análise do calor gerado por deformação plástica em aços de alta … · 2019-05-28 · análise...
TRANSCRIPT
José Carlos Castro Botelho
ANÁLISE DO CALOR GERADO POR DEFORMAÇÃO PLÁSTICA
EM AÇOS DE ALTA RESISTÊNCIA
Dissertação de Mestrado em Engenharia Mecânica
na Especialidade de Produção e Projeto
Julho de 2018


DEPARTAMENTO DE
ENGENHARIA MECÂNICA
Análise do calor gerado por deformação
plástica em aços de alta resistência Dissertação apresentada para a obtenção do grau de Mestre em Engenharia Mecânica na Especialidade de Produção e Projeto
Analysis of the heat generated by plastic deformation in
high strength steels
Autor
José Carlos Castro Botelho
Orientador
Diogo Mariano Simões Neto
Júri
Presidente Professor Doutor Pedro André Dias Prates
Professor Auxiliar da Universidade de Coimbra
Vogal Professora Doutora Marta Cristina Cardoso de Oliveira
Professora Auxiliar da Universidade de Coimbra
Orientador Professor Doutor Diogo Mariano Simões Neto
Professor Auxiliar da Universidade de Coimbra
Coimbra, Julho, 2018


Aos meus pais,
“Um génio é 1% de inspiração e 99% de transpiração.”
Thomas Edison


Agradecimentos
José Carlos Castro Botelho i
Agradecimentos
O trabalho que aqui se apresenta só foi possível graças à colaboração e apoio de
algumas pessoas, às quais não posso deixar de prestar o meu reconhecimento.
Um especial agradecimento aos meus pais e irmão, que me concederam todas as
condições e me apoiaram sempre em todas as minha decisões.
Um agradecimento ao meus “padrinhos” e a toda minha família pela amizade,
confiança e encorajamento que sempre depositaram em mim.
Ao Professor Doutor Diogo Mariano Simões Neto, desejo expressar a minha
sincera gratidão pela orientação científica desta dissertação, por toda a disponibilidade e boa
disposição ao longo deste período de trabalho.
Gostava de agradecer também a Professora Doutora Marta Cristina Cardoso
Oliveira pelo apoio e interesse demonstrado neste tema.
A todos os meus colegas e membros do Grupo de Tecnologia, o meu
agradecimento pela amizade, ajuda e apoio, mas também pelo bom ambiente de trabalho que
me proporcionaram.
Aos meus amigos, sem precisar de mencionar nomes, o meu profundo
agradecimento por me terem acompanhado em todo o meu percurso académico, pelas longas
horas de trabalho e estudo, mas também pelos grandes momentos de diversão que tivemos
ao longo destes últimos cinco anos.
Por fim, às restantes pessoas que me apoiaram ao longo desta tese, o meu sincero
agradecimento.
Análise do calor gerado por deformação plástica em aços de alta resistência
ii 2018

Agradecimentos
José Carlos Castro Botelho iii
Esta dissertação foi realizada no âmbito do projeto Watch4ming: Monitorização
da estampagem de aços de alta resistência, (P2020-PTDC/EMS-TEC/6400/2014),
cofinanciado pela Fundação Portuguesa para a Ciência e Tecnologia (FCT) e pelo Fundo
Europeu de Desenvolvimento Regional (FEDER), através do Programa Operacional
Competitividade e Internacionalização (POCI-01-0145-FEDER-016876).

Análise do calor gerado por deformação plástica em aços de alta resistência
iv 2018

Resumo
José Carlos Castro Botelho v
Resumo
Nos últimos anos a utilização dos aços de alta resistência têm vindo a aumentar
na indústria automóvel. A elevada resistência mecânica destes aços permite reduzir o peso
dos veículos em relação aos aços convencionais. A redução do seu peso permite a diminuição
do consumo de combustível, levando a uma diminuição dos impactos ambientais provocados
pelos automóveis. Porém, a utilização deste tipo de aços impõe novos desafios do ponto de
vista tecnológico uma vez que a conformabilidade é menor. Além disso, o esforço nas
ferramentas de estampagem é maior, bem como a geração de calor por deformação plástica
e contacto com atrito. Apesar de pequenas variações de temperatura não alteram as
propriedades mecânicas dos materiais metálicos, os lubrificantes utilizados no processo de
conformação de chapas metálicas são muito sensíveis a pequenas variações de temperatura.
O objetivo principal deste trabalho é quantificar o aumento de temperatura
gerado por deformação plástica em dois aços de alta resistência, o aço DP500 e o aço DP780.
Para tal, o ensaio de tração uniaxial foi estudado com o auxílio do método dos elementos
finitos, onde são avaliados vários parâmetros numéricos. O aumento de temperatura depende
do coeficiente de Taylor e Quinney (𝛽), que traduz a percentagem de trabalho plástico
convertido em calor durante a deformação plástica. Vários estudos demonstram que 𝛽=0,9
para a maioria dos metais, sendo este o valor habitualmente usado em modelos de simulação
numérica. No entanto, outros estudos mostram que 𝛽 aumenta com a deformação plástica.
Na modelação do ensaio de tração as perdas de calor para o exterior são consideradas, sendo
estas por convecção natural na zona em contacto com o ar e por transferência de calor por
contacto na zona das amarras do provete.
Neste trabalho são estudados dois provetes com geometrias diferentes, com o
intuito de analisar a influência da geometria no aumento de temperatura. Os resultados
obtidos mostram que a geração de calor é maior no aço DP780, pois possui tensões de
escoamento superiores. No entanto, a geometria do provete (tamanho) não tem um impacto
significativo no aumento de temperatura previsto. Considerando uma velocidade de amarra
igual a 1 mm/s, no instante de carga máxima o aço DP500 alcança uma temperatura de
44,4ºC e o aço DP780 de 52,7ºC, sendo a temperatura inicial de 22ºC. O aumento de

Análise do calor gerado por deformação plástica em aços de alta resistência
vi 2018
temperatura é superior para velocidades de deformação mais elevadas. De facto, o parâmetro
que revelou maior influência no aumento de temperatura foi a velocidade de deformação,
enquanto o que menos influenciou foi o coeficiente de transferência de calor por contacto.
Palavras-chave: Aços de alta resistência, Deformação plástica, Ensaio de tração, Aumento de temperatura, Método dos elementos finitos.

Abstract
José Carlos Castro Botelho vii
Abstract
In the last few years, Advanced High Strength Steels (AHSS) use has been increasing
in the automotive industry. This steels have a high mechanical strength that allows to reduce
the vehicles weight compared to conventional steels. The weight reduction leads to a
decrease in fuel consumption and, consequently, a reduction of the environmental impacts
caused by cars. However, the use of this type of steel imposes new challenges from the
technological point of view since formability is smaller. Besides, the mechanical loads in the
stamping tools increases, as well as the heat generated by plastic deformation and contact
with friction. Although small variations in temperature do not change the mechanical
properties of the metallic materials, the lubricants used in the sheet metal forming process
are very sensitive to small variations in temperature.
The main objective of this work is to quantify the temperature increase generated by
plastic deformation in two AHSS, namely the DP500 steel and the DP780 steel. For this, the
uniaxial tensile test was studied using the finite element method, where several numerical
parameters are evaluated. Temperature increase depends on Taylor and Quinney coefficient
(𝛽), which defines the fraction of plastic work converted into heat during plastic
deformation. Several studies have shown that β = 0.9 for most metals, which is the value
commonly used in numerical simulation. However, other studies show that β increases with
plastic deformation. The heat losses are considered in the tensile test modeling, assuming
natural convection in specimen zone surrounded by air and thermal contact conductance in
the zones of the specimen where the grip is applied.
In this work two specimens with different geometries are studied in order to analyze
the influence of geometry on temperature increases. Results shown that heat generation is
higher in the DP780 steel, because it has higher flow stress values. However, the geometry
of the specimen (size) does not have a significant impact on the expected temperature
increase. Considering a grip speed of 1 mm/s, at the instant of maximum load, the DP500
steel reaches a temperature of 44.4 °C and the DP780 steel of 52.7 °C, using the initial
temperature of 22 °C. Besides, the temperature rise is higher for large values of plastic strain
rate. In fact, the parameter with largest influence on the temperature rise is the plastic strain

Análise do calor gerado por deformação plástica em aços de alta resistência
viii 2018
rate, while the interfacial heat transfer coefficient presents a negligible impact on the
predicted temperature.
Keywords: Advanced High Strength Steels, Plastic deformation,
Uniaxial tensile test, Temperature increase, Finite
element method.

Índice
José Carlos Castro Botelho ix
Índice
Índice de Figuras .................................................................................................................. xi
Índice de Tabelas ................................................................................................................. xv
Nomenclatura e Siglas ....................................................................................................... xvii Nomenclatura Romana .................................................................................................. xvii Nomenclatura Grega ..................................................................................................... xviii Siglas .............................................................................................................................. xix
1. Introdução ...................................................................................................................... 1 1.1. Aços DP (Dual Phase) ............................................................................................ 1 1.2. Geração de calor por deformação plástica e atrito .................................................. 3
1.3. Impacto da temperatura na lubrificação e comportamento mecânico .................... 5 1.4. Coeficiente de Taylor e Quinney – β ...................................................................... 5 1.5. Objetivos ................................................................................................................. 7
1.6. Organização da dissertação ..................................................................................... 7
2. Análise termomecânica do ensaio de tração .................................................................. 9 2.1. Condições de Ensaio ............................................................................................. 10 2.2. Transferência de calor para o exterior .................................................................. 11
2.2.1. Coeficiente de convecção natural .................................................................. 13 2.2.2. Coeficiente de transferência de calor por contacto ........................................ 16
2.3. Modelo de elementos finitos ................................................................................. 18 2.3.1. Discretização com elementos finitos ............................................................. 18 2.3.2. Comportamento mecânico ............................................................................. 19 2.3.3. Comportamento térmico ................................................................................ 21
3. Resultados e discussão ................................................................................................ 27
3.1. Aumento da temperatura em condições adiabáticas ............................................. 28
3.2. Coeficiente de convecção natural e de transferência de calor por contacto ......... 30 3.3. Coeficiente de Taylor e Quinney .......................................................................... 35
3.4. Variação da temperatura antes e depois na estrição.............................................. 39 3.5. Diferentes velocidades de ensaio .......................................................................... 42 3.6. Diferente geometria do provete de tração ............................................................. 44
3.6.1. Transferência de calor para o exterior ........................................................... 44 3.6.2. Variação da temperatura ................................................................................ 47 3.6.3. Velocidades de ensaio ................................................................................... 50
4. Conclusões ................................................................................................................... 53
Referências Bibliográficas ................................................................................................... 55

Análise do calor gerado por deformação plástica em aços de alta resistência
x 2018

Índice de Figuras
José Carlos Castro Botelho xi
ÍNDICE DE FIGURAS
Figura 1.1. Representação da relação entre tensão de rotura e alongamento na rotura para
vários aços, incluído os aços de alta resistência (Steels, 2013). .............................. 2
Figura 1.2. (a) Representação de um processo de estampagem para chapas metálicas. (b e
c) Representação em esquema da colocação dos termopares na matriz, na zona de
deformação (Pereira & Rolfe, 2014). ...................................................................... 4
Figura 2.1. Esquema de um ensaio de tração (Néris, 2011). ................................................. 9
Figura 2.2. Geometria do provete Ⅰ utilizado no ensaio de tração (dimensões em
milímetros). ........................................................................................................... 11
Figura 2.3. Geometria do provete Ⅱ (geometria de grandes dimensões) utilizado no ensaio
de tração, (dimensões em milímetros). .................................................................. 11
Figura 2.4. Área do provete exposta ao coeficiente de convecção natural e transferência de
calor por contacto: (a) provete Ⅰ; (b) provete Ⅱ. .................................................... 13
Figura 2.5. Evolução do coeficiente de convecção natural, para um plano vertical: (a) efeito
da variação do comprimento do provete; (b) efeito da variação da temperatura de
superfície do provete (L = 40mm). ........................................................................ 16
Figura 2.6. Efeito da temperatura de superfície do provete no coeficiente de convecção
natural para o caso de um plano horizontal (L = 40mm). ..................................... 16
Figura 2.7. Distribuição da temperatura na zona de contacto entre dois corpos (Incropera et
al., 2011). ............................................................................................................... 17
Figura 2.8. Malha de elementos finitos: (a) provete Ⅰ; (b) provete Ⅱ. ................................. 19
Figura 2.9. Curvas de tensão real-deformação plástica no ensaio de tração para dois
materiais, usando os parâmetros da Tabela 2.3 na lei de Swift. ............................ 20
Figura 2.10. Evolução do coeficiente de anisotropia nos dois materiais. ............................ 21
Figura 2.11. Fração de trabalho plástico dissipado em calor em função da deformação
plástica e do coeficiente de encruamento, com 𝜀0 = 0.005. ................................ 23
Figura 2.12. Solução aproximada da lei de Swift para cada material. ................................ 24
Figura 2.13. Fração de trabalho plástico convertido em calor em função da deformação
plástica. Comparação entre diferentes valores de 𝛽 e o modelo de Zehnder. ....... 25
Figura 3.1.Representação da zona de deformação plástica antes da carga máxima (Bertoldi,
2013). ..................................................................................................................... 28
Figura 3.2. Solução analítica para a evolução de temperatura em condições adiabáticas para
os dois materiais e dois valores de β, no provete Ⅰ. ............................................... 29
Figura 3.3. Valores de coeficiente de convecção natural e transferência de calor por
contacto usados no ensaio de tração. ..................................................................... 31

Análise do calor gerado por deformação plástica em aços de alta resistência
xii 2018
Figura 3.4. Evolução da temperatura no ponto central do provete para diferentes valores do
coeficiente de convecção natural e do coeficiente de transferência de calor por
contacto de 7500 W/𝑚2°𝐶, com velocidade de ensaio de: (a) 1 mm/s; (b) 0,1
mm/s. ..................................................................................................................... 32
Figura 3.5. Geometria da fração do provete Ⅰ, com representação da coordenada x. ......... 34
Figura 3.6. Variação da temperatura ao longo do comprimento do provete no instante de
carga máxima considerando diferentes valores de: (a) coeficiente de transferência
de calor por contacto; (b) coeficiente de convecção natural. Velocidade de ensaio
de 0,1 mm/s. .......................................................................................................... 35
Figura 3.7. Evolução da temperatura no ponto central do provete com diferentes valores de
𝛽 e modelo de Zehnder, para diferentes velocidades de ensaio: (a) 0,1 mm/s; (b) 1
mm/s; (c) 10 mm/s. ............................................................................................... 38
Figura 3.8. Indicação dos nós onde é avaliada a temperatura durante o ensaio de tração
uniaxial. ................................................................................................................. 39
Figura 3.9. Evolução da temperatura em três nós distintos do provete até ao deslocamento
imposto. ................................................................................................................. 40
Figura 3.10. Perfil de temperatura no instante de carga máxima para velocidade de ensaio
de 1 mm/s. ............................................................................................................. 41
Figura 3.11. Distribuição da temperatura ao longo do provete no instante de carga máxima
e no instante final do ensaio considerando o provete Ⅰ e comparando os dois
materiais. Velocidade de ensaio de 1 mm/s. ......................................................... 42
Figura 3.12. Evolução da temperatura no ponto central do provete para diferentes
velocidades de deslocamento da amarra no ensaio de tração uniaxial para os dois
aços estudados. ...................................................................................................... 43
Figura 3.13. Distribuição da temperatura ao longo do comprimento do provete para
diferentes velocidades de deslocamento da amarra no ensaio de tração uniaxial
para os dois aços estudados, para o instante de carga máxima. ............................ 44
Figura 3.14. Evolução da temperatura no ponto central do provete para diferentes valores
do coeficiente de convecção natural utilizando 1 mm/s de velocidade de
deslocamento da amarra. ....................................................................................... 45
Figura 3.15. Distribuição da temperatura ao longo do comprimento do provete no instante
de carga máxima para valores diferentes do coeficiente de convecção natural e
velocidade da amarra de 1 mm/s. .......................................................................... 46
Figura 3.16. Geometria da fração do provete Ⅱ, com representação da coordenada x. ..... 47
Figura 3.17. Evolução da temperatura no ponto central do provete Ⅰ e Ⅱ até ao instante
de carga máxima para os dois materiais analisados. Velocidade de ensaio de 1
mm/s. ..................................................................................................................... 48
Figura 3.18. Distribuição da temperatura ao longo do provete no instante de carga máxima
e no instante final do ensaio, para o provete Ⅱ com velocidade da amarra de 1
mm/s. ..................................................................................................................... 49

Índice de Figuras
José Carlos Castro Botelho xiii
Figura 3.19. Distribuição da temperatura no instante de carga máxima para ambos os
materiais considerando a velocidade de amarra de 1 mm/s. ................................. 50
Figura 3.20. Distribuição de temperatura ao longo do comprimento do provete no instante
de carga máxima para diferentes velocidades de ensaio. ...................................... 51

Análise do calor gerado por deformação plástica em aços de alta resistência
xiv 2018
Índice de Tabelas
José Carlos Castro Botelho xv
ÍNDICE DE TABELAS
Tabela 1.1. Coeficiente de Taylor e Quinney para diferentes aços ....................................... 6
Tabela 2.1. Propriedades térmicas para aços de alta resistência. ........................................ 12
Tabela 2.2. Propriedades do ar em contacto com o provete (Incropera et al., 2011). ......... 15
Tabela 2.3. Parâmetros da lei de Swift para os dois materiais (Costa, 2017)...................... 20
Tabela 2.4. Coeficiente de anisotropia em três direções em relação à direção de laminagem
para os dois materiais (Costa, 2017). .................................................................... 21
Tabela 2.5. Parâmetros de anisotropia segundo o critério de Hill´48 para os dois
materiais(Costa, 2017)........................................................................................... 21
Tabela 2.6. Parâmetros da lei aproximada de Swift em cada material ................................ 24

Análise do calor gerado por deformação plástica em aços de alta resistência
xvi 2018

Nomenclatura e Siglas
José Carlos Castro Botelho xvii
NOMENCLATURA E SIGLAS
Nomenclatura Romana
𝑐𝑝 – Calor específico
𝐸 – Módulo de Elasticidade
F, G, H, L, M, N – Parâmetros de anisotropia do critério de Hill´48
g – Aceleração gravítica
ℎ𝑐 – Coeficiente de transferência de calor por contacto
ℎ𝑛 – Coeficiente de convecção natural
K – Parâmetro da lei de Swift
𝐾𝑧 – Constante do modelo de Zehnder
k – Condutividade térmica
L – Comprimento do provete exposto a convecção natural
𝑁𝑢̅̅ ̅̅𝐿 – Número de Nusselt(médio)
n – Coeficiente de encruamento
Pr – Número de Prandtl
�̇� – Taxa de energia dissipada como calor
𝑞𝑥 – Fluxo de calor entre dois metais
𝑅𝑎𝐿 – Número de Rayleigh
r0 – Coeficiente de anisotropia na direção de laminagem
r45 – Coeficiente de anisotropia com 45° em ralação a direção de laminagem
r90 – Coeficiente de anisotropia com 90° em relação a direção de laminagem
r(φ) – Coeficiente de anisotropia com φ° em relação a direção de laminagem
S – Superfície de um corpo sólido
T – Temperatura
𝑇𝐴 – Temperatura do material A
𝑇𝐵 – Temperatura do material B
𝑇∞ - Temperatura ambiente
𝑇𝑠 – Temperatura da superfície em contacto com o ar

Análise do calor gerado por deformação plástica em aços de alta resistência
xviii 2018
V – Volume de um corpo sólido
v – Coeficiente de Poisson
𝑊�̇� – Taxa de trabalho plástico
W𝑠̇ – Taxa de energia retida no material
Y – Parâmetro da lei de Swift
Nomenclatura Grega
𝛼 – Difusidade térmica
β – Coeficiente de Taylor e Quinney
γ – Coeficiente de expansão térmica
∆T – Variação de temperatura
∆𝑇𝑐 – Variação de temperatura entre dois corpos em contacto
𝛥𝜀𝑝 – Variação da deformação plástica
𝜀0 – Parâmetro da lei de Swift/deformação limite de elasticidade
𝜀𝑒 – Deformação elástica
𝜀𝑝 – Deformação plástica
𝜀̅𝑝 – Deformação plástica equivalente
�̇�𝑝 – Tensor da taxa de deformação plástica
𝜈 – Viscosidade cinemática
𝜌 – Densidade
𝜎 – Tensão de tração
𝜎0 – Tensão limite de elasticidade
𝝈 – Tensor da tensão de Cauchy
φ – Ângulo em relação à direção de laminagem
Nomenclatura e Siglas
José Carlos Castro Botelho xix
Siglas
AHSS – Advanced High Strength Steels
AISI - American Iron and Steel Institute
BH – Bake Hardening
C-Mn – Carbon-Manganese
DD3IMP - Deep Drawing 3D IMPlicit finite element code
DP – Dual-Phase
FCTUC – Faculdade de Ciências e Tecnologia da Universidade de Coimbra
GPa – GigaPascal
HSLA – High Strengt Low Alloy
IF – Interstitial Free
MP – Multi Phase
TRIP – Transformation Induced Plasticity

Análise do calor gerado por deformação plástica em aços de alta resistência
xx 2018

Introdução
José Carlos Castro Botelho 1
1. INTRODUÇÃO
A utilização crescente dos aços de alta resistência na indústria automóvel conduz
a vários problemas no processo de conformação plástica de chapas metálicas. Contudo, a
maior resistência mecânica dos materiais e mais segurança dos veículos levará com que o
uso deste tipo de aços seja cada vez maior. De facto, a necessidade de carroçarias mais leves
nos automóveis motivou a aplicação destes materiais. No entanto, muitos estudos têm sido
desenvolvidos com o objetivo de melhorar a resistência, a ductilidade e a resistência à fadiga
pois a elevada resistência mecânica conduz a uma menor capacidade de deformação,
causando vários problemas no processo de estampagem (Lesch, Kwiaton, & Klose, 2017).
Na produção de componentes por estampagem de aços de alta resistência a velocidade de
produção precisa de ser reduzida para minimizar os problemas relacionados com o desgaste
das ferramentas, envolvendo também o aquecimento provocado por atrito entre o material e
as ferramentas (Pereira & Rolfe, 2014).
Os aços de alta resistência começaram a surgir na indústria automóvel na década
de 70, substituindo os aços convencionais com o objetivo principal de diminuir o peso dos
automóveis e consequentemente o consumo de combustível (Lesch et al., 2017). Nesta época
o preço dos combustíveis subiu drasticamente e era necessária uma revolução para combater
este problema. A utilização destes novos aços resolvia este problema, conseguindo
carroçarias mais leves. No entanto, originavam novos problemas relacionados com a baixa
ductilidade, propriedade essencial nos processos de estampagem. Assim, nos últimos anos
foram desenvolvidos novos aços de alta resistência de forma a conseguir uma boa
combinação entre resistência mecânica e ductilidade, com o objetivo de satisfazer os
requisitos da indústria automóvel (Lesch et al., 2017).
1.1. Aços DP (Dual Phase)
Este estudo é baseado nos aços DP (Dual Phase) que se enquadram nos aços de
alta resistência. Estes aços foram desenvolvidos com o objetivo de criar uma boa
combinação de resistência à tração e ductilidade, conseguindo estas características com as
suas duas fases, a fase ferrítica e martensítica. Contêm cerca de 10 a 20% de fase martensítica

Análise do calor gerado por deformação plástica em aços de alta resistência
2 2018
garantindo-lhe uma boa resistência à tração com valores acima dos 600 MPa e uma boa
ductilidade garantida pela fase ferrítica (Rocha, Melo, Pereloma, & Santos, 2005). Os aços
DP são adequados para o fabrico de peças por estampagem, pois têm uma boa capacidade
de deformação. A alta resistência mecânica garante-lhes uma boa capacidade de absorver
energia no caso de uma colisão provocada, por exemplo, num acidente de automóvel. Com
esta microestrutura os aços DP podem variar a sua ductilidade de acordo com a fase
martensítica. Na curva tensão-deformação não é percetível o limite de elasticidade, pois estes
materiais têm baixa deformação elástica, elevado coeficiente de encruamento, podem ser
endurecidos por recozimento, contêm baixo teor em carbono e possuem boa resistência à
fadiga (Kuziak, Kawalla, & Waengler, 2008).
O comportamento dos diferentes aços, incluindo aços convencionais e aços de
alta resistência, é apresentado na Figura 1.1 de forma esquemática. Como se pode observar,
os aços DP possuem uma grande gama de valores para a resistência mecânica em
comparação com os aços convencionais. No entanto, quanto maior for a resistência mecânica
do material menor é o seu alongamento na rotura, ou seja, para materiais com elevada
resistência mecânica, a deformação plástica que ocorre no material antes da rotura é
reduzida.
Figura 1.1. Representação da relação entre tensão de rotura e alongamento na rotura para vários aços, incluído os aços de alta resistência (Steels, 2013).

Introdução
José Carlos Castro Botelho 3
1.2. Geração de calor por deformação plástica e atrito
O aquecimento provocado por deformação plástica e pelo atrito são temas
estudados já há alguns anos. Um estudo feito por Farren & Taylor, (1925) em vários metais
mostrou que aproximadamente 90% do trabalho realizado por deformação plástica é
convertido em calor. A deformação plástica provoca defeitos internos no material, alterando
a energia interna que depende da quantidade de defeitos. No modelo de (Alan T. Zehnder,
1991) a energia interna é calculada em função da deformação plástica. Esta energia na forma
de calor é responsável pelo aquecimento do material e parte dela é dissipada para o exterior
através de convecção natural e condução de calor por contacto. Com perdas de calor para o
exterior, o fluxo de calor dentro do material é maior, comparado com um processo adiabático
em que não há perdas de calor para o exterior (Kapoor & Nemat-Nasser, 1998). Grandes
aumentos de temperatura produzidos por deformação plástica podem levar à alteração das
propriedades mecânicas. A evolução da temperatura pode ser medida com termopares, que
são colocados estrategicamente de forma a registar a variação de temperatura. Grande parte
da energia dissipado pelo atrito é convertida em calor. O calor gerado por atrito é provocado
pelas forças de atrito em simultâneo com o deslizamento relativo dos corpos em contacto. O
atrito entre a chapa e a matriz gera calor, o qual é distribuído entre a chapa e as ferramentas.
No entanto, a chapa estás constantemente a ser substituída numa produção em série enquanto
o conjunto de ferramentas é sempre o mesmo. No processo de estampagem é usado um
lubrificante na zona de contacto entre os dois materiais para reduzir o atrito, conseguido uma
diminuição de geração de calor devido à redução do atrito.
Vários estudos feitos nos últimos anos com o auxílio do métodos dos elementos
finitos, analisam a variação de temperatura provocado pelo processo de estampagem nas
ferramentas e na chapa. (Groche, Nitzsche, & Elsen, 2008) previram um aumento de
temperatura na ordem dos 20°C na zona do raio da matriz para uma velocidade do punção
de 100 mm/s. No estudo feito por (J. H. Kim, Sung, Piao, & Wagoner, 2011) analisaram um
aço DP e foi prevista uma temperatura de 100°C para o material deformado com uma
velocidade de deformação de 50mm/s.
No estudo feito por (Pereira & Rolfe, 2014) é medido o aumento de temperatura
provocado por atrito e pela deformação plástica no aço DP780 deformado pelo processo de

Análise do calor gerado por deformação plástica em aços de alta resistência
4 2018
estampagem. O esquema é representado na Figura 1.2, onde uma chapa é deformada à
temperatura ambiente. A força do cerra-chapas é controlada pelas molas a gás e é escolhida
de forma a conseguir a dobra da chapa. Neste processo a chapa é lubrificado com uma
camada fina de óleo, com o objetivo de diminuir o atrito entre o material e as ferramentas.
Figura 1.2. (a) Representação de um processo de estampagem para chapas metálicas. (b e c) Representação em esquema da colocação dos termopares na matriz, na zona de deformação (Pereira & Rolfe, 2014).
Nesse estudo foi utilizado um modelo termomecânico de elementos finitos capaz
de reproduzir este processo de estampagem e avaliar a variação de temperatura ocorrida na
chapa e na matriz. Para o aço DP780 a temperatura máxima registada na matriz foi de 180°C
provocado pelo atrito entre a matriz e a chapa. A temperatura máxima prevista para a chapa
foi de 108°C com o atrito a ser igualmente a principal causa para este aumento. Estes
resultados foram obtidos para uma velocidade do punção de 300mm/s.
A variação de temperatura pode ser medida utilizando outras técnicas. Um
trabalho feito por (Moss & Pond, 1975), em que mediram a temperatura com radiação de
infravermelhos emitida pelo material deformado. Esta técnica foi usada para medir a
temperatura na superfície de uma amostra de cobre. No estudo feito por (Ohbuchi,
Sakamoto, & Nagatomo, 2016) é também medida a radiação de infravermelhos com o
auxilio de uma camara de imagem térmica. Foi usado o ensaio de tração para ver a
distribuição de temperatura na superfície de um provete durante a deformação plástica. A
grande vantagem dos sistemas óticos em comparação com os termopares é a obtenção de um
mapa de temperaturas em vez de uma temperatura pontual. No entanto, a precisão dos
termopares é superior.

Introdução
José Carlos Castro Botelho 5
1.3. Impacto da temperatura na lubrificação e comportamento mecânico
A lubrificação desempenha um papel muito importante na estampagem, sendo
responsável pela redução do atrito entre as ferramentas e a peça a conformar. As
propriedades do material, as condições de atrito e a alta temperatura são fatores que afetam
o desempenho dos lubrificantes. A escolha do lubrificante certo é bastante importante para
garantir a qualidade do componente formado (H. Kim, Sung, Sivakumar, & Altan, 2007). A
redução do atrito diminui os esforços nas ferramentas e nas peças de trabalho, garantido
melhor qualidade e maior durabilidade dos componentes.
Os problemas térmicos podem ser resolvidos com lubrificação adequada, capaz
de reduzir o aquecimento provocado pelo atrito, permitindo velocidades maiores no processo
de estampagem. No entanto, as condições de contacto lubrificado são sensíveis a pequenas
variações de temperatura, ou seja, altas temperaturas podem levar à degradação das
propriedades do lubrificante. Vários testes têm sido desenvolvidos utilizando modelos de
elementos finitos que simulam processos de estampagem, para avaliar o desempenho do
lubrificante (Chandrasekharan, Palaniswamy, Jain, Ngaile, & Altan, 2005). A desvantagem
destes testes é a incapacidade de estimar resultados para altas pressões de contacto e altas
velocidades de deslizamento. A maior parte dos testes são realizados à temperatura ambiente
e na realidade a temperatura nos processos de estampagem pode chegar aos 200°C
(Chandrasekharan et al., 2005). Em geral, assume-se que a variação de temperatura não é
suficiente para provocar o amaciamento do material, no entanto, como já foi referido
anteriormente pequenas variações de temperatura podem afetar a qualidade do lubrificante.
1.4. Coeficiente de Taylor e Quinney – β
O coeficiente de Tayler e Quinney define a percentagem de trabalho plástico
convertido em calor durante a deformação plástica de um material metálico. A maior parte
do trabalho é convertido em calor, sendo apenas uma pequena parte deste retido no material.
Os primeiros trabalhos e as primeiras investigações sobres este assunto foram desenvolvidas
por (Farren & Taylor, 1925) e (Taylor & Quinney, 1934). Para a maioria dos metais este
coeficiente é assumido constante, com valores entre 85 a 95% de trabalho plástico convertido
em calor. Farren e Taylor demonstraram que para a maior parte dos metais o valor de β é
cerca de 90%.

Análise do calor gerado por deformação plástica em aços de alta resistência
6 2018
Existem duas formas de determinar o coeficiente de Taylor e Quinney, ambas
recorrendo à avaliação da temperatura. Quando a deformação plástica ocorre num pequeno
intervalo de tempo as perdas de calor podem ser desprezadas no cálculo do coeficiente de
Taylor e Quinney. Por outro lado, quando a deformação ocorre num período de tempo longo
as perdas de calor para o meio ambiente têm que ser tomadas em conta na avaliação do
coeficiente de Taylor e Quinney. Nos trabalhos feitos por (Farren & Taylor, 1925) e (Taylor
& Quinney, 1934) foram consideradas deformações com geração de calor quase adiabáticas,
i.e. as perdas de calor para o meio exterior foram insignificantes (A. T. Zehnder, Babinsky,
& Palmer, 1998).
Um trabalho feito por (Knysh & Korkolis, 2015) para determinar o coeficiente
de Taylor e Quinney em função da deformação plástica, mostra que para quatro materiais
diferentes, dois aços inoxidáveis e duas ligas de titânio o valor de β não é constante. Com o
aumento da deformação plástica β diminui para estes materiais, com valores entre 0,55 e 0,8.
Comparando os aços com as ligas de titânio os resultados mostram que os titânios dependem
mais da velocidade de deformação.
O coeficiente de Taylor e Quinney pode ser definido usando a técnica da
radiação de infravermelhos para um ensaio de alta velocidade, onde é possível obter
condições adiabáticas. Vários autores estudaram a evolução de β em função da deformação
plástica, a Tabela 1.1 são mostrados valores de β para diferentes materiais determinados de
diferentes autores.
Tabela 1.1. Coeficiente de Taylor e Quinney para diferentes aços.
Material β Referência
Aço carbono 0,4 – 0,85 (Chrysochoos et al, 1989)
Aço TRIP 0,8 – 1,0 (Rusinek et al, 2009)
Aço macio 0,87 – 0,93 (Taylor et al, 1934)
Aço AISI 0,9 (Oliferuk et al, 2004)
Aço inoxidável 0,4 – 0,7 ( Zehnder et al, 1998)
Quando é analisada a geração de calor é preciso ter em consideração as perdas
para o meio ambiente. Na engenharia mecânica a dissipação de energia é um fator muito
importante, e neste trabalho é fundamental avaliar as perdas de calor para o meio ambiente.
Considera-se um processo adiabático quando não há perda de energia, neste caso, quando

Introdução
José Carlos Castro Botelho 7
não há perdas de calor para o exterior. Num processo adiabático apenas há alteração da
energia interna.
1.5. Objetivos
O principal objetivo deste trabalho é avaliar numericamente o aumento de
temperatura induzida por deformação plástica em aços de alta resistência. Para tal foi
utilizado o ensaio de tração uniaxial pela sua simplicidade e ampla utilização na
caracterização do comportamento mecânico de metais. Uma vez que o calor gerado resulta
da deformação plástica, a modelação do ensaio de tração uniaxial requer a utilização de um
modelo termomecânico. Além disso, dado que a velocidade imposta nas amarras de tração é
relativamente baixa, isso requer a modelação das perdas de calor por convecção natural e
transferência de calor por contacto na amarra. Por outro lado, o aumento de temperatura é
influenciado pelo coeficiente de Taylor e Quinney, o qual define a fração de trabalho plástico
convertido em calor. Neste estudo são utilizados dois aços de alta resistência diferentes, bem
como dois provetes de geometria distinta. A influência da velocidade de deformação no
aumento de temperatura é avaliado considerando vários valores de velocidade da amarra no
ensaio de tração.
1.6. Organização da dissertação
Esta dissertação está dividida em quatro capítulos, incluindo o presente capítulo
introdutório, com o intuito de melhorar a compreensão do trabalho. No presente capítulo, foi
feita uma abordagem ao tema em geral, enquadrando os aços de alta resistência e o aumento
de temperatura provocado por deformação plástica. Este trabalho enquadra-se no processo
de estampagem de aços de alta resistência, que envolve grandes valores de deformação
plástica e tempos de ciclo relativamente curtos.
No capítulo dois são descritas as condições do ensaio de tração uniaxial, o qual
foi selecionado para avaliar o aumento de temperatura induzido por deformação plástica. O
modelo de simulação numérica desenvolvido para modelar o ensaio apresentado, incluindo
a geração e a transferência de calor para o exterior. Neste tópico é mostrado detalhadamente
as condições e os processos de realização deste trabalho.

Análise do calor gerado por deformação plástica em aços de alta resistência
8 2018
No capítulo três são apresentados os resultados e é realizada a respetiva
discussão. Estes resultados foram obtidos por simulação numérica do ensaio de tração. Os
resultados são apresentados e divididos em diferentes secções, dando especial importância
ao aumento de temperatura provocado pela deformação plástica. Posteriormente são também
analisadas diferentes condições, tais como, a resistência mecânica da chapa metálica, a
velocidade de deformação, diferente geometria do provete e diferente percentagem de
trabalho plástico convertido em calor durante a deformação plástica.
No quarto e último capítulo são apresentadas as principais conclusões obtidas
com a realização deste trabalho.
Análise termomecânica do ensaio de tração
José Carlos Castro Botelho 9
2. ANÁLISE TERMOMECÂNICA DO ENSAIO DE TRAÇÃO
Neste estudo, a geração de calor por deformação plástica é quantificada através
do ensaio de tração uniaxial. Este ensaio é relativamente simples e rápido de fazer, sendo
um teste muito utilizado na engenharia para identificar as propriedades elásticas e plásticas
de diferentes materiais metálicos. A amostra é deformada, geralmente até à fratura, com o
aumento da carga de tração que é aplicada na direção do eixo mais comprido da amostra,
como se pode ver na Figura 2.1. Durante o ensaio, a deformação plástica concentra-se na
região central do provete, onde a área de secção transversal é menor. Em várias aplicações
de produção industrial é fundamental conhecer o comportamento plástico dos materiais,
como por exemplo no forjamento e na estampagem de chapas metálicas (Cabezas &
Celentano, 2004). A resistência mecânica e a ductilidade são as principais propriedades dos
materiais metálicos determinadas recorrendo ao ensaio de tração uniaxial. No entanto, neste
trabalho o ensaio de tração é utilizado para quantificar o calor gerado durante a deformação
plástica de chapas metálicas.
Figura 2.1. Esquema de um ensaio de tração (Néris, 2011).

Análise do calor gerado por deformação plástica em aços de alta resistência
10 2018
Apesar de os ensaios de tração uniaxial serem realizados à temperatura ambiente,
a deformação plástica provoca um aumento de temperatura. Para determinar esse aumento
de temperatura provocado pela deformação plástica é necessário conhecer a distribuição da
tensão durante o ensaio de tração. Nos momentos iniciais tanto, a tensão como a deformação
plástica são quase uniformes ao longo da secção útil do provete, conduzindo inicialmente a
uma geração de calor também uniforme. Após a concentração da deformação na zona central
do provete, a geração de calor concentra-se na zona central, sendo necessário recorrer à
simulação numérica para quantificar o aumento de temperatura (Gao & Wagoner, 1987).
Neste capítulo são apresentadas as condições do ensaio de tração uniaxial, sendo
consideradas duas geometrias diferentes de provete de tração, bem como dois materiais
(DP500 e DP780). As condições de fronteira térmicas, responsáveis pelas perdas de calor
para o meio ambiente e amarras, requerem a definição do coeficiente de convecção natural
e do coeficiente de transmissão de calor por contacto. Finalmente, é apresentado o modelo
de elementos finitos, contendo a malha de elementos finitos do provete, a modelação do
comportamento mecânico e o modelo térmico utilizado.
2.1. Condições de Ensaio
Como ponto de partida na realização deste trabalho foi considerada como
referencia um estudo feito numa liga de alumínio, em que o objetivo era avaliar a fração de
trabalho plástico convertida em calor (Neto et al., 2018). No entanto, neste trabalho todos os
ensaios são realizados com o provete na posição vertical como mostra na Figura 2.1.
Para avaliar a influência da geometria do provete de tração e perceber as
diferenças na geração de calor por deformação plástica e consequente temperatura, são
consideradas duas geometrias distintas, diferindo essencialmente na dimensão e não tanto
na forma. Inicialmente, a geometria do provete adotado foi a utilizada em (Neto et al., 2018),
sendo apresentada na Figura 2.2, contendo todas as dimensões (espessura nominal é de 1.0
mm). Foi também utilizado um provete com dimensões bastante diferentes da amostra
inicial, o qual foi utilizado por (Ohbuchi et al., 2016) para analisar a evolução da temperatura
em um provete de grandes dimensões, onde o objetivo era medir a distribuição de
temperatura na superfície da amostra com auxílio de uma câmara de imagem térmica. Nesse
estudo é feito um entalhe no centro do provete para avaliar a concentração de tensões, no
entanto o entalhe foi eliminado para este trabalho. As dimensões deste provete estão

Análise termomecânica do ensaio de tração
José Carlos Castro Botelho 11
indicadas na Figura 2.3. A espessura usada foi a mesma do provete inicial, ou seja, 1.0 mm,
com o objetivo de observar apenas a influência do comprimento e da largura. As zonas
representadas em amarelo correspondem a parte do provete utlizadas nas simulações
numéricas devido às condições de simetria.
Figura 2.2. Geometria do provete Ⅰ utilizado no ensaio de tração (dimensões em milímetros).
Figura 2.3. Geometria do provete Ⅱ (geometria de grandes dimensões) utilizado no ensaio de tração, (dimensões em milímetros).
2.2. Transferência de calor para o exterior
O estudo da transferência de calor no interior do provete requer o conhecimento
das suas propriedades térmicas. A distribuição da temperatura no interior de um corpo sólido
é definida pela primeira e segunda lei da termodinâmica (Incropera, Bergman, Lavine, &
DeWitt, 2011). A transferência de calor no interior de um corpo sólido de volume, V, e
delimitado por uma superfície fechada, S é descrita pela equação diferencial:
𝜌𝑐𝑝
𝜕𝑇
𝜕𝑡= 𝑘
𝜕2𝑇
𝜕𝑥2+ 𝑘
𝜕2𝑇
𝜕𝑦2+ 𝑘
𝜕2𝑇
𝜕𝑧2+ 𝑊�̇� (2.1)
Análise do calor gerado por deformação plástica em aços de alta resistência
12 2018
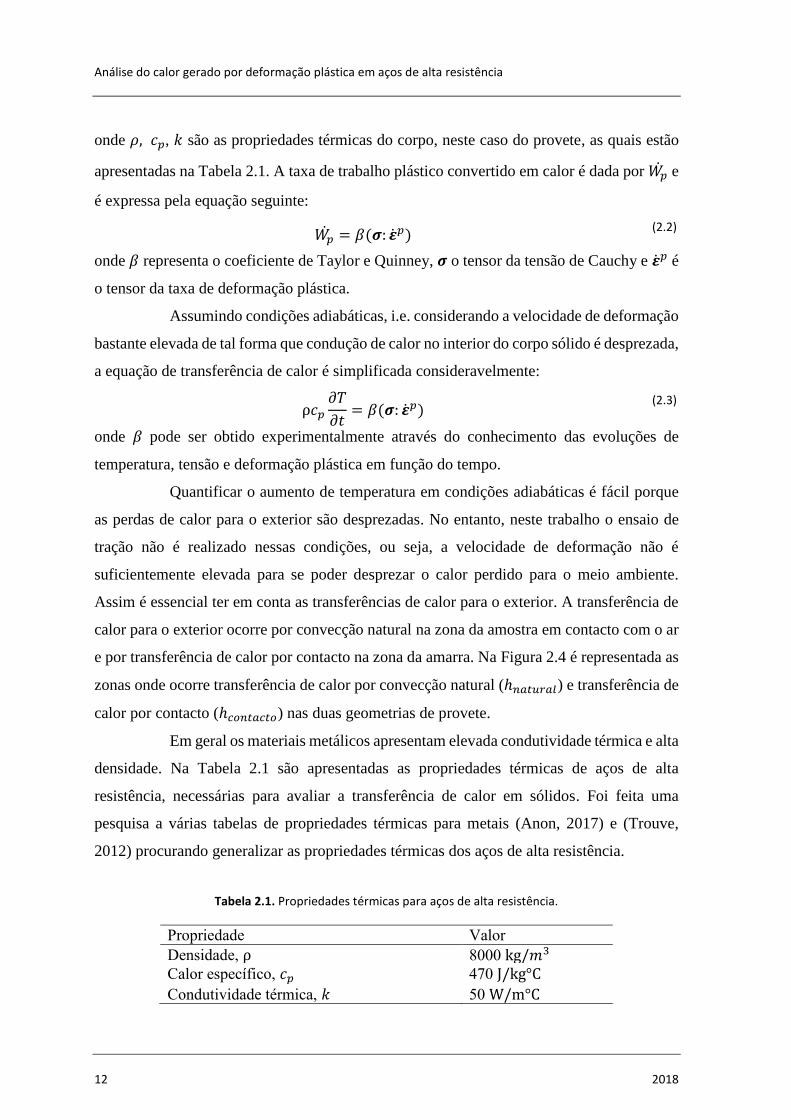
onde 𝜌, 𝑐𝑝, 𝑘 são as propriedades térmicas do corpo, neste caso do provete, as quais estão
apresentadas na Tabela 2.1. A taxa de trabalho plástico convertido em calor é dada por 𝑊�̇� e
é expressa pela equação seguinte:
𝑊�̇� = 𝛽(𝝈: �̇�𝑝) (2.2)
onde 𝛽 representa o coeficiente de Taylor e Quinney, 𝝈 o tensor da tensão de Cauchy e �̇�𝑝 é
o tensor da taxa de deformação plástica.
Assumindo condições adiabáticas, i.e. considerando a velocidade de deformação
bastante elevada de tal forma que condução de calor no interior do corpo sólido é desprezada,
a equação de transferência de calor é simplificada consideravelmente:
ρ𝑐𝑝
𝜕𝑇
𝜕𝑡= 𝛽(𝝈: �̇�𝑝)
(2.3)
onde 𝛽 pode ser obtido experimentalmente através do conhecimento das evoluções de
temperatura, tensão e deformação plástica em função do tempo.
Quantificar o aumento de temperatura em condições adiabáticas é fácil porque
as perdas de calor para o exterior são desprezadas. No entanto, neste trabalho o ensaio de
tração não é realizado nessas condições, ou seja, a velocidade de deformação não é
suficientemente elevada para se poder desprezar o calor perdido para o meio ambiente.
Assim é essencial ter em conta as transferências de calor para o exterior. A transferência de
calor para o exterior ocorre por convecção natural na zona da amostra em contacto com o ar
e por transferência de calor por contacto na zona da amarra. Na Figura 2.4 é representada as
zonas onde ocorre transferência de calor por convecção natural (ℎ𝑛𝑎𝑡𝑢𝑟𝑎𝑙) e transferência de
calor por contacto (ℎ𝑐𝑜𝑛𝑡𝑎𝑐𝑡𝑜) nas duas geometrias de provete.
Em geral os materiais metálicos apresentam elevada condutividade térmica e alta
densidade. Na Tabela 2.1 são apresentadas as propriedades térmicas de aços de alta
resistência, necessárias para avaliar a transferência de calor em sólidos. Foi feita uma
pesquisa a várias tabelas de propriedades térmicas para metais (Anon, 2017) e (Trouve,
2012) procurando generalizar as propriedades térmicas dos aços de alta resistência.
Tabela 2.1. Propriedades térmicas para aços de alta resistência.
Propriedade Valor
Densidade, ρ 8000 kg/𝑚3
Calor específico, 𝑐𝑝 470 J/kg°C
Condutividade térmica, 𝑘 50 W/m°C

Análise termomecânica do ensaio de tração
José Carlos Castro Botelho 13
(a)
(b)
Figura 2.4. Área do provete exposta ao coeficiente de convecção natural e transferência de calor por contacto: (a) provete Ⅰ; (b) provete Ⅱ.
2.2.1. Coeficiente de convecção natural
A convecção natural ocorre através de correntes de convecção do fluido, neste
caso o ar ambiente. O conceito de convecção natural consiste no facto de não existirem
correntes forçadas no fluido. Em convecção natural a velocidade do fluxo de calor é muito
baixa comparando com convecção forçada, portanto também é menor a transferência de
calor. Para a determinação deste coeficiente são realizados estudos de transferência de calor
por convecção natural assumindo propriedades do ar constantes. No entanto, para obter o
coeficiente de convecção natural a temperatura dos dois meios não pode ser igual, pois nesse
caso não há fluxo de calor.
A transferência de calor do provete para o exterior (ar), na zona de deformação
do provete, ocorre por convecção natural (ver Figura 2.4). Este coeficiente é definido pela
expressão seguinte (Incropera et al., 2011):
ℎ𝑛 =𝑁𝑢̅̅ ̅̅
𝐿 × 𝑘
𝐿 (2.4)

Análise do calor gerado por deformação plástica em aços de alta resistência
14 2018
onde 𝑁𝑢̅̅ ̅̅𝐿 é o número de Nusselt, 𝑘 é a condutividade térmica do fluido e 𝐿 é o comprimento
do provete exposto à convecção natural. O número de Nusselt é um fator adimensional que
fornece a quantidade de calor transferido pela superfície exposta ao ar. Este fator depende
da posição e da orientação da superfície plana. No caso do provete, se este estiver a ser
tracionado na posição vertical ou na posição horizontal o número de Nusselt é calculado de
forma diferente consoante a posição. Para a posição horizontal difere também na orientação
da superfície. O número de Nusselt depende do número de Rayleigh, baseado no
comprimento, L, da superfície, sendo descrito pela seguinte equação:
𝑅𝑎𝐿 =𝑔𝛾(𝑇𝑠 − 𝑇∞)𝐿3
𝜈𝛼 (2.5)
onde 𝑔 representa a aceleração gravítica, 𝛾 o coeficiente de expansão térmica, 𝑇𝑠 a
temperatura de superfície de provete, 𝑇∞ a temperatura ambiente, L o comprimento do
provete exposto à convecção natural, 𝜈 a viscosidade cinemática e 𝛼 a difusidade térmica.
Os valores das propriedades presentes na equação (2.5) são apresentados na Tabela 2.2. A
variação do número de Rayleigh, à exceção da variação de temperatura entre os meios,
depende apenas do comprimento da superfície. Em função desse comprimento pode-se
determinar, se estamos perante o regime laminar ou turbulento. Neste estudo o comprimento
da superfície do provete não é suficiente para provocar um regime turbulento, então todos
os valores são determinados para um regime laminar. O número de Nusselt para um plano
vertical em regime laminar é determinado por:
𝑁𝑢̅̅ ̅̅𝐿 = 0.68 +
0.670𝑅𝑎𝐿1/4
[1 + (0.492/Pr)9/16]4/9 (2.6)
onde Pr define o número de Prandtl e 𝑅𝑎𝐿 o número de Rayleigh. Quando o provete é
tracionado na posição horizontal o número de Nusselt para a superfície superior em regime
laminar é dado por:
𝑁𝑢̅̅ ̅̅𝐿 = 0.54 + 𝑅𝑎𝐿
1/4 (2.7)
enquanto para a superfície inferior é:
𝑁𝑢̅̅ ̅̅𝐿 = 0.52 + 𝑅𝑎𝐿
1/5 (2.8)
Como o número de Nusselt é diferente nas duas superfícies, obtêm-se diferentes coeficientes
de convecção natural. Na Tabela 2.2 são apresentadas as propriedades do ar usadas nas
equações anteriores. No estudo do coeficiente de convecção natural assumiu-se que a

Análise termomecânica do ensaio de tração
José Carlos Castro Botelho 15
temperatura de superfície do provete, 𝑇𝑠, estava 10 °C acima da temperatura do ar (𝑇∞ =
22°𝐶), para que fosse possível o movimento de fluxo de calor entre os dois meios. Para o
comprimento da superfície foi considerada a dimensão do provete da Figura 2.2.
Tabela 2.2. Propriedades do ar em contacto com o provete (Incropera et al., 2011).
Propriedade Valor
Temperatura ambiente, 𝑇∞ 22 °C
Aceleração gravítica, g 9,81 m/𝑠2
Coeficiente de expansão térmica, γ 3,3× 103 °C−1
Viscosidade cinemática, 𝜈 1,62× 10−5𝑚2/𝑠
Difusidade térmica, 𝛼 2,29× 10−5𝑚2/𝑠
Condutividade térmica, K 2,65× 10−2𝑊/𝑚°𝐶
Número de Prandtl, Pr 0, 707
Na Figura 2.5 é mostrada a evolução do coeficiente de convecção natural para
um plano vertical, no caso em que o provete é tracionado na posição vertical. Na Figura 2.5
(a) é avaliado o coeficiente de convecção natural em função do comprimento da superfície.
Todas os parâmetros foram mantidos constantes à exceção do L, usando várias dimensões,
incluído a dimensão dos provetes estudados. Pode-se concluir que ℎ𝑛 diminui para
geometrias de grandes dimensões. Na Figura 2.5 (b) é avaliado o efeito da temperatura de
superfície. Para um L de pequenas dimensões, próxima do provete Ⅰ, e com o aumento de 𝑇𝑠
o coeficiente de convecção natural aumenta. Analisando a Figura 2.5 pode-se escolher o
valor para o coeficiente de convecção natural a usar no caso do ensaio de tração orientado
na vertical. Para os dois provetes estudados neste trabalho foram escolhidos três valores para
ℎ𝑛 em conformidade com os valores obtidos, nomeadamente 5 W/𝑚2°𝐶, 7,5W/𝑚2°𝐶 e 10
W/𝑚2°𝐶.
Com o objetivo de analisar a influência da posição da superfície foi feito um
estudo para o caso de o provete ser tracionado na posição horizontal. A Figura 2.6 mostra a
evolução do coeficiente de convecção natural para a superfície inferior e superior. Os
resultados apresentados foram obtidos com recurso às equações (2.7) e (2.8) com as
propriedades listadas na Tabela 2.2. O comprimento, L, é novamente assumido com uma
dimensão próxima do provete Ⅰ. Os valores de ℎ𝑛 são obtidos para vários valores de
temperatura da superfície. Observando a Figura 2.6 conclui-se que são atingidos valores de
ℎ𝑛 maiores na superfície superior, isto porque o fluxo de calor entre a superfície plana e o
meio ambiente é maior na superfície superior do que na superfície inferior.

Análise do calor gerado por deformação plástica em aços de alta resistência
16 2018
(a) (b)
Figura 2.5. Evolução do coeficiente de convecção natural, para um plano vertical: (a) efeito da variação do comprimento do provete; (b) efeito da variação da temperatura de superfície do provete (L = 40mm).
Figura 2.6. Efeito da temperatura de superfície do provete no coeficiente de convecção natural para o caso de um plano horizontal (L = 40mm).
2.2.2. Coeficiente de transferência de calor por contacto
O coeficiente de transferência de calor por contacto entre dois corpos é um fator
importante na análise térmica de um sistema. Apesar das superfícies em contacto serem
normalmente planas, elas contêm sempre irregularidades microscópicas ou rugosidade. A
2
3
4
5
6
7
8
9
10
11
0 100 200 300 400 500
h [
W/m
^2
ºC]
L [mm]
2
3
4
5
6
7
8
9
10
11
20 40 60 80 100 120 140
h [
W/m
^2
ºC]
T [°C]
2
3
4
5
6
7
8
9
10
11
20 40 60 80 100 120 140
h [
W/m
^2
ºC]
T [°C]
Superfície superior
Superficie inferior

Análise termomecânica do ensaio de tração
José Carlos Castro Botelho 17
determinação deste coeficiente, ℎ𝑐, torna-se mais complexa considerando estas
particularidades. Na Figura 2.7 é apresentado uma demonstração detalhada da zona de
contacto entre dois corpos. O fluxo de calor dirige-se do material A para o material B,
provocando uma variação de temperatura, ∆𝑇𝑐, na interface de contacto, como se pode ver
no destaque da imagem. Quando duas superfícies aparentam estar em contacto, estas apenas
se tocam em alguns pontos, existindo muitos espaços livres entre elas. Na realidade a área
que está em contacto é muito pequena (1 – 2% no caso dos metais) comparando com a área
total da superfície (Tariq & Asif, 2016). Os espaços livres existentes entre os dois materiais
provocam uma resistência ao fluxo de calor, provocando o aumento do gradiente de
temperatura na zona de contacto. O coeficiente de transferência de calor por contacto é o
inverso dessa resistência, dado por:
ℎ𝑐 =𝑞𝑥
𝑇𝐴 − 𝑇𝐵 (2.9)
onde 𝑞𝑥 é o fluxo de calor que atravessa a zona de contacto dos dois materiais, 𝑇𝐴 e 𝑇𝐵 são
as temperaturas das respetivas superfícies de contacto.
Figura 2.7. Distribuição da temperatura na zona de contacto entre dois corpos (Incropera et al., 2011).
No entanto o cálculo do coeficiente de transferência de calor por contacto é
bastante complexo devido às irregularidades existentes na zona de contacto. Efetivamente a
transferência de calor entre os dois materiais pode ocorrer de várias formas diferentes,
nomeadamente por condução entre os vários pontos em contacto e por condução/convecção
nos espaços livres (Tariq & Asif, 2016). Devido a complexidade exigida no cálculo do
coeficiente de transferência de calor por contacto, neste trabalho foram assumidos valores
obtidos por outros autores. Um estudo feito por (Chang, Tang, Zhao, Hu, & Wu, 2016) para

Análise do calor gerado por deformação plástica em aços de alta resistência
18 2018
o aço 22MnB5 foi obtido um valor para ℎ𝑐 de 4500W/𝑚2°𝐶 para uma pressão de 30 MPa.
Com o aumento de pressão na zona de contacto o coeficiente de transferência de calor
aumenta. (Caron, Daun, & Wells, 2014) avaliaram o valor de ℎ𝑐 entre um aço de boro e o
AISI 4140, obtendo valores na ordem dos 10000 W/𝑚2°𝐶. Em função destes resultados,
para este trabalho foram escolhidos três valores para o coeficiente de transferência de calor
por contacto, nomeadamente 5000, 7500 e 10000 W/𝑚2°𝐶.
2.3. Modelo de elementos finitos
Neste trabalho as simulações numéricas foram realizadas com o programa de
elementos finitos DD3IMP (Menezes & Teodosiu, 2000), desenvolvido para simular
operações de conformação plástica de chapas metálicas (Oliveira, Alves, & Menezes, 2008).
Uma vez que a temperatura do provete é uma variável essencial neste estudo, foi construído
um modelo termomecânico para estudar o calor gerado durante o ensaio de tração uniaxial.
O acoplamento entre o problema mecânico e o problema térmico é feito com um algoritmo
do tipo staggered (Martins et al., 2017). Assim sendo, a mesma malha de elementos finitos
é utilizada no problema mecânico para avaliar as tensões e no problema térmico para avaliar
as temperaturas (Adam & Ponthot, 2005).
2.3.1. Discretização com elementos finitos
O provete é discretizado com elementos finitos sólidos isoparamétricos
(hexaedros de 8 nós), sendo utilizada integração completa na avaliação do campo de
temperaturas e integração reduzida seletiva (Hughes, 1980) no problema mecânico para
evitar o aumento artificial da rigidez do elemento. Todas as simulações foram realizadas
apenas para um oitavo do provete com o intuito de reduzir o tempo de cálculo na simulação
(ver Figura 2.2 e Figura 2.3).
Na Figura 2.8 é apresentada a malha de elementos finitos correspondente a um
oitavo de cada provete. O provete Ⅰ foi dividindo em três partes, onde a malha estruturada
de elementos finitos foi criada com um tamanho do elemento na zona mais refinada de 0,5
mm. O provete Ⅱ foi dividido em duas zonas, sendo criada uma malha estruturada com o
tamanho de elemento de 2,0 mm na zona útil do provete (onde a deformação é uniforme).
Na outra zona, que corresponde à zona de aperto da amarra, foi criada uma malha não
estruturada, pois nesta zona a influência da malha não é muito importante na evolução da

Análise termomecânica do ensaio de tração
José Carlos Castro Botelho 19
temperatura. Com estes elementos é possível determinar com precisão os gradientes de
tensão ao longo da espessura do provete, assim como a variação de espessura durante a
deformação plástica. Na direção da espessura é fundamental a existência de pelo menos duas
camadas de elementos finitos, para garantir a captura de um gradiente nessa direção.
(a)
(b)
Figura 2.8. Malha de elementos finitos: (a) provete Ⅰ; (b) provete Ⅱ.
2.3.2. Comportamento mecânico
Neste trabalho são usados dois aços de alta resistência, aços Dual-Phase (DP500
e DP780). O comportamento mecânico destes materiais é assumido elástico, isotrópico e
plástico anisotrópico. Neste estudo é dada mais importância ao comportamento plástico, pois
ocorre maior geração de calor e consequente variação de temperatura. Além disso o
comportamento mecânico é independente da temperatura, pois no ensaio de tração a variação
de temperatura não é suficiente para provocar alterações nas propriedades mecânicas. O
comportamento elástico para os dois aços é descrito pela lei de Hooke com módulo de Young
de 210 GPa e coeficiente de Poisson de 0,30. O encruamento isotrópico é descrito pela lei
de Swift:
𝑌 = 𝐾(𝜀0 + 𝜀̅𝑝)𝑛 (2.10)

Análise do calor gerado por deformação plástica em aços de alta resistência
20 2018
onde K, 𝜀0 e 𝑛 são parâmetros do material apresentados na Tabela 2.3 e 𝜀̅𝑝 é a deformação
plástica equivalente. A Figura 2.9 apresenta o comportamento mecânico para os dois
materiais, onde se pode observar que o aço DP780 possui tensões de escoamento superiores
ao aço DP500.
Tabela 2.3. Parâmetros da lei de Swift para os dois materiais (Costa, 2017).
𝑌[𝑀𝑃𝑎] K[MPa] 𝜀0 n
DP500 349,8 877,45 0,0050 0,1736
DP780 500,7 1319,21 0,0015 0,1490
Figura 2.9. Curvas de tensão real-deformação plástica no ensaio de tração para dois materiais, usando os parâmetros da Tabela 2.3 na lei de Swift.
O comportamento plástico anisotrópico é descrito pelo critério de plasticidade
de (Hill, 1948). Os coeficientes de anisotropia avaliados experimentalmente em três direções
em relação à direção de laminagem são dados na Tabela 2.4 para os dois materiais. Os
parâmetros de anisotropia estão apresentados na Tabela 2.5, os quais são calculados com
recurso aos coeficientes de anisotropia obtidos em três direções com a direção de laminagem:
0°, 45° e 90°. Na Figura 2.10 é apresentada a distribuição do coeficiente de anisotropia
segundo as diferentes direções em relação à direção de laminagem.
0
200
400
600
800
1000
0 0,02 0,04 0,06 0,08 0,1 0,12 0,14 0,16 0,18
Ten
são
rea
l [M
Pa]
Deformação plástica
DP500
DP780

Análise termomecânica do ensaio de tração
José Carlos Castro Botelho 21
Tabela 2.4. Coeficiente de anisotropia em três direções em relação à direção de laminagem para os dois materiais (Costa, 2017).
𝑟0 𝑟45 𝑟90
DP500 1,02 0,87 1,20
DP780 0,70 1,05 0,88
Figura 2.10. Evolução do coeficiente de anisotropia nos dois materiais.
Ambos os materiais são considerados isotrópicos na direção transversal, logo os parâmetros
L e M assumem o valor de 1,5.
Tabela 2.5. Parâmetros de anisotropia segundo o critério de Hill´48 para os dois materiais(Costa, 2017).
F G H L M N
DP500 0,421 0,495 0,505 1,500 1,500 1,255
DP780 0,468 0,588 0,412 1,500 1,500 1,637
2.3.3. Comportamento térmico
Em termos de modelação térmica do ensaio de tração, o modelo de simulação
numérica tem em conta a geração de calor induzida por deformação plástica, bem como as
perdas de calor por convecção natural e devido ao contacto mecânico. Ambas as perdas de
calor ocorrem na superfície do provete, sendo estas modeladas numericamente através da
aplicação de condições de fronteira do tipo convecção. Para isso basta definir o coeficiente
de convecção natural (ℎ𝑛) e o coeficiente de transferência de calor por contacto (ℎ𝑐), os quais
0
0,2
0,4
0,6
0,8
1
1,2
1,4
0 10 20 30 40 50 60 70 80 90
Co
efic
iente
de
anis
otr
op
ia
Angulo em relação à direçao de laminagem [°]
DP500
DP780

Análise do calor gerado por deformação plástica em aços de alta resistência
22 2018
foram calculados na secção 2.2. A temperatura inicial do provete e das ferramentas da
amarra, bem como a temperatura ambiente foram assumidas à temperatura de 22° no ensaio
de tração.
O modelo utilizado para descrever a geração de calor por deformação plástica
foi desenvolvido por (Alan T. Zehnder, 1991). Este modelo estabelece a fração de trabalho
plástico dissipado em calor, ou seja, define o coeficiente de Taylor e Quinney em função do
valor da deformação plástica.
Sendo 𝑊�̇� a taxa de trabalho plástico, W𝑠̇ a taxa de energia armazenada no
material e �̇� taxa de energia dissipado como calor. É assumido que toda a energia produzida
por deformação plástica é armazenada no material deformado ou dissipada em forma de
calor, assim pode dizer que:
𝑊�̇� = W𝑠̇ + �̇� (2.11)
O objetivo é determinar a relação �̇�/𝑊�̇�, a fração de energia dissipada como calor em função
da deformação plástica, 𝜀𝑝, que como já vimos anteriormente é o coeficiente de Taylor e
Quinney. Este modelo assume que a energia armazenada no material advém da multiplicação
do deslocamento.
Segundo o modelo de Zehnder a fração de trabalho convertido em calor pode ser
expressa pela equação seguinte:
�̇�
𝑊�̇�
=𝐾𝑧 − 1
𝐾𝑧 (2.12)
onde 𝑊�̇� representa a taxa de trabalho plástico, �̇� é taxa de energia dissipado como calor e
𝐾𝑧 é um parâmetro que depende do comportamento mecânico do material.
De acordo com o modelo de Zehnder:
𝐾𝑧 =1
𝑚(
𝜀𝑝
𝜀0)
1−𝑚
(2.13)
onde 𝑚 é o coeficiente de encruamento e 𝜀0 é a deformação limite de elasticidade.
Substituindo na equação (2.12) obtém-se a seguinte relação para a fração de energia
dissipada em forma de calor:

Análise termomecânica do ensaio de tração
José Carlos Castro Botelho 23
�̇�
𝑊�̇�
=
1𝑚 (
𝜀𝑝
𝜀0)
1−𝑚
− 1
1𝑚 (
𝜀𝑝
𝜀0)
1−𝑚 (2.14)
A fração de energia dissipada como calor (�̇�/𝑊�̇�) é demonstrada na Figura 2.11 é
representada para três valores de 𝑚. �̇�/𝑊�̇� aumenta com o aumento da deformação plástica
e diminui para valores maiores de m. Este modelo considera as características principais da
dissipação de calor, obtendo resultados muito semelhantes à maioria dos resultados
experimentais conseguidos por diferentes autores. Valores elevados de 𝐾𝑧 correspondem a
um baixo coeficiente de encruamento, portanto a relação �̇�/𝑊�̇� está próximo da unidade
para materiais com baixo coeficiente de encruamento.
Figura 2.11. Fração de trabalho plástico dissipado em calor em função da deformação plástica e do coeficiente de encruamento, com 𝜀0 = 0,005.
Para avaliar o coeficiente de Taylor e Quinney em função da deformação plástica
com auxílio do modelo de Zehnder foi usada a equação seguinte que resulta de uma
simplificação da equação (2.14):
𝛽 = 1 − 𝑚(𝜀̅𝑝/𝜀0)𝑚−1 (2.15)
onde 𝜀0 foi considerado igual aos parâmetros da lei de Swift mostrados na Tabela 2.3 e m é
o coeficiente de encruamento de Zehnder com base na seguinte lei de encruamento:
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 0,05 0,1 0,15 0,2
Co
efic
iente
de
Tay
lor
e Q
uin
ney
Deformação plástica
m=1/10
m=1/3
m=1/2
Análise do calor gerado por deformação plástica em aços de alta resistência
24 2018
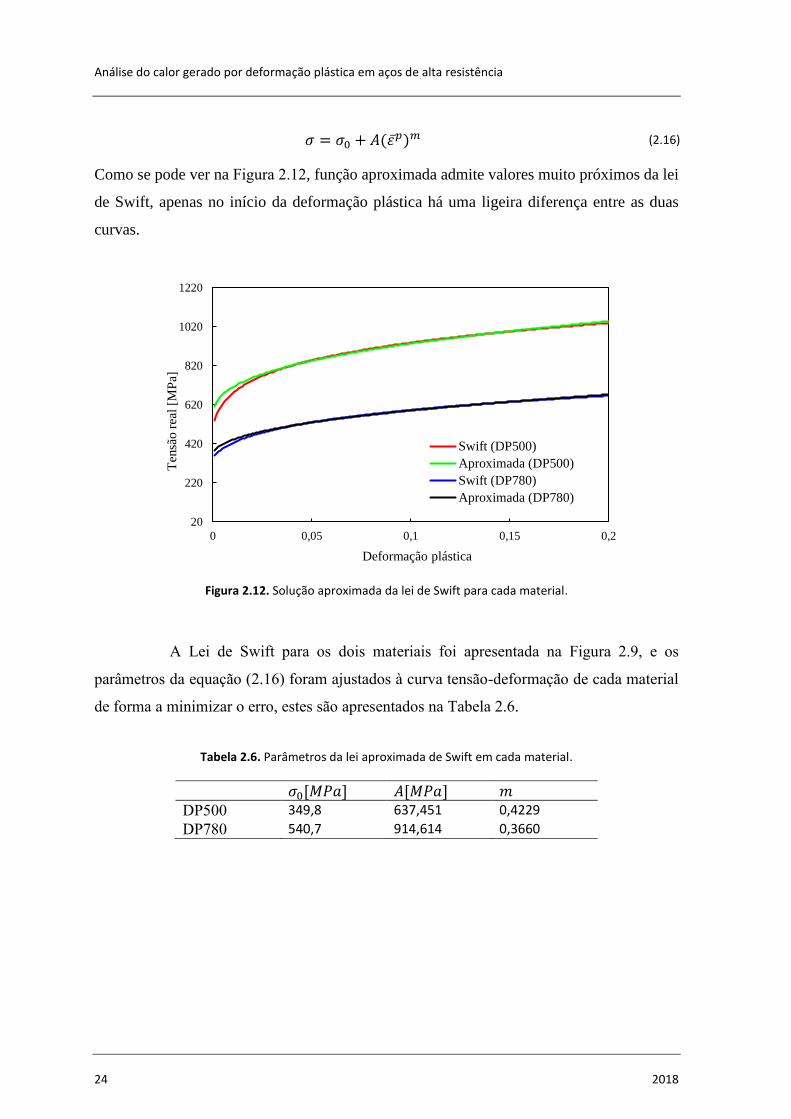
𝜎 = 𝜎0 + 𝐴(𝜀̅𝑝)𝑚 (2.16)
Como se pode ver na Figura 2.12, função aproximada admite valores muito próximos da lei
de Swift, apenas no início da deformação plástica há uma ligeira diferença entre as duas
curvas.
Figura 2.12. Solução aproximada da lei de Swift para cada material.
A Lei de Swift para os dois materiais foi apresentada na Figura 2.9, e os
parâmetros da equação (2.16) foram ajustados à curva tensão-deformação de cada material
de forma a minimizar o erro, estes são apresentados na Tabela 2.6.
Tabela 2.6. Parâmetros da lei aproximada de Swift em cada material.
𝜎0[𝑀𝑃𝑎] 𝐴[𝑀𝑃𝑎] 𝑚
DP500 349,8 637,451 0,4229
DP780 540,7 914,614 0,3660
20
220
420
620
820
1020
1220
0 0,05 0,1 0,15 0,2
Ten
são
rea
l [M
Pa]
Deformação plástica
Swift (DP500)
Aproximada (DP500)
Swift (DP780)
Aproximada (DP780)

Análise termomecânica do ensaio de tração
José Carlos Castro Botelho 25
Figura 2.13. Fração de trabalho plástico convertido em calor em função da deformação plástica. Comparação entre diferentes valores de 𝛽 e o modelo de Zehnder.
Com os valores da equação (2.15) é possível traçar a evolução do coeficiente de
Taylor e Quinney para os dois materiais, mostrada na Figura 2.13. O coeficiente de Taylor
e Quinney em função da deformação plástica é superior no aço DP780 em comparação com
o aço DP500. Conclui-se que materiais com baixo coeficiente de encruamento, n, têm
valores de 𝛽 maiores. No gráfico foram traçadas duas curvas onde 𝛽=0,8 e 𝛽=0,9, pois estes
valores são assumidos por muitos autores para o coeficiente de Taylor e Quinney, inclusive
neste trabalho a maioria dos resultados são obtidos para 𝛽=0,9. O modelo de Zehnder prevê
valores baixos do coeficiente de Taylor e Quinney quando a deformação plástica ainda é
bastante pequena. Para os dois materiais, o valor de 𝛽 aumenta exponencialmente no início
da deformação, quando atinge 𝛽=0,8 aumenta de forma menos acentuada tornando-se quase
constante para valores de 𝛽 entre 0,9 e 1. O aço DP500 obtém 𝛽=0,9 para 6% da deformação
plástica e o DP500 para 1,2%. Estes materiais são aços que têm grande geração de calor com
a deformação plástica, comparativamente com outros metais, pois como já foi referido
rapidamente alcançam valores superiores a 0,9 de coeficiente de Taylor e Quinney.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 0,05 0,1 0,15 0,2
Co
efic
iente
de
Tay
lor
e Q
uin
ey -
β
Deformação plática
modelo de Zehnder (DP780)
modelo de Zehnder (DP500)
β=0.9
β=0.8

Análise do calor gerado por deformação plástica em aços de alta resistência
26 2018

Resultados e discussão
José Carlos Castro Botelho 27
3. RESULTADOS E DISCUSSÃO
Neste capítulo são apresentados os resultados obtidos por simulação numérica,
com enfoque no aumento de temperatura observado no provete, provocado pela deformação
plástica durante o ensaio de tração uniaxial. Com o objetivo de avaliar o efeito da resistência
mecânica do material na geração de calor, são utilizados dois materiais neste estudo,
nomeadamente o aço DP500 e o aço DP780. Além disso, a influência da geometria
(tamanho) do provete é analisada recorrendo as duas geometrias distintas. No entanto, a
maioria dos resultados foram obtidos com o provete Ⅰ.
A deformação plástica que ocorre no ensaio de tração pode ser dividida em dois
regimes: (i) deformação uniforme na zona útil do provete e (ii) deformação localizada
(estricção) no centro do provete. A condição de carga máxima define a transição entre estes
dois regimes, tal como se mostra na Figura 3.1. Dado que os resultados de simulação
numérica do ensaio de tração são muito sensíveis aos parâmetros numéricos depois da carga
máxima (malha, tamanho de incremento, etc.), a análise de resultados é dividida em duas
etapas. Assim, a maioria dos resultados de temperatura são obtidos até à carga máxima, ou
seja, enquanto a deformação plástica é uniforme na secção resistente do provete. Na Figura
3.1 é apresentada a zona de deformação plástica até à carga máxima no gráfico de tensão-
deformação. Pode-se observar que depois do limite de resistência começa a estrição no
centro do provete. Neste trabalho o ponto de carga máxima é diferente em cada material.
Para determinar o instante de carga máxima nos aços DP500 e DP780 recorreu-se ao
coeficiente de encruamento mostrado na Tabela 2.3, ou seja, quando o valor de deformação
plástica é próximo do coeficiente de encruamento. Assim, considerando o provete I, a carga
máxima no aço DP500 ocorre para um deslocamento de 8,012 mm enquanto que no aço
DP780 ocorre para 7,218 mm de deslocamento. No entanto, o deslocamento total prescrito
é 10 mm em todas a simulações para gerar a estricção no provete.

Análise do calor gerado por deformação plástica em aços de alta resistência
28 2018
Figura 3.1.Representação da zona de deformação plástica antes da carga máxima (Bertoldi, 2013).
No provete Ⅱ foi adotado um deslocamento total de cerca de seis vezes superior
ao valor utilizado no provete Ⅰ, garantindo uma velocidade de deslocamento da amarra igual
em ambos os provetes. Observando a Figura 2.2 e Figura 2.3 podemos verificar que a zona
central no provete Ⅱ tem um comprimento aproximadamente seis vezes superior ao
comprimento da zona central do provete I. Portanto, para garantir a mesma velocidade de
deslocamento da amarra foi imposto um deslocamento total de 60 mm, isto é, seis vezes
superior ao deslocamento imposto no provete I. O deslocamento no instante de carga
máxima foi determinado da mesma forma, recorrendo ao coeficiente de encruamento de cada
material. No aço DP500 o instante de carga máxima ocorre para um deslocamento de 40,500
mm e no aço DP780 em 37,898 mm, com um deslocamento total imposto de 60 mm.
3.1. Aumento da temperatura em condições adiabáticas
Como já foi referido anteriormente, um processo em condições adiabáticas
considera que não há perdas de energia, neste caso perdas de calor para o exterior.
Assumindo que estamos perante condições adiabáticas durante o ensaio de tração, pode-se
determinar a temperatura máxima atingida durante a deformação. No entanto, nas condições
em que é realizado o ensaio de tração não é possível assumir condições adiabáticas, pois o
tempo de ensaio é longo o suficiente para que existam perdas de calor para o exterior. Avaliar

Resultados e discussão
José Carlos Castro Botelho 29
o aumento de temperatura em condições adiabática pode ser conseguido com ensaios
realizados em alta velocidade ou com um sistema de vácuo para que não seja possível as
trocas de energia. Nos estudos feitos por (Zhang, Guo, Yuan, & Zhang, 2018) e (Knysh &
Korkolis, 2015) o coeficiente de Taylor e Quinney é avaliado utilizando ensaios onde o
processo de deformação ocorre em condições adiabáticas. A solução adiabática da evolução
de temperatura durante a deformação plástica no ensaio de tração pode ser obtida de forma
analítica uma vez que o estado de tensão-deformação é bem conhecido. No entanto, uma vez
que o valor da tensão não é constante durante o ensaio de tração (ver Figura 2.9), o aumento
de temperatura tem de ser calculado de forma incremental, sendo dada por:
∆𝑇 =𝛽𝜎
𝜌𝑐𝑝𝛥𝜀𝑝 (3.1)
onde σ é a tensão de escoamento, 𝛥𝜀𝑝 representa o incremento de deformação plástica
sofrido durante um intervalo de tempo. As curvas de tensão real-deformação plástica do teste
de tração são utilizadas na equação (3.1), as quais se mostram na Figura 2.9 para os dois
materiais. Para ambos os materiais foram usadas as propriedades térmicas já selecionadas na
capítulo anterior (ver Tabela 2.1).
Figura 3.2. Solução analítica para a evolução de temperatura em condições adiabáticas para os dois materiais e dois valores de β, no provete Ⅰ.
Na Figura 3.2 é apresentada a evolução da temperatura em função do
deslocamento da amarra. A evolução de temperatura é apresentada para os aços DP500 e
20
25
30
35
40
45
50
55
60
65
70
0 1 2 3 4 5 6 7 8 9 10
Tem
per
atura
[°C
]
Deslocamento [mm]
DP780 (β=1)
DP780 (β=0.9)
DP500 (β=1)
DP500 (β=0.9)

Análise do calor gerado por deformação plástica em aços de alta resistência
30 2018
DP780, utilizando dois valores constantes de coeficiente de Taylor e Quinney. Como seria
de esperar, a temperatura máxima é atingida quando todo o trabalho plástico é convertido
em calor (β=1). Comparando os dois materiais, podemos já concluir que o aumento de
temperatura é maior no aço DP780 porque este apresenta tensões de escoamento maiores
(ver Figura 2.9), provocando maior geração de calor. Pela Figura 3.2 a temperatura máxima
atingida (β=1) em cada material é 61,2ºC para o aço DP780 e 50,1ºC para o aço DP500.
3.2. Coeficiente de convecção natural e de transferência de calor por contacto
Nesta secção vai ser estudada a influencia do coeficiente de convecção natural e
o coeficiente de transferência de calor por contacto. Como o ensaio de tração não é realizado
em condições adiabáticas é necessário avaliar as perdas de calor para os meios em contacto
com o provete, o ar ambiente e a amarra. Estas perdas influenciam o aumento de temperatura
gerado pela deformação plástica, pois quanto maior forem as perdas menor é o aumento da
temperatura. Na secção anterior foi estudado o aumento de temperatura em condições
adiabáticas, onde foi determinada a temperatura máxima que pode ser atingida durante o
ensaio de tração. Considerando as perdas com os valores de ℎ𝑛 e ℎ𝑐, certamente que a
temperatura máxima atingida vai ser menor em comparação com os resultados obtidos nas
condições adiabáticas.
Foram feitas várias simulações numéricas com o objetivo de avaliar a influencia
destes dois coeficientes. Os resultados obtidos nesta secção foram realizados assumindo que
90% do trabalho plástico é convertido em calor (β =0,9), em conformidade com os resultados
obtidos por (Farren & Taylor, 1925). Inicialmente foi testado apenas o provete mostrado na
Figura 2.2, registando o comportamento térmico com os diferentes valores de ℎ𝑛 e ℎ𝑐
apresentados na Figura 3.3, valores estes que foram obtidos/selecionados na secção 2.2. Foi
também estudada a influência da velocidade de ensaio para os diferentes valores de ℎ𝑛 e ℎ𝑐.

Resultados e discussão
José Carlos Castro Botelho 31
Figura 3.3. Valores de coeficiente de convecção natural e transferência de calor por contacto usados no ensaio de tração.
O coeficiente de transferência de calor por contacto é influenciado por vários
fatores, tais como, a temperatura, a pressão de contacto, a rugosidade da superfície e as
propriedades do material. A pressão de contacto da amarra é estabelecida apenas para
tracionar o provete, não tendo em consideração a influência na transferência de calor por
contacto, pois a função da amarra é apenas fixar o provete e traciona-lo conforme pretendido.
O ponto central do provete é onde ocorre a maior variação de temperatura (antes da carga
máxima) uma vez que o calor é gerado essencialmente nessa zona. Na Figura 3.4 é
apresentado a evolução da temperatura em função do tempo de ensaio nesse ponto central
para os dois materiais (DP500 e DP780), utilizando três valores diferentes para o coeficiente
convecção natural e sendo o coeficiente de transferência de calor por contacto fixado em
7500W/𝑚2°𝐶. Apesar dos ensaios terem a duração de 10 s e 100 s respetivamente para as
velocidades de 1 mm/ e 0.1 mm/s a temperatura é representado apenas para um tempo de
80% no aço DP500 e 72% no aço DP780 (tempo onde é atingida a carga máxima).

Análise do calor gerado por deformação plástica em aços de alta resistência
32 2018
DP500 DP780
(a)
(b)
Figura 3.4. Evolução da temperatura no ponto central do provete para diferentes valores do coeficiente de convecção natural e do coeficiente de transferência de calor por contacto de 7500W/m2°C, com
velocidade de ensaio de: (a) 1 mm/s; (b) 0,1 mm/s.
Para ambos os materiais, na Figura 3.4 (a) são apresentados resultados para uma
velocidade de ensaio de 1 mm/s e na Figura 3.4 (b) para uma velocidade de 0,1 mm/s. Para
uma velocidade de 1 mm/s a variação do coeficiente de convecção natural não tem influência
na variação de temperatura, como se pode ver na Figura 3.4 (a), onde as três curvas estão
quase sobrepostas para os dois materiais. Para uma velocidade de 0,1 mm/s já é possível
observar a influência do coeficiente de convecção natural, demonstrada Figura 3.4 (b). Isto
20
25
30
35
40
45
50
55
0 2 4 6 8
Tem
per
atura
[°C
]
Tempo [s]
h natural =5W/m^2ºC
h natural = 7.5W/m^2ºC
h natural =10W/m^2ºC
20
25
30
35
40
45
50
55
0 1 2 3 4 5 6 7T
emp
erat
ura
[°C
]Tempo [s]
h natural = 5W/m^2ºC
h natural = 7.5W/m^2ºC
h natural = 10W/m^2ºC
20
22
24
26
28
30
32
34
36
38
40
0 20 40 60 80
Tem
per
atura
[°C
]
Tempo [s]
h natural = 5W/m^2ºC
h natural = 7.5W/m^2ºC
h natural = 10W/m^2ºC
20
22
24
26
28
30
32
34
36
38
40
0 20 40 60
Tem
per
atura
[°C
]
Tempo [s]
h natural = 5W/m^2ºC
h natural = 7.5W/m^2ºC
h natural = 10W/m^2ºC
Resultados e discussão
José Carlos Castro Botelho 33
deve-se ao facto de que para menores velocidades de ensaio o fluxo de calor para o exterior
é o mesmo, mas o tempo de atuação é maior, logo menor aumento de temperatura causado
pelas maiores perdas de calor. Depois da estrição a deformação plástica concentra-se na área
central provocando o aumento de temperatura sobretudo nessa zona. De realçar que os
resultados apresentados na Figura 3.4 foram efetuados com ℎ𝑐 = 7500W/𝑚2°𝐶. No
entanto, a evolução de temperatura no ponto central não sofre alterações significativas
quando se faz variar ℎ𝑐 dentro da gama indicada na Figura 3.4.
A Figura 3.6 apresenta a distribuição da temperatura ao longo do provete,
considerando diferentes valores de coeficiente de transferência de calor por contacto (Figura
3.6 (a)) e utilizando diferentes valores de coeficiente de convecção natural (Figura 3.6 (b)).
Os resultados mostram a variação de temperatura em função da coordenada x do provete,
conforme se mostra na Figura 3.5. Na mesma figura está indicado o comprimento do provete
no instante de carga máxima, sendo este o comprimento total de 2×76,006 mm no aço
DP500 e 2×75,609 mm de comprimento no aço DP780. Os resultados apresentados na
Figura 3.6 foram realizados para uma velocidade de ensaio de 0,1 mm/s, pois o efeito do
coeficiente de convecção natural neste provete só é visível em velocidades de deformação
baixas (ver Figura 3.4). O coeficiente de convecção natural apenas tem influência para baixas
velocidades de deslocamento da amarra (<1 mm/s) porque para velocidades maiores o tempo
de atuação do fluxo de calor para o exterior é menor para o mesmo deslocamento.
Uma vez que o valor do coeficiente de transferência de calor por contacto é
significativamente superior ao coeficiente de convecção natural, o aumento de temperatura
é muito menor na zona de contacto do provete com a amarra. Efetivamente, na zona onde é
aplicado o coeficiente de transferência de calor por contacto (ver Figura 2.4) o aumento de
temperatura é desprezável porque a maioria do calor é perdido para a amarra. Na Figura 3.6
(a) pode-se ver que o aumento de temperatura não se altera com os diferentes valores de ℎ𝑐.
Por outro lado, como a geração de calor ocorre essencialmente no centro do provete e o valor
do coeficiente de convecção natural é inferior ao coeficiente de transferência de calor por
contacto, o aumento de temperatura é maior nesta zona. Perante estes resultados concluímos
que o aumento da temperatura do provete é menor com o aumento do coeficiente de
convecção natural. Além disso, a influência do coeficiente de transferência de calor por
contacto e do coeficiente de convecção natural é a mesma para os dois materiais. A única
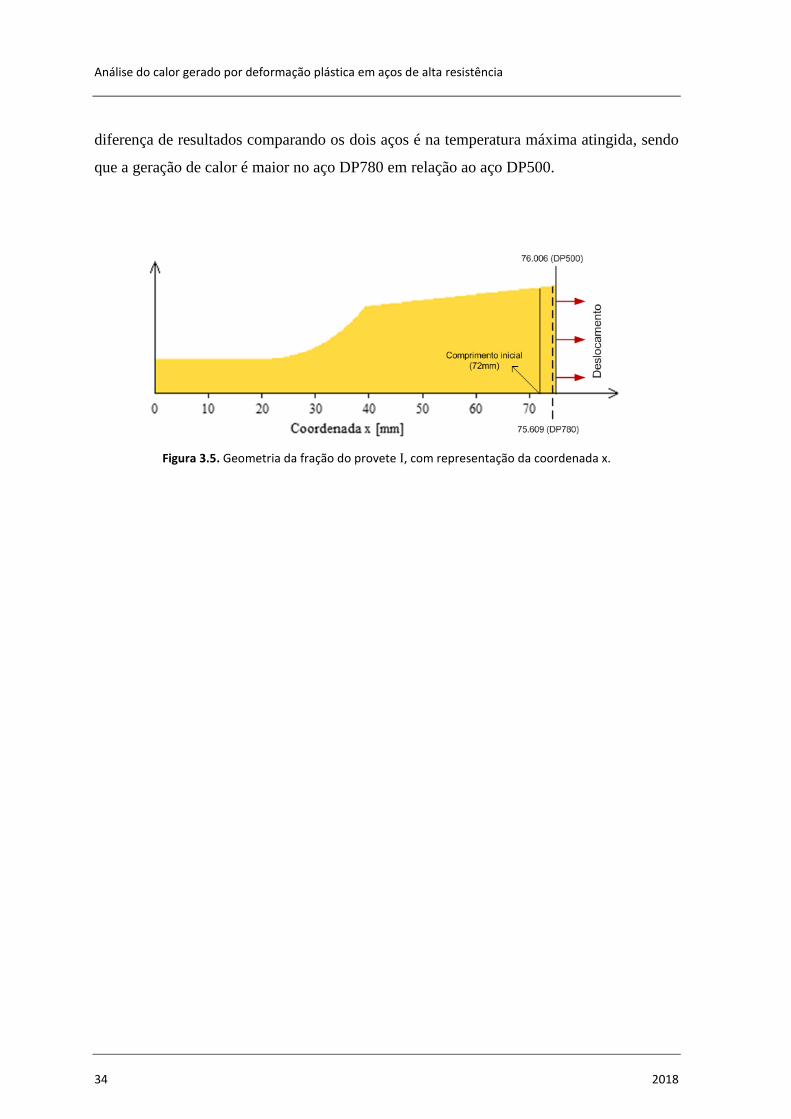
Análise do calor gerado por deformação plástica em aços de alta resistência
34 2018
diferença de resultados comparando os dois aços é na temperatura máxima atingida, sendo
que a geração de calor é maior no aço DP780 em relação ao aço DP500.
Figura 3.5. Geometria da fração do provete Ⅰ, com representação da coordenada x.

Resultados e discussão
José Carlos Castro Botelho 35
DP500 DP780
(a)
(b)
Figura 3.6. Variação da temperatura ao longo do comprimento do provete no instante de carga máxima considerando diferentes valores de: (a) coeficiente de transferência de calor por contacto; (b) coeficiente
de convecção natural. Velocidade de ensaio de 0,1 mm/s.
3.3. Coeficiente de Taylor e Quinney
A maior parte dos resultados apresentados foram obtidos considerando 𝛽=0,9.
No entanto, como se mostra na Tabela 1.1 o coeficiente de Taylor e Quinney pode variar de
0,4 a 1,0. A dependência do coeficiente de Taylor-Quinney com a deformação plástica é
20
22
24
26
28
30
32
34
36
38
40
0 20 40 60 80
Tem
per
atura
[°C
]
Coordenada x [mm]
h contacto=5000W/m^2ºC
h contacto=7500W/m^2ºC
h contacto=10000W/m^2ºC
20
22
24
26
28
30
32
34
36
38
40
0 10 20 30 40 50 60 70
Tem
per
atura
[°C
]Coordenada x [mm]
h contacto=5000W/m^2ºC
h contacto=7500W/m^2ºC
h contacto=10000W/m^2ºC
20
22
24
26
28
30
32
34
0 10 20 30 40 50 60 70
Tem
per
atura
[°C
]
Coordenada x [mm]
h natural=5W/m^2ºC
h natural=7.5W/m^2ºC
h natural=10W/m^2ºC
20
22
24
26
28
30
32
34
36
38
40
0 10 20 30 40 50 60 70
Tem
per
atura
[°C
]
Coordenada x [mm]
h natural=5W/m^2ºC
h natural=7.5W/m^2ºC
h natural=10W/m^2ºC

Análise do calor gerado por deformação plástica em aços de alta resistência
36 2018
modelada principalmente por duas teorias, ou seja, dois mecanismos distintos para o
armazenamento de energia no material. O modelo de (Alan T. Zehnder, 1991) tem em
consideração a densidade de deslocações que aumenta com a tensão proporcionalmente ao
coeficiente de encruamento. O modelo de (Aravas, Kim, & Leckie, 1990) assume que a
energia armazenada no material está relacionada com as tensões residuais depois da
deformação plástica.
Todos os resultados apresentados nesta secção foram obtidos para ensaios de
tração com coeficiente de convecção natural de 5W/𝑚2°𝐶 e um coeficiente de transferência
de calor por contacto igual a 7500W/𝑚2°𝐶. Com o objetivo de avaliar o modelo de Zehnder,
diferentes valores de 𝛽 (constantes) foram utilizados nos ensaios de tração uniaxial. Além
disso, diferentes velocidades de deformação são testadas através da velocidade imposta no
deslocamento da amarra.

Resultados e discussão
José Carlos Castro Botelho 37
DP500 DP780
(a)
(b)
20
25
30
35
40
45
50
55
60
0 10 20 30 40 50 60 70 80
Tem
per
atura
[°C
]
Tempo [s]
𝛽=1
𝛽=0.9
modelo de Zehnder
𝛽=0.8
20
25
30
35
40
45
50
55
60
0 8 16 24 32 40 48 56 64 72
Tem
per
atura
[°C
]Tempo [s]
𝛽=1
𝛽=0.9
modelo de Zehnder
𝛽=0.8
20
25
30
35
40
45
50
55
60
0 1 2 3 4 5 6 7 8
Tem
per
atura
[°C
]
Tempo [s]
𝛽=1
𝛽=0.9
modelo de Zehnder
𝛽=0.8
20
25
30
35
40
45
50
55
60
0 0,8 1,6 2,4 3,2 4 4,8 5,6 6,4 7,2
Tem
per
atura
[°C
]
Tempo [s]
𝛽=1
𝛽=0.9
modelo de Zehnder
𝛽=0.8

Análise do calor gerado por deformação plástica em aços de alta resistência
38 2018
(c)
Figura 3.7. Evolução da temperatura no ponto central do provete com diferentes valores de 𝛽 e modelo de Zehnder, para diferentes velocidades de ensaio: (a) 0,1 mm/s; (b) 1 mm/s; (c) 10 mm/s.
A Figura 3.7 mostra a evolução de temperatura no centro do provete para
diferentes velocidades de ensaio, comparando ambos os materiais utilizados neste estudo. O
aumento do coeficiente de Taylor e Quinney leva a um maior aumento de temperatura uma
vez que uma maior quantidade de trabalho plástico é convertida em calor. Comparando os
dois materiais, o aço DP780 alcança temperaturas superiores para a mesma velocidade de
ensaio uma vez que a tensão de escoamento deste material é significativamente superior (ver
Figura 2.9). Considerando o aço DP500, o aumento de temperatura prevista pelo modelo de
Zehnder encontra-se predominantemente entre valores de temperatura atingida com 𝛽=0,8 e
𝛽=0,9. Enquanto que no aço DP780, o modelo de Zehnder prevê valores de temperatura
enquadrados entre 𝛽=0,9 e 𝛽=1,0. Em resumo, os resultados mostram que 𝛽=0,9 é o
coeficiente de Taylor e Quinney que mais se aproxima do modelo de Zehnder, em
concordância com os resultados de (Farren & Taylor, 1925). Com uma velocidade de ensaio
de 1 mm/s os resultados são bastante semelhantes aos obtidos com a velocidade de 10 mm/s.
Portanto, para velocidades superiores a 1 mm/s o aumento de temperatura no centro do
provete não se altera, não se justificando ter velocidades superiores a 1 mm/s.
20
25
30
35
40
45
50
55
60
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Tem
per
atura
[°C
]
Tempo [s]
𝛽=1
𝛽=0.9
modelo de Zehnder
𝛽=0.8
20
25
30
35
40
45
50
55
60
0 0,08 0,16 0,24 0,32 0,4 0,48 0,56 0,64 0,72
Tem
per
atura
[°C
]
Tempo [s]
𝛽=1
𝛽=0.9
modelo de Zehnder
𝛽=0.8

Resultados e discussão
José Carlos Castro Botelho 39
3.4. Variação da temperatura antes e depois na estrição
Nesta secção vai ser estudado o aumento de temperatura no ensaio de tração
uniaxial depois da carga máxima (localização da deformação), com coeficiente de convecção
igual a 5W/𝑚2°𝐶, o coeficiente de transmissão de calor por contacto de 7500W/𝑚2°𝐶 e o
coeficiente de Taylor e Quinney de 0,9. Uma vez que a deformação plástica concentra-se
essencialmente na zona central do provete, foram estudados três pontos nessa zona, os quais
estão representados na Figura 3.8.
Na Figura 3.9 é representada a evolução da temperatura para cada um dos nós
em função do tempo de ensaio até ao deslocamento imposto. É visível o instante de carga
máxima nos dois materiais através da variação brusca de temperatura, nomeadamente no nó
2673. No caso do aço DP500 ocorre aproximadamente aos 8 s enquanto que no aço DP780
é aproximadamente aos 7,2 s. Este estudo foi feito para uma velocidade de amarra de 1 mm/s,
ou seja, um tempo total de ensaio de 10 s.
Figura 3.8. Indicação dos nós onde é avaliada a temperatura durante o ensaio de tração uniaxial.

Análise do calor gerado por deformação plástica em aços de alta resistência
40 2018
DP500 DP780
Figura 3.9. Evolução da temperatura em três nós distintos do provete até ao deslocamento imposto.
A temperatura máxima no final do deslocamento prescrito é atingida no centro
do provete, no nó 2673, sendo para o aço DP500 de 72°C e para o aço DP780 de 116°C.
Depois da estrição apenas existe aumento de temperatura no nó 2673, isto acontece devido
à concentração de deformação no centro do provete depois da estrição. No aço DP780 o
aumento de temperatura depois da estrição é mais acentuado comparando com o aço DP500,
isto porque o aço DP780 possui tensões de escoamento superiores. Em pontos mais afastados
do centro a temperatura mantém-se aproximadamente constante depois da estrição.
Comparando os dois materiais, nos três pontos indicados na Figura 3.8, o aumento de
temperatura é superior no aço DP780. A Figura 3.10 mostra o perfil de temperatura no
instante de carga máxima em cada material, onde se pode confirmar que apenas existe
variação de temperatura na zona exposta ao coeficiente de convecção natural, ou seja, na
secção útil do provete. Para esse instante, a temperatura máxima prevista para o aço DP500
é 44,4ºC e para o aço DP780 é 52,7ºC. Nas extremidades do provete não há variação de
temperatura, pois é a zona de contacto com a amarra, onde não existe deformação plástica
com grande valor de coeficiente de transferência de calor por contacto.
20
40
60
80
100
120
0 2 4 6 8 10
Tem
per
atura
[°C
]
Tempo [s]
Nó_2673
Nó_2460
Nó_2243
20
40
60
80
100
120
0 2 4 6 8 10T
emp
erat
ura
[°C
]
Tempo [s]
Nó_2673
Nó_2460
Nó_2243

Resultados e discussão
José Carlos Castro Botelho 41
DP500
DP780
Figura 3.10. Perfil de temperatura no instante de carga máxima para velocidade de ensaio de 1 mm/s.
A distribuição de temperatura ao longo do comprimento do provete é uma forma
de analisar a variação de temperatura com a deformação plástica. A Figura 3.11 mostra a
distribuição da temperatura ao longo do comprimento do provete (coordenada x indicada na
Figura 3.5) para ambos os materiais estudados. São comparados dois instantes do ensaio, o
instante correspondente ao ponto de carga máxima e o instante de final do ensaio
(deslocamento prescrito). Em concordância com os resultados anteriores, o maior aumento
de temperatura ocorre no centro do provete depois da estrição. Tanto antes como depois da
estrição, a distribuição de temperatura é semelhante entre os dois aços, sendo que o aço
DP780 gera um aumento de temperatura superior. A temperatura na extremidade do provete
(coordenada x > 48 mm) não se altera com o material estudado ou com o instante analisado,
pois corresponde à zona da amarra. Como é visível na Figura 3.11 todas as curvas tendem
para a temperatura de 22°C, temperatura inicial da chapa e temperatura constante da amarra.

Análise do calor gerado por deformação plástica em aços de alta resistência
42 2018
Figura 3.11. Distribuição da temperatura ao longo do provete no instante de carga máxima e no instante final do ensaio considerando o provete Ⅰ e comparando os dois materiais. Velocidade de ensaio de 1 mm/s.
3.5. Diferentes velocidades de ensaio
Nesta secção são assumidas todas as variáveis constantes, com exceção da
velocidade de deslocamento imposto à amarra no ensaio de tração uniaxial. Foi considerando
um coeficiente de convecção natural de 5W/𝑚2°𝐶, o coeficiente de transferência de calor
por contacto de 7500W/𝑚2°𝐶 e o coeficiente de Taylor e Quinney de 0,9. Na Figura 3.12 é
apresentada a evolução da temperatura no nó central para diferentes velocidades de
deslocamento da amarra no ensaio de tração uniaxial. Antes da carga máxima a variação de
temperatura é igual para as velocidades de 1 mm/s e 10 mm/s. No entanto, para a velocidade
de 0,1 mm/s a variação de temperatura é menor, para ambos os materiais estudados. Este
resultado está de acordo com os resultados obtidos na secção 3.3, ou seja, o aumento de
temperatura antes da carga máxima não se altera de forma significativa para velocidades de
deslocamento da amarra superiores a 1 mm/s. Depois da carga máxima a variação de
temperatura é influenciada pela velocidade da amarra. Quanto maior for a velocidade
imposta à amarra maior é o aumento de temperatura previsto no centro do provete após o
instante de carga máxima.
20
40
60
80
100
120
140
0 8 16 24 32 40 48 56 64 72 80
Tem
per
atura
[°C
]
Coordenada x [mm]
DP780
DP500
DP780(Carga máxima)
DP500(Carga máxima)

Resultados e discussão
José Carlos Castro Botelho 43
DP500 DP780
Figura 3.12. Evolução da temperatura no ponto central do provete para diferentes velocidades de deslocamento da amarra no ensaio de tração uniaxial para os dois aços estudados.
Na Figura 3.13 é mostrada a distribuição de temperatura ao longo do
comprimento do provete no instante de carga máxima, comparando diferentes valores de
velocidade de amarra. O aumento de temperatura no centro do provete é maior para
velocidades de deslocamento da armara mais elevadas. O aumento de temperatura previsto
numericamente para as duas velocidades de deformação mais elevadas é semelhante, tendo
uma diferença de aproximadamente 1ºC no centro do provete (ver Figura 3.13). Este
resultado vai ao encontro de resultados obtidos anteriormente, onde não se justifica
velocidades de ensaio superiores a 1 mm/s, pois os resultados obtidos com velocidades
superiores são muito semelhantes. A diferença no aumento de temperatura é superior para
velocidades mais baixas, ou seja, quando a velocidade passa de 0.1 mm/s para 1 mm/s (10
vezes) a diferença de temperatura no centro do provete é bastante superior à observada
quando a velocidade passa de 1 mm/s para 10 mm/s (10 vezes). Velocidades baixas implicam
maior tempo de duração do ensaio, permitindo maiores perdas de energia para o exterior
(calor dissipado para o exterior por convecção natural), causando menor aumento de
temperatura no provete.
20
50
80
110
140
170
200
230
0 0,2 0,4 0,6 0,8 1
Tem
per
atura
[°C
]
Tempo normalizado
v = 10mm/s
v = 1mm/s
v = 0.1mm/s
20
50
80
110
140
170
200
230
0 0,2 0,4 0,6 0,8 1
Tem
per
atura
[°C
]Tempo normalizado
v = 10mm/s
v = 1mm/s
v = 0.1mm/s

Análise do calor gerado por deformação plástica em aços de alta resistência
44 2018
DP500 DP780
Figura 3.13. Distribuição da temperatura ao longo do comprimento do provete para diferentes velocidades de deslocamento da amarra no ensaio de tração uniaxial para os dois aços estudados, para o instante de
carga máxima.
3.6. Diferente geometria do provete de tração
Nesta secção vão ser analisados os resultados relativos ao provete Ⅱ, cujas
dimensões estão indicadas na Figura 2.3. O objetivo é estudar a influência da geometria no
aumento de temperatura provocado pela deformação plástica. O estudo vai se focar
essencialmente na deformação até ao instante de carga máxima.
3.6.1. Transferência de calor para o exterior
No provete Ⅱ é estudado apenas o coeficiente de convecção natural, pois o valor
do coeficiente de transferência de calor por contacto não tem influência no aumento de
temperatura (ver Figura 3.6). Efetivamente a temperatura mantem-se constante e igual à
temperatura inicial na zona de contato com a amarra (zona mais afastada do centro do
provete) durante o ensaio de tração. Na Figura 3.14 é apresentada a evolução da temperatura
até ao instante de carga máxima no nó central para os dois materiais, utilizando diferentes
valores de coeficiente de convecção natural. Para este coeficiente foram usados quatro
valores, três deles já estudados anteriormente. Além dos valores listados na Figura 3.3, foi
estudado outro valor de coeficiente de convecção natural ℎ𝑛 = 2.5𝑊/𝑚2°𝐶, pois para
20
25
30
35
40
45
50
55
0 8 16 24 32 40 48 56 64 72
Tem
per
atura
[°C
]
Coordenada x [mm]
v =10mm/s
v =1mm/s
v =0.2mm/s
v =0.1mm/s
20
25
30
35
40
45
50
55
0 8 16 24 32 40 48 56 64 72T
emp
erat
ura
[°C
]
Coordenada x [mm]
v = 10mm/s
v = 1mm/s
v = 0.2mm/s
v = 0.1mm/s

Resultados e discussão
José Carlos Castro Botelho 45
planos de grande comprimento, que é o caso do provete Ⅱ, o coeficiente de convecção natural
diminui (ver Figura 2.5 (a)). O tempo total deste ensaio é de 60 s correspondendo à
velocidade de 1 mm/s, onde o instante de carga máxima no aço DP500 é aos 45,5 s e no aço
DP780 é aos 37,9 s.
DP500 DP780
Figura 3.14. Evolução da temperatura no ponto central do provete para diferentes valores do coeficiente de convecção natural utilizando 1 mm/s de velocidade de deslocamento da amarra.
A Figura 3.15 apresenta a distribuição de temperatura ao longo do provete no
instante de carga máxima para o provete II, considerando diferentes valores para o
coeficiente de convecção natural. Com o objetivo de localizar o perfil de temperaturas na
geometria do provete, a Figura 3.16 apresenta a coordenada x, bem como o deslocamento
imposto pela amarra nos dois materiais. No caso do aço DP500 o deslocamento imposto até
a carga máxima conduz a um provete com 2×230,750 mm de comprimento enquanto que
no aço DP780 o comprimento do provete no instante da carga máxima é 2×228,949 mm.
20
25
30
35
40
45
50
55
0 9,1 18,2 27,3 36,4 45,5
Tem
per
atura
[°C
]
Tempo [s]
h natural=2.5W/m^2ºC
h natural=5W/m^2ºC
h natural=7.5W/m^2ºC
h natural=10W/m^2ºC
20
25
30
35
40
45
50
55
0 7,58 15,16 22,74 30,32 37,9
Tem
per
atura
[°C
]
Tempo [s]
h natural=2.5W/m^2ºC
h natural=5W/m^2ºC
h natural=7.5W/m^2ºC
h natural=10W/m^2ºC

Análise do calor gerado por deformação plástica em aços de alta resistência
46 2018
DP500 DP780
Figura 3.15. Distribuição da temperatura ao longo do comprimento do provete no instante de carga máxima para valores diferentes do coeficiente de convecção natural e velocidade da amarra de 1 mm/s.
Neste provete, à semelhança do provete Ⅰ, o aumento de temperatura é maior
para um menor coeficiente de convecção natural. No entanto, com esta geometria é possível
ver a influência do coeficiente de convecção natural no ensaio de tração uniaxial com uma
velocidade de amarra de 1 mm/s, ao contrário do que acontecia para o provete I (Figura 3.6
(a)). Isto deve-se ao facto de que para a mesma velocidade da amarra, o deslocamento
imposto é superior no caso do provete II porque este apresenta um comprimento também
bastante superior (comparar Figura 2.2 com Figura 2.3), levando a que o tempo de perda de
calor por convecção natural seja maior. A diferença entre os dois materiais relativamente à
distribuição de temperatura está apenas no valor, sendo que o aço DP780 atinge temperaturas
superiores.
20
25
30
35
40
45
50
55
0 30 60 90 120 150 180 210
Tem
per
atura
[°C
]
Cooredenada x [mm]
h natural=2.5W/m^2ºC
h natural=5W/m^2ºC
h natural=7.5W/m^2ºC
h natural=10W/m^2ºC
20
25
30
35
40
45
50
55
0 30 60 90 120 150 180 210T
emp
erat
ura
[°C
]
Cooredenada x [mm]
h natural=2.5W/m^2ºC
h natural=5W/m^2ºC
h natural=7.5W/m^2ºC
h natural=10W/m^2ºC

Resultados e discussão
José Carlos Castro Botelho 47
Figura 3.16. Geometria da fração do provete Ⅱ, com representação da coordenada x.
3.6.2. Variação da temperatura
Nesta subsecção vai ser avaliado o aumento de temperatura no provete Ⅱ em
comparação como provete Ⅰ. Na Figura 3.17 é apresentada a evolução de temperatura no
ponto central para os dois provetes, assumido as mesmas condições nos dois casos, incluindo
a velocidade de deslocamento da amarra de 1 mm/s. Como o tempo de ensaio em cada
provete é diferente, foi necessário normalizar o tempo de ensaio para fazer uma comparação
direta dos resultados. Assim, o tempo de ensaio em cada provete foi normalizado com o
tempo decorrido no instante de carga máxima.

Análise do calor gerado por deformação plástica em aços de alta resistência
48 2018
Figura 3.17. Evolução da temperatura no ponto central do provete Ⅰ e Ⅱ até ao instante de carga máxima
para os dois materiais analisados. Velocidade de ensaio de 1 mm/s.
Os resultados da Figura 3.17 mostram que a geometria do provete (dimensão)
não provoca alterações significativas no aumento de temperatura no ponto central do
provete, quando os ensaios de tração são realizados nas mesmas condições.
Na Figura 3.18 é mostrada a distribuição de temperatura ao longo do
comprimento do provete Ⅱ, tanto para o instante de carga máxima como para o instante final
de ensaio. O comportamento deste provete é em tudo semelhante ao provete Ⅰ, à exceção do
valor da temperatura máxima atingida no final do ensaio. Apesar de a temperatura no centro
do provete no instante de carga máxima ser bastante próxima nos dois provetes, no final do
ensaio a temperatura é bastante superior no provete Ⅱ. Pode-se concluir que depois do
instante de carga máxima a geometria de grandes dimensões provoca um maior aumento de
temperatura. No instante de carga máxima, a temperatura ao longo do comprimento do
provete é próxima da temperatura máxima para distância maior no provete Ⅱ. Assim, do
ponto de vista de montagem experimental, no provete II é possível medir a temperatura
máxima numa gama de aproximadamente 80 mm, enquanto que no provete Ⅰ não é possível
medir o aumento de temperatura numa área tão elevada.
20
25
30
35
40
45
50
55
0 0,2 0,4 0,6 0,8 1
Tem
per
atura
[°C
]
Tempo normalizado
provete Ⅰ(DP780)
provete Ⅱ(DP780)
provete Ⅰ(DP500)
provete Ⅱ(DP500)
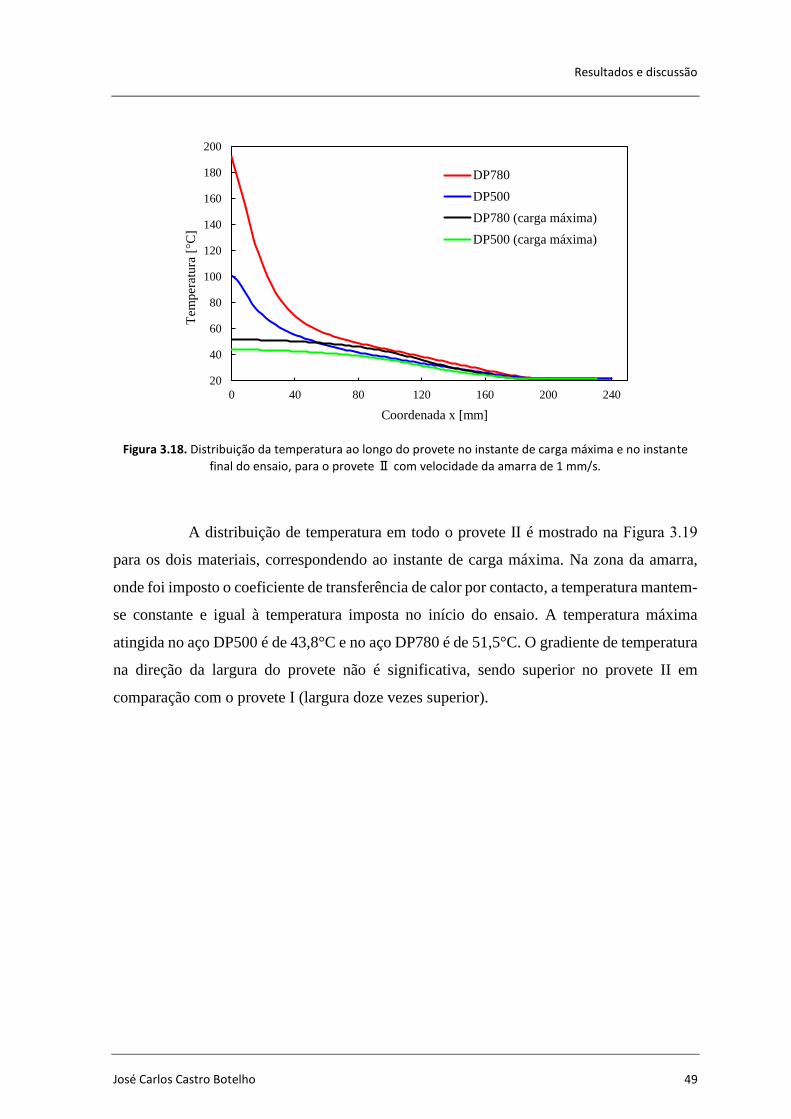
Resultados e discussão
José Carlos Castro Botelho 49
Figura 3.18. Distribuição da temperatura ao longo do provete no instante de carga máxima e no instante
final do ensaio, para o provete Ⅱ com velocidade da amarra de 1 mm/s.
A distribuição de temperatura em todo o provete Ⅱ é mostrado na Figura 3.19
para os dois materiais, correspondendo ao instante de carga máxima. Na zona da amarra,
onde foi imposto o coeficiente de transferência de calor por contacto, a temperatura mantem-
se constante e igual à temperatura imposta no início do ensaio. A temperatura máxima
atingida no aço DP500 é de 43,8°C e no aço DP780 é de 51,5°C. O gradiente de temperatura
na direção da largura do provete não é significativa, sendo superior no provete II em
comparação com o provete Ⅰ (largura doze vezes superior).
20
40
60
80
100
120
140
160
180
200
0 40 80 120 160 200 240
Tem
per
atura
[°C
]
Coordenada x [mm]
DP780
DP500
DP780 (carga máxima)
DP500 (carga máxima)

Análise do calor gerado por deformação plástica em aços de alta resistência
50 2018
DP500
DP780
Figura 3.19. Distribuição da temperatura no instante de carga máxima para ambos os materiais considerando a velocidade de amarra de 1 mm/s.
3.6.3. Velocidades de ensaio
Na Figura 3.20 é mostrada a distribuição de temperatura ao longo do
comprimento no provete Ⅱ no instante de carga máxima com diferentes velocidades de
ensaio. O aumento de temperatura é maior para velocidades de deformação superiores. Com
velocidades de amarra superiores a 1 mm/s a diferença no aumento de temperatura máxima
no centro do provete é pouco significativa. Considerando a velocidade de 10 mm/s, o
gradiente de temperatura entre 150 e 180 mm é superior, o qual é provocadas pela geometria
do provete (zona onde há variação da largura).

Resultados e discussão
José Carlos Castro Botelho 51
DP500 DP780
Figura 3.20. Distribuição de temperatura ao longo do comprimento do provete no instante de carga máxima para diferentes velocidades de ensaio.
20
25
30
35
40
45
50
55
0 30 60 90 120 150 180 210
Tem
per
atura
[°C
]
Coordenada x [mm]
v=10mm/s
v=1mm/s
v=0.1mm/s
20
25
30
35
40
45
50
55
0 30 60 90 120 150 180 210
Tem
per
atura
[°C
]Coordenada x [mm]
v = 10mm/s
v = 1mm/s
v = 0.1mm/s

Análise do calor gerado por deformação plástica em aços de alta resistência
52 2018

Conclusões
José Carlos Castro Botelho 53
4. CONCLUSÕES
Nos últimos anos a utilização dos aços de alta resistência têm vindo a aumentar
na indústria automóvel, permitindo reduzir o peso dos mesmos. No entanto, tem sido feita
investigação no sentido de alcançar cada vez melhores propriedades, como por exemplo
aumentar a formabilidade destes aços. Este trabalho centrou-se no estudo de dois aços de
alta resistência, o aço DP500 e o aço DP780. Uma vez que pequenas variações de
temperatura alteram as propriedades dos lubrificantes utilizados no processo de conformação
de chapas metálicas, o objetivo principal deste trabalho é quantificar numericamente o
aumento de temperatura gerado por deformação plástica nestes aços
O ensaio de tração uniaxial foi selecionado para fazer a avaliação do aumento de
temperatura induzido por deformação plástica. A geração de calor por deformação plástica
é definida como sendo uma fração do trabalho plástico. Por outro lado, como a velocidade
de deformação no ensaio de tração não é suficientemente elevada para considerar condições
adiabáticas, foi necessário modelar as perdas de calor no modelo de elementos finitos. O
modelo desenvolvido tem em consideração as perdas por convecção natural e transferência
de calor por contacto. A posição de provete influencia a transferência de calor por convecção
natural (posição vertical ou horizontal). No caso de o provete ser tracionado na direção
horizontal a transferência de calor é maior na superfície superior. O comprimento do provete
e a temperatura inicial de ensaio são também fatores que influenciam o coeficiente de
convecção natural.
Os resultados numéricos dos ensaios de tração mostram que o coeficiente de
transferência de calor por contacto não tem influência no aumento de temperatura,
independentemente da velocidade de deformação. Em relação ao coeficiente de convecção
natural pode-se tirar uma conclusão similar, no entanto, para velocidades da amarra muito
baixas (0.1 mm/s), é possível observar uma pequena diferença no aumento de temperatura
no centro do provete.
Para além de valores constantes do coeficiente de Taylor e Quinney (𝛽), o
modelo adotado neste trabalho também considera que a fração de trabalho plástico
convertido em calor aumenta com a deformação plástica. Para tal recorresse ao modelo de

Análise do calor gerado por deformação plástica em aços de alta resistência
54 2018
Zehnder, o qual define que o 𝛽 diminui com o aumento do coeficiente de encruamento do
material. Para os dois aços estudados, o modelo prevê que a geração de calor é sempre
superior no aço DP780, no entanto os dois aços alcançam valores próximos de 𝛽 para grandes
deformações. A temperatura máxima é sempre atingida no centro do provete. Assumindo
condições adiabáticas e o coeficiente de Taylor e Quinney máximo (𝛽=1), a temperatura
máxima no instante de carga máxima é 65ºC no aço DP780 e 49ºC no aço DP500. Uma
análise feita ao coeficiente de Taylor e Quinney mostra que a evolução de temperatura no
ponto central do provete com o modelo de Zehnder é muito próxima à evolução de
temperatura considerando a geração de calor constante (𝛽=0.9). Esta conclusão é válida para
diferentes velocidades de ensaio. No entanto, para velocidades de amarra superiores a 1
mm/s não há alteração significativa dos resultados de temperatura prevista, logo não se
justifica a realização do ensaio de tração uniaxial com velocidades elevadas.
O estudo feito às diferentes geometrias do provete mostra que os resultados
relativamente à temperatura atingida no centro do provete são muito semelhantes. Para os
dois provetes o aumento de temperatura é superior no aço DP780, sendo que o maior
aumento de temperatura ocorre depois do ponto de carga máxima no centro do provete.
Relativamente às perdas de calor, no provete Ⅱ é possível observar a influência do
coeficiente de convecção natural com uma velocidade da amarra de 1 mm/s enquanto que
no provete Ⅰ só com uma velocidade de 0.1 mm/s. Uma das vantagens de utilizar o provete
Ⅱ (maior dimensão) para analisar o calor gerado por deformação plástica é que neste provete
a área de medição de temperatura na zona central do provete é maior.

Referências Bibliográficas
José Carlos Castro Botelho 55
REFERÊNCIAS BIBLIOGRÁFICAS
Adam, L., & Ponthot, J.-P. (2005). Thermomechanical modeling of metals at finite
strains: First and mixed order finite elements. International Journal of Solids and
Structures, 42(21–22), 5615–5655.
https://doi.org/10.1016/J.IJSOLSTR.2005.03.020
Anon. (2017). Thermal Properties of Metals, Conductivity, Thermal Expansion,
Specific Heat | Engineers Edge. Engineers Edge. Retrieved from
https://www.engineersedge.com/properties_of_metals.htm
Aravas, N., Kim, K.-S., & Leckie, F. A. (1990). On the calculations of the stored
energy of cold work. Journal of Engineering Materials and Technology,
Transactions of the ASME, 112(4), 465–470. https://doi.org/10.1115/1.2903358
Bertoldi, E. (2013). Análise De Ensaios De Tração Em Corpo De Prova De Aço Sae
1020, (2012), 10.
Cabezas, E. E., & Celentano, D. J. (2004). Experimental and numerical analysis of the
tensile test using sheet specimens. Finite Elements in Analysis and Design, 40(5–
6), 555–575. https://doi.org/10.1016/S0168-874X(03)00096-9
Caron, E. J. F. R., Daun, K. J., & Wells, M. A. (2014). Experimental heat transfer
coefficient measurements during hot forming die quenching of boron steel at high
temperatures. International Journal of Heat and Mass Transfer, 71, 396–404.
https://doi.org/10.1016/j.ijheatmasstransfer.2013.12.039
Chandrasekharan, S., Palaniswamy, H., Jain, N., Ngaile, G., & Altan, T. (2005).
Evaluation of stamping lubricants at various temperature levels using the ironing
test. International Journal of Machine Tools and Manufacture, 45(4–5), 379–388.
https://doi.org/10.1016/J.IJMACHTOOLS.2004.09.014
Chang, Y., Tang, X., Zhao, K., Hu, P., & Wu, Y. (2016). Investigation of the factors
influencing the interfacial heat transfer coefficient in hot stamping. Journal of
Materials Processing Technology, 228, 25–33.
https://doi.org/10.1016/J.JMATPROTEC.2014.10.008
Chrysochoos, A., Maisonneuve, O., Martin, G., Caumon, H., & Chezeaux, J. C. (1989).
Plastic and dissipated work and stored energy. Nuclear Engineering and Design,
114(3), 323–333. https://doi.org/10.1016/0029-5493(89)90110-6
Costa, M. P. (2017). Thermomechanical Modelling of the Draw Bead test.
Universidade de Coimbra.
Farren, W. S., & Taylor, G. I. (1925). The Heat Developed during Plastic Extension of
Metals. Proceedings of the Royal Society A: Mathematical, Physical and
Engineering Sciences, 107(743), 422–451. https://doi.org/10.1098/rspa.1925.0034

Análise do calor gerado por deformação plástica em aços de alta resistência
56 2018
Gao, Y., & Wagoner, R. H. (1987). A Simplified Model of Heat Generation during the
Uniaxial Tensile Test, 18(June), 1001–1009.
Groche, P., Nitzsche, G., & Elsen, A. (2008). Adhesive wear in deep drawing of
aluminum sheets. CIRP Annals, 57(1), 295–298.
https://doi.org/10.1016/J.CIRP.2008.03.042
Hill, R. (1948). A Theory of the Yielding and Plastic Flow of Anisotropic Metals.
Proceedings of the Royal Society A: Mathematical, Physical and Engineering
Sciences, 193(1033), 281–297. https://doi.org/10.1098/rspa.1948.0045
Hughes, T. J. R. (1980). Generalization of selective integration procedures to
anisotropic and nonlinear media. International Journal for Numerical Methods in
Engineering. https://doi.org/10.1002/nme.1620150914
Incropera, F. P., Bergman, T. L., Lavine, A. S., & DeWitt, D. P. (2011). Fundamentals
of Heat and Mass Transfer. Wiley. https://doi.org/10.1073/pnas.0703993104
Kapoor, R., & Nemat-Nasser, S. (1998). Determination of temperature rise during high
strain rate deformation. Mechanics of Materials, 27(1), 1–12.
https://doi.org/10.1016/S0167-6636(97)00036-7
Kim, H., Sung, J. H., Sivakumar, R., & Altan, T. (2007). Evaluation of stamping
lubricants using the deep drawing test. International Journal of Machine Tools
and Manufacture, 47(14), 2120–2132.
https://doi.org/10.1016/J.IJMACHTOOLS.2007.04.014
Kim, J. H., Sung, J. H., Piao, K., & Wagoner, R. H. (2011). The shear fracture of dual-
phase steel. International Journal of Plasticity, 27(10), 1658–1676.
https://doi.org/10.1016/J.IJPLAS.2011.02.009
Knysh, P., & Korkolis, Y. P. (2015). Determination of the fraction of plastic work
converted into heat in metals. Mechanics of Materials, 86, 71–80.
https://doi.org/10.1016/J.MECHMAT.2015.03.006
KUZIAK, R., KAWALLA, R., & WAENGLER, S. (2008). Advanced high strength
steels for automotive industry. Archives of Civil and Mechanical Engineering,
8(2), 103–117. https://doi.org/10.1016/S1644-9665(12)60197-6
Lesch, C., Kwiaton, N., & Klose, F. B. (2017). Advanced High Strength Steels (AHSS)
for Automotive Applications − Tailored Properties by Smart Microstructural
Adjustments. Steel Research International. https://doi.org/10.1002/srin.201700210
Martins, J. M. P., Neto, D. M., Alves, J. L., Oliveira, M. C., Laurent, H., Andrade-
Campos, A., & Menezes, L. F. (2017). A new staggered algorithm for
thermomechanical coupled problems. International Journal of Solids and
Structures, 122–123, 42–58. https://doi.org/10.1016/J.IJSOLSTR.2017.06.002
Menezes, L. F., & Teodosiu, C. (2000). Three-dimensional numerical simulation of the
deep-drawing process using solid finite elements. Journal of Materials Processing
Technology, 97(1–3), 100–106. https://doi.org/10.1016/S0924-0136(99)00345-3
Moss, G. L., & Pond, R. B. (1975). Inhomogeneous thermal changes in copper during
plastic elongation. Metallurgical Transactions A, 6(6), 1223–1235.
https://doi.org/10.1007/BF02658532

Referências Bibliográficas
José Carlos Castro Botelho 57
Néris. (2011). Ensaio de tração. Universidade de São Paulo, Brasil.
Neto, D. M., Simões, V. M., Oliveira, M. C., Alves, J. L., Laurent, H., & Menezes, L.
F. (2018). Assessing the fraction of plastic work converted into heat using the
uniaxial tensile test. Journal of Materials Processing Technology.
Ohbuchi, Y., Sakamoto, H., & Nagatomo, N. (2016). Thermal image analysis of plastic
deformation and fracture behavior by a thermo-video measurement system.
Measurement Science and Technology, 27(12). https://doi.org/10.1088/0957-
0233/27/12/124015
Oliferuk, W., Maj, M., & Raniecki, B. (2004). Experimental analysis of energy storage
rate components during tensile deformation of polycrystals. Materials Science and
Engineering: A, 374(1–2), 77–81. https://doi.org/10.1016/J.MSEA.2003.12.056
Oliveira, M. C., Alves, J. L., & Menezes, L. F. (2008). Algorithms and strategies for
treatment of large deformation frictional contact in the numerical simulation of
deep drawing process. Archives of Computational Methods in Engineering, 15(2),
113–162. https://doi.org/10.1007/s11831-008-9018-x
Pereira, M. P., & Rolfe, B. F. (2014). Temperature conditions during “cold” sheet metal
stamping. Journal of Materials Processing Technology, 214(8), 1749–1758.
https://doi.org/10.1016/J.JMATPROTEC.2014.03.020
Rocha, R. O., Melo, T. M. F., Pereloma, E. V., & Santos, D. B. (2005). Microstructural
evolution at the initial stages of continuous annealing of cold rolled dual-phase
steel. Materials Science and Engineering: A, 391(1–2), 296–304.
https://doi.org/10.1016/J.MSEA.2004.08.081
Rusinek, A., & Klepaczko, J. R. (2009). Experiments on heat generated during plastic
deformation and stored energy for TRIP steels. Materials & Design, 30(1), 35–48.
https://doi.org/10.1016/J.MATDES.2008.04.048
Steels, S. (2013). Overview of Major Steels.
Tariq, A., & Asif, M. (2016). Experimental investigation of thermal contact
conductance for nominally flat metallic contact. Heat and Mass Transfer/Waerme-
Und Stoffuebertragung, 52(2), 291–307. https://doi.org/10.1007/s00231-015-1551-
1
Taylor, G. I., & Quinney, H. (1934). The Latent Energy Remaining in a Metal after
Cold Working. Proceedings of the Royal Society A: Mathematical, Physical and
Engineering Sciences, 143(849), 307–326. https://doi.org/10.1098/rspa.1934.0004
Trouve, T. A. (2012). Thermal Properties Database. Retrieved from
https://www.ncjrs.gov/App/Publications/abstract.aspx?ID=261106
Zehnder, A. T. (1991). A model for the heating due to plastic work. Mechanics
Research Communications, 18(1), 23–28. https://doi.org/10.1016/0093-
6413(91)90023-P
Zehnder, A. T., Babinsky, E., & Palmer, T. (1998). Hybrid method for determining the
fraction of plastic work converted to heat. Experimental Mechanics, 38(4), 295–
302. https://doi.org/10.1007/BF02410392

Análise do calor gerado por deformação plástica em aços de alta resistência
58 2018
Zhang, T., Guo, Z. R., Yuan, F. P., & Zhang, H. S. (2018). Investigation on the plastic
work-heat conversion coefficient of 7075-T651 aluminum alloy during an impact
process based on infrared temperature measurement technology. Acta Mechanica
Sinica/Lixue Xuebao, 34(2), 327–333. https://doi.org/10.1007/s10409-017-0673-8