avaliaÇÃo das emissÕes oriundas da degradaÇÃo …livros01.livrosgratis.com.br/cp020249.pdf ·...
TRANSCRIPT

AVALIAÇÃO DAS EMISSÕES ORIUNDAS DA DEGRADAÇÃO TÉRMICA DE PNEUS
Viviane José Menezes
Dissertação em Ciência e Tecnologia de Polímeros, submetida ao Instituto de
Macromoléculas Professora Eloisa Mano da Universidade Federal do Rio de Janeiro,
como parte dos requisitos necessários para a obtenção do grau de Mestre em
Ciências, em Ciência e Tecnologia de Polímeros, sob orientação da Professora Elen
Beatriz Acordi Vasques Pacheco.
Rio de Janeiro
2005

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

ii
Dissertação de Mestrado: Avaliação das emissões oriundas da degradação térmica de pneus
Autor: Viviane José Menezes
Orientador: Elen Beatriz Acordi Vasques Pacheco
Data da defesa: 1 de Março de 2005.
Aprovada por:
______________________________________________________
Elen Beatriz Acordi Vasques Pacheco, D.Sc. – Orientador UFRJ/IMA
______________________________________________________
Ricardo Cunha Michel, D.Sc. - UFRJ/IMA
______________________________________________________
Regina Sandra Veiga Nascimento, D.Sc. - IQ/UFRJ
______________________________________________________
Maria Inês Bruno Tavares, D.Sc. – UFRJ/IMA
Rio de Janeiro
2005

iii
FICHA CATALOGRÁFICA
Menezes, Viviane José.
Avaliação das emissões oriundas da degradação térmica de pneus/Viviane José Menezes. – Rio de Janeiro, 2005. Xi,f.110:il. Dissertação (Mestrado em Ciência e Tecnologia de Polímeros) – Universidade Federal do Rio de Janeiro – UFRJ, Instituto de Macromoléculas Professora Eloisa Mano – IMA, 2005.
Orientador: Elen Beatriz Acordi Vasques Pacheco. 1. Pneus . 2. Degradação térmica 3. Emissões – Teses. I. Pacheco, Elen Beatriz Acordi Vasques (Orient.). II. Universidade Federal do Rio de Janeiro. Instituto de Macromoléculas Professora Eloisa Mano. III. Título.

iv
Esta Dissertação de Mestrado foi desenvolvida
nos Laboratórios do Instituto de Macromoléculas
Professora Eloisa Mano da Universidade Federal
do Rio de Janeiro, com apoio da Coordenação de
Aperfeiçoamento de Pessoal de Nível Superior –
CAPES.

v
Dedico esta tese à minha mãe – Tania José
Menezes – por todo amor, carinho, paciência
e dedicação em todos os momentos da
minha vida.
vi
AGRADECIMENTOS
Agradeço a Deus por sempre ter estado ao meu lado, mostrando-me o
caminho e dando-me forças para prosseguir.
Aos meus avós Olga e Sayde (em memória) por todo amor durante a
minha caminhada.
Ao meu querido e amado noivo Roberto por todo amor em todos os
momentos.
Ao meu pai Osmar e minha família pela torcida constante pelo meu
sucesso.
A orientadora Elen Acordi Vasques Pacheco por toda paciência, amizade e
grande dedicação na realização desse trabalho.
A querida professora Eloisa Mano por ser uma constante inspiração para
os jovens e todos os professores, alunos e funcionários do IMA/UFRJ que de alguma
maneira participaram dessa conquista.
Aos amigos do meu grupo de pesquisa do IMA/UFRJ em especial a amiga
Eliane Rodrigues da Silva por toda amizade, incentivo e ajuda.
Ao amigo Joel da COPPE/UFRJ pelas fotografias.
Ao querido professor Cláudio Costa Neto por ser uma grande inspiração e
por ter dado o primeiro passo para a fundação do Pólo Piloto de Xistoquímica do
IQ/UFRJ, meu primeiro lar profissional.
Aos amigos e funcionários da Xistoquímica Edmundo, Luzeli, Eduardo,
Salvadora, Luciane, Denise, Sebastião, Antônio Carlos Luciano e Rangel por todo
carinho durante todos esses anos.
Aos professores do Pólo de Xistoquímica Maria Cristina Pereira, João
Francisco Cajaíba e Cláudio Mota por todas as dicas, amizade, empréstimos de
livros e equipamentos.
Aos professores da Xistoquímica, Regina Sandra Veiga Nascimento, Vera
Lúcia Pereira Soares e Marcus Vinícius de Araújo Fonseca por terem confiado na
minha capacidade e formado de maneira incansável e com muito carinho toda a
minha base profissional.
A amiga da Xistoquímica Simone Pereira da Silva pelo carinho, amizade e
todas as análises térmicas do presente trabalho.

vii
A amiga da Xistoquímica Luciana Moura Estevão pelo incansável carinho,
amizade e milhões de dicas e explicações durante todos esses anos.
A amiga da Xistoquímica Débora Prado pela amizade e grande ajuda com
as análises de CG/MS.
Aos amigos Antônio Carlos Menezes e Ayr do NUCAT/COPPE pela ajuda
com as análises de CG/FID-TCD.
Ao amigo Luiz Henrique de Souza Lucio e todos os amigos e funcionários
da Empresa de Tratamento de Resíduos e Efluentes de Belford Roxo Tribel pelo
estágio e pelas análises nos equipamentos.
A CAPES pelo apoio financeiro para a realização da pesquisa.
A Petroflex Indústria e Comércio pela amostra de borracha utilizada nesse
trabalho.
A empresa 3B-RIO pelas amostras de pneu utilizadas nesse trabalho.
A todos os meus amigos que de alguma maneira participaram de maneira
direta ou indireta na realização desse trabalho.

viii
“Que eu não perca a vontade de ser grande, mesmo
sabendo que o mundo é pequeno”.
(Chico Xavier)
ix
Resumo da dissertação apresentada no Instituto de Macromoléculas Professora
Eloisa Mano da Universidade Federal do Rio de Janeiro, como parte dos requisitos
necessários para a obtenção do grau de Mestre em Ciências (MSc), em Ciência e
Tecnologia de Polímeros.
AVALIAÇÃO DAS EMISSÕES DA DEGRADAÇÃO TÉRMICA DE PNEUS
Viviane José Menezes
Orientadora: Elen Beatriz Acordi Vasques Pacheco
Emissões provenientes da degradação térmica de borrachas e aditivos presentes na
banda de rodagem dos pneus, normalmente causam danos ao meio ambiente e à
saúde dos seres vivos. Para avaliar algumas dessas emissões, foram realizadas
degradações térmicas em analisador termogravimétrico (TGA) na presença de N2
(pirólise), O2 e ar sintético (queima) do copolímero de butadieno-estireno (SBR) não
vulcanizado, de quatro misturas à base de SBR com percentuais diferentes de
agente de vulcanização (enxofre), da banda de rodagem de pneu e de pneu moído.
As principais degradações observadas ocorreram nas temperaturas de 350, 450 e
650ºC. Os efluentes captados nessas temperaturas foram analisados em
equipamentos de cromatografia gasosa (CG/MS e CG/FID-TCD). As emissões
gasosas encontradas foram: gás carbônico, metano, hidrocarbonetos de C2 a C4; e
as emissões líquidas: mistura de compostos orgânicos de C5 a C10, butadieno e
isopreno. Também, fez-se captações com a queima conduzida num forno através de
um analisador de gases (Testo 350) de análise de emissões que quantificou os
gases: monóxido e dióxido de carbono, monóxido e dióxido de nitrogênio e dióxido
de enxofre. Concluiu-se que a queima de pneus deve ser conduzida com tratamento
adequado dos gases, pois apresentam-se em quantidades bem acima das
permitidas pela legislação. Esses gases são nocivos à saúde humana e causam
mudanças climáticas.
Rio de Janeiro
2005

x
Abstract of Dissertation presented to Instituto de Macromoléculas Professora Eloisa
Mano of Universidade Federal do Rio de Janeiro, as partial fulfillment of the
requirement for the degree of Master in Science (MSc), Science and Technology of
polymers.
EVALUATION THE EMISSION FROM OF THE THERMAL DEGRADATION OF TIRES
Viviane José Menezes
Advisor: Elen Beatriz Acordi Vasques Pacheco
Emissions from the thermal degradation of rubber and additives present in the tread
tires wheel usually cause damages to the environment and to the health of beings.
Those emissions where evaluated by thermal degradations in a termogravimetric
analyzer (TGA) in N2 (pyrolysis), O2 and synthetic air (incineration) of the butadiene-
styrene copolymer, SBR, not vulcanized, four mixtures to the base of SBR with
different percentile from vulcanized agent (sulfur), wheel band and and tire. The main
observed degradations happen in the temperatures of 350, 450 and 650ºC. The
emissions captured in those temperatures were analyzed in two equipments of
gaseous chromatography (CG/MS and CG/FID-TCD). The most relevant gaseous
emissions found were: carbonic gas, methane, hidrocarbonics of C2 – C4; and the
liquid emissions: mixture of composed organic of C5 – C10, butadiene and isoprene.
Also, it was made receptions with incineration conducted in an oven through gaseous
analyser (Testo 350) of emissions analysis that quantified the gases: carbon
monoxide and dioxide, nitrogen monoxide and dioxide and sulfur dioxide. We can
conclude that the incineration of tires should be conducted with appropriate treatment
of the gases, because they came in amounts much above the allowed by legislation.
Those gases are dangerous to human health and they cause climatic changes.
Rio de Janeiro
2005
xi
SUMÁRIO
1 INTRODUÇÃO 12 REVISÃO BIBLIOGRÁFICA 3
2.1 Componentes dos pneus 3
2.2 Degradação térmica 9
2.3 Degradação oxidativa 11
2.4 PROCESSOS TECNOLÓGICOS DA DEGRADAÇÃO TÉRMICA DE PNEUS 13
2.4.1 Pirólise 13
2.4.2 Co-processamento 21
2.4.3 Incineração 22
2.5 EMISSÕES DOS PROCESSOS DE DEGRADAÇÃO TÉRMICA 24
2.5.1 Dioxinas 25
2.5.2 Furanos 25
2.5.3 Hidrocarbonetos poliaromáticos 26
2.5.4 Dióxido de enxofre 27
2.5.5 Óxidos de nitrogênio 27
2.5.6 Dióxido de carbono 28
2.5.7 Padrões de emissões 28
2.6 IMPACTOS DAS EMISSÕES 29
2.6.1 Danos à saúde humana 30
2.6.2 Efeito estufa 32
3 OBJETIVOS 344 METODOLOGIA 35
4.1 MATERIAIS 35
4.2 EQUIPAMENTOS 36
4.3 MÉTODOS 37
4.3.1 Processamento das misturas preparadas em laboratório 37
4.3.2 Determinação dos tempos ótimos de vulcanização 39
4.3.3 Ensaio de resistência à tração 39
4.3.4 Ensaio de dureza 39
4.3.5 Determinação do poder calorífico 40

xii
4.3.6 A Degradação térmica (forno) 41
4.3.6 B Degradação térmica (TG) 42
4.3.7 Caracterização das emissões 43
4.3.7 A Espectrofotômetro de massas (CG-MS) 43
4.3.7 B Cromatografia gasosa (CG/FID-TCD) 44
4.3.7 C Análise de gases (Testo 350) 45
5 RESULTADOS E DISCUSSÕES 485.1 MISTURAS PREPARADAS NO LABORATÓRIO 48
5.1.1 Reometria 48
5.1.2 Resistência a tração e dureza 50
5.1.3 Degradação 52
5.1.3 A Pirólise 52
5.1.3 B Incineração 55
5.2 OUTRAS AMOSTRAS 58
5.2.1 Determinação do poder calorífico 58
5.2.2 Degradação térmica 60
5.2.2 A Pirólise 60
5.2.2 B Incineração 64
5.3 ANÁLISE DOS GASES DA DEGRADAÇÃO 70
5.3.1 Misturas preparadas no laboratório 70
5.3.1 A Espectrometria de massas 71
5.3.1 B Cromatografia gasosa FID-TCD 78
5.3.2 Outras amostras 79
5.3.2 A Espectrometria de massas 80
5.3.2 B Cromatografia gasosa FID-TCD 83
5.3.3 Análise dos gases com monitoramento das emissões (TESTO 350) 86
5.3.3 A Misturas I, II, III e IV 88
5.3.3 B Outras amostras 94
6 CONCLUSÕES 1017 SUGESTÕES 1028 REFERÊNCIAS BIBLIOGRÁFICAS 103
1
1 INTRODUÇÃO
A utilização inadequada e indiscriminada dos recursos naturais tem gerado
situações de desequilíbrio ambiental, temporárias ou de caráter irreversível. Os
rejeitos produzidos pela sociedade são exemplos desses desequilíbrios: a
quantidade gerada é maior que a capacidade de absorção e ou regeneração pela
natureza.
Visando eliminá-los ou pelo menos minimizá-los, as políticas de gestão
ambiental em diversos países, bem como as lutas de entidades ambientalistas e de
organizações não-governamentais, vêm priorizando suas ações na direção de um
desenvolvimento sustentável. Entre as políticas mais importantes tem-se a dos três
R’s, que correspondem a três ações básicas: Redução (redução na geração de
resíduos ao mínimo possível), Reutilização (reutilização do resíduo gerado) e
Recuperação (reprocessamento físico e (ou) químico do resíduo para retorná-los ao
ciclo de utilização) (GRIPP, 1998).
Os pneus são um dos rejeitos urbanos que mais preocupam a sociedade. A
ausência de informações precisas sobre a destinação de pneus inservíveis, no
Brasil, não permite determinar o passivo ambiental existente desse artefato. Estima-
se que são geradas mais de 500.000 t/ano de pneus inservíveis e que existem mais
de 100 milhões de pneus abandonados em todo o País (MORAIS, 2002).
Esses pneus não são apenas um problema ambiental, mas também de saúde
pública, pois, quando abandonados em locais inadequados, servem para a
procriação de mosquitos, como o Aedes aegypti, transmissor da dengue e da febre
amarela urbana, e de outros vetores de doenças (MORAIS, 2002; SANTOS, 2002;
GOBBI, 2002; BERTOLLO, 2002; FANG, 2001; ANDRADE et al, 2000; BERTOLLO,
2000; SHARMA et al, 2000; CIMINO, 2000; ODA, 2000; RESCHNER, 2000;
ADHIKARI et al, 2000; JANG et al,1998; HOLST,1998).
A conseqüência desses impactos negativos gerados pelos pneus foi a criação de
leis para minimizá-los, entre elas a Resolução 258/99 do Conselho Nacional de Meio
Ambiente, CONAMA, que obriga em seu artigo 2º as empresas fabricantes e as
importadoras de pneumáticos a coletar e dar destinação final, ambientalmente
adequada, aos pneus inservíveis existentes no território nacional, estabelecendo
uma proporção de coleta relativa às quantidades fabricadas e (ou) importadas (artigo

2
1º). Fica proibido, a partir da data de publicação da Resolução, 2 de dezembro de
1999, o descarte de pneus inservíveis em aterros sanitários, mar, rios, lagos,
terrenos baldios e a queima a céu aberto. A Resolução estabelece, por fim, que o
não cumprimento do disposto implicará as sanções estabelecidas na Lei de Crimes
Ambientais (CONAMA,1999).
A borracha contida nos pneus descartados necessita de um longo tempo para
sua degradação natural devido às ligações cruzadas da sua estrutura molecular e a
presença de estabilizantes e outros aditivos. O descarte desses artefatos em aterros
ou a incineração não são alternativas econômicas e ambientalmente sustentáveis. A
reutilização e a reciclagem são as soluções para o pneu (ADHIKARI, 2000).
No Brasil, as empresas fabricantes de pneumáticos apostam no co-
processamento de pneus em fornos para a produção de clínquer1 como uma das
melhores alternativas para equacionar o problema desses resíduos no País. Com
isso, atualmente, os fabricantes e importadores estão utilizando o pneu,
principalmente, como fonte de energia e matéria-prima para a produção de cimento.
As emissões gasosas provenientes da queima de pneus normalmente geram
poluentes, como partículas de óxidos de carbono (CO e CO2), óxidos de enxofre
(SOx), óxidos de nitrogênio (NOx) e compostos orgânicos voláteis (volatile organic
compounds - VOCs). Também incluem nessas emissões outros gases perigosos
como hidrocarbonetos aromáticos policíclicos (polynuclear aromatic hydrocarbons -
PAHs), dioxinas, furanos, ácido clorídrico, benzeno e metais semivoláteis e voláteis,
entre eles cádmio e chumbo. Essa situação pode representar um enorme risco à
saúde para as pessoas expostas. Os efeitos nocivos incluem irritação na pele, nos
olhos e nas membranas mucosas, depressão do sistema nervoso central, efeitos
respiratórios e câncer (REISMAN, 1997).
3
2 REVISÃO BIBLIOGRÁFICA
2.1 COMPONENTES DOS PNEUS
Simples na aparência, o pneu é, na realidade, um produto complexo com uma
variedade de materiais, tais como: reforços metálicos e têxteis, borracha natural e
sintética, elementos de reforço, agentes de vulcanização e de proteção etc. É um
conjunto de quase duzentos componentes (MICHELIN, 1997).
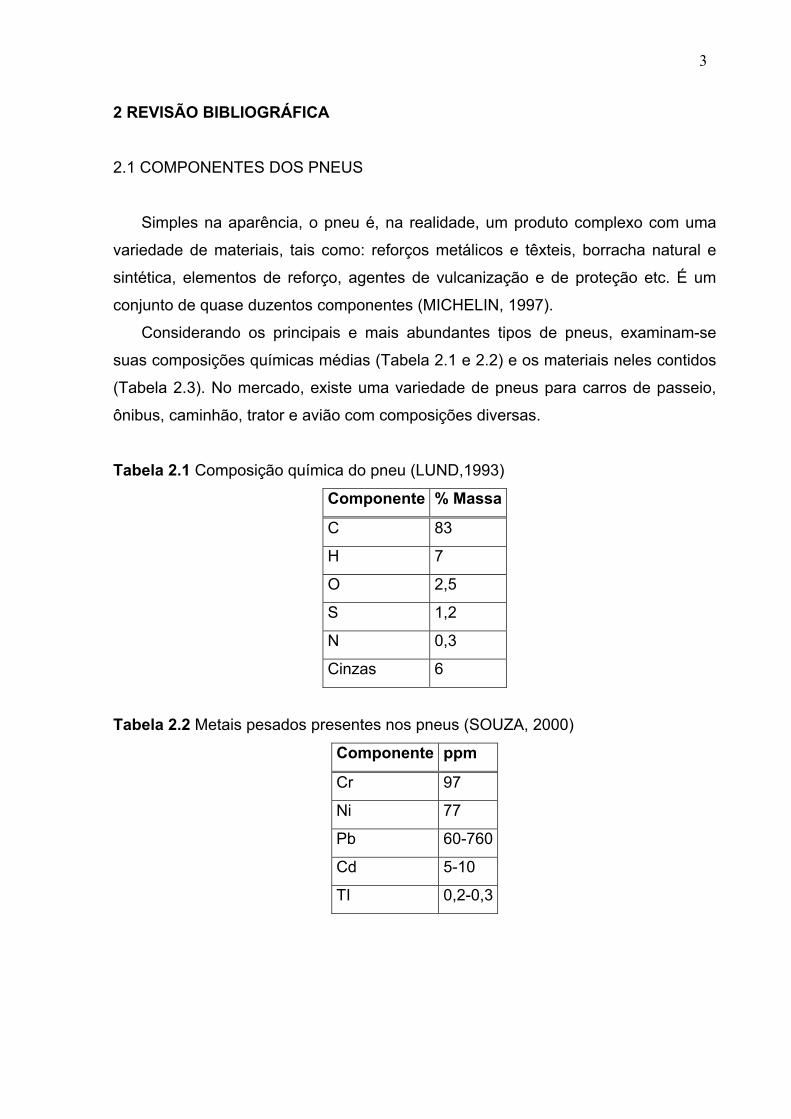
Considerando os principais e mais abundantes tipos de pneus, examinam-se
suas composições químicas médias (Tabela 2.1 e 2.2) e os materiais neles contidos
(Tabela 2.3). No mercado, existe uma variedade de pneus para carros de passeio,
ônibus, caminhão, trator e avião com composições diversas.
Tabela 2.1 Composição química do pneu (LUND,1993)
Componente % Massa
C 83
H 7
O 2,5
S 1,2
N 0,3
Cinzas 6
Tabela 2.2 Metais pesados presentes nos pneus (SOUZA, 2000)
Componente ppm
Cr 97
Ni 77
Pb 60-760
Cd 5-10
TI 0,2-0,3
4
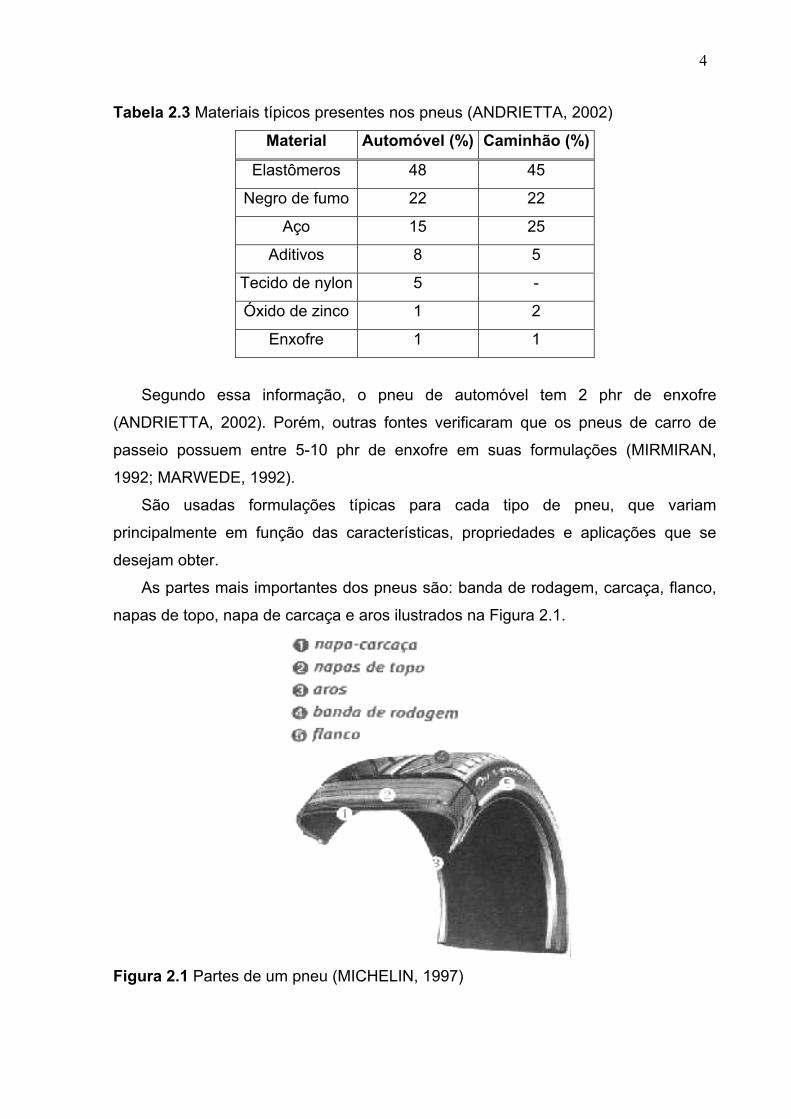
Tabela 2.3 Materiais típicos presentes nos pneus (ANDRIETTA, 2002)
Material Automóvel (%) Caminhão (%)
Elastômeros 48 45
Negro de fumo 22 22
Aço 15 25
Aditivos 8 5
Tecido de nylon 5 -
Óxido de zinco 1 2
Enxofre 1 1
Segundo essa informação, o pneu de automóvel tem 2 phr de enxofre
(ANDRIETTA, 2002). Porém, outras fontes verificaram que os pneus de carro de
passeio possuem entre 5-10 phr de enxofre em suas formulações (MIRMIRAN,
1992; MARWEDE, 1992).
São usadas formulações típicas para cada tipo de pneu, que variam
principalmente em função das características, propriedades e aplicações que se
desejam obter.
As partes mais importantes dos pneus são: banda de rodagem, carcaça, flanco,
napas de topo, napa de carcaça e aros ilustrados na Figura 2.1.
Figura 2.1 Partes de um pneu (MICHELIN, 1997)

5
Uma formulação de borracha para pneu contém elastômeros, natural e
sintéticos, destacando-se o copolímero de butadieno e estireno (SBR), o
polibutadieno (BR), o poliisopreno (IR), o copolímero de isobutileno e isopreno (IIR),
o copolímero de butadieno e acrilonitrila, o policloropreno e o copolímero de etileno,
propileno e dieno (EPDM) (MARK, 1971).
A Tabela 2.4 mostra os principais elastômeros utilizados na indústria de
pneumáticos, bem como suas características e aplicações.
Tabela 2.4 Principais elastômeros utilizados na indústria de pneus (EASTERBROOK
e ALLEN1987)
Elastômero Principais características Aplicação no pneu
Copolímero de butadieno-
estireno (SBR)
-Elevada resistência ao
envelhecimento
-Boa resistência ao desgaste
-Banda de rodagem
(automóveis)
Polibutadieno (BR) -Elevada resistência à abrasão
e ao desgaste
-Ótima resistência à
propagação de rachaduras sob
condições dinâmicas
-Ótima resistência à fadiga por
flexão
-Ótima histerese
-Banda de rodagem
(automóveis) e flancos
Poliisopreno (Borracha
natural – NR)
-Alta flexibilidade
-Baixa histerese
-Baixa geração de calor
-Ótima adesividade a cru
-Carcaça (automóveis
e caminhões)
-Flancos
-Banda de rodagem
(caminhões)
Copolímero de isobutileno-
isopreno (Borracha butílica
– IIR)
-Baixa permeabilidade a gases
-Resistência a altas
temperaturas
-Ótima resistência à flexão
-Revestimento interno
de pneus sem câmara
-Câmaras de ar
Copolímero de etileno-
propileno-dieno (EPDM)
-Excelente resistência ao
envelhecimento por ozônio
-Flancos ou lateral

6
Os aditivos utilizados nos pneus compõem-se principalmente de ativadores de
vulcanização, agentes de proteção, plastificantes, cargas, auxiliares de
processamento, agentes e aceleradores de vulcanização, agentes de pegajosidade
e expansão, pigmentos, corantes, odorantes e desidratantes. Esses estão listados
com suas respectivas funções na Tabela 2.5 (BEZERRA, 2000).
Tabela 2.5 Aditivos de pneus e suas funções (MARK, 1971)
Aditivo Função na formulação
Cianoalcanos halogenados Preservantes de
borrachas
Enxofre; 4,4’-ditiomorfolina Agentes de vulcanização
Negro de fumo; sílica e resinas Cargas
Óleos (cadeia de carbono de aproximadamente C20), ésteres e
álcoois.
Auxiliadores de
processamento,
plastificantes e extensores
Aminas (dimetilamina; para-fenilenodiamina; fenóis substituídos
e dissulfeto de dibenzila.
Antioxidantes
2-morfolino-tio-benzotiazol-sulfenamida (MBS); N-oxidietileno-
benzotiazol-sulfenamida; ziram (ditiocarbamatos); 1,3-
difenilguanidina; N,N’-difeniltiouréia; 2,2’-ditiobis (benzotiazol);
N-terciário-butil-benzotiazol-sulfenamida (TBBS).
Aceleradores
Óxido de zinco e ácido esteárico Ativadores
2,5-di-terc-pentihidroquinona; 4,4’-ditiodimorfolina Protetores de
descoloração
Ácidos orgânicos (por exemplo, ácido salicílico); N-ciclohexil-
tioftalimida (CTP)
Retardadores
Parafina de cadeia carbônica C18-50 Ceras
Produtos polimerizados, com cadeia carbônica de comprimento
maior que C500.
Resinas de aderência
Derivados de Fenóis Endurecedores
Óxido de cálcio Dessecantes
2,2’-dibenzamidadifenil dissulfeto; dibenzamidadifenil dissulfeto
de zinco; diciclohexil carbodiimida.
Peptizantes
Óxido de ferro; pentassulfeto de antimônio Pigmentos
Metaborato de zinco dihidratado; borato de sódio Retardantes de chama

7
O negro de fumo é uma carga reforçadora importante que aumenta a resistência
mecânica dos pneus (BOMMARAJU, 1991). É um tipo de material carbonáceo,
finamente dividido, de tipo não poroso produzido nas condições de um processo
petroquímico precisamente controlado (SHREVE, 1997).
Através da geoquímica do carvão, observou-se que estão presentes em sua
composição a maioria dos elementos da tabela periódica, ora nos minerais, ora na
matriz orgânica, ou em ambas, dependendo de suas propriedades e dos processos
físico-químicos desenvolvidos antes ou após a maturação do carvão. Sulfetos têm
sido verificados na maioria dos carvões, porém em níveis baixos ou traços. Os
elementos As, Cd, Co, Cu, Hg, Mo, Ni, Pb, Se, Sb e Zn são reportados como sendo
associados a sulfetos (TEIXEIRA, 2002).
Comparando-se alguns tipos de carvões por DTG (Figura 2.2) observou-se que
o grafite tem a mais alta temperatura de ignição (~800ºC), seguido pelo coque
(~590ºC) e finalmente negro de fumo (~540ºC). Este último tem a mais baixa
temperatura de ignição por causa de sua maior área superficial e reatividade
intrínseca (SOARES et al, 1997).
Na fabricação dos pneus também utilizam-se arames de aço, especialmente os
aços 1070 e 1080 (Tabela 2.6) (SOUZA, 2000). O aço também é uma fonte de
metais, entre eles Cr, Pb, Ni e Sn (PORTO et al, 2000; SOUZA, 2000).
Figura 2.2 Curvas de DTG de amostras com 5% de fonte de carbono em alumina. A
- negro de fumo, B - coque, C - coque de petróleo, D - carvão vegetal, E – grafite
(SOARES et al,1997)

8
A Tabela 2.6 apresenta formulações típicas utilizadas em banda de rodagem de
um pneumático. Essa formulação pode variar significativamente de fabricante para
fabricante (MARWEDE, 1992).
Tabela 2.6 Formulação típica da Banda de rodagem de pneus (MARWEDE, 1992)
Ingrediente Automóvel (phr) Caminhão (phr)
SBR 1712 89,0 -
BR 35,0 -
NR - 100,0
Óxido de zinco 3,0 5,0
Ácido esteárico 2,0 2,0
Antioxidante - 0,5
Antiozonante 2,0 0,5
Cera 2,0 2,0
Resina 2,5 -
Óleo aromático 15,0 5,0
Negro de fumo N-330 67,0 -
Negro de fumo N-339 - 50,0
Sílica - -
Acelerador (CBS) 1,5 1,0
Enxofre 1,8 2,0
Total 220,8 168,0
As principais matérias-primas para a fabricação do SBR são o butadieno e o
estireno. Também são utilizados em pequenas quantidades: emulsificantes (sabões
de ácidos graxos e (ou) sua mistura com sabão resinoso), modificadores,
catalizadores, inibidores, agentes coaguladores (sal ácido), antioxidantes
(manchante) e antiozonantes (PETROFLEX, 1994).
O SBR 1712, utilizado para a confecção de pneus, possui 23,5 % de estireno
combinado na sua composição. É obtido por polimerização a frio e é comercializado
sob formulação mostrada na Tabela 2.7. As especificações são mostradas na Tabela
2.8 (PETROFLEX, 2004).

9
Tabela 2.7 Formulação do SBR 1712 (PETROFLEX, 1994)
Ingrediente Composição (phr)
Polímero estendido 100,0
Negro de fumo EPC 40,0
Óxido de zinco 5,0
Enxofre 2,0
MBTS* 2,8
Total 149,8 *MBTS = 2-2’-Ditiobisbenzotiazol
Tabela 2.8 Especificação do SBR 1712 (PETROFLEX, 1994)
Borracha crua Mínimo (%) Máximo (%)
Matéria volátil - 0,8
Cinzas - 1,5
Ácido orgânico 3,9 5,7
Sabão - 0,5
Estireno combinado 22,5 24,5
Viscosidade, ML-4 a 100ºC 41,0 55,0
Óleo 24,0 31,0
2.2 DEGRADAÇÃO TÉRMICA
O material polimérico, quando submetido ao calor, pode ter muitas respostas
com alterações de suas propriedades. Essas alterações são evidenciadas pela
diminuição na massa molar com evolução de produtos voláteis. Dependendo das
condições de temperatura e da presença de outros elementos (como oxigênio, tipo
de catalisador e outros produtos químicos) as ligações moleculares poderão quebrar
mais ou menos e de diferentes formas. Os produtos da quebra molecular, ou seja
da degradação, podem reagir e formar outros, que podem ser perigosos
(PACHECO, 2001).
A resistência térmica dos materiais poliméricos é influenciada por diversos
fatores, os quais podem ser classificados como químicos e físicos. Os fatores
químicos estão relacionados a forças de ligação primária, secundária ou de van der

10
Waals e ligações hidrogênio; mecanismo de clivagem da ligação; simetria molecular
(regularidade da estrutura); rigidez da estrutura intramolecular e grau de ligações
cruzadas. Os fatores físicos compreendem massa molar e distribuição de massa
molar; empacotamento molecular (cristalinidade); interações moleculares (efeito
dipolar) e pureza (LUCAS, 2001).
Polímeros diferentes devem gerar produtos voláteis diferentes, em
concentrações variadas, quando submetidos a determinadas variações de
temperatura. No processo de degradação térmica, os polímeros podem sofrer um
processo de redução do peso molar envolvendo despolimerização ou não, ou ainda
sofrer um processo de degradação química, através de reações intra- e
intermoleculares (LUCAS, 2001).
Para os polímeros que despolimerizam, o processo de degradação ocorre
através de clivagem aleatória da cadeia, seguida de despolimerização. Esse
processo é caracterizado por rendimentos elevados de monômero nos produtos de
degradação e decréscimo lento na massa do polímero. É um processo via radicais
livres sendo essencialmente, o inverso da reação de polimerização (SAWADA,
1986).
Sendo o SBR um dos elastômeros constituintes dos pneus e um polímero de
estireno, este sofrerá despolimerização via reações de radicais livres tendo como
produto volátil principal o monômero estireno.
Para os polímeros que não despolimerizam, a degradação ocorre por meio da
clivagem aleatória da cadeia, seguida por outras clivagens ao acaso, que levam a
uma produção baixa de monômeros e a um rápido decréscimo na massa molar. O
mecanismo principal de degradação é a cisão homolítica da cadeia e as reações de
transferência ocorrem mais rapidamente nos átomos de hidrogênio ligados a átomos
de carbono terciários. A cisão inicial envolve ligações carbono-carbono, pontos de
ramificação ou outras ligações fracas que podem ter sido formadas durante o
processo de polimerização. Esse tipo de degradação produz quantidades muito
pequenas dos respectivos monômeros (SAWADA, 1986).
No caso de polímeros que sofrem reações intra- e intermoleculares, ocorre
uma reação química intramolecular, seguida por uma reação de reticulação e
clivagem aleatória da cadeia com geração de alto teor de voláteis.
A análise dos produtos da degradação térmica de um polímero, indicando a
natureza química e a quantidade relativa desses produtos, revela se houve uma

11
degradação aleatória ou se predominou o mecanismo de despolimerização. A
Tabela 2.9 indica a porcentagem de monômero resultante da degradação térmica de
alguns polímeros presentes nos pneus (AGNELLI, 1996).
Tabela 2.9 Porcentagem de monômero resultante da degradação térmica de alguns
elastômeros, em ausência de oxigênio (Pirólise) (AGNELLI, 1996)
% de monômero Polímero
% em peso %molar
Copolímero de butadieno-estireno 12 52
Polibutadieno 14 57
Poliisopreno 11 44
No caso dos pneus, o estudo da degradação térmica é complexo, devido ao
seu grande número de constituintes.
2.3 DEGRADAÇÃO OXIDATIVA
A reação de degradação de polímeros iniciada pelo ataque direto do oxigênio
molecular é chamada auto-oxidação. Devido a algumas condições de uso e
somando-se o fato da maioria das borrachas apresentarem dupla ligação em sua
cadeia molecular principal, essas são susceptíveis a reações de oxidação.
A termoxidação é o processo auto-catalítico, que ocorre através de reações
em cadeia via radicais livres, quando em presença de oxigênio e calor. Os
macrorradicais formados são rapidamente convertidos a macrorradicais peróxido,
através da reação com o oxigênio. O macrorradical peróxido propaga a reação,
abstraindo átomos de hidrogênio de outras cadeias (reação intermolecular) ou da
própria cadeia (reação intramolecular), produzindo um novo macrorradical que pode
reagir com outras moléculas de oxigênio. A característica autocatalítica desse
processo é devido à formação do macrorradical e à formação de moléculas de
hidroperóxido, que podem se decompor, originando macrorradicais alcóxido (RO.) e
radicais hidróxido (HO.). Esses radicais podem atacar outras moléculas de polímero
e completar o ciclo das reações de termoxidação (TORRES, 2000).
A fase de iniciação do processo oxidativo resulta, principalmente, do ataque
direto do oxigênio nos pontos mais vulneráveis das diferentes estruturas químicas

12
poliméricas, como as vizinhanças dos pontos de insaturação e os carbonos terciários
(AGNELLI, 1996).
A Figura 2.3 demonstra o mecanismo de oxidação térmica desenvolvido no
estudo da borracha.
Iniciação
R --- R → 2R.
Propagação
R. + O2 → ROO.
ROO. + RH → ROOH + R.
ROOH → RO. + .OH
RO. + RH → ROH + R. .OH + RH → HOH + R. Terminação
2R. → R ---R
2RO. → ROOR
ROO. + .OH → ROH + O2
2R3COO. → R3COOCR3
R3CO. → R2C=O + R.
Figura 2.3 Mecanismo geral de oxidação térmica de borrachas
Na composição dos pneus existem aditivos, cujos processos de degradação
podem ser explicados através de mecanismos químicos específicos. A degradação
de antioxidantes de aminas (Ex: dimetilamina; para-fenilenodiamina; fenóis
substituídos e dissulfeto de dibenzila.), por exemplo, envolve a quebra das ligações
químicas primárias. Após a reação com aproximadamente 10 cm3 de oxigênio por
grama de polímero, as propriedades desse aditivo são destruídas (BAIR, 1981).

13
2.4 PROCESSOS TECNOLÓGICOS BASEADOS NA DEGRADAÇÃO TÉRMICA DE
PNEUS INSERVÍVEIS
Atualmente, dentre os processos industriais de destinação de pneus que
utilizam a degradação térmica como forma de reciclagem, têm-se a pirólise e o co-
processamento. A pirólise (reciclagem química) baseia-se na quebra da macromolécula
constituinte, cujos produtos poderão ser utilizados como matéria-prima em outro
processo (CUNLIFFE, 1998). No co-processamento, a energia proveniente da queima dos pneus é
aproveitada em fornos de cal e cimento. Entretanto, existem dificuldades no
tratamento dos efluentes gasosos que têm sido o motivo de atraso na obtenção de
licenças ambientais em alguns estados brasileiros. Geralmente, tais instalações não
estão equipadas para a limpeza de gases e, quando muito, têm somente
equipamentos simples de despoeiramento (SALOMON e SILVA, 2001).
A incineração consiste num processo de oxidação térmica que visa a
destruição de resíduos orgânicos para a redução de volume e de toxicidade. Porém,
existe a incineração criminosa, aquela que ocorre aleatoriamente e sem tratamento
dos efluentes emanados.
2.4.1 PIRÓLISE
Desde meados da década de 1990, o processo da pirólise tem sido o mais
implementado na reciclagem de pneus no mundo. A pirólise, considerada uma
destilação destrutiva, visa reaproveitar componentes do pneu como matérias-primas
e (ou) combustíveis (ANDRIETTA, 2002). Define-se o processo de pirólise
genericamente como sendo o de decomposição química por calor na ausência de
oxigênio.
Os pneus podem prover uma fonte recuperável de hidrocarbonetos (óleo e
gás) para combustível ou cargas químicas e uma mistura rica de carvão como carga
inerte para substituir alguns tipos de negros de fumo (NOVICKI e MARTIGNONI,
2003).
O processo consiste, primeiramente, na trituração dos resíduos previamente
selecionados. Após esta etapa, são levados ao reator pirolítico onde, através de uma
14
reação endotérmica, ocorrerá a degradação e os produtos gerados serão separados
em cada etapa do processo. Processos de pirólise já são utilizados não só no
exterior, mas no Brasil também (ANDRIETTA, 2000).
A pirólise de borrachas forma resíduos sólidos, líquidos e gasosos, em que o
óleo pode ser separado num fracionador e os gases são usados para aquecimento
do reator pirolítico. O negro de fumo é separado ao final do processo e peletizado
após retirada de contaminantes como: aço, fibra de vidro dentre outros (MARK,
1971).
Pirólise de pneus com xisto (Petrobrás, Brasil)
Desde 1998, em sua unidade de São Mateus do Sul-PR, onde há anos
explora o xisto betuminoso, a Petrobrás instalou uma usina de reprocessamento
conjunto de xisto e pneus descartados para a produção de óleo e gás combustíveis,
por meio de tecnologia desenvolvida pela própria empresa (Figura 2.4). Os pneus
são cortados em pedaços, misturados ao xisto e a mistura é levada a um reator
cilíndrico vertical (retorta) para ser aquecida a aproximadamente 500ºC. Sob alta
temperatura, o mineral e o pneu liberam matéria orgânica em forma de óleo e gás.
Em seguida, os produtos da degradação passam por resfriamento, resultando na
condensação de parte dos vapores de óleo na forma de gotículas, que então
constituem o óleo pesado. Após retirado o óleo pesado, os gases remanescentes
passam por outro processo de limpeza para produção do óleo leve. O restante é
encaminhado para outra unidade, onde são obtidos o gás combustível e o gás
liquefeito, além de ser realizada a recuperação do enxofre. O que sobrou da mistura
do pneu com o xisto é, então, levado para as cavas da mina e recoberto por uma
camada de argila e solo vegetal. O arame de aço é reciclado na indústria siderúrgica
(SILVA, 2003).

15
Figura 2.4 Processo Petrosix (NOVICKI e MARTIGNONI, 2003)
16
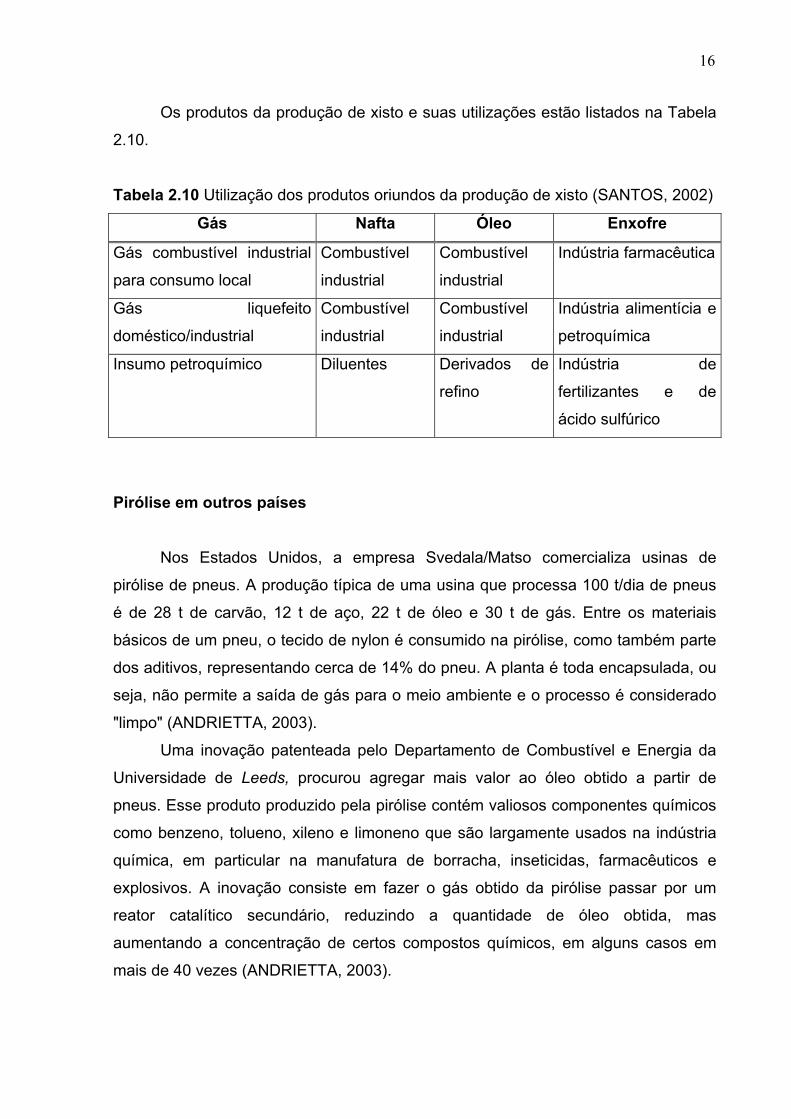
Os produtos da produção de xisto e suas utilizações estão listados na Tabela
2.10.
Tabela 2.10 Utilização dos produtos oriundos da produção de xisto (SANTOS, 2002)
Gás Nafta Óleo Enxofre
Gás combustível industrial
para consumo local
Combustível
industrial
Combustível
industrial
Indústria farmacêutica
Gás liquefeito
doméstico/industrial
Combustível
industrial
Combustível
industrial
Indústria alimentícia e
petroquímica
Insumo petroquímico Diluentes Derivados de
refino
Indústria de
fertilizantes e de
ácido sulfúrico
Pirólise em outros países
Nos Estados Unidos, a empresa Svedala/Matso comercializa usinas de
pirólise de pneus. A produção típica de uma usina que processa 100 t/dia de pneus
é de 28 t de carvão, 12 t de aço, 22 t de óleo e 30 t de gás. Entre os materiais
básicos de um pneu, o tecido de nylon é consumido na pirólise, como também parte
dos aditivos, representando cerca de 14% do pneu. A planta é toda encapsulada, ou
seja, não permite a saída de gás para o meio ambiente e o processo é considerado
"limpo" (ANDRIETTA, 2003).
Uma inovação patenteada pelo Departamento de Combustível e Energia da
Universidade de Leeds, procurou agregar mais valor ao óleo obtido a partir de
pneus. Esse produto produzido pela pirólise contém valiosos componentes químicos
como benzeno, tolueno, xileno e limoneno que são largamente usados na indústria
química, em particular na manufatura de borracha, inseticidas, farmacêuticos e
explosivos. A inovação consiste em fazer o gás obtido da pirólise passar por um
reator catalítico secundário, reduzindo a quantidade de óleo obtida, mas
aumentando a concentração de certos compostos químicos, em alguns casos em
mais de 40 vezes (ANDRIETTA, 2003).

17
A tecnologia alemã da PKA é baseada num sistema de pirólise e gaseificação
para o tratamento de diversos resíduos sólidos, incluindo pneus, plásticos e solo
contaminado, todos processados na forma triturada. Os produtos obtidos são gases
combustíveis sem a presença dos gases hidrogênio e monóxido de carbono, de
metais ferrosos e não-ferrosos e de carvão. Outra vantagem do processo PKA é que
as emissões de dioxinas, NOx e SOx para a atmosfera são substancialmente mais
baixas (menos de 0,1 mg/Nm3) que outros tratamentos convencionais de resíduos
sólidos (ANDRIETTA, 2003).
Trabalhos Acadêmicos
Trabalhos acadêmicos na área de pirólise de pneus enfocam o estudo da
degradação térmica através de termogravimetria (TGA), em forno e autoclave cujas
emissões gasosas geradas são analisadas por cromatografia gasosa (CG) acoplada
ou não ao espectrofotômetro de absorção no infravermelho (FTIR) ou de massas
(MS). Alguns trabalhos estão resumidos na Tabela 2.11 (CHIEN, 2003; NAPOLI,
1997; RODRIGUEZ, 2000; RODRIGUEZ, 2001).
Um outro trabalho acadêmico que vale ser ressaltado foi o desenvolvido por
Juan F.González et al. Eles propuseram a decomposição isotérmica (um estágio)
para avaliar a energia liberada pelos produtos da pirólise fundamentalmente das
fases sólida e gasosa; e a não-isotérmica (3 estágios), a fim de avaliar produtos
sólidos, líquidos e gasosos dos resíduos de pneus. As decomposições isotérmicas
foram realizadas por termogravimetria em atmosfera inerte (N2) no intervalo de
temperatura de 350 a 700 ºC com a razão de aquecimento de 5 a 20 K min-1.
Obtiveram como resultados 37 a 40% de carvão (∆H = 28 MJKg-1), que pode ser
usado na manufatura de blocos pequenos para combustíveis (briquettes);
aproximadamente 55% de óleo (∆H = 39,7 MJKg-1), constituído de hidrocarbonetos
alifáticos e aromáticos; e 4 a 11% de gás (∆H = 34MJN-1 m-3), constituído de H2 ,
CO, CH4 , CO2 , C2H4 e C2H6. Os compostos hidroxilados foram os mais encontrados
no óleo que se decompôs de 550 a 575ºC (GONZÁLEZ, 2001).

18
Tabela 2.11 Trabalhos acadêmicos com enfoque na pirólise de pneus
Técnica utilizada
Vazão de N2
ou Hélio na pirólise
Técnica de análise do gás
resultante
Resultados das análises
Referências
TGA
(330ºC) 10ml/min
CG-MS/180ºC
Compostos aromáticos,
cetonas, monômeros,
aditivos etc.
(CHIEN, 2003)
Forno (380,
450 e
550ºC)
20ml/min CG e FTIR
Hidrocarbonetos: CH4,
C2H4, C2H6 e CO2.
Fase oleosa: limoneno,
p-xileno, o-xileno,
CHCl3, etanol.
(NAPOLI,
1997)
Autoclave
(400 a
700ºC)
3,5dm3 CG (TCD e
FID)
Gases: CO, CO2, H2S;
hidrocarbonetos como:
CH4, C2H4, C3H6.
Fase oleosa: limoneno,
p-xileno, o-xileno,
CHCl3, etanol.
(RODRIGUEZ,
2000)
Autoclave
(300 a
700ºC)
3,5dm3
Cooled gas-
liquid
separators,
CG/MS e CHN
Líquidos, mistura de
compostos orgânicos
C5-C20, aromáticos.
Gasosos; NOx, SOx e
hidrocarbonetos de C1
a C4 , CO, CO2, SH2;
Sólidos: cinzas e
impurezas.
(RODRIGUEZ,
2000)
A pirólise de pneus pode produzir um óleo com propriedades e valores
percentuais de nitrogênio e enxofre similares aos óleos leves. O óleo pirolisado
contém ainda concentrações significantes de hidrocarbonetos aromáticos policíclicos
19
(PHA) que são cancerígenos. A concentração desses é de 1,5 a 3,4 % em peso no
óleo obtido na temperatura pirolítica de 450 a 600ºC. A formação dos PAH é
atribuída a um tipo de mecanismo (Diels-Alder) envolvendo ciclização de alquenos,
obtidos a partir da desidrogenação de hidrocarbonetos (Tabela 2.12). Também foram
identificadas concentrações significativas de hidrocarbonetos voláteis no óleo
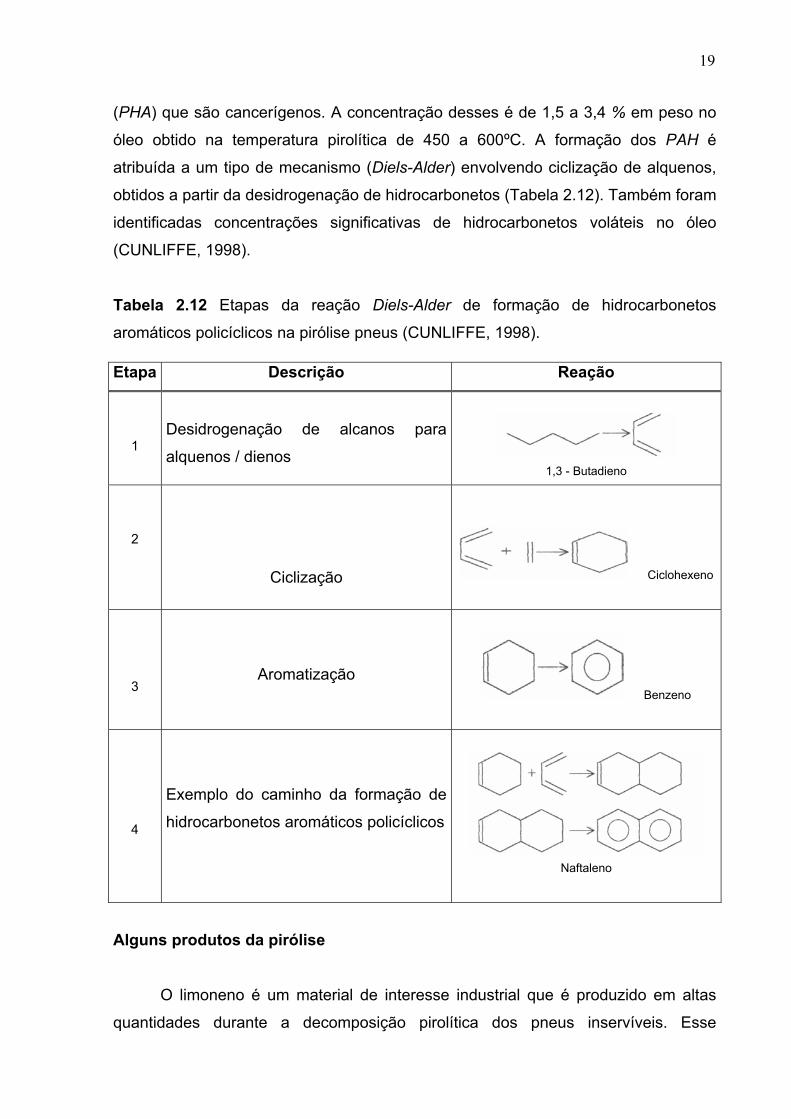
(CUNLIFFE, 1998).
Tabela 2.12 Etapas da reação Diels-Alder de formação de hidrocarbonetos
aromáticos policíclicos na pirólise pneus (CUNLIFFE, 1998).
Etapa Descrição Reação
1
Desidrogenação de alcanos para
alquenos / dienos
1,3 - Butadieno
2
Ciclização
Ciclohexeno
3
Aromatização
Benzeno
4
Exemplo do caminho da formação de
hidrocarbonetos aromáticos policíclicos
Naftaleno
Alguns produtos da pirólise
O limoneno é um material de interesse industrial que é produzido em altas
quantidades durante a decomposição pirolítica dos pneus inservíveis. Esse

20
composto pode ser usado em formulações industriais de solventes, resinas,
adesivos e também como agente dispersante para pigmentos. É usado na produção
de fragrâncias, essências e aromatizantes. Também é biodegradável, considerado
ambientalmente seguro como solvente, possui altas propriedades de penetração à
umidade e propriedades detergentes (HANSON, 2000).
A concentração de limoneno, em particular, alcança 3,1% em peso no óleo. A
reação da formação do limoneno via despolimerização de borrachas de pneus
inservíveis pode ser verificada através da rota de formação do próprio limoneno. A
altas temperaturas esse é degradado termicamente gerando hidrocarbonetos
aromáticos voláteis mostrados na Figura 2.5 (CUNLIFFE, 1998).
Partição do o- Limoneno racêmico Vinilciclohexeno
Limoneno Diradical bialílico Allo-ocime
Exemplos da formação de aromáticos
Trimetil benzeno
Xileno
Figura 2.5 Degradação térmica do Limoneno com formação de hidrocarbonetos
aromáticos voláteis (CUNLIFFE, 1998)

21
Outro método de obtenção do limoneno através da pirólise de pneus
inservíveis foi desenvolvido e patenteado nos Estados Unidos. O processo consiste
na degradação térmica de raspas de pneus, em particular do poliisopreno contido na
formulação dos pneus, por meio de um reator cilíndrico aquecido eletricamente e
resfriado por uma serpentina externa.
É produzida uma grande quantidade de limoneno nas temperaturas mais altas
do processo (700-900ºC) após rápida expansão do gás de isopreno formado a partir
da degradação e posterior condensação do mesmo dentro do reator. Essa obtenção
dá-se pela redução no tempo de residência do gás isopreno dentro do forno a altas
temperaturas e pela dimerização do isopreno, que é convertido a limoneno. Outros
compostos também são obtidos no processo: entre 700 e 900ºC têm-se 30% de
hidrocarbonetos e de 500 a 700ºC, 40-50% de óleos olefínicos. A temperaturas
inferiores a 500ºC produz-se uma mistura viscosa de alta massa molar ( C10 a C20)
com altas proporções de carbono em relação ao hidrogênio e hidrocarbonetos
aromáticos policíclicos. Esses últimos compostos reduzem a eficiência do processo
pirolítico afetando a degradação térmica (HANSON, 2000).
Na pirólise dos pneus, a quebra molecular dos seus compostos também
geram gases como: monóxido de carbono (CO), dióxido de carbono (CO2), sulfeto
de hidrogênio (SH2), metano (CH4), etano (C2H6), eteno (C2H4), propano (C3H8),
propeno (C3H6), butano (C4H10), buteno (C4H8) e butadieno (C4H6), que possuem
valores de poder calorífico entre 30-40 MJ N/m3. Essa energia é suficiente para
sustentar os reatores do próprio processo de pirólise. O poder calorífico também
pode estar relacionado com a temperatura pirolítica, isto é, quanto mais alta a
temperatura do reator maior a quantidade de COX (CO2 + CO) presente aumentando
assim a energia gerada (LARESGOITI, 2000).
2.4.2 CO-PROCESSAMENTO
Atualmente, o co-processamento está sendo muito utilizado para a destinação
de resíduos, que entram em substituição de parte do combustível (economia de
energia) e parte da matéria-prima na produção de cimento. A temperatura de queima
nos fornos processa-se em torno de 1450ºC (ARAÚJO, 2002). A queima de resíduo
de borracha como combustível tem um custo mais alto em relação à queima de gás
natural, óleo combustível ou carvão. O processo torna-se mais caro pelo tratamento
22
das emissões provenientes de sua combustão e pela moagem do pneu. O valor
comburente é bastante atrativo, 32,6 MJ/kg, comparando com o valor do carvão de
18,6 a 27,9 MJ/kg (PACHECO, 2001).
Para a produção do cimento existe a necessidade de fornecimento de grande
quantidade de calor, através da queima de combustíveis. As maiores quantidades de
energia são consumidas durante a produção de clínquer, constituinte principal do
cimento. Os fornos de clínquer necessitam de 3200 a 5000 KJ por quilo de clínquer
produzido (AKGUN, 2003).
O cimento é um aglomerante hidráulico, um composto cristalino finamente
dividido. Resulta da mistura de clínquer com outras substâncias, tais como gesso ou
escórias silicosas, em quantidades que dependem das carcterísticas do cimento
desejado. O cimento normalmente é formado por 96% de clínquer e 4% de gesso.
A utilização de pneus pós-consumo como fonte alternativa de combustível é
uma opção que tem gerado muita controvérsia, principalmente nos países europeus
e Estados Unidos, onde essa prática é comum. Uma das razões se deve aos
elevados investimentos em equipamentos (filtros e fornos) para tratamento e
monitoramento contínuo das emissões atmosféricas (BERTOLLO, 2002), que podem
ser negligenciadas pelas cimenteiras. Essa atividade é normatizada pela Resolução
CONAMA número 264 de 26 de agosto de 1999. Os estados podem criar suas
próprias normas para licenciamento ambiental, desde que mais restritiva do que a
legislação federal.
O uso do co-processamento vem crescendo no Brasil, entretanto, em
cimenteiras, o volume de gases gerados é imenso e quaisquer limites medidos em
termos de conteúdo percentual, muitas vezes acaba tornando-se imperceptível para
os instrumentos de controle (alta diluição). A quantidade efetivamente lançada na
atmosfera, aparentemente dentro dos padrões legais, é nociva à saúde humana e ao
meio ambiente (MARINEIDE, 1999).
2.4.3 INCINERAÇÃO
A incineração consiste num processo de oxidação térmica à alta temperatura,
normalmente variando de 800 a 1300oC, utilizada para a destruição de resíduos
orgânicos, para a redução de volume e de toxicidade. Independente do objetivo com
23
que se efetua a queima, o tratamento das emissões deve ser obrigatoriamente o
mais eficiente possível, como exige a legislação (DEMPSEY e OPPELT, 1999).
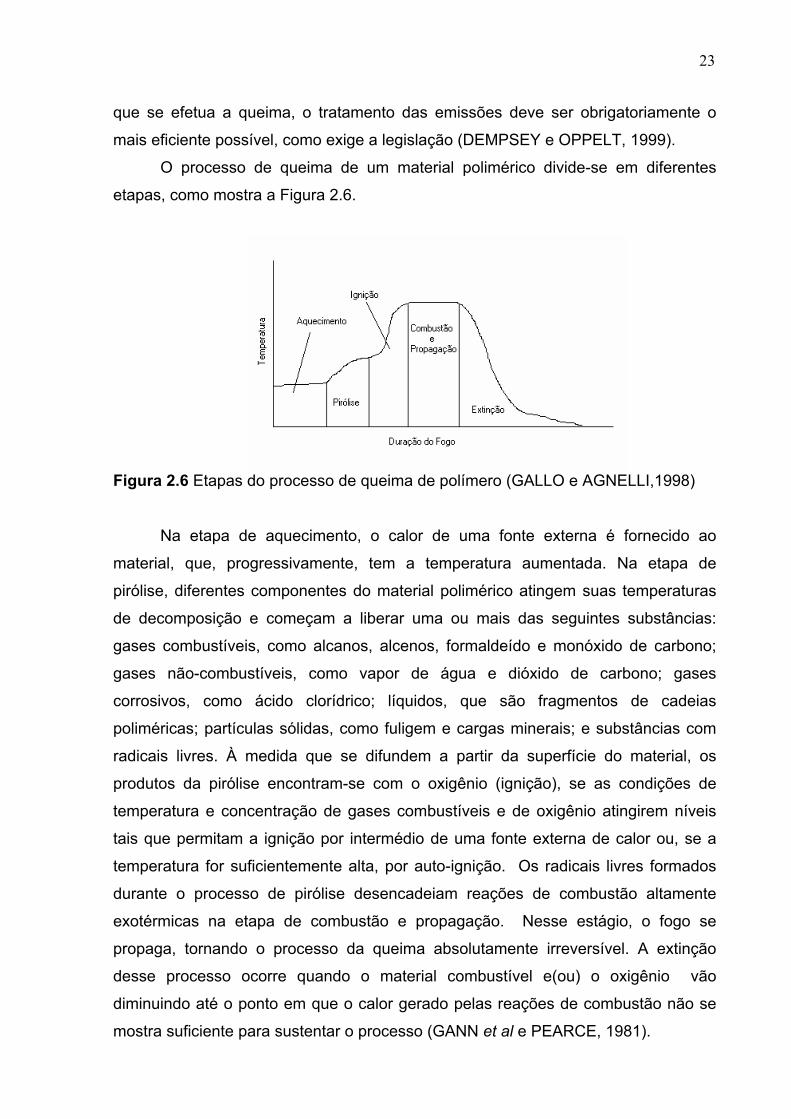
O processo de queima de um material polimérico divide-se em diferentes
etapas, como mostra a Figura 2.6.
Figura 2.6 Etapas do processo de queima de polímero (GALLO e AGNELLI,1998)
Na etapa de aquecimento, o calor de uma fonte externa é fornecido ao
material, que, progressivamente, tem a temperatura aumentada. Na etapa de
pirólise, diferentes componentes do material polimérico atingem suas temperaturas
de decomposição e começam a liberar uma ou mais das seguintes substâncias:
gases combustíveis, como alcanos, alcenos, formaldeído e monóxido de carbono;
gases não-combustíveis, como vapor de água e dióxido de carbono; gases
corrosivos, como ácido clorídrico; líquidos, que são fragmentos de cadeias
poliméricas; partículas sólidas, como fuligem e cargas minerais; e substâncias com
radicais livres. À medida que se difundem a partir da superfície do material, os
produtos da pirólise encontram-se com o oxigênio (ignição), se as condições de
temperatura e concentração de gases combustíveis e de oxigênio atingirem níveis
tais que permitam a ignição por intermédio de uma fonte externa de calor ou, se a
temperatura for suficientemente alta, por auto-ignição. Os radicais livres formados
durante o processo de pirólise desencadeiam reações de combustão altamente
exotérmicas na etapa de combustão e propagação. Nesse estágio, o fogo se
propaga, tornando o processo da queima absolutamente irreversível. A extinção
desse processo ocorre quando o material combustível e(ou) o oxigênio vão
diminuindo até o ponto em que o calor gerado pelas reações de combustão não se
mostra suficiente para sustentar o processo (GANN et al e PEARCE, 1981).
24
É fundamental que, no processo de incineração, algumas variáveis sofram
rigoroso controle: temperatura de combustão, tempo de residência no forno,
turbulência (indica o grau de mistura entre o resíduo e o oxigênio, o qual deve ser
maximizado para aumentar o teor de destruição das moléculas), diâmetro da
partícula e teor de oxigênio.
Durante a decomposição térmica, os tipos de produtos formados e seus
rendimentos dependem muito da quantidade de oxigênio livre. Sob temperatura
elevada, torna-se possível diferenciar faixas de concentração de oxigênio: entre 5 e
12%, a chama ainda não é possível, mas se observam produtos complexos.
Dependendo da temperatura utilizada, pode haver uma incorporação significativa de
oxigênio nos produtos decompostos, o que resultará, por exemplo, em espécies
orgânicas irritantes. Acima de 12%, ocorre à combustão com chama, o que ocasiona
a simplificação da faixa de produtos obtidos, com significativo rendimento de dióxido
de carbono. A combustão completa gera menos produtos tóxicos, característica da
presença de oxigênio (FARDELL,1993).
O processo de incineração não pode existir sem estar interconectado a um
sistema tecnologicamente avançado de depuração de gases, tratamento e
recirculação dos líquidos do processo. Os gases efluentes de um incinerador
carregam grandes quantidades de substâncias, em concentrações muito acima dos
limites das emissões legalmente permitidas, conseqüentemente necessitam de
tratamento físico e (ou) químico para remover e neutralizar poluentes provenientes
do processo térmico.
2.5 EMISSÕES DOS PROCESSOS DE DEGRADAÇÃO TÉRMICA A empresa que incinerar artefatos elastoméricos, sejam eles pneus ou não,
deverá usar métodos bastante modernos para impedir os mais variados tipos de
emissões devido à grande variedade e ao teor de aditivos usados nessa classe de
polímeros. Os gases oriundos da queima de elastômeros produzem espécies de alto
grau de toxicidade, logo os produtos da combustão requerem tratamentos. As
dioxinas, os furanos e os hidrocarbonetos aromáticos policíclicos são produtos de
combustão que requerem cuidados especiais devido aos sérios danos à saúde
humana e ao meio ambiente por eles provocados (FARDELL,1993).

25
A queima do negro de fumo é considerada uma das principais fontes
emissoras, senão a principal, de poluentes atmosféricos (material particulado, SOx,
NOx e CO2, elementos-traço, compostos orgânicos voláteis e não voláteis, entre
outros) (TEIXEIRA, 2002).
2.5.1 DIOXINAS
As dioxinas têm recebido grande atenção da mídia por seu elevado potencial
de toxicidade. Apresentam uma estrutura de dois anéis benzênicos ligados por dois
átomos de oxigênio. Os átomos de hidrogênio do anel aromático são substituídos
por cloro ou bromo, resultando em um grande número de dioxinas. As dioxinas
cloradas são dibenzo-p-dioxinas policloradas (PCDD) e as bromadas chamam-se
dibenzo-p-dioxinas polibromadas (PBDD). Teoricamente, existem 75 possíveis
formas de dioxinas cloradas. Não há dúvidas de que esses compostos revelam-se
altamente tóxicos, em particular a 2,3,7,8 tetraclorodibenzo-p-dioxina (TCDD),
representada na Figura 2.7, a mais conhecida e a mais tóxica (CONNELL, 1997 e
TAYLOR, 2001).
Cl
Cl
Cl
Cl
O
O
Figura 2.7 A molécula 2,3,7,8 tetraclorodibenzo-p-dioxina (TCDD) (CONNELL, 1997
e TAYLOR, 2001)
As dioxinas encontram-se presentes como subprodutos de processos
industriais cujos produtos químicos envolvidos apresentam cloro em sua
composição.
2.5.2 FURANOS
Os furanos têm estrutura similar à das dibenzo-p-dioxinas. As numerações de
sua fórmula estrutural mostram as posições possíveis da presença do cloro.
Teoricamente, são possíveis 135 congêneres de furanos clorados. Os sintomas de
efeitos tóxicos para dioxinas e furanos são cloracne, desordens digestivas e

26
nervosas. Efeitos crônicos observados incluem deficiências reprodutivas e
carcinogênicas (CONNELL, 1997 e TAYLOR, 2001).
O
1
2
346
7
8
9
Figura 2.8 Fórmula estrutural geral do dibenzofurano (CONNELL, 1997 e TAYLOR,
2001)
2.5.3 HIDROCARBONETOS POLIAROMÁTICOS
Os hidrocarbonetos poliaromáticos são formados por dois ou mais anéis
aromáticos condensados. O mais simples deles é o naftaleno. O composto 3,4
benzopireno é um dos mais perigosos. A Figura 2.9 mostra sua fórmula estrutural
(CONNELL, 1997 e TAYLOR, 2001).
Figura 2.9 Fórmula estrutural do benzopireno (CONNELL, 1997 e TAYLOR, 2001).
Podem ser obtidos da queima de combustíveis fósseis, celulose, tabaco,
polietileno ou outros materiais poliméricos. Esses compostos mostram-se estáveis
aos processos de degradação natural, conseqüentemente persistem e acumulam-se
no ambiente.
É um forte produto carcinogênico. Essas substâncias são amplamente
distribuídas na hidrosfera, litosfera e atmosfera por processos industriais de
incineração, de combustão, e de geração de energia. Mesmo em regiões não
poluídas, a fauna marinha pode-se apresentar contaminada por esses elementos.

27
Alimentando-se desses animais contaminados, o homem acaba ingerindo tais
substâncias perigosas (CONNELL, 1997 e TAYLOR, 2001).
2.5.4 DIÓXIDO DE ENXOFRE (SO2)
O dióxido de enxofre é menos reativo do que o NO2 frente a moléculas
orgânicas. Entretanto, o SO2 possui a capacidade de absorver radiação UV,
formando espécies excitadas que o tornam um agente oxidante muito forte para os
polímeros, sob condições naturais de envelhecimento. As moléculas de SO2 em seu
estado excitado podem reagir com oxigênio e umidade atmosféricos, formando
ozônio, em especial para borrachas, e o ácido sulfúrico, para os poliésteres,
suscetíveis à hidrólise ácida (GRASSIE, 1985 e JELLINEK, 1978).
O dióxido de enxofre, em seu estado excitado, também pode reagir com
moléculas de hidrocarbonetos presentes na atmosfera, formando ácidos sulfônicos,
ou ainda reagir com hidrocarbonetos insaturados, iniciando processos via radicais
livres, incluindo oxidação através da reação com oxigênio atmosférico (GRASSIE,
1985 e JELLINEK, 1978).
Os óxidos de enxofre, denominados genericamente SOx, produzidos pela
queima do negro de fumo são compostos essencialmente de SO2 e de pequenas
quantidades de SO3, 1 a 4% do total. O enxofre orgânico ligado à matriz do negro de
fumo é oxidado totalmente a SO2 durante a combustão (TEIXEIRA, 2002).
2.5.5 ÓXIDOS DE NITROGÊNIO (NOx)
Os NOx são gases que contribuem para aumentar a acidez das águas,
formando as chuvas ácidas. São os principais componentes requeridos para a
formação de smog fotoquímico.
A contaminação fotoquímica acontece como conseqüência da aparição na
atmosfera de agentes oxidantes, originados pela reação química entre os óxidos de
nitrogênio, os hidrocarbonetos e o oxigênio em presença da radiação ultravioleta dos
raios solares. A formação desses oxidantes é favorecida em situações de altas
pressões associadas a uma forte insolação e poucos ventos, que dificultam a
dispersão dos contaminantes primários. A mistura resultante de todas essas
substâncias dá origem ao smog fotoquímico, cujo aspecto é o de uma névoa
28
acinzentada que recobre as regiões contaminadas. A contaminação fotoquímica
também produz danos à vegetação em concentrações que já estão sendo
alcançadas em algumas cidades (MACÊDO, 2002).
2.5.6 DIÓXIDO DE CARBONO (CO2)
As emissões dos óxidos de carbono, sobretudo do CO2, reveste-se de grande
importância devido ao principal papel desse gás nos fenômenos de mudanças
climáticas globais em curso no planeta. Dentre esses fenômenos o efeito estufa tem
trazido grande apreensão devido a suas catastróficas conseqüências preconizadas
em diversos estudos.
A combustão de combustíveis fósseis é a principal fonte antropogênica do
CO2 emitido à atmosfera. A queima do carvão é uma das principais fontes desse
poluente.
2.5.7 PADRÕES DE EMISSÕES
As emissões residuais de poluentes, lançadas para a atmosfera pela chaminé
dos incineradores ou fornos devem apresentar valores abaixo daqueles
estabelecidos pela Resolução CONAMA 316 e a Norma NBR 11.175 da associação
Brasileira de Normas Técnicas, ABNT, como mostra a Tabela 2.13. Os padrões
americanos, estipulados pela Environmental Protection Agency, EPA, são mais
restritivos que os brasileiros, também apresentados na Tabela 2.13, com exceção
para a emissão de dioxinas e furanos totais (CONAMA, 2003; GRIPP, 1998).
Os sistemas de tratamento das emissões em incineradores devem ser
projetados e instalados de forma a garantirem que as emissões para a atmosfera
sejam feitas bem abaixo dos níveis de exigência das leis ambientais. Os sistemas de
tratamento constituem-se basicamente de resfriador, lavagem ácida de halogênios,
lavagem alcalina e remoção final com lavador de aerossóis ou filtros de manga
(MARINEIDE, 1999).

29
Tabela 2.13 Emissões de poluentes padrões do EPA, da Resolução CONAMA 316 e
da norma NBR 11.175
POLUENTE
Padrões EPA
Padrões
CONAMA 316
Padrões NBR 11.175
Material
particulado
34 mg/Nm3 70mg/Nm3 70mg/Nm3
Dióxido de
Enxofre
80% redução
ou 30 ppm
280mg/Nm3 280mg/Nm3
Monóxido de
Carbono
100 ppm 100ppm 100ppm
Ácido Clorídrico 95% redução
ou 25 ppm
80mg/Nm3 até
1,8Kg/h
1,8Kg/h ou 99% de remoção
para resíduos com mais de
0,5% de Cl
Ácido Fluorídrico - 5mg/Nm3 5mg/Nm3
Óxidos de
Nitrogênio
180 ppm 560mg/Nm3 560mg/Nm3
Dioxinas e
Furanos Totais
30 ng/Nm3 0,50 ng/Nm3 -
2.6 IMPACTOS DAS EMISSÕES
O problema da poluição do ar é intenso nas grandes cidades, especialmente
naquelas localizadas nos países em desenvolvimento (LORA, 2002).
Os efeitos principais da poluição do ar são:
Danos à saúde de seres humanos e animais;
Danos à vegetação;
Danos ao solo;
Danos aos materiais;
Alterações do clima, visibilidade e radiação solar.

30
2.6.1 DANOS À SAÚDE HUMANA
Uma pessoa ativa inala entre 10.000 e 20.000 litros de ar por dia, o que dá
aproximadamente 7-14 litros por minuto. Durante o exercício físico essa quantidade
aumenta até 30.000 litros por dia. Junto com o ar entram no organismo os
particulados e outros poluentes gasosos, o que podem afetar os pulmões e outros
órgãos do sistema respiratório. Os efeitos ambientais dos poluentes dependem do
tipo e quantidade de poluentes, da duração, da exposição, do estado de saúde,
idade e nível de atividade da pessoa exposta. Alguns poluentes provocam dor de
cabeça, cansaço, náuseas, irritação nos olhos, nariz e garganta. Os poluentes
podem fazer com que o sistema respiratório fique mais sensível à asma. A taxa de
mortalidade por asma aumentou em 40-60% nos últimos 10 anos em países como
Austrália, Canadá, França, Grã-Bretanha e Estados Unidos (LORA, 2002).
Apresentam-se, a seguir, os efeitos dos poluentes mais importantes.
A) DIÓXIDO DE ENXOFRE (SO2)
Os óxidos de enxofre são altamente solúveis e por isso são absorvidos pelo
sistema respiratório superior. Concentrações de 1 ppm provocam constrições no
sistema respiratório (brônquios).
Os asmáticos apresentam estes sintomas em concentrações de SO2 na faixa
de 0,25-0,5ppm. Geralmente, quando observa-se a presença de altas concentrações
de SO2 e de particulados, o efeito de SO2 verificado é de 3 a 4 vezes maior,
provavelmente em conseqüência do arraste de SO2 junto com os particulados até o
fundo dos pulmões (TEIXEIRA, 2002).
B) PARTICULADOS
A deposição dos particulados em diferentes partes do sistema respiratório
depende de suas dimensões. Os particulados também podem concentrar na sua
superfície outras substâncias tóxicas como SO2, arsênio, selênio, etc (LORA, 2002).
Segundo dados epidemiológicos, altas concentrações de particulados
provocam:
Aumento da incidência de doenças respiratórias;

31
Bronquite crônica;
Constrição dos brônquios;
Diminuição da função pulmonar;
Aumento da mortalidade.
Estudos realizados pela Escola de Saúde Pública da Universidade de São
Paulo mostram que, quando o teor de particulados no ar passa de 70 µg/Nm3 (valor
médio), para 170 µg/Nm3, as internações nos hospitais por problemas respiratórios
aumentam em 20 a 25% e as mortes por insuficiência respiratória aumentam em 10
a 11% (LORA, 2002).
C) MONÓXIDO DE CARBONO
Quando entra nas vias respiratórias o CO se difunde rapidamente através da
membrana alveolar, chegando à corrente sangüínea onde se une a hemoglobina das
hemácias, formando carboxihemoglobina. Tal fato tem interferência imediata no
suprimento de oxigênio para a atividade celular, pela impossibilidade da
carboxihemoglobina transportar o oxigênio.
A hemoglobina tem uma grande afinidade pelo CO, cerca de 200 a 300 vezes
maior do que pelo oxigênio; em conseqüência, pequenas quantidades da substância
no ar são suficientes para que seus efeitos tóxicos se manifestem (MARIANO,
2001).
D) ÓXIDOS DE NITROGÊNIO
Alguns estudos indicam que os óxidos de nitrogênio aumentam a
suscetibilidade a infecções bacterianas nos pulmões. A exposição por longo tempo
em concentrações de 1 ppm provoca irritação dos alvéolos pulmonares com
sintomas semelhantes ao enfisema pulmonar (LORA, 2002).
E) COMPOSTOS ORGÂNICOS VOLÁTEIS
O que se conhece como compostos orgânicos voláteis (COV) é um conjunto de
substâncias orgânicas que incluem: hidrocarbonetos (alcanos, alquenos e
aromáticos), oxigenadores (álcoois, aldeídos, cetonas, éteres) e espécies que
32
contém halógenos (por exemplo o metilclorofórmio e o tricloroetano). Alguns COV
provocam irritação dos olhos e da pele, tosse, etc. Outros, como o benzeno e o
butadieno são cancerígenos e provocam leucemia. O benzeno e o benzopireno são
considerados cancerígenos genotóxicos, já que afetam o material genético das
células (DNA) (LORA, 2002).
2.6.2 EFEITO ESTUFA
É chamado de efeito estufa o acréscimo constante da temperatura da terra
devido à absorção de radiação infravermelha terrestre por alguns gases, tais como o
CO2, o metano (CH4), os clorofluorcarbonos (CFCs) etc.
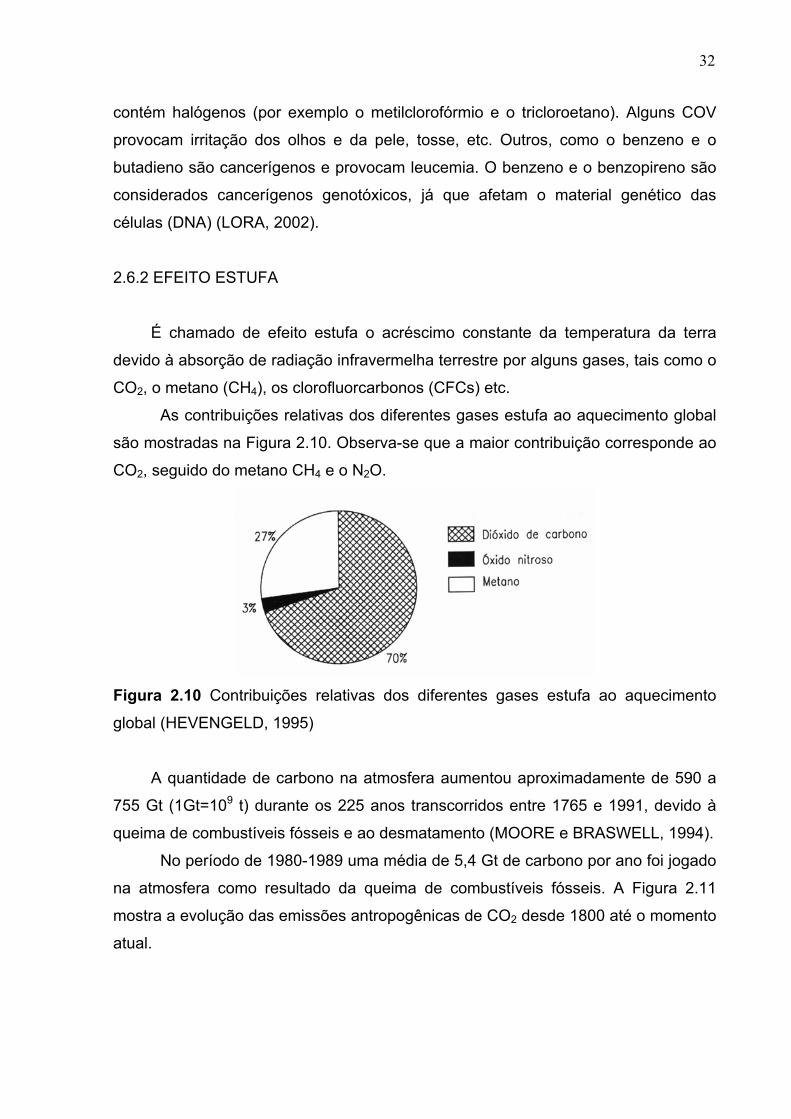
As contribuições relativas dos diferentes gases estufa ao aquecimento global
são mostradas na Figura 2.10. Observa-se que a maior contribuição corresponde ao
CO2, seguido do metano CH4 e o N2O.
Figura 2.10 Contribuições relativas dos diferentes gases estufa ao aquecimento
global (HEVENGELD, 1995)
A quantidade de carbono na atmosfera aumentou aproximadamente de 590 a
755 Gt (1Gt=109 t) durante os 225 anos transcorridos entre 1765 e 1991, devido à
queima de combustíveis fósseis e ao desmatamento (MOORE e BRASWELL, 1994).
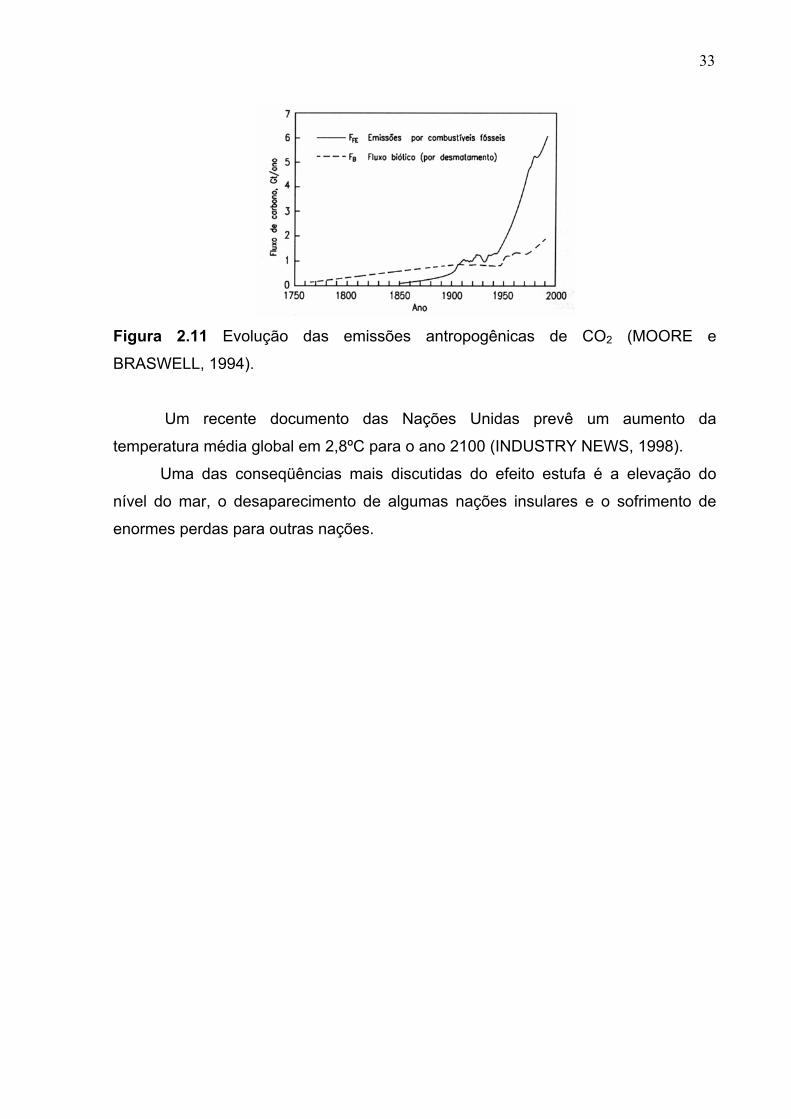
No período de 1980-1989 uma média de 5,4 Gt de carbono por ano foi jogado
na atmosfera como resultado da queima de combustíveis fósseis. A Figura 2.11
mostra a evolução das emissões antropogênicas de CO2 desde 1800 até o momento
atual.
33
Figura 2.11 Evolução das emissões antropogênicas de CO2 (MOORE e
BRASWELL, 1994).
Um recente documento das Nações Unidas prevê um aumento da
temperatura média global em 2,8ºC para o ano 2100 (INDUSTRY NEWS, 1998).
Uma das conseqüências mais discutidas do efeito estufa é a elevação do
nível do mar, o desaparecimento de algumas nações insulares e o sofrimento de
enormes perdas para outras nações.

34
3 OBJETIVOS
O objetivo da tese foi analisar as emissões da degradação térmica de
amostras de misturas à base de SBR simulando uma banda de rodagem de pneu de
passeio. Foi variado o teor de enxofre nessas misturas a fim de correlacioná-lo às
emissões provenientes da degradação.
A partir desse estudo, é possível avaliar se as emissões das destinações
(pirólise, co-processamento ou incineração), hoje, realizadas para os pneus estão de
acordo com a legislação brasileira.

35
4 METODOLOGIA
Esse trabalho focará o estudo da degradação térmica e das emissões do
copolímero de butadieno e estireno (SBR), pois é o elastômero sintético presente
em maior quantidade nos carros de passeio. Além disso, o SBR é a borracha
sintética mais utilizada na produção de pneumáticos (PETROFLEX, 1994).
Esse trabalho consistiu na análise dos produtos da degradação térmica de
sete amostras à base de elastômero SBR em equipamento de análise
termogravimétrica. No equipamento, foram captadas emissões para análise por
cromatografia em fase gasosa e espectrometria de massas. Essas técnicas são
bastante utilizadas para análises piloto.
4.1 MATERIAIS
As sete amostras estudadas estão listadas na Tabela 4.1:
Tabela 4.1 Amostras utilizadas no trabalho
Amostras Origem Característica Observações Denominação nessa tese
1 a 4
Formulações
preparadas e
vulcanizadas no
laboratório
Picotadas
As amostras foram
preparadas a partir
do SBR virgem,
não vulcanizado.
Misturas I, II, III
e IV.
5
Empresa
Petroflex
SBR 1712, não
vulcanizado
Copolímero de
butadieno (75%)-
estireno (25%)
SBR
6
Banda de
rodagem
Em pedaços
(lascas)
Obtida de um carro
de passeio
Firestone
Banda de
rodagem
7
Empresa 3B-Rio
Amostra moída
Obtida da moagem
de pneus de
passeio de várias
marcas, sem o aço
Pneu moído

36
A Tabela 4.2 mostra as matérias-primas utilizadas nas formulações.
Tabela 4.2 Matérias-primas utilizadas nas misturas preparadas no laboratório
Matéria-prima Função Origem
Borracha SBR 1712 Elastômero Petroflex
Enxofre Vulcanizante Vetec
Ácido esteárico Ativador Padrão ASTM 372
Óxido de zinco Ativador Uniroyal Química LTDA
Aminox* Antioxidante Uniroyal Química LTDA
Negro de fumo Carga Padrão NBS - ASTM 382
Óleo mineral Plastificante Petroflex
CBS** Acelerador Bann Química LTDA
TMTD*** Acelerador Monsanto
*Aminox (produto da reação entre difenilamina e acetona)
**CBS (N-ciclohexil-2-benzotiazil sulfenamida)
***TMTD (dissulfeto de tetrametil tiuram)
4.2 EQUIPAMENTOS
Os equipamentos utilizados para o desenvolvimento dessa tese estão listados
na Tabela 4.3.

37
Tabela 4.3 Equipamentos utilizados no trabalho
Equipamento Modelo / Marca Localização
Misturador de
rolos
Berstorff IMA/UFRJ
Reômetro de disco
oscilatório
TI-100 IMA/UFRJ
Prensa Caver laboratory IMA/UFRJ
TG 7e Perkin Elmer Pólo Xistoquímica/IQ/UFRJ
CG/MS Mass Selective Detector (FID)
HP-5MS Agilent Technologies
5973 Network
Pólo Xistoquímica/IQ/UFRJ
CG/FID-TCD CP-d Q Detector FID-TCD
Varian
NUCAT/COOPPE/UFRJ
Calorímetro IKA-Calorimeter C4000
adiabatic
Tratamento de Resíduos de
Belford Roxo,TRIBEL
Forno Fornaço Indústria e comércio
LTDA
Pólo Xistoquímica/IQ/UFRJ
Máquina Universal
de Ensaio
Instron Modelo 4202 IMA/UFRJ
Analisador de
gases
Testo 350 Tratamento de Resíduos de
Belford Roxo,TRIBEL
4.3 MÉTODOS
Os métodos empregados no estudo estão resumidamente apresentados na
Figura 4.1. O desenvolvimento de cada etapa encontra-se descrito nos itens
posteriores.

38
Borracha e aditivos
Analisador TESTO Processamento
Forno
Pneus inservíveis
Misturas preparadas no
laboratório Amostras
Propriedades mecânicas
TG
CG-FID/TCD
CG-MS
Figura 4.1 Fluxograma das etapas dos procedimentos experimentais executados
4.3.1 PROCESSAMENTO DAS MISTURAS PREPARADAS EM LABORATÓRIO.
Quatro misturas foram preparadas no laboratório em misturador de rolos
Berstorff na temperatura de 50ºC segundo a Norma ASTM D 3182 nas composições
mostradas na Tabela 4.4.
A Mistura I e a II preparadas com 1 e 2 phr de enxofre respectivamente são
as formulações mais próximas da composição de uma banda de rodagem (MARK,
1971; MARWEDE, 1992). As outras composições serviram para avaliação do
aumento do teor de enxofre nas emissões das misturas.
Foi preparada uma mistura correspondente a cada formulação, com duplicata
apenas da Mistura II.
Para uma melhor comparação também fez-se uma mistura do SBR 1712 com
o negro de fumo (sem vulcanização) nas mesmas proporções das formulações.
39
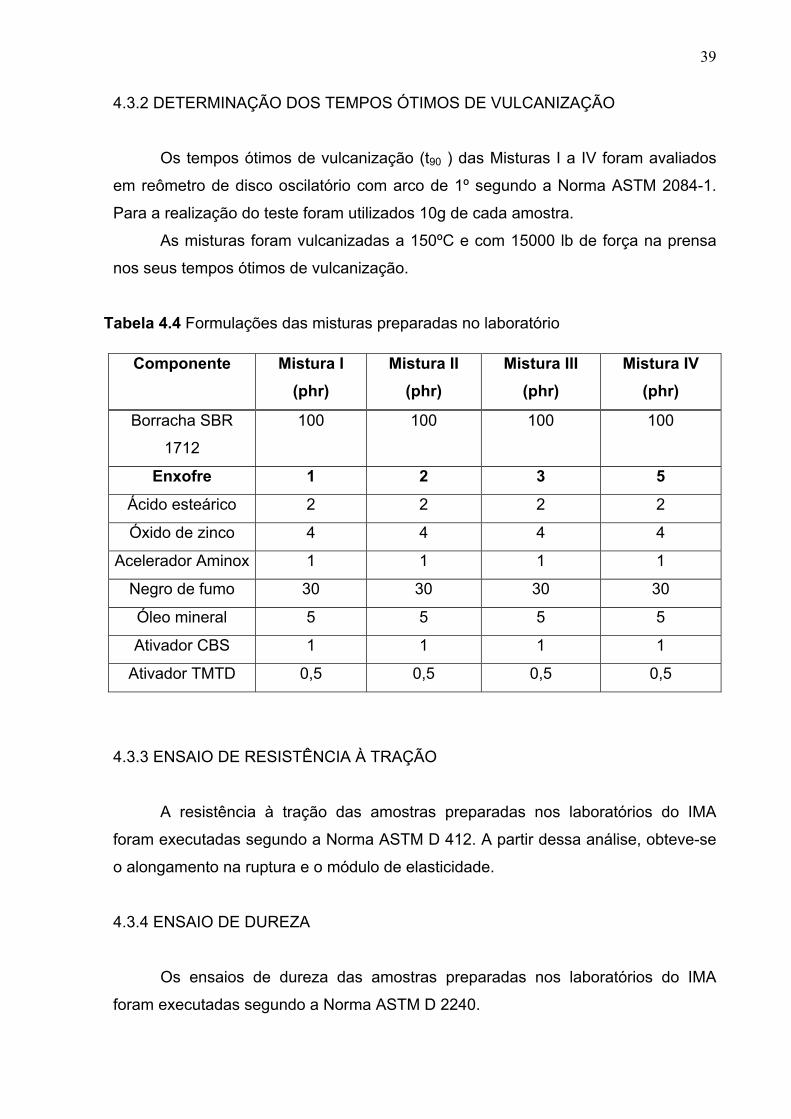
4.3.2 DETERMINAÇÃO DOS TEMPOS ÓTIMOS DE VULCANIZAÇÃO
Os tempos ótimos de vulcanização (t90 ) das Misturas I a IV foram avaliados
em reômetro de disco oscilatório com arco de 1º segundo a Norma ASTM 2084-1.
Para a realização do teste foram utilizados 10g de cada amostra.
As misturas foram vulcanizadas a 150ºC e com 15000 lb de força na prensa
nos seus tempos ótimos de vulcanização.
Tabela 4.4 Formulações das misturas preparadas no laboratório
Componente Mistura I (phr)
Mistura II (phr)
Mistura III (phr)
Mistura IV (phr)
Borracha SBR
1712
100 100 100 100
Enxofre 1 2 3 5
Ácido esteárico 2 2 2 2
Óxido de zinco 4 4 4 4
Acelerador Aminox 1 1 1 1
Negro de fumo 30 30 30 30
Óleo mineral 5 5 5 5
Ativador CBS 1 1 1 1
Ativador TMTD 0,5 0,5 0,5 0,5
4.3.3 ENSAIO DE RESISTÊNCIA À TRAÇÃO
A resistência à tração das amostras preparadas nos laboratórios do IMA
foram executadas segundo a Norma ASTM D 412. A partir dessa análise, obteve-se
o alongamento na ruptura e o módulo de elasticidade.
4.3.4 ENSAIO DE DUREZA
Os ensaios de dureza das amostras preparadas nos laboratórios do IMA
foram executadas segundo a Norma ASTM D 2240.

40
A dureza mede a resistência à penetração ou ao risco (MANO, 2000). Mediu-
se a dureza Shore A após condicionamento do corpo de prova em 5 pontos da
amostra previamente vulcanizada dando como resultado final a mediana dos valores
medidos.
4.3.5 DETERMINAÇÃO DO PODER CALORÍFICO
A determinação do poder calorífico das amostras foi realizada nos
laboratórios da empresa Tratamento de Resíduos Industriais de Belford Roxo –
TRIBEL.
A capacidade calorífica do sistema é determinada através da combustão
completa de uma substância padrão de ácido benzóico em calorímetro.
Uma quantidade padrão de ácido benzóico (~0,1g) é prensada, pesada e
colocada em um recipiente sob pressão em bomba calorimétrica. O padrão é
colocado em contato com um dispositivo de ignição. A bomba é preenchida com
30bar de oxigênio puro e colocada imersa em um recipiente com água, que absorve
o calor de combustão liberado pela ignição da amostra. O aumento de temperatura
foi medido e utilizado no cálculo da capacidade calorífica do sistema segundo as
equações mostradas na Figura 3.2.
1) Qf = (Ho cap x m cap + Ho alg + Ho met) 2) Ho = (C x ∆T – Qf) / ma 3) Hu = Ho – [19,296 x (H2O a – H2O br) x Vb/ma] 4) %Erro= [(Ho exp x 100) / Ho pad] – 100
Onde: Qf = somatório do calor externo, J Ho cap = poder calorífico bruto, J/g m cap = massa da cápsula, g Ho alg = poder calorífico bruto algodão, J/fio Ho met = poder calorífico bruto fio de metal, J/fio Ho = valor calorífico bruto, J/g Hu = valor calorífico líquido, J/g C = capacidade calorífica do sistema (9355,68 J/K) ∆T = variação de temperatura, K %H2Oa = % água por análise de Karl Fisher na amostra Vb = volume do balão, mL ma = massa da amostra, g %Erro = % erro encontrado na análise Ho exp = poder calorífico bruto encontrado na análise do padrão, J/g Ho pad = poder calorífico bruto teórico do padrão, J/g
Figura 4.2 Fórmulas para determinação do poder calorífico de resíduos industriais
41
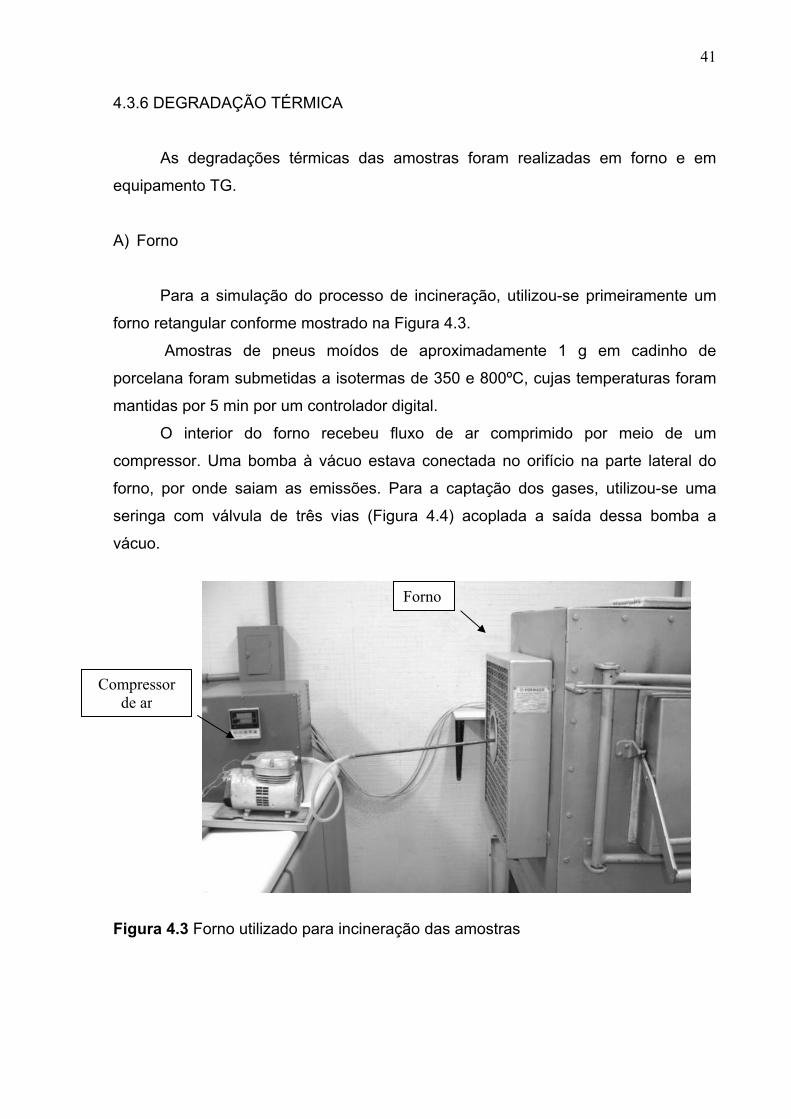
4.3.6 DEGRADAÇÃO TÉRMICA
As degradações térmicas das amostras foram realizadas em forno e em
equipamento TG.
A) Forno
Para a simulação do processo de incineração, utilizou-se primeiramente um
forno retangular conforme mostrado na Figura 4.3.
Amostras de pneus moídos de aproximadamente 1 g em cadinho de
porcelana foram submetidas a isotermas de 350 e 800ºC, cujas temperaturas foram
mantidas por 5 min por um controlador digital.
O interior do forno recebeu fluxo de ar comprimido por meio de um
compressor. Uma bomba à vácuo estava conectada no orifício na parte lateral do
forno, por onde saiam as emissões. Para a captação dos gases, utilizou-se uma
seringa com válvula de três vias (Figura 4.4) acoplada a saída dessa bomba a
vácuo.
Compressor de ar
Forno
Figura 4.3 Forno utilizado para incineração das amostras
42
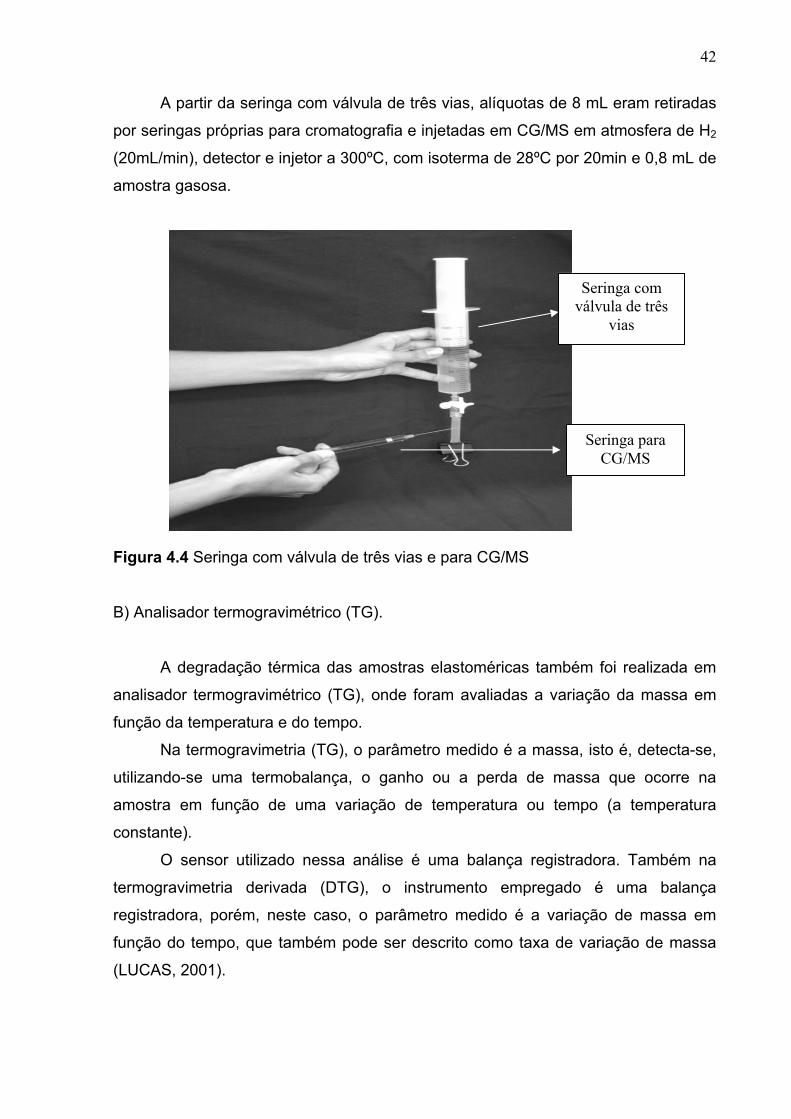
A partir da seringa com válvula de três vias, alíquotas de 8 mL eram retiradas
por seringas próprias para cromatografia e injetadas em CG/MS em atmosfera de H2
(20mL/min), detector e injetor a 300ºC, com isoterma de 28ºC por 20min e 0,8 mL de
amostra gasosa.
Seringa para CG/MS
Seringa com válvula de três
vias
Figura 4.4 Seringa com válvula de três vias e para CG/MS
B) Analisador termogravimétrico (TG).
A degradação térmica das amostras elastoméricas também foi realizada em
analisador termogravimétrico (TG), onde foram avaliadas a variação da massa em
função da temperatura e do tempo.
Na termogravimetria (TG), o parâmetro medido é a massa, isto é, detecta-se,
utilizando-se uma termobalança, o ganho ou a perda de massa que ocorre na
amostra em função de uma variação de temperatura ou tempo (a temperatura
constante).
O sensor utilizado nessa análise é uma balança registradora. Também na
termogravimetria derivada (DTG), o instrumento empregado é uma balança
registradora, porém, neste caso, o parâmetro medido é a variação de massa em
função do tempo, que também pode ser descrito como taxa de variação de massa
(LUCAS, 2001).
43
Os ensaios em TG realizaram-se em duas etapas distintas:
Primeira etapa: todas as amostras apresentadas na Tabela 3.1 foram conduzidas
sob fluxo de nitrogênio, oxigênio e ar sintético a 20 cm3/min com alíquotas de
aproximadamente 5 mg, razão de aquecimento de 10ºC/min e em cápsula de
platina.
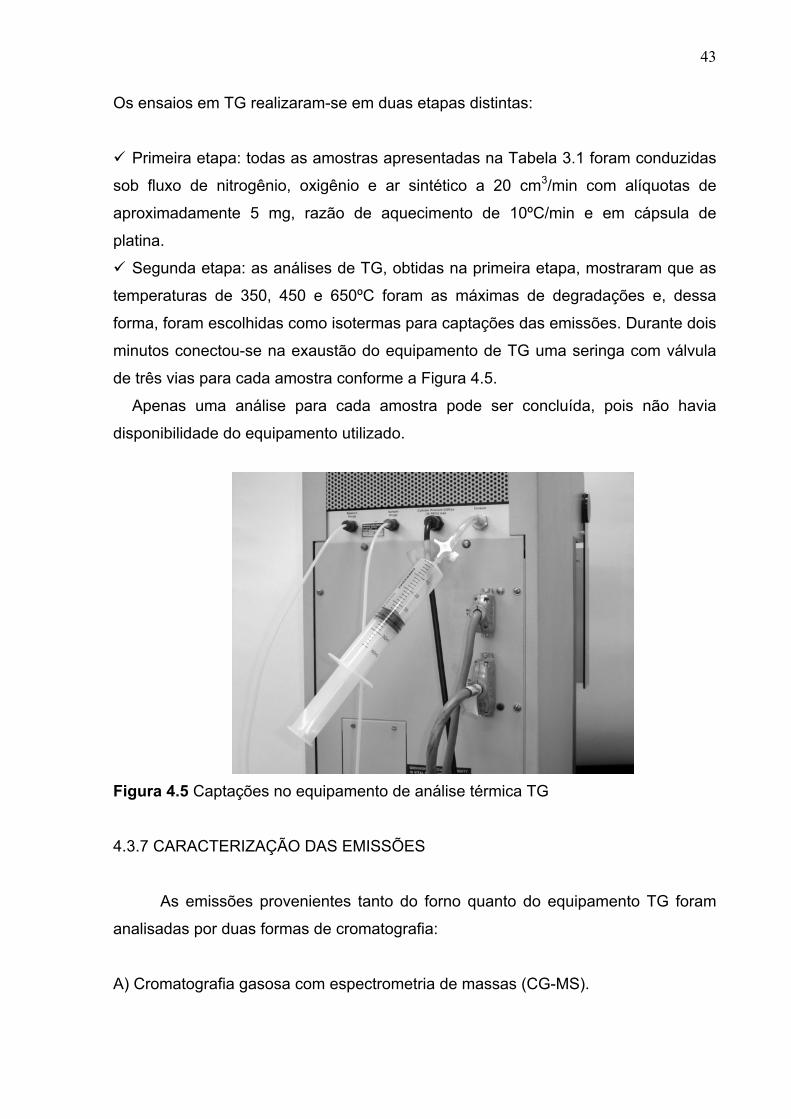
Segunda etapa: as análises de TG, obtidas na primeira etapa, mostraram que as
temperaturas de 350, 450 e 650ºC foram as máximas de degradações e, dessa
forma, foram escolhidas como isotermas para captações das emissões. Durante dois
minutos conectou-se na exaustão do equipamento de TG uma seringa com válvula
de três vias para cada amostra conforme a Figura 4.5.
Apenas uma análise para cada amostra pode ser concluída, pois não havia
disponibilidade do equipamento utilizado.
Figura 4.5 Captações no equipamento de análise térmica TG
4.3.7 CARACTERIZAÇÃO DAS EMISSÕES
As emissões provenientes tanto do forno quanto do equipamento TG foram
analisadas por duas formas de cromatografia:
A) Cromatografia gasosa com espectrometria de massas (CG-MS).

44
As emissões, obtidas das degradações térmicas, foram analisadas em CG-MS,
que consiste em um cromatógrafo usualmente com coluna capilar, uma interface
para ligação dos dois sistemas, uma câmara de ionização (onde os íons são
formados), uma câmara mantida sob vácuo (onde ocorre a separação dos mesmos)
e um sistema para detecção dos íons e interpretação de dados obtidos.
Nesse estudo, utilizou-se o equipamento com detector FID em atmosfera de H2
(20mL/min), detector e injetor a 300ºC, com isoterma de 28ºC por 20min e 0,8 mL de
amostra gasosa com injeções das mesmas.
Dois procedimentos foram utilizados para injeção conforme a Tabela 4.5:
No primeiro, fez-se as captações na exaustão do TG conforme explicado e a
seguir injetou-se a amostra gasosa no CG/MS a temperatura ambiente (Tamb).
No segundo, as amostras foram levadas a condicionamento a –22ºC por 24 h e,
então, injetadas após estabilização na Tamb.
Tabela 4.5 Condições de análises de CG/MS e amostras analisadas
Temperaturas de
Captação (ºC)
Temperaturas de
Condicionamento (ºC)
Temperatura
de injeção (ºC)
Pneus moídos
inservíveis
Borracha SBR
Mistura I
Mistura III
Tamb x - x - 350
-22 - x x x
Tamb x - x - 450
-22 x - - -
Tamb x - x - 650
-22 x x x x
800 Tamb
30
x - - - (-) Análises não realizadas
B) Cromatografia gasosa (CG - FID/TCD)
As análises de CG (FID/TCD), cujo equipamento está na Figura 4.6, foram
realizadas em atmosfera de H2 (5mL/min), detector TCD a 200ºC, FID a 230ºC e

45
injetor a 180ºC, com isoterma de 50 min. As amostras foram condicionadas a –22ºC
e injetadas a Tamb como mostra a Tabela 4.6.
Figura 4.6 Injeção de amostra em CG/FID-TCD
Tabela 4.6 Condições das análises de CG-FID/TCD e amostras analisadas
Temperaturas de Captação
(ºC)
Temperaturas de Condicionamento
(ºC)
Temperaturade injeção
(ºC)
Pneus moídos
inservíveis
Borracha SBR
Mistura I
Mistura III
350 -22 - x - x
450 -22 x - x -
650 -22
30
x x x x
(-) Análises não realizadas
Todas as amostras foram condicionadas a –22ºC para mantê-las mais
estáveis por 24 horas, pois não foi possível a realização da análise de cromatografia
CG-FID/TCD logo após a captação das emissões em TG.
C) Análise de gases com monitoramento de emissões (TESTO 350)

46
O equipamento (Figuras 4.7 e 4.8) consiste num conjunto de células
eletroquímicas capazes de detectar diretamente em forma digital gases provenientes
das queimas de diversos tipos de resíduos através de um sensor resistente a altas
temperaturas. É feita uma calibração anterior à análise.
Detector
Figura 4.7 Equipamento de monitoramento das emissões (TESTO 350)
Figura 4.8 Leitura digital para Testo 350
Primeiramente pesou-se 1 g das seguintes amostras: pneus moídos, banda
de rodagem, SBR e Misturas I a IV.
47
Isotermas foram realizadas em forno (mesmo forno do item 4.2.6) a 350, 450
e 650ºC com leituras das emissões de dez em dez segundos. A amostra de pneu
moído também foi submetida à temperatura de 800ºC.
Anteriormente a introdução da amostra no forno, injetou-se ar através de um
compressor (mesmo do item 4.2.6) com o objetivo de aumentar a proporção de
oxigênio e simular o processo de incineração (15% de O2 dentro do incinerador)
(LORA, 2002).
Nas temperaturas de 650 e 800ºC, a leitura das emissões foi periódica, isto é,
de seis em seis segundos (tempo necessário para leitura de todos os gases
registrados pelo equipamento).
Os gases analisados foram: oxigênio molecular (O2), monóxido de carbono
(CO), dióxido de carbono (CO2), dióxido de enxofre (SO2), óxido de nitrogênio (NO) e
dióxido de nitrogênio (NO2). Sendo os gases O2 e CO2 analisados em v/v e os outros
em ppm.
As leituras dos gases O2 e CO2 são expressas em termos de percentual (%) e
dos gases CO, SO2, NO2 e NO em unidades de ppm podendo ser convertidas em
mg/Nm3 através de fatores de conversão do próprio equipamento mostrados na
Tabela 4.7.
Tabela 4.7 Fatores de correção dos gases analisados para conversão para mg/Nm3
Gás Valor em ppm x Fator de conversão
CO ppm x 1,25
SO2 ppm x 2,86
NO2 ppm x 2,05
NO ppm x 1,34

48
5 RESULTADOS E DISCUSSÃO
As misturas preparadas em laboratório (Misturas I a IV) foram vulcanizadas e,
posteriormente, submetidas a testes mecânicos para avaliação da influência da
concentração de enxofre nas propriedades mecânicas. Essas amostras com
formulações totalmente conhecidas, como também aquelas à base de pneu, foram
degradadas termicamente (pirólise ou incineração) e suas emissões foram avaliadas
por cromatografia.
5.1 MISTURAS PREPARADAS NO LABORATÓRIO
As quatro misturas com formulações conhecidas foram avaliadas em função
do aumento do agente de vulcanização (enxofre).
5.1.1 REOMETRIA
As Misturas I, II, III e IV foram preparadas segundo formulações apresentadas
na Tabela 4.4 (item Metodologia) em misturador de rolos abertos. A avaliação do
tempo de vulcanização foi realizada em reômetro de disco oscilatório.
O reômetro de disco oscilatório fornece informações completas e rápidas. É o
equipamento mais utilizado para medição dos estágios de cura. Nesse aparelho,
mediu-se o torque necessário para oscilar o rotor, o qual estava embebido em uma
amostra de borracha confinada em uma cavidade sob pressão e temperatura
conhecidas. À medida que a vulcanização ocorreu, o torque necessário para cisalhar
a borracha aumentou gerando uma curva de torque em função do tempo de cura
(MANO, 2000).
A Tabela 5.1 mostra os tempos de cura (t90) obtidos no reômetro de disco
oscilatório para as Misturas I, II, III e IV.
Observou-se que o tempo de cura diminuiu com o aumento da concentração
de enxofre nas formulações. O aumento da quantidade de enxofre provavelmente
conduziu ao acréscimo da formação de ligações cruzadas (vulcanização) em tempo
menor de reação.
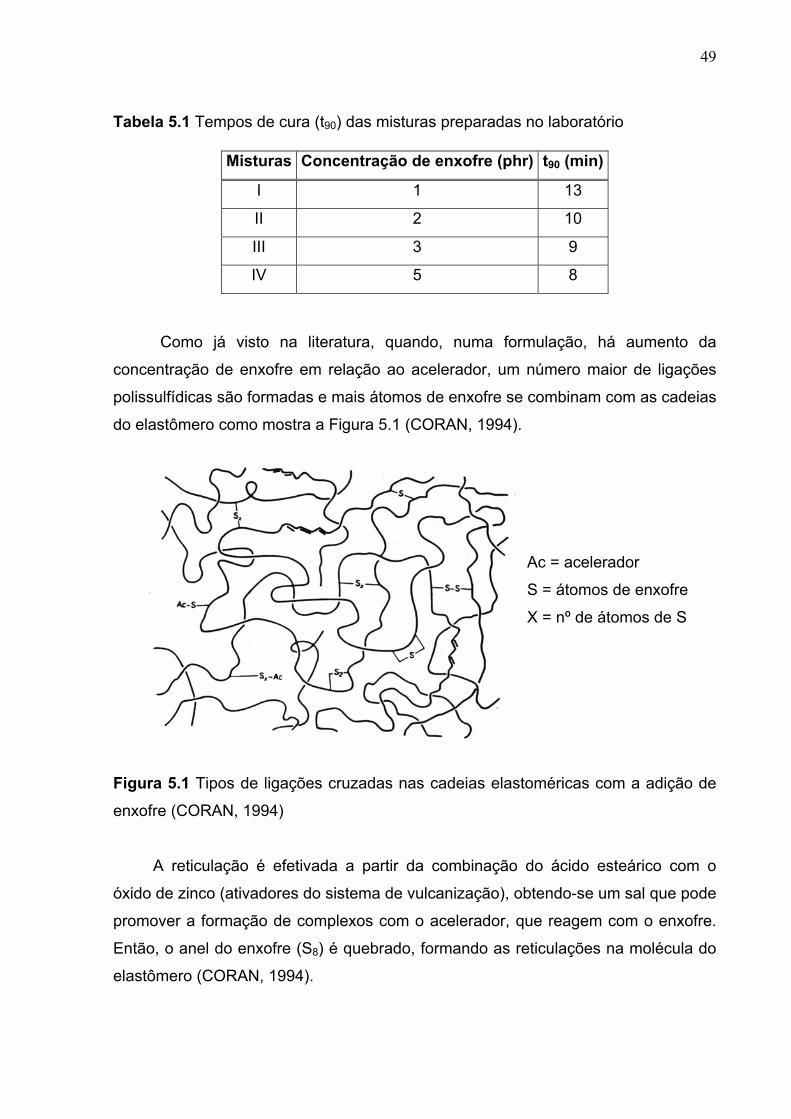
49
Tabela 5.1 Tempos de cura (t90) das misturas preparadas no laboratório
Misturas Concentração de enxofre (phr) t90 (min)
I 1 13
II 2 10
III 3 9
IV 5 8
Como já visto na literatura, quando, numa formulação, há aumento da
concentração de enxofre em relação ao acelerador, um número maior de ligações
polissulfídicas são formadas e mais átomos de enxofre se combinam com as cadeias
do elastômero como mostra a Figura 5.1 (CORAN, 1994).
Ac = acelerador
S = átomos de enxofre
X = nº de átomos de S
Figura 5.1 Tipos de ligações cruzadas nas cadeias elastoméricas com a adição de
enxofre (CORAN, 1994)
A reticulação é efetivada a partir da combinação do ácido esteárico com o
óxido de zinco (ativadores do sistema de vulcanização), obtendo-se um sal que pode
promover a formação de complexos com o acelerador, que reagem com o enxofre.
Então, o anel do enxofre (S8) é quebrado, formando as reticulações na molécula do
elastômero (CORAN, 1994).
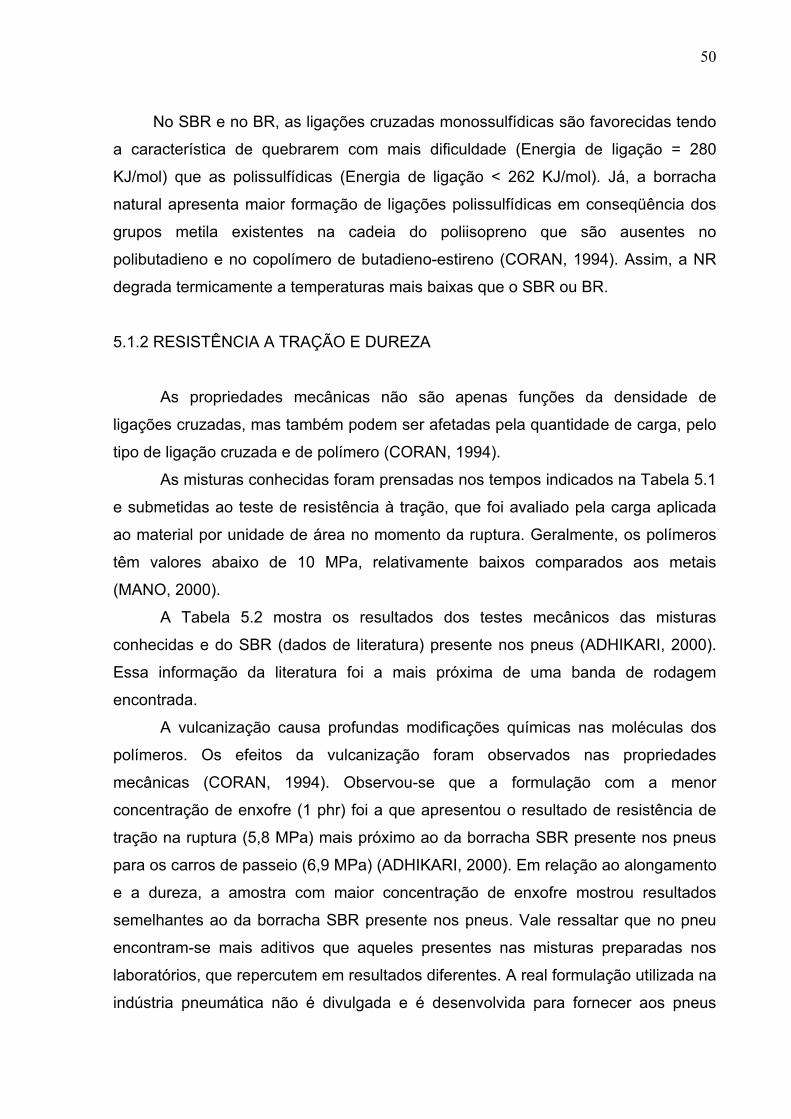
50
No SBR e no BR, as ligações cruzadas monossulfídicas são favorecidas tendo
a característica de quebrarem com mais dificuldade (Energia de ligação = 280
KJ/mol) que as polissulfídicas (Energia de ligação < 262 KJ/mol). Já, a borracha
natural apresenta maior formação de ligações polissulfídicas em conseqüência dos
grupos metila existentes na cadeia do poliisopreno que são ausentes no
polibutadieno e no copolímero de butadieno-estireno (CORAN, 1994). Assim, a NR
degrada termicamente a temperaturas mais baixas que o SBR ou BR.
5.1.2 RESISTÊNCIA A TRAÇÃO E DUREZA
As propriedades mecânicas não são apenas funções da densidade de
ligações cruzadas, mas também podem ser afetadas pela quantidade de carga, pelo
tipo de ligação cruzada e de polímero (CORAN, 1994).
As misturas conhecidas foram prensadas nos tempos indicados na Tabela 5.1
e submetidas ao teste de resistência à tração, que foi avaliado pela carga aplicada
ao material por unidade de área no momento da ruptura. Geralmente, os polímeros
têm valores abaixo de 10 MPa, relativamente baixos comparados aos metais
(MANO, 2000).
A Tabela 5.2 mostra os resultados dos testes mecânicos das misturas
conhecidas e do SBR (dados de literatura) presente nos pneus (ADHIKARI, 2000).
Essa informação da literatura foi a mais próxima de uma banda de rodagem
encontrada.
A vulcanização causa profundas modificações químicas nas moléculas dos
polímeros. Os efeitos da vulcanização foram observados nas propriedades
mecânicas (CORAN, 1994). Observou-se que a formulação com a menor
concentração de enxofre (1 phr) foi a que apresentou o resultado de resistência de
tração na ruptura (5,8 MPa) mais próximo ao da borracha SBR presente nos pneus
para os carros de passeio (6,9 MPa) (ADHIKARI, 2000). Em relação ao alongamento
e a dureza, a amostra com maior concentração de enxofre mostrou resultados
semelhantes ao da borracha SBR presente nos pneus. Vale ressaltar que no pneu
encontram-se mais aditivos que aqueles presentes nas misturas preparadas nos
laboratórios, que repercutem em resultados diferentes. A real formulação utilizada na
indústria pneumática não é divulgada e é desenvolvida para fornecer aos pneus
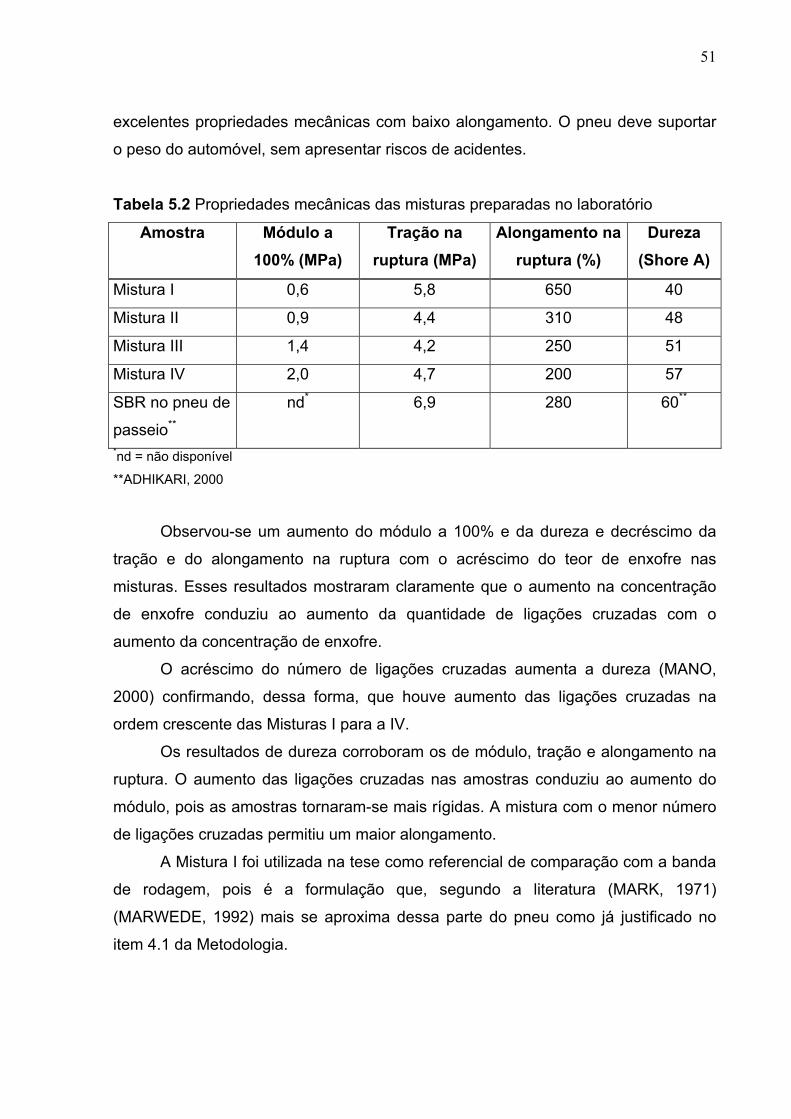
51
excelentes propriedades mecânicas com baixo alongamento. O pneu deve suportar
o peso do automóvel, sem apresentar riscos de acidentes.
Tabela 5.2 Propriedades mecânicas das misturas preparadas no laboratório
Amostra Módulo a 100% (MPa)
Tração na ruptura (MPa)
Alongamento na ruptura (%)
Dureza (Shore A)
Mistura I 0,6 5,8 650 40
Mistura II 0,9 4,4 310 48
Mistura III 1,4 4,2 250 51
Mistura IV 2,0 4,7 200 57
SBR no pneu de
passeio**
nd* 6,9 280 60**
*nd = não disponível
**ADHIKARI, 2000
Observou-se um aumento do módulo a 100% e da dureza e decréscimo da
tração e do alongamento na ruptura com o acréscimo do teor de enxofre nas
misturas. Esses resultados mostraram claramente que o aumento na concentração
de enxofre conduziu ao aumento da quantidade de ligações cruzadas com o
aumento da concentração de enxofre.
O acréscimo do número de ligações cruzadas aumenta a dureza (MANO,
2000) confirmando, dessa forma, que houve aumento das ligações cruzadas na
ordem crescente das Misturas I para a IV.
Os resultados de dureza corroboram os de módulo, tração e alongamento na
ruptura. O aumento das ligações cruzadas nas amostras conduziu ao aumento do
módulo, pois as amostras tornaram-se mais rígidas. A mistura com o menor número
de ligações cruzadas permitiu um maior alongamento.
A Mistura I foi utilizada na tese como referencial de comparação com a banda
de rodagem, pois é a formulação que, segundo a literatura (MARK, 1971)
(MARWEDE, 1992) mais se aproxima dessa parte do pneu como já justificado no
item 4.1 da Metodologia.

52
5.1.3 DEGRADAÇÃO
A estabilidade térmica e a volatilidade dos componentes básicos de uma
mistura elastomérica podem ser estudadas por TG. Essa técnica fornece resultados
efetivos e relativamente rápidos da composição básica (óleo, polímero, carga etc.)
(MAURER, 1981).
Quando a amostra é submetida somente à altas temperaturas na ausência de
oxigênio, ocorre o processo de pirólise, e em meio oxidante, o processo de queima,
ou incineração. As amostras foram analisadas primeiramente em atmosfera inerte
(pirólise) e em atmosfera oxidante (incineração). Posteriormente, foram analisadas
conjuntamente a fim de comparar os resultados.
A) Pirólise
Avaliando-se as curvas de TG (degradação térmica) em atmosfera inerte
(Figura 5.2), verificou-se que quanto maior a concentração de enxofre das quatro
formulações preparadas nos laboratórios do IMA menor foi a perda de massa, ou
seja, mais estáveis termicamente foram as amostras.
Nas Misturas III e IV, não foram observados picos acima de 500ºC como
observados nas Misturas I e II (~550ºC e ~650ºC). Esse não aparecimento pode ser
atribuído à maior reticulação do elastômero em virtude da maior concentração de
enxofre, impedindo a ocorrência das mesmas degradações em relação às Misturas I
e II (Figura 5.2) – materiais menos termorrígidos.
Observou-se também uma menor inflexão nas curvas referentes às Misturas III
e IV entre 200 e 500ºC, ou seja, as degradações sofridas foram menos acentuadas
do que as ocorridas nas outras duas. As perdas de massa nas Misturas III e IV foram
em torno de 20% menores.
Pode-se afirmar que a partir de 3 phr de enxofre nas composições estudadas,
as misturas preparadas tornaram-se mais estáveis em atmosfera de nitrogênio.

53
Figura 5.2 Curvas de TG e DTG das misturas conhecidas em atmosfera de N2
Em atmosfera de N2, todas as misturas apresentaram picos que podem ser
referentes ao desprendimento do óleo da formulação da própria borracha SBR 1712
(~260ºC) e à degradação do elastômero (~430ºC), como também observado na
literatura (SHIMADZU, 1988).
Observou-se que nas misturas preparadas nos laboratórios do IMA, o óleo e o
elastômero proporcionaram picos distintos, facilitando a análise. Como o óleo tinha
alta volatilidade saiu antes do polímero. Na maioria dos casos, o óleo volatiliza na
mesma faixa de temperatura de degradação do polímero dificultando a análise
(MAURER, 1981).
Maurer (MAURER, 1981) e Shimadzu (SHIMADZU, 1981) constataram que a
degradação do negro de fumo ocorre somente após introdução de ar durante a
análise. As Misturas I e II tiveram comportamentos térmicos não condizentes com os
da literatura. Nessas duas misturas, houve o aparecimento do pico de degradação a
partir de 500ºC. Todas as misturas foram preparadas com a mesma quantidade de
negro de fumo, e apresentaram comportamentos diferentes na degradação. A única
diferença nas misturas foi o teor de enxofre que está diretamente ligado ao grau de
reticulação das amostras.
Comparando-se a curva de TG (Figura 5.3) do negro de fumo com as outras
análises observou-se que apesar da perda de massa de aproximadamente 40% a
partir de 500ºC, o negro de fumo até 1000ºC não degrada em atmosfera inerte.

54
Figura 5.3 Curva de TG do Negro de Fumo em atmosfera de N2
Para uma melhor comparação também fez-se a análise térmica do SBR 1712
com o negro de fumo (sem vulcanização) (Figura 5.4), onde também observou-se
que o negro de fumo não degrada em atmosfera inerte.
Figura 5.4 Curvas de TG e DTG do SBR 1712 com Negro de Fumo (sem
vulcanização) em atmosfera de N2

55
B) Incineração
Observou-se perdas de massa próximas a 100% na degradação térmica
conduzida na presença de ar sintético (Figura 5.5) e oxigênio (Figura 5.6) para todas
as misturas. Essas perdas podem ser atribuídas à volatilização do óleo estendido do
SBR 1712 (até 300ºC), a degradação do elastômero (até 500ºC) e degradação do
negro de fumo (até 620ºC). A pequena quantidade de resíduo (cinzas), pode ser
atribuída a materiais inertes como também verificado pela literatura (SHIMADZU,
1988). Os resultados mostraram que o SBR comportamento bastante semelhante em
atmosfera pouco ou muito oxidante. Vale ressaltar, que a atmosfera de ar sintético é
a real dos incineradores e fornos de co-processamento (LORA, 2002).
Estudos mostraram que quando a amostra for aquecida em atmosfera de N2 a
uma taxa constante ou isotérmica na temperatura de até 500ºC, haverá degradação
total do polímero e dos outros materiais orgânicos da formulação. A oxidação do
negro de fumo a CO2 somente será promovida após introdução de ar a partir dessa
temperatura (~550ºC) e a perda de massa indicará claramente a oxidação do
mesmo. O resíduo será de cinzas ou cargas minerais inorgânicas (MAURER, 1981).
Figura 5.5 Curvas de TG e DTG das Misturas I a IV em atmosfera de ar sintético

56
Figura 5.6 Curvas de TG e DTG das Misturas I a IV em atmosfera de oxigênio
A Tabela 5.3 mostra, com mais detalhes, os valores das temperaturas de
degradação de todas as misturas preparadas nos laboratórios do IMA.
Todas as amostras apresentaram um pico na faixa de 250ºC que sugere ser da
volatilização do óleo tanto em atmosfera inerte como oxidante. Os picos entre 300 e
550ºC podem corresponder à degradação do elastômero SBR utilizado nas
formulações, sendo que em meios oxidantes mais picos foram observados,
provavelmente devido às reações de degradação termoxidativas características do
elastômero.
Todas as misturas contêm as mesmas quantidades de negro de fumo como já
sabido, porém apresentaram temperaturas de degradação distintas a partir de 500ºC,
o que pode confirmar a influência da quantidade de enxofre nas degradações, isto é,
corroborar o aumento do grau de reticulação.
Para comparações, conforme mencionado no item 4.3.1 da metodologia, a
análise termogravimétrica da Mistura II (repetição) apresenta-se em anexo (Anexo A).

57Tabela 5.3 TG das Misturas I a IV em atmosferas oxidante e inerte
MISTURA I MISTURA II MISTURA III MISTURA IV
N2 N N N Ar O2 2 Ar O2 2 Ar O2 2 Ar O2
Picos
T(ºC)
Perda
de
massa
(%)
Picos
T(ºC)
Perda
de
massa
(%)
Picos
T(ºC)
Perda
de
massa
(%)
Picos
T(ºC)
Perda
de
massa
(%)
Picos
T(ºC)
Perda
de
massa
(%)
Picos
T(ºC)
Perda
de
massa
(%)
Picos
T(ºC)
Perda
de
massa
(%)
Picos
T(ºC)
Perda
de
massa
(%)
Picos
T(ºC)
Perda
de
massa
(%)
Picos
T(ºC)
Perda
de
massa
(%)
Picos
T(ºC)
Perda
de
massa
(%)
Picos
T(ºC)
Perda
de
massa
(%)
254 14 240 10 243 9 262 20 260 15 256 14 274 25 258 17 248 10 268 25 243 14 242 16
- - 369 366 - - 366 - - - - - - 367 51 - - 363 365
- - 390
50
381
52
- - 386 383 - - - - - - - - 387
49
399
49
429 56 457 16 458 15 439 51 428
55
406
53 429 53 417 52 478 15 423 53 - - - -
- - - - - - - - - - 489 10 - - - - - - - - 496 12 488 10
528 5 530 19 526 20 546 8 505 6 - - - - 506 7 556 20 - - - - - -
- - - - - - - - - - - - - - - - - - - - 601 19 589 19
641 20 - - - - 679 19 611 20 605 19 - - 620 20 - - - - - - - -
Perda
total
de
massa
(%)
95 95 96 98 96 96 78 96 96 78 94 94

58
5.2 OUTRAS AMOSTRAS
Também foram estudadas as amostras do elastômero SBR 1712 não
vulcanizado, da banda de rodagem e de pneus moídos de carro de passeio.
5.2.1 DETERMINAÇÃO DO PODER CALORÍFICO
O poder calorífico do pneu é um parâmetro importante para processos que o
utilizem como fonte de energia.
A incineração dos rejeitos sólidos, acoplada à recuperação de calor com o
tratamento adequado das emissões, pode ser uma alternativa atrativa para os
métodos convencionais de tratamento do lixo, devido ao grande acúmulo de detritos
com alto poder calorífico disponíveis (SHREVE, 1997). Deve-se dar uma atenção
especial às emissões oriundas dessa reciclagem energética.
A Tabela 5.4 mostra os poderes caloríficos obtidos experimentalmente das
amostras analisadas na tese, de alguns materiais presentes nos pneus de carros de
passeio e emitidos através da queima deles.
Tabela 5.4 Poderes caloríficos de resíduos sólidos e gases combustíveis
Materiais Poder calorífico
(MJ/Kg)
Mistura I 38,7
Mistura IV 38,3
Banda de rodagem (carro de passeio) 36,9
Pneu moído (carro de passeio) 36,4 *Borracha 33,9 *Náilon 31,7 **Carvão 18,6-27,9 **Butano 29,0 *Metano 8,9 *Monóxido de carbono 2,8
*(SHREVE,1997) ; **(ADHIKARI, 2000) ; nd = não disponível

59
Em uma composição elastomérica, a borracha é o ingrediente que apresenta
maior calor de combustão comparado com os outros aditivos (cargas, aceleradores,
antioxidantes etc) (SHREVE, 1997).
Os resultados das amostras analisadas no laboratório da Tribel demostraram
que em comparação aos combustíveis normalmente utilizados pelas indústrias (óleo
combustível = 41 MJ/Kg, querosene = 46 MJ/Kg, carvão = 18,6 a 27,9 MJ/Kg etc) e
pelo próprio consumidor (gasolina = 44 MJ/Kg, diesel = 46 MJ/Kg, gás natural = 14
MJ/Kg etc) (GOULART et al, 1999), o resíduo sólido em questão, o pneu, possui
elevado poder calorífico (36,4 MJ/Kg) podendo ser usado para a geração de energia,
porém é necessário o tratamento dos gases provenientes da queima.
A Tabela 5.5 mostra os resultados, calculados através do TG, dos teores dos
resíduos não degradados pela pirólise de algumas amostras dessa tese. O pneu
moído apresenta uma grande quantidade de aditivos inorgânicos na sua formulação.
Esse resultado corrobora o apresentado na Tabela 5.4. A Mistura I (teor de
resíduo = 5%) tem poder calorífico maior do que a Mistura IV (teor de resíduo =
22%). De um modo geral, quanto maior a quantidade de resíduo que não pirolisa,
menor será o poder calorífico para amostras com mesmos componentes.
Também pode-se relacionar esses resultados ao aumento da concentração
de enxofre. A Mistura I (1 phr) e a banda de rodagem (1-2 phr) (MARK, 1981)
(MARWEDE, 1992) que tem menores concentrações de enxofre, têm menos
resíduos da pirólise que a Mistura III (3 phr) e o pneu (5-10 phr) (MIRMIRAN, 1992)
que possuem maiores quantidades de enxofre. As Misturas III e IV e o pneu são
amostras mais reticuladas.
Tabela 5.5 Percentual de resíduo inerte (cargas e aditivos inorgânicos) calculado
através do TG das amostras em N2
Amostras Teor de resíduo (%)
Mistura I 5
Mistura IV 22
Banda de rodagem 2
Pneu moído 28

60
5.2.2 DEGRADAÇÃO TÉRMICA
As amostras do elastômero SBR, da banda de rodagem e de pneus foram
degradadas em TG. O processo de degradação foi conduzido em atmosfera inerte e
oxidante.
A) Pirólise
Na presença de nitrogênio, N2, que é um gás inerte, a amostra de pneu moído
apresentou-se termicamente mais estável que as outras, e isto pode ser observado
através das curvas da análise de TG (Figura 5.7) e DTG (Figura 5.8). Também deve
ser considerado o fato dos pneus apresentarem em sua formulação uma quantidade
maior de aditivos que não degradam em N2, tornando-o mais estável a temperatura.
Figura 5.7 Curvas de TG do SBR, das Misturas I e III, da banda de rodagem e dos
pneus moídos em N2

61
Figura 5.8 Curvas de DTG do SBR, das Misturas I e III, da banda de rodagem e dos
pneus moídos em N2
Observou-se que há uma grande semelhança nas degradações das misturas
com maior percentual de enxofre (III e IV) com os pneus moídos. Provavelmente, o
pneu apresenta um nível de teor de reticulação semelhante ou maior ao das
Misturas III e IV, o que o torna mais estável a temperatura.
Nas amostras do SBR não vulcanizado e da Mistura I que contém 1 phr de
enxofre na formulação, as perdas de massa foram praticamente 100%.
A curva de TG do SBR mostrou dois mecanismos diferentes de perdas de
massa (~280ºC e ~430ºC) (Anexo B). O primeiro pico é referente a volatilização do
óleo e o segundo a degradação da borracha.
A Mistura I e a banda de rodagem apresentaram três mecanismos de
degradação bastante semelhantes; atribuiu-se ao fato da Mistura I apresentar uma
formulação próxima à de uma banda de rodagem.
As pequenas diferenças encontradas nos resultados da Mistura I e da banda
de rodagem, podem estar na presença de polibutadieno (BR) na composição da
banda que apresentou três picos na faixa de 350 a 430ºC. O BR se decompõe em

62
dois estágios entre 370 e 470ºC (Anexo C) (APPLICATIONS LAB – PERKIN
ELMER).
A Tabela 5.6 mostra detalhadamente os valores correspondentes aos picos
máximos das degradações das amostras do SBR não vulcanizado, da Mistura I, da
banda de rodagem e de pneus moídos em atmosfera de N2.
Todas as amostras apresentaram picos em torno de 250ºC e 450ºC, que
podem representar a volatilização do óleo ou de aditivos voláteis (ceras e resinas) e
a degradação do elastômero SBR, respectivamente. Esse resultado foi também
obtido na degradação do SBR cru.
No caso do pneu, as regiões que apresentaram maior quantidade de picos
estão entre 340ºC e 450ºC, sendo os picos a 345 e 428ºC, com perdas de massa de
61% atribuídos às degradações dos elastômeros SBR e BR, respectivamente,
principais componentes da formulação dos pneus. Maurer (MAURER, 1981) também
observou esse estágio de degradação entre 340 e 450ºC no pneu que pode indicar a
presença de alguns elastômeros, entre eles copolímero de butadieno-estireno,
polibutadieno e poliisopreno (borracha natural), encontrados normalmente em
pneus. Estudos mostram que os elastômeros presentes nos pneus degradam até
500ºC em atmosfera inerte, sendo o poliisopreno (borracha natural) a 370ºC e o
polibutadieno entre 350 e 460ºC (MAURER,1981). A degradação do SBR ocorre
entre 280 e 450ºC, valores obtidos experimentalmente nessa tese. Apesar de se ter
essas informações, é difícil a identificação de cada um dos elastômeros presentes
nos pneus através de TG.
Outro estudo também confirma o resultado obtido nessa tese em que verificou-
se que a pirólise de pneus, através de TG, se processa em três estágios distintos
(200-350ºC, 350-450ºC e 450-550ºC) e diz-se que a pirólise está completa a 550ºC.
Os picos presentes na primeira faixa (200-350ºC) podem ser atribuídos à
volatilização da mistura de óleos, plastificantes e outros aditivos. Os picos da
segunda e terceira faixa, podem representar a decomposição térmica da borracha
natural, do polibutadieno e do copolímero de butadieno-estireno, respectivamente,
principais componentes dos pneus (DÍEZ, 2003). O resíduo restante pode
corresponder a outros aditivos inorgânicos da formulação ou carvão,
hidrocarbonetos sólidos e óxidos metálicos (CUNLIFFE, 1998). Porém, outro autor
atribuiu parte da segunda faixa de degradação à decomposição térmica da borracha
natural e a terceira faixa a decomposição do BR e do SBR simultaneamente

63
(SENNECA, 1999). Chen e colaboradores (CHEN, 2003) observaram os mesmos
produtos da degradação térmica a partir de TG.
Tabela 5.6 TG do SBR não vulcanizado, da Mistura I, da banda de rodagem e de
pneus em N2
Gás de purga (N2)
SBR Mistura I Banda de rodagem Pneu moído
Picos
T(ºC)
Perdas de
massa (%)
Picos
T(ºC)
Perdas de
massa (%)
Picos
T(ºC)
Perdas de
massa (%)
Picos
T(ºC)
Perdas de
massa (%)
279 28 254 14 270 18 242 11
- - - - 357 6 345 30
- - - - - - 397
- -
427 71 429 56 427
33
428 31
- - 528 5 - - - -
- - 641 20 - - - -
Perda total
de massa
(%)
99 95 98 72
Segundo a literatura (SHIMADZU, 1988) (MAURER, 1981), o material não
degradado do pneu é composto basicamente de negro de fumo e substâncias
inorgânicas.
Outro fato importante que deve ser considerado é que os elastômeros
utilizados nos pneus possuem tipos de negros de fumo diferentes daquele utilizado
nas formulações preparadas no IMA e do usado no elastômero cru. Esses também
podem ser responsáveis pelas diferentes temperaturas das degradações (MAURER,
1981).
A Mistura I foi a única que apresentou dois picos a partir de 500ºC. Segundo a
literatura, como já mencionado, o negro de fumo não degrada em atmosfera inerte
(MAURER, 1981). Porém, observou-se através da análise do próprio negro de fumo

64
utilizado nessa tese que o mesmo a partir de 500ºC sofre algum processo de pirólise
perdendo massa. A Mistura I e a banda de rodagem apresentam em suas
composições 30 phr e 67 phr (MARWEDE, 1992) de negro de fumo,
respectivamente, porém observou-se a pirólise quase total desses.
B) Incineração
Na presença de oxigênio, observou-se perdas de massa, através de TG,
próximas a 100% para todas as amostras. As perdas de massa verificadas
apresentaram (Figura 5.9) picos com temperaturas semelhantes aos verificados na
pirólise apesar de consistirem de mecanismos de degradação bastante distintos.
Esses picos (Figura 5.10) foram atribuídos a materiais voláteis e óleo (até 300ºC),
elastômeros (até 500ºC) e negro de fumo (a partir de 500ºC) mais os processos de
oxidação. Novamente, os elastômeros degradam na faixa de 350-500ºC, sendo
difícil a identificação de cada um deles.
As curvas de análise térmica do SBR podem ser referentes a volatilização do
óleo (~250ºC), a degradação do próprio polímero (~400ºC) e do negro de fumo
(~450ºC), materiais presentes no polímero comercial.
A banda de rodagem perde toda a massa em três estágios (de 200 a 250ºC)
que pode corresponder à perda de óleo, (de 300 a 330ºC) e (de 330 a 350ºC) que
podem corresponder, respectivamente, às degradações dos polímeros BR e SBR
presentes na formulação. O polibutadieno pode sofrer degradação termoxidativa a
temperatura mais baixa que os outros materiais estudados, como também
observado na literatura (DÍEZ, 2003). O polibutadieno é um polímero bastante
susceptível à oxidação devido ao seu grande número de duplas ligações.
Provavelmente, por essa razão a banda de rodagem degrada antes que o SBR. O
mesmo foi observado para o pneu moído, que apresenta BR em sua composição e
degradou a temperaturas mais baixas que a Mistura I, composta de um único
elastômero, SBR.
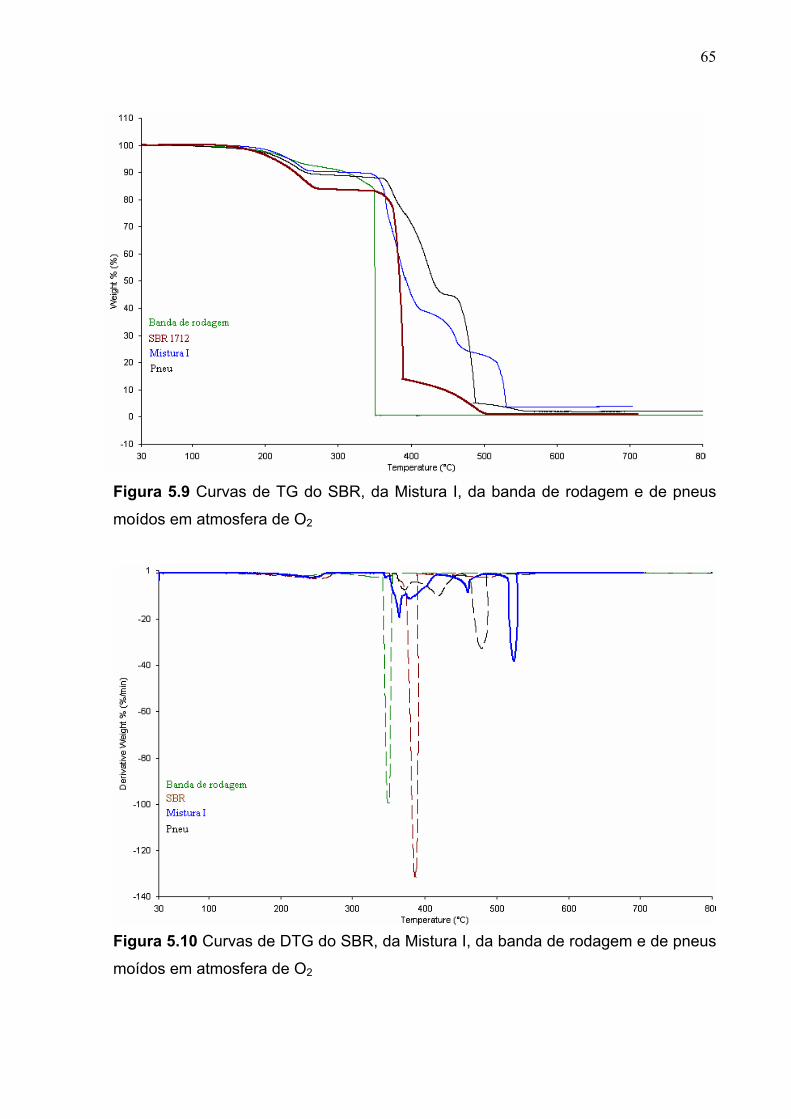
65
Figura 5.9 Curvas de TG do SBR, da Mistura I, da banda de rodagem e de pneus
moídos em atmosfera de O2
Figura 5.10 Curvas de DTG do SBR, da Mistura I, da banda de rodagem e de pneus
moídos em atmosfera de O2
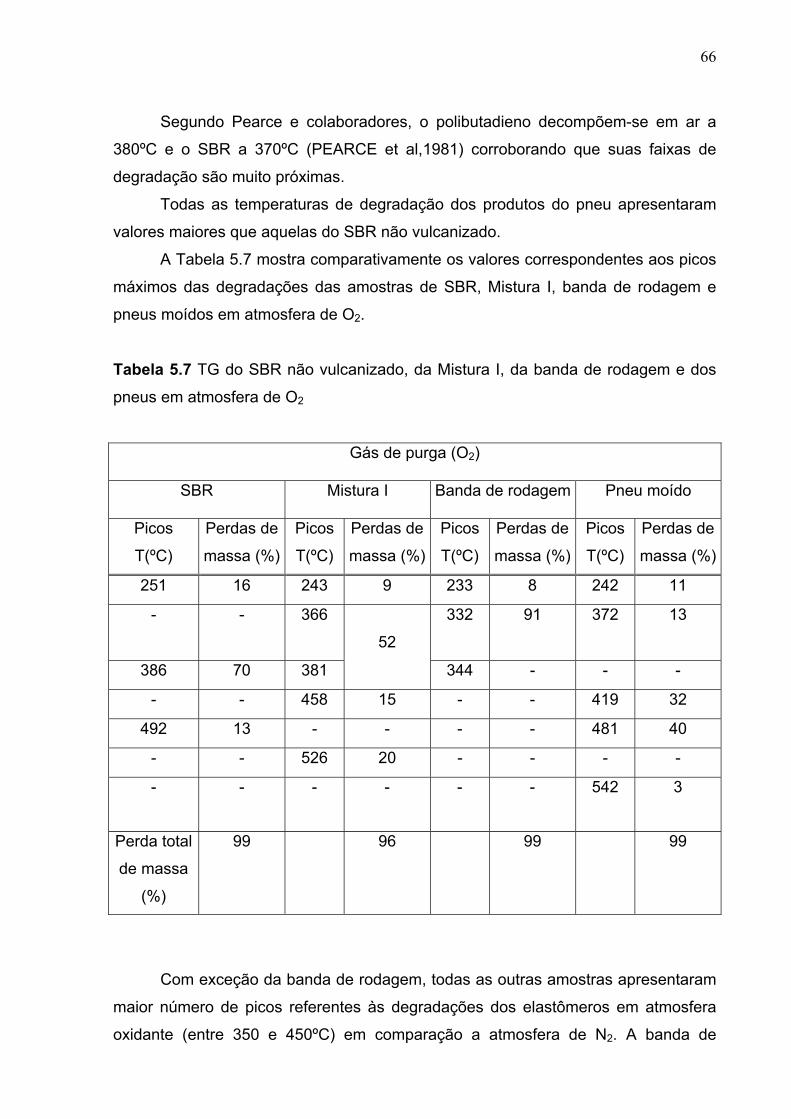
66
Segundo Pearce e colaboradores, o polibutadieno decompõem-se em ar a
380ºC e o SBR a 370ºC (PEARCE et al,1981) corroborando que suas faixas de
degradação são muito próximas.
Todas as temperaturas de degradação dos produtos do pneu apresentaram
valores maiores que aquelas do SBR não vulcanizado.
A Tabela 5.7 mostra comparativamente os valores correspondentes aos picos
máximos das degradações das amostras de SBR, Mistura I, banda de rodagem e
pneus moídos em atmosfera de O2.
Tabela 5.7 TG do SBR não vulcanizado, da Mistura I, da banda de rodagem e dos
pneus em atmosfera de O2
Gás de purga (O2)
SBR Mistura I Banda de rodagem Pneu moído
Picos
T(ºC)
Perdas de
massa (%)
Picos
T(ºC)
Perdas de
massa (%)
Picos
T(ºC)
Perdas de
massa (%)
Picos
T(ºC)
Perdas de
massa (%)
251 16 243 9 233 8 242 11
- - 366 332 91
372 13
386 70 381
52
344 - - -
- - 458 15 - - 419 32
492 13 - - - - 481 40
- - 526 20 - - - -
- - - - - - 542 3
Perda total
de massa
(%)
99 96 99 99
Com exceção da banda de rodagem, todas as outras amostras apresentaram
maior número de picos referentes às degradações dos elastômeros em atmosfera
oxidante (entre 350 e 450ºC) em comparação a atmosfera de N2. A banda de

67
rodagem (67 phr de negro de fumo) também não apresentou o pico correspondente
ao negro de fumo, diferentemente da Mistura I e da amostra de pneu (>500ºC).
Pautrat e colaboradores (PAUTRAT, 1976) observaram diferentes
temperaturas de decomposição em atmosfera oxidante (ar) dos diferentes tipos de
negros de fumo utilizados em misturas elastoméricas (PAUTRAT, 1976). O tipo de
negro de fumo é importante, pois influencia de maneiras diferentes na decomposição
térmica (MAURER, 1981).
As curvas de TG na Figura 5.11 e as de DTG da Figura 5.12 do SBR da
Mistura I, da banda de rodagem e do pneu apresentaram comportamentos
semelhantes em relação as perdas de massa na degradação em atmosfera
extremamente oxidante (O2).
O pneu foi o que apresentou maior diferença, provavelmente devido à grande
variedade de aditivos presentes em sua composição que o tornam mais instável em
atmosfera mais oxidante. Esse resultado é bastante promissor para a reciclagem
energética, pois a temperaturas abaixo de 500ºC, já é possível queimar 96% do
pneu.
Figura 5.11 Curvas de TG do SBR, da Mistura I, da banda de rodagem e dos pneus
moídos em atmosfera de ar sintético

68
Figura 5.12 Curvas de DTG do SBR, da Mistura I, da banda de rodagem e dos
pneus moídos em atmosfera de ar sintético
Como já esperado, em ar sintético (Tabela 5.8) as amostras comportaram-se
termicamente um pouco mais estáveis que em oxigênio. Em presença de O2, as
amostras degradaram com formação de mais picos, que podem ser provenientes
de rearranjos entre os ingredientes das formulações e também com o oxigênio.
Quanto às perdas de massa, também houve degradação quase total de
todas as amostras em ar.
Comparando-se a Mistura I e a banda de rodagem observou-se que em ar
sintético, houve o aparecimento de mais picos em temperaturas mais elevadas para
a banda de rodagem, resultado que corrobora os encontrados: a banda de rodagem
apresenta em sua composição BR, polímero bastante susceptível a termoxidação.
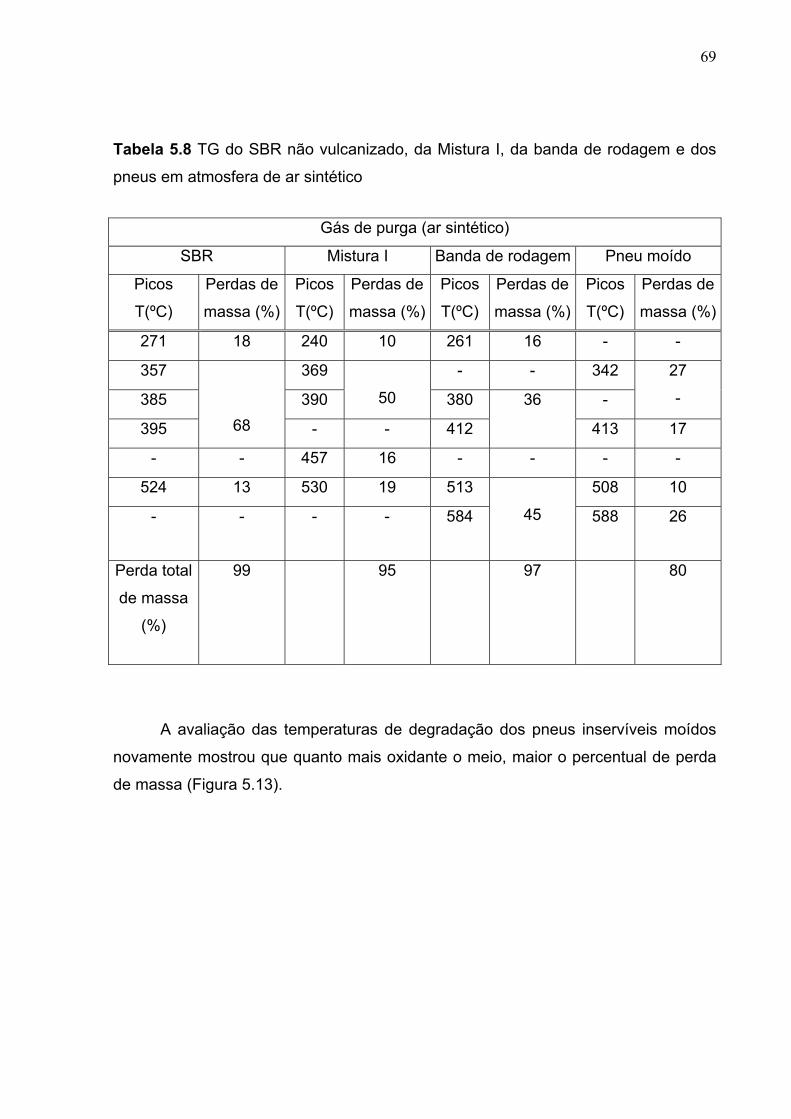
69
Tabela 5.8 TG do SBR não vulcanizado, da Mistura I, da banda de rodagem e dos
pneus em atmosfera de ar sintético
Gás de purga (ar sintético)
SBR Mistura I Banda de rodagem Pneu moído
Picos
T(ºC)
Perdas de
massa (%)
Picos
T(ºC)
Perdas de
massa (%)
Picos
T(ºC)
Perdas de
massa (%)
Picos
T(ºC)
Perdas de
massa (%)
271 18 240 10 261 16 - -
357 369 - - 342
385 390
50 380 -
27
-
395
68 - - 412
36
413 17
- - 457 16 - - - -
524 13 530 19 513 508 10
- - - - 584
45
588 26
Perda total
de massa
(%)
99 95 97 80
A avaliação das temperaturas de degradação dos pneus inservíveis moídos
novamente mostrou que quanto mais oxidante o meio, maior o percentual de perda
de massa (Figura 5.13).

70
Figura 5.13 Curvas de TG e DTG dos pneus moídos em atmosferas de N2, O2 e ar
sintético
5.3 ANÁLISE DOS GASES DA DEGRADAÇÃO
Como o objetivo principal desse trabalho foi avaliar as emissões oriundas da
queima dos pneus (incineração), buscou-se qualificar e quantificar as emissões das
captações ocorridas em ar sintético através de TG em cromatografia e equipamento
de análise de emissões (Testo).
5.3.1 MISTURAS PREPARADAS NO LABORATÓRIO
Primeiramente, fez-se a avaliação dos gases emitidos nas queimas das
Misturas I e III através de cromatografia gasosa. As emissões provenientes da
Mistura I foram injetadas no cromatógrafo a temperatura ambiente, e também foram
condicionadas a –22ºC e posteriormente injetadas a temperatura ambiente. Todas
as emissões da Mistura III foram apenas condicionadas a baixa temperatura.
A Mistura I foi escolhida por conter a quantidade de agente de vulcanização
próximo ao real da formulação da banda de rodagem do pneu como mostrou a

71
literatura (MARK, 1971), e a Mistura III por conter um excesso do mesmo para
avaliação nas modificações das emissões.
A) Espectrometria de massas
Fez-se análises qualitativas das amostras por indisponibilidade de padrões e
perda de amostra nas captações, requisitos principais para uma análise quantitativa.
Essas perdas foram ocasionadas por indisponibilidade dos equipamentos no
momento das captações, havendo necessidade de armazenamento das seringas a
baixa temperatura.
Através das análises de CG/MS conduzidas em atmosfera de H2 dos gases
efluentes captados de forma isotérmica (em ar sintético) em equipamento TG,
observou-se a presença de gases como óxidos de carbono, COx (CO2 + CO), óxidos
de nitrogênio NOx (NO2 + NO), metano (CH4), hidrocarbonetos, compostos cíclicos e
alguns monômeros provavelmente oriundos do copolímero de butadieno-estireno,
polibutadieno e poliisopreno (borracha natural), principais elastômeros utilizados na
produção dos pneus.
As Figuras 5.14, 5.15 e 5.16 mostram, respectivamente, as análises da
Mistura I com captações a 350 e 450ºC (injeções na temperatura ambiente) e, a
650ºC com condicionamento a –22ºC. Os picos assinalados correspondem aos
encontrados com maiores probabilidades (50%), sendo assim, os picos que não
estão identificados apresentaram proporções abaixo de 50% e serão detalhados na
Tabela 5.9.
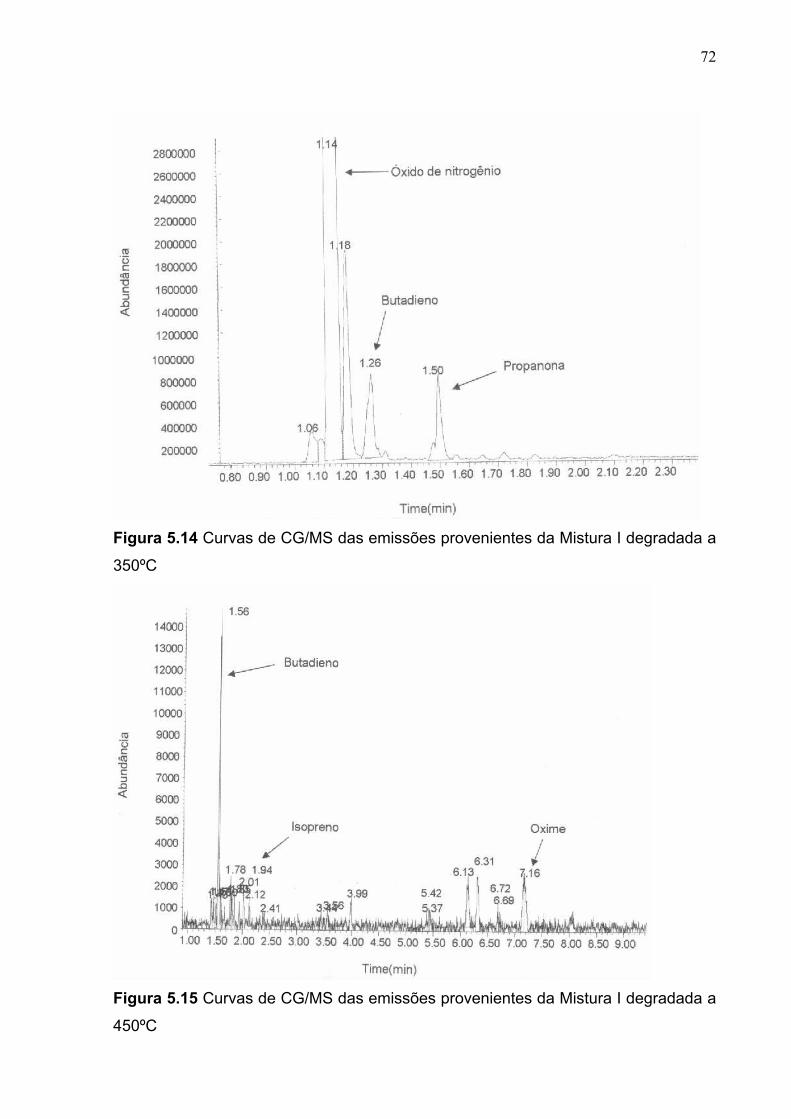
72
Figura 5.14 Curvas de CG/MS das emissões provenientes da Mistura I degradada a
350ºC
Figura 5.15 Curvas de CG/MS das emissões provenientes da Mistura I degradada a
450ºC
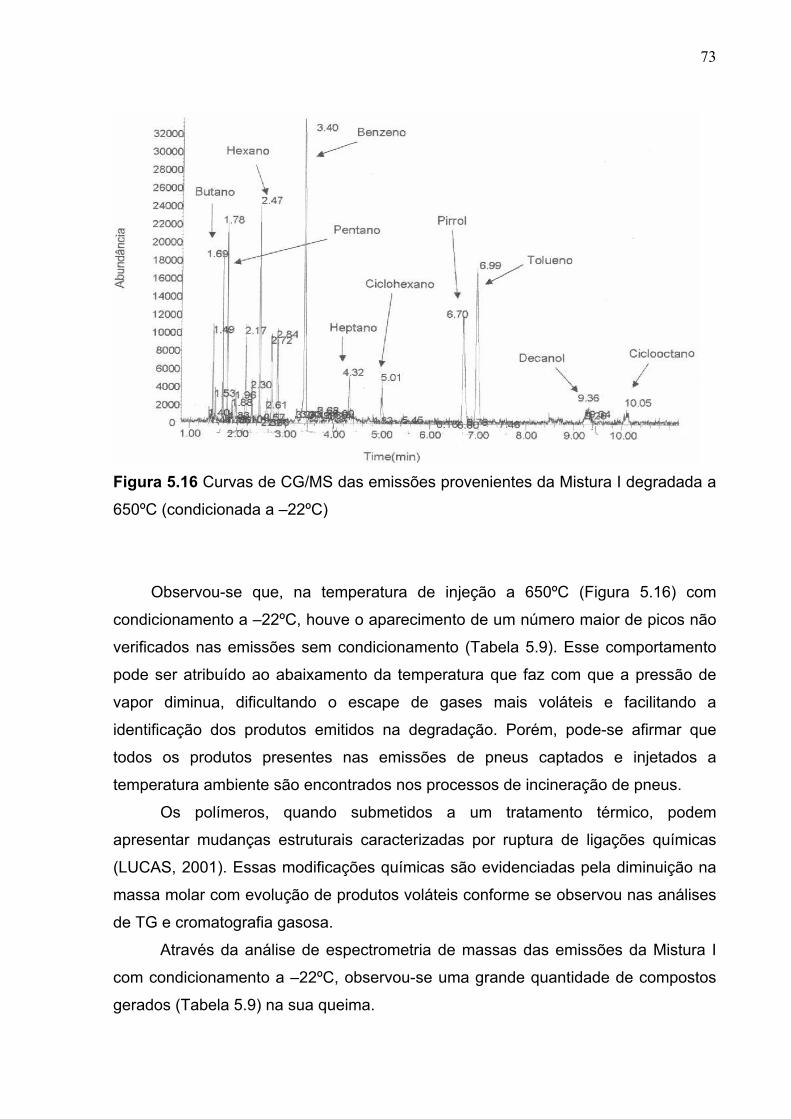
73
Figura 5.16 Curvas de CG/MS das emissões provenientes da Mistura I degradada a
650ºC (condicionada a –22ºC)
Observou-se que, na temperatura de injeção a 650ºC (Figura 5.16) com
condicionamento a –22ºC, houve o aparecimento de um número maior de picos não
verificados nas emissões sem condicionamento (Tabela 5.9). Esse comportamento
pode ser atribuído ao abaixamento da temperatura que faz com que a pressão de
vapor diminua, dificultando o escape de gases mais voláteis e facilitando a
identificação dos produtos emitidos na degradação. Porém, pode-se afirmar que
todos os produtos presentes nas emissões de pneus captados e injetados a
temperatura ambiente são encontrados nos processos de incineração de pneus.
Os polímeros, quando submetidos a um tratamento térmico, podem
apresentar mudanças estruturais caracterizadas por ruptura de ligações químicas
(LUCAS, 2001). Essas modificações químicas são evidenciadas pela diminuição na
massa molar com evolução de produtos voláteis conforme se observou nas análises
de TG e cromatografia gasosa.
Através da análise de espectrometria de massas das emissões da Mistura I
com condicionamento a –22ºC, observou-se uma grande quantidade de compostos
gerados (Tabela 5.9) na sua queima.

74
As emissões obtidas a 650ºC e condicionadas a –22ºC mostraram a presença
de compostos mais voláteis. O condicionamento permitiu verificar esses compostos,
não perceptíveis quando captados e injetados a temperatura ambiente.
A Tabela 5.10 mostra detalhadamente as substâncias encontradas nas
análises das Misturas I e III. Foram listadas na mesma tabela tanto as substâncias
encontradas em altas proporções (95%) como as de menores proporções (5%).
Observou-se que o dióxido de carbono e o óxido de nitrogênio foram gases
encontrados em quase todas as análises, como o metano. Hidrocarbonetos com
cadeias pequenas (até cinco átomos de carbono) também foram observados em
praticamente todas as análises. Hidrocarbonetos aromáticos foram verificados em
temperatura mais elevada juntamente com clorados, nitrogenados e o metal titânio.
A variedade de produtos nas emissões é grande.
O número de constituintes obtidos a partir da Mistura III é menor que o da
Mistura I a 650ºC, cujas emissões foram condicionadas a –22ºC. O fato da Mistura
III estar mais reticulada pode ter dificultado a sua degradação, como já observado
nos resultados de análise térmica por TG.
Observou-se que com o aumento da temperatura de degradação, aumenta-se
a complexidade dos compostos, isto é, a 350ºC obteve-se maior número de
compostos cíclicos e a 650ºC observou-se também compostos aromáticos.
Essas simulações demonstraram a diversidade dos gases gerados e
emanados para o ar atmosférico a partir da queima dos pneus. Normalmente esses
gases causam danos a saúde e ao meio ambiente. Verificou-se também o
aparecimento de gases de efeito estufa, principalmente (CO2 e CH4), nessas
análises.

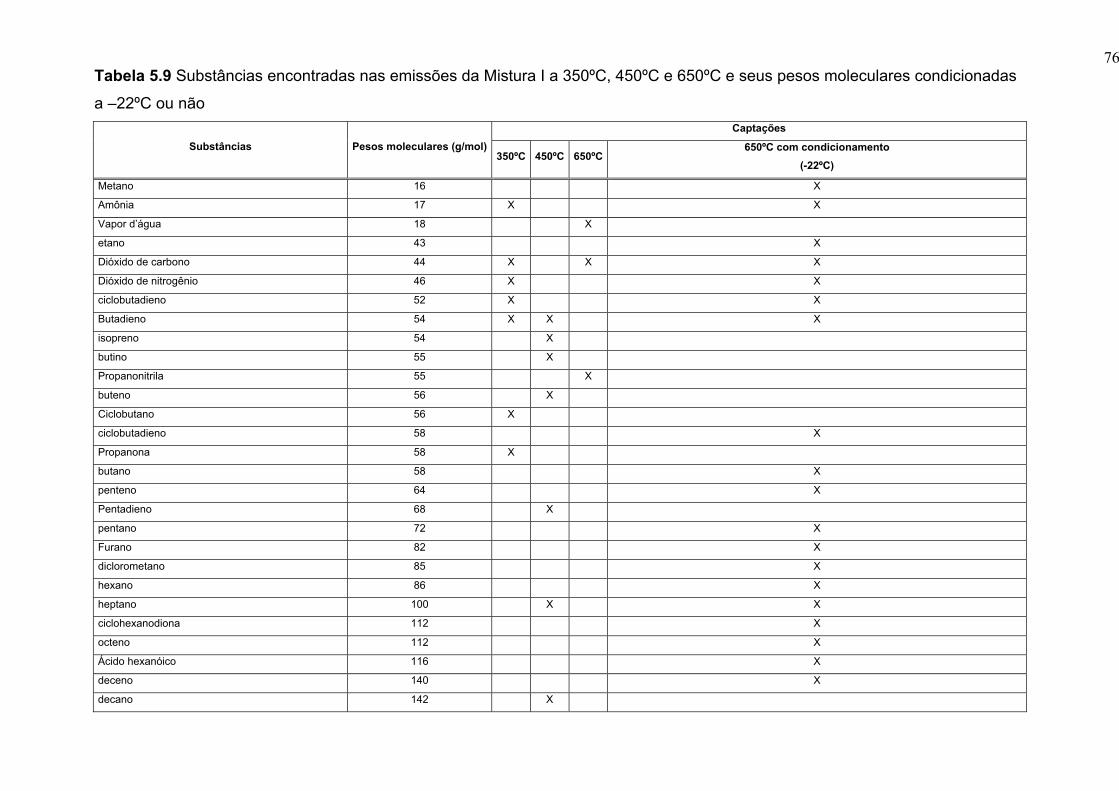
76Tabela 5.9 Substâncias encontradas nas emissões da Mistura I a 350ºC, 450ºC e 650ºC e seus pesos moleculares condicionadas
a –22ºC ou não Captações
Substâncias Pesos moleculares (g/mol)350ºC 450ºC 650ºC
650ºC com condicionamento (-22ºC)
Metano 16 X
Amônia 17 X X
Vapor d’água 18 X
etano 43 X
Dióxido de carbono 44 X X X
Dióxido de nitrogênio 46 X X
ciclobutadieno 52 X X
Butadieno 54 X X X
isopreno 54 X
butino 55 X
Propanonitrila 55 X
buteno 56 X
Ciclobutano 56 X
ciclobutadieno 58 X
Propanona 58 X
butano 58 X
penteno 64 X
Pentadieno 68 X
pentano 72 X
Furano 82 X
diclorometano 85 X
hexano 86 X
heptano 100 X X
ciclohexanodiona 112 X
octeno 112 X
Ácido hexanóico 116 X
deceno 140 X
decano 142 X

77
Tabela 5.10 Análises de CG/MS das emissões provenientes das Misturas I e III T(ºC)
de queima
(TG)
T(ºC) de
Condicionamento
Mistura I
Mistura III
350
30
Gases: óxido de nitrogênio; dióxido de carbono;
amônia
Hidrocarbonetos: ciclobutadieno; ciclobutano;
butadieno.
Cetona: propanona
-
350
-22
Gases: dióxido de carbono e dióxido de
nitrogênio
Gases: metano,
dióxido de carbono e
óxido de nitrogênio;
Hidrocarbonetos:
isopentano, butano
propanonitrila e
oxetanona.
450
30
Gases: COS.
Hidrocarbonetos: butadieno;
buteno; butileno; butino; pentadieno; isopreno;
decano; heptano; ciclopentil.
Amina: piperidina
-
650
30
Gases: dióxido de carbono; vapor d’água;
propanonitrila
-
650
-22
Gás: dióxido de enxofre;
Hidrocarbonetos: butano, pentano, penteno,
hexano, heptano, octeno, cilohexano, metano,
etano, deceno, ciclo octano, butadienil,
butadieno.
Cetonas: ciclohexanodiona, acetona, furanona,
ciclobutanona, furano.
Aldeídos: propanal, hexanal, formaldeído.
Álcool: butanol, pentanol, tetradecanol, decanol.
Aromáticos: benzeno, tolueno, pirrol;
Outros: titânio, cloroetano, nitrometano,
vinilmetiléter, oxirano, silano, diclorometano,
etanamina, piperidina, ácido hexanóico, ácido
butanóico e clorofórmio.
Gases: metano,
dióxido de carbono e
óxido de nitrogênio;
Hidrocarbonetos:
benzeno e
cicloheptatrieno;
outros: ácido
propenóico

78
B) Cromatografia gasosa FID-TCD
As análises de cromatografia indicaram as quantidades percentuais em % p/v
dos gases analisados. Primeiramente, buscou-se fazer quantificações das emissões
oriundas das captações a 350ºC com condicionamento a –22ºC e injeções a
temperatura ambiente (Tabela 5.11).
Observou-se a presença, em maior proporção, de compostos de seis a sete
átomos de carbono nas emissões da Mistura I degradada e compostos de quatro a
cinco átomos de carbono, na Mistura III.
Tabela 5.11 CG-FID/TCD em atmosfera de H2 das emissões provenientes das
Misturas I e III degradadas a 350ºC (Condicionadas a –22ºC)
Substâncias Tr
(min) Mistura I
(%p/v) Mistura III
(%p/v)
Metano 1,6 0,2 1,5
CO2 1,9 1,4 1,3
NOx 2,7 - 0,2
C2 – C3 3,6 – 8,3 2,5 5,2
C3 – C4 8,3 – 13,8 16,0 11,5
C4 – C5 13,8 – 22,7 7,0 60,5
C6 – C7 27,7 – 34,5 67,0 15,2
C7 – C10 34,5 – 45,8 5,8 -
Como observado nas análises de propriedades mecânicas, a Mistura III (3 phr
de enxofre) está aparentemente mais reticulada que a Mistura I (1 phr de enxofre).
Quando se tem uma quantidade maior de enxofre, mais eles se combinam com o
elastômero, ou seja, a Mistura III terá mais ligações do tipo C-S (Energia de ligação
<262 KJ/mol). Tais ligações são mais prováveis de romperem que ligações C-C
(Energia de ligação = 344 KJ/mol), assim, a Mistura III terá mais compostos de
menores pesos moleculares que a Mistura I, como confirmado na Tabelas 5.10 e
5.11.
Também analisou-se as emissões com captações a 650ºC, mostradas na
Tabela 5.12.

79
Comparando-se as emissões a 350 e 650ºC, observou-se que as
provenientes da degradação da Mistura I não variaram em função da temperatura de
degradação. Porém, a Mistura III apresentou aumento das emissões de compostos
entre C6 e C7 a 650ºC e decréscimo das emissões entre C4 – C5. Permite-se a
quebra de mais ligações C-C com o aumento de temperatura.
Pode-se comparar esses resultados aos de estudos que mostram que os
hidrocarbonetos voláteis gerados na decomposição térmica em atmosfera inerte do
SBR são formados principalmente de compostos com quatro átomos de carbono em
diante e são provenientes da despolimerização do elastômero. Esses compostos
presentes em maiores concentrações são formados primeiro, isto é, a temperaturas
mais baixas (350ºC). Essa diferença de formação primeiro dos compostos maiores
pode ser atribuída a quebras moleculares diretamente na cadeia do SBR
(LARESGOITI, 2000).
Tabela 5.12 CG-FID/TCD em atmosfera de H2 das emissões provenientes das
Misturas I e III degradadas a 650ºC (Condicionadas a –22ºC)
Substâncias Tr (min)
Mistura I(%p/v)
Mistura III (%p/v)
NOx 2,7 - 13,4
C2 – C3 3,6 – 8,3 2,6 3,3
C3 – C4 8,3 – 13,8 16,1 4,5
C4 – C5 13,8 – 22,7 7,1 55,2
C6 – C7 27,7 – 34,5 68,1 23,6
C7 – C10 34,5 – 45,8 6,0 -
5.3.2 OUTRAS AMOSTRAS
Fez-se a avaliação através de cromatografia gasosa dos gases emitidos pelas
queimas em TG das amostras do SBR não vulcanizado e de pneus nas
temperaturas das queimas a 350, 450 e 650ºC a temperatura ambiente e com
condicionamento a –22ºC, conforme descrito no item 4.2.9 A da Metodologia.
Também, avaliou-se os gases provenientes da queima dos pneus em forno
nas temperaturas de 350 e 800ºC com injeções sem condicionamento.
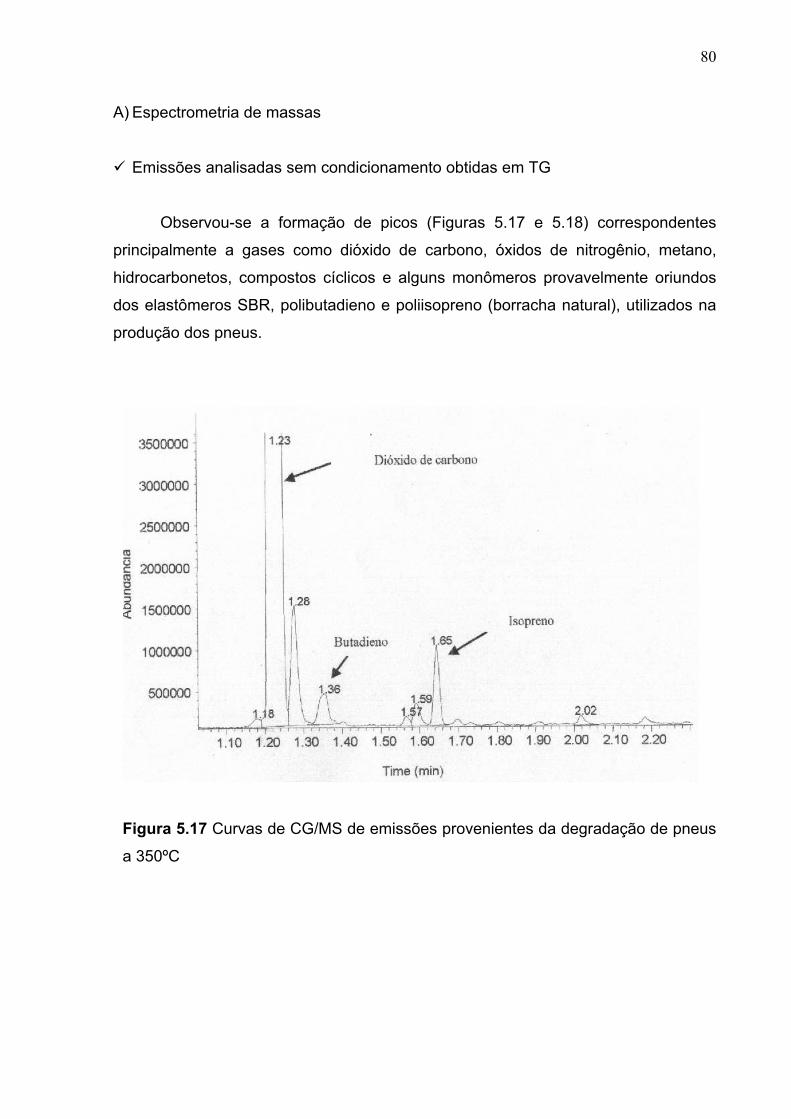
80
A) Espectrometria de massas
Emissões analisadas sem condicionamento obtidas em TG
Observou-se a formação de picos (Figuras 5.17 e 5.18) correspondentes
principalmente a gases como dióxido de carbono, óxidos de nitrogênio, metano,
hidrocarbonetos, compostos cíclicos e alguns monômeros provavelmente oriundos
dos elastômeros SBR, polibutadieno e poliisopreno (borracha natural), utilizados na
produção dos pneus.
Figura 5.17 Curvas de CG/MS de emissões provenientes da degradação de pneus
a 350ºC
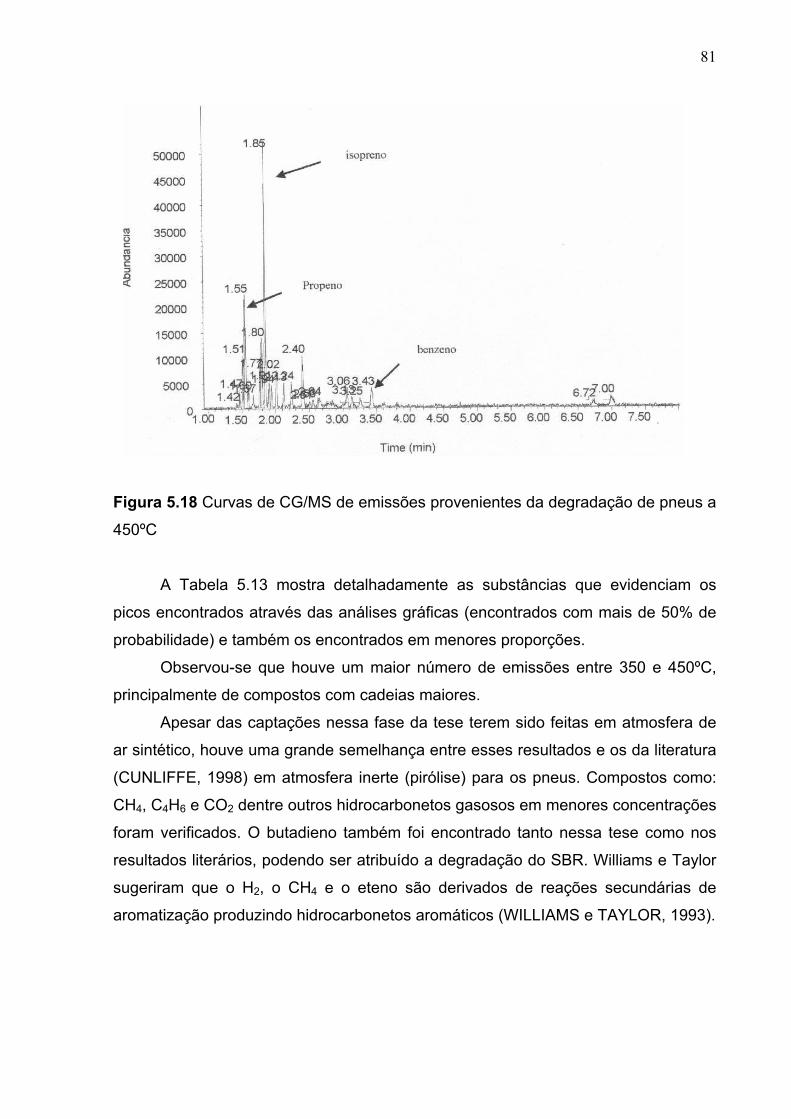
81
Figura 5.18 Curvas de CG/MS de emissões provenientes da degradação de pneus a
450ºC
A Tabela 5.13 mostra detalhadamente as substâncias que evidenciam os
picos encontrados através das análises gráficas (encontrados com mais de 50% de
probabilidade) e também os encontrados em menores proporções.
Observou-se que houve um maior número de emissões entre 350 e 450ºC,
principalmente de compostos com cadeias maiores.
Apesar das captações nessa fase da tese terem sido feitas em atmosfera de
ar sintético, houve uma grande semelhança entre esses resultados e os da literatura
(CUNLIFFE, 1998) em atmosfera inerte (pirólise) para os pneus. Compostos como:
CH4, C4H6 e CO2 dentre outros hidrocarbonetos gasosos em menores concentrações
foram verificados. O butadieno também foi encontrado tanto nessa tese como nos
resultados literários, podendo ser atribuído a degradação do SBR. Williams e Taylor
sugeriram que o H2, o CH4 e o eteno são derivados de reações secundárias de
aromatização produzindo hidrocarbonetos aromáticos (WILLIAMS e TAYLOR, 1993).

82
Tabela 5.13 - CG/MS em atmosfera de H2 das emissões provenientes da
degradação do SBR não vulcanizado e de pneus inservíveis T(ºC)
de queima
(TG)
SBR
Pneus moídos
350
Gases: dióxido de carbono.
Hidrocarbonetos: butano
Gases: Óxido de nitrogênio; dióxido de carbono;
Hidrocarbonetos: butadieno; isopreno; ciclobutano;
ciclobuteno; ciclopropano.
Aldeídos e cetonas: propenal; propanona; furanodiona.
fenol; oxirano.
450
_
Hidrocarbonetos: estireno; propeno; isobuteno
isobutileno; isopreno; butadieno; ciclopropano; ciclopentadieno;
ciclopenteno; vinilciclopenteno;
etilvinilacetileno;buteno;isopenteno.
Aromáticos: benzeno
650
Gases: metano. Gases: dióxido de carbono, metano.
Hidrocarbonetos: butano e buteno.
Furano
A grande semelhança entre os trabalhos da literatura conduzidos em
atmosfera inerte (pirólise) e os do presente trabalho (ar sintético) pode ser atribuída
a grande quantidade de nitrogênio presente no ar sintético e também a reações que
ocorrem tanto em meio inerte como oxidante, pois são características de
degradações térmicas.
A 450ºC pode-se observar o aparecimento do composto aromático benzeno
que pode ser atribuído a reações de aromatização Diels-Alder. A complexidade dos
compostos aumenta com o acréscimo das temperaturas de degradação que permitiu
arranjos moleculares: a 350ºC observou-se compostos cíclicos, em 450ºC, já se
notou aromáticos; e em 650ºC em especial o furano. Também foi verificado que o
percentual de alifáticos diminui, acompanhando o crescimento do percentual de
aromáticos (benzeno) com o aumento da temperatura a partir de 450ºC (CUNLIFFE,
1998).

83
Emissões analisadas sem condicionamento obtidas em Forno
As análises realizadas no forno teoricamente são mais completas, isto é, um
maior número de emissões podem ser verificadas, pois uma maior quantidade de
amostra é utilizada nessa avaliação. Porém, houve perdas na maioria das tentativas
de captações em virtude do tamanho do forno (gases poderiam escapar pelas
laterais) e por indisponibilidade de equipamentos no momento das captações foi
necessário o armazenamento em freezer (item 4.3.6 A metodologia).
Optou-se em utilizar o analisador termogravimétrico nessa tese em virtude
das perdas durante as análises das captações feitas no forno a 350ºC e 800ºC
terem sido grandes para a maioria das amostras.
Na captação a 800ºC, apenas o pico correspondente ao dióxido de carbono
pode ser verificado. Esse fato pode ser atribuído a um erro experimental na captação
da amostra, pois a queima na referida temperatura foi extremamente rápida.
Observou-se, na captação a 350ºC, a formação de picos (Anexo C) que
podem corresponder a substâncias como: dióxido de enxofre, penteno, pentano,
eteno, ciclopentanometanol, pirano, furano, dodecadieno, trifluoroetano, titânio,
pirrol, acetona, vanádio, propanal, ácido 1,2-benzenodicarboxílico etc. A maioria
desses compostos não foram observados nas análises com captações em TG.
Verificou-se que as análises captadas em TG e no forno diferem
provavelmente pela quantidade de amostra queimada e o tamanho do forno, sendo
complementares para uma análise real das emissões oriundas da queima dos
polímeros do presente estudo.
Emissões analisadas com condicionamento a –22ºC obtidas em TG.
O condicionamento continua sendo um fator importante na captação dos
gases oriundos da queima, sendo que nesse caso não promoveu diferenças
significativas em relação à temperatura ambiente. As emissões provenientes das
misturas e das amostras de pneus injetadas, a temperatura ambiente, mostraram
picos de degradação semelhantes.
As Figuras 5.19 e 5.20 demonstram as análises dos picos com
condicionamento a baixas temperaturas das amostras de pneus a 450 e 650ºC.

84
Figura 5.19 Curvas de CG/MS das emissões provenientes da degradação de pneus
a 450ºC em TG (condicionamento a –22ºC)
Figura 5.20 Curvas de CG/MS das emissões provenientes da degradação de pneus
a 650ºC em TG (condicionamento a –22ºC)
Na decomposição do SBR também foram encontrados gases como: dióxido e
monóxido de carbono, butano, isopentano etc, mostrados na Figura 5.21 e na
Tabela 5.14.
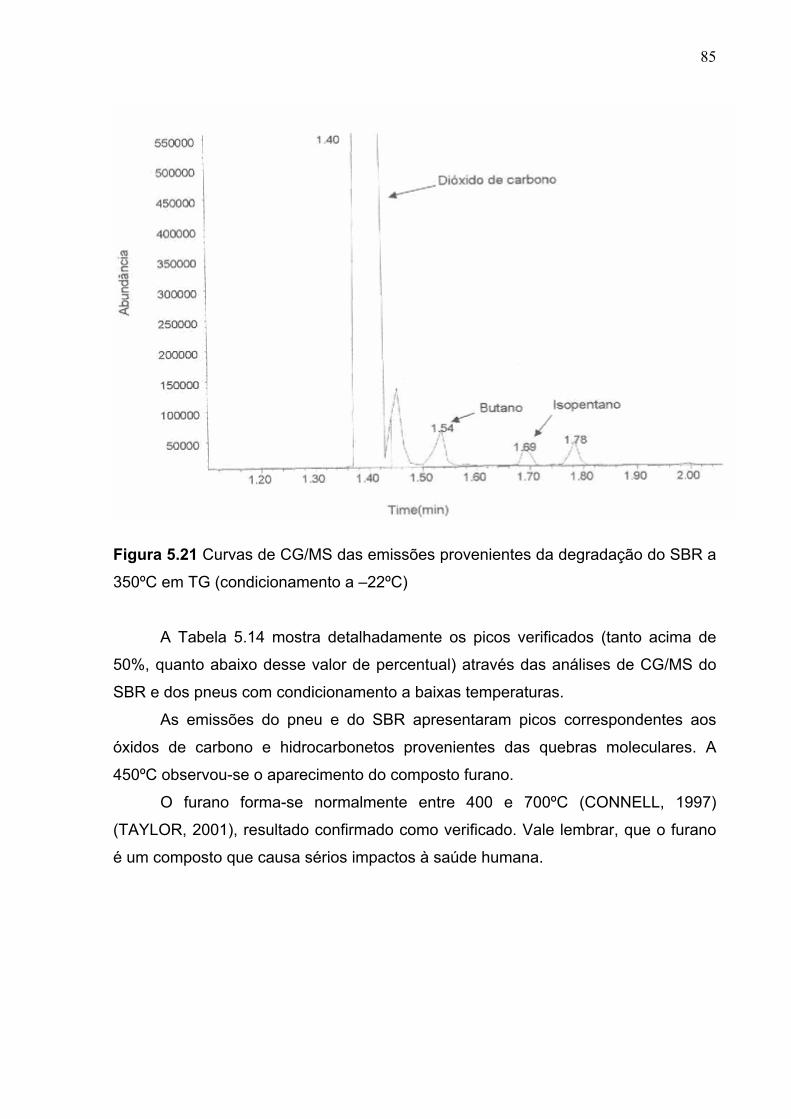
85
Figura 5.21 Curvas de CG/MS das emissões provenientes da degradação do SBR a
350ºC em TG (condicionamento a –22ºC)
A Tabela 5.14 mostra detalhadamente os picos verificados (tanto acima de
50%, quanto abaixo desse valor de percentual) através das análises de CG/MS do
SBR e dos pneus com condicionamento a baixas temperaturas.
As emissões do pneu e do SBR apresentaram picos correspondentes aos
óxidos de carbono e hidrocarbonetos provenientes das quebras moleculares. A
450ºC observou-se o aparecimento do composto furano.
O furano forma-se normalmente entre 400 e 700ºC (CONNELL, 1997)
(TAYLOR, 2001), resultado confirmado como verificado. Vale lembrar, que o furano
é um composto que causa sérios impactos à saúde humana.

86
Tabela 4.14 CG/MS das emissões provenientes da queima do SBR e dos pneus
moídos com condicionamento a –22ºC
Temperatura de queima
SBR Pneus moídos
350
Gases: monóxido de carbono;
metano; dióxido de carbono.
Hidrocarbonetos: butano;
isopentano
-
450
-
Gases: dióxido de carbono
Hidrocarbonetos: propeno; 1,2-
pentadieno; 1,3-butadieno
Cetona: propanona
Furano
650
Gases: monóxido de carbono Gases: dióxido de carbono
Hidrocarbonetos: butano,
isobutano, pentano
B) Cromatografia gasosa FID-TCD
Através das análises de cromatografia gasosa FID-TCD, efetuadas nas
captações a 350ºC para o SBR e 450ºC para os pneus, observou-se (Tabela 5.15)
principalmente picos que evidenciam a presença de gás carbônico, metano, óxido de
nitrogênio (gases de efeito estufa) e hidrocarbonetos entre C1 e C10. As emissões da
borracha SBR foram mais intensas e relevantes para moléculas de C4 a C5,
resultado atribuído ao fato do SBR não apresentar ligações cruzadas, facilitando
dessa forma as quebras das ligações intermoleculares.
Na análise dos pneus, observou-se emissões a partir de C2 com maior
presença de compostos de C6 a C7. Esses compostos também foram observados
nas análises de CG/MS.
Laresgoiti e colaboradores (LARESGOITI, 2000) também verificaram
compostos semelhantes ao dessa tese: CO, CO2, H2S, C2 (etano e eteno), C3
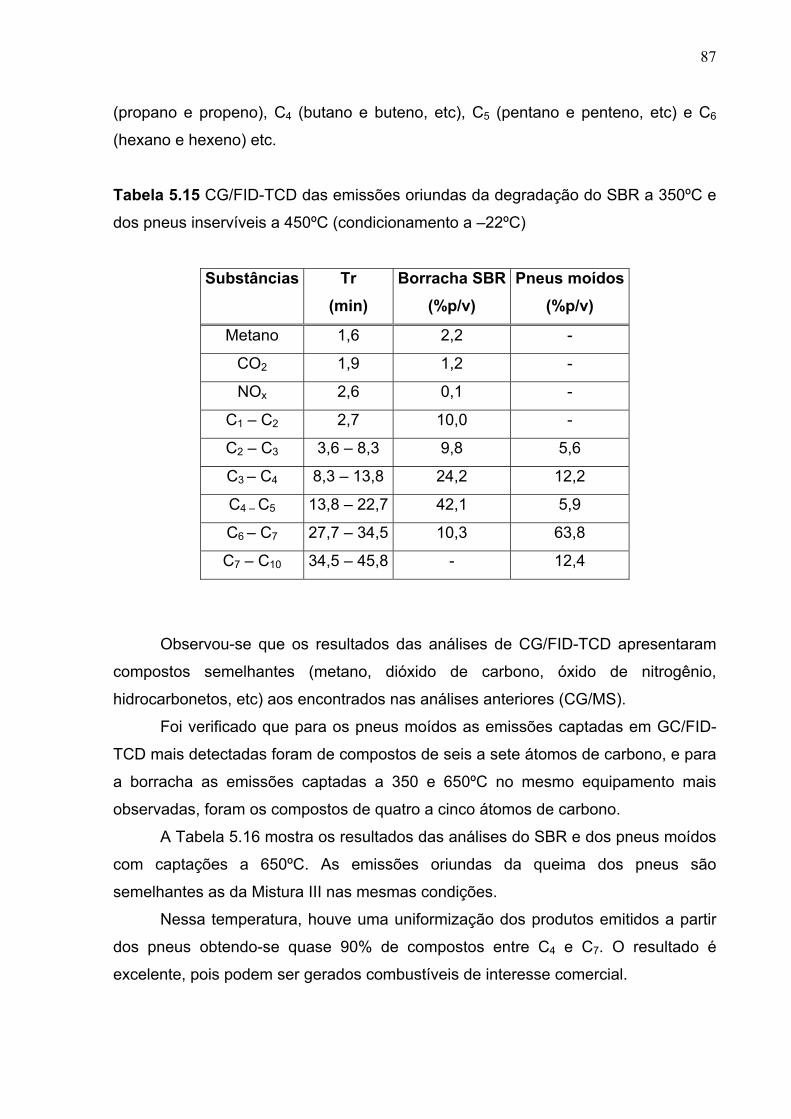
87
(propano e propeno), C4 (butano e buteno, etc), C5 (pentano e penteno, etc) e C6
(hexano e hexeno) etc.
Tabela 5.15 CG/FID-TCD das emissões oriundas da degradação do SBR a 350ºC e
dos pneus inservíveis a 450ºC (condicionamento a –22ºC)
Substâncias Tr (min)
Borracha SBR(%p/v)
Pneus moídos (%p/v)
Metano 1,6 2,2 -
CO2 1,9 1,2 -
NOx 2,6 0,1 -
C1 – C2 2,7 10,0 -
C2 – C3 3,6 – 8,3 9,8 5,6
C3 – C4 8,3 – 13,8 24,2 12,2
C4 – C5 13,8 – 22,7 42,1 5,9
C6 – C7 27,7 – 34,5 10,3 63,8
C7 – C10 34,5 – 45,8 - 12,4
Observou-se que os resultados das análises de CG/FID-TCD apresentaram
compostos semelhantes (metano, dióxido de carbono, óxido de nitrogênio,
hidrocarbonetos, etc) aos encontrados nas análises anteriores (CG/MS).
Foi verificado que para os pneus moídos as emissões captadas em GC/FID-
TCD mais detectadas foram de compostos de seis a sete átomos de carbono, e para
a borracha as emissões captadas a 350 e 650ºC no mesmo equipamento mais
observadas, foram os compostos de quatro a cinco átomos de carbono.
A Tabela 5.16 mostra os resultados das análises do SBR e dos pneus moídos
com captações a 650ºC. As emissões oriundas da queima dos pneus são
semelhantes as da Mistura III nas mesmas condições.
Nessa temperatura, houve uma uniformização dos produtos emitidos a partir
dos pneus obtendo-se quase 90% de compostos entre C4 e C7. O resultado é
excelente, pois podem ser gerados combustíveis de interesse comercial.
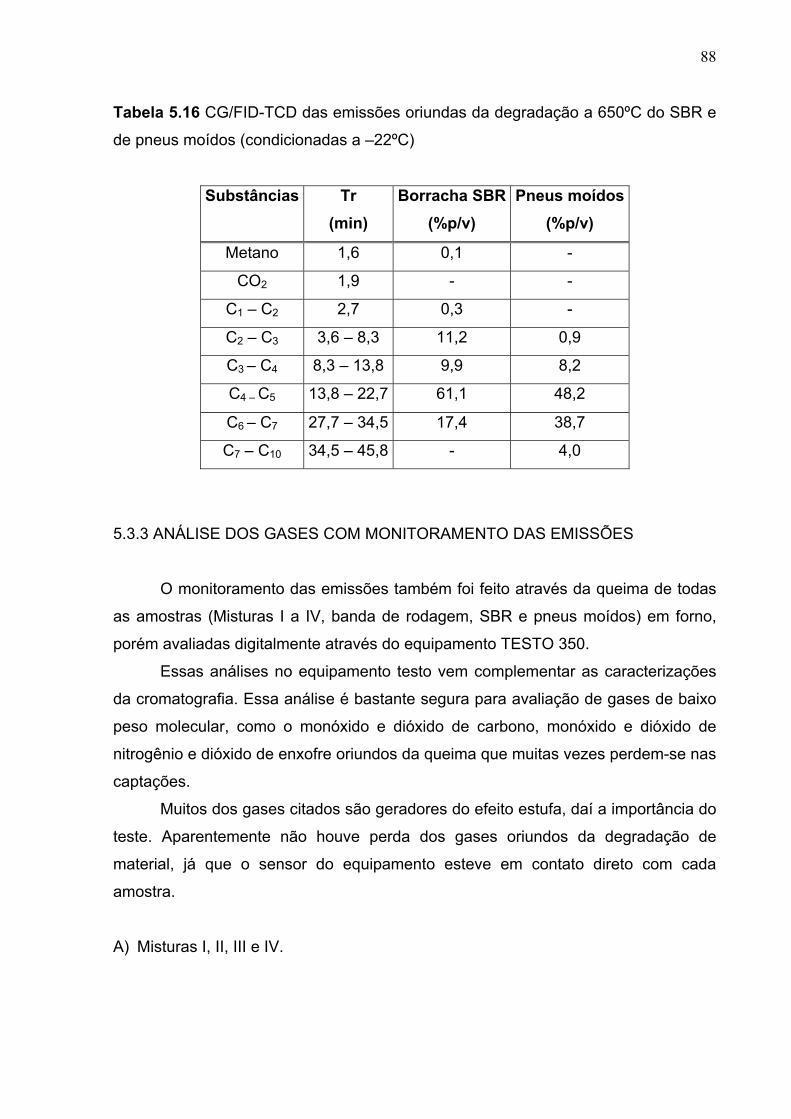
88
Tabela 5.16 CG/FID-TCD das emissões oriundas da degradação a 650ºC do SBR e
de pneus moídos (condicionadas a –22ºC)
Substâncias Tr (min)
Borracha SBR(%p/v)
Pneus moídos (%p/v)
Metano 1,6 0,1 -
CO2 1,9 - -
C1 – C2 2,7 0,3 -
C2 – C3 3,6 – 8,3 11,2 0,9
C3 – C4 8,3 – 13,8 9,9 8,2
C4 – C5 13,8 – 22,7 61,1 48,2
C6 – C7 27,7 – 34,5 17,4 38,7
C7 – C10 34,5 – 45,8 - 4,0
5.3.3 ANÁLISE DOS GASES COM MONITORAMENTO DAS EMISSÕES
O monitoramento das emissões também foi feito através da queima de todas
as amostras (Misturas I a IV, banda de rodagem, SBR e pneus moídos) em forno,
porém avaliadas digitalmente através do equipamento TESTO 350.
Essas análises no equipamento testo vem complementar as caracterizações
da cromatografia. Essa análise é bastante segura para avaliação de gases de baixo
peso molecular, como o monóxido e dióxido de carbono, monóxido e dióxido de
nitrogênio e dióxido de enxofre oriundos da queima que muitas vezes perdem-se nas
captações.
Muitos dos gases citados são geradores do efeito estufa, daí a importância do
teste. Aparentemente não houve perda dos gases oriundos da degradação de
material, já que o sensor do equipamento esteve em contato direto com cada
amostra.
A) Misturas I, II, III e IV.
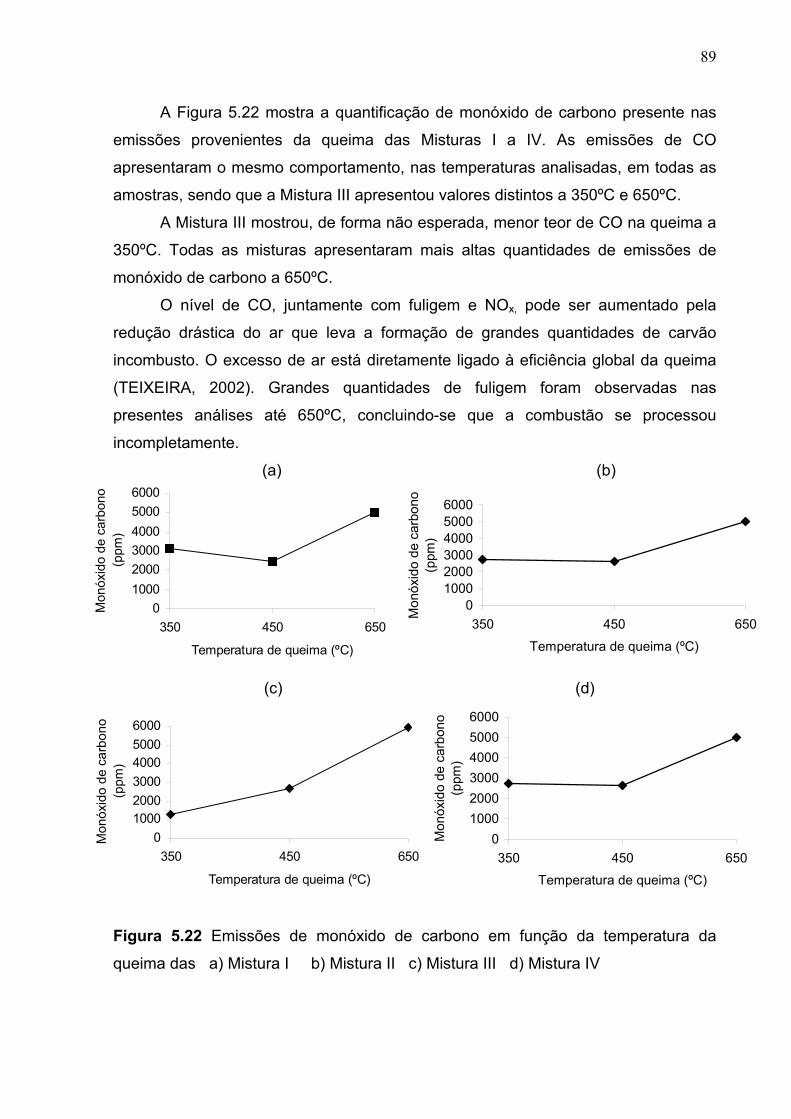
89
A Figura 5.22 mostra a quantificação de monóxido de carbono presente nas
emissões provenientes da queima das Misturas I a IV. As emissões de CO
apresentaram o mesmo comportamento, nas temperaturas analisadas, em todas as
amostras, sendo que a Mistura III apresentou valores distintos a 350ºC e 650ºC.
A Mistura III mostrou, de forma não esperada, menor teor de CO na queima a
350ºC. Todas as misturas apresentaram mais altas quantidades de emissões de
monóxido de carbono a 650ºC.
O nível de CO, juntamente com fuligem e NOx, pode ser aumentado pela
redução drástica do ar que leva a formação de grandes quantidades de carvão
incombusto. O excesso de ar está diretamente ligado à eficiência global da queima
(TEIXEIRA, 2002). Grandes quantidades de fuligem foram observadas nas
presentes análises até 650ºC, concluindo-se que a combustão se processou
incompletamente.
(a)
0100020003000400050006000
350 450 650
Temperatura de queima (ºC)
Mon
óxid
o de
car
bono
(p
pm)
(b)
0100020003000400050006000
350 450 650
Temperatura de queima (ºC)
Mon
óxid
o de
car
bono
(p
pm)
(c) (d)
Figura 5.22 Emissões de monóxido de carbono em
queima das a) Mistura I b) Mistura II c) Mi
010002000
350 450 650
Temperatura de queima (ºC)
Mon
óx(p
função da temperatura da
stura III d) Mistura IV
010002000
350 450 650
Temperatura de queima (ºC)
3000
Mon
óxid
o de
car
bono
(p
pm)
30004000
pm)
50006000
ido
de c
arbo
no
400050006000

90
A Mistura I apresentou as maiores concentrações de dióxido de carbono a
50 e 650ºC como mostra a Figura 5.23. As Misturas II, III e IV foram as que
ro e, verificou-
e que quanto mais reticulada é a amostra, menor a quantidade de CO2 emitida.
função da temperatura da queima
a III d) Mistura IV
3
emitiram menos dióxido de carbono em todas as temperaturas.
A emissão de CO2 demonstra combustão completa do elastôme
s
Assim, as amostras mais reticuladas são aquelas que têm mais dificuldades de
completarem a combustão nessas condições de análises.
(a) (b)
5
0
15
20
(c)
15
20
0
5
350 450 650
Temperatura de queima (ºC)
10
1
2
Dió
xido
de
carb
ono
% (v
/v)
(d)
0
5
350 450 650
Temperatura de queima (ºC)
15
20
Dió
xido
de
carb
ono
(%v/
v)
10
350 450 650 350 450 650
Figura 5.23 Emissões de dióxido de carbono em
de a) Mistura I b) Mistura II c) Mistur
5
Temperatura de queima (ºC)
0
5
Temperatura de queima (ºC)
Dió
xido
de
carb
ono
(%v/
v)
0
10
Dió
xido
de
carb
ono
(%v/
v)
10

91
Observou-se um percentual mais
emissões da Mistura I em todas as temper
um modo geral, decresceram as emiss
aumento da temperatura.
Conforme mencionado anter
combustão incompleta. Observou-se dec
aumentava-se a reticulação das misturas.
decrescente da combustão pode ser proporci
nas amostras, isto é, quanto mais reticu
processo completo de combustão e menor
assim, da Mistura I a IV, o processo de combustão é decrescente. O resultado de
O está concordante com o obtido das emissões de CO2.
Verificou-se emissões de NO2 apenas na queima da Mistura I a 650ºC de 1
pm. Pode-se afirmar, que os óxidos de nitrogênio emitidos para a atmosfera a partir
a queima incompleta de elastômeros a base de SBR são todos monóxido de
(b)
a) Mistura I b) Mistura II c) Mistura III d) Mistura IV
alto de monóxido de nitrogênio nas
aturas de queima (Figura 5.24), porém de
ões de monóxido de nitrogênio com o
iormente, as emissões de NO também indicam
réscimo da quantidade de NO à medida que
Com isso, verificou-se que a eficiênica
onal a quantidade de ligações cruzadas
lada a amostra mais difícil torna-se o
será a quantidade de NO formado. Sendo
N
p
d
nitrogênio.
(a)
150200250
650Mon
óxid
o de
nitr
ogên
io
m)
(c) (d)
050
100150200250
Mon
óxid
o de
ni
trogê
nio
(ppm
)
Temperatura de queima (ºC)350 450 650
050
100
200250
350 450 650
(ppm
)
050
100
350 450
(pp
50
100
150
Mon
óxid
o de
nitr
ogên
io
(ppm
)
0
200
250
Temperatura de queima (ºC)
150
Mon
óxid
o de
nitr
ogên
io
Figura 5.24 Emissões de monóxido de nitrogênio em função da temperatura da
queima das
350 450Temperatura de queima (ºC)
650
Temperatura de queima (ºC)

92
Em relação ao dióxido de enxofr
altas com tendência de crescimento com
A Mistura I foi a que apres
temperaturas de 350ºC e 650ºC. Também se
facilitando a degradaç
de enxofre (1 phr ), foi a que emitiu
(c) (d)
Figura 5.25 Emissões de dióxido de enxofre em função da temperatura da queima
das a
e, todas as misturas apresentaram emissões
o aumento da temperatura (Figura 5.25).
entou as maiores emissões de SO2 nas
atribui esse fato a menor reticulação
ão térmica. Porém, a Mistura I, que tem a menor quantidade
gases em maior quantidade a 350 e 650ºC.
(a) (b)
0
500
1000
1500
350 450 650
Temperatura de queima (ºC)
Dió
xido
de
enxo
fre (p
pm)
Dió
xido
de
carb
ono
(ppm
)2000
0
500
1000
1500
2000
350 450 650
Temperatura de queima (ºC)
(d)
0
Temperatura de queima (ºC)350 450 650
) Mistura I b) Mistura II c) Mistura III d) Mistura IV
500
1000
350 450 650
Dió
xido
de
enxo
fre (p
pm)
1500
2000
1500
2000
0
1000
Temperatura de queima (ºC)
Dió
xido
de
enxo
fre (p
pm)
500

93
Observou-se durante a realizaç
foram detectadas com o maior consumo de O
O2.
As Tabelas 5.17, 5.18 e 5.19 mostram,
emissões da queima das misturas preparadas no laboratório.
Tabela 5.17 Emissões oriundas
Testo
Emissões Mistura I Mistura II
ão das análises que as maiores emissões
2, isto é, as menores quantidades de
com mais detalhes, os resultados das
da queima isotérmica a 350ºC em equipamento
Mistura III Mistura IV
O2 (% v/v) 10,9 17,4 17,9 20
CO2 (% v/v) 9,4 3,2 2,6 0,9
CO (ppm) 3088 843 1264 2720
SO2 (ppm) 123 9 19 28
NO (ppm) 120 66 80 51
0 0 0
da queima isotérmica a 450ºC em equipamento
Mistura III Mistura IV
15,3 15,9
5,1 4,5
NO2(ppm) 0
Tabela 5.18 Emissões oriundas
Testo
Emissões Mistura I Mistura II
O2 (% v/v) 16,5 11,6
CO2 (% v/v) 4,2 8,2
CO (ppm) 2433 >5000 2663 2635
SO2 (ppm) 7 420 21 194
NO (ppm) 43 92 61 43
NO2(ppm) 0 0 0 0

94
Tabela
Emissões Mistura I Mistura II Mistura III Mistura IV
5.19 Emissões oriundas da queima isotérmica a 650ºC em equipamento
Testo
O2 (% v/v) 0,3 12,2 14,3 13,3
CO2 (% v/v) 18,3 7,3 6,2 7
CO (ppm) >5000 >5000 >5000 >5000
SO2 (ppm) 1737 633 778 708
NO (ppm) 205 42 40 28
NO2(ppm) 1 0 0 0
B) Outras amo
elastômero não vulcanizado utilizado (SBR) se decompõe completamente
l realizar a sua análise a 650ºC.
Com e O 2 as na Figura
5.26 tiveram g vo n lores o aum da temperatura de
incineração. T ou em es de
A Tabe st s de en emiss o elastômero SBR
em todas as t queima
Tabela 5.20 o ndas d queima odas as
temperaturas de queima no equipamento Testo
Emissões 350ºC 450ºC
stras
O
até 500ºC, como também observado por Maurer (MAURER, 1981). Assim, não foi
possíve
xceção do N e do CO todas as outras emissões mostrad
aumento si nificati os va com ento
ambém se observ issõ NO2 a 450ºC de 1 ppm.
la 5.20 mo ra mai talhadam te as ões d
emperaturas de .
Emissões riu a isotérmica do SBR em t
O2 (% v/v) 17,2 15,2
CO2 (% v/v) 3,4 5,3
CO (ppm) 1179 5712
SO2 (ppm) 18 135
NO (ppm) 26 20
NO2 (ppm) 0 1

95
(d)
misturas como mostra a Figur
As maiores emissões d a da rodagem foram observadas a
350ºC como mostra a Figura
(a) (b)
0
5
10
15
20
3
(c)
0100020003000400050006000
350 450
Temperatura de queima (ºC)
Mon
óxid
o de
car
bono
(p
pm)
50 450
Temperatura de queima (ºC)
Dió
xido
de
carb
ono
(%v
/v)
05
Temperatura de queima (ºC)
0
50
350
Figura 5.26 Emissões dos gases a) monóxido de c
monóxido de nitrogênio e d) dióxido de enxofre provenientes
Observou-se que as
bruscamente na queima da banda de rodagem
Figura 5.27 (a e b). As emiss ra
As emissões de monóxido de nitrogênio são semelhantes as obtidas nas
arbono b) dióxido de carbono c)
do SBR em função da
a partir de 450ºC como mostra a
m tes as misturas.
temperatura da queima
emissões de dióxido de carbono aumentaram
ões de CO fo m se elhan
a 5.27 (c).
e SO2 para ban de
5.27 (d).
10
25
350 450
1520
30
Mon
óxid
o de
nitr
ogên
io
(ppm
)
150
100
450Dió
xido
de
enxo
fre (p
pm)
Temperatura de queima (ºC)

96
(a) (b)
(c) (d)
de pneu de carro de passeio em função da temperatura da queima
Figura 5.27 Emissões dos gases a) monóxido de c
monóxido de nitrogênio e d) dióxido de
050
100
350 450 650
Temperatura de queima (ºC)
Mon
óxid
o de
nitr
(ppm
)
arbono b) dióxido de carbono c)
enxofre provenientes da banda de rodagem
0
10
20
30
350 450 650
Temperatura de queima (ºC)
Dió
xido
de
enxo
fre (p
pm)
A Tabela 5.21 mostra detalhadamente as
rodagem em todas as temperaturas de queima.
Tabela 5.21 Emissões oriundas da queima isot
das as temperaturas de queima no equipamento Testo
Emissões 350ºC
emissões provenientes da banda de
érmica da banda de rodagem em
450ºC 650ºC
17,8 12,1
to
O2 (% v/v) 17,5
CO2 (% v/v) 3,2 3,0 153
CO (ppm) 1472 739 4728
SO2 (ppm) 35 3 8
NO (ppm) 48 32 40
NO2(ppm) 0 0 0
0100020003000400050006000
350 450 650
Temperatura de queima (ºC)
Mon
óxid
o de
car
bono
(p
pm)
0
50
100
150
200
350 450 650
Temperatura de queima (ºC)
Dió
xido
de
carb
ono
(%v/
v)
200ogên
io
250 40
150

97
mais elevadas como mostra a Figura 5.28
).
COx a altas
mperaturas (700ºC) mais precisamente entre 663 e 701ºC que corresponde ao CO
CO2 derivados de componentes inorgânicos presentes nos pneus como: CaCO3,
nO, CaSiO3, etc; que sofrem decomposição e ou reações a altas temperaturas.
e pneus o COx
(CO2 + CO) e compostos com enxofre. O COx pode ser derivado da oxigenação de
compostos orgânicos dos pneus como: ácido esteárico, óleo estendido, etc
(LARESGOITI, 2000).
As quantidades de CO2 diminuem e as de CO aumentam com o aumento da
temperatura de 350 à 650ºC, provavelmente em conseqüência de reações
secundárias durante o processo de degradação em que o CO é formado por reações
na fase gasosa entre o CO2 e hidrocarbonetos ou por reações de craqueamento
ÍEZ, 2003).
Em comparação com as amostras de pneus, a banda de rodagem queimada
ante do pneu.
Esse fato pode ser atribuído aos elastômeros BR e SBR que sofrem
despolimerização emitindo grande quantidade de dióxido de carbono dentre outros.
As emissões de monóxido de nitrogênio tiveram um comportamento quase
constante para os pneus moídos mostrados na Figura 5.28 (c). Também verificou-se
a presença de NO2 na queima a 650ºC.
O dióxido de enxofre apresentou seu maior valor de emissão na temperatura
de 650ºC com decréscimo a 800ºC como mostra a Figura 5.28 (d).
Observou-se que o monóxido de carbono foi a substância que apresentou os
maiores valores nas emissões para todas as temperaturas nos pneus moídos com
decréscimo a 800ºC como mostra a Figura 5.28 (a).
As emissões de dióxido de carbono tiveram um comportamento crescente até
650ºC com decréscimo a temperaturas
(b
Estudos verificaram que há um aumento na produção de
te
e
Z
Também verificou-se como principais gases provenientes da queima d
(D
separadamente emite 14 vezes mais dióxido de carbono que o rest

98
(a) (b)
0350
0350 450 650 800
5
0
20
450 650 800
Temperatura de queima (ºC)
10002000
4000500
Temperatura d )
Mon
óxid
o de
car
bono
1
15
Dió
xido
de
carb
ono
(%v/
v)
3000
0
(ppm
)
6000
(c) (d)
Figura 5.28 Emissões dos gases a) monóxido de carbono b) dióxido de carbono c)
monóxido de nitrogênio e d) dióxido de enxofre provenientes de pneus em função da
Os compostos sulfurados provêm da decomposição das ligações cruzadas da
A oxidação do enxofre foi observada a partir das degradações das ligações
carbono-enxofre do polímero reticulado. As quebras foram favorecidas com o
aumento da temperatura como também verificado pela literatura (DÍEZ, 2003).
Nas emissões provenientes dos pneus todos os gases analisados
apresentaram decréscimo das emissões quando a amostra esteve submetida à
temperatura de 800ºC. Atribui-se esse fato a combustão ter sido mais completa e os
5
100
150
200
250
Mon
óxid
o de
nitr
ogên
io
(ppm
)
temperatura da queima
estrutura da borracha vulcanizada (LARESGOITI, 2000).
0
0
350 450 650 8000
500
1000
500
350 450 650 800
Dió
xido
de
enxo
fre (p
pm)
1
2000
e queima (ºC
Temperatura de queima (ºC) Temperatura de queima (ºC)
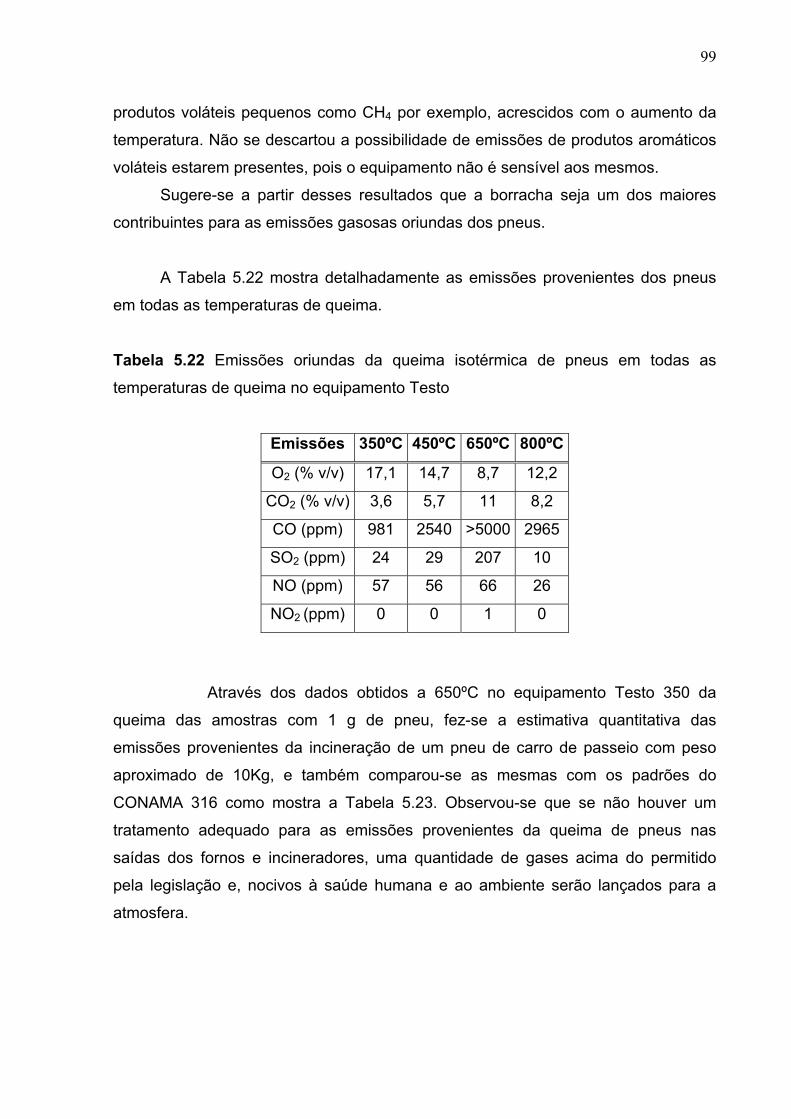
99
produtos voláteis pequenos como CH4 por exemplo, acrescidos com o aumento da
temperatura. Não se descartou a possibilidade de emissões de produtos aromáticos
voláte
Tabela
Emissões 350ºC 450ºC 650ºC 800ºC
is estarem presentes, pois o equipamento não é sensível aos mesmos.
Sugere-se a partir desses resultados que a borracha seja um dos maiores
contribuintes para as emissões gasosas oriundas dos pneus.
A Tabela 5.22 mostra detalhadamente as emissões provenientes dos pneus
em todas as temperaturas de queima.
5.22 Emissões oriundas da queima isotérmica de pneus em todas as
temperaturas de queima no equipamento Testo
O2 (% v/v) 17,1 14,7 8,7 12,2
CO2 (% v/v) 3,6 5,7 11 8,2
CO (ppm) 981 2540 >5000 2965
SO2 (ppm) 24 29 207 10
NO (ppm) 57 56 66 26
NO2 (ppm) 0 0 1 0
Através dos dados obtidos a 650ºC no equipamento Testo 350 da
queima das amostras com 1 g de pneu, fez-se a estimativa quantitativa das
emissões provenientes da incineração de um pneu de carro de passeio com peso
aproximado de 10Kg, e também comparou-se as mesmas com os padrões do
CONAMA 316 como mostra a Tabela 5.23. Observou-se que se não houver um
tratamento adequado para as emissões provenientes da queima de pneus nas
aídas dos fornos e incineradores, uma quantidade de gases acima do permitido
ela legislação e, nocivos à saúde humana e ao ambiente serão lançados para a
tmosfera.
s
p
a

100
Tabela 5.23 Estimativa das emissões provenientes de um pneu de carro de passeio
com peso de 10Kg
Emissões da queima de um pneu de carro de passeio
Concentrações obtidas experiment
Padrões almente (Testo 350) CONAMA 316
CO 5 x 107 ppm 100 ppm
CO2 11,0 x 104 % p/v 280 mg/Nm3
NO 88,4 x 105 mg/Nm3 560 mg/Nm3
SO2 59,2 x 104 mg/Nm3 280 mg/Nm3

101
6 CONCLUSÕES
As conclusões referentes aos resultados dessa tese são:
Quanto maior a reticulação do SBR mais dificultada é a degradação térmica.
Os processos termodegradativos do pneu foram semelhantes ao das misturas
com maiores percentuais de enxofre (3 e 5 phr). Já, a degradação da banda de
rodagem procedeu-se de forma análoga às misturas com menores percentuais de
enxofre (1 e 2 phr).
A partir da queima de misturas à base de SBR e de pneus é possível observar
principalmente emissões de: gás carbônico, metano, óxido de nitrogênio (gases de
efeito estufa) e hidrocarbonetos entre C4 e C10.
A partir da queima de pneus, obteve-se quase 90% (p/v) de materiais de C4 a C7
(estreita faixa de peso molecular) excelente para fabricação de produtos
combustíveis.
Nas temperaturas de queima de 450 e 650ºC de pneus foram encontrados maior
número de aromáticos e compostos cíclicos, como por exemplo, o benzeno e o
furano.
A queima de pneus inservíveis e de elastômeros geram gases, que segundo a
literatura causam danos à saúde do ser humano e ao meio ambiente. A
quantificação desses gases pôde comprovar que as emissões de CO2, CO, NO e
SO2 nas condições experimentais usadas na tese estão muito acima dos permitidos
pela Norma NBR 11.175.
Pode-se afirmar, que os óxidos de nitrogênio emitidos para a atmosfera a partir
da queima incompleta de elastômeros a base de SBR são na maioria monóxidos de
nitrogênio.
Quanto mais reticulada estava a amostra à base de SBR, menor a quantidade
de CO2 emitida. As amostras mais reticuladas foram aquelas que tiveram mais
dificuldades de completarem a combustão nas condições das análises dessa tese.
Amostras menos reticuladas à base de SBR emitem mais SO2, nas temperaturas
estudadas.

102
7 SUGESTÕES
Utilização de processo de criogenia nas captações das emissões a fim de
melhorar as quantificações dos gases gerados pela queima de polímeros.
Quantificação dos gases obtidos a partir de pirólise de pneus.
Avaliação das emissões de outros polímeros, usados comercialmente, como o
poli(tereftalato de etileno), o poliestireno, etc.
Estudo da degradação de todos os elastômeros presentes nos pneus.
Estudo das interações entre o negro de fumo e os outros ingredientes das
formulações.

103
8 REFERÊNCIAS BIBLIOGRÁFICAS ADHIKARI, B.; MAITI D.D.S. Reclamation and recycling of waste rubber. Progress in polymer science, 25, 909-948, 2000.
AGNELLI, M.J.A. Degradação, estabilização e envelhecimento de polímeros.
São Paulo: ABPol. Novembro, 1996.
AKGUN, F. Investigation of energy saving and NOx reduction possibilities in a rotary
cement kiln. International Journal of energy research, 27. 2003. p.455-465. apud
LEMIEUX, P.; STEWART, E.; REALFFB, M.; MULHOLLAND, J.A. Emissions study of co-firing waste carped in a rotary kiln. Journal of Environmental Management.
70. 2004. p.27-33.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM D 3182 Section 9,
vol. 9.01. Philadelphia, 1986.
___________. ASTM D 412 Section 9, vol. 9.01. Philadelphia, 1986.
___________. ASTM D 2240 Section 9, vol. 9.01. Philadelphia, 1986.
___________. ASTM 2084-1 Section 9, vol. 9.01. Philadelphia, 1986.
ANDRADE, F.C. et al.; “Você usou. E agora?”, PUC-Campinas, 2000. Disponível
em:http://reciclarepreciso.hpg.ig.com.br/recipneus.htm Acesso em 20 junho 2003.
ANDRIETTA, A. J. Pneus e meio ambiente: um grande problema requer uma grande solução, 2002. Disponível em:
http://reciclarepreciso.hpg.ig.com.br/recipneus.htm Acesso em 18 maio 2003.
ARAÚJO, S. Estudo da formação e destruição de dioxinas e furanos em fornos rotativos de produção de clínquer utilizados no co-processamento de resíduos. 2002. 116p. Dissertação de mestrado (Engenharia Mecânica) –
Universidade Federal de Itajubá, Minas Gerais.
104
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 11.175. Incineração de resíduos sólidos perigosos – padrões de desempenho. Rio de Janeiro:
ABNT,1990.
BERTOLLO, S.A. M.; Fernandes Jr.,J.L.; Schalch,V.Benefícios da incorporação de
borracha de pneus em pavimentos asfálticos. In: CONGRESSO INTERAMERICANO
DE INGENIERÍA SANITÁRIA Y AMBIENTAL, 28., 2002, Cancun, México
BEZERRA, F.O. Aplicação de elastômeros em tecnologia de pneumáticos.
Monografia, Instituto de química, Universidade do Estado do Rio de janeiro, 2000.
CHEN, F.; QIAN, J. Studies of the thermal degradation of waste rubber. Waste
Management, 23, 463-467, 2003.
CHIEN, Y.C; SHANSHIN, T.; LEE, M.H.; CHIA,T.; SHU,H.Y. Assessment of occupational health hazards in scrap-tire shredding facilities. The Science of the
Total Environment, 35-36, 309, 2003.
CIMINO, M.A. Minimização de resíduos sólidos urbanos – alternativas tecnológicas para pneumáticos inservíveis. 2002. Especialização.
UNISANTA/UFSCar. Orientador: Viviana Maria Zanta Baldochi. Disponível
em:http://www.editorasegmento.com.br/semesp2/detalhes tese.php?cod tese=8.
Acesso em: 29 set 2003
CONSELHO NACIONAL DO MEIO AMBIENTE (BRASIL). Resolução nº 258 de 26 de agosto de 1999. Disponível em:http://www.lei.adv.br. Acesso em: 8 abr. 2003.
CONSELHO NACIONAL DO MEIO AMBIENTE (BRASIL). Resolução nº 264 de 26 de agosto de 1999. Disponível em:http://www.lei.adv.br. Acesso em: 8 abr. 2003.
CONSELHO NACIONAL DO MEIO AMBIENTE (BRASIL). Resolução nº 316 de 29 de outubro de 2002. Disponível em:http://www.lei.adv.br. Acesso em: 20 out. 2003.

105
CONNELL, D.W.; DIPERT, R.A.; DREWS, M.J. Flamability. In: MARK, H.F. et al.
Encyclopedia of Polymer Science and Engineering. Ed. John Wiley & Sons, USA,
7, 154-210, 1986.
CORAN, A.Y. Vulcanization. In: EIRICH, F.R. Science and technology of rubber. New York. Academic Press, 1994. p.339-383.
CUNLIFFE, A.M.; WILLIAMS, P.T. Composition of oils derived from the batch pyrolysis of tyres. Journal of analytical Applied Pyrolysis, 44; 131-152, 1998.
DEMPSEY, C.R.; OPPELT, E.T. Incineração de resíduos perigosos – uma revisão crítica. Air & Waste Management Association. São Paulo, 1999.
DÍEZ, O.; MARTÍNEZ O.; CALVO, L.F.; CARA, A.; MÓRAN A. Pyrolysis of tires. Influence of the final temperature of the process on emissions and the calorific value of the products recovered. Waste Management, 19; 3-7, 2003.
EASTERBROOK, E.K.; ALLEN,R.D. Ethylene-propylene rubber. In: MORTON, M.;
REINHOLD, V.N., New York, 1987, Cap.9, p. 269-271.
EPA, US, 1993, A study of the use of recycled paving material report to a congress. Federal Highway Administration, Washington.
FARDELL P.J. Toxicity of plastics and rubber in fire. Rapra Review Reports, 69,
p.1-94, 1993.
GALLO J.B.; AGNELLI, J.A.M. Aspectos do comportamento de polímeros em condições de incêndio. Polímeros: Ciência e tecnologia, ano VII, 1998.
GOBBI, A.J.D., Reaproveitamento de pneus inservíveis como fonte de energia e matéria-prima. 2002.67 p. Dissertação de Mestrado (Engenharia Ambiental) –
Universidade do Estado do Rio de Janeiro – UERJ. Rio de Janeiro.

106
GOULART, E.A.; MARIOTONI, C.A.; SÀNCHEZ C.G. A utilização da gaseificação de pneus usados em leito fluidizado para a produção de energéticos. 1999.
GRIPP, W.G. Aspectos técnicos e ambientais da Incineração de resíduos sólidos urbanos. Tese de Mestrado em Hidráulica e Saneamento. Universidade de
São Carlos, São Paulo,1998.
HANSON, D. Pyrolysis method for increasing limonene production and novel to facilitate such method, US 99/6149881, 2000.
HENGEVELD, H. Understanding Atmosferic Change: A survey of the background
science and implications of climate change and ozone depletion. Environment
Canada, Second Edition, Edited by Jack M.Hollander, Island Press, 1992.
HOLST, O.; STENBERG, B.; CHRISTIANSSON, M. Biotechnological possibilities for
waste tire – rubber treatment. Biodegradation, v.9, p.301-310, 1998.
INDUSTRY NEWS. UN: Pollution Control to raise global warming by 22nd century. Pollution online, dezembro, 1998.
JANG, J. et al. Discarded tire recycling practices in the United States, Japan and
Korea. Resources, conservation and recycling, v.22, p.1-14, 1998.
LARESGOITI, M.F. et al. Chromatographic analysis of the gases obtained in tire pyrolysis. Journal of Analytical and Applied Pyrolysis, 55, 43-54, 2000.
LORA, E.E.S. Prevenção e Controle da Poluição nos Setores Energético, Industrial e de Transporte. 2 ed. – Rio de Janeiro: Interciência, 2002. 481p.
LUCAS, E.F.; SOARES, B.G.; MONTEIRO, E.E.C. Caracterização de polímeros. Rio de Janeiro: E-papers, 2001. 366p.
LUND, H.F. The Macgraw-Hill recycling Handbook. New York. MacGraw-Hill,
1993. cap.18.

107
MACÊDO, J.A B. de, Introdução a química ambiental – química & meio ambiente & sociedade.1.ed.Minas Gerais, Jorge Macedo, 2002.
MARIANO, J.B. Impactos Ambientais do refino de petróleo. 2001. 216p.
Dissertação (Mestrado em Ciências em Planejamento Energético). Coordenação dos
Programas de Pós Graduação em Engenharia (COPPE), Planejamento Energético,
Universidade Federal do Rio de Janeiro, Rio de Janeiro.
MANO, E.B. Polímeros como materiais de engenharia. São Paulo: Edgard
Blücher, 2000. 197p.
MANO, E.B.; MENDES, L.C. Introdução a polímeros. São Paulo: Edgard Blücher,
1999. 191p.
MARINEIDE, M. Co-processamento em fornos de cimento. Gerenciamento
Ambiental, 1999.Volume Único.
MARK H.F.; GAYLORD N.G. Encyclopedia of polymer science and technology plastics, resins, rubbers, fibers. USA: John Wiley & Sons, Inc., 1971.vol 14
Thermogravimetric Analysis to wire cable coverings.
MARWEDE, G.W.; STOLLFUB, B.; SUMNER, A.J.M. Current status of tire elastomers in Europe. Proceedings 33 rd Annual Meeting – IISRP. Cancún, México,
maio, 1992. p.148
MAURER, J.J. et al. Elastomers. In: TURI, E.A. Thermal characterization of polymeric materials. New York: Academic Press, INC, 1981. p.571-704.
MICHELIN. O pneu e o meio ambiente. São Paulo,1997. Informativo interno.
MIRMIRAN, S.; PAKDEL, H.; ROY, C. Characterization of used tire vacuum pyrolysis oil: nitrogenous compounds from the naphtha fraction. Journal of
analytical and applied pyrolysis, Amsterdam, 22, 205-215, 1992.

108
MOORE, B., BRASWELL, J. Planetary metabolism: understanding the carbon
cycle. Ambio, vol.23, nº1, pp.4-12, 1994.
MORAIS, C.M.P. de. Reciclagem de pneus – viabilidade de aplicação de
alternativas para a utilização de pneus usados em grande escala. 2002.112 p.
Dissertação de Mestrado (Saúde Ambiental) – Faculdade de Saúde Pública da USP.
São Paulo. Orientadora: Wanda Maria Risso Günther.
NOVICKI, R.E.M.; MARTIGNONI, B.N.V.(2003), “Retortagem de pneus”, Borracha
Atual 44, Ano VII, 38-43.
NAPOLI, A.; SOUDAIS, Y.; LECOMTE, D.; CASTILHO, S. Scrap tire pyrolysis: Are the effluents valuable products?. Journal of Analytical Applied Pyrolysis, 40-41,
373-382, 1997.
ODA, S. Análise de viabilidade técnica da utilização do ligante asfalto-borracha em obras de pavimentação. 2000. Tese de Doutorado (Transportes) – Escola de
Engenharia de São Carlos, Universidade de São Paulo, São Carlos, 2000.
PACHECO, E.B.A.V. A reciclagem energética de plásticos e borrachas.
Informativo interno. Instituto de Macromoléculas Professora Eloisa Mano,
Universidade Federal do Rio de Janeiro, ABIQUIM, 2001.
PEARCE, F. Scrap tires: a burning issui. New Scientist, November, 1993, p.13-14.
PETROFLEX INDÚSTRIA E COMÉRCIO S.A. Informativo interno, 1994.
PETROFLEX INDÚSTRIA E COMÉRCIO S.A. SBR 1712. Disponível em: http://Petroflex.com.br. Acesso em 20 de Novembro de 2004.
PORTO, M.E.S. et al. Relatório de inspeção: Indústrias cimenteiras de Cantagalo
que realizam co-processamento de resíduos industriais. 59 p. Disponível em :
http://www.jornaldomeioambiente.com.br/txt_importante/importante20.asp.Acesso
em: 15 jun 2004.

109
REISMAN, J.I. Air emissions from scrap tire combustion. Washington:United
States Environmental Protection Agency,1997.
RESCHNER, K. An overview of commercially available scrap tire processing and rubber recycling methods, Abr 2000, Disponível
em:http://home.snafu.de/kurtr/str/en prod.html.Acesso em: 30 abr 2004.
RODRIGUEZ, I.M.; LARESGOITI,M.F.; CABRERO,M.A.;TORRES,A.;
CHOMÓN,M.J.; CABALLERO,B. Pyrolysis of scrap tires. Journal of Analytical
Applied Pyrolysis, 52;43-54, 2000.
RODRIGUEZ, I.M.; LARESGOITI,M.F.; CABRERO,M.A.;TORRES,A.;
CHOMÓN,M.J.; CABALLERO,B. Pyrolysis of scrap tires. Journal of analytical
Applied Pyrolysis, 52;43-54, 2001.
SALOMON, V.G.; SILVA, R.J. Otimização da mistura de resíduos industriais para a produção de um combustível derivado de resíduos destinado ao co-processamento em fornos rotativos. In: SEMINÁRIO BRASILEIRO DE
PESQUISA OPERACIONAL.
SANTOS, A.L.T. dos. Plano de gerenciamento do pneu-resíduo: metodologia
2002. Dissertação (Mestrado em Engenharia Civil, Saneamento e Ambiente),
Faculdade de Engenharia Civil, Universidade Estadual de Campinas, Campinas.
SAWADA, H. Depolimerization. In: MARK, H.F.; BIKALES, N.M.; OVERBERG, G.G.;
MENGES G. Encyclopedia of Polymer Science and Engineering, John Wiley & Sons 4, 719-45, 1986. SENNECA, O.; SALATINO, P.; CHIRONE, R. A fast heating-rate thermogravimetric study of the pyrolisis of scrap tires. Fuel 78, 1999, p.1575-
1581.
SHARMA, V.K.; FORTUNA, F.; MINCARINI, M. Disposal of waste tires for energy recovery and safe environment. Applied Energy 65, 2000, p.381-394.

110
SHARMA, R.H; BAKHSHI, N.N. Bioresearch. Technology. 35, 57, 1991.
SHIMADZU. Shimadzu stand-alone thermal analysis system application into polymeric materials (1). 1988. 57p.
SHREVE, R.N.; BRINK, J. A. Indústrias de Processos Químicos. 4 ed. - Rio de
Janeiro: Editora Guanabara Koogan S.A, 1997.717p. tradução de Horacio Macedo.
SOARES, R.W.; MENEZES, V.J.; FONSECA, M.V.A; DWECK, J. Characterization of carbonaceous products by TG and DTA. Journal of Thermal Analysis, v.49,
p.657-661, 1997-b.
SOUZA, F.A. Utilização de pneus pós-consumo como combustível em fornos de cimento. In: SEMINÁRIO NACIONAL SOBRE REUSO/RECICLAGEM DE
RESÍDUOS SÓLIDOS. 2000. São Paulo. Secretaria de Estado do Meio Ambiente.
Disponível on line http://www2.ciesp.org.br/bolsa/outros servicos/banco textos/,
Acesso em 15 jun 2003.
TAYLOR, P.H.; LENOIR, D. Chloroaromatic formation in incineration process. The scince of the total environment, 269, p. 1-24, 2001.
TEIXEIRA, E.C.; MARÇAL, P.Meio ambiente e carvão. FEPAM, FINEP, CAPES,
PADCT, GTM, PUCRS, UFSC. Cadernos de planejamento e gestão ambiental, vol2.
Porto Alegre – RS, 498p, 2002.
TORRES, J.A.C. Envelhecimento de polietileno de alta densidade sob as intempéries da cidade do Rio de Janeiro. Dissertação de Mestrado, Instituto de
Macromoléculas Professora Eloisa Mano, Universidade Federal do Rio de Janeiro,
2000.
WILLIAMS, P.T. TAYLOR, D.T. Fuel. 72, 1993, p.1469-1474,.

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas

Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo