as características que são avaliadas em um sínter (figura ... · o mecanismo de sinterização...
TRANSCRIPT

34
As características que são avaliadas em um sínter (Figura 3.22 ) para uso em
altos-fornos são similares àquelas que são monitoradas nos minérios de ferro
granulados. Entretanto, nos minérios de ferro estas características são basicamente
definidas pela natureza desta matéria-prima, ao passo que no sínter existe uma margem
bastante ampla de controle destas propriedades. Os principais parâmetros que podem
ser usados no controle das características do sínter são a proporção de CaO adicionado
(relação CaO/SiO2 no sínter final) e quantidade de combustível sólido usado no
processo. Uma escolha adequada destes parâmetros permite a obtenção de um sínter
com qualidade bastante superior ao dos minérios granulados. Isso faz com que o sínter
seja hoje uma matéria prima essencial para altos-fornos, especialmente para aqueles de
grande porte (GARCIA, 1988).
Figura 3.22 – Sínter pronto para ir pra o alto forno
3.6.7 Principais características exigidas para o sí nter
De acordo com Honorato (2005), as principais características exigidas para o
sínter de alto forno são:
-Não conter elementos químicos indesejáveis para o alto forno;

35
-Composição química estável;
-Elevado teor de ferro;
-Baixo volume de escória;
-Elevada resistência mecânica;
-Granulometria estável;
-Baixa porcentagem de finos;
-Baixa degradação sob redução;
-Possuir alta redutibilidade;
-Baixo consumo de combustível.
O sínter é definido genericamente como:
i) Não Auto-Fundente: Quando é proveniente de minério hematítico ou
magnetítico com estéril de sílica e ao qual não se acrescenta nenhuma
base (CaO ou MgO).
ii) Auto-Fundente: O minério pode ser o mesmo anterior. Mas são
acrescentadas algumas bases para correção da composição química.
Podem ser ácidos, quando a relação CaO/SiO2 é inferior a 1, ou básico,
quando esta relação for superior a 1 (MINITEC II, 2005).
3.6.8 Mecanismo de sinterização
O mecanismo de sinterização de minério de ferro é determinado pelo
desenvolvimento de dois fenômenos distintos:
O fenômeno físico de transferência de calor da camada superior para a inferior do
leito de sinterização, proporcionada pela sucção forçada de ar, criando uma fonte
térmica cuja velocidade de programação é proporcional à vazão de ar e o fenômeno
químico de combustão de coque ou moinha contida na mistura a sínterizar que,
produzindo calor, gera uma frente de reações químicas, cuja evolução é função da

36
reatividade, da quantidade de combustível e da umidade e composição química e
granulométrica da mistura (TORRES, 1988).
Estes dois fenômenos são inteiramente dependentes entre si, pois o combustível
só entra em combustão, desencadeando o processo, após a mistura atingir certa
temperatura, determinada pela reatividade do próprio combustível. Além disso, a
existência dos dois fenômenos, transferência de calor e reações químicas, resulta na
formação de uma zona de reações termo-químicas no leito da mistura a sínterizar,
gerando outras zonas com características diversas, cujos desenvolvimentos resultam na
formação do mecanismo global de aglomeração a quente (BATISTA, 2003).
3.6.9 Zonas de sinterização
O fenômeno de transferência de calor e o fenômeno químico de combustão do
coque, ocorrendo simultaneamente, definem as “zonas de sinterização” e assim todo o
processo de aglomeração de mistura (FILHO, 1986).
Na região acima da zona de combustão, o ar retira calor do sínter já formado,
transportando-o para as regiões inferiores. Na zona de combustão ocorrem quase todas
as reações do processo, a uma temperatura superior a 100 ºC, sendo que o gás e o
material sólido trocam entre si as funções de receptor e fornecedor de calor, em curtas
reações de segundo e de centímetro. Assim, abaixo da zona de combustão, os gases
superaquecidos passam a fornecer calor para a mistura, que se aquece bruscamente da
temperatura ambiente até mais de 1200 ºC (TORRES, 1988).
A temperatura passada violentamente de cerca 60 ºC para 1200 1400 ºC
desencadeia todas as reações de sinterização. Ao se atingir temperaturas próximas de
100 ºC inicia-se a evaporação da umidade da mistura, porém como o vapor é carregado
para regiões mais frias nas camadas inferiores, ao passo por 60 ºC / 70 ºC (ponto de
orvalho) é novamente condensado. Entre 60 ºC a 100 ºC aproximadamente forma-se
então uma região em que a umidade da mistura é superior à média, e acima de 100 ºC
inicia-se a zona de secagem. Entre 150 a 200 ºC, mesmo no curto intervalo de tempo,
toda a umidade já foi vaporizada, iniciando-se a desidratação dos hidróxidos (150 a 500
ºC), o que se faz consumindo calor do processo (GTD, 2004).

37
Quando a mistura atinge a faixa de 500 a 700 ºC inicia-se a combustão do coque
com violento desprendimento de calor, elevando o nível térmico do ambiente para 1200
/ 1400 ºC. A decomposição dos carbonatos inicia-se em torno de 700 ºC, com consumo
de calor. Na faixa de 900 a 1400 ºC, que define a zona de combustão, também
chamada de semi-líquido, formando-se o magma do sínter, ou seja, o conjunto de
silicatos, calcioferritas, etc., após cristalização, juntamente com os óxidos de ferro,
primários ou secundários, constituem o sínter. A reação de combustão do coque na
mistura:
nC +mO2 => x CO + yCO2 + zO2 + calor
além de produzir grande quantidade de calor, torna o ambiente ligeiramente redutor, o
suficiente para uma redução parcial da hematita e magnetita.
Atingida a temperatura máxima do processo, sob atmosfera ligeiramente
redutora, inicia-se o resfriamento do sínter sob atmosfera francamente oxidante, pois o
único gás oxidante acima da zona de combustão é o ar. A temperatura ainda bastante
elevada ocorre, então, uma reoxidação da magnetita. A cerca de 900 ºC o ciclo de sínter
da camada superficial, numa espessura de aproximadamente 2 cm, bruscamente pelo
ar à temperatura ambiente, este sínter é frágil e por isso denominado “soft sínter”. Desta
forma, pode-se dividir o processo de sinterização nas seguintes zonas principais (TCS,
2005):
Zona úmida: tendo como limite superior a temperatura de 100 ºC, constitui a
base do leito de mistura a sínterizar.
Zona de secagem: compreendida entre 100 a 500 ºC. Região onde ocorre
principalmente a vaporização da umidade da mistura e depois a desidratação dos
hidróxidos.
Zona de reação: compreende toda a região térmica no aquecimento acima de
500 ºC, quando se inicia a combustão do coque, passando pelo ponto de temperatura
máxima do processo e chegando até 900 ºC, quando se inicia o resfriamento do sínter.
As principais reações que ocorrem nesta zona são: combustão do coque (exotérmica),
decomposição dos carbonatos (endotérmica), reações na fase sólida, reações na fase
líquida (formação do magma), redução e reoxidação dos óxidos de ferro.
38
Zona de resfriamento: tem início abaixo de 900 ºC, quando termina a reação.
Nesta fase do processo tem lugar o resfriamento do sínter e é nela que aparecem os
primeiros cristais que, conforme o seu desenvolvimento, irão conferir determinadas
propriedades ao sínter (MINITEC IV, 2005).
3.6.10 Avaliação técnica do sínter
Anteriormente, a sinterização era considerada apenas como recuperação de
fontes de ferro aproveitáveis e que, por questões de granulometria, não podiam ser
carregadas nos altos-fornos. Hoje, ela se caracteriza por ser uma unidade geradora e
controladora de um produto, cuja uniformidade de qualidade química, física e
metalúrgica se mostra indispensável à operação dos grandes altos-fornos, para
obtenção dos índices de produtividade deles exigidos. (MINITEC I, 2005).
Qualidade Química
Tendo em vista os níveis de participação do sínter na carga metálica dos alto
fornos, o sínter mostra em sua constituição todos os elementos químicos necessários à
perfeita formação de escória do alto-forno, bem como à composição química do gusa.
Com isto, o carregamento de fundente, diretamente do alto-forno é prática extinta.
É interessante frisar a importância de se manter constante a composição química
do sínter, especialmente os teores de SiO2, Fe, MgO, FeO e basicidade (CaO / SiO2)
pois, variações destes compostos comprometam a estabilidade térmica da operação do
alto-forno, sem se computar os seus efeitos sob resistência a frio e a quente do sínter. É
atribuído ainda um controle ao teor de Al2O3 dada sua influência direta no RDI do sínter
(Índice de Degradação sob Redução) (LAMAS, 1993).
Balanço geral para produção de sínter
A seguir, a tabela 3.1 mostra o balanço geral para produção de um dia sem a utilização
da lama e do pó de alto forno.

39
Tabela 3.1 – Balanço de material para produção de um dia sem pó de balão.
MATERIAL QUANTIDADE (Ton)
Sínter feed 443,29
Retorno 216,76
Calcário 60,60
Fino de carvão 60,88
Produção 536,25
Qualidade física
Os índices de qualidade física do sínter estão relacionados às solicitações
mecânicas que ele está sujeito no seu transporte para o alto-forno e mesmo no interior
deste aparelho.
A distribuição granulométrica e conseqüentemente o tamanho médio são
importantes, pois irão influir na distribuição do gusa e no interior do alto-forno, criando
assim um acentuado, notadamente, quando a fração é menor que 5 mm, que deve ser a
menor possível.Ainda no caso da distribuição granulométrica, a partir de um tamanho
médio, adequado a faixa deve ser a mais estreita possível. Da mesma maneira a
resistência mecânica também é rigorosa, uma vez que afeta a permeabilidade de carga
no alto-forno na zona de pré-aquecimento. Para tal, os índices devem ser compatíveis
com a operação destes aparelhos de redução, tanto no que diz respeito ao “Shatter
Test”, e outros testes, criando-se para estes parâmetros metas e desvios que, ao serem
atingidos, forçam um constante policiamento da carga e Processo de Sinterização
(MINITEC I, 2005).
Análise química do sínter
O sínter, também denominado pelos técnicos de pré-gusa, apresenta um
percentual que pode variar de 55 a 65% de ferro (tabela 3.1), acompanhado de outros
óxidos que ajudaram no processo de fusão no alto forno.
Tabela 3.2 - Análise química do sínter (USIMAR, 2008).
Sínter % Fe 58,40
FeO 8,64 SiO2 4,03 Al2O3 2,04 CaO 6,90 MgO 1,55 Mn 0,49

40
4. REUTILIZAÇÃO DE REJEITOS SIDERÚRGICOS
A indústria siderúrgica gera grandes quantidades de resíduos durante os seus
processos produtivos, sendo que alguns destes resíduos são pós de granulometria fina
e rica em óxidos de ferro que como manuseio, forma uma névoa de poeiras dificultando
a sua reutilização no processo produtivo (LIMA, 2008).
Dentre os principais resíduos sólidos gerados pelas indústrias de ferro-gusa a
carvão vegetal estão: a escória de alto-forno, o pó e a lama do sistema de limpeza de
gases, tais resíduos possuem elevados teores de ferro, com exceção do carvão vegetal,
e contém pequenas concentrações de óxidos de alumínio, cálcio, magnésio, manganês
e silício (BOSCO, 2009).
O desenvolvimento de tecnologias para redução, reciclagem e reutilização destes
resíduos torna-se necessário para eliminar e/ou minimizar o passivo ambiental causado
por sua disposição no solo.
A aplicação de tecnologias apropriadas e ecologicamente corretas, provocando
assim uma redução da utilização de recursos naturais, de desperdício, da geração de
resíduos e poluição, é uma ação de prioridade mundial. A produção eficaz e a poluição
zero advinda desta é o desafio inerente às estratégias de produção mais limpa, cujo
objetivo principal é evitar a geração de resíduos e emissões, a partir de um enfoque
preventivo (CARDOSO, 2003).
A geração dos resíduos perigosos trouxe vários transtornos à medida que houve
intensificação do processo de industrialização. Atualmente, o gerenciamento de
resíduos industriais é baseado em conceitos, como minimizar, valorizar, dispor e
reaproveitar, onde inclui reutilizar, recuperar e reciclar (BOSCO, 2009).
O sistema de lavagem de gases (Figura 4.1) de uma siderúrgica é um
fundamental equipamento que recupera parte do ferro e do carbono que vai sendo
liberado pelos gases do topo e conta com um rigoroso sistema de lavagem de gases
que os separa do material particulado.

41
Figura 4.1 – Sistema de lavagem de gás de topo do alto forno
4.1 LAMA DE ALTO FORNO
A lama de alto – forno (Figura 4.2) é um resíduo gerado após a etapa de lavagem
de gás de Alto – Forno. A reciclagem direta dos pós do alto forno é prejudicada pela
presença de elementos indesejáveis tais como o zinco, chumbo e metais alcalinos.
Estes elementos com baixos pontos de fusão podem causar problemas operacionais
interferindo nas reações que ocorrem no alto – forno. Além disso, os pós podem conter
elementos tóxicos como cádmio, cromo e arsênio (FONTES, 2007).
Segundo Fontes (2007), uma das principais aplicações da lama gerada no alto –
forno é na forma de co – produto nas indústrias cerâmicas de tijolos e telhas bem como
para as indústrias cimenteiras; devido a seu alto teor de carbono (cerca de 40% -
referência), ela proporciona um tempo de campanha (cozimento) do lote de tijolo ou
telha menor que o usual, portanto, contribuindo para a economia de combustível. Esse
tempo cai de algo em torno de 80 horas de cozimento para aproximadamente 48 horas.
42
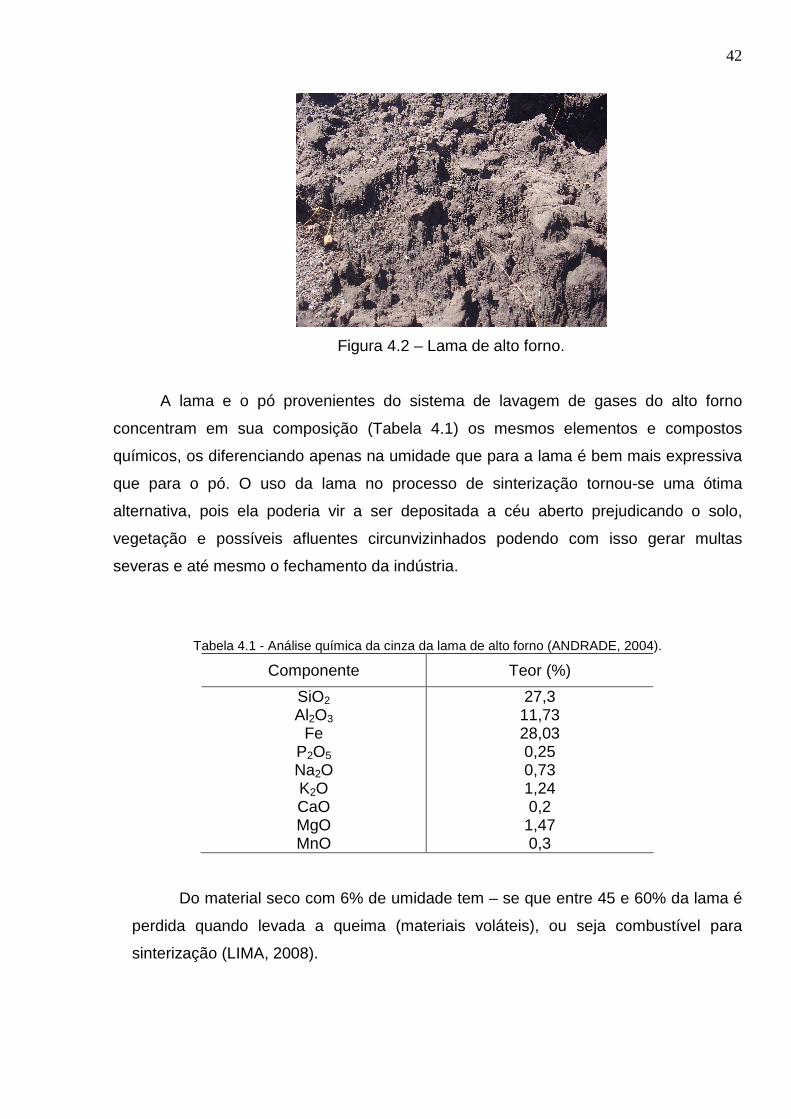
Figura 4.2 – Lama de alto forno.
A lama e o pó provenientes do sistema de lavagem de gases do alto forno
concentram em sua composição (Tabela 4.1) os mesmos elementos e compostos
químicos, os diferenciando apenas na umidade que para a lama é bem mais expressiva
que para o pó. O uso da lama no processo de sinterização tornou-se uma ótima
alternativa, pois ela poderia vir a ser depositada a céu aberto prejudicando o solo,
vegetação e possíveis afluentes circunvizinhados podendo com isso gerar multas
severas e até mesmo o fechamento da indústria.
Tabela 4.1 - Análise química da cinza da lama de alto forno (ANDRADE, 2004).
Componente Teor (%)
SiO2 Al2O3
Fe P2O5 Na2O K2O CaO MgO MnO
27,3 11,73 28,03 0,25 0,73 1,24 0,2
1,47 0,3
Do material seco com 6% de umidade tem – se que entre 45 e 60% da lama é
perdida quando levada a queima (materiais voláteis), ou seja combustível para
sinterização (LIMA, 2008).

43
4.2 PÓ DE BALÃO
O pó de balão trata – se de um resíduo sólido oriundo do sistema de limpeza à
seco dos gases do alto forno (Figura 4.3), que foi denominado de “Charcok” (os autores
introduziram este nome para o resíduo pó do balão, oriundo da indústria siderúrgica
não integrada a carvão vegetal, que utiliza o carvão vegetal (Charcoal) como redutor);
existem outros resíduos à base de Carbono que tem nomes similares (Fercoque e
Alucoque) e corresponde a 13% dos resíduos sólidos gerados nas indústrias
siderúrgicas independentes (MARTINS, 2003).
Figura 4.3 - Esquema do coletor de pó de balão. (TCS, 2005). De acordo com Castro (2000), da fundação Christiano Ottoni, o pó de exaustão
ou pó do coletor é uma mistura de materiais finos, composto essencialmente pelo
combustível/redutor, carga metálica e fundentes. Esses materiais são levados para fora
do alto-forno pelos gases gerados no seu interior. A sua separação do gás é feita pelos
diversos equipamentos que são empregados na limpeza do gás de alto-forno, tais como
ciclones, venturis e etc. A quantidade de pó de exaustão gerado em um alto-forno varia
de acordo com suas condições operacionais e de preparação das matérias-primas;
entretanto, está geralmente entre 15 e 30 kg/tonelada de gusa, segundo ANDRADE
(2004), o pó do exaustor contem elementos que podem ser reaproveitados como fonte
calorífica e mineral conforme mostram as tabelas abaixo:

44
Tabela 4.2 - Análise de pó de exaustão de alto forno a carvão vegetal (ANDRADE, 2004).
Componente Teor (%)
Carbono fixo Cinzas Voláteis Umidade
13,8 65,4 20,8 1,5
A tabela acima mostra uma porcentagem de mais de 65% de cinzas presentes no
pó de balão e de posse disso foi realizado uma análise desta cinza (Tabela 4.3), com
esta análise pode – se observar também uma considerável taxa de ferro, sílica e óxido
de cálcio.
Tabela 4.3 - Análise química das cinzas de pó de um alto forno a carvão vegetal (ANDRADE, 2004).
Componente Teor (%)
Fe Mn
SiO2 Al2O3 CaO MgO
P
53,3 1,2 8,5 1,7 7,5 1,2 0,2
A quantidade de ferro avaliada nas cinzas de pó de balão se torna superior à da
lama pelo fato do ferro em forma de óxido já ficarem retidos em maior quantidade no
cilindro coletor de pó, pois o gás é forçado a mudar de direção e por diferença de
densidade os óxidos de ferro caem no recipiente coletor.
Balanço geral para produção de sínter da empresa USIMAR
Na tabela 5.1 mostra a produção de um dia para a produção de sínter com a
utilização da lama e pó de alto forno da USIMAR.
45
Tabela 5.1 – produção de sínter para um dia com adição de pó e lama.
MATERIAL QUANTIDADE (Ton)
Sínter feed 411,35
Retorno 205,68
Calcário 43,20
Fino de carvão 37,53
Pó e Lama 32,72
Produção 535,80
5 ANALISE QUALITATIVA DO SÍNTER NO ALTO FORNO
De acordo com técnicos da área e análises diárias do andamento de produção de
gusa na siderúrgica, o uso do sínter como matéria prima além das qualidades aferidas
tanto físicas quanto químicas do material, pode destacar também as seguintes
vantagens:
a) Quanto à sua atuação no interior do alto forno
� Maior permeabilidade
� Maior controle de processo
� Maior controle no consumo de matérias primas
� Maior controle na relação CO/CO+CO2
b) Quanto ao consumo
� Melhor formação de escória primária fluida, em função do IB (índice de
basicidade) do sínter.
� Propaganda social
� Matéria prima pré – reduzida junto ao bolo de sínter
� Ré – aproveitamento dos pós gerados na siderúrgica, assim como, da
lama e pó de balão oriundos da limpeza dos gases emanados do alto –
forno.
� Prevenção de multas ambientais

46
É importante ressaltar que o uso do sínter no alto – fornos além de trazer as
diversas vantagens mencionadas acima podem destacar também uma considerável
redução no minério de ferro que faz parte da carga a ser enfornada no reator químico e
principalmente no consumo de carvão vegetal, trazendo economia desta valiosa matéria
prima e uma importante alternativa na preservação de árvores da região e
principalmente dando mais viabilidade econômica ao processo. Veremos agora alguns
resultados que foram alcançados na USINA SIDERÚRGICA DE MARABÁ com o
enfornamento de sínter como principal matéria prima na produção de ferro gusa, assim
como, algumas tabelas que demonstram a evolução na economia de minério de ferro e
carvão vegetal.
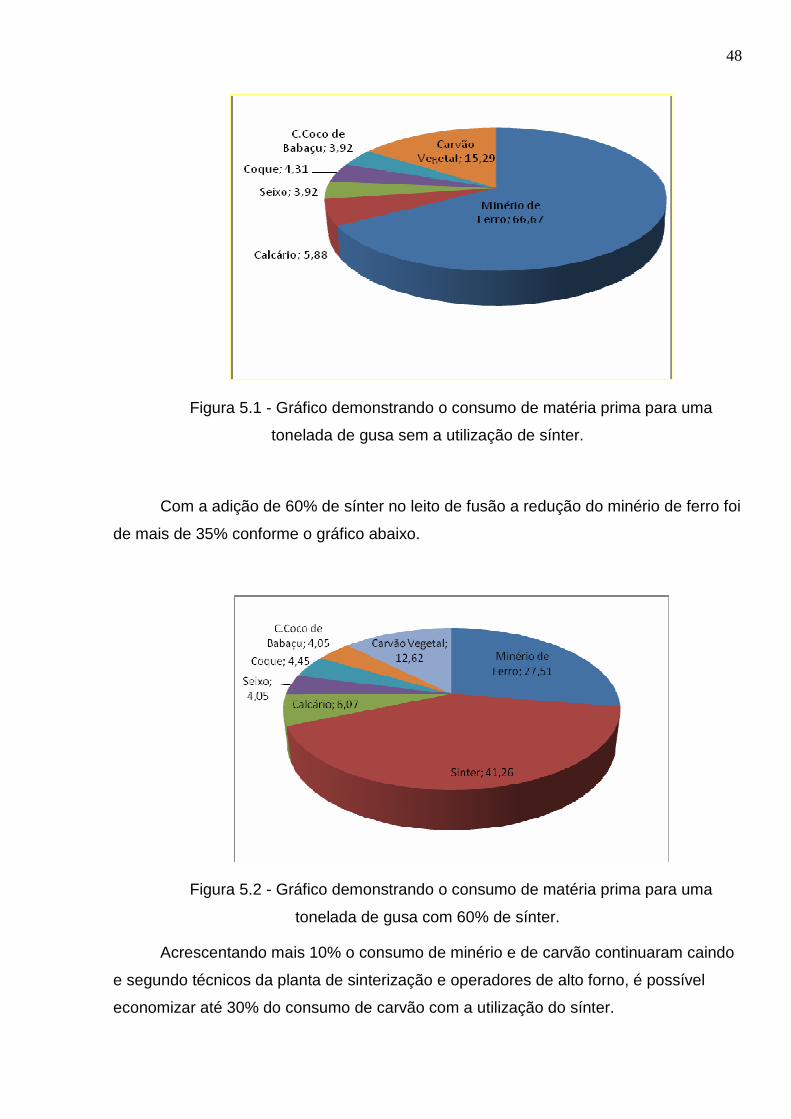
A tabela 5.1 mostra o leito de fusão para uma tonelada de gusa sem o
enfornamento de sínter, utilizando a princípio 1700 quilos de minério de ferro. Na
USIMAR, foi implantado o uso do carvão de coco de babaçu, como forma de aproveitar
mais um recurso natural, testar o seu poder calorífico e misturá-lo com o outro tipo de
carvão vegetal.
MATÉRIA PRIMA kg % Minério de Ferro 1.700 66,67 Calcário 150 5,88 Seixo 100 3,92 Coque 110 4,31 Carvão de Coco de Babaçu 100 3,92 Carvão Vegetal 390 15,29
TOTAL 2.550 100
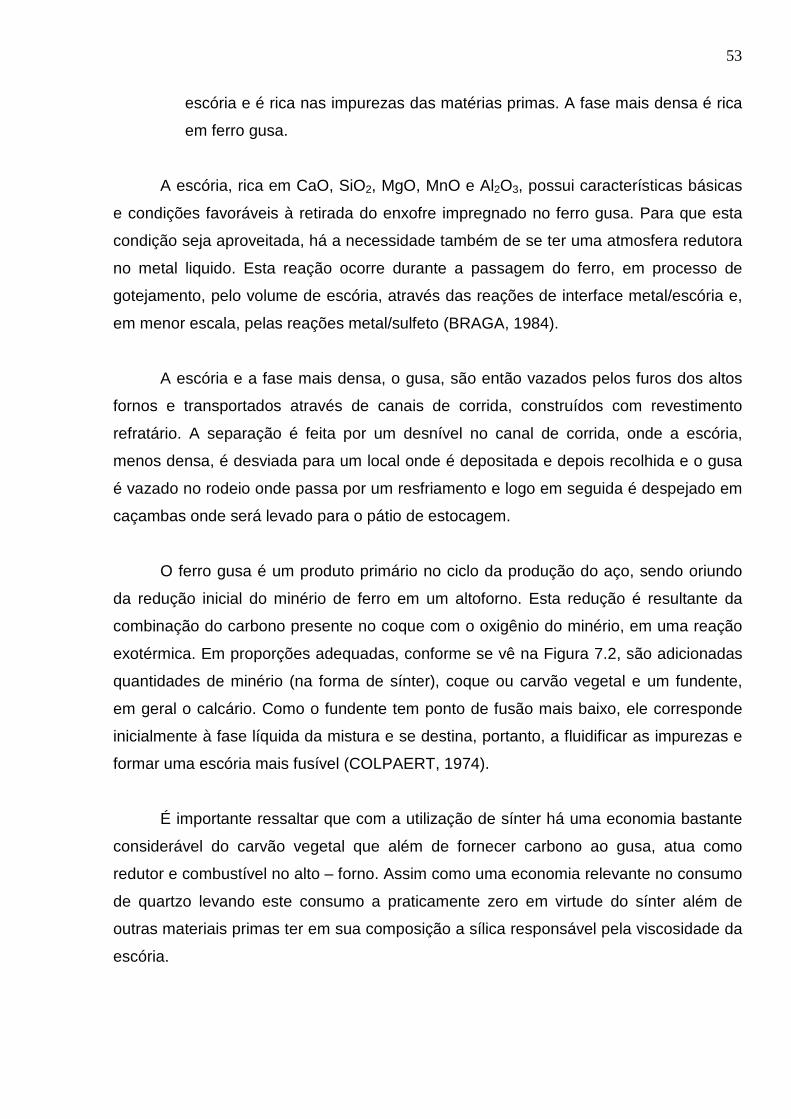
A tabela 5.2 mostra um avanço na produção de uma tonelada de gusa com a
adição de sínter em seu leito e com isso, a diminuição de consumo de minério e de
carvão.
MATÉRIA PRIMA Kg % Minério de Ferro 680 27,51 Sínter 1.020 41,26 Calcário 150 6,07 Seixo 100 4,05 Coque 110 4,45 Carvão de Coco de Babaçu 100 4,05 Carvão Vegetal 312 12,62 TOTAL 2.472 100,00
Tabela 5.1 - Consumo de matéria prima para uma tonelada de gusa sem sínter (USIMAR, 2008).
Tabela 5.2 - Consumo de matéria prima para uma tonelada de gusa utilizando 60% de sínter como matéria prima de Ferro (USIMAR, 2008).
47
Observando as duas primeiras tabelas acima, notamos uma estimada redução do
minério de ferro em função do sínter, redução esta de mais de 50% do seu leito de
fusão; isto se dá pelo fato da composição do sínter já conter um percentual de
aproximadamente 58% de Fe provenientes do sínter feed utilizado no processo de
sinterização. Outra redução importante foi no consumo de carvão, aproximadamente
15.9%, isto se deve ao aproveitamento dos finos gerados da quebra do carvão ao ser
depositado nos silos de estocagem e também ao percentual de carbono fixo e cinzas
oriundas do sistema de lavagem de gás que juntamente com outros elementos formam
um pó e uma lama que também é aproveitado no processo de sinterização (USIMAR,
2008).
Para aumentar a redução de carvão vegetal e o consumo de minério de ferro,
contudo sem alterar as propriedades do produto final, foi aumentado de 60 para 70% a
utilização de sínter como representado na tabela 5.3:
Diante dos dados mencionados anteriormente, acompanhe graficamente a
evolução na economia de carvão e minério de ferro ao ser empregado 60% e depois
70% de sínter para a produção de uma tonelada de gusa:
MATÉRIA PRIMA kg % Minério de Ferro 510 20,73
Sínter 1.190 48,37 Calcário 150 6,10
Seixo 100 4,07 Coque 110 4,47
Carvão de Coco de Babaçu 100 4,07 Carvão Vegetal 300 12,20
TOTAL 2.460 100,00
Tabela 5.3 - Consumo de matéria prima para uma tonelada de gusa utilizando 70% de sínter (USIMAR, 2008).
48
Figura 5.1 - Gráfico demonstrando o consumo de matéria prima para uma
tonelada de gusa sem a utilização de sínter.
Com a adição de 60% de sínter no leito de fusão a redução do minério de ferro foi
de mais de 35% conforme o gráfico abaixo.
Figura 5.2 - Gráfico demonstrando o consumo de matéria prima para uma
tonelada de gusa com 60% de sínter.
Acrescentando mais 10% o consumo de minério e de carvão continuaram caindo
e segundo técnicos da planta de sinterização e operadores de alto forno, é possível
economizar até 30% do consumo de carvão com a utilização do sínter.

49
Figura 5.3 - Gráfico demonstrando o consumo de matéria prima para uma tonelada de gusa com 70% de sínter.
Os gráficos acima mostram que na sinterização, além de se economizar nas
matérias primas a indústria recicla praticamente todo o material de granulometria baixa,
pós, lama, carepas e o próprio retorno produzido em sua própria planta; participando
significativamente no leito de fusão de um alto – forno.
6. MEIO AMBIENTE
De acordo com as leis 6.938/81, que instituiu a Política Nacional do Meio
Ambiente, e 9.605/98, que trata dos crimes ambientais, a responsabilidade pela
reparação de qualquer dano ambiental é objetiva e a responsabilidade é solidária,
mostrando que, independente do fato gerador, a empresa será chamada para remediar
qualquer passivo gerado devido à má gestão de resíduos. Segundo BOSCO (2009), um
adequado Sistema de Gestão de Resíduos (SGR), para atender plenamente às
diretrizes atuais de proteção ambiental e responsabilidade social, deve ter por objetivo,
em ordem decrescente de prioridade, a eliminação, minimização, reuso ou reciclagem
dos resíduos. Este sistema é perfeitamente possível de ser implementado, uma vez
sendo planejado desde o projeto do empreendimento. A poluição industrial é de certa
forma, ineficiência dos processos produtivos, representando desperdício e perda de

50
matéria-prima e insumos. O processo industrial deve ser então, revisado, a fim de
detectar as falhas, buscando novas aplicações para os resíduos gerados, em acordo
com a metodologia da qualidade.
A geração dos resíduos perigosos trouxe vários transtornos à medida que houve
intensificação do processo de industrialização. Atualmente, o gerenciamento de
resíduos industriais é baseado em conceitos, como minimizar, valorizar, dispor e
reaproveitar, onde inclui reutilizar, recuperar e reciclar. Resíduos gerados na produção
industrial, são tratados com a finalidade de recuperar frações ou substâncias que podem
ser aproveitadas no processo produtivo em condições economicamente viáveis. No caso
de resíduos industriais perigosos traz três vantagens: reduz volume de resíduos, custo
do tratamento sem falar de disposição dos resíduos que são gerados. Ainda contribui
para prolongar a vida útil das jazidas dos minerais menos comuns. Dessa forma, reduz a
poluição causada pelas atividades mineradoras. Por outro lado, nos processos de
recuperação poderão não se sustentar economicamente. Recuperar muitas vezes não
tem sustentação do ponto de vista econômico, se os custos forem elevados no
tratamento, não serão cobertos pela receita do material recuperado (BOSCO, 2009). De
acordo com a NBR 10004, (Norma de Classificação de Resíduos), indicaram a escória e
os finos de minério como resíduo de classe III (resíduos inertes), a moinha como resíduo
classe II (não inerte) e o pó de coletor e a lama de alto-forno como resíduos classe I
(perigosos) .
7. PROCESSO DE FABRICAÇÃO DE GUSA
O alto-forno constitui ainda o principal aparelho utilizado na metalurgia do ferro. A
metalurgia do ferro consiste, essencialmente, na redução dos óxidos dos minérios de
ferro, mediante o emprego de um redutor, que é um material a base de carbono
(carvão). O alto-forno siderúrgico propriamente dito consiste de um reator formado por
segmentos de cilindros e troncos de cone. A maior parte do volume interno opera em
regime de contra corrente. Minério de ferro, em sua maior parte aglomerado, e coque de
carvão mineral são carregados pelo topo enquanto ar modificado é soprado por
ventaneiras situadas no seguimento inferior. Neste segmento está também o cadinho
que acumula ferro-gusa e escória líquidos que são vazados por furos de corrida, ou

51
furos de gusa. Em síntese o Alto-Forno é um trocador de calor à contracorrente,
enquanto a carga composta de minério de ferro, fundentes e carvão vegetal desce do
interior do forno, os gases resultantes da queima do carvão vegetal na altura das
ventaneiras ascendem-se através da coluna de carga reduzindo o minério e pré-
aquecendo os materiais (MEDEIROS, 2006).
O alto forno (anexo - B) é um equipamento de grandes dimensões e envolve um
conjunto complexo de fenômenos, que interagem em determinadas regiões e
influenciam outros fenômenos. Do topo para o fundo, o alto – forno (Figura 7.1) pode ser
dividido em três zonas principais, com características diferentes. (CUNHA, 2001).
Figura 7.1 - Esquema de um alto – forno e suas principais zonas de transformação.
Correias transportam as matérias primas (minério, sínter, calcário, etc) até o topo
do alto – forno e formam a zona granular, pela atuação de um sistema de distribuição
de carga. A carga que entra no alto – forno da USIMAR e compõe a zona granular é a
seguinte: carvão vegetal (com alto teor de carbono), sínter (aglomerado de finos de
minério e de fundentes) e minério granulado, ricos em ferro e com impurezas contendo
fósforo, zinco, alumina, sílica, enxofre, magnésia etc; e os fundentes, tais como calcário,
dolomito, cascalho, seixo e quartizito. De todas estas matérias primas a que contribui
em maior quantidade para a produção do gusa é o sínter, com cerca de 1,2 toneladas

52
para cada tonelada de gusa produzido. Em seguida vem o minério de ferro (400 kg por
toneladas de gusa) e o carvão vegetal, com cerca de 480 kg por tonelada de gusa. De
acordo com GEERDES (2007), uma outra importante matéria utilizada por outras
empresas é a pelota, composta de finos de minérios de ferro e fundentes. Este produto
da pelotização possui características interessantes, como baixo volume de escória e
uma alta redutibilidade, entretanto de custo mais alto que o sínter.
O efeito da temperatura e dos gases (que sobem em contra corrente com a carga
sólida que desce), após um determinado tempo de resistência, transforma o minério e o
sínter num material em processo de amolecimento e o carvão vegetal permanece sólido,
formando a chamada zona de amolecimento e fusão, que é caracterizada por um
elevado gradiente térmico e uma elevada perda de pressão. O início desta zona forma o
processo de amolecimento e o final o processo de fusão (CASTRO, 1986).
Logo após a zona de amolecimento e fusão surge a zona de gotejamento ,
formada:
i. Pela zona de carvão ativo, onde ocorre a interação entre o carvão em
processo de queima (queimado na zona de combustão pela injeção de
oxigênio) e entre o ferro gusa (no estado líquido). Os gases gerados pela
combustão do carvão (grande geração de CO na queima de carvão e coque)
e o efeito da temperatura reduzem o óxido de ferro do minério para ferro
metálico (Fe2O3 para Fe3O4 para FeO e para Fe0), gerando o gotejamento do
ferro gusa e um “novo” sistema de contracorrente, onde o gás sobe e o metal
líquido desce. A injeção de carvão pulverizado ocorre também na zona de
combustão. Nesta zona começa a incorporação do enxofre e do silício no
gusa;
ii. Forma – se no próximo estágio, a zona de carvão estagnado já sem a
presença de gás de combustão. A região é caracterizada pela presença de
carvão e ferro líquido e é chamada de “homem morto”;
iii. Após passarem pela zona de carvão estagnado, a última fase sólida, os
materiais fundidos se separam por diferença de densidade no fundo do alto –
forno (no cadinho). Neste recipiente, a fase menos densa é chamada de
53
escória e é rica nas impurezas das matérias primas. A fase mais densa é rica
em ferro gusa.
A escória, rica em CaO, SiO2, MgO, MnO e Al2O3, possui características básicas
e condições favoráveis à retirada do enxofre impregnado no ferro gusa. Para que esta
condição seja aproveitada, há a necessidade também de se ter uma atmosfera redutora
no metal liquido. Esta reação ocorre durante a passagem do ferro, em processo de
gotejamento, pelo volume de escória, através das reações de interface metal/escória e,
em menor escala, pelas reações metal/sulfeto (BRAGA, 1984).
A escória e a fase mais densa, o gusa, são então vazados pelos furos dos altos
fornos e transportados através de canais de corrida, construídos com revestimento
refratário. A separação é feita por um desnível no canal de corrida, onde a escória,
menos densa, é desviada para um local onde é depositada e depois recolhida e o gusa
é vazado no rodeio onde passa por um resfriamento e logo em seguida é despejado em
caçambas onde será levado para o pátio de estocagem.
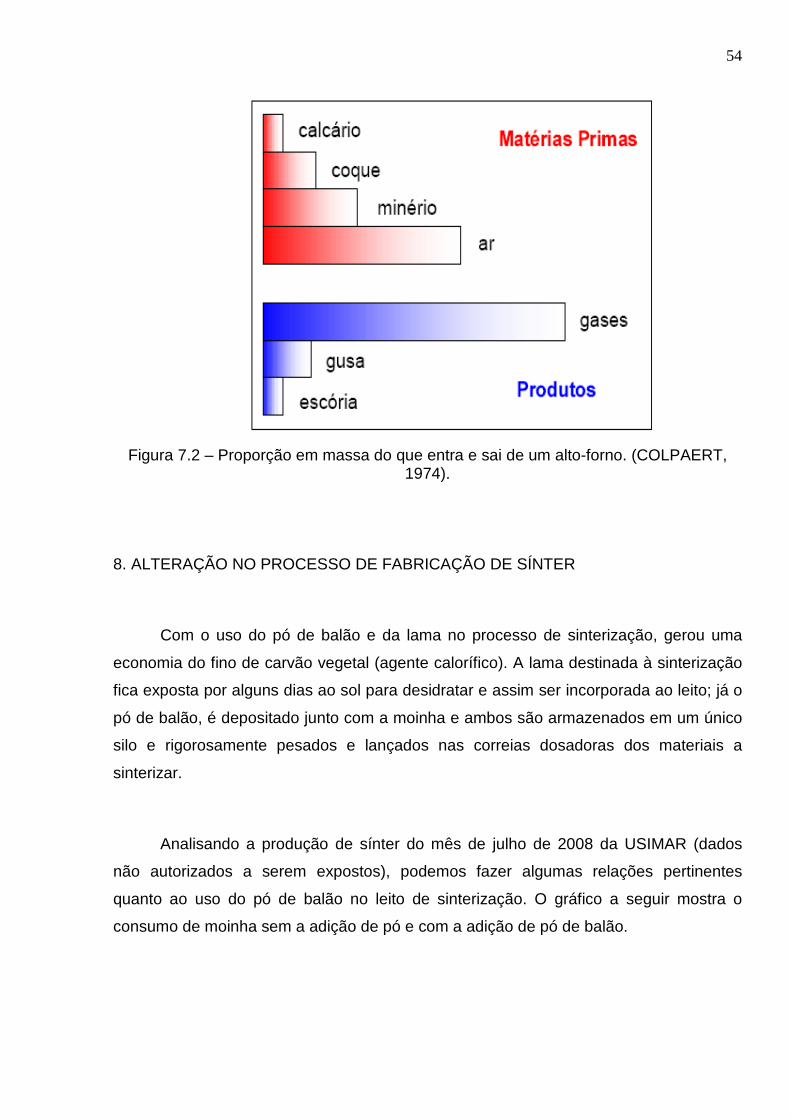
O ferro gusa é um produto primário no ciclo da produção do aço, sendo oriundo
da redução inicial do minério de ferro em um altoforno. Esta redução é resultante da
combinação do carbono presente no coque com o oxigênio do minério, em uma reação
exotérmica. Em proporções adequadas, conforme se vê na Figura 7.2, são adicionadas
quantidades de minério (na forma de sínter), coque ou carvão vegetal e um fundente,
em geral o calcário. Como o fundente tem ponto de fusão mais baixo, ele corresponde
inicialmente à fase líquida da mistura e se destina, portanto, a fluidificar as impurezas e
formar uma escória mais fusível (COLPAERT, 1974).
É importante ressaltar que com a utilização de sínter há uma economia bastante
considerável do carvão vegetal que além de fornecer carbono ao gusa, atua como
redutor e combustível no alto – forno. Assim como uma economia relevante no consumo
de quartzo levando este consumo a praticamente zero em virtude do sínter além de
outras materiais primas ter em sua composição a sílica responsável pela viscosidade da
escória.
54
Figura 7.2 – Proporção em massa do que entra e sai de um alto-forno. (COLPAERT, 1974).
8. ALTERAÇÃO NO PROCESSO DE FABRICAÇÃO DE SÍNTER
Com o uso do pó de balão e da lama no processo de sinterização, gerou uma
economia do fino de carvão vegetal (agente calorífico). A lama destinada à sinterização
fica exposta por alguns dias ao sol para desidratar e assim ser incorporada ao leito; já o
pó de balão, é depositado junto com a moinha e ambos são armazenados em um único
silo e rigorosamente pesados e lançados nas correias dosadoras dos materiais a
sinterizar.
Analisando a produção de sínter do mês de julho de 2008 da USIMAR (dados
não autorizados a serem expostos), podemos fazer algumas relações pertinentes
quanto ao uso do pó de balão no leito de sinterização. O gráfico a seguir mostra o
consumo de moinha sem a adição de pó e com a adição de pó de balão.

55
Figura 8.1 – Gráfico mostrando a economia de moinha com a adição de pó de
balão (USIMAR, 2008).
De acordo com o histórico de sinterização do mês de julho de 2008 (histórico
não autorizado pela empresa a ser exposto), comparando as produções do dia 07 e
do dia 30, com o consumo de moinha representados no gráfico a cima pelos números
2 e 5 respectivamente, a produção foi de 536 toneladas para ambos os dias, contudo,
nota-se que no dia 7 de julho não houve adição de pó de balão, já no dia 30 o
consumo de moinha teve uma redução de aproximadamente 39% com a adição do
pó.
A moinha é o fino de carvão proveniente da quebra do carvão após o depósito
nos silos de armazenamento, sendo aproveitada tanto na bica de corrida dos alto
fornos como manto retentor de calor, como principal combustível na sinterização.
Vale ressaltar que o preço do carvão vegetal é o mesmo com ou sem geração de
finos, ou seja, a moinha tem preço e é vendida como sendo o próprio carvão vegetal
para todas as siderúrgicas da região e qualquer redução deste combustível, traz
retorno financeiro à empresa e o aproveitamento de combustíveis alternativos tais
como a lama e o pó de alto forno verticalizam e viabilizam a produção de sínter e
ferro gusa nas siderúrgicas.

56
9. CONCLUSÕES
• A utilização da lama e pó de balão no processo de sinterização veio amenizar o
problema de acúmulo destes dois materiais na siderúrgica e com isso
contribuindo para uma maior conscientização ambiental.
• O pó de balão de alto forno é um resíduo constituído predominantemente por
óxidos de ferro e possui uma elevada perda ao fogo devido à presença de finos
de carvão vegetal em sua composição. A lama contribui na formação do leito,
porém com um menor teor de ferro em sua composição devido todo o sistema de
coleta e lavagem de gases, contudo a sua utilização no processo de sinterização
contribui satisfatoriamente por questões ambientais e ecológicas.
• Os resíduos contribuíram para um decréscimo de até 39% da utilização da
moinha no processo de sinterização.
• Os bons resultados na planta de sinterização com a utilização destes resíduos,
fez com que a utilização de sínter no alto forno subisse para até 70% da carga
total, não podendo ultrapassar este percentual, pois, aumentaria com isso o
volume de escória tornando – a básica pela grande presença de CaO e com isso
agredindo o refratário do alto forno.
• Com a utilização de sínter na produção de ferro gusa, o consumo de carvão
vegetal diminuiu, além de fornecer carbono ao gusa, respondendo positivamente
ao principal objetivo de uma planta de sinterização que é a economia do carvão
vegetal.
• Utilizando sínter como material principal do leito de fusão, houve um maior
controle do processo e um melhor ajustamento de matérias primas pelo fato dele
possuir uma composição química mais homogênea e devido a sua granulometria
controlada pelos jogos de peneiras da sinterização, a permeabilidade dentro do

57
alto forno fica melhor, ou seja, com a presença do sínter a passagem de gases
entre os materiais enfornados se torna mais fluida.

58
10. SUGESTÕES PARA TRABALHOS FUTUROS
• Estudo do comportamento do sínter com o aumento do uso do pó de balão
diminuindo gradativamente o consumo de moinha.
• Análise da qualidade física do sínter.
• Estudo da atividade química do sínter.
• Estudo da verticalização da lama de alto forno como matéria prima na indústria
cerâmica.

59
REFERENCIAS BIBLIOGRÁFICAS
� ARAÚJO FILHO, G. M., TORRES, B., SESHADRI, V. Caracterização de misturas para sinterização. Metalurgia - ABM, v.42, n.338, p.19-23, 1986.
� ARAUJO, L. A. Manual de Siderurgia, Volume 1, Editora Arte & Ciência, São
Paulo, 1997.
� ARAÚJO, L. A. Manual de Siderurgia, Volume 2, Editora Arte & Ciência, São
Paulo, 2000.
� CASCUDO, O., LAGO, P. R. HELENE. Escola Politécnica de São Paulo –
Departamento de Engenharia de Construção Civil Boletim Técnico – Série
BT/PCC, São Paulo, 2000.
� BATISTA, C. V. Avaliação técnica de minérios de ferro para sinteri zação nas
siderúrgicas e minerações brasileiras: uma análise crítica – Departamento de
Eng. Metalúrgica e de Materiais da Escola de Minas da UFOP, 2008.
� DIAS, L. A. M. Estruturas de aço: conceitos, técnicas e linguagem . 2. Ed. São
Paulo, Zigurate Editora, 1998, 159p.
� ALMEIDA, Francisco de Assis. Briquete - Alternativa Energética para fornos
ecologicamente corretos. Disponível em: http://www.sfiec.org.br/artigos/energia/briquete.htm> Acesso em: 15 jun. 2009.
� CAPORALI, L. et alii. Relação microestrutura - propriedades -desempenho de
minérios de ferro na sinterização. In: SEMINÁRIO DE REDUÇÃO DE MINÉRIO
DE FERRO, 29, 1998. Belo Horizonte. Anais... São Paulo: ABM, 1998, p. 701-
717.
� BOSCO, J. G. Caracterização do resíduo sólido oriundo da fabrica ção de
ferro – gusa para utilização em cerâmica na constru ção civil, São Paulo,
2009.
60
� MARTINS, J. Departamento de Engenharia de minas, Universidade Federal de
Ouro Preto, Morro do Cruzeiro, 35400-000, 2003.
� CARDOZO, M. R. O. Fundação do Meio Ambiente, Av. Prudente de Morais,
1671,30380-000, Belo Horizonte – MG, 2003.
� GARCIA, A. S. at. Al. – Apostila do curso de siderurgia COSIPA – SENAI – 1988.
� TORRES, J. A. O. at. al. – Influência da granulometria dos fundentes na
qualidade e produtividade da sinterização – COMIN – COMAP – ABM – 1988.
� R.M. FIGUEREDO; R.P. TAVARES. Tecnologia de Fabricação de Gusa líquida
em alto forno , Volume 7, Escoamento gasosa e troca térmica na zona seca do
alto forno, Fundação Christiano ottoni, Belo Horizonte, 1984.
� PACHECO, T. A., ROCHA, G. T., NAJAR, F. J. Adequação de mistura de minério
para produção de sínter de alta redutibilidade. In: SEMINÁRIO DE REDUÇÃO DE
MINÉRIO DE FERRO, 28, 1997. Vitória. Anais...São Paulo: ABM, 1997, p. 387 –
404.
� MOURÃO, J. M., TOLENTINO, J. J. R., STEGMILLER, L., SILVEIRA NETO, P. L.
Avaliação da moabilidade dos finos de minério de ferro da CVRD e sua
correlação com parâmetros de produção dos moinhos industriais. In:
TRATAMENTO DE MINÉRIOS E HIDROMETALURGIA, 15., São Lourenço,
1992. Anais ... Belo Horizonte: Associação Brasileira de Tecnologia Mineral,
1992, v, l, p, 367 – 386.
� Siderurgia para não-siderurgistas. Clóvis Bradaschia. Associação Brasileira de
Metais, São Paulo, 1986.
� Manual de Siderurgia. Volume 1: Produção. Luiz Antonio de Araújo. Editora Arte
& Ciência, São Paulo, 1997.
61
� Princípios básicos e processos de fabricação do gusa ao aço líquido. Luiz
Fernando Andrade de Castro, Roberto Parreiras Tavares, Renato Minelli Figueira.
Fundação Christiano Ottoni, Belo Horizonte, 1985.
� VIEIRA, Cláudio Batista et al. Avaliação técnica de minérios de ferro para
sinterização nas siderúrgicas e minerações brasilei ras : uma análise crítica .
Rem: Rev. Esc. Minas [online]. 2003, vol.56, n.2, pp. 97-102. ISSN 0370-4467.
doi: 10.1590/S0370-44672003000200006.
� SOARES, C.A.W. Mercado de minério de ferro: perspectivas e desafios. In:
SIMPÓSIO BRASILEIRO DE MINÉRIO DE FERRO, 3., 2001, Ouro Preto, MG,
2001.
� PEREIRA, M. L. M. METALURGIA PARA NÃO METALURGISTAS, Espírito
Santo/ Coordenadoria de Metalurgia e Materiais, São Paulo, 2003.
� CAMPOS, V. F. e ASSIS, P. S.. Tecnologia de fabricação de ferro gusa em
alto-forno. Cap 10 Reações do ferro gusa na zona de gotejamento do alto-forno.
Universidade Federal de Minas Gerais, Departamento de Engenharia
Metalúrgica. Belo Horizonte, setembro, 1984. 60 p.
� GEERDES; VAN DER VLIET; TOXOPEUS; MEDEIROS. Práticas modernas
para operações de alto forno – Universidade Federal Fluminense - Uff &Vale,
Rio de Janeiro, outubro, 2007.
� CASTRO, L. F.A. Princípios básicos do processos de fabricação de gusa .
Fundação Christiano Ottoni, Belo Horizonte, 1986.
� BRAGA, R.N.B.; CAMPOS, V.F. Tecnologia de Fabricação de Gusa Líquido
em Altos-Fornos, Volume 6, Os Elementos e Compostos Voláteis no Alto-forno,
Fundação Christiano Ottoni, Belo Horizonte, 1984.
� LAMAS, V. P. B. Sinterização a carvão vegetal. Cap 4. ABM. São Paulo. 1993.

62
� LIMA, C. R. Manual de Sinterização. Usimar. Marabá, 62p. 2008.
� GTD – Gerência de Treinamento e Desenvolvimento. Treinamento de Operação
em Sinterização. FUGEMSS. Rio de Janeiro. 26p. 2004.
� TCS – TEODORO CONSULTORIA E PROJETOS DE SINTERIZAÇÃO. Apostila
Técnica de Treinamento e Operação Especializada em Sínter Para Alto
Fornos . São Paulo. 54p. 2005.
� MINITEC I, MINITECNOLOGIAS – Manual de Manutenção em Planta de
Sinterização elaborado para empresa USIMAR . São Paulo. 58p. 2005.
� MINITEC II, MINITECNOLOGIAS – Manual de operação em Planta de
Sinterização elaborado para empresa USIMAR. 41p. 2005.
� MINITEC III, MINITECNOLOGIAS – Manual de Treinamento em Planta de
Sinterização elaborado para empresa USIMAR . 26p. 2005.
� MINITEC IV, MINITECNOLOGIAS – Processos de Sinterização . Apostila
Técnica para empresa USIMAR. 36p. 2005.

63
ANEXOS
64
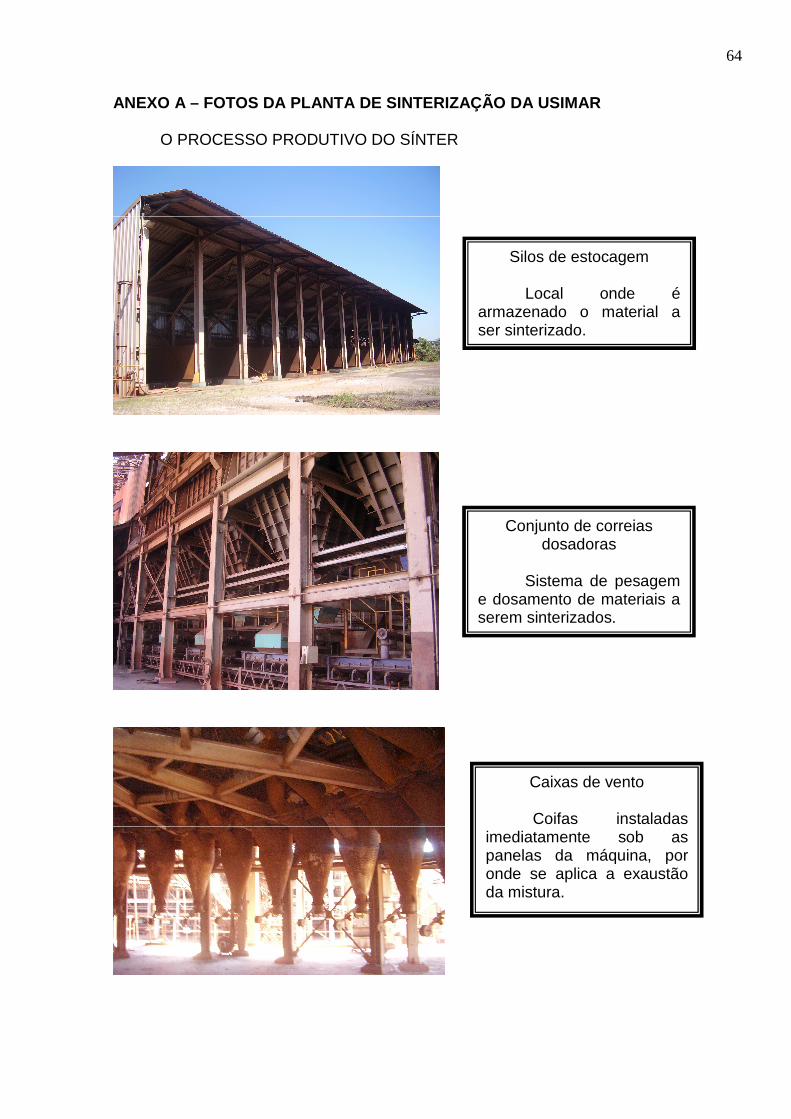
ANEXO A – FOTOS DA PLANTA DE SINTERIZAÇÃO DA USIMAR
O PROCESSO PRODUTIVO DO SÍNTER
Silos de estocagem
Local onde é armazenado o material a ser sinterizado.
Conjunto de correias dosadoras
Sistema de pesagem
e dosamento de materiais a serem sinterizados.
Caixas de vento
Coifas instaladas imediatamente sob as panelas da máquina, por onde se aplica a exaustão da mistura.
65
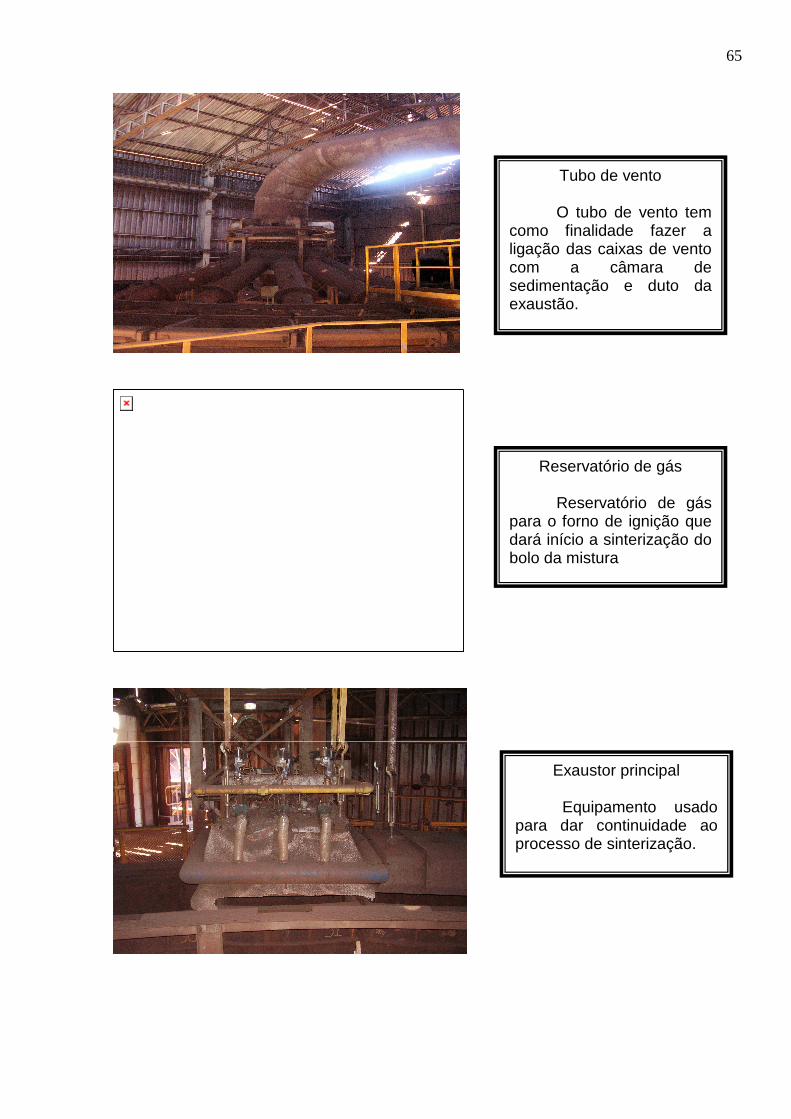
Tubo de vento
O tubo de vento tem como finalidade fazer a ligação das caixas de vento com a câmara de sedimentação e duto da exaustão.
Reservatório de gás
Reservatório de gás para o forno de ignição que dará início a sinterização do bolo da mistura
Exaustor principal
Equipamento usado para dar continuidade ao processo de sinterização.
66
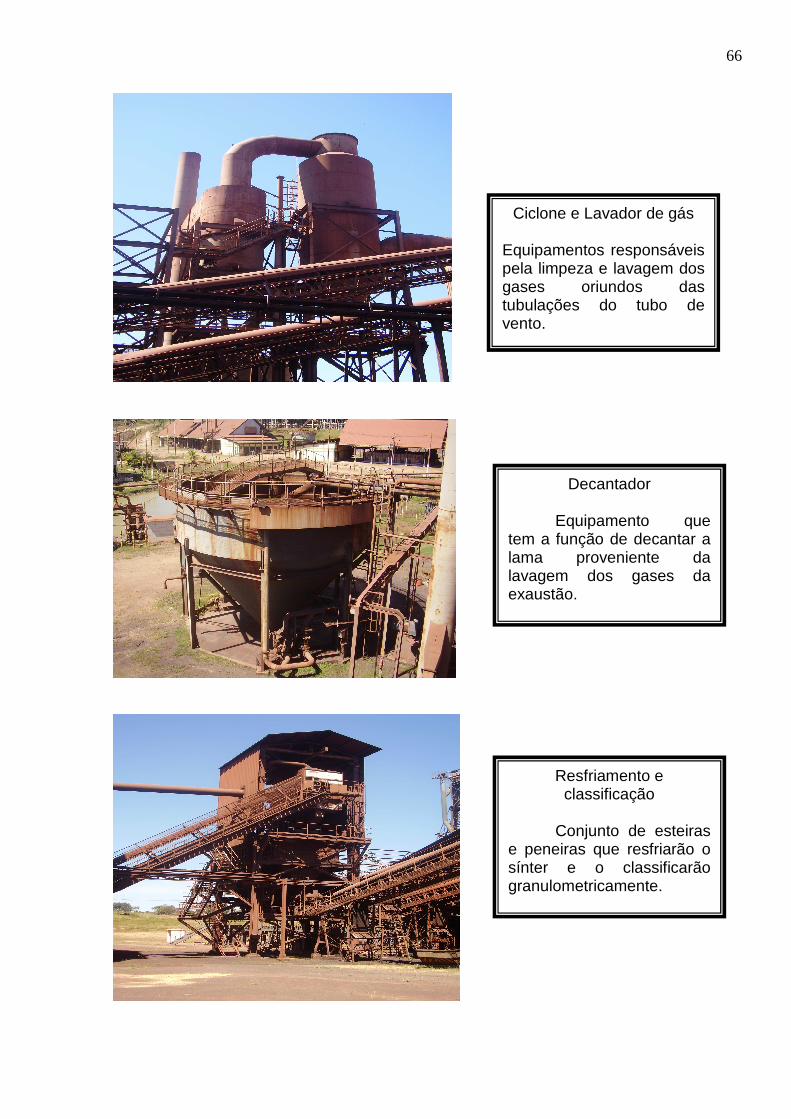
Ciclone e Lavador de gás
Equipamentos responsáveis pela limpeza e lavagem dos gases oriundos das tubulações do tubo de vento.
Decantador
Equipamento que tem a função de decantar a lama proveniente da lavagem dos gases da exaustão.
Resfriamento e classificação
Conjunto de esteiras
e peneiras que resfriarão o sínter e o classificarão granulometricamente.
67
ANEXO B – VISTA GERAL DA PLANTA DE SINTERIZAÇÃO E DE ALTO FORNO.
Planta de sinterização
Planta de um Alto
forno