aplicaÇÃo dos conceitos de troca rÁpida de...
TRANSCRIPT
APLICAÇÃO DOS CONCEITOS DE
TROCA RÁPIDA DE FERRAMENTAS
EM UM PROCESSO DE FORJAMENTO
DE PONTEIRAS DE EIXO
Roberto Reck Bertelli (Suspensys)
Joanir Luís Kalnin (UCS)
Carlos Alberto Costa (UCS)
Sandro Rogério dos Santos (UCS)
Marcos Alexandre Luciano (UCS)
Este trabalho foi desenvolvido em uma empresa produtora de
suspensões para o setor automotivo. Trata-se da aplicação dos
conceitos de Troca Rápida de Ferramentas (TRF) em uma prensa
vertical utilizada na operação de forjamento de ponteiras eixo. O
método de pesquisa caracteriza-se como qualitativo, procedimento
técnico, estudo de caso. São apresentados, além da situação de como
era realizada a troca de ferramenta, os riscos que os operadores
estavam expostos e as perdas inerentes ao processo durante a
realização das atividades do setup. Com base nessas perdas, foi
proposta uma série de melhorias nas operações realizadas durante a
troca de ferramental. As melhorias foram implementadas, o que
contribuiu para redução do tempo consumido na troca de ferramentas,
proporcionando a esse recurso produtivo em estudo, a padronização
das atividades relacionadas a essa tarefa, além de maior flexibilidade
e um aumento nos índices de produtividade.
Palavras-chaves: Troca Rápida de Ferramentas, Setup, Melhorias e
produtividade.
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.
2
1. Introdução
No atual cenário econômico, observa-se que as empresas estão tendo que ser cada vez mais
flexíveis no mercado onde atuam, para conseguir sobreviver às mudanças que ocorrem
constantemente e de maneira muito rápida. Além disso, não é mais novidade a acirrada
competição existente no mercado nacional e internacional entre as indústrias, principalmente
no segmento automotivo. Em paralelo a esse cenário, as empresas estão constantemente
implementando melhorias em seus processos produtivos e nos produtos comercializados, que
estão cada vez mais diversificados, complexos e exigindo preços mais competitivos.
Nesse contexto, a empresa onde esse trabalho foi concebido e aplicado, vem trabalhando para
melhorar gradativamente os seus processos de produção. Entre as metodologias que são
utilizadas, pode-se citar a implantação da TRF (Troca Rápida de Ferramentas). Foi decidido
implanta-la, porque ela possibilita a flexibilização da produção no sentido do atendimento à
flutuação de volume e variedade, a partir da redução do tempo de preparação do recurso
produtivo. Contudo, havia setores produtivos na empresa que ainda efetivaram os conceitos
de TRF.
Esse trabalho teve como objetivo implantar os conceitos de TRF e avaliar as perdas inerentes
ao processo de setup, visando à redução no tempo de troca de ferramentas em uma prensa
vertical e foi desenvolvido ao longo do ano de 2009 em uma CFP (Célula de Forjamento de
Ponteiras).
Além desta parte introdutória o trabalho apresenta mais quatro seções. A segunda seção traz
uma breve revisão bibliográfica sobre o tema Troca Rápida de Ferramentas, que fornece
suporte para o desenvolvimento do tema. A terceira seção apresenta a abordagem
metodológica utilizada e a quarta foca-se no desenvolvimento e na implantação da sistemática
proposta para redução no tempo de troca de ferramentas. Além disso, relata as melhorias
implementadas, os resultados obtidos e a padronização das atividades do setup depois de
efetivadas todas as melhorias sugeridas. Por fim, apresentam-se as principais conclusões
oriundas do desenvolvimento desse estudo.
2. Fundamentação Teórica
2.1 Processo de conformação a quente
O processo de conformação a quente se caracteriza por ser realizado acima da temperatura de
recristalização do material (1200ºC a 1250ºC). Segundo Lima (2007), esse processo é muito
utilizado e um dos fatores que contribuem para seu uso é que exerce menos força de
forjamento, reduzindo o risco de trincas e fissuras originadas durante o processo de
forjamento. Entretanto, tem algumas desvantagens, como a grande perda de material,
acabamento superficial muito ruim e dificuldades de conseguir precisão dimensional.
2.2 Troca Rápida de Ferramentas
A utilização da Troca Rápida de Ferramentas ocorreu pela primeira vez no ano de 1950, em
uma planta industrial japonesa de manufatura de automóveis, como uma proposta de aumentar
sua eficiência. Para isso, foram feitas melhorias que resultaram na redução do tempo de troca
de ferramentas. Com esse trabalho, também foram identificados dois tempos de preparação: o
tempo de preparação interno (onde a máquina deve estar parada para serem executadas as
atividades), e o tempo de preparação externo (onde as atividades são realizadas com a
máquina em pleno funcionamento). O desenvolvimento e aperfeiçoamento desse sistema
3
demoraram 19 anos para acontecer e de acordo com Shingo (2000) a TRF é reconhecida como
um método que auxilia na redução do tempo de setup, podendo ser aplicada em qualquer
máquina ou processo de fabricação.
Setup
Moura (1996) define setup como todas as tarefas necessárias, desde o momento em que se
tenha completado a última peça do lote anterior até o momento em que, dentro do coeficiente
normal de produtividade, se tenha feita a primeira peça aprovada dentro das especificações de
projeto do lote posterior.
De acordo com Seidel (2003), o setup pode ser definido como o ato de trocar e ajustar os
ferramentais e dispositivos de uma máquina e/ou equipamento que está produzindo um
determinado modelo de peça e passa a produzir outro modelo de peça.
Tempo de setup
Conforme Slack (2002), o tempo de setup é o tempo decorrido na troca do processo do final
da produção de um lote até a produção da primeira peça boa de outro lote.
Black (1998) define tempo total de setup o tempo desde a saída da última peça boa do setup
anterior até a primeira peça do próximo setup.
Segundo Seidel (2003), tempo de setup é todo o tempo decorrido desde a última peça boa
produzida no lote anterior pela máquina até a primeira peça boa do lote subsequente. Nesse
tempo, estão incluídas todas as regulagens e medições necessárias até que a primeira peça boa
seja produzida.
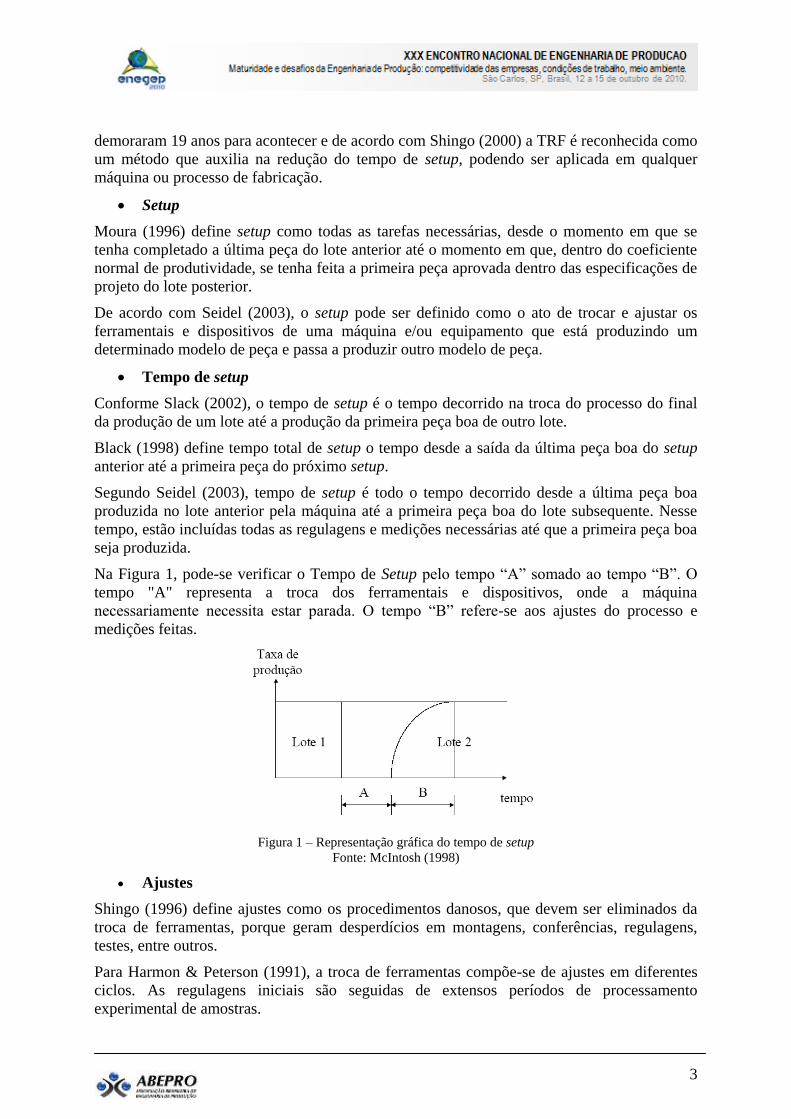
Na Figura 1, pode-se verificar o Tempo de Setup pelo tempo “A” somado ao tempo “B”. O
tempo "A" representa a troca dos ferramentais e dispositivos, onde a máquina
necessariamente necessita estar parada. O tempo “B” refere-se aos ajustes do processo e
medições feitas.
Figura 1 – Representação gráfica do tempo de setup
Fonte: McIntosh (1998)
Ajustes
Shingo (1996) define ajustes como os procedimentos danosos, que devem ser eliminados da
troca de ferramentas, porque geram desperdícios em montagens, conferências, regulagens,
testes, entre outros.
Para Harmon & Peterson (1991), a troca de ferramentas compõe-se de ajustes em diferentes
ciclos. As regulagens iniciais são seguidas de extensos períodos de processamento
experimental de amostras.

4
SMED
No ano de 1969, na planta da Toyota Motor Company, localizada no Japão, a Troca Rápida de
Ferramentas passou a ser denominada por Single Minute Exchange of Die (SMED); ou seja, a
troca de ferramentas realizada em tempo inferior a dez minutos. Consiste em uma sistemática
que engloba uma série de novas técnicas utilizadas para a redução do tempo de setup, sendo
adotado por todas as fábricas da Toyota. Com o passar dos anos, o SMED foi evoluindo e
tornou-se um dos principais elementos do Sistema de Produção Toyota (SHINGO, 2000).
2.3 A metodologia proposta por Shigeo Shingo
A implantação da TRF proposta por Shingo (2000) sugere uma análise cuidadosa da situação
real no chão de fábrica e é composto por três estágios conceituais de melhoria: 1) as
atividades de preparação interna e externa não se distinguem; 2) Separando o setup interno e
externo; 3) Convertendo setup interno em externo; e 4) Racionalizando todos os aspectos da
operação de setup.
O Estágio Preliminar é aquele no qual o setup interno e externo não se distinguem, pois ele
reflete o estado atual do processo de setup. Nesse estágio, várias atividades externas são
realizadas com a máquina parada, isto acarreta em um aumento desnecessário do tempo de
setup.
Shingo (2000) sugere uma série de maneiras para abordar essa questão, como por exemplo, a
cronoanálise da operação, filmagem do setup, análise posterior dos envolvidos para melhoria
imediata do processo e recomenda a participação efetiva dos operadores nessas análises, para
que as melhorias possam ser implantadas imediatamente. Podem-se citar dois exemplos de
atividades que se encontram no estágio preliminar: terminar o lote de produção sem saber
qual a próxima peça a ser produzida; buscar as ferramentas do setup somente após o
encerramento do lote de produção.
No primeiro estágio é proposta a separação dos tempos internos e externos que ocorrem
durante o setup, existindo a possibilidade de redução do tempo de preparação entre 30% e
50%. Shingo (2000) afirma que esse estágio é o mais importante para a implementação da
TRF. Todas as atividades realizadas no setup devem ser analisadas e separadas entre
atividades internas e atividades externas. Exemplos de atividades que fazem com que a
empresa tenha sucesso nesse estágio são: utilização de um checklist de todas as ferramentas a
serem utilizadas na execução da operação de setup; todo o material a ser utilizado no setup
deve estar disponível no local da preparação antes que inicie o setup interno; melhorias no
transporte e armazenagem dos ferramentais.
O segundo estágio envolve a conversão de setup interno em externo. Nesse estágio, deve-se
aprofundar a análise do setup em dois pontos. O primeiro é verificar se não foi negligenciada
nenhuma atividade externa que ainda esteja sendo realizada com a máquina parada; e o
segundo é encontrar meios para transformar as atividades internas em atividades externas.
Para conseguir realizar esse estágio, torna-se fundamental a introdução de soluções
tecnológicas físicas ou de gestão para a conversão dos tempos internos em externos. O
desenvolvimento sólido desse estágio envolve as seguintes ações:
a) Preparação antecipada das condições operacionais, como aquecimento de peças antes de
serem usadas, por exemplo: as matrizes de máquinas de forjamento. Assim, as atividades que
geralmente são executas após a parada da máquina passam a ser realizadas previamente;
5
b) Padronização de funções. As operações são divididas nos seus elementos básicos, como
por exemplo: fixação, dimensionamento, centragem, aperto, entre outros. A padronização
eficiente exige a substituição de um menor número de peças possível, reduzindo assim o custo
das modificações;
c) Utilização de dispositivos intermediários, como calços padronizados e guias intermediários
que ajudam a eliminar ajustes.
O terceiro estágio – racionalizando todos os aspectos da operação de setup - é o último estágio
da metodologia SMED proposta por Shingo (2000). Consiste em uma análise detalhada de
qualquer melhoria que possa ser implementada para se reduzir ainda mais os tempos para a
realização, tanto das atividades internas quanto externas durante o setup. Alguns exemplos de
atividades que fazem parte deste estágio são: utilização de ferramentas mais precisas;
implementação de operações em paralelo; uso de fixadores funcionais como os de furo em
pêra; arruela em “U”; rosca fendida; eliminação de ajustes; e a utilização de equipamentos em
paralelo.
3. Abordagem Metodológica
Esta seção apresenta a metodologia de pesquisa que foi utilizada para a obtenção dos
resultados desse trabalho que foi desenvolvido em uma célula de forjamento de ponteiras de
eixo em uma empresa de grande porte produtora de suspensões para o setor automotivo. De
acordo com Yin (1994) e Creswell (2007) a metodologia de pesquisa utilizada foi a da
abordagem qualitativa, procedimento técnico, estudo de caso.
Os dados e informações relevantes para a pesquisa foram levantados ao longo de ano de 2009
através de entrevistas semi-estruturadas e questionários com perguntas abertas e fechadas
aplicados à gerentes e técnicos que trabalhavam no chão de fábrica da empresa em questão,
localizada na cidade de Caxias do Sul-RS. O trabalho foi realizado com a participação ativa
de um estudante de Engenharia de Produção, um gerente de processo e supervisionado por um
professor do Núcleo de Pesquisa em Projeto e Fabricação em Engenharia da Universidade de
Caxias do sul
Uma vez obtidos os resultados, os mesmos foram analisados e comparados com estudos de
casos análogos, considerando a bibliografia existente sobre TRF para então propor uma
sistemática de implantação desta ferramenta na empresa.
Desta forma, o presente trabalho teve como ponto de partida a seguinte questão: Como
diminuir as perdas inerentes ao processo de setup, visando à redução no tempo de troca de
ferramentas em uma prensa vertical.
4. Implantação da metodologia TRF na empresa
A sequência das etapas propostas para realização do trabalho foi idealizada com base nas
metodologias encontradas nas literaturas pertinentes ao tema.
Portanto, os fatores determinantes que ajudaram na tomada de decisão da metodologia a ser
aplicada neste trabalho foram dois: o primeiro é o contexto onde o equipamento em estudo
está inserido, e o segundo é a necessidade da empresa em ter uma padronização da troca de
ferramentas nesse equipamento.
Evidenciando-se a falta de procedimentos, padronização e sincronismo entre as tarefas a
serem executadas durante a realização do setup nesse processo e tendo como base referencial
a literatura apresentada, chega-se a um procedimento de trabalho, dividido em sete fases
6
distintas que visam à aplicação das técnicas de TRF, com objetivo de trazer um resultado
satisfatório para a organização.
Como ponto inicial tem-se a filmagem do setup, cronoanálise, passando pela padronização
dos procedimentos, verificação dos resultados e finalizando com a sistematização dos
procedimentos implantados. As sete fases implementadas estão descritas na próxima seção.
4.1 Fase I – Filmagem do setup
Antes de realizar a filmagem do setup da prensa os operadores que operacionalizam a célula
de forjamento de ponteiras foram reunidos em uma sala para esclarecimento do trabalho que
seria realizado. Foi explicado que o foco do trabalho era melhorar as condições atuais da troca
de ferramentas reduzindo o tempo atual de setup.
Nesse momento, foram elucidadas todas as dúvidas e questionamentos relativos ao trabalho a
ser desenvolvido, bem como a explicação das sete fases envolvidas na metodologia que seria
adotada para a realização do trabalho.
A filmagem do setup ocorreu normalmente. Participaram desse processo, os três operadores
responsáveis na operação da prensa. Não houve imprevistos, por exemplo, a falta de um
operador da máquina no dia da filmagem e/ou a demora excessiva da empilhadeira a gás
utilizada na troca das matrizes. O processo de setup da prensa foi filmado uma única vez, mas
para comprovação do tempo total gasto em cada atividade, foram cronometrados mais cinco
setups. Após cronometrados os tempos de cada atividade, calculou-se uma média aritmética e
comparou-se com os tempos obtidos na filmagem para comprovar a veracidade do tempo
medido.
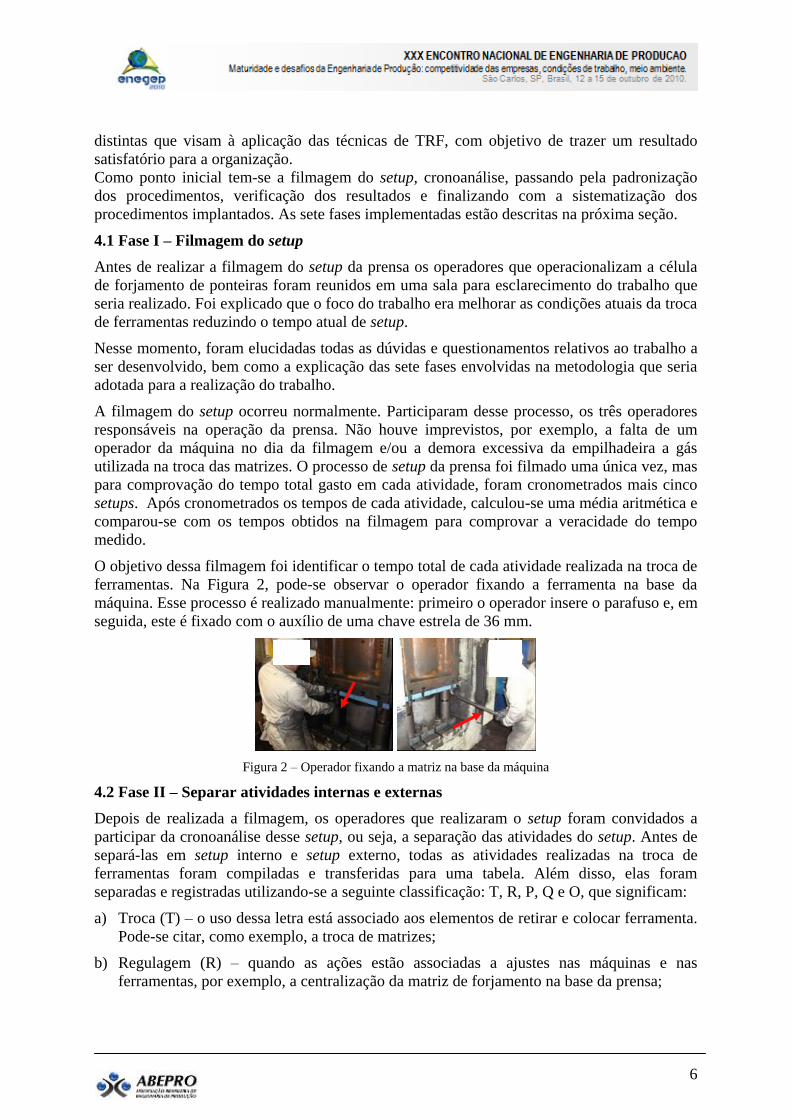
O objetivo dessa filmagem foi identificar o tempo total de cada atividade realizada na troca de
ferramentas. Na Figura 2, pode-se observar o operador fixando a ferramenta na base da
máquina. Esse processo é realizado manualmente: primeiro o operador insere o parafuso e, em
seguida, este é fixado com o auxílio de uma chave estrela de 36 mm.
Figura 2 – Operador fixando a matriz na base da máquina
4.2 Fase II – Separar atividades internas e externas
Depois de realizada a filmagem, os operadores que realizaram o setup foram convidados a
participar da cronoanálise desse setup, ou seja, a separação das atividades do setup. Antes de
separá-las em setup interno e setup externo, todas as atividades realizadas na troca de
ferramentas foram compiladas e transferidas para uma tabela. Além disso, elas foram
separadas e registradas utilizando-se a seguinte classificação: T, R, P, Q e O, que significam:
a) Troca (T) – o uso dessa letra está associado aos elementos de retirar e colocar ferramenta.
Pode-se citar, como exemplo, a troca de matrizes;
b) Regulagem (R) – quando as ações estão associadas a ajustes nas máquinas e nas
ferramentas, por exemplo, a centralização da matriz de forjamento na base da prensa;
7
c) Procura (P) – refere-se às ações de localização de qualquer material utilizado na troca de
ferramentas. A procura de chaves para soltar a ferramenta é um exemplo dessa atividade;
d) Qualidade (Q) – quando as ações são referentes ao processo de medição, por exemplo, a
medição do comprimento da ponteira com uma máscara;
e) Outros (O) – será utilizado sempre que as ações não se enquadrarem em nenhum dos itens
citados anteriormente. Movimentação de matrizes é um exemplo dessa atividade.
As atividades foram divididas e classificadas conforme o tipo de parada, ou seja, cada
atividade com uma nomenclatura diferente. Um exemplo disso é a operação de baixar o
martelo da prensa, que foi classificada como regulagem simbolizada pela letra R. Essa
estratificação de tempos e atividades se faz necessária, pois facilita a visualização das
operações críticas da troca de ferramentas, ou melhor, atividades onde há oportunidade de
melhoria na situação atual ou podem até ser eliminadas.
Através desse procedimento, visualizou-se um dado importante. Cinquenta minutos foram
gastos com atividades relacionadas a outros (O), que, em percentual, corresponde a 51,72%
do tempo total gasto na troca de ferramentas.
Cabe salientar que, desse tempo, foram gastos trinta e sete minutos para aquecer a ferramenta.
Essa operação poderia ser realizada antes do setup, ou seja, o aquecimento da matriz seria
uma atividade externa do setup se a empresa possuísse um sistema de aquecimento da matriz
antes de realizar a troca de ferramentas.
Outra informação importante que pôde ser observada é que os operadores desperdiçavam um
tempo precioso procurando chaves e a empilhadeira utilizada para fazer o setup. O tempo total
gasto com procura foi de nove minutos. Sendo que desse tempo, oito minutos estão
relacionados com a espera da empilhadeira utilizada na troca das matrizes. Os operadores
relataram que o tempo de espera da empilhadeira a gás, às vezes, é superior aos oito minutos
medidos. Em alguns casos, eles ficavam até quinze minutos esperando a empilhadeira para
realizar o setup.
O tempo total consumido com a troca de componentes e ferramentas foi de vinte e sete
minutos. Desse tempo, há algumas operações que podem ser otimizadas como, por exemplo,
as atividades de soltar e fixar os parafusos, que era realizada somente com uma chave e um
operador. A sugestão seria comprar mais uma chave para que outro operador possa ajudar,
reduzindo, então, esse tempo. Percebeu-se que a troca da ferramenta poderia ser realizada em
um tempo menor se fosse desenvolvida uma mesa específica para troca de ferramenta, fixada
na base inferior da prensa, com o objetivo de eliminar a empilhadeira a gás, utilizando
somente a paletera elétrica, que estava disponível, exclusivamente, para a célula de
forjamento.
Com a finalização dessa etapa do trabalho, uma informação ficou bem clara: o setup externo
não existia. Todas as atividades eram realizadas com o recurso produtivo parado, ou seja, os
operadores começavam o setup somente após a parada da máquina.
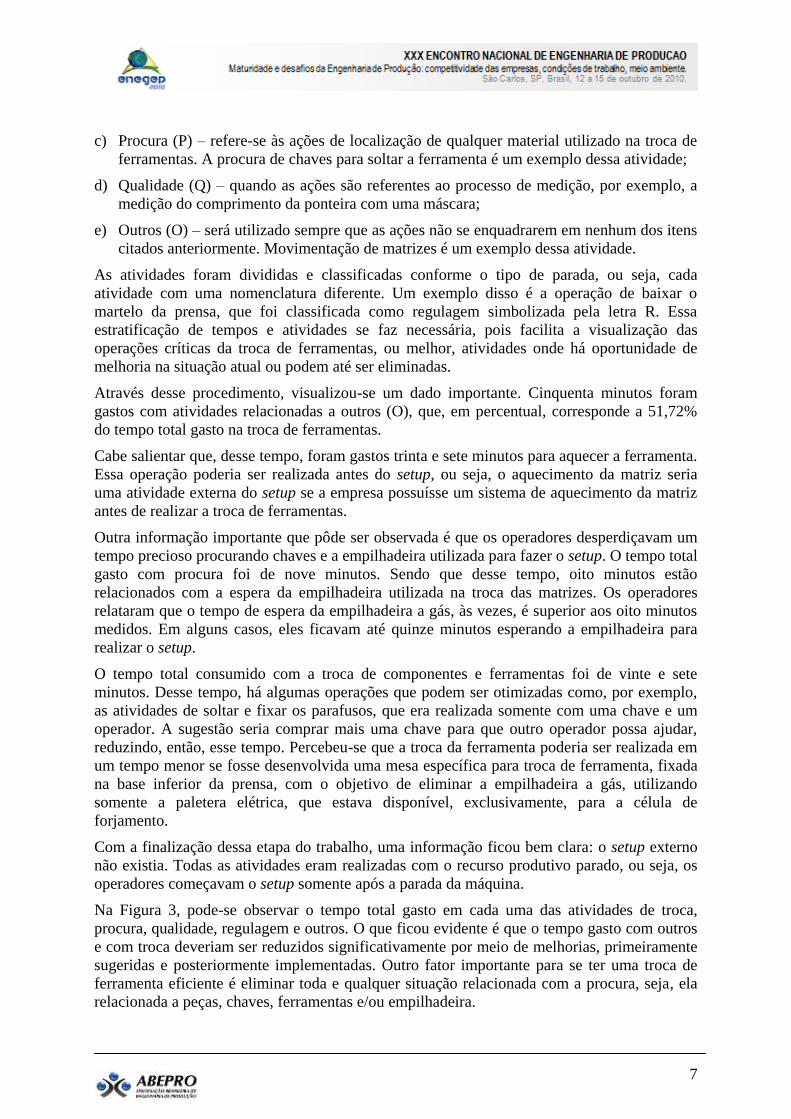
Na Figura 3, pode-se observar o tempo total gasto em cada uma das atividades de troca,
procura, qualidade, regulagem e outros. O que ficou evidente é que o tempo gasto com outros
e com troca deveriam ser reduzidos significativamente por meio de melhorias, primeiramente
sugeridas e posteriormente implementadas. Outro fator importante para se ter uma troca de
ferramenta eficiente é eliminar toda e qualquer situação relacionada com a procura, seja, ela
relacionada a peças, chaves, ferramentas e/ou empilhadeira.
8
Figura 3 – Tempo total gasto em cada atividade
4.3 Fase III – Converter elementos internos em externos
Conforme evidenciado na Fase II, todas as atividades realizadas durante o setup antes da
implantação dessa metodologia eram atividades internas, ou seja, atividades realizadas com
recurso produtivo parado.
Diante disso, foi feita uma análise criteriosa de cada atividade, focando-se naquelas cujo
tempo foi muito alto e/ou que a otimização dessa atividade não fosse representar um alto
investimento financeiro. As melhorias que foram propostas estão elencadas a seguir:
a) Separar e identificar as ferramentas utilizadas na Célula de Forjamento de Ponteiras;
b) Disponibilizar uma área com talha para a limpeza e revisão das matrizes de forjamento. É
importante salientar que não foi necessária a compra da talha, pois a empresa já possuía;
c) Confeccionar uma bancada com morça e gavetas, para armazenar chaves e fazer a limpeza
das ferramentas de forja;
d) Confeccionar um armário para guardar extratores, pistões pneumático, o 1º e o 2º estágio
utilizados nas matrizes de forja;
e) Implementar o uso de um sistema de aquecimento com resistência elétrica usado para
aquecer as matrizes de forjamento antes do setup;
f) Fazer um sistema autocentrante, para facilitar o posicionamento das ferramentas sem o
uso da trena;
Todas essas melhorias propostas foram documentadas em um plano de ação. A
implementação dessas melhorias foi realizada após aprovação dos gestores da Célula de
Forjamento de Ponteiras.
4.4 Fase IV – Efetivar as melhorias propostas
Antes da implementação das melhorias propostas, foi realizado um comparativo de tempos da
troca de ferramentas com a situação do setup antes de efetivá-las e foi projetado quanto tempo
seria reduzido da troca de ferramentas após a implementação delas. Pôde-se observar que o
tempo total gasto na troca de ferramentas tenderia a ser reduzido significativamente, de uma
hora e trinta e sete minutos para vinte e sete minutos aproximadamente.
A primeira melhoria implementada foi à separação e identificação das matrizes utilizadas na
célula de forjamento. Com o objetivo de proteger a folha de identificação, elas foram
9
inseridas dentro de protetores plásticos que a empresa já possuía para outros fins. A
identificação dos alojamentos das matrizes torna-se necessário para eliminar o tempo gasto
com a procura das mesmas. Antes da identificação, os operadores precisavam abrir quantos
alojamentos fossem necessários para encontrar a ferramenta de que necessitavam para o setup.
A segunda melhoria implementada na célula foi a definição de uma área para colocar e revisar
as ferramentas após o setup. Nessa área, foi contemplada uma talha com capacidade de 1
tonelada, uma bancada contendo gavetas que serão utilizadas para armazenar chaves e uma
morça para uma eventual necessidade de soltar algum parafuso do aço móvel, por exemplo.
Percebeu-se que, após a implementação dessa melhoria, houve uma evolução nas condições
de armazenamento das ferramentas, além dos operadores passarem a trabalhar em uma
posição ergonomicamente correta. A estrutura montada proporcionou aos operadores fazerem
uma revisão mais detalhada nas matrizes e, às vezes, pequenos ajustes. Contudo, quando os
operadores não conseguem realizar determinada manutenção, o Preset é então acionado para
dar apoio técnico. Antes dessa melhoria, os operadores faziam uma limpeza superficial nas
ferramentas e, na maioria das vezes, nem as revisavam, apenas alocavam-nas em seus
alojamentos. Devido a esse comportamento, seguidamente aconteciam anomalias no setup: as
ferramentas eram colocadas na máquina e apresentavam problemas como, por exemplo,
parafusos quebrados, os estágios soltos, entre outros, prejudicando o tempo da troca de
ferramenta.
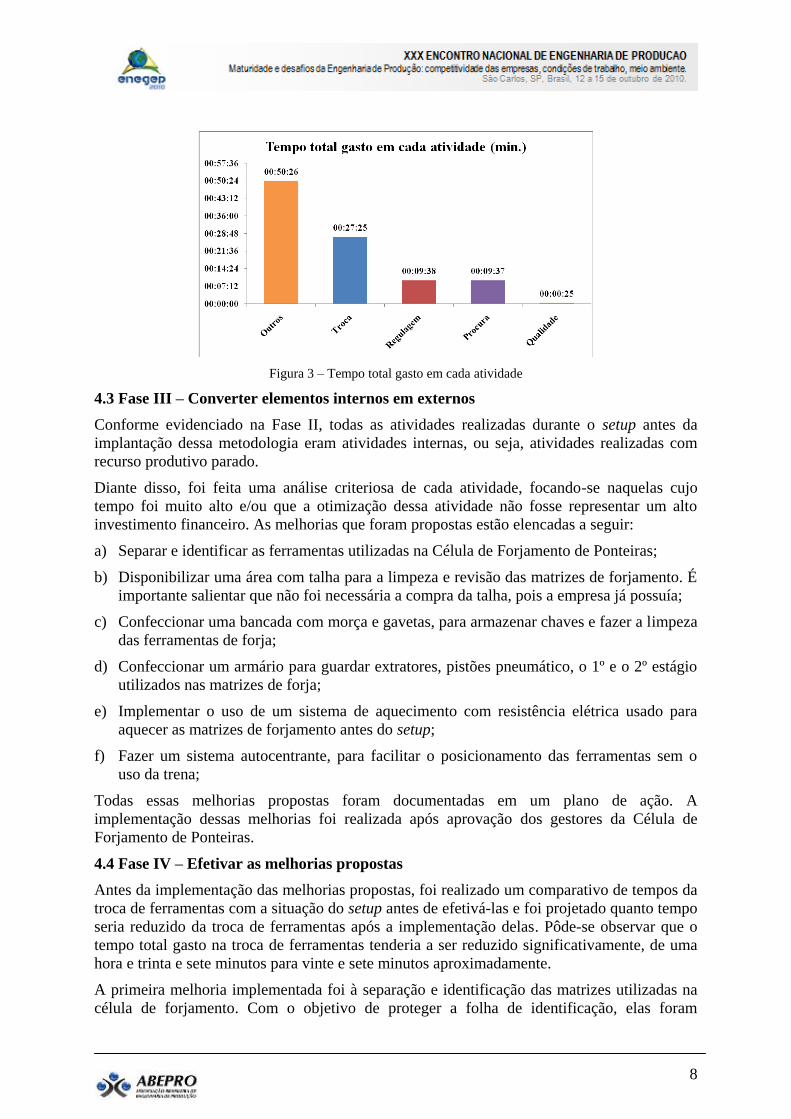
Pode-se observar, na Figura 4, o operador abrindo a matriz com a talha que foi instalada. A
bancada foi desenvolvida e dimensionada na altura que o operador ficasse em uma posição
confortável para fazer a limpeza e revisão das matrizes. A escolha da área foi estratégica, pois
está localizada entre as duas prensas utilizadas para forjar ponteiras, facilitando o fluxo e
reduzindo o deslocamento das matrizes de forjamento depois de realizado o setup em ambas
as prensas.
Figura 4 – Área utilizada para verificação de ferramentas
A terceira melhoria implementada foi à retirada da barra de aço localizada no chão do
alojamento das matrizes. O corte da barra de aço na base das colunas foi feito com uma
esmerilhadeira elétrica. Posteriormente, em cada uma das colunas, foram soldadas uma chapa
com espessura de meia polegada, contendo um furo central de três oitavos.
Os ganhos proporcionados com essa melhoria foram imediatos: o primeiro é eliminar perdas
de tempo na movimentação de ferramentas; o segundo é evitar o risco de acidente de trabalho
e, por fim, evitar que sejam danificadas as matrizes caso venha a cair alguma ferramenta no
chão.
10
A quarta melhoria efetivada foi à confecção de um armário para armazenar extratores, os
primeiros e segundos estágios, pistões pneumáticos e chaves utilizadas no setup. O
investimento gasto com essa melhoria foi próximo a R$ 300,00.
O armário irá facilitar a localização dos componentes que são usados no setup, por exemplo,
os extratores, estágios e chaves. O objetivo dessa melhoria é eliminar o tempo gasto com a
procura desses componentes usados na troca de ferramentas.
Outro fator importante que essa melhoria ajuda evitar é a troca de estágios e extratores. Já
ocorreram problemas de qualidade no processo de forjamento de ponteiras, simplesmente
porque o operador utilizou um estágio errado, ou seja, o estágio de uma matriz foi confundido
com o estágio de uma outra matriz.
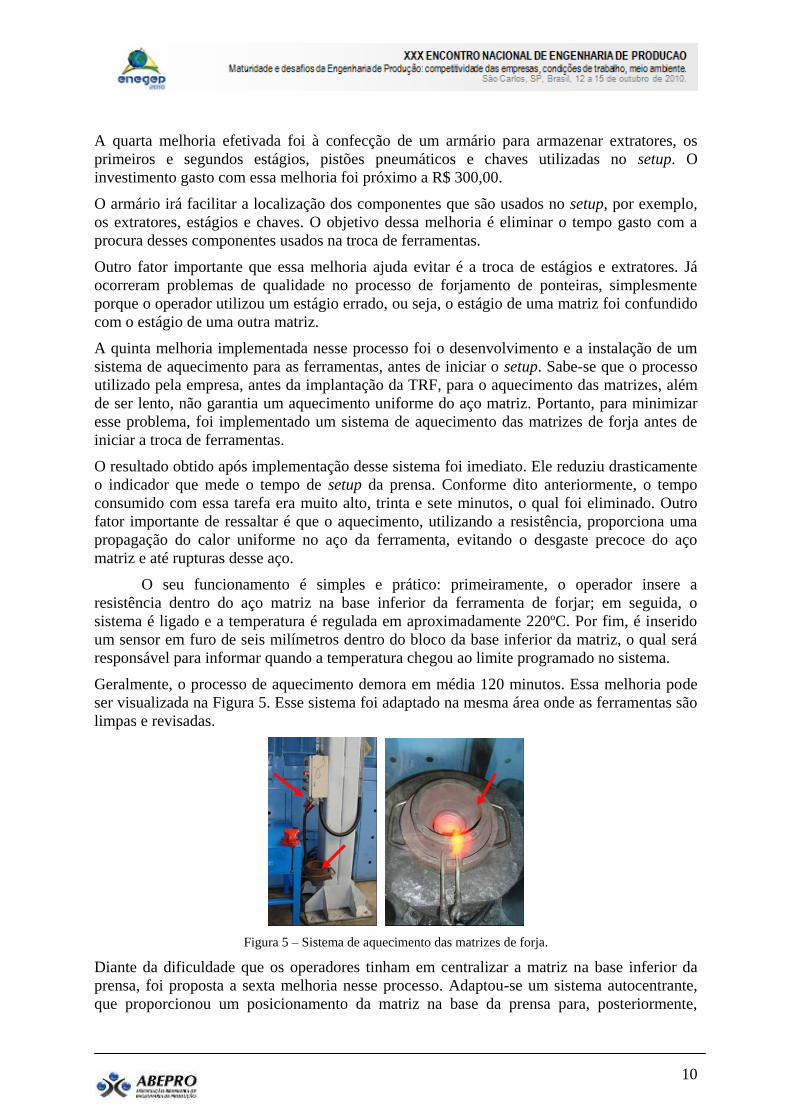
A quinta melhoria implementada nesse processo foi o desenvolvimento e a instalação de um
sistema de aquecimento para as ferramentas, antes de iniciar o setup. Sabe-se que o processo
utilizado pela empresa, antes da implantação da TRF, para o aquecimento das matrizes, além
de ser lento, não garantia um aquecimento uniforme do aço matriz. Portanto, para minimizar
esse problema, foi implementado um sistema de aquecimento das matrizes de forja antes de
iniciar a troca de ferramentas.
O resultado obtido após implementação desse sistema foi imediato. Ele reduziu drasticamente
o indicador que mede o tempo de setup da prensa. Conforme dito anteriormente, o tempo
consumido com essa tarefa era muito alto, trinta e sete minutos, o qual foi eliminado. Outro
fator importante de ressaltar é que o aquecimento, utilizando a resistência, proporciona uma
propagação do calor uniforme no aço da ferramenta, evitando o desgaste precoce do aço
matriz e até rupturas desse aço.
O seu funcionamento é simples e prático: primeiramente, o operador insere a
resistência dentro do aço matriz na base inferior da ferramenta de forjar; em seguida, o
sistema é ligado e a temperatura é regulada em aproximadamente 220ºC. Por fim, é inserido
um sensor em furo de seis milímetros dentro do bloco da base inferior da matriz, o qual será
responsável para informar quando a temperatura chegou ao limite programado no sistema.
Geralmente, o processo de aquecimento demora em média 120 minutos. Essa melhoria pode
ser visualizada na Figura 5. Esse sistema foi adaptado na mesma área onde as ferramentas são
limpas e revisadas.
Figura 5 – Sistema de aquecimento das matrizes de forja.
Diante da dificuldade que os operadores tinham em centralizar a matriz na base inferior da
prensa, foi proposta a sexta melhoria nesse processo. Adaptou-se um sistema autocentrante,
que proporcionou um posicionamento da matriz na base da prensa para, posteriormente,
11
inserir os parafusos de fixação nas ranhuras da matriz de forjamento e base da máquina,
facilitando a inserção do extrator na base inferior da ferramenta.
Primeiramente, foi medida a base de todas as ferramentas utilizadas na prensa, onde se
concluiu que não havia padronização de comprimento e largura. O segundo passo foi
selecionar a maior matriz utilizada nessa máquina, para, então, desenvolver algo que
atendesse à sua geometria de largura e comprimento. Em seguida, todas as ferramentas foram
padronizadas pelas dimensões de largura e comprimento da maior matriz de forjamento. Para
padronização do restante das matrizes, foram utilizados calços, que, posteriormente, foram
soldados nas laterais das matrizes.
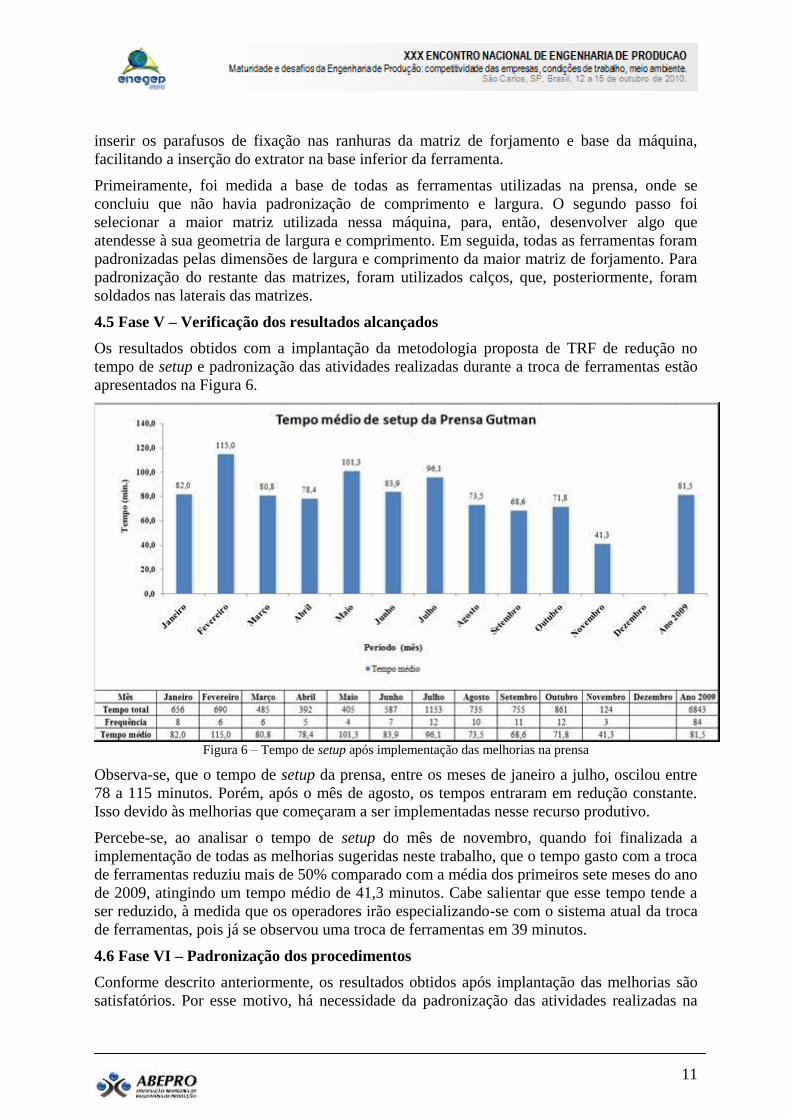
4.5 Fase V – Verificação dos resultados alcançados
Os resultados obtidos com a implantação da metodologia proposta de TRF de redução no
tempo de setup e padronização das atividades realizadas durante a troca de ferramentas estão
apresentados na Figura 6.
Figura 6 – Tempo de setup após implementação das melhorias na prensa
Observa-se, que o tempo de setup da prensa, entre os meses de janeiro a julho, oscilou entre
78 a 115 minutos. Porém, após o mês de agosto, os tempos entraram em redução constante.
Isso devido às melhorias que começaram a ser implementadas nesse recurso produtivo.
Percebe-se, ao analisar o tempo de setup do mês de novembro, quando foi finalizada a
implementação de todas as melhorias sugeridas neste trabalho, que o tempo gasto com a troca
de ferramentas reduziu mais de 50% comparado com a média dos primeiros sete meses do ano
de 2009, atingindo um tempo médio de 41,3 minutos. Cabe salientar que esse tempo tende a
ser reduzido, à medida que os operadores irão especializando-se com o sistema atual da troca
de ferramentas, pois já se observou uma troca de ferramentas em 39 minutos.
4.6 Fase VI – Padronização dos procedimentos
Conforme descrito anteriormente, os resultados obtidos após implantação das melhorias são
satisfatórios. Por esse motivo, há necessidade da padronização das atividades realizadas na
12
troca de ferramentas da prensa onde o trabalho foi realizado. Isso se torna necessário para que
todos os turnos de trabalho ou outros funcionários da empresa que possam futuramente vir a
trabalhar nessa célula de trabalho, executem o setup da mesma forma, ou seja, as atividades
serão realizadas de acordo com a instrução de setup e com o roteiro simplificado que foram
desenvolvidos com o objetivo de formalizar e padronizar todas as atividades necessárias ao
setup desse recurso produtivo.
A instrução de setup e o roteiro simplificado foram apresentados em forma de documentos.
Nesses, estão descritos, passo a passo, todas as operações que devem ser executadas antes,
durante e após a troca de ferramentas. Além disso, as atividades realizadas no setup estão
separadas em atividades internas, atividades externas e há, também, uma definição de
atividade para cada operador, ou melhor, as atividades foram separadas para serem realizadas
por três operadores diferentes, o que facilitará e direcionará a execução das operações com
mais agilidade e rapidez.
Cabe salientar que a instrução de setup da prensa ficará disponível para consulta na bancada
de trabalho localizada ao lado desse recurso produtivo, e o roteiro simplificado será fixado na
máquina. Esse material auxiliará os operadores na realização da troca de ferramentas.
4.7 Fase VII – Sistematização dos procedimentos propostos
Sistematizar os padrões de realização do setup conforme o Sistema de Gestão da Qualidade
torna-se necessário para cumprir a norma ISO TS 16949, a qual a empresa possui a
certificação. Essa norma é um pré-requisito para fornecer peças e componentes para as
montadoras de caminhões, que são, atualmente, os principais clientes da organização em
questão.
Nesse momento, foi realizado um treinamento com todos os operadores no novo método de
setup. Esse treinamento foi registrado e disponibilizado ao setor de recursos humanos da
empresa para ser arquivado junto ao banco de dados de cada funcionário que recebeu o
treinamento.
A instrução de setup e o roteiro simplificado foram validados e sistematizados no Sistema
Integrado de Gestão da empresa participante desse trabalho. Essas documentações foram
validadas pelos operadores, técnicos de manufatura, coordenador de produção e pela
engenharia de processos, que, após aprovação, foram sistematizadas.
5. Considerações Finais
Percebe-se a importância que as melhorias representam dentro do contexto produtivo das
organizações, principalmente quando essas melhorias ajudam na flexibilização e no aumento
da capacidade produtiva dos equipamentos essenciais das empresas. Essa visão serviu de
alicerce para realização desse trabalho, em uma prensa vertical utilizada na célula de
forjamento de ponteiras de eixo da empresa estudada. Nesse processo, foram avaliadas as
perdas inerentes à troca de ferramentas, propostas as melhorias necessárias através da
aplicação dos conceitos de Troca Rápida de Ferramentas com base na literatura especializada.
Sabendo que o objetivo desse trabalho foi aplicar as técnicas de Troca Rápida de Ferramentas
em uma célula de forjamento de ponteiras de eixo, pode-se dizer que o objetivo foi atingido
com êxito. Antes da aplicação das melhorias propostas, todas as operações realizadas durante
a troca de ferramentas eram atividades internas, ou seja, não era realizada nenhuma atividade
antes da máquina parar de trabalhar. Após a aplicação das melhorias, conseguiu-se transferir
algumas atividades para serem executadas externamente e algumas foram até eliminadas.
13
A aplicação das técnicas de TRF gerou melhorias quantitativas e qualitativas. Reduziu-se o
tempo destinado a trocar as ferramentas drasticamente, pois o tempo antes das melhorias era
de noventa minutos aproximadamente. Depois de implementadas as melhorias, esse tempo foi
reduzido em 54,4%, atingindo quarenta e um minutos. Outro elemento interessante do
trabalho foi a padronização e a separação das atividades a serem realizadas antes, durante e
após o setup. Isso é importante porque modela a um procedimento padrão a ser seguido pelos
operadores durante a realização das operações da troca de ferramentas, anteriormente
realizada sem nenhum controle e o mínimo de organização.
Analisando os resultados obtidos após implantação da metodologia proposta, percebe-se que o
trabalho permitiu uma redução mensal no custo da operação de troca de ferramentas na prensa
na ordem de R$1.376,80, que, após três meses, paga-se os investimentos realizados nas
melhorias implementadas de R$ 3.475,14.
Sabe-se que a melhoria contínua é um processo infinito, e que o objetivo da TRF é chegar a
um tempo SMED inferior a dez minutos, tempo menor que dois dígitos. Por isso, esse trabalho
ajudou a minimizar as perdas na troca de ferramentas do recurso produtivo em estudo. Isso
não significa que o tempo não possa ser reduzido ainda mais ou que não há melhorias a serem
realizadas.
Finalmente, ressalta-se que o trabalho atingiu os objetivos propostos inicialmente. A prova do
êxito desse trabalho é que a metodologia proposta no recurso produtivo em estudo também
poderá ser estendida para mais equipamentos similares utilizados na empresa.
Referências
ANTUNES JR., J. A. V.; KLIPPEL, M.; LEIS, R. P. Princípios Básicos da construção de Sistemas de
Produção com Estoque Zero / Sistema Toyota de Produção – Uma Abordagem Analítica. In: XXIII Encontro
Nacional de Engenharia de Produção, out. 2003. Ouro Preto, MG.
BLACK, J. T. O Projeto da Fábrica com Futuro. Porto Alegre: Artes Médicas, 1998. 288p.
CRESWELL, J. W. Projeto de pesquisa: métodos qualitativo, quantitativo e misto. 2ª ed. Porto Alegre: Artmed,
2007.
DAVIS, M. M.; AQUILANO, N. J.; CHASE, R. B. Fundamentos da Administração da Produção. 3ª Ed. Porto
Alegre: Bookman, 2001.
GOLDRATT, Eliyahu M. A Meta – Um processo de Aprimoramento Contínuo. São Paulo: Educator, 1993.
HARMON, Roy L.; PETERSON, Leroy D. Reinventando a Fábrica: conceitos modernos de produtividade
aplicados na prática. Rio de Janeiro: Campus,1991.
LIMA, Diego R. S. Desenvolvimento de Tecnologia de Forjamento de Aço AISI 8640 Destinado a Produção de
Brocas de Perfuração, Porto Alegre-RS, UFRGS, 2007
McINTOSH, R. The Impact of Innovative Design on Fast Tool Change Methodologies. Bath, 1998 (Tese de
Doutorado, Universidade de Bath, Inglaterra, 1998).
MOURA, Reinaldo A.; BANZATO, Eduardo. Redução do Tempo de Setup: Troca Rápida de Ferramentas e
Ajustes de Máquinas. São Paulo: IMAM, 1996. 110p.
OHNO, Taiichi. Sistema Toyota de Produção: Além da Produção em Larga Escala. Porto Alegre-RS,
Bookman, 1997. 149p.
SEIDEL, André. No sentido da implementação de um programa de Troca Rápida de Ferramentas (TRF): um
estudo de caso de uma empresa fornecedora de componentes para montadoras da indústria automobilística
nacional. São Leopoldo-RS: Departamento de Ciências Econômicas, UNISINOS, 2003, 203p. Dissertação
(Mestrado).

14
SHINGO, Shigeo. O Sistema Toyota de Produção do Ponto de Vista da Engenharia de Produção. 2ª edição.
Porto Alegre: Artes Médicas, 1996. 291p.
SHINGO, Shigeo. Sistemas de Troca Rápida de Ferramenta: Uma Revolução nos Sistemas Produtivos. Porto
Alegre: Bookman, 2000. 327p.
SLACK, Nigel. Administração da Produção. 2ª edição. São Paulo: Atlas, 2002. 747p.
YIN, R. Case Study Research – Desing and Methods. Second Edition. Sage Publications: Califórnia, 1994.