avaliaÇÃo de mÉtodos para estimar os erros e...
TRANSCRIPT

AVALIAÇÃO DE MÉTODOS PARA ESTIMAR OS
ERROS E INCERTEZAS DE MEDIÇÃO DE
SUPERFÍCIES DE FORMA LIVRE
Heriberto do Ouro Lopes Silva (UNIMEP )
Maria Celia de Oliveira Papa (UNIMEP )
Maria Rita Pontes Assumpcao (UNIMEP )
As exigências de qualidade resultaram em especificações mais severas de
projeto que consequentemente desencadearam mudanças no controle
geométrico e dimensional na indústria. A popularização das MMCs
(máquinas de medir por coordenadas) tem demonstrado atender os níveis de
qualidade desejados, mas apesar do elevado desempenho para medir
geometrias diversas, seus resultados estão sujeitos a erros e incertezas de
medição. Especificamente para produtos caracterizados como superfícies de
forma livre, têm-se desenvolvido técnicas especiais de medição na utilização
de MMC. O objetivo deste estudo é desenvolver um levantamento
bibliográfico sobre erros e incertezas de medição de MMC e avaliar as
possibilidades de realizar medições de superfícies de forma livre por meio de
uma MMC. Como resultado constatou-se na literatura a viabilidade técnica
para medições de superfícies de forma livre com MMC com baixos níveis de
incerteza. Contudo os métodos para avaliar os erros e incertezas de medição
variam tanto por fabricantes quanto por usuários. Portanto as medições de
superfícies de forma livre por meio de MMC ainda podem ser mais
exploradas.
Palavras-chaves: superfície de forma livre, avaliação de incertezas, erros de
medição, máquinas de medir por coordenadas.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
1. Introdução
A qualidade de peças manufaturadas passou por um processo evolutivo de melhoria com a
introdução das MMCs (Máquinas de Medir por Coordenadas), que possibilitaram introduzir o
controle da qualidade junto ao processo produtivo (OLIVEIRA, 2003). O surgimento da
MMC foi um grande marco na indústria no que diz respeito ao controle dimensional,
desencadeando a substituição de um grande número de instrumentos de metrologia
convencionais (MORAIS, 2012). O uso crescente desse sistema de medição ressalta o
consenso da indústria por um método mais eficiente, provendo maior velocidade e precisão
das medições, maior confiança dos valores medidos e por caracterizar um sistema flexível que
atende as diversidades da demanda atual (FERREIRA, 2007).
Entre as mais variadas peças utilizadas em medições por meio de MMCs estão aquelas
caracterizadas por suas geometrias complexas, como por exemplo: aerofólio de carros
esportivos; turbinas de aviões; próteses médicas entre outros. Esses produtos possuem
superfícies chamadas de superfícies de formas livres. Para o controle desses produtos, as
especificações técnicas estão intimamente relacionadas com as tolerâncias de perfil de linha e
superfícies. Dessa forma, em comparação a medições de características geométricas regulares
às medições de superfícies de forma livre têm desenvolvido técnicas especiais de medição
(RODGER; FLACK; Mc CARTHEY, 2007).
Em alguns casos, por questões de funcionalidade, é necessário conhecer com determinada
exatidão a forma tridimensional da peça. Em consequência dos erros e incertezas de medição
que modificam as informações sobre a superfície manufaturada, dificulta a distinção das
características efetivamente produzidas na peça para compará-las com sua idealização de
projeto, necessitando abordagens específicas que ponderem as influências do processo de
medição no diagnóstico da peça fabricada (PAPA, 2012).
Dentre as metodologias comumente empregadas para análise geométrica das superfícies de
formas livre está a comparação direta e indireta (NEROSKY, 2001). A comparação direta
verifica o desvio existente entre a medição de um padrão e a medição da peça analisada
quando sobrepostas. Já a comparação indireta, tem como base a tecnologia de medição por

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
coordenadas e os erros geométricos são determinados entre a diferença dos valores medidos
em cada coordenada e os valores de referência.
Apesar do elevado desempenho de MMC para medir geometrias diversas, seus resultados
estão sujeitos às incertezas de medição (MAY, 2007). No entanto, observa-se que na prática,
tanto fabricantes quanto usuários não utilizam os mesmos métodos para avaliar as incertezas
de MMC (KNAPP, 1991; SWYT, 1995). São várias as normas disponíveis para avaliação do
desempenho do sistema de medição, como por exemplo:
ISO 10360-2: 2009. Geometrical product specifications (GPS) – Acceptance and
everification tests for coordinate measuring machines (CMM) – Part 2: CMMs used
for measuring linear dimensions;
VDI/VDE 2617 - Accuracy of Coordinate Measuring Machines, Characteristics and
their Checking - April, 1986;
CCMMA” Genauigkeitsspezifikation fuer Koordinaten Messgeraete – Divulgação da
CMMA - Coordinate Measuring Machine Manufacturers Association, 1982;
ANSI/ASME B89.1.12M/1985 - Methods for Perfamance Evoluation of Coordinate
Measuring Machines;
ISO/TS 15530-3:2011 - Geometrical product specifications (GPS) -- Coordinate
measuring machines (CMM): Technique for determining the uncertainty of
measurement - Part 3: Use of calibrated workpieces or measurement standards.
A acurácia das posições das medições pode ser melhorada por técnicas apropriadas de
calibração que consideram fontes de erros geométricos e não geométricos (SULTAN;
PUTHIYAVEETTIL, 2012). Segundo Di Giacomo and Zirondi (2001) desde a introdução da
MMC na indústria os métodos de calibração e testes de desempenho para avaliar os erros de
medição estão sendo desenvolvidos. Nesse sentido, algumas propostas surgem da avaliação
dos erros volumétricos da MMC envolvendo modelos matemáticos para simular seu
comportamento metrológico em diferentes operações de medição (CARDOZA, 1995). Outra
proposta é um modelo matemático modificado para sintetizar os erros volumétricos das
MMCs por meio de calibração direta (ORREGO, 1999). Diante deste contexto, o objetivo

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
deste estudo é desenvolver um levantamento bibliográfico sobre erros e incertezas de medição
de MMC e avaliar as possibilidades de realizar medições de superfícies de forma livre por
meio de uma MMC.
2. Medição de superfícies de forma livre
A concepção de produtos caracterizados como superfícies de forma livre surgem para atender
aspectos funcionais, estéticos ou ambos (PAPA, 2012). Exemplo disso é o fone de ouvido,
celular e mouse de computador. Estritamente para aspectos funcionais, (SAVIO; DE
CHIFFRE; SCHMITT, 2007) afirma que quando o produto tem interação com fluidos ou
ondas, como no caso de aerodinâmica e ótica, as superfícies adquirem formatos complexos.
Para as diversas aplicações de peças complexas, são vários também os processos de
manufatura para a fabricação desses produtos. Em meio a toda essa abrangência, (JIANG;
SCOTT; WHITEHOUSE, 2007) propõe uma nova maneira de classificar e avaliar superfícies
de forma livre de acordo com sua aplicação, dividido em três classes ilustradas na Figura 1.
Figura 1 - Classificação de Superfícies de Forma Livre de Acordo com sua Aplicação
Fonte: Adaptado de Jiang, Scott e Whitehouse (2007)
As de classe 1 possuem degraus, bordas (espaços) ou facetas, com segmentos relativamente
uniformes separados por descontinuidades. Na classe 2 estão as superfícies com estruturas
repetidas durante toda a superfície, com repetições dos padrões superficiais. As de classe 3 diz
respeito às superfícies lisas ou alisadas. Tem como característica o aspecto contínuo da
geometria global.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
É possível também encontrar definições amparadas por normas de especificações geométricas
conforme ISO/TS 17450-1:2011 . Nesse caso, são agrupados os elementos geométricos mais
usados em sete classes como ilustrado na figura 2.
O grau de invariância corresponde a uma transformação ideal de deslocamento ou rotação
pela qual a geometria mantém sua atitude inalterada no espaço. Isto está relacionado com o
grau de liberdade usado no estudo de cinemática de corpos rígidos. Desta forma, o termo
forma livre pode ser usado para superfícies sem simetria rotacional. Semelhantemente,
(KOWARSCHIK; KUHMSTEDT; SCHREIBER, 1993) define superfície de forma livre
como sendo qualquer superfície cuja geometria não pode ser representada por equações
matemáticas definidas, sendo então de difícil descrição analítica. De fato, as características de
geometrias regulares foram bastante estudadas no passado, e os de forma livre com aplicação
crescente exigem mais esforços de pesquisa (BERGH; BRONSVOORT; VERGEEST, 2002).
Parte desses esforços está sendo dedicada à metrologia dessas superfícies.
Figura 2 - Classificação dos Elementos Geométricos pela Classe de Invariância

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
Fonte: Cedido por Papa (2012)
3. Metrologia para superfícies de forma livre
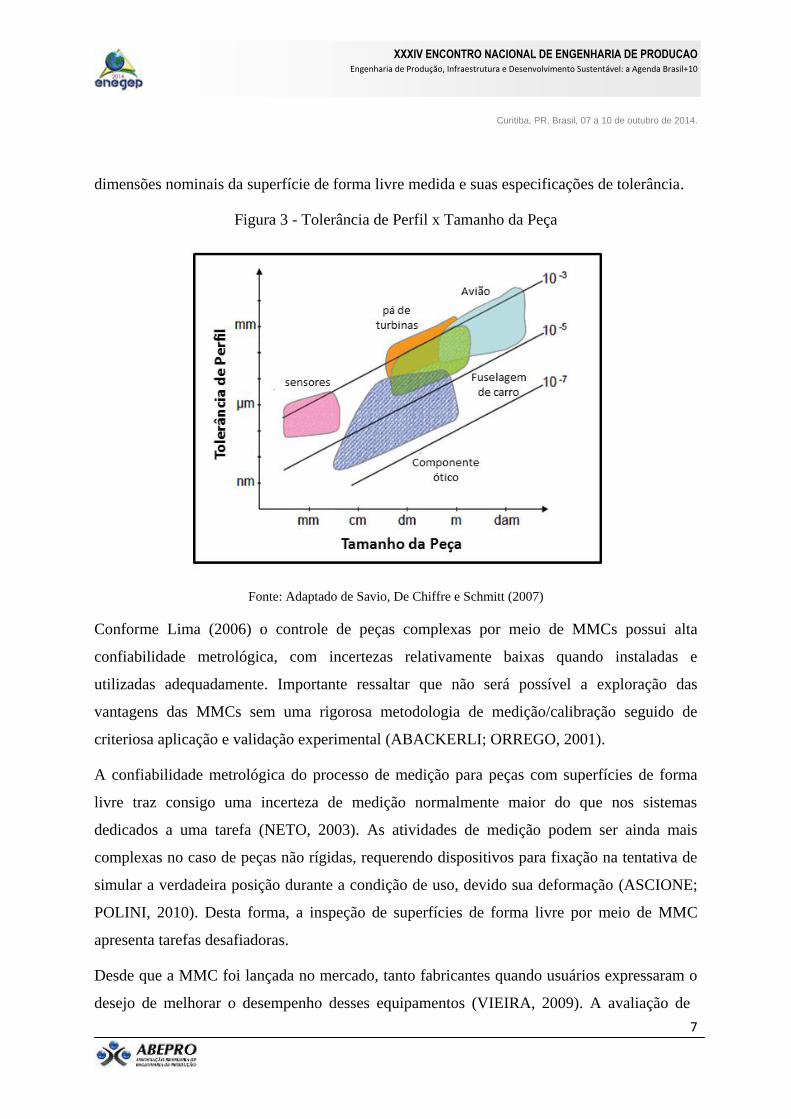
As aplicações de produtos caracterizados como superfície de forma livre são em setores
diversos, consequentemente consomem materiais diferentes, exigem níveis de qualidade
diferentes, requerem tolerâncias diferentes e etc. (SAVIO; DE CHIFFRE; SCHMITT, 2007).
Naturalmente essas características definem os requisitos necessários para a metrologia de cada
tipo de peça. A figura 3 exemplifica bem os cenários discutidos acima, relacionando
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
dimensões nominais da superfície de forma livre medida e suas especificações de tolerância.
Figura 3 - Tolerância de Perfil x Tamanho da Peça
Fonte: Adaptado de Savio, De Chiffre e Schmitt (2007)
Conforme Lima (2006) o controle de peças complexas por meio de MMCs possui alta
confiabilidade metrológica, com incertezas relativamente baixas quando instaladas e
utilizadas adequadamente. Importante ressaltar que não será possível a exploração das
vantagens das MMCs sem uma rigorosa metodologia de medição/calibração seguido de
criteriosa aplicação e validação experimental (ABACKERLI; ORREGO, 2001).
A confiabilidade metrológica do processo de medição para peças com superfícies de forma
livre traz consigo uma incerteza de medição normalmente maior do que nos sistemas
dedicados a uma tarefa (NETO, 2003). As atividades de medição podem ser ainda mais
complexas no caso de peças não rígidas, requerendo dispositivos para fixação na tentativa de
simular a verdadeira posição durante a condição de uso, devido sua deformação (ASCIONE;
POLINI, 2010). Desta forma, a inspeção de superfícies de forma livre por meio de MMC
apresenta tarefas desafiadoras.
Desde que a MMC foi lançada no mercado, tanto fabricantes quando usuários expressaram o
desejo de melhorar o desempenho desses equipamentos (VIEIRA, 2009). A avaliação de
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
desempenho para MMC é realizada por meio de testes de calibração, revelando o
comportamento metrológico da máquina, garantindo assim, a confiabilidade das medidas
realizadas (CARDOZA, 1995). Mesmo nos sistemas dedicados, estudos são feitos para
melhorar o desempenho da máquina por meio de calibração (KHAN; WUYI, 2010).
Dentre as metodologias comumente empregadas para a calibração estão: calibração direta e
indireta (LIMA, 2006). A calibração indireta utiliza artefatos padrões para verificar o desvio
da peça analisada (CAMARGO, 2004). A calibração direta por usa vez utiliza-se de
instrumentos de medição (de maior resolução e menor incerteza), que permitem coletar os
valores dos erros de forma direta (CAMARGO, 2004).
Porém outra divisão pode ser feita para os métodos de medição classificados como medição
indireta: volume dividido e de sintetização de erros. No primeiro, método do volume dividido,
as geratrizes do plano paralelos no volume de trabalho da máquina são identificadas e o erro
do eixo de interesse é calculado. Repetindo várias vezes a medição do erro de posição em
todas as geratrizes, forma-se então a grade de erros.
Este método fornece grande quantidade de informação sobre o sistema de medição,
frequentemente utilizado para compensação de erros, utilizado em diversos estudos
(PEREIRA; HOCKEN, 2007). Contudo, segundo Vieira (2009) ele apresenta desvantagens,
pois consome muito tempo para sua realização, e neste período variações de temperatura
podem influenciar no resultado, comprovado por vários estudos (PAPA; PEREIRA;
ABACKERLI, 2010).
O método de sintetização de erros por sua vez utiliza-se de teorias da cinemática de corpos
rígidos a fim de modelar geometricamente a estrutura da máquina e a teoria da superposição
dos efeitos para escrever o modelo matemático da contribuição de cada componente
individual de erro na expressão do erro volumétrico (BURDEKIN; VOUTSADOPOULOS,
1981). Técnicas de análise geométrica estrutural são utilizadas, verifica-se cada erro nas
direções preferenciais da máquina, fornecendo equações de sintetização com as expressões
das componentes Ex, Ey e Ez do erro volumétrico (VIEIRA, 2009).
Independente do método é extremamente complexo analisar os erros e as incertezas nas
máquinas de medir, pois cada ponto coordenado é influenciado de forma diferente

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
(ORREGO, 1999). Procedimentos específicos para calibração de MMC e teste de
desempenho têm sido discutidos por diferentes autores há muito tempo (WILHELM;
HOCKEN; SCHWENKE, 2001). É necessário compreender claramente cada uma das etapas
que envolvem a calibração das peças para identificar os fatores de influência que podem ser
compreendidos como fontes de erros ou fonte de incertezas.
Na literatura, os erros das MMCs são agrupados geralmente por suas fontes
(SCHELLENKENS; ROSIELLE, 1998). Segundo Orrego (1999) os erros podem ser
divididos em sete grupos:
(a) Erros em função de imperfeições da geometria da máquina;
(b) Erros do sistema de medição ou sonda;
(c) Erros relacionados aos softwares e algoritmos matemáticos;
(d) Erros relacionados à estratégia de medição: número de pontos e dispersão destes sobre
a superfície da peça;
(e) Erros derivados da influência das propriedades da peça a ser medida;
(f) Erros devidos às deformações induzidas na máquina pelas variações e os gradientes de
temperatura;
(g) Erros dinâmicos devido a vibrações.
Os três primeiros erros listados, (a), (b) e (c) são da própria máquina e são as fontes de maior
impacto. Os outros erros tem sua fonte “externa”. Com base no conceito apresentado por
(CARDOZA, 1995) os erros internos são erros dependentes, e os erros externos erros
independentes.
Além dos erros, as incertezas de medição também devem ser consideradas. A palavra
"incerteza" significa dúvida. Assim, no seu sentido mais amplo, "incerteza de medição"
significa dúvida sobre a validade do resultado de uma medição (ISO TAG 4WG-3, 2008).
Incerteza de medição então pode ser tida como sendo uma influência combinada de todos os
erros presentes em uma medição (PHILLIPS, 1995). Mesmo ainda depois de correções de
efeitos sistemáticos reconhecidos, os resultados das medições são estimativas do valor do
mensurando, por causa das incertezas provenientes dos efeitos aleatórios e a imperfeita
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
correção dos erros sistemáticos. Considerando tudo o que já foi exposto, o trabalho de Gallas
(1998) junta as fontes possíveis de incerteza gerando uma lista bem completa e detalhada:
(a) Definição incompleta do mensurando;
(b) Realização imperfeita da definição do mensurando;
(c) Amostragem não representativa – a amostra medida pode não representar o
mensurando definido;
(d) Conhecimento inadequado dos efeitos das condições ambientais sobre a medição ou
medição imperfeita das condições ambientais;
(e) Erro de tendências pessoal na literatura de instrumentos analógicos;
(f) Resolução finita do instrumento ou limiar de mobilidade;
(g) Valores inexatos dos padrões de medição e materiais de referência;
(h) Valores inexatos de constantes e outros parâmetros obtidos de fontes externas e usados
no algoritmo de redução de dados;
(i) Aproximação e suposições incorporadas ao método e procedimento de medição;
(j) Variações nas observações repetidas do mensurando sob condições aparentemente
idênticas.
Lima e Silveira (2011) em outras palavras citam os itens (d), (e), (f), (h) e (j) diretamente.
Além desses, acrescenta a incerteza definicional ou incerteza intrínseca apresentada por
JCGM (2008) que está relacionado com a definição das grandezas dentro dos modelos
geométricos construídos que sempre estará sujeita a idealizações e aproximações. De fato, há
diversas abordagens para classificação de fontes de incertezas em MMCs. Uma das formas
mais difundidas divide as causas de incertezas segundo sua origem, que foi utilizado como
base de estudo por diversos autores (MAY, 2007). A figura 4 apresenta as principais fontes de
erros mais relevantes.
Figura 4 -Diagrama das Principais Fontes de Erros

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
Adaptado de Weckenmann e Gewande (1999)
Para estimar a incerteza, existem dois procedimentos de avaliação (JCGM, 2008). Incertezas
obtidas por análise estatística de uma série de observações é chamado de “incerteza do tipo
A”. Incertezas obtidas por qualquer outro método é chamado de “incertezas do tipo B”.
Ambas as incertezas podem ser interpretados como desvio padrão (LIMA; SILVEIRA, 2011).
Essa classificação é feita apenas para fins de avaliação e nada tem a ver com o tipo de erro
(PAPA, 2012). JCGM (2008) sugere quatro técnicas para avaliação envolvendo incerteza de
medição: (i) análise de sensibilidade: estimativa por meio de modelo matemático; (ii)
experimentos: utiliza-se de ferramentas estatísticas para avaliar os resultados de um
experimento planejado simulando as condições reais; (iii) simulações: simulação
computacional com base em informações sobre o sistema de medição; (iv) parecer de um
especialista: incerteza estimada pela experiência do operador e especialista com resultados de
repetidas medições.
De forma geral, as normas para testes de desempenho garantem rastreabilidade somente para
as condições de avaliação em que são realizadas e para peças idênticas ao padrão utilizado.
Essa diretriz está alinhado com o “princípio do comparador” que pressupõe a medição de uma

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
peça idêntica as peças que serão inspecionadas, nas mesmas condições e do mesmo modo em
que se realiza a inspeção (SWYT, 1995). Contudo é impraticável dispor de uma peça padrão
para cada peça possível a ser medida em MMC.
Existem também propostas na literatura para considerar as incertezas na medição, porém os
mesmos foram desenvolvidos para avaliar superfícies convencionais, tais como planos e
esferas, utilizando padrões para estimar as incertezas (BARINI; TOSELLO; DE CHIFFRE,
2010). Também foram desenvolvidas propostas de artefatos calibrados que são construídos a
partir de padrões calibrados de geometrias convencionais e que simulam a superfície de forma
livre (SAVIO; DE CHIFFRE, 2002).
Na tentativa de encontrar alternativas viáveis, surgiram estudos envolvendo modelos
matemáticos, cuja implementação é chamada de “Máquina Virtual de Medir a Três
Coordenadas” (ORREGO, 1999). Estes modelos simulam o comportamento metrológico em
diferentes operações de medição a partir dos erros volumétricos (KUNZMANN; PFEIFER;
FLUGGE, 1993; SCHWENKE, 1994).
Além destes métodos, Papa (2012) desenvolveu um método para avaliar erros e incertezas de
medição de superfícies de forma livre considerando uma MMC. Este método é baseado em
simulações e reamostragem e permite avaliar superfícies de forma livre independente da
forma como os erros e incertezas de medição são obtidos. Contudo, a medida de incerteza
dessa proposta deve ser considerado apenas para um sub volume determinado, desta forma
não pode ser extrapolado para toda a área de trabalho da MMC. Considerando também que a
incerteza não é absoluta para todo o volume de trabalho, outra limitação deve-se ao fato da
medida de incerteza da maneira como foi proposto ser único. Portanto, a abordagem de
medições de superfícies de forma livre ainda pode ser muito explorado e aprofundado.
Outra proposta, voltado ao trabalho de Papa (2012), é considerar uma medida de incerteza
para cada ponto medido na superfície avaliada. Isso pode ser possível com a obtenção do
mapa de erros, por meio da medição direta das componentes do erro volumétrico utilizando
um sistema interferométrico (ORREGO, 1999). Desta forma a informação da incerteza passa
a ser pontual. A partir então da avaliação de desempenho do sistema os valores de incertezas
são interpolados para cada ponto medido.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
4. Conclusão
Considerando o objetivo deste estudo, a revisão de literatura existente possibilitou a
identificação das fontes e origem de erros e incertezas em MMCs. Além disso, este estudo
caracterizou e conceituou as superfícies de forma livre. Outra constatação foi a viabilidade
técnica de MMC para medições de peças de superfície de forma livre com baixos níveis de
incerteza. Contudo, nenhuma das propostas especificadas mostra de forma explícita o cálculo
da incerteza de medição para as diferentes situações. Além disso, constou-se que tanto os
fabricantes quanto os usuários utilizam métodos variados para avaliar as incertezas das
MMCs. Contata-se então que há uma lacuna relativa as formas de testes de desempenho para
mensuração da incerteza.
5. Referências
ABACKERLI, A. J.; ORREGO, R. M. M. Intercomparaçao de Mediçoes em Máquinas de Medir por
Coordenadas. II Relatório parcial de projetos de pesquisa FAP-UNIMEP. II Relatório parcial de projeto de
pesquisa FAP-UNIMEP, 205-99. n. 205-99, p. 108, 2001.
ASCIONE, R.; POLINI, W. Measurement of Nonrigid Freeform Surfaces by Coordinate Measuring Machine.
The International Journal of Advanced Manufacturing Technology, v. 51, n. 9-12, p. 1055–1067, 1 maio
2010.
BARINI, E. M.; TOSELLO, G.; DE CHIFFRE, L. Uncertainty Analysis of point-by-point Sampling Complex
Surfaces using Touch Probe CMMs. Precision Engineering, v. 34, n. 1, p. 16–21, jan. 2010.
BERGH, C. V.; BRONSVOORT, W. F.; VERGEEST, J. S. M. Freeform Feature Mmodelling: Concepts and
Prospects. Computers in Industry, v. 49, p. 217–233, 2002.
BURDEKIN, M.; VOUTSADOPOULOS, C. Computer Aided Calibration of Geometric Errors of Multi-axis
Coordinate Measuring Machines. Proc. Instn. Mech. Engrs, n. 195, p. 231–239, 1981.
CAMARGO, R. Calibração Direta dos 21 Erros Geométricos da MM3C. cefetsp.br, v. 5, n. 2, p. 147–155, 2004.
CARDOZA, J. A. S. Máquinas Virtuais de Medir a três Coordenadas. Universidade de Sao Paulo - Sao
Carlos, 1995.
DI GIACOMO, B.; ZIRONDI, R. B. Calibraçao de MM3Cs Utilizando uma Barra de Furos. Revista de Ciência
& Tecnologia, v. 8, n. 18, p. 45–54, 2001.
FERREIRA, F. Medição por COntacto Versus Medição òptica em Máquinas de Medir por Coordenadas ( 3D ).
2a Conferência Nacional. Sociedade Portuguesa de Metrologia, 2007.
GALLAS, M. R. Incerteza de Medição. 1998. Disponível em <http://www.if.ufrgs.br/~marcia> Acesso em: 01
mai 2014.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
ISO/TS 17450-1:2011. Geometrical Product Specification (GPS) - General Concepts - Part 1: Model for
Geometrical Specification and Verification, 2011.
ISO TAG 4WG-3. Guide to the Expression of Uncertainty in Measurements. Geneva: International
Organization for Standardization -ISO, 2008.
JCGM 100:2008. Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement.
GUM 1995 with minor corrections., n. 1, p. 134, 2008.
JIANG, X.; SCOTT, P.; WHITEHOUSE, D. Freeform Surface Characterisation - A Fresh Strategy. CIRP
Annals - Manufacturing Technology, v. 56, n. 1, p. 553–556, jan. 2007.
JUNIOR, P. L.; SILVEIRA, F. L.; SILVA, M. T. X. Medições indiretas e propagação da incerteza.
Disponível em: <http://www.if.ufrgs.br/%257Elang/semderivadas.pdf>. Acesso em: 2 fev. 2014.
KHAN, A. W.; WUYI, C. Systematic Geometric Error Modeling for Workspace Volumetric Calibration of a 5-
axis Turbine Blade Grinding Machine. Chinese Journal of Aeronautics, v. 23, n. 5, p. 604–615, out. 2010.
KNAPP, W. Comparion of Different Artefacts for Interim Coordinate MEasuring Machine CHecking. Precision
Engineering1, v. 13, n. 4, p. 277–291, 1991.
KOWARSCHIK, R.; KUHMSTEDT, P.; SCHREIBER, W. 3-Coordinate Measurement with Structured Light.
2nd International Worshop on Automatic Processing of Fringe Patterns. Bremen, Alemanha, p. 204–208,
1993.
KUNZMANN, H.; PFEIFER, T.; FLUGGE, J. Scales vc. Laser Interferometers Performance and Comparison of
Two Measuring Systems. Annals of the CIRP, v. 42, n. 2, p. 753–767, 1993.
LIMA, C. R. G. Um Estudo Comprarativo de Sistemas de Mediçao Aplicáveis ao Controle Dimensional de
Superfícies Livres em Peças de Médio e Grande Porte. Universidade Federal de Santa Catarina -
Florianópolis, 2006.
LIMA, J. P.; SILVEIRA, F. L. Sobre as Incertezas do tipo A e B e sua Propagaçao sem Derivadas: Uma
Contribuiçao para a Incorporaçao da Metrologia Comtemporânea aos Laboratórios de Física Básica Superior.
Revista Brasileira de Ensino de Física, v. 33, n. 2, 2011.
MAY, F. P. Incertezas na Medição por Coordenadas com ênfase na estratégia de Medição. Universidade Federal
de Santa Catarina - Florianópolis, 2007.
MORAIS, C. A. G. Modelo de Sintetizaçao Plena e Reduzida de Erros em Máquinas de Medir por
Coordenadas. Universidade de São Paulo, 2012.
NEROSKY, L. A. R. Mediçao de Formas Livres através de Integraçao de um Sensor Óptico tipo “Folha de
Luz” em um braço de Mediçao. Universidade Federal de Santa Catarina, Florianópolis, 2001.
NETO, A. A. B. A Tecnologia da Medição por Coordenadas na Calibração de Peças Padrão e Medição de
Peças com Geometrias Complexas. Universidade Federal de Santa Catarina, Florianópolis, 2003.
OLIVEIRA, A. L. DE. Validaçao de Processos de Medição po Coordenadas em Operaçoes de Controle da
Qualidade. Universidade Federal de Santa Catarina, Florianópolis, 2003.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
ORREGO, R. M. M. Método de Calibraçao Direta para Máquinas de Medir a Três Coordenadas. Escola de
Engenharia de São Carlos. Universidade de São Paulo, São Carlos 1999.
PAPA, M. C. O. Modelo Decisório para Avaliar a Qualidade Geométrica e Dimensional de Superfícies de
Forma Livre. Universidade Metodista de Piracicaba, Piracicaba, Santa Bárbara d`Oeste, 2012.
PAPA, M. C. O.; PEREIRA, P. H.; ABACKERLI, J. A. Analise do Efeito do Sistema de Coordenadas da Peça
na Temperatura na avaliação. XXX Encontro Nacional de Engenharia de Produção, 2010.
PEREIRA, P. H.; HOCKEN, R. J. Characterization and compensation of dynamic errors of a scanning
coordinate measuring machine. Precision Engineering, v. 31, n. 1, p. 22–32, jan. 2007.
PHILLIPS, S. D. Performance Evaluations. Bosch, Coordinate Measuring Machines and Systems. New
York, Marcel Dekker, Inc, 1995.
RODGER, G.; FLACK, D.; MC_CARTHEY, M. A Review of Industrial Capabilities to Measure Free-Form
Surfaces. Engineering and Process Control Division, NPL. UK. National Measurement System, 2007.
SAVIO, E.; DE CHIFFRE, L. An artefact for Traceable Freeform Measurements on Coordinate Measuring
Machines. Precision Engineering, v. 26, n. 1, p. 58–68, jan. 2002.
SAVIO, E.; DE CHIFFRE, L.; SCHMITT, R. Metrology of freeform shaped parts. CIRP Annals -
Manufacturing Technology, v. 56, n. 2, p. 810–835, jan. 2007.
SCHELLENKENS, P. H. J.; ROSIELLE, N. Design for Precision: Currentes Status and Trends. Annals of the
CIRP1, v. 47, n. 1, p. 557–586, 1998.
SCHWENKE, H. Experience with the Erros Assessment of Coordinate Measurements by Simulations.
Proceeding of the 3rd Internacional Conference on Ultraprecision in Manufacturing Engineering. Aachen,
p. 370–373, 1994.
SULTAN, I. A.; PUTHIYAVEETTIL, P. Calibration of an articulated CMM using stochastic approximations.
The International Journal of Advanced Manufacturing Technology, v. 63, n. 1-4, p. 201–207, 17 jan. 2012.
SWYT, D. A. The International Standard of Length. Boch, Coordinate Easuring Machines and Systems, v.
1A, 1995.
VIEIRA, A. D. Alessandro david vieira calibração indireta de máquina de medir por coordenadas
utilizando esquadro mecânico de esferas. Escola de Engenharia de São Carlos. Universidade de São Paulo,
2009.
WECKENMANN, A.; GEWANDE, B. Koordinatenmeßtechnik - Flexible Meßstrategien für Maß, Form und
Lage. Carl Hanser Verlag, 1999.
WILHELM, R. G.; HOCKEN, R.; SCHWENKE, H. Task Specific Uncertainty in Coordinate Metrology.
Keynote papaer, Annals of CIRP, v. 50, n. 2, p. 553–563, 2001.