avaliaÇÃo do uso de processos quÍmicos no … · bruna peatricy da cunha amengol avaliaÇÃo do...
TRANSCRIPT

UNIVERSIDADE FEDERAL DE JUIZ DE FORA
CURSO DE ENGENHARIA SANITÁRIA E AMBIENTAL
AVALIAÇÃO DO USO DE PROCESSOS QUÍMICOS NO TRATAMENTO DE
EFLUENTE TÊXTIL
Bruna Peatricy da Cunha Amengol
Juiz de Fora
2017

AVALIAÇÃO DO USO DE PROCESSOS QUÍMICOS NO TRATAMENTO DE
EFLUENTE TÊXTIL
Bruna Peatricy da Cunha Amengol

Bruna Peatricy da Cunha Amengol
AVALIAÇÃO DO USO DE PROCESSOS QUÍMICOS NO TRATAMENTO DE
EFLUENTE TÊXTIL
Trabalho de Final de Curso apresentado ao
Colegiado do Curso de Engenharia
Sanitária e Ambiental da Universidade
Federal de Juiz de Fora como requisito
parcial à obtenção do título de Engenheiro
Sanitarista e Ambiental.
Área de concentração: Tratamento de
Efluente Industrial.
Linha de pesquisa: Processos Oxidativos
Avançados.
Orientador: Prof. Drª. Sue Ellen Costa
Bottrel
Juiz de Fora
Faculdade de Engenharia da UFJF
2017

“AVALIAÇÃO DO USO DE PROCESSOS
QUÍMICOS NO TRATAMENTO DE
EFLUENTE TÊXTIL”
BRUNA PEATRICY DA CUNHA AMENGOL
Trabalho Final de Curso submetido à banca examinadora constituída de acordo
com o artigo 9° da Resolução CCESA 4, de 9 de abril de 2012, estabelecida pelo
Colegiado do Curso de Engenharia Ambiental e Sanitária, como requisito parcial à
obtenção do título de Engenheiro Ambiental e Sanitarista.
Aprovado em
Por:
______________________________________________
D. Sc. Sue Ellen Costa Bottrel ______________________________________________
D. Sc. Edgard Henrique Oliveira Dias ______________________________________________
D. Sc. Emanuel Manfred Freire Brandt

AGRADECIMENTO
Agradeço primeiramente a Deus pela minha vida, pelas oportunidades e pela
persistência. Ao meu pai, Pedro, pela educação, inspiração e apoio incondicional.
Às minhas irmãs, Brenda e Bianca, por serem meu motivo de sempre querer ser
uma pessoa melhor, por me encorajarem e acreditarem em mim. Às minhas
amigas, Andressa, Tamirys e Lara, pela convivência diária leve, descontraída e por
terem sido a minha família em Juiz de Fora. À Indústria que cedeu o efluente
possibilitando assim que esse trabalho pudesse ser realizado. À minha orientadora,
professora Sue Ellen, pela paciência e por ser sempre prestativa quando precisei.
À todos os professores do Departamento de Engenharia Sanitária e Ambiental, por
todo conhecimento transmitido. Ao coordenador do curso, professor Otávio, por ser
tão solícito durante a minha graduação. Aos demais amigos e familiares agradeço
por todo apoio que sempre me proporcionaram.

RESUMO
A indústria Têxtil demanda grande consumo de água e, além disso, apresentam um
alto potencial poluidor, devido à heterogeneidade dos produtos químicos usados
nas etapas de fabricação dos tecidos. Dessa forma, e no contexto atual de
escassez de água mundial, buscam-se soluções para minimização desse
problema. Uma das alternativas viáveis para esse caso seria o reúso da água
dentro das próprias indústrias. Dessa forma, o presente trabalho destaca dois
Processos Oxidativos Avançados (POA), o Fenton homogêneo e a ozonização,
ambos com objetivo de possibilitar a degradação de matéria orgânica recalcitrante
e contaminantes tóxicos, como os corantes presentes, nos efluentes têxteis. Foram
assim, realizados ensaios de bancada em um efluente têxtil real para verificação
da eficiências de remoção de DQO e cor durante os processos Fenton e
Ozonização. O processo Fenton homogêneo apresentou 95% de remoção de DQO
após 60 minutos de reação, além de promover a completa remoção de cor aparente
do efluente bruto avaliado, se mostrando, portanto, muito eficiente. No entanto, a
Ozonização conduzida em pH natural do efluente (pH = 10,5) removeu apenas 35%
da DQO e parcial remoção de cor aparente, uma vez que a turbidez não foi
removida.
Palavras Chaves: reúso de água, efluente têxtil, Ozonização, Fenton Homogêneo,
Processos Oxidativos Avançados.

LISTA DE FIGURAS
Figura 1. Atividades mundiais consumidoras de água. .......................................... 1
Figura 2. Alternativas de processos químicos utilizados no presente trabalho. ..... 2
Figura 3. Etapas do processo produtivo têxtil. ....................................................... 5
Figura 4. Representação da mineralização da Matéria Orgânica através de
Processos Oxidativos Avançados (POA). ............................................................. 18
Figura 5. Mecanismos de reações do ozônio em relação aos diferentes pHs. .... 25
Figura 6. Esquema do funcionamento da Estação de Tratamento de Efluentes da
Indústria. ............................................................................................................... 30
Figura 7. Segundo taque de equalização (1), tanque de aeração (2), decantadores
(3) e calha Parshall (4). ........................................................................................ 31
Figura 8. Fitas indicadoras de pH. ....................................................................... 34
Figura 9. Turbidímetro digital. .............................................................................. 35
Figura 10. Fluxograma representativo da metodologia utilizada no ensaio Fenton
homogêneo realizado neste trabalho. .................................................................. 37
Figura 11. Esquema representativo dos ozonizadores utilizados no ensaio de
Ozonização. .......................................................................................................... 39
Figura 12. Representação visual do efluente Bruto à esquerda e Efluente Tratado
pela Indústria à direita. ......................................................................................... 40
Figura 13. Remoção de DQO no tratamento por Fenton Homogêneo; dose de Fe2+
= 34000 mg/L; dose de H2O2 = 7 mL/L; tempo de reação = 60 min. .................... 42
Figura 14. Varredura do espectro de absorção na região UV-Vis (200 – 700) nm;
dose de Fe2+ = 34000 mg/L; dose de H2O2 = 7 mL/L; tempo de reação = 60 min.
............................................................................................................................. 43
Figura 15. Representação visual do efluente bruto, tratado pela indústria e tratado
pelo processo Fenton Homogêneo. ...................................................................... 44
Figura 16. Variação do pH durante o processo de Ozonização. Fluxo de oxigênio
constante de 0,8 L/min e DQO inicial de 1140 mg/L. ........................................... 45
Figura 17. Gráfico da remoção da Turbidez e do pH durante o processo de
Ozonização. Fluxo de oxigênio constante de 0,8 L/min e DQO inicial de 1440 mg/L.
............................................................................................................................. 46
Figura 18. Remoção de DQO no processo de Ozonização. ................................ 47
Figura 19. Representação visual das amostras retiradas durante o tratamento por
Ozonização. .......................................................................................................... 48
Figura 20. Remoção de cor na Ozonização em 0, 60, e 120 minutos,
respectivamente. .................................................................................................. 48
LISTA DE TABELAS
Tabela 1. Geração e caracterização físico-química de efluentes têxteis (continua).
............................................................................................................................... 7
Tabela 2. Classificação dos corantes de acordo com sua aplicação (continua) .. 10
Tabela 3. Diferentes tipos de tratamentos utilizados para Efluente Têxtil (continua)
............................................................................................................................. 13
Tabela 4. Padrões para lançamentos de efluentes têxteis em corpo hídrico. ...... 16
Tabela 5. Trabalhos que avaliaram reúso de água dentro da própria Indústria Têxtil.
............................................................................................................................. 17
Tabela 6. Tipos de Processos Oxidativos Avançados mais utilizados de modo geral
............................................................................................................................. 19
Tabela 7. Trabalhos envolvendo o uso do Processo Fenton no tratamento de
efluente industriais (continua) ............................................................................... 21
Tabela 8. Trabalhos envolvendo o uso do Processo de Ozonização no tratamento
de efluente industriais (continua) .......................................................................... 27
Tabela 9. Reagentes utilizados nas análises. ...................................................... 32
Tabela 10. Reagentes, soluções e materiais utilizados no ensaio Fenton
Homogêneo. ......................................................................................................... 35
Tabela 11. Concentrações de Peróxido de Hidrogênio (35%) e Sulfato Ferroso
Heptahidratado em 1000 mL de solução. ............................................................. 36
Tabela 12. Reagentes e materiais e equipamentos utilizados no ensaio de
ozonização. .......................................................................................................... 38
Tabela 13. Parâmetros de caracterização do efluente bruto. ............................... 39
Tabela 14. Caracterização do efluente tratado pela Indústria de acordo com os
parâmetros pH e DQO e valores máximos permitidos para lançamento em corpo
hídrico Classe 2 de acordo com a Deliberação Normativa conjunta COPAM/CERH
01 de 2008. ........................................................................................................... 41
SUMÁRIO
1. INTRODUÇÃO ................................................................................................. 1
2. OBJETIVOS ....................................................................................................... 3
2.1 Objetivo Geral .......................................................................................... 3
2.2 Objetivos Específicos ............................................................................. 3
3. REVISÃO DA LITERATURA ............................................................................. 4
3.1 Indústria Têxtil ......................................................................................... 4
3.2 Tinturaria versus consumo de água ...................................................... 5
3.3 Caracterização de efluentes têxteis ....................................................... 6
3.4 Tratamento de efluente e reúso de água na indústria têxtil .............. 12
3.5 Legislações referentes a efluentes industriais e reúso de água ....... 15
3.5.1 Efluentes Industriais ....................................................................... 15
3.5.2 Reúso de água em indústria têxtil ................................................. 16
3.6 Processos Oxidativos Avançados (POA) ............................................ 18
3.6.1 Fenton Homogêneo ........................................................................ 19
3.6.2 Ozonização ...................................................................................... 23
4. MATERIAIS E MÉTODOS ............................................................................... 29
4.1 Plano de Amostragem .......................................................................... 30
4.2 Técnicas analíticas de caracterização dos efluentes ......................... 32
4.2.1 Determinação da concentração de peróxido de hidrogênio residual
............................................................................................................33
4.2.2 Demanda Química de Oxigênio (DQO) .......................................... 33
4.2.3 Análise de pH .................................................................................. 33
4.2.4 Análise de cor .................................................................................. 34
4.2.5 Alcalinidade Total ........................................................................... 34
4.2.6 Turbidez ........................................................................................... 34
4.3 Ensaio Fenton Homogêneo .................................................................. 35
4.3.1 Materiais .......................................................................................... 35
4.3.2 Ensaio Fenton Homogêneo ............................................................ 36
4.4 Ensaios de Ozonização......................................................................... 37
4.4.1 Materiais .......................................................................................... 37
4.4.2 Ensaio de Ozonização .................................................................... 38
5. RESULTADOS ................................................................................................. 39
5.1 Caracterização do Efluente Bruto e Tratado pela Indústria ............... 39
5.2 Fenton Homogêneo ............................................................................... 41
5.3 Ozonização ............................................................................................ 44
6. CONCLUSÕES ................................................................................................ 49
7. RECOMENDAÇÕES ........................................................................................ 50
8. REFERÊNCIAS BIBLIOGRÁFICAS ................................................................ 51

1
1. INTRODUÇÃO
Atualmente existe um grande interesse das indústrias em reduzir a poluição no
processo industrial, não apenas na estação de tratamento, mas em cada etapa do
processo, através da reciclagem das correntes de efluentes líquidos e da
recuperação de produtos e subprodutos. Tais medidas, diminuem os volumes de
água gastos e eliminados, além dos custos de tratamento da água, tratamento de
efluentes e do consumo de produtos químicos. Essa melhor utilização de matérias-
primas, água, energia e redução na geração de resíduos proporciona ganhos
financeiros, bem como traz aumentos de competitividade através da redução de
custos de produção, melhoria no ambiente de trabalho e da imagem da empresa
perante a sociedade e seus colaboradores (COGO, 2011).
De acordo com a Figura 1, os maiores consumidores mundiais de água são a
agricultura e a indústria, contribuindo para que a água se torne um problema cada
vez mais constante em nosso meio.
Figura 1. Atividades mundiais consumidoras de água.
Fonte: Programa de Avaliação Mundial da Água, 2015, apud Ferreira, 2015.

2
De acordo com Tundisi et al. (2006, apud BEAL et al., 2014), a indústria consome
em média 22% de toda água do mundo, sendo que dentro da Indústria, o setor têxtil
consome em média 15% de toda essa água, somando aproximadamente 30
milhões de m³ ao ano. Nos países desenvolvidos esse índice é de 59% e nos
subdesenvolvidos é de 8%.
Além do consumo exacerbado de água, as indústrias têxteis apresentam um alto
potencial poluidor, devido a heterogeneidade dos produtos químicos utilizados nas
etapas de fabricação dos tecidos, ocasionando assim problemas ambientais.
De acordo com Koltuniewicz e Drioli (2008), além da contribuição de corantes e
auxiliares ao efluente, as etapas de tingimento e lavagem também contribuem com
uma grande quantidade de sais no efluente final. A presença dessas substâncias
em altas concentrações nesse tipo de efluente é agravante (KHALID et al., 2012).
Dessa forma, o estudo de Processos Oxidativos Avançados (POA) para o
Tratamento de Efluente Têxtil está sendo cada vez mais utilizado, visto que esses
apresentam alta eficiência de degradação de matéria orgânica recalcitrante e
contaminantes tóxicos.
Os POA se caracterizam pela geração de radicais hidroxila (•HO), altamente
oxidantes. São processos de operação simples e podem degradar compostos não
biodegradáveis (RIBEIRO, 2009), além de serem altamente reativos. Os POA
objetos desse estudo foram o Fenton homogêneo e a ozonização, e estão
representados na Figura 2.
Figura 2. Alternativas de processos químicos utilizados no presente trabalho.
3
2. OBJETIVOS
2.1 Objetivo Geral
O objetivo desse trabalho foi avaliar a aplicação dos processos químicos Fenton
homogêneo e ozonização no tratamento do efluente de uma indústria têxtil situada
na Zona da Mata.
2.2 Objetivos Específicos
Avaliar a eficiência da remoção de DQO e cor de um efluente têxtil pelo
processo de ozonização;
Avaliar a eficiência da remoção de DQO e cor de um efluente têxtil pelo
processo Fenton homogêneo.
4
3. REVISÃO DA LITERATURA
3.1 Indústria Têxtil
A Indústria Têxtil consiste basicamente na transformação das fibras em fios, fios
em tecidos e tecidos em peças distintas. No entanto, muito antes da chegada dos
portugueses, os índios já confeccionavam suas próprias roupas, com a finalidade
de proteção corporal, utilizando técnicas bem primitivas.
Durante a Revolução Industrial, o Brasil já dispunha de uma extensa cultura
algodoeira, com matéria-prima básica, grande número de mão-de-obra, e um
mercado consumidor crescente. Logo, a indústria têxtil se tornou pioneira no
processo de industrialização do Brasil, e assim esse setor foi se expandindo.
O apogeu da indústria têxtil ocorreu nos anos 40, durante o conflito mundial que
inflamou a Europa e que colocou o Brasil em 2° lugar no ranking mundial como
produtor e exportador têxtil.
Atualmente, de acordo com a Associação Brasileira de Indústria Têxtil e de
Confecções – ABIT (2005), o setor teve um investimento de US$ 749 milhões,
ficando em quinto lugar como maior produtor têxtil e quarto maior de malhas do
mundo, representando 16,7% dos empregos e 5,7% do faturamento da Indústria de
Transformação. É o segmento de transformação que mais emprega na indústria,
ficando atrás apenas da junção de alimentos e bebidas (ABIT, 2005). Com isso, o
País se tornou referência mundial em trajes em diversos designs, como jeanswear,
homewear e moda praia, e está crescendo cada vez mais em lingeries e moda
fitness, demonstrando assim potencial de grande tecnologia e criatividade.
Devido à expansão desse segmento no Brasil, tem-se consequentemente o
aumento de problemas ambientais e do consumo de água, visto que o tingimento é
uma das etapas que mais consome água, e gera efluentes com alto índice de
substâncias potencialmente poluidoras, que ao serem lançados em corpo hídrico
de forma inadequada podem assim alterar a qualidade do afluente a jusante do
lançamento.
5
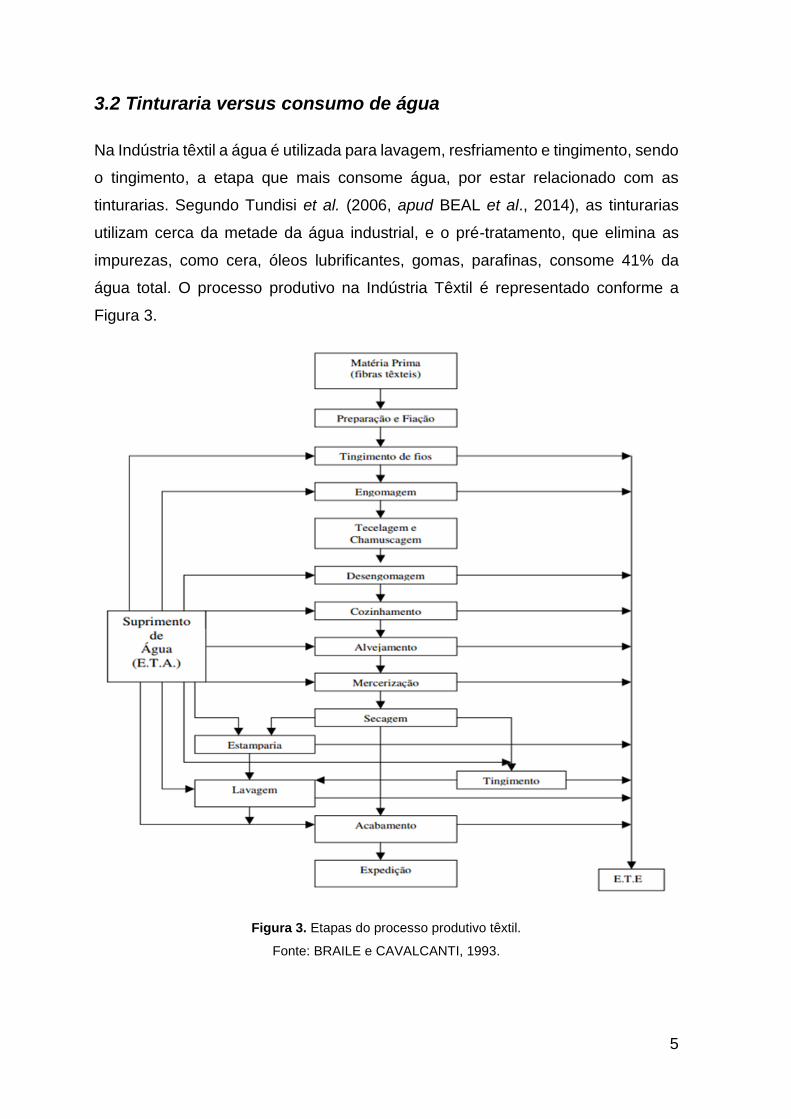
3.2 Tinturaria versus consumo de água
Na Indústria têxtil a água é utilizada para lavagem, resfriamento e tingimento, sendo
o tingimento, a etapa que mais consome água, por estar relacionado com as
tinturarias. Segundo Tundisi et al. (2006, apud BEAL et al., 2014), as tinturarias
utilizam cerca da metade da água industrial, e o pré-tratamento, que elimina as
impurezas, como cera, óleos lubrificantes, gomas, parafinas, consome 41% da
água total. O processo produtivo na Indústria Têxtil é representado conforme a
Figura 3.
Figura 3. Etapas do processo produtivo têxtil.
Fonte: BRAILE e CAVALCANTI, 1993.

6
O tingimento é o processo de coloração que ocorre devido à aplicação de corantes.
Esses processos são classificados segundo sua composição química e método de
aplicação, sendo substâncias utilizadas em tinturarias, geralmente solúveis e
dispersáveis são absorvidos e se difundem para o interior da fibra, havendo
interações físico-químicas entre ambos.
No processo de tingimento, uma parte do corante pode ser perdida, variando de
acordo com o tipo de tecido, produtos específicos para cada tipo de tecido e
incorporados aos corantes para garantir uma melhor fixação. Em seguida a peça
deve ser lavada novamente a fim de retirar todo o excesso dos produtos não foram
bem fixados. A perda dos corantes no efluente final varia em média de 10% a 50%
(FORGACS et al., 2004; CARNEIRO et al., 2007; KHANDEGAR e SAROHA, 2013,
apud STARLING, 2016). Cerca de 80% dessa água se torna efluente que é
heterogêneo e possui elevado potencial poluidor de corpos hídricos, devido aos
corantes.
3.3 Caracterização de efluentes têxteis
De acordo com Ispich (1995, apud Peixoto et al., 2013), um efluente têxtil típico é
caracterizado por conter altos valores de demanda bioquímica de oxigênio (DBO),
demanda química de oxigênio (DQO), cor e pH, demandando tratamento químico
e biológico. No entanto o mais difícil de controlar é a cor, devido aos corantes
presentes nos processos de tinturaria. A Tabela 1 apresenta valores obtidos a partir
da caracterização físico-química dos efluentes têxteis estudados em diferentes
trabalhos, e a geração desses efluentes.

7
Tabela 1. Geração e caracterização físico-química de efluentes têxteis (continua).
Geração do efluente
Parâmetros
Referências DQO (mg/L)
DBO (mg/L)
Carbono Orgânico
Dissolvido (mg/L)
pH Cor (Uc)
Turbidez (UNT)
Sólidos Totais
Dissolvidos (mg/L)
Sólidos Suspensos
Totais (mg/L)
Tingimento e acabamento de
diversas malharias (o tecido é fornecido
pelo cliente)
- 514 347,5 8,44 3315 108,5 8184 128 Justino (2016)
Produção de jeans 395 106 - 4,4 2754 49,2 1784 410 Halasz et al
(2011)
Produção de tecidos fios tintos e tecidos
estampados 1226 - - 10,3 1138 500 - - Dutra (2010)
Lavagem de tecidos de algodão e viscose
418 - 153 7,1 - 22 - 315 Starling (2016)
Lavagem e tingimento de
diversos tecidos 446 - - 5,3 151,4 81,4 - 64,9
Castilhos (2015)

8
Tabela 1. Geração e caracterização físico-química de efluentes têxteis (continuação)
Geração do efluente
Parâmetros
Referências DQO (mg/L)
DBO (mg/L)
Carbono Orgânico
Dissolvido (mg/L)
pH Cor (Uc)
Turbidez (UNT)
Sólidos Totais
Dissolvidos (mg/L)
Sólidos Suspensos
Totais (mg/L)
Tingimento de diversos tecidos
350 - - 8,8 1553 124 3156 90 Trevizani
(2012)
Tingimento de tecidos e gerada nos setores de irrigação, caldeira, refeitório, setores de limpeza e vestiário
195 - - 7,7 - 11 4220 31 Ribeiro (2009)
Tingimento e acabamento de
tecidos de poliéster, lã, viscose e algodão
750 350 - 8,6 - - - 78 Cogo (2011)

9
A variabilidade observada nos parâmetros da Tabela 1, pode ser explicada, pelo
fato de que o efluente é gerado em diferentes etapas do processo produtivo, bem
como os tecidos e corantes apresentam composições variadas.
Estima-se que a produção de corantes no mundo gire em torno de 800.000 ton/ano
e pelo menos 15% são lançados aos corpos hídricos como efluentes
(GANODERMAIERI et al, 2005).
Os corantes são constituídos de grupos de átomos chamados cromóforos que são
responsáveis pela cor, além de grupos auxocromos que tem como função promover
ou intensificar as cores dos cromóforos (DOS SANTOS et al., 2007, apud RIBEIRO,
2009). Estes átomos são bastante resistentes, o que dificulta sua degradação, logo
sua remoção no efluente.
A classificação dos corantes é dada de acordo com sua aplicação e estrutura
química. Em relação à estruturação podem ser orgânicos e inorgânicos (SARON et
al., 2005). E quanto a aplicação de acordo com Immich (2006), são dividido
conforme a Tabela 2.
A maioria dos corantes apresenta baixa biodegradabilidade, e além disso, alguns
destes são tóxicos e bastante solúveis em água, causando muitos problemas, não
só pelo corante em si, mas devido a substâncias surfactantes e aditivos.

10
Tabela 2. Classificação dos corantes de acordo com sua aplicação (continua)
Corante Característica Referência
À cuba
Apresentam ótimas propriedades de fixação no algodão, são aplicados ao processo basicamente
insolúveis na água, mas durante o tingimento são reduzidos com ditionito em solução alcalina,
transformando em composto solúvel.
Guaratini e Zanoni
(2000)
Ácidos Compostos aniônicos solúveis em água, com um ou mais grupos sulfônicos ou carboxílicos, que
por meio de troca iônica se ligam às fibras de lã.
Dutra
(2010)
Azóicos Formados de dois compostos quimicamente reativos sintetizados sobre a fibra durante o processo. Dutra
(2010)
Básicos Apresentam baixa solubilidade em água, são fortemente ligados e não migram facilmente. Dutra
(2010)
Diretos
São solúveis em água, apresentam estrutura molecular estreita e plana, permitindo alinhamento
entre as moléculas e as fibras de celulose através de pontes de hidrogênio e força de Van de
Waals.
Guaratini e Zanoni
(2000)
Dispersos
Aplicados em fibras hidrofóbicas e fibras de celulose, são insolúveis em água e sofrem hidrólise
no processo de tintura, onde a forma originalmente insolúvel é lentamente precipitada na forma
dispersa.
Guaratini e Zanoni
(2000)

11
Tabela 2. Classificação dos corantes de acordo com sua aplicação (continuação)
Corante Característica Referência
Branqueadores São utilizados como alvejantes a fim de clarear as fibras têxteis no estado bruto. Guaratini e Zanoni
(2000)
Ao enxofre Insolúveis em água e produzem resíduos altamente tóxicos contendo sulfeto, gerados
nos processos de tingimentos.
Immich
(2006).
Pré-metalizados Formam complexos estáveis de íons metálicos, como o cromo, dessa forma, está
associado ao alto índice de metal nas águas de rejeito.
Guaratini e Zanoni
(2000)
Reativos
São corantes do tipo azóico que contém um grupo eletrófilo capaz de formar ligações
covalentes com grupos hidroxila das fibras celulósicas com amino, hidroxila e tióis das
fibras proteicas. Nesse tipo de corante, as fibras se processam diretamente através da
substituição do grupo de nucleofílico pelo grupo hidroxila da celulose.
Guaratini e Zanoni
(2000)

12
3.4 Tratamento de efluente e reúso de água na indústria têxtil
Devido ao consumo elevado de água nas indústrias têxteis, buscam-se alternativas
para minimização desse problema, assim, tem-se como uma alternativa viável o
reúso de água dentro da própria empresa.
Nas Indústrias de modo geral, os principais reúsos da água estão associados a
processos de refrigeração, alimentação de caldeiras, lavadores de gases, lavagem
de pisos e peças ou irrigação de áreas verdes (MIERZWA & HESPANHOL, 2005).
Segundo Vajnhandl e Valh (2014, apud STARLING, 2016), após o tratamento, a
qualidade da água utilizada na indústria têxtil pode ser alta, média e baixa, podendo
ser utilizado assim para diversos fins, sendo eles mais e menos nobres. A água de
alta qualidade é utilizada para processos de tingimento, banhos de acabamento e
lavagem, geralmente correspondem a 20% de toda a água consumida pela
indústria. A água de qualidade média é usada nos processos de lavagem,
correspondendo em média de 50 a 70% da água total da indústria, dependendo do
tecido. E a água de baixa qualidade preferencialmente deve ser consumida apenas
para limpeza de máquinas e da fábrica de modo geral, não podendo ser usada para
o processamento dos tecidos. A Tabela 3 compara alguns tratamentos utilizados
para Efluente Têxtil destacando suas as vantagens e desvantagens.

13
Tabela 3. Diferentes tipos de tratamentos utilizados para Efluente Têxtil (continua)
Tratamento Vantagem Desvantagens Referência
Lodo ativado
Boa remoção de cargas
orgânicas
(DQO, DBO)
Geração de lodo Cogo
(2011).
Fotoquímicos
Não há formação de lodo;
Degrada corantes à CO2 e
H2O.
Alto gasto energético;
pH, intensidade da radiação UV e estrutura do
corante influenciam na eficiência de
degradação de matéria orgânica.
Dos Santos et al.
(2007, apud
STARLING, 2016).
Ozonização
Não apresenta alteração de
volume da água residual e de
lodo.
Tempo de reação, geometria do reator, tipo da
injeção de ozônio, tamanho das bolhas do gás
influenciam na eficiência de degradação de
matéria orgânica.
Teixeira
(2014).
Eletroquímicos
Baixo consumo de produtos
químicos;
Compostos formados não
são tóxicos.
Em fluxos elevados não apresenta boa
eficiência.
Dos Santos et al.
(2007 apud
STARLING, 2016).

14
Tabela 3. Diferentes tipos de tratamentos utilizados para Efluente Têxtil (continuação)
Tratamento Vantagem Desvantagens Referência
Carvão Ativado Boa remoção de uma ampla
variedade de corantes.
Custo elevado quando comparado a outros
tratamentos.
Beltrame
(2000).
Fenton Homogêneo
Alta eficiência em remoção
de DQO;
Descoramento efetivo de
corantes solúveis e
insolúveis.
Formação de lodo.
Queiroz et al.
(2011);
Nogueira et al.
(2005)

15
3.5 Legislações referentes a efluentes industriais e reúso de água
3.5.1 Efluentes Industriais
A Resolução do Conselho Nacional de Meio Ambiente – CONAMA, nº 430, de 13
de Maio de 2011 (BRASIL, 2011), complementa e altera a Resolução 357/05
(BRASIL, 2005), e dispõe sobre condições, parâmetros, padrões e diretrizes para
gestão do lançamento de efluentes em corpos de água receptores. Considera
também que o órgão ambiental competente poderá, a qualquer momento, mediante
fundamentação técnica acrescentar outras condições e padrões para o lançamento
de efluentes, ou torná-los mais restritivos, tendo em vista as condições do corpo
receptor; ou exigir tecnologia ambientalmente adequada e economicamente viável
para o tratamento dos efluentes, compatível com as condições do respectivo corpo
receptor.
A Deliberação Normativa Conjunta do Conselho Estadual de Política Ambiental –
COPAM, e do Conselho Estadual de Recursos Hídricos do Estado de Minas Gerais
– CERH-MG, nº 01, de 05 de Maio de 2008, dispõe sobre a classificação dos corpos
de água e diretrizes ambientais para o seu enquadramento, bem como estabelece
as condições e padrões de lançamento de efluentes em Minas Gerais. Essa
Deliberação se apresenta mais restritiva que as Resoluções acima citadas, devido
ao fato de ser mais específica, condizendo com realidade fática do estado (MINAS
GERAIS, 2008).
Dessa forma, os padrões de lançamento para efluentes têxteis seguem os padrões
de lançamento de efluentes industriais segundo a Resolução CONAMA 430/2011
e a Deliberação Normativa COPAM/CERH 01/2008. No entanto a Deliberação
COPAM/CERH 01/2008 apresenta uma particularidade, esta estabelece como
limite de lançamento de Demanda Química de Oxigênio (DQO) para Indústria Têxtil
uma concentração máxima de 250 mg/L, sendo assim mais específica para esse
tipo de efluente. A Tabela 4, apresenta os padrões para lançamentos de efluentes
industriais em corpos d’água.

16
Tabela 4. Padrões para lançamentos de efluentes têxteis em corpo hídrico.
Parâmetro COPAM/CERH nº 01/2008 CONAMA nº430/2011
pH 6 a 9 5 a 9
Temperatura (ºC) < 40 < 40
DQO (mg/L O2) ≤ 250 -
DBO (mg/L O2) ≤ 60 Remoção ≥ 60%
SST (mg/L) ≤ 100 -
Fonte: Adaptado de MINAS GERAIS (2008); BRASIL (2011).
3.5.2 Reúso de água em indústria têxtil
A Resolução do Conselho Nacional de Recursos Hídricos – CNRH, nº 54, de 28 de
Novembro de 2005, estabelece modalidades, diretrizes e critérios para a prática de
reúso direto não potável de água de modo geral, considerando a escassez de
recursos hídricos observada em certas regiões do território nacional, a qual está
relacionada aos aspectos de quantidade e de qualidade; a prática de reúso de água
reduz a descarga de poluentes em corpos receptores, conservando os recursos
hídricos para o abastecimento público e outros usos mais exigentes quanto à
qualidade; e a prática de reúso de água reduz os custos associados à poluição e
contribui para a proteção do meio ambiente e da saúde pública (BRASIL, 2005).
No entanto, no País ainda não existe normatização técnica específica para o reúso
de água em Indústria Têxtil. Em todo caso, considera-se que a qualidade da água
para reúso deve ser melhor que o lançamento do efluente, visto que podem ocorrer
danos nos tingimentos, máquinas e/ou tubulações (incrustações, corrosões), além
de alterações da solubilidade dos reagentes nas etapas de processamento. A
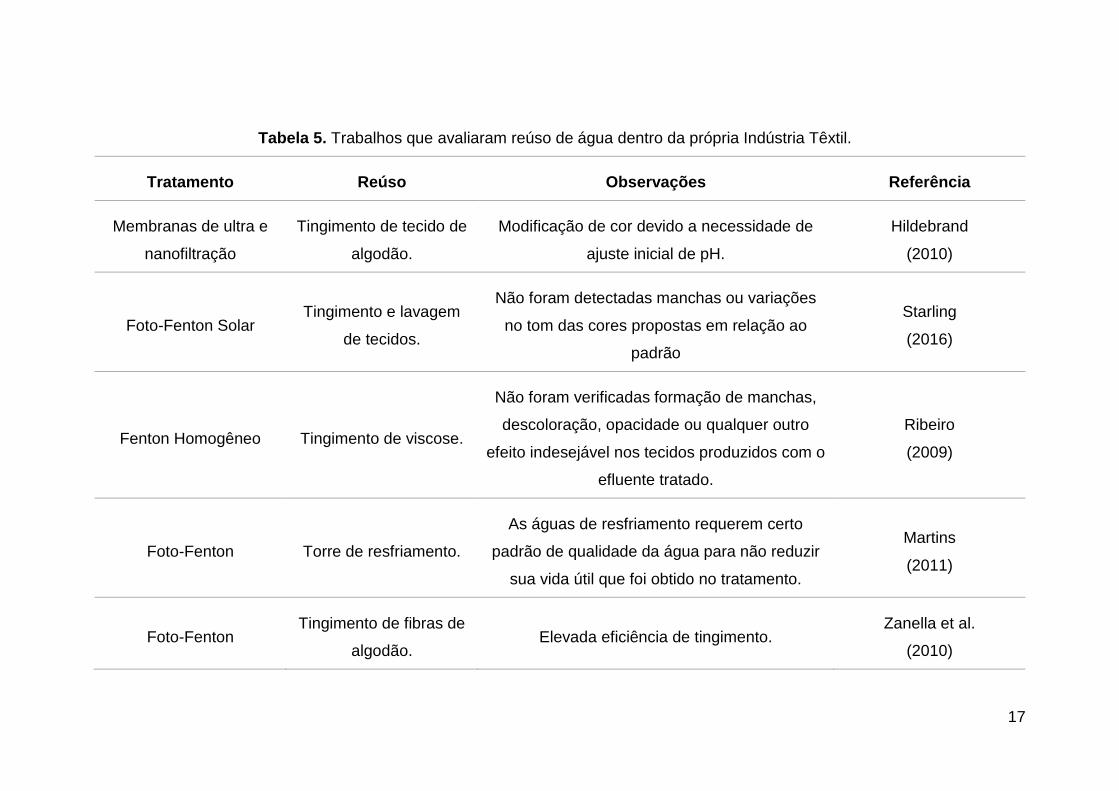
Tabela 5 apresenta trabalhos que avaliaram o reúso da água dentro da própria
Indústria Têxtil.
17
Tabela 5. Trabalhos que avaliaram reúso de água dentro da própria Indústria Têxtil.
Tratamento Reúso Observações Referência
Membranas de ultra e
nanofiltração
Tingimento de tecido de
algodão.
Modificação de cor devido a necessidade de
ajuste inicial de pH.
Hildebrand
(2010)
Foto-Fenton Solar Tingimento e lavagem
de tecidos.
Não foram detectadas manchas ou variações
no tom das cores propostas em relação ao
padrão
Starling
(2016)
Fenton Homogêneo Tingimento de viscose.
Não foram verificadas formação de manchas,
descoloração, opacidade ou qualquer outro
efeito indesejável nos tecidos produzidos com o
efluente tratado.
Ribeiro
(2009)
Foto-Fenton Torre de resfriamento.
As águas de resfriamento requerem certo
padrão de qualidade da água para não reduzir
sua vida útil que foi obtido no tratamento.
Martins
(2011)
Foto-Fenton Tingimento de fibras de
algodão. Elevada eficiência de tingimento.
Zanella et al.
(2010)

18
3.6 Processos Oxidativos Avançados (POA)
Os processos oxidativos avançados (POA) baseiam-se na formação de HO devido
a alterações nas estruturas dos poluentes. Os radicais hidroxila (HO) apresentam
um grande potencial de redução capaz de reagir com a maioria dos compostos
orgânicos (HIGARASHI, 2000), degradando parcial ou totalmente contaminantes
recalcitrantes e tóxicos. A Figura 4 esquematiza esses processos.
Figura 4. Representação da mineralização da Matéria Orgânica através de Processos Oxidativos
Avançados (POA).
Fonte: BOTTREL, 2016.
Dessa forma, os POA conseguem remover em grandes proporções Demanda
Química de Oxigênio (DQO), Carbono Orgânico Total (COT) e Carbono Orgânico
Dissolvido (COD), além de elevar a biodegradabilidade do efluente e reduzir a cor.
Segundo Teixeira & Jardim (2004), os POA são processos limpos, pelo fato de
destruírem os poluentes, e não simplesmente promoverem a mudança de fase,
como ocorre nos processos de adsorção, coagulação e floculação. Além disso, os
POA não são seletivos, possibilitando a degradação de inúmeros contaminantes
tóxicos e recalcitrantes, independente da presença de outros compostos, em
intervalos de tempos curtos.
Dessa forma, a eficiência dos POA varia em relação à remoção de toxicidade
aguda. Essa variação ocorre conforme o processo aplicado na produção ou no
decorrer de aplicação em um mesmo processo. Assim, compostos como aminas

19
aromáticas, que são produtos tóxicos comuns da degradação de alguns corantes
são gerados no processo (WANG et al., 2008, apud RIBEIRO, 2009).
A versatilidade dos POA se deve ao fato de que os radicais hidroxila podem ser
gerados de diversas formas, sendo divididos em dois grupos: heterogêneos e
homogêneos. Quando existe a presença de catalizadores na forma sólida os POA
são denominados homogêneos. Caso contrário, quando os catalizadores
apresentam-se em fase sólida no meio reacional, são chamados de heterogêneos
(PASQUALINI, 2010, apud CASTILHOS, 2015). A Tabela 6 exemplifica alguns dos
POA mais utilizados.
Tabela 6. Tipos de Processos Oxidativos Avançados mais utilizados de modo geral
Processo Homogêneo Heterogêneo
Com
Radiação
O3/H2O2/UV
O3/UV
H2O2/UV
Fe2+/H2O2/UV
Catalisador sólido/UV
Catalisador sólido/H2O2/UV
Sem
Radiação
O3/H2O2 (Ozonização)
Fe2+/H2O2 (Fenton
Homogêneo)
Catalizador sólido/ H2O2
Fonte: Adaptado de BOTTREL, 2012.
3.6.1 Fenton Homogêneo
Um dos POA atualmente mais utilizados para o tratamento de efluentes é o
Processo de Fenton (Fe2+/H2O2), principalmente o Homogêneo, devido ao fato do
catalisador do processo ser o ferro que é um elemento abundante na litosfera e o
peróxido de hidrogênio não causar danos ao meio ambiente devido à sua rápida
decomposição no meio (PAPIĆ et al., 2009, apud STARLING, 2016). O processo
de Fenton Homogêneo caracteriza-se também por ter elevada velocidade de

20
reação, podendo ser executado à temperatura ambiente, minimizando assim os
custos operacionais envolvidos nesse tipo de tratamento (MARTINS e QUINTA-
FERREIRA, 2007; MONEM et al., 2009).
Esse processo é baseado na transferência de elétrons entre o peróxido de
hidrogênio e íon Ferroso como catalisador em meio ácido, conforme a Equação 1.
Fe2+ + H2O2 Fe3+ + OH• + OH (Eq. 1)
Os íons férricos (Fe3+) também podem reagir com H2O2 em processo conhecido por
Fenton like (Fenton modificado), Equações 2 a 4, regenerando íons ferrosos (Fe2+).
Fe3+ + H2O2 Fe-OOH2+ + H+ (Eq. 2)
Fe-OOH2+ HO2• + Fe2+ (Eq. 3)
Fe3+ + HO2• Fe2+ + O2 + H+ (Eq. 4)
Peróxido de hidrogênio também pode reagir com radicais •HO, podendo assim
atuar tanto como iniciador como também um sequestrador (Equação 5). Ressalta-
se que o radical hidroperoxila (HO2•) tem potencial de redução menor do que os
radicais hidroxila, portanto a ocorrência de tal reação não é vantajosa no processo.
O sequestro dos radicais hidroxila pelo peróxido de hidrogênio geralmente ocorre
quando a concentração de H2O2 é muito elevada.
•OH + H2O2 H2O + HO2• (Eq. 5)
Outro ponto interessante na reação Fenton é que, durante as reações do processo
pode acontecer a coagulação química com íons de Fe3+ formados, principalmente
na etapa final quando ocorre a elevação do pH para neutralização do meio. Esse
processo pode ser responsável pela remoção de parte da matéria orgânica
presente no efluente (AMORIM, 2007).
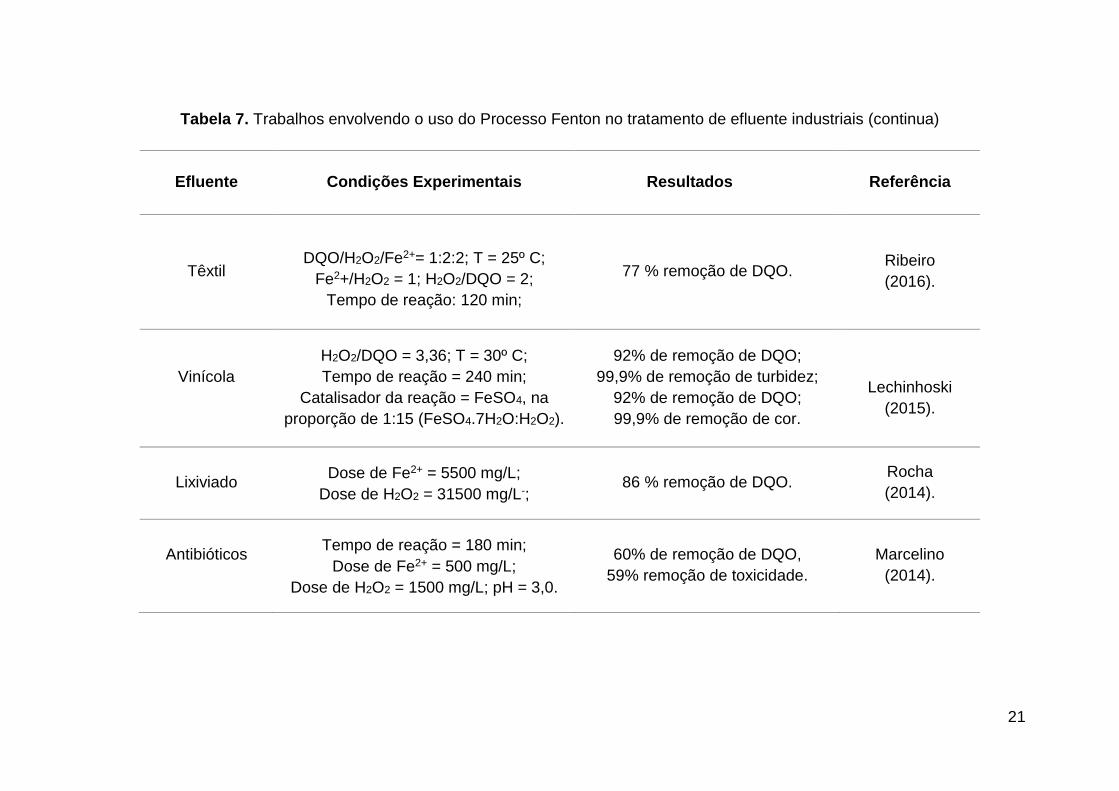
Na tabela 7 são apresentados trabalhos que estudaram o processo Fenton
Homogêneo para tratamento de efluentes industriais.
21
Tabela 7. Trabalhos envolvendo o uso do Processo Fenton no tratamento de efluente industriais (continua)
Efluente Condições Experimentais Resultados Referência
Têxtil DQO/H2O2/Fe2+= 1:2:2; T = 25º C;
Fe2+/H2O2 = 1; H2O2/DQO = 2;
Tempo de reação: 120 min;
77 % remoção de DQO. Ribeiro
(2016).
Vinícola
H2O2/DQO = 3,36; T = 30º C;
Tempo de reação = 240 min;
Catalisador da reação = FeSO4, na
proporção de 1:15 (FeSO4.7H2O:H2O2).
92% de remoção de DQO;
99,9% de remoção de turbidez;
92% de remoção de DQO;
99,9% de remoção de cor.
Lechinhoski
(2015).
Lixiviado Dose de Fe2+ = 5500 mg/L;
Dose de H2O2 = 31500 mg/L-; 86 % remoção de DQO.
Rocha
(2014).
Antibióticos
Tempo de reação = 180 min;
Dose de Fe2+ = 500 mg/L;
Dose de H2O2 = 1500 mg/L; pH = 3,0.
60% de remoção de DQO,
59% remoção de toxicidade.
Marcelino
(2014).

22
Tabela 7. Trabalhos envolvendo o uso do Processo Fenton no tratamento de efluente industriais (continuação)
Efluente Condições Experimentais Resultados Referência
Lixiviado
Concentração de DQO = 2023 mg/LO2;
Dose de Fe2+ = 1348,67 mg/L;
Dose de H2O2 = 4046 mg/L; pH = 3,0;
Tempo de reação = 120 min.
82% de remoção de DQO.
Vasconcelos
(2014).
Moveleiro
Dose de H2O2 = 12000 mg/L;
Dose de Fe+2 = 1000 mg/L;
Tempo de reação = 390 min.
70%de remoção de COT;
68% de remoção de DQO;
72% de remoção de DBO.
Adário
(2014).
Refinaria de
Petróleo
Dose de H2O2 = 8000 mg/L;
Dose de FeSO4 = 800 mg/L. 88% remoção de COD.
Coelho et al.
(2005).
Têxtil
Dose de Fe2+ = 6000 mg/L;
Dose de H2O2 = 20000 mg/L;
Tempo de reação = 10 min
97,5% na redução da DQO;
99,9% de descoloração.
Maneti et al,
(2009).

23
Em indústrias têxteis, embora o Fenton Homogêneo seja muito eficaz no tratamento
de efluentes, alguns compostos podem influenciar na reatividade do POA devido
interferência nas reações de oxidação realizadas pelos radicais hidroxila. De acordo
com Machulek et al. (2007) sais, detergentes e alguns íons inorgânicos que são
utilizados no processo produtivo têxtil, podem chegar a impedir a produção de HO•,
diminuindo assim a eficiência do tratamento.
Embora ocorra a possível formação de compostos tóxicos e formação de lodo
devido a gasto de reagente, necessidade de ajuste de pH e a necessidade de
separação do ferro (QUEIROZ et al., 2011), a utilização de Fenton homogêneo
apresenta como vantagens baixo custo em relação a outros processos de oxidação
avançada, estabilidade térmica, inexistência de problemas decorrentes da simples
transferência de massa, procedimentos operacionais relativamente simples, baixa
probabilidade de dano no manuseio, investimento reduzido de capital e redução ou
eliminação da toxicidade em função da mineralização dos poluentes (NOGUEIRA
et al., 2005).
3.6.2 Ozonização
O ozônio é um poderoso agente oxidante (E0 = 2,08 V), se comparado a outras
substâncias como peróxido (E0 = 1,78 V) e cloro (E0 = 1,36 V) (KUNZ et al., 2002;
STRICKLAND E PERKINS, 1995). Quando em contato com o efluente, o ozônio
reage com os compostos orgânicos presentes decompondo-os. A reação pode
ocorrer de forma direta ou indireta, através do radical hidroxila (HO•) gerado na
decomposição do ozônio, o qual possui poder oxidante superior (E0 = 2,80 V)
(KUNZ et al., 2002).
A oxidação por Ozônio é capaz de degradar hidrocarbonetos clorados, fenóis,
pesticidas e hidrocarbonetos aromáticos (KAMMRADT, 2004). Para o caso de
indústrias têxteis, o processo é atualmente considerada um dos mais promissores
processos de oxidação. Esse tratamento oferece eficiência satisfatória,
apresentando um efluente tratado com pouca cor, baixa DQO, e adequado para ser
lançado ao meio ambiente ou retornar ao processo (COGO, 2011).

24
Embora a Ozonização não contribua para mineralização de matéria orgânica, COT
e DQO, o processo apresenta quebra de moléculas complexas em compostos mais
simples e com maior biodegradabilidade, conferindo alta eficiência do processo em
alguns casos, dependendo do efluente.
Segundo Cogo (2011), o ozônio reage facilmente com a maior parte dos corantes
utilizados na indústria têxtil, ele ataca as suas duplas ligações, que são justamente
as partes das moléculas associada à cor. Assim, em um primeiro momento, a
ozonização é empregada principalmente para quebrar as moléculas de corantes, o
que tem como consequência a descoloração.
O método é bastante efetivo para corantes solúveis em água, mas pouco eficaz
para corantes dispersos, pois a descoloração é lenta e requer altas concentrações
de ozônio (KEQIANG et al. 1994).
O processo de ozonização se dá pela injeção de microbolhas de ozônio em um
reator contendo o efluente. A transferência do ozônio gasoso para o efluente líquido
é o processo dominante da ozonização e, por isso, o reator deve ser projetado de
maneira a garantir o tempo de contato necessário entre o gás e a fase aquosa
(GOTTSCHALK, 2000; BAPTISTUCCI, 2012, apud MARCELINO, 2014).
O gás ozônio (O3) utilizado no tratamento de águas e efluentes é gerado in situ por
equipamentos elétricos que, na maioria dos casos de utilização em laboratório e
em indústrias, produzem ozônio a partir de oxigênio por uma célula de barreira
dielétrica, ou célula corona. Nesse processo, a corrente rica em oxigênio entra pela
câmara do equipamento e recebe uma alta voltagem gerada por eletrodos
metálicos. A descarga elétrica liberada pelo sistema converte o O2 em O3
(PACHECO, 2012; TEIXEIRA, 2014 apud MARCELINO, 2014), conforme as
Equações 5 e 6.
O2 → O• + O• (Eq. 5)
O• + O2 → O3 (Eq. 6)
De acordo com Dezotti (2008), na ozonização tem-se a atuação de dois oxidantes
principais: o ozônio molecular – O3 (mecanismo direto de ozonização) e o radical
hidroxila (•OH) (mecanismo indireto de ozonização). Enquanto os processos de

25
desinfecção ocorrem principalmente pela atuação do O3, os processos de oxidação
de compostos com ozônio acontecem com a colaboração dos dois oxidantes: O3 e
HO•, assim como nas Equações 7 e 8. Os mecanismos de reação envolvidos e a
decomposição do ozônio no processo dependem diretamente do pH do meio.
O3 + OH- → HO2- + O2 (Eq. 7)
O3 + HO2- → •OH + O2
-• + O2 (Eq. 8)
Sabe-se que em condições ácidas (pH < 4), a reação direta entre o O3 e o
contaminantes orgânico é dominante. Em pH entre 3 e 9, ambos os mecanismos
podem agir por haver hidroxila (HO-) no meio reacional para promover a formação
de radicais conforme as Equações de 9 a 14. Em pH > 9, o mecanismo indireto,
envolvendo somente espécies radicalares é predominante devido à presença das
espécies que favorecem a formação do HO• (VON GUNTEN, 2003). A Figura 6
ilustra os mecanismos de reações do ozônio em relação aos diferentes valores de
pH.
Figura 5. Mecanismos de reações do ozônio em relação aos diferentes pHs.
Fonte: Marcelino (2014).
A produção dos radicais hidroxila em meio alcalino ocorre a partir de inúmeras
reações mostradas a seguir. Na etapa de iniciação ocorre a reação entre o O3 e a
OH- formando produtos darão continuidade ao processo. As reações e suas

26
constantes cinéticas são mostradas nas Equações 9 a 14 (FORNI et al., 1982; VON
GUNTEN, 2003):
O3 + OH- → O2 + HO2- k = 70 M-1s-1 (Eq. 9)
As reações de propagação envolvem a formação do radical de outras espécies
radicalares:
O3 + HO2- → HO• + O2
•− + O k= 2,8x106 M-1s-1 (Eq. 10)
O3 + O2•− → O3
•− + O2 k= 1,6x109 M-1s-1 (Eq. 11)
O3•− ↔ O•− + O2 k= 3,3x109 M-1s-1 (Eq. 12)
O•− + H2O → HO• + HO- k= 108 M-1s-1 (Eq. 13)
HO• + O3 → HO2• + O2 k= 2x109 M-1s-1 (Eq. 14)
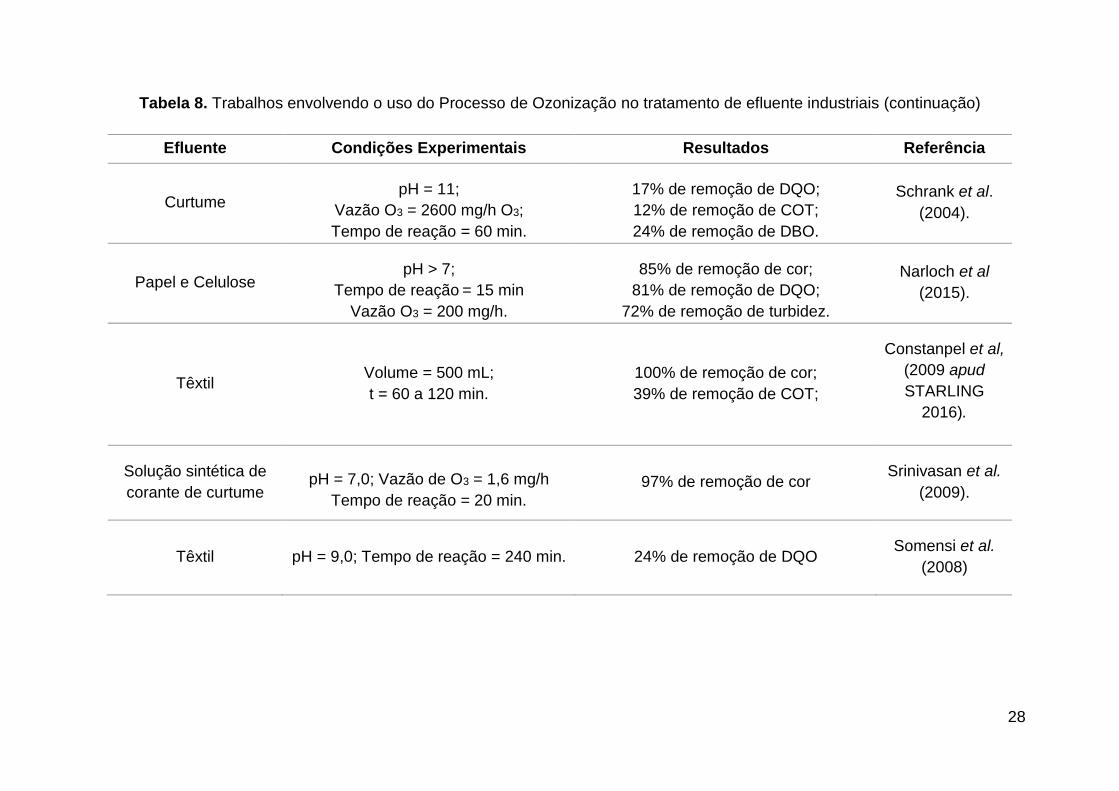
A Tabela 8 apresenta trabalhos que estudaram o processo Ozonização para
tratamento de efluentes industriais em diversos segmentos.

27
Tabela 8. Trabalhos envolvendo o uso do Processo de Ozonização no tratamento de efluente industriais (continua)
Efluente Condições Experimentais Resultados Referência
Têxtil Dose de O3 = 292,0 mg/h O3;
Vazão de O3 = 4 L/min.
37% de remoção para turbidez;
60% de remoção para cor verdadeira;
52% de remoção para cor aparente;
70% de remoção para DQO bruta;
70% de remoção para DQO filtrada.
Castilhos
(2015).
Laticínio pH = 3,6;
Tempo de reação = 20 min.
97% de remoção de DQO;
97% de remoção de DBO;
12% de remoção de nitrogênio total;
91% de remoção de turbidez.
Carvalho
(2015).
Antibióticos pH = 10;
Tempo de reação = 180 min.
54% de remoção de DQO;
62% de remoção de toxicidade.
Marcelino
(2014).
Água residuária da
lavagem da indústria
de pisos de madeira
Vazão de recirculação de O3 = 2,45
L/mim; pH = 9,38.
94% de remoção de DQO;
56% de remoção de COT.
Silva
(2014).
Têxtil Dose de O3 = 1085,25 mg/h O3;
Vazão de O3 = 8 L/min.
90% de remoção de cor;
60% de remoção de DQO.
Trevizani
(2012)
28
Tabela 8. Trabalhos envolvendo o uso do Processo de Ozonização no tratamento de efluente industriais (continuação)
Efluente Condições Experimentais Resultados Referência
Curtume pH = 11;
Vazão O3 = 2600 mg/h O3;
Tempo de reação = 60 min.
17% de remoção de DQO;
12% de remoção de COT;
24% de remoção de DBO.
Schrank et al.
(2004).
Papel e Celulose pH > 7;
Tempo de reação = 15 min
Vazão O3 = 200 mg/h.
85% de remoção de cor;
81% de remoção de DQO;
72% de remoção de turbidez.
Narloch et al
(2015).
Têxtil Volume = 500 mL;
t = 60 a 120 min.
100% de remoção de cor;
39% de remoção de COT;
Constanpel et al,
(2009 apud
STARLING
2016).
Solução sintética de
corante de curtume pH = 7,0; Vazão de O3 = 1,6 mg/h
Tempo de reação = 20 min. 97% de remoção de cor
Srinivasan et al.
(2009).
Têxtil pH = 9,0; Tempo de reação = 240 min. 24% de remoção de DQO Somensi et al.
(2008)

29
A eficiência da degradação de matéria orgânica presente em efluentes pelo
processo de ozonização pode ser afetada por diversos fatores, como o tempo de
reação, geometria do reator, tipo da injeção de ozônio, tamanho das bolhas do gás,
concentração de ozônio injetado, tipo de matriz do efluente (presença de
sequestrantes de radicais e ozônio, como carbonatos, fosfatos, ácidos húmicos,
etc.), viscosidade do efluente, temperatura e pH do meio reacional, que influencia
diretamente no mecanismo da reação. (GOTTSCHALK, 2000; BAPTISTUCCI,
2012; TEIXEIRA, 2014, apud MARCELINO, 2012).
Um dos aspectos negativos apontados por muitos autores no uso do processo de
ozonização é o custo relativamente elevado. Outro ponto a ser ressaltado é a
possibilidade de formação de compostos tóxicos ao longo do processo. Como
vantagem, pode-se destacar o fato de não haver geração de lodo e geralmente
apresentar elevada eficiência no tratamento de poluentes recalcitrantes.
Ressaltam-se também simplicidade de instalação de equipamentos, operação
relativamente simples, além de não necessitar da manipulação de produtos
químicos no processo – com exceção dos produtos utilizados para ajustar o pH do
meio, caso seja necessário (GOTTSCHALK, 2000; ZHENG et al. 2010;
BAPTISTUCCI, 2012; BOTTREL, 2012, apud MARCELINO, 2012).
4. MATERIAIS E MÉTODOS
As operações de coleta, preservação, armazenamento e transporte das amostras
foram realizados de acordo com a norma da Associação Brasileira de Normas
Técnicas – ABNT (1987): NBR 9898 - Preservação e técnicas de amostragem de
efluentes líquidos e corpos receptores (RIO DE JANEIRO, 1987).
Os experimentos foram conduzidos no Laboratório de Qualidade da Água (LAQUA)
do Departamento de Engenharia Sanitária e Ambiental da Universidade Federal de
Juiz de Fora, em Juiz de Fora, MG.
O tratamento do efluente foi realizado por dois processos, ambos Processos
Oxidativos Avançados. A primeira compreendeu o tratamento por Fenton
Homogêneo e a segunda por Ozonização, visando análise de DQO,

30
espectrofotometria UV-VIS, a fim de verificar a remoção de cor, e pH. As análises
foram realizadas em duplicadas, a fim de assegurar a confiabilidade dos resultados.
Para fins de comparação com os tratamentos propostos, foi também caracterizado
o efluente tratado pela indústria de acordo com os parâmetros DQO e pH.
4.1 Plano de Amostragem
A Indústria Têxtil que aceitou colaborar cedendo os efluentes para este estudo é
uma indústria de grande porte situada na Zona da Mata – MG, entretanto preferiu
não divulgar seu nome. É uma grande produtora de tecidos de algodão e viscose.
O efluente gerado pelo acabamento, tingimento de fios e estamparia, além dos
efluentes gerados nos banheiros e refeitório, seguem para uma estação de
tratamento própria da indústria (Figura 6), com uma vazão de 130 m³/h.
Figura 6. Esquema do funcionamento da Estação de Tratamento de Efluentes da Indústria.
O sistema consiste em:
Peneiramento, com objetivo de separar os fiapos, fios e sólidos pequenos;
Primeiro tanque de equalização, onde esse efluente é misturado, a fim de
manter a mesma vazão e temperatura, bem como correção de pH;
Segundo tanque de equalização, homogeneizando o efluente novamente
(Figura 7.1).

31
Tanque de aeração prolongada (lodo ativado), onde recebe oxigenação por
ar difuso e ocorre a recirculação do lodo (Figura 7.2);
Tanque de distribuição, onde o efluente recebe adição de três polímeros
(polímero floculador, descolorante e policloreto de alumínio), consistindo na
coagulação e floculação;
Dois decantadores (Figura. 7.3);
Terceiro decantador, onde ocorre um polimento final do efluente. O lodo que
fica no fundo desse último decantador recircula para tanque de aeração.
Calha Parshall para medição da vazão do efluente tratado.
Assim, foram coletadas duas amostras, sendo uma do efluente bruto e outra do
efluente tratado. A amostra do efluente bruto foi coletada no segundo tanque de
equalização (Figura 7.1) e a amostra do tratado foi coletado na saída da calha
Parshall (Figura 7.4), após a passagem pelo decantador.
Figura 7. Segundo taque de equalização (1), tanque de aeração (2), decantadores (3) e calha
Parshall (4).
Fonte: Acervo Pessoal.
32
A coleta dos efluentes bruto e tratado foram realizadas em um único dia, por coleta
simples e, posteriormente as amostras foram encaminhadas para o LAQUA.
Após a chegada das amostra ao laboratório, estas foram resfriadas em uma
geladeira, a 4º C, de acordo com a NBR ABNT 9898 de 1987.
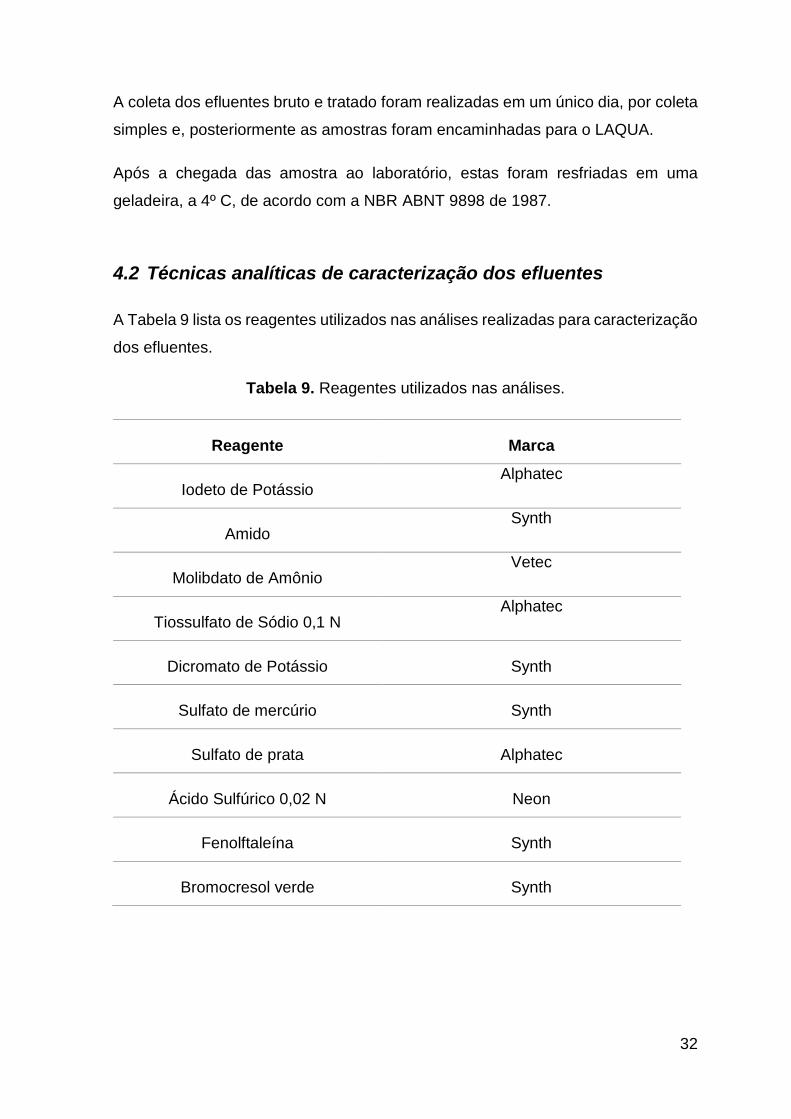
4.2 Técnicas analíticas de caracterização dos efluentes
A Tabela 9 lista os reagentes utilizados nas análises realizadas para caracterização
dos efluentes.
Tabela 9. Reagentes utilizados nas análises.
Reagente Marca
Iodeto de Potássio Alphatec
Amido Synth
Molibdato de Amônio Vetec
Tiossulfato de Sódio 0,1 N Alphatec
Dicromato de Potássio Synth
Sulfato de mercúrio Synth
Sulfato de prata Alphatec
Ácido Sulfúrico 0,02 N Neon
Fenolftaleína Synth
Bromocresol verde Synth
33
4.2.1 Determinação da concentração de peróxido de hidrogênio
residual
A determinação da concentração de Peróxido de Hidrogênio residual ao final do
ensaio Fenton (60 min) foi realizada pelo método iodométrico (US PEROXID, 2008),
no qual o iodo formado é titulado com solução de tiossulfato de sódio, na presença
de indicador de amido.
A concentração de peróxido de hidrogênio residual deve ser determinada, pois em
escala real embora corresponda a uma pequena porcentagem da concentração
inicial, quando gerado em um mês a concentração desperdiçada pode ser bem
relevante.
4.2.2 Demanda Química de Oxigênio (DQO)
Os ensaios de DQO foram realizados pelo método 5220D - Colorimétrico (refluxo
fechado), de acordo com o Standard Methods of Examination of Water and
Wastewater (APHA, 2005).
4.2.3 Análise de pH
O pH foi medido através do método potenciómetro, utilizando um eletrodo
combinado de vidro e prata/cloreto de prata. O pHmetro digital da maca DetLab foi
calibrado anteriormente com soluções padrões de pH 4, 7 e 10 conforme indicado
pelo método 4500-H+ B – Potenciométrico (Methods of Examination of Water and
Wastewater (APHA, 2005)).
As medidas de pH realizadas ao longo dos ensaios de ozonização e Fenton, foram
realizadas através de fitas indicadoras de pH, da marca PAP INDIC, devido à
praticidade, conforme Figura 8.

34
Figura 8. Fitas indicadoras de pH.
Fonte: Acervo pessoal.
4.2.4 Análise de cor
Devido à cor diferenciada do efluente, essa análise foi determinada através da
varredura do espectro de absorbância, na região do espectro ultra violeta e visível
(entre 200-700 nm) em espectrofotômetro da marca HACH.
4.2.5 Alcalinidade Total
A alcalinidade total do efluente bruto foi determinada através do método 2320 B –
Titulometria Potenciométrica, de acordo com o Standard Methods of Examination
of Water and Wastewater (APHA, 2005).
4.2.6 Turbidez
A turbidez das soluções nos ensaios de ozonização foi determinada por um
turbidímetro digital da marca Del Lab (Figura 10), anteriormente calibrado com
soluções padrões de 0,1; 10; 100 e 1000 UNT, respectivamente, conforme o
método 2130 B – Nefelométrico, de acordo com o Standard Methods of Examination
of Water and Wastewater (APHA, 2005).

35
Figura 9. Turbidímetro digital.
Fonte: Acervo pessoal.
4.3 Ensaio Fenton Homogêneo
4.3.1 Materiais
Os reagentes e soluções utilizadas no ensaio Fenton Homogêneo estão descritos
na Tabela 10.
Tabela 10. Reagentes, soluções e materiais utilizados no ensaio Fenton
Homogêneo.
Reagentes Soluções
Peróxido de hidrogênio 35% m/v (Synth) Hidróxido de sódio (Vetec)
Sulfato ferroso heptahidratado (Cinética) Ácido sulfúrico (Neon)
E os materiais utilizados nesse processo foram:
Agitador magnético da marca IKA, modelo C-MAG HS 7;
Balança analítica da marca Shimadzu, modelo ATY224;
Pipetas 50 mL;
Proveta de 1000 mL;
Conta gotas;
Cadinho;
36
Béquer de 1000 e 2000 mL;
4.3.2 Ensaio Fenton Homogêneo
Para realização do ensaio Fenton homogêneo, adicionou-se ácido sulfúrico ao
efluente bruto para ajuste de pH, pois antes de iniciar qualquer reação de Fenton,
o efluente bruto deverá ter seu pH corrigido para 3, pois algumas espécies de ferro
começam a se precipitar em pH superior, dessa forma, essa é a faixa de pH ótima
para reação. A acidificação também é importante para remover carbonato que são
sequestrantes de radicais hidroxila (STEFAN, 2017). Em seguida, foi adicionado
peróxido de hidrogênio (H2O2) e sulfato ferroso heptahidratado (FeSO4.7H2O) nas
concentrações listadas na Tabela 11.
A solução foi agitada durante 60 minutos em agitador magnético, seguida pela
sedimentação que também durou aproximadamente 60 minutos. Antes da etapa de
sedimentação, foi realizada a neutralização da amostra através da adição de
hidróxido de sódio até obtenção do pH igual a 7.
Por fim, foi realizada a filtração de uma alíquota do sobrenadante, com papel filtro
com porosidade igual a 2 micrômetros, a fim de promover a separação total do ferro,
que pode interferir nas análises de DQO. O fluxograma da Figura 10, esquematiza
o procedimento realizado neste ensaio.
Tabela 11. Concentrações de Peróxido de Hidrogênio (35%) e Sulfato Ferroso
Heptahidratado em 1000 mL de solução.
Reagentes Doses
Peróxido de Hidrogênio (35%) 7 mL/L
Sulfato Ferroso Heptahidratado 34 g/L

37
Figura 10. Fluxograma representativo da metodologia utilizada no ensaio Fenton homogêneo
realizado neste trabalho.
A determinação das concentrações de Fe(II) e peróxido de hidrogênio utilizadas no
presente trabalho (Tabela 11) foi a mesma proposta por RIBEIRO (2009), que
observou os melhores resultados na relação entre DQO / H2O2/ Fe2+ igual a 1:2:2.
4.4 Ensaios de Ozonização
4.4.1 Materiais
Os materiais e soluções utilizados no ensaio de Ozonização estão listados na
Tabela 12.

38
Tabela 12. Reagentes e materiais e equipamentos utilizados no ensaio de
ozonização.
Reagentes Materiais
Iodeto de Potássio (Alphatec) Béquer de 50, 100 e 1000 mL
- Proveta 1000 mL
- Gerador de ozonizo Hidrogeon,
geração de 8 a 28 g/h.
4.4.2 Ensaio de Ozonização
A geração de Ozônio ocorreu pelo efeito corona, consistindo em uma descarga
elétrica de alta tensão. Dessa forma, o reator foi ligado ao gerador de Ozônio que
recebeu a corrente gasosa de um concentrador de oxigênio, que concentra o
oxigênio a partir do ar ambiente. O oxigênio que entrou no gerador foi convertido
parcialmente em ozônio, baseado na aplicação de uma descarga elétrica no fluxo
do gás. Em seguida, a mistura de gás rica em ozônio foi injetada na parte inferior
de um reator cilíndrico através de um difusor de gás, o que viabilizou a formação
de microbolhas. A corrente de gás que saiu do reator foi enviada para dois frascos
consecutivos com soluções de iodeto de potássio, que reage com o ozônio e assim
o elimina, evitando sua saída direto para o ambiente. Esse procedimento foi
realizado durante 120 minutos.
O esquema representativo do ozonizador utilizado no ensaio de ozonização é
ilustrado pela Figura 11.

39
Figura 11. Esquema representativo dos ozonizadores utilizados no ensaio de Ozonização.
Os testes foram realizados em fluxo de oxigênio constante de 0,8 L/min e todos os
ensaios formam realizados à temperatura ambiente, 23º C e em pH natural do
efluente (pH = 10,5).
5. RESULTADOS
5.1 Caracterização do Efluente Bruto e Tratado pela Indústria
O efluente bruto coletado na indústria foi caracterizado de acordo com os
parâmetros DQO, alcalinidade, pH e turbidez. Os resultados são apresentados na
Tabela 13.
Tabela 13. Parâmetros de caracterização do efluente bruto.
DQO (mg/L O2) Alcalinidade Total (mg/L CaCO3) pH Turbidez (UNT)
1416 432,6 10 160,5
A DN COPAM/CERH 01/08 estabelece limites de DQO para indústria têxtil
concentrações até 250 mg/L de O2. Dessa forma pode ser observado a partir da
Tabela 13, que o efluente bruto se encontra muito acima do limite aceitável para
lançamento, necessitando, assim, de tratamento antes de ser despejado no corpo
hídrico.
40
A determinação da alcalinidade realizada é importante, pois, no processo Fenton
Homogêneo é necessário ajustar o pH para próximo a 3. Assim, quando a
alcalinidade é muito elevada, a alteração do pH pode ser dificultada. Nesse
efluente, nota-se que a alcalinidade foi relativamente alta, favorecendo o efeito
tampão necessário para evitar mudanças bruscas de pH, o que é desejável em
processos de Ozonização, embora possa resultar no elevado consumo de ácido
para redução do pH no processo Fenton.
Estudos anteriores, como Trevizani (2012) e Dutra (2010), reportam efluentes
brutos com pH elevado, semelhante a este trabalho, que pode ser explicado devido
ao processo produtivo de cada indústria, tendo seus valores em 8,8 e 10,3,
respectivamente. O pH elevado se caracteriza como alcalino, o que também
favorece o processo de ozonização, como previamente mencionado.
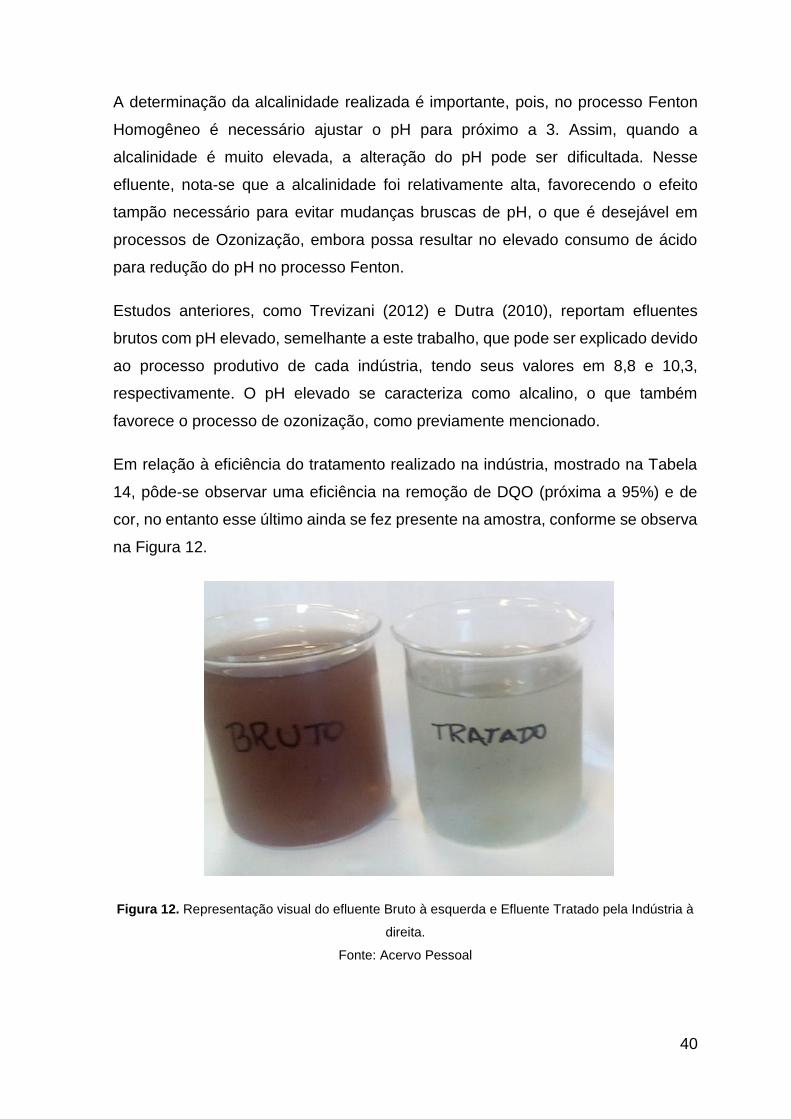
Em relação à eficiência do tratamento realizado na indústria, mostrado na Tabela
14, pôde-se observar uma eficiência na remoção de DQO (próxima a 95%) e de
cor, no entanto esse último ainda se fez presente na amostra, conforme se observa
na Figura 12.
Figura 12. Representação visual do efluente Bruto à esquerda e Efluente Tratado pela Indústria à
direita.
Fonte: Acervo Pessoal
41
Tabela 14. Caracterização do efluente tratado pela Indústria de acordo com os
parâmetros pH e DQO e valores máximos permitidos para lançamento em corpo
hídrico Classe 2 de acordo com a Deliberação Normativa conjunta COPAM/CERH
01 de 2008.
Parâmetro Tratado pela
Indústria
Limite Aceitável
(DN COPAM/CERH nº 01/08)
DQO (mg/L) 63 250
pH 6,4 6 a 9
Observa-se que a DQO se encontrou bem abaixo do limite aceitável, e portanto os
parâmetros analisados para o efluente tratado pela indústria atendem aos padrões
de lançamento da DN COPAM/CERH nº 01/08.
5.2 Fenton Homogêneo
O processo de Fenton Homogêneo apresentou 95% de remoção de DQO (Figura
13), sendo essa eficiência superior à reportada por Ribeiro (2016), que foi de 77%.
Porém, Maneti et al. (2009) observou uma remoção um pouco maior, equivalente à
97,5%, conforme foi apresentado na Tabela 7.
A eficiência de remoção de DQO pode ser observada de acordo com a Figura 13.
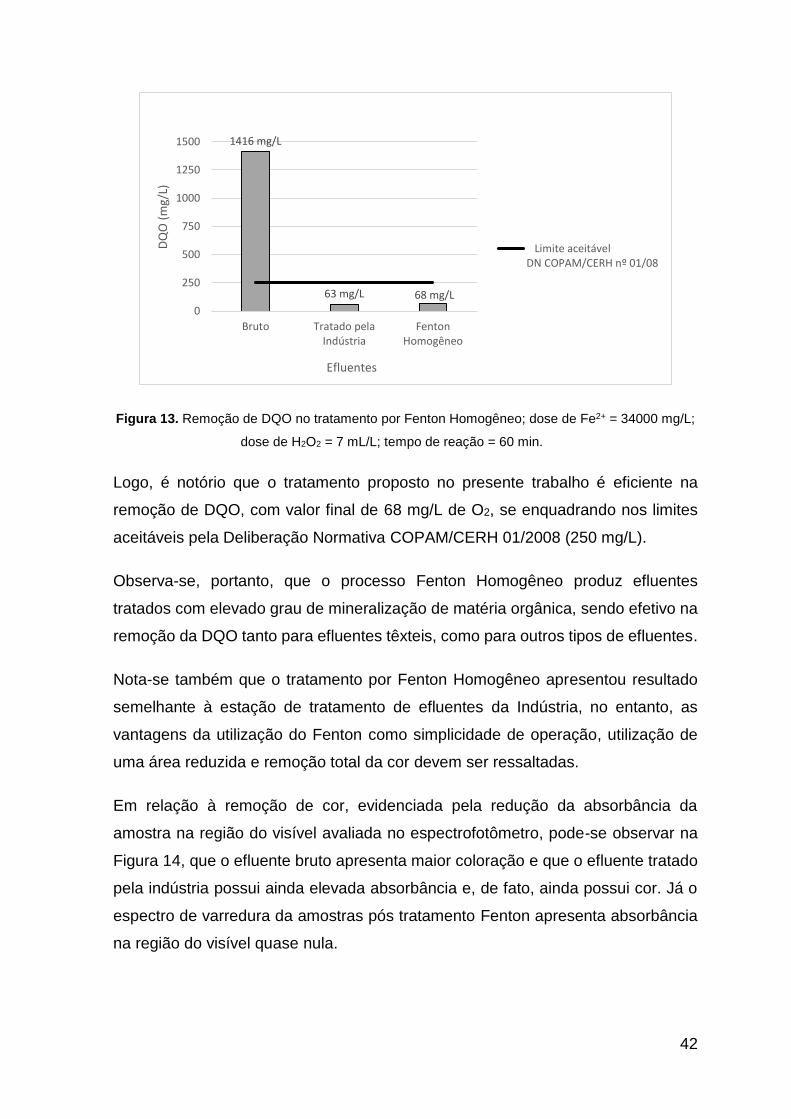
42
Figura 13. Remoção de DQO no tratamento por Fenton Homogêneo; dose de Fe2+ = 34000 mg/L;
dose de H2O2 = 7 mL/L; tempo de reação = 60 min.
Logo, é notório que o tratamento proposto no presente trabalho é eficiente na
remoção de DQO, com valor final de 68 mg/L de O2, se enquadrando nos limites
aceitáveis pela Deliberação Normativa COPAM/CERH 01/2008 (250 mg/L).
Observa-se, portanto, que o processo Fenton Homogêneo produz efluentes
tratados com elevado grau de mineralização de matéria orgânica, sendo efetivo na
remoção da DQO tanto para efluentes têxteis, como para outros tipos de efluentes.
Nota-se também que o tratamento por Fenton Homogêneo apresentou resultado
semelhante à estação de tratamento de efluentes da Indústria, no entanto, as
vantagens da utilização do Fenton como simplicidade de operação, utilização de
uma área reduzida e remoção total da cor devem ser ressaltadas.
Em relação à remoção de cor, evidenciada pela redução da absorbância da
amostra na região do visível avaliada no espectrofotômetro, pode-se observar na
Figura 14, que o efluente bruto apresenta maior coloração e que o efluente tratado
pela indústria possui ainda elevada absorbância e, de fato, ainda possui cor. Já o
espectro de varredura da amostras pós tratamento Fenton apresenta absorbância
na região do visível quase nula.
1416 mg/L
63 mg/L 68 mg/L
0
250
500
750
1000
1250
1500
Bruto Tratado pelaIndústria
FentonHomogêneo
DQ
O (
mg/
L)
Efluentes
Limite aceitávelDN COPAM/CERH nº 01/08

43
Ainda em relação à Figura 14, nota-se também que há formação de diferentes
compostos nos três efluentes finais devido a variação do pico de absorbância
observados na região do ultravioleta.
Figura 14. Varredura do espectro de absorção na região UV-Vis (200 – 700) nm; dose de Fe2+ =
34000 mg/L; dose de H2O2 = 7 mL/L; tempo de reação = 60 min.
Maneti et al. (2009) e Ribeiro (2016) também apresentam em seus trabalhos
elevada eficiência de remoção de cor nos efluentes tratados pelo processo Fenton
homogêneo. Maneti et al. (2009) reporta uma eficiência de 99% de remoção de cor
em seu efluente final.
A Figura 15, demonstra a representação visual da remoção de cor, visto que esse
parâmetro tem um papel importante em relação ao contexto social, devido à
aparência do efluente. A análise visual confirma que o efluente produzido via
processo Fenton homogêneo é mais eficiente que o tratamento realizado na
indústria na remoção da cor.

44
Figura 15. Representação visual do efluente bruto, tratado pela indústria e tratado pelo processo
Fenton Homogêneo.
Fonte: Acervo Pessoal.
A configuração utilizada pela relação DQO/Fe/H2O2 (1:2:2), neste presente
trabalho, ao final de 60 minutos, resultou na ausência de peróxido de hidrogênio
(H2O2) residual. A presença de H2O2 ao final da reação é um fator indesejável, pois
mesmo que corresponda a 6% da concentração inicial, como reporta Ribeiro (2009)
em seus estudos, mensalmente chega a 600 kg de peróxido de hidrogênio
desperdiçado nas condições da indústria avaliada pela autora, além disso, o H2O2
residual pode danificar os tecidos, caso haja reuso da água. Ainda segundo Ribeiro
(2009), isso não impede a possibilidade de aplicação do tratamento proposto visto
a qualidade da água produzida para reúso, no entanto, pode ser empecilho na
aceitabilidade do processo em relação à inviabilidade técnica e econômica que
oferecem.
5.3 Ozonização
Uma vez que o pH do meio influência de maneira significativa o processo de
ozonização devido à formação de ácidos orgânicos e consumo de HO-, o pH deve
ser acompanhado ao longo da reação, visto que seu valor tende a reduzir,
resultando na alteração do mecanismo preferencial de degradação. Assim, para
avaliação do efeito do pH durante ensaios de ozonização, diferentes autores
realizaram as reações em meio tamponado para manutenção das condições ao
longo de todo ensaio (STOWELL e JENSEN, 1991; CHELME-AYALA et al., 2011;

45
GAGO-FERRERO et al., 2013, apud BOTTREL, 2016). No entanto, no presente
trabalho, não foi necessário tamponar o meio, pois a alcalinidade do efluente bruto
é elevada, o que evita mudanças bruscas de pH como mostra a Figura 16.
Figura 16. Variação do pH durante o processo de Ozonização. Fluxo de oxigênio constante de 0,8
L/min e DQO inicial de 1140 mg/L.
Como mencionado, o pH não sofreu mudanças bruscas se estabilizando durante a
ozonização, o que contribui para formação dos radicais hidroxila, espécies
altamente oxidantes durante todo processo.
No que se diz respeito ao parâmetro turbidez, observou-se que o processo não foi
eficiente para remoção da turbidez, conforme mostra a Figura 17. Castilhos (2015)
também obteve baixa remoção de turbidez (37,4%) no efluente têxtil tratado por
Ozonização.
0
2
4
6
8
10
12
14
0 min 5 min 10 min 20 min 30 min 40 min 60 min 120 min
pH
Tempo de Ozonização

46
Figura 17. Gráfico da remoção da Turbidez e do pH durante o processo de Ozonização. Fluxo de
oxigênio constante de 0,8 L/min e DQO inicial de 1440 mg/L.
A baixa remoção de turbidez provavelmente se relaciona com o fato de a remoção
dos sólidos durante o processo estar ligada diretamente com a natureza dos
compostos que conferem turbidez ao efluente. Assim, o resultado obtido indica a
necessidade de etapas prévias ou posteriores para remoção desses sólidos e
adequação do parâmetro turbidez.
A oxidação química pelo ozônio não foi capaz de promover um elevado grau de
mineralização para esse efluente, o que foi mostrado pelo acompanhamento da
DQO ao longo da reação (Figura 18). Mesmo depois de duas horas de reação, o
efluente final do processo apresentou uma DQO correspondente a 942 mg/L O2,
valor muito acima do limite aceitável pela COPAM/CERH 01/2008 (<250 mg/L) e
que representa apenas 35% de remoção. Uma possível causa da não
mineralização da matéria orgânica pode ser o sequestro de radicais hidroxilas pelo
excesso de ozônio no reator ou por compostos presentes no efluente.
100
110
120
130
140
150
160
170
0 min 5 min 10 min 20 min 30 min 40 min 60 min 120 min
Turb
idez
(U
NT)
Tempo de Ozonização

47
Figura 18. Remoção de DQO no processo de Ozonização.
O efluente bruto apresentou alta alcalinidade, provavelmente por conter íons de
carbonato e bicarbonato em concentrações elevadas Tais compostos podem reagir
com os radicais hidroxila, que se tornam menos disponíveis para oxidar a matéria
orgânica. Segundo Kumar (2011) os radicais CO3- formado a partir da reação entre
carbonatos e radicais hidroxila são menos reativos que os radicais hidroxila e,
portanto podem capturar o HO durante a reação e retardar a taxa de degradação.
Assim, a formação dos radicais carbonato podem ter reduzido a eficiência do
processo.
Diversos autores também apresentaram em seus estudos baixas remoções de
matéria orgânica em efluentes têxteis tratados por Ozonização, como Somensi
(2008), que obteve 25% de remoção de DQO a um pH equivalente a 9 e tempo de
reação correspondente a 4 horas. O autor justifica que a matéria orgânica foi
oxidada parcialmente e resultou na formação de moléculas de menor peso
molecular e menos reativas com o ozônio.
A remoção de cor, no entanto, foi acentuada, como pode ser observado na Figura
19.
1450 mg/L
33 % 33 % 35 % 35 %
0
250
500
750
1000
1250
1500
0 min 20 min 40 min 60 min 120 min
DQ
O (
mg/
L)
Tempo de Ozonização
Limite aceitável(DN COPAM/CERHnº 01/2008)

48
Figura 19. Representação visual das amostras retiradas durante o tratamento por Ozonização.
Fonte: Acervo Pessoal
Constanpel et al. (2009 apud STARLING 2016) quantificou a remoção de cor do
seu efluente têxtil e alcançou uma remoção de 100%, enquanto Castilhos (2015)
removeu 60,6% da coloração do efluente. Silva (2006) discorre que os melhores
resultados da descoloração em efluentes têxteis têm sido observados em pH baixo,
devido ao fato do ozônio molecular ser muito efetivo no ataque das dupla ligações
que geralmente consistem no grupo cromóforo da moléculas. Na figura 20, observa-
se que a diferença de cor entre os tempos 60 e 120 minutos de reação é
visivelmente menos acentuada e, de fato, a taxa de mineralização é mais
acentuada nos primeiro minutos de reação, como mostra a Figura 20.
Figura 20. Remoção de cor na Ozonização em 0, 60, e 120 minutos, respectivamente.

49
6. CONCLUSÕES
Em vista da caracterização do efluente bruto, fica evidente a necessidade de
um tratamento, principalmente quando se trata em reúso do efluente.
Para este efluente, o processo Fenton Homogêneo se mostrou mais eficiente
que a Ozonização tanto na remoção de cor, quanto na remoção de DQO.
No processo de Fenton Homogêneo, nas condições ensaiadas, resultou em
efluente com a DQO final de 68 mg/L, que apresenta-se em conformidade
com a DN COPAM/CERH nº 01/08.
O processo de Ozonização não foi tão eficiente quanto ao processo de
Fenton, provavelmente devido à alta alcalinidade do efluente que pode ter
ocasionado sequestro de radicais hidroxila.
A ozonização como etapa única de tratamento não produz um efluente que
atenda aos padrões de lançamento, visto que a DQO final obtida, nas
condições testadas, foi 942 mg/L O2, e o limite aceitável para Indústria Têxtil
segundo a Deliberação Normativa COPAM/CERH 01/2008 é 250 mg/L O2.
A remoção da cor verdadeira nos processos Fenton Homogêneo e na
Ozonização foi satisfatória, no entanto a remoção do Fenton foi mais
eficiente.

50
7. RECOMENDAÇÕES
Algumas recomendações são sugeridas para a complementação e aprimoramento
deste estudo, ou para trabalhos futuros que venham a ser baseados nesta
pesquisa.
No processo de Ozonização foi possível observar que os sólidos suspensos
não foram totalmente eliminados com o filtro disponível no laboratório,
interferindo assim na turbidez e possivelmente na DQO. Dessa forma, para
obtenção de resultados mais satisfatórios, a utilização de filtros com
porosidade inferior à utilizada é recomendada a fim de avaliar a influência
dos sólidos na eficiência do processo.
Recomendam-se combinações entre a Ozonização e outros processos
biológicos, como por exemplo, lodos ativados. Porém deve-se avaliar
previamente a toxicidade do efluente pós ozonização.
Em relação ao processo Fenton, embora tenha apresentado uma ótima
eficiência para remoção de DQO, seria necessária uma análise de custo
para verificar a viabilidade do processos em escala real. Para tal, deve-se
realizar a caracterização do lodo gerado no Fenton, a fim de se conhecer a
composição, para classificação desse resíduo e definição da destinação
final.
Recomenda-se a execução de ensaios de toxicidade e biodegradabilidade
após os tratamentos a fim de verificar a biodegradabilidade e toxicidade dos
efluente tratados.
O Estudo mais detalhado e otimização das condições da ozonização são
recomendados. Devem ser avaliados diferentes concentrações de ozônio e
pH.
Recomenda-se também a realização de testes de reuso do efluente tratado
no processo de tingimento.

51
8. REFERÊNCIAS BIBLIOGRÁFICAS
ABIT Têxtil e Confecções. Perfil do Setor. <http://www.abit.org.br/cont/perfil-do-
setor>. Acesso em: 21 de mar. 2017.
ADÁRIO, M. L. Utilização do Processo Fenton Homogêneo no tratamento de
efluentes gerados em cabines de pintura da Indústria Moveleira. 2014. 48 p.
Trabalho Final de Curso (Bacharel em Engenharia Ambiental e Sanitária) –
Faculdade de Engenharia, Universidade Federal de Juiz de Fora, Juiz de Fora,
2014.
ALMEIDA, E. ASSALIN M. R. ROSA M. A. Tratamento de Efluentes Industriais por
Processos Oxidativos na presença de Ozônio. Química Nova, v. 27, n. 5, p.818-
824, 2004.
Análise do reaproveitamento da água no processo produtivo em uma lavanderia
têxtil da cidade de Teresina. In Encontro Nacional de Engenharia de Producão, 36.
2016, João Pessoa. Anais. João Pessoa, 2016. p. 2-10. Disponível em:
<http://www.abepro.org.br/biblioteca/TNSTP23637428892.pdf>. Acesso em: 18
nov. 2016
ANDRADE, R. M. F., SILVA, A. B. C. Remoção de cor de uma solução com corante
têxtil por Adsorção e Oxidação por Processo Fenton. 2015. 65 p. Trabalho Final de
Curso (Bacharel em Engenharia de Produção Civil) - Universidade Tecnológica
Federal do Paraná, Curitiba, 2015.
ANDRIOLI, E., GUTTERRES, M. e MELLA, B. XX Congresso Brasileiro de
Engenharia Química - COBEQ. 8 p. 2014, Florianópolis. A tecnologia de
Ozonização no tratamento de Efluentes de Curtume. Florianópolis, 2014.
ANTUNES, M. R. O., CARVALHO, G. L. e CARVALHO, L. A. Produção do vinho e
o tratamento de seus efluentes. Revista Científica Semana Acadêmica. 2016.
Disponível em <http://semanaacademica.org.br/artigo/producao-do-vinho-e-o-trata
mento-de-seus-efluentes>. Acesso em 02 abr. 2017.

52
Associação Brasileira de Normas Técnicas – ABNT (1987): NBR 9898 -
Preservação e técnicas de amostragem de efluentes líquidos e corpos receptores -
Rio de Janeiro, RJ.: Associação Brasileira de Normas Técnicas: 22 p. 1997.
APHA; AWWA; WEF. Standard Methods for the Examination of Water and
Wastewater. 20th Baltimore, Maryland: United Book Press, Inc, 2005.
BAÊTA, B. E. L. Tratamento de efluentes de Indústria Têxtil utilizando reatores
anaeróbios de membranas submersas (SAMBR) com e sem carvão ativado em pó
(CAP). 2012. 107 f. Dissertação (Mestrado em Engenharia Ambiental) -
Universidade Federal de Ouro Preto, Ouro Preto, 2012.
BEAL, D. A; FERREIRA, S. C; RAUBER, D. III Congresso Nacional de Pesquisa
em Ciências Sociais Aplicadas – III CONAPE. Recursos hídricos: uso de água na
indústria - o caso de dois vizinhos no Paraná-PR. Francisco Beltrão. 2014.
BELTRAME, L. T. C. Caracterização de Efluente Têxtil e Proposta de Tratamento.
2000. 179 f. Dissertação (Mestrado em Engenharia Química) – Centro de
Tecnologia, Universidade Federal do Rio Grande do Norte, Natal, 2000.
BELTRAME, L. T. C. Sistemas microemulsionados aplicados à remoção da cor de
efluentes têxteis. 2006. 216 f. Tese (Doutorado em Engenharia Química) – Centro
de Tecnologia, Universidade Federal do Rio Grande do Norte, Natal, 2006.
BRAILE, P. M.; CAVALCANTI, J. E. W. A. Manual de Tratamento de águas
residuária industriais. 18 ed., São Paulo: CETESB, 1993.
BRASIL. Deliberação Normativa Conjunta do Conselho Estadual de Política
Ambiental – COPAM/CERH-MG nº 01, de 05 de maio de 2008. Dispõe sobre a
classificação dos corpos de água e diretrizes ambientais para o seu
enquadramento, bem como estabelece as condições e padrões de lançamento de
efluentes, e dá outras providências. Diário do Executivo – Minas Gerais, 13 de maio
de 2008.
Brasil Obiettivo. O setor Têxtil no Brasil. Disponível em: <http://www.obiettivo
brasil.com.br/pt-BR/news/pesquisas/O%20setor%20t%C3%AAxtil%20no%20Br
asil>. Acesso em: 02 abr. 2017.

53
BRASIL. Resolução do Conselho Nacional do Meio Ambiente – CONAMA, nº 357,
de 17 de março de 2005. Dispõe sobre a classificação dos corpos de água e
diretrizes ambientais para o seu enquadramento, bem como estabelece as
condições e padrões de lançamento de efluentes, e dá outras providências. Diário
Oficial da República Federativa do Brasil nº 53, Poder Executivo, Brasília, DF, 18
de março de 2005, pags. 58-63.
BRASIL. Resolução do Conselho Nacional do Meio Ambiente – CONAMA, nº 430,
de 13 de maio de 2011. Dispõe sobre as condições e padrões de lançamento de
efluentes, complementa e altera a Resolução no 357, de 17 de março de 2005, do
Conselho Nacional do Meio Ambiente - CONAMA. Diário Oficial da República
Federativa do Brasil nº 92, Poder Executivo, Brasília, DF, 16 de maio de 2011, p.
89.
BRASIL. Resolução do Conselho Nacional de Recursos Hídricos – CNRH, nº 54,
de 28 de novembro de 2005. Estabelece modalidades, diretrizes e critérios gerais
para a prática de reúso direito não potável de água, e dá outras providências. Diário
Oficial da República Federativa do Brasil, Poder Executivo, Brasília, DF, 09 de
março de 2006.
BORBA Z, F. H., GOMES, L. F. S., MANENTI, D. R., MÓDENES, A. N., PALÁCIO,
S. M., QUIÑONES F. R. E. Otimização do processo foto-Fenton utilizando
irradiação artificial na degradação do efluente têxtil sintético. Engevista, v. 12, n. 1.
p. 22-32, 2010.
BOTTREL, S. E. C. Avaliação da remoção da Etilenotiouréia (ETU) e 1,2,4-Triazol
através de Processos Oxidativos Avançados e Adsorção. 2012. 111 p. Dissertação
(Mestrado em Saneamento, Meio Ambiente e Recursos Hídricos) – Escola de
Engenharia, Universidade Federal de Minas Gerais, Belo Horizonte, 2012.
BOTTREL, S. E. C. Remoção da Etilenotioureia em água através de Processos
Oxidativos Avançados: Avaliação dos intermediários e mecanismos de
degradação. 2016. 144 p. Tese (Doutorado em Saneamento, Meio Ambiente e
Recursos Hídricos) – Escola de Engenharia, Universidade Federal de Minas Gerais,
Belo Horizonte, 2016.

54
CARVALHO, M. C. S. Ozônio no tratamento de águas residuárias de Laticínios:
otimização e cinética de degradação da matéria orgânica. 2015. 109 p. Tese
(Doutorado em Engenharia Agrícola) – Universidade Federal de Viçosa, Viçosa.
2015.
CASTILHOS, S. Emprego de Ozonização para o tratamento de Efluente Têxtil.
2015. 55 p. Monografia (Bacharel em Engenharia Ambiental) - Universidade
Tecnológica Federal do Paraná, Campo Mourão, 2015.
CHAGAS, M. A. Tratamento de efluente têxtil por processo físico-químico e
biológico. 2009. 86 f. Dissertação (Mestrado em Engenharia Civil) - Universidade
Federal de Pernambuco, Pernambuco, 2009.
COELHO, A. D. Tratamento das águas ácidas de refinaria de petróleo pelos
processos Fenton e Foto-Fenton. 2004. 127 p. Dissertação (Mestrado em Ciências
em Engenharia Química) – Universidade Federal do Rio de Janeiro, Rio de Janeiro,
2004.
COGO, M. C. Estudo de Caracterização e Disposição dos Resíduos de uma
Indústria Têxtil do Estado do Rio Grande do Sul. 2011. 48 p. Trabalho de Conclusão
de Curso (Bacharel em Engenharia Química) - Escola de Engenharia, Universidade
Federal do Rio Grande do Sul, Porto Alegre, 2011.
Color Tim. Tingimento Têxtil. Disponível em: <http://colortim.com.br/noticia1.h tml>.
Acesso em: 21 mar. 2017.
Consultoria e Planejamento em Engenharia Química. Tratamento de Efluentes.
Disponível em: <http://conpleq.com.br/tratamento-de-efluentes-processos-fisicos-
quimicos-e-biologicos/>. Acesso em: 18 nov. 2016.
DEZOTTI, M. Processos e técnicas para o controle ambiental de efluentes líquidos.
PEQ, Instituto Alberto Luiz Coimbra de Pós-Graduação e Pesquisa em Engenharia
- Universidade Federal do Rio de Janeiro, 2008. 360.
DUTRA, H. S. R. Tratamento Combinado de efluentes da indústria têxtil por
ultrafiltração e H2O2/UV. 2010. 86 f. Dissertação (Mestrado em Engenharia Civil) -
Universidade Federal de Viçosa, Viçosa, 2010.

55
FONSECA, P. R. S. Proposta de programa de recebimento de efluentes não
domésticos para a cidade de Juiz de Fora – MG. 2016. 93 p. Trabalho Final de
Curso (Bacharel em Engenharia Ambiental e Sanitária) – Faculdade de Engenharia,
Universidade Federal de Juiz de Fora, Juiz de Fora, 2016.
FORNI, L.; BAHNEMANN, D.; HART, E. J. Mechanism of the hydroxide ion-initiated
decomposition of ozone in aqueous solution. The Journal of Physical Chemistry, v.
86, n. 2, p. 255-259, 1982.
GUARATINI, C. C. I.; ZANONI, M. V. B. Corantes têxteis. Química Nova. v. 23, p.
71-78, 2000. Scielo. Disponível em: <http://www.scielo.br/scielo.php?script=sci_ar
ttext&pid=S0100-40422000000100013>. Acesso em: 02 abr. 2017.
HASSEMER, M. E. N., AMORIM, M. T. S. P. E LAPOLLI, F. R. Tratamento de
Efluente Têxtil através da Oxidação por via úmida ativada. 12 p. 2004. Florianópolis,
2004. Disponível em: <http://repositorium.sdum.uminho.pt/handle /1822/1817>.
Acesso em 02 abr. 2017.
HASSEMER, M. E. N. e SENS, M. L. Tratamento do efluente de uma Indústria
Têxtil: Processo Físico-Químico com Ozônio e Coagulação/Floculação. Engenharia
Sanitária e Ambiental, v. 7, n. 1 e n. 2. p. 30-36, 2002.
HALASZ, M. R. T. e JUNIOR, J. C. T. 3º International workshop advances in cleaner
production – cleaner production initiatives and challenges for a sustainable world.
10 p. 2011, São Paulo. Tratamento de Efluentes Têxteis Utilizando Processos
Físico-Químicos e Oxidativos Avançados. São Paulo, 2011.
HESPANHOL, I.; MIERZWA, J. C.; RODRIGUES, L. D. B.; DA SILVA, M. C. C.
Manual de conservação e reúso de água na indústria. Rio de Janeiro: DIM, 2006,
29 p.
HIGARASHI, M. M.; MOREIRA, J. C.; OLIVEIRA, A. S.; FERREIRA, L. V., 2000. A
utilização de processos oxidativos avançados na descontaminação do meio
ambiente. Revista Química Nova, v.79, n.16.
HILDEBRAND, C. Reúso de água de efluentes do tingimento da Indústria Têxtil
utilizando sistemas de membranas. 2010. 142 f. Dissertação (Mestrado em

56
Engenharia Química) – Universidade Federal de Santa Catarina, Florianópolis,
2010.
IMMICH, A.P. Remoção de corantes de efluentes têxteis utilizando folhas de
azadirachta indica como adsorvente. Dissertação de Mestrado. UFSC.
Florianópolis, 2006.
JUSTINO, N. M. Processo foto-fenton solar mediado por ferrioxalato
(FeOx/H2O2/UV) aplicado ao tratamento de efluente têxtil. 2016. 132 f. Dissertação
(Mestrado em Engenharia Civil) - Universidade Federal de Santa Catarina,
Florianópolis, 2016.
KAMMRADT, P. B. Remoção de cor de efluentes de tinturarias industriais através
de Processo de Oxidação Avançada. 2004. 107 p. Dissertação (Mestrado em
Engenharia de Recursos Hídricos e Ambiental) - Universidade Federal do Paraná,
Curitiba, 2004.
KEQIANG, C., PERKINS, W. S., REED, E. Dyeing of cotton fabric with reactive dyes
using ozonated, spent dyebath water. Textile Chemist and Colorist, v. 24, n. 4, 1994.
KHALID, A.; KAUSAR, F.; ARSHAD, M.; MAHMOOD, T.; AHMED, I. Accelerated
decolorization of reactive azo dyes under saline conditions by bacteria isolated from
Arabian seawater sediment. Applied Microbiology and Biotechnology, v. 96, n. 6, p.
1599-1606, 2012.
KOLTUNIEWICZ, A. B.; DRIOLI, E. Membrane in Clean Technologies. Weinheim,
2008.
KUNZ, A.; PERALTA-ZAMORA, P.; MORAES, S. G.; DURÁN, N. Novas
Tendências no Tratamento de Efluentes Têxteis. Revista Química Nova, São Paulo,
v.25, n.1, p.78-82, jan./fev. 2002b.
KUMAR, S. M. Degradation and mineralizatio of organic contaminants by Fentos
and photo-Fenton process: Review of mechanisms and effects of organic and
inorganic additives. Research Journal of Chemestry and Environment. V 15. p. 96-
112, 2011.

57
LECHINHOSKI M. Tratamento Físico-Químico em Efluente de Vinícola de pequeno
porte. 2015. 132 p. Dissertação (Mestrado em Engenharia Civil) - Universidade
Tecnológica Federal do Paraná, Curitiba, 2015.
MACCARI, C. C., MENEZES, J. C. S. dos S., NARLOCH, S. D. e SALAMONI, S.
P.I International Symposiumon Science and Biotechnology. 2 p. 2015, Paraná.
Tratamento de efluente de uma indústria de papel e celulose por ozonização.
Paraná, 2015. Disponível em: <https://editora.unoesc.edu.br/index.php/ISSB/articl
e/view/7663/4991>. Acesso em 02 ab. 2017.
MACHULEK, A.; MORAES, J. E. F.; VAUTIER-GIONGO, C.; SILVERIO, C. A.;
FRIEDRICH, L. C.; NASCIMENTO, C. A. O.; GONZALEZ, M. C.; QUINA, F. H.
Abatement of the Inhibitory Effect of Chloride Anions on the Photo-Fenton Process.
Environmental Science & Technology, v. 41, n. 24, p. 8459-8463, 2007.
MARCELINO, R. B. P. Aplicação de Processos Oxidativos Avançados para o
tratamento de efluente da produção de antibióticos. 2014. 148 p. Dissertação
(Mestrado em Saneamento, Meio Ambiente e Recursos Hídricos) – Escola de
Engenharia, Universidade Federal de Minas Gerais, Belo Horizonte, 2014.
MARTINS, L. M. Estudo da aplicação de Processos Oxidativos Avançados no
tratamento de Efluentes Têxteis visando o seu reúso. 2011. 109 p. Dissertação
(Mestrado em Desenvolvimento e Meio Ambiente) - Universidade Federal do Piauí,
Teresina, 2011.
NARLOCH, S. D.; MACCARI, C. C.; MENEZES, J. C. S. dos S.; SALAMONI, S. P.
I International Symposium on Science and Biotechnology. 2015. 2 p. Santa
Catarina. Tratamento de efluente de uma indústria de papel e celulose por
ozonização. 2 p. Santa Catarina, 2015
SOUZA, P. C., PEREIRA, N. C., KREUTZ, C. SCHIAVON, G. C., XXXVII ENEMP
– Congresso Brasileiro de Sistemas Particulados. 2015. 6 p., São Carlos. Aplicação
de processos de coagulação/floculação e eletrocoagulação para o tratamento de
efluente têxtil. São Carlos, 2015.

58
NOGUEIRA, R. F. P; OLIVEIRA, M.C.; PATERLINI, W.C., Simple and fast
spectrophotometrtic determination of H2O2 in photo-Fenton reactions using
metavanadate, Talanta, 66 (2005), pp. 86-91.
PEIXOTO, F., F., MARINHO, G., RODRIGUES, K. Corantes têxteis: uma revisão.
Revista Holos. 2013
PÉREZ, M.; TORRADES, F.; DOMENECH, X.; PERAL, J. Fenton and photo-Fenton
oxidation of textile effluents. Water Research. v. 36, n. 11, p. 2703-2710, 2002.
Portal EBC. Agricultura é quem mais gasta água no Brasil e no mundo. Disponível
em: <http://www.ebc.com.br/noticias/internacional/2013/03/agricultura-e-quemmai
s-gasta-agua-no-brasil-e-no-mundo>. Acesso em: 15 abr. 2017.
QUEIROZ, M. T., FERNANDES, C. M., ALVIM, L. B., COSTA, T. C., AMORIM, C.
C. VIII SEGeT – Simpósio de Excelência em Gestão e Tecnologia – 2011. 11 p.
2011, Resende. Produção Mais Limpa: Fenton Homogêneo no Tratamento de
Efluentes Têxteis. Resende, 2011.
RIBEIRO, M. C. M. Avaliação da possibilidade de reúso de Efluentes Têxteis após
tratamento complementar por Processos Oxidativos Avançados. 2009. 93 p.
Dissertação (Mestrado em Saneamento, Meio Ambiente e Recursos Hídricos) –
Escola de Engenharia, Universidade Federal de Minas Gerais, Belo Horizonte,
2009.
ROCHA, N. H. Estudo do Processo Fenton Homogêneo na remoção de matéria
orgânica do lixiviado da CTR Zona da Mata. 2014. 58 p. Trabalho Final de Curso
(Bacharel em Engenharia Ambiental e Sanitária) – Faculdade de Engenharia,
Universidade Federal de Juiz de Fora, Juiz de Fora, 2014.
SARON, C.; FELISBERTI, M. I. Ação de colorantes na degradação e estabiização
de polímeros. Revista Química Nova, Campinas, vol.29, n. 1, p. 124- 128, ago. 2006
SCHRANK, S.G.; JOSÉ, H.J.; MOREIRA, R.F.P.M.; SCHRODER H.F. Elucidation
of the behaviour of tannery wastewater under advanced oxidation conditions.
Chemosphere, v.56, p.411–423, 2004.

59
SILVA, Alessandra C. Degradação de corantes em meio salino por ozonização.
2006. 123 f. Tese (Doutorado) – Universidade Federal do Rio de Janeiro, Rio de
Janeiro, 2006.
SILVA, A. S. A. Ensaios de tratabilidade de águas residuárias da indústria de piso
de madeira por processos oxidativos avançados: Ozonio e UV-C. 2014. 99 p.
Dissertação (Mestrado em Engenharia Ambiental) – Centro de Tecnologia e
Ciência, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2014.
Sindicato da Indústria do Vestuário (SINDIVESTE) - DF. No Dia do Têxtil,
Indústria do MS apresenta saldo positivo. Disponível em:<http://www.sin
dicatodaindustria.com.br/noticias/2016/04/72,86441/no-dia-do-textil-industria-
do-ms-apresenta-saldo-positivo.html>. Acesso em: em 21 de mar. 2017.
SOMENSI, C. A., FENDRICH, L. J., SIMIONATTO E. L. XXVIII Encontro Nacional
de Engenharia de Produção - A integração de cadeias produtivas com a
abordagem da manufatura sustentável. 11 p. 2008, Rio de Janeiro. Estudo da
ozonização de efluente têxtil em escala piloto como alternativa no processo de
descontaminação ambiental. Rio de Janeiro, 2008.
SOUZA, C. S. Avaliação do potencial do Processo de Foto-Fenton na
degradação de Efluente Têxtil. 2015. 74 p. Monografia (Bacharel em Engenharia
Ambiental) – Universidade do Vale do Itajaí, Itajaí, 2015.
SOUZA, P. C., PEREIRA, N. C., KREUTZ, C. SCHIAVON, G. C., XXXVII ENEMP
– Congresso Brasileiro de Sistemas Particulados. 2015. 6 p., São Carlos.
Aplicação de processos de coagulação/floculação e eletrocoagulação para o
tratamento de efluente têxtil. São Carlos, 2015.
SRINIVASAN, S. V.; REMA, T.; CHITRA, K.; SRI BALAKAMESWARI, K.;
SUTHANTHARARAJAN, R.; UMA MAHESWARI, B.; RAVINDRANATH, E.;
RAJAMANI, S. Decolourisation of leather dye by ozonation. Desalination, v. 235,
p. 88–92, 2009.
STARLING, M. C. V. M. Aplicação de Foto-Fenton Solar em Efluente Têxtil
visando à obtenção de água de reúso. 2016. 135p. Dissertação (Mestrado em
60
Saneamento, Meio Ambiente e Recursos Hídricos) – Escola de Engenharia,
Universidade Federal de Minas Gerais, Belo Horizonte, 2016.
Stefan, M. I. Advanced Oxidation Processes for Water Treatment: Fundamentals
and Applications. Canada: Trojan Technologies. V.1, p.325. 2017.
STRICKLAND, A. F., PERKINS, W. Descolorization of continuos dyeing
wastewater by ozonization. Textile Chemist and Coloris, v. 27, n. 5, p. 11 – 15,
1995.
Tendere. A crise da água no setor Têxtil. Disponível em: <http://www.tendere.com.
br/blog/2014/11/07/crise-da-agua-setor-textil/>. Acesso em: 21 mar. 2017.
TREVIZANI, J. L. B. Tratamento de efluente têxtil pelo processo de ozonização.
2012. 64 p. Trabalho Final de Curso (Bacharel em Engenharia Ambiental) -
Universidade Tecnológica Federal do Paraná, Campo Mourão, 2012.
TWARDOKUS, R. G. Reuso de água no processo de tingimento da Indústria Têxtil.
2004. 136 f. Dissertação (Mestrado em Engenharia Química) – Centro tecnológico,
Universidade Federal de Santa Catarina, Florianópolis, 2004.
TEIXEIRA, C. P. A. B.; JARDIM, W. F. Processos oxidativos avançados. Caderno
temático. Volume 03. UNICAMP, Campinas, agosto 2004. 83 f. Apostila.
TEIXEIRA, D. C. Avaliação da Remoção de Norfloxacino de Amostras Aquosas
Utilizando a Ozonização. 2014. Dissertação (Mestrado). Programa de Pós-
Graduação em Saneamento, Meio Ambiente e Recursos Hídricos, UFMG, Belo
Horizonte.
US PEROXID. H2O2.com. Iodometric titration. Disponível em: <http://www.h2o2.c
om/intro/iodometric.html>. Acesso em: 19 mai. 2008.
VASCONCELOS, D. V. Estudo de Tratabilidade do lixiviado gerado no aterro
controlado de Volta Redonda (RJ). 2014. 68 f. Dissertação (Mestrado em
Engenharia Ambental) – Universidade Federal do Rio de Janeiro, Rio de Janeiro,
2014.
61
VON GUNTEN, U. Ozonation of drinking water: Part II. Disinfection and by-product
formation in presence of bromide, iodide or chlorine. Water Research, v. 37, n. 7, p.
1469-1487, 2003. Disponível em: <http://www.scopus.com/inward/record.url?eid
=2-s2.0-0037374873&partnerID=40&md5=10ª9bf6b90ec156659cbcdd7e5722db>.
Acesso em 19 mai. 2017.
Walbert, A. EBC notícias. Agricultura é quem mais gasta água no Brasil e no mundo.
2015. Disponível em: <http://www.ebc.com.br/noticias/internacional/2013/03/agric
ultura-e-quem-mais-gasta-agua-no-brasil-e-no-mundo>. Acesso em: 01 ago. de
2017.
WEILER, D. K. Caracterização e otimização do reuso de águas da Indústria Têxtil.
2005. 112 f. Dissertação (Mestrado em Engenharia Química) - Universidade
Federal de Santa Catarina, Florianópolis, 2005.
ZANELLA, G.; SCHARF, M.; VIEIRA, G. A.; ZAMORA, P. P. Tratamento de banhos
de tingimento têxtil por processos foto-Fenton e avaliação da potencialidade de
reuso. Revista Química Nova, vol.33 nº5. São Paulo, 2010. Disponível em <
http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-4
0422010000500006 >. Acesso em 01 ago. 2017.