apostila - tecnologia dos tratamentos térmicos
DESCRIPTION
Apostila para tratamentos térmicos.TRANSCRIPT
Faculdade de Tecnologia de Sertãozinho
TECNOLOGIA DOS TRATAMENTOS TÉRMICOS
Prof. Dr. Omar Maluf
Prof. Dr. Maurício Angeloni
2011
Sumário 1. INTRODUÇÃO .................................................................................................................................. 4
1.1 Aspectos Gerais ......................................................................................................................... 4
1.2 Utilização do Aço ....................................................................................................................... 5
1.2.1 Aços "doces acalmados" .................................................................................................... 5
1.2.2 Aços doces .......................................................................................................................... 5
1.2.3 Aços médio carbono ........................................................................................................... 6
1.2.4 Aços alto carbono (aços ferramenta) ................................................................................. 6
2. TRATAMENTOS TÉRMICOS .............................................................................................................. 7
2.1 Recozimento ............................................................................................................................ 10
2.2 Recozimento-recristalização ................................................................................................... 12
2.3 Recozimento-Homogeneização .............................................................................................. 12
2.4 Esferoidização ......................................................................................................................... 13
2.5 Normalização ........................................................................................................................... 13
2.6 Têmpera .................................................................................................................................. 14
2.7 Revenimento ........................................................................................................................... 16
2.8 Alívio de tensões ..................................................................................................................... 17
2.9 Tratamentos isotérmicos ........................................................................................................ 18
3. FUNDAMENTOS DA TÊMPERA ...................................................................................................... 20
4. O MECANISMO DE TÊMPERA ........................................................................................................ 30
5. MEIOS DE RESFRIAMENTO ............................................................................................................ 34
5.1 Água ......................................................................................................................................... 35
5.1.1 Dependência da temperatura .......................................................................................... 36
5.1.2 Estabilidade da fase vapor ............................................................................................... 37
5.1.3 Altas taxas de resfriamento na fase de convecção .......................................................... 37
5.2 Soluções de Sais ...................................................................................................................... 38
5.3 Óleos de Têmpera ................................................................................................................... 40
5.3.1 Velocidade de resfriamento ............................................................................................. 40
5.3.2 Temperatura de operação ............................................................................................... 42
5.3.3 Martêmpera ..................................................................................................................... 43
5.3.4 Lavagem ........................................................................................................................... 46
5.3.5 Manutenção e controle dos óleos para têmpera ............................................................. 47
5.4 Polímeros de Têmpera ............................................................................................................ 50
5.4.1 Vantagens ......................................................................................................................... 50
5.4.2 Tipos de polímeros ........................................................................................................... 53
5.4.3 Aplicações típicas das diversas soluções de polímeros .................................................... 60
6. ASPECTOS IMPORTANTES NA UTILIZAÇÃO DE POLíMEROS. ......................................................... 61
6.1 Agitação ................................................................................................................................... 61
6.2 Controle da Temperatura do Banho ....................................................................................... 61
6.3 Sistemas de Monitoração ........................................................................................................ 61
6.3.1 Controle da concentração ................................................................................................ 62
6.3.2 Contaminação dos polímeros de têmpera ....................................................................... 62
6.3.3 Degradação do polímero de têmpera .............................................................................. 62
7. PROJETO DO SISTEMA DE TÊMPERA ............................................................................................. 63
7.1. Manuseio do Componente ..................................................................................................... 63
7.2 Tamanho do Tanque e Capacidade ......................................................................................... 64
7.3 Materiais para a Construção dos Tanques .............................................................................. 64
7.4 Agitação ................................................................................................................................... 65
7.5 Sistemas de Aquecimento e Resfriamento ............................................................................. 65
7.6 Filtros ....................................................................................................................................... 66
7.7 Armazenagem ......................................................................................................................... 66
8. SELEÇÃO DO MEIO DE TÊMPERA .................................................................................................. 66
8.1 Composição Química e Características Geométricas e Dimensionais .................................... 67
8.2 Sistema de Têmpera ................................................................................................................ 68
8.3. Método de Têmpera .............................................................................................................. 68
8.4 Controle da Distorção ............................................................................................................. 69
8.5 Requisitos Ambientais ............................................................................................................. 69
9. ALGUNS PROBLEMAS NA TÊMPERA .............................................................................................. 69
9.1 Trincas e Distorções ................................................................................................................ 69
9.2 Propriedades Mecânicas e Durezas Inadequadas ................................................................... 70
BIBLIOGRAFIA .................................................................................................................................... 71
ANEXO ............................................................................................................................................... 72
4
1. INTRODUÇÃO
1.1 Aspectos Gerais
Há aproximadamente 3500 anos atrás, o ferro começou a ser obtido,
intencionalmente, a partir da redução do minério de ferro. Foi o início da "Idade do
Ferro".
Sob determinado ponto de vista, poderíamos pensar que estamos ainda na
idade do ferro, já que a despeito da grande variedade de materiais disponíveis,
como as ligas de alumínio e os materiais plásticos, por exemplo, os aços, que são
ligas ferrosas com até 2% de carbono, continuam tendo enorme aplicação,
principalmente como materiais estruturais ou para ferramentas.
Adequar as ligas metálicas a esta ou aquela finalidade é a função principal
dos tratamentos térmicos.
A utilização dessas ligas metálicas é baseada principalmente nas suas
propriedades mecânicas que dependem basicamente da composição química da
liga, da estrutura cristalina e das condições de fabricação. Todos os parâmetros
estão inter-relacionados.
Entretanto, fixada a composição da liga, o tratamento térmico poderá
determinar as propriedades desejadas, modificando a estrutura cristalina
(microestrutura) do material.
Dependendo do tratamento térmico utilizado pode-se, para uma mesma
composição química, aumentar a resistência mecânica e a dureza e, com isto,
conseqüentemente, também, aumentar a resistência ao desgaste. Por outro lado,
tratamentos térmicos que diminuem a dureza, aumentam a ductilidade e a
usinabilidade.
O tratamento térmico consiste em aquecer e manter as peças ou
ferramentas à temperaturas adequadas, durante um certo tempo (encharque) e
resfriá-las em determinado meio, com o objetivo de se modificar a microestrutura,
e, como já dito, alterar as propriedades mecânicas.
5
Neste processo, a temperatura de aquecimento e a velocidade de
resfriamento são parâmetros importantes e devem ser controlados. O diagrama de
equilíbrio FeC é uma boa ferramenta para auxiliar na escolha dos parâmetros de
tratamento.
1.2 Utilização do Aço
Os aços ao carbono comuns podem ser convenientemente classificados em
quatro grupos principais, em função de sua utilização específica.
1.2.1 Aços "doces acalmados"
Contêm até 0,15% de C. São utilizados para operações gerais de
prensagem e aplicações diversas onde o requisito principal é a alta qualidade de
conformação (prensagem profunda).
Aplicações:
Carrocerias de automóveis, arames, latas, etc.
1.2.2 Aços doces
São composições com carbono de 0,15% a 0,30%. Com relação aos
anteriores são mais duros e resistentes.
Apesar de possuírem teores de carbono maiores que os do grupo anterior,
não atingem durezas muito elevadas quando temperados.
Aplicações:
Elementos estruturais para pontes e construções em geral. Também
utilizados onde os requisitos de usinabilidade e alguma resistência forem
necessários (eixos, manivelas, forjados em geral).
6
1.2.3 Aços médio carbono
Nesta classe enquadram-se os aços contendo de 0,40% a 0,60% de
carbono. Estes aços podem endurecer ou aumentar a resistência por um
tratamento térmico adequado.
Aplicações: Amplamente usados em peças de indústrias: eixos, cabos de
aço, engrenagens e componentes de máquinas que resistam ao desgaste.
1.2.4 Aços alto carbono (aços ferramenta)
Possuem entre 0,6% a 1,5% de carbono. São bastante suscetíveis ao
tratamento térmico e suas propriedades podem ser "moldadas" através de uma
programação adequada do processo de tratamento térmico.
Aplicações:
A maior aplicação é no campo de ferramentas, incluindo: talhadeiras,
matrizes para estampagem, punções, chaves de fenda, ferramentas para
marcenaria, brocas para minas, tesouras de papel, brocas helicoidais, etc.
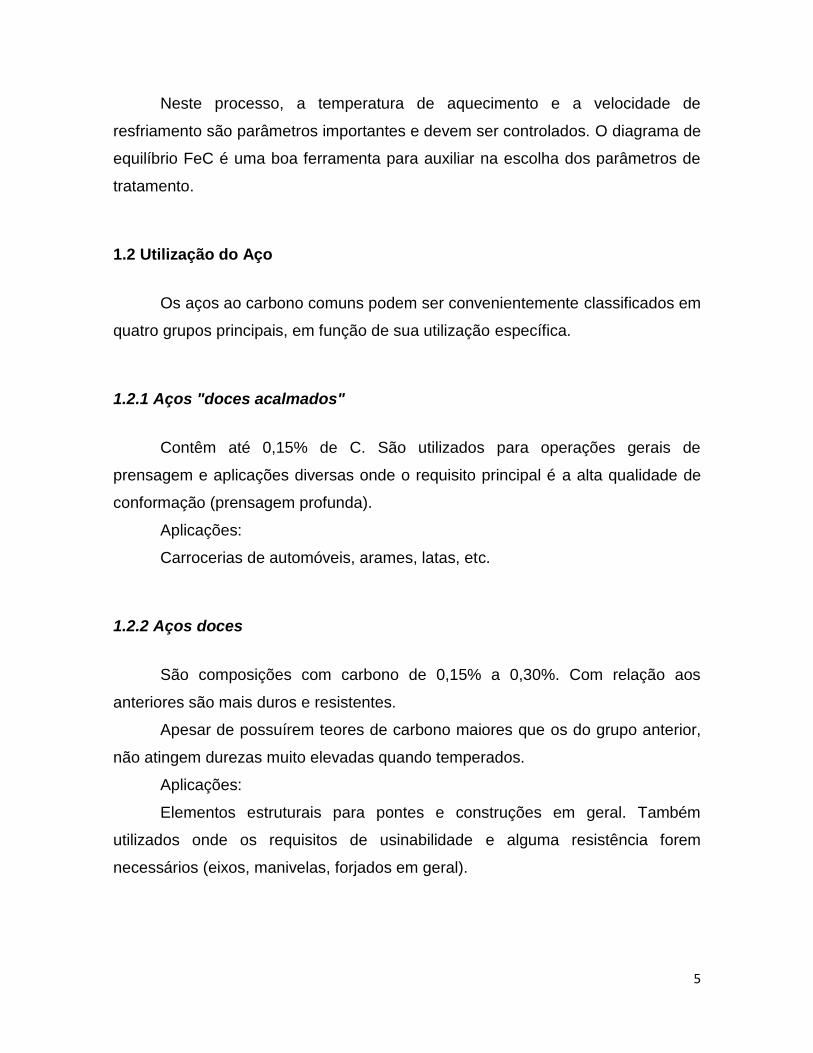
A Figura 1 faz um resumo das propriedades e aplicações dos aços carbono
comuns.
7
FIGURA 1: Propriedades e aplicações dos aços em função da percentagem de
carbono
2. TRATAMENTOS TÉRMICOS
Os tratamentos térmicos visam fundamentalmente alterar as propriedades
mecânicas dos metais, por meio de modificações microestruturais e/ou da
densidade de discordâncias. Por modificação microestrutural entende-se as
alterações na quantidade, tipo, fração volumétrica e/ou morfologia das fases
presentes. Essas modificações são obtidas por um conjunto de processos de
aquecimento e resfriamento controlados, em diversas faixas de temperaturas.
Os principais tipos de tratamentos térmicos aplicados a ligas ferrosas
podem ser divididos em duas classes: os de resfriamento contínuo e os
8
isotérmicos. O resfriamento contínuo ocorre sem mudanças abruptas na taxa de
resfriamento, ou seja, a redução de temperatura acontece de modo contínuo sem
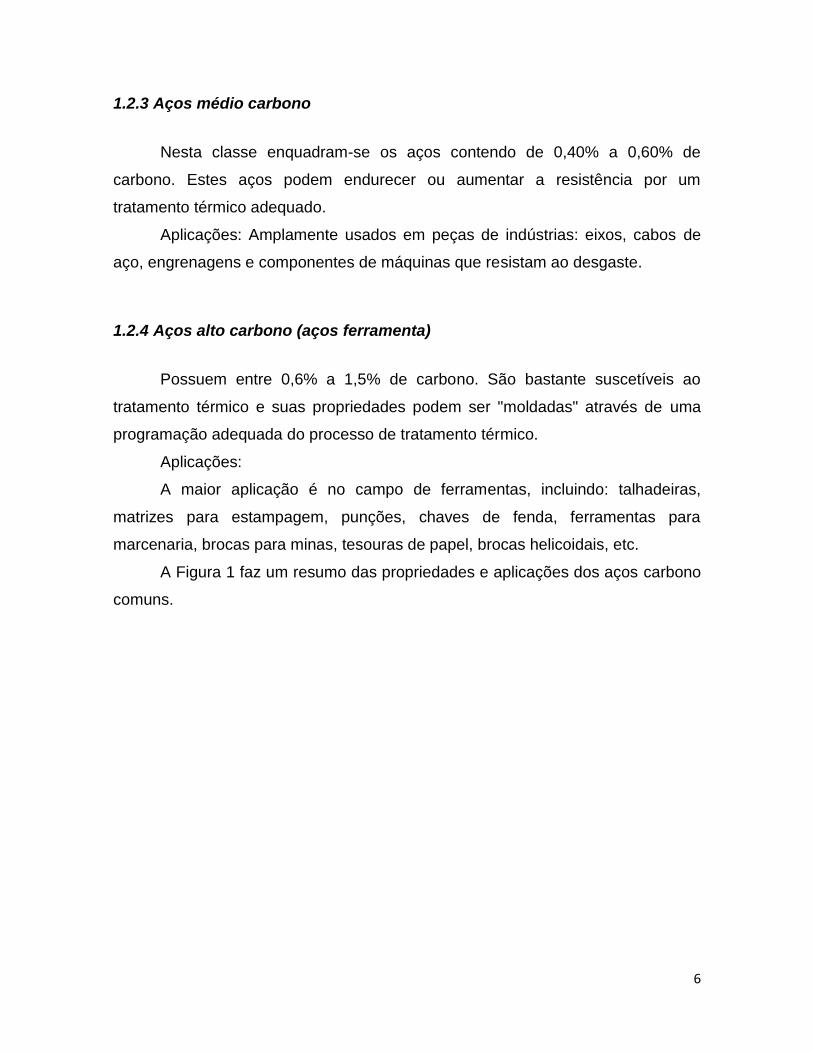
a formação de patamares. Já os tratamentos chamados de isotérmicos
apresentam um ou mais patamares de temperaturas, durante o resfriamento. A
Figura 2 mostra uma representação esquemática destas duas classes de
tratamentos.
Figura 2: Exemplos de curvas de resfriamento de tratamentos térmicos.
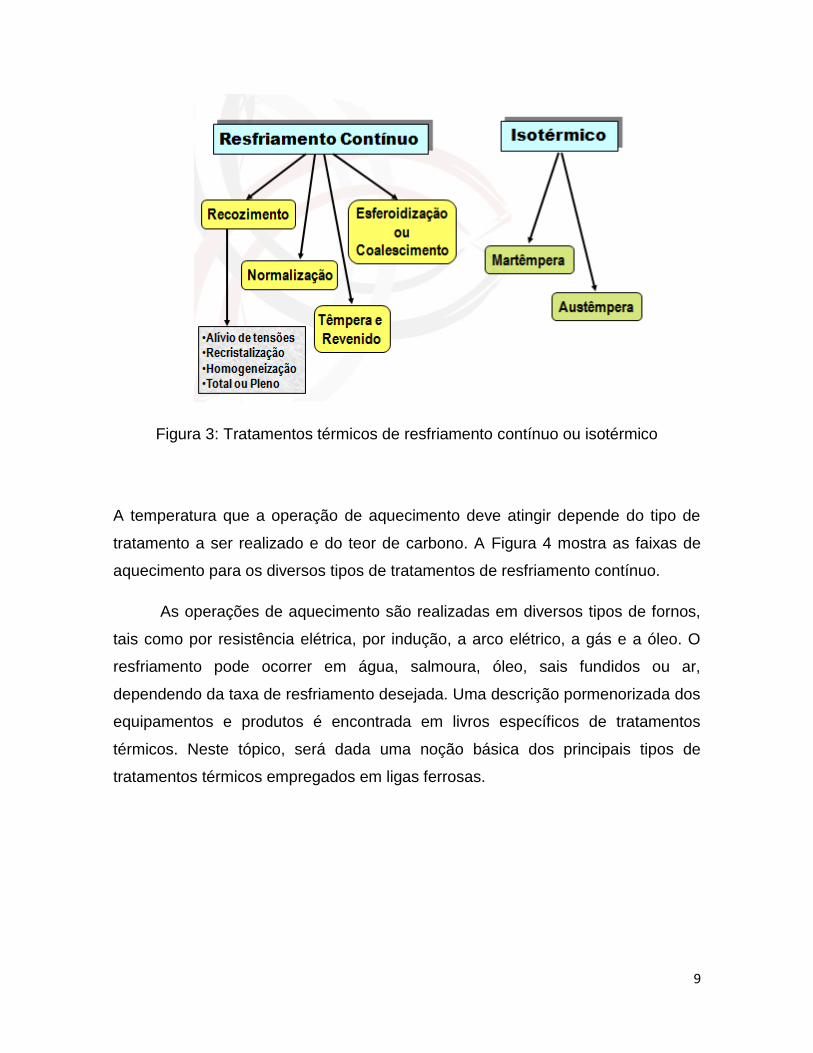
Os tratamentos térmicos de resfriamento contínuo são: recozimento;
esferoidização; homogeneização; normalização; têmpera; e revenimento ou alívio
de tensões e os principais tratamentos isotérmicos são austêmpera e martêmpera
(Figura 3).
9
Figura 3: Tratamentos térmicos de resfriamento contínuo ou isotérmico
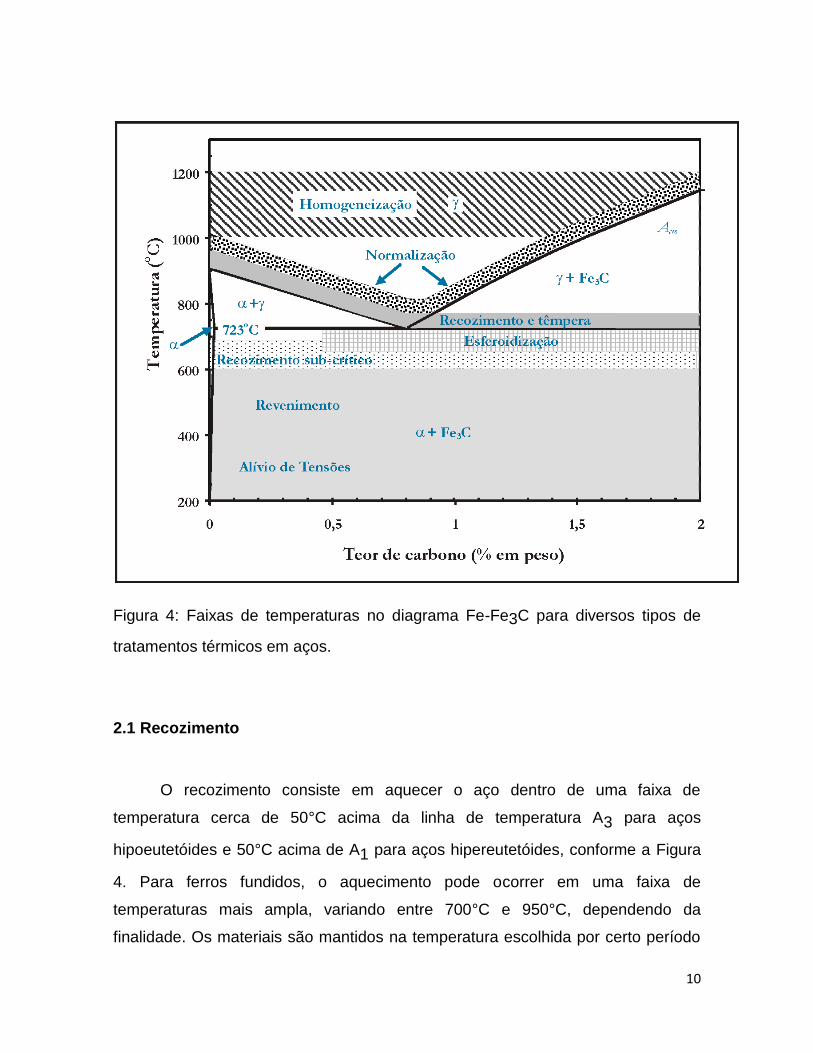
A temperatura que a operação de aquecimento deve atingir depende do tipo de
tratamento a ser realizado e do teor de carbono. A Figura 4 mostra as faixas de
aquecimento para os diversos tipos de tratamentos de resfriamento contínuo.
As operações de aquecimento são realizadas em diversos tipos de fornos,
tais como por resistência elétrica, por indução, a arco elétrico, a gás e a óleo. O
resfriamento pode ocorrer em água, salmoura, óleo, sais fundidos ou ar,
dependendo da taxa de resfriamento desejada. Uma descrição pormenorizada dos
equipamentos e produtos é encontrada em livros específicos de tratamentos
térmicos. Neste tópico, será dada uma noção básica dos principais tipos de
tratamentos térmicos empregados em ligas ferrosas.
10
Figura 4: Faixas de temperaturas no diagrama Fe-Fe3C para diversos tipos de
tratamentos térmicos em aços.
2.1 Recozimento
O recozimento consiste em aquecer o aço dentro de uma faixa de
temperatura cerca de 50°C acima da linha de temperatura A3 para aços
hipoeutetóides e 50°C acima de A1 para aços hipereutetóides, conforme a Figura
4. Para ferros fundidos, o aquecimento pode ocorrer em uma faixa de
temperaturas mais ampla, variando entre 700°C e 950°C, dependendo da
finalidade. Os materiais são mantidos na temperatura escolhida por certo período
11
de tempo e, em seguida, resfriados lentamente dentro do forno. Os objetivos
principais do recozimento são de diminuir a resistência mecânica e a dureza e
aumentar a dutilidade, facilitando operações que envolvam a deformação a frio
e/ou processos de usinagem.
Para os aços, quanto mais alta for a temperatura de austenitização, dentro
da faixa limite, mais homogênea será a austenita e, conseqüentemente, mais
refinada será a estrutura perlítica que se forma no resfriamento abaixo da linha A1.
Se a temperatura de recozimento for próxima ao limite inferior da faixa
estabelecida, a austenita não é tão homogênea, levando à formação de uma
perlita mais grosseira.
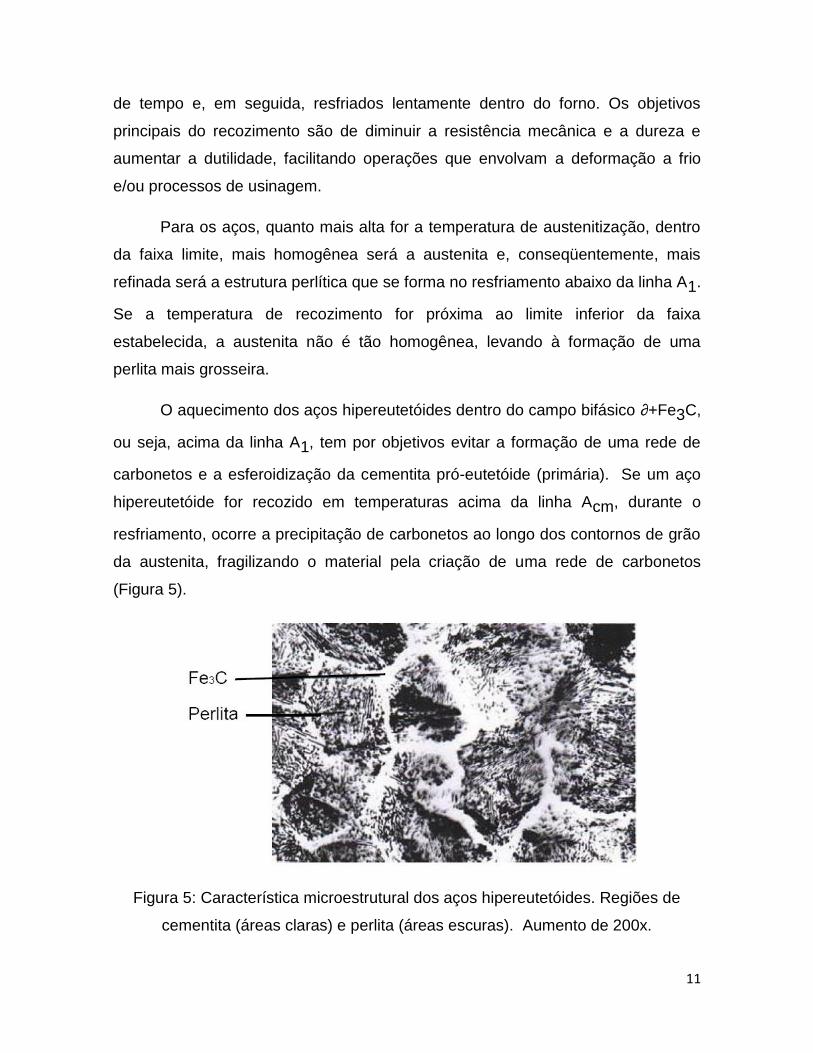
O aquecimento dos aços hipereutetóides dentro do campo bifásico ∂+Fe3C,
ou seja, acima da linha A1, tem por objetivos evitar a formação de uma rede de
carbonetos e a esferoidização da cementita pró-eutetóide (primária). Se um aço
hipereutetóide for recozido em temperaturas acima da linha Acm, durante o
resfriamento, ocorre a precipitação de carbonetos ao longo dos contornos de grão
da austenita, fragilizando o material pela criação de uma rede de carbonetos
(Figura 5).
Figura 5: Característica microestrutural dos aços hipereutetóides. Regiões de
cementita (áreas claras) e perlita (áreas escuras). Aumento de 200x.
12
2.2 Recozimento-recristalização
O recozimento para recristalização ou subcrítico é empregado em
componentes trabalhados mecanicamente a frio (encruados) e que, portanto,
contêm uma grande densidade de discordâncias (por volta de 1012
discordâncias/cm2) que tornam o material pouco tenaz. O tratamento deve ser
efetuado em temperaturas um pouco abaixo da linha A1, entre 600°C e 680°C,
aproximadamente. As mudanças que ocorrem no material podem ser divididas,
basicamente, em três etapas: recuperação, recristalização e crescimento de grão.
A etapa de recuperação é a primeira a ocorrer e consiste em um alívio das
tensões internas pela redistribuição de defeitos da rede cristalina. Em seguida,
inicia-se o processo de recristalização com uma diminuição significativa do
número de discordâncias através de mecanismos de aniquilamento e conseqüente
nucleação de novos grãos, os quais possuem uma densidade de discordâncias
equivalente ao de um material recozido (106 a 108 discordâncias/cm2). Se o
material for deixado no forno por tempo suficiente, pode ocorrer o crescimento
destes grãos. A não ser que por algum motivo deseje-se a presença de grãos
grandes na microestrutura, tal como para aumentar a resistência à fluência, o
tratamento de recristalização é interrompido assim que se forma uma microestrutura refinada
de grãos.
2.3 Recozimento-Homogeneização
Conforme pôde ser visto na Figura 4, o tratamento de homogeneização é
efetuado em uma faixa de temperatura entre 1000°C e 1200°C. Este tipo de
tratamento é normalmente aplicado a aços, anteriormente a operações de trabalho
a quente, tais como forjamento e laminação. Seu objetivo principal é
homogeneizar a composição química ao longo do lingote fundido e dissolver todos
13
os carbonetos eventualmente presentes, o que resulta em uma melhor
trabalhabilidade a quente do material e melhores respostas a tratamentos térmicos
posteriores.
2.4 Esferoidização
Assim como o tratamento de recozimento subcrítico, o tratamento térmico
de esferoidização é efetuado em uma faixa de temperaturas logo abaixo da linha
A1. Entretanto, seu objetivo é totalmente diferente, pois conduz à obtenção de
carbonetos esferoidizados em uma matriz ferrítica. Este tipo de tratamento resulta
na menor dureza e maior dutilidade possível devido à matriz contínua de ferrita
que se forma.
2.5 Normalização
Para os aços, a faixa de temperatura na qual a normalização deve ocorrer
está localizada acima das linhas A3 e Acm, conforme indicado pela Figura 4.
Observa-se, ainda nesta Figura, que para os aços hipoeutetóides, a temperatura
de normalização é um pouco mais alta do que a temperatura de recozimento. Por
outro lado, os ferros fundidos são normalmente aquecidos entre 870oC e 950oC.
Após o patamar na temperatura de normalização, o resfriamento é feito ao ar, fora
do forno.
A normalização produz uma estrutura quimicamente mais homogênea e de
grãos austeníticos mais refinados do que o recozimento, resultando em uma
estrutura de perlita fina e, no caso dos aços hipereutetóides, também resulta em
uma distribuição mais uniforme de carbonetos esferoidizados. O aço normalizado
apresenta maior resistência mecânica e menor dutilidade do que o recozido e
menores níveis de tensão interna do que o aço temperado e revenido.
14
Adicionalmente, apresenta melhor resposta a tratamentos posteriores, tais como
têmpera e revenimento.
2.6 Têmpera
Em ligas ferrosas, o termo têmpera pode ser definido como o resfriamento a
partir da temperatura de austenitização que seja capaz de produzir uma estrutura
chamada de martensita. A taxa de resfriamento necessária para produzir a
martensita depende da composição química. Em geral, quanto maiores os teores
de carbono e de elementos de liga, com exceção do cobalto, menor a taxa de
resfriamento necessária, ou seja, maior a temperabilidade do material. A maior
parte das ligas ferrosas usadas em aplicações de engenharia apresenta teores
reduzidos de elementos de liga. Isto obriga a utilização de meios de têmpera mais
severos, tais como a água, e que resultam em altas taxas de resfriamento. Por
esta razão, o termo têmpera também pode ser associado a qualquer operação que
envolva o resfriamento rápido de um material, ferroso ou não.
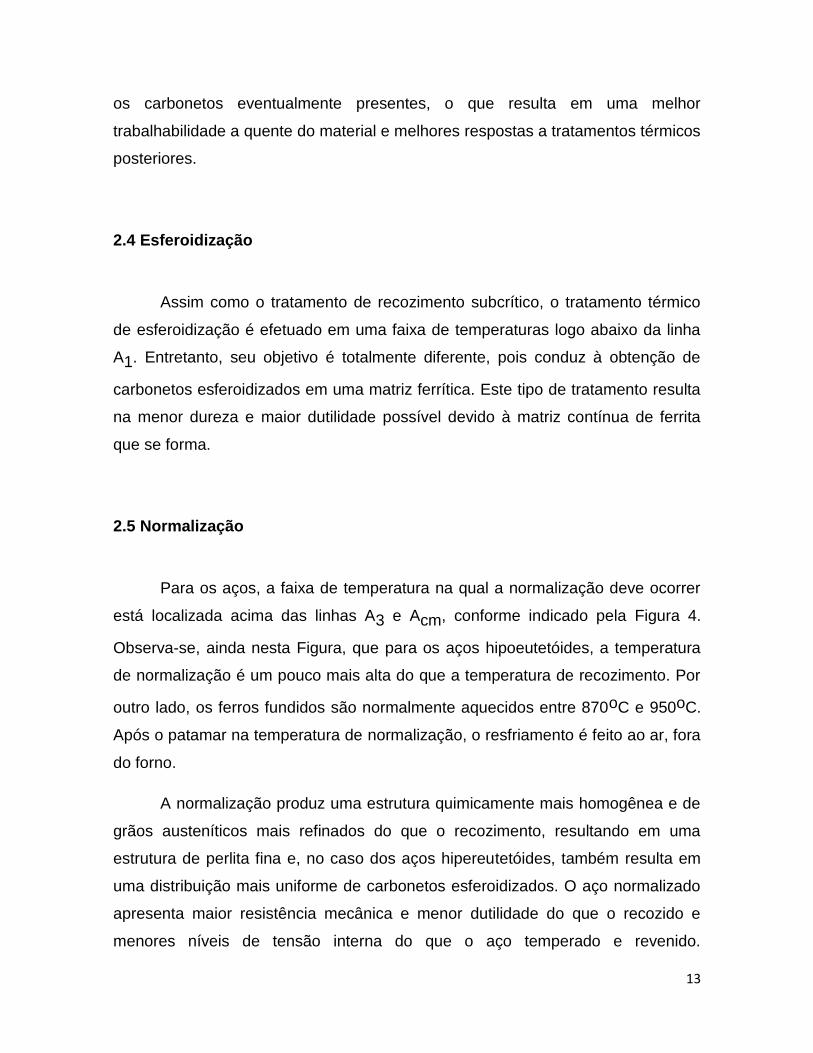
A martensita possui uma estrutura tetragonal de corpo centrado (TCC)
contendo átomos de carbono localizados nos interstícios octaédricos. A Figura 6
mostra como uma estrutura CFC pode representar uma estrutura TCC. Uma
característica importante da transformação martensítica é que ela ocorre com uma
velocidade muito rápida, sem difusão de átomos de carbono, ou seja, a
composição química da martensita é idêntica à da austenita. Conseqüentemente,
à medida que o teor de carbono aumenta na austenita, aumenta a tetragonalidade,
ou seja, a distorção da rede. A equação abaixo mostra a relação que existe entre
os parâmetros c e a da estrutura martensítica. É importante notar que se o teor de
carbono for nulo, c = a, e, portanto, tem-se uma estrutura CCC (ferrita).
eq. 1 )(%0467,01 C
a
c
15
Figura 6: (a) Estrutura CFC representando uma estrutura TCC; (b) as posições
intersticiais prováveis para os átomos de carbono na martensita são
representadas pelas esferas pretas.
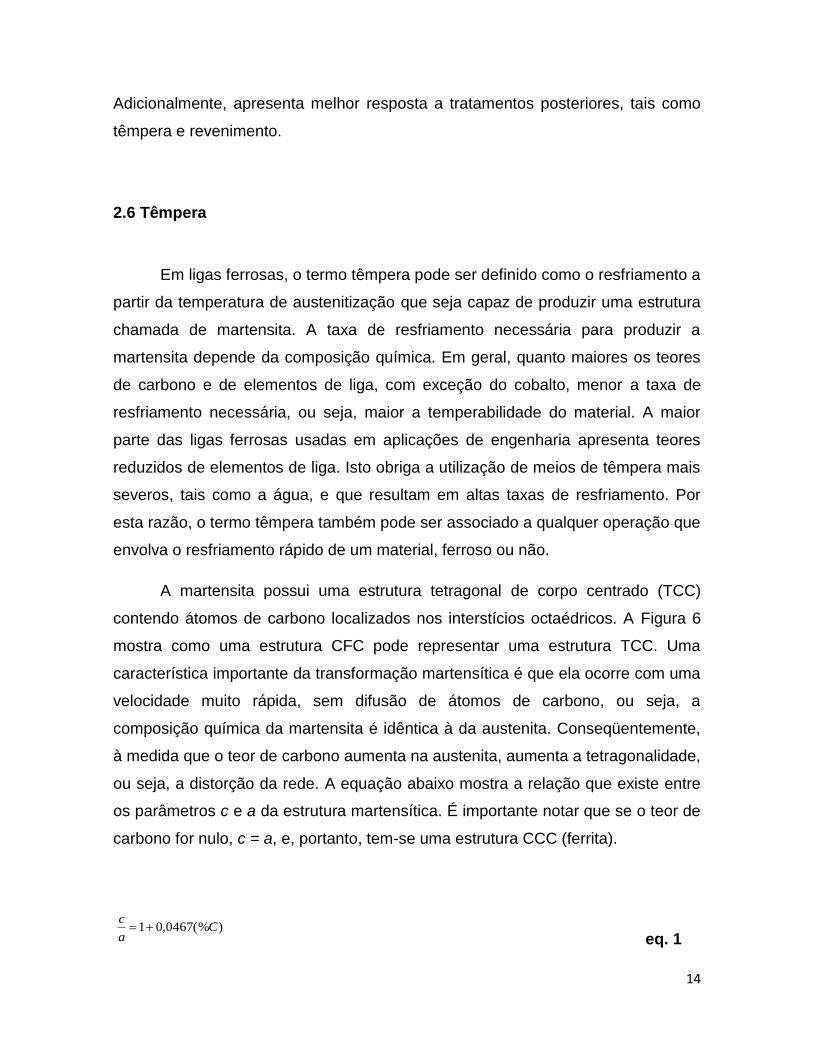
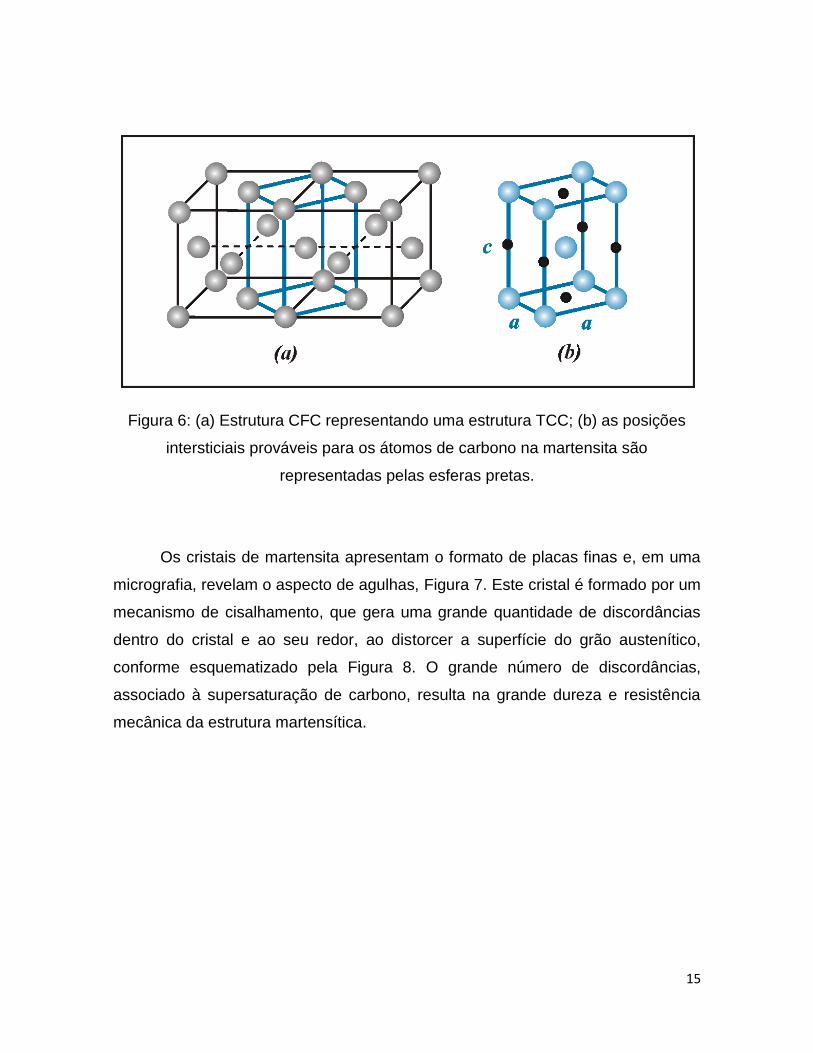
Os cristais de martensita apresentam o formato de placas finas e, em uma
micrografia, revelam o aspecto de agulhas, Figura 7. Este cristal é formado por um
mecanismo de cisalhamento, que gera uma grande quantidade de discordâncias
dentro do cristal e ao seu redor, ao distorcer a superfície do grão austenítico,
conforme esquematizado pela Figura 8. O grande número de discordâncias,
associado à supersaturação de carbono, resulta na grande dureza e resistência
mecânica da estrutura martensítica.
16
Figura 7: Micrografia de um aço CA40 (versão fundida do SAE-AISI 420)
temperado, ilustrando as agulhas de martensita. Ataque Nital 5%
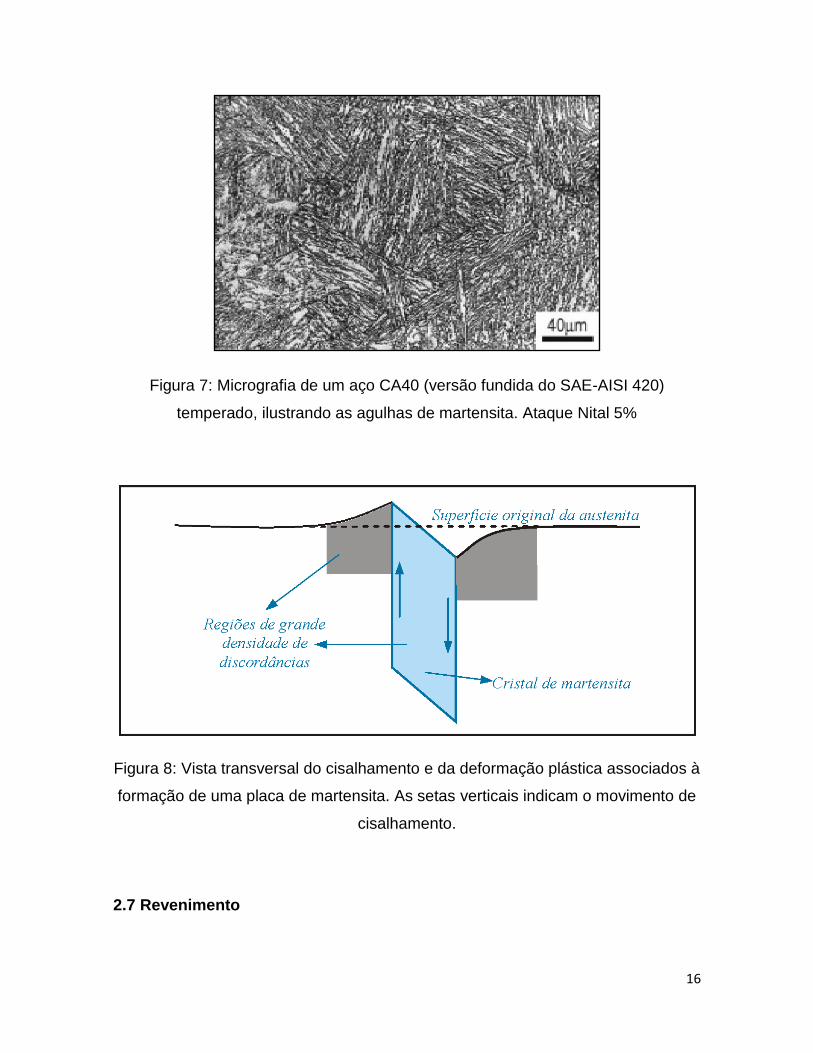
Figura 8: Vista transversal do cisalhamento e da deformação plástica associados à
formação de uma placa de martensita. As setas verticais indicam o movimento de
cisalhamento.
2.7 Revenimento
17
O processo de revenimento é sempre aplicado após o tratamento térmico
de têmpera e consiste em aquecer o metal a uma temperatura abaixo da linha de
início de transformação austenítica (723°C), mantendo o material por um
determinado tempo neste patamar. O objetivo principal do revenimento é de
propiciar um aumento da dutilidade e tenacidade do material, cuja estrutura (micro
e/ou macro) foi afetada pela transformação martensítica.
A formação da microestrutura martensítica gera uma grande distorção na
rede cristalina e um grande número de discordâncias, resultando em um material
extremamente frágil e sem aplicações práticas. A martensita é uma fase
metaestável à temperatura ambiente e o aquecimento fornece energia suficiente
para que ocorra difusão dos átomos de carbono, formando carbonetos e ferrita,
portanto, reduzindo o nível de distorção da rede cristalina. Além disto, o
revenimento pode provocar um rearranjo e uma redução do número de
discordâncias presentes na estrutura. Como conseqüência, há um aumento na
dutilidade e tenacidade do material e uma redução da resistência mecânica e
dureza.
Em certos tipos de aços, existem duas faixas de temperatura de
revenimento que, na medida do possível, devem ser evitadas ou transpostas
rapidamente, pois conduzem a estruturas frágeis, ou seja, de baixa tenacidade.
Esta fragilização é perigosa, pois não pode ser detectada a não ser por ensaios de
impacto.
2.8 Alívio de tensões
Tensões residuais macroscópicas estão presentes em todos os materiais
submetidos a processos que envolvam deformação plástica e/ou mudanças de
temperatura.
O tratamento térmico de alívio de tensões visa eliminar ou minimizar a
presença de tensões residuais, através do aquecimento a temperaturas

18
moderadas, abaixo da linha A1. O processo de alívio de tensões é similar ao
estágio inicial de recuperação no tratamento de recozimento sub-crítico, não
havendo, portanto, modificações significativas nas propriedades mecânicas e na
microestrutura do material.
2.9 Tratamentos isotérmicos
Conforme definido anteriormente, os tratamentos isotérmicos são aqueles
cujo processo de resfriamento apresenta pelo menos um patamar de temperatura,
ao qual normalmente está associada a transformação isotérmica da austenita.
Este tipo de tratamento é melhor visualizado com o uso de diagramas que
envolvem o tempo e a temperatura de transformação, chamados de diagramas
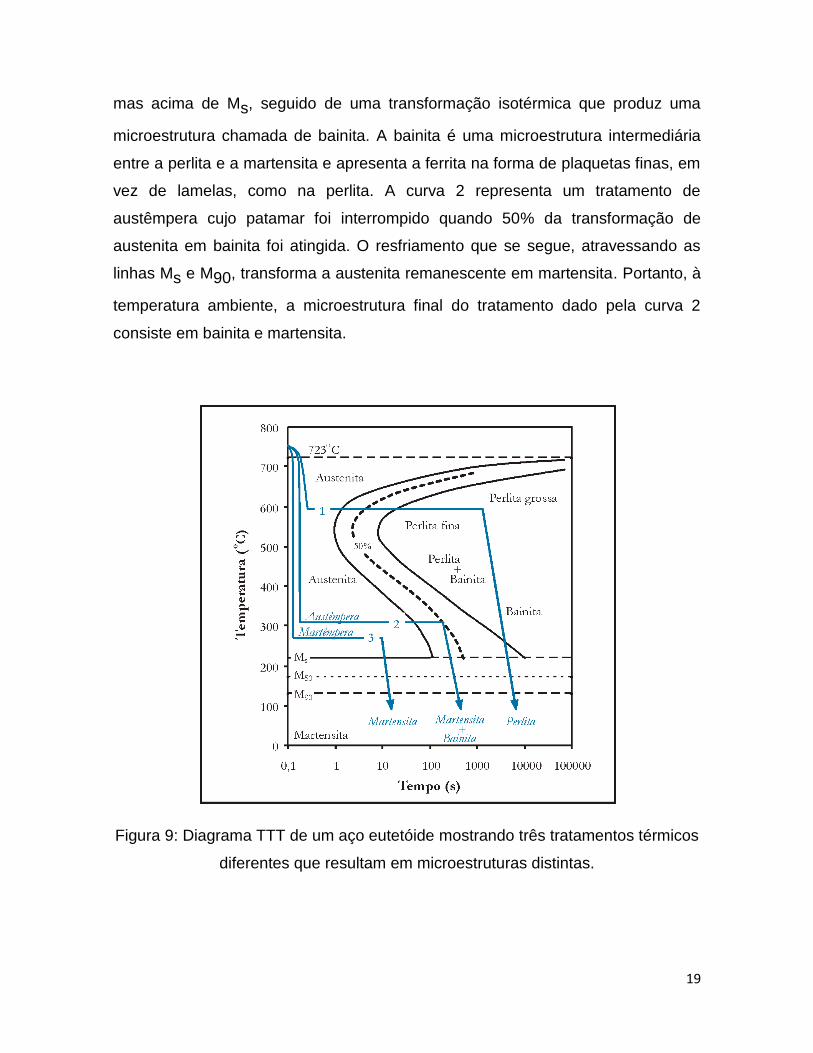
TTT (tempo-temperatura-transformação). A Figura 9 apresenta uma representação
esquemática de um diagrama TTT para um aço eutetóide. Este tipo de gráfico
apresenta, no eixo das ordenadas, a temperatura e, no eixo das abscissas, o
tempo. Além disto, são observadas três curvas em forma de cotovelo que
representam o início, o meio e o fim, ou seja, 1%, 50% e 100%, respectivamente,
da transformação austenítica. Mais abaixo, paralelas ao eixo do tempo, são
encontradas as linhas de temperaturas Ms, M50 e M90, que representam o início,
50% e 90% da transformação da austenita em martensita, respectivamente. Na
Figura 7 também estão representados três tratamentos térmicos diferentes,
identificados pelos números 1, 2 e 3, que produzem microestruturas diferentes.
Na curva 1, o aço, a uma temperatura superior à de austenitização, é
resfriado continuamente até 600oC, onde permanece por um longo período de
tempo (isoterma), suficiente para transformar toda austenita em perlita.
Temperaturas de patamar mais altas ou um pouco mais baixas resultariam em
uma estrutura de perlita grossa ou de perlita fina, respectivamente.
O tratamento isotérmico de austêmpera consiste no resfriamento rápido
desde a temperatura de austenitização até uma temperatura abaixo do cotovelo,
19
mas acima de Ms, seguido de uma transformação isotérmica que produz uma
microestrutura chamada de bainita. A bainita é uma microestrutura intermediária
entre a perlita e a martensita e apresenta a ferrita na forma de plaquetas finas, em
vez de lamelas, como na perlita. A curva 2 representa um tratamento de
austêmpera cujo patamar foi interrompido quando 50% da transformação de
austenita em bainita foi atingida. O resfriamento que se segue, atravessando as
linhas Ms e M90, transforma a austenita remanescente em martensita. Portanto, à
temperatura ambiente, a microestrutura final do tratamento dado pela curva 2
consiste em bainita e martensita.
Figura 9: Diagrama TTT de um aço eutetóide mostrando três tratamentos térmicos
diferentes que resultam em microestruturas distintas.
20
A curva 3 representa um tratamento isotérmico de martêmpera que consiste
no resfriamento brusco até uma temperatura ligeiramente acima de Ms, seguido
de um tratamento isotérmico que não penetra a região de início de transformação
da austenita em bainita. Esta isoterma tem duas finalidades: aliviar parcialmente
as tensões térmicas geradas pelo resfriamento brusco e homogeneizar a
temperatura. Peças com seções muito grandes apresentam diferenças
significativas nas taxas de transferência de calor e, portanto, o tratamento
convencional de têmpera nem sempre é capaz de produzir uma estrutura
martensítica ao longo de toda a seção da peça. O tratamento de martêmpera,
além de produzir uma martensita com menor nível de tensões internas é capaz de
aumentar a profundidade da peça na qual a martensita pode ser encontrada.
O diagrama apresentado na Figura 9 foi obtido para um aço
eutetóide não ligado. A presença de elementos de liga, com exceção do
cobalto, desloca as curvas de transformação para a direita, aumentando a
temperabilidade do material. Em outras palavras, os elementos de liga diminuem a
taxa de resfriamento necessária para produzir uma estrutura totalmente
martensítica. Em aços-carbono de baixa liga, as curvas de transformação estão
tão deslocadas para a esquerda que é impossível realizar um resfriamento rápido
o suficiente para não cruzar as regiões de transformação austenítica em perlita
e/ou bainita, não sendo possível obter uma estrutura martensítica. O aumento dos
teores de carbono e de alguns elementos de liga também causa uma diminuição
das temperaturas Ms e M90, sendo possível a existência de austenita à
temperatura ambiente, como é o caso dos aços inoxidáveis austeníticos e aços de
alto teor de manganês.
3. FUNDAMENTOS DA TÊMPERA
O tratamento térmico pode ser definido como· uma operação ou
combinação de operações envolvendo o aquecimento e resfriamento controlados
21
de um metal. Este procedimento causa transformações noestado sólido do metal,
proporcionando mudanças na sua microestrutura com o propósito de obter
propriedades específicas. Há muitos tipos de tratamentos térmicos preenchendo
uma ampla faixa de dureza e propriedades mecânicas.
Preocupar-nos-emos, entretanto, com o tratamento térmico de têmpera,
tratamento este responsável pela obtenção de uma microestrutura bastante dura e
frágil que tem suas propriedades de tenacidade melhoradas através de um
tratamento térmico posterior: o revenido.
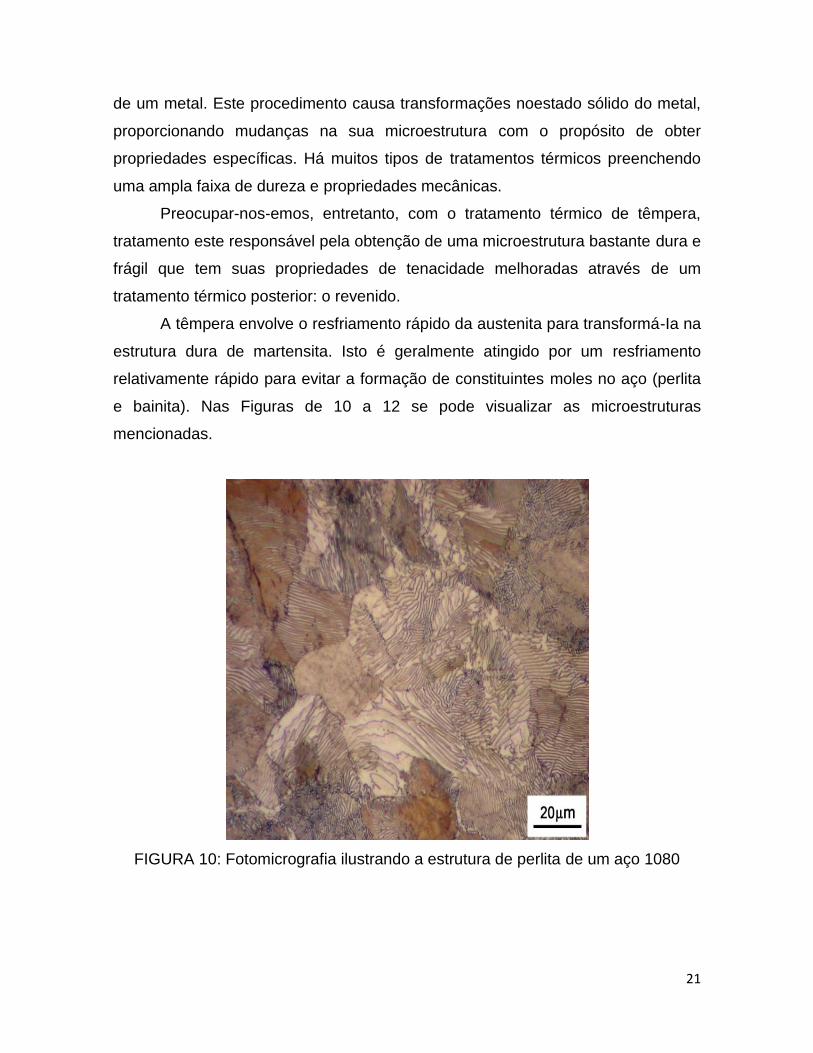
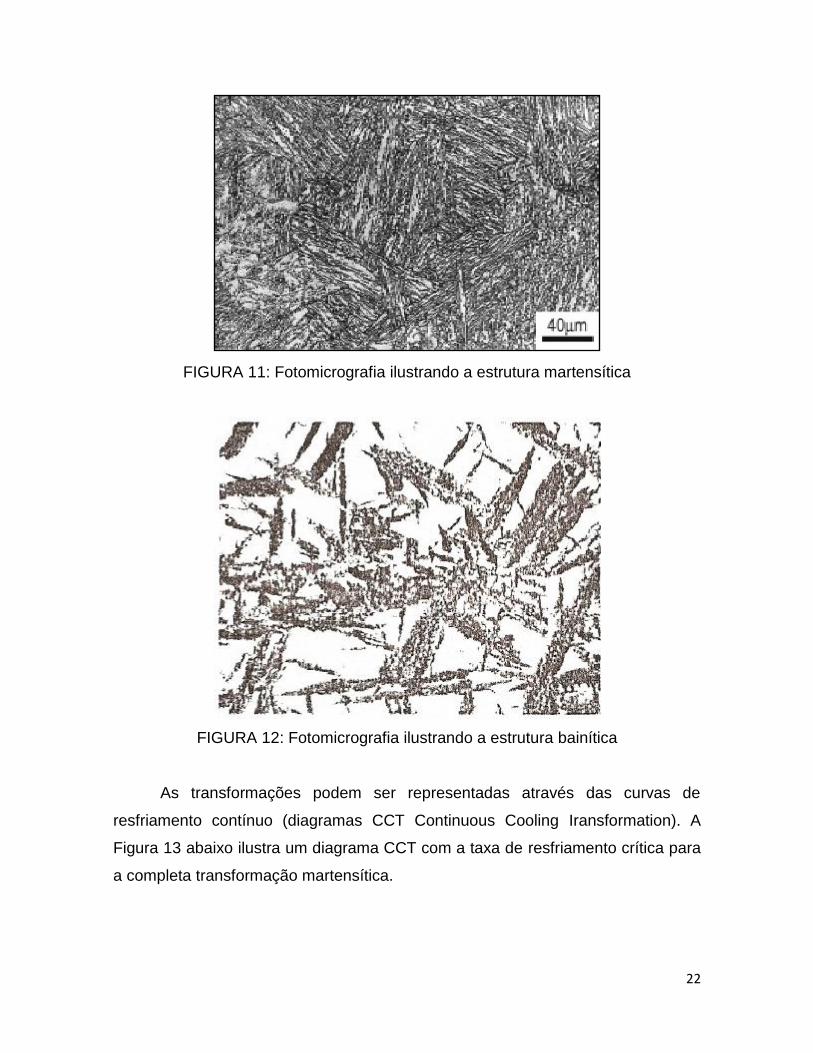
A têmpera envolve o resfriamento rápido da austenita para transformá-Ia na
estrutura dura de martensita. Isto é geralmente atingido por um resfriamento
relativamente rápido para evitar a formação de constituintes moles no aço (perlita
e bainita). Nas Figuras de 10 a 12 se pode visualizar as microestruturas
mencionadas.
FIGURA 10: Fotomicrografia ilustrando a estrutura de perlita de um aço 1080
22
FIGURA 11: Fotomicrografia ilustrando a estrutura martensítica
FIGURA 12: Fotomicrografia ilustrando a estrutura bainítica
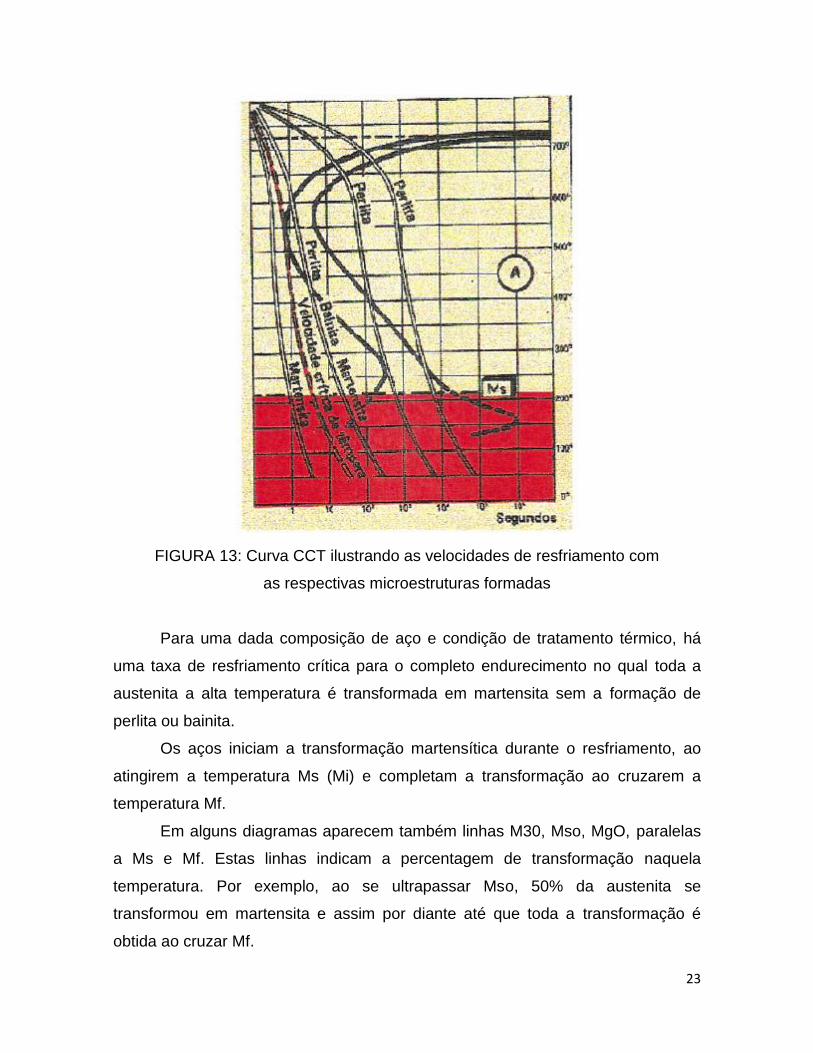
As transformações podem ser representadas através das curvas de
resfriamento contínuo (diagramas CCT Continuous Cooling Iransformation). A
Figura 13 abaixo ilustra um diagrama CCT com a taxa de resfriamento crítica para
a completa transformação martensítica.
23
FIGURA 13: Curva CCT ilustrando as velocidades de resfriamento com
as respectivas microestruturas formadas
Para uma dada composição de aço e condição de tratamento térmico, há
uma taxa de resfriamento crítica para o completo endurecimento no qual toda a
austenita a alta temperatura é transformada em martensita sem a formação de
perlita ou bainita.
Os aços iniciam a transformação martensítica durante o resfriamento, ao
atingirem a temperatura Ms (Mi) e completam a transformação ao cruzarem a
temperatura Mf.
Em alguns diagramas aparecem também linhas M30, Mso, MgO, paralelas
a Ms e Mf. Estas linhas indicam a percentagem de transformação naquela
temperatura. Por exemplo, ao se ultrapassar Mso, 50% da austenita se
transformou em martensita e assim por diante até que toda a transformação é
obtida ao cruzar Mf.

24
Estas temperaturas de início e fim de transformação martensítica, são
dependentes da composição química do aço, principalmente do teor de carbono.
Todos os elementos de liga, exceto o Co, atuam no sentido de abaixar essas
temperaturas.
Sabendo-se a composição química do aço, é possível estimar sua
temperatura Ms, através de equações relativamente simples como a apresentada
a seguir.
(1)
*Equação de Andrews, extraída do livro ''Principies ofHeat Treatment ofSteel"
(George Krauss) p. 54.
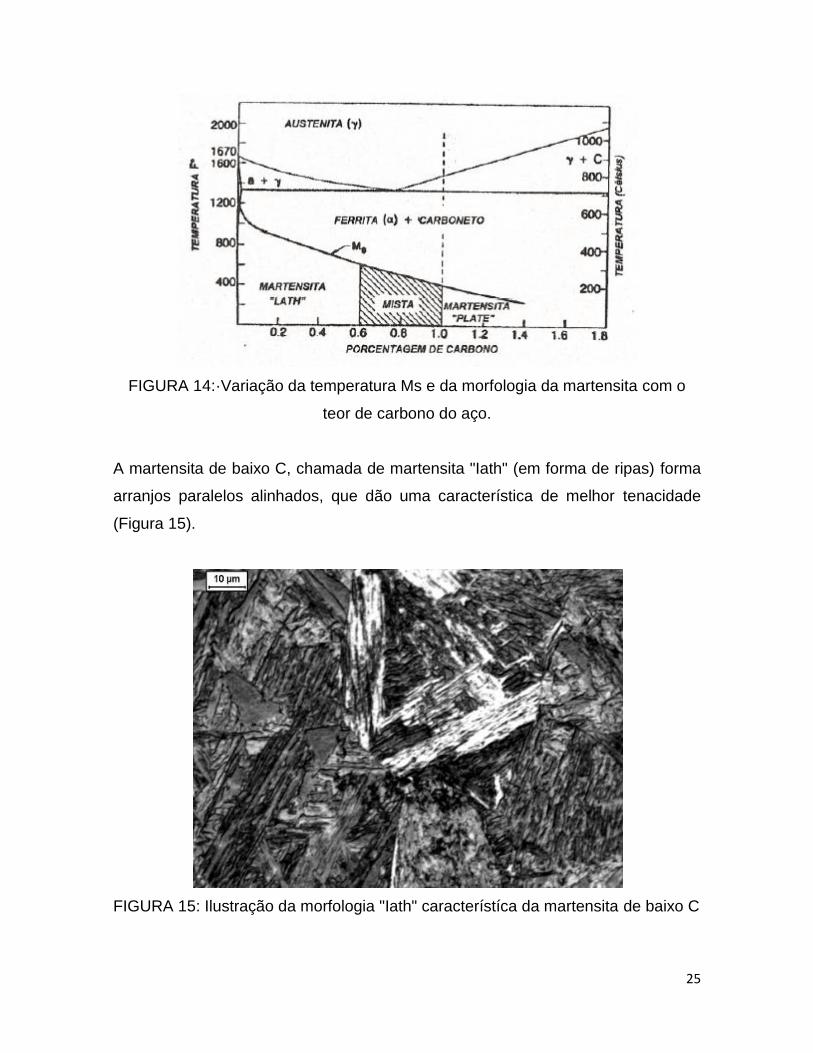
A Figura 14, abaixo, mostra a influência do teor de carbono no abaixamento
da temperatura Ms' O abaixamento da temperatura Ms é a.companhado por uma
respectiva queda em Mf. Com isto, existem composições de aços que possuem o
Mf abaixo da temperatura ambiente. Isto significa que, ao resfriarmos este aço,
rapidamente, até a temperatura ambiente, restará ainda austenita sem se
transformar. É a chamada austenita retida que se transformará somente com um
resfriamento sub-zero posterior ou durante o tratamento térmico de revenimento
subseqüente.
A Figura 14 mostra-nos também que a morfologia da martensita muda com
a percentagem de carbono. Isto explica o fato de aços com altos teores de
carbono apresentarem uma maior tendência ao trincamento durante a têmpera.
25
FIGURA 14:·Variação da temperatura Ms e da morfologia da martensita com o
teor de carbono do aço.
A martensita de baixo C, chamada de martensita "Iath" (em forma de ripas) forma
arranjos paralelos alinhados, que dão uma característica de melhor tenacidade
(Figura 15).
FIGURA 15: Ilustração da morfologia "Iath" característíca da martensita de baixo C
26
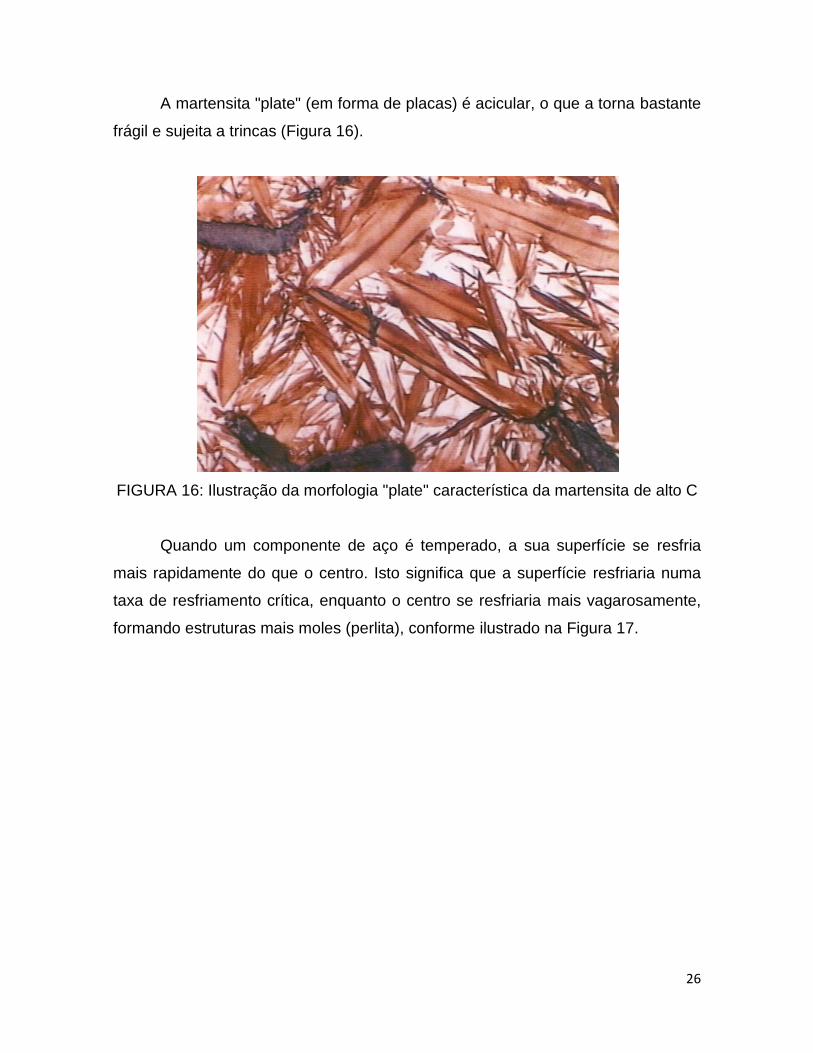
A martensita "plate" (em forma de placas) é acicular, o que a torna bastante
frágil e sujeita a trincas (Figura 16).
FIGURA 16: Ilustração da morfologia "plate" característica da martensita de alto C
Quando um componente de aço é temperado, a sua superfície se resfria
mais rapidamente do que o centro. Isto significa que a superfície resfriaria numa
taxa de resfriamento crítica, enquanto o centro se resfriaria mais vagarosamente,
formando estruturas mais moles (perlita), conforme ilustrado na Figura 17.
27
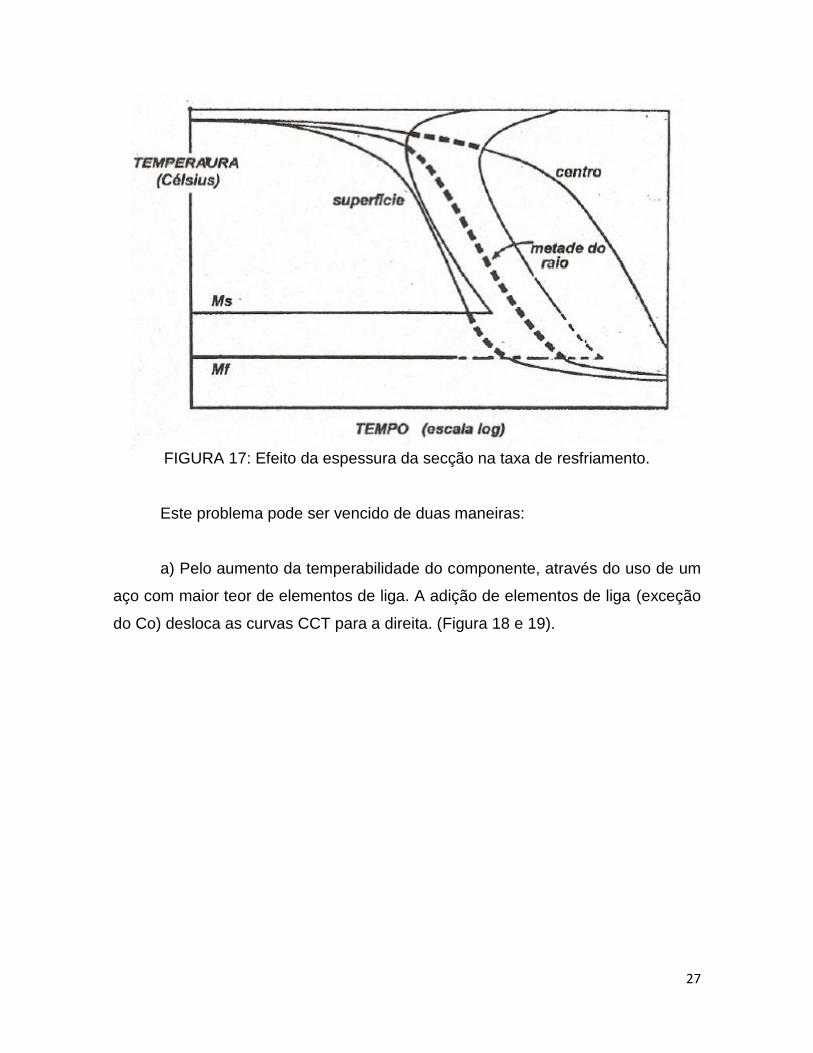
FIGURA 17: Efeito da espessura da secção na taxa de resfriamento.
Este problema pode ser vencido de duas maneiras:
a) Pelo aumento da temperabilidade do componente, através do uso de um
aço com maior teor de elementos de liga. A adição de elementos de liga (exceção
do Co) desloca as curvas CCT para a direita. (Figura 18 e 19).
28
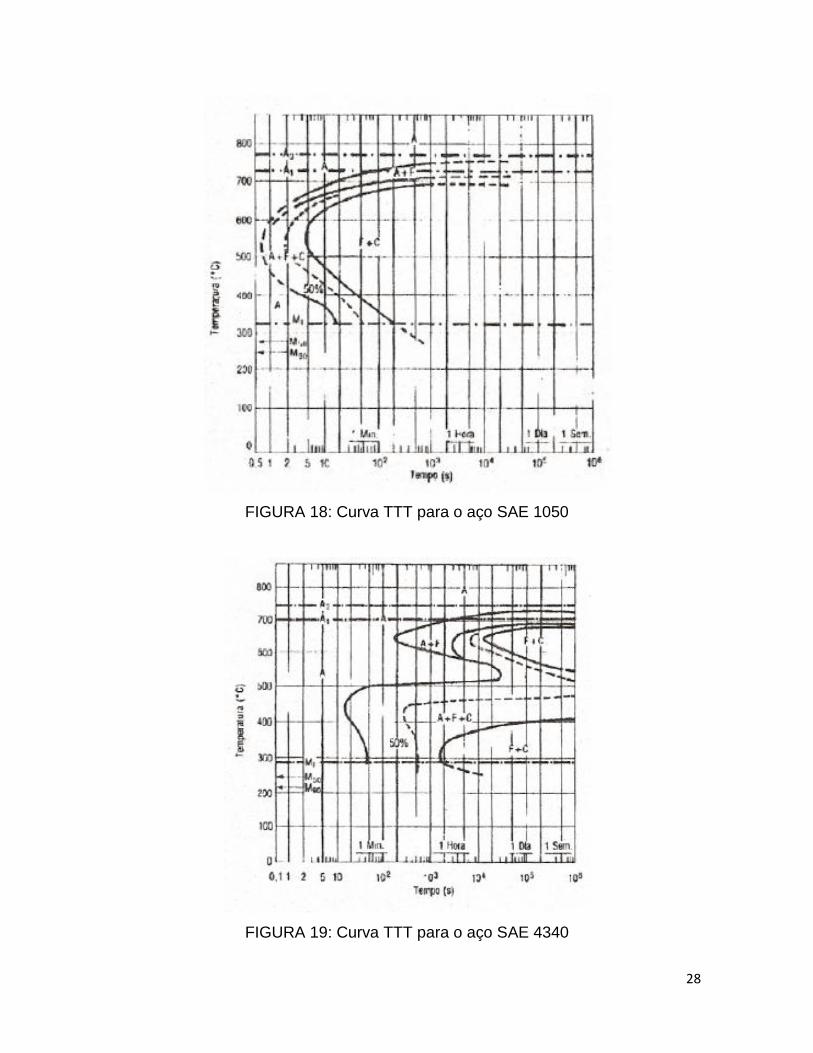
FIGURA 18: Curva TTT para o aço SAE 1050
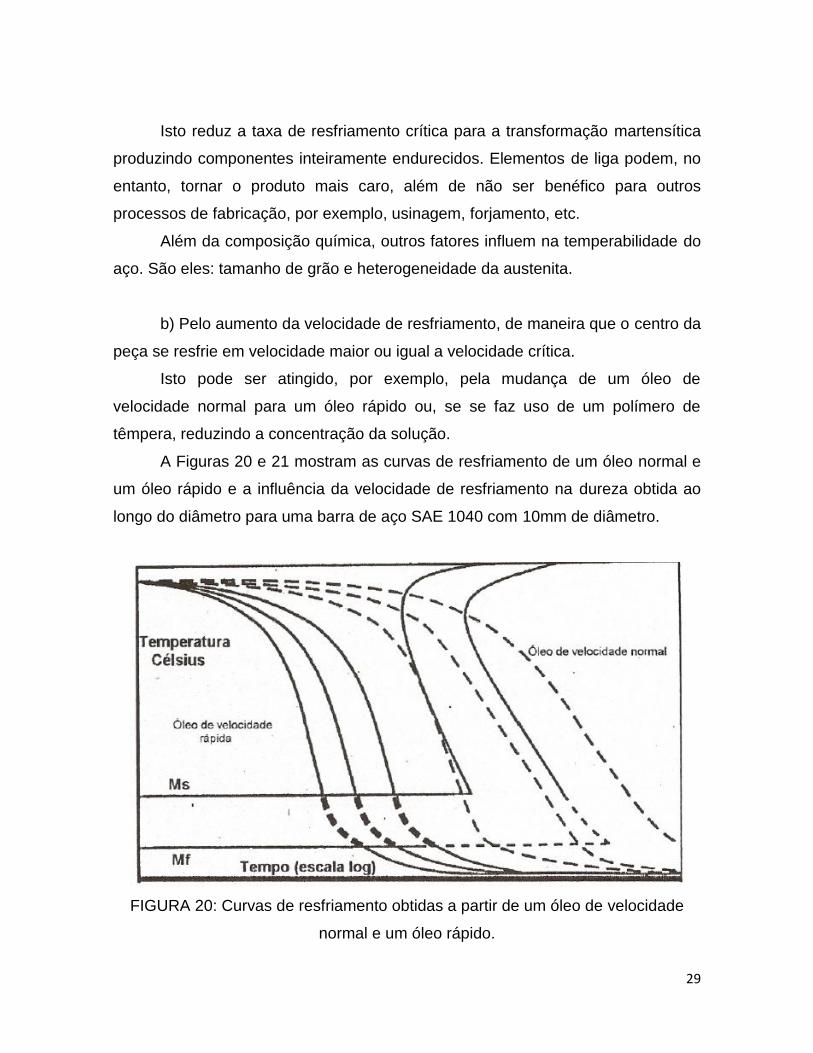
FIGURA 19: Curva TTT para o aço SAE 4340
29
Isto reduz a taxa de resfriamento crítica para a transformação martensítica
produzindo componentes inteiramente endurecidos. Elementos de liga podem, no
entanto, tornar o produto mais caro, além de não ser benéfico para outros
processos de fabricação, por exemplo, usinagem, forjamento, etc.
Além da composição química, outros fatores influem na temperabilidade do
aço. São eles: tamanho de grão e heterogeneidade da austenita.
b) Pelo aumento da velocidade de resfriamento, de maneira que o centro da
peça se resfrie em velocidade maior ou igual a velocidade crítica.
Isto pode ser atingido, por exemplo, pela mudança de um óleo de
velocidade normal para um óleo rápido ou, se se faz uso de um polímero de
têmpera, reduzindo a concentração da solução.
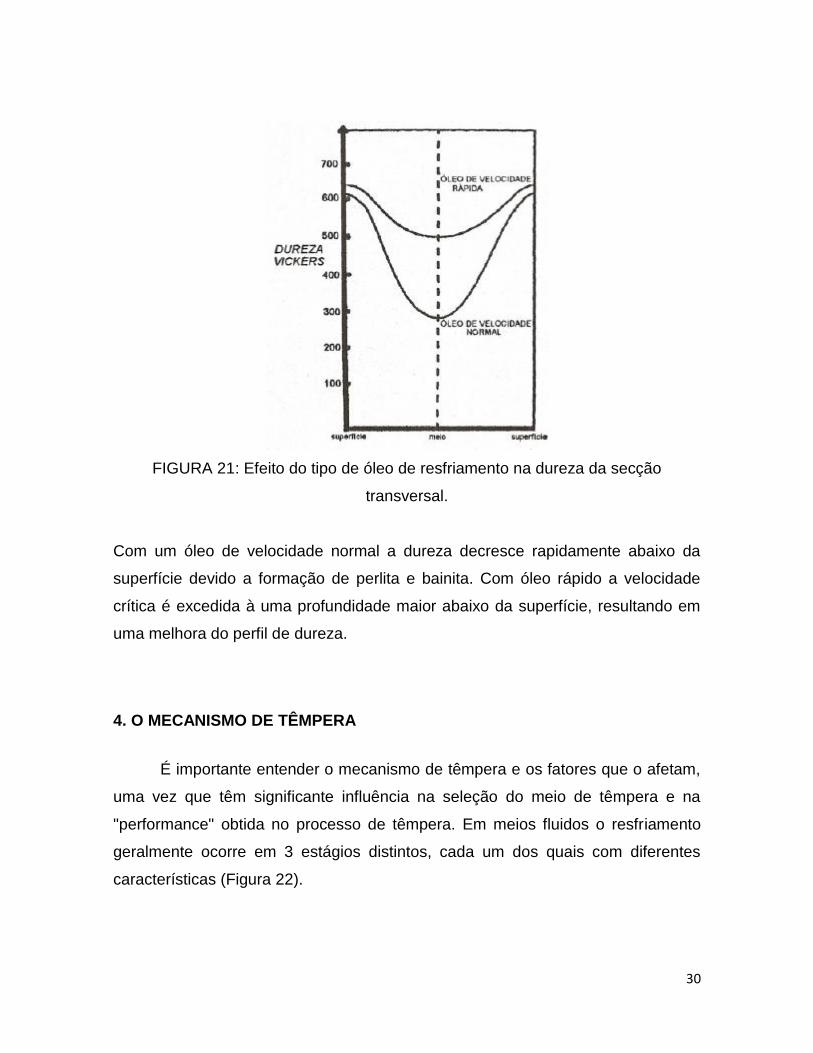
A Figuras 20 e 21 mostram as curvas de resfriamento de um óleo normal e
um óleo rápido e a influência da velocidade de resfriamento na dureza obtida ao
longo do diâmetro para uma barra de aço SAE 1040 com 10mm de diâmetro.
FIGURA 20: Curvas de resfriamento obtidas a partir de um óleo de velocidade
normal e um óleo rápido.
30
FIGURA 21: Efeito do tipo de óleo de resfriamento na dureza da secção
transversal.
Com um óleo de velocidade normal a dureza decresce rapidamente abaixo da
superfície devido a formação de perlita e bainita. Com óleo rápido a velocidade
crítica é excedida à uma profundidade maior abaixo da superfície, resultando em
uma melhora do perfil de dureza.
4. O MECANISMO DE TÊMPERA
É importante entender o mecanismo de têmpera e os fatores que o afetam,
uma vez que têm significante influência na seleção do meio de têmpera e na
"performance" obtida no processo de têmpera. Em meios fluidos o resfriamento
geralmente ocorre em 3 estágios distintos, cada um dos quais com diferentes
características (Figura 22).
31
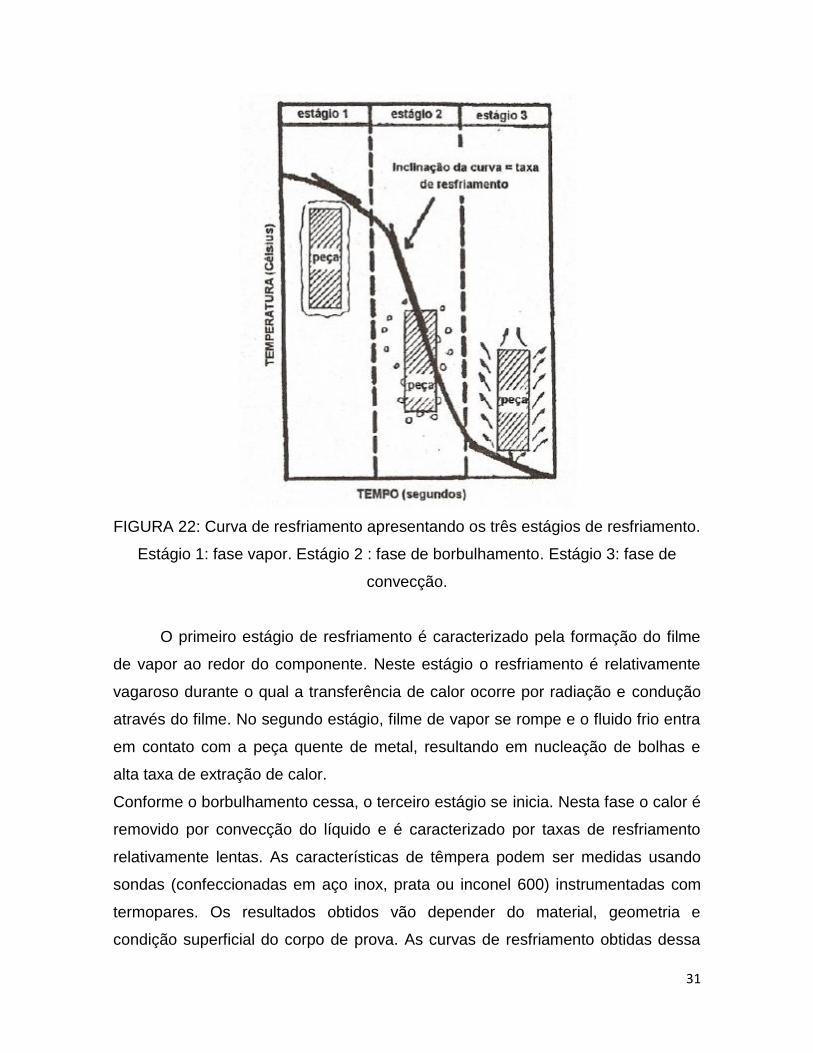
FIGURA 22: Curva de resfriamento apresentando os três estágios de resfriamento.
Estágio 1: fase vapor. Estágio 2 : fase de borbulhamento. Estágio 3: fase de
convecção.
O primeiro estágio de resfriamento é caracterizado pela formação do filme
de vapor ao redor do componente. Neste estágio o resfriamento é relativamente
vagaroso durante o qual a transferência de calor ocorre por radiação e condução
através do filme. No segundo estágio, filme de vapor se rompe e o fluido frio entra
em contato com a peça quente de metal, resultando em nucleação de bolhas e
alta taxa de extração de calor.
Conforme o borbulhamento cessa, o terceiro estágio se inicia. Nesta fase o calor é
removido por convecção do líquido e é caracterizado por taxas de resfriamento
relativamente lentas. As características de têmpera podem ser medidas usando
sondas (confeccionadas em aço inox, prata ou inconel 600) instrumentadas com
termopares. Os resultados obtidos vão depender do material, geometria e
condição superficial do corpo de prova. As curvas de resfriamento obtidas dessa
32
maneira ilustram bem os três estágios e demonstram a influência de fatores tais
como agitação, temperatura do meio de resfriamento, contaminação e degradação
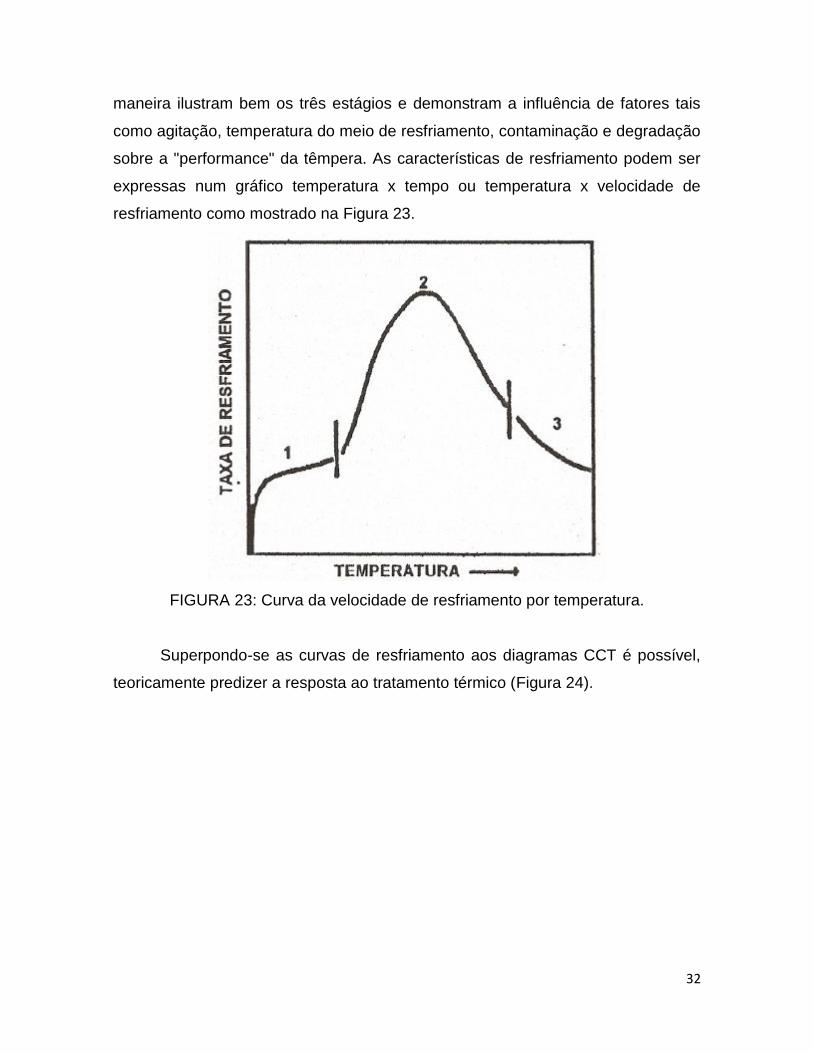
sobre a "performance" da têmpera. As características de resfriamento podem ser
expressas num gráfico temperatura x tempo ou temperatura x velocidade de
resfriamento como mostrado na Figura 23.
FIGURA 23: Curva da velocidade de resfriamento por temperatura.
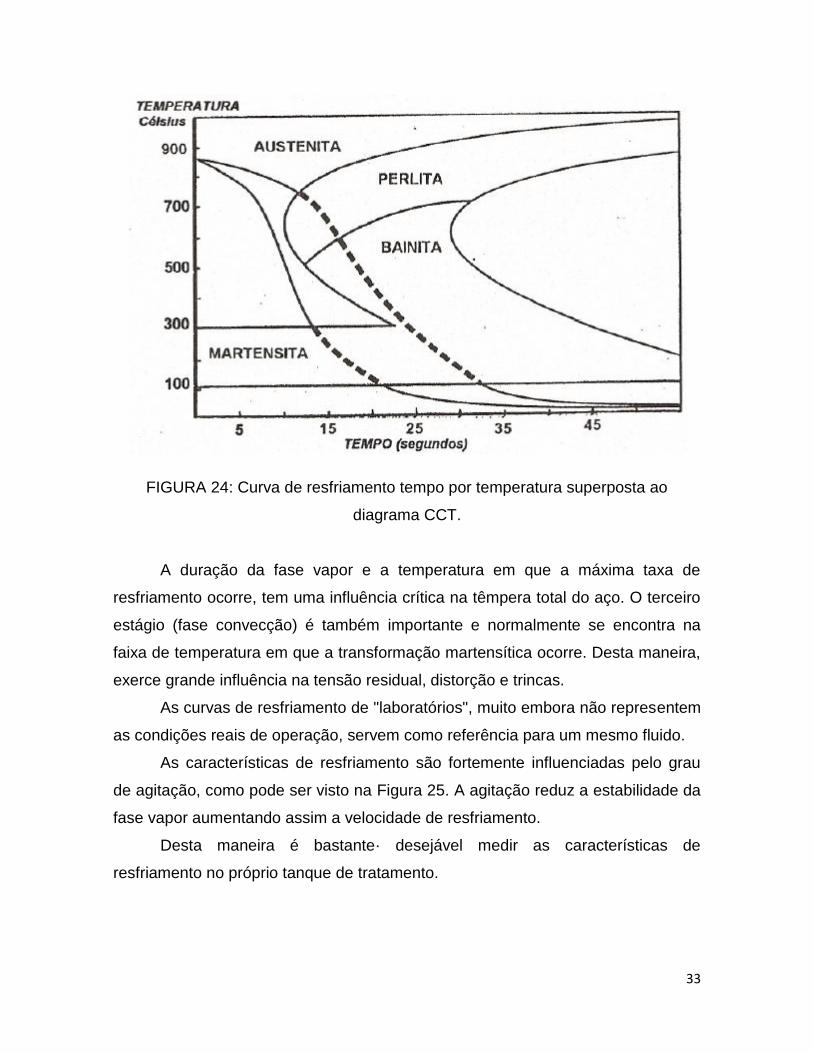
Superpondo-se as curvas de resfriamento aos diagramas CCT é possível,
teoricamente predizer a resposta ao tratamento térmico (Figura 24).
33
FIGURA 24: Curva de resfriamento tempo por temperatura superposta ao
diagrama CCT.
A duração da fase vapor e a temperatura em que a máxima taxa de
resfriamento ocorre, tem uma influência crítica na têmpera total do aço. O terceiro
estágio (fase convecção) é também importante e normalmente se encontra na
faixa de temperatura em que a transformação martensítica ocorre. Desta maneira,
exerce grande influência na tensão residual, distorção e trincas.
As curvas de resfriamento de "laboratórios", muito embora não representem
as condições reais de operação, servem como referência para um mesmo fluido.
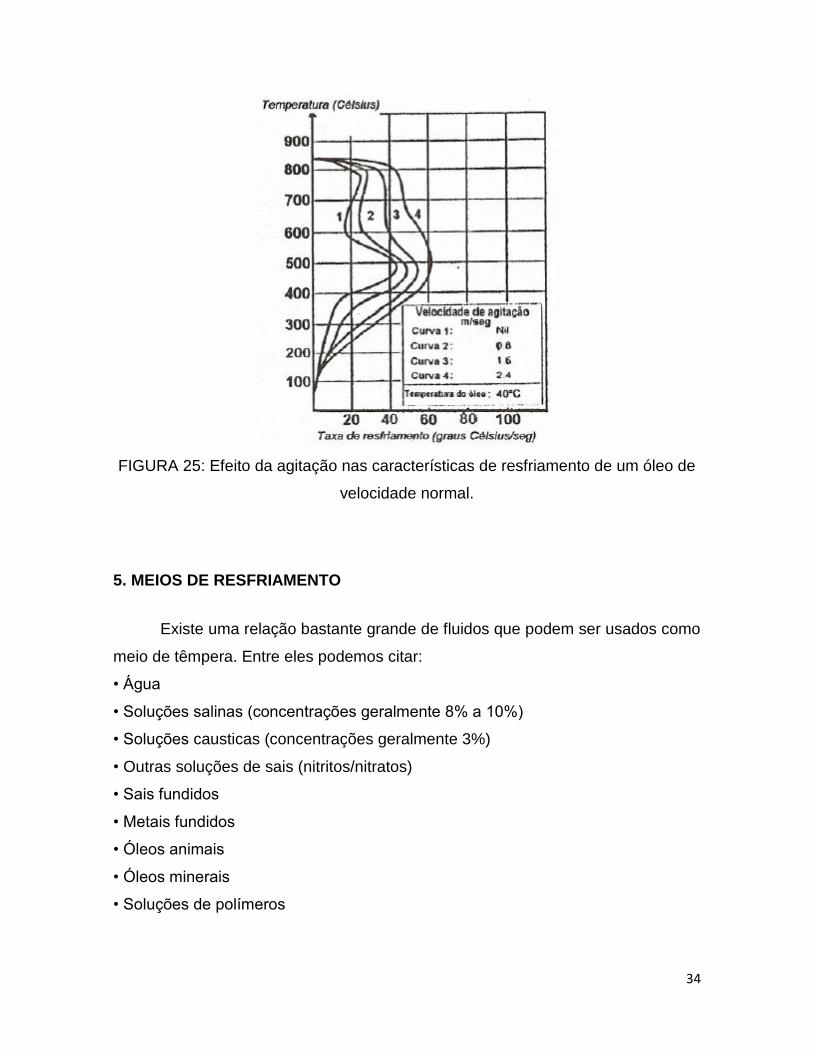
As características de resfriamento são fortemente influenciadas pelo grau
de agitação, como pode ser visto na Figura 25. A agitação reduz a estabilidade da
fase vapor aumentando assim a velocidade de resfriamento.
Desta maneira é bastante· desejável medir as características de
resfriamento no próprio tanque de tratamento.
34
FIGURA 25: Efeito da agitação nas características de resfriamento de um óleo de
velocidade normal.
5. MEIOS DE RESFRIAMENTO
Existe uma relação bastante grande de fluidos que podem ser usados como
meio de têmpera. Entre eles podemos citar:
• Água
• Soluções salinas (concentrações geralmente 8% a 10%)
• Soluções causticas (concentrações geralmente 3%)
• Outras soluções de sais (nitritos/nitratos)
• Sais fundidos
• Metais fundidos
• Óleos animais
• Óleos minerais
• Soluções de polímeros
35
Desses fluidos, os mais utilizados e que merecerão maior atenção são:
• Água
• Soluções de sais
• Óleos minerais
• Soluções de polímeros
5.1 Água
A água é usada em muitas aplicações de têmpera, possuindo algumas
vantagens com relação a outros meios de têmpera, como por exemplo:
• meio de resfriamento barato
• facilidade de obtenção
• facilidade de manuseio
• não apresenta problemas de estocagem
• é segura e não causa prejuízos à saúde:
• não é inflamável
• é atóxica
• não libera fumaça ou gás
• facilidade de bombeamento e filtração
• facilidade de controle da temperatura do banho por suprimento contínuo de água
fresca
• não sofre contaminação pela água dos resfriadores ou condensadores.
Entretanto, existem algumas desvantagens que impedem seu uso. Entre
elas poder-se-ia citar o seu poder corrosivo, prejudicando tanque e instalações,
além de ser um meio para crescimento microbiológico. Estas desvantagens
podem, contudo, ser vencidas pelo uso de inibidores de corrosão e biocidas.
A principal desvantagem da água como meio de têmpera está nas suas
características de resfriamento, que são fortemente influenciadas pela
36
temperatura, além da estabilidade da fase vapor e também altas taxas de
resfriamento no 3º estágio (fase de convecção).
5.1.1 Dependência da temperatura
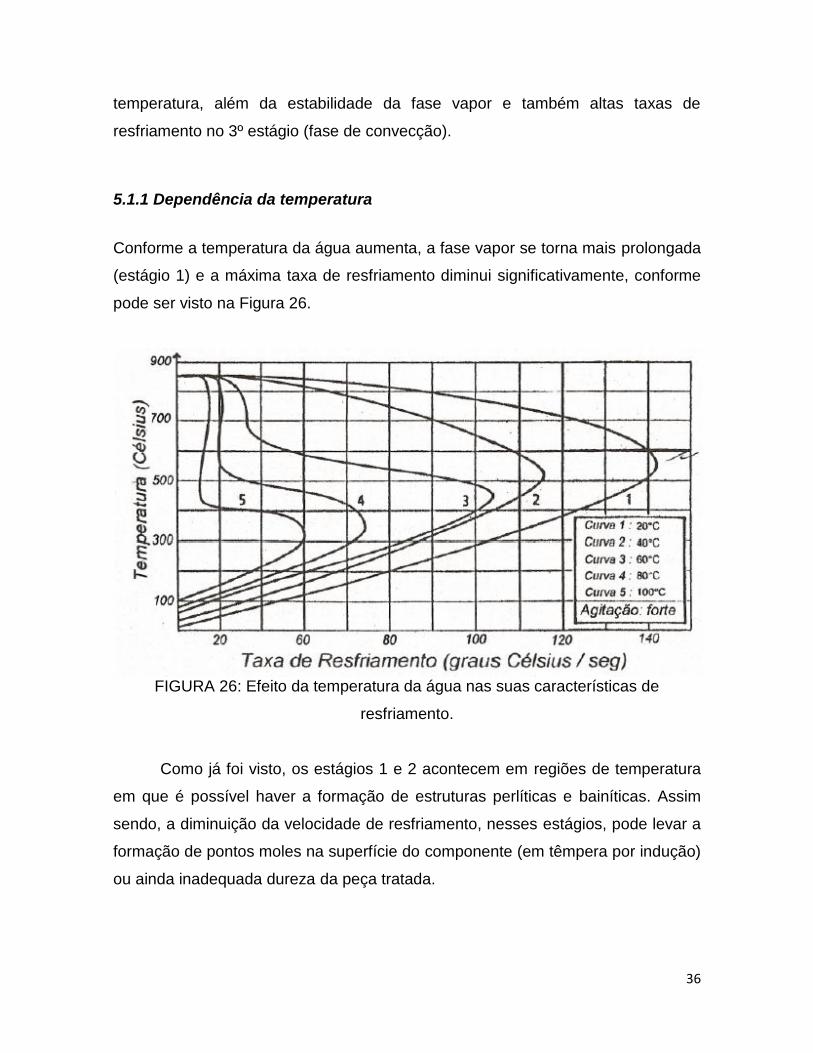
Conforme a temperatura da água aumenta, a fase vapor se torna mais prolongada
(estágio 1) e a máxima taxa de resfriamento diminui significativamente, conforme
pode ser visto na Figura 26.
FIGURA 26: Efeito da temperatura da água nas suas características de
resfriamento.
Como já foi visto, os estágios 1 e 2 acontecem em regiões de temperatura
em que é possível haver a formação de estruturas perlíticas e bainíticas. Assim
sendo, a diminuição da velocidade de resfriamento, nesses estágios, pode levar a
formação de pontos moles na superfície do componente (em têmpera por indução)
ou ainda inadequada dureza da peça tratada.
37
5.1.2 Estabilidade da fase vapor
A estabilidade da fase vapor é dependente também do acabamento
superficial do componente, O filme de vapor é muito estável em superfícies lisas
ou polidas, mas quebra rapidamente e inicia o "boiling" (estágio 2) em arestas
agudas, superfícies rugosas, defeitos e outros concentradores de tensão.
Esta variação em estabilidade pode produzir diferenças marcantes nas
taxas de resfriamento através da peça, resultando em distorção e trinca.
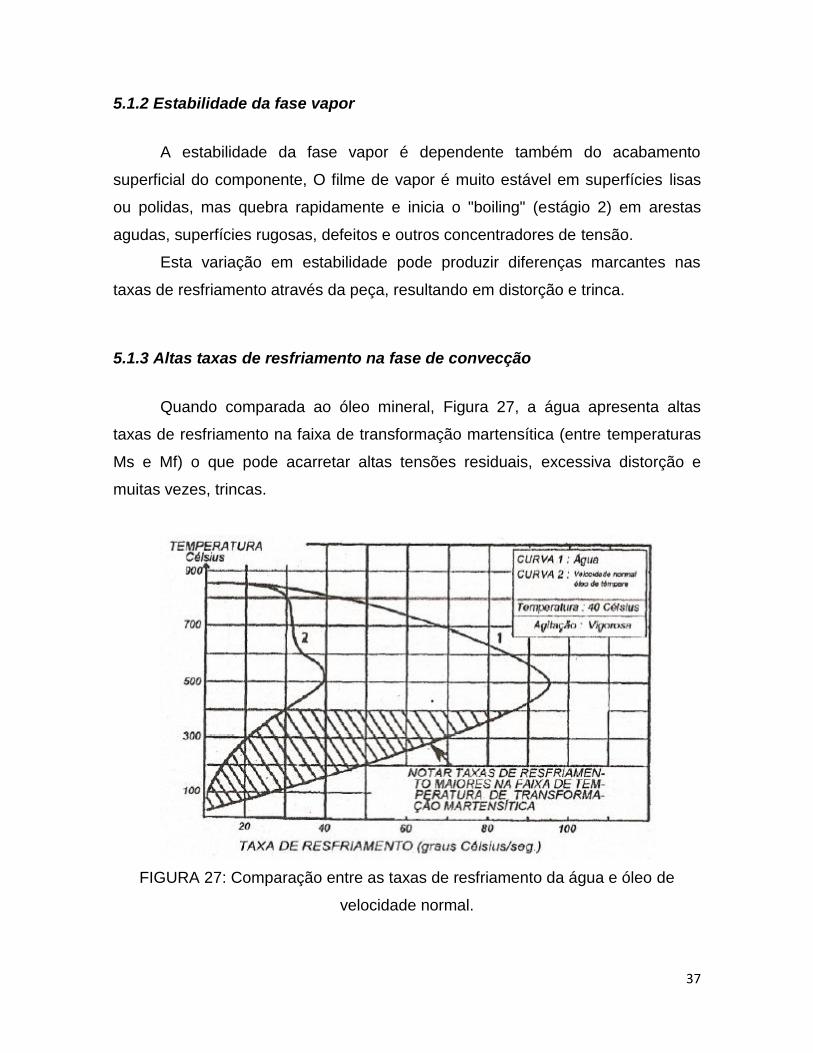
5.1.3 Altas taxas de resfriamento na fase de convecção
Quando comparada ao óleo mineral, Figura 27, a água apresenta altas
taxas de resfriamento na faixa de transformação martensítica (entre temperaturas
Ms e Mf) o que pode acarretar altas tensões residuais, excessiva distorção e
muitas vezes, trincas.
FIGURA 27: Comparação entre as taxas de resfriamento da água e óleo de
velocidade normal.
38
Por estas razões, a têmpera em água é restrita aos aços planos e aços
baixa liga, cementados ou não e, ainda, a componentes de grande espessura.
Alguns efeitos prejudiciais podem ser minimizados, pela adoção dos
seguintes procedimentos:
a) Manutenção da água a baixas temperaturas através do uso de
resfriadores do tanque de têmpera
b) Agitação do banho para dispersão do filme de vapor
c) Adição de sais inorgânicos, que será estudada a seguir.
5.2 Soluções de Sais
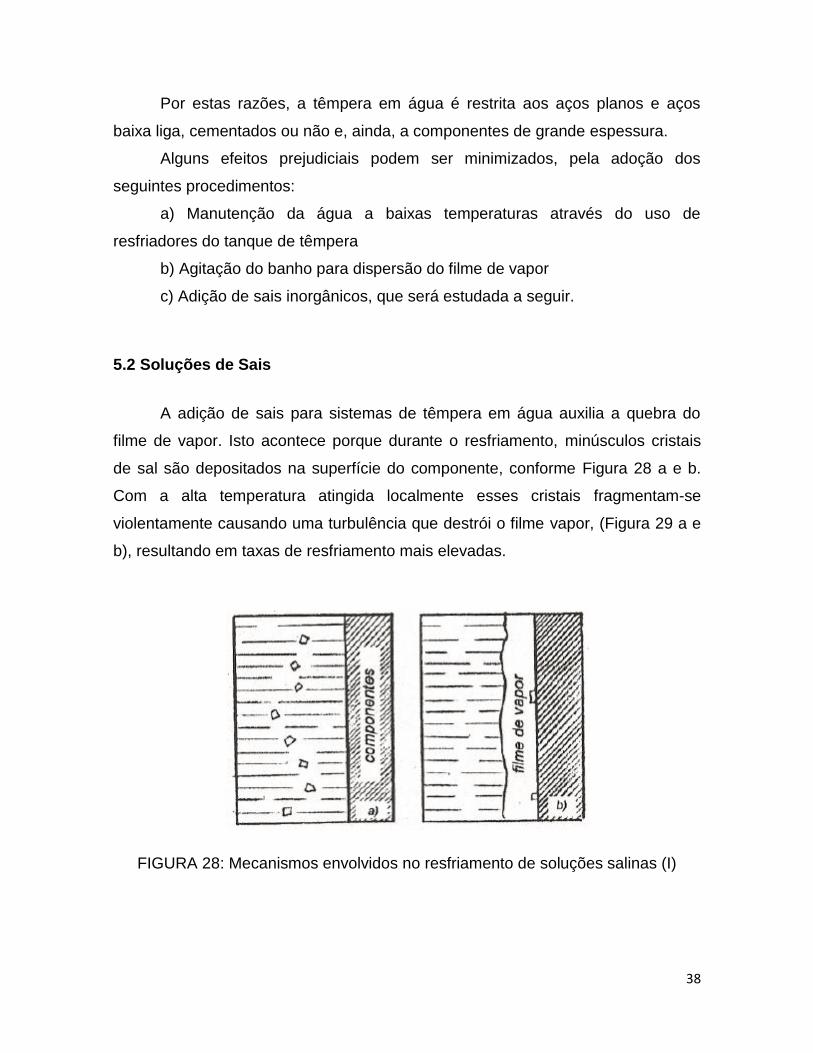
A adição de sais para sistemas de têmpera em água auxilia a quebra do
filme de vapor. Isto acontece porque durante o resfriamento, minúsculos cristais
de sal são depositados na superfície do componente, conforme Figura 28 a e b.
Com a alta temperatura atingida localmente esses cristais fragmentam-se
violentamente causando uma turbulência que destrói o filme vapor, (Figura 29 a e
b), resultando em taxas de resfriamento mais elevadas.
FIGURA 28: Mecanismos envolvidos no resfriamento de soluções salinas (I)
39
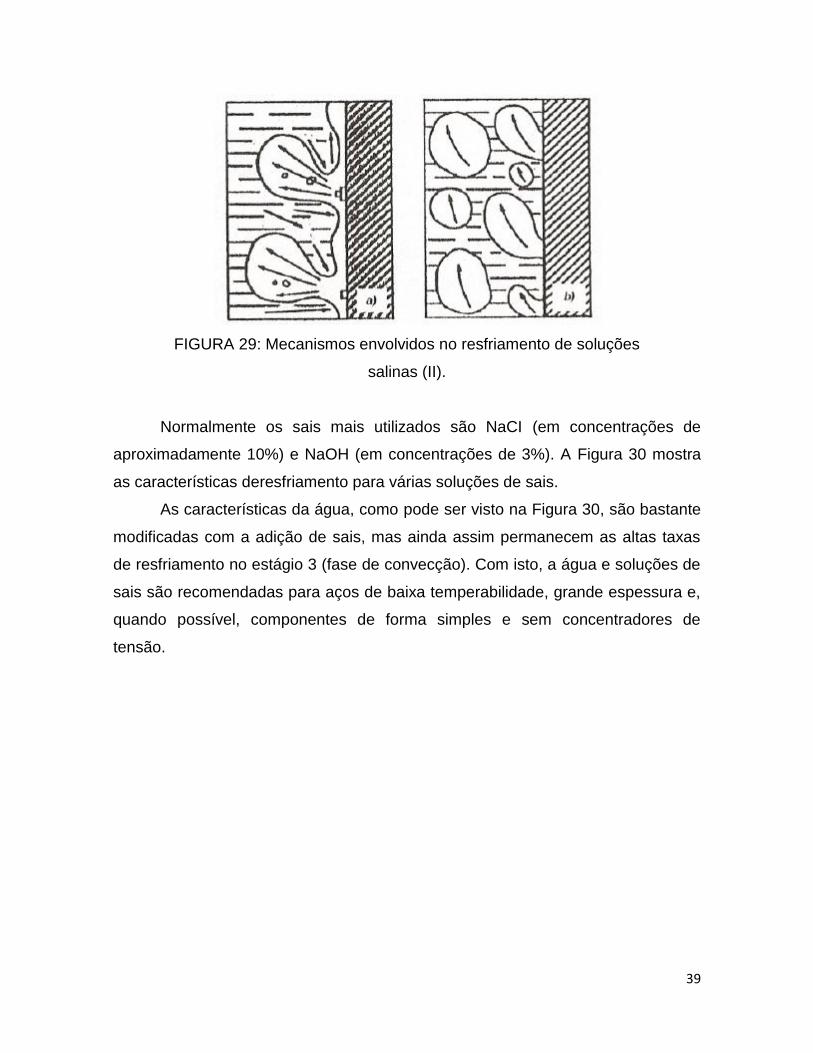
FIGURA 29: Mecanismos envolvidos no resfriamento de soluções
salinas (II).
Normalmente os sais mais utilizados são NaCI (em concentrações de
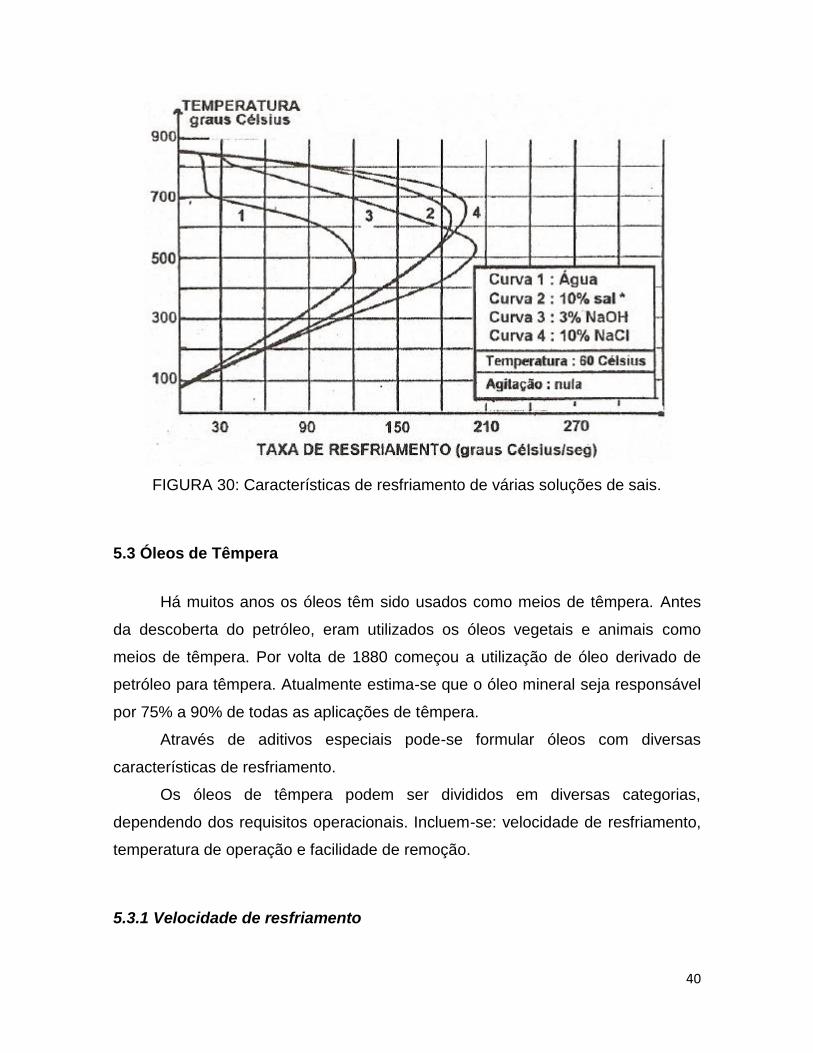
aproximadamente 10%) e NaOH (em concentrações de 3%). A Figura 30 mostra
as características deresfriamento para várias soluções de sais.
As características da água, como pode ser visto na Figura 30, são bastante
modificadas com a adição de sais, mas ainda assim permanecem as altas taxas
de resfriamento no estágio 3 (fase de convecção). Com isto, a água e soluções de
sais são recomendadas para aços de baixa temperabilidade, grande espessura e,
quando possível, componentes de forma simples e sem concentradores de
tensão.
40
FIGURA 30: Características de resfriamento de várias soluções de sais.
5.3 Óleos de Têmpera
Há muitos anos os óleos têm sido usados como meios de têmpera. Antes
da descoberta do petróleo, eram utilizados os óleos vegetais e animais como
meios de têmpera. Por volta de 1880 começou a utilização de óleo derivado de
petróleo para têmpera. Atualmente estima-se que o óleo mineral seja responsável
por 75% a 90% de todas as aplicações de têmpera.
Através de aditivos especiais pode-se formular óleos com diversas
características de resfriamento.
Os óleos de têmpera podem ser divididos em diversas categorias,
dependendo dos requisitos operacionais. Incluem-se: velocidade de resfriamento,
temperatura de operação e facilidade de remoção.
5.3.1 Velocidade de resfriamento
41
A velocidade de resfriamento é importante porque influencia a dureza e
profundidade da têmpera que pode ser obtida.
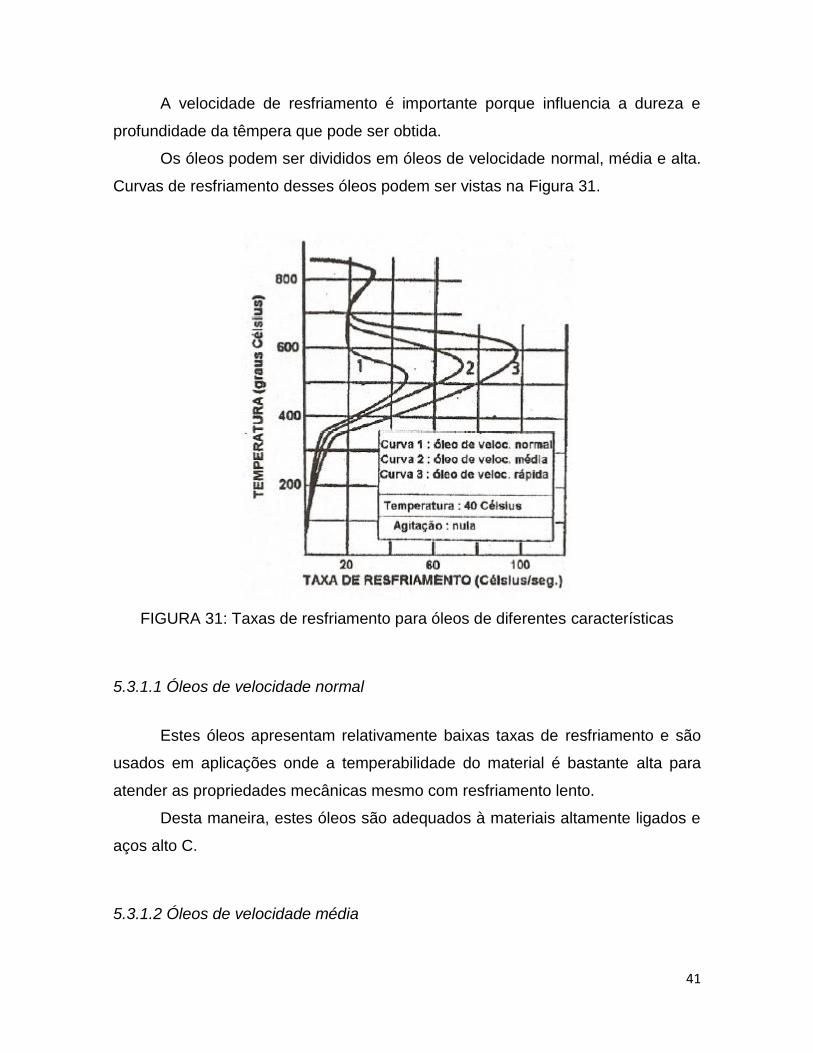
Os óleos podem ser divididos em óleos de velocidade normal, média e alta.
Curvas de resfriamento desses óleos podem ser vistas na Figura 31.
FIGURA 31: Taxas de resfriamento para óleos de diferentes características
5.3.1.1 Óleos de velocidade normal
Estes óleos apresentam relativamente baixas taxas de resfriamento e são
usados em aplicações onde a temperabilidade do material é bastante alta para
atender as propriedades mecânicas mesmo com resfriamento lento.
Desta maneira, estes óleos são adequados à materiais altamente ligados e
aços alto C.
5.3.1.2 Óleos de velocidade média
42
Os óleos de velocidade média fornecem características de têmpera
intermediária e são usados para aços de média e alta temperabilidade onde são
necessárias propriedades mecânicas confiáveis.
5.3.1.3 Óleos de alta velocidade
Pelas suas características de resfriamento, estes óleos são usados para
têmpera de componentes de aços de baixa temperabilidade, cementados e
carbonitretados; peças de grande espessura de aços de média temperabilidade,
onde altas taxas de resfriamento são necessárias para assegurar as máximas
propriedades mecânicas.
5.3.2 Temperatura de operação
A temperatura de operação de um óleo de têmpera é importante porque
influenciará nos seguintes fatores:
a vida obtida do óleo
a velocidade de resfriamento (Figura 32)
a viscosidade (que influenciará também o araste de óleo do tanque)
a distorção dos componentes
43
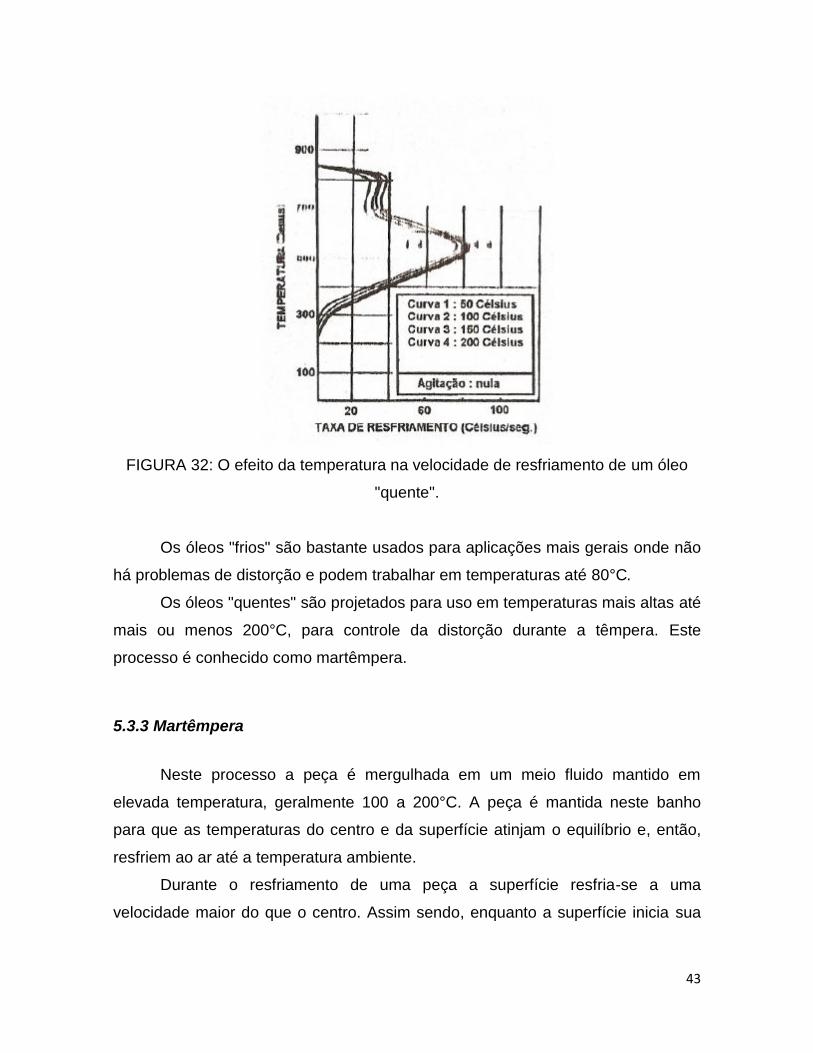
FIGURA 32: O efeito da temperatura na velocidade de resfriamento de um óleo
"quente".
Os óleos "frios" são bastante usados para aplicações mais gerais onde não
há problemas de distorção e podem trabalhar em temperaturas até 80°C.
Os óleos "quentes" são projetados para uso em temperaturas mais altas até
mais ou menos 200°C, para controle da distorção durante a têmpera. Este
processo é conhecido como martêmpera.
5.3.3 Martêmpera
Neste processo a peça é mergulhada em um meio fluido mantido em
elevada temperatura, geralmente 100 a 200°C. A peça é mantida neste banho
para que as temperaturas do centro e da superfície atinjam o equilíbrio e, então,
resfriem ao ar até a temperatura ambiente.
Durante o resfriamento de uma peça a superfície resfria-se a uma
velocidade maior do que o centro. Assim sendo, enquanto a superfície inicia sua
44
transformação (porque está abaixo da temperatura Ms), o centro se encontra
ainda na condição austenítica.
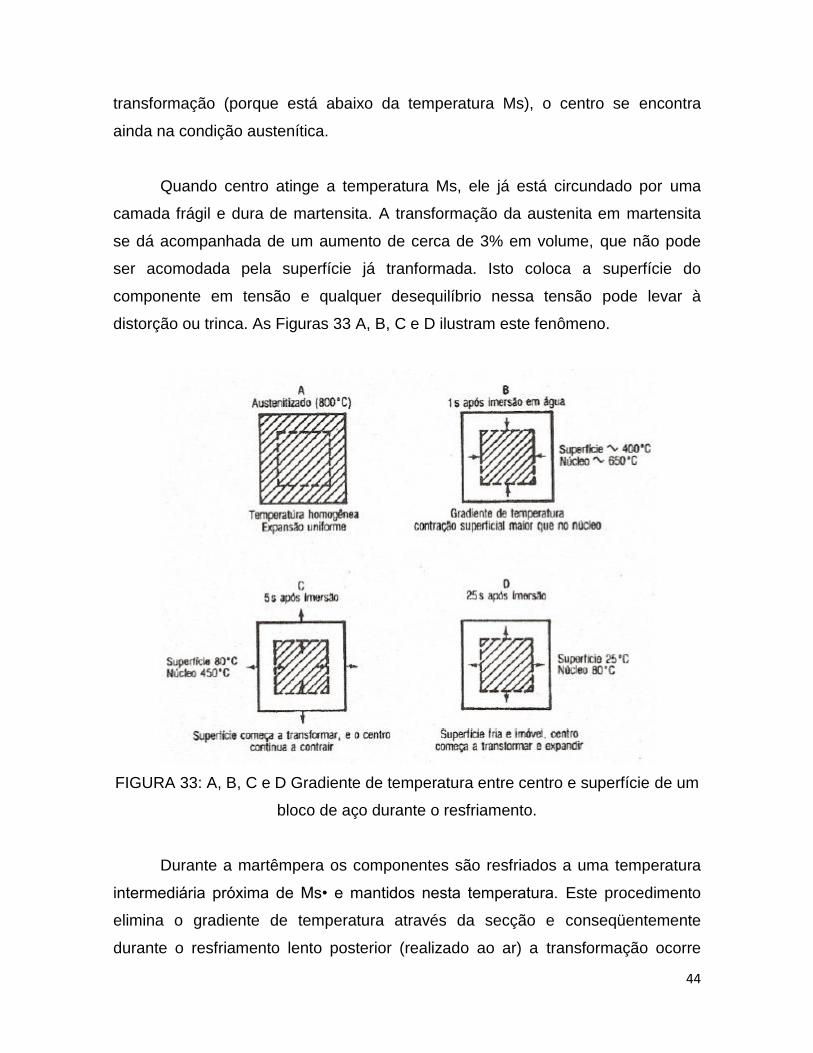
Quando centro atinge a temperatura Ms, ele já está circundado por uma
camada frágil e dura de martensita. A transformação da austenita em martensita
se dá acompanhada de um aumento de cerca de 3% em volume, que não pode
ser acomodada pela superfície já tranformada. Isto coloca a superfície do
componente em tensão e qualquer desequilíbrio nessa tensão pode levar à
distorção ou trinca. As Figuras 33 A, B, C e D ilustram este fenômeno.
FIGURA 33: A, B, C e D Gradiente de temperatura entre centro e superfície de um
bloco de aço durante o resfriamento.
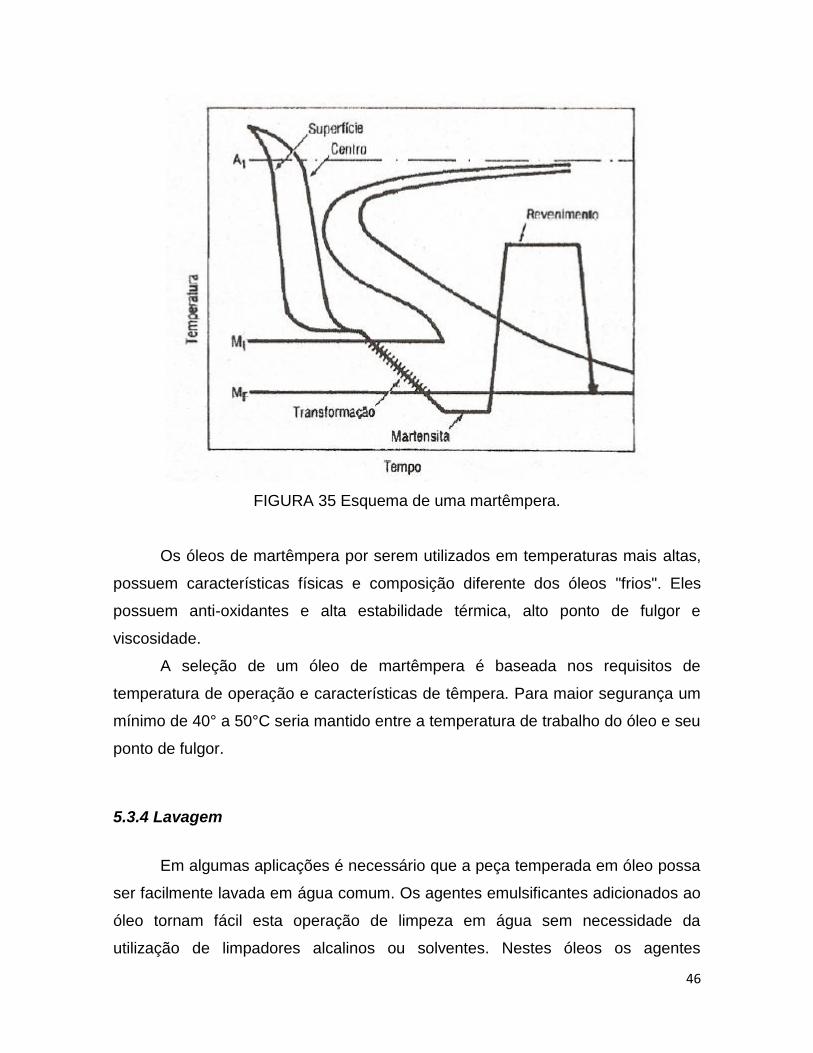
Durante a martêmpera os componentes são resfriados a uma temperatura
intermediária próxima de Ms• e mantidos nesta temperatura. Este procedimento
elimina o gradiente de temperatura através da secção e conseqüentemente
durante o resfriamento lento posterior (realizado ao ar) a transformação ocorre
45
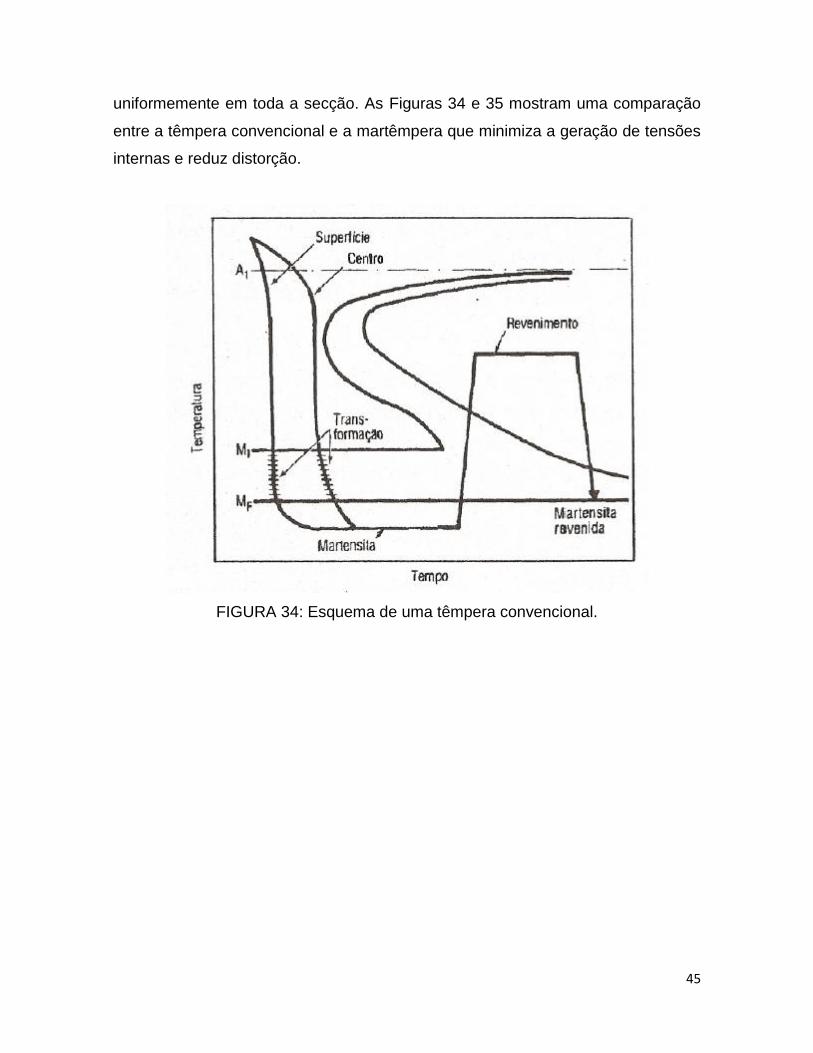
uniformemente em toda a secção. As Figuras 34 e 35 mostram uma comparação
entre a têmpera convencional e a martêmpera que minimiza a geração de tensões
internas e reduz distorção.
FIGURA 34: Esquema de uma têmpera convencional.
46
FIGURA 35 Esquema de uma martêmpera.
Os óleos de martêmpera por serem utilizados em temperaturas mais altas,
possuem características físicas e composição diferente dos óleos "frios". Eles
possuem anti-oxidantes e alta estabilidade térmica, alto ponto de fulgor e
viscosidade.
A seleção de um óleo de martêmpera é baseada nos requisitos de
temperatura de operação e características de têmpera. Para maior segurança um
mínimo de 40° a 50°C seria mantido entre a temperatura de trabalho do óleo e seu
ponto de fulgor.
5.3.4 Lavagem
Em algumas aplicações é necessário que a peça temperada em óleo possa
ser facilmente lavada em água comum. Os agentes emulsificantes adicionados ao
óleo tornam fácil esta operação de limpeza em água sem necessidade da
utilização de limpadores alcalinos ou solventes. Nestes óleos os agentes
47
emulsificantes incorporados não interferem significativamente na taxa de
resfriamento do óleo.
5.3.5 Manutenção e controle dos óleos para têmpera
É necessário averiguar periodicamente as propriedades físicas e químicas
do óleo a fim de garantir o bom desempenho deles. Isto porque durante o uso, os
óleos podem sofrer alterações devido a oxidação, contaminação ou diminuição do
teor de aditivos. O controle pode ser feito através da análise da viscosidade, ponto
de fulgor e características de resfriamento entre outras.
5.3.5.1. Viscosidade
Mudanças em viscosidade de um óleo de têmpera podem indicar oxidação
e degradação térmica ou a presença de contaminantes. Em geral, a viscosidade
aumenta a medida que o óleo se degrada, resultando em mudanças na
característica de resfriamento do óleo. A viscosidade é também importante porque
influencia no arraste do óleo no componente após têmpera e com isso o custo do
processo.
5.3.5.2 Ponto de fulgor
O ponto de fulgor é a temperatura mais baixa em que o vapor de óleo pega
fogo na presença de uma fonte de ignição. Para maior segurança a temperatura
de trabalho do óleo deve se situar de 40 a 50°C abaixo do ponto de fulgor.
Mudanças no ponto de fulgor indicam contaminação, presença de gases ou
degradação do óleo.
5.3.5.3 Teor de água
48
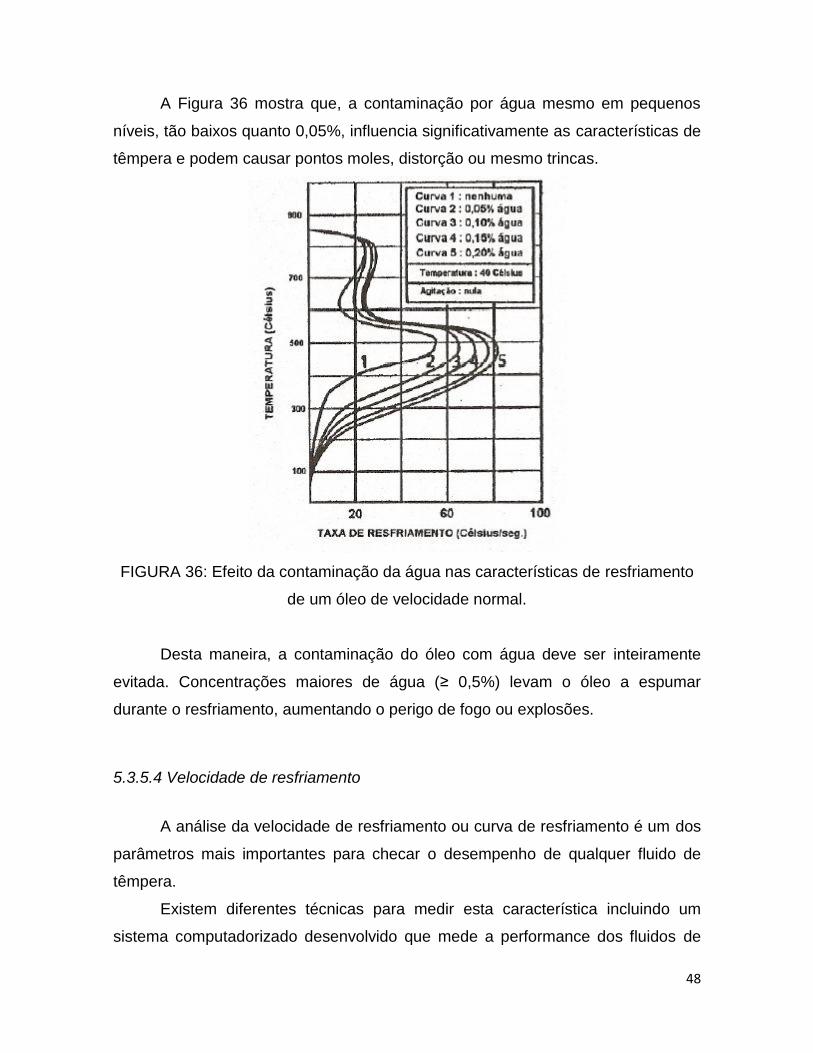
A Figura 36 mostra que, a contaminação por água mesmo em pequenos
níveis, tão baixos quanto 0,05%, influencia significativamente as características de
têmpera e podem causar pontos moles, distorção ou mesmo trincas.
FIGURA 36: Efeito da contaminação da água nas características de resfriamento
de um óleo de velocidade normal.
Desta maneira, a contaminação do óleo com água deve ser inteiramente
evitada. Concentrações maiores de água (≥ 0,5%) levam o óleo a espumar
durante o resfriamento, aumentando o perigo de fogo ou explosões.
5.3.5.4 Velocidade de resfriamento
A análise da velocidade de resfriamento ou curva de resfriamento é um dos
parâmetros mais importantes para checar o desempenho de qualquer fluido de
têmpera.
Existem diferentes técnicas para medir esta característica incluindo um
sistema computadorizado desenvolvido que mede a performance dos fluidos de
49
têmpera. Este sistema oferece vantagens, pois os dados computadorizados
facilitam a comparação com as curvas de referência padronizadas.
5.3.5.5 Acidez
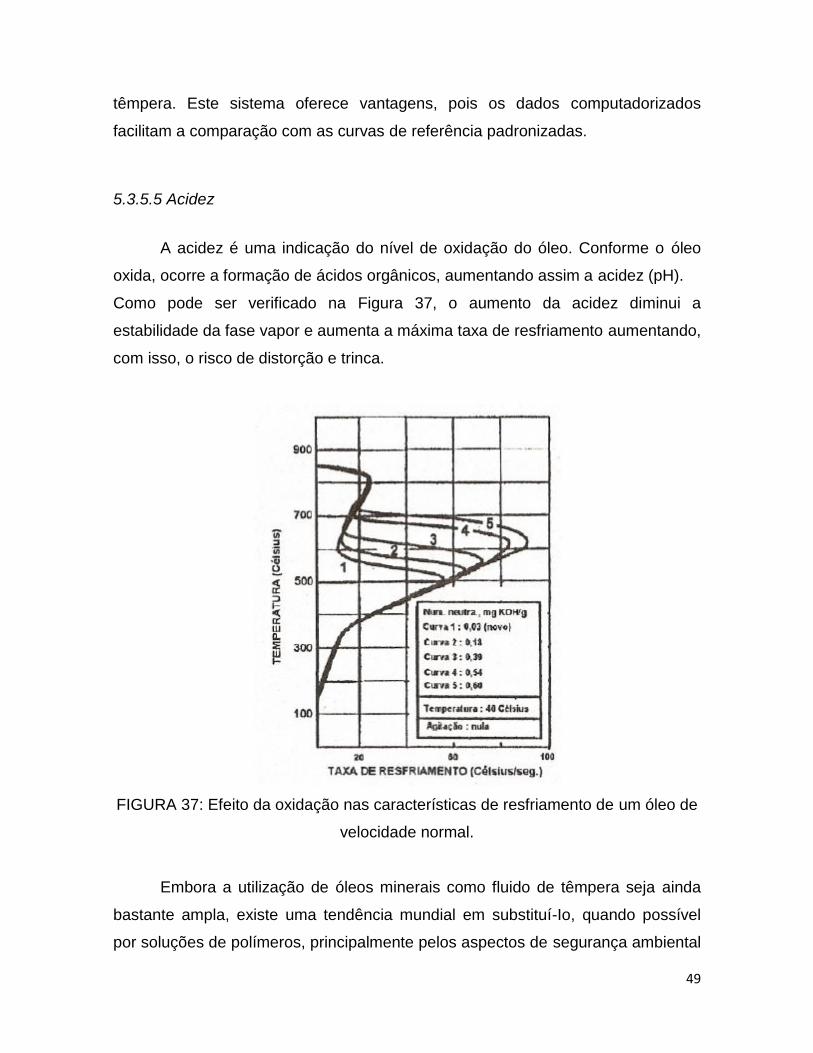
A acidez é uma indicação do nível de oxidação do óleo. Conforme o óleo
oxida, ocorre a formação de ácidos orgânicos, aumentando assim a acidez (pH).
Como pode ser verificado na Figura 37, o aumento da acidez diminui a
estabilidade da fase vapor e aumenta a máxima taxa de resfriamento aumentando,
com isso, o risco de distorção e trinca.
FIGURA 37: Efeito da oxidação nas características de resfriamento de um óleo de
velocidade normal.
Embora a utilização de óleos minerais como fluido de têmpera seja ainda
bastante ampla, existe uma tendência mundial em substituí-Io, quando possível
por soluções de polímeros, principalmente pelos aspectos de segurança ambiental
50
e também econômicos. Isto porque à utilização de óleos com o meio de têmpera
está associada o perigo de fogo, poluição e prêmios de seguro maiores.
5.4 Polímeros de Têmpera
Os meios de têmpera baseados em polímeros surgiram inicialmente para
preencher o "gap" existente entre as características de resfriamento da água e do
óleo.
Atualmente os polímeros orgânicos solúveis em água não atuam somente
como meio de têmpera intermediário entre água e óleo, mas, pela seleção
apropriada do polímero base, sua concentração e controle do processo, pode-se
ter um meio de têmpera bastante versátil.
Os polímeros de têmpera consistem de soluções aquosas de polímeros
orgânicos e contêm inibidores de corrosão e outros aditivos.
Existem várias classes de polímeros orgânicos que possuem propriedades
diferentes entre si.
A grande flexibilidade de seu uso vem da seleção do tipo de polímero,
concentração, temperatura do banho e grau de agitação.
O sucesso da aplicação vem da escolha adequada desses parâmetros, que
deve ser feita em função da temperabilidade do aço, espessura da secção,
acabamento da Superfície do componente, tipo de forno e sistema de têmpera e,
ainda, das propriedades desejadas para o componente.
As principais vantagens da utilização dos polímeros como fluídos de
têmpera situam-se em 3 áreas:
AMBIENTAL
TÉCNICA
PRODUÇÃO
5.4.1 Vantagens
51
5.4.1.1 Ambientais
-Eliminação do perigo de fogo:
As soluções de polímeros não são inflamáveis e com isso são
desnecessários os equipamentos de proteção tais como: cortinas de gás inerte e
sistemas para extinguir fogo. A entrada do componente no tanque de têmpera,
com isso, se torna menos crítica.
Um resultado também imediato da não inflamabilidade dos polímeros, é que
os prêmios de seguros se tornam bem menores.
-Meio de trabalho mais limpo e mais seguro:
Durante a têmpera ou revenido não ocorre a formação· de fumaça ou gás.
Uma outra vantagem é que o óleo que eventualmente cai fora do tanque
torna o piso escorregadio e por isso potencialmente perigoso, sendo necessário o
uso de absorventes e removedores. No caso do polímero, entretanto o piso pode
ser mantido completamente limpo e seguro somente com lavagens ocasionais
utilizando água.
5.4.1.2 Técnicas
-Flexibilidade na velocidade de resfriamento:
Conforme já comentado esta característica é obtida pela variação da
concentração, temperatura e agitação da solução de polímero, tornando possível a
seleção da taxa de resfriamento mais adequada para atingir requisitos específicos.
Esta flexibilidade permite que sejam obtidas propriedades mecânicas em aços de
baixa liga, em secções mais espessas de aços alta liga que mesmo em óleos
rápidos não seria possível de se obter, evitando assim a necessidade de se utilizar
aços mais "caros".
-Tolerância à contaminação por água:
52
No caso da têmpera em óleo, uma pequena contaminação por água, altera
significativamente a velocidade de resfriamento causando o aparecimento de
pontos moles, distorção e problemas de trinca. Para os polímeros, esta tolerância
à contaminação é bem maior, influenciando pouco sob este aspecto.
5.4.1.3 Produção
-Custo Reduzido:
Comparado aos sistemas de têmpera a óleo mineral, os custos iniciais para
os polímeros são bem menores. Além disso, a reposição do fluido é menor no
caso de polímeros do que no caso de óleos, pois a menor viscosidade dos
primeiros faz com que o arraste de fluido do tanque, pela peça, seja menor.
-Facilidade de limpeza
Os componentes temperados em soluções de polímeros não requerem
limpeza antes do revenimento. Isto porque os filmes residuais de polímeros não
queimam, mas se decompõem inteiramente a altas temperaturas para formar
vapor d' água e óxidos de carbono.
Desta maneira, as peças podem ser revenidas diretamente após têmpera,
sem a necessidade de serem submetidas à limpezas mais custosas.
Para baixas temperaturas de revenimento ou tratamentos de
envelhecimento, onde o polímero não se decompõe completamente, o filme
residual pode ser removido por simples limpeza em água corrente.
-Aumento menor da temperatura após têmpera
Este é um aspecto bastante interessante, que é dependente do calor
específico do fluido de temperatura.
As soluções de polímeros têm quase o dobro do calor específico dos óleos
minerais de têmpera. Com isso, para uma mesma massa a ser temperada, o
aumento da temperatura do fluido do tanque no caso do polímero seria apenas
53
50% daquela obtida com os óleos minerais. Isto pode significar maior taxa de
produção com a utilização de polímeros.
5.4.2 Tipos de polímeros
Há muitos tipos de polímeros orgânicos, sendo os mais comuns:
PAG = Poliaquilene glicol
ACR = Poliacrilato de sódio
PVP = Polivinil pirrolidone
PEO = Polietil oxazoline
PVA = Álcool polivinil
5.4.2.1 PAG
Este polímero foi introduzido comercialmente em 1940. Uma· seleção
apropriada da sua composição e peso molecular torna·este produto
completamente solúvel em água na temperatura ambiente.
Entretanto, apresenta um comportamento singular, denominado de
solubilidade inversa em água, que o torna insolúvel à temperaturas mais altas, de
60° a 90°C dependendo da composição. Este fenômeno modifica a taxa de
extração de calor, porque durante o resfriamento ao redor da peça quente, forma-
se uma camada rica em polímero. Conforme a temperatura do metal se aproxima
da temperatura do próprio banho, esta camada se dissolve, fornecendo
novamente uma concentração uniforme do banho de têmpera.
O fenômeno da solubilidade inversa modifica o mecanismo convencional de
têmpera, fornecendo grande flexibilidade nas taxas de resfriamento.
Estagio 1: Quando a peça é imersa, a solução imediatamente próxima a ela é
aquecida acima da temperatura de solubilidade inversa. O polímero se torna
insolúvel e um filme vapor uniforme rico em polímero, encapsula a superfície. A
54
estabilidade e duração deste filme de polímero depende sobretudo da
temperatura, concentração e grau de agitação da solução.
Estágio 2: O filme de vapor rico em polímero eventualmente colapsa e a solução
entra em contato com a superfície metálica quente, resultando em formação de
bolhas e alta extração de calor.
Estágio 3: A medida que o borbulhamento cessa, o resfriamento ocorre por
condução e convecção no líquido .. Quando a temperatura superficial cai abaixo
da temperatura de inversão o polímero se re-dissolve, formando novamente uma
solução homogênea.
Características da taxa de resfriamento:
Na aplicação de polímeros PAG para tratamento térmico, três principais
parâmetros controlam a taxa de resfriamento.
Concentração
Temperatura
Grau de Agitação
As taxas de resfriamento mais baixas atingidas com concentrações maiores
refletem a camada de polímero que circunda as partes aquecidas durante o
resfriamento. Conforme a concentração aumenta a máxima taxa de resfriamento e
a taxa de resfriamento na fase de convecção (estágio 3) diminuem. Sob condições
de agitação, a concentração tem pequeno efeito no estágio da fase vapor rica em
polímero.
De uma maneira geral:
soluções de 5% de concentração: previnem problemas de pontos moles em
têmperas por indução geralmente associadas ao uso da água como meio
de têmpera
soluções de 10% a 20% de concentração: fornecem taxa de resfriamento
acelerada comparáveis àquelas dos óleos de resfriamento rápido e são, por
55
isso, adequadas para aplicações em aços de baixa temperabilidade,
quando se deseja atingir as máximas propriedades do material.
soluções de 20% a 30% de concentração: oferecem taxas de resfriamento
adequadas a uma ampla faixa de aços incluindo aplicações de têmpera em
aços cementados.
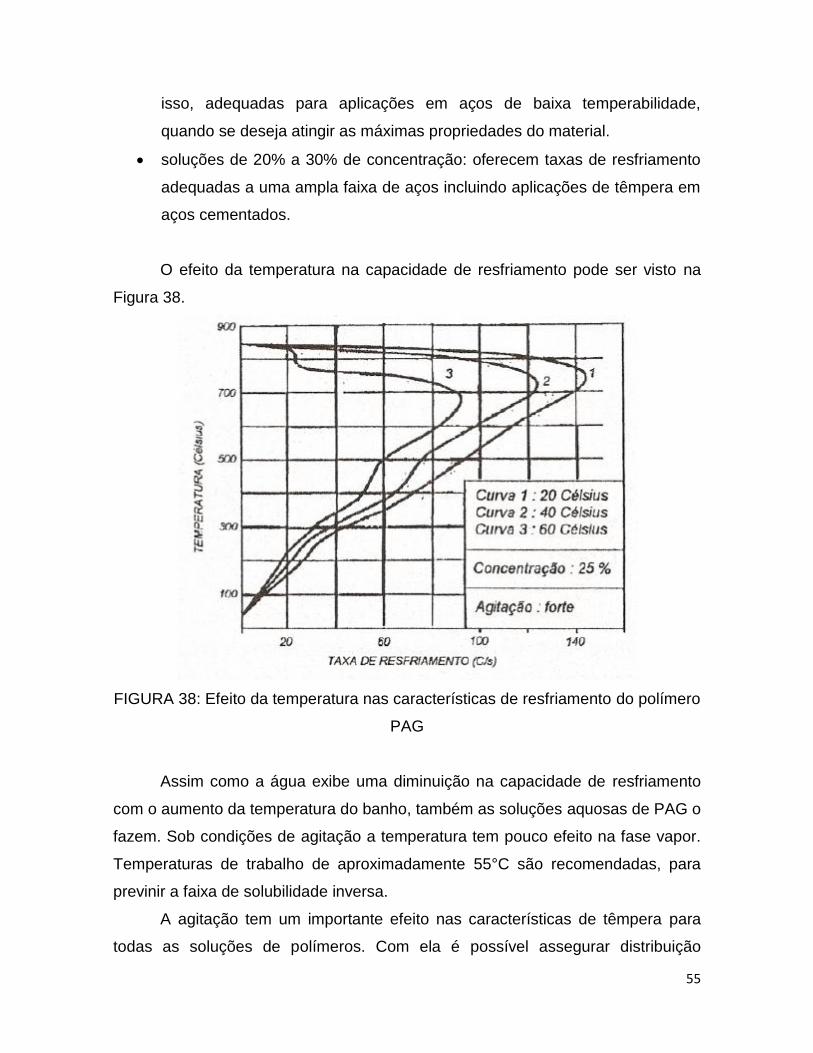
O efeito da temperatura na capacidade de resfriamento pode ser visto na
Figura 38.
FIGURA 38: Efeito da temperatura nas características de resfriamento do polímero
PAG
Assim como a água exibe uma diminuição na capacidade de resfriamento
com o aumento da temperatura do banho, também as soluções aquosas de PAG o
fazem. Sob condições de agitação a temperatura tem pouco efeito na fase vapor.
Temperaturas de trabalho de aproximadamente 55°C são recomendadas, para
previnir a faixa de solubilidade inversa.
A agitação tem um importante efeito nas características de têmpera para
todas as soluções de polímeros. Com ela é possível assegurar distribuição
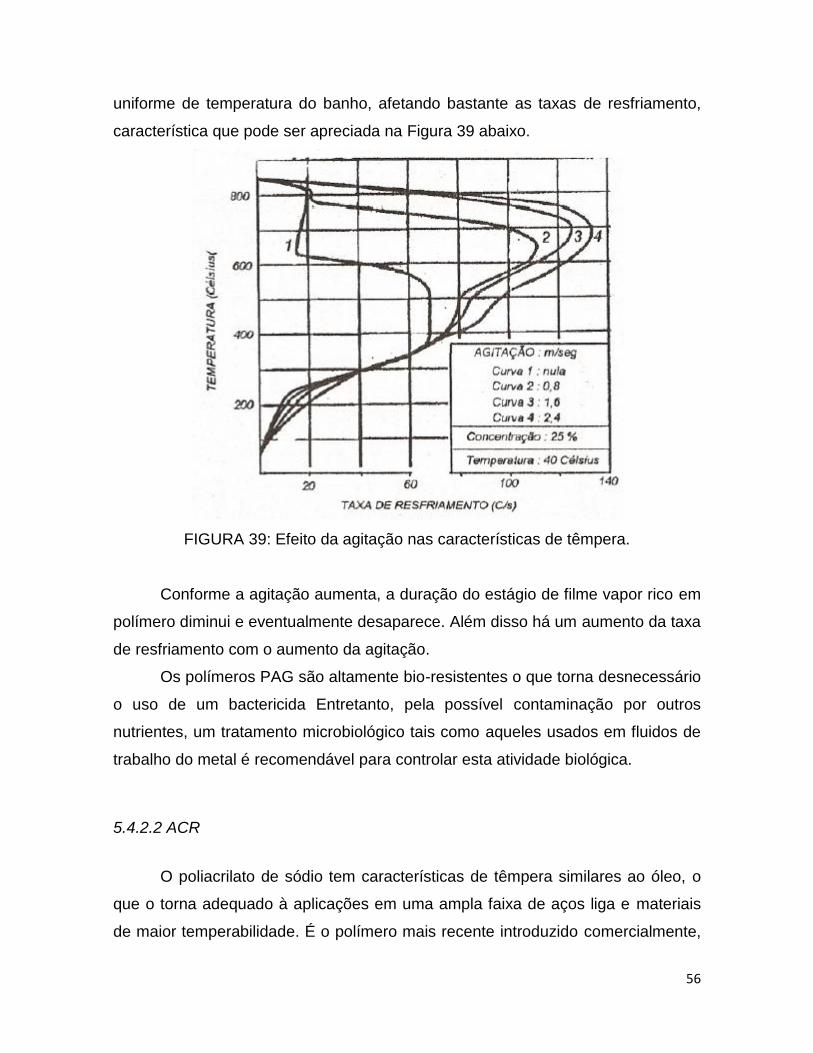
56
uniforme de temperatura do banho, afetando bastante as taxas de resfriamento,
característica que pode ser apreciada na Figura 39 abaixo.
FIGURA 39: Efeito da agitação nas características de têmpera.
Conforme a agitação aumenta, a duração do estágio de filme vapor rico em
polímero diminui e eventualmente desaparece. Além disso há um aumento da taxa
de resfriamento com o aumento da agitação.
Os polímeros PAG são altamente bio-resistentes o que torna desnecessário
o uso de um bactericida Entretanto, pela possível contaminação por outros
nutrientes, um tratamento microbiológico tais como aqueles usados em fluidos de
trabalho do metal é recomendável para controlar esta atividade biológica.
5.4.2.2 ACR
O poliacrilato de sódio tem características de têmpera similares ao óleo, o
que o torna adequado à aplicações em uma ampla faixa de aços liga e materiais
de maior temperabilidade. É o polímero mais recente introduzido comercialmente,
57
apresentando características completamente diferentes das outras classes de
polímeros.
Estes polímeros não apresentam o fenômeno de solubilidade inversa,
característica do PAG, mas modificam o processo de resfriamento convencional
dos 3 estágios. Isto porque, pela sua alta viscosidade, formam se camadas ricas
em polímero ao redor das peças reduzindo, com isto, a velocidade de resfriamento
durante a fase de convecção.
Assim. como polímeros anteriores, o ACR tem características de
resfriamento variando com os parâmetros de concentração, temperatura do banho
e grau de agitação.
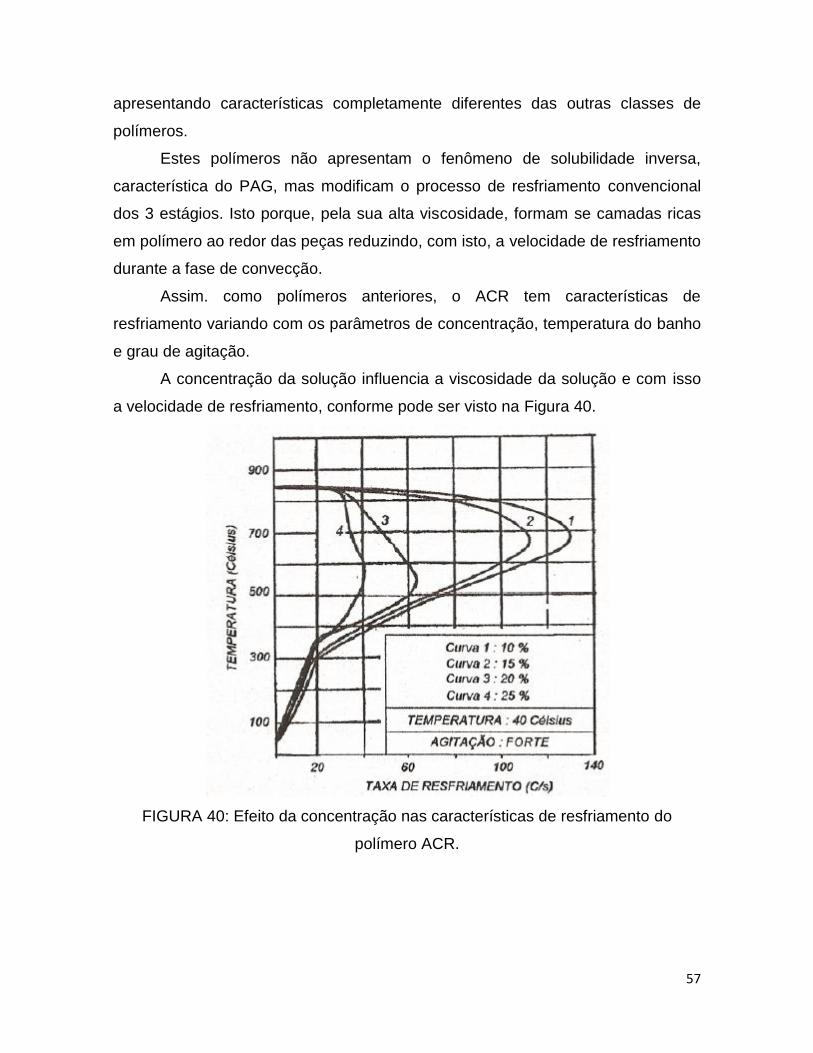
A concentração da solução influencia a viscosidade da solução e com isso
a velocidade de resfriamento, conforme pode ser visto na Figura 40.
FIGURA 40: Efeito da concentração nas características de resfriamento do
polímero ACR.
58
Os meios de têmpera baseados em polímeros ACR são geralmente feitos a
partir de concentrações de 15-25%, fornecendo características de têmpera muito
similares aos óleos de velocidade normal.
Conforme a temperatura das soluções de ACR aumenta, a fase de vapor é
estendida e a máxima taxa de resfriamento é reduzida. É recomendável que a
temperatura de operação atinja no máximo 60°C para minimizar perdas por
evaporação do sistema.
As - características de resfriamentos dessas soluções são bastante
sensíveis ao grau de agitação, sob condições estáticas as soluções de ACR
exibem uma fase vapor pronunciada. A medida que o grau de agitação aumenta a
fase vapor é diminuída e há um significante aumento na taxa de resfriamento.
Para alto grau de agitação consegue-se a máxima dureza da peça.
5.4.2.3 PVP
Os meios de têmpera de soluções de PVP em água foram introduzidos
comercialmente em 1975.
Como também dos demais tipos de polímeros para têmpera, a
concentração, a temperatura do banho e a agitação desempenham importantes
papéis em estabelecer as características ele resfriamento. Quanto maior a
concentração, menor a taxa de resfriamento máxima obtida.
Estas soluções são usadas geralmente em concentrações de 15-25%, onde
as características de têmpera são similares àquelas do óleo.
A extensão da fase vapor é fortemente influenciada pela temperatura. A
medida que a temperatura do banho aumenta, a máxima taxa de resfriamento é
diminuída.
São recomendadas temperaturas de operação da ordem de 60°C a fim de
minimizar as perdas por evaporação. A fase vapor das soluções de PVP é menos
estável do que para as soluções de ACR. A despeito de tal característica,
entretanto, recomenda-se que a agitação seja feita, assegurando assim
características de têmpera e distribuição de temperatura uniformes.
59
O PVP não apresenta o fenômeno de solubilidade inversa na água e, por
isso, somente pequena quantidade de filme é retida nas partes quentes. Desta
maneira estas soluções podem ser empregadas em uma faixa de
trabalho mais ampla.
5.4.2.4 PEO
Dos meios de têmpera baseados em polímeros, as soluções de polietil
oxazoline são os que apresentam as características de resfriamento mais
próximas às do óleo.
É um polímero de alta eficiência e, por isso, as propriedades necessárias
são obtidas com baixas concentrações, refletindo em menor perda por arraste e
conseqüentemente grande economia em uso. Este polímero apresenta
solubilidade inversa a temperaturas de 60° a 65°C. Com isso os mecanismos de
têmpera são muito similares aos produtos PAG.
As características de resfriamento são também dependentes da
concentração da temperatura e grau de agitação, com as mesmas variações
observadas anteriormente. Os polímeros PEO podem ser usados em
concentrações de 5 - 25%, dependendo da aplicação.
De todos os polímeros, os produtos PEO têm a fase vapor menos estável e
isto é particularmente importante durante têmpera por indução e em aços de baixa
temperabilidade. Possui também baixas velocidades de resfriamento na fase de
convecção onde em concentrações na faixa de 15 a 25%, a velocidade é idêntica
ao óleo. Esta característica o torna adequado a aplicações para aços alta liga.
Como este polímero apresenta o fenômeno da solubilidade inversa a 63 °C
é necessário manter o resfriamento do banho.
Como em todos os polímeros de têmpera o efeito da agitação é também
bastante efetivo em alterar as características de resfriamento. A fase vapor pode
ser totalmente eliminada com agitação turbulenta. .Este efeito é bastante
importante em se tratando de aços de baixa temperabilidade.
60
5.4.2.5 PVA
Foi descoberto na Alemanha e introduzido comercialmente nos EUA em
1939. Como meio de têmpera possui a característica de apresentar grande
variação na curva de resfriamento somente com pequenas variações em
concentração. Isto significa que é necessário um controle efetivo do banho no
sentido de se reproduzir as mesmas condições de resfriamento.
Como os demais polímeros têm sua característica de resfriamento variável
também com a temperatura e grau de agitação.
5.4.3 Aplicações típicas das diversas soluções de polímeros
5.4.3.2 ACR
Estes tipos de polímeros são adequados para aços de mais alta
temperabilidade. Incluem-se nesses materiais os aços AISI 4140 e AISI 4340
(para tubos sem costura, peças fundidas e forjadas, engrenagens), peças finas de
aços liga e bolas para moinho de aços alto carbono e alto cromo.
5.4.3.3 PVP
Os polímeros PVP são utilizados em concentrações de 15 a 25% para o
tratamento térmico de barras, secções laminadas e forjados confeccionados em
aços de alta temperabilidade.
5.4.3.4 PEO
As aplicações desse tipo de polímero incluem têmpera por indução ou
chamem concentrações de 5 a 10%, substituindo os PAGs ou óleos no tratamento
61
térmico de componentes de aço ou ferro fundido nodular (eixo comando de
válvulas, virabrequim e engrenagens na indústria automotiva).
A fase vapor diminuta, torna o PEG bastante adequado para se obter as
máximas propriedades em componentes de baixa temperabilidade.
Concentrações maiores de 15 a 25% são necessárias para o tratamento
térmico de fios e hastes de aços inóx martensíticos, fundidos e forjados de aços
da série AISI4100 e 4300, aços alto C e alto Cr, etc.
6. ASPECTOS IMPORTANTES NA UTILIZAÇÃO DE POLíMEROS.
6.1 Agitação
Como já visto anteriormente, todos os tipos de polímeros de têmpera são
influenciados significativamente pelo grau de agitação. A agitação turbulenta
minimiza a fase vapor e mantém uniformes as características de temperatura e
têmpera.
Maior flexibilidade é atingida quando se têm disponíveis vários níveis de
agitação.
6.2 Controle da Temperatura do Banho
As soluções de polímeros devem ter a sua temperatura controlada para,
que se mantenha a correta velocidade de resfriamento, para prevenir excessiva
evaporação de água do banho e, em se tratando de polímeros PAG e PEG, para
evitar que se atinja a faixa de temperatura da solubilidade inversa. Quando
necessário deve-se fazer uso de sistemas de refrigeração.
6.3 Sistemas de Monitoração
62
Uma vez se.lecionado o tipo de polímero, a concentração requerida,
temperatura do banho e condições de agitação, é importante estabelecer um
sistema de monitoração para assegurar consistente desempenho em serviço.
6.3.1 Controle da concentração
Pode ser feito pelo índice de refração, viscosidade cinemática e teste de
taxa de resfriamento.
Dos três métodos citados o último é o mais importante pois verifica também
influência de contaminantes e da própria degradação do polímero, na velocidade
de resfriamento.
6.3.2 Contaminação dos polímeros de têmpera
Os contaminantes podem reduzir a vida do polímero ou alterar a sua
"performance" . Há vários tipos de contaminantes. Os contaminantes sólidos tais
como película de óxido ou fuligem têm pouco efeito na taxa de resfriamento, mas
altera o índice de refração, dificultando este controle. Os contaminantes líquidos,
por exemplo, fluidos de corte ou óleos hidráulicos, prolongam a fase vapor,
interferindo na velocidade de resfriamento.
A contaminação microbiológica pode originar odores indesejáveis, além de
atuar negativamente nos inibidores de corrosão. Muitas vezes a adição de
biocidas se faz necessária.
Há também a contaminação por materiais dissolvidos, por exemplo, sais
inorgânicos, provenientes de aquecimentos em banho de sal. Este tipo de
contaminante pode alterar as características de têmpera.
6.3.3 Degradação do polímero de têmpera
Os polímeros, assim como os óleos de têmpera podem degradar em
serviço, dependendo de suas condições de uso.
63
Entretanto, desde que devidamente monitorados, (taxa de resfriamento)
podem fornecer bom desempenho em serviço.
7. PROJETO DO SISTEMA DE TÊMPERA
Há muitos fatores que devem ser considerados em um novo projeto ou na
modificação de um sistema já existente. São eles:
• Manuseio do componente
• Tamanho e capacidade do tanque
• Material de construção
• Agitação
• Sistemas de aquecimento e resfriamento
• Filtros
• Armazenagem do fluído
7.1. Manuseio do Componente
Relacionado ao manuseio do componente, é sempre bom lembrar que em
temperatura de austenização a resistência ao escoamento é cerca de dez vezes
menor do que a temperatura ambiente. Com isto, deve-se tomar cuidados
especiais para evitar a distorção e flexão dos componentes durante sua
permanência no forno. Devem ser providenciados suportes adequados para apoiar
corretamente as peças. Eixos longos devem ser suspensos verticalmente e anéis
pousados em superfícies lisas.
Peças com tendência à distorção devem ser submetidas a cuidados
especiais. As calhas de transporte, por exemplo, devem ser projetadas de tal
maneira a evitar o impacto do componente no fundo do tanque de têmpera,
impedindo com isto o prejuízo mecânico.
Existem dispositivos especiais que prensam as peças restringindo seu
movimento, minimizando, com isto, a distorção. São usados principalmente
64
durante a têmpera de anéis, coroa dentada de transmissão automotiva, discos de
arado e muitos outros.
Os componentes que são empacotados em cestos ou fixadores devem
também merecer atenção, já que a quantidade de peças assim dispostas tem
significante efeito na eficiência de têmpera.
Deve-se assegurar sempre um escoamento adequado do fluido ·através
dos componentes.
7.2 Tamanho do Tanque e Capacidade
O tamanho do tanque depende da carga que será resfriada, garantindo
sempre que esta seja coberta com uma suficiente quantidade de fluido. É
necessário prever espaço físico no tanque para assegurar a imersão total da carga
de têmpera, dispositivos e, ao mesmo tempo, permitir o uso de agitadores.
A quantidade de fluido deve ser suficiente para resfriar a carga sem
excessivo aumento da temperatura. Para tanques não resfriados, a quantidade de
flufdo pode ser calculada segundo a equação:
(massa x calor específico x queda de temperatura) do metal =
(massa x calor específico x .aumento de temperatura) do fluido
Em termos práticos, pode-se utilizar, para têmpera simples, 10 litros de óleo
para cada kilograma de peso da carga. Esta proporção dá um aumento aceitável
da temperatura.
Para·têmperas sucessivas alguma forma de resfriamento do tanque deve
ser efetuada, prevenindo o superaquecimento do banho.
7.3 Materiais para a Construção dos Tanques
Normalmente os materiais utilizados são aços doces para tanques e ferro
fundido para agitadores.
65
As ligas de cobre devem ser evitadas pois promovem a oxidação dos óleos
minerais, principalmente em sistemas que utilizem óleos aquecidos.
Ligas não ferrosas como zinco, chumbo, e magnésio podem ser atacadas
por soluções alcalinas de polímeros e, por isso, devem ser evitadas. Tanques
galvanizados também não são adequados para polímeros de têmpera.
Para proteção adicional à corrosão, os tanques de aço devem ser tratados
com uma resina epoxi.
7.4 Agitação
A agitação, como já comentado, tem um efetivo significativo na velocidade
de resfriamento, reduzindo a duração e estabilidade da fase vapor, aumentando
significativamente a taxa de resfriamento. A agitação promove a circulação do
fluido em toda a peça, obtendo-se uma temperatura uniforme de todo o banho.
Pode-se promovê-Ia através da oscilação da carga, ou circulação do fluido,
por bombas ou hélices.
7.5 Sistemas de Aquecimento e Resfriamento
Como os fluidos têm uma temperatura ótima de trabalho, é aconselhável alguma
forma de controle da temperatura.
O aquecimento pode ser atingido por vários métodos, incluindo
aquecimento por resistência elétrica.
O resfriamento, por sua vez, pode ser executado por sistemas que incluem:
• tubulação submersa resfriada a água
• camisa de resfriamento ao redor do tanque
• trocadores de calor externo resfriados a água
• radiadores
• torres de resfriamento
• sistemas de refrigeração
66
Para que se obtenha a máxima eficiência do sistema de refrigeração, a
direção de circulação deve ser tal que o fluido quente seja removido do topo do
tanque, passando por um trocador de calor e retornando ao fundo do tanque.
7.6 Filtros
Durante as operações de têmpera os fluidos podem se contaminar com
óxidos, fuligem, pó ou outros produtos de degradação que, por sua vez, podem
alterar as características de têmpera.
Com isso, é necessária a remoção mecânica do contaminante para
restaurar as condições do banho.
7.7 Armazenagem
A armazenagem de óleos e polímeros deve ser feita em recipientes limpos
e secos, prevenindo a sua contaminação.
8. SELEÇÃO DO MEIO DE TÊMPERA
Há muitos fatores que devem ser levados em conta para a seleção correta
do meio de têmpera para uma aplicação particular.
São eles:
• Composição química do material a ser tratado.
• Características geométricas e dimensionais do componente
• Tipo de forno
• Sistema de têmpera
• Método de têmpera
• Controle da distorção
• Remoção do componente
• Aspectos ambientais
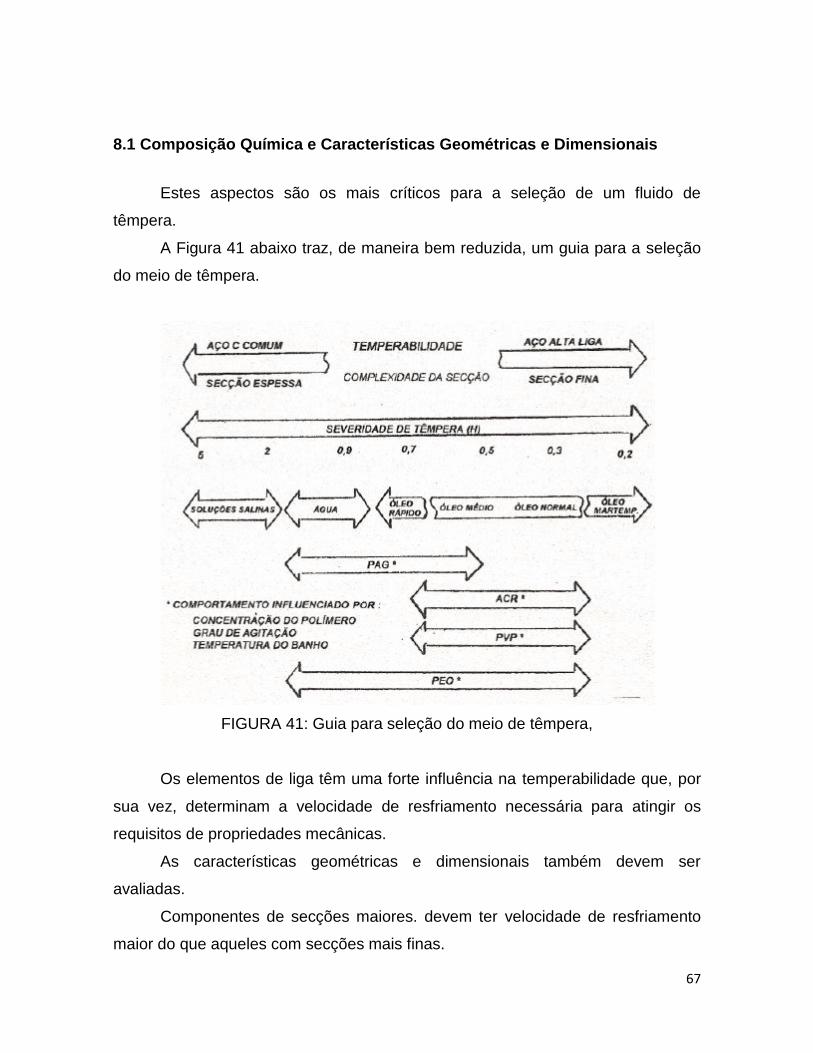
67
8.1 Composição Química e Características Geométricas e Dimensionais
Estes aspectos são os mais críticos para a seleção de um fluido de
têmpera.
A Figura 41 abaixo traz, de maneira bem reduzida, um guia para a seleção
do meio de têmpera.
FIGURA 41: Guia para seleção do meio de têmpera,
Os elementos de liga têm uma forte influência na temperabilidade que, por
sua vez, determinam a velocidade de resfriamento necessária para atingir os
requisitos de propriedades mecânicas.
As características geométricas e dimensionais também devem ser
avaliadas.
Componentes de secções maiores. devem ter velocidade de resfriamento
maior do que aqueles com secções mais finas.
68
Os componentes de secções variadas apresentam taxas de resfriamento
diferentes, o que pode causar tensões residuais e distorções.
Desta maneira deve-se tanto quanto possível resfriar lentamente, mas de
modo ainda a obter as propriedades necessárias.
8.2 Sistema de Têmpera
Os parâmetros: grau de agitação, método de circulação e controle da
temperatura do fluido, são dependentes do sistema de têmpera e, portanto, podem
afetar a seleção do meio de têmpera.
8.3. Método de Têmpera
Há vários métodos de têmpera: têmpera direta, têmpera interrompida ou
têmpera por spray. Cada um tem uma característica de resfriamento própria e
deve ser avaliado para a escolha do meio de têmpera mais adequado.
A têmpera direta é o método mais comum, onde o componente é
mergulhado diretamente do forno para o meio de resfriamento, sendo removido no
final do ciclo de resfriamento.
A têmpera por spray é muito usada nos processos de têmpera superficial,
tanto por indução, quanto por chama.. Neste caso, as características de têmpera
são bastante influenciadas pelo volume e pressão do fluido, além do próprio
dispositivo spray.
A têmpera interrompida, também conhecida como martêmpera é utilizada
para alterar a taxa de resfriamento durante o processo. Este método utiliza um
resfriamento bastante rápido até atingir uma temperatura abaixo do cotovelo do
diagrama de transformação. Este resfriamento rápido impedirá a formação de
estruturas intermediárias mais moles. O componente, é então transferido para um
segundo meio de têmpera com características de resfriamento mais lentas, onde
ocorrerá a transformação martensítica. Muitas vezes, o segundo meio de têmpera
é o próprio ar, reduzindo com isto as distorções e trincas.
69
8.4 Controle da Distorção
Como já comentado, componentes de secções complexas podem ser
sensitivos ao problema de distorção durante a têmpera. Neste caso devem ser
considerados, os métodos para o controle das distorções, quais sejam:
• dispositivos de fixação
• uso de meios de têmpera mais lentos
• técnicas de martêmpera
8.5 Requisitos Ambientais
A legislação referente à Saúde e Segurança no trabalho cada vez se torna
mais exigente.
O processo de têmpera usando óleo como fluido de resfriamento leva a
prejuízos ambientais e com isso, prejuízos à saúde.
O uso de polímeros elimina os problemas de gases, fumaça e fogo e, desta
maneira, deve ser preferido tanto quando possível.
9. ALGUNS PROBLEMAS NA TÊMPERA
9.1 Trincas e Distorções
No caso da utilização de polímeros estes problemas podem ser causados
por concentração muito baixa, agitação não uniforme, degradação do polímero ou
tipo incorreto de polímero. Há também a influência da temperatura que pode estar
muito alta (no caso dos polímeros PAG ou PEO, que apresentam a solubilidade
inversa) ou muito baixa (no caso dos outros polímeros). Devem também ser
considerados os problemas superficiais da peça, que pode apresentar defeitos ou
concentradores de tensão.
70
Na utilização de óleos de têmpera, há que se avaliar a situação do óleo
(oxidação, contaminação, temperatura muito baixa) e se a sua utilização é correta,
Neste último caso pode-se optar pelo uso de óleos mais lentos ou técnicas de
martêmpera. As características geométricas da peça e agitação não uniforme
podem causar problemas. Há ainda a configuração da carga, equipamentos de
manuseio e fixadores dos componentes.
9.2 Propriedades Mecânicas e Durezas Inadequadas
Quando da utilização de polímeros estes problemas de propriedades
inadequadas podem ser causados por: concentração e temperaturas muito altas,
agitação inadequada ou temperatura de austenização muito baixa. Pode também
ser devido à presença de austenita retida.
No caso de óleos as causas são muito semelhantes, Entre elas estão a
agitação inadequada, a baixa temperatura de austenitização e o tempo de
encharque inadequado, Além disso deve ser verificada a temperatura do óleo
(muito baixa) e a contaminação e, também a possibilidade de se estar usando um
óleo de resfriamento muito lento,
71
BIBLIOGRAFIA
BARREIRO, J.A. Tratamientos Termicos de Los Aceros. Editorial DossatPlaza de
Santa Ana. 88 ed. Madri, 1974, 739p.
CALVO, F.A. Metalografia práctica. Editorial Alhambra, S.A. Madrid, 1972, 119p.
CASTROL. Documentos de circulação interna.
COLPAERT, H. Metalografia dos Produtos Siderúrgicos Comuns. Editora Edgard
Blucher Uda. Editora da Universidade de São Paulo. 38ed. São Paulo, 1974. 412p.
HIGGINS, RA. Propriedades e Estruturas dos Materiais em Engenharia. Difel
Difusão Editorial S/A. São Paulo, 1982, 471p.
KRAUSS, G. Principies of Heat Treatment of Steel. ASM, 28ed., Ohio, 1980. 291p.
METALS HANDBOOK. Atlas of Microstructures of Industrial Alloys. v.7. ASM.
8aed. Ohio, 1972. 366p.
PEREIRA, RL. Tratamentos Térmicos dos Metais. EESC-USP. 38ed. São Carlos,
1979. 422p.
REED-HILL, RE. Princípios de Metalurgia Física. Ed.Guanabara Dois, 2aed., Rio
de Janeiro, 1982. 776p.
REMY, A.; GAY, M.; CRONTHIER, R Materiais. Hemus Editora Uda. São Paulo,
396p. .
SCHEER, L. O que é aço. EDUSP. São Paulo, 1977. 129p.
SILVA, A,L.C.; MEl, P.R Aços e Ligas Especiais. Eletrometal Metais Especiais.
2aed. Sumaré, 1988, 528p.
SOARES, P. Aços,Características e Tratamentos. 38ed.. Porto, 1980. 283p.
TSCHIPTSCHIN, A.P.; GOLDENSTEIN, H.; SINÁTORA, A. Metalografia dos Aços.
ABM. São Paulo, 1988, 223p.
72
ANEXO
Neste anexo encontram-se alguns tópicos já citados na apostila, agora com um
enfoque mais abrangente.
73
TEMPERABILlDADE
1. DEFINIÇÃO
"Temperabilidade é a suscetibilidade de um aço a desenvolver uma
estrutura martensítica".
A temperabilidade é medida pela profundidade (penetração) de têmpera.
Uma peça é considerada temperada, quando a microestrutura de seu
núcleo contiver quantidade de martensita igual ou superior a 50%.
2. FATORES QUE INFLUEM NA TEMPERABILlDADE
A temperabilidade pode ser afetada por vários fatores, entre os quais,
composição química, tamanho de grão austenítico, homogeneidade da austenita e
temperatura de austenitização.
Estes parâmetros citados deslocam as curvas TTT, e o aço se tornaria tanto
mais temperável, quanto mais a direita esta curva estiver.
2.1 Tamanho de grão
Os produtos de transformação (ferrita, perlita e bainita) nucleiam nos
contornos de grão austenítico, sendo que o número é proporcional ao tamanho do
grão.
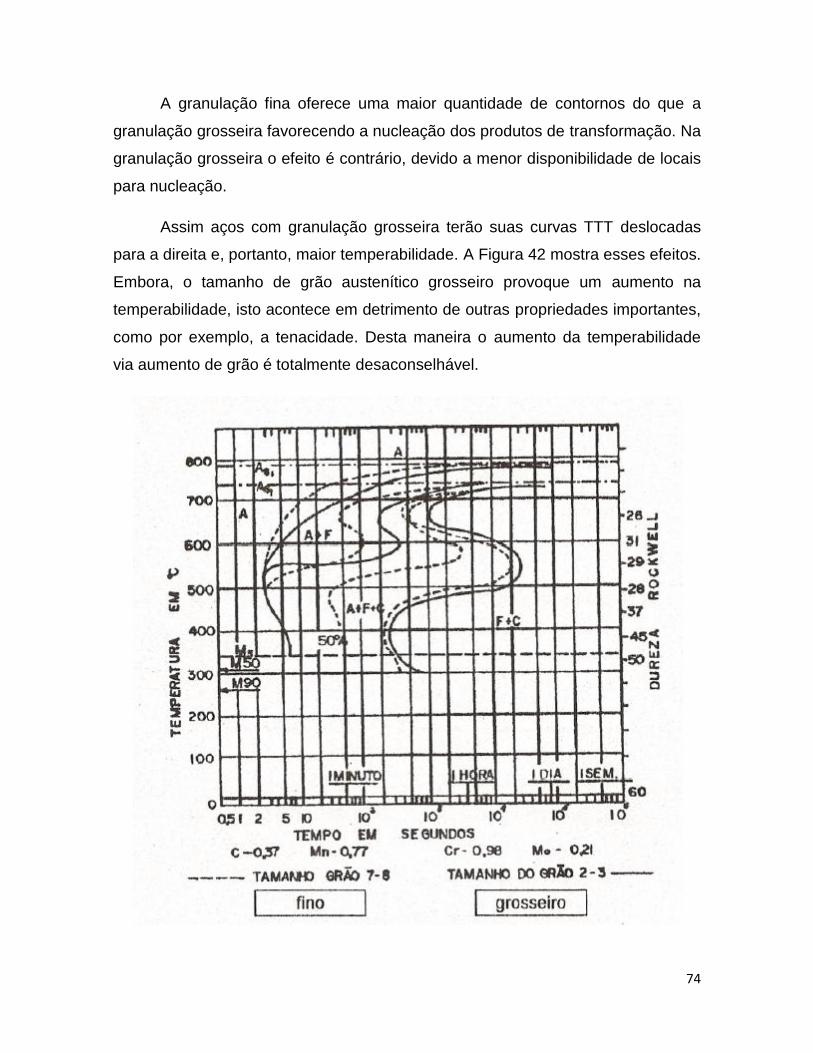
74
A granulação fina oferece uma maior quantidade de contornos do que a
granulação grosseira favorecendo a nucleação dos produtos de transformação. Na
granulação grosseira o efeito é contrário, devido a menor disponibilidade de locais
para nucleação.
Assim aços com granulação grosseira terão suas curvas TTT deslocadas
para a direita e, portanto, maior temperabilidade. A Figura 42 mostra esses efeitos.
Embora, o tamanho de grão austenítico grosseiro provoque um aumento na
temperabilidade, isto acontece em detrimento de outras propriedades importantes,
como por exemplo, a tenacidade. Desta maneira o aumento da temperabilidade
via aumento de grão é totalmente desaconselhável.
75
FIGURA 42: Efeito do tamanho de grão na temperabilidade de um aço baixo
carbono.
2.2 Homogeneidade da Austenita
A austenita apresenta heterogeneidades como carbonetos residuais e
partículas de ferrita não dissolvidos, promovendo regiões mais ricas em C do que
outras, além também, de impurezas não solúveis.
Estas heterogeneidadés têm influência na nucleação dos produtos de
transformação, na medida em que, à semelhança dos contornos de grãos,
oferecem-se como locais preferenciais para nucleação. Então, quanto maior a
quantidade de heterogeneidades, maior a taxa de nucleação e com isso mais
rápida será a decomposição da austenita em ferrita, perlita ou bainita.
Conseqüentemente, a curva TTT do aço se desloca para a esquerda,
diminuindo a temperabilidade.
A Figura 43 compara a temperabilidade de um aço nas condições bruto de
fusão e após homogeneização.
A menor temperabilidade da amostra bruta de fusão se deve às
heterogeneidades da solidificação, como micro-segregações ou carbonetos de
liga, por exemplo:
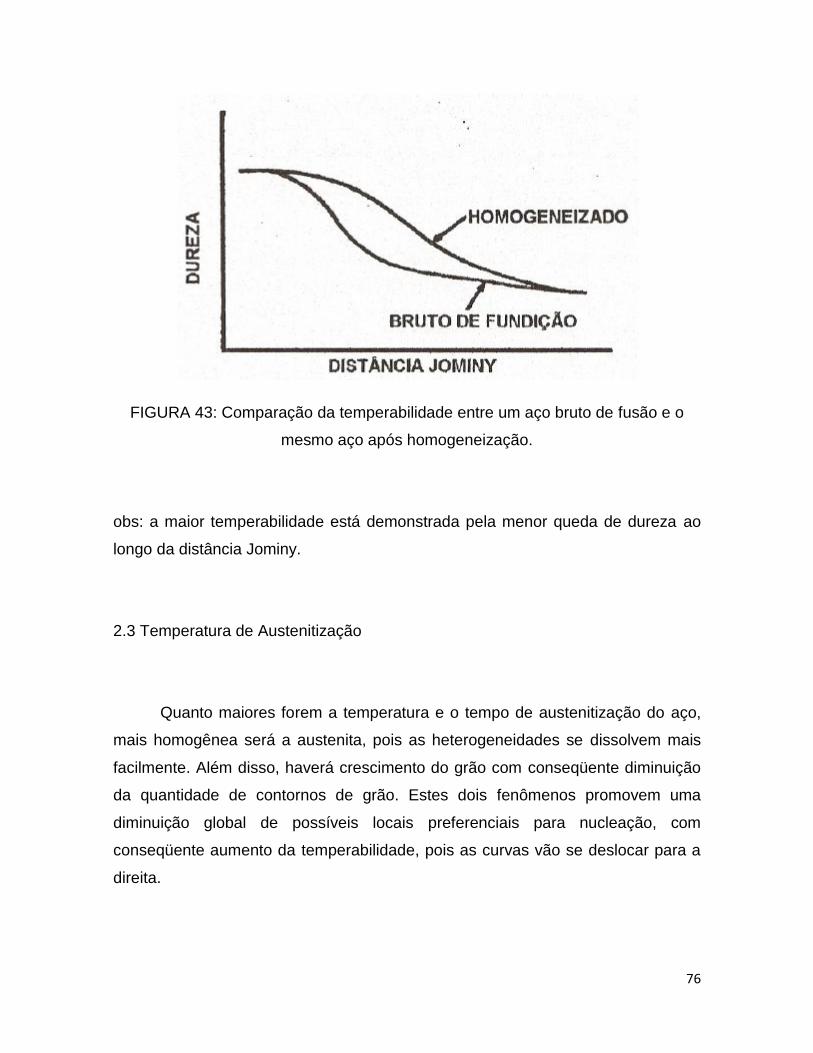
76
FIGURA 43: Comparação da temperabilidade entre um aço bruto de fusão e o
mesmo aço após homogeneização.
obs: a maior temperabilidade está demonstrada pela menor queda de dureza ao
longo da distância Jominy.
2.3 Temperatura de Austenitização
Quanto maiores forem a temperatura e o tempo de austenitização do aço,
mais homogênea será a austenita, pois as heterogeneidades se dissolvem mais
facilmente. Além disso, haverá crescimento do grão com conseqüente diminuição
da quantidade de contornos de grão. Estes dois fenômenos promovem uma
diminuição global de possíveis locais preferenciais para nucleação, com
conseqüente aumento da temperabilidade, pois as curvas vão se deslocar para a
direita.
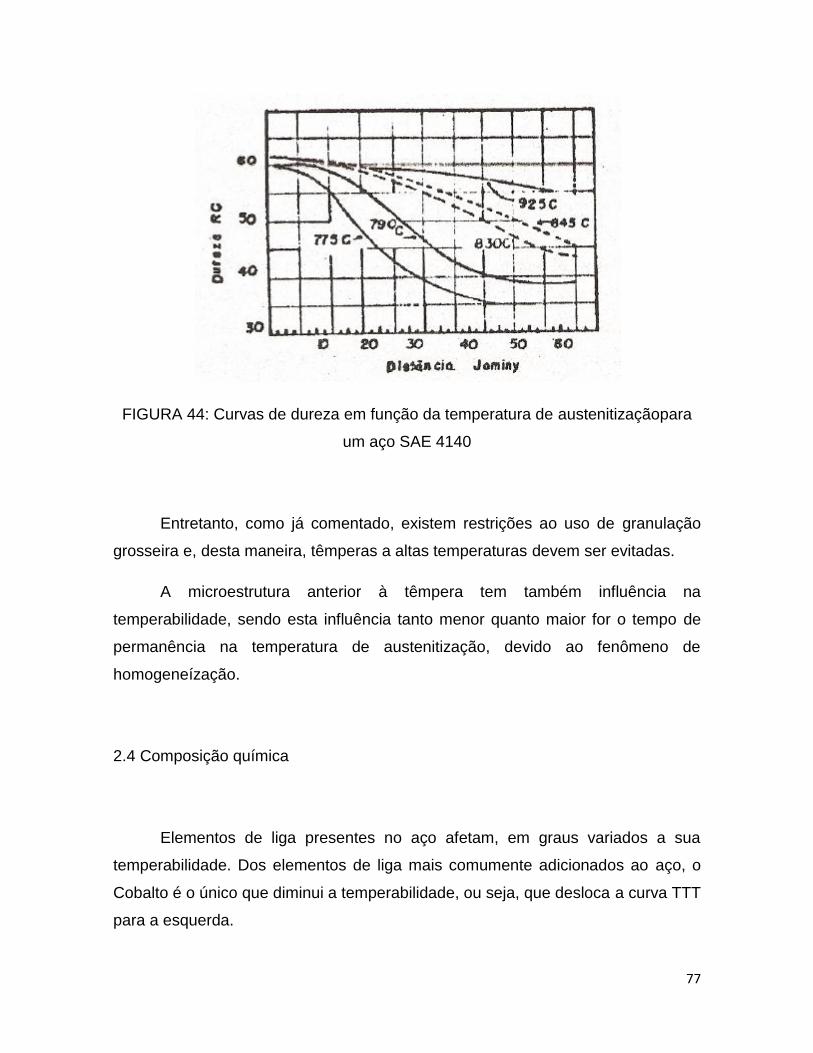
77
FIGURA 44: Curvas de dureza em função da temperatura de austenitizaçãopara
um aço SAE 4140
Entretanto, como já comentado, existem restrições ao uso de granulação
grosseira e, desta maneira, têmperas a altas temperaturas devem ser evitadas.
A microestrutura anterior à têmpera tem também influência na
temperabilidade, sendo esta influência tanto menor quanto maior for o tempo de
permanência na temperatura de austenitização, devido ao fenômeno de
homogeneízação.
2.4 Composição química
Elementos de liga presentes no aço afetam, em graus variados a sua
temperabilidade. Dos elementos de liga mais comumente adicionados ao aço, o
Cobalto é o único que diminui a temperabilidade, ou seja, que desloca a curva TTT
para a esquerda.
78
O carbono tem também grande influência na temperabilidade. Como, ao
aumento do teor de C se associa um aumento na temperabilidade, é evidente que
a formação de produtos de transformação (ferrita, perlita e cementita), se torna
mais difícil quanto maior for o teor de C no aço. Isto é verdadeiro para os aços
desde que eles estejam completamente transformados em austenita antes da
determinação da temperabilidade. Na prática, os aços hipereutetóides são, em
geral, aquecidos dentro da zona crítica, na região bifásica cementita-austenita.
Quando isso ocorre, quase toda a estrutura é austenítica, mas uma
pequena quantidade de cementita é estável, não se dissolvendo. No resfriamento,
as partículas de carboneto não dissolvidas, ativam a nucleação da perlita, o que
resulta em menor temperabilidade.
Então:
Um aço é tanto mais temperável, quanto ma.isà direita estiver a curva TTT.
Aços sem elementos de liga exigem uma velocidade de resfriamento bastante
rápida, mas mesmo assim, muitas vezes se obtém uma pequena camada de
martensita, pois só esta espessura se resfriou à velocidade crítica.
Isto é suficiente se se deseja um núcleo mole e tenaz, e uma superfície dura e
resistente ao desgaste.
Quando se deseja uma maior penetração de têmpera, utiliza-se aços com
elementos de liga.
Felizmente, os aços carbono comerciais contém manganês e às vezes pequenos
teores de outros elementos, que permitem uma penetração de têmpera um pouco
maior.
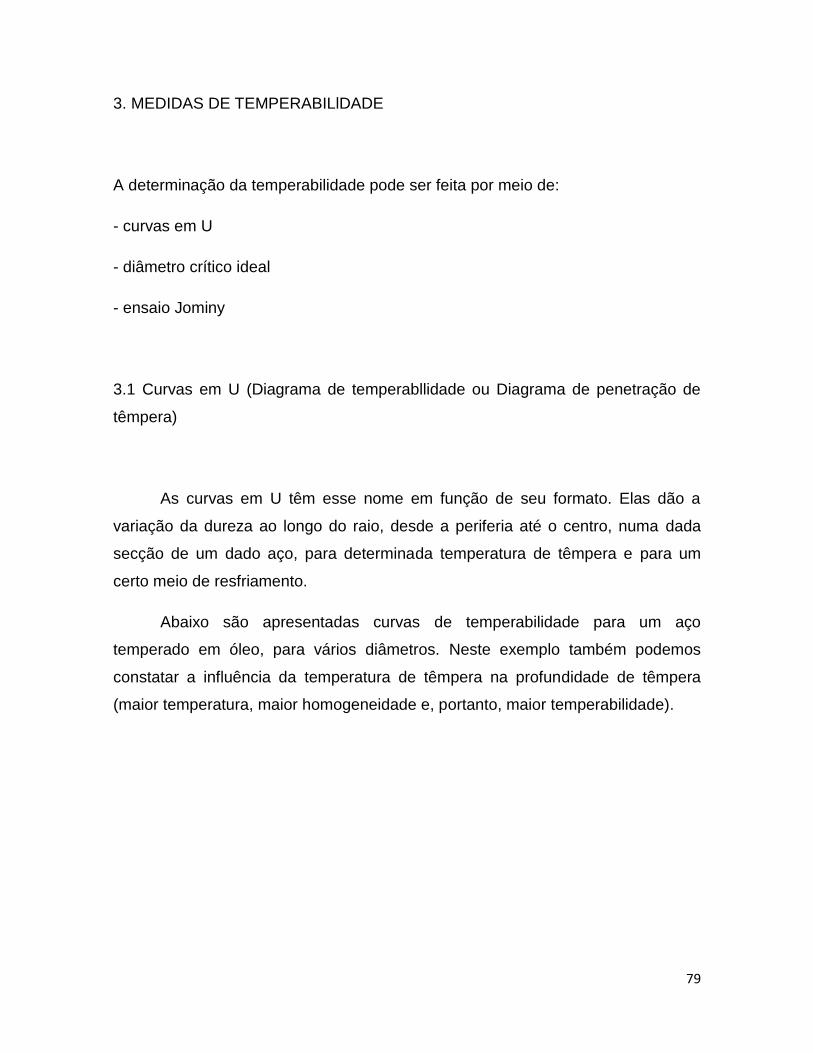
79
3. MEDIDAS DE TEMPERABILlDADE
A determinação da temperabilidade pode ser feita por meio de:
- curvas em U
- diâmetro crítico ideal
- ensaio Jominy
3.1 Curvas em U (Diagrama de temperabllidade ou Diagrama de penetração de
têmpera)
As curvas em U têm esse nome em função de seu formato. Elas dão a
variação da dureza ao longo do raio, desde a periferia até o centro, numa dada
secção de um dado aço, para determinada temperatura de têmpera e para um
certo meio de resfriamento.
Abaixo são apresentadas curvas de temperabilidade para um aço
temperado em óleo, para vários diâmetros. Neste exemplo também podemos
constatar a influência da temperatura de têmpera na profundidade de têmpera
(maior temperatura, maior homogeneidade e, portanto, maior temperabilidade).
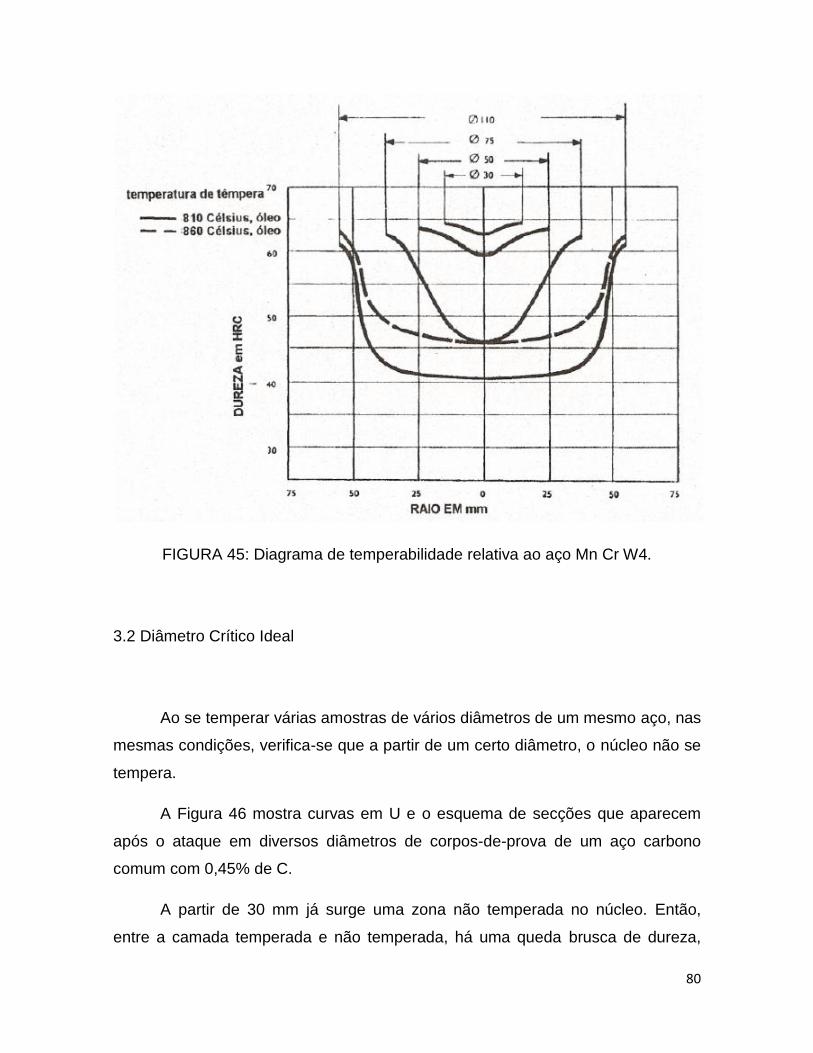
80
FIGURA 45: Diagrama de temperabilidade relativa ao aço Mn Cr W4.
3.2 Diâmetro Crítico Ideal
Ao se temperar várias amostras de vários diâmetros de um mesmo aço, nas
mesmas condições, verifica-se que a partir de um certo diâmetro, o núcleo não se
tempera.
A Figura 46 mostra curvas em U e o esquema de secções que aparecem
após o ataque em diversos diâmetros de corpos-de-prova de um aço carbono
comum com 0,45% de C.
A partir de 30 mm já surge uma zona não temperada no núcleo. Então,
entre a camada temperada e não temperada, há uma queda brusca de dureza,
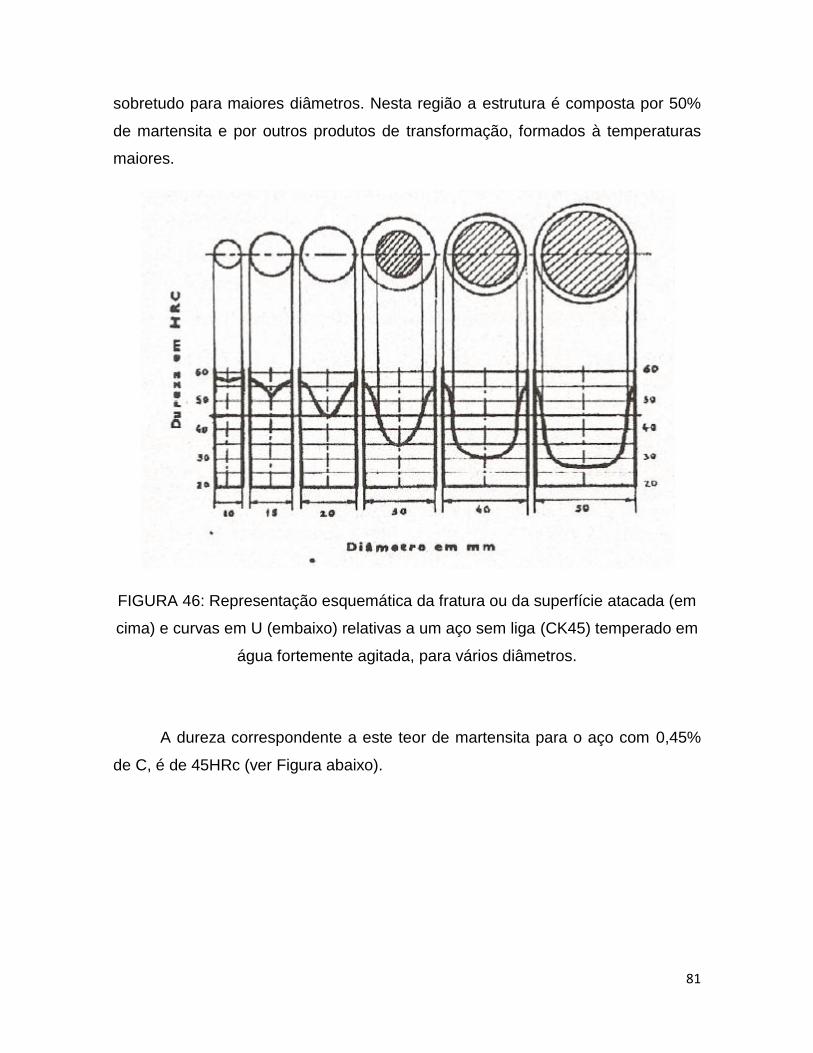
81
sobretudo para maiores diâmetros. Nesta região a estrutura é composta por 50%
de martensita e por outros produtos de transformação, formados à temperaturas
maiores.
FIGURA 46: Representação esquemática da fratura ou da superfície atacada (em
cima) e curvas em U (embaixo) relativas a um aço sem liga (CK45) temperado em
água fortemente agitada, para vários diâmetros.
A dureza correspondente a este teor de martensita para o aço com 0,45%
de C, é de 45HRc (ver Figura abaixo).
82
FIGURA 47: Influência do teor de Carbono sobre a dureza para diversos teores de
martensita. A curva tracejada indica dureza máxima.
Pela Figura pode-se notar que essa dureza, para 50% de martensita é
função da porcentagem de C. Esta dureza é denominada dureza crítica,
designada por Grossman.
No caso descrito, o maior diâmetro cuja dureza do núcleo é igual a 45HRc,
é de 20mm. Este diâmetro é denominado diâmetro crítico.
Então:
Para um mesmo meio de resfriamento, e exatamente as mesmas condições
de têmpera, quanto maior o diâmetro crítico, maior a temperabilidade.
No entanto, esta medida de temperabilidade depende do meio de têmpera e
das condições em que o tratamento foi realizado.
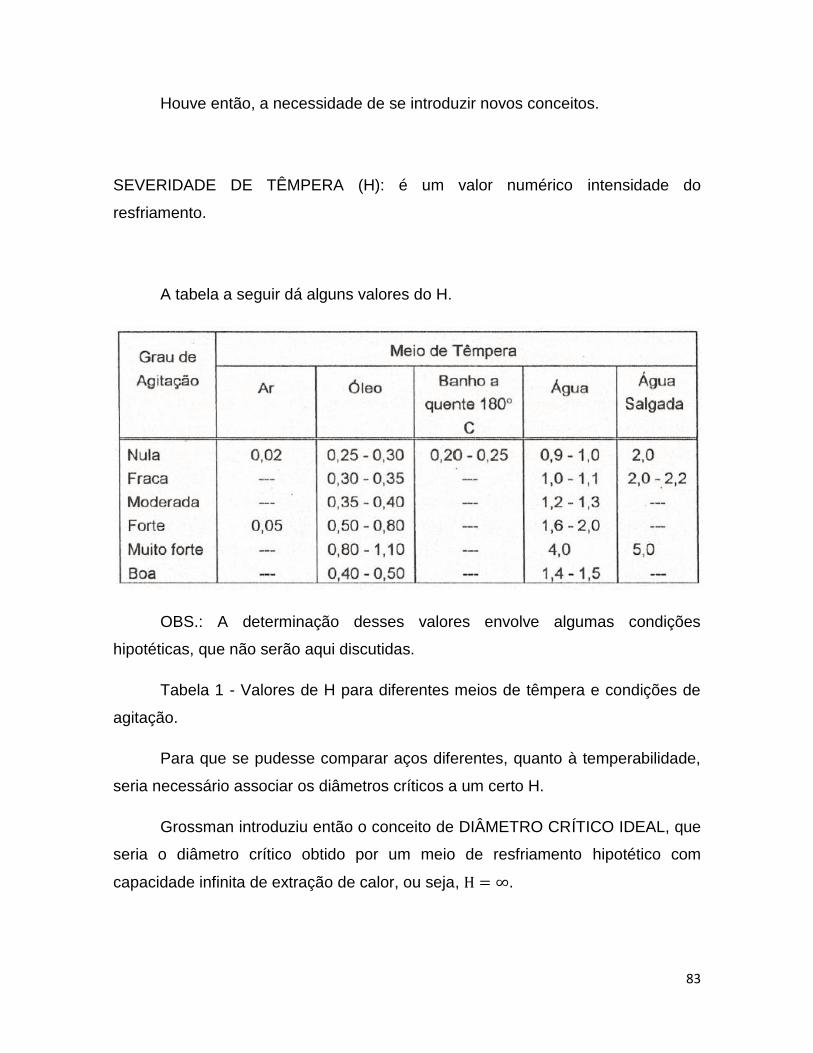
83
Houve então, a necessidade de se introduzir novos conceitos.
SEVERIDADE DE TÊMPERA (H): é um valor numérico intensidade do
resfriamento.
A tabela a seguir dá alguns valores do H.
OBS.: A determinação desses valores envolve algumas condições
hipotéticas, que não serão aqui discutidas.
Tabela 1 - Valores de H para diferentes meios de têmpera e condições de
agitação.
Para que se pudesse comparar aços diferentes, quanto à temperabilidade,
seria necessário associar os diâmetros críticos a um certo H.
Grossman introduziu então o conceito de DIÂMETRO CRÍTICO IDEAL, que
seria o diâmetro crítico obtido por um meio de resfriamento hipotético com
capacidade infinita de extração de calor, ou seja, .
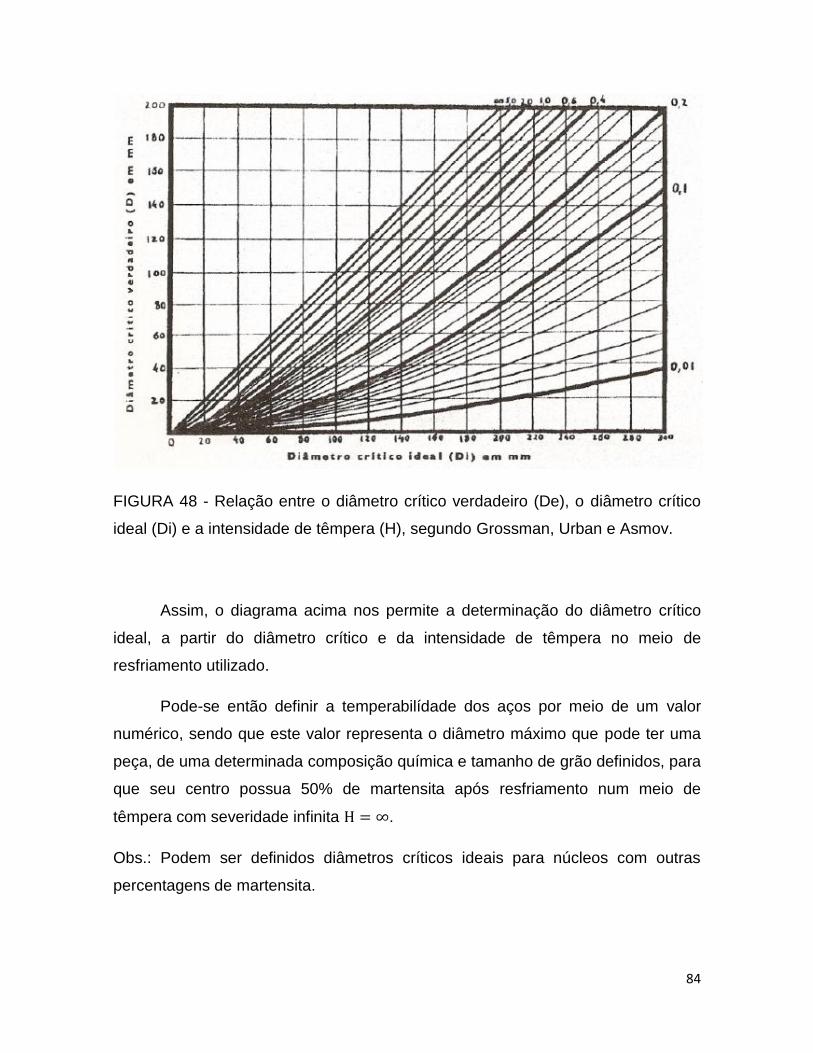
84
FIGURA 48 - Relação entre o diâmetro crítico verdadeiro (De), o diâmetro crítico
ideal (Di) e a intensidade de têmpera (H), segundo Grossman, Urban e Asmov.
Assim, o diagrama acima nos permite a determinação do diâmetro crítico
ideal, a partir do diâmetro crítico e da intensidade de têmpera no meio de
resfriamento utilizado.
Pode-se então definir a temperabilídade dos aços por meio de um valor
numérico, sendo que este valor representa o diâmetro máximo que pode ter uma
peça, de uma determinada composição química e tamanho de grão definidos, para
que seu centro possua 50% de martensita após resfriamento num meio de
têmpera com severidade infinita .
Obs.: Podem ser definidos diâmetros críticos ideais para núcleos com outras
percentagens de martensita.
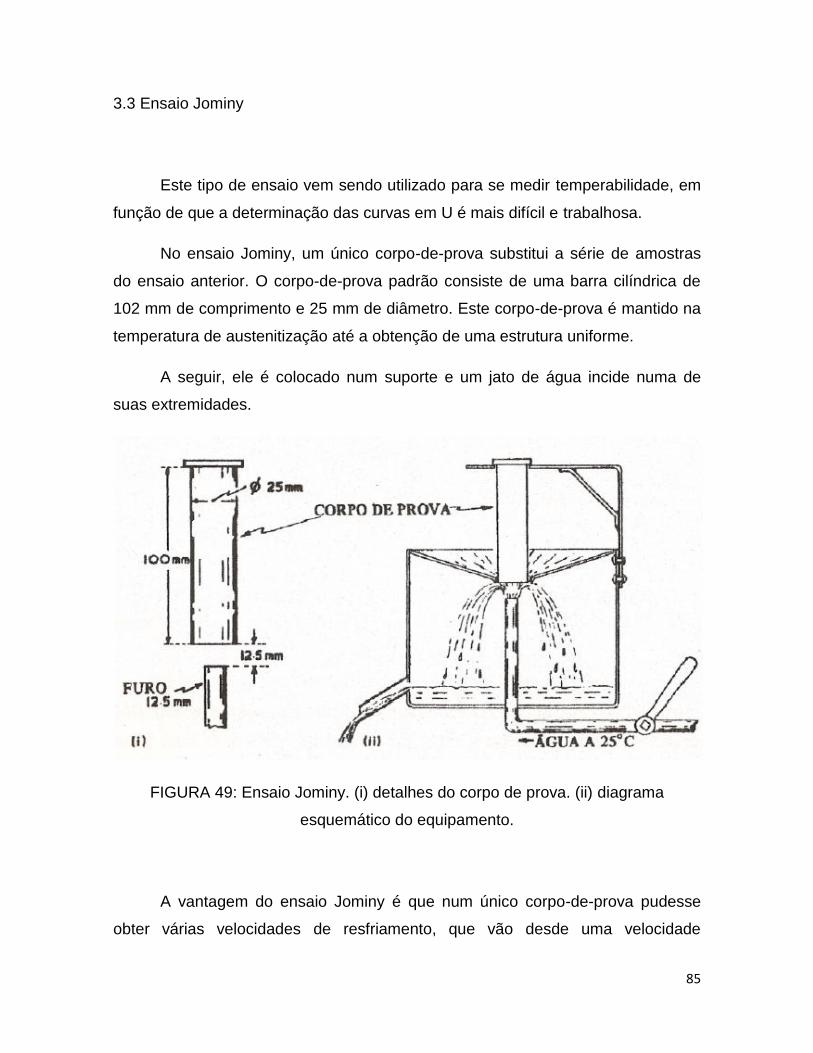
85
3.3 Ensaio Jominy
Este tipo de ensaio vem sendo utilizado para se medir temperabilidade, em
função de que a determinação das curvas em U é mais difícil e trabalhosa.
No ensaio Jominy, um único corpo-de-prova substitui a série de amostras
do ensaio anterior. O corpo-de-prova padrão consiste de uma barra cilíndrica de
102 mm de comprimento e 25 mm de diâmetro. Este corpo-de-prova é mantido na
temperatura de austenitização até a obtenção de uma estrutura uniforme.
A seguir, ele é colocado num suporte e um jato de água incide numa de
suas extremidades.
FIGURA 49: Ensaio Jominy. (i) detalhes do corpo de prova. (ii) diagrama
esquemático do equipamento.
A vantagem do ensaio Jominy é que num único corpo-de-prova pudesse
obter várias velocidades de resfriamento, que vão desde uma velocidade
86
extremamente rápida em água até, um resfriamento lento ao ar, na outra
extremidade do corpo-de-prova.
Após a transformação se completar, duas superfícies planas e opostas são
retificadas longitudinalmente e então feitas medidas de dureza ao longo desta
superfície, a distâncias crescentes a partir da extremidade temperada.
Algumas curvas características serão ilustradas a seguir:
FIGURA 50: Curvas obtidas pelo método Jominy.
Assim, um aço será tanto mais temperável quanto menor a queda da
dureza ao longo da superfície plana.
Se forem feitos vários ensaios Jominy para um mesmo tipo de aço (1040,
por exemplo), porém com amostras provenientes de diversas fontes, haverá uma
dispersão de resultados. Isto acarretará certas alterações, em função de
diferenças na estrutura dos aços (tamanho de grão, inclusões, etc.) e nas suas
composições químicas. Por exemplo, um aço 1040, poderá ter por norma, seu teor
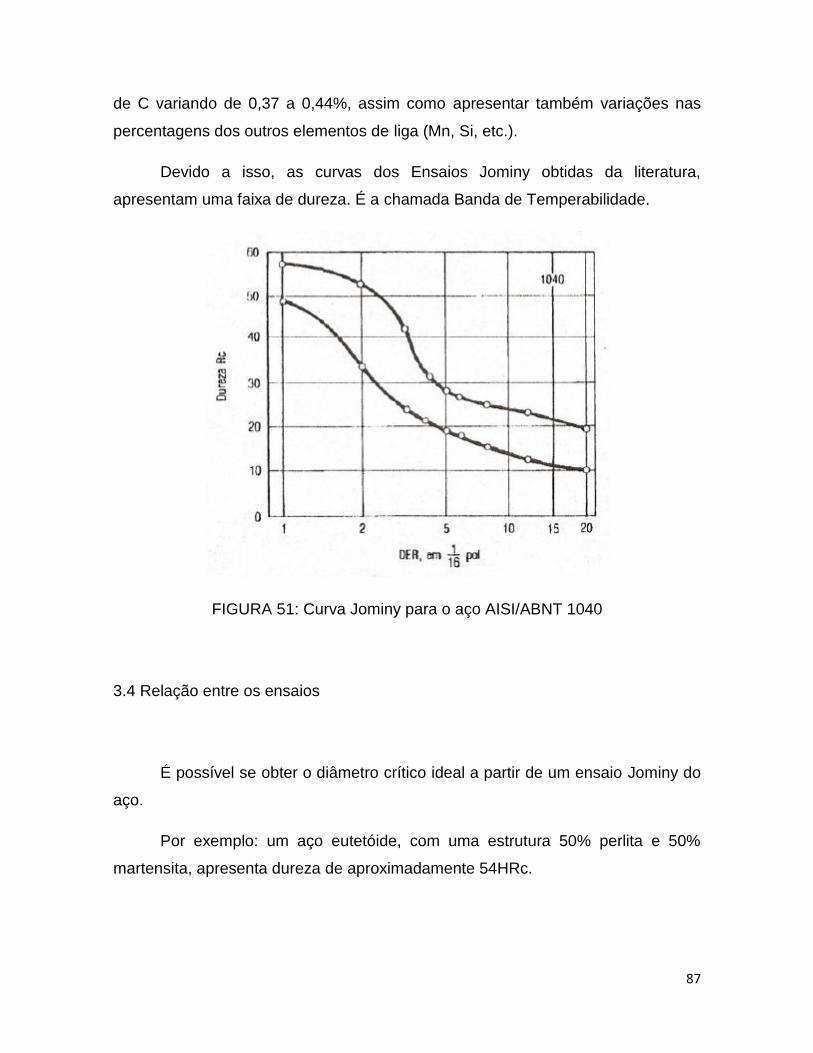
87
de C variando de 0,37 a 0,44%, assim como apresentar também variações nas
percentagens dos outros elementos de liga (Mn, Si, etc.).
Devido a isso, as curvas dos Ensaios Jominy obtidas da literatura,
apresentam uma faixa de dureza. É a chamada Banda de Temperabilidade.
FIGURA 51: Curva Jominy para o aço AISI/ABNT 1040
3.4 Relação entre os ensaios
É possível se obter o diâmetro crítico ideal a partir de um ensaio Jominy do
aço.
Por exemplo: um aço eutetóide, com uma estrutura 50% perlita e 50%
martensita, apresenta dureza de aproximadamente 54HRc.
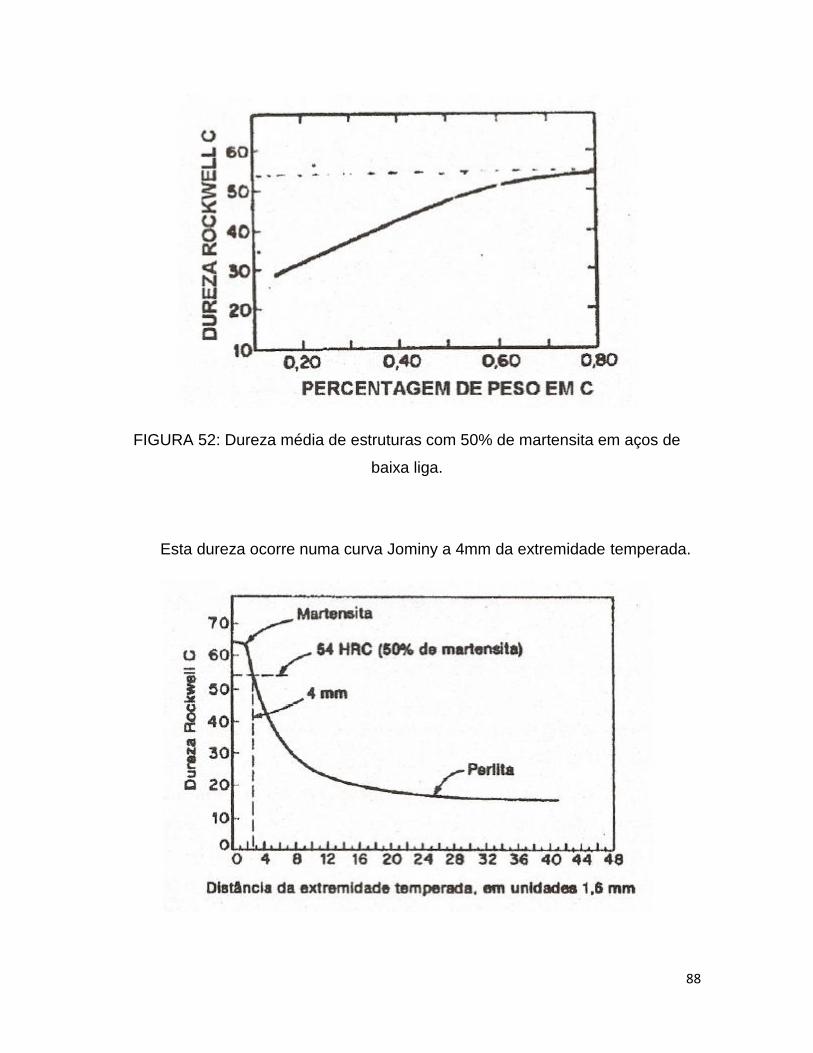
88
FIGURA 52: Dureza média de estruturas com 50% de martensita em aços de
baixa liga.
Esta dureza ocorre numa curva Jominy a 4mm da extremidade temperada.
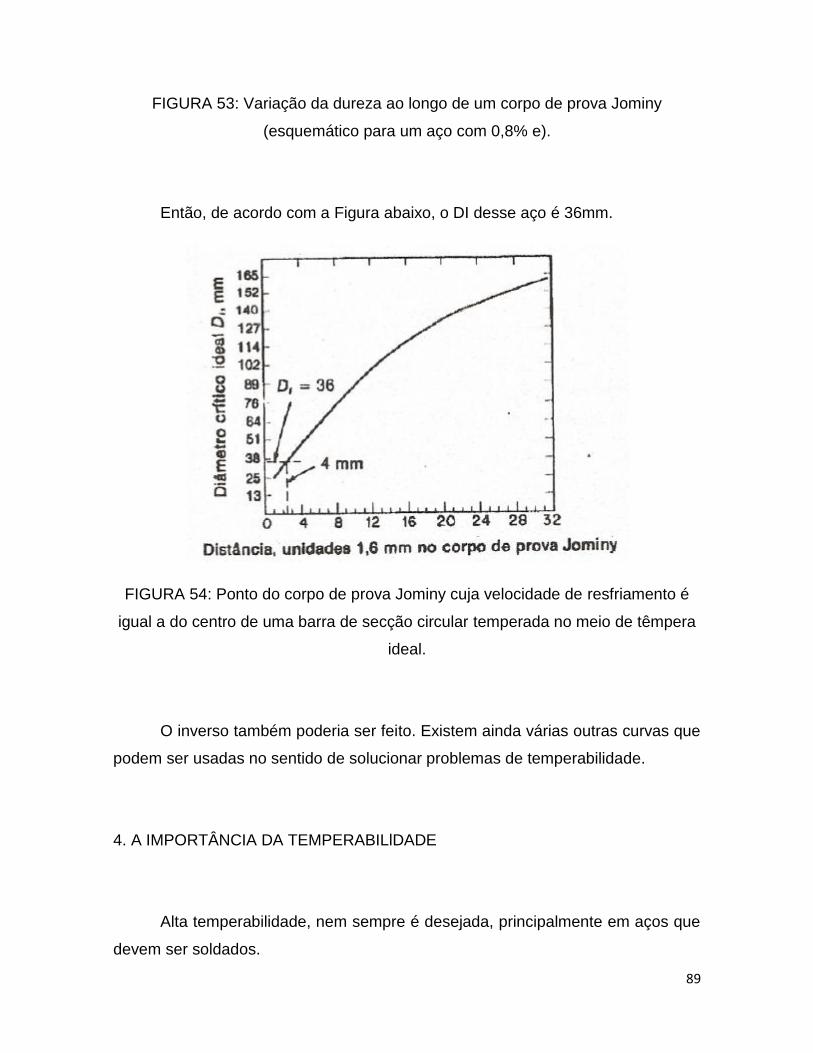
89
FIGURA 53: Variação da dureza ao longo de um corpo de prova Jominy
(esquemático para um aço com 0,8% e).
Então, de acordo com a Figura abaixo, o DI desse aço é 36mm.
FIGURA 54: Ponto do corpo de prova Jominy cuja velocidade de resfriamento é
igual a do centro de uma barra de secção circular temperada no meio de têmpera
ideal.
O inverso também poderia ser feito. Existem ainda várias outras curvas que
podem ser usadas no sentido de solucionar problemas de temperabilidade.
4. A IMPORTÂNCIA DA TEMPERABILlDADE
Alta temperabilidade, nem sempre é desejada, principalmente em aços que
devem ser soldados.
90
Aços ligados são difíceis de serem soldados. Isto porque, ao executar uma
solda, a ligação das peças de aço é feita através da solidificação de uma secção
intermediária de metal líquido.
Durante o processo, o metal, adjacente à solda e até, a certa distância de
cada lado da solda, aquece-se até o campo austenítico. Em aços com alta
temperabilidade, formar-se-á a martensita (dura e frágil) no resfriamento até a
temperatura ambiente. Por esta razão, os aços estruturais usados na construção
de pontes, edifícios, navios, não devem, normalmente, apresentar alta
temperabilidade.
TRATAMENTOS SUPERFICIAIS
1. INTRODUÇÃO
Os tratamentos superficiais têm o objetivo superficialmente o material e
podem ser divididos termoquímicos e têmpera superficial.
2. TRATAMENTOS TERMOQUÍMICOS
O endurecimento superficial nestes tratamentos é obtido através da penetração de
elementos no aço (difusão) que se combinam parcialmente e provocam o aumento
da dureza e resistência ao desgaste superficial, mantendo o núcleo dúctil e tenaz.
Há varios processos termoquímicos: cementação, nitretação,
carbonitretação e a boretação.
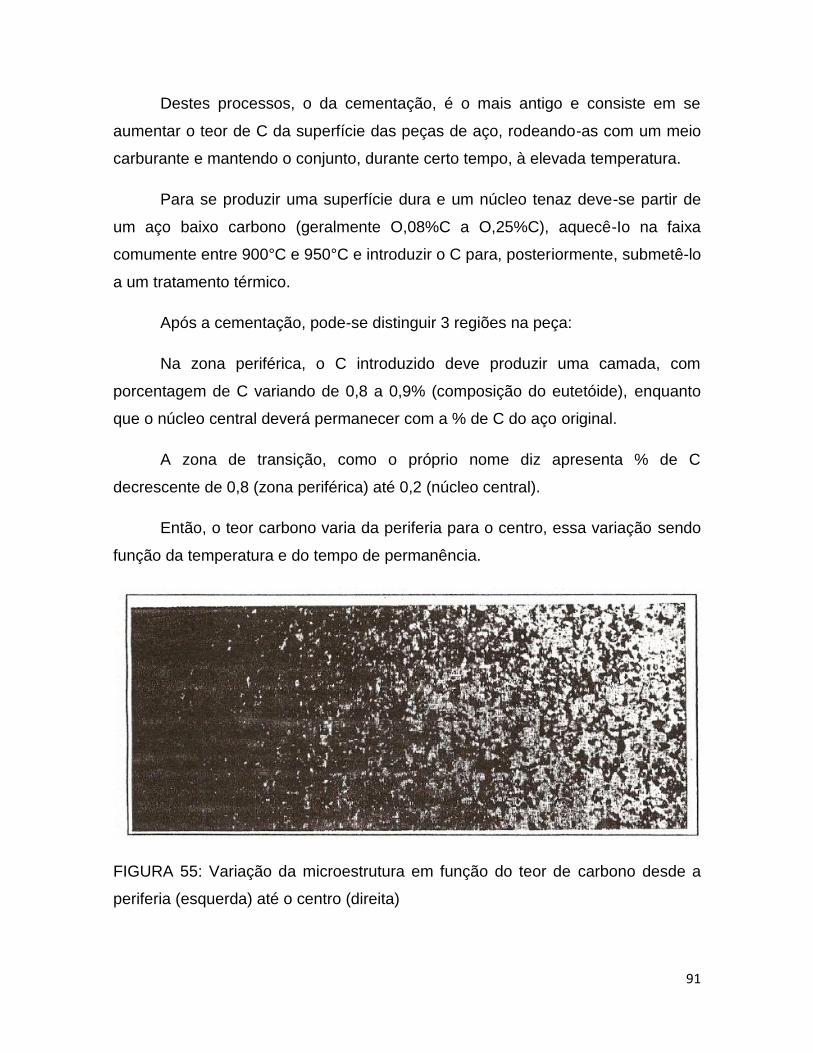
91
Destes processos, o da cementação, é o mais antigo e consiste em se
aumentar o teor de C da superfície das peças de aço, rodeando-as com um meio
carburante e mantendo o conjunto, durante certo tempo, à elevada temperatura.
Para se produzir uma superfície dura e um núcleo tenaz deve-se partir de
um aço baixo carbono (geralmente O,08%C a O,25%C), aquecê-Io na faixa
comumente entre 900°C e 950°C e introduzir o C para, posteriormente, submetê-lo
a um tratamento térmico.
Após a cementação, pode-se distinguir 3 regiões na peça:
Na zona periférica, o C introduzido deve produzir uma camada, com
porcentagem de C variando de 0,8 a 0,9% (composição do eutetóide), enquanto
que o núcleo central deverá permanecer com a % de C do aço original.
A zona de transição, como o próprio nome diz apresenta % de C
decrescente de 0,8 (zona periférica) até 0,2 (núcleo central).
Então, o teor carbono varia da periferia para o centro, essa variação sendo
função da temperatura e do tempo de permanência.
FIGURA 55: Variação da microestrutura em função do teor de carbono desde a
periferia (esquerda) até o centro (direita)
92
A cementação pode ser sólida, líquida ou gasosa. Em qualquer dos casos,
para que a absorção de C se dê com facilidade, é necessário que o aço se
encontre no estado austenítico, condição esta verificada nas temperaturas
normais usadas no processo (900° a 950°C).
A espessura da camada cementada pode variar desde alguns décimos de
milímetros até 1,5mm ou mais. Espessuras maiores são mais susceptíveis ao
destacamento (Um dos problemas que pode aparecer na cementação).
2.1 Aços para cementar
Como já mencionado, os aços com carbono na faixa de 0,08 a 0,25 são
destinados à cementação, para que a difusão seja mais rápida e também porque
baixo carbono no núcleo significa tenacidade e resistência ao choque. Aços baixo
carbono ligados proprocionam, após tratamento térmico, uma maior resistência no
núcleo.
2.2 Tratamento térmico das peças cementadas
É conveniente lembrar que após a cementação, temos numa mesma peça,
duas qualidades de aço (baixo e alto C) e com isso, temperaturas de austenização
diferentes.
A escolha do ciclo de tratamento térmico adequada é feita em função da
granulometria da peça.
Peças com granulação fina podem sofrer têmpera direta a partir da
temperatura de cementação e revenido final.
93
Peças com granulação grosseira precisam de dupla têmpera (normalização
e têmpera) seguido de revenido.final.
O tratamento térmico de têmpera deve ser feito com controle para não
produzir deformações e trincas na superfície.
3. TÊMPERA SUPERFICIAL DOS AÇOS
A têmpera superficial é um tratamento de endurecimento superficial
bastante econômico, principalmente do ponto de vista energético.
Embora os objetivos da têmpera superficial sejam os mesmos dos
tratamentos termoquímicos, o endurecimento no primeiro caso não muda a
composição do aço.
O método consiste em se aquecer a superfície do aço rapidamente, de
modo que a sua temperatura atinja a zona austenítica até certa profundidade,
seguindo-se de resfriamento rápido.
Assim, somente uma camada ficará temperada, adquirindo uma estrutura
martensítica. Abaixo desta camada o aço permanece na sua condição original de
estrutura recozida ou normalizada, com uma zona de transição.
Com relação ao endurecimento total, a têmpera superficial apresenta
menores riscos de empenamento e fissuração durante o resfriamento.
Os aços normalmente empregados para este fim são aços C com
porcentagens acima 0,35 ou aços baixa liga.
A têmpera superficial pode ser feita principalmente por 2 processos:
têmpera por chama e têmpera por indução.
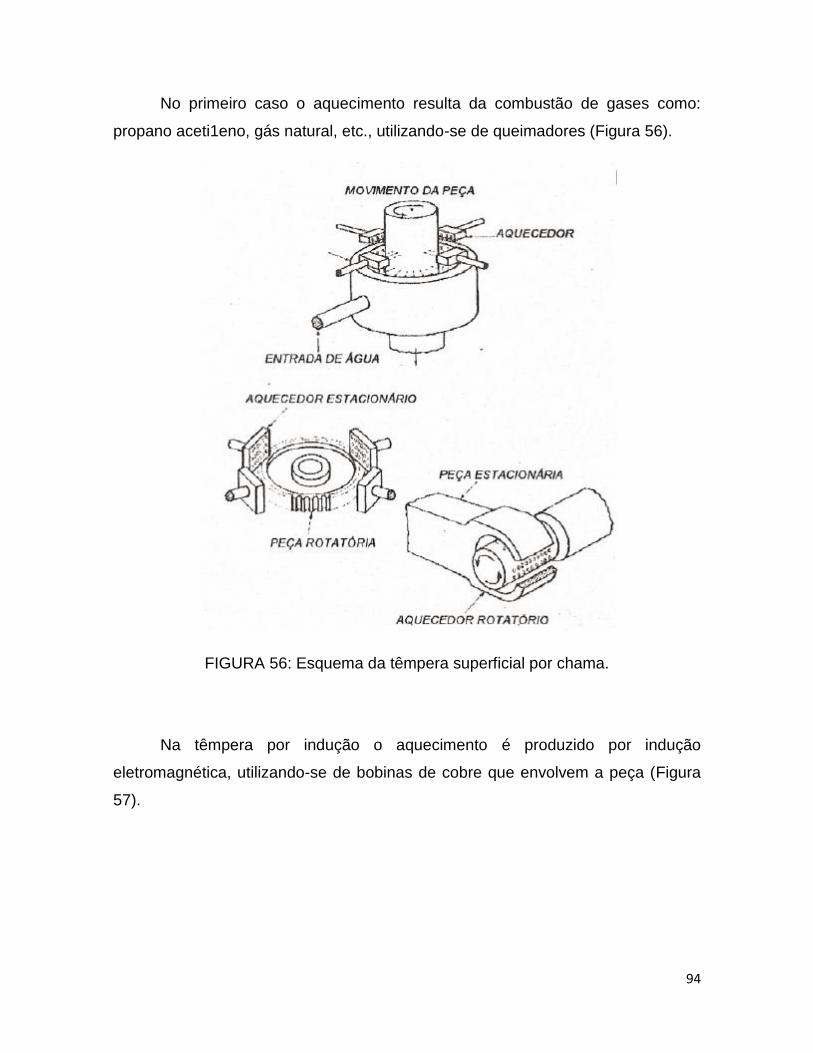
94
No primeiro caso o aquecimento resulta da combustão de gases como:
propano aceti1eno, gás natural, etc., utilizando-se de queimadores (Figura 56).
FIGURA 56: Esquema da têmpera superficial por chama.
Na têmpera por indução o aquecimento é produzido por indução
eletromagnética, utilizando-se de bobinas de cobre que envolvem a peça (Figura
57).
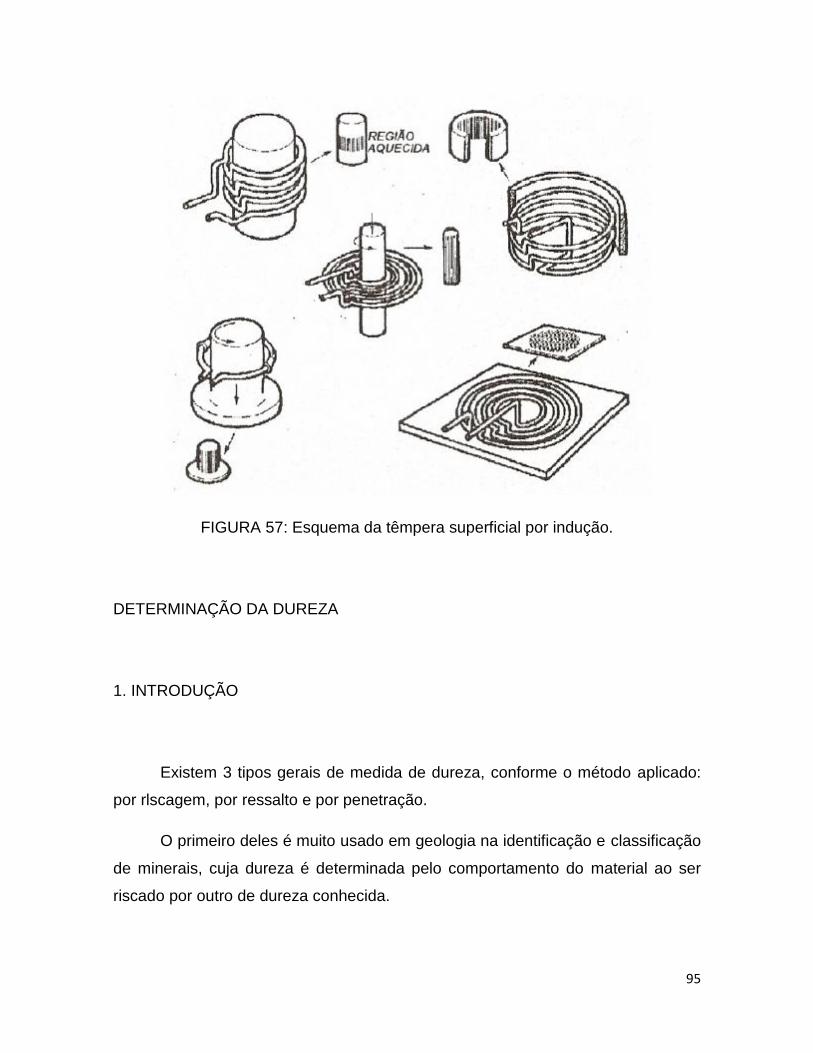
95
FIGURA 57: Esquema da têmpera superficial por indução.
DETERMINAÇÃO DA DUREZA
1. INTRODUÇÃO
Existem 3 tipos gerais de medida de dureza, conforme o método aplicado:
por rlscagem, por ressalto e por penetração.
O primeiro deles é muito usado em geologia na identificação e classificação
de minerais, cuja dureza é determinada pelo comportamento do material ao ser
riscado por outro de dureza conhecida.
96
Na medida de dureza por ressalto, um corpo padrão é deixado cair sobre a
superfície do material em exame e, sua dureza, é medida em função da altura do
ressalto.
O meio mais usado em metalurgia é pela medida da resistência do material
à penetração. O penetrador é usualmente uma esfera, um cone ou uma pirâmide,
feitos de um material muito mais duro do que aquele em exame.
Existe uma íntima relação entre dureza e resistência à tração. Por isso o
ensaio de dureza é comumente empregado na indústria, como um substituto
simples do ensaio de tração.
2. MÉTODOS DE DUREZA
Há 3 tipos principais de ensaio por penetração: Brinell, Rockwell e Vickers.
2.1 Ensaio de Dureza Brinell
Consiste em aplicar uma carga sobre uma esfera de aço apoiada na
superfície lisa da amostra, que desta maneira, deforma o material deixando uma
impressão com forma de uma calota esférica. Quanto maior for a carga aplicada
ou menor a dureza do metal, maior será a impressão deixada. Os diâmetros das
esferas (O) são geralmente 5mm e 10mm. As cargas (P) aplicadas são
normalmente de 500kgf e 3000kgf. O tempo de aplicação da carga é usualmente
30s. Os valores da dureza são dados em função do diâmetro,(d) médio das
medidas de dois diâmetros, em ângulo reto, da impressão.
O número da dureza Brinell é obtido dividindo-se a carga (P) pela área da
superfície da impressão. A carga P é dada em kgf, o diâmetro D da esfera e o
97
diâmetro d da impressão são dados em mm, portanto a dureza Brinell é expressa
em kgf/mm2. Existem tabelas que já dão o valor de dureza em função do diâmetro
da impressão.
Os valores das medidas de dureza Brinell são reprodutíveis desde que o
diâmetro da impressão (d) seja: 0,3 D < d< 0,6 D
Alguns cuidados devem ser tomados durante o ensaio para não falsear os
resultados. Estes cuidados estão definidos na norma de ensaio ABNTMB - 60 R.
2.2 Ensaio de Dureza Rockwell
Neste ensaio, a impressão é feita com um cone de diamante, com ângulo
de 120°,, tendo a ponta levemente arredondada, ou com esferas de aço 1/16"
(1,6mm) ou 1/8" (3,2mm) de diâmetros.
A grande vantagem no método de Rockwell é que o valor da dureza é lido
diretamente num mostrador calibrado, evitando assim, o erro pessoal envolvido na
medida microscópica da marca da impressão.
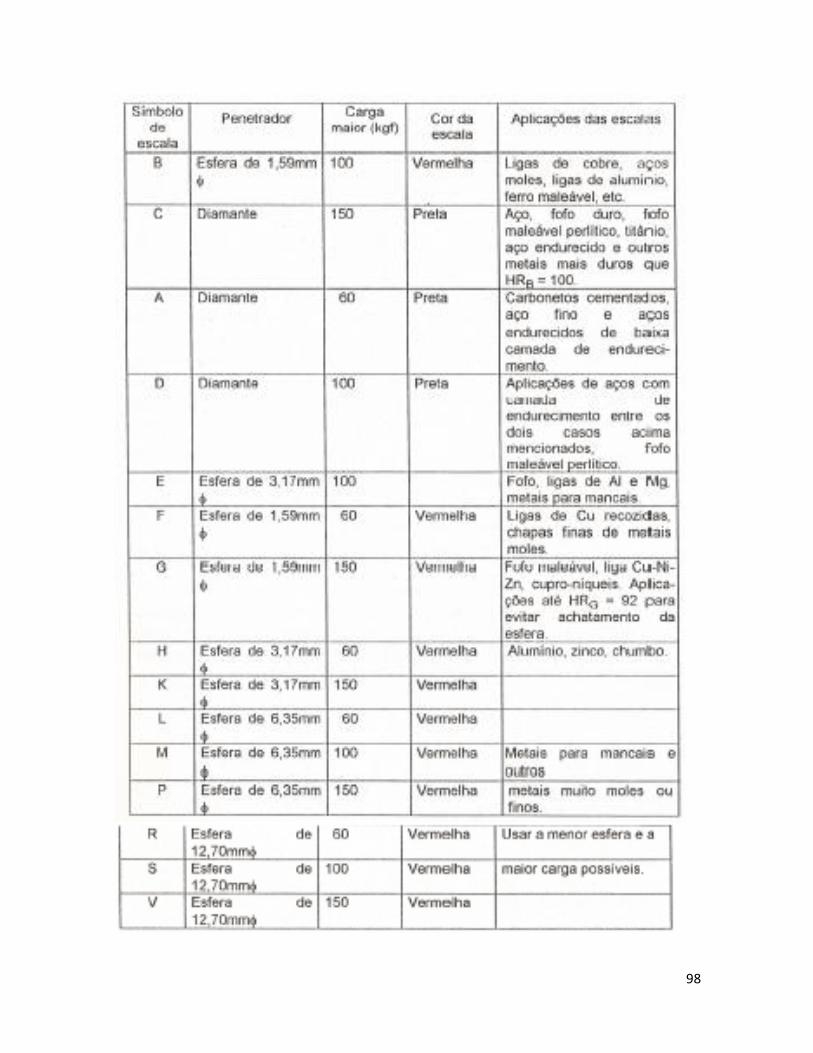
98
99
Tabela 2 - Escalas de dureza Rockwell e aplicações típicas.
Existem diversas escalas de dureza Rockwell, conforme o tipo de
penetrador usado e a carga aplicada, conforme dados na tabela 2. Para utilização
de qualquer uma das escalas há necessidade de aplicação de uma pré-carga de
10kg para ajustagem. Acerta-se o zero no mostrador e então se aplica uma carga
adicional de 50, 90 ou 140 kg por tempo determinado. O movimento do ponteiro
do mostrador, durante este período depende da profundidade de penetração. Em
seguida, a carga é retida e durante esta operação o ponteiro se movimenta devido
à recuperação elástica do material. Faz-se a leitura no mostrador.
Para se determinar a dureza de peças de pequena espessura, existem as
escalas Rockwell superficiais, constantes da tabela 3. As cargas totais aplicadas
são de 15, 30 e 45kg, aplicando-se inicialmente, uma pré-carga de 3kg.
Os resultados de dureza Rockwell devem ser fornecidos com indicação da
escala em que foi feito o ensaio. A escolha da escala depende da resistência que
o material oferece à penetração, as escalas estão selecionadas nas tabelas 2 e 3
para alguns materiais típicos.
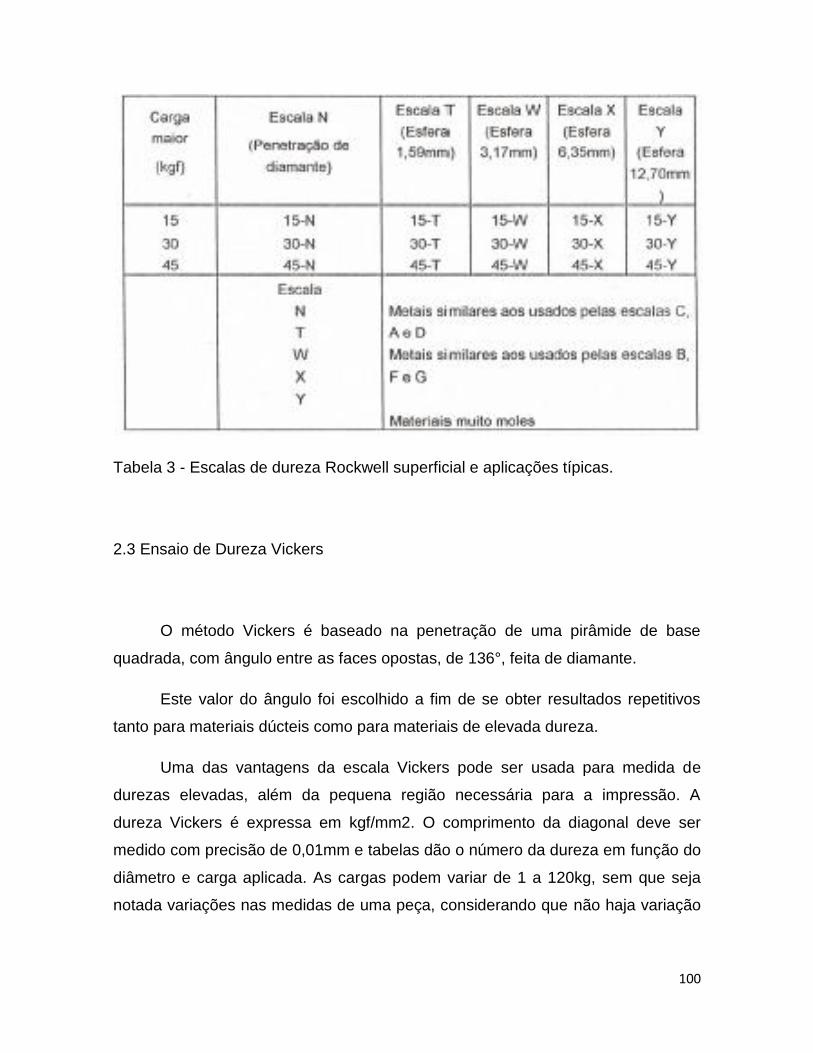
100
Tabela 3 - Escalas de dureza Rockwell superficial e aplicações típicas.
2.3 Ensaio de Dureza Vickers
O método Vickers é baseado na penetração de uma pirâmide de base
quadrada, com ângulo entre as faces opostas, de 136°, feita de diamante.
Este valor do ângulo foi escolhido a fim de se obter resultados repetitivos
tanto para materiais dúcteis como para materiais de elevada dureza.
Uma das vantagens da escala Vickers pode ser usada para medida de
durezas elevadas, além da pequena região necessária para a impressão. A
dureza Vickers é expressa em kgf/mm2. O comprimento da diagonal deve ser
medido com precisão de 0,01mm e tabelas dão o número da dureza em função do
diâmetro e carga aplicada. As cargas podem variar de 1 a 120kg, sem que seja
notada variações nas medidas de uma peça, considerando que não haja variação
101
na dureza da superfície para o centro, pois o poder de penetração para cargas
maiores é maior.
O método Vickers é mais comumente empregado para trabalhos de
pesquisa, pois fornece uma escala contínua de dureza para uma dada carga,
porém não é muito adequado para trabalhos de rotina, pois requer uma cuidadosa
preparação da superfície e é lento em razão da medida microscópica do tamanho
da diagonal.
Existem tabelas de conversão de durezas, bastante práticas e úteis como a
apresentada a seguir.
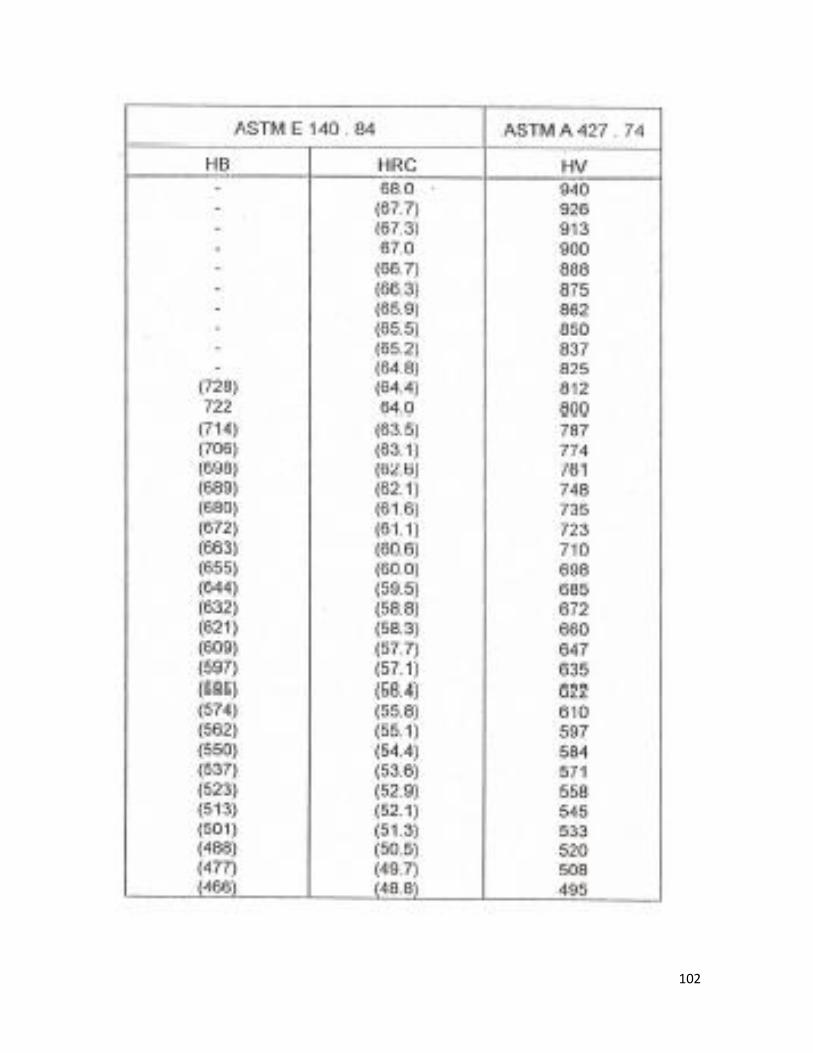
102
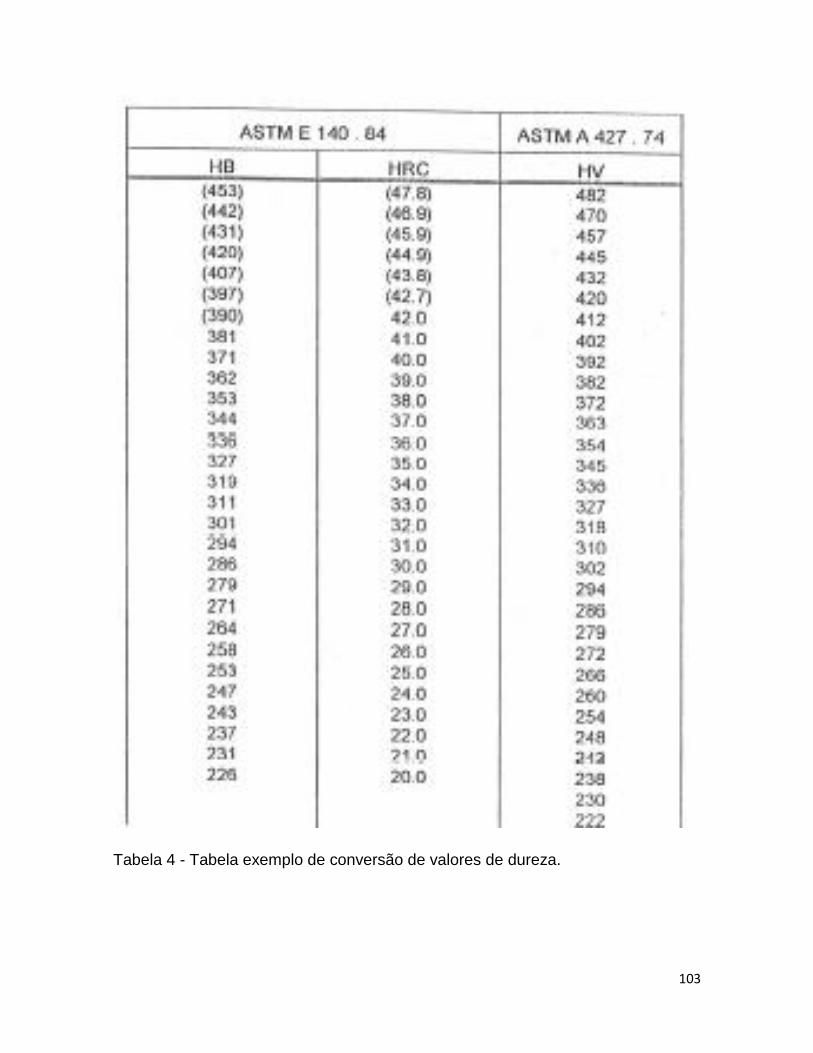
103
Tabela 4 - Tabela exemplo de conversão de valores de dureza.