avaliaÇÃo experimental da forÇa de atrito … · tabela 3.3 – plano dos ensaios realizados...
TRANSCRIPT

AVALIAÇÃO EXPERIMENTAL DA FORÇA DE ATRITO
DURANTE O PROCESSO DE CORTE POR
ARRANQUE DE APARA
Júlio Alexandre Couto Carilho
Dissertação para a obtenção do Grau de Mestre em
Engenharia Mecânica
Júri
Presidente: Doutor Pedro Miguel dos Santos Vilaça da Silva
Orientador: Doutor Pedro Alexandre Rodrigues Carvalho Rosa
Vogais: Doutor Paulo António Firme Martins
Outubro de 2007


I
Agradecimentos
A tese apresentada consistiu de um trabalho muito gratificante, pelo que se torna inevitável o
manifesto de agradecimento ao conjunto de entidades que, através do seu contributo e
disponibilidade, possibilitaram a sua realização.
Assim, é desejo do autor aduzir os mais sinceros agradecimentos ao orientador, Professor
Pedro Alexandre Rodrigues Rosa, pela magnifica colaboração e empenho demonstrados, o
qual esteve sempre presente, sacrificando grande parte do seu tempo no acompanhamento
exaustivo deste trabalho, demonstrando um grande espírito de motivação e grande amizade.
O autor quer ainda expressar o mais profundo reconhecimento pela disponibilidade do Eng.
Valentino Anok Melo Cristino da Secção de Tecnologia Mecânica por todo o companheirismo e
atenção dispendida neste trabalho, assumindo um verdadeiro papel de orientador durante
grande parte dos trabalhos.
Ao colega Carlos Manuel Alves da Silva, pelo contributo prestado na concepção de
componentes indispensáveis à realização desta tese, em detrimento do seu tempo.
Por último, é vontade do autor agradecer ao Laboratório da Secção de Tecnologia Mecânica, na
pessoa do Técnico de Laboratório, Sr. Carlos Farinha, pela experiência e técnica demonstradas
nos trabalhos de fabrico dos equipamentos.

II
III
Resumo
Esta tese apresenta um estudo de natureza teórico-experimental do corte por arranque de apara,
direccionado para a avaliação da força de atrito ao longo da face de ataque da ferramenta de corte.
Sendo que o estudo do corte tem ainda uma índole paradoxal em inúmeros aspectos, desde há cerca de
um século, onde se podem incluir os fenómenos geradores do atrito ao longo da interface ferramenta –
apara, pretendem-se individualizar certos parâmetros e mecanismos. Desta forma pretende-se dar um
contributo para uma melhor compreensão da física por detrás das forças de atrito.
De modo a tirar o melhor proveito dos ensaios realizados e aumentar a credibilidade dos mesmos, foi
elaborado um plano de ensaios bastante completo, através do qual foi possível fazer convergir os
parâmetros reguladores do processo de corte ortogonal, no decorrer das diferentes metodologias. Os
trabalhos foram realizados em condições controladas de velocidade de forma a minimizar a
interdependência entre os parâmetros, quer ao nível do corte/deformação, quer ao nível do
escorregamento.
Através da utilização de três metodologias distintas, pretende-se nesta tese quantificar e interpretar os
valores de atrito, direccionando a análise para o atrito de contacto entre novas superfícies (superfícies
virgens), que não é mais do que acontece ao nível da face de ataque da ferramenta de corte.
A observação/crítica dos resultados experimentais conduz a uma correlação razoável com os resultados
e propostas encontradas na literatura.

IV

V
Abstract
This thesis reveals an investigation based on the experimentation, concerned with the assessment of the
friction in the tool’s rake face, during the metal cutting process.
As the metal cutting theories are still involved in many paradoxes, in which we can include the sum of the
phenomena that generates the friction along the rake face in the interface tool – chip, we need to
individualize a certain number of parameters and basic mechanisms. Only acting this way, we can go
forward into the future, and reach a new explanation about the friction conditions that lies in the metal
cutting.
In order get the most profit of the tests carried out in this work and increase the credibility of them, it was
elaborated an entire plan of experiments. With it, it was possible to set up a convergence of the main
parameters of the orthogonal metal cutting process, during the realization of the different sort of tests. All
the work was accomplished at the appropriate speed, in order to get minimized the interdependency
between cutting parameters.
Trough the operation of three different methodologies, we look forward to evaluate and be aware of the
friction values, redirecting this analysis for the contact friction that takes place between new surfaces. In
fact, it’s that kind of friction conditions we can find in the tool’s rake face.
The analysis of the experimental results upholds a certain level of correlation with the results and
assumptions that appear in the relevant literature.

VI

VII
Palavras-chave
Tribologia
Coeficiente de atrito
Adesão
Corte por arranque de apara
Corte ortogonal
Keywords
Tribology
Friction coefficient
Adhesion
Metal cutting
Orthogonal metal cutting

VIII

IX
Conteúdo
Agradecimentos I Resumo III Abstract V Palavras-chave VII Keywords VII Conteúdo IX Lista de tabelas XI Lista de figuras XIII Lista de símbolos XVII Abreviaturas XIX Nomenclatura XIX
1 INTRODUÇÃO 1
2 FUNDAMENTOS TEÓRICOS 3
2.1 Tribologia 3 2.1.1 Atrito 4 2.1.2 Modelos de atrito 10 2.1.3 Métodos de quantificação do atrito 15
2.2 Corte por arranque de apara 21 2.2.1 Definições básicas 22 2.2.2 Revisão bibliográfica 25 2.2.3 Mecanismo de formação da apara 26
3 Desenvolvimento experimental 31
3.1 Materiais da interface 32 3.2 Aparato experimental 33
3.2.1 Ensaio de corte 33 3.2.2 Ensaio de anel 35 3.2.3 Ensaio de pino no disco 36
3.3 Plano de ensaios 42 4 Resultados e discussão 45
4.1 Ensaio de corte 45 4.2 Ensaio de anel 50 4.3 Pino no disco 51
4.3.1 Avaliação do atrito em função da carga normal 52
4.3.2 Evolução do atrito com o incremento da velocidade relativa 54 4.3.3 Influência do mecanismo da adesão 56
5 Conclusões e trabalhos futuros 61
Referências 63

X

XI
Lista de tabelas
Tabela 3.1 – Principais propriedades mecânicas e metalúrgicas do chumbo puro.
Tabela 3.2 – Propriedades físicas do lubrificante Lactuca MS 7000.
Tabela 3.3 – Plano dos ensaios realizados para a aferição da força de atrito no processo de corte
ortogonal.
Tabela 3.4 – Quadro resumo dos ensaios com o equipamento de pino no disco.
Tabela 3.5 – Plano para os ensaios do anel de Cockcroft – Male.
Tabela 4.1 – Valores dos coeficientes e ângulos de atrito para diferentes condições de lubrificação no
processo de corte ortogonal (com ângulo de ataque nulo).
Tabela 4.2 – Valores dos factores, coeficientes e ângulos de atrito para diferentes condições de
lubrificação no ensaio de anel de Cockcroft – Male.
Tabela 4.3 – Quadro resumo dos valores do coeficiente e ângulo de atrito nos ensaios de avaliação da
força de atrito em função do carregamento normal.
Tabela 4.4 – Quadro resumo dos valores do coeficiente e ângulo de atrito nos ensaios de avaliação da
força de atrito em função do incremento da velocidade da interface.
Tabela 4.5 – Valores da variação da força coeficiente e ângulo de atrito devido à ocorrência do fenómeno
da adesão.
Tabela 4.6 – Resumo dos valores dos coeficientes e ângulos de atrito determinados ao longo dos
processos utilizados neste trabalho.

XII

XIII
Lista de figuras
Figura 2.1 – Esquema do contacto entre a superfície da peça (apara) e a ferramenta de corte com um
regime de tensão variável ao longo da face de ataque.
Figura 2.2 – Aspecto real de uma superfície acabada.
Figura 2.3 – Esquematização microscópica dos mecanismos que geram o atrito.
Figura 2.4 – Espécimes utilizados nos estudos de Leonardo da Vinci.
Figura 2.5 – Representação esquemática das principais leis de atrito usadas em engenharia, mostrando a
tensão de atrito numa interface sólido – sólido, como uma função da pressão normal.
Figura 2.6 – Ferramentas utilizadas na determinação do factor de atrito no ensaio do anel.
Figura 2.7 – Comportamento do anel durante a compressão (forjamento).
Figura 2.8 – Representação da malha deformada durante a simulação do ensaio de anel.
Figura 2.9 – Esboço do aparelho de pino no disco e curva típica do coeficiente de atrito medida.
Figura 2.10 – Representação do processo de corte experimental com a utilização de uma Split tool.
Figura 2.11 – Representação esquemática dos cortes: oblíquo e ortogonal.
Figura 2.12 – Representação bidimensional do corte ortogonal (geometria de corte).
Figura 2.13 – Representação esquemática do processo de aferição das três componentes (Fc, Fp, Fz) que
contribuem para o vector da força resultante (FR).
Figura 2.14 – Representação das zonas de corte do processo de corte por arranque de apara.
Figura 2.15 – Influência das condições de atrito na correspondência entre o comprimento de contacto (lc),
ângulo do plano de corte (φ) e configuração geométrica da apara.
Figura 2.16 – Distribuição das tensões normais e de corte (atrito) no plano de ataque da ferramenta e ao
longo da apara.
XIV
Figura 2.17 – Ciclos dos carregamentos W e F na interface em regime estacionário.
Figura 3.1 – Chumbo utilizado nos ensaios para os vários processos: a) corte, b) ensaio do anel, c) pino
no disco.
Figura 3.2 – Material usado para simular a face de ataque de uma ferramenta de corte: a) processo de
corte ortogonal (AISI 304L), b) ensaio do anel, c) pino no disco (aço – ferramenta K100).
Figura 3.3 – Componentes do equipamento de corte: a) prensa hidráulica, b) fixador do espécime
montado sobre o sensor piezoeléctrico, c) ferramenta de corte e respectivo suporte, d) equipamento em
operação.
Figura 3.4 – Esquematização do processo de corte ortogonal para aferição do valor de atrito no processo.
Figura 3.5 – Representação do SAD.
Figura 3.6 – Ilustração esquemática de um espécime do ensaio do anel: a) antes da compressão, b)
durante uma simulação, com atrito reduzido.
Figura 3.7 – a) Motor equipado com variador de frequência e redutor; b) fabrico da estrutura para suporte
do equipamento.
Figura 3.8 – Braço móvel para suporte da célula de carga e pino: a) em fase de concepção; b) ajustado à
estrutura e c) durante um ensaio.
Figura 3.9 – Fases do desenho de projecto do equipamento.
Figura 3.10 – Equipamento de monitorização da velocidade de rotação: a) encoder ajustado ao topo
posterior do rotor do motor; b) tacómetro c) na fase de instalação ao circuito impresso.
Figura 3.11 – a), b) e c) Fases de projecto e concepção do circuito onde se incorporou o divisor de sinal e
d) adaptação à estrutura do equipamento de pino no disco.
Figura 3.12 – Operação do divisor de sinal (flip flop).
Figura 3.13 – Fases do fabrico da célula de carga.
XV
Figura 3.14 – Curva de calibração e equação que relaciona a leitura efectuada pela célula de carga com
a força tangencial efectiva para um carregamento normal de 45,55N.
Figura 3.15 – a) Amplificador de sinal da Vishay; b) Esquema representativo da avaliação do atrito com a
utilização do equipamento de pino no disco.
Figura 3.16 – Vista dos ensaios realizados a) em condições de atrito seco e b) com a utilização de
lubrificante. c) Vista em pormenorizada do painel frontal do sistema de aquisição de dados.
Figura 3.17 – Equipamento de pino no disco durante um ensaio de avaliação do atrito. Tabela das
principais características do equipamento.
Figura 3.18 – a) Artifício utilizado para quantificar o atrito no contacto entre novas superfícies, composto
por uma lâmina em aço; b) aspecto espelhado da superfície do pino, após ser submetido à passagem
pela lâmina.
Figura 3.19 – Vista ampliada do processo de corte com ângulo de ataque (α) nulo e correspondência
entre forças.
Figura 4.1 – Evolução das forças normal e de atrito durante um ensaio de corte ortogonal, com um ângulo
de ataque da ferramenta de corte nulo, sem lubrificante.
Figura 4.2 – Evolução das forças normal e de atrito durante um ensaio de corte ortogonal, com um ângulo
de ataque da ferramenta de corte nulo, com interface lubrificada.
Figura 4.3 – Passagem do regime a) transiente para o b) estacionário no corte ortogonal.
Figura 4.4 – Configuração geométrica da apara para condições de atrito a) elevadas e b) baixas.
Figura 4.5 – Variação do coeficiente (ângulo) de atrito durante o processo de corte para diferentes
condições (seco e lubrificado).
Figura 4.6 – Valores experimentais dos ensaios de corte ortogonal ilustrando a relaçao entre a força de
corte e a força de atrito desenvolvida ao longo da face de ataque da ferramenta de corte para as
diferentes condicoes de lubrificaçao (α = 0º).

XVI
Figura 4.7 – Curvas de calibração do factor de atrito (m) e resultados experimentais a) sem e b) com
lubrificação.
Figura 4.8 – Evolução da força de atrito em função do carregamento normal para ambas as condições de
lubrificação.
Figura 4.9 – Evolução da força de atrito em função do incremento da velocidade para ambas as
condições de lubrificação.
Figura 4.10 – Avaliação da influência do mecanismo da adesão na força de atrito para um carregamento
normal de a) 9,55 N e b) 106,4 N.

XVII
Lista de símbolos
Fa – Força de atrito
FN – Força normal à direcção de escorregamento
Fe – Força de atrito estático
Fc – Força de atrito cinético
AB – Extensão do plano de corte
Rc – Grau de encalque
FR – Força resultante
Fc – Força de corte
Fp – Força de penetração
Fz – Componente da força do corte paralela à aresta de corte
Wc – energia consumida durante o processo de corte
Vc – Velocidade de corte
A0 – Secção da apara não deformada
ks – Pressão especifica de corte
lc – Comprimento de contacto entre a apara e a face de ataque da ferramenta de corte
w – Largura da apara (medida paralelamente ao sentido da aresta de corte)
W – Carregamento cíclico sobre uma aspereza (Coeficientes de atrito superiores à unidade)
F – Força de escorregamento (Coeficientes de atrito superiores à unidade)
Vi – Velocidade relativa entre pino e disco (Pino no disco)
∆T0 – Variação de altura entre a espessura do anel (após carregamento)
Rn – Posição radial da linha neutra
Ri – Raio interior do anel
R0 – Raio exterior do anel
p – Tensão normal
k – Tensão de corte máxima do material
t - Tempo
f – Constante representativa da tensão de corte na interface (modelo de atrito de Coulomb); factor de
atrito (modelo de atrito de Wanheim – Bay)

XVIII
m – Factor de atrito (modelo de atrito de Prandtl)
ur – Velocidade relativa entre superfícies (modelo de atrito de Wanheim – Bay)
τ – Tensão de corte derivada da força de atrito
σe – Tensão de cedência do material em compressão
µ – Coeficiente de atrito global
µa – Coeficiente de atrito devido à adesão
µp – Coeficiente de atrito devido à formação de sulcos
µf - Coeficiente de atrito devido à deformação de camadas de óxidos
µpart - Coeficiente de atrito devido à presença de corpos exteriores (óxidos)
µe – Coeficiente de atrito estático
µc – Coeficiente de atrito cinético
πf – Potência consumida devida ao atrito
α – Razão entre as áreas real e aparente (modelo de atrito de Wanheim – Bay)
α – Ângulo de ataque da ferramenta de corte
β – Percentagem de área real (em contacto) sobre a área total da interface (modelo de atrito de
Coulomb)
β – Ângulo de atrito (arctg µ)
σ – Ângulo de saída da ferramenta de corte
ω – Ângulo de obliquidade da aresta de corte
φ – Ângulo do plano de corte
Ø – Diâmetro da secção circular do pino

XIX
Abreviaturas
CFC Cúbico de faces centradas
FAD Frequência de aquisição de dados
MEF Modelação em elementos finitos
SAD Sistema de aquisição de dados
ipr impulso(s) por revolução
ips impulso(s) por segundo
rpm rotações por minuto
rps rotações por segundo
rms root mean square
Nomenclatura
UTL Universidade Técnica de Lisboa
IST Instituto Superior Técnico
STM Secção de Tecnologia Mecânica
ISO International Organization of Standardization
AISI American Iron and Steel Institute
ASTM American Society for Testing and Materials
ASME American Society of Mechanical Engineers

XX

1
1 INTRODUÇÃO
A tribologia é a ciência que estuda a interacção de duas superfícies em movimento relativo entre eles que
envolve dissipação de energia e o seu objectivo é compreender a física e a mecânica de contacto entre
as interfaces.
Na recente publicação de Astakhov [1], durante a operação de corte, só 30 a 50% da energia é
consumida para a separação da apara do bruto de maquinagem. Isto leva a que 40 a 75% seja gasto no
processo tribológico não optimizado, i.e., a maior parte da energia requerida pelo sistema é consumida
para vencer o atrito entre as superfícies em contacto. Consequentemente ocorre o aumento drástico da
temperatura da ferramenta. Infelizmente, mesmo que a grande parte da energia consumida durante a
operação seja dissipada sob a forma de calor devido ao atrito, durante anos, os investigadores focaram
as suas atenções na zona de deformação em vez nos aspectos tribológicos no corte. Durante os últimos
anos, a tribologia no corte por arranque de apara é normalmente confundida com o estudo do desgaste e
do tempo de vida das ferramentas. Este é, na realidade, um dos campos mais aplicados desta ciência.
Vários autores [2], [3], [4] sugeriram que o atrito na face de ataque é um mecanismo composto por:
bloqueio mecânico das asperezas superficiais; quebra das asperezas da superfície mais dura através dos
dois metais mais dúcteis em escorregamento; formação de junções metálicos através de soldaduras das
asperezas. É difícil dizer qual dos fenómenos se contribui mais na resistência ao movimento, quando um
material mais dúctil desliza sobre um outro mais duro. As técnicas experimentais utilizadas para estudar o
atrito no corte foram evoluindo ao longo dos anos, recorrendo desde a modelos de plasticina [2],
ferramentas com comprimento de contacto controlado, quer na face de ataque, quer na face de saída [5]
e também com ferramentas de material fotoelástico [6] para observar a distribuição de tensões na
ferramenta.
Resultados experimentais obtidos por vários investigadores [7], mostraram que o coeficiente de atrito no
processo, para pequenos ângulos de ataque, pode variar desde 0.5 a 1.0 e até mesmo 5. Esta é de facto
uma questão interessante, porque não é possível o material transmitir tensões de corte superior ao
admissível. Alguns desses fenómenos podem ser explicados com a ocorrência de adesão na face de
ataque como Bay e Wanheim (1976) [8] observaram o escoamento de asperezas instável com o aumento
da área de contacto superior ao esperado em materiais sem encruamento.
O estudo do atrito no corte por arranque de apara em metais é muito difícil devido à zona de estudo ser
localizado numa pequena área, junta à aresta do corte e na face de ataque, de difícil acesso onde ocorre
vários fenómenos. É neste âmbito que este trabalho é desenvolvido ao tentar identificar e separar as
várias componentes do atrito durante a operação do corte ortogonal.
2
Dado à importância fundamental do atrito para a compreensão do processo do corte por arranque de
apara e, face às dificuldades encontradas para a sua avaliação, este trabalho procura encontrar meios
para isolar e estudar os fenómenos que ocorrem junto à zona de separação da apara. Para tal são
aplicados vários métodos de avaliação já conhecidos.
O principal contributo desta investigação prende-se com a análise e avaliação da presença de superfícies
recém-formadas, ao nível da aresta de corte, e a sua interferência no valor do atrito ao nível da face de
ataque da ferramenta de corte.
A presente dissertação está estruturada em cinco capítulos. A primeira apresenta as motivações e
objectivos do trabalho.
O segundo capítulo abrange os fundamentos teóricos necessários para a compreensão do trabalho,
começando pela tribologia e modelos de atrito e os métodos de quantificação do atrito utilizados,
passando pela breve descrição do processo tecnológico de corte por arranque de apara.
O desenvolvimento do aparato experimental, assim como os resultados e discussão dos mesmos,
encontram-se descritos nos capítulos três e quatro. E por fim, as conclusões e as perspectivas para
trabalhos futuros são apresentadas no capítulo cinco.

3
2 FUNDAMENTOS TEÓRICOS
O estudo do atrito durante o processo de corte por arranque de apara, em conjunto com outros assuntos,
tais como a propagação e o modo da fractura e o estudo da geometria do corte, tem vindo a sentir uma
evolução contínua desde os finais do século XIX (Tresca – 1878 e Mallock – 1881-82) [76] e [21]. Hoje
em dia já existem métodos analíticos e de modelação em elementos finitos bastante sofisticados que
permitem obter soluções para o corte. Neste capítulo será abordada a fundamentação teórica, do ponto
de vista da tribologia, no que concerne ao atrito e seus mecanismos e consequências durante o processo
de corte por arranque de apara.
2.1 Tribologia O atrito teve sempre um papel fundamental na nossa história, as duas invenções mais importantes do
Homem estão relacionados com o atrito: o manuseamento do fogo e a descoberta da roda. O seu estudo
e compreensão são uma necessidade natural no desenvolvimento de qualquer processo de fabrico e
aplicações no nosso dia-a-dia.
O termo “Tribologia” deriva da palavra grega Tribo que tem como tradução “roçar” ou “friccionar”. Na
actualidade é definida como a ciência da interacção entre superfícies com movimento relativo e as suas
condições de interface como a lubrificação, o atrito, a adesão e a fricção [55].
O grande salto a nível do estudo da teoria do atrito coincidiu com o desenvolvimento generalizado do
pensamento científico durante os séculos XVIII e XIX. Basicamente existiam duas escolas: a francesa,
que dava ênfase à interacção mecânica (elástica) das asperezas das superfícies (teve inicio com um
estudo publicado por Amontons em 1699); e a inglesa, que realçava mais a “coesão” ou adesão entre
materiais (começada por parte de Desaguliers numa mostra efectuada à Royal Society em 1724) [78].
A procura por esta nova ciência expandiu grandemente após ter sido realizado um estudo em 1966 (The
Jost Report) onde se revelaram as avultadas quantidades de dinheiro dispendidas devido às
consequências do desgaste e da corrosão [63].
Em certas aplicações de engenharia, como nas ligações mecânicas, as superfícies dos componentes são
colocadas em contacto com a intenção de eliminar qualquer tipo de movimento relativo entre eles.
Noutros casos, pelo contrário, como nas chumaceiras, travões, vedantes para veios de rotação e
engrenagens, espera-se que as superfícies adjacentes tenham movimento relativo de um modo suave e
estável, e ao mesmo tempo suportar uma carga normal a estas superfícies.
O que significa que as superfícies dos materiais têm todas a sua função na tecnologia, sendo ela
diferente de material para material.

4
Por vezes, quando as superfícies virgens entram em contacto, pode ocorrer adesão, aumentando cada
vez mais o atrito e promovendo a deformação e consequente fractura do material menos resistente.
Quanto mais extensivo for este processo maior será o desgaste.
Consequentemente, a adesão, o desgaste e o atrito têm uma enorme importância na engenharia. Por
este mesmo motivo é importante que todos eles sejam quantificados ou, pelo menos, controlados.
Neste trabalho pretende avaliar-se as condições de atrito na face de ataque de uma ferramenta de corte
por arranque de apara em condições de atrito seco ou com utilização de lubrificante, através de
metodologias independentes do processo de corte (experimentais). O valor do atrito será também aferido
no próprio processo. Desta forma poder-se-á verificar até que ponto as condições da interface apara –
ferramenta podem ser reproduzidas nos processos experimentais.
2.1.1 Atrito O atrito compreende-se como a força que se opõe ao movimento relativo ou tendência para que tal
movimento aconteça entre duas superfícies em contacto. O atrito e o desgaste não são propriedades
básicas dos materiais mas representam, sim, a reacção de um par de materiais, num determinado meio
envolvente, às forças impostas (para o movimento relativo entre o par de materiais). Este movimento
pode ser caracterizado como escorregamento (ou deslizamento) ou rolamento; os termos utilizados para
tal caracterização são “atrito de escorregamento” ou “atrito de rolamento”, respectivamente. Ao longo
deste trabalho será abordado o atrito de escorregamento.
A força de atrito é originada por vários fenómenos, ao contrário das outras forças, tal como as de
gravidade. O acordo universal sobre o que “realmente” provoca o atrito não é claro. No entanto, é óbvio,
que o atrito se deve a um leque variado de mecanismos que, provavelmente, actuam juntos, mas que
podem aparecer em diferentes proporções, mediante várias circunstâncias, daí ser feita esta distinção
com outras forças. É devido a todos estes mecanismos e circunstâncias que o estudo do atrito se torna
muito complexo e entre numa área multidisciplinar (figura 2.1), onde se enquadra a lubrificação e
mecânica dos fluidos, mecânica dos sólidos, ciência dos materiais, física e química das superfícies,
termodinâmica, mecânica da fractura, entre outras.

5
Figura 2.1 – Esquema do contacto entre a superfície da peça (apara) e a ferramenta de corte com um regime de
tensão variável ao longo da face de ataque desta: a) representação das forças de corte (Fa), originadas pelo atrito
consequente do carregamento normal (FN). b) Correspondência interdisciplinar dos fenómenos do atrito e desgaste
no corte por arranque de apara.
Os valores de coeficientes de atrito que facilmente conseguimos encontrar em diversas tabelas para
consulta, não devem nunca ser considerados como exactos para o caso que querermos utilizá-los em
aplicações, a não ser que as condições pretendidas sejam próximas das usadas para constituir essas
mesmas tabelas.
Natureza das superfícies As forças de atrito são maioritariamente determinadas por dois factores, para além da força; as
propriedades dos materiais e a área de contacto estabelecida entre ambas as superfícies. Não é uma
grandeza previsível, normalmente, de forma directa, uma vez que ambos os factores dependem muito
das condições particulares que coexistem no sistema global. Por exemplo, as propriedades da maioria
dos materiais podem ser significativamente diferentes do que seria esperado, devido a várias situações:
uma prende-se com o facto de a sua superfície não ser na realidade plana (contendo fissuras e
porosidades), que conduzem a que a área real de contacto seja menor que a área aparente); outra é
devido à existência de impurezas e certas partículas estranhas aos materiais (moléculas de água,
oxigénio, e gorduras que estão superficialmente interligadas com os óxidos). Outra situação deve-se à
separação entre as superfícies por uma fina camada de óxidos, com gamas de espessura que variam
entre 0,01-0,1 µm, que altera a interacção química entre a maioria dos sólidos, entre outras ocorrências.
A forma geométrica de qualquer superfície é determinada pelo processo de acabamento usado no
processo de fabrico. Durante esse processo irão ocorrer flutuações com amplitudes que variam desde as
a) b)
τ
τ τ
τ
p p
p p
Ciência dos materiais
Plasticidade
Lubrificação e Mec. dos fluidos
Física/química das superfícies
Termodinâmica
Mecânica da fractura

6
grandezas atómicas até a dimensão do componente. Esta situação resulta da dinâmica do processo de
acabamento ou máquina utilizada para o efeito. Há também a possibilidade da ocorrência de picos e
zonas de altura constante causados por fenómenos localizados, como sejam a não deformação de
constituintes microestruturais mais duros, a fractura local e mesmo a corrosão, que ataca a superfície em
locais aleatórios. Mesmo após um polimento cuidado, a superfície continuará com uma textura muito
grosseira ao nível atómico. Por isto é sempre proveitoso distinguir entre derivações macroscópicas
(desvios), ondulações (flutuações), aspereza e microaspereza [53], relativamente a uma superfície plana
(figura 2.2). Os picos de rugosidades numa superfície são as asperezas e as microasperezas.
Figura 2.2 – Aspecto real de uma superfície acabada: a) Esquema representativo das impurezas que afectam a
superfície dos metais; b) forma geométrica de uma superfície vista ao nível microscópico.
Mecanismos do atrito Os fenómenos físicos e químicos relacionados com os materiais, que causam o atrito são os
denominados mecanismos básicos do atrito. Diferentes mecanismos do atrito foram propostos ao longo
dos últimos cem anos por vários investigadores. Curiosamente, esta situação, veio apenas gerar um
sentimento sequaz respeitante a cada um dos novos mecanismos, muito embora os básicos continuem a
ser os principais responsáveis quer pelo atrito quer pelo desgaste e todas as suas consequências. No
entanto atingiu-se um consenso que defende que todos os mecanismos contribuem para o atrito, sendo o
mecanismo dominante variável de caso para caso. Isso dependerá da natureza das duas superfícies, dos
materiais, das características do movimento relativo, pressão e duração de contacto, temperatura, estado
químico quer da atmosfera envolvente, quer ao nível da interface das superfícies, presença ou ausência
de corpos terceiros, e certas características do aparato experimental, como as vibrações [7]. Como tal, o
atrito deve ser considerado como uma propriedade dos sistemas.
a) b)

7
Os mecanismos (figura 2.3) implícitos na geração de atrito são:
• A adesão (µa) que é extremamente importante em aplicações em vácuo, em casos em que a
superfícies são virgens e pode ter bastante influência em materiais com grande tendência para a
oxidação quando expostos ao ar. Em condições normais, a adesão, tem pouca importância, no
entanto, indirectamente, assume um papel bastante significativo no escorregamento pós
deformação plástica;
• A deformação plástica devida à formação de sulcos (µp), causados pela deformação de uma
superfície por parte das asperezas duras de uma outra. Estes fenómenos têm como resultado a
formação de estrias na superfície menos dura ou o arrastamento de material ao longo da
superfície à frente das asperezas;
• A deformação e/ou fractura de camadas de óxidos superficiais (µf), acima das zonas de
deformação plástica. Este micro mecanismo é tanto mais importante, quanto mais oxidadas
forem as superfícies;
• A interferência e deformação plástica localizada devido a corpos terceiros (impurezas), (µpart), que
aparece normalmente após o movimento ter sido iniciado, e são maioritariamente aglomerados
de pequenas partículas oriundas do desgaste. De uma forma geral, há um consenso actualizado
no que concerne às causas do atrito nos metais e às contribuições dos vários componentes, isto
é, para o valor total do atrito, todos os mecanismos têm o seu coeficiente de contribuição, embora
não haja preponderância de nenhum deles. O valor de cada coeficiente dependerá das
condicionantes da interface, como já foi referido.
partfpa µµµµµ +++= (2.1)
Figura 2.3 – Esquematização microscópica dos mecanismos que geram o atrito: a) adesão, b) sulcagem, c)
deformação e fractura de óxidos e d) partícula de desgaste.
a)
b) d)
c)

8
A adesão refere-se à ligação entre protuberâncias numa interface, podendo ser chamada de soldadura
de pressão [88]. Este fenómeno de ligação ocorre a nível molecular. A disciplina de Tribologia estuda a
capacidade de dois materiais permanecerem interligados, apesar da aplicação de forças internas ou
externas em várias direcções (no plano da interface).
O conceito de adesão, como fenómeno físico, deriva da mudança energética aquando da formação ou
separação de uma interface [89]. É definida em termos de energia da superfície, energia da interface e
trabalho de adesão. De uma forma geral, a criação de uma nova superfície a partir da separação de
material envolve a quebra de ligações atómicas, cujo número (e provavelmente a força) depende da
orientação cristalográfica. Por esse mesmo motivo, a energia de superfície varia também com esta
orientação [33].
A adesão tem ainda um grande peso na avaliação de revestimentos, adesivos e materiais compósitos.
Pequenos (<1 µm), espessos (>1 µm) e volumosos revestimentos (>25 µm), todos dependem da adesão,
que pode ser avaliada e medida de vários modos, dependendo nos requisitos de aplicação e
configuração do produto. É por isso que não é surpreendente que haja muitos métodos de medição da
adesão para pequenas películas, revestimentos e juntas de adesivos. O que acontece na realidade é que
há tantas variações para quantificação da adesão em revestimentos, pequenas películas e adesivos [9 a
13] que seria impossível descrevê-los na íntegra aqui.
Várias técnicas e métodos de experimentais têm sido criados para medir a adesão entre sólidos, no
entanto há ainda pouca normalização neste campo, embora alguns investigadores adoptem mais uns
métodos do que outros.
O fenómeno da adesão entra no campo da física do estado sólido e está relacionado com factores físicos
e químicos das superfícies. Quando se pretende caracterizar a força ou a resistência mecânica do
contacto nos limites entre dois sólidos deparamo-nos com um problema mais complicado. A separação
nunca se dá espontaneamente mas sim como consequência da propagação de uma fissura, que é
acompanhada por deformação e perda de energia. A força necessária para separar dois sólidos depende
da densidade das zonas em contacto, mas também da geometria e da velocidade a que ocorre a
separação. É, então, necessário procurar obter análises que se apliquem a diversas geometrias, como
aplicar a mecânica da fractura a distintas situações e o modo como se devem quantificar as variadas
energias que podem incorrer no processo.
A nível das superfícies de contacto, se estas forem ásperas ou contiverem impurezas, a adesão não
deverá ser muito relevante, podendo até não reflectir-se. Se for introduzido um liquido que molhe as
superfícies, a adesão sofre um incremento.
No caso dos metais, estes têm um comportamento elasto-plástico, ou seja, antevê-se que terá problemas
de adesão aquando da sua deformação ou separação de componentes. Além disso, as superfícies
metálicas sem impurezas têm uma elevada energia de superfície, o que promove ligações metálicas mais
fortes em contacto. A separação ocorre, normalmente, por ruptura dúctil do material menos resistente,
sendo que esta atracção depende das propriedades reológicas.
9
Se as superfícies absorverem impurezas, as ligações metálicas ficarão encobertas e debilitadas, a
adesão diminui bruscamente e a ruptura passará a ser mais adesiva que coesiva. O contacto de
superfícies recém geradas (ou virgens) deve ser evitado em termos de atrito, embora seja uma tarefa
árdua e talvez impossível em determinados casos, como seja o contacto entre a apara e a face de ataque
de uma ferramenta de corte. No entanto, este contacto é uma condição necessária em certos processos
de enformação.
Vários trabalhos demonstraram que imediatamente acima de uma determinada temperatura, a aderência
entre metais cresce bruscamente com o seu aumento contínuo e tempo de contacto. Um valor
representativo desta temperatura é aproximadamente 0.3Tf, sendo Tf a temperatura de fusão do
respectivo metal [14]. Ou seja, ensaios realizados a temperatura ambiente podem ser considerados
ensaios a altas temperaturas para metais como o índio, o estanho e o chumbo, o que inviabiliza um
pouco o conceito de altas temperaturas no caso da adesão.
Quando dois metais entram em contacto, submetidos a determinada força, as asperezas comprimem-se
umas às outras e passam a estar submetidas a deformação plástica; a área de contacto aumenta com a
temperatura e tempo de contacto, tal como num ensaio de dureza a quente.
A aderência a altas temperaturas é assim regulada pala relação entre o aumento da área de contacto
(devido ao fluxo das asperezas após a compressão), o tempo e temperatura de contacto e a perda de
propriedades mecânicas derivada dos parâmetros anteriores. Estes efeitos podem ser separados pela
medição da aderência a uma temperatura constante, inferior à do próprio contacto, tal como nos ensaios
de Polke (1969) [15] ou Gras (1989) [16]. No entanto, o problema torna-se mais complexo quando se leva
em conta a contribuição de outros fenómenos, tais como a oxidação, a segregação de impurezas e
mudanças de fase nas ligas metálicas.
A solubilidade mútua entre metais não é uma condicionante do fenómeno da adesão, tal como se
pensava há alguns anos atrás, pois pares de metais insolúveis tais como Ag-Fe, Ag-Ni e Pb-Au podem
ter melhor adesão do que pares solúveis, como Ag-Au. Esta propriedade muda apenas as propriedades
mecânicas na vizinhança da junta de contacto.
A abordagem dos aspectos mecânicos da adesão clarifica, de certo modo, a existência e a importância
do fenómeno. Mas se o quisermos aprofundar e analisar detalhadamente, apercebemo-nos que há ainda
pontos por esclarecer.
Apesar dos processos relativamente recentes (Kim e Kim, 1988; Williams, 1993; Moidu e colaboradores,
1995) ainda não somos capazes de interrelacionar as deformações elasto-plásticas com a adesão dos
sólidos [17], [18], [19].
A adesão é, portanto, um fenómeno que insere um novo regime de forças e tensões a nível de uma
interface e, embora não esteja relacionada, de forma directa, com as solicitações exteriores incutidas ao
sistema, representa uma grandeza de grande importância nos processos em que ocorre separação de
materiais seguida de contacto e se gera atrito.

10
2.1.2 Modelos de atrito Os primórdios, no que diz respeito às tentativas de quantificar o atrito, remontam ao período do
Renascimento, nomeadamente por parte de Leonardo da Vinci (1452 – 1519) que, com base em simples
experiências com sólidos, chegou a enunciar os seguintes postulados:
• O atrito provocado pelo mesmo peso terá a mesma resistência no início do movimento, embora
as áreas ou comprimento de contacto sejam diferentes;
• O atrito provoca o dobro do esforço se o peso for dobrado;
• O atrito depende da natureza dos materiais em contacto.
Figura 2.4 – Espécimes utilizados nos estudos de Leonardo da Vinci.
Embora Leonardo da Vinci tenha aprofundado o conhecimento referente ao fenómeno (global) do atrito,
não chegou a apresentar nenhuma lei matemática que descrevesse o seu comportamento, feito este
apenas alcançado por Coulomb.
Lei do atrito de Coulomb
A aproximação clássica da força de atrito conhecida como o Atrito de Coulomb (1875), baseada nos
trabalhos anteriormente desenvolvidos por Leonardo da Vinci e Amontons, diz que, para baixas cargas o
coeficiente de atrito é independente da carga e da área de contacto aparente. Esta aproximação exprime-
se na forma:
Na FF ⋅= µ (2.2)
Nesta formulação, µ representa o coeficiente de atrito, FN a força normal à superfície de contacto e Fa a
força exercida pelo atrito. Esta força é exercida no sentido oposto ao movimento do corpo em causa no
estudo [20].
Matematicamente, esta lei segue o facto de as superfícies estarem em contacto apenas em algumas
fracções da sua área total, e esta área será também proporcional à carga (até que a superfície esteja
saturada, ou seja, quando a área real de contacto corresponder à área total da mesma, deixa de haver
aumento do coeficiente de atrito, logo deixará de ter aplicabilidade).

11
O coeficiente de atrito é um escalar adimensional, determinado experimentalmente, que descreve a razão
entre a força de atrito gerada e a força normal que comprime os corpos. Quando em movimento, gera-se
um atrito distinto do atrito estático chamado atrito dinâmico, cujo valor do seu coeficiente é menor que o
estático. A força de atrito estático, Fe, é a força suficiente para resistir ao movimento relativo entre dois
corpos, sob a aplicação de uma carga normal, FN. A força de atrito cinética, Fc, será então aquela que
permite que o movimento entre os corpos tenha continuidade. Desta forma, o coeficiente de atrito
estático, µs, e o dinâmico, µk, como uma razão adimensional de forças distintas;
N
ee F
F=µ ;
N
cc F
F=µ (2.3)
Em qualquer outra parte desta tese, se não existir índice para “µ”, assuma-se µc, do que foi referido
anteriormente. A determinação do coeficiente de atrito será feita de acordo com a expressão de
proporcionalidade, ou então em termos de forças (FN e Fa):
p⋅= µτ (2.4)
Esta simples (embora incompleta) representação do atrito é adequada para a análise de muitos sistemas
físicos com pressões de contacto mais baixas nas interfaces dos materiais.
Um avanço nesta teoria foi realizado por Bowden e Tabor [2] estipulando que a forte aderência
(concretizada por soldaduras microscópicas que se dão a frio) que acontece nas regiões em contacto e a
força necessária para desfazer essa mesma junção é uma medida de atrito. Através da análise da
deformação plástica ao nível das asperezas, Bowden e Tabor [2] apresentaram uma explicação teórica
para o coeficiente de atrito, na Lei de Amontons.
Nas suas primeiras análises, em que o efeito da pressão normal era considerado independente da tensão
de corte, o valor máximo obtido para o coeficiente de atrito foi de 0.2. No entanto, para muitos metais em
regime de vácuo, o mesmo coeficiente pode ser muito maior que esse valor, como tal esta teoria foi
posteriormente alterada, de modo a incluir o efeito combinado entre as tensões de corte e normais e o
aumento da área de contacto das superfícies, levando à formulação:
( )213 f
f
−=µ (2.5)
Onde f é uma constante que representa a tensão de corte na interface das superfícies, ou seja, para
junções fortes, o limite de f será 1, e diminui à medida que esta força de junção reduz. Bay [22]
modificou esta última equação:
Em que β quantifica a percentagem de área da superfície realmente capaz de entrar em contacto com a
outra.

12
( )21 f
f
−=
βµ (2.6)
Esta última equação indica a condição para o início de um escorregamento mais grosseiro. O
deslizamento tem início quando se atinge a resistência estática de atrito máxima a nível da junção, e esta
é eliminada. Neste momento a resistência de atrito é nula, mas de seguida se formam novas junções e o
processo se repete (stick–slip). A resistência estática de atrito persiste ao longo de uma distância da
ordem dos 10-3mm, assim que se inicia o movimento. Depois o seu valor diminui ao longo de10-2 mm,
quando a componente de resistência cinética de atrito é atingida [23].
Esta análise inspirou alguns autores nas suas teorias de modo a desenvolver modelos mais sofisticados
do contacto entre as asperezas.
De entre várias hipóteses, como as de Green [2], [25], Edward e Halling [26], é, finalmente, Halling [27]
que surge com uma análise bastante compreensiva sobre o desenvolvimento histórico dos modelos de
atrito.
Lei do atrito de Prandtl
Nas teorias de Bowden – Tabor e Edwards – Halling é dito que a deformação de cada aspereza é
considerado um processo isolado, no entanto, e por consequência, a pressão na interface durante
processos de corte é elevada [28], as zonas plásticas em baixo das asperezas entram em contacto,
fundem-se e podem até misturar-se, devido ao processo de deformação em que incorrem. A interacção
plástica entre asperezas vizinhas não deverá ser vista isoladamente. Como a pressão na interface
aumenta até ao ponto em que a área real de contacto iguala a aparente, o atrito torna-se independente
da pressão na interface e assume o valor de k , valor da tensão máxima de corte do material da peça.
Tem sido mostrado que o k não é um simples valor; devido às pressões hidrostáticas envolvidas na
maioria dos processos de enformação plástica, a pressão normal tende a elevar-se a um valor bastante
superior à tensão de cedência do material. Uma vez que o limite máximo de tensão de corte é dado pela
capacidade da força de corte, o coeficiente de atrito decai para um valor ilusório e insignificante. Para
contornar esta incongruência, a lei do atrito constante propõe uma condição de fronteira, de modo a que
o seu valor, em condições reais, seja inferior a k , podendo ser determinado a partir de ensaios de
tensão uniaxial [24], [29].
Para o atrito constante assume-se que a tensão de corte é proporcional à força necessária para que se
processe a enformação de um dado material, de que resulta a seguinte expressão:
kmm == maxττ (2.7)

13
Sendo m um factor de proporcionalidade, também chamado de factor de atrito, e varia de 0 (condições
de atrito nulo) a 1 (quando ocorre o fenómeno da adesão). Os factores maxτ ou k e m são constantes
para um dado material a maquinar, matriz (processos de enformação) ou lubrificante. O coeficiente de
atrito, µ , pode então ser aproximado através da relação empírica proposta por Male e Depierre (1970),
com base no estipulado por von Mises [30], [88]:
3m≈µ (2.8)
O uso de valores médios para o coeficiente de atrito pode ser uma boa opção para o cálculo das forças
em causa, mas pode também conduzir a erros na determinação da distribuição da tensão, como descrito
por Schey (1983) [30]. Irá também dificultar a previsão correcta das microestruturas envolvidas no
material.
Algum destes aspectos têm sido estudados por Wanheim, Bay e alguns colaboradores, tendo sido depois
resumidos por Bay [22].
Quanto à implementação em modelos computacionais e numéricos da lei do atrito constante ( m ) podem
ser encontradas metodologias detalhadas na bibliografia [31], [32].
Lei do atrito de Wanheim – Bay
A lei de Amonton e a teoria da adesão (Bowden e Tabor) são apenas aplicáveis até um certo limite. Para
além do limite de proporcionalidade, a formação de asperezas causa interacções nas superfícies dos
materiais, assim como que encaixes (figura 2.1). A variação do atrito com a pressão deixa, então, assim
de ser proporcional, aproximando-se assimptoticamente ao valor máximo para pressões muito altas.
Quando a área real iguala a aparente (a elevadas pressões de contacto), a lei do atrito constante pode
então ser aplicada. Este modelo só poderá ser aplicado se assumir-mos que a inclinação das asperezas
é baixa e assim se mantém ao longo de toda a distância de deformação.
Baseado na análise da área real de contacto e na deformação das asperezas, Bay [22] propôs um
modelo que assume que o atrito e a pressão são proporcionais até um certo limite de proporcionalidade.
Nesta análise foi tomada em consideração a inclinação das asperezas, obtendo-se como resultado um
novo modelo compreensivo e novas curvas de atrito, evoluindo para uma nova lei.
O modelo geral de Wanheim-Bay (que particulariza os fenómenos do atrito para o âmbito da
maquinagem, utilizando interfaces entre peças a maquinar ou aparas e faces da ferramenta), diz que o
atrito numa interface de contacto é proporcional à tensão normal, p , para casos em que esta seja baixa
)5.1( <ep σ , mas tende para um valor constante a altas pressões normais )3( >ep σ , sendo as duas

14
regiões separadas por uma região de transição intermédia [8], sendo apresentado na expressão
seguinte:
kfa ⋅⋅= ατ (2.9)
Nesta relação, aτ é a tensão de atrito, f o factor de atrito, α a razão entre as áreas de contacto real e
aparente (área entre a ferramenta com bom acabamento e apara maquinada, com uma superfície
grosseira e áspera) e k , o valor da tensão de cedência em corte puro do material da peça, ou seja a
tensão de corte máxima (tal como no modelo de atrito constante de Prandtl).
Assumindo o atrito como sendo uma condição de fronteira de tracção, a expressão para o consumo de
potência de Wanheim-Bay, fπ , devido ao atrito, pode ser apresentada por:
dsduf
r
S
u
raf ∫ ∫
=
0
τπ (2.10)
Aqui fS representa a área da interface de contacto e ru a velocidade relativa entre o material e a
ferramenta, sendo o sentido da tensão de atrito (corte), aτ , oposto à velocidade relativa, ru , de acordo
com:
r
ra u
ukf ⋅⋅⋅−= ατ (2.11)
Na prática, o factor de atrito, f é determinado experimentalmente e o termo α pode ser determinado de
acordo com as expressões analíticas do modelo geral de Wanheim-Bay, desenvolvido por Gerved,
podendo ser encontrado na bibliografia [34].
Do modelo desenvolvido por Gerved, podemos prever o limite de proporcionalidade que distingue os
modelos de atrito apresentados, da seguinte forma:
( )
( )f
ffp
e −+
−+++=
′
113
1arccos2
1 2π
σ
(2.12)
fka −−= 11'τ
(2.13)

15
Esta análise é a mais adequada para modelar a condição de fronteira relativa ao atrito na interface peça
– ferramenta quando a pressão nominal sobre a superfície de uma matriz apresenta variações
significativas [35].
A variação do atrito durante um processo de enformação ou corte, deve então seguir uma lei (figura 2.5)
que após um período de proporcionalidade (com o carregamento normal – p) tende a estabilizar numa
tensão de atrito máxima ( máxτ ).
Figura 2.5 – Representação esquemática das principais leis de atrito usadas em engenharia, mostrando a tensão de
atrito numa interface sólido – sólido, como uma função da pressão normal. São apresentadas duas curvas (A e B)
geradas a partir da lei do atrito de Bay, para condições de atrito diferentes (BA ff > ).
A lei do atrito de Bay reproduz, de forma bastante aproximada à realidade, o fenómeno inerente ao atrito.
Em todo o caso, os softwares de simulação para enformação metálica assumem um simples valor para o
atrito, embora este, na realidade, varie de processo para processo. Mais detalhes sobre a implementação
computacional do modelo do atrito de Wanheim – Bay podem ser encontrados em [32].
2.1.3 Métodos de quantificação do atrito O esforço dispendido na medição do atrito pode ser evitado se nos for possível encontrar dados
(aproximados) acerca do par de material e das condições de escorregamento em estudo. O exercício da
medição do atrito pode gerar confusão porque os dados quase nunca são constantes, é muito raro
conseguir reproduzir as condições e, frequentemente, a dinâmica do sistema de medição torna-se
imprecisa. Uma primeira visão sobre resultados irregulares, prontamente, nos leva a questionar se a
Lei do atrito constante
Lei de Coulomb
Lei de Bay
τa
p Deformação das asperezas
Zona de transição (plasticidade relativa)
Plasticidade total

16
medição foi bem realizada, mas estas são geralmente afastadas pela simplicidade e clareza dos valores
de atrito publicados, particularmente os apresentados em forma de tabelas.
A dificuldade em obter dados válidos sobre o atrito pode ser perceptível através do esforço de formular
normas para os métodos de quantificação do atrito, tais como os comités da ASTM. Muitas pessoas
qualificadas e experientes, utilizando os mesmos procedimentos experimentais, idênticos materiais,
lubrificantes e sistemas de aquisição de dados iguais, já tentaram proceder de forma a conseguir
convergir para os mesmos resultados, embora tenham divergido em mais de 25%, o que conduziu a
períodos de tempo longos, gastos a discutir acerca do procedimento levado a cabo em testes futuros
[36].
Embora haja toda esta divergência e dificuldade na escolha da melhor metodologia a seguir para
determinar o atrito, este facto não impediu que fossem criados e desenvolvidos processos para tal fim.
Desta forma, desde o plano inclinado (criado por Leonardo da Vinci), muitos outros têm vindo a ser
desenvolvidos porque o comportamento devido ao atrito depende, não só das propriedades dos
materiais, mas também do modo de aproximação, do contacto e interacção das superfícies [37].
Podemos encontrar descrito um grande número de métodos de quantificação do atrito nas normas ASTM
por parte do comité D-2, entre outras publicações [38], tais como os métodos bloco no anel (ASTM D
2714) e o pino no disco (ASTM G 99 – 95a). De entre os métodos descritos nas normas ASTM, os mais
utilizados para recriar as condições de atrito na maquinagem [39] são o ensaio de anel de Cockcroft –
Male e o pino no disco. Nesta tese far-se-á uso de ambos, na tentativa de avaliar as condições de atrito
durante o corte por arranque de apara.
Ensaio do anel Neste ensaio, desenvolvido por Male e Cockcroft (1964), um provete em forma anelar de dimensões
específicas é comprimido ente pratos com a mesma rugosidade, através de uma carga axial. Através da
medição da variação do diâmetro interior com a altura do anel é possível deduzir o valor de um “factor de
atrito”, m, com base na interpolação das curvas de calibração (estipuladas teoricamente). Tipicamente, a
geometria adoptada para o anel é a da figura 2.6 a), e um exemplo das curvas de calibração pode ser
observado na figura 2.6 b). Deve notar-se que se forem assumidas diferentes teorias para a geração das
curvas de calibração, ir-se-ão obter diferenças significativas no seu aspecto (traçado) ao longo da
deformação, e, como consequência, diferentes factores de atrito [40].

17
Figura 2.6 – Ferramentas utilizadas na determinação do factor de atrito no ensaio do anel: a) geometria e dimensões
do espécime não deformado; b) exemplo de curvas de calibração para o ensaio de anel.
A figura 2.7 mostra as características de deformação de dois anéis idênticos que perderam a mesma
altura (∆T0) devido à acção de uma carga exterior. Um dos anéis está bem lubrificado e é comprimido
com baixo atrito, enquanto que o outro anel, não lubrificado, é comprimido com maior atrito. O
comportamento característico é drasticamente diferente, de um caso para o outro. Na operação levada a
cabo com baixo atrito, o raio interior do anel (Ri) aumenta com a deformação, ao contrário do que
acontece na operação com atrito mais elevado em que o raio interior diminui. A concavidade da parede
interna do cilindro muda consoante o caso, e minimiza o deslizamento relativo entre a face do cilindro e a
superfície que comprime o anel. O raio exterior (R0) expande em ambos os casos.
Figura 2.7 – Comportamento/deformação do cilindro durante o forjamento: a) anel original; b) aspecto final com atrito
elevado; c) aspecto final com baixo atrito.
Todavia é necessário assumir certas simplificações que podem conduzir a erros e incertezas [40]. Além
disso, uma vez que os valores variam com outros parâmetros, tais como a velocidade relativa e pressão
de contacto, qualquer que seja a estimativa do atrito pode apenas ser considerada como um valor médio,
uma vez que neste ensaio torna-se impossível contabilizar com precisão qualquer um destes dois
parâmetros na interface.
a) c) b)
a) b)

18
Embora este ensaio seja maioritariamente utilizado como um simples teste classificativo para avaliação
de lubrificantes ou superfícies acabadas, não é o método ideal para obter resultados credíveis para
aplicações. Os valores obtidos são altamente dependentes do que foi assumido aquando da
determinação das curvas de calibração, e a configuração das curvas dita que, para valores baixos de
deformação (entenda-se menor que 20%), o método não é suficientemente sensível, sendo ainda muito
dependente da exactidão das descrições térmica e mecânica do material [41].
As curvas de calibração do ensaio de anel podem ser obtidas por métodos analíticos ou numéricos.
Como analíticos podem ser utilizados:
• Método da placa (ou chapa) [42].
• Método do limite superior [43], [44] e [45].
• Análise limite (que compreende limites inferiores e superiores) [46], [47] e [48].
A determinação das curvas de calibração com base na análise numérica é essencialmente obtida através
do método dos elementos finitos. Este método permite prever o comportamento (fluxo) do material do
anel, à medida que se incrementa a pressão nas suas faces e se processa a deformação, como função
da extensão, velocidade de deformação e temperatura e no factor de atrito. [32].
A modelação numérica para o ensaio do anel passa normalmente por uma análise rigido-plástica ou
visco-plástica bidimensional, tendo em consideração a axissimetria, baseada na formulação de
elementos finitos. O modelo numérico é preparado de modo a reproduzir todas as condições
experimentais (modelos de distribuição de tensões em função da extensão, velocidade da deformação e
temperaturas). O atrito na interface é também introduzido no modelo numérico, podendo ser escolhida
qualquer uma das leis, tais como o atrito constante, km⋅=τ , ou a lei de Wanheim – Bay, fk ⋅⋅= ατ .
A realização da simulação numérica utilizando diferentes factores de atrito e a observação do aspecto da
malha permite a determinação de curvas de calibração para o ensaio do anel.
Figura 2.8 – Representação da malha deformada durante a simulação do ensaio de anel (onde N define a linha
neutra ou a zona de velocidade nula, que separa as duas direcções de escoamento de material) [49]

19
Pino no disco A geometria básica de um sistema de pino no disco consiste da utilização de um pino com secção
circular ou ponta hemisférica que desliza sobre uma superfície plana de um disco em rotação. O diâmetro
do pino e a espessura do disco podem ser arbitrários, no entanto devem ser escolhidos de forma a
garantir a rigidez do sistema. Para tal podem ser encontradas algumas dimensões típicas destes
componentes na literatura [50].
O acabamento superficial de ambos os componentes (pino e disco) deve coincidir com as condições
experimentais que pretendemos reproduzir, sendo um dos principais critérios a rugosidade (rms). Para
prevenir de forças de levantamento (inércia) estranhas, as faces do disco devem de ser paralelas e este
deverá rodar concentricamente.
O aparato que comporta este sistema pode ser, ora muito simples ora bastante complexo, dependendo
do número de variáveis que pretendemos controlar ou reproduzir e medir. Alguns destes aparelhos
podem elevar a temperatura a valores superiores a 1000ºC em poucos segundos, utilizando corrente
contínua com mais de 200 A [51] sendo esta temperatura monitorizada com a utilização de termopares.
Pode também alcançar-se, com determinados aparelhos, velocidades superiores a 2 m/s.
A carga é aplicada ao pino, utilizando um sistema de alavanca de carga regulável (braço móvel, p. ex.) e
o mesmo sistema transfere a carga e a força de atrito para um instrumento de medição da
extensão/tensão (célula de carga). O pino é fixo à alavanca por intermédio de um suporte rígido, de
preferência longo, para que disco o disco se possa submergir num lubrificante, por exemplo, sem afectar
o sistema de fixação do pino. Este suporte deve também permitir que se possa montar uma pequena
fornalha que envolva o pino e o disco para que se possam recriar situações de atrito a alta temperatura.
Um pré carregamento, como ilustrado na figura 2.9 b), aumenta a inércia e reduz as vibrações causadas
pelo atrito.

20
Figura 2.9 – a) Esboço do aparelho de pino no disco, b) Curva típica do coeficiente de atrito medido com sistema
pino no disco utilizando um pré-carregamento.
A norma relativa ao processo descreve-o como sendo, primariamente, uma metodologia de medida do
desgaste dos materiais, embora possa ser utilizado na quantificação de forças de atrito. É referido
também que os resultados ao nível do desgaste ou atrito podem variar com a orientação relativa entre
pino e disco (horizontal e vertical) assim como através de métodos de carregamento diferentes. Quanto
ao acabamento superficial dos espécimes utilizados para recriar uma interface (pino e disco) é referido
que esta deverá rondar os 0.8 µm ou então a rugosidade especifica do processo que se queira retratar
[52].
As configurações básicas destes equipamentos assim como alguns métodos e ensaios experimentais
podem ser encontrados em literatura relevante [50]. As condições que se utilizam para avaliar películas
de lubrificante, cargas, velocidades, ambientes, materiais, entre outras, são factores que devem de ser
escolhidos e manipulados pelo investigador, para que se aproxime ao máximo das condições que
vigoram na interface (lubrificada ou seca).
Nunca deve ser esquecido que o aparelho de pino no disco é uma ferramenta que visa a obtenção de
informação sobre o atrito ou desgaste de um modo acelerado. Por isso, o único teste real de um
lubrificante ou da aferição da força de atrito numa interface é feito para o fim a que está destinado, no
próprio processo, o qual tem condições muito particulares, extremamente difíceis de reproduzir em
qualquer método experimental independente.
a) b)
µ
t (s)

21
2.2 Corte por arranque de apara De acordo com os fundamentos levantados acerca da tribologia, neste ponto assume-se que o atrito na
face de ataque de uma ferramenta de corte é proporcional à tensão normal sobre a mesma, tendo como
coeficiente de proporcionalidade ou de atrito (µ), ou um ângulo de atrito (β). Isto levou a conclusões, com
base em resultados experimentais, que os picos de tensão normal na face de ataque variam de 1 a 3
vezes o valor da tensão de corte máxima, k, e a máximos de tensões de atrito, 2 vezes o mesmo valor, k
[7]. No entanto esta última conclusão tornou-se desadequada e desacreditada porque o metal não
consegue transmitir tensões de corte superiores à própria tensão máxima de corte. Não obstante, deve
fazer-se uma análise mais pormenorizada à interacção e condições que promovem o atrito, que têm lugar
na face de ataque. Outro ponto importante diz respeito ao modo como deverá ser efectuada a lubrificação
nesta zona de atrito crítico.
Um modo de estudar a área de contacto e as tensões de atrito na face de ataque consiste na medição
directa, no próprio processo, tarefa levada a cabo nesta tese, embora seja um trabalho delicado, uma vez
que as tensões são muito altas e as áreas de contacto pequenas.
Ao contrário de algumas experiências levadas a cabo recentemente, em que se corta chumbo com
ferramentas poliméricas fotoelásticas, tal como nos trabalhos de Chandrasekeran e Kapoor (1965) [6], o
método mais usual consistiu na utilização de duas ferramentas de corte (figura 2.10) separadas por uma
fenda (Split tool). Os dois segmentos da ferramenta montam-se separadamente, com uma folga de valor
g, em que um deles, pelo menos, é fixo numa plataforma de medição de força, na qual se podia medir a
distribuição da carga normal e tangencial (atrito) junto à aresta de corte e/ou ao longo da face de ataque.
Figura 2.10 – Representação do processo de corte experimental com a utilização de uma Split tool.
Neste capítulo dá-se ênfase à mecânica da formação da apara, como modelo simples da análise do
processo de corte por arranque de apara, que tal como esta ferramenta experimental, utiliza um ângulo
de ataque nulo (figura 2.13).
FN1
Fa2 Fa1
Apara FN2
1 2

22
Como o processo é caracterizado por um leque muito variado de parâmetros, torna-se imperativo fazer
uma descrição de definições básicas inerentes ao corte, nomeadamente ao nível da geometria do corte e
dos modelos analíticos utilizados para o caracterizar.
2.2.1 Definições básicas Todas as operações de corte podem ser esquematizadas pelas configurações da figura 2.11, onde se
pode verificar que a ferramenta em forma de cunha possui uma aresta de corte bem definida e é
rigidamente fixa, de modo a haver movimento relativo entre esta e a peça a maquinar, de tal forma que
seja retirada uma fina camada de material que, por sua vez, forma a apara. Uma das configurações
(figura 2.11 b) representa um caso especial do corte, no qual a aresta de corte está disposta
perpendicularmente à direcção em que se efectua o corte. Quando é realizado nestas condições,
denomina-se por corte ortogonal (Merchant, 1944) [54]. A avaliação do valor do atrito da presente
dissertação é feita utilizando o processo nestas condições.
Desde a simplificação introduzida pelo corte ortogonal, o corte começou a ser estudado em duas
dimensões. Desta forma, podem ser eliminadas bastantes variáveis, pelo que torna a análise de
investigação menos complexa. A forma de cunha da ferramenta de corte consiste em convergir duas
superfícies, sendo a face de ataque aquela que esta solidária com a apara, de forma a formar uma aresta
de corte.
Figura 2.11 – Representação esquemática dos cortes: a) oblíquo e b) ortogonal. Note-se a diferença de tamanho
entre a espessura da camada de material a retirar e a extensão da aresta de corte a efectuar trabalho.
Uma das mais importantes variáveis no corte è a inclinação da face de ataque, definida entre a superfície
da face de ataque e uma linha perpendicular à superfície da peça, já maquinada. Esta inclinação
denomina-se ângulo de ataque da ferramenta de corte (α), e, de acordo com a terminologia ISO, o seu
a) b)
Ferramenta
Apara
Peça a maquinar
Ângulo de obliquidade (ω)
Apara
Ferramenta
Peça a maquinar

23
sinal é definido do modo representado na figura 2.12. A face de saída não é importante para o processo
de remoção da apara, embora seja objecto de estudo quando queremos optimizar (minimizar) a taxa de
desgaste das ferramentas. Esta é definida pelo ângulo de saída (σ), definido entre a superfície da face de
saída e uma linha paralela à superfície da peça.
Figura 2.12 – Representação bidimensional do corte ortogonal (plano normal à aresta de corte), ilustrando os principais parâmetros.
Outra característica geométrica bastante importante é a inclinação do plano de corte (φ). Embora seja um
ângulo extremamente difícil de prever experimentalmente, pode ser determinado de forma analítica com
base na razão de compressão da apara, geralmente denominada de grau de encalque (Rc):
( )ααϕ
ϕαϕ
sengsenAB
AB
e
eRc +⋅=
⋅
−⋅== coscot
cos' (2.14)
Com esta equação é possível determinar analiticamente o ângulo do plano de corte através da aferição
da espessura da apara (e’), tendo claro conhecimento dos parâmetros controláveis, o ângulo de ataque
(α) e a profundidade de corte (no corte ortogonal) ou espessura da apara não deformada (e):
−= −
αα
ϕcos
cot 1 senRg c (2.15)
Corte ortogonal
No corte ortogonal, a força resultante (FR), aplicada pela ferramenta à apara reside num plano normal a
aresta de corte. Esta força é normalmente determinada por meios puramente experimentais, através da
soma vectorial de duas componentes de força: uma na direcção do corte (Força de corte – Fc) e outra
normal a esta direcção (Força de penetração – Fp). A figura 2.13 mostra um método onde se utiliza um
sensor piezoeléctrico tridimensional onde se fixa um bloco de material a maquinar. Através da passagem
da ferramenta de corte no referido material, o sensor é capaz de adquirir as duas componentes de força
α
σ
Face de ataque
Face de saída
e’
e
φ
Plano de corte
Aresta de corte Superfície maquinada
B
A

24
acima referidas e mais uma terceira, derivada da obliquidade da aresta de corte (Fz), embora no corte
ortogonal esta componente da força resultante seja nula.
Figura 2.13 – Representação esquemática do processo de aferição das três componentes (Fc, Fp, Fz) que contribuem
para o vector da força resultante (FR). Pode também ver-se o sentido da velocidade de corte (Vc) para este caso.
Com a utilização de um ângulo de ataque (α) nulo, pode fazer-se coincidir a força de corte com a força
normal na interface entre a apara e a ferramenta de corte. Do mesmo modo, resulta que a força de
penetração dará o valor da força de atrito que vigora nesta interface, para este exemplo de corte
ortogonal e a avaliação do atrito no próprio processo de corte vai ser efectuada nestas condições.
Na maioria dos casos, a energia dispendida pela força tangencial pode ser negligenciada em detrimento
da consumida pela força de corte. Assim, a energia consumida durante o processo (Wc) pode ser obtida
por:
ccc VFW ⋅= (2.16)
No entanto, como muitos dos parâmetros podem sofrer alterações ao longo do processo, pode haver
variações no valor da energia consumida. Como tal, para evitar este problema, geralmente normaliza-se
este valor, dividindo-o pela taxa de remoção de material (Z):
sc
c
ccc kA
F
VA
VF
Z
W==
⋅
⋅=
00
(2.17)
Nesta simplificação obtém-se um valor (ks) conhecido por pressão específica de corte, com base na
energia e na área da secção não deformada da apara (A0).
Mecanismo de fixação
Ferramenta
Provete a maquinar
Fz
Fp Fc
Sensor Piezoelétrico
Vc

25
2.2.2 Revisão bibliográfica A primeira revisão histórica foi publicada por parte de Finnie [3], que discutiu os cem anos de
investigação em maquinagem e concluiu que os primeiros estudos foram desenvolvidos por Cocquilhat
[56], no ano de 1873, nos quais determinou o trabalho necessário para remover um dado volume de
material na operação de furação. A primeira tentativa de explicação do mecanismo da formação da apara
surgiu em 1870 e foi realizada por Time [57] e pelo famoso cientista francês Tresca [58], em 1873.
Em 1925, Stanton e Hyde [59] direccionaram os esforços para analisar a formação de apara contínua
através da analogia com testes de dureza. No mesmo período, Rosenhain e Sturney [60] procederam à
determinação dos principais factores que influenciam a continuidade da apara, concretamente a
velocidade de corte, o ângulo de ataque e a lubrificação. As suas análises foram efectuadas em provetes
marcados com uma malha quadriculada de forma a analisar também o escoamento do material.
Em 1951, Lee e Schaffer [61] introduziram um novo modelo de geometria de corte para materiais rígido-
perfeitamente plásticos. A partir deste modelo foram introduzidos novos desenvolvimentos por parte de
Shaw, Cook, Finnie [62], Kobayashi e Thomsen [5] e Hill [64].
Como forma de avaliar as teorias até ao momento desenvolvidas, começaram a ser levadas a cabo
ensaios a nível laboratorial. Uma das primeiras investigações foi efectuada por Watkins e Wilkinson em
1957 [65], na qual se realizaram ensaios de corte a baixas velocidades, enquanto Chisholm e McDougall
[66] fizeram ensaios de corte em chumbo a altas velocidades. Com os seus resultados surgiram muitas
dúvidas quanto à validade das teorias anteriores, nomeadamente as que relacionam os ângulos e a
geometria do corte.
No início dos anos 60, Oxley e os seus colaboradores [67] determinaram novas equações para o
mecanismo de formação da apara. Em 1961, Albrecht [68] reexaminou a geometria da formação da
apara e introduziu um novo conceito de apara aderente que favorece a formação da apara ao nível do
plano de corte. Devido a este fenómeno concluiu também que nenhuma aresta de corte é completamente
afiada, introduzindo aqui a ideia de existir uma extremidade boleada em vez de uma aresta.
Em 1973, Klamecki [69] e Tay [70] apresentam as primeiras formulações numéricas aplicadas ao corte,
através da utilização do MEF.
A partir dos anos 90, chegou-se à conclusão por parte de muitos investigadores (Chen [71], Joshi [72],
Kim e Sin [73], Childs [74], Ozel e Altan [75]) que a criação de um modelo representativo do corte não é
uma tarefa fácil e requer conhecimentos muito aprofundados acerca da distribuição das tensões e

26
deformações, das condicionantes do atrito e da acção da aresta de corte sobre o material, de forma a
que se possa recriar uma analise numérica valida.
No entanto, Astakhov (1999) levantou uma controvérsia a referir que nenhum dos modelos analíticos
baseados no modelo geométrico do plano de corte e as previsões realizadas com o MEF consegue
recriar os verdadeiros campos de escoamento do material. Na realidade, a modelação dos processos de
corte deve ter em consideração o trabalho envolvido na formação de novas superfícies, assim como as
componentes tradicionais do escoamento plástico e atrito [77].
Os fundamentos teóricos do corte baseados na analise restringida à plasticidade e ao atrito não se
encontra de momento capaz de providenciar explicações quantitativas para alguns problemas que se
vêm à arrastar desde sempre, relacionados com o mecanismo de formação da apara. Daquilo que foi
referido, basta concluir que, apesar do grande progresso efectuado a nível do estudo em elementos
finitos do processo de corte, ainda é possível encontrar lacunas de conhecimento.
2.2.3 Mecanismo de formação da apara No que diz respeito aos fundamentos do corte e da formação da apara (criação de novas superfícies), é,
actualmente, aceitável assumir que:
• As novas superfícies são formadas simplesmente pelo escoamento plástico em torno da aresta
de corte da ferramenta;
• A energia necessária ao corte é quase na totalidade devida à plasticidade do material e ao atrito;
• Qualquer outra energia necessária à formação da apara é desprezável.
Esta aproximação está inerente nas mais recentes teorias do corte e está implícita na maioria das mais
importantes contribuições para a compreensão do processo implementadas por Ernst e Merchant (1941)
[4], Zorev (1966) [79], Shaw (1984) [80], Oxley (1989) [81], e muitos outros.
Zonas de corte Um aspecto peculiar e importante do corte em metais é o facto de centrarmos as nossas atenções na
zona onde se dá a deformação, não fazendo esta parte do produto final, mas sim do desperdício (apara).
As condições de fronteira desta zona não são determinadas, de antemão, através da geometria da
ferramenta, uma vez que apenas uma das superfícies da apara é que está em contacto com a mesma,
enquanto a outra (exterior) não se encontra constrangida. Este aspecto leva à formação de diferentes
tipos de apara, dependendo do tipo de material a maquinar e condições de corte. De qualquer modo
podem definir-se três zonas típicas de interesse no mecanismo de corte (figura 2.14).

27
Figura 2.14 – Representação das zonas de corte do processo. Note-se que o escorregamento sobre o plano de corte
(devido à deformação plástica) possibilita que a apara se forme a partir zona primária de corte.
A primeira zona parte da aresta de corte e estende-se ao longo do plano de corte, até atingir a superfície
exterior do material, limitando a zona onde o material será deformado, conhecida como a zona primária
de corte. Nesta região, o material atinge a tensão máxima de corte ( k ) na direcção do plano de corte e
distorce ao longo deste. A zona secundária surge ao longo do plano de ataque da ferramenta como
resultado do atrito de contacto entre este e a face interior da apara. Um fenómeno similar ocorre ao nível
da zona terciária onde a nova face da peça desliza ao longo da face de saída da ferramenta.
Atrito Devido às referidas fronteiras geométricas livres, o processo torna-se muito sensível às condições de
atrito no plano de ataque. Por exemplo, se o coeficiente de atrito for reduzido, o ângulo do plano de corte
(φ) aumenta e a espessura da apara reduz, assim como aumenta o enrolamento da apara. Como
consequência da redução de atrito, a área do plano de corte vai diminuir, assim como o comprimento de
contacto (entre a apara e o plano de ataque da ferramenta) e a pressão, devido à redução de força
necessária para se proceder ao corte (figura 2.15). Muitos investigadores desta área desenvolveram
trabalhos no âmbito do atrito nos processos de corte [82], [83].
No entanto, devido às condições de atrito na face de ataque, torna-se difícil o acesso do lubrificante.
Além do mais, e mais importante ainda, a formação da apara coincide com o aparecimento de novas
superfícies, tal como introduzido nos fundamentos da Tribologia. Estas são quimicamente muito activas e
têm tendência a gerar novas condições tribológicas na interface apara/face de ataque, como a adesão,
difusão, entre outras, que promovem o incremento acentuado do atrito.
Zona primária de corte
Zona secundária de corte
Zona terciária de corte
lc Ferramenta
Material a maquinar
Apara

28
As propriedades físicas na interface ainda não foram muito bem definidas, embora haja consenso para o
caso do corte de uma apara de largura finita (w), onde se pode discernir uma zona de maior aderência,
envolvida por uma zona onde apenas se dá atrito de escorregamento (figura 2.16 c). No limite desta zona
dá-se a separação entre a apara e o plano de ataque da ferramenta. Quer a teoria de Wallace e
Boothroyd [84], que diz que a transição entre estas duas zonas se dá de forma instantânea, quer a
descoberta de Finnie e Shaw [85] que diz que a transição se processa de uma forma gradual, dependem
talvez da combinação particular de materiais. Quer para um caso quer para outro, é nestas duas zonas
que o ambiente circundante e o lubrificante ou líquido de refrigeração podem ter maior influência.
Figura 2.15 – Influência das condições de atrito na correspondência entre o comprimento de contacto (lc), ângulo do
plano de corte (φ) e configuração geométrica da apara.
Figura 2.16 – Distribuição das tensões normal a) e de corte (atrito) b) no plano de ataque da ferramenta e ao longo
da apara, respectivamente; c) Zonas de adesão 1) e escorregamento 2) na face de ataque da ferramenta.
φ1
φ2
φ3
lc3
lc2
lc1
w
a) b) c)
lc

29
Coeficientes de atrito superiores à unidade
Existem algumas especulações acerca de desvios que se fazem a certas suposições, sobre as condições
vigorantes no corte por arranque de apara, que podem conduzir a elevados valores de µ. Todas as
propostas passam pela ideia de manter a força de corte numa junção à medida que a tensão normal é
aliviada. É certo que para isto acontecer devem existir os mais elevados níveis de adesão entre as
asperezas e a ferramenta. A natureza virgem e não oxidada da superfície da apara, criada pela
separação do material base ao nível do plano de corte, cerca de 1 milissegundo (ms) antes de atingir o
final do comprimento de contacto (dependendo da velocidade de escoamento da apara ou de corte) e a
grande temperatura gerada devido a altas velocidades de corte, são condições extremamente favoráveis
à ocorrência de uma forte adesão (microsoldaduras). No entanto não há ainda teorias convincentes que
relacionem coeficientes de atrito superiores à unidade com as propriedades subjacentes à plasticidade
das asperezas e o estado da interface.
Na maquinagem de metais têm sido observados valores coeficientes de atrito superiores a 1, em casos
em que as asperezas são plásticas, embora as relações (τ/k) e (p/k) sejam reduzidas, o que gera uma
certa confusão, por não haver uma explicação plausível para se transitar para o regime plástico das
asperezas a baixos valores de tensão.
Existem duas hipóteses explicativas baseadas no encruamento: uma primeira abordagem diz que, do
mesmo modo que varia a distribuição de pressão hidrostática ao longo do plano de corte, durante o corte,
pode variar também a pressão no interior de uma aspereza em deformação e levar a reduções do valor
médio de da pressão normal (p) para um valor inferior a k, embora este seja um efeito pouco significativo
ao nível das asperezas presentes no plano de ataque. Uma segunda possibilidade reside em imaginar
um pequeno encruamento e grandes condições de adesão, que levam a que a interface se torne mais
resistente que aspereza. Como tal, foi observado por parte de Bay e Wanheim (1976) [8], para materiais
não temperados, uma deformação instável das asperezas, com um incremento da área de contacto
superior ao esperado.
Existe um segundo tipo de possibilidade que explica a existência de tais coeficientes; assumindo que
uma aspereza é solicitada a uma carga (W) contra outra face e que este valor não se altera quando o
escorregamento tem início. Por exemplo, numa interface onde vigora o contacto plástico, diz-se que a
adição de uma força de escorregamento (F) a uma área de contacto real gera uma tensão de corte extra
de valor F/Ar e, caso Ar não decresça, causa o aumento de maxτ . Assume-se então que W/Ar não
decresce.
Se W é constante, a força extra F faz com que a faces em movimento relativo se aproximem uma da
outra. É este efeito que inibe o incremento de Ar. Tirando proveito deste princípio, Green (1955) [25]
realçou o facto de que, em regime estacionário de escorregamento, entre duas superfícies planas, estas
devem deslocar-se paralelamente uma à outra. Neste caso todas as interfaces devem passar por um

30
ciclo de carregamentos. A figura 2.17 é baseada no trabalho de Green. Aumentando o deslocamento
tangencial, as asperezas entram em contacto, deformam-se e partem-se. O carregamento aumenta,
atinge um valor máximo e decai, mas as forças de atrito crescem e mantêm-se constantes até à quebra.
Se a qualquer momento se estabelecerem diversos contactos, cada um num local aleatório deste ciclo,
observar-se-á um coeficiente de atrito médio, obtido a partir das áreas delimitadas pelas curvas do
gráfico da figura 2.17.
Figura 2.17 – Ciclos dos carregamentos W e F na interface em regime estacionário.
Green argumentou que, quando as condições são tais que as junções falham quando a carga decai até
zero, o coeficiente de atrito corresponde à unidade. Para valores ainda mais altos requerem-se junções
capazes de resistir a forças de tracção (como mostra o mesmo gráfico). O valor exacto do coeficiente de
atrito dependerá na especificação exacta de como as superfícies se aproximam e deslocam entre si, e
nas leis de tracção (falha) das junções [7].
O importante é mesmo realçar que não existem previsões quantitativas para o seu valor e que há muitas
teorias e conceitos em confronto que parecem estar longe de um consenso ainda.
W F Compressão
Tracção
W
F
Deslocamento tangencial

31
3 Desenvolvimento experimental
Os processos de corte por arranque de apara estão envoltos num sem número de fenómenos que
contribuem para que o seu regime de forças esteja em constante variação. São fenómenos que podem
ter lugar quer ao nível atómico quer ao nível da atmosfera circundante. Todo este conjunto de situações
promove que o estudo dos parâmetros envolventes num determinado processo seja dificultado, como por
exemplo a força de atrito, que tantas vezes é apenas tomada em consideração, e quase nunca
compreendida como sendo uma grandeza preponderante no processo. Para agravar esta situação, na
maioria das vezes, o processo ocorre a grandes velocidades que dificultam a análise dos fenómenos a
nível do escoamento na face de ataque da ferramenta, assim como se lida com pequenas áreas de
contacto entre esta e a apara. Por estas e tantas outras razões, o atrito torna-se numa matéria de estudo
complexo.
O desenvolvimento experimental desta tese consistiu na avaliação do atrito na interface entre materiais.
Para tal foi necessário recorrer a diferentes tipos de equipamento e tecnologia, desde a realização de
ensaios de corte, passando pelos ensaios de anel e também o desenvolvimento duma máquina de
ensaio de pino no disco, e obter uma caracterização independente do atrito em cada caso.
Como o fenómeno do atrito que se desenvolve no corte por arranque de apara envolve inúmeros
mecanismos com interdependência entre eles, é necessário que se individualize o estudo para melhor se
compreender a influência de cada um entre eles. A utilização de métodos puramente experimentais
(ensaio de anel de Cockcroft – Male e pino no disco) visa esta individualização e a generalização dos
parâmetros, respectivamente. As condicionantes de lubrificação (seco e lubrificado) serão as mesmas
assim como o material em estudo (chumbo e aço).
Os ensaios de corte e o ensaio do anel visam a aquisição do valor do atrito para as diversas condições.
Os ensaios realizados com o aparato de pino no disco, dado à sua grande versatilidade, visam obter uma
evolução da força de atrito assim como observar a influência da velocidade de escorregamento e avaliar
a influência da presença de superfícies virgens no processo.
Todos os trabalhos foram realizados a temperatura ambiente em condições quasi estáticas, embora a
temperatura de trabalho fosse a incutida pelo próprio processo experimental e aquecimento do
equipamento.
O desenvolvimento experimental descrito neste capítulo do trabalho, no qual se fundamentaram os
ensaios, pretende descrever os materiais utilizados e suas propriedades, o aparato e o planeamento
experimentais desenvolvidos de modo a poder avaliar o atrito, de acordo com os parâmetros
anteriormente referidos.
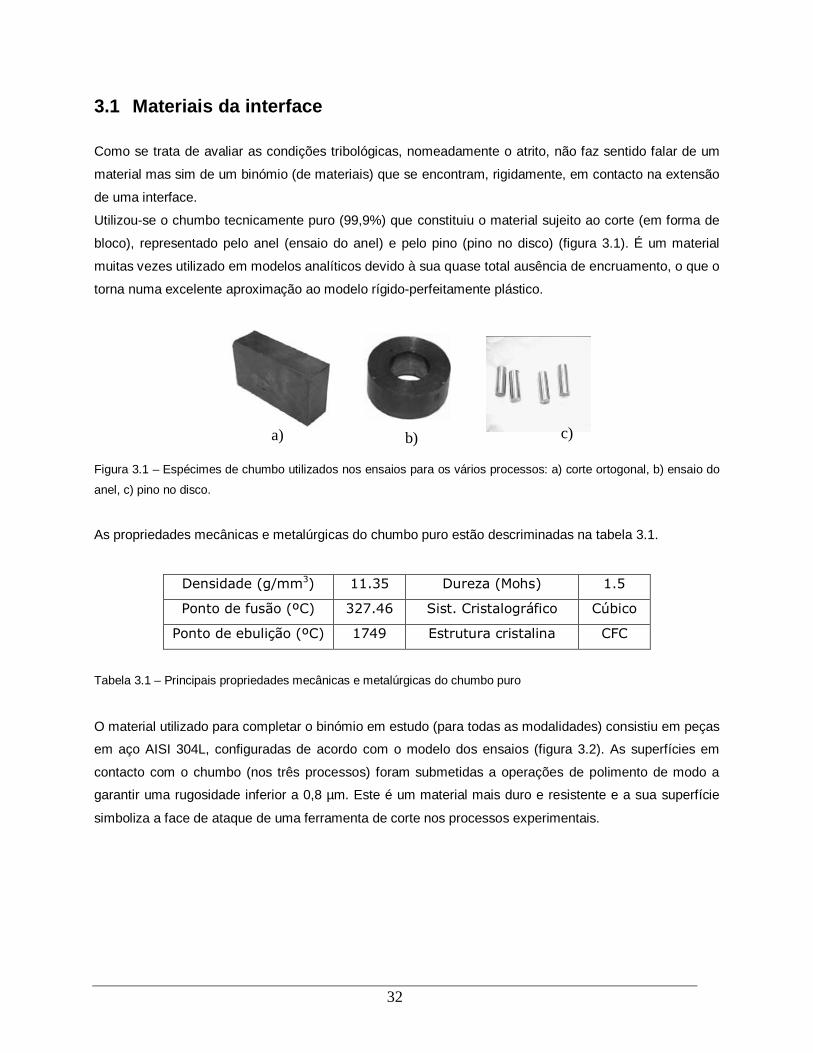
32
3.1 Materiais da interface
Como se trata de avaliar as condições tribológicas, nomeadamente o atrito, não faz sentido falar de um
material mas sim de um binómio (de materiais) que se encontram, rigidamente, em contacto na extensão
de uma interface.
Utilizou-se o chumbo tecnicamente puro (99,9%) que constituiu o material sujeito ao corte (em forma de
bloco), representado pelo anel (ensaio do anel) e pelo pino (pino no disco) (figura 3.1). É um material
muitas vezes utilizado em modelos analíticos devido à sua quase total ausência de encruamento, o que o
torna numa excelente aproximação ao modelo rígido-perfeitamente plástico.
Figura 3.1 – Espécimes de chumbo utilizados nos ensaios para os vários processos: a) corte ortogonal, b) ensaio do
anel, c) pino no disco.
As propriedades mecânicas e metalúrgicas do chumbo puro estão descriminadas na tabela 3.1.
Densidade (g/mm3) 11.35 Dureza (Mohs) 1.5
Ponto de fusão (ºC) 327.46 Sist. Cristalográfico Cúbico
Ponto de ebulição (ºC) 1749 Estrutura cristalina CFC
Tabela 3.1 – Principais propriedades mecânicas e metalúrgicas do chumbo puro
O material utilizado para completar o binómio em estudo (para todas as modalidades) consistiu em peças
em aço AISI 304L, configuradas de acordo com o modelo dos ensaios (figura 3.2). As superfícies em
contacto com o chumbo (nos três processos) foram submetidas a operações de polimento de modo a
garantir uma rugosidade inferior a 0,8 µm. Este é um material mais duro e resistente e a sua superfície
simboliza a face de ataque de uma ferramenta de corte nos processos experimentais.
a) b) c)

33
Figura 3.2 – Material usado para simular a face de ataque de uma ferramenta de corte: a) processo de corte
ortogonal (AISI 304L), b) ensaio do anel (mesa da prensa), c) pino no disco (aço – ferramenta K100).
O lubrificante utilizado nas operações com atrito reduzido foi o Lactuca MS 7000 (fornecido pela TOTAL).
As suas propriedades físicas encontram-se resumidas na tabela 3.2.
Densidade ISO 3675 978 Kg/m3
Viscosidade cinemática ISO 3104 (40ºC) 73,1 mm2/s
Tabela 3.2 – Propriedades físicas do lubrificante Lactuca MS 7000.
3.2 Aparato experimental
O aparato experimental utilizado para a avaliação dos valores do atrito na operação de corte e no ensaio
do anel consistiu na utilização de equipamentos desenvolvidos em trabalhos anteriores por parte do
Laboratório de Tecnologia Mecânica da STM (IST).
O equipamento utilizado para a avaliação experimental do atrito com o sistema de pino no disco foi
concebido ao longo deste trabalho.
3.2.1 Ensaio de corte
O equipamento de medição das componentes da força que intervém no corte ortogonal foi criado com o
intuito de se poder controlar os principais parâmetros de corte e assegurar uma troca rápida de
ferramenta e peça a cortar. Este funciona como uma ferramenta que se encontra ajustada à prensa
hidráulica (500 kN). Os seus componentes essenciais podem ser visualizados na figura 3.3, assim como
a operação de corte.
O fixador foi dimensionado de forma a poder suportar e alimentar a peça em chumbo de dimensões 90 x
24 x 50 mm). Durante a operação de corte, este foi fixo a um sensor piezoeléctrico tridimensional (Kistler
type 9257B) que permitiu aferir as forças de penetração (Fp) e de corte (FN).
a) b) c)

34
Figura 3.3 – Equipamento utilizado no processo de corte: a) prensa hidráulica, b) fixador do espécime montado sobre
o sensor piezoeléctrico, c) ferramenta de corte e respectivo suporte, d) equipamento em operação.
Para se conseguir monitorizar as forças foi necessário conectar o sensor piezoeléctrico a dois
amplificadores de sinal (Kistler type 5011B) (figura 3.4 b), que por sua vez foram ligados a um sistema de
aquisição de dados (SAD) controlado por um programa chamado DataCut [86], com a capacidade de
efectuar 200 registos por segundo e gravá-los num ficheiro de texto (txt).
Figura 3.4 – Esquematização do processo de corte ortogonal para aferição do valor de atrito no processo: a) aparato
montado na prensa, b) amplificadores de sinal (Kistler type 5011B), c) computador equipado com placa de aquisição
de dados.
O sistema de aquisição de dados consistiu na instalação de uma placa de aquisição (NI-PCI-6070E) da
National Instruments (figura 3.5 b) no computador pessoal. O programa de monitorização das forças
(DataCut) foi desenvolvido a partir da linguagem de programação LabView (figura 3.5 a).
a) c)
d)
b)
a) c)
b)

35
a) b)
Figura 3.5 – O SAD é constituído por: a) placa de aquisição de dados (NI-PCI-6070E) e placa de terminais (CB-
68LP); e monitorizado por: b) programa DataCut [86] (vista do painel frontal).
3.2.2 Ensaio de anel
O ensaio do anel serviu para fazer uma aproximação (experimental) alternativa do coeficiente de atrito à
medição directa no processo de corte.
Para a realização destes ensaios utilizou-se a acima mencionada prensa (500 kN) para a deformação do
provete (figura 3.2 b), em varias etapas de deformação. No final de cada uma das etapas fez-se a
medição de ∆T0, Ri e R0, para serem comparadas, mais tarde, com as curvas de calibração. As
dimensões iniciais do anel foram adoptadas de forma a seguir a proporção sugerida nos estudos teóricos
de determinação do factor de atrito, levados a cabo por Male [39] {T0; Ri; R0}�{3; 1,5; 2}. As dimensões
utilizadas nos provetes foram {12,5; 6; 8 mm}.
A determinação das curvas de calibração consistiu na análise e modelação de elementos finitos (figura
3.6), nas quais foram realizadas varias simulações onde se introduziam diversos factores de atrito na
interface de modo a descrever várias curvas. A simulação foi realizada com a utilização de um software
IFORM 2, desenvolvido na STM.
Figura 3.6 – Ilustração esquemática de um espécime do ensaio do anel: a) antes da compressão (na proporção {3;
1,5; 2}), b) durante uma simulação, com atrito reduzido.
a) b)

36
As curvas de calibração são sobrepostas num gráfico de i
iR
R∆ em função de 0
0T
T∆, assim como os
valores obtidos experimentalmente. O valor de m será obtido pela incidência dos valores experimentais
sobre as curvas de calibração previamente definidas.
3.2.3 Ensaio de pino no disco
Para a realização dos ensaios através do método de pino no disco, houve primeiro a necessidade de
conceber um equipamento para esse fim.
A ideia inicial prendeu-se em fixar um motor (SEW – Movimot) com 0,37kW de potência (figura 3.7 a),
equipado com um variador de frequência e um redutor, com o objectivo de transmitir rotação ao disco,
sobre um apoio que suportasse toda a estrutura final (figura 3.7 b).
Figura 3.7 – a) Motor equipado com variador de frequência e redutor; b) fabrico da estrutura para suporte do
equipamento.
Numa segunda fase da concepção do equipamento, houve a preocupação de adaptar um dispositivo
basculante (sistema de alavanca) que iria comportar o pino e a célula de carga bidimensional, sobre o
qual se iria actuar em termos de carregamento normal, através da colocação de pesos em forma de disco
(figura 3.8).
Uma vez que o variador de frequência apenas dispunha de um potenciómetro para regular a velocidade
de rotação do motor era impossível ter percepção da velocidade linear na interface entre o pino e o disco.
Como tal procedeu-se à instalação de um instrumento de medição da rotação (Incremental shaft encoder
– Miniature type 2400) que debita 360 ipr (figura 3.10 a), no topo posterior do rotor do motor que por sua
vez foi ligado a um tacómetro digital (LCD-Frequency meter/Tachometer CODIX 136) de 12 kHz (figura
3.10 b e c), ambos fornecidos pela Kübler.
Este sistema foi acoplado à estrutura do equipamento e permitiu que se realizassem ensaios com
velocidade monitorizada.
a) b)

37
a)
Figura 3.8 – a) Desenho do equipamento (Solid Works). Braço móvel para suporte da célula de carga e pino: b) em
fase de concepção; c) ajustado à estrutura (note-se a horizontalidade do componente) e d) durante um ensaio.
Figura 3.10 – Equipamento de monitorização da velocidade de rotação: a) encoder ajustado ao topo posterior do
rotor do motor; b) tacómetro c) na fase de instalação ao circuito impresso (figura 3.11 c).
Devido ao baixo limite de frequência do tacómetro ser baixo (12 kHz), houve ainda necessidade de
submeter o sinal enviado pelo encoder à passagem por um instrumento divisor de sinal (Dual J – K flip
flop da SGS – Thomson). Isto porque, dado à baixa capacidade de leitura do tacómetro estaríamos
limitados a baixas rotações (equação 3.1).
][2000][33,33][360][12000
rpmrpsipr
ips== (3.1)
a) c) b)
b) c) d)
Pesos
Contrapeso

38
Como era previsto operar com o motor a rotações superiores a 2000 rpm justificou-se a implementação
do divisor de sinal.
Este foi implementado num circuito impresso (figura 3.11 a, b e c), ligado a ambos os componentes da
monitorização e adaptado à estrutura do equipamento global (figura 3.11 b).
Figura 3.11 – a), b) e c) Fases de projecto e concepção do circuito onde se incorporou o divisor de sinal e d)
adaptação à estrutura do equipamento de pino no disco.
Sendo assim, este divisor com uma relação de divisão de ¼, recebe o sinal transmitido pelo encoder
(figura 3.12 a) e efectua a divisão do mesmo e envia para o tacómetro (que efectua a contagem
instantânea dos ips) (figura 3.12 b).
Figura 3.12 – Operação do divisor de sinal (flip flop): recebe o sinal a) vindo do encoder e converte-o num sinal b)
com uma frequência 4 vezes menor, e envia-o para o tacómetro.
Através deste artifício é possível monitorizar (através do tacómetro) qualquer velocidade de rotação
debitada por este motor. A velocidade monitorizada no tacómetro é obtida em impulsos por segundo (ips)
mas pôde ser convertida em m/min através de uma folha de cálculo.
Lenc (1 ips)
A
t (s)
A
t (s)
Lf-p (1 ips)
a) b)
a) b) c) d)
Divisor de sinal
Tacómetro Flip flop

39
A célula de carga utilizada para avaliar as forças na interface pino – disco, começou também por ser
projectada para operar numa gama de carga normal que abrange os 10 aos 250 N. Trata-se de um
sensor de força bidimensional apropriado para várias aplicações, e especialmente para o caso do pino no
disco, uma vez que se pretende fazer leituras consecutivas quer de forças normais (FN) quer de forças
tangenciais (Fa).
Para a sua concepção procedeu-se ao fabrico (figura 3.13 a) e à instrumentação da célula com
extensómetros (figura 3.13 b) de forma a que a célula de carga conseguisse operar com duas pontes de
Wheatstone [87] independentes (uma para cada componente de força).
Figura 3.13 – A concepção da célula de carga teve início com a) fase de projecto e dimensionamento, fabrico do
componente e b) colagem de extensómetros (duas pontes de Wheatstone completas). c) Aparência final do sensor
bidimensional.
Aquando da sua (primeira) calibração constatou-se que afinal as duas pontes de Wheatstone não eram
totalmente independentes, isto é, quando se efectuava um carregamento exclusivamente normal,
reflectia-se na força tangencial, o que pressupôs erros quer de fabrico quer de colagem de
extensómetros. A solução adoptada para controlar este problema foi efectuar a calibração com a
utilização do sensor piezoeléctrico (Kistler type 9257B) na própria estrutura, para cada um dos
carregamentos utilizados nos ensaios de avaliação da força de atrito, à medida que se iam adquirindo os
valores com o programa DataCut [86]. Daqui obtiveram-se, não uma, mas sim varias curvas (equações)
de calibração (figura 3.14) entre o carregamento normal e a respectiva força tangencial exercida para fins
de correspondência entre a leitura efectuada pela célula de carga e a força tangencial efectiva.
Os ensaios de avaliação da força de atrito na interface utilizando a tecnologia do pino no disco foram
realizados com os mesmos equipamentos utilizados no processo de corte, à excepção do amplificador de
sinal da Vishay Measurements Group – model 2100 (figura 3.15 a) que teve as funções de excitar os
extensómetros com uma corrente continua de 5 volt, receber o sinal devolvido pelas duas pontes de
Wheatstone e amplificar este sinal. Daqui o sinal, tal como no processo de corte, foi enviado para o SAD
e feita a leitura das forças normal e tangencial (figura 3.15 b).
a) b) c)

40
Calibração - Peso Normal 2 (45,55N)
y = -150.89x + 0.1332R2 = 0.9954
0
10
20
30
40
50
60
-0.25 -0.23 -0.21 -0.19 -0.17 -0.15 -0.13 -0.11 -0.09 -0.07 -0.05
Célula de Carga (V)
Forç
a Ta
ngen
cial
(N
)
Figura 3.14 – Curva de calibração e equação que relaciona a leitura efectuada pela célula de carga com a força
tangencial efectiva para um carregamento normal de 45,55N.
Figura 3.15 – a) Amplificador de sinal da Vishay; b) Esquema representativo da avaliação do atrito com a utilização
do equipamento de pino no disco.
O aparato experimental descrito até ao momento permite a obtenção de valores para descrever a
evolução do atrito para valores de carregamento normal na gama dos 10 ~ 250 N, assim como descrever
uma curva do atrito em função da velocidade de escorregamento, embora não está no âmbito deste
trabalho, o aparato também permite a avaliação do desgaste. Ambos os tipos de ensaios foram
realizados em condições de atrito seco e com a utilização de lubrificante (figura 3.16 a e b) e com a
utilização de pinos de secção Ø8 mm.
a)
b)
Alimentação Amplificador
de sinal
N
τ

41
Figura 3.16 – Ensaios realizados a) em condições de atrito seco e b) com a utilização de lubrificante. c) Vista em
pormenorizada do painel frontal do sistema de aquisição de dados (note-se a leitura das duas componentes de força
efectuada em simultâneo).
A figura 3.17 mostra o aspecto final do equipamento de pino no disco (já em operação) desenvolvido
neste trabalho.
Figura 3.17 – Equipamento de pino no disco durante um ensaio de avaliação do atrito (na tabela podemos consultar
as principais características do equipamento).
Como descrito nos fundamentos teóricos desta tese, o fenómeno da adesão surge ou, pelo menos, tende
a acentuar-se quando a interface de contacto se estabelece entre superfícies virgens, sem estar
afectadas pelo processo de oxidação.
Durante a execução do trabalho experimental, foi observado que o potencial do equipamento não se
limita para a avaliação de atrito e desgaste, ao incorporar uma lâmina no disco, para avaliar a influência
das superfícies recém-geradas no atrito (figura 3.18 a).
A cada passagem do pino de chumbo sobre esta posição radial é-lhe retirada uma fina película da sua
secção, ficando esta com um aspecto espelhado (figura 3.18 b), de modo a que não houvesse alteração
ao nível paralelismo, ou seja, não houvesse alteração considerável da direcção das componentes normal
a) c) b)
FN
Fa
Características Possibilidades Velocidade
(m/min) 1,29 – 63,2
Peso (N) 9,55 – 225,20
FAD (Hz) 200
Condições de lubrificação Seco – Lubrificado

42
e tangencial das forças. Resultando que, em cada volta que o disco dê, metade é reservado a um ensaio
normal, e outra metade, para o ensaio com geração das novas superfícies, permitindo assim comparar os
valores da força de atrito, sem comprometer os ensaios com a contaminação da superfície do disco pela
passagem do pino.
Figura 3.18 – a) Artifício utilizado para quantificar o atrito no contacto entre novas superfícies, composto por uma
lâmina em aço; b) aspecto da superfície do pino, após ter sido submetido à passagem pela lâmina.
3.3 Plano de ensaios
O plano de ensaios experimentais foi delineado de forma a cumprir com os objectivos estipulados na
introdução desta tese. As condições nos ensaios foram escolhidas com cuidado para que estas se
mantenham idênticas ao longo de todo o trabalho experimental, p. ex., a velocidade (Vc) utilizada no
processo de corte é aproximada da velocidade (linear) na interface do pino – disco. Desta forma
consegue reduzir-se ao máximo as discrepâncias entre os resultados.
Numa primeira fase (processo de corte) realizou-se a avaliação das forças envolvidas no corte com um
ângulo de ataque (α) nulo. Desta forma é possível efectuar a leitura das forças de corte e penetração e
associá-las às forças normal e tangencial, respectivamente (figura 3.18).
Para os ensaios do anel de Cockcroft – Male foram utilizadas curvas de calibração estabelecidas a partir
de modelação de elementos finitos (IFORM 2). A tabela 3.4 resume os procedimentos efectuados para a
determinação experimental do coeficiente de atrito utilizando este processo.
Nos ensaios efectuados com o equipamento de pino no disco foi possível ampliar o campo de
experiências, desde a avaliação da força de atrito, a evolução da mesma com o incremento da
velocidade de escorregamento e ainda a verificação do fenómeno inerente ao atrito no contacto entre
superfícies virgens. Distinguem-se então 3 tipos de ensaio, dado à grande versatilidade do equipamento,
ou seja, controlo e capacidade de alterar vários parâmetros ao nível da interface. A tabela 3.4 resume
então os trabalhos realizados com este equipamento.
Lâmina Superfície virgem
a) b)

43
Figura 3.19 – Vista ampliada do processo de corte com ângulo de ataque (α) nulo e correspondência entre forças.
O planeamento de ensaios relativos à aferição do atrito com a utilização do próprio processo de corte
encontra-se resumido na tabela 3.3, onde estão introduzidos os parâmetros de corte e lubrificação
utilizados.
Conjunto de
ensaios
α (º)
w (mm ) e (mm) Vc
(m/min ) Lubrificação σ (º)
1 Sim
2 0 24
De 0,015 a 1.0
Incremento ≈ 0.05 1,5 Não
5
Tabela 3.3 – Plano dos ensaios realizados para a aferição da força de atrito no processo de corte ortogonal.
Caso 0
0T
T∆ Lubrificação
1 De 0 até 0,4 Incremento ≈ 0,01 Sim
2 De 0 até 0,6 Incremento ≈ 0,01 Não
Tabela 3.4 – Plano para os ensaios do anel de Cockcroft – Male.
α = 0
e
Ferramenta
FP � Fa
y
FR
Apara
x
Fc � FN

44
Caso Ensaio FN (N) Lubrificação Velocidade relativa na interface ( m/min )
1 10,30
2 29,89
3 45,55
4 64,22
5 72,06
6 106,38
7 160,58
Evolução da força
de atrito em função
da carga aplicada
8 225,19
Sim / Não 1,29
Ensaio Velocidade relativa na interface ( m/min ) Lubrificação FN (N)
1 1,29
2 4,17
3 6,94
4 11,11
5 16,66
6 22,22
7 27,77
8 33,33
9 38,88
Evolução da força
de atrito em função
da velocidade
10 44,43
Sim / Não 72,06
Ensaio FN (N) Lubrificação Velocidade relativa na interface ( m/min )
1 9,55
Ensaio com lâmina
2 106,37 Não 1,29
Tabela 3.5 – Quadro resumo dos ensaios com o equipamento de pino no disco.

45
4 Resultados e discussão
Todas as soluções analíticas propostas para o corte ortogonal tem um campo de aplicação limitado e isso
confirma-se quando se confrontam estas com resultados experimentais. Assim, e por consequência, as
soluções propostas para a quantificação do atrito não escapam à regra, uma vez que também têm o seu
âmbito para análise do corte.
A utilização de tabelas de coeficientes ou factores de atrito para a optimização dos parâmetros de corte,
bem como a escolha de qualquer modelo analítico, acarretam consigo, grande parte das vezes, o
surgimento inexplicável de problemas não considerados no corte, tais como a deterioração acelerada da
face de ataque da ferramenta, quer do aparecimento de fendas na aresta de corte. O que deverá ser feito
de modo a prevenir estes problemas? Quais os parâmetros a introduzir? Estas são só duas nas inúmeras
questões que se levantam no estudo do corte, que se transformam em razões que justificam o estudo
cada vez mais aprofundado do atrito no processo de corte por arranque de apara.
Este capítulo começa por apresentar, de uma forma experimental, a avaliação do atrito no corte
ortogonal. De seguida serão apresentados os resultados obtidos com base em processos experimentais
independentes do processo, em condições aproximadas.
Segue-se então uma abordagem dos resultados obtidos a partir do trabalho experimental referido no
capítulo 3, e dos fundamentos propostos no capítulo 2. Como referido anteriormente, estes foram
separados em três metodologias. O corte ortogonal foi realizado a baixas velocidades, com o objectivo de
observar a passagem para o regime estacionário do corte.
Tal como tem vindo a ser estruturado, também aqui se vão apresentar os resultados referentes a cada
procedimento de forma sequencial.
4.1 Ensaio de corte
Através da metodologia do estudo do atrito no próprio processo é possível fazer uma coincidência de
forças utilizando um ângulo de ataque nulo. As figuras 4.1 e 4.2 ilustram a evolução destas forças a partir
do momento em que se estabelece contacto entre a ferramenta e o material a cortar. Através da sua
análise pode discernir-se uma zona transiente (1), em que a força evolui de forma mais acelerada, à
medida que a ferramenta avança. Após esta zona dá-se a estabilização das forças, entrando num regime
estacionário (2). É sobre este regime de forças que é feita a aferição do coeficiente de atrito, uma vez
que este se torna máximo quando o corte estabiliza (figura 4.3).

46
Figura 4.1 – Evolução das forças normal e de atrito durante um ensaio de corte ortogonal, com um ângulo de ataque
da ferramenta de corte nulo (α = 0º), e = 0,1 mm e Vc = 1,5 m/min, sem lubrificante.
Figura 4.2 – Evolução das forças normal e de atrito durante um ensaio de corte ortogonal, com um ângulo de ataque
da ferramenta de corte nulo (α = 0º), e = 0,1 mm e Vc = 1,5 m/min, com interface lubrificada.
Pelo que foi possível observar (com baixa velocidade de corte), esta mudança de regime no corte dá-se
devido ao facto de no início a apara ainda não se encontrar bem definida (figura 4.3 a). Esta fase
permanece até se atingir o comprimento (máximo) de contacto, lc (figura 4.3 b), a partir do qual a apara
Força Normal (FN)
Força de Atrito (Fa)
Avanço da Ferramenta ( mm )
Evo
luçã
o da
forç
a (
N)
1 2
Força Normal (FN)
Força de Atrito (Fa)
Avanço da Ferramenta ( mm )
Evo
luçã
o da
forç
a (
N)
1 2

47
se separa da superfície da ferramenta devido ao enrolamento. Daí o facto de a zona transiente ser menor
quando as condições de lubrificação promovem menor atrito, uma vez que para estas, o enrolamento da
apara é mais acentuado, logo o comprimento de contacto será menor (figura 4.4 b).
Figura 4.3 – Passagem do regime a) transiente para o b) estacionário no corte ortogonal. Note-se que a criação da
nova superfície não se dá aquando da entrada em contacto com a ferramenta mas sim, após um ligeiro
repuxamento.
Figura 4.4 – Geometria da apara para condições de atrito a) elevadas e b) baixas.
Como foi referido anteriormente, um outro parâmetro importante relacionado com o atrito na face de
ataque é o comprimento de contacto da apara. Através de imagens adquiridas durante os ensaios de
corte ortogonal (figura 4.4), é possível medir com relativa precisão este parâmetro. Uma observação
rápida nas imagens adquiridas mostra que o comprimento de contacto é muito influenciado pelas
condições de lubrificação, e este nem sempre se mantém constante ao longo no ensaio, especialmente
no caso a seco. No caso lubrificado o comprimento de contacto mantém-se praticamente constante,
sendo consideravelmente menor.
a) b)
a) b)

48
Quando confrontamos a força de atrito em função da força de corte (normal) verifica-se que o coeficiente
de atrito (µ) não é constante durante o processo de corte, ou seja, varia na zona de transição para o
regime estacionário. No gráfico da figura 4.5 pode ver-se a sua evolução.
Através da análise da figura 4.5, podemos observar que a força de penetração tem uma relação linear
com a força de corte. Os regimes transiente e estacionário também podem ser observados na figura 4.5,
sendo neste caso, o início do corte assinalado pelo aumento brusco do valor do coeficiente de atrito.
Outro facto interessante é que estes dois coeficientes de atrito mantêm-se constantes dentro de cada
regime, quer para o caso lubrificado, quer para o caso a seco.
Com os resultados dos ensaios de corte ortogonal, é possível observar a influência da carga aplicada no
atrito. As forças de penetração estão representadas em função da força de corte, em regime estacionário,
na figura 4.6, para permitir o cálculo do coeficiente de atrito entre a apara e a ferramenta.
Figura 4.5 – Variação do coeficiente de atrito durante o processo de corte para diferentes condições (e = 0,1 mm).
For
ça d
e A
trito
(N
)
Força de Corte ( N)
Reg. Transiente (seco)
Reg. Estacionário (seco)
Reg. Estacionário (lubrif.)
Reg. Transiente (lubrif.)
β (lubrif.)
β (seco)

49
Figura 4.6 – Valores experimentais dos ensaios de corte ortogonal ilustrando a relaçao entre a força de corte e a
força de atrito desenvolvida ao longo da face de ataque da ferramenta de corte para as diferentes condicoes de
lubrificaçao (α = 0º).
Da figura 4.6 pode observar-se que as componentes da força resultante, em diferentes condições de
lubrificação, Fc e Fa, lubrificado (equação 4.1) e a seco (equação 4.2), podem ser ajustadas com as
respectivas equações:
771.3385.0 += ca FF (4.1)
959.0768.0 += ca FF (4.2)
Com os resultados obtidos na figura 4.6 pode então calcular-se os respectivos coeficientes e factores de
atrito, através da substituição nas equações 4.1 e 4.2. Estes são apresentados na tabela 4.1.
Situação Coef. de atrito ( µ) Ângulo de atrito ( β) Com lubrificação 0,39 21,31º Sem lubrificação 0,77 37,60º
Tabela 4.1 – Valores dos coeficientes e ângulos de atrito para diferentes condições de lubrificação no processo de
corte ortogonal (com ângulo de ataque nulo).
Neste processo especial (α = 0) de corte ortogonal o coeficiente de atrito tem um aumento de quase
100% na passagem de atrito seco para uma interface lubrificada, dai a importância da lubrificação nos
processos de corte. Este incremento pode traduzir-se em grandes valores de pressão que comprometem
a integridade de qualquer ferramenta de corte durante a maquinagem de vários materiais.
Força de corte ( N)
For
ça d
e at
rito
(N
)
Valores experimentais (seco)
Linha de ajuste (seco)
Valores experimentais (lubrificado)
Linha de ajuste (lubrificado)

50
4.2 Ensaio de anel
Os resultados obtidos experimentalmente com o ensaio de anel foram comparados com as curvas de
calibração (figura 4.7 a) e b). Os valores do coeficiente de atrito foram adquiridos por aproximação às
curvas de calibração.
Figura 4.7 – Curvas de calibração do factor de atrito (m) e resultados experimentais a) sem e b) com lubrificação.
m = 0,3
m = 0,0
m = 0,2
m = 0,185
m = 0,17
Valores experimentais
b)
i
iR
R∆
0
0T
T∆
m = 0,4
m = 0,0
m = 0,35
m = 0,3
m = 0,2
Valores experimentais
a)
i
iR
R∆
0
0T
T∆

51
Através da comparação entre os valores experimentais e as curvas de calibração foi possível obter uma
aproximação dos valores do factor de atrito, no modelo de Prandtl, em condições diferentes de
lubrificação. Os coeficientes de atrito podem então ser aproximados a partir da equação 2.8 (atrito
constante). Os resultados obtidos encontram-se resumidos na tabela 4.2.
Situação Factor de atrito ( m) Coef. de atrito ( µ) Ângulo de atrito ( β)
Com lubrificação 0,185 0,107 6,11º Sem lubrificação 0,35 0,202 11,4º
Tabela 4.2 – Valores dos factores, coeficientes e ângulos de atrito para diferentes condições de lubrificação no
ensaio de anel de Cockcroft – Male.
Dos resultados obtidos, salta à vista a discrepância entre estes e os obtidos na aferição, no próprio
processo. Neste caso constatamos que, tal como no processo de corte ortogonal, o factor da lubrificação
é muito importante quando pretendemos reduzir o atrito, uma vez que o coeficiente de atrito quase que
duplica quando passamos da situação de superfície lubrificada para seca.
Os valores do coeficiente de atrito obtido por este ensaio são aproximados, devido às dificuldades
relacionadas com a medição das dimensões do provete anelar durante os estágios do ensaio. Mas quer
nos ensaios de corte ortogonal, quer aqui no ensaio de anel, o valor de coeficiente de atrito, no caso a
seco é sempre superior ao valor admissível.
Embora este ensaio funcione como uma simples aproximação à realidade do corte, torna-se incongruente
o facto do coeficiente de atrito, neste processo, com a interface seca, seja inferior ao mesmo coeficiente
para uma superfície lubrificada, no próprio processo de corte. A única explicação plausível, embora
superficial, para esclarecer esta situação, reside no facto de não terem sido recriadas as condicionantes
ao nível da interface, entre apara e ferramenta, para além da aplicação da carga e das condições de
lubrificação, rugosidades, entre outros. Daqui podemos apenas assumir que o grande impulsionador do
atrito no corte por arranque de apara se encontra escondido noutros domínios que o ensaio de anel é
incapacitado de recriar, tais como os fenómenos inerentes à geração e atrito de contacto entre novas
superfícies, uma vez que neste tipo de ensaio não há rigorosamente nenhum controlo sobre a oxidação
superficial das faces do provete entre cada um dos ensaios.
4.3 Pino no disco
Dada a versatilidade deste equipamento, o conjunto de ensaios experimentais foi orientado de forma a
alcançar três objectivos principais, para que os seus resultados pudessem ser comparados com os
obtidos no corte ortogonal e com os dos ensaios de anel. Numa primeira abordagem pretendeu-se obter
uma lei do atrito em função da carga normal. Após a realização destes, pretendeu-se descrever a

52
evolução do atrito com o incremento da velocidade de escorregamento. Estes foram executados nas
mesmas condições de lubrificação dos processos anteriores.
Devido à não confluência entre os valores obtidos nos processos de corte e ensaios de anel, envergou-se
no sentido de avaliar o impacto da presença de superfícies virgens. Este procedimento foi realizado na
expectativa de que esta, sempre presente durante o processo de corte, seja o grande promotor do atrito,
e não se possa recriar na maioria dos processos de medição do atrito.
4.3.1 Avaliação do atrito em função da carga normal
Após ter sido adquirido o valor da força de atrito em cada uma das situações, procedeu-se ao cálculo dos
respectivos coeficientes de atrito e ângulos de atrito, dada a proximidade dos coeficientes de atrito entre
a primeira e segunda séries (tabela 4.3).
Avaliação da força de atrito em função da carga nor mal (Vi = 1,29 m/min )
Sem lubrificação Com lubrificação FN (N)
Fa1 (N) Fa2 (N) µ1 µ2 β (º) Fa1 (N) Fa2 (N) µ1 µ2 β (º)
10.30 2.83 2.85 0.27 0.28 15.37 0.84 1.08 0.08 0.11 5.33 29.89 5.14 5.41 0.17 0.18 9.92 1.96 1.77 0.07 0.06 3.57 45.55 8.53 8.26 0.19 0.18 10.48 3.15 3.31 0.07 0.07 4.06 64.22 10.03 11.32 0.16 0.18 9.64 1.80 1.80 0.03 0.03 1.61 72.06 12.64 13.15 0.18 0.18 10.20 2.93 1.77 0.04 0.02 1.87
106.38 19.53 19.17 0.18 0.18 10.20 3.33 2.46 0.03 0.02 1.56 160.58 27.87 27.95 0.17 0.17 9.64 2.22 1.40 0.01 0.01 0.65 225.19 38.36 38.21 0.17 0.17 9.64 2.40 2.00 0.01 0.01 0.56
Média 0,19 0,19 10,64 Média 0,04 0,04 2,4
Tabela 4.3 – Quadro resumo dos valores do coeficiente e ângulo de atrito nos ensaios de avaliação da força de atrito
em função do carregamento normal.
A figura 4.8 representa o conjunto de valores obtidos, na qual se pode visualizar a evolução da força de
atrito.
À medida que a carga aumenta, foi curioso constatar que o coeficiente de atrito segue uma lei de
proporcionalidade aproximadamente constante (µ = 0,19), de acordo com a tabela 4.3, para a situação de
interface seca. Isto explica-se com base da aplicabilidade do modelo de atrito de Coulomb, uma vez que
não foram introduzidas pressões, ao nível da interface, que deformassem plasticamente o pino. Nesta
situação houve apenas deformação elástica das asperezas que acabaram por aumentar a área aparente
da interface, e por sua vez a força de atrito, de acordo com o aumento da carga, de um modo linear [22],
[88].

53
Figura 4.8 – Evolução da força de atrito em função do carregamento normal para ambas as condições de
lubrificação. Note-se que a amplitude do ângulo de atrito permanece aproximadamente igual, à medida que se
aumenta o carregamento (β’ ≈ β’’), em condições de interface seca.
Da mesma forma, os valores de µ obtidos com este processo (para a mesma condição de lubrificação)
coincidiram, de certo modo, com os obtidos no ensaio de anel (0,202 ≈ 0,19). Significando então que
mesmo assim não se conseguiram recriar as condições que vigoram no escoamento da apara na face de
ataque da ferramenta de corte.
Quando se procedeu à lubrificação da interface e à aquisição de novos dados relativos a essa condição,
constatou-se que o coeficiente de atrito decaiu com o aumento da carga. Isto devido ao facto de a força
de atrito se manter aproximadamente constante à medida que foi aumentado da carga, apesar de causar
algumas oscilações (Fa1 e Fa2), quiçá provocadas pela influência do aumento de temperatura (não
controlada), introduzida pelo aquecimento do equipamento (motor e variador de frequência), na
viscosidade cinemática do lubrificante.
Este caso de evolução do atrito, que pode ser erraticamente confundido com o modelo de atrito constante
de Prandtl (figura 4.8), é gerado devido ao facto de na interface vigorar um regime hidrodinâmico, isto é,
devido à acção do lubrificante, não se efectivou o contacto previsto entre as asperezas do pino e do
disco. Isto porque, neste processo foi induzida uma velocidade de escoamento, ao contrário do ensaio de
anel, onde não foi introduzida nenhuma velocidade na interface (para além da de deformação), assim
como não houve pressurização do lubrificante de modo que este impedisse o contacto entre as
superfícies.
β’
β'’

54
Nestas condições de regime hidrodinâmico, o atrito deixa de ser gerado devido à interacção entre dois
corpos e passa a ser causado devido às propriedades do lubrificante em contacto com os dois materiais
(aço e chumbo), tais como a viscosidade cinemática e a densidade. Daí o facto dos coeficientes de atrito
não estarem, de todo, de acordo com os obtidos no ensaio do anel, uma vez que, embora utilizando o
mesmo lubrificante, este foi incapaz de reter a interacção directa entre o anel e a superfícies da prensa
que o comprimem.
4.3.2 Evolução do atrito com o incremento da veloci dade relativa
Do mesmo modo que se procedeu nos ensaios de verificação da evolução do atrito, em função da carga
normal, também aqui se começou por adquirir os valores da força de atrito para depois calcular o
coeficiente e ângulo de atrito. Para estes resultados foi realizada uma única série de ensaios, para cada
uma das duas situações de lubrificação. Como tal, fixou-se o valor da carga aplicada e procedeu-se ao
aumento de velocidade de rotação do disco entre cada uma das leituras, de acordo com a tabela 4.4.
Evolução do atrito com a variação da velocidade ( FN = 72,06 N)
Sem lubrificação Com lubrificação Velocidade (m/min ) Fa (N) µ β (º) Fa (N) µ β (º)
1.29 12.64 0.166 9.44 1.77 0.023 1.33 4.17 10.54 0.139 7.89 2.08 0.027 1.56 6.94 11.56 0.152 8.64 2.12 0.028 1.60
11.11 12.96 0.170 9.67 1.86 0.024 1.40 16.66 14.44 0.190 10.75 2.12 0.028 1.60 22.22 15.54 0.204 11.55 1.62 0.021 1.22 27.77 15.98 0.210 11.87 1.47 0.019 1.11 33.33 16.41 0.216 12.18 1.20 0.016 0.90 38.88 16.92 0.222 12.54 1.20 0.016 0.91 44.43 17.82 0.234 13.19 1.06 0.014 0.80
Tabela 4.4 – Quadro resumo dos valores do coeficiente e ângulo de atrito nos ensaios de avaliação da força de atrito
em função do incremento da velocidade da interface.
Com os resultados deste segundo conjunto de ensaios, conseguiu-se obter a representação gráfica que
descreve o comportamento e evolução da força de atrito (figura 4.9).
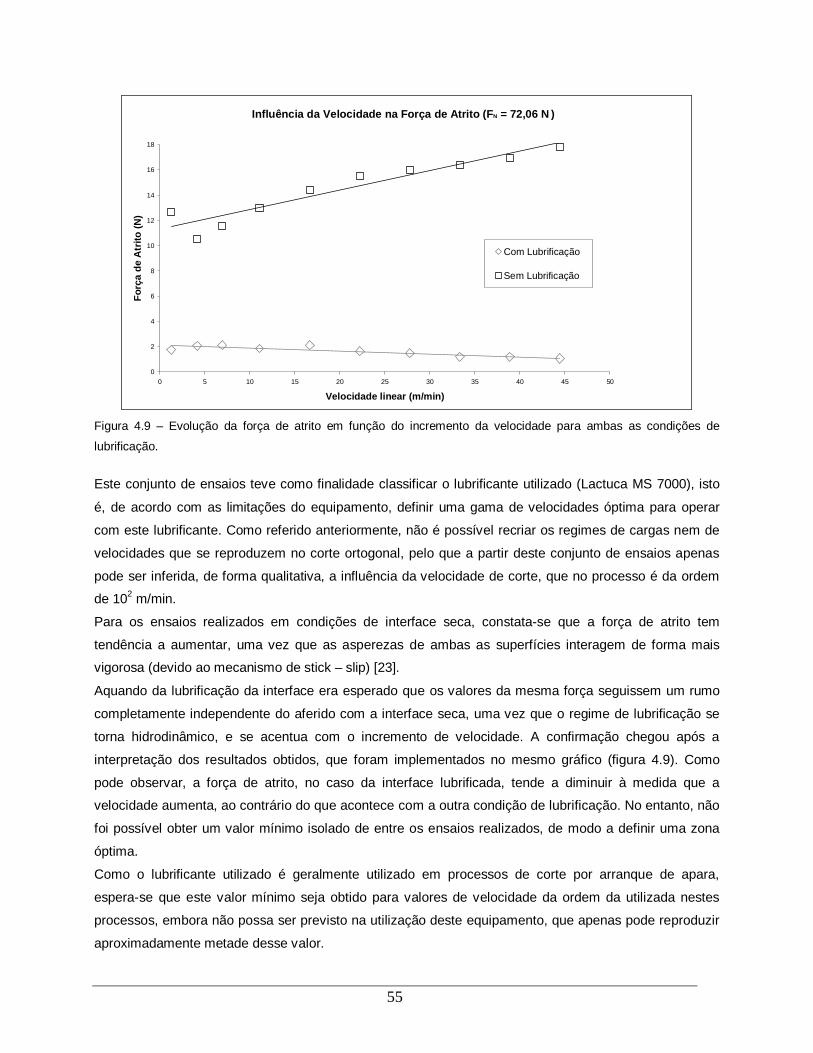
55
Influência da Velocidade na Força de Atrito (F N = 72,06 N )
0
2
4
6
8
10
12
14
16
18
0 5 10 15 20 25 30 35 40 45 50
Velocidade linear (m/min)
For
ça d
e A
trito
(N
)
Com Lubrificação
Sem Lubrificação
Figura 4.9 – Evolução da força de atrito em função do incremento da velocidade para ambas as condições de
lubrificação.
Este conjunto de ensaios teve como finalidade classificar o lubrificante utilizado (Lactuca MS 7000), isto
é, de acordo com as limitações do equipamento, definir uma gama de velocidades óptima para operar
com este lubrificante. Como referido anteriormente, não é possível recriar os regimes de cargas nem de
velocidades que se reproduzem no corte ortogonal, pelo que a partir deste conjunto de ensaios apenas
pode ser inferida, de forma qualitativa, a influência da velocidade de corte, que no processo é da ordem
de 102 m/min.
Para os ensaios realizados em condições de interface seca, constata-se que a força de atrito tem
tendência a aumentar, uma vez que as asperezas de ambas as superfícies interagem de forma mais
vigorosa (devido ao mecanismo de stick – slip) [23].
Aquando da lubrificação da interface era esperado que os valores da mesma força seguissem um rumo
completamente independente do aferido com a interface seca, uma vez que o regime de lubrificação se
torna hidrodinâmico, e se acentua com o incremento de velocidade. A confirmação chegou após a
interpretação dos resultados obtidos, que foram implementados no mesmo gráfico (figura 4.9). Como
pode observar, a força de atrito, no caso da interface lubrificada, tende a diminuir à medida que a
velocidade aumenta, ao contrário do que acontece com a outra condição de lubrificação. No entanto, não
foi possível obter um valor mínimo isolado de entre os ensaios realizados, de modo a definir uma zona
óptima.
Como o lubrificante utilizado é geralmente utilizado em processos de corte por arranque de apara,
espera-se que este valor mínimo seja obtido para valores de velocidade da ordem da utilizada nestes
processos, embora não possa ser previsto na utilização deste equipamento, que apenas pode reproduzir
aproximadamente metade desse valor.

56
4.3.3 Influência do mecanismo da adesão
Até ao momento, em termos comparativos, pôde verificar-se que ao nível dos processos experimentais
(ensaio do anel e pino no disco) houve congruência no que diz respeito aos resultados. Ambos os
processos visaram obter as grandezas da força de atrito entre o binómio chumbo – aço, para diferentes
condições de interface, dos quais foi possível obter uma concordância aceitável, como previsto, os
valores obtidos no ensaio de anel são superiores ao do pino no disco.
No entanto, foram testados os mesmos materiais no próprio processo de corte, obtendo-se resultados
bastante distanciados dos obtidos experimentalmente com o ensaio do anel e do pino no disco. Pôde
então concluir-se que algo variou quando se passou do processo de corte para os métodos
experimentais independentes, que se prendeu com o facto da geração de novas superfícies [77], que é
geralmente acompanhada de uma grande actividade química que promove a atracção entre a superfície
virgem e a face de ataque da ferramenta, normalmente conhecida por força de adesão.
É com base neste princípio que se decidiu fazer uma alteração ao nível do disco do equipamento e
introduzir uma lâmina que possibilitasse, a cada passagem, efectuar um pequeno corte na secção do
pino. Foram adquiridos dados da força de atrito antes (1), durante (2) e imediatamente após o corte do
pino (3), de maneira a estudar a influência do fenómeno inerente ao contacto entre superfícies virgens
(figura 4.10). Para tornar perceptível este efeito operou-se, novamente, com uma velocidade de 1,29
m/min.
Numa primeira abordagem ao caso que intervém superfícies virgens, fez-se um primeiro ensaio em no
qual a carga normal dependeu apenas do peso próprio do braço e respectivo contrapeso (FN = 9,55 N).
como pode ser visto através da leitura do gráfico respectivo (figura 4.10 a) a influência não é perceptível,
ou seja, não há variação na leitura da força de atrito antes e depois passagem sobre a lâmina. Quando
se procedeu ao mesmo ensaio, agora com uma carga cerca de 10 vezes superior (FN = 106,4 N)
constatou-se, imediatamente após o corte surtiu um aumento extraordinário da força de atrito, que
passou de cerca de cerca de 20 N para 50 N (superior a 100%), para a mesma carga. Este facto serviu
para confirmar que no processo de corte por arranque de apara, o atrito é altamente influenciado com a
geração das superfícies virgens ao longo do processo, introduzida nos fundamentos teóricos. Para tornar
mais perceptível este efeito, construída uma tabela (4.5) onde se pode ver a variação, ao nível do atrito,
nesta interface, mantendo as condições, quer de carga quer de lubrificação.

57
Figura 4.10 – Avaliação da influência do mecanismo da adesão na força de atrito para um carregamento normal de a)
9,55 N e b) 106,4 N.
1
2
1
2
b)
a)
3
3
1
2
3
Antes do corte
Durante a passagem sobre a lâmina (corte)
Após o corte
∆Fa

58
Posição ���� (1) – Antes do corte (3) – Após o corte Variação Fa (N) ≈ 20 ≈ 50 ∆Fa ≈ 30
µ 0,189 0,472 ∆µ ≈ 0,283 = µa β (º) 10,70 25,27 ∆β ≈ 14,57
Tabela 4.5 – Valores da variação da força coeficiente e ângulo de atrito devido à ocorrência do fenómeno da adesão
(relativo à figura 4.8 b).
Com a realização deste ensaio, as condições de interface inerentes ao atrito, durante o processo de corte
por arranque de apara, deixam de ter a índole paradoxal que se vem a arrastar ao longo dos anos de
estudo deste tema. De acordo com a variação do coeficiente de atrito apresentada na tabela, foi possível
determinar a componente relativa ao fenómeno da inclusão das superfícies virgens nos ensaios, de
acordo com a equação 2.1.
Para esta carga, só a presença de superfícies virgens já contribui com mais de metade do valor da
componente total do coeficiente de atrito (µ). Se esta tendência de aumento se mantiver, à medida que a
força normal for aumentada (uma vez que para cargas inferiores, o efeito não se faz sentir – figura 4.8 a),
quando se atingem pressões de deformação ao nível da face de ataque da ferramenta (da grandeza de
ks > 100 Mpa – chumbo [86]) este fenómeno terá ainda maior relevância para a componente total do
coeficiente de atrito. A pressão normal máxima (pmáx) que pode ser reproduzida na interface (equação
4.3) com o equipamento de pino no disco é excessivamente inferior a ks, de modo que se torna muito
difícil fazer uma comparação viável e quantitativa em termos de carga normal, embora se tenha
conseguido reconhecer o importante contributo deste fenómeno.
MPaF
ppino
máxNmáx 48,4
8
19,2254422
)( =×
×=
×
×=
πφπ (4.3)
É por este conjunto de razões que os processos experimentais, independentes do próprio processo,
raramente conseguem recriar os mecanismos e fenómenos que intervêm no corte, e o valor do
coeficiente de atrito medido no corte não é excessivo mas sim efectivo, mesmo que seja superior ao valor
limite estipulado pelo critério de von Mises ( ≤µ 0,58) [88] ou até mesmo, superior à unidade [7].
Como pode ser verificado, os fenómenos relacionados com a presença de superfícies virgens
manifestam-se durante um curtíssimo período de tempo após o corte, cerca de 0,5 segundos (figura 4.9
b), no entanto é tempo de sobra para, no corte por arranque de apara, ser estabelecida a interface na
face de ataque, uma vez que as velocidades de operação são da ordem dos 102 m/min, para os
processos de corte convencionais.
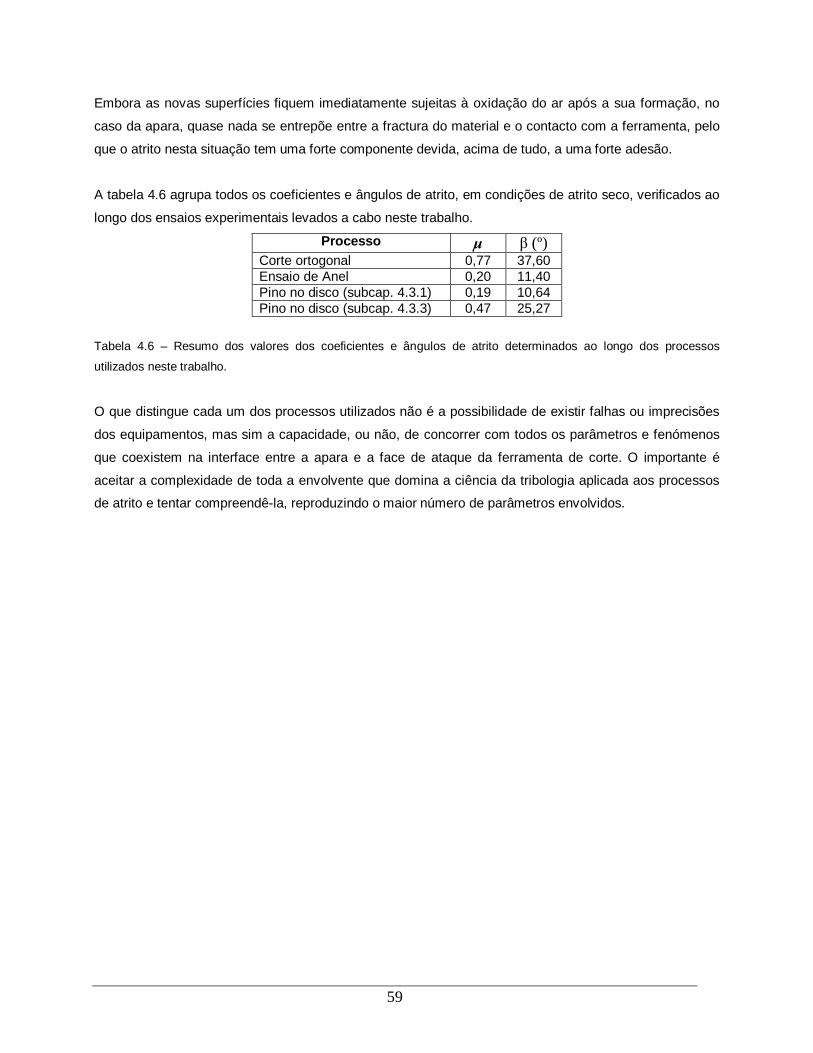
59
Embora as novas superfícies fiquem imediatamente sujeitas à oxidação do ar após a sua formação, no
caso da apara, quase nada se entrepõe entre a fractura do material e o contacto com a ferramenta, pelo
que o atrito nesta situação tem uma forte componente devida, acima de tudo, a uma forte adesão.
A tabela 4.6 agrupa todos os coeficientes e ângulos de atrito, em condições de atrito seco, verificados ao
longo dos ensaios experimentais levados a cabo neste trabalho.
Processo µ β (º) Corte ortogonal 0,77 37,60 Ensaio de Anel 0,20 11,40 Pino no disco (subcap. 4.3.1) 0,19 10,64 Pino no disco (subcap. 4.3.3) 0,47 25,27
Tabela 4.6 – Resumo dos valores dos coeficientes e ângulos de atrito determinados ao longo dos processos
utilizados neste trabalho.
O que distingue cada um dos processos utilizados não é a possibilidade de existir falhas ou imprecisões
dos equipamentos, mas sim a capacidade, ou não, de concorrer com todos os parâmetros e fenómenos
que coexistem na interface entre a apara e a face de ataque da ferramenta de corte. O importante é
aceitar a complexidade de toda a envolvente que domina a ciência da tribologia aplicada aos processos
de atrito e tentar compreendê-la, reproduzindo o maior número de parâmetros envolvidos.

60

61
5 Conclusões e trabalhos futuros
O problema da optimização do corte por arranque é de difícil resolução, daí ter sido dedicado à causa
mais de um século de suposições, investigações e propostas de modelos analíticos, sendo uns mais
refutados e outros mais aclamados por parte da Comunidade Científica. Para tal, a solução passa pela
divisão do problema em partes, começando pelo estudo completo de cada fenómeno isolado, passando
pela análise da deformação plástica, do atrito e da fractura e, só depois, implementar novas soluções de
um modo mais global. Posto isto, o trabalho experimental da presente dissertação foi realizada em
condições longe das usuais da operação, no entanto, foram as condições que proporcionaram a melhor
análise e compreensão do desenvolvimento dos fenómenos em causa, eliminando a influência dos
parâmetros tais como a velocidade do corte e temperatura no processo.
Esta tese foi direccionada com o objectivo de avaliar quantitativamente a força de atrito durante o
processo de corte por arranque de apara na interface gerada entre a face de ataque da ferramenta de
corte e a apara resultante da deformação plástica implícita ao processo. O trabalho consistiu da aferição
de valores verdadeiros das forças totais que intervêm no corte, que depois foram comparados com
valores experimentais, com base na realização de ensaios que permitiram obter uma caracterização
independente do próprio processo.
Realizados que estão todos os ensaios propostos, somos levados a concluir que a força de atrito não
deve ser avaliada apenas com base nas propriedades dos materiais envolvidos, mas também a partir do
amplo leque de possibilidades alvitrado pela multidisciplinaridade da natureza das superfícies. Embora
sejam sugeridos quatro mecanismos básicos que impulsionam o atrito, no corte por arranque de apara, o
que mais se reflecte é, sem dúvida, o da adesão, com uma contribuição (experimentalmente
determinada) superior a 50% do coeficiente de atrito global. Não faz sentido apontar, por exemplo, o
mecanismo da fractura de camadas de óxidos como outro capital contribuinte, uma vez que, no corte, a
interface é preenchida por uma área de superfície virgem, isenta destes. O contributo de cada
mecanismo varia de caso para caso.
Pode também concluir-se que os processos experimentais que utilizam a modelação de elementos finitos
como ferramenta têm com certeza inúmeras vantagens, embora fiquem aquém da realidade. Esta tem
como finalidade aproximar, de um modo monitorizado e simples, a realidade dos processos. No entanto
esta aproximação pode transformar-se em discrepância; foi o caso do ensaio de anel. Não se quer,
porém, por em questão a utilidade deste tipo de ensaio, embora seja menos indicado para se poder
representar uma lei do atrito no corte por arranque de apara, da forma como está estruturado.

62
A justificação para tal continua a ser a mesma, isto é, não é possível recriar as condições do processo de
corte de acordo com as leis dos materiais, mas sim à luz de toda a envolvente relativa à natureza das
superfícies. Por exemplo, no ensaio do anel, já existe, certamente, uma forte componente derivada da
oxidação da superfície, contrapondo o processo de corte.
O futuro da avaliação das condições de interface deverá passar por fazer uma nova revisão dos
parâmetros com os quais se deve, na realidade, jogar no processo. Sem descorar os regimes de
aplicação da carga, deverão ser tomados, talvez em maior conta, os fenómenos relativos à criação de
novas superfícies bem como da natureza das mesmas.
O equipamento de pino no disco utilizado neste trabalho deverá ser alvo de uma revisão mais extensa,
tendo em conta que se trata de um protótipo. Para a implementação de uma estrutura final deverá ser
realizado um conjunto de alterações.
De um modo geral, esta investigação ficou retida com a realização de ensaios sobre o comportamento do
chumbo em condições particulares, dado à sua aproximação ao modelo rígido – perfeitamente plástico.
Como tal, propõe-se que sejam realizados novos ensaios em novos materiais, sobre novas condições, de
modo a que se possa refinar a análise do corte ortogonal, nomeadamente as condições de atrito. Poderá
ser feita uma aplicação experimental utilizando o próprio torno, para conseguir recriar os níveis reais de
velocidade.
Como foi verificado quer na revisão bibliográfica, quer nos ensaios, o valor do coeficiente de atrito pode
ser superior ao admissível pelas propriedades referentes a um dado material. Devido à importância do
atrito no processo, é necessário, numa fase posterior, encontrar um novo modelo de atrito que consegue
descrever com exactidão a sua evolução no processo.
E também é de grande interesse conseguir gerar um código deste novo modelo e aplicar num programa
de simulação em MEF, nomeadamente o I-CUT, desenvolvido pela STM.

63
Referências [1] Astakhov, V.P., Tribology of Metal Cutting, Elsevier, London, 2006.
[2] A. P. Green, The Plastic Yielding of Metal Junction due to combined shear and pressure, Journal of
Mechanical Physics, Solids, p. 197, 1952.
[3] Finnie I., Review of the metal cutting analyses of the past hundred years, Mech. Eng., vol 78, nº.8, 715,
1956.
[4] Ernst H., Merchant M.E., Chip formation, friction and high quality machined surfaces, Surface
Treatment of Metals, Vol. 29. ASM, New York, 299, 1941.
[5] Kobayashi S, Thomsen E.G., Some observations on the shearing process in metal cutting, Journal of
Engineering for Industry, 81 251–62, 1959.
[6] Chandrasekeran, H., Kapoor, D. V., Photoelastic analysis of tool-chip interface stresses, Trans ASME
J, Eng. Ind. 878, 495-502, 1965.
[7] Childs, T., Maekawa, K., Obikawa, T., Yamane, Y., Metal Machining – Theory and Applications, Arnold
Editions - Hodder Headline, Great Britain, 2000.
[8] N.Bay, T.Wanheim, Real area of contact and friction stress at high pressure sliding contact, Wear p.
38; 201, 1976.
[9] K.L. Mittal, Ed., Adhesion Measurements of Films and Coatings, VSP, 1995.
[10] K.L. Mittal, Ed., Adhesive Joints, Plenum Press, 1984.
[11] G.L. Schneberger, Ed., Adhesives in Manufacturing, Marcel Dekker, 1983.
[12] G.P. Anderson, S.J. Bennett, K.L. DeVries, Analysis and Testing of Adhesive Bonds, Academic
Press, 1977.
[13] K.L. Mittal, Ed., Adhesion Measurement of Thin Films, Thick Films and Bulk Coatings, STP 640,
ASTM, 1978.
[14] Maugis, D., Barquins, M., Fracture mechanics and adherence of viscoelastic solids, in Adhesion and
Adsorption of Polymers, Part A, Lee, L.H. (Ed.), Plenum Press, New York, p. 203, 1980.
[15] Polke, R., Adhesion of solids at elevated temperatures, in Adhésion et Physico-Chimie des Surfaces
Solides, Colloque CNRS/DGRST, Soc. Chim. de France, p. 51-54, 1969.
[16] Gras, R., Etude de l’adhérence et du frottement à haute température du Nickel. Thèse d’Etat, Paris,
1989.
[17] Kim, K.S., Kim, J., Elasto-plastic analysis of the peel test for thin film adhesion, Trans. ASME,
110:266-273, 1988.
[18] Williams, J.G., A review of the determination of energy release rates for strips in tension and bending,
Part I – Static solutions, J. Strain Analysis, p. 28, 237 – 246, 1993.

64
[19] Moidu, A.K., Sinclair, A.N., Spelt, J.K., Analysis of the peel test: prediction of adherent plastic
dissipation and extraction of fracture energy in metal-to-metal adhesive joints, J. Testing Eval., p. 23:241-
253, 1995.
[20] B. Bhushan, B.K. Gupta, Handbook of Tribology, McGraw-Hill, 1991.
[21] Mallock, A. The action of cutting tools. Proc. Roy. Soc. Lond. 33, p. 127-139, 1881-82.
[22] N. Bay, Friction and Adhesion in Metal forming and Cold Welding, Technical University of Denmark,
hstitute of Manufacturing Enginedng, D. Tech. Thesis, MM. No. 85.43,1985.
[23] A. D. Sarkar, Wear of Metals, Pergamon Ress, N. Y., 1976.
[24] F.F. Ling, M.B. Peterson, Simple Model of Metalworking Friction Under Extreme Pressure,
Approaches to Modeling of Friction and Wear, F.F. Ling and C.T.H. Pan, Ed., Springer-Verlag, p. 83-88,
1987.
[25] P. Green, Friction between unlubricated metals and theoretical analysis of the junction model,
Roceedings of the Royal Society, 228 Senes A, p. 191, 1955.
[26] C. M. Edward, J. Halling, An Analysis of The Plastic Interaction of Surface Asperities and Its
Relevance to The Value of The Coefficient of Friction, Journal of Mechanical Engineering Science7 vol. 10
No. 2, p. 101, 1968.
[27] J. Halling, Principles of Tribology. MacMillan press, Hong Kong, 1975.
[28] Lange K., Handbook of Metal Forming, McGraw-Hill, Inc., 1985.
[29] E.M. Kopalinsky, X. Li, P.L.B. Oxley, Modelling Tool-Work Interface Friction in Metal Working
Processes, Tribological Aspects in Manufacturing, M.H. Attia, R. Komanduri, Ed., American Society of
Mechanical Engineers, p. 217-235, 1991.
[30] John A. Schey, Tribology in Metalworking; Friction, Lubncation, and Wear, ASM, 1983.
[31] Marques, M.J.M., Martins, P.A.F., Three dimensional finite element contact algorithm for metal
forming, Int. J. Num. Meth. Eng. 30, p.1341, 1990.
[32] Petersen, S.B., Martins, P.A.F., Bay, N., Friction in bulk metal forming: a general friction model vs. the
law of constant friction. J. Mater. Proc. Techn., p. 66, 186, 1997.
[33] D.H. Buckley, Surface Effects in Adhesion, Friction, Wear and Lubrication, Elsevier, Amsterdam,
1981.
[34] G.Gerved, Analyse at Friktions – Ttrykfordeling ved Stukning, MM Report No.85, Institute of
Manufacturing Engineering, Technical University of Denmark, 1985.
[35] P.A.R. Rosa, J.M.C. Rodrigues, P.A.F. Martins, External inversion of thin-walled tubes using a die:
experimental and theoretical investigation, Int J Mach Tools Manuf 43, p. 787, 2003.

65
[36] D. Dowson, The History of Tribology, Longman, Essex, England, 1978.
[37] Blau P.J.,Friction science and technology, Marcel Dekker, Inc., 1996.
[38] Booser R., Ed., CRC Handbook of Lubrication, Vol 1–3, CRC Press, Inc.
[39] Male A. T., Cockcroft M. G., A method for the determination of the coefficient of friction of metals
under conditions of bulk plastic deformation, J. Inst. Metals, 93, 38, 1964.
[40] Fletcher, J.D., Li, Y.H., Beynon, J.H., Sellars, C.M, The influence of surface conditions in hot forming
determined by ring upsetting: a numerical and experimental investigation, Proc. Inst Mech Engrs 212, p.
453-465 1998.
[41] Loveday, M.S., Brooks, M.R., High Temperature Friction: A simplified Approach for Estimating
Uncertainty of Measurement, NPL Report CMMT (A) 305, 2000.
[42] M. Kunogi, A New Method of Cold Extrusion, J. Sci. Res. Inst, Vol. 50 (No 1437), p. 215 – 246, 1956.
[43] I. Tarnovski, A.A. Pozdeev, O.A. Ganago, Deformation and Forces in Metal Forming, National
Science and Technology Co., Machine Building Literature, Moscow (in Russian), 1959.
[44] H. Kudo, Some Analytical and Experimental Studies of Axisymmetric Cold Forging and Extrusion,
Parts I & II, Int. J. Mech. Sci., Vol 2, , p 102-127, Vol 3, , p. 91-117, 1960-61.
[45] B. Avitzur, An Upper Bound Approach to Cold Strip Rolling, J. Eng. Ind. (Trans. ASME), Series B, Vol
86, p. 31-48, 1964.
[46] B. Avitzur, F.R. Sauerwine, Limit Analysis of Hollow Disc Forging, Part I: Upper Bound, J. Eng.
Ind.(Trans. ASME), Vol 100 (No. 3), p. 340-346, Aug 1978.
[47] F.R. Sauerwine, B. Avitzur, Limit Analysis of Hollow Disc Forging, Part 2: Lower Bound, J. Eng. Ind.
(Trans. ASME), Vol 100 (No. 3), p 347-355, 1978, Aug 1978.
[48] M.Kunogi, A New Method of Cold Extrusion, J. Sci. Res. Inst., Vol 50 (No. 1437), 1956, p. 215-246
[49] Rosa P.A.R.C., Inversão externa de tubos metálicos de parede fina, M.Sc. Thesis, Instituto Superior
Técnico, Lisbon, 2003.
[50] Robert L. Fusaro, How to evaluate solid lubricant films using a pin-on-disk tribometer, Annual Meeting
of the American Society of Lubrication Engineers , Toronto, Canada, May 12-15; Nasa Technical
Memorandum 87236, 1986.
[51] Gee, M.G., Loveday, M.S., Brooks, M.R. (1997), Measurement of Friction under Simulated Metal
Working Conditions in Miniaturised Test System', World Tribology Congress, Abstracts Vol., p381. Pub
MEP, Sept 1997.
[52] Standard Test Method for Wear Testing with a Pin-on-disk Apparatus, ASTM G99, ASTM, 1995
(Reapproved 2000).

66
[53] I.V. Kragelskii, N.M. Mikhin, Handbook of Friction Units of Machines, American Society of Mechanical
Engineers, 1988.
[54] Merchant M.E., J. Appl. Phys., vol. 66, 168, 1944.
[55] D. Dowson, History of Tribology, Longman, 1979.
[56] Cocquilhat M., Experiences sur la resistance utile produite dans le forage, Ann. Trav.Publ. en
Belgique, vol. 10, 199, 1851.
[57] Time I., Soprotivlenie Metallov i Dereva Rezaniju, St. Petersburg, 1870.
[58] Tresca H., Memoire sur le rabotage des metaux, Bull. Soc. d’Encouragement pour l’Industrie
Nationale, 585, 685, 1873.
[59] Stanton H.W., Hyde J.H., Proc. Inst. Mech. Engrs. Lab., vol.1, 175, 1925.
[60] Rosenhain W., Sturney A.C., Proc. Inst. Mech. Engrs. Lab., vol.1, 141, 1925.
[61] Lee E. H., Shaffer B.W., Theory of plasticity applied to a problem of machining, J. appl. Mech., Trans.
ASME, vol. 73, 405-413, 1951.
[62] Cook N.H., Finnie I., Shaw M.C., Discontinuous chip formation, Trans. ASME, 76, 153-162, 1954.
[63] A.Z. Szeri, Tribology: Friction, Lubrication, and Wear, Hemisphere Publishing Corp., p 2, 1980.
[64] Hill R., J. mech. Phys. Solids, vol.3, 47, 1954.
[65] Watkins M.T., Wilkinson P., Plasticity report No. 125, Mech. Eng. Res. Lab., 1957.
[66] Chisholm A.J., McDougall W.M., Plasticity report No. 61, Meh. Engng. Res. Lab., 1952.
[67] Palmer W.B., Oxley P.L.B., Proc. I. Mech., 173, 623, 1959.
[68] Albrecht P., New development in theory of the metal cutting process – part II: The theory of chip
formation, ASME, J. Eng. Ind., 83, 557-568, 1961.
[69] Klamecki B., Incipient chip formation in metal cutting three dimensional finite elements analysis, Ph.D.
Thesis, University of Illinois, 1973.
[70] Tay A.O., Stevenson M.G., de Vahl Davis G., Oxley P.L.B., A numerical method for calculating
temperature distributions in machining from force and shear angle measurements, Int. J. Machine Tool
Design and Research, vol. 16, 4, 1976, 335-349, 1976.
[71] Chen Z., Black J., FEM modelling in metal cutting, Manufacturing Review, 1994.
[72] Joshi V., Dixit P, Jain V., Viscoplastic analysis of metal cutting by finite element method, Int. J, Mach,
Tools Manufact., 1996.
[73] Kim K., Sin H., Development of a thermo-viscoplastic cutting model using finite element method, Int,
J. Mach, Tools Manu fact., 1996.
[74] Childs T.H.C., Material property needs in modelling metal machining, Proceedings of the CIRP
International Workshop on Modelling of Machining Operations, Atlanta, Georgia, USA, 193–202, 1998.
[75] Özel T., Altan T., Determination of workpiece flow stress and friction at the chip-tool contact for high-
speed cutting, Int. J. Machine Tools Manuf. 40, 133–152, 2000.
[76] Tresca, H., On further applications of the flow of solids. Proc. I. Mech. E. Lond. p. 301-345, 1878.

67
[77] Atkins A.G., Modelling metal cutting using modern ductile fracture mechanics: quantitative
explanations for some longstanding problems, International Journal of Mechanical Sciences 45, 373–396,
2003.
[78] F.P. Bowden, D. Tabor, The Friction and Lubrication of Solids, Part II, Clarendon Press, Oxford,
Chapter XXIV, 1964.
[79] Zorev N.N., Metal Cutting Mechanics, Pergamon Press, Oxford, 1966.
[80 Sampath W.S., Shaw M.S., Fracture on the shear plane in continuous cutting, inProc. 11th NAMRI
Conf, Dearborn, 281-289, 1983.
[81] Oxley P.L.B., Mechanics of Machining: An Analytical Approach to Assessing Machinability, John
Wiley & Sons, New York, 1989.
[82] Nakayama K., Ogawa M., Basic rules on form of chip in metal cutting, Annals of the CIRP, 1978.
[83] Okushime K., Hoshi T., Tujirawe T., On the behaviour of the chip in steel cutting, Bulletin of JSME,
1960.
[84] Schey J. A., Tribology in metalworking: Friction, Lubncation, and Wear, ASM, 1983.
[85] Cook N.H., Finnie I., Shaw M.C., Discontinuous chip formation, Trans. ASME, 76, 153- 162, 1954.
[86] Cristino, V. A. M., Experimental Assessment of Analytical Solutions for Orthogonal Metal Cutting, M.
Sc. Thesis, Instituto Superior Técnico, Lisbon (2007).
[87] Shaw, M. C., Metal Cutting Principles, Chp 7 – Dynamometry, Oxford Science Publications, p. 138 –
160, 1984.
[88] Rodrigues J.M.C., Martins P.A.F., Tecnologia da deformação plástica, Vol. I.
Fundamentos teóricos, Escolar Editora, Portugal, 2005.
[89] P.J. Blau, Glossary of Terms, Friction, Lubrication, and Wear Technology, Vol 18, ASM Handbook,
ASM International, 1992.