anÁlise termodinÂmica de uma estufa convectiva … · a proposta do presente trabalho é avaliar...
TRANSCRIPT

João Luiz Pastor
ANÁLISE TERMODINÂMICA DE UMA ESTUFA CONVECTIVA
OPERANDO COM GÁS NATURAL
Centro Universitário Toledo
Araçatuba
2018

‘
João Luiz Pastor
ANÁLISE TERMODINÂMICA DE UMA ESTUFA CONVECTIVA
OPERANDO COM GÁS NATURAL
Monografia apresentada ao Centro Universitário Toledo
de Araçatuba, sob orientação do professor Me. Lucas
Mendes Scarpin, como requisito parcial para a obtenção
do título de Bacharel em Engenharia Mecânica.
Centro Universitário Toledo
Araçatuba
2018

‘
PASTOR, João Luiz
Análise termodinâmica de uma estufa convectiva operando com gás natural / João Luiz
Pastor. – Araçatuba, 2018, 75 f.
Trabalho de Conclusão de Curso de Engenharia Mecânica – Centro Universitário
Toledo.
Orientador: Prof°. Me. Lucas Mendes Scarpin
1. Termodinâmica. 2. Transferência de Calor. 3. Estufa convectiva de secagem. 4. Indústria
metalúrgica. I. Scarpin, Lucas Mendes II. Análise termodinâmica de uma estufa convectiva
operando com gás natural.

‘

‘
Dedico o presente trabalho em memória de
minha avó Doraci Mendes, que esteve
presente nos mais variados momentos, mas
que infelizmente não pôde partilhar desta
conquista.

‘
RESUMO
A proposta do presente trabalho é avaliar o desempenho termodinâmico de uma estufa
convectiva de secagem que utiliza queimadores que operam com gás natural. Será analisado
um equipamento desenvolvido no parque fabril de uma indústria metalúrgica, sendo esse do
tipo contínuo, de aquecimento direto e a distribuição dos produtos de combustão efetuada por
insufladores radiais. Sua construção faz uso de chapas de aço galvanizado de maneira a formar
uma parede, estando internamente a ambas as faces um isolante térmico que atenua a
transferência de calor ao meio externo. Neste sentido, foi desenvolvido um modelo que
relaciona alguns conceitos da termodinâmica clássica e transferência de calor. A análise
termodinâmica resultou em uma baixa eficiência. No âmbito da transferência de calor por
condução, o referente ao dissipado pelas paredes ao ambiente resultou em um valor de pequena
expressão, implicando assim na baixa influência do mesmo. Para uma análise mais
aprofundada, recomenda-se a trabalhos futuros um estudo do potencial convectivo que o
insuflador fornece e de uma menor reutilização dos produtos de combustão na secagem das
peças.
Palavras-chave: Termodinâmica; Transferência de calor; Estufa convectiva de secagem;
Indústria metalúrgica.

‘
ABSTRACT
The purpose of the present work is to evaluate the thermodynamic performance of a
convective drying oven that uses natural gas as fuel. An equipment developed in the industrial
park of a metallurgical industry will be analyzed, being this one of the continuous type, of direct
heating and radial insufflators perform the distribution of the products of combustion. Its
construction makes use of galvanized steel sheets to form a wall, being internally to both faces
a thermal insulation that attenuates the heat transfer to the external environment. In this sense,
a model was developed that relates some concepts of classical thermodynamics and heat
transfer. The thermodynamic analysis resulted in a low efficiency of the industrial oven. In the
scope of the heat transfer by conduction, the one referring to the dissipated by the walls to the
environment resulted in a small expression value, implying in the low influence of the same. To
improve this analysis, recommends to study the convective potential of the insufflators and to
reduce the reuse of the products of combustion in the drying of the parts.
Keywords: Thermodynamics; Heat transfer; Convective drying oven; Metallurgical industry.

‘
LISTA DE FIGURAS
FIGURA 1 - CONSUMO DE GÁS NATURAL..................................................................................... 9
FIGURA 2 - LAVAGEM EM ÁGUA LIMPA ..................................................................................... 10
FIGURA 3 - POSSÍVEIS DEFEITOS E SUAS CAUSAS ...................................................................... 11
FIGURA 4 - SECADORES E SEUS MÉTODOS DE OPERAÇÃO ......................................................... 14
FIGURA 5 - ILUSTRAÇÃO ESTUFA CONVECTIVA ......................................................................... 16
FIGURA 6 – LAYOUT DE OPERAÇÃO ESTUFA CONVECTIVA ....................................................... 17
FIGURA 7 - DAMPER DO TIPO VENEZIANA ................................................................................. 18
FIGURA 8 - LAYOUT ESTUFA CONVECTIVA AUTOMATIZADA .................................................... 18
FIGURA 9 - QUEIMADOR DE DIFUSÃO ........................................................................................ 20
FIGURA 10 - QUEIMADOR DE MISTURA DIRETA ........................................................................ 21
FIGURA 11 - REAÇÃO DE COMBUSTÃO; ..................................................................................... 21
FIGURA 12 - SUPERFÍCIES TERMODINÂMICAS ............................................................................ 23
FIGURA 13 - SIMULAÇÃO DA SEÇÃO TRANSVERSAL DE UM DISSIPADOR DE CALOR COM ALETAS
........................................................................................................................................... 27
FIGURA 14 - CAMADA LIMITE EM UMA PLACA VERTICAL AQUECIDA ....................................... 29
FIGURA 15 - CIRCUITO TÉRMICO DE UMA PAREDE EM SÉRIE ..................................................... 31
FIGURA 16 - ESTUFA CONVECTIVA OBJETO DE ESTUDO ............................................................ 33
FIGURA 17 - QUEIMADOR RIELLO GAS 3 .................................................................................. 34
FIGURA 18 - COMPOSIÇÃO ESTRUTURAL ................................................................................... 34
FIGURA 19 - TERMÔMETRO E TERMOPAR .................................................................................. 35
FIGURA 20 - TERMOVISOR ......................................................................................................... 36
FIGURA 21 - SISTEMA DE AQUISIÇÃO BYK ................................................................................ 36
FIGURA 22 - INDICADOR DIGITAL .............................................................................................. 37
FIGURA 23 - INDICADOR DIGITAL .............................................................................................. 37
FIGURA 24 - ILUSTRAÇÃO DO APARATO EXPERIMENTAL ........................................................... 38
FIGURA 25 - APARATO EXPERIMENTAL ..................................................................................... 38
FIGURA 26 - PROCESSO DE PESAGEM ......................................................................................... 39
FIGURA 27 - CAPTURA CÂMERA TERMOGRÁFICA ...................................................................... 40
FIGURA 28 - SONDAS DO SISTEMA DE AQUISIÇÃO. .................................................................... 40
FIGURA 29 - SISTEMA DE AQUISIÇÃO IMPLEMENTADO .............................................................. 41
‘
FIGURA 30 - PRIMEIRA COLETA DE DADOS ............................................................................... 42
FIGURA 31 – ANÁLISE E PEÇAS NA ENTRADA E SAÍDA DA ESTUFA ........................................... 45
FIGURA 32 - APARATO EXPERIMENTAL E TRATAMENTO DOS DADOS ........................................ 46
FIGURA 33 - GRÁFICO SONDAS BYK......................................................................................... 46
FIGURA 34 - LINHAS TRANSPORTADORAS ................................................................................. 48
FIGURA 36 - HISTOGRAMA DAS TEMPERATURAS ....................................................................... 50
FIGURA 37 - HISTOGRAMA DA TAXA DE TRANSFERÊNCIA DE CALOR ........................................ 51
FIGURA 38 - VARIAÇÕES DA TAXA DE TRANSFERÊNCIA DE CALOR POR HORA ......................... 51
FIGURA 39 - VARIAÇÕES DA TAXA DE TRANSFERÊNCIA DE CALOR POR DIA ............................. 52
FIGURA 40 - MÉTODO TAGUCHI ................................................................................................ 52
FIGURA 41 - PEÇAS PRODUZIDAS X TEMPO ............................................................................... 53
FIGURA 42 - MASSA X TEMPO ................................................................................................... 54

‘
LISTA DE TABELAS
TABELA 1 - PRIMEIRA COLETA DAS TEMPERATURAS DE FACE .................................................. 43
TABELA 2 - MÉDIAS DA SEGUNDA COLETA DE DADOS .............................................................. 44
TABELA 3 - TEMPERATURAS DOS ITENS CÂMERA TÉRMICA ...................................................... 45
TABELA 4 - TEMPERATURAS DOS ITENS SISTEMA BYK ............................................................. 47
TABELA 5 - PARÂMETROS DO VOLUME DE CONTROLE ............................................................... 48
TABELA 6 - PARÂMETROS DO VOLUME DE CONTROLE ............................................................... 48
TABELA 7 - CONSUMO DE COMBUSTÍVEL .................................................................................. 49
TABELA 8 - PRODUÇÃO DIÁRIA DOS DIAS ANALISADOS ............................................................ 49
TABELA 9 - VARIÁVEIS ANALISADAS NO SOFTWARE R ............................................................. 50
TABELA 10 - ENERGIA FORNECIDA E ÚTIL ................................................................................ 55
TABELA 11 - CONDUTIVIDADE TÉRMICA ................................................................................... 55
TABELA 12 - RESISTÊNCIA TÉRMICA ......................................................................................... 55
TABELA 13 - CALOR DISSIPADO POR CONDUÇÃO ...................................................................... 56
TABELA 14 - PORCENTAGEM DE CALOR DISSIPADO .................................................................. 56
TABELA 15 - RENDIMENTO DA ESTUFA ..................................................................................... 57
TABELA 16 - RENDIMENTO INCLUINDO O PROCESSO DE EVAPORAÇÃO ..................................... 57
‘
SUMÁRIO
1 INTRODUÇÃO ..................................................................................................................... 9
2 ASPECTOS TEÓRICOS .................................................................................................... 14
2.1 SECAGEM INDUSTRIAL ............................................................................................ 14
2.1.1 Estufas de Secagem Contínuas ............................................................................ 15
2.1.2 Estufa Convectiva com Queimadores ................................................................ 17
2.2 QUEIMADORES ........................................................................................................... 19
2.2.1 Combustão ............................................................................................................ 21
2.3 SISTEMA DE ISOLAMENTO TÉRMICO ................................................................... 22
2.4 SISTEMA TERMODINÂMICO .................................................................................... 23
2.4.1 Primeira Lei da Termodinâmica ........................................................................ 24
2.5 TRANSFERÊNCIA DE CALOR ................................................................................... 26
2.5.1 Condução .............................................................................................................. 26
2.5.2 Convecção ............................................................................................................. 28
2.5.3 Radiação ................................................................................................................ 29
2.5.4 Resistência Térmica ............................................................................................. 30
3 MATERIAIS E MÉTODOS ............................................................................................... 33
3.1 MATERIAIS ................................................................................................................... 35
3.2 MÉTODOS E TÉCNICAS EMPREGADAS ................................................................. 37
4 RESULTADOS .................................................................................................................... 42
4.1 ANÁLISE DESCRITIVA DO COMPORTAMENTO DA TEMPERATURA ............. 42
4.2 FLUXO DE PEÇAS E DE COMBUSTÍVEL ................................................................ 47
4.3 ANÁLISE DA TAXA DE TRANSFERÊNCIA DE CALOR ........................................ 49
4.4 ANÁLISE DA CARGA TÉRMICA ............................................................................... 54
4.5 ANÁLISE DO CALOR DISSIPADO DO SISTEMA ................................................... 55
4.6 EFICIÊNCIAS ................................................................................................................ 57
5 CONCLUSÃO ...................................................................................................................... 58
6 REFERÊNCIAS BIBLIOGRÁFICAS .............................................................................. 59
APÊNDICES ........................................................................................................................... 62
APÊNDICE A – CÓDIGO IMPLEMENTADO NO SOFTWARE EES .............................. 62
APÊNDICE B – DADOS DE TEMPERATURA ................................................................ 63

‘
APÊNDICE C – DADOS OBTIDOS PELO EQUIPAMENTO BYK ................................. 64
APÊNDICE D – EQUAÇÕES IMPLEMENTADAS NO SOFTWARE R ........................... 66
ANEXOS ................................................................................................................................. 69
ANEXO A – CATÁLOGO ROCKFIBRAS THERMAX PSE-80 ...................................... 69
ANEXO B – PROPRIEDADES TERMOFÍSICAS DA MATÉRIA ................................... 70
ANEXO C – PROPRIEDADES DO GÁS NATURAL ....................................................... 71

9
1 INTRODUÇÃO
Segundo a Confederação Nacional da Indústria – CNI (2014), em níveis mundiais a
produção e o consumo do gás vivenciam hoje um grande momento, tendo em vista que possuem
um elevado grau de importância quanto a competitividade industrial entre nações.
Os avanços das produções industriais estão vinculados a matriz energética que um país
dispõe, segundo a CNI (2014), no período de 12 anos, 2002 a 2013, a participação do gás natural
na matriz nacional mais que dobrou, totalizando hoje um consumo de 85 milhões de m3/dia,
respondendo o setor industrial por metade desse valor.
A Figura 1 torna possível a percepção desse crescimento, tendo em vista que o Brasil,
segundo a CNI (2014), apresenta crescimento superior a 700% no consumo desse insumo nos
últimos 20 anos, nível esse somente inferior quando comparado a Coreia do Sul com 992% e
China com 805,8%.
Figura 1 - Consumo de Gás Natural
Fonte: Adaptado de Confederação Nacional da Indústria – CNI (2014).
Inúmeros os setores industriais fazem o consumo para as mais diversas aplicações. Seu
uso pode ser efetuado na geração de vapor em uma caldeira ou em fornos e estufas industriais,
sendo essas dos mais variados setores.
Segundo Pereira et. al (2005), em uma indústria metalúrgica a aplicação desse
combustível é variada, presente na confecção de moldes, tratamentos térmicos e fusão de metais
não ferrosos, como o alumínio. Outra aplicação pode ser conferida nos processos posteriores
ao de estampagem, seja na área automobilística, de utensílios gerais, móveis metálicos ou
eletrodomésticos (geladeiras, lavadoras automáticas, fogões e depuradores).

10
Em catálogos, fornecedores de tintas a pó, WEG é um exemplo, onde todos os processos
e temperaturas necessárias na manufatura de um produto acabado são detalhados e serviram de
embasamento teórico para o que será apresentado nos próximos parágrafos. Na sequência,
seguem as etapas que precedem o processo de pintura:
Limpeza alcalina;
Banho em fluido neutro;
Secagem.
Utilizados para fins de conservação, bobinas de aço recebem um pequeno filme de fluido
oleoso para que reações de oxidação não ocorram e podem acumular sujidades provenientes de
outras operações que, caso sejam mantidas, não permitirão a completa aderência das camadas
de tinta. Para tanto, existe um processo prévio de limpeza em fluido desengraxante.
Por serem insolúveis em água, utilizam-se alguns tipos de solventes, sendo que sua
seleção pode ser pautada na forma de aplicação e no tipo de contaminante. Os alcalinos,
derivados de soda cáustica, comumente aplicados por imersão, podem ser também empregados
via aspersão em cabines, conforme apresentado na Figura 2.
Aquecido a um range de temperatura que percorre de 30 a 60ºC, variando conforme o
produto selecionado, efetua-se o banho dos componentes limpando-os assim dos resíduos
oleosos. Em sequência é realizada uma lavagem com água limpa para que resíduos da
substância utilizada na limpeza não venham a interferir na aderência da tinta.
Figura 2 - Lavagem em Água Limpa
Fonte: Adaptado de WEG (2018).

11
Toda e qualquer umidade presente na superfície de objetos deve ser removida, visando
o não aparecimento de defeitos no processo de pintura, vide a Figura 3, sendo temperaturas
próximas a 100ºC as recomendadas no procedimento, seja em fornos ou em estufas convectivas
através de sopros de ar quente.
Figura 3 - Possíveis Defeitos e Suas Causas
Fonte: Adaptado de WEG (2018).
Desenvolvidas conforme a necessidade fabril, estufas convectivas, contínuas ou não e
de aquecimento direto, utilizam-se do consumo de gás combustível pelos queimadores como
fonte de calor, sendo a distribuição dos produtos de combustão em alta temperatura efetuada
por insufladores aos ramais de distribuição.
Chapas de aço galvanizadas são empregadas em sua construção de maneira a formar
uma parede, onde internamente a ambas faz-se uso de isolamento térmico de alta eficiência,
reduzindo a transferência de calor ao meio externo retendo-o em seu interior.
Na cabine de pintura é então realizada a cobertura das peças através da aplicação de
tinta a pó. Aplicadores manuais ou reciprocadores automáticos, via sistema airless ou
eletrostático garantem a aplicação de camadas uniformes. Sendo recomendada por
fornecedores, a temperatura máxima em que as peças podem adentrar o equipamento é de cerca
de 60ºC, porém, testes empíricos em empresas do setor apontam para valores na faixa dos 40ºC.

12
Após efetuada a deposição, a tinta deve ser curada em estufa apropriada e diferente da
desenvolvida para o processo de secagem após o banho, visto que o impacto causado pela
colisão dos jatos de ar pode remover as partículas presentes sobre cada peça, desta maneira
deve-se estar atento para algumas particularidades deste dispositivo, empregando uma menor
vazão de ar quente e alterando a disposição dos bocais que o disponibilizam, haja visto também
que a cabine de polimerização deve estar o mais próximo possível dos reciprocadores, de
maneira a evitar que possíveis partículas de sujidade depositem-se sobre as peças. Desta forma
para que resultados satisfatórios sejam obtidos recomenda-se uma permanência por volta de
dez minutos a uma temperatura de 200ºC.
Costa (2007), denomina a secagem como sendo a operação pela qual é retirada a
umidade presente em um determinado material, podendo ser empregada em processamentos
intermediários, visando a redução nos teores de umidade, ou finais do tipo acabamento.
Park et. al (2006) as caracterizam como operações unitárias de alta complexidade e
pouco compreendidas, sendo a dificuldade para quantifica-las oriunda dos fenômenos
transientes de transferência de calor e massa que ocorrem de maneira simultânea, em que no
entanto remetem para uma das operações mais antigas presentes na história humana.
Para Martin (1977), o desenvolvimento de equipamentos que proporcionem o
aquecimento de grandes superfícies lida com algumas particularidades, sendo parte delas:
Dimensões dos dispositivos pelos quais escoam os fluidos gasosos;
Espaçamento entre os injetores e a superfície dos produtos;
Fluxo mássico de peças requerido;
Vazão de gás.
Em períodos anteriores inúmeras pesquisas foram desenvolvidas abordando o âmbito
do calor e sua transferência conjunta com massa nesses equipamentos.
Manuais introdutórios sobre ambientes de trabalhos descrevem as características
mínimas que estes devem possuir. Segundo Malchaire (2004), temperaturas superiores a 40ºC
são suportáveis somente por alguns instantes e são características de situações extremas. Para
casos em que processos industriais impõem elevadas temperaturas, são sugeridas soluções para
efetuar a prevenção e atenuar os efeitos causados aos operários, tais como:
Prover isolamento ou enclausuramento do equipamento;
Efetuar a ventilação do ambiente.

13
Deste modo, o presente trabalho tem como motivação o desconforto térmico, sendo
assim, busca averiguar e apontar possíveis soluções para temperaturas elevadas no âmbito de
alguns setores, nos quais há a atuação direta de colaboradores, lhes gerando assim desconforto.
À vista disso, efetuar um levantamento global da estufa convectiva objeto de estudo,
onde a fonte de calor provém da ação de queimadores movidos a gás natural. Para isso, será
analisada a carga térmica disponibilizada pelos dispositivos, a absorvida pela matéria prima que
percorre em seu interior e o calor dissipado ao ambiente. Em vista disso o objetivo principal do
presente trabalho é:
Calcular o rendimento através da primeira Lei da Termodinâmica para uma
estufa convectiva de uma indústria metalúrgica.
De maneira detalhada os objetivos específicos que deverão ser atingidos para que o
objetivo principal seja alcançado, são os descritos nos tópicos abaixo:
Quantificar o calor fornecido através da queima do combustível;
Realizar o levantamento do calor absorvido pelas peças utilizando a primeira lei
da termodinâmica;
Através das leis de transferência de calor levantar a eficiência energética da
estufa objetivando as trocas de calor ao ambiente pelo mecanismo de condução.
14
2 ASPECTOS TEÓRICOS
Como base para o trabalho, serão abordados alguns assuntos relacionados aos aspectos
construtivos de uma estufa de secagem convectiva e as áreas da termodinâmica e transferência
de calor, especialmente, a condutividade térmica em um sistema de isolamento.
2.1 Secagem Industrial
Atuando parcialmente no processo ou no acabamento final, o procedimento de secagem
é muito utilizado na prática. Queiroz (2013), denomina a ocorrência em conjunto da
transferência de calor e massa como sendo o processo de secagem. Costa (2007), o descreve
como sendo um dos mais relevantes para a indústria e empregado nos mais diferenciados setores
Para Heck (2009), a remoção da água contida em uma substância é utilizada para efetuar
o cumprimento de especificações e normas acerca de uma matéria prima ou produto.
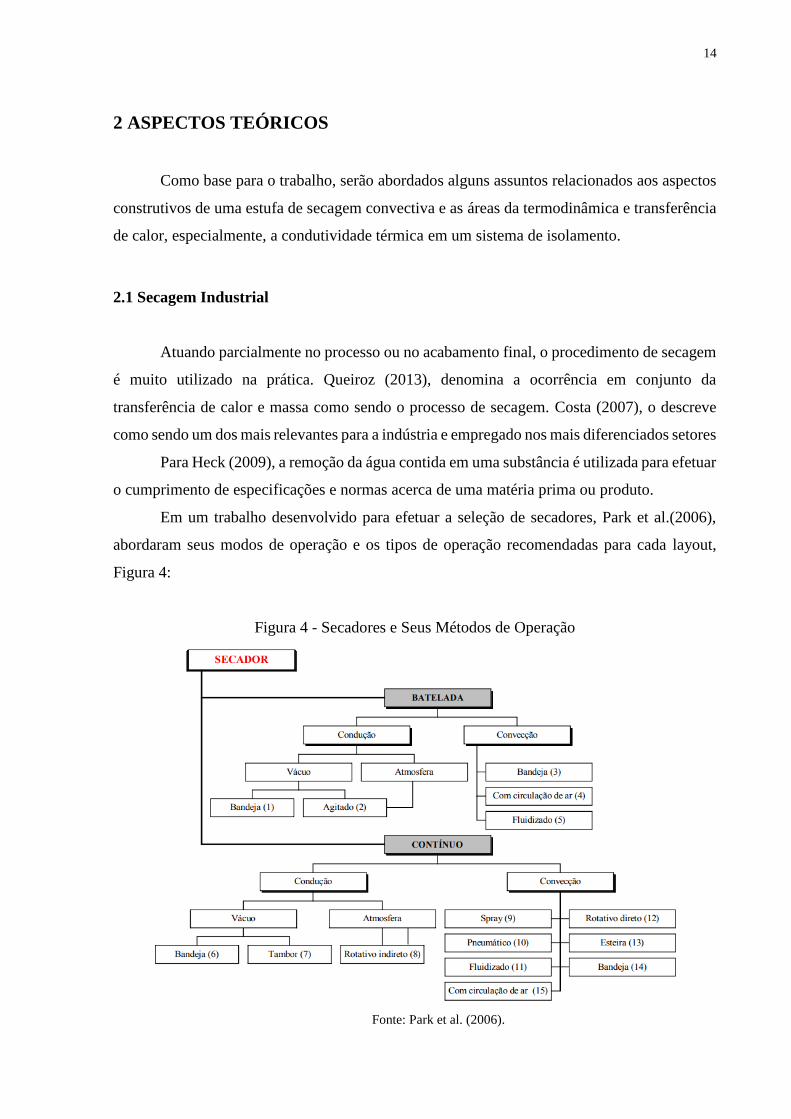
Em um trabalho desenvolvido para efetuar a seleção de secadores, Park et al.(2006),
abordaram seus modos de operação e os tipos de operação recomendadas para cada layout,
Figura 4:
Figura 4 - Secadores e Seus Métodos de Operação
Fonte: Park et al. (2006).
15
Sendo descritas abaixo as anotações numéricas presentes na imagem acima e que fazem
referência aos materiais empregados nos equipamentos:
1, 3, 10, 11 e 14 - Pastas, pré-moldado, dura, granulares e fibrosos;
2 - Líquidos, lama, pastas e granulares;
4, 5 e 15 - Pré-moldado, granulares e fibrosos;
6 - Lama e pastas;
7 - Líquidos, lama, pastas e folhas;
8 - Dura, granulares e fibrosos;
9 - Líquidos, lama e pastas;
12 - Granulares e fibrosos;
13 - Pastas, pré-moldado, dura e folhas.
2.1.1 Estufas de Secagem Contínuas
Estufas de secagem contínuas atuam de maneira a prover, em sua grande maioria, jatos
de ar quente sobre um sólido úmido que através de uma abertura adentra o equipamento e
percorre determinada distância, onde ao ter sua temperatura elevada pelo calor presente em seu
interior, os líquidos anteriormente retidos em sua superfície são então vaporizados, contribuído
para o acréscimo da umidade absoluta no interior do equipamento.
Quando abordado seu âmbito de funcionamento, são diversas as formas para que ocorra
o aquecimento do ar empregado em seu interior, sendo através de trocadores de calor a vapor,
óleo térmico ou gases, queimadores industriais, Figura 5, e através da transformação de energia
elétrica em térmica com a adoção de resistências elétricas ou unidades radiantes infravermelhas.
Oriundo das mais diversas fontes, com exceção das que adotam unidades radiantes
infravermelhas, o calor em seu interior pode ser distribuído por inúmeras geometrias. Abaixo
constam duas das principais classificações:
Fluxo paralelo: através de dutos fixados na base da estufa, o fluxo de ar em alta
temperatura incide sobre os sólidos de maneira paralela;
Fluxo perpendicular: fixados nas laterais, dutos permitem que o fluxo de ar a alta
temperatura possa incidir de maneira perpendicular sobre os sólidos.

16
Figura 5 - Ilustração Estufa Convectiva
Fonte: ACCI (2018).
Propriedades de transferência de calor em conjuntos com leis da termodinâmica,
descrevem a cinética da secagem. Em seu livro que aborda a temática de transferência de calor
e massa, Bejan (1996) apresenta uma abordagem teórica através de uma análise dimensional
técnica, propondo soluções para problemas complexos através de rápidas aproximações.
Através da aplicação dos princípios da conservação de energia, massa e quantidade de
movimento relacionadas a um escoamento, efetuando um estudo da convecção através de uma
análise dimensional.
Os processos que compreendem as estufas convectivas envolvem a transferência de
calor e massa através de determinados coeficientes, abordados no presente trabalho em um
capítulo específico, estando estes relacionados em sua grande parte com as superfícies externas
dos objetos.
Nogueira et. al (2018) avaliaram o tempo de permanência, consequentemente o período
em que tais fatores atuam como sendo de extrema importância, para que assim um menor
percentual de energia seja desperdiçado ao ambiente. Para exemplificar tal gasto extra, pode-se
imaginar um produto que estando ele seco continua recebendo calor no interior do equipamento,
porém, o estado energético requerido deste sólido para que uma próxima etapa de
processamento ocorra de maneira satisfatória deverá ser menor, ou seja, o excedente que
também consumiu insumos (gás, energia elétrica, entre outros) será rejeitado ao ambiente.

17
2.1.2 Estufa Convectiva com Queimadores
O funcionamento de uma estufa de secagem que faz uso de queimadores, bem como
seus outros componentes são ilustrados a seguir na Figura 6.
Figura 6 – Layout de Operação Estufa Convectiva
Fonte: 3M (2002).
Com suas respectivas velocidades de operação gerenciadas eletronicamente, o
recirculador e o exaustor controlam respectivamente o fluxo no interior do equipamento e
expelem ao ambiente os gases produto de combustão e que foram evaporados no processo, em
passo que dampers, através de relações estequiométricas, permitem a admissão de ar fresco
(ambiente) e que certa quantidade de gases seja reutilizada no interior da estufa.
A operação de um damper é pautada na aquisição de dados de sensores, por exemplo o
de concentração de gases de combustão no interior da câmara, sendo que ao constatar a presença
de um alto teor efetua a abertura, através do uso de atuadores elétricos, manuais ou hidráulicos,
permitindo a admissão de ar ambiente ao processo, em contrapartida o responsável pelo controle
dos gases reutilizados tem sua área reduzida. De maneira semelhante o responsável pela
recirculação ao permitir a elevação de tal fluxo perante a redução proporcional da vazão
admitida de ar fresco, atuará de maneira a conceber uma economia de energia de aquecimento
do ar (NOGUEIRA et. al, 2018). Para ilustrar um damper, abaixo consta uma ilustração de um
modelo do tipo veneziana empregado em escoamentos de gases, Figura 7:

18
Figura 7 - Damper do Tipo Veneziana
Fonte: CRANFOS (2016).
A vazão do exaustor é controlada com o objetivo de se obter um valor que se aproxime
do ideal, relação do gás consumido perante a secagem das peças no interior da estufa, para a
entrada de ar fresco e o controle para que haja a manutenção de uma pequena queda de pressão
no interior do equipamento. Um esquema de controle de estufas plenamente automatizadas é
apresentado na Figura 8.
Figura 8 - Layout Estufa Convectiva Automatizada
Fonte: 3M (2002).
Anteriormente mencionados, são inúmeros os layouts que podem ser empregados
quanto a direção do fluxo de ar que é insuflado sobre as peças que adentram o equipamento,

19
onde de modo geral um menor tempo de permanência no interior pode ser obtido através de
altos valores do coeficiente de transferência de calor. Perez el. al (2007) avaliaram o processo
de secagem de substratos que utilizam solventes em sua composição, e verificaram que a
temperatura do mesmo se aproxima mais rapidamente aos valores disponibilizados pelo ar
insuflado no interior da estufa, em casos onde há uma elevação no coeficiente convectivo de
transferência de calor. Abaixo estão pontuados os principais itens que segundos os mesmos
devem deter a maior parcela de atenção quanto ao desenvolvimento de uma estufa:
Comprimento total e o número de zonas de controle de temperatura;
A vazão necessária e o dimensionamento do(s) exaustor(es);
Fluxo do ar de recirculação;
Geometria que fornecerá o fluxo de ar aos objetos no interior do
equipamento.
2.2 Queimadores
Sendo o combustível sólido, líquido ou gasoso, Vlassov (2001) resume um queimador
como sendo o equipamento responsável pela queima através de uma mistura ar/combustível
numa determinada câmara de combustão, onde sua construção deve abordar os aspectos de
pressões de combustível e ar na admissão, entre outros aspectos.
Segundo Bizzo (2008), o queimador de modo geral tem por função principal promover
a completa reação de combustão. Faz isso através da exposição durante período suficiente do
combustível ao oxidante, uma vez que é necessário o tempo, temperatura e turbulência
adequadas para se obter resultados satisfatórios. Onde a forma adotada para a câmara de
combustão pode alterar a turbulência inicial proporcionada pela geometria do queimador.
Desempenhando papel importante, a turbulência é responsável pela obtenção de uma efetiva
mistura combustível/oxidante e visando um menor tempo de ignição, provoca a indução do
retorno dos gases quentes e intermediários da combustão novamente para a zona de ignição.
São divididos conforme os combustíveis utilizados, queimadores à gás, óleo e
combustível sólido e tecnologias empregadas. Seus modos construtivos avançaram visando um
melhor aproveitamento do poder calorífico de cada combustível, nos que efetuam a queima de
fluido gasosos atualmente são mais comuns os seguintes modelos:
Chama de difusão;

20
Mistura direta (Nozzle Mix Burners).
Segundo Bizzo (2008), nos queimadores de chama de difusão, por vezes conhecidos
como aspirantes, Figura 9, grande parte do comburente utilizado na queima é induzido pelo
escoamento do combustível por um tubo de venturi, encaminhando-o assim para a zona de
combustão, dessa maneira gerando uma chama com a intensidade exigida. Sua utilização é
recomendada em situações em que a carga de gás pode sofrer variações, sendo seu modo
construtivo favorável para tais aplicações. Faz uso do gás ulha, popular gás de rua, não
admitindo o uso de outros gases sem que alterações sejam feitas. Através do uso de
estabilizadores de chama que promovem a recirculação dos gases, levando-os para a base da
chama, o fornecimento de calor à câmara de combustão pode ser efetuado também com a
queima de gás natural ou GLP.
Figura 9 - Queimador de Difusão
Fonte: Garcia (2002).
Queimadores com bicos de mistura, ou de mistura direta, conduzem o fluxo de
comburente de maneira separada até o momento em que a união ao combustível é efetuada na
câmara de combustão, ambos os fluidos escoam por anéis, sendo a dimensão do responsável

21
por conduzir o gás ter a proporção dez vezes menor que o canal responsável pelo ar, Figura 10,
dessa maneira não permitindo a ocorrência do fenômeno denominado como flashback, o retorno
da chama. Diversos perfis de chama podem ser obtidos, permitindo silhuetas características de
queimadores dotados de outros princípios de funcionamento, por exemplo dos aspirantes, que
apresentam chamas pouco encorpadas e longas.
Figura 10 - Queimador de Mistura Direta
Fonte: ESA Pyronics (2000).
2.2.1 Combustão
Bizzo (2004) caracteriza combustão em uma série de reações químicas que envolvem a
oxidação de um combustível, sendo esses caracterizados como industriais todos e quaisquer
materiais cujo sua oxidação libere energia suficiente para um aproveitamento industrial.
Segundo Garcia (2002), o fenômeno da combustão, reação demonstrada na Figura 11, é
dependente de inúmeros fatores, sendo suas reações químicas principalmente influenciadas em
maior ou menor intensidade pelos descritos abaixo:
Combustível empregado;
Geometria do queimador;
Geometria da câmara de combustão.
Figura 11 - Reação de Combustão;
Fonte: Bizzo (2004).

22
O calor proveniente dessa cadeia de reações, fornecido ao sistema em que é empregado,
pode ser quantificado através do Poder Calorífico do combustível e seu fluxo mássico, haja
visto a seguinte equação:
Q̇Comb = PCIf ṁf
(1)
Q̇Comb: taxa de transferência de calor disponibilizado pelo combustível [kW];
PCIf: Poder Calorífico Inferior do combustível [kj/kg];
ṁf: fluxo mássico de combustível [kg/s].
2.3 Sistema de Isolamento Térmico
Kapuno e Rathore (2011), descrevem isolantes térmicos como sendo materiais ou suas
combinações empregadas como resistências. Desta maneira, oposição ao fluxo de calor vigente,
ocorrendo ele via condução, convecção e/ou radiação.
Sadov et. al (1978) declaram sobre a influência positiva que vazios de ar geram na
resistência térmica de um material, sendo orgânicas as fibras estudadas no trabalho, porém, tal
afirmativa se faz válida para outros materiais.
De baixa condutividade térmica, fácil aplicabilidade e inertes quimicamente,
comumente são produzidos aglomerando materiais isolantes, unindo-os ao ar. Amaral et. al
(2003), afirmam também sobre a problemática da seleção de um isolamento adequado, onde a
aplicabilidade pode ser pautada na temperatura em que será empregado, ou no custo que o
mesmo representará ao projeto.
Kapuno e Rathore (2011) os classificam em três classes:
Fibrosos;
Celulares;
Granular.
Sendo o primeiro um material poroso com sua estrutura composta de partículas com
pequenos diâmetros e de baixa densidade. Encontrados em arranjos abertos ou fechados, os
celulares são flexíveis e podem moldar-se às mais variadas formas superficiais, são também de

23
baixa densidade e possuem boa resistência a compressão. Em contrapartida, os granulares
possuem estruturas pré-formadas e sua composição é de pequenas partículas inorgânicas.
Segundo Çengel (2014), a seleção de um material isolante deve ser pautada em sua
condutividade térmica, haja visto também que a temperatura de operação máxima do material,
sua densidade, fator de degradação e custo do mesmo devem ser considerados. Um exemplo de
material largamente implementado na indústria e que possui custo relativamente baixo, uma
das motivações de sua alta aplicabilidade, é a fibra de vidro, sendo essa recomendada para uma
temperatura inferior a 550ºC, sendo sua espessura uma das variáveis de adequação para
determinado emprego em projetos. Outra opção é obtida através do processamento de minerais
e escória de processos metalúrgicos, a lã de rocha é uma alternativa para o uso em temperaturas
constantes de até 750ºC, é incomburente e fabricantes apontam para uma vasta disponibilidade
de densidades e formas.
2.4 Sistema Termodinâmico
Um sistema termodinâmico pode ser compreendido como uma porção de matéria ou
uma determinada região, sendo ela limitada por uma fronteira móvel, fixa, real ou imaginária,
para qual é voltada a atenção e/ou tratar-se do objeto de estudo, sendo seu entorno denominado
meio ou vizinhança (SANTORO, 2016).
Ocorrendo trânsito de matéria através das superfícies que limitam o sistema, denomina-
se como volume de controle, porém, não havendo, o sistema é então caracterizado como
fechado, vide Figura 12.
Figura 12 - Superfícies Termodinâmicas
Fonte: Santoro (2016).

24
2.4.1 Primeira Lei da Termodinâmica
A lei da conservação da energia para um sistema que percorre um ciclo, estabelece que
a integral cíclica do calor é igual a integral cíclica do trabalho, de modo que, a energia é
conservada em todas as transferências e transformações (VAN WYLEN, 2003). Dessa maneira,
temos:
∮ 𝛿𝑄 = ∮ 𝛿𝑊 (2)
Matematicamente afirma-se que o somatório do calor sobre todo o ciclo é igual ao do
trabalho, onde, convencionado pelo sistema internacional (SI), tem-se que a unidade para
energia em toda e qualquer forma, é o Joule.
∑ 𝑄
𝑐𝑖𝑐𝑙𝑜
= ∑ 𝑊
𝑐𝑖𝑐𝑙𝑜
(3)
Em análises onde o interesse é em um processo, faz-se necessário a obtenção da
expressão da primeira lei da termodinâmica para um sistema que passa por uma mudança de
fase. Para a idealização dessa expressão há o acréscimo da propriedade E, que representa a
energia contida em um sistema, sendo ela cinética, EC, ou potencial, EP, vinculada a
movimentação das moléculas e a energia interna representada pelo símbolo U, sendo ela a
representante das diferentes formas de energia que possa existir no sistema termodinâmico.
𝐸 = 𝑈 + 𝐸𝐶 + 𝐸𝑃 (4)
Portanto, a equação que descreve o calor presente em um sistema termodinâmico onde
ocorre mudança de fase é apresentada da seguinte maneira:
𝛿𝑄 = 𝑑𝑈 + 𝑑(𝐸𝐶) + 𝑑(𝐸𝑃) + 𝛿𝑊 (5)
Sendo a energia cinética e potencial, de maneira simplificada descritas da seguinte
forma:

25
𝑑(𝐸𝐶) =
1
2𝑚𝑉2
(6)
𝑑(𝐸𝑃) = 𝑚𝑔 𝑑𝑍 (7)
Efetuando a substituição das versões acima na equação de número 4 e realizando a
integração da mesma, sendo realizada uma mudança do estado 1 para o 2, o resultado obtido é
o enunciado da conservação da energia:
𝑄 = 𝑈2 − 𝑈1 +𝑚(𝑉2
2 − 𝑉12)
2+ 𝑚𝑔(𝑍2 − 𝑍1) + 𝑊 (8)
De início é realizada a análise da conservação da massa no em torno do equipamento:
(dm
dt)
𝑉.𝐶.= ∑ ṁe − ∑ ṁs (10)
Comumente adota-se um processo em regime plenamente desenvolvido, ou seja, não
variando o estado da massa ao longo do volume de controle em um determinado instante de
tempo, abordando assim, apenas operações constantes (VAN WYLEN, 2003). Sua equação é
arranjada da seguinte maneira:
ṁe = ṁs (11)
Para efetuar a análise termodinâmica de uma estufa convectiva, é requerido que a
primeira lei da termodinâmica seja empregada em termos de fluxo, ou seja, faz-se isso para que
o fluxo médio ou instantâneo que transita entre as fronteiras seja quantificado. De maneira geral,
é expressa conforme abaixo, onde, através da utilização de somatórios é possível adequar a
equação para casos em que existam diferentes fluxos que percorrem o volume de controle.
(dE
dt)
𝑉.𝐶.= Q̇v.c − Ẇv.c + ∑ ṁe(he +
Ve
2+ gZe) − ∑ ṁs(hs +
Vs
2+ gZs)
(9)
Q̇v.c: taxa de transferência de calor no volume de controle [kW];

26
Ẇ: taxa de transferência de trabalho no volume de controle [kW];
ṁe: fluxo mássico de entrada [kg/s];
ṁs: fluxo mássico de saída [kg/s];
g: aceleração gravitacional [m/s2];
he: entalpia específica na entrada do volume de controle [kJ/kg];
hs: entalpia específica na saída do volume de controle [kJ/kg];
Ve: velocidade da vazão mássica na entrada do volume de controle [m/s];
Vs: velocidade da vazão mássica na saída do volume de controle [m/s];
Ze: cota da vazão mássica na entrada do volume de controle [m];
Zs: cota da vazão mássica na saída do volume de controle [m].
Onde, admitindo que as variações de energia potencial e cinética podem ser
consideradas desprezíveis, a primeira lei da termodinâmica pode ser reescrita da seguinte
maneira:
Q̇v.c − Ẇv.c + ∑ ṁehe − ∑ ṁshs = 0 (12)
2.5 Transferência de Calor
De maneira geral, o calor é um fenômeno transitório, ou seja, é o tráfego de energia
através de um diferencial finito de temperatura, porém, não o havendo, o mesmo é cessado.
Avaliar, quantificar e controlar tal fenômeno, seja ele induzido ou não, envolve três
diferentes processos, condução, convecção e radiação, sendo esses baseados nas leis de Fourier,
resfriamento de Newton e de Stefan-Boltzmann. São utilizados para descrever boa parte dos
equipamentos e sistemas hoje implementados no meio industrial, caldeiras, estufas, máquinas
térmicas e outros equipamentos, sendo ou não consideradas as três metodologias
(INCROPERA, 2008).
2.5.1 Condução
De maneira breve, a teoria formulada por Joseph Fourier descreve a condução como um
processo onde há a presença de um fluxo de calor do meio mais energético para um de menor
potencial, estando ambos em contato direto ou dentro de um único meio, sendo indiferente seu
estado físico, seja ele sólido, líquido ou gasoso. Isso dá-se devido um gradiente de temperatura
de um sistema e Moran et al. (2009), relatam seu modo.

27
As atividades atômicas e moleculares ocorrem através das interações realizadas pelo
mecanismo denominado físico, sendo esse o responsável pelo fluxo existente entre a partículas
mais energéticas para as de menor potencial, onde, as moléculas do corpo com maior carga
térmica são responsáveis por causar a agitação e consequentemente elevar a temperatura do
corpo que está recebendo, atuando até que o estado de equilíbrio seja atendido. Abaixo, na
Figura 13, é demonstrado uma simulação computacional efetuada no software ANSYS® de um
dissipador de calor com aletas. Através da escala de cores empregada é possível visualizar a
condução e convecção presentes no corpo.
Figura 13 - Simulação da Seção Transversal de um Dissipador de Calor com Aletas
Fonte: LEAP (2014).
Primordialmente, a maneira disposta abaixo é a mais conhecida para se determinar o
fluxo de calor por condução:
�̇�k = −kA
𝑑𝑇
dx
(15)
Sendo �̇� o fluxo, k a condutividade térmica do material, dT sobre dx o gradiente de
temperatura, A a área de seção transversal, sendo ela perpendicular à direção do fluxo. O sinal

28
negativo apresentado acima vem da convenção empregada na segunda lei da termodinâmica,
onde é sabido que o calor flui da região com maior temperatura para a de menor.
Para aplicações em paredes planas há pequenas alterações na equação, resultando na
equação a seguir:
�̇�k = kA
∆𝑇
L
(16)
∆𝑇: diferencial de temperatura entre as faces [K];
𝐿 : espessura da parede analisada [m].
2.5.2 Convecção
A lei de resfriamento de Newton inicialmente propõe que o transporte de massa de uma
dada substância é ocasionado por uma diferença de temperatura presentes em um sistema. A
taxa de transferência de calor, �̇�, é dada pela seguinte equação:
�̇�conv = ℎc𝐴(𝑇s − 𝑇∞)
(17)
�̇�conv: taxa de transferência de calor convectivo [W];
ℎ𝑐: coeficiente convectivo [W/m2K];
A: área analisada [m2];
𝑇s: temperatura de superfície do sólido [K];
𝑇∞: temperatura do meio [K].
Apesar da simplicidade em que a equação é escrita, por tratar-se de um parâmetro
empírico, a determinação do coeficiente convectivo h é realizado através das correlações de
Nusselt, Reynolds e Prandtl, entre outras, gerando assim estimativas para determinadas
geometrias de superfície e propriedades do fluido em que escoa sobre a placa, sendo possível a
aplicação para situações específicas.
Em escopos onde não é assumida a hipótese do movimento do fluido ser induzido por
um agente externo, ventilador, exaustor ou dispositivos de sucção, caracteriza-se como
convecção natural. Nesse caso o papel desempenhado pela gravidade, é pequeno ou nulo e sua
transferência ocorre através do movimento decorrente da diferença de densidade induzida pelo
gradiente de temperatura. Tal fenômeno é demonstrado pela Figura 14, pois as camadas em

29
contato com a superfície aquecida sobem, dando lugar para as menos energéticas, gerando
assim a diferença do empuxo gravitacional.
Figura 14 - Camada Limite em uma Placa Vertical Aquecida
CLH: camada limite hidrodinâmica;
CLT: camada limite térmica.
Fonte: Moreira (2005).
Estando um fluido com menor potencial energético em repouso e em contato com uma
dada superfície aquecida, haverá o aquecimento do mesmo através da transferência de calor da
superfície para o fluido, e sendo tal exemplo verdadeiro, consequentemente decorrerá também
para casos onde os potenciais energéticos se invertem entre os elementos.
2.5.3 Radiação
Segundo a Lei idealizada por Stefan-Boltzmann, a radiação é descrita como sendo o
transporte de energia por ondas eletromagnéticas infravermelhas, emitidas por uma dada
superfície a qualquer temperatura. Sendo esse modo de transmissão independente de meios
materiais para que ocorra, Kreith e Bohn (2014), definem a radiação como sendo o processo
em que o calor é transferido de um corpo com maior temperatura para um segundo de menor
valor, estando ambos separados no espaço ou em meio ao vácuo.
�̇�𝑟𝑎𝑑 = 휀𝜎𝐴(𝑇𝑠
4 − 𝑇𝑣4)
(17)

30
�̇�𝑟𝑎𝑑: taxa de energia transportada [W];
휀: emissividade [adimensional];
A: área analisada [m2];
𝑇s: temperatura de superfície do sólido [K];
𝑇𝑣: temperatura da vizinhança [K];
𝜎: constante de Stefan-Boltzman [W/(m2K4)].
Em sua totalidade, corpos com temperatura absoluta diferente de zero emitem calor
radiante, porém, em diferentes intensidades. Onde, a constante de Stefan-Boltzmann σ é igual
a 5,669x10-8 W/(m2K4)..
2.5.4 Resistência Térmica
Resistência elétrica se caracteriza como a capacidade de um meio condutor se opor à
passagem de corrente elétrica. Analogamente pode-se definir as difusões de calor, associando
assim a resistência térmica à condução de calor.
Onde, a razão entre potencial e sua taxa de transferência de calor denominam a condução
para uma parede plana, sendo R função do material e do meio condutor. Através da equação
disposta no item 2.2.1, pode-se extrair e quantificar seu valor, equação 18.
𝑅𝑐𝑜𝑛𝑑 =
∆𝑇
𝑄𝑐𝑜𝑛𝑑̇
=𝐿
𝑘𝐴
(18)
A partir da lei do resfriamento de Newton, apresentada no tópico 2.2.2, define-se a
resistência térmica para convecção, dispostas na equação abaixo:
𝑅𝑐𝑜𝑛𝑣 =
∆𝑇
�̇�𝑐𝑜𝑛𝑣
=1
ℎ𝐴
(19)
Incropera et. al (2008), relatam situações onde os coeficientes convectivos apresentam
valores baixos e a troca térmica por radiação pode sim representar uma grande fonte de
transferência de calor. Sua resistência é apresentada na seguinte equação:

31
𝑅𝑟𝑎𝑑 =
∆𝑇
�̇�𝑟𝑎𝑑
=1
ℎ𝑟𝐴
(20)
Para sistemas em série onde são empregados dois ou mais materiais diferentes, ou são
expostos a mais de um modo de transferência de calor, somam-se suas respectivas resistências
utilizando um método semelhante ao empregado em circuitos elétricos, determinando assim sua
resistência total.
Dois modos convectivos e três condutivos, a Figura 15 ilustra o layout em corte de uma
parede composta por três matérias distintos. Sua associação de resistências e o sentido do fluxo
de calor correspondente ao sistema são demonstrados abaixo:
Figura 15 - Circuito Térmico de uma Parede em Série
Fonte: Incropera; Dewitt (2008).
Por seus materiais possuírem valores diferentes de resistência, sua taxa de transferência
de calor é representada por:
�̇� =
∆𝑇
𝛴𝑅𝑡
(21)

32
Onde o somatório das resistências térmicas é obtido da seguinte maneira, equação 18:
𝛴𝑅𝑡 =
1
ℎ1𝐴+
𝐿𝐴
𝑘𝐴𝐴+
𝐿𝐵
𝑘𝐵𝐴+
𝐿𝐶
𝑘𝐶𝐴+
1
ℎ4𝐴
(22)
Porém, comumente em sistemas extensos é feito o uso da equação que utiliza o
coeficiente global, U, demonstrado na equação 24. Seu início é também efetuado a partir da
equação de resfriamento de Newton, onde, ΔT representa a diferença global de temperaturas
em que o sistema é exposto, equação 23:
�̇� = 𝑈𝐴∆𝑇
(23)
𝑈 =
1
𝑅𝑡𝐴=
1
[1ℎ1
+𝐿𝐴
𝑘𝐴+
𝐿𝐵
𝑘𝐵+
𝐿𝐶
𝑘𝐶+
1ℎ4
] (24)

33
3 MATERIAIS E MÉTODOS
A empresa onde o estudo foi desenvolvido está localizada em município situado no
interior do estado de São Paulo, sendo a mesma abastecida por um sistema de gás encanado
tendo sua origem em território boliviano. A indústria metalúrgica possui outras duas estufas
convectivas de secagem, sendo elas de desenvolvimento pouco semelhante e que se diferem em
sua maneira construtiva.
A estufa da imagem abaixo, Figura 16, possui comprimento útil pouco inferior a 31
metros, 1 metro e 40 centímetros de largura, 3 metros e 60 centímetros de altura no corpo
principal e em suas extremidades, onde estão posicionadas as câmaras de combustão, 5 metros
e 17 centímetros.
Figura 16 - Estufa Convectiva Objeto de Estudo
1 – Corpo principal, região útil;
2 – Câmara de Combustão;
3 – Ramais que efetuam a distribuição do ar em alta temperatura;
4 – Corrente transportadora, linha 1;
5 – Corrente transportadora, linha 2;
6 – Parede de isolamento;
7 – Cortina de ar.
Fonte: Próprio Autor (2018).

34
Sua estrutura para efetuar o processo de secagem, conta com duas câmaras de
combustão, uma em cada extremidade. Cada câmara emprega um insuflador de modelo
centrífugo, com pás inclinadas para trás e 850 milímetros de diâmetro, sendo movido por um
motor da marca WEG, 8 polos e 10 cavalos de potência, operando assim a rotação fixa de 900
revoluções por minuto. Cada fonte de calor é proveniente de um queimador que se utiliza de
gás natural como combustível, fabricado pela Riello e de modelo GAS 3, Figura 17.
Figura 17 - Queimador Riello GAS 3
Fonte: RIELLO (2016).
Impulsionados pelo insuflador, o ar aquecido é então fornecido ao seu respectivo ramal
lateral. Correspondentes um para cada câmara, efetuam a distribuição para os que estão situados
na parte inferior da estufa, resultando no que foi apresentado na Figura 15, onde, as setas
vermelhas representam o escoamento do ar quente. Cortinas de ar impedem que o fluido
aquecido saia pelas regiões de entrada e saída de peças.
Sua composição estrutural emprega a união de chapas de aço galvanizado e isolante
térmico, conforme ilustrado pela Figura 18.
Figura 18 - Composição Estrutural
Fonte: Próprio Autor (2018).

35
Com espessura de 2 milímetros, chapas de aço galvanizado envolvem os painéis de lã
de rocha com espessura de 100 milímetros. O fabricante do isolante, a empresa Thermax,
informa a densidade nominal do produto, 80 kg/m3 e recomenda seu uso para temperaturas
máximas operacionais entre 300 e 350ºC.
Através de esteiras transportadoras, linhas 1 e 2, as peças adentram a estufa,
percorrendo-a em velocidades que variam entre 5 a 7 metros por minuto, resultando num tempo
de ciclo – tempo para percorrer o equipamento – de 6 a 7 minutos.
3.1 MATERIAIS
Descritos abaixo, estão sequencialmente listados os equipamentos utilizados.
Termômetro digital Minipa, modelo MT401-A, dotado de um sensor termopar de
soquete tipo K, modelo MTK-01, capaz de aferir temperaturas de -50ºC a 750ºC. Sendo
ilustrado na Figura 19.
Figura 19 - Termômetro e Termopar
Fonte: Minipa(2017).
Termovisor da marca Fluke, modelo Ti400, Figura 20, dotado de um sensor
fotográfico de 5 megapixels, capaz de efetuar leituras na faixa de -20ºC a 1200ºC, com
precisão de ± 2 °C. Passivo de correção de emissividade via display do equipamento ou
software SmartView® – FLUKE Corporation em etapa posterior a captura da imagem.

36
Figura 20 - Termovisor
Fonte: Fluke Corporation (2016).
Desenvolvido pelo fabricante BYK e de modelo temp-gard 8p, Figura 21, o dispositivo
é um sistema de aquisição de temperaturas com disponibilidade para o uso de 8 sondas. Opera
de 0 à 400ºC e possui resolução de 0,10ºC, efetuando a aquisição de dados num intervalo
mínimo de 15 segundos.
Figura 21 - Sistema de aquisição BYK
Fonte: Próprio Autor (2018).
Balança de plataforma com indicador digital, ambos do fabricante Líder e modelos B-
250 e LD 1050, respectivamente, Figura 22. Possui incremento mínimo de cinquenta gramas e

37
peso máximo de cento e cinquenta quilogramas, informações essas apresentadas em um
mostrador digital de seis dígitos.
Figura 22 - Indicador Digital
Fonte: Líder Balanças (2017).
Indicador e totalizador remoto, destinado ao controle de variáveis de processos
industriais, vazão, pressão e nível. Fabricado pela Contech e de modelo CTH265R, Figura 23,
monitora e atua através do uso de transdutores de corrente, tensão ou frequência.
Figura 23 - Indicador Digital
Fonte: Contech (2018).
3.2 MÉTODOS E TÉCNICAS EMPREGADAS
Para a coleta de dados e modelagem da proposta, fez-se necessário a utilização de
equipamentos e instrumentos que pudessem trazer confiabilidade quanto aos valores e
resultados obtidos. Para isso, inicialmente foi necessário a construção de um aparato

38
1
experimental na parede da estufa, conforme pode ser visto na Figura 24, sendo este fixado nas
superfícies interna e externa, ambos de modelo MTK-01, possibilitando a coleta dos dados
requeridos.
Figura 24 - Ilustração do Aparato Experimental
Fonte: Próprio Autor (2018).
O termopar interno, denominado TFI, possui seu conector fixado na face externa da
estufa, porém, através de um orifício já existente e utilizado para o termopar do equipamento
foi possível fixa-lo nesta região. O termopar externo, TFE, possui as mesmas características
fabris e mesma função no aparato, neste caso a de efetuar a leitura de temperatura rente a face
externa.
As fixações dos sensores foram efetuadas com uso de fita tipo isolante da marca 3M®,
conferida na Figura 25.
Figura 25 - Aparato Experimental
1 – Conectores tipo K dos termopares;

39
2 – Cabo inserido em furo já existente;
3 – Sensor fixado rente a parede.
Fonte: Próprio Autor (2018).
Para quantificar o fluxo mássico de peças que passam pelo equipamento, informações
referentes à massa e tempo são necessárias. Para tal, foram utilizadas uma balança eletrônica,
Figura 26, e um cronômetro, disponível em smartphones que empregam sistema operacional
Android – GOOGLE. Dessa maneira, foram mensuradas as massas de cada modelo de peça e
coletado o tempo decorrente do percurso no interior da estufa.
Figura 26 - Processo de Pesagem
Fonte: Próprio Autor (2018).
Visando quantificar as temperaturas de entrada e saída das peças na estufa, foram
empregados dois equipamentos: câmera termográfica e sistema de aquisição de temperaturas.
Para o primeiro, foi adotado o seguinte procedimento - Figura 27 - na captura das imagens:
Posicionamento perpendicularmente aos objetos;
Distância de captura aproximada de 1 metro.

40
Figura 27 - Captura Câmera Termográfica
Fonte: Próprio Autor (2018).
Sendo o quadrante apresentado na imagem acima, Figura 27, a área analisada pela
câmera termográfica. Em azul consta a peça e em vermelho o meio na saída da estufa. Nos
valores apresentados em capítulos posteriores são atribuídos os resultados obtidos da presente
figura como sendo os referentes a saída das peças.
O procedimento do segundo equipamento em muito se difere do anterior. O sistema de
aquisição de temperaturas BYK faz uso de sondas. No experimento foram utilizados modelos
para a superfície das peças e temperaturas do ar, os quais seguem apresentados na Figura 28.
Figura 28 - Sondas do Sistema de Aquisição.
Fonte: Próprio Autor (2018).

41
Na imagem acima, posicionada a esquerda está a sonda responsável pela leitura dos
dados relacionados a temperatura do ar e a direita o dispositivo que efetua a leitura dos dados
referentes a superfície das peças. O arranjo montado para a aquisição dos dados contempla duas
unidades de cada sonda. A disposição das sondas pode ser observada na Figura 29.
Figura 29 - Sistema de Aquisição Implementado
Fonte: Próprio Autor (2018).
Posicionadas nas extremidades, topo e parte inferior, estão as sondas para a temperatura
do ar. Localizadas no centro, entre as sondas de ar, estão as responsáveis para efetuar a leitura
de temperatura das peças.
O setor onde a estufa está instalada dispõe de um único medidor de vazão, sendo esse
responsável por quantificar o consumo de cinco unidades de queimadores. Visando contornar
tal situação, a estratégia adotada foi a de utilizar um cronômetro e coletar o tempo necessário
para que um metro cúbico de gás fosse consumido.

42
4 RESULTADOS
O presente trabalho, por tratar-se de um levantamento termodinâmico, foi embasado em
um vasto acervo bibliográfico disponível. O objetivo central foi verificar e quantificar o
desempenho de uma estufa de secagem contínua e convectiva de uma indústria metalúrgica.
A elaboração do conceito matemático foi desenvolvido conforme a bibliografia
analisada e conta com simplificações de modo a atenuar a complexidade contida na resolução
do problema. Todo o equacionamento foi implementado na versão acadêmica do software
Engineering Equation Solver (EES), presente no Apêndice A, e os dados coletados foram
tratados estatisticamente no software R® e Minitab® 18 – Trial Version, sendo o primeiro open
source, posteriormente equacionados na Equação (21), (16) e (12).
4.1 Análise Descritiva do Comportamento da Temperatura
Através do uso de termopares implementados rente a face interna e externa, foram
coletados quinze dados de temperatura em intervalos de seis segundos, conforme pode ser
visto na Figura 30. Os valores obtidos seguem apresentados na Tabela 1.
Figura 30 - Primeira Coleta de Dados
Fonte: Próprio Autor (2018).

43
Tabela 1 - Primeira Coleta das Temperaturas de Face
Face Interna
[ºC]
Face Externa
[ºC]
167 51
168 52
168 52
168 52
168 53
169 53
169 53
169 53
170 53
170 53
170 53
170 54
171 54
171 54
Média 169,33ºC 52,93ºC
Fonte: Próprio Autor (2018).
Visando detectar possíveis variações nas temperaturas e consequentemente na taxa de
transferência de calor, uma nova coleta de dados foi realizada. Dessa vez foram obtidas cinco
informações em sequência, espaçadas em um intervalo de dois segundos. Fez-se isso durante o
período de quatro dias e em quatro horários pré-determinados. Os valores obtidos constam no
Apêndice B e foram empregues, pois possibilitam a detecção de possíveis variações diárias na
taxa de transferência de calor por condução.
Com o auxílio do Software R foram efetuadas as médias apresentadas na Tabela 2.
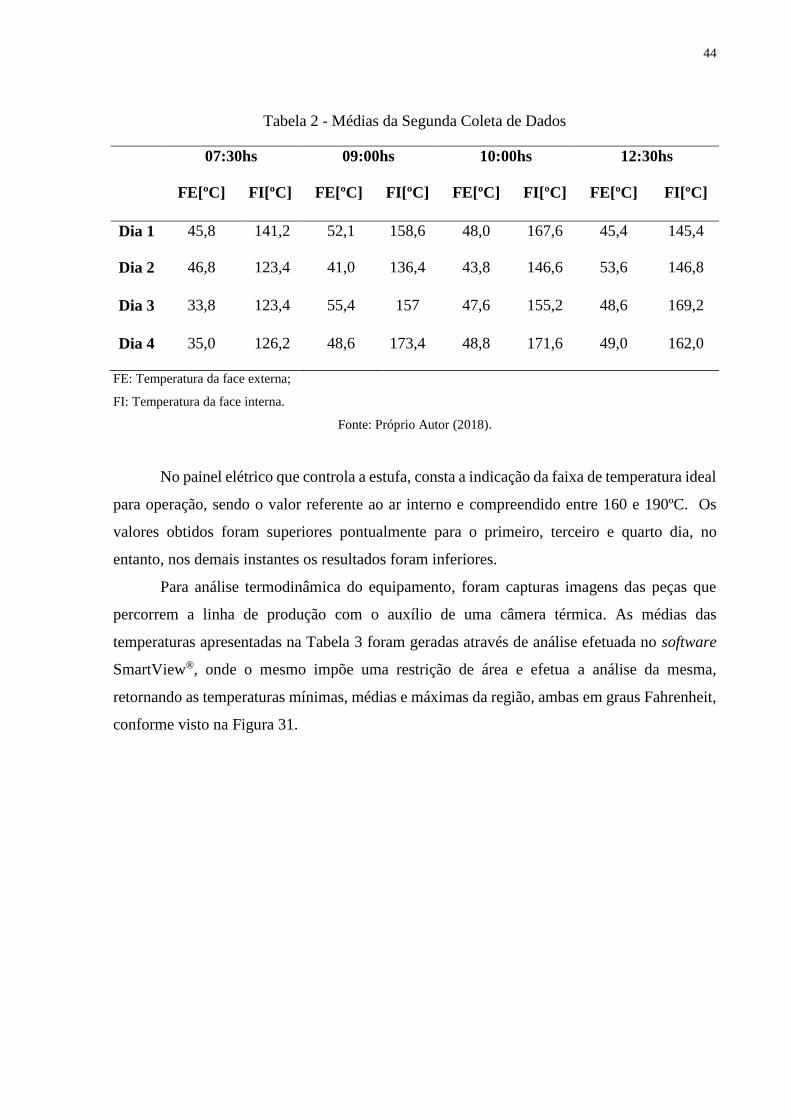
44
Tabela 2 - Médias da Segunda Coleta de Dados
07:30hs 09:00hs 10:00hs 12:30hs
FE[ºC] FI[ºC] FE[ºC] FI[ºC] FE[ºC] FI[ºC] FE[ºC] FI[ºC]
Dia 1 45,8 141,2 52,1 158,6 48,0 167,6 45,4 145,4
Dia 2 46,8 123,4 41,0 136,4 43,8 146,6 53,6 146,8
Dia 3 33,8 123,4 55,4 157 47,6 155,2 48,6 169,2
Dia 4 35,0 126,2 48,6 173,4 48,8 171,6 49,0 162,0
FE: Temperatura da face externa;
FI: Temperatura da face interna.
Fonte: Próprio Autor (2018).
No painel elétrico que controla a estufa, consta a indicação da faixa de temperatura ideal
para operação, sendo o valor referente ao ar interno e compreendido entre 160 e 190ºC. Os
valores obtidos foram superiores pontualmente para o primeiro, terceiro e quarto dia, no
entanto, nos demais instantes os resultados foram inferiores.
Para análise termodinâmica do equipamento, foram capturas imagens das peças que
percorrem a linha de produção com o auxílio de uma câmera térmica. As médias das
temperaturas apresentadas na Tabela 3 foram geradas através de análise efetuada no software
SmartView®, onde o mesmo impõe uma restrição de área e efetua a análise da mesma,
retornando as temperaturas mínimas, médias e máximas da região, ambas em graus Fahrenheit,
conforme visto na Figura 31.

45
Figura 31 – Análise e Peças na Entrada e Saída da Estufa
Fonte: Próprio Autor (2018).
Tabela 3 - Temperaturas dos Itens Câmera Térmica
Entrada (1) Saída (2)
Mínima 26,17ºC 39,38ºC
Média 27,83ºC 55,56ºC
Máxima 34,83ºC 142,17ºC
Fonte: Próprio Autor (2018).

46
As temperaturas de entrada e saída das peças na estufa, levantadas através da câmera
térmica, são relativamente próximas. Nesse sentindo, conclui-se que o método não é eficaz,
pois espera-se uma variação na ordem de 100ºC.
Visando proporcionar uma nova fonte de dados, fez-se o uso do sistema de aquisição de
temperaturas BYK, que emprega sondas de temperatura do ar e superficial das peças. O aparato
experimental e o instante em que o equipamento foi conectado ao notebook para que os dados
coletados fossem descarregados no mesmo são apresentados na Figura 32:
Figura 32 - Aparato Experimental e Tratamento dos Dados
Fonte: Próprio Autor (2018).
Os dados coletados foram inseridos em uma tabela que segue no Apêndice C. A partir
disto foi possível plotar um gráfico que correlaciona a temperatura com o tempo, Figura 33:
Figura 33 - Gráfico Sondas BYK
Fonte: Próprio Autor (2018).
0,0
50,0
100,0
150,0
200,0
250,0
300,0
00
:00
,0
00
:30
,0
01
:00
,0
01
:30
,0
02
:00
,0
02
:30
,0
03
:00
,0
03
:30
,0
04
:00
,0
04
:30
,0
05
:00
,0
05
:30
,0
06
:00
,0
06
:30
,0
07
:00
,0
07
:30
,0
08
:00
,0
08
:30
,0
09
:00
,0
09
:30
,0
10
:00
,0
Ar Superior [°C] Peça Superior [°C]
Peça Infeiror [°C] Ar Inferior [°C]

47
Analisando o gráfico, pode-se conferir certa divergência entre os valores obtidos pela
câmera infravermelha, pois, no instante 02:45 minutos, nota-se uma elevação nas temperaturas
apresentadas no interior da estufa, demonstrando a entrada do aparato no interior do
equipamento.
Percorrendo a linha fixado a uma peça, conforme apresentado anteriormente na Figura
32, o sistema BYK está submetido ao tempo de ciclo da estufa, sendo assim, é sabido que sua
saída ocorre no entorno de 09:30 minutos, onde nota-se uma abrupta queda nos valores das
temperaturas do ar superior e inferior. Dessa maneira, os dados de temperatura obtidos pelo
sistema de aquisição estão expostos abaixo, na Tabela 4.
Tabela 4 - Temperaturas dos Itens Sistema BYK
Entrada [ºC] Saída [ºC]
Ar Superior 92,0 74,6
Peça Superior 30,4 147,2
Peça Inferior 32,5 124,4
Ar Inferior 49,5 78,9
Fonte: Próprio Autor (2018).
4.2 Fluxo de Peças e de Combustível
No primeiro dia analisado, cada linha efetuava a produção de modelos específicos, com
dimensões e massas distintas, ambas com mesma velocidade e adentrando simultaneamente a
estufa, conforme pode ser visto na Figura 34. Os tempos de ciclo, quantidade e suas respectivas
massas estão descritos na Tabela 5.

48
Figura 34 - Linhas Transportadoras
Fonte: Próprio Autor (2018).
Tabela 5 - Parâmetros do volume de controle
Linha 1 Linha 2
Massa Total [kg] 140,55 170,00
Tempo [s] 398,37 398,37
Quantidade [un] 83 200
Fonte: Próprio Autor
O calor específico para o aço SAE-1010 foi conferido na literatura, Incropera et. al
(2008), constando a tabela no Anexo B. Pelo fato de as linhas adentrarem simultaneamente a
estufa, achou-se conveniente trabalhar os fluxos mássicos em sua totalidade no interior do
equipamento, estando os dados dispostos na Tabela 6.
Tabela 6 - Parâmetros do volume de controle
Valores
Massa Total [kg] 310,55
Fluxo Mássico [kg/s] 0,78
𝒄𝒑𝑨ç𝒐 [kJ/kgK] 0,487
Fonte: Próprio Autor (2018).

49
Através de um medidor e totalizador geral que informa o consumo de gás natural
referente a duas estufas e uma cabine de banho, em um total de cinco queimadores. Para tal,
foram iniciados sequencialmente os queimadores, efetuando assim a obtenção dos dados
pontuais de consumo apontados na Tabela 7, constando no Anexo C as principais propriedades
do gás. Tal método foi empregado, pois não há disponibilidade de medidores pontuais.
Tabela 7 - Consumo de Combustível
Valores
Queimador 1 [𝒎𝟑/𝒔] 19,0
Queimador 2 [𝒎𝟑/𝒔] 19,5
𝑷𝑪𝑰𝒇 [𝒌𝑱/𝒌𝒈𝑲] 45.595,0
𝝆𝑮𝒏 [𝒌𝒈/ 𝒎𝟑] 0,78
Fonte: Próprio Autor (2018).
4.3 Análise da Taxa de Transferência de Calor
Com o auxílio do software R®, de domínio livre, foram efetuadas as análises presentes
neste tópico. O intuito é verificar o desenvolvimento da taxa de transferência de calor ao longo
dos dias e horários, sendo a análise enriquecida pelas informações referentes a massa, área e
quantidade de peças produzidas, estando estas informações agrupadas na Tabela 15.
Tabela 8 - Produção Diária dos Dias Analisados
Quantidade [unidade] Área [m2] Massa [kg]
Dia 1 25365 14178 14773,34
Dia 2 11145 5578 6114,31
Dia 3 16258 7243 14464,45
Dia 4 6270 4440 4557,40
Fonte: Próprio Autor (2018).
A Figura 35 é produto da análise efetuada pelo software após implementação do código
presente no Apêndice D, na Tabela 9 estão contidas as médias e medianas de todas as variáveis
analisadas.

50
Tabela 9 - Variáveis Analisadas no Software R
Dia TI
[°C]
TE
[°C]
Qcond
[kW]
Peças
[un]
Área
[m²]
Mínimo 1 123 33 8,488 6270 4440
Mediana 2,5 151 48 11,392 13702 6410
Média 2,5 150,2 46,49 11,589 14760 7860
Máximo 4 174 56 13,961 25365 14178
Dia: Dias analisados;
TI: Temperatura da face interna [ºC];
TE: Temperatura da face externa [ºC];
Qcond: Taxa de transferência de calor por condução [kW];
Pecas: Produção unitária;
Area: Área superficial das peças [m2];
Massa: Massa das peças [kg].
Fonte: Próprio Autor (2018).
A Figura 36 apresenta o uso da função “hist”, retornando assim os histogramas
referentes a temperatura de face externa e interna, estando a temperatura em graus Celsius na
abscissa e sua frequência na ordenada.
Figura 35 - Histograma das Temperaturas
Fonte: Próprio Autor (2018).

51
Quando realizado o histograma da taxa de transferência de calor nas paredes, pode-se
visualizar uma linha de tendência que acompanha os vales e picos dos histogramas das
temperaturas, Figura 36, não ocorrendo assim a transferência de calor em determinadas regiões.
A Figura 37 possui Quilowatt [kW] como unidade da sua abscissa e a ordenada apresenta sua
frequência.
Figura 36 - Histograma da Taxa de Transferência de Calor
Fonte: Próprio Autor (2018).
Dispostas abaixo estão as Figuras 38 e 39 que apresentam as variações da taxa de
transferência de calor por dia e hora. A Figura 38 relaciona a taxa de transferência de calor por
condução média e as horas em que foram efetuadas as coletas dos dados, mostrando a interação
entre a taxa de transferência de calor com o tempo, devido ao cruzamento das retas dos gráficos.
Sendo o segundo e o quarto dia os detentores das menores e maiores, respectivamente, médias
da taxa de transferência de calor por dissipação através das paredes.
Figura 37 - Variações da Taxa de Transferência de Calor por Hora
Fonte: Próprio Autor (2018).

52
Consta na Figura 39 o gráfico plotado da taxa de transferência de calor média em
função dos dias, onde cada linha representa os horários em que foram coletadas as informações.
Figura 38 - Variações da Taxa de Transferência de Calor por Dia
Fonte: Próprio Autor (2018).
De modo a permitir uma análise mais pontual acerca das horas de cada dia, o gráfico
acima reitera os valores referentes ao segundo dia como sendo ele o detentor das menores
médias de calor dissipado.
Através do método Taguchi foi gerado o gráfico presente na Figura 40, obtido também
no software Minitab® 18 – Trial Version, pode-se analisar quais as condições de análise
apresentaram maior e menor taxa de transferência de calor do sistema.
Figura 39 - Método Taguchi
Fonte: Próprio Autor (2018).

53
Por meio da análise gráfica da Figura 40, obteve-se que a menor taxa de transferência
de calor ocorreu com uma quantidade produzida de 11.145 unidades e a maior com 6.270
unidades. Isto pode ser explicado por variações na geometria das peças, por vezes não atrelada
a dimensão da área superficial, e sim a vincos, dobras e furos.
Pontuados da esquerda para a direita, tanto para o gráfico que relaciona a quantidade de
peças produzidas (gráfico da esquerda) quanto para o gráfico que possui na abscissa a área das
peças produzidas (gráfico da direita), estão os seguintes dias: quarto, segundo, terceiro e
primeiro, não estando sequencialmente dispostos devido ao fato de possuírem em sua abscissa
a quantidade unitária de produção e a área conferida das peças.
Para o primeiro e terceiro dia, a análise do método Taguchi mostra que a proximidade
vertical conferida pode ser traduzida na não influência, para ambos os casos, da quantidade
unitária e a área das peças em suas respectivas taxas de transferência de calor por condução.
No gráfico de área, disposto na Figura 41, foram relacionadas as informações da
quantidade peças produzidas com o tempo.
Figura 40 - Peças Produzidas x Tempo
Fonte: Próprio Autor (2018).
Quantidade de peças (unidades)
Te
mpo
(h
oras)
25000200001500010000
12:00 PM
11:00 AM
10:00 AM
9:00 AM
8:00 AM
>
–
–
–
–
< 9
9 10
10 11
11 12
12 13
13
Qcond

54
Já no apresentado na Figura 42, foram relacionadas outras variáveis, sendo essas as
informações da massa diária das peças produzidas e o tempo decorrido.
Figura 41 - Massa x Tempo
Fonte: Próprio Autor (2018).
Para ambos os gráficos, Figuras 41 e 42, as regiões das maiores taxas de transferência
de calor dissipadas pelas paredes podem ser justificadas, seja pela baixa quantidade de peças
produzidas ou por momentos de inatividade da linha, não sendo recorrentes para todos os dias
analisados. Por exemplo os horários de almoço da linha de produção, onde em apenas um dia
houve pausa na produção dos componentes.
4.4 Análise da Carga Térmica
Com base na primeira lei da termodinâmica, a Tabela 10 apresenta a carga térmica
fornecida pelo processo de combustão através dos dois queimadores e o calor absorvido pelas
peças de ambas as linhas. A solução analítica adotada não leva em consideração as
transferências de massa devido a evaporação do fluido presente na superfície dos objetos. O
delta de temperatura utilizado no calor absorvido pelas peças é originário da média captada pelo
sistema BYK.
Massa (Kg)
Te
mp
o (
horas)
1400
0
1300
0
1200
0
1100
0
1000
090
0080
0070
0060
0050
00
12:00 PM
11:00 AM
10:00 AM
9:00 AM
8:00 AM
>
–
–
–
–
< 9
9 10
10 11
11 12
12 13
13
Qcond
55
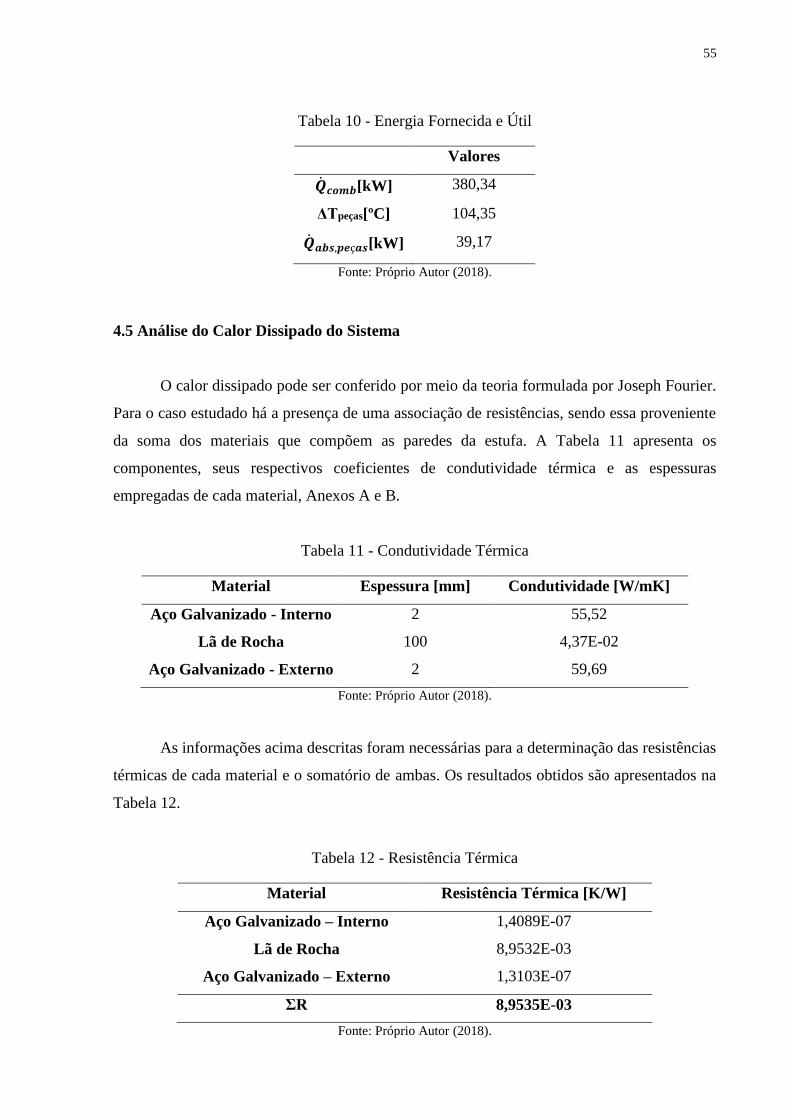
Tabela 10 - Energia Fornecida e Útil
Valores
�̇�𝒄𝒐𝒎𝒃[kW] 380,34
ΔTpeças[ºC] 104,35
�̇�𝒂𝒃𝒔,𝒑𝒆ç𝒂𝒔[kW] 39,17
Fonte: Próprio Autor (2018).
4.5 Análise do Calor Dissipado do Sistema
O calor dissipado pode ser conferido por meio da teoria formulada por Joseph Fourier.
Para o caso estudado há a presença de uma associação de resistências, sendo essa proveniente
da soma dos materiais que compõem as paredes da estufa. A Tabela 11 apresenta os
componentes, seus respectivos coeficientes de condutividade térmica e as espessuras
empregadas de cada material, Anexos A e B.
Tabela 11 - Condutividade Térmica
Material Espessura [mm] Condutividade [W/mK]
Aço Galvanizado - Interno 2 55,52
Lã de Rocha 100 4,37E-02
Aço Galvanizado - Externo 2 59,69
Fonte: Próprio Autor (2018).
As informações acima descritas foram necessárias para a determinação das resistências
térmicas de cada material e o somatório de ambas. Os resultados obtidos são apresentados na
Tabela 12.
Tabela 12 - Resistência Térmica
Material Resistência Térmica [K/W]
Aço Galvanizado – Interno 1,4089E-07
Lã de Rocha 8,9532E-03
Aço Galvanizado – Externo 1,3103E-07
ΣR 8,9535E-03
Fonte: Próprio Autor (2018).

56
Na determinação do calor dissipado pelas paredes laterais e teto da estufa, utilizou-se o
somatório das resistências e o delta de temperatura entre as faces interna e externa, sendo o
último originário da média dos valores obtidos ao longo da análise efetuada nos quatros dias.
A energia cedida ao ambiente, a superfície em que ocorre essa transferência e o
diferencial de temperatura adotado podem ser conferidos na Tabela 13.
Tabela 13 - Calor Dissipado por Condução
Área [m2] 255,69
ΣR [K/W] 8,9535E-03
ΔTparede[ºC] 103,71
�̇�𝒅𝒊𝒔𝒔[kW] 11,59
Fonte: Próprio Autor (2018).
A representação da fração dissipada ao ambiente no montante disponibilizado pelos
queimadores é apresentada em porcentagem na Tabela 12.
Tabela 14 - Porcentagem de Calor Dissipado
�̇�𝒅𝒊𝒔𝒔[%] 3,06
Fonte: Próprio Autor (2018).
Para a obtenção dos valores apresentados acima foram assumidas as seguintes
considerações:
Desprezar o calor dissipado pelas paredes das câmaras de combustão;
Desprezar o calor fornecido ao ambiente externo pelas aberturas de
entrada e saída de peças.
Sendo assim, as únicas superfícies utilizadas na quantificação do calor dissipado ao
ambiente foram as relacionadas ao conforto térmico para o meio, ou seja, as paredes e teto do
corpo principal da estufa.

57
4.6 Eficiências
De posse dos resultados dispostos nos tópicos anteriores, deu-se início na formulação
das equações de eficiência com base na primeira lei da termodinâmica.
Com base no balanço energético, a Tabela 15 apresenta a eficiência calculada, levando
em consideração o calor disponibilizado pelos queimadores, relacionando-os assim com o
absorvido pelas peças.
Tabela 15 - Rendimento da Estufa
𝜼ú𝒕𝒊𝒍[%] 10,29
Fonte: Próprio Autor (2018).
O valor disposto acima indica um baixo aproveitamento do calor fornecido ao sistema.
Em vista disso, uma nova análise foi efetuada, porém, considerando agora a massa
residual de líquido proveniente da cabine de banho e que adentra a estufa juntamente com as
peças. Seu valor foi aproximado em 2% do total da massa das peças. A nova eficiência do
equipamento é apresentada na Tabela 16.
Tabela 16 - Rendimento Incluindo o Processo de Evaporação
�̇�á𝒈𝒖𝒂[kg/s] 0,016
�̇�𝒆𝒗𝒂𝒑[kW] 43,81
𝜼ú𝒕𝒊𝒍𝑬𝒗𝒂𝒑[%] 21,82
Fonte: Próprio Autor (2018).
Sendo o resultado obtido acima cerca de duas vezes superior ao apresentado na Tabela
15.

58
5 CONCLUSÃO
A metodologia empregada na execução da análise permitiu descartar, levantar novas
hipóteses e compreender melhor o funcionando de uma estufa convectiva, contínua e
empregada na secagem de peças.
De maneira que, considerações preliminares apontavam como causa das perdas o
isolamento térmico nas paredes da estufa, porém, ao longo do desenvolvimento do trabalho tal
hipótese mostrou-se infundada do ponto de vista termodinâmico.
Com os estudos realizados, pôde-se quantificar através de uma análise que correlaciona
os princípios da termodinâmica com a transferência de calor, a fração dissipada pelas paredes
da estufa, sendo essa correspondente a pouco mais de 3%, representando uma pequena porção
do fornecido. Porém, os resultados obtidos não devem ser as únicas fontes de informações para
conclusões no âmbito do conforto térmico do meio, sendo necessário a análise de outras
variáveis, tais como as transferências de calor por convecção e radiação.
Por fim, eficiências baseadas na termodinâmica foram obtidas a partir da razão entre o
calor absorvido pelas peças e o calor total fornecido à estufa a partir do processo de combustão
no interior das câmaras, resultando em 10,29% e 21,82%, a última quando considerada a massa
de água que adentra o equipamento em conjunto com as peças.
Em vista da baixa eficiência apresentada pelo equipamento, uma possível causa pode
ser apontada, tendo essa origem no baixo índice de calor transferido das câmaras de combustão
para os ramais posicionados na parte inferior da estufa.
Como proposta futura, um estudo relacionado ao escoamento dos gases no interior da
estufa deve ser desenvolvido, visando o levantamento do coeficiente convectivo médio. Nesse
sentido, será possível propor soluções de melhoria para o equipamento, como
reposicionamento das saídas dos gases quentes, uma menor recirculação dos mesmos e um novo
dimensionamento do insuflador.

59
6 REFERÊNCIAS BIBLIOGRÁFICAS
3M, Standard for ovens and dryers. 3M Engineering Occupational Safety and Health
Standard, n. 2, 2002.
ACCI: Estufa Infrared. Disponível em:
< http://www.acciindustrial.com.br/estufa-infrared>. Acesso em: 05 out. 2018.
AMARAL, L. G. T; GOMES, J. S; MENDES, J. U. L; MARINHO, G. S. Fibra da casca do
coco como isolante térmico de superfície aquecida. Natal: Simpósio Desempenho Térmico
de Sistemas Construtivos Alternativos. 06, 07 e 08 ago. 2003.
BAZZO, E. Geração de Vapor. Florianópolis: UFSC. 1992. 216 p.
BEJAN, A. Advanced engineering thermodynamics. Wiley & Sons, 1996. 920 p.
BIZZO, W.A. Geração, Distribuição e Utilização do Vapor. Campinas: Unicamp. 2003.
146 p.
BYK. temp-gard 8p. Geretsried, Germany. 1998. 147 p. Disponível em:
https://www.byk.com/fileadmin/byk/support/instruments/downloads/support-
downloads/public/Manuals/Physical%20Properties/Temperature/temp-
gard%208p/Full%20Version/255015703_DE_0212.pdf. Acesso em: 5 nov. 2018.
CONTECH. Indicador universal CTH2265R – Remoto. São Paulo, SP. 2015.65 p.
Disponível em: http://contechind.com.br/dev/wp-
content/uploads/2014/12/catalogo_indicador_digital_microporcessado.pdf. Acesso em: 3 nov.
2018.
COSTA, E. C. Secagem Industrial. Editora Blücher, São Paulo, 2007.
CRANFOS: Dampers para ar e gases. Disponível em:
https://cranfos.com.br/equipamentos/dampers.html. Acesso em: 25 set. 2018.
COPERGÁS: Produtos. Disponível em: < https://www.copergas.com.br/produtos/>. Acesso
em: 15 out. 2018.
CNI. Confederação Nacional da Indústria. Gás natural: uma alternativa para uma indústria
mais competitiva. Confederação Nacional da Indústria Setor Bancário Norte, 2014. 75p.
Disponível em:
<https://portal.tcu.gov.br/lumis/portal/file/fileDownload.jsp?fileId=8A8182A14939ECF4014
97AF939096C87>. Acesso em: 19 de out. de 2018.
ÇENGEL, Y. A. Heat and mass transfer: fundamentals & applications. 5th. ed. New York:
McGraw-Hill Education. 2014.
ESA Pyronics. Nozzle-mixing burners - chapter 6. 1. v. Cumo, BG, 2000. 2 p.

60
FLUKE. Dados Técnicos: Termovisores Ti480, Ti450, Ti400 e Ti300. São Paulo, SP. 2015.5
p. Disponível em: https://dam-assets.fluke.com/s3fs-public/9902411_POZ_L_W.PDF. Acesso
em: 3 out. 2018.
GARCIA, R.; Combustíveis e Combustão Industrial. Rio de Janeiro: Interciência. 2002.
358 p.
HECK, N. C. Secagem. Porto Alegre: Universidade Federal do Rio Grande do Sul. 2008.
INCROPERA, F.P; DEWITT, D.P. Fundamentos de Transferência de Calor e de Massa.
Rio de Janeiro: LTC. 2008. 643 p.
KAPUNO, R. R. A.; RATHORE, M. M. Engineering heat transfer. 2nd. ed. Massachusetts:
Jones & Bartlett Learning, 2011.
LEAP. LEADING ENGINEERING APPLICATION PROVIDERS: Solving Conjugate Heat
Transfer problems. Disponível em:
https://www.computationalfluiddynamics.com.au/conjugate-heat-transfer/. Acesso em: 15 set.
2018.
MALCHAIRE, J. Ambiances Thermiques de Travail. Université Catholique de Louvain.
Bruxelas: Service public fédéral Emploi,Travail et Concertation sociale. 2004.
MARTIN, H. 1977. Heat and mass transfer between impinging gas jets and solid
surfaces, in Advances in Heat Transfer, Hartnett, J.P. and Irvine, T.F., Eds., 13, 1,
Academic Press, New York.
MOREIRA, J.R.S. Processos de Transferência de Calor. São Paulo: USP. 2005. 84 p.
NOGUEIRA, J. X.; SANCHEZ, C. G.; PEREZ, E. B. Avaliação do coeficiente de
transferência de calor de estufa de secagem de fitas adesivas do tipo fluxo de ar de processo
perpendicular ao substrato. Campinas: Revista Ciência e Tecnologia, Campinas, v. 21, n. 38,
p. 65-76, jan./jun. 2018.
PARK, K. J. Fundamentos de secagem. Notas de aula. Faculdade de Engenharia de
Alimentos. Campinas: Unicamp. 1987.
PARK, K. J.; ANTONIO, G. C.; Oliveira, R. A.; PARK, K. J. B. Conceitos de processo
e equipamentos de secagem. Campinas: Unicamp. 2006.
PEREIRA, M.T.; RIBEIRO, M. A.; MISSNER, A. H.; WARMLING, T.; REBELLO, M. A.;
HERMANN. M.; FREIRE, L. G. DE M.; LACERDA, M. de M. Aplicação do gás natural na
indústria metalúrgica. In: 3º CONGRESSO BRASILEIRO DE P&D EM PETRÓLEO E
GÁS. Salvador: IBP, 2005. Disponível em:
<http://www.portalabpg.org.br/PDPetro/3/trabalhos/IBP0418_05.pdf>. Acesso em: 22 de out.
de 2018.
PEREZ, E. B.; CARVALHO, M. S. Drying of thin lms of polymer solutions coated over
impermeable substrates. Heat Transfer Engineering, n. 28, p. 559-566, 2007.

61
QUEIROZ, Daniel M.; Princípios Básicos da Secagem. Vicosa, MG, 2013.
ROCKFIBRAS: Painel PSE-80. Disponível em:
< http://www.rockfibras.com.br/produtos_LR_paineis_PSE80.html>. Acesso em: 15 out.
2018.
RIELLO. One Stage Gas Burners: GAS SERIES. Huntingdon, Cambridgeshire. 2016. 9 p.
Disponível em: https://www.rielloburners.co.uk/images/content/downloads/GAS.pdf. Acesso
em: 3 out. 2018.
SADOV, F. I; KORCHAGIN, M; MATETSKY, A. Chemical Technology of Fibrous
Materials. Moscou: Mir Publishers. 1978.
SANTORO, A. Termodinâmica Química I. Santos: UniSanta. 2016. 67 p.
VLASSOV, D.; Combustíveis, combustão e câmaras de combustão. Edit. UFPR, Curitiba,
2001.
WEG: Treinamento Pintura Industrial a Pó. Disponível em: https://static.weg.net/medias/downloadcenter/h6e/h8b/Apostila-DT-13-Tinta-p-_2018.pdf.
Acesso em: 20 set. 2018.
WYLEN, G.V.; SONNTAG. R, BORGNAKKE, C. Fundamentos da Termodinâmica
Clássica. São Paulo: Edgard Blucher, 2003. 589 p.

62
APÊNDICES
Apêndice A – Código implementado no software EES
"Memorial"
"Variáveis de Entrada"
"Temperaturas"
TFE= 48 [ºC] "Média Superfície Externa"
TFI= 154 [ºC] "Média Superfície Interna"
TPE= 31,45 [ºC] "Média Peça na Entrada"
TPS= 135,8 [ºC] "Média Peça na saída"
"Área"
"Paredes"
Comp_Lat=30,92 [m]
Alt= 3,6 [m]
"Teto"
Comp_T=20,7 [m]
Larg= 1,4 [m]
Area=(2*Comp_Lat*Alt)+(Comp_T*Larg)
"Espessura do Material"
L_aco= 2 [mm] "Aço Galvanizado"
L_manta= 100 [mm] "Lã de Rocha Thermax PSE-80"
"Condutividade Térmica"
k_aco_e= 59,6963 [W/mK]
k_aco_i= 55,518975 [W/mK]
k_manta=0,043682 [W/mK]
"Fluxo Mássico de Peças"
M_L1=140,55 [kg] "Massa Linha 1"
M_L2=170,00 [kg] "Massa Linha 2"
Tempo_L_1_2=398,37 [seg] "Tempo para percorrer a estufa"
m_dot_pecas=(M_L1+M_L2)/Tempo_L_1_2
"Combustível"
"Fluxo de Combustível"
V_Q1H=19,0 [m^3/h] "Vazão Queimador 1"
V_Q2H=19,5 [m^3/h] "Vazão Queimador 2"
V_Q1=V_Q1H/3600
V_Q2=V_Q2H/3600
V_QT=V_Q1+V_Q2 "Vazão Total"
"Pode Calorífico Médio do Gás Natural"

63
"PCI_GN=37078,608 [kJ/m3] "
PCI_VGN=35564,00 [kJ/m^3]
PCI_GN=PCI_VGN/rho_gn
rho_gn=0,78 [kg/m^3] "Massa específica do Gás Natural"
m_dot_f= rho_gn*V_QT "Fluxo Mássico de Combustível"
"Resistência Térmica"
R_aco_e= (L_aco/1000)/(k_aco_e*Area) "Resistência Térmica Chapa de Aço Galvanizado
Externa"
R_aco_i= (L_aco/1000)/(k_aco_i*Area) "Resistência Térmica Chapa de Aço Galvanizado
Interna"
R_manta= (L_manta/1000)/(k_manta*Area) "Resistência Térmica Lã de Rocha Thermax
PSE-80"
R_T=R_manta+R_aco_i+R_aco_e "Somatório das Resistências"
"Taxa de Calor Dissipado - Condução"
DELTA_TF=TFI-TFE "Delta das temperaturas de face"
Q_dot_diss_cond= (DELTA_TF/R_T)/1000
"Proporção de dissipado em relação ao fornedio pelos queimadores"
Q_dot_per_diss=(Q_dot_diss_cond/Q_dot_comb_Q_1_2)*100
"Taxa de Calor Fornecidos - Queimadores"
Q_dot_comb_Q_1_2=m_dot_f*PCI_GN
"Taxa de Calor Absorvido - Peças"
cp_aco=0,487 [kJ/kgK]
DELTA_pecas=TPS-TPE "Delta das temperaturas das peças "
Q_dot_abs=m_dot_pecas*cp_aco*DELTA_pecas
"Eficiências "
eta_util=(Q_dot_abs/Q_dot_comb_Q_1_2)*100
eta_diss_util=(Q_dot_abs+Q_dot_diss_cond)/(Q_dot_comb_Q_1_2)*100
Apêndice B – Dados de temperatura:
DIA HORA TI TE DIA HORA TI TE

64
1 07:30 140 45 3 07:30 124 33
1 07:30 141 46 3 07:30 124 34
1 07:30 141 46 3 07:30 123 34
1 07:30 142 46 3 07:30 123 34
1 07:30 142 46 3 07:30 123 34
1 09:00 158 52 3 09:00 157 55
1 09:00 159 52 3 09:00 157 55
1 09:00 158 53 3 09:00 157 55
1 09:00 159 53 3 09:00 157 56
1 09:00 159 53 3 09:00 157 56
1 10:00 168 48 3 10:00 155 47
1 10:00 168 48 3 10:00 155 47
1 10:00 167 48 3 10:00 155 48
1 10:00 167 48 3 10:00 155 48
1 10:00 168 48 3 10:00 156 48
1 12:30 145 45 3 12:30 168 48
1 12:30 146 45 3 12:30 169 48
1 12:30 146 45 3 12:30 169 49
1 12:30 145 46 3 12:30 170 49
1 12:30 145 46 3 12:30 170 49
2 07:30 123 46 4 07:30 127 35
2 07:30 123 47 4 07:30 126 35
2 07:30 123 47 4 07:30 126 35
2 07:30 124 47 4 07:30 126 35
2 07:30 124 47 4 07:30 126 35
2 09:00 137 41 4 09:00 173 48
2 09:00 137 41 4 09:00 173 48
2 09:00 136 41 4 09:00 174 49
2 09:00 136 41 4 09:00 174 49
2 09:00 136 41 4 09:00 173 49
2 10:00 146 43 4 10:00 171 48
2 10:00 146 44 4 10:00 171 49
2 10:00 147 44 4 10:00 171 49
2 10:00 147 44 4 10:00 172 49
2 10:00 147 44 4 10:00 173 49
2 12:30 146 53 4 12:30 162 49
2 12:30 147 53 4 12:30 162 49
2 12:30 147 54 4 12:30 162 49
2 12:30 147 54 4 12:30 162 49
2 12:30 147 54 4 12:30 162 49 Fonte: Próprio Autor (2018).
Apêndice C – Dados obtidos pelo equipamento BYK
RESULTADOS
Tempo Ar Superior Peça Superior Peça Infeiror Ar Inferior
[mm:ss] [°C] [°C] [°C] [°C]
00:00,0 33,1 35,6 33,9 32,7

65
00:15,0 33,6 35,8 34,2 33,0
00:30,0 33,1 35,9 34,5 32,7
00:45,0 32,9 35,9 34,4 32,7
01:00,0 32,7 35,7 34,3 32,5
01:15,0 32,6 35,8 34,3 32,5
01:30,0 32,4 35,7 34,5 32,7
01:45,0 32,2 35,7 34,4 32,3
02:00,0 33,0 35,6 34,4 32,5
02:15,0 32,1 35,5 34,3 32,4
02:30,0 32,4 35,3 34,2 32,6
02:45,0 32,3 35,3 34,2 32,4
03:00,0 33,3 35,3 34,3 32,7
03:15,0 32,6 35,3 34,3 32,4
03:30,0 44,5 35,5 34,5 38,9
03:45,0 39,1 35,7 35,5 33,5
04:00,0 59,1 35,6 35,2 36,5
04:15,0 52,5 33,9 35,8 36,4
04:30,0 45,2 32,5 37,0 34,8
04:45,0 41,3 31,2 36,8 35,0
05:00,0 41,2 30,3 35,5 30,5
05:15,0 33,5 28,8 33,2 28,5
05:30,0 92,0 30,4 32,5 49,5
05:45,0 125,3 41,5 40,2 71,1
06:00,0 134,2 52,5 49,8 69,7
06:15,0 127,5 62,3 55,0 73,3
06:30,0 122,1 69,5 60,4 83,6
06:45,0 166,9 77,5 68,1 98,4
07:00,0 165,7 87,8 76,1 103,2
07:15,0 165,9 97,1 83,8 118,6
07:30,0 162,8 105,6 94,9 141,5
07:45,0 172,0 113,9 109,2 178,1
08:00,0 184,6 124,1 128,1 202,7
08:15,0 213,0 135,5 148,8 236,6
08:30,0 223,8 148,2 169,3 243,4
08:45,0 228,2 160,3 186,5 253,6
09:00,0 229,5 171,3 200,6 256,3
09:15,0 225,6 180,6 208,3 247,1
09:30,0 214,3 187,6 210,3 231,5
09:45,0 204,7 192,2 208,9 214,7
10:00,0 203,0 194,9 202,9 197,0
10:15,0 204,7 196,9 195,6 185,3
10:30,0 189,6 197,8 189,3 172,4
10:45,0 182,8 196,7 184,3 168,9
11:00,0 182,1 195,0 181,1 170,0
11:15,0 146,6 190,2 178,6 160,9
11:30,0 115,8 180,9 170,2 126,5
11:45,0 110,2 170,6 153,2 106,6
12:00,0 89,8 159,1 138,0 98,0
12:15,0 74,6 147,2 124,4 78,9
12:30,0 43,5 135,6 112,2 60,2
12:45,0 40,1 127,1 101,6 48,9
13:00,0 46,5 118,9 93,5 45,9

66
Fonte: Próprio Autor (2018).
Apêndice D – Equações implementadas no software R
#ANÁLISE DA TRANSFERÊNCIA DE CALOR
#1ªEtapa- MÉDIA E GRÁFICOS DE INTERAÇÃO

67
dados=read.csv("TX_DOIS.csv",sep=";",dec=",",header=T)
dados
dim(dados)
names(dados)
attach(dados)
is.factor(dia)
is.factor(hora)
is.factor(TI)
is.factor(TE)
is.factor(Area)
is.factor(Pecas)
is.factor(Massa)
is.factor(Qcond)
summary(dados)
#Faz a média das combinações
dados.m <- tapply(TI, list(dia,hora), mean)
dados.m
#Faz a média das combinações
dados.m <- tapply(TE, list(dia,hora), mean)
dados.m
dados.m <- tapply(Qcond, list(dia,hora), mean)
dados.m
dados.m <- tapply(Qcond, list(dia,hora,Massa,Pecas), mean)
dados.m
dados.m <- tapply(Qcond, list(dia,Pecas), mean)
dados.m
dados.m <- tapply(Qcond, list(dia,Area), mean)
dados.m
#Faz os gráficos de interação
par(mfrow=c(2,1))
interaction.plot(hora,dia,Qcond, col=1:4)
interaction.plot(dia,hora,Qcond, col=1:4)
# BOXPLOT
dados2=read.csv("TX_DOIS.csv",sep=";",dec=",",header=T)
dados2
attach(dados2)
#GRÁFICO BOXPLOT
par(mfrow=c(2,1))
Qcondshap=cbind(Qcond)
temperatura2FI=cbind(TI)
boxplot(Qcondshap,col=c("grey")) #Plotando Separadamente
boxplot(temperatura2FI,col=c("red")) #Plotando Separadamente
par(mfrow=c(3,1))
hist(TE, col=c("orange"))
hist(TI, col=c("red"))
hist(Qcond, col=c("grey"))

68
boxplot(Qcond~hora,data=TX_TWO, col=c("grey"))

69
ANEXOS
Anexo A – Catálogo RockFibras Thermax PSE-80
Fonte: ROCKFIBRAS (2018).

70
Anexo B – Propriedades termofísicas da matéria:
Fonte: Incropera; DeWitt (2008).

71
Anexo C – Propriedades do gás natural:
Fonte: COPERGÁS (2018).