aplicaÇÃo do modelo de lote econÔmico de …abepro.org.br/biblioteca/tn_sto_226_318_29503.pdf ·...
TRANSCRIPT

APLICAÇÃO DO MODELO DE LOTE
ECONÔMICO DE COMPRA EM UMA
EMPRESA DE MÁQUINAS PARA
CASSINOS DE GUADALAJARA
MÉXICO
Guilherme Arreal (UFSM )
Denis Rasquin Rabenschlag (UFSM )
A fim de encontrar a quantidade de compra ideal para uma empresa
localizada em Guadalajara, no México, que produz máquinas de jogos
para cassinos, o estudo aplicou o modelo de lote econômico de compra
nos insumos importados pela organizaçãoo, com o objetivo de
encontrar o lote que minimiza os custos totais que envolvem o sistema
de reabastecimento de estoque. Na análise dos custos envolvidos,
dividiu-se o estudo em dois, visto que há dois caminhos para o
transporte dos materiais, via aérea ou via marítima. Dessa forma, foi
possível realizar uma comparação entre os custos totais em cada uma
das opções e identificar oportunidades de melhoria quanto a redução
dos custos totais, oferecendo à empresa algo concreto que pode ser
utilizado na tomada de decisões.
Palavras-chave: Administração da Produção; Administração de
Estoques; Lote Econômico de Compra; Ponto de Reposição
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
1. Introdução
Em tempos que o ambiente organizacional se apresenta extremamente competitivo e
dinâmico, as organizações que almejam a se manter no mercado precisam estar atentas a todas
as situações que as rodeiam. A partir disso, as atividades e estratégias que a empresa adotará
serão estabelecidas. Para isso, um sistema de administração da produção que contemple todos
os objetivos se faz necessário. Segundo Corrêa et al. (2010), independentemente da lógica do
sistema de produção utilizado, o mesmo deve dar suporte ao atendimento dos objetivos
estratégicos da empresa, através, dentre outros suportes, do planejamento dos materiais
comprados e dos níveis adequados de estoques nos pontos certos.
Nesse sentido, um eficiente controle de estoque é indispensável para atender as necessidades
de produção e combater custos desnecessários, pois como afirmam Gaither e Frazier (2002),
os estoques têm pontos de vistas opostos, de bom e mau menino ao mesmo tempo, pois há
muitas razões para mantê-los, assim como há outras muitas para eliminá-los; os gerentes de
produção tem a missão de encontrar o balanço ideal.
Para atingir tal fim, o lote econômico se apresenta como o principal e mais usual modelo, pois
determina o tamanho ideal dos lotes de ressuprimentos, sendo eles de produção ou insumos,
com o objetivo de reduzir o máximo possível os estoques sem oferecer riscos à produção.
Desse modo, o objetivo do trabalho é desenvolver um modelo de lote econômico de compra
de insumos para uma empresa que desenvolve e produz máquinas de jogos para cassinos,
além do modelo de lote econômico, será estabelecido o ponto de reposição dos estoques
analisados e calculados e comparados os custos totais anuais dos mesmos. Sob uma
perspectiva prática, o estudo se justifica com a apresentação de um modelo de lote econômico
de compra, no qual auxiliará e será útil para a empresa nas tomadas de decisões.
2. Referencial teórico
2.1. Administração da produção
A administração da produção trata do caminho que uma empresa adota para produzir bens ou
serviços, referindo-se ao projeto, direção e controle dos processos que a envolvem (SLACK,
CHAMBERS E JOHNSTON, 2009; KRAJEWSKI, RITZMAN e MALHOTRA, 2009). É
definida como a atividade que tem como objetivo administrar o sistema de produção de uma
empresa, ou seja, os recursos e processos disponíveis para a transformação de insumos em
produtos e serviços finais (SLACK ET AL, 2008; GAITHER E FRAZIER, 2002).

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
Corrêa et al (2010) apresenta quatro questões básicas para que a mesma tem que dar apoio:
a) O que produzir e onde comprar;
b) Quanto produzir e comprar;
c) Quando produzir e comprar;
d) Com que recursos produzir.
Além delas, o mesmo autor destaca que a administração da produção tem uma importância
estratégica dentro da organização, pois oferece suporte a decisões logísticas. Entre uma série
de decisões, duas delas ganharão destaque no desenvolvimento do trabalho:
a) Planejar os materiais comprados;
b) Planejar os níveis adequados de estoque.
2.2. Admnistração de estoques
Para qualquer tipo de negócio, a administração do estoque é fundamental, seu planejamento e
controle devem satisfazer os objetivos da organização e sua gestão eficaz potencializa a
cadeia de valor. (KRAJEWSKI, RITZMAN e MALHOTRA, 2009). O estoque é definido
como o acúmulo de recursos materiais entre processos de transformações; por outro lado,
gerenciamento é a atividade que planeja e controla o acúmulo desses recursos (SLACK ET
AL, 2008; CORRÊA ET AL, 2010).
Slack, Chambers e Johnston (2009), justificam a existência de estoques pela falta de
coordenação entre o suprimento e a demanda, pois se o fornecimento de qualquer entrada
pudesse ocorrer de forma instantânea, não haveria necessidade do mesmo ser acumulado.
Além desta falta de coordenação, Corrêa et al. (2010) apresenta outros motivos para o
acúmulo de estoque, entre eles a incerteza da previsão, a intenção de criação de valor
(especulação) e a disponibilidade do canal de distribuição.
O estoque é um grande problema para muitas empresas, como destaca Slack et al. (2008). Ele
é visto sob duas faces diferentes: ao mesmo tempo em que sua manutenção apresenta certo
risco, também oferece alguma segurança, ou seja, facilita a harmonização entre o suprimento
e a demanda. Essa facilitação ocorre principalmente pelo fato dos estoques proporcionarem
independência entre os processos de transformações, assim, a interrupção de um processo não
irá afetar o processo seguinte (CORRÊA e CORRÊA, 2010).

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
Entretanto, ao mesmo tempo em que a situação descrevida no parágrafo acima é vista com
bons olhos, pois a produção não para mesmo com a parada de algum processo, Dennis (2007)
ressalta que o sistema de produção enxuta o vê como um problema, pois a independência
entre os processos acaba camuflando uma série de fatores que devem ser eliminados, e não
contornados. Ou seja, os estoques se não bem administrados podem ser um desperdício no
qual o cliente não esta disposto a pagar. Takeda (2006), afirma que muitos desperdícios não
são expostos e passam despecebidos com o uso de práticas convencionais - utilização de
estoques – por isso, esses desperdicios acabam aumentando os custos da manufatura. Porém, a
interpretação do sistema japonês deve ser feita de maneira correta. O objetivo não é alcançar
estoques zero a qualquer custo, e sim encontrar o volume mínimo de estoque necessário.
(CORRÊA e CORRÊA, 2010).
2.3. Lote Econômico de Compra
Em se tratando de estoques, os gerentes de produção convivem diariamente com dilemas, e
algumas decisões devem ser tomadas. Uma das principais é o quanto pedir, ou seja, qual o
volume de ressuprimento, qual o tamanho do lote (SLACK, CHAMBERS E JOHNSTON,
2009; KRAJEWSKI, RITZMAN e MALHOTRA, 2009). Slack, Chambers e Johnston (2009)
creditam essa decisão aos custos que a afetam, e Tubino (2009) cita três custos que definem o
tamanho do lote:
Custo direto (CD): Custo advento da compra ou fabricação de um item, ele é
proporcional à demanda e ao custo unitário do item. Seu cálculo é apresentado na
Equação 1, onde D refere-se a demanda do item no período e C ao custo unitário do
item (TUBINO, 2009):
𝑪𝑫 = 𝑫 × 𝑪 (1)
Custo de preparação (CP): São os custos necessários para a reposição do item. Ele é
proporcional ao custo de uma preparação e ao número de vezes que o pedido foi feito
no período. Sua fórmula esta representada na Equação 2, onde N é o número de vezes
que o pedido foi feito no período e A o custo de uma preparação (TUBINO, 2009):
𝑪𝑷 = 𝑵 × 𝑨 (2)
Como N é a razão entre a demanda (D) e o tamanho do lote (Q), obtém-se como custo
de preparação a Equação 3:

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
𝑪𝑷 =𝑫
𝑸∙ 𝑨 (3)
Custo de manutenção (CM): É o custo proporcional à quantidade de estoque médio no
período, ao custo unitário do item e à taxa de encargos financeiros que incidem sobre
os estoques. Abaixo se apresenta a Equação 4, representando o CM, onde Qm refere-
se ao estoque médio durante o período e I a taxa de encargos financeiros sobre os
estoques (TUBINO, 2009):
𝑪𝑴 = 𝑸𝒎 × 𝑪 × 𝑰 (4)
Dessa forma, levando em consideração um estoque médio (𝑄𝑚) como 𝑄
2, o custo total é
apresentado na Equação 5 (TUBINO, 2009):
𝑪𝑻 = 𝑫 × 𝑪+𝑫
𝑸× 𝑨 +
𝑸
𝟐× 𝑪 × 𝑰 (5)
De acordo com Chase, Aquilano e Jacobs (2000), o segundo passo para o desenvolvimento do
modelo do lote econômico é encontrar a quantidade de pedido Qopt, no qual o custo total é um
ponto mínimo. Para encontrá-la, Tubino (2009) afirma que deve-se derivar a Equação 5 em
relação ao tamanho do lote (Q), igualar a zero e isolar a variável desejada. Desse modo temos
a Equação 6, que representa a quantidade do lote econômico de compra (LEC):
𝝏𝑪𝑻
𝝏𝑸= 𝟎 −
𝑫 × 𝑨
𝑸²+𝑪 × 𝑰
𝟐= 𝟎
𝐐𝐨𝐩𝐭 = 𝟐×𝐃×𝐀
𝐂×𝐈 (6)
2.4. Ponto de reposição
O ponto de reposição (PR) indica o momento em que deve ser feito um novo pedido de
compra, normalmente o pedido precisa ser realizado com certa folga antes do estoque se
esgotar. O seu cálculo leva em consideração a taxa de demanda (d) em unidades por dia
durante o lead time (L) ou tempo de ressuprimento (TR) em dias, como apresenta a Figura 1,
onde a taxa de demanda e o lead time são constantes, de maneira a chegar um novo lote Q no
momento exato em que o estoque atinge o nível zero (VONDEREMBSE e WHITE, 2004).
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
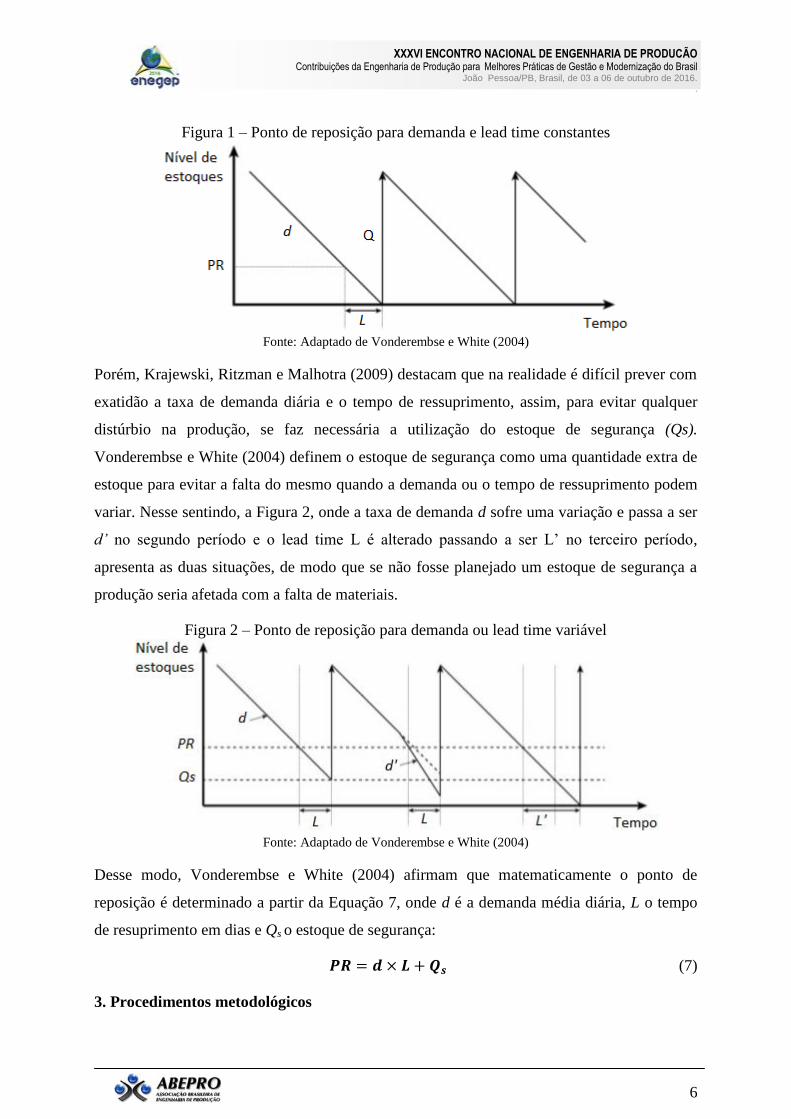
Figura 1 – Ponto de reposição para demanda e lead time constantes
Fonte: Adaptado de Vonderembse e White (2004)
Porém, Krajewski, Ritzman e Malhotra (2009) destacam que na realidade é difícil prever com
exatidão a taxa de demanda diária e o tempo de ressuprimento, assim, para evitar qualquer
distúrbio na produção, se faz necessária a utilização do estoque de segurança (Qs).
Vonderembse e White (2004) definem o estoque de segurança como uma quantidade extra de
estoque para evitar a falta do mesmo quando a demanda ou o tempo de ressuprimento podem
variar. Nesse sentindo, a Figura 2, onde a taxa de demanda d sofre uma variação e passa a ser
d’ no segundo período e o lead time L é alterado passando a ser L’ no terceiro período,
apresenta as duas situações, de modo que se não fosse planejado um estoque de segurança a
produção seria afetada com a falta de materiais.
Figura 2 – Ponto de reposição para demanda ou lead time variável
Fonte: Adaptado de Vonderembse e White (2004)
Desse modo, Vonderembse e White (2004) afirmam que matematicamente o ponto de
reposição é determinado a partir da Equação 7, onde d é a demanda média diária, L o tempo
de resuprimento em dias e Qs o estoque de segurança:
𝑷𝑹 = 𝒅 × 𝑳+ 𝑸𝒔 (7)
3. Procedimentos metodológicos

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
3.1. Cenário
O presente estudo realizou-se em uma empresa que desenvolve, fabrica e oferece suporte às
máquinas de jogos para cassinos. A sede da empresa está localizada na Eslovênia, e o trabalho
foi aplicado em uma de suas filiais, localizada em Guadalajara no México. A filial mexicana
foi fundada em 2010 e atende todo México, além de outros países do continente americano,
como Panamá, Belize, Nicarágua e Estados Unidos.
Atualmente a empresa trabalha com dois diferentes modelos de máquinas, denominadas S2 e
ST2. Alguns materiais são comprados de fornecedores mexicanos, porém, como a tecnologia
utilizada é importada da Eslovênia, uma quantidade considerável de insumos é importada do
país onde está localizada sua sede. Esses materiais são pedidos em kits, tanto para a máquina
S2 como para o modelo ST2. Esses kits podem ser transportados até o México através de
navio ou por transporte aéreo. Visto as dificuldades encontradas pela empresa para encontrar
a melhor solução na quantidade dos pedidos dos kits citados, devido ao seu alto custo e
transporte complexo, o trabalho teve sua aplicação mais especificamente nas matérias primas
importadas pela empresa.
3.2. Método de pesquisa
Quanto à natureza da pesquisa, ela é classificada como aplicada, pois tem como objetivo gerar
conhecimento para aplicações práticas e é dirigida à solução de problemas específicos no
ambiente em que o pesquisador está inserido (GIL, 2010). Em relação à abordagem,
classifica-se como quantitativa, pois serão analisados dados ao longo do estudo para o
desenvolvimento de um modelo de quantidade econômica de pedidos.
Quanto aos objetivos da pesquisa, classifica-se como exploratória, pois irá assumir a forma de
estudo de caso, objetivando proporcionar uma maior familiaridade com o problema, a fim de
torná-lo explícito. Envolve levantamento bibliográfico, entrevistas com pessoas que tiveram
experiências práticas com o problema pesquisado e análise de exemplos (TURRIONI e
MELLO, 2012).
O procedimento da pesquisa é classificado como um estudo de caso, visto que envolve o
estudo profundo e exaustivo dos temas em questão, de maneira que se permita o amplo e
detalhado conhecimento (TURRIONI e MELLO, 2012).
3.3. Etapas da pesquisa
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
O estudo de caso foi realizado na empresa durante o segundo semestre de 2015. A primeira
atividade foi coletar a lista, com seus respectivos custos, dos materiais que fazem parte dos
kits dos dois produtos, a máquina S2 e a máquina ST2. A coleta desses dados foi feita por
meio de planilha eletrônica no setor de compras da empresa.
Após, a segunda atividade foi a coleta dos dados referentes à demanda e o tempo de
ressuprimento dos kits. Para o tempo de resuprimento foram consideradas duas situações, a
primera quando a importação é aérea e a segunda quando ela é realizada via marítima. Para
isso, uma planilha de dados eletrônica foi utilizada para realizar a análise desses dados, bem
como os cálculos requeridos.
Em seguida da coleta e análise dos dados citados, a próxima etapa foi o rastreamento de todo
e qualquer custo referente à compra, ao transporte e ao armazenamento dos kits. Essa análise
foi realizada juntamente com o administrativo da empresa, com informações provenientes do
setor de compras e a partir de cotizações, também foi utilizada planilha eletrônica para análise
e cálculos necessários.
Enfim, os dados coletados e analisados foram aplicados a fim de buscar um modelo de lote
econômico de compra dos materiais importados, de modo a aproximar o máximo possível da
realidade encontrada na empresa. Também foram realizados cálculos para estabelecer o ponto
de reposição dos estoques, além de uma comparação de custos dos dois possíveis caminhos de
importação, podendo assim o estudo agregar valor e ser útil na tomada de decisões da
corporação na compra de matérias primas importadas.
4. Resultados e discussão
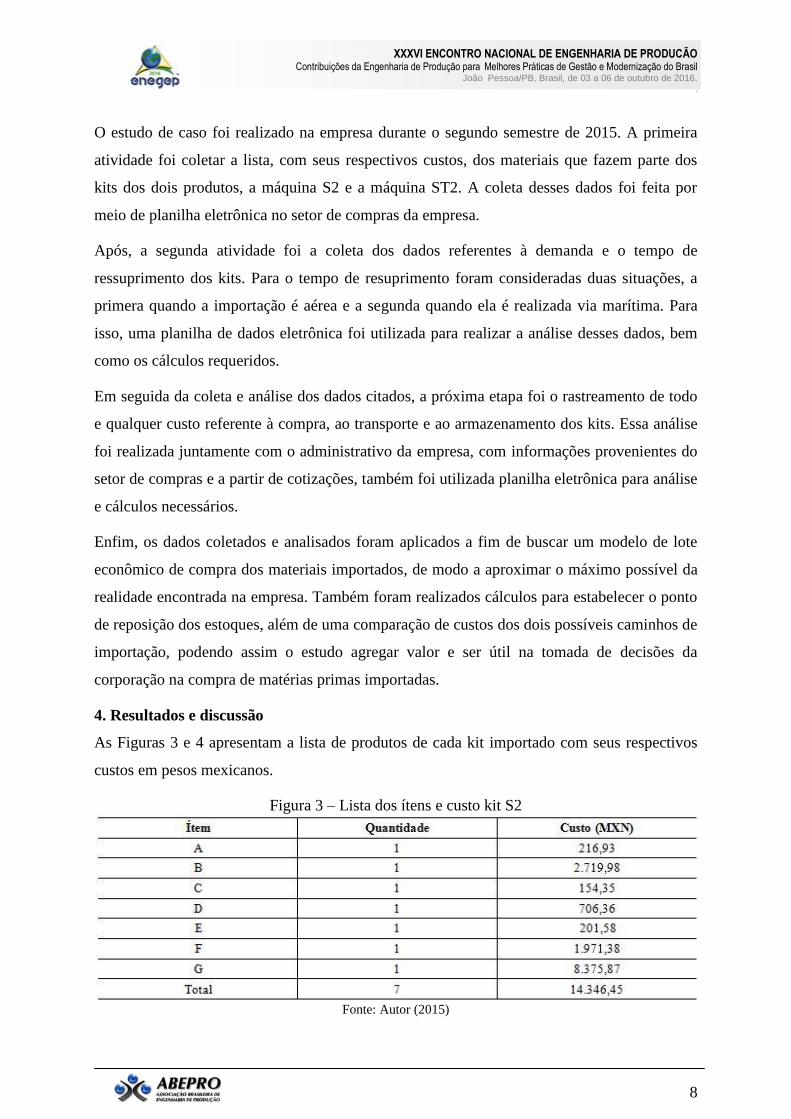
As Figuras 3 e 4 apresentam a lista de produtos de cada kit importado com seus respectivos
custos em pesos mexicanos.
Figura 3 – Lista dos ítens e custo kit S2
Fonte: Autor (2015)

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
Figura 4 – Lista dos ítens e custo kit ST2
Fonte: Autor (2015)
Os custos dos kits não variam conforme o tamanho do lote. Ressalta-se também que não há
restrição quanto ao número de pedidos.
4.1. Definição do lote econômico dos kits
Os cálculos foram realizados a partir da demanda prevista para o ano de 2016, onde a empresa
trabalha com a previsão anual de 240 máquinas do modelo S2 e 240 máquinas do modelo
ST2. Analogamente, como cada kit é para a produção de uma máquina, chega-se a
necessidade anual de 240 kits do modelo S2 e 240 kits do modelo ST2.
Em relação à taxa de encargos financeiros (I), foi estabelecido junto à empresa um valor de
15% como adequado para fins de estudo. De acordo com a Equação 6, ainda se faz necessário
definir o custo de preparação para o pedido. Nesse ponto do trabalho, tomaram-se dois
caminhos diferentes para fins de comparação, pois há duas opções diferentes para o transporte
do material, e cada um deles apresenta seu próprio custo de preparação.
4.1.1. Lote econômico transporte aéreo
Para seu custo de preparação foram levados em consideração os custos administrativos e dos
funcionários para a ordem de compra, o frete aéreo aproximado e outros gastos aproximados
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
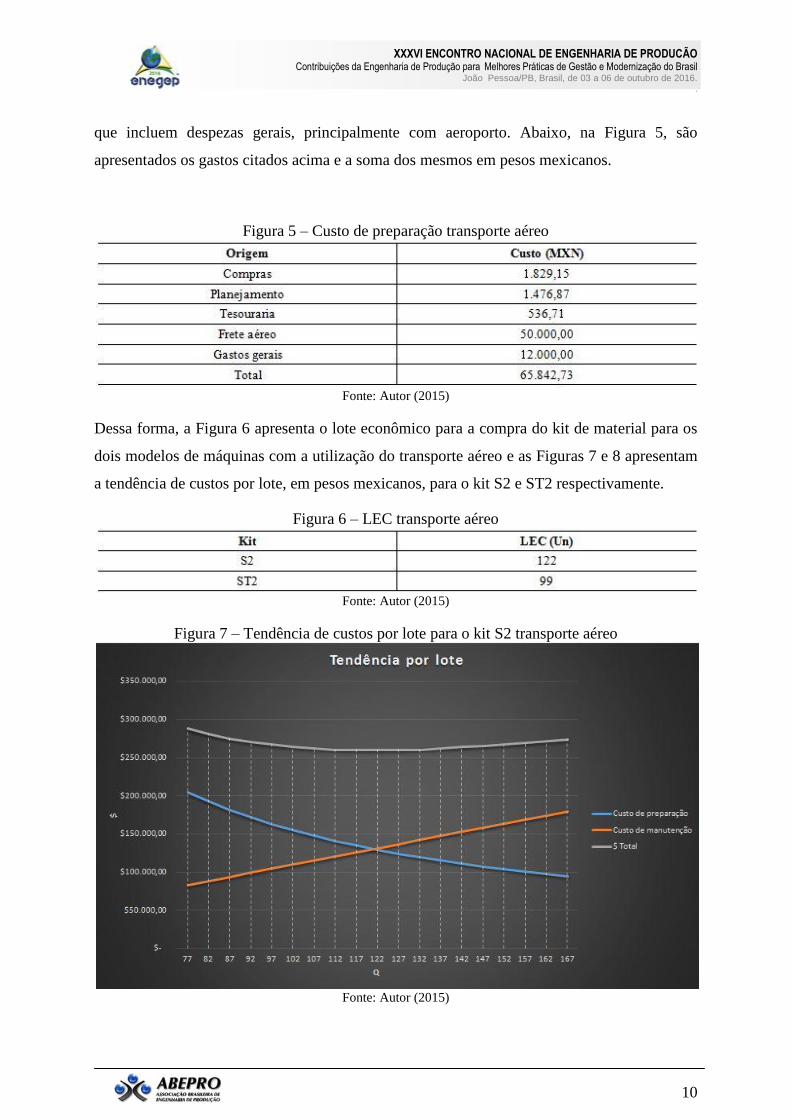
que incluem despezas gerais, principalmente com aeroporto. Abaixo, na Figura 5, são
apresentados os gastos citados acima e a soma dos mesmos em pesos mexicanos.
Figura 5 – Custo de preparação transporte aéreo
Fonte: Autor (2015)
Dessa forma, a Figura 6 apresenta o lote econômico para a compra do kit de material para os
dois modelos de máquinas com a utilização do transporte aéreo e as Figuras 7 e 8 apresentam
a tendência de custos por lote, em pesos mexicanos, para o kit S2 e ST2 respectivamente.
Figura 6 – LEC transporte aéreo
Fonte: Autor (2015)
Figura 7 – Tendência de custos por lote para o kit S2 transporte aéreo
Fonte: Autor (2015)

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
Figura 8 – Tendência de custos por lote para o kit ST2 transporte aéreo
Fonte: Autor (2015)
Analisando as Figuras 6, 7 e 8, constata-se primeiramente que a quantidade econômica do kit
ST2 é mais baixa, isso se deve pelo fato de o kit ser consideravelmente mais caro, gerando um
custo de manutenção maior. A segunda observação diz respeito às tendências de custos por
lote, nos dois modelos de máquinas, apesar de haver um ponto mínimo, percebe-se que há
uma faixa considerada de tamanho de lote em que o custo total sofre muito pouca variação,
corrobando que não há apenas um ponto mínimo, mas sim uma faixa econômica onde os
custos totais são mais baixos. No kit S2 a faixa econômica esta entre a quantidade de 107 e
132 kits, enquanto que para o modelo ST2 a faixa econômica está entre 89 e 109 kits.
4.1.2. Lote econômico transporte marítimo
Para estabelecer seu custo de preparação foram considerados os custos administrativos e dos
funcionários para a ordem de compra, o frete marítimo aproximado e o transporte rodoviário
do porto de Altamira até Guadalajara. A Figura 9 representa esses valores e sua soma.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
Figura 9 – Custo de preparação transporte marítimo
Fonte: Autor (2015)
Assim, os lotes econômicos de compra para os kits importados via transporte marítimo são
apresentados na Figura 10 e as Figuras 11 e 12 apresentam a tendência de custos por lote, em
pesos mexicanos, para o kit S2 e ST2 reespectivamente.
Figura 10 – LEC transporte marítimo
Fonte: Autor (2015)
Figura 11 - Tendência de custos por lote para o kit S2 transporte marítimo

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
Fonte: Autor (2015)
Figura 12 - Tendência de custos por lote para o kit ST2 transporte marítimo
Fonte: Autor (2015)
Assim como no transporte aéreo, percebe-se que a quantidade econômica do kit ST2 é mais
baixa no marítimo, isso se deve pelo mesmo motivo citado no Tópico 4.1.1. A faixa
econômica encontradada nas Figuras 7 e 8 também são percebidas nas Figuras 11 e 12, de
modo a reafirmar o que já foi exposto no Tópico 4.1.1, sendo a faixa econômica para o kit S2
entre 77 e 97 unidades e entre 66 e 76 unidades para o kit ST2.
Além disso, quando comparados os lotes econômicos dos dois diferentes transportes,
constata-se que o transporte marítimo apresenta quantidades mais baixas, isso se deve pelo
seu custo de preparação ser mais baixo, de modo que seja viável a realização de mais pedidos
durante o período.
4.2. Definição do ponto de reposição

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
Para realizar o cálculo do ponto de reposição, representado matematicamente na Equação 7,
foi preciso definir três variáveis: taxa de demanda diária d, tempo de resuprimento L e estoque
de segurança Qs.
A taxa de demanda diária foi estabelecida a partir da demanda mensal (20 máquinas de cada
modelo), considerando 20 dias de trabalho mensais, a taxa de demanda diária (d) para cada
máquina é igual a 1 unidade. Já o tempo de ressuprimento varia de acordo com o tipo de
transporte escolhido, porém, independente do transporte do fornecodor até a chegada ao
armazém da empresa, há também o tempo que a empresa fornecedora pede para produzir os
kits. Não importando a quantidade de kits pedidos, o lead time para a produção dos kits é de
90 dias.
Em relação ao estoque de segurança, a empresa, de forma qualitativa, decidiu manter uma
semana, ou seja, 5 kits como estoque de segurança para cada um dos modelos. Assim como
no Tópico 4.1, para o cálculo do ponto de reposição o trabalho irá abordar dois caminhos,
visto que o tempo de resuprimento é diferente conforme o meio de transporte utilizado.
4.2.1. Ponto de repoição via aérea
Seu tempo de ressuprimento médio é de 3 dias. Somando-se esse tempo ao lead time da
empresa na Eslovênia para a produção dos kits, têm-se todos os parâmetros para a utilização
da Equação 7 e consegue-se definir o ponto de reposição quando utilizado o transporte aéreo.
Ele é representado na Figura 13.
Figura 13 – Ponto de reposição via aérea
Fonte: Autor (2015)
4.2.2. Ponto de reposição via marítima
Buscando informações e realizando cotizações definiu-se o lead time do transporte marítimo
em 30 dias. Assim, somados esses dias ao lead time requerido pela empresa eslovena
podemos utilizar a Equação 7 e representar matematicamente o ponto de reposição quando
utilizado o transporte marítimo. A Figura 14 apresenta esse raciocínio.
Figura 14 – Ponto de reposição via aérea

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
Fonte: Autor (2015)
Comparando o ponto de reposição para os diferentes meios de trasnporte, percebe-se que o
transporte aéreo define o PR em um nível mais baixo de estoque, isso é explicado pelo motivo
de seu tempo de ressuprimento ser menor.
4.3. Comparação dos custos totais anuais
A partir da Equação 5, foi calculado todos os componentes de custos para finalmente
estabelecer o custo total anual. As Figuras 15 e 16 apresentam os valores de custos totais
anuais de estoque para cada kit nas duas diferentes situações de importação.
Figura 15 – Custos totais anual transporte aéreo
Fonte: Autor (2015)
Figura 16 – Custos totais anual transporte marítimo
Fonte: Autor (2015)
Para uma melhor análise os custos foram colocados em um gráfico de colunas e podem ser
analisados na Figura 17.
Figura 17 – Comparação custos totais anual

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
16
Fonte: Autor (2015)
Quando comparados o custo total anual dos dois diferentes transportes, conforme a Equação
5, percebe-se que a diferença anual é pequena comparada ao custo total, pois a diferença
163.936,82 MXN representa apenas 1,76% de redução com o transporte marítimo. Essa
pequena diferença, deve-se ao fato de que o custo direto (Equação 1) na compra dos kits é
extremamente alto, representando aproximadamente 95% do total nos dois casos.
Assim, decidiu-se realizar uma análise desconsiderando o custo direto. A Figura 18 mostra
essa comparação, onde a redução é de 26,80% com a utilização do transporte marítimo, sendo
um número considerável.
Figura 18 – Comparação custos totais anual sem custo direto
Fonte: Autor (2015)
MXN 3.714.705,59 MXN 3.641.954,70
MXN 5.593.357,20 MXN 5.502.171,26
MXN 0,00
MXN 1.000.000,00
MXN 2.000.000,00
MXN 3.000.000,00
MXN 4.000.000,00
MXN 5.000.000,00
MXN 6.000.000,00
MXN 7.000.000,00
MXN 8.000.000,00
MXN 9.000.000,00
MXN 10.000.000,00
Importaçao aérea Importação marítima
ST2
S2
MXN 271.556,58MXN 198.805,69
MXN 340.196,15
MXN 249.010,21
MXN 0,00
MXN 100.000,00
MXN 200.000,00
MXN 300.000,00
MXN 400.000,00
MXN 500.000,00
MXN 600.000,00
MXN 700.000,00
Importaçao aérea Importação marítima
ST2
S2

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
17
5. Conclusão
O lote econômico de compra tem potencial para ser uma importante ferramenta na tomada de
decisões, pois sua determinação está baseada na análise dos custos que envolvem o sistema de
reabastecimento de estoque, de modo a encontrar o ponto mínimo, ou seja, onde o custo total
é minimizado.
Nesse sentido, o estudo buscou a aplicação do modelo de forma a contemplar e aproximar o
máximo possível da realidade enfrentada pela empresa. Dessa forma, foram feitas análises e
estimativas de todos os custos inerentes ao processo de pedido de compra, além de projetados
os dois possíveis caminhos para a importação dos insumos analisados, sendo possível uma
comparação entre o transporte aéreo e marítimo.
A partir dessa comparação, encontrou-se uma possibilidade de redução de custos com estoque
através da importação marítima, nunca antes utilizada pela empresa. O LEC é um excelente
ponto de partida para busca da melhor opção na quantidade de compras, porém ele apresenta
algumas debilidades, e elas ficam claras à medida que a busca dos parâmetros para sua
aplicação são confrontadas com o mundo real, onde encontrar medidas e parâmetros
constantes não é tão comum.
Assim, acredita-se que a aplicação do modelo foi uma ótima iniciativa, pois apresentou algo
concreto para a empresa, de forma a auxilia-la nas decisões. Em tempo, uma análise mais
elaborada e complexa com utilização de outras ferramentas pode ser feita, visto que alguns
parâmetros analisados sofrem variações consideráveis conforme as diferentes quantidades de
compra, variações essas que não são sensíveis ao modelo LEC.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
18
REFERÊNCIAS
CORRÊA, Henrique L.; GIANESI, Irineu G. N.; CAON, Mauro. Planejamento, programação e controle da
produção. 5.ed. São Paulo: Atlas, 2010.
CORRÊA, Henrique L.; CORRÊA, Carlos A. Administração de produção e operações. 2. ed. São Paulo:
Atlas, 2010.
CHASE, Richard B.; AQUILANO, Nicholas J.; DAVIS, Mark M. Administración de produción y
operaciones. 8. ed. Bogota: McGRAW-HILL, 2000.
DENNIS, P. Lean Production Simplified. Productivity Press: Nova Iorque, 2007.
GAITHER, Norman; FRAZIER, Greg. Administração da produção e operações. 8. Ed. São Paulo: Pioneira
Thomson Learning, 2002.
GIL, Antônio C. Como elaborar projetos de pesquisa. 3.ed. São Paulo: Atlas, 2010.
KRAJEWSKI, Lee; RITZMAN, Larry; MALHOTRA, Manoj. Administração de produção e operações. 8. ed.
São Paulo: Pearson Prentice Hall, 2009.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração da produção. 3. Ed. São Paulo:
Atlas, 2009.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert; BETTS, A. Gerenciamento de operações e de
processos: princípios e prática de impacto estratégico. Porto Alegre: Bookman, 2008.
TAKEDA, H. Synchronized Production System Going Beyon Just-In-Time Through Kaizen. Londres:
Kogan Page, 2006.
TUBINO, D. F. Planejamento de Controle da Produção: Teoria e Prática. São Paulo: Atlas, 2009.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
19
TURRIONI, J. B.; MELLO, C. H. P. Metodologia de pesquisa em engenharia de produção: estratégias,
métodos e técnicas para condução de pesquisas quantitativas e qualitativas. Universidade Federal de Itajubá,
Programa de pós-graduação em engenharia de produção, curso de especialização em qualidade e produtividade,
Itajubá, 2012.
VONDEREMBSE, Mark. A.; WHITE, Gregory P. Operations Management: concepts, Methods, and
Strategies. Leyh Publishing LLC, 2004.