo (Usp/processos(26), 2005)
O processo do brochamento interno considerado o mais comum, consiste na
transformação de um furo redondo em um furo de perfil qualquer de maneira progressiva. Na
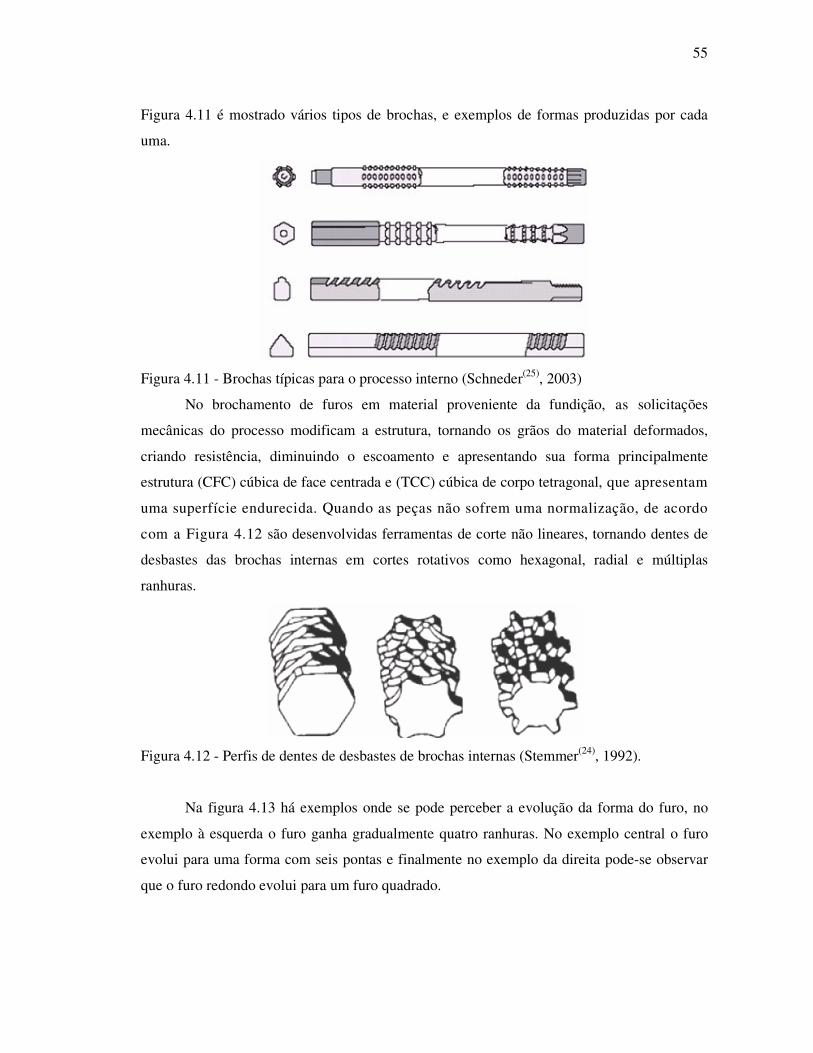
55
Figura 4.11 é mostrado vários tipos de brochas, e exemplos de formas produzidas por cada
uma.
Figura 4.11 - Brochas típicas para o processo interno (Schneder(25), 2003)
No brochamento de furos em material proveniente da fundição, as solicitações
mecânicas do processo modificam a estrutura, tornando os grãos do material deformados,
criando resistência, diminuindo o escoamento e apresentando sua forma principalmente
estrutura (CFC) cúbica de face centrada e (TCC) cúbica de corpo tetragonal, que apresentam
uma superfície endurecida. Quando as peças não sofrem uma normalização, de acordo
com a Figura 4.12 são desenvolvidas ferramentas de corte não lineares, tornando dentes de
desbastes das brochas internas em cortes rotativos como hexagonal, radial e múltiplas
ranhuras.
Figura 4.12 - Perfis de dentes de desbastes de brochas internas (Stemmer(24), 1992).
Na figura 4.13 há exemplos onde se pode perceber a evolução da forma do furo, no
exemplo à esquerda o furo ganha gradualmente quatro ranhuras. No exemplo central o furo
evolui para uma forma com seis pontas e finalmente no exemplo da direita pode-se observar
que o furo redondo evolui para um furo quadrado.

56
Figura 4.13 - Evolução da forma de um furo com o processo do brochamento
(Usp/processos(26), 2005).
Ambos são usados para a obtenção de uma larga gama de formas, desde superfícies
planas ou furos redondos até formas bastante complexas, tanto externas como internas, em
peças pequenas ou grandes, dos mais variados materiais. Para o brochamento interno, é
necessário que a peça tenha um furo prévio, que pode ser obtido por fundição, forjamento,
puncionamento, furação ou mandrilhado, e que tenha dimensões suficientes para a inserção da
brocha. Furos cegos podem ser brochados, desde que tenham uma recessão de diâmetro maior
do que o furo a ser brochado e, profundidade suficiente para passagem da brocha e alojamento
dos cavacos.
Neste caso emprega-se uma série de brochas curtas do tipo de compressão. Uma
infinidade de formas pode ser obtida por brochamento interno, como furos redondos,
quadrados, sextavados, estriados, contornos diversos bem como rasgos de chaveta,
engrenagens.
� Brochamento h e l i c o i d a l : Permite também a execução de ranhuras em forma de
hélice, que podem ser elaboradas de duas maneiras distintas:
• A peça é fixa e a brocha tem dois movimentos: translação e rotação;
• A peça tem o movimento de rotação e a brocha de translação.
O aplicativo do processo também tem uso intensivo na produção de raias helicoidais
em canos de armas e canhões.
� Brochas de empurrar e puxar: O empurrão no brochamento deve ser relativamente curto,
usado em uma coluna de compressão simples. É frequentemente usado para quantidade de
produção baixa (Ferraresi(1), 2003).
� Brochando canal: O brochamento de canais é exclusivo no processo de brochamento em
base plana. Ajustes podem ser feitos facilmente para produzir canais com profundidades
diferentes com o uso de diversas ferramentas, quando um alto volume de produção é
57
requerido, existindo possibilidades de abrir dois ou mais canais simultaneamente, desta forma
pode-se afirmar que o brochamento de canal é mais rápido e mais econômico do que o
processo de fresamento.
4.2.7 – Materiais para confecção da brocha Segundo Ferraseri(1) (2003), as brochas são geralmente executadas de aço
rápido, de composição W 18%, Cr 4%, Va 1%. São tratadas termicamente, para se
obter uma dureza Rockwell C 63 a 65, são recomendados os seguintes tipos de aços-
rápidos:
• S 12-1-2- W 12%, Cr 4%, Va 2,5%, Mo 0,7%, C 0,85%
• S 18-1-2-5- W 18%, Cr 4%, Va 1,5%, Mo 0,7%, Co 5%,C 0,80%
• S 18-1-2-10-W 18%,Cr 4%,Va 1,5%,Mo 0,7%, Co 10%, C 0,75%
• S 18-0-1-W 18%, Cr 4%, Va1%, C0,75%.
A adição de cobalto no aço rápido permite maior vida da ferramenta, sendo
recomendável nos casos de grande produção.Como materiais nacionais, citam-se por
exemplo os aços Villares:
• VW - Super (W 18%, Cr 4%, V 1%)
• VWM 2 (W 6%, Cr 2%, V 2% , Mo 4%)
• VWK-5 (W 14%, Cr 4%, V 2%, Co 5%)
• VWK-10 (W 18%, Cr 4%, V 2%, Mo 1%, Co 10%)
Em certos casos empregam-se o metal duro, principalmente nos dentes de
acabamento. Isto permite maior velocidade de trabalho, além de melhor conservação
das tolerâncias da brocha.
4.2.8 - Fluidos usados no brochamento
Durante a operação de brochamento, devem ser empregados fluidos para refrigeração
do corte. As funções específicas que eles desempenham são:
• lubrificar as cavidades dos dentes da brocha, reduzindo o atrito entre o cavaco e a
ferramenta e diminuindo o desgaste
• absorver o calor gerado durante o corte pelo atrito da plataforma dos dentes da brocha
sobre a superfície da peça

58
• remover os cavacos que ficam impregnados nos dentes da brocha
Segundo Usp/processos(26) 2005, a importância desses fluidos no processo proporciona o
aumento da vida útil da ferramenta evitando a aderência do material removido na aresta de
corte da mesma. A tabela 4.5 indica os líquidos ideais para cada tipo de material no processo
de brochamento.
Tabela 4.5 - Indicação de líquidos de corte para diversos materiais a serem brochados (Usp/processos(26), 2005).
Refrigeração de corte
Materiais brochados Líquidos para o corte
Aço sem ou com pouca liga Óleo mineral com base de enxofre ou mistura de óleos graxos Óleo vegetal com aditivos de extrema pressão
Aços inoxidáveis ou com alta percentagem de ligas
Óleo mineral com base de enxofre e tetracoloreto de carbono
Ferro fundido Latões – Bronze
Óleo solúvel e parafina ou trabalhos a seco Óleo solúvel puro ou óleo mineral com base de enxofre
Ligas leves Óleo solúvel (ligas pouco siliciosas) Óleo mineral (ligas siliciosas)
4.3 Vantagens do brochamento
Segundo Stemmer(24) (1992), o processo do brochamento apresenta vantagens como:
• Tolerâncias estreitas de usinagem e bom acabamento superficial
• Capacidade de produzir formas variadas externas e internas
• Vida longa da ferramenta: a produção pode atingir 2.000 a 10.000 peças entre afiações
• Produção econômica: o custo da ferramenta é alto, porém o custo por peça é baixo.
• Alta produtividade: a remoção do cavaco é bem rápida, pois vários dentes atuam ao
mesmo tempo, em seqüência continua.
• A operação é realizada em uma só passada fazendo-se desbaste e acabamento.
4.3.1 Razões da alta produtividade
• Os vários dentes atuam numa seqüência contínua muito próxima, assegurando uma
remoção bastante rápida do material.
• A realização, numa única passagem da brocha, das operações de desbaste e
acabamento, e até mesmo de alisamento ou calibragem.
• A precisão e a qualidade superficial obtida permitem eliminar a necessidade de
operações posteriores de acabamento.

59
4.3.2 Produção
Brochas bem projetadas, executadas e utilizadas com o devido cuidado, são
ferramentas que tem a vida útil bastante longa, porque a velocidade de corte é baixa e o
trabalho é distribuído entre muitos dentes.
4.3.3 Pela seqüência de corte:
• Escalonamento em alturas crescentes
• Escalonamento lateral, com corte progressivo
• Escalonamento combinado
4.3.4 Pela função:
Para rasgos de chaveta, furos redondos, rendentado, ranhurado, ranhurado helicoidal,
raiado e alisamento.
4.4 Brochadeira
Segundo Usp/processos(26) (2005) - a necessidade e a exigência de uma determinada
produção são alguns dos fatores que determinam o tipo de ferramenta cortante para um
específico tipo de trabalho, determinando o tipo de máquina brochadeira a ser utilizado. A
brochadeira distingue-se das outras máquinas ferramentas pelo fato de apenas prover a força e
a velocidade de corte, uma vez de que o avanço decorre da própria construção da brocha.
A exceção é o brochamento helicoidal, na qual a máquina prevê ainda o movimento
giratório. A brochadeira consiste basicamente de um mecanismo capaz de produzir o
movimento relativo entre a ferramenta e a peça, que normalmente é linear.
A grande maioria das máquinas é acionada hidraulicamente devido a grande força
necessária no processo.
4.4.1 - Brochadeiras Verticais
De acordo com a Figura 4.14, as máquinas verticais ocupam menos espaço e normalmente
trabalham com compressão da ferramenta, porém algumas máquinas trabalham com
compressão e tração simultaneamente.

60
Figura 4.14 Brochadeira Vertical (Stemmer(24), 1992).
4.4.2 - Brochadeiras Horizontais
De acordo com a Figura 4.15, as máquinas horizontais são as mais utilizadas devido à
possibilidade de utilizar ferramentas longas, trazendo vantagens em termos de produtividade.
Normalmente trabalham apenas com força de tração na ferramenta.
Figura 4.15 - Brochadeira horizontal (Stemmer(24), 1992)

61
Capítulo 5.0
Procedimento Experimental
5.1 Corpo de prova
Os corpos de prova foram forjados a partir do material ABNT 1045 com composição
química % C 0,42-0,50- % Mn 0,60-0,90 - % S 0,05 máx. que possui uma forma cilíndrica
tipo tarugo com diâmetro de 50 mm x 300 mm de comprimento. O processo do forjamento
possui suas peculiaridades que são fundamentais para uma boa conformação, principalmente
no aço. Dentre elas está à temperatura aplicada na ferramenta.
Antes do trabalho é aplicada na ferramenta uma temperatura mínima de 600ºC
evitando que o material da peça incandescente grude na base e, se a ferramenta estiver fria,
poderão ocorrerão trincas, causando acidentes durante as batidas. O aquecimento é realizado
através de um forno contínuo que queima GLP (Gás Liquefeito de Petróleo).
Após a retirada do mesmo do forno, é feita a remoção da casca, oriunda da oxidação,
para evitar a má conformação do produto e o comprometimento da qualidade da base da
ferramenta. O processo de forjamento desde o início até o final do braço de articulação sofre
16 (dezesseis) batidas, tempo no qual o blank não pode diminuir muita temperatura.
Nos processos de conformação a quente a temperatura de trabalho deve ficar acima da
temperatura de recristalização do material, caso contrário o mesmo apresentará pequenas
trincas, principalmente nas nervuras. A Figura 5.1 mostra a matriz inferior utilizado no
forjamento do braço de articulação.
Figura 5.1 - Figura da matriz do braço de articulação (Relay)
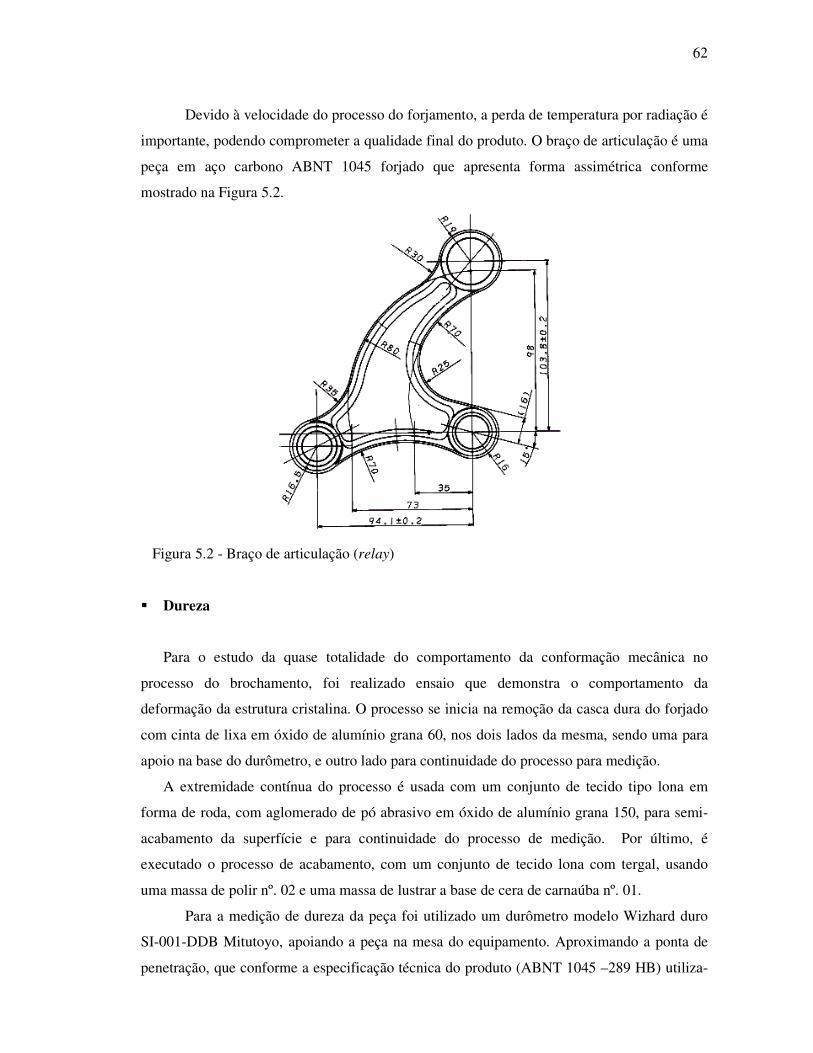
62
Devido à velocidade do processo do forjamento, a perda de temperatura por radiação é
importante, podendo comprometer a qualidade final do produto. O braço de articulação é uma
peça em aço carbono ABNT 1045 forjado que apresenta forma assimétrica conforme
mostrado na Figura 5.2.
Figura 5.2 - Braço de articulação (relay)
� Dureza
Para o estudo da quase totalidade do comportamento da conformação mecânica no
processo do brochamento, foi realizado ensaio que demonstra o comportamento da
deformação da estrutura cristalina. O processo se inicia na remoção da casca dura do forjado
com cinta de lixa em óxido de alumínio grana 60, nos dois lados da mesma, sendo uma para
apoio na base do durômetro, e outro lado para continuidade do processo para medição.
A extremidade contínua do processo é usada com um conjunto de tecido tipo lona em
forma de roda, com aglomerado de pó abrasivo em óxido de alumínio grana 150, para semi-
acabamento da superfície e para continuidade do processo de medição. Por último, é
executado o processo de acabamento, com um conjunto de tecido lona com tergal, usando
uma massa de polir nº. 02 e uma massa de lustrar a base de cera de carnaúba nº. 01.
Para a medição de dureza da peça foi utilizado um durômetro modelo Wizhard duro
SI-001-DDB Mitutoyo, apoiando a peça na mesa do equipamento. Aproximando a ponta de
penetração, que conforme a especificação técnica do produto (ABNT 1045 –289 HB) utiliza-

63
se uma esfera de aço ou tungstênio com diâmetro de 10 mm, (conforme a norma SAE J-417b)
para aços com uma carga de 29419,95 N ou esfera de aço ou tungstênio, com diâmetro de 2,5
mm com carga de 1837,50 N.
5.2 Brochadeira no processo A brochadeira utilizada no processo de acabamento dos furos do braço de articulação
foi uma máquina de tração e compressão hidráulica de marca Nachi modelo NUV-10-14
conforme figura 5.3.
Figura 5.3 - Brochadeira Nachi, origem Japão e os dados técnicos.
5.3 Ferramenta de Corte
A ferramenta possui um diâmetro de 20 mm x 1000 mm de comprimento com dentes
de desbaste, semi-acabamento e acabamento sendo confeccionada em aço rápido sinterizado,
marca Erestil Sinter ASP 2030, conforme norma AISI-M36 ou DIN HS6-5-3-8 com dureza
média 66.6 HRC, possuindo uma aresta de corte, com um ângulo de ataque de 17º e 2º de
ângulo de incidência sendo considerada como uma ferramenta de alto rendimento.

64
5.4 Condições de Usinagem
Em função do tipo do material empregado e suas características estruturais foram
estabelecidos uma velocidade média de 3,0 a 4,0 m/min.
Conforme a Figura 5.4 o dispositivo de apoio utilizado foi confeccionado em aço
temperado e retificado, montado e fixado com parafuso na base superior da máquina, para
acomodação do braço de articulação e para a execução do processo de brochamento. A
ferramenta brocha já presa na máquina é introduzida no furo da peça, sendo executada a
seguir a operação de brochamento.
Figura 5.4 - Ferramenta brocha introduzida no braço de articulação
Conforme a Figura 5.5 para realizar o controle dimensional, utiliza-se um calibrador
tampão passa e não-passa, que determina o campo de tolerância permissível, sendo um
instrumento de fácil e rápido manuseio.

65
Figura 5.5 - Controle dimensional com calibrador tampão do braço de articulação (Relay)
Para garantia do controle realizado, os instrumentos (calibradores tampão) passam por
um sistema de aferição no qual são apoiados em uma base de referência (desempeno). Nesta
base é montando um traçador de altura e uma ponta com sensor que envia sinal para aparelho
analógico, e que indica o grau de desgaste do instrumento, o qual em função do seu uso é
submetido a desgastes por atrito.
A medida encontrada na brocha era de Ø 20,018 mm, estando dentro do especificado
de 021,0005,020 +
−Ø , a mesma por ter um ângulo de corte de 17º, dentro das condições atuais, foi a
que representou maior produtividade com 3500 peças produzidas. Para aço forjado ABNT
1045 com tensões acumuladas, não tem muitas opções de condições favoráveis de corte,
limitando entre 3 a 4 m/min, devido o fio de corte deforma-se em média 0,3 a 0,4 mm,
medido no contracer. Abaixo destas condições a peça ovaliza muito devido à alta temperatura
dificultando a penetração do calibrador passa - não passa e acima a produtividade é baixa.
Foram selecionadas algumas peças não conforme no controle dimensional, que fora
usado o calibrador tampão do lado passa e submetidas a um controle de tolerância geométrica
de cilindricidade. A avaliação da mesma foi definida por e ISO/DIS1101: 1996 com uma
tolerância de 21 µm sendo considerada como correta, se a diferença entre as distâncias radiais
for igual ou menor do que a tolerância especificada.
De acordo com o projeto da motocicleta, a tolerância máxima especificada da
cilindricidade no braço da articulação é 21 µm, porque os esforços solicitados axialmente
fazem com que a bucha montada no interior do braço esteja sujeita a deforma-se por falta de
contato pleno em sua circunferência. Criando assim pontos de tensões isolados e sujeitos à
micro trincas tanto no braço como na bucha, conforme a Figura 5.6.
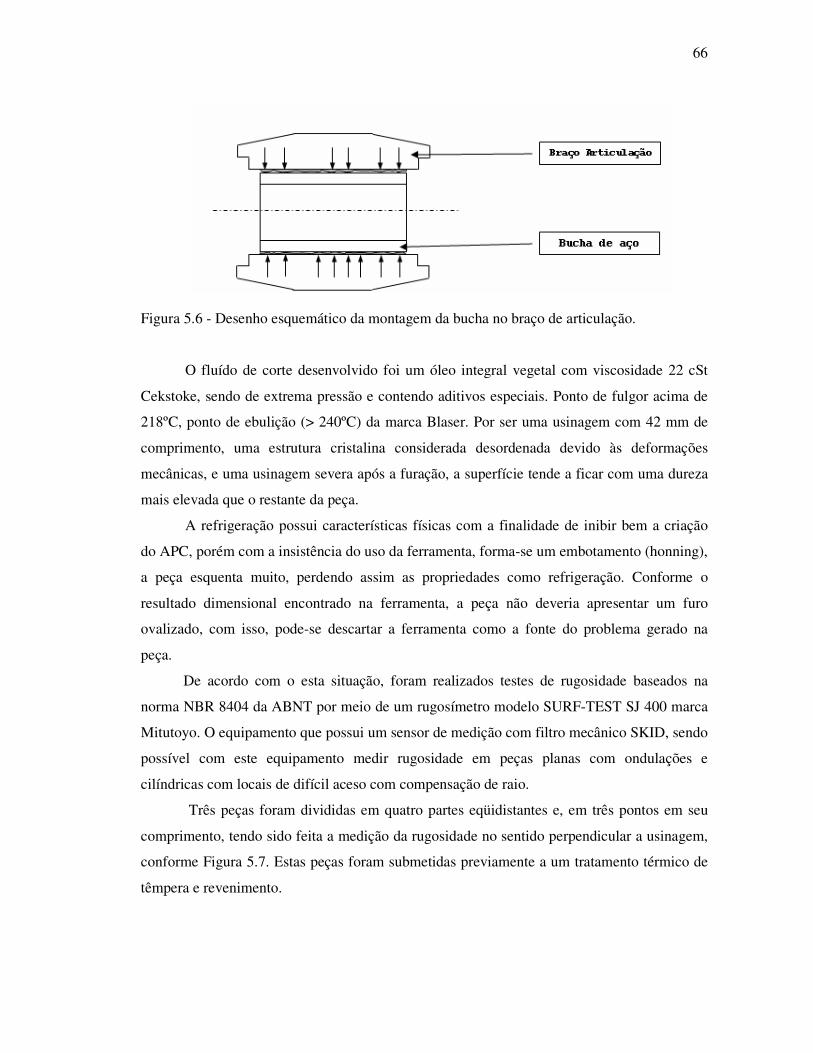
66
Figura 5.6 - Desenho esquemático da montagem da bucha no braço de articulação.
O fluído de corte desenvolvido foi um óleo integral vegetal com viscosidade 22 cSt
Cekstoke, sendo de extrema pressão e contendo aditivos especiais. Ponto de fulgor acima de
218ºC, ponto de ebulição (> 240ºC) da marca Blaser. Por ser uma usinagem com 42 mm de
comprimento, uma estrutura cristalina considerada desordenada devido às deformações
mecânicas, e uma usinagem severa após a furação, a superfície tende a ficar com uma dureza
mais elevada que o restante da peça.
A refrigeração possui características físicas com a finalidade de inibir bem a criação
do APC, porém com a insistência do uso da ferramenta, forma-se um embotamento (honning),
a peça esquenta muito, perdendo assim as propriedades como refrigeração. Conforme o
resultado dimensional encontrado na ferramenta, a peça não deveria apresentar um furo
ovalizado, com isso, pode-se descartar a ferramenta como a fonte do problema gerado na
peça.
De acordo com o esta situação, foram realizados testes de rugosidade baseados na
norma NBR 8404 da ABNT por meio de um rugosímetro modelo SURF-TEST SJ 400 marca
Mitutoyo. O equipamento que possui um sensor de medição com filtro mecânico SKID, sendo
possível com este equipamento medir rugosidade em peças planas com ondulações e
cilíndricas com locais de difícil aceso com compensação de raio.
Três peças foram divididas em quatro partes eqüidistantes e, em três pontos em seu
comprimento, tendo sido feita a medição da rugosidade no sentido perpendicular a usinagem,
conforme Figura 5.7. Estas peças foram submetidas previamente a um tratamento térmico de
têmpera e revenimento.
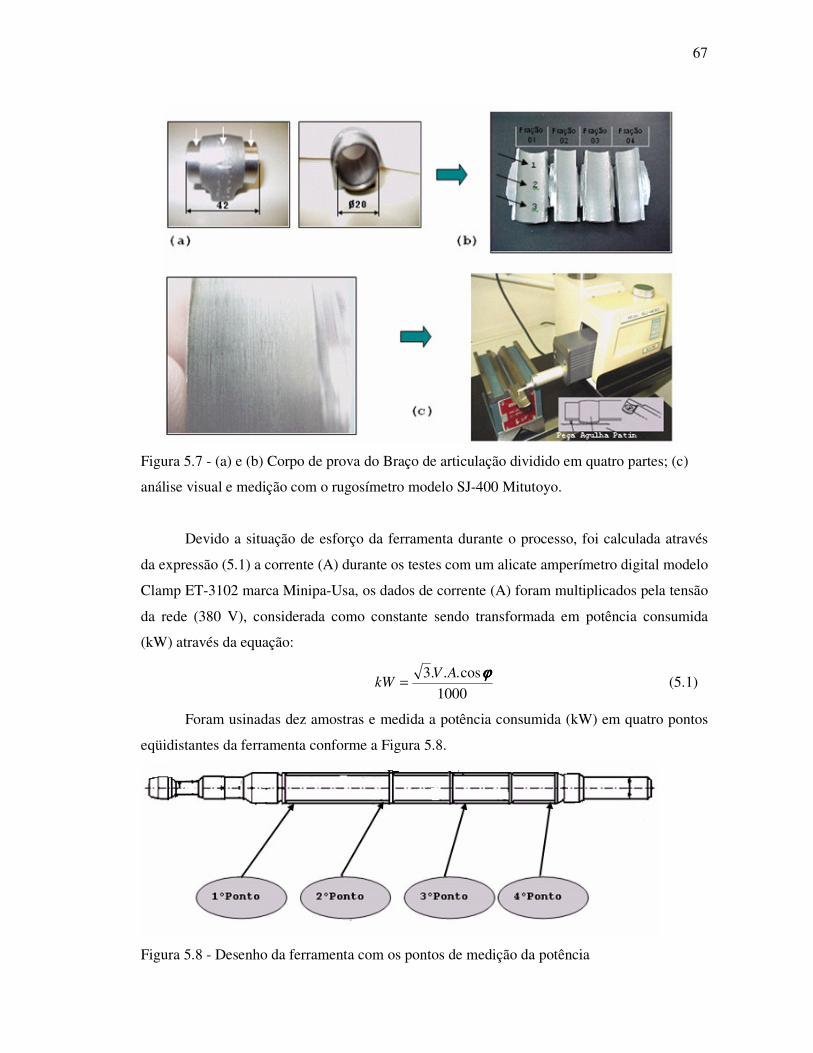
67
Figura 5.7 - (a) e (b) Corpo de prova do Braço de articulação dividido em quatro partes; (c)
análise visual e medição com o rugosímetro modelo SJ-400 Mitutoyo.
Devido a situação de esforço da ferramenta durante o processo, foi calculada através
da expressão (5.1) a corrente (A) durante os testes com um alicate amperímetro digital modelo
Clamp ET-3102 marca Minipa-Usa, os dados de corrente (A) foram multiplicados pela tensão
da rede (380 V), considerada como constante sendo transformada em potência consumida
(kW) através da equação:
1000
cos...3 ϕϕϕϕAVkW = (5.1)
Foram usinadas dez amostras e medida a potência consumida (kW) em quatro pontos
eqüidistantes da ferramenta conforme a Figura 5.8.
Figura 5.8 - Desenho da ferramenta com os pontos de medição da potência
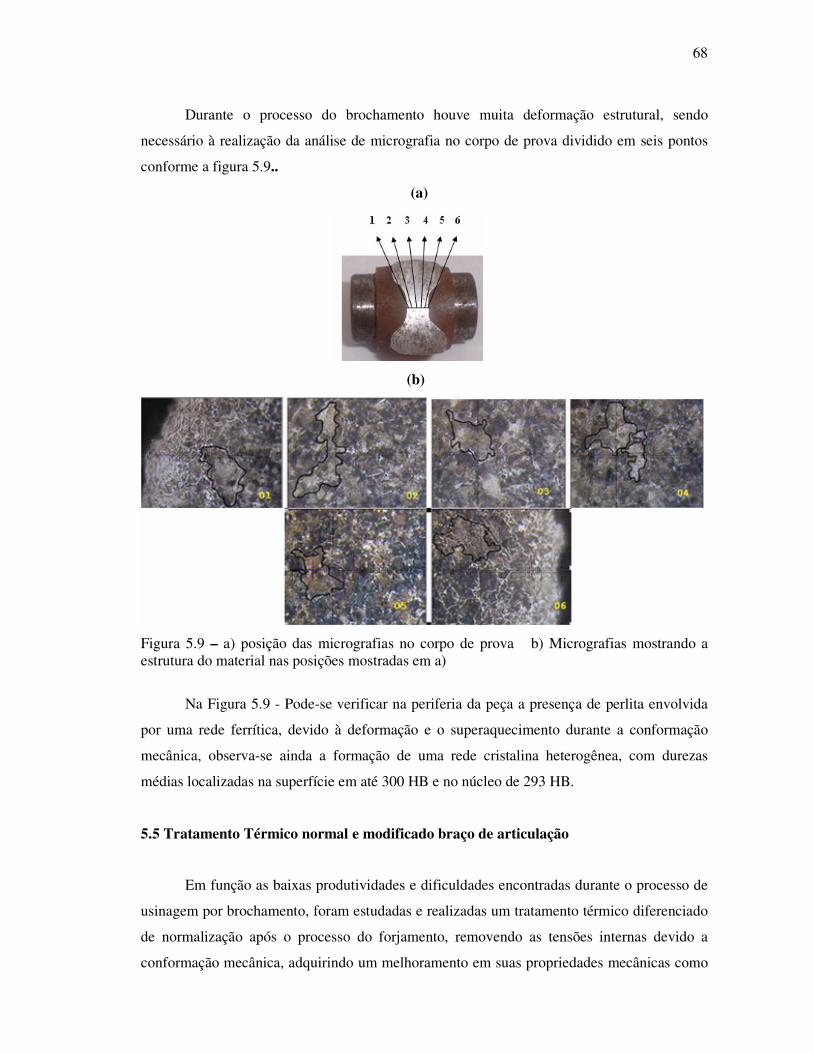
68
Durante o processo do brochamento houve muita deformação estrutural, sendo
necessário à realização da análise de micrografia no corpo de prova dividido em seis pontos
conforme a figura 5.9..
(a)
(b)
Figura 5.9 – a) posição das micrografias no corpo de prova b) Micrografias mostrando a estrutura do material nas posições mostradas em a)
Na Figura 5.9 - Pode-se verificar na periferia da peça a presença de perlita envolvida
por uma rede ferrítica, devido à deformação e o superaquecimento durante a conformação
mecânica, observa-se ainda a formação de uma rede cristalina heterogênea, com durezas
médias localizadas na superfície em até 300 HB e no núcleo de 293 HB.
5.5 Tratamento Térmico normal e modificado braço de articulação
Em função as baixas produtividades e dificuldades encontradas durante o processo de
usinagem por brochamento, foram estudadas e realizadas um tratamento térmico diferenciado
de normalização após o processo do forjamento, removendo as tensões internas devido a
conformação mecânica, adquirindo um melhoramento em suas propriedades mecânicas como
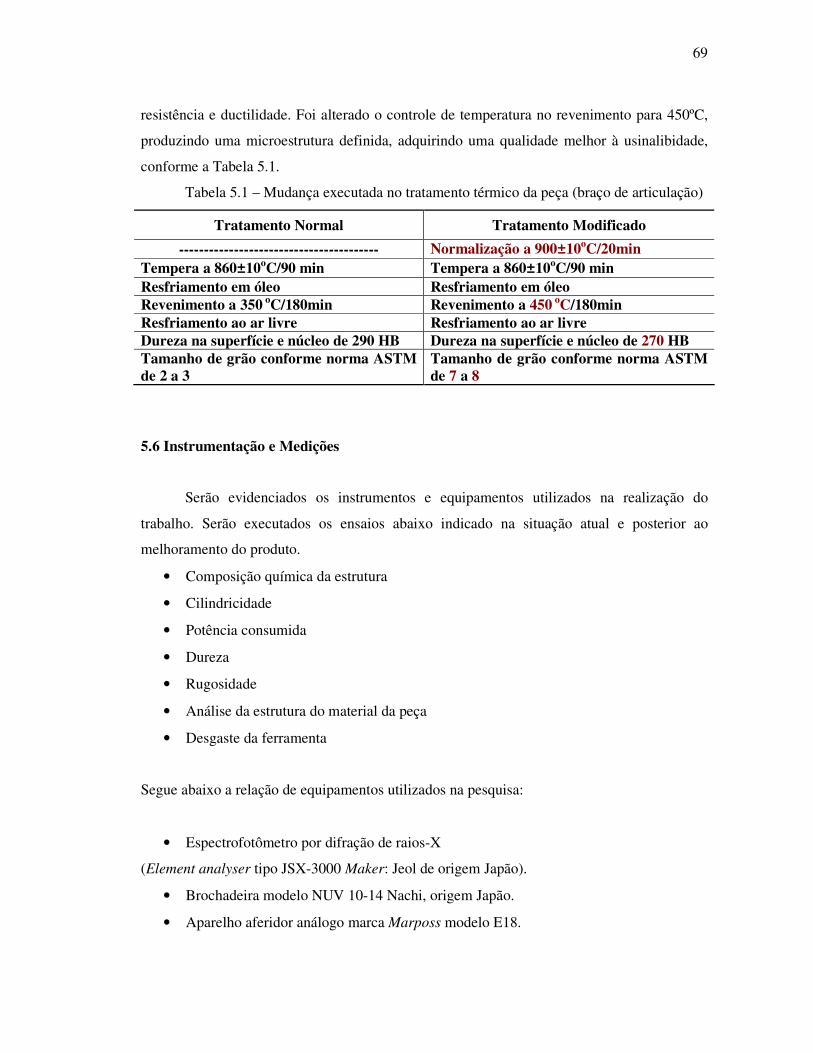
69
resistência e ductilidade. Foi alterado o controle de temperatura no revenimento para 450ºC,
produzindo uma microestrutura definida, adquirindo uma qualidade melhor à usinalibidade,
conforme a Tabela 5.1.
Tabela 5.1 – Mudança executada no tratamento térmico da peça (braço de articulação)
Tratamento Normal Tratamento Modificado
---------------------------------------- Normalização a 900±10oC/20min Tempera a 860±10oC/90 min Tempera a 860±10oC/90 min Resfriamento em óleo Resfriamento em óleo Revenimento a 350 oC/180min Revenimento a 450 oC/180min Resfriamento ao ar livre Resfriamento ao ar livre Dureza na superfície e núcleo de 290 HB Dureza na superfície e núcleo de 270 HB Tamanho de grão conforme norma ASTM de 2 a 3
Tamanho de grão conforme norma ASTM de 7 a 8
5.6 Instrumentação e Medições
Serão evidenciados os instrumentos e equipamentos utilizados na realização do
trabalho. Serão executados os ensaios abaixo indicado na situação atual e posterior ao
melhoramento do produto.
• Composição química da estrutura
• Cilindricidade
• Potência consumida
• Dureza
• Rugosidade
• Análise da estrutura do material da peça
• Desgaste da ferramenta
Segue abaixo a relação de equipamentos utilizados na pesquisa:
• Espectrofotômetro por difração de raios-X
(Element analyser tipo JSX-3000 Maker: Jeol de origem Japão).
• Brochadeira modelo NUV 10-14 Nachi, origem Japão.
• Aparelho aferidor análogo marca Marposs modelo E18.
70
• Equipamento de medição de cilindricidade tipo Roundtest Extreme RA-2000 CNC
Marca Mitutoyo.
• Micrômetro digital modelo 293-806 marca Mitutoyo.
• Alicate amperímetro digital modelo Clamp ET 3102 marca Minipa, de procedência
americana.
• Rugosímetro modelo Surf-test SJ-400 Mitutoyo.
• Lixadeira de cinta marca Rebel modelo 3000 ECA.
• Lixadeira Jowa modelo PSB de coluna.
• Politriz marca Jowa modelo PSB de coluna.
• Durômetro Mitutoyo modelo Wizhard Duro SI-001-DDB.
• Lupa Marca Peak modelo Nº200940 HB-40x.
• Microscópio Olympus Tókio PME IE-04/6.

71
Capítulo 6.0
Resultados e Discussões
6.1 Dureza estrutural
Devido ao nível de deformação plástica exigida na situação anterior, houve um
aumento muito grande de energia, criando muita resistência que determinou o nível de
encruamento, reduzindo a área da ductilidade. De acordo com a Figura 6.1 a dureza
apresentou uma redução de 5% na superfície e 3% no núcleo após o melhoramento, uma vez
aplicada à normalização a tendência é mexer na estrutura, mas com o equilíbrio da
temperatura e tempo do revenimento, foi possível deixar dentro da tolerância especificada,
tendo o aço uma microestrutura definida e dureza média de 270 HB na superfície e núcleo,
melhorando a qualidade da usinabilidade.
270
280
290
300
310
320
330
DU
RE
ZA
HB
Média Superficie 325 302 299 288 287 285
Média Núcleo 315 299 295 286 283 281
Especificado 287 287 287 287 287 287
Média Superficie 280 282 284 289 284 282
Média Núcleo 282 283 284 286 285 284
Ponto 01 Ponto 02 Ponto 03 Ponto 04 Ponto 05 Ponto 06
Figura 6.1 - Gráfico de Comparação Média de Dureza em HB entre a Superfície e o Núcleo do Braço de Articulação (1) forjado, temperado, revenido (2) forjado, normalizado, temperado e revenido.
6.2 Avaliação da Micrografia
Por ser uma peça que sofre deformação mecânica através do processo de forjamento
apresenta uma forma característica de estrutura não homogênea. Foi analisada a micrografia
Superfície Redução 5,0%
Núcleo Redução 3,0%
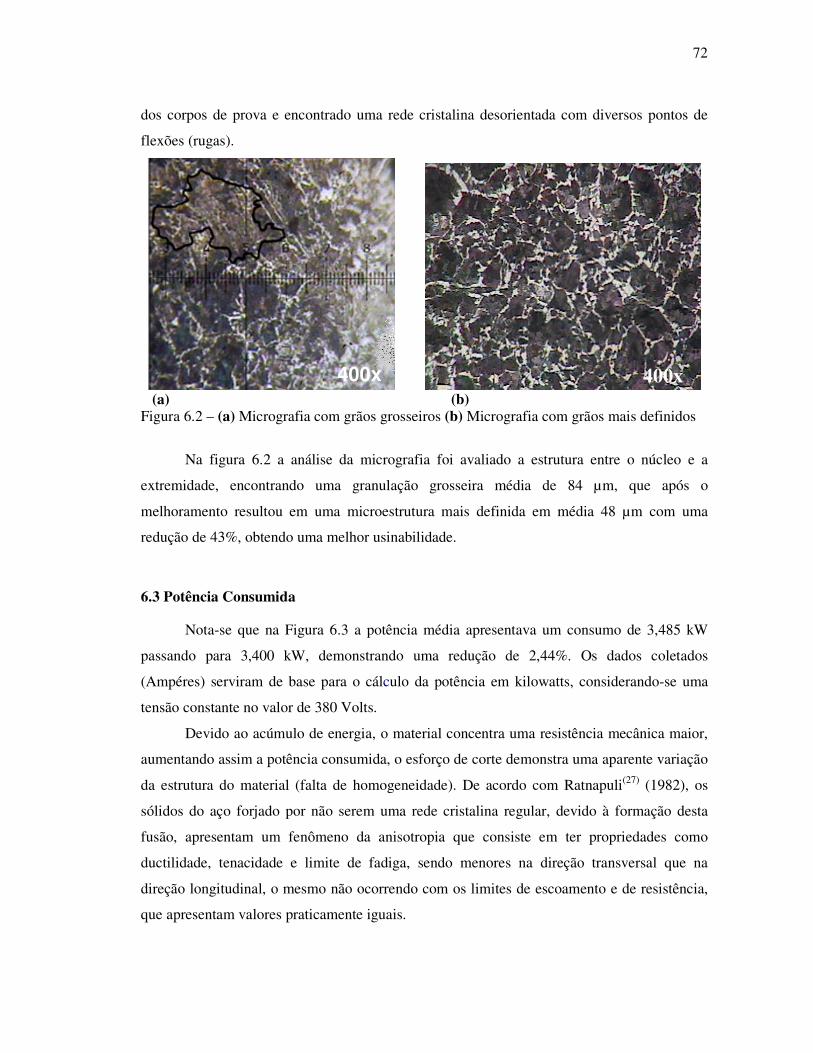
72
dos corpos de prova e encontrado uma rede cristalina desorientada com diversos pontos de
flexões (rugas).
(a) (b)
Figura 6.2 – (a) Micrografia com grãos grosseiros (b) Micrografia com grãos mais definidos
Na figura 6.2 a análise da micrografia foi avaliado a estrutura entre o núcleo e a
extremidade, encontrando uma granulação grosseira média de 84 µm, que após o
melhoramento resultou em uma microestrutura mais definida em média 48 µm com uma
redução de 43%, obtendo uma melhor usinabilidade.
6.3 Potência Consumida
Nota-se que na Figura 6.3 a potência média apresentava um consumo de 3,485 kW
passando para 3,400 kW, demonstrando uma redução de 2,44%. Os dados coletados
(Ampéres) serviram de base para o cálculo da potência em kilowatts, considerando-se uma
tensão constante no valor de 380 Volts.
Devido ao acúmulo de energia, o material concentra uma resistência mecânica maior,
aumentando assim a potência consumida, o esforço de corte demonstra uma aparente variação
da estrutura do material (falta de homogeneidade). De acordo com Ratnapuli(27) (1982), os
sólidos do aço forjado por não serem uma rede cristalina regular, devido à formação desta
fusão, apresentam um fenômeno da anisotropia que consiste em ter propriedades como
ductilidade, tenacidade e limite de fadiga, sendo menores na direção transversal que na
direção longitudinal, o mesmo não ocorrendo com os limites de escoamento e de resistência,
que apresentam valores praticamente iguais.
400x 400x

73
3,438
3,4963,478 3,472
3,485 3,493 3,496 3,500 3,494 3,490
3,400 3,3943,402 3,398
3,390 3,390 3,384
3,412
3,544
3,394
3,300
3,350
3,400
3,450
3,500
3,550
3,600kW
Média(1) 3,438 3,496 3,478 3,472 3,485 3,493 3,496 3,500 3,494 3,490
Média(2) 3,400 3,394 3,394 3,402 3,398 3,390 3,390 3,384 3,412 3,544
Pç 1 2 3 4 5 6 7 8 9 10
Figura 6.3 - Gráfico Demonstrativo de Potência Consumida em kW no Braço de Articulação com aço ABNT 1045 (1) forjado, temperado e revenido e (2) forjado, normalizado, temperado e revenido.
6.4 Avaliação da Cilindricidade
Observando a Figura 6.4 nota-se que na situação anterior, a cilindricidade apresentava
uma ovalização média de 27 µm e, após o melhoramento o processo não ofereceu resistência
à ferramenta, resultando em uma redução de 49%, apresentando um erro de forma de 14 µm
em média.
12,55613,886
15,48215,365
23,545
28,671
33,79
27,254
21212121
10
15
20
25
30
UN
IDA
DE
S E
M M
ICR
ON
S
Medidas em µm 12,556 13,886 15,365 15,482
Medidas em µm 27,254 23,545 28,671 33,79
Toler.solicitada 21 21 21 21
Peça 1 Peça 2 Peça 3 Peça 4
Figura 6.4 - Gráfico demonstrativo de Cilindricidade do aço ABNT 1045 do Braço de Articulação (1) forjado, temperado e revenido (2)forjado, normalizado,temperado e revenido
REDUÇÃO 49%
REDUÇÃO 2,44%

74
6.5 Avaliação da Rugosidade
Os resultados obtidos em testes realizados com um lote de 1000 peças, a rugosidade
apresentou uma redução média 46,30%.
1,21
1,341,38
1,06
1,16 1,17
1,33
1,19
1,29
1,04
1,24
1,15
0,61
0,8
0,610,66
0,74
0,620,65
0,82
0,56
0,64
0,29
0,76
0,26
0,46
0,66
0,86
1,06
1,26
Un
ida
de R
a (
µm
)
PONTOS
1 1,21 1,34 1,38 1,06
2 1,16 1,17 1,33 1,19
3 1,29 1,04 1,24 1,15
1 0,61 0,8 0,61 0,66
2 0,74 0,62 0,76 0,65
3 0,82 0,56 0,64 0,29
FRAÇÃO 01 FRAÇÃO 02 FRAÇÃO 03 FRAÇÃO 04
Figura 6.5 - Gráfico Resultante Média das Rugosidades do Braço de Articulação após o processo de (1) forjamento, tempera, revenimento (2) forjamento, normalização, têmpera e revenimento - Média das rugosidades Ra em µm medidas em quatro pontos de três corpos de prova. De acordo com a Figura 6.5 no revenimento a temperatura passou de 350ºC para
450ºC, obtendo o aço uma microestrutura definida, melhorando a qualidade da usinabilidade,
um grau de acabamento de 1,27 para 0,67 Ra e aumentando rendimento das arestas das
ferramentas. Pode-se dizer que houve uma solubilização benéfica e uma boa deformabilidade
das inclusões de sulfetos de manganês, contribuindo para a melhoria da usinabilidade e
aumento da vida da ferramenta, o que melhorou a produtividade do processo de brochamento.
6.6 Desgaste da brocha
Quanto à ferramenta, com o tratamento normal apresentou desgastes e deformações
por abrasão dos perfis das facas de corte, prejudicando sensivelmente o grau de acabamento
dos furos usinados, sendo necessário remover na afiação da ferramenta até 0.35mm de
material. O desgaste da brocha mostrou forma irregular e entalhada devido ao aumento da
dureza ser acima do valor médio de 200 HB, considerado de boa usinabilidade.
REDUÇÃO 46.30%

75
Outra possível causa é constituída pela presença de inclusões abrasivas extremamente
duras que provocam a formação de micro lascas na aresta de corte da ferramenta, tornando o
corte interrompido. A Figura 6.6 mostra o grau de desgastes das facas da ferramenta na área
de acabamento com tratamento normal e modificado.
Figura 6.6 – Desgaste da ferramenta nos dentes de acabamento com o tratamento normal e modificado
99
42
34
611
30
10
20
30
40
50
60
70
80
90
100
110
Un
idad
e e
m µ
m
Sit. Atual 99 42 34
Sit. Proposto 6 11 3
Desbaste Semi-Acabamento Acabamento
Figura 6.7 – Gráfico Comparativo do desgaste dos dentes da brocha (1) forjamento, tempera, revenimento (2) forjamento, normalização, têmpera e revenimento.
O resultado verificado na Figura 6.7 após o tratamento térmico modificado, apresentou
uma redução de 88% no consumo da ferramenta, obtendo pequenos desgastes sem
deformações nas facas de corte, melhorando o grau de acabamento dos furos usinados e a
REDUÇÃO DO
CONSUMO EM 88%
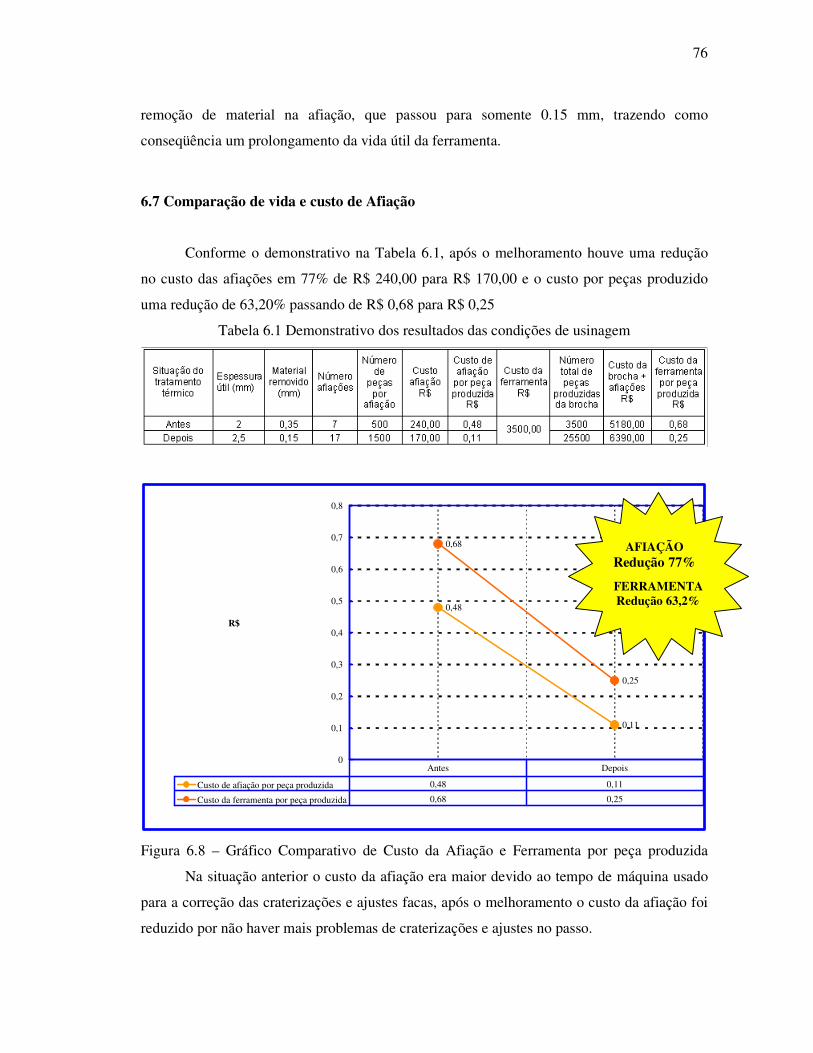
76
remoção de material na afiação, que passou para somente 0.15 mm, trazendo como
conseqüência um prolongamento da vida útil da ferramenta.
6.7 Comparação de vida e custo de Afiação
Conforme o demonstrativo na Tabela 6.1, após o melhoramento houve uma redução
no custo das afiações em 77% de R$ 240,00 para R$ 170,00 e o custo por peças produzido
uma redução de 63,20% passando de R$ 0,68 para R$ 0,25
Tabela 6.1 Demonstrativo dos resultados das condições de usinagem
0,48
0,11
0,68
0,25
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
R$
Custo de afiação por peça produzida 0,48 0,11
Custo da ferramenta por peça produzida 0,68 0,25
Antes Depois
Figura 6.8 – Gráfico Comparativo de Custo da Afiação e Ferramenta por peça produzida
Na situação anterior o custo da afiação era maior devido ao tempo de máquina usado
para a correção das craterizações e ajustes facas, após o melhoramento o custo da afiação foi
reduzido por não haver mais problemas de craterizações e ajustes no passo.
AFIAÇÃO Redução 77%
FERRAMENTA Redução 63,2%

77
7.0 Conclusões
• O comportamento e as propriedades mecânicas dos aços dependem, não somente da sua
composição química, mas também de como a estrutura reticular se apresenta em função
dos tratamentos térmicos a que são submetidos.
• A cilindricidade da peça melhorou 49% após o tratamento modificado.
• A redução da potência consumida mostrou uma variação da estrutura do material após o
tratamento térmico modificado.
• A rugosidade média, após o tratamento térmico modificado apresentou uma melhoria de
46,3%.
• A dureza apresentou uma melhoria média de 5% na superfície e de 3% no núcleo após o
tratamento térmico modificado, considerando que o corte no corpo de prova não
apresente alterações.
• Houve uma nítida melhora no desgaste por abrasão da ferramenta e em conseqüência
um aumento da sua vida útil.
• O controle sobre a estrutura cristalina durante o processo de tratamento modificado
resultou numa maior produtividade da ferramenta brocha, garantindo a qualidade do
produto com um menor custo por peça.
• A condição inicial da austenita determina o desenvolvimento da microestrutura final e,
conseqüentemente, das propriedades mecânicas finais do aço. Assim, o comportamento
e as três propriedades mecânicas dos aços dependem, não somente da natureza da
decomposição da austenita no resfriamento contínuo (a fase final do aço), mas também
da cinética de reaustenitização.
• A fase austenítica também é homogênea ou heterogênea, e, ainda, de seu tamanho de
grão, da taxa de aquecimento, da presença de inclusões não metálicas e da distribuição
das fases.
• O controle sobre a estrutura cristalina durante os processos resultou numa maior
produtividade da ferramenta brocha, garantindo a qualidade do produto com um menor
custo por peça.
78
Referências Bibliográficas
[1] FERRARESI, D. Fundamentos da Usinagem dos Metais, p. 566-568, 2003.
[2] STIPKOVIK, M. F. Usinagem pág.: 69, 1970.
[3] DINIZ, A. E. MARCONDES, F. C.; COPPINI N. L. Tecnologia da usinagem dos
materiais. 5a Edição. Editora Artliber 2000.
[4] ARFELD, E. D.; HANUM, A. Aços de Corte Fácil de baixo Carbono. Metalurgia - ABM.
Vol. 33, nº. 241, p. 773 – 776, dezembro, 1977.
[5] CHIAVERINI, V. Aços e ferros fundidos. 6ª Edição - ABM, 1988.
[6] MURPHY, D. W. & AYLWARD, P. T., Machinability of steel. Bethlehem Steel Corp.,
publicação nº. 2026 - 653, 1960.
[7] BRESCIANI. FO. , E. BUTTON, S.T., GOMES, E. NERY, F.A. C & ZAVAGLIA, C. A.
C, Conformação Plástica dos metais 5ª ed., Ed. Da Unicamp, Campinas, 1997.
[8] DUESING, F.W., E A. STODT Freiformschiede 1ª Parte. WB 11, 4ª ed., 1954.
[9] YANG, G., e OSAKADA, K., A Review of Expert Systems for Process Planning of Cold
Forming, manufacturing Review vol. 6, n. 2, pp. 101-113- June 1993.
[10] BUTTON, S.T., Roteiro para Projeto de Ferramentas para o Forjamento a Quente,
UNICAMP, Campinas, 1998.
[11] JOHNSON, W., Developments in Forming Technology an Engineering Educator’s
Approach, Journal of Materials Processing Technology, vol. 31, pp. 1 - 26, 1992.
[12] LANGE, K. Handbook of Metal Forming, McGraw-Hill Book Co. 1985
[13] FUJIKAWA S., e IHII, K., Diagnostic Expert Systems for defects in forgets parts,
Journal of Intelligent Manufacturing. 6, pp.163-173, 1995.
[14] BELUR, BADRIANARAYAN K. e GRANDHI, RAMANA V. Geometric desviations in
forging and cooling operations due to process uncertainties 2004.
[15] DIETER, G.E., Metalurgia Mecânica, Ed. Guanabara Dois, Rio de Janeiro, 1981.
[16] STODT, A. Freiformschmiede 2ª part. WD 12, 3ª ed., 1950.
[17] BURKHARDT, A., STUMMP D., Freiformschied Wt 54 nº 1 pág. 54 1964.
[18] COLPAERT, H. Metalografia dos produtos siderúrgicos comuns. 6ª ed., Editora Edgard
Blucher Ltda., 2000
[19] SCHATZ, A. Innenraumen Freiformschimiede, WB 26, 3ª ed., 1951.
[20] DALMASO, R. Equipamentos Industriais: depoimento 20 outubro de 2005.
[21] LAUTEC Fabrica de ferramentas de brochamento Standard e especiais de precisão,
Depoimento Agosto 2005.

79
[22] MUNDO MECÂNICO, Desenvolvimento e pesquisa - Usinagem - brochamento, Janeiro
de 1985 – Trimestral. ISSN 1518-6091 RG. BN 217.147
[23] FORST, O. Hints on broaching 1973.
[24] STEMMER, CASPAR E. UFSC, Ferramentas de Corte II vol. 3 e 4, 1992.
[25] SCHNEDER, G.J Detroit Broach e Machine 2003).
[26] USP BIBVIRT. Futuro. Disponível em: http://www.usp.br/textos/tem_processos,
2005.htm Acesso em 21 out. 2005 20:30:30.
[27] RATNAPULI, R. C.; ETRUSCO, G. S.; MANGUALDE, A. H. S. Desenvolvimento de
Aços Resistente a Trincas lamelares na Usiminas, In. XXXVII Congresso Anual da ABM, Rio
de Janeiro, vol. II, págs.: 389 a 399, julho de 1982.
[28] ALTAN T. e AHMETOGLU M., Special Issue: Selected Papers on Sheet Forming and
Stamping and Forging and Machining, from the Engineering Research Center for Net Shape
Manufacturing, The Ohio State University, Columbus, Preface, Journal of Materials
Processing Technology, vol. 59, ns. 1 e 2. 1996.
[29] ALTAN, T., e GEGEL, H.L., Metal Forming, Fundamentals and Applications, American
Society for Metals, Metals Park, Ohio, USA, 1.983.
[30] ASM. The selection of steel for Economy in Machining Metals Handbook, Ohio, ASM,
1964.
[31] BESTLÊ Fabrica de máquinas e brochas, depoimento setembro de 2005.
[32] CABALLERO, F, G. Modelling of Kinetics of formations in steels with different initial
microstructure v. 41, p. 1093 -110, 2003.
[33] CASTRO F. e GATELLIER, C. Aspectos Termodinâmicos Relativos à Tratamento
Térmico do Aço líquido com Cálcio e as Inclusões formadas em sua conseqüência.
Metalurgia - ABM, vol. 45, nº. 381, págs.: 784 a 787, Agosto de 1989.
[34] FUJIKAWA S., Application of CAE for Hot-Forging of Automotive Components,
Journal of Materials Processing Technology, Vol. 98, n. 2, pp. 176-181-2000.
[35] KLINK, A., Metalúrgica Ltda.. Depoimento Agosto 2005.
[36] OLIVEIRA, JR., G. G. Fatores Metalúrgicos que Condicionam a Usinabilidade das Ligas
de Alumínio. In. 42º Congresso Anual da ABM, vol. IV, Salvador, Bahia - págs.: 203 a 216,
outubro de 1987.
[37] TESSLER, M. B. e BARBOSA, C. A. A Usinabilidade dos Aços Inoxidáveis Metalurgia
e Materiais - ABM, vol. 49, nº. 413, págs.: 32 a 41, Janeiro de 1993.
80
[38] VAZQUEZ, V. e ALTAN, T, New Concepts in Die Design - Physical and Computer
Modeling Applications, Journal of Materials Processing Technology, Vol. 98, n. 2, pp. 212-
223, 2000.
[39] YOSHIMURA, H. & TANAKA, K, Precision Forging of Aluminium and Steel Journal
of Materials Processing Technology, vol. 98, n. 2, pp. 196-204., 2000.
Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo