análise numérica com validação experimental das forças de ... · a minha irmã e tias e tios,...
TRANSCRIPT
PROGRAMA DE PÓS PRADUAÇÃO EM ENGENHARIA MECÂNICA
Carlos Henrique Lauro
Análise Numérica com Validação Experimental
das Forças de Corte no Processo de
Microfresamento de Aços Endurecidos com
Variação do Tamanho de Grão Austenítico
Orientador: Prof. Dr. Lincoln Cardoso Brandão.
São João del-Rei, outubro de 2011
i
Carlos Henrique Lauro
Análise Numérica com Validação Experimental
das Forças de Corte no Processo de
Microfresamento de Aços Endurecidos com
Variação do Tamanho de Grão Austenítico
Dissertação apresentada ao Curso de Mestrado da
Universidade Federal de São João del-Rei, como
requisito para a obtenção do título de Mestre em
Engenharia Mecânica
Área de Concentração: Materiais e processos de
Fabricação
Orientador: Prof. Dr. Lincoln Cardoso Brandão
Coorientador: Prof. Dr. Túlio Hallak Panzera
São João del Rei, outubro de 2011
ii
FICHA CATALOGRÁFICA ELABORADA PELA BIBLIOTECA
iii
PROGRAMA DE PÓS PRADUAÇÃO EM ENGENHARIA MECÂNICA
Análise Numérica com Validação Experimental
das Forças de Corte no Processo de
Microfresamento de Aços Endurecidos com
Variação do Tamanho de Grão Austenítico

iv
DEDICATÓRIA
Ao meu pai, Luiz, por todos os momentos de
felicidades, brigas e principalmente de apoio e
torcida.

v
vi
AGRADECIMENTOS
A minha mãe por todo o incentivo. Obrigado por sempre acreditarem e confiar em mim.
A minha irmã e tias e tios, por sempre querem e incentivar o meu melhor.
Aos professores do Departamento de Mecânica da Universidade Federal de São João
del-Rei, por serem meus exemplos de profissionalismo e dedicação.
Aos técnicos administrativos do DEMEC e PPMEC por toda a atenção dada.
Aos amigos de graduação, uma família, por estarem comigo, mesmo à distância, no
momento mais difícil.
Aos amigos de pós-graduação pelo apoio em todo o decorrer do curso.
Aos amigos do IFET – Juiz de Fora, Sara, Helder, Jalon, Aluísio, Denison pelo apoio. E
aos ex-professores e agora amigos, Etiene, Paulo, Clarete e Cuco.
Aos queridos alunos dos cursos de Engenharia Mecânica e Artes Aplicam da UFSJ, da
FATEC-JF e IFET-Juiz de Fora.
E em especial, ao meu orientador e grande amigo, alguém que passa o melhor exemplo
de professor, Lincoln Cardoso Brandão.
Ao Eng. Rômulo Andrade Reis por auxiliar neste trabalho.
Ao Eng. Odivaldo Antonio dos Reis Silva da Gerdau Açominas pelas análises
metalográficas.
Ao Sr. Aldeci Santos e a SANDVIK pelo fornecimento das ferramentas.
Ao Dr. Rafael Agnelli Mesquita pelo fornecimento do material.
A Fundação de Amparo à Pesquisa de Minas Gerais – FAPEMIG pelos recursos
financeiros.

vii
viii
Epigrafe
“Eu sei que não vou acertar o futuro; aliás, eu sei que
vou errar sobre o futuro. Mas eu não quero ser
eliminado pelo futuro."
Peter L. Bernstein – Desafio aos Deuses
ix
RESUMO
LAURO, C.H. (2011). Análise Numérica com Validação Experimental das Forças de Corte
no Processo de Microfresamento de Aços Endurecidos com Variação do Tamanho de Grão
Austenítico. Dissertação (Mestrado) – Universidade Federal de São João del Rei, São João del
Rei, 2011.
A fabricação de produtos industrializados é responsável pela maioria dos postos de trabalho
no mundo globalizado. Pode-se considerar que a manufatura está orientada principalmente
para as áreas automobilísticas e aeronáuticas. Este setor teve grande evolução até a década de
1950 com o surgimento das máquinas CNC. Paralelamente, materiais para ferramentas de
corte e os materiais a serem usinados tiveram uma evolução na mesma proporção. Assim,
com a evolução das máquinas-ferramentas, devido ao aumento da precisão, foi possível o
início da fabricação de produtos de tamanho reduzido e a usinagem de materiais endurecidos.
Atualmente, peças de tamanho reduzido são fabricadas com as mais variadas formas e
geometrias tornando-se uma exigência para a indústria mundial. Entretanto, existem diversas
lacunas a serem preenchidas para o completo entendimento do processo de microusinagem.
Dessa forma, este trabalho está direcionado ao estudo do processo de micro fresamento do aço
AISI H13 endurecido com diferentes tamanhos de grão. Inicialmente, foram realizados
ensaios numéricos aplicando-se um modelo bidimensional, 2D, com tempos de simulação de
0,05 segundos e usando-se o modelo de Johnson-Cook. Em uma segunda fase, testes
experimentais de microfresamento foram conduzidos com corpos de prova cúbicos com 11
mm de arestas em aço AISI H13 endurecido e diferentes tamanhos de grão. Os corpos de
prova foram fixados em um dispositivo especial acoplado a uma célula de carga. Fresas de 0,5
milímetros de diâmetro foram montadas em um cabeçote de micro usinagem acoplado a um
centro de usinagem. Os resultados demonstram que existe um erro pequeno entre as
simulações para os testes com tamanho de grão maior. Para os corpos de prova com tamanho
de grão menor os erros foram um pouco maiores. Isto ocorreu devido ao fato do modelo de
Johnson-Cook não ter referência para valores no cisalhamento de um maior número de nós
durante o corte. Além disso, observou-se que com o aumento do tamanho de grão austenítico,
as forças de corte na direção de avanço, forças ortogonais ao avanço e forças axiais foram
menores. Finalmente, o aumento do tamanho de grãos austenítico provocou um desgaste de
flanco maior na ferramenta.
Palavras-chave: Microusinagem, Aços endurecidos, Tamanho de grão austenítico.
x
ABSTRACT
LAURO, C.H. (2011). Numerical analysis with experimental validation of cutting forces in
micromilling process of hardened steels with variation of austenitic grain sizes. Thesis
(Master of Science) – Federal University of São João del Rei, São João del Rei, 2011.
The manufacturing of industrial products is responsible for great part of jobs in the globalised
world. We can consider that the manufacturing is oriented mainly to automotive and
aerospace areas. The manufacturing has had great development until the 1950s with the
advent of CNC machines. At the same time, materials for tools and materials to be machined
have had development in the same proportion. Thus, with the evolution of machine tools, due
to the improvement of the accuracy, it was possible to start the manufacturing of small
products and the machining of hardened materials. Nowadays, parts of small size with several
geometries are necessaries to industry worldwide. However, there are several gaps to be filled
for the complete understanding of micromachining. Based on this, the aim of this work is the
study of micromilling hardened AISI H13 steel with different grain sizes. Initially, numerical
tests were carried out using a two-dimensional, 2D, model with simulation times of 0.05
seconds and applying the Johnson-Cook model. In the second stage, experimental tests of
micromilling were carried out on cubic work pieces with 11 millimeters of edge produced of
hardened AISI H13 steel and different grain sizes. Work pieces were fixed onto a special
device mounted on piezoelectric dynamometer. Milling tools of 0.5 millimeters diameter were
fixed in a high speed machining head fixed on a machine center spindle. The results show that
there is a small error when simulation and experimental tests are compared in higher grain
sizes. Considering, the small grain sizes, the error was higher. However, it may have been
occurred due to the Johnson-Cook model witch has no references for values of shear when
machining of great number of nodes. In addition, it was observed that the increase in
austenitic grain size, the cutting forces in feed rate direction, the orthogonal forces in feed rate
direction, and axial forces were small. Finally, the tool wear was higher for great austenitic
grain sizes.
Keywords: Micromilling, Hardened steel, Austenitic Grain size.
xi
LISTA DE ILUSTRAÇÕES
Figura 2.1 – Classificação do processo de fresamento em relação à posição das arestas de
corte (CIMM, 2009). .................................................................................................................. 5
Figura 2.2 – Fresamento no sentido de corte concordante, (CIMM, 2009). .............................. 6
Figura 2.3 –Fresamento no sentido de corte discordante, (CIMM, 2009).................................. 6
Figura 2.4 – Evolução da usinagem. (TANIGUCHI, 1980). ...................................................... 8
Figura 2.5 – Gráfico das temperaturas no HSM. (SCHULZ,H (1999) apud SOUZA, A.F.
2004). ........................................................................................................................................ 12
Figura 2.6 – Alta velocidade de corte.(DAVIM e CORREA, 2006). ...................................... 12
Figura 2.7 – Formação do cavaco em microusinagem e usinagem convencional.(BISSACO
2004 apud BISSACCO; HANSEN e DE CHIFFRE, 2005). .................................................... 15
Figura 2.8 – Componentes da Força de Usinagem (CIMM, 2010). ......................................... 16
Figura 2.9 – Força no processo de microfresamento (FILIZ et al, 2008)................................ 18
Figura 3.1 – Condições de contorno do ensaio numérico......................................................... 24
Figura 3.2 – Tipos de malhas utilizadas nos corpos de prova. ................................................. 25
Figura 3.3 – Centro de Usinagem Vertical. .............................................................................. 28
Figura 3.4 – (a) Cabeçote de alta rotação e a (b) Unidade de Controle.................................... 29
Figura 3.5 – Ferramentas utilizadas. ......................................................................................... 29
Figura 3.6 – Dinamômetro e amplificador utilizados. .............................................................. 30
Figura 3.7 – Dispositivo de Fixação. ........................................................................................ 30
Figura 3.8 – Corpos de prova de AISI H13 .............................................................................. 31
Figura 3.9 – Análise Metalográfica do aço AISI H13 com tamanho de grão de 39,9µm. ....... 32
Figura 3.10 – Análise Metalográfica do aço AISI H13 com tamanho de grão de 497µm. ...... 32
Figura 3.11 – Suporte de Fixação do Dinamômetro. ................................................................ 33
Figura 3.11 - Referenciamento das ferramentas. ...................................................................... 34
Figura 3.12 – Verificação de erro de posicionamento do centro de fresamento. ..................... 35
Figura 3.13 – Verificação de erro no deslocamento da mesa do centro de usinagem. ............. 35
Figura 3.14 – Microscópio estéreo para medição de desgaste de ferramenta. ......................... 36
Figura 3.15 – Gráfico dos dados adquiridos sem filtragem. ..................................................... 37
Figura 3.16 – Gráfico dos dados adquiridos filtrado. ............................................................... 37
Figura 3.17 – Medição da rugosidade ...................................................................................... 38
Figura 4.1 – Gráfico de força do ensaio numérico. .................................................................. 39
Figura 4.2 – Gráfico de força usando parâmetros de Johnson-Cook iguais. ............................ 40
xii
Figura 4.3 – Gráfico de força usando parâmetros de Johnson-Cook diferentes. ...................... 41
Figura 4.4 – Verificação de erro de posicionamento do centro de fresamento. ....................... 41
Figura 4.5 – Verificação de erro de posicionamento do centro de fresamento. ....................... 42
Figura 4.6 – Vida da ferramenta. .............................................................................................. 43
Figura 4.7 – Desgaste das ferramentas. .................................................................................... 43
Figura 4.8 – Verificação de erro de posicionamento do centro de fresamento. ....................... 45
Figura 4.9 – Utilização dos corpos de prova. ........................................................................... 45
Figura 4.10 – Experimento com vc=77m/min e f=5µm na extremidade do corpo de prova. ... 46
Figura 4.11 – Experimento com vc=77m/min e f=5µm no centro do corpo de prova.............. 46
Figura 4.12 – Influências das variáveis na força normal ao sentido de avanço. ...................... 47
Figura 4.13 – Influências das interações entre as variáveis na força normal ao sentido de
avanço. ...................................................................................................................................... 48
Figura 4.14 – Influências das variáveis na força no sentido de avanço. ................................... 49
Figura 4.15 – Influências das interações entre as variáveis na força no sentido de avanço. .... 50
Figura 4.16 – Influências das variáveis na força no sentido axial da ferramenta. .................... 51
Figura 4.17 – Influências das interações entre as variáveis na força no sentido axial da
ferramenta. ................................................................................................................................ 51
Figura 4.18 – Gráfico de força no ensaio experimental. .......................................................... 52
Figura 4.19 – Gráfico de comparação das forças. .................................................................... 53
Figura 4.20 – Influências das interações entre as variáveis rugosidade Ra. ............................. 55
Figura 4.23 – Influências das interações entre as variáveis na rugosidade Rz. ........................ 57
xiii
LISTA DE TABELAS
Tabela 3.1 – Valores dos Parâmetros de Corte para Ensaio Numérico .................................... 24
Tabela 3.2 – Valores do modelo de Johnson Cook segundo Ng e Aspinwall (2002). ............. 26
Tabelas 3.3 – Variáveis segundo Yan, Hua e Shivpuri (2007) e Chen (2006). ........................ 26
Tabela 3.4 – Valores do modelo de Johnson Cook segundo Chen et al (2006). ...................... 27
Tabela 3.5 – Parâmetros para Crescimento de Grão Austenítico ............................................. 31
Tabela 3.6 – Valores dos Parâmetros de Corte para Ensaio Experimental .............................. 33
Tabela 4.1 – Valores das forças e momento do ensaio experimental. ...................................... 44
Tabela 4.2 – Análise de variância para força no sentido normal ao avanço. ............................ 47
Tabela 4.3 – Análise de variância para força no sentido do avanço. ........................................ 49
Tabela 4.4 – Análise de variância para força no sentido do avanço. ........................................ 50
Tabela 4.5 – Valores dos erros na comparação dos ensaios. .................................................... 53
Tabela 4.6 – Valores médios de rugosidade obtidos no ensaio experimental. ......................... 54
Tabela 4.7 – Análise de variância para Rugosidade Ra. .......................................................... 54
Tabela 4.8 – Análise de variância para Rugosidade Rz. .......................................................... 56
xiv
LISTA DE ABREVIATURAS E SIGLAS
µm Micrometro
ae Profundidade radial de corte [mm]
ap Profundidade de corte [mm]
f Avanço [mm/rot]
fz Avanço por dente [mm]
HSM High Speed Machining – Alta Velocidade de Corte.
kW Quilowatts
MMR Material Removal Rate – Taxa de Remoção de Material.
nm Nanometro
Rz Rugosidade Média na escala z
vc Velocidade de Corte [m/min]
vf Velocidade de Avanço [mm/min]
xv
SUMÁRIO
DEDICATÓRIA ........................................................................................................................ iv
AGRADECIMENTOS .............................................................................................................. vi
RESUMO .................................................................................................................................. ix
ABSTRACT ............................................................................................................................... x
LISTA DE FIGURA .................................................................................................................. xi
LISTA DE TABELAS ............................................................................................................ xiii
LISTA DE ABREVIATURAS E SIGLAS ............................................................................. xiv
SUMÁRIO ................................................................................................................................ xv
1. INTRODUÇÃO .................................................................................................................. 1
2. REVISÃO BIBLIOGRÁFICA ............................................................................................ 4
2.1. Usinagem ..................................................................................................................... 4
2.2. Microcomponentes e Microusinagem .......................................................................... 8
2.3. Usinagem com Altas Velocidades de Corte............................................................... 11
2.4. Aços para Moldes e Matrizes ..................................................................................... 13
2.5. Grão Austenítico. ....................................................................................................... 14
2.6. Força de Corte. ........................................................................................................... 15
2.7. Rugosidade ................................................................................................................. 18
2.8. Método de Elementos Finitos. ................................................................................... 20
3. MATERIAIS E MÉTODOS ............................................................................................. 24
3.1. Ensaio Numérico ........................................................................................................ 24
3.2. Máquina-Ferramenta. ................................................................................................. 28
3.3. Cabeçote de Microusinagem. ..................................................................................... 28
3.4. Ferramenta ................................................................................................................. 29
3.5. Dinamômetro ............................................................................................................. 29
3.6. Dispositivo de Fixação. .............................................................................................. 30
3.7. Corpos de prova ......................................................................................................... 30
3.8. Parâmetros de Usinagem ........................................................................................... 32
3.9. Detalhamento do Ensaio Experimental ...................................................................... 33
3.9.1. Montagem ........................................................................................................... 33
3.9.2. Referenciamento da Ferramenta. ........................................................................ 34
3.9.1. Ensaio de Repetitividade. ................................................................................... 34
3.9.2. Sentido de Corte ................................................................................................. 35
xvi
3.9.3. Ensaios preliminares. .......................................................................................... 36
3.10. Filtragem dos sinais. ............................................................................................... 37
3.11. Cálculo do erro entre ensaio. .................................................................................. 38
3.12. Análise da Rugosidade ........................................................................................... 38
4. ANÁLISE DOS RESULTADOS ...................................................................................... 39
4.1. Ensaio Numérico. ....................................................................................................... 39
4.2. Ensaio Experimental .................................................................................................. 41
4.2.1. Influência da máquina ........................................................................................ 41
4.2.2. Influência da Ferramenta .................................................................................... 42
4.2.3. Medição de Forças. ............................................................................................. 44
4.3. Comparação entre os ensaios experimental e numérico ............................................ 52
4.4. Análise de Rugosidade. .............................................................................................. 53
5. CONCLUSÃO .................................................................................................................. 58
6. SUGESTÃO PARA TRABALHOS FUTUROS. ............................................................. 59
7. REFERÊNCIAS BIBLIOGRÁFICAS .............................................................................. 60
1
1. INTRODUÇÃO
A fabricação de produtos industrializados é responsável por grande parte do poder
econômico do Brasil e pela maioria dos postos de trabalho no país (COUTO et al, 2011).
Processos de fabricação têm origem nos primórdios da humanidade, onde o homem pré-
histórico, por necessidade, transformou pedras e galhos de árvores em ferramentas para caça e
pesca e desenvolveu machados para o trabalho manual entre outros utensílios. Assim, partir
da necessidade da fabricação de um machado, por exemplo, o homem iniciou o
desenvolvimento das operações de desbastar, cortar e furar.
Esses processos foram evoluindo com o passar do tempo e o homem foi adaptando cada
um desses processos e suas novas descobertas. Como exemplo, pode-se citar o torno a arco do
século XVI, a furadeira de Willkinson acionada com o uso da roda d'água, e a aplicação do
uso das máquinas a vapor. Hoje a manufatura pode ser realizada utilizando diversos Processos
de Fabricação, podendo ser classificados como processos de remoção de cavado como na
usinagem, processos térmicos como a fundição e a soldagem e os processos de conformação.
Os equipamentos tradicionais de fabricação tiveram grande evolução até a década de
1950 quando surgiram as primeiras máquinas CNC. Com o surgimento e evolução das
máquinas de Comando Numérico (CN) e posteriormente de Comando Numérico
Computadorizado (CNC) os processos de fabricação se tornaram mais flexíveis e precisos.
Paralelamente a essa evolução, materiais para ferramentas de corte e os materiais a serem
usinados tiveram uma evolução na mesma proporção. Dessa forma, tornou-se primordial a
necessidade de estudos simultâneos de máquinas, ferramentas e materiais para a melhoria dos
processos de fabricação.
Com a precisão de máquinas de comando numérico e a evolução de ferramentas de
corte foi possível o inicio de fabricação de produtos de tamanho reduzido e a usinagem de
materiais endurecidos. A usinagem de produtos de tamanho reduzido tornou-se uma
exigência, principalmente na área da eletrônica, com a redução do tamanho de processadores.
Já na indústria automobilística essa tecnologia iniciou sendo aplicada na produção de bicos
injetores de sistemas de injeção.
Atualmente, peças de tamanho reduzido são fabricadas com as mais variadas formas
geometrias tornando-se uma exigência para a indústria mundial. Microcomponentes estão
2
presentes no dia-a-dia, como os aplicados em câmeras fotográficas, filmadoras, celulares,
implantes dentários e implantes cocleares. Além disso, esse seguimento da fabricação
apresenta grande importância na área de saúde, principalmente em cirurgias com pequenas
incisões, que são universalmente desejadas, por isso, a miniaturização de instrumentos
médicos é uma das abordagens eficazes para se chegar a esta meta.
Apesar da grande importância e estudos nesse setor, a fabricação de microcomponentes
ainda possui alguns pontos indefinidos. Não se tem uma definição clara do que seja
microfabricação. O conceito de micro considerando as dimensões do produto pode ser
imaginado para valores entre 1 milionésimo e 999 milionésimos da parte do metro, ou seja, o
micrometro. Porém, o conceito de micro também se aplica a peças de tamanho muito
reduzido. Segundo Masuzava (2000), esse conceito irá depender e variar de acordo com a
época, pessoa, usinagem método, tipo de produto ou material.
Outra dificuldade da efetiva aplicação dessa técnica é a comparação com o processo de
fabricação de macrocomponentes que são mais fáceis de serem avaliados com as atuais
tecnologias de inspeção e análise. Porém, para os processos de micro usinagem as validações
feitas para os processos em escala macro não podem ser aplicadas diretamente, necessitando
de estudos específicos para o completo entendimento do processo.
Assim como a microusinagem, outra técnica utilizada cada dia mais na indústria para
melhoria de produtos é o emprego do Método de Elementos Finitos, FEM. Esse método
atualmente é empregado em diversos setores, tais como as áreas da engenharia mecânica,
engenharia elétrica, odontologia e da medicina. Através da aplicação desse método nas
indústrias é possível prever pontos críticos do componente, como do seu processo, buscando a
melhoria de produtos sem a necessidade da fabricação, evitando o desperdício de material,
ferramentas, hora-máquina.
Esse método vem crescendo com a melhoria dos recursos computacionais, máquinas
com grande capacidade de processar dados, e havendo hoje, vários pacotes para simulação a
venda. Porém esses fatores não garantem um processo com confiabilidade de 100%, pois
tanto para o processo de fabricação, quanto para a área de projetos, alguns fatores tendem a
serem simplificados, havendo uma necessidade da validação do processo.
Este trabalho tem como objetivo a simulação do processo de microfresamento com
posterior validação experimental em aços endurecidos com diferentes tamanhos de grão em
3
um centro de usinagem vertical para usinagem convencional, além da análise da rugosidade e
desgaste de ferramenta do ensaio experimental. Assim, este documento é composto pelas
seguintes partes:
Capítulo 1: Introdução onde se apresenta um breve contexto sobre o processo de
fabricação, técnicas de simulação e microusinagem.
Capítulo 2: Apresenta a revisão da literatura abordada, necessária para um melhor
entendimento do assunto estudado. Neste capítulo são abordados os temas relacionados aos
processos de microfabricação, microfresamento, máquinas, ferramentas, defeitos em
microusinagem ferramentas de simulação, entre outros.
Capítulo 3: Apresenta uma descrição detalhada dos equipamentos, materiais e
procedimentos usados nos testes experimentais e nas técnicas de simulações.
Capítulo 4: Apresenta as análises e discussões dos resultados obtidos.
Capítulo 5: Neste capítulo estão sintetizadas as considerações extraídas dos resultados e
análises dos resultados definindo as principais conclusões do trabalho.
Capítulo 6: Composto por sugestões para trabalhos futuros.
4
2. REVISÃO BIBLIOGRÁFICA
Os processos de manufatura vêm evoluindo a cada dia, possibilitando o surgimento de
novas técnicas de fabricação e novos produtos. Dentre essas novas tecnologias, a Manufatura
Integrada por computador (CIM), o Projeto Auxiliado por Computador (CAD), a Engenharia
Auxiliada por Computador (CAE), a Manufatura Auxiliada por Computador (CAM), a
robotização da manufatura, dentre outras, facilitaram o desenvolvimento de produtos com as
mais diferentes formas e dimensões.
Considerando os processos de fabricação pode-se destacar o processo de remoção de
cavaco como um dos que apresentam maior aplicação e consequentemente a maior evolução.
Esse processo é também fundamental para desenvolver os demais processos correlacionados.
Segundo Davim (2006), o processo de fabricação por remoção de cavaco tem se destacado
por apresentar acabamento de superfície, precisão dimensional e geométrica dentro de
especificações precisas de fabricação e aplicação de componentes. Além disso, permite
fabricar produtos com qualidade e economia superior aos processos primários de fabricação
quando se consideram a produção de peças em séries.
2.1. Usinagem
Segundo Ferraresi (1970), pode-se entender operação de usinagem como aquelas que,
ao conferir a peça forma, ou dimensão, ou acabamento, ou ainda uma combinação qualquer
desses três itens, produz cavaco. E o cavaco é definido como uma porção de material
removida sem uma forma definida.
Alguns pesquisadores afirmam que o processo de usinagem além de se destacar dos
demais processos de fabricação por apresentar melhor acabamento, maior exatidão e um custo
relativamente menor, também seria vital para auxiliar nos demais processos. Dornfeld et al.
(2006), afirmam que o processo de usinagem terá sempre papel importante na manufatura de
peças e sua capacidade para precisão será constantemente melhorada.
Os processos de usinagem podem ser classificados em processos convencionais e
processos não-convencionais. Processos convencionais são aqueles que considerando o
recalcamento do material podem-se definir os ângulos da ferramenta de forma clara e
5
objetiva. Esses processos utilizam a energia mecânica para gerar a fabricação de qualquer
componente. Dentre esses processos, pode se citar como os principais processos de cunha
definida o torneamento, o fresamento, a furação e o roscamento. Os processos de retificação
são exemplos dos principais processos de cunha indefinida.
Já os processos não convencionais usam energia química, térmica, mecânica ou a
combinação de duas ou mais dessas fontes de energia para produzir a remoção de material.
Dentre esses processos, pode-se citar a usinagem química, o corte a laser, o jato d’água, corte
a plasma e eletroerosão, sendo esse último um dos processos não convencionais mais
aplicados na indústria.
Entre as operações no processo de usinagem, o fresamento é uma das mais comuns na
indústria. Um dos motivos para isso são as características da fresadora, ou máquina de fresar,
que possui movimentação e rotação que permite deslocar a peça, mesa de apoio ou cabeçote
em um, dois, três ou mais eixos (lineares ou giratórios) simultaneamente ou não. A operação
de fresamento pode ser classificada considerando o posicionamento dos dentes durante a
remoção de material, como fresamento tangencial ou frontal e em relação ao movimento de
avanço nos sentido concordante e discordante.
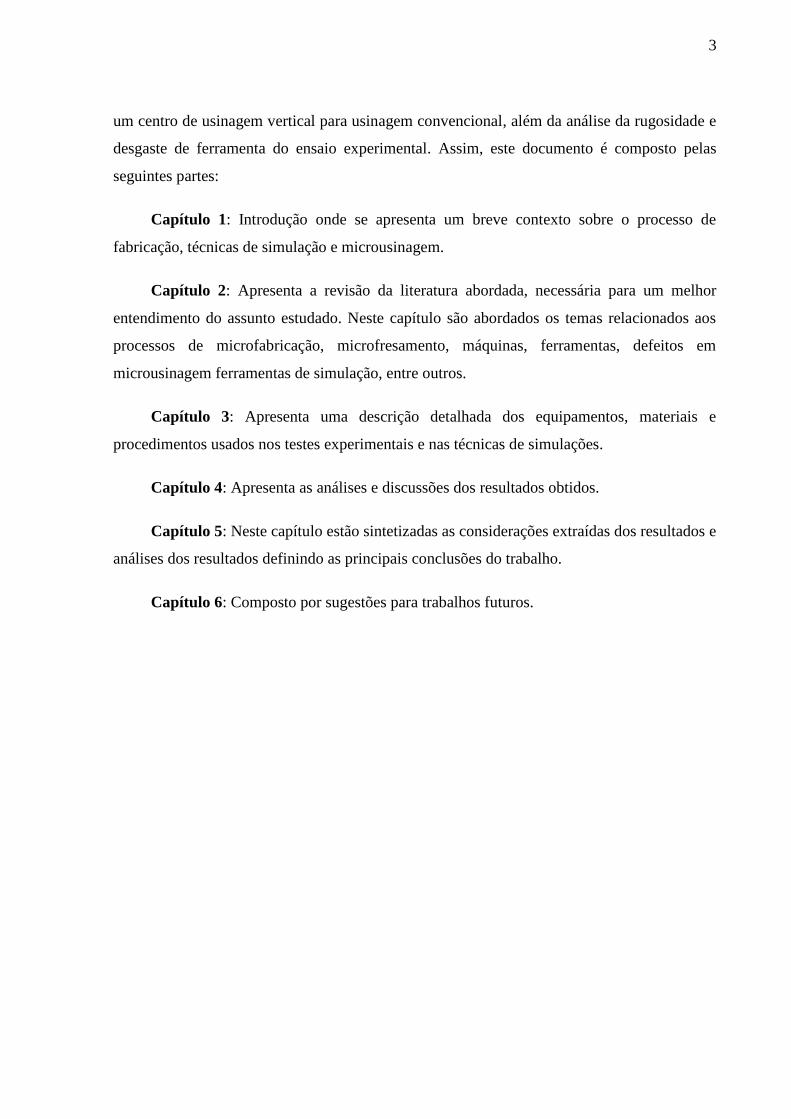
No fresamento tangencial, a superfície fresada se encontra paralela ao eixo da fresa,
Figura 2.1A. Enquanto no fresamento frontal, a superfície fresada encontra se perpendicular
ao eixo da fresa, Figura 2.1B.
A) Fresamento Tangencial B) Fresamento Frontal
Figura 2.1 – Classificação do processo de fresamento em relação à posição das arestas de
corte (CIMM, 2009).
6
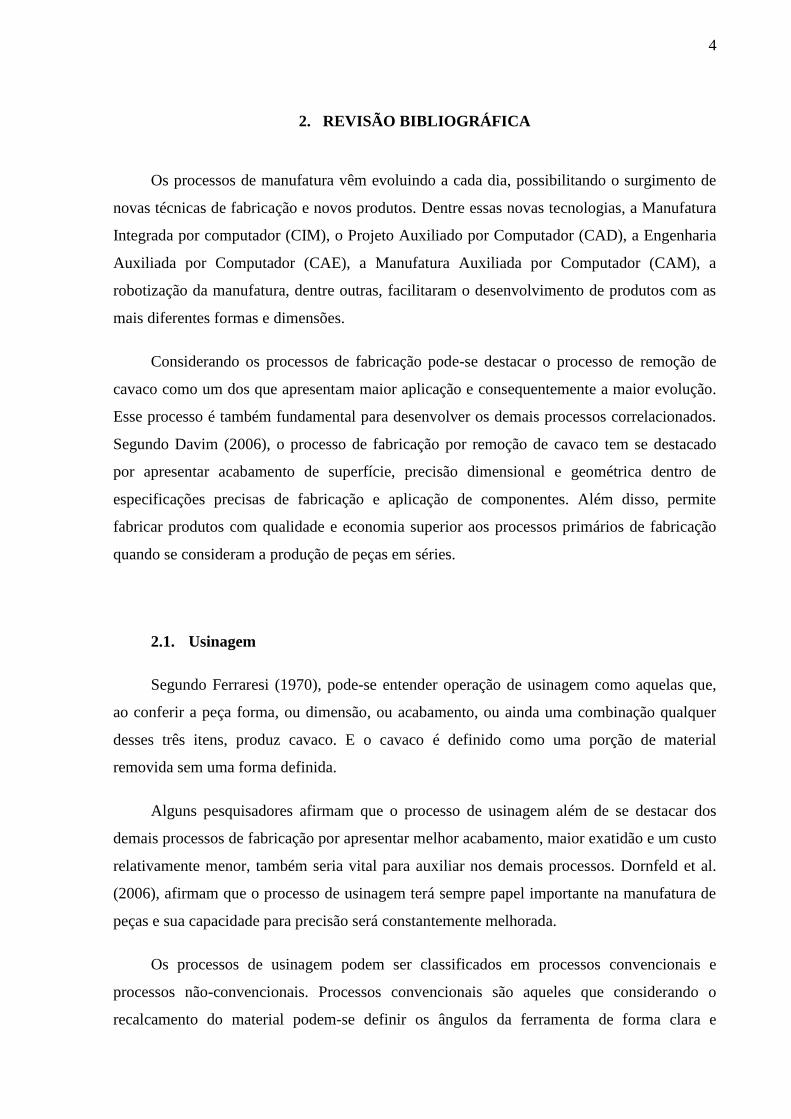
No fresamento concordante, os sentidos das velocidades de corte e de avanço são os
mesmos, Figura 2.2. A espessura do cavaco é máxima no início do corte e mínima no final.
Ocorrendo assim, esmagamento de material na saída da aresta de corte e maior atrito na
interface da superfície de corte e aresta de corte.
Figura 2.2 – Fresamento no sentido de corte concordante, (CIMM, 2009).
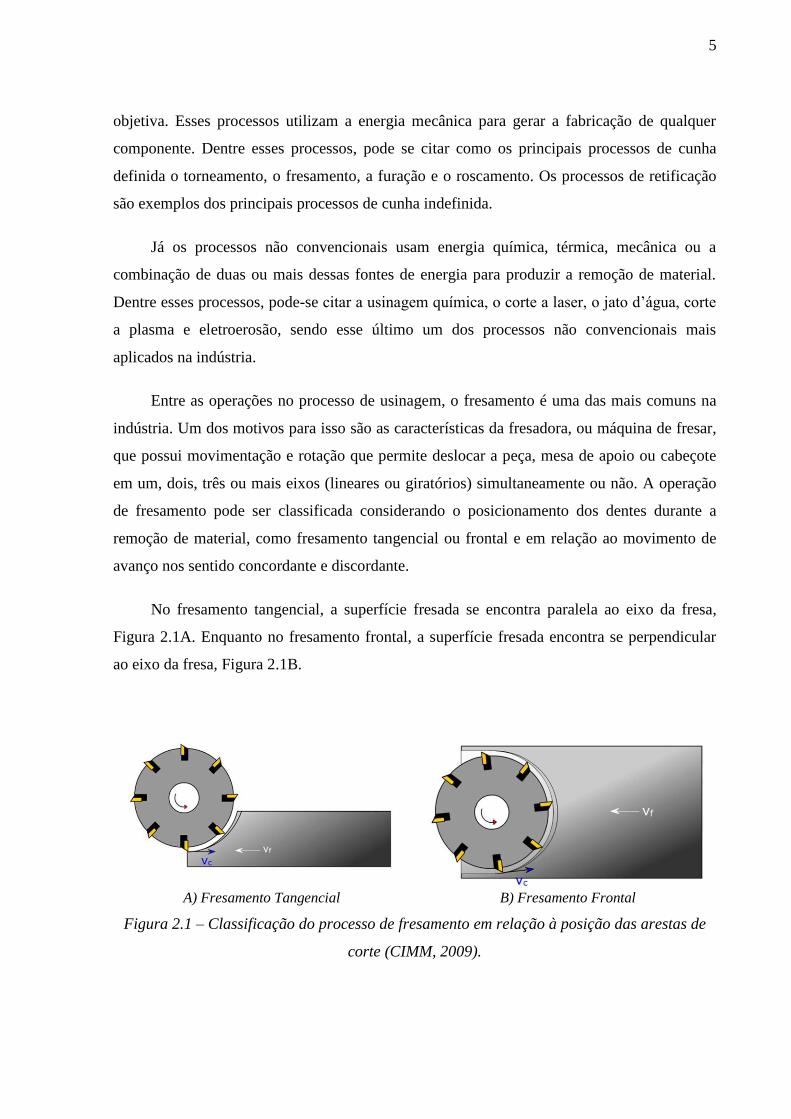
No fresamento discordante, os sentidos das velocidades de corte e de avanço são
opostos, Figura 2.3. A espessura do cavaco é mínima no início do corte e máxima no final.
Assim, no momento da entrada da aresta de corte, não há corte, mas apenas o esmagamento
de material.
Figura 2.3 –Fresamento no sentido de corte discordante, (CIMM, 2009).
O fresamento concordante tem menor desgaste da ferramenta e melhora a qualidade
superficial. Necessita de menor potência requerida para o corte e reduz os efeitos de vibração.
Isto ocorre devido à força resultante que empurra a peça contra a mesa onde está fixada. No
sentido discordante tende a haver o desprendimento da peça à mesa, por consequência há
maiores esforços, temperaturas e vibrações na ferramenta. Porém, é preferível o fresamento
discordante em casos em que exista folga no fuso da mesa da máquina-ferramenta, quando a
7
superfície da peça possuir resíduos de areia de fundição, for muito irregular ou o material for
proveniente de processos de forjamento.
O processo de usinagem começou na idade pré-histórica, quando o homem pré-histórico
observou que ao construir ferramentas, facilitava a caça. Então começou a furar, serrar,
desbastar, entre outras pedras, pedaços de madeiras e pedras para fabricar suas ferramentas.
Nessa época não havia muita exatidão nas dimensões, não havia instrumentos para medidas
diretas.
Há a necessidade, hoje em dia, de máquinas, equipamentos e ferramentas modernizados
para atender a grande demanda por produtos que satisfaçam os requisitos de qualidade e alta
produção. Fatores importantes para isso seriam, como exemplo, os tornos automáticos de
cabeçote móvel ou tornos automáticos tipo suíço, que com sua versatilidade resulta em peças
delgadas e peças que requerem alta precisão dimensional. E as ferramentas de corte, que
apresentam tecnologias avançadas nas classes de metal duro, nas geometrias e na
intercambialidade de pastilhas que minimizam os tempos de setup (FERRAZ, 2008)
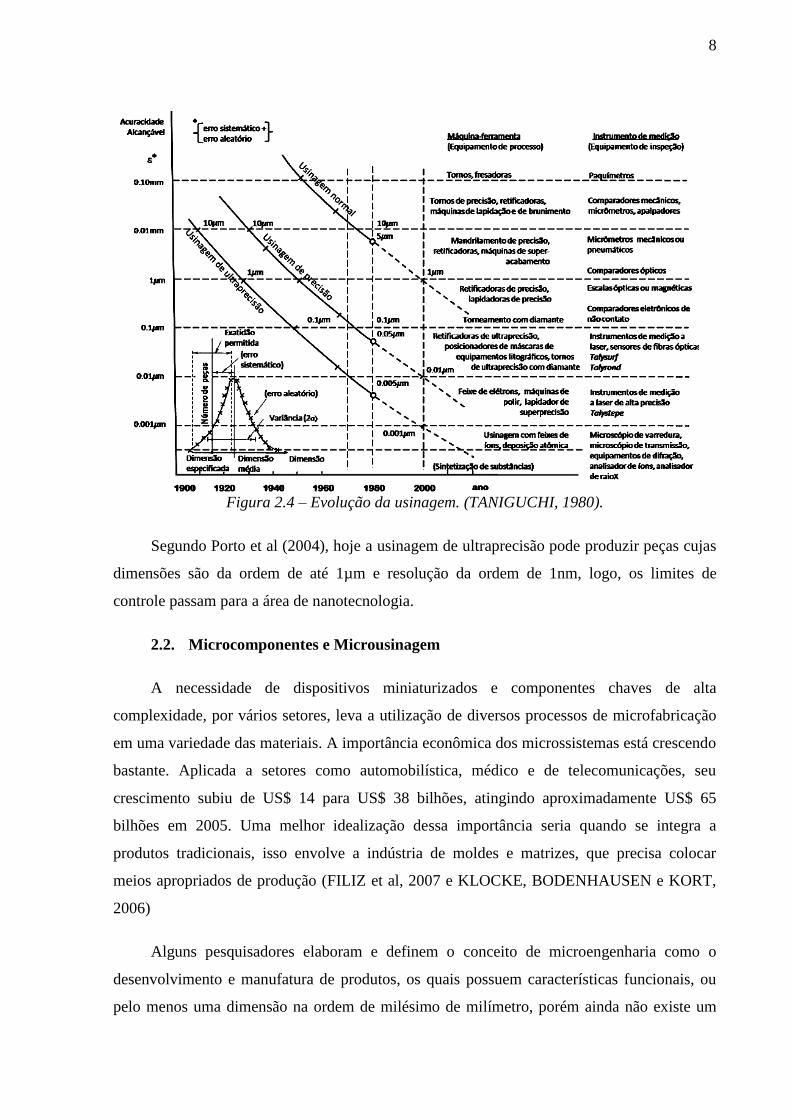
A evolução da usinagem, máquinas, processos e melhorias de instrumentos, nas técnicas
de medição aumentaram a exatidão e qualidade dos produtos, onde pode ser observado que na
década de 1920 a exatidão no processo de usinagem era de 10µm e em 1980 seria de
0,005µm, Figura 2.4. (TANIGUCHI, 1980)
8
Figura 2.4 – Evolução da usinagem. (TANIGUCHI, 1980).
Segundo Porto et al (2004), hoje a usinagem de ultraprecisão pode produzir peças cujas
dimensões são da ordem de até 1µm e resolução da ordem de 1nm, logo, os limites de
controle passam para a área de nanotecnologia.
2.2. Microcomponentes e Microusinagem
A necessidade de dispositivos miniaturizados e componentes chaves de alta
complexidade, por vários setores, leva a utilização de diversos processos de microfabricação
em uma variedade das materiais. A importância econômica dos microssistemas está crescendo
bastante. Aplicada a setores como automobilística, médico e de telecomunicações, seu
crescimento subiu de US$ 14 para US$ 38 bilhões, atingindo aproximadamente US$ 65
bilhões em 2005. Uma melhor idealização dessa importância seria quando se integra a
produtos tradicionais, isso envolve a indústria de moldes e matrizes, que precisa colocar
meios apropriados de produção (FILIZ et al, 2007 e KLOCKE, BODENHAUSEN e KORT,
2006)
Alguns pesquisadores elaboram e definem o conceito de microengenharia como o
desenvolvimento e manufatura de produtos, os quais possuem características funcionais, ou
pelo menos uma dimensão na ordem de milésimo de milímetro, porém ainda não existe um
9
conceito próprio para microusinagem (MASUZAWA, 2000; DORNFELD e TAKEUCHI,
2006 e SIMONEAU et al, 2007).
Masuzawa (2000), explica que o conceito de micro apesar de ser aplicado a peças muito
pequenas, esse irá variar de acordo com a época, pessoa, método de usinagem, tipo de produto
ou material. Mas para Ng et al (2006), a definição de corte em microescala ou nanoescala
seria uma remoção de cavaco em uma escala bem pequena.
Ainda segundo Masuzawa (2000), a miniaturização dispositivos mecânicos iniciou-se
com os componentes dos mais antigos exemplares de relojoaria, sendo essa a única utilização
de microcomponentes dentro de uma empresa naquela época.
Uma cronologia sobre o surgimento da miniaturização foi apresentada por Ferreira e
Fernandes (2003, p. 8),
[...] Nos anos 50, laboratórios começaram a trabalhar com miniaturização para a
tecnologia-base de microeletrônica de produção de sensores, com o objetivo de
reduzir custos e, se possível, integrar sensores e circuitos eletrônicos no mesmo
chip, começaram a aparecer os primeiros microssistemas, formados por dispositivos
eletrônicos e não-eletrônicos, como microssensor de pressão, fabricado com técnicas
de “usinagem” química de silício, ou microusinagem de substrato, bulk silicon
micromachining.
Nos anos 80 surgiram nos Estados Unidos da América a tecnologia de
microusinagem em superfície, surface micromachining, capaz de produzir
dispositivos microetrônicos de filmes-finos e totalmente compatível com a
tecnologia CMOS de microeletrônica. E na Alemanha, a tecnologia LIGA, capaz de
produzir dispositivos microeletrônicos de elevada tridimensionalidade a partir de
metal, polímero ou cerâmica.
Em 1991, a Analog Devices lançou o primeiro dispositivo baseado em
microusinagem de superfície do mercado, um acelerômetro para disparo de air bags.
Merece destaque o lançamento, pela Texas Instruments, do Digital Micromirror
Device, uma matriz de mais de um milhão de espelhos oscilantes para uso em
projetores de imagem. [...]
Ferreira e Fernandes (2003), ainda discutem sobre a microusinagem em silício no
Brasil. Pois o Brasil tem a maior reserva de silício, mas ausente no setor de microeletrônica,
tendo os Estados Unidos, Europa, Japão e Coréia como fortes bases da microeletrônica. Uma
justificativa para isso seria custos elevados para operar uma fábrica de microcomponentes ou
uma fábrica de sensores integrados. Porém, o problema não seria apenas a necessidade de
recursos financeiros, o Brasil apresenta ainda uma escassez de pessoal especializado.
Os primeiros trabalhos sobre microusinagem foram realizados para estudo das
características do corte, sendo realizado em materiais com baixa dureza e/ou puros, como o
10
cobre, por apresentar facilidade de usinagem e uma superfície de alta qualidade, tendo como
resposta a orientação cristalográfica. Porém, os estudos em materiais heterogêneos com a
presença de elementos de liga seriam importantes com finalidade de observar defeitos na
superfície usinada (BISSACO, HANSEN e DE CHIFFRE, 2005 e SIMONEAU, NG,
ELBESTAWI, 2007).
O processo de microfresamento com metal duro apresenta flexibilidade e usinagem
econômica para a fabricação de componentes de pequeno e médio porte em um processo em
três dimensões. (TAKÁCS, VERÖ E MÉSZÁROS, 2003). O microfresamento requer a
consideração de aspectos específicos, a fim de assegurar um processo de alta confiabilidade.
Uma das dificuldades é a influência do raio de arredondamento da arresta de corte sobre o
processo, especialmente quando a utilização de ferramentas para usinagem de pequenas
dimensões. Devido a limitações do processo de fabricação o raio de arredondamento não pode
ser reduzido na mesma proporção do diâmetro da ferramenta (KAHNIS, PETZOLDT e
PETERS, 2005)
Segundo Filiz (2007), raios de ponta maior também influenciam a formação da rebarba.
Com relação à espessura das rebarbas de microusinagem, são geralmente mais frequentes que
nos de usinagem convencional. A maioria dos aplicativos de microusinagem não tolera
rebarbas, e remoção de rebarbas por operações secundárias é impraticável devido ao custo e
as restrições de precisão.
Quando Simoneau, Ng e Elbestawi (2005), estudaram o acabamento e defeitos
aplicados na microusinagem do aço SAE 1045 revelaram uma ligação entre a microestrutura
do material e acabamento superficial. Esses defeitos aconteceriam também em usinagem
convencional, como ondulações, o efeito ploughing, microporos e microtrincas foram
observados várias vezes sobre uma superfície usinada, independentemente da velocidade de
corte ou avanço. Entretanto, segundo os autores o efeito ploughing desaparece com elevadas
velocidades de corte no processo de microusinagem e na usinagem convencional.
A transferência de técnicas e condições de processo, que são provados e testados em
dimensões macroescala, em geral não é possível sem alterações para o processo
microusinagem. A redução de escala nos resultados dos efeitos de tamanho, que têm uma
influência negativa sobre o processo e exige o desenvolvimento de estratégias de processo,
que são especificamente adaptadas para microusinagem (BIERMANN e KAHNIS, 2010).
11
Segundo Lee e Dornfeld (2005), a usinagem convencional apresenta menor influência
sobre o efeito do raio de ponta comparado com microusinagem. Correlacionando isso a vários
valores de avanços por dente e de velocidades de corte para um processo cego na furação em
aço inoxidável 304, os autores empregaram uma microfresa de topo e observaram que quando
a razão do avanço pelo raio de ponta for menor que 1, a vida da ferramenta aumenta à medida
que velocidade de corte é aumentada.
2.3. Usinagem com Altas Velocidades de Corte
Hoje, em muitos dos processos de usinagem de materiais emprega-se a Alta Velocidade
de Corte, High Speed Machining - HSM, tornando-se hoje uma grande ferramenta para a
manufatura, e atrai a atenção de muitos pesquisadores.
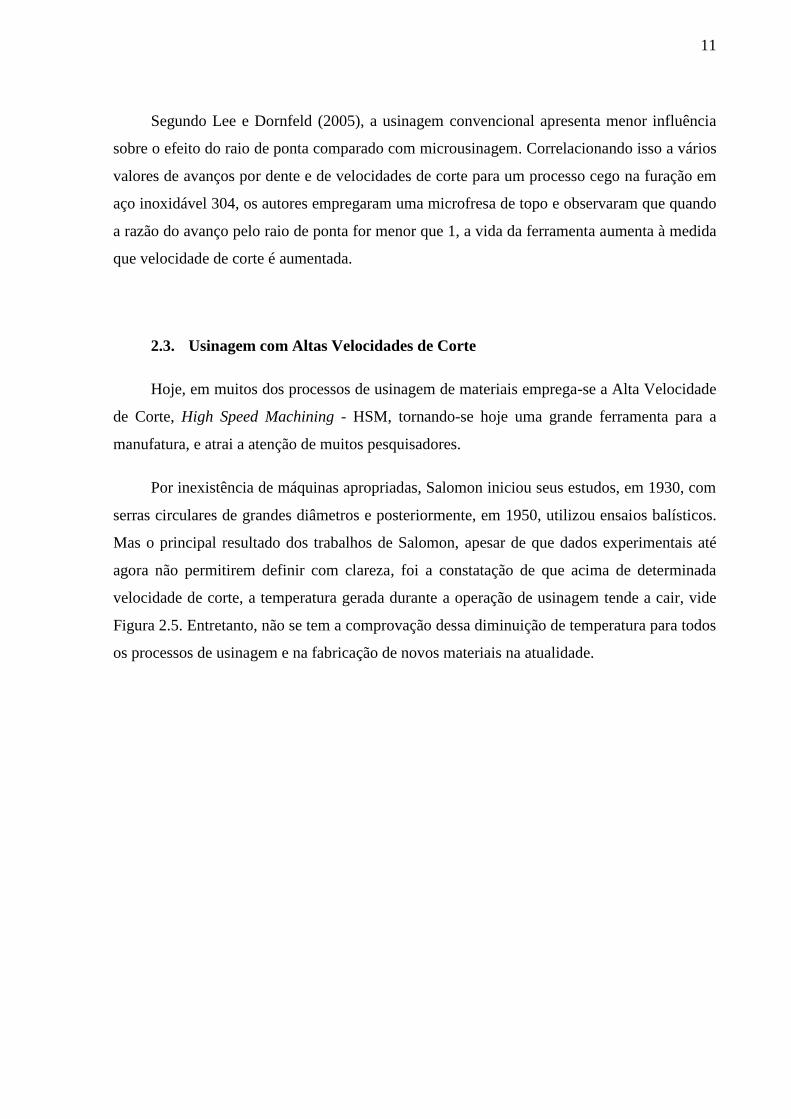
Por inexistência de máquinas apropriadas, Salomon iniciou seus estudos, em 1930, com
serras circulares de grandes diâmetros e posteriormente, em 1950, utilizou ensaios balísticos.
Mas o principal resultado dos trabalhos de Salomon, apesar de que dados experimentais até
agora não permitirem definir com clareza, foi a constatação de que acima de determinada
velocidade de corte, a temperatura gerada durante a operação de usinagem tende a cair, vide
Figura 2.5. Entretanto, não se tem a comprovação dessa diminuição de temperatura para todos
os processos de usinagem e na fabricação de novos materiais na atualidade.
12
Figura 2.5 – Gráfico das temperaturas no HSM. (SCHULZ,H (1999) apud SOUZA, A.F.
2004).
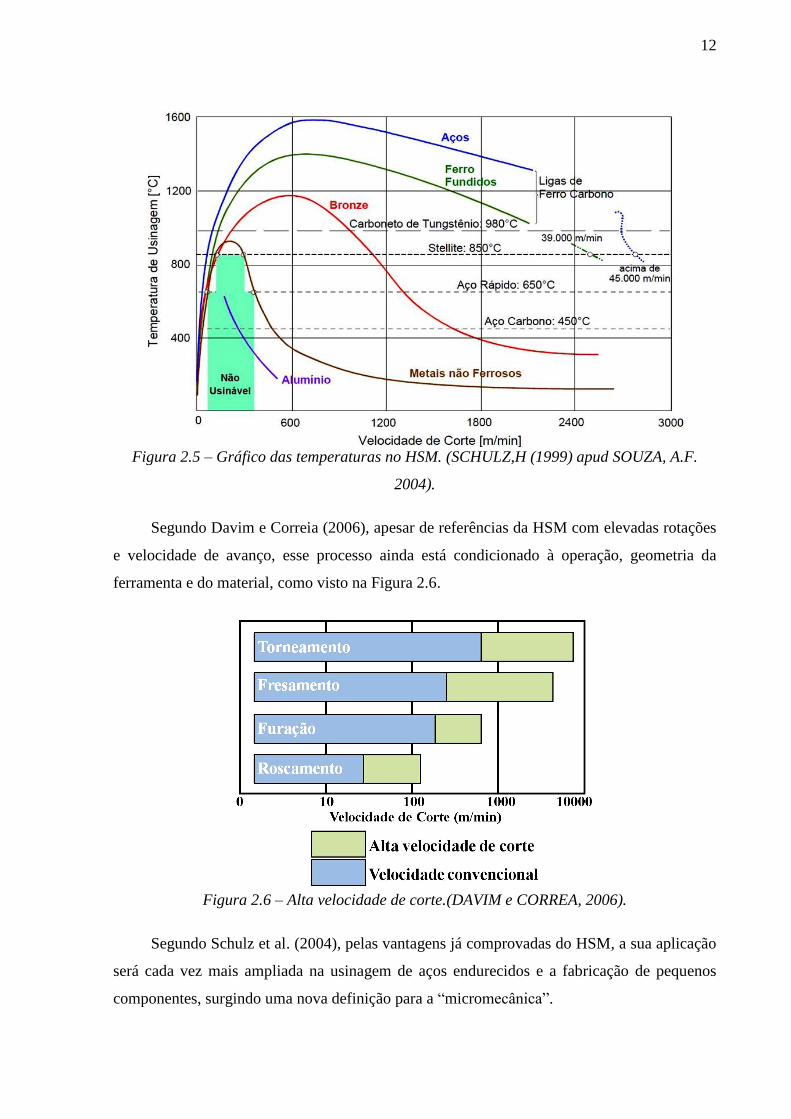
Segundo Davim e Correia (2006), apesar de referências da HSM com elevadas rotações
e velocidade de avanço, esse processo ainda está condicionado à operação, geometria da
ferramenta e do material, como visto na Figura 2.6.
Figura 2.6 – Alta velocidade de corte.(DAVIM e CORREA, 2006).
Segundo Schulz et al. (2004), pelas vantagens já comprovadas do HSM, a sua aplicação
será cada vez mais ampliada na usinagem de aços endurecidos e a fabricação de pequenos
componentes, surgindo uma nova definição para a “micromecânica”.
13
2.4. Aços para Moldes e Matrizes
Segundo Mesquita, Leiva e Barbosa (2010), aços ferramenta podem ser definidos como
ligas ferrosas, aplicados como ferramentas em processos que necessitem de propriedades
como alta resistência mecânica, resistência a temperatura, resistência ao desgaste ou alta
tenacidade. Sua composição química pode ser de aços baixa liga até aços altamente ligados.
Esses materiais geralmente passam por um tratamento térmico para modificação de
propriedades. Os tratamentos térmicos mais usuais são a têmpera e revenimento, que
propiciam dureza e propriedades mecânicas adequadas para maioria das aplicações.
Segundo Mesquita et al. (2008), a utilização dos aços ferramentas para trabalho a quente
começou em 1930 com a classe do AISI H11. Esses são utilizados para processos de
conformação em altas temperaturas, como forjamento, extrusão e fundição. Difere-se dos
demais aços por diversos fatores, mas o principal fator é sua aplicação.
Segundo Bissacco, Hansen e De Chiffre (2005), uma solução para a redução de custo de
uma produção em massa de microcomponentes devem ser utilizados os processos de
conformação e/ou injeção por meio de micromoldes ou micromatrizes, sendo esses
confeccionados por meio de microusinagem e/ou microeletroerosão.
A indústria de produtos de injeção e conformação vem crescendo a cada dia e utiliza a
usinagem em alta velocidade de corte em processos de fabricação. Esse fato se deve a
facilidade e rapidez para gerar esses produtos. O processo de Injeção de termoplásticos
representa cerca de 70% de todos os produtos manufaturados no mundo. Até o final de 2009,
o setor de embalagens teve uma receita de R$ 33,2 bilhões, ou 1,1 do PIB nacional
(MARSON, 2009)
Segundo Davim e Correia (2006), a usinagem de Moldes e Matrizes reveste-se de
desafios cada vez mais exigentes, pois há a tendência de suavização de formas e contornos,
considerações de razão tecnológica e de design, assim como por um melhor funcionamento e
segurança.
Silva e Mei (2008), afirmam que a usinagem de um molde ou matriz é, normalmente,
muito complexa e cara. Em muitas aplicações, o custo do material utilizado representa menos
de 10% do custo final da fabricação do molde ou matriz.
14
O processo de microfresamento apresenta maior destaque entre todos os processos de
microusinagem, pois pode apresentar ótima precisão, baixa rugosidade e uma alta taxa de
remoção de material, sendo diretamente relacionado à fabricação de moldes e matrizes.
(MALEKIAN, PARK e JUAN, 2009). A mais importante aplicação do microfresamento é a
fabricação de moldes e matrizes em microescala (TAKÁCS, VERÖ E MÉSZÁROS, 2003).
Apesar dessas vantagens, a microusinagem de aços ferramenta, ainda é um desafio por
causa da imprevisível vida das ferramentas. Para micromoldes, acabamento superficial de alta
precisão e tamanho mínimo de rebarba são atributos essenciais ao produto. Para responder a
esses requisitos de desempenho, uma rigorosa seleção de melhores condições de corte é
primordial para controlar e melhorar a capacidade do processo (ARAMCHAROEN e
MATIVENGA, 2008).
2.5. Grão Austenítico.
Os materiais de engenharia são, em geral, constituídos de milhões de pequenos cristais.
O conjunto de átomos constituintes, de um material, empilhados em um padrão regular e
repetitivo é denominado cristalino. E um cristalino individual em uma microestrutura
policristalina é chamado de grão (SILVA e MEI, 2008).
Quando esse material é submetido a uma temperatura elevada, acima do limite superior
da zona crítica, por um determinado tempo, o carbono e os elementos de liga sofrem uma
transformação, começada nos contornos dos grãos e grão menores, dissolvendo na austenita.
Os produtos de transformação da austenita, ferrita e perlita, iniciam-se nos contornos de grão
por nucleação e crescimento. Em uma temperatura e o tempo maior, os grãos sofrem alteração
do tamanho médio. Esse aumento pode melhorar a temperabilidade do material, mas podem
deteriorar as propriedades mecânicas do material. (CALLISTER JUNIOR, 2007;
CHIAVERINI, 1986;SILVA e MEI, 2008).
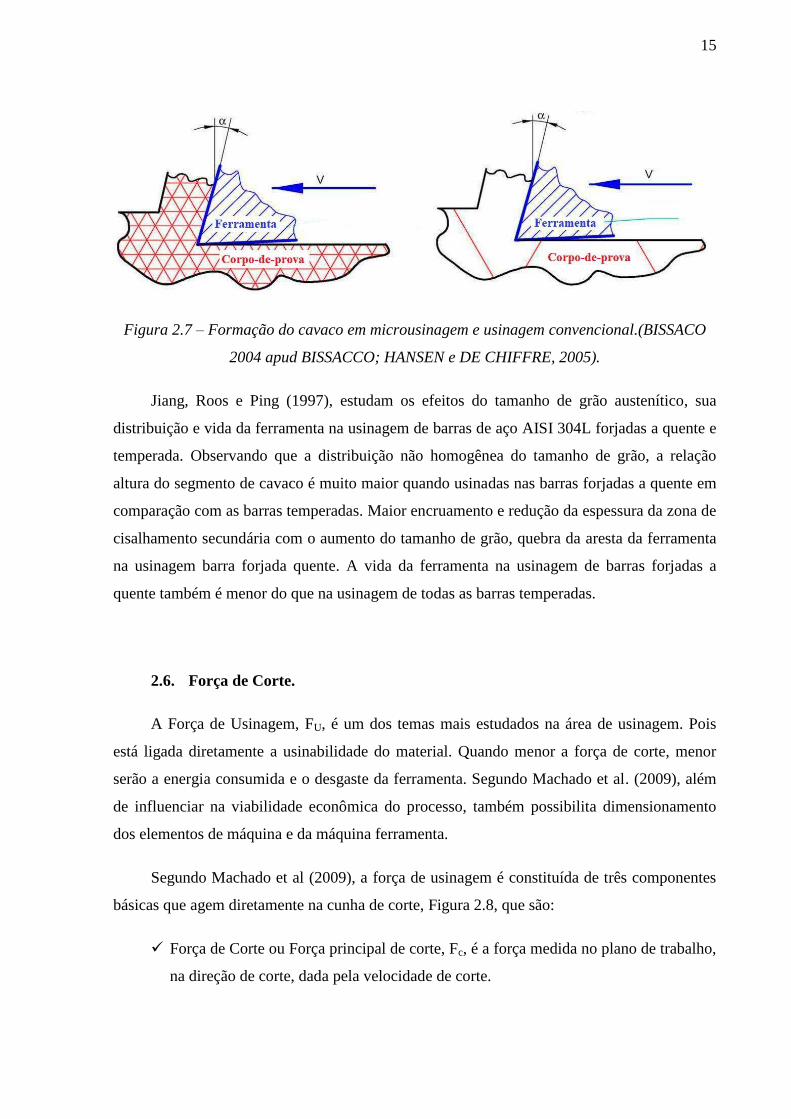
No processo de minituarização de componentes, geralmente o material apresenta o
mesmo tamanho de grão austenítico do material para compomentes de tamanho normal.
Assim, no processo de fresamento convencional, o cavaco formado compreende vários grãos,
em microfresamento, por poucos ou um único grão de cada vez, como visto na Figura 2.7
(BISSACO 2004 apud BISSACCO; HANSEN e DE CHIFFRE, 2005).
15
Figura 2.7 – Formação do cavaco em microusinagem e usinagem convencional.(BISSACO
2004 apud BISSACCO; HANSEN e DE CHIFFRE, 2005).
Jiang, Roos e Ping (1997), estudam os efeitos do tamanho de grão austenítico, sua
distribuição e vida da ferramenta na usinagem de barras de aço AISI 304L forjadas a quente e
temperada. Observando que a distribuição não homogênea do tamanho de grão, a relação
altura do segmento de cavaco é muito maior quando usinadas nas barras forjadas a quente em
comparação com as barras temperadas. Maior encruamento e redução da espessura da zona de
cisalhamento secundária com o aumento do tamanho de grão, quebra da aresta da ferramenta
na usinagem barra forjada quente. A vida da ferramenta na usinagem de barras forjadas a
quente também é menor do que na usinagem de todas as barras temperadas.
2.6. Força de Corte.
A Força de Usinagem, FU, é um dos temas mais estudados na área de usinagem. Pois
está ligada diretamente a usinabilidade do material. Quando menor a força de corte, menor
serão a energia consumida e o desgaste da ferramenta. Segundo Machado et al. (2009), além
de influenciar na viabilidade econômica do processo, também possibilita dimensionamento
dos elementos de máquina e da máquina ferramenta.
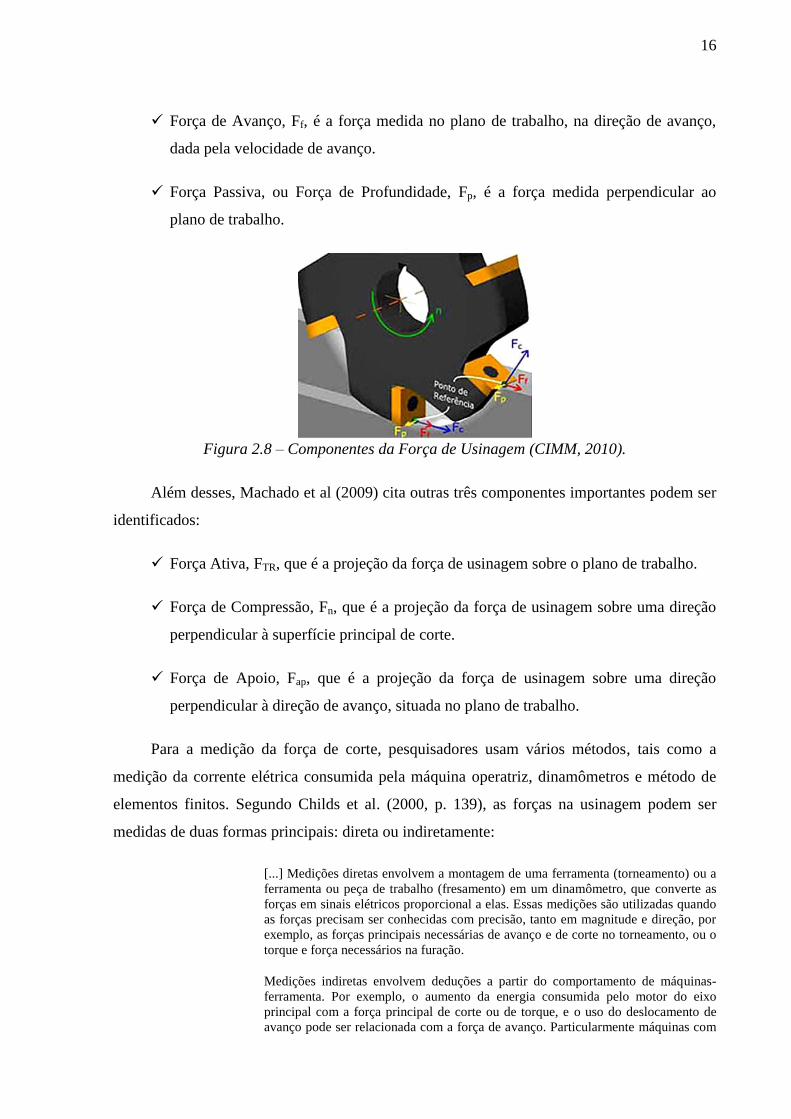
Segundo Machado et al (2009), a força de usinagem é constituída de três componentes
básicas que agem diretamente na cunha de corte, Figura 2.8, que são:
Força de Corte ou Força principal de corte, Fc, é a força medida no plano de trabalho,
na direção de corte, dada pela velocidade de corte.
16
Força de Avanço, Ff, é a força medida no plano de trabalho, na direção de avanço,
dada pela velocidade de avanço.
Força Passiva, ou Força de Profundidade, Fp, é a força medida perpendicular ao
plano de trabalho.
Figura 2.8 – Componentes da Força de Usinagem (CIMM, 2010).
Além desses, Machado et al (2009) cita outras três componentes importantes podem ser
identificados:
Força Ativa, FTR, que é a projeção da força de usinagem sobre o plano de trabalho.
Força de Compressão, Fn, que é a projeção da força de usinagem sobre uma direção
perpendicular à superfície principal de corte.
Força de Apoio, Fap, que é a projeção da força de usinagem sobre uma direção
perpendicular à direção de avanço, situada no plano de trabalho.
Para a medição da força de corte, pesquisadores usam vários métodos, tais como a
medição da corrente elétrica consumida pela máquina operatriz, dinamômetros e método de
elementos finitos. Segundo Childs et al. (2000, p. 139), as forças na usinagem podem ser
medidas de duas formas principais: direta ou indiretamente:
[...] Medições diretas envolvem a montagem de uma ferramenta (torneamento) ou a
ferramenta ou peça de trabalho (fresamento) em um dinamômetro, que converte as
forças em sinais elétricos proporcional a elas. Essas medições são utilizadas quando
as forças precisam ser conhecidas com precisão, tanto em magnitude e direção, por
exemplo, as forças principais necessárias de avanço e de corte no torneamento, ou o
torque e força necessários na furação.
Medições indiretas envolvem deduções a partir do comportamento de máquinas-
ferramenta. Por exemplo, o aumento da energia consumida pelo motor do eixo
principal com a força principal de corte ou de torque, e o uso do deslocamento de
avanço pode ser relacionada com a força de avanço. Particularmente máquinas com
17
Comando Numérico, CN, que são equipados com alta sensibilidade e resposta
principal e motores de passo, métodos indiretos podem ser usados para determinar
as forças ativas. Métodos indiretos são menos precisos do que os métodos diretos,
mas pode ser suficiente para fins de monitoramento. [...]
Ainda segundo Childs et al. (2000), alguns tipos de dinamômetros, tais como
dinamômetros ferramenta, de extensômetros e piezelétrico podem também ser empregados. O
efeito piezelétrico é uma separação de carga e ocorre quando são submetidos à força
mecânica, para certos materiais, tais como monocristais de quartzo, sal de Rochelle e o
titanato de bário. O mais comum é quartzo, por causa de sua boa dinâmica e propriedades
mecânicas. Sua constante piezoelétrica é aproximadamente 2x10-12
coulombs por Newton.
Um amplificador de carga é necessário para criar uma potência útil, porque a impedância
elétrica do quartzo é alta, o amplificador deve ter alta impedância de entrada. Assim, a rigidez
é basicamente a dos cristais.
O processo de microfresamento se difere do fresamento convencional em relação às
dimensões, pois a relação de avanço por dente com o raio de ponta é muito maior no
microfresamento, o que leva a erros na previsão da força de corte, o que provoca colapsos da
ferramenta (MALEKIAN, PARK e JUAN, 2009).
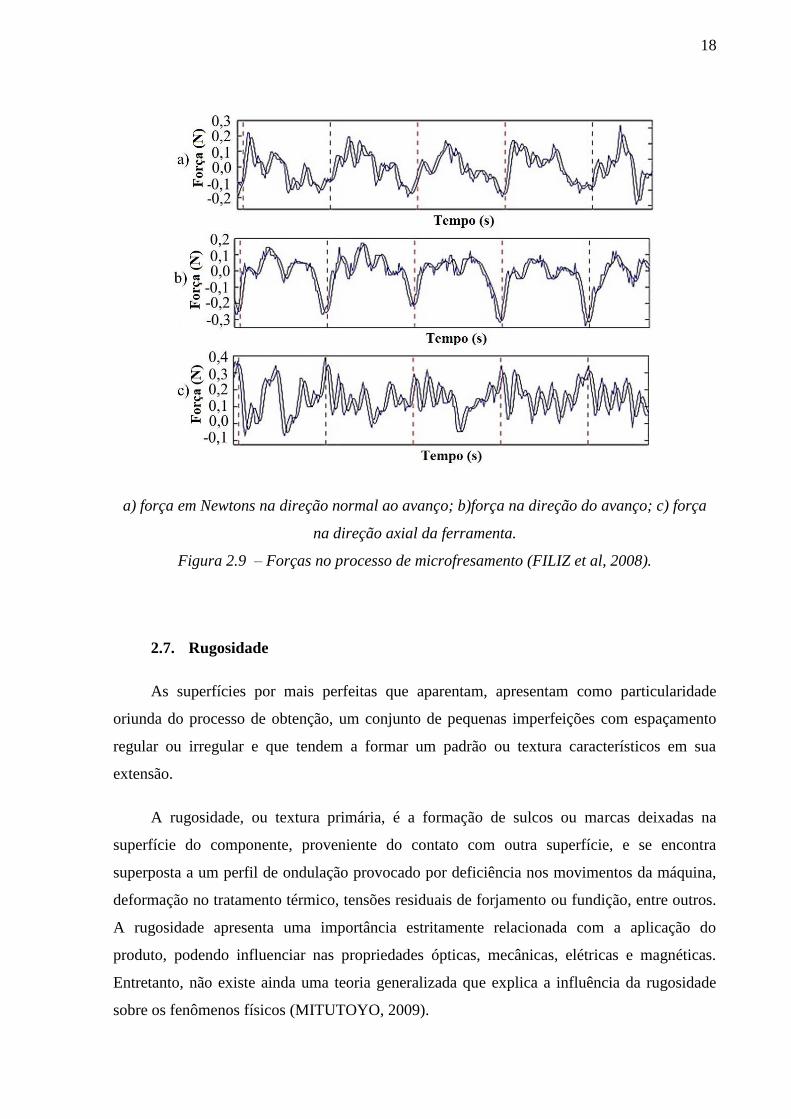
Em seu estudo, Filiz et al. (2008), exibem a aquisição de força no fresamento, na fase de
teste, de um canal em V com avanço de 5 mm/dente, rotação de 50.000 rpm e 10 mm de
profundidade de corte. Os autores observaram que a excentricidade da ferramenta com grande
raio de ponta, a espessura do cavaco mínimo, a recuperação elástica, o processo de ondulação
e o efeito ploughing são refletidas na força, não apresentando uma periodicidade por
revolução, esperado pela cinemática do processo, Figura 2.9.
18
a) força em Newtons na direção normal ao avanço; b)força na direção do avanço; c) força
na direção axial da ferramenta.
Figura 2.9 – Forças no processo de microfresamento (FILIZ et al, 2008).
2.7. Rugosidade
As superfícies por mais perfeitas que aparentam, apresentam como particularidade
oriunda do processo de obtenção, um conjunto de pequenas imperfeições com espaçamento
regular ou irregular e que tendem a formar um padrão ou textura característicos em sua
extensão.
A rugosidade, ou textura primária, é a formação de sulcos ou marcas deixadas na
superfície do componente, proveniente do contato com outra superfície, e se encontra
superposta a um perfil de ondulação provocado por deficiência nos movimentos da máquina,
deformação no tratamento térmico, tensões residuais de forjamento ou fundição, entre outros.
A rugosidade apresenta uma importância estritamente relacionada com a aplicação do
produto, podendo influenciar nas propriedades ópticas, mecânicas, elétricas e magnéticas.
Entretanto, não existe ainda uma teoria generalizada que explica a influência da rugosidade
sobre os fenômenos físicos (MITUTOYO, 2009).
19
Segundo Coelho e Arai (2006), a rugosidade nas operações de microusinagem é uma
das primeiras condições para o sucesso de qualquer operação e tem sido apontada como
grande influência da microestrutura do material usinado.
O desempenho dos componentes de microssistemas é influenciado pela qualidade das
superfícies usinadas. A atribuição do efeito da espessura mínima do cavaco na rugosidade da
superfície usinada para microfresamento deve apresentar uma combinação do raio de ponta,
microestrutura da peça e avanço por dente. Micromoldes para injeção devem apresentar
rugosidade Rz inferior ou igual a 1micrometro (ARAMCHAROEN e MATIVENGA, 2008).
Segundo Klocke, Quito e Souza (2009), a miniaturização exige não apenas
conhecimentos da ferramenta, mas também do material. Há ainda problemas como detecção
do contado peça/ferramenta, longo tempo de usinagem causado pela baixa remoção de
material, pois um desgaste prematuro da ferramenta pode causar erros de forma e aumento da
rugosidade.
Segundo Filiz et al. (2007), no processo de microfresamento do cobre com avanço por
dente superior ao raio de ponta, a rugosidade aumentou com o avanço por dente. Nos estudos
de Takács, Verö e Mészáros (2003), o valor da rugosidade melhorou depois de um
comprimento de corte de 30%, pois a ferramenta requer um comprimento exato para atingir a
sua capacidade ideal para usinagem. Segundo Filiz et al. (2008), para a rugosidade, apenas o
efeito velocidade de rotação foi estatisticamente significativa, indicam a possibilidade de
aumentar a taxa de remoção de material sem comprometer a rugosidade da superfície.
Kumar, Dotson e Melkote (2010), observaram o efeito da rugosidade da peça sobre a
precisão do contato. Em quase todos os casos, a superação média é maior para o maior caso
de sua rugosidade superficial uma vez que uma maior profundidade de penetração da
ferramenta é necessária para estabelecer área de contato suficiente com a peça e, assim, o
impacto do sinal de vibração do eixo. Este resultado é consistente com o relatado para a
técnica de sensor de emissão acústica ser empregada como ferramenta para monitoramento do
acabamento superficial
20
2.8. Método de Elementos Finitos.
Segundo Fish e Belytschko (2009), muitos fenômenos da engenharia podem ser
descritos por meio de equações diferenciais parciais, mas em certos casos podem ser difíceis
de resolver por meio dos métodos clássicos para geométrica arbitrária. A solução foi a criação
de uma técnica numérica para a solução dessas situações. Os primeiros empregos dessa
técnica foram na indústria aeroespacial, sendo a Boeing e Bell Aerospace nos Estados Unidos
e a Rolls Royce no Reino Unido nos anos de 1950.
O primeiro artigo a expor as ideias sobre essa técnica, Stiffness and deflection analysis
of complex structures, foi escrito por M. J. Turner, R. W. Clough, H. C. Martin, L. P. Topp e
publicado no volume 23 do Journal Aeronautical Society, em 1956. Porém, um artigo,
Variational Methods for the Solution of Problems of Equilibrium and Vibrations, escrito pelo
matemático Richard Courant (1943), que utilizou de elementos triangulares com princípios
variacionais para resolver problemas de vibração, é defendido por muitos como o princípio
dessa técnica. Mas, somente foi utilizado no trabalho de Ray W. Clough, The finite element
method in plane stress analysis, publicado na 2ª Conference on Electronic Computation em
setembro de 1960 que aplicou a essa técnica o termo de Método de Elementos Finitos, Finite
Elements Method (FEM) (FISH e BELYTSCHKO, 2009).
Um dos primeiros programas de Elementos Finitos foi desenvolvido por E. Wilson nos
anos de 1960 e apresentava condições apenas para a análise de tensões bidimensionais. Em
1965, a National Aeronautics and Space Administration – NASA investiu, cerca de US$30
milhões em valores atuais, no desenvolvimento de um programa mais complexo, o
NASTRAN. Atualmente com o avanço da informática, esse método ganhou com grande
importância para a engenharia, tornando-se uma eficiente ferramenta numérica de resolução
de problemas de meio contínuo. (SORIANO, 2000, FISH e BELYTSCHKO, 2009).
A técnica numérica apresenta recursos computacionais para o estudo de fenômenos
físicos e para a melhoria de projetos considerando custos e otimizando o desempenho de
componentes. Atualmente, o método é amplamente usado por não-especialistas na concepção
e análise de confiabilidade de produtos e estruturas com enorme impacto na segurança pública
e no rendimento de grandes empresas. Por isso, organizações responsáveis que usam o
Método dos Elementos Finitos reconhecem a exigência de procedimentos rigorosos, baseados
21
em princípios seguros, na gestão das suas atividades de análise, concepção e projeto. (RILO e
LEAL).
Juvinall e Marshek (2008) descrevem o método de elementos finitos como:
"A filosofia do método de elementos finitos é a discretização e a aproximação. O
método de elementos finitos é basicamente uma técnica de aproximação numérica
que divide um componente ou estrutura em regiões discretas, elementos finitos, e a
resposta é descrita por um conjunto de funções que representam os deslocamentos
ou as tensões naquela região. O método requer uma formulação, um processo de
soluções e uma representação dos materiais, geometrias, das condições de contorno
e do carregamento."
Segundo Özel e Altan (2000), o Método dos Elementos Finitos é uma das técnicas
desenvolvidas para processos de deformação. Entretanto, como o processo de corte é
considerado como um processo de deformação, onde essa é altamente concentrada em uma
pequena zona, a formação do cavaco no processo de fresamento, por exemplo, pode também
pode ser simulada. A principal vantagem de usar essa técnica é a capacidade de prever o fluxo
de cavacos, forças de corte e, especialmente, distribuição de temperaturas e tensões para as
várias condições de corte.
Segundo Astakhov e Outeiro (2008), a realização dos ensaios experimentais em
usinagem consome muito tempo e geram alto custo. Além dos resultados serem válidos
somente para as condições que foram ensaiadas, também dependerão da precisão dos
equipamentos utilizados. Uma alternativa apropriada para esses problemas é a utilização de
Métodos Numéricos.
O emprego do método numérico no processo de fabricação com remoção de cavaco foi
desenvolvido para prever o efeito da deformação do corte na peça, foi a primeira análise não-
estável, na sequência do desenvolvimento de um cavaco desde o primeiro contato de uma
ponta com uma peça de trabalho, como em condições práticas. Esse método foi refinado em
1985 por Caroll, Strenkowski e Moon, onde os objetivos foram à distribuição da força de
corte, da tensão de cisalhamento, da deformação, da velocidade de deformação e das
temperaturas na zona de corte (DAVIM E CORREIA, 2006).
Segundo Astakhov e Outeiro (2008), o uso do método de elementos finitos para
processos de remoção de cavaco apresentam várias dificuldades, como o elevado tempo de
processamento, resultando em uma confiabilidade de 95%. Assim, a validação, ou ensaio
experimental torna-se evidente, pois necessita de grandes aproximações físicas e numéricas.
22
Porém a validação da precisão dos modelos é bastante complicada dada as grandezas
utilizadas serem difíceis de medir com exatidão. Mas é bastante comum para obtenção de
modelos matemáticos para materiais de boa usinabilidade, como cobre o latão e o alumínio.
(DAVIM E CORREIA, 2006)
O Método de Elementos Finitos foi utilizado por diversos pesquisadores para prever as
forças na usinagem, o que poderia ser facilmente medido com um dinamômetro, como para
determinar as tensões residuais em superfície cilíndrica, temperaturas nas interfaces formadas
pela peça, cavaco e ferramenta, regiões ou geometrias que dificultam a medição desses.
Mackerle (2003), cita a utilização do método de elementos finitos em processos de
usinagem para estudos de remoção de material, processo de corte em geral, modelamento
computacional para processos específico, efeitos da geometria e parâmetros, aspectos
térmicos, tensão residual, análise dinâmica, controle de ferramentas (desgaste e falhas),
mecanismo de formação do cavaco, otimização entre outros. Em seu trabalho, Özel, Liu e
Dhanorker (2007), simularam o processo de microfresamento de liga de alumínio AL2024-T6
e aço AISI 4340, para melhor compreensão da formação de cavacos, forças de tensão, taxa de
deformação e campos de temperatura sem considerar a dinâmica do processo.
Aurich e Bil1 (2006), citam a vantagem do método de elementos finitos poder ser
facilmente adaptado a diversas condições de teste, bastando apenas alterar os parâmetros de
simulação. Isso pode ser muito útil no desenvolvimento de um modelo de elementos finitos
gerais, que cobre uma ampla gama de formas de cavacos para fins de simulação e análise.
Porém, há problemas para simulações onde ocorram deformações plásticas do material, é a
escolha dos parâmetros e a equação para esse comportamento. Vários pesquisados utilizam da
equação de Johnson-Cook, para prever esse comportamento.
Em seu trabalho, Umbrello, Saoubi e Outeiro (2007), demonstram a dificuldade para
determinar as constantes para o modelo de Johnson-Cook. Encontraram resultados que
mostravam uma previsão razoável de forças de corte, morfologia do cavaco, distribuições de
temperatura e tensões residuais utilizando somente uma das cinco referências utilizadas para
as constantes de Johnson-Cook. Yan, Hua e Shivpuri (2007), apresentaram uma aproximação
para caracterizar o efeito da dureza de resposta à tensão da peça em usinagem do AISI H13,
que utiliza o modelo de Johnson-Cook, incorporando a tensão de deformação e efeitos
térmicos de amolecimento.
23
Assim, pode-se definir que o processo de microfresamento ainda apresenta um número
enorme de lacunas a serem preenchidas. Estudos baseados em técnicas de simulação numérica
são interessantes para prever o comportamento da usinagem nesta escala. Entretanto,
validações experimentais precisam ser conduzidas para confirmar os resultados obtidos nas
simulações numéricas. Esse trabalho propõe a simulação do processo de micro fresamento de
aços endurecidos com posterior comprovação experimental. Dessa forma, a variação dos
parâmetros de corte no processo de fresamento e a variação do tamanho de grão austenítico
são variáveis importantes no processo de micro fresamento e que são consideradas neste
projeto.
24
3. MATERIAIS E MÉTODOS
3.1. Ensaio Numérico
O ensaio numérico aplicado neste trabalho, foi realizado utilizando o software Abaqus
da SimuliaTM
Versão 6.8.2 instalado em uma Workstation com processador Intel® Core
TM 2
Quad Q9550 com 3 GB de memória RAM com sistema operacional WindowsTM
XP 32 Bits
do Laboratório de Simulação do Grupo de Manufatura Sustentável da UFSJ, adquirido com
recurso cedido pela Fundação de Apoio a Pesquisa de Minas Gerais – FAPEMIG. 0
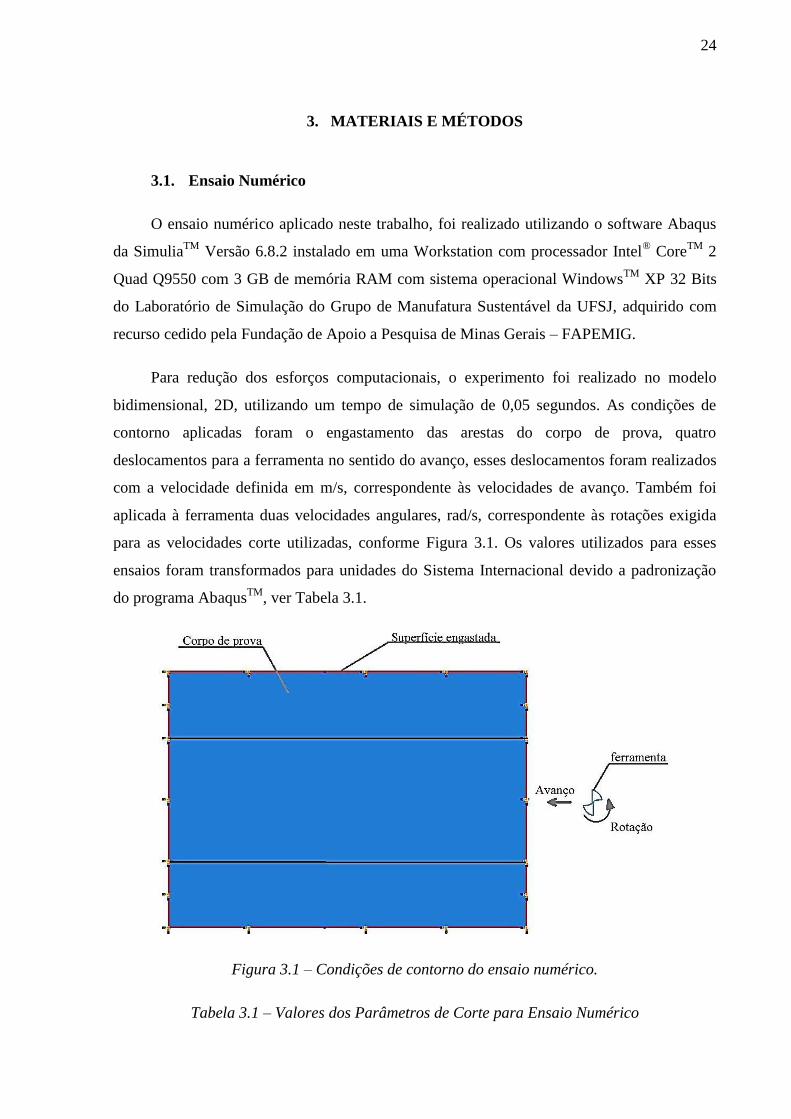
Para redução dos esforços computacionais, o experimento foi realizado no modelo
bidimensional, 2D, utilizando um tempo de simulação de 0,05 segundos. As condições de
contorno aplicadas foram o engastamento das arestas do corpo de prova, quatro
deslocamentos para a ferramenta no sentido do avanço, esses deslocamentos foram realizados
com a velocidade definida em m/s, correspondente às velocidades de avanço. Também foi
aplicada à ferramenta duas velocidades angulares, rad/s, correspondente às rotações exigida
para as velocidades corte utilizadas, conforme Figura 3.1. Os valores utilizados para esses
ensaios foram transformados para unidades do Sistema Internacional devido a padronização
do programa AbaqusTM
, ver Tabela 3.1.
Figura 3.1 – Condições de contorno do ensaio numérico.
Tabela 3.1 – Valores dos Parâmetros de Corte para Ensaio Numérico
25
Experimento Rotação
(rpm)
Velocidade
Angular (rad/s)
Avanço
(mm/rot)
Velocidade de
Avanço (m/s)
1 21000 2199,11 0,001 0,70x10-3
2 21000 2199,11 0,005 3,50x10-3
3 49000 5131,27 0,001 1,63x10-3
4 49000 5131,27 0,005 8,16x10-3
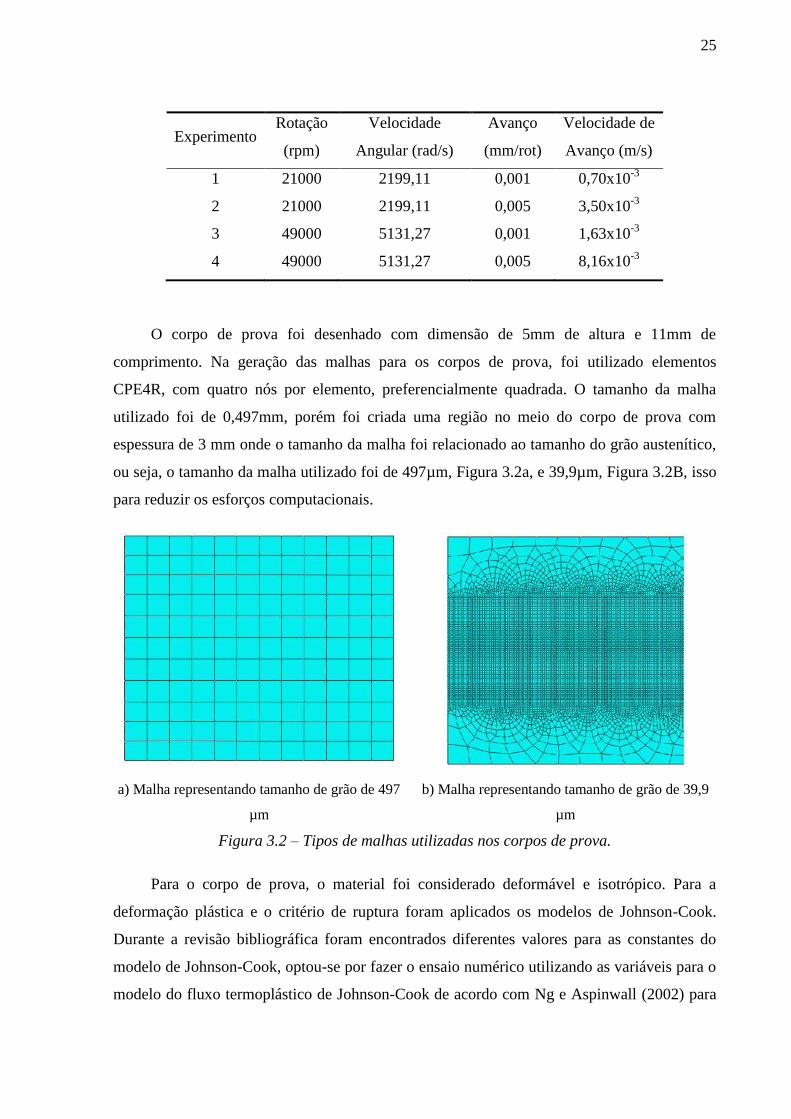
O corpo de prova foi desenhado com dimensão de 5mm de altura e 11mm de
comprimento. Na geração das malhas para os corpos de prova, foi utilizado elementos
CPE4R, com quatro nós por elemento, preferencialmente quadrada. O tamanho da malha
utilizado foi de 0,497mm, porém foi criada uma região no meio do corpo de prova com
espessura de 3 mm onde o tamanho da malha foi relacionado ao tamanho do grão austenítico,
ou seja, o tamanho da malha utilizado foi de 497µm, Figura 3.2a, e 39,9µm, Figura 3.2B, isso
para reduzir os esforços computacionais.
a) Malha representando tamanho de grão de 497
µm
b) Malha representando tamanho de grão de 39,9
µm
Figura 3.2 – Tipos de malhas utilizadas nos corpos de prova.
Para o corpo de prova, o material foi considerado deformável e isotrópico. Para a
deformação plástica e o critério de ruptura foram aplicados os modelos de Johnson-Cook.
Durante a revisão bibliográfica foram encontrados diferentes valores para as constantes do
modelo de Johnson-Cook, optou-se por fazer o ensaio numérico utilizando as variáveis para o
modelo do fluxo termoplástico de Johnson-Cook de acordo com Ng e Aspinwall (2002) para
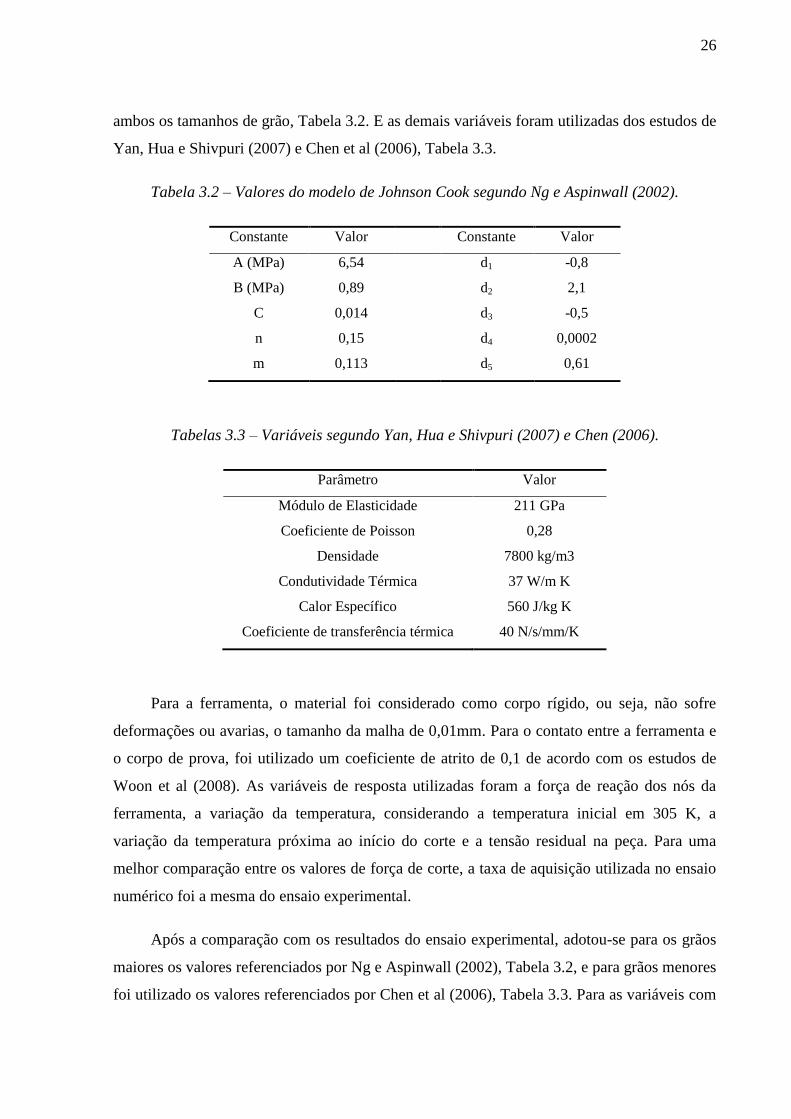
26
ambos os tamanhos de grão, Tabela 3.2. E as demais variáveis foram utilizadas dos estudos de
Yan, Hua e Shivpuri (2007) e Chen et al (2006), Tabela 3.3.
Tabela 3.2 – Valores do modelo de Johnson Cook segundo Ng e Aspinwall (2002).
Constante Valor Constante Valor
A (MPa) 6,54 d1 -0,8
B (MPa) 0,89 d2 2,1
C 0,014 d3 -0,5
n 0,15 d4 0,0002
m 0,113 d5 0,61
Tabelas 3.3 – Variáveis segundo Yan, Hua e Shivpuri (2007) e Chen (2006).
Parâmetro Valor
Módulo de Elasticidade 211 GPa
Coeficiente de Poisson 0,28
Densidade 7800 kg/m3
Condutividade Térmica 37 W/m K
Calor Específico 560 J/kg K
Coeficiente de transferência térmica 40 N/s/mm/K
Para a ferramenta, o material foi considerado como corpo rígido, ou seja, não sofre
deformações ou avarias, o tamanho da malha de 0,01mm. Para o contato entre a ferramenta e
o corpo de prova, foi utilizado um coeficiente de atrito de 0,1 de acordo com os estudos de
Woon et al (2008). As variáveis de resposta utilizadas foram a força de reação dos nós da
ferramenta, a variação da temperatura, considerando a temperatura inicial em 305 K, a
variação da temperatura próxima ao início do corte e a tensão residual na peça. Para uma
melhor comparação entre os valores de força de corte, a taxa de aquisição utilizada no ensaio
numérico foi a mesma do ensaio experimental.
Após a comparação com os resultados do ensaio experimental, adotou-se para os grãos
maiores os valores referenciados por Ng e Aspinwall (2002), Tabela 3.2, e para grãos menores
foi utilizado os valores referenciados por Chen et al (2006), Tabela 3.3. Para as variáveis com
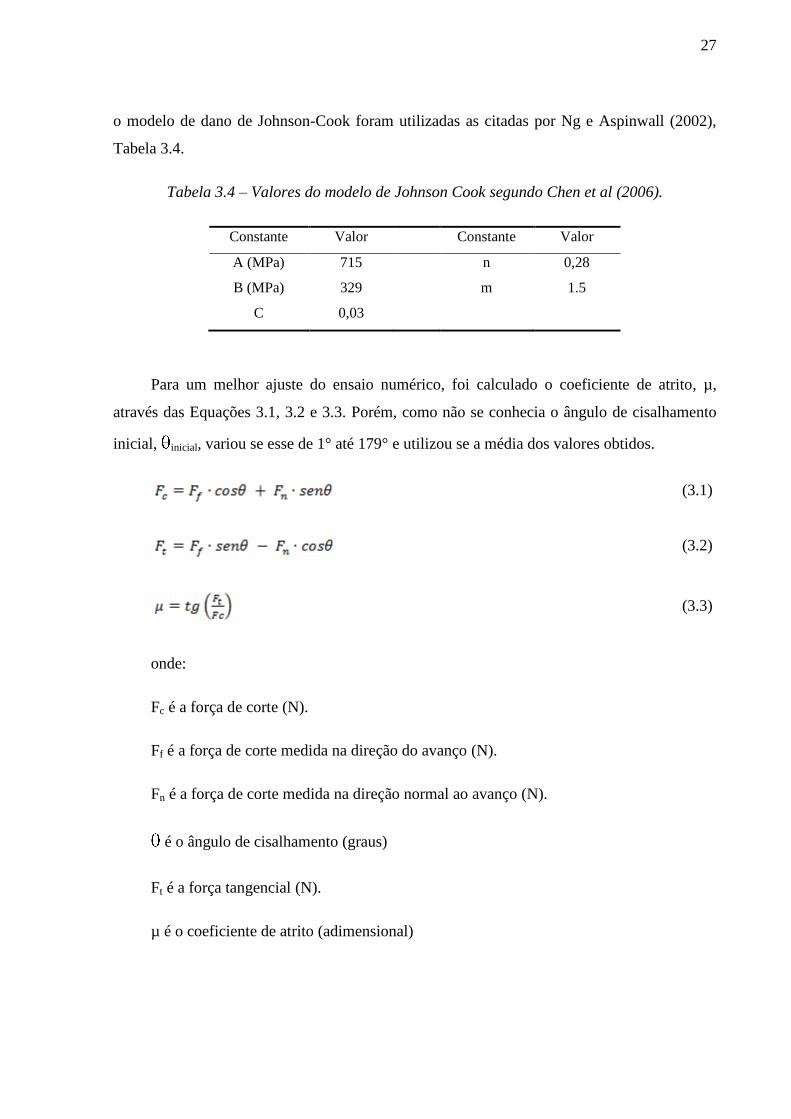
27
o modelo de dano de Johnson-Cook foram utilizadas as citadas por Ng e Aspinwall (2002),
Tabela 3.4.
Tabela 3.4 – Valores do modelo de Johnson Cook segundo Chen et al (2006).
Constante Valor Constante Valor
A (MPa) 715 n 0,28
B (MPa) 329 m 1.5
C 0,03
Para um melhor ajuste do ensaio numérico, foi calculado o coeficiente de atrito, µ,
através das Equações 3.1, 3.2 e 3.3. Porém, como não se conhecia o ângulo de cisalhamento
inicial, inicial, variou se esse de 1° até 179° e utilizou se a média dos valores obtidos.
(3.1)
(3.2)
(3.3)
onde:
Fc é a força de corte (N).
Ff é a força de corte medida na direção do avanço (N).
Fn é a força de corte medida na direção normal ao avanço (N).
é o ângulo de cisalhamento (graus)
Ft é a força tangencial (N).
µ é o coeficiente de atrito (adimensional)

28
3.2. Máquina-Ferramenta.
Foi utilizado um Centro de Usinagem Vertical Discovery 560 da RomiTM
, alocado no
Laboratório de Usinagem da Universidade Federal de São João del Rei, com curso da mesa de
560mm longitudinal, no sentido X, 406mm latitudinal sentido Y e 508 mm no curso do
cabeçote, sentido Z. A potência máxima do Centro de Usinagem no eixo-árvore era de 15 kW
e rotação máxima de 10.000 rpm, equipado com comando numérico Siemens modelo
Sinumeric 810D, Figura 3.3.
Figura 3.3 – Centro de Usinagem Vertical.
3.3. Cabeçote de Microusinagem.
Para conseguir maiores velocidades de corte neste experimento, não foi utilizada a
rotação do centro vertical de usinagem. Foi acoplado ao eixo-árvore do centro vertical de
usinagem um cabeçote de ultra precisão e alta rotação da NakanishiTM
modelo HES510, com
rotação máxima de 50.000 rpm e potência no eixo de 300W, conforme Figura 3.4A. Esse
cabeçote é controlado por uma unidade de comando E3000C da NakanishiTM
, Figura 3.4B.
29
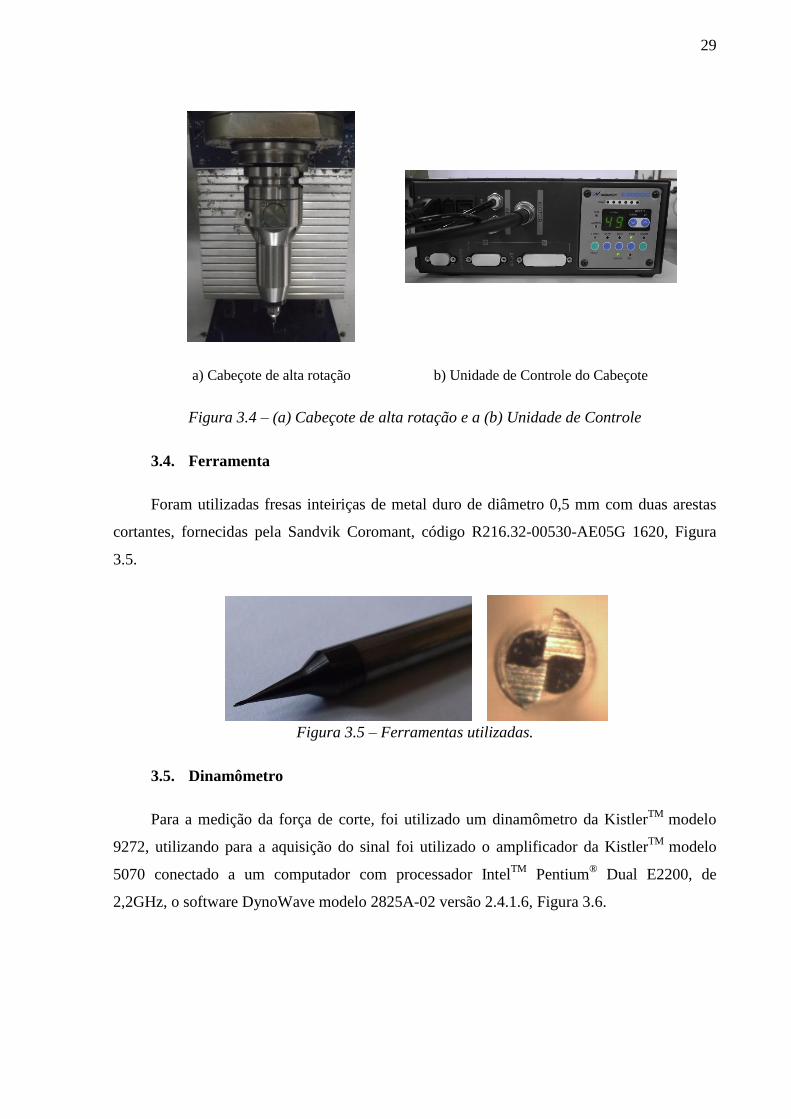
a) Cabeçote de alta rotação b) Unidade de Controle do Cabeçote
Figura 3.4 – (a) Cabeçote de alta rotação e a (b) Unidade de Controle
3.4. Ferramenta
Foram utilizadas fresas inteiriças de metal duro de diâmetro 0,5 mm com duas arestas
cortantes, fornecidas pela Sandvik Coromant, código R216.32-00530-AE05G 1620, Figura
3.5.
Figura 3.5 – Ferramentas utilizadas.
3.5. Dinamômetro
Para a medição da força de corte, foi utilizado um dinamômetro da KistlerTM
modelo
9272, utilizando para a aquisição do sinal foi utilizado o amplificador da KistlerTM
modelo
5070 conectado a um computador com processador IntelTM
Pentium® Dual E2200, de
2,2GHz, o software DynoWave modelo 2825A-02 versão 2.4.1.6, Figura 3.6.

30
Amplificador Dinamômetro (Fonte: Kistler)
Figura 3.6 – Dinamômetro e amplificador utilizados.
3.6. Dispositivo de Fixação.
Para a fixação dos corpos de prova, foi desenvolvido um dispositivo em aço SAE 1045
temperado, Figura 3.7. Para garantir melhor contato ao dinamômetro para evitar
interferências, o dispositivo teve todas suas faces retificadas. A região central do dispositivo
foi fabricada pelo processo de eletroerosão com tolerância de 0,05 milímetros.
Figura 3.7 – Dispositivo de Fixação.
3.7. Corpos de prova
Para o desenvolvimento deste trabalho, foram confeccionados corpos de prova com
dimensões de 11mm x 11mm x 11mm em aços AISI H13, com composição 0,40% de C,
1,00% Si, 0,35% de Mn, 5,20% de Cr, 1,50% de Mo e 0,90% de V, fornecido pela Villares
Metal, Figura 3.8.
31
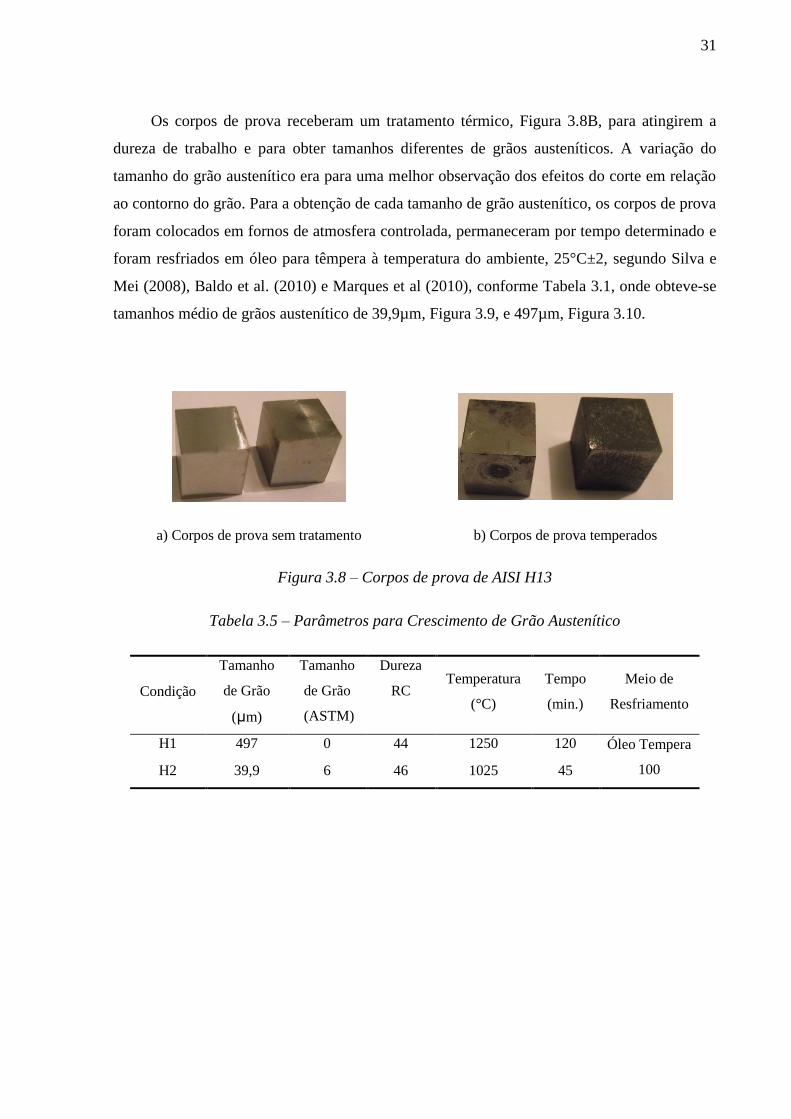
Os corpos de prova receberam um tratamento térmico, Figura 3.8B, para atingirem a
dureza de trabalho e para obter tamanhos diferentes de grãos austeníticos. A variação do
tamanho do grão austenítico era para uma melhor observação dos efeitos do corte em relação
ao contorno do grão. Para a obtenção de cada tamanho de grão austenítico, os corpos de prova
foram colocados em fornos de atmosfera controlada, permaneceram por tempo determinado e
foram resfriados em óleo para têmpera à temperatura do ambiente, 25°C±2, segundo Silva e
Mei (2008), Baldo et al. (2010) e Marques et al (2010), conforme Tabela 3.1, onde obteve-se
tamanhos médio de grãos austenítico de 39,9µm, Figura 3.9, e 497µm, Figura 3.10.
a) Corpos de prova sem tratamento b) Corpos de prova temperados
Figura 3.8 – Corpos de prova de AISI H13
Tabela 3.5 – Parâmetros para Crescimento de Grão Austenítico
Condição
Tamanho
de Grão
(µm)
Tamanho
de Grão
(ASTM)
Dureza
RC Temperatura
(°C)
Tempo
(min.)
Meio de
Resfriamento
H1 497 0 44 1250 120 Óleo Tempera
100 H2 39,9 6 46 1025 45
32
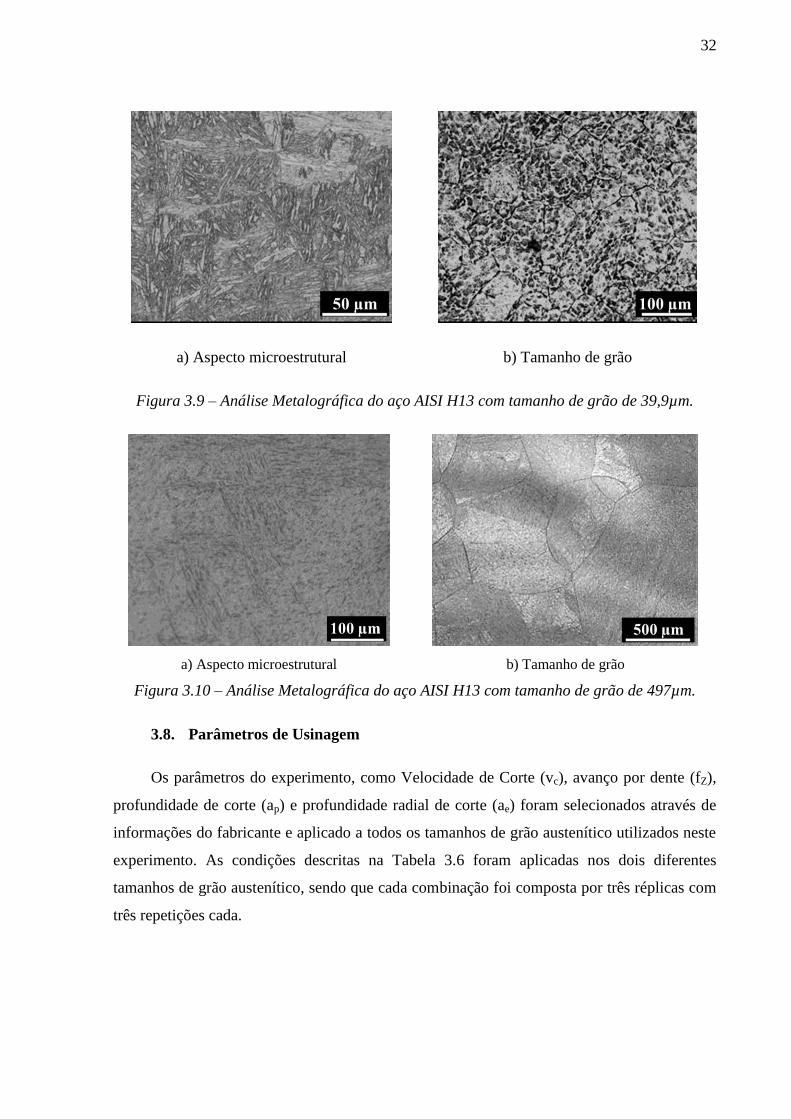
a) Aspecto microestrutural b) Tamanho de grão
Figura 3.9 – Análise Metalográfica do aço AISI H13 com tamanho de grão de 39,9µm.
a) Aspecto microestrutural b) Tamanho de grão
Figura 3.10 – Análise Metalográfica do aço AISI H13 com tamanho de grão de 497µm.
3.8. Parâmetros de Usinagem
Os parâmetros do experimento, como Velocidade de Corte (vc), avanço por dente (fZ),
profundidade de corte (ap) e profundidade radial de corte (ae) foram selecionados através de
informações do fabricante e aplicado a todos os tamanhos de grão austenítico utilizados neste
experimento. As condições descritas na Tabela 3.6 foram aplicadas nos dois diferentes
tamanhos de grão austenítico, sendo que cada combinação foi composta por três réplicas com
três repetições cada.
33
Tabela 3.6 – Valores dos Parâmetros de Corte para Ensaio Experimental
Condição
Profundidade
axial de corte
(mm)
Profundidade
radial de corte
(mm)
Velocidade
de corte
(m/min)
Avanço
por dente
(mm/rot)
1 0,5 0,025 33 0,001
2 0,5 0,025 33 0,005
3 0,5 0,025 77 0,001
4 0,5 0,025 77 0,005
3.9. Detalhamento do Ensaio Experimental
3.9.1. Montagem
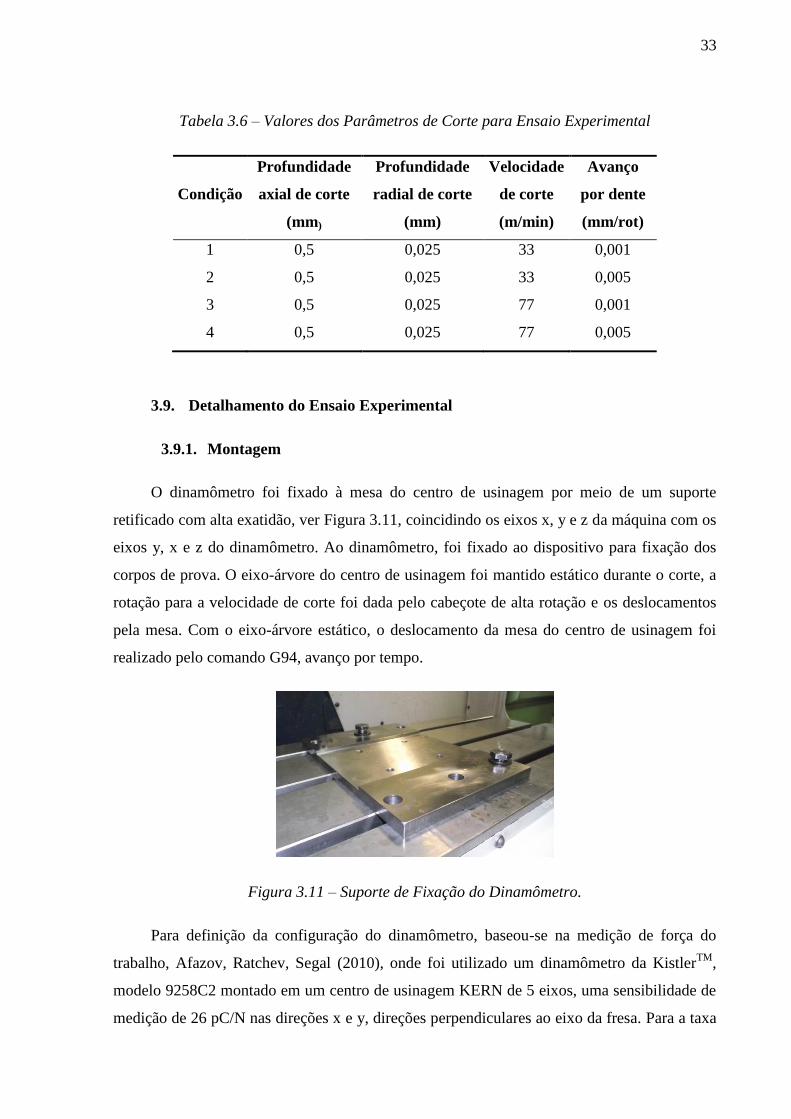
O dinamômetro foi fixado à mesa do centro de usinagem por meio de um suporte
retificado com alta exatidão, ver Figura 3.11, coincidindo os eixos x, y e z da máquina com os
eixos y, x e z do dinamômetro. Ao dinamômetro, foi fixado ao dispositivo para fixação dos
corpos de prova. O eixo-árvore do centro de usinagem foi mantido estático durante o corte, a
rotação para a velocidade de corte foi dada pelo cabeçote de alta rotação e os deslocamentos
pela mesa. Com o eixo-árvore estático, o deslocamento da mesa do centro de usinagem foi
realizado pelo comando G94, avanço por tempo.
Figura 3.11 – Suporte de Fixação do Dinamômetro.
Para definição da configuração do dinamômetro, baseou-se na medição de força do
trabalho, Afazov, Ratchev, Segal (2010), onde foi utilizado um dinamômetro da KistlerTM
,
modelo 9258C2 montado em um centro de usinagem KERN de 5 eixos, uma sensibilidade de
medição de 26 pC/N nas direções x e y, direções perpendiculares ao eixo da fresa. Para a taxa
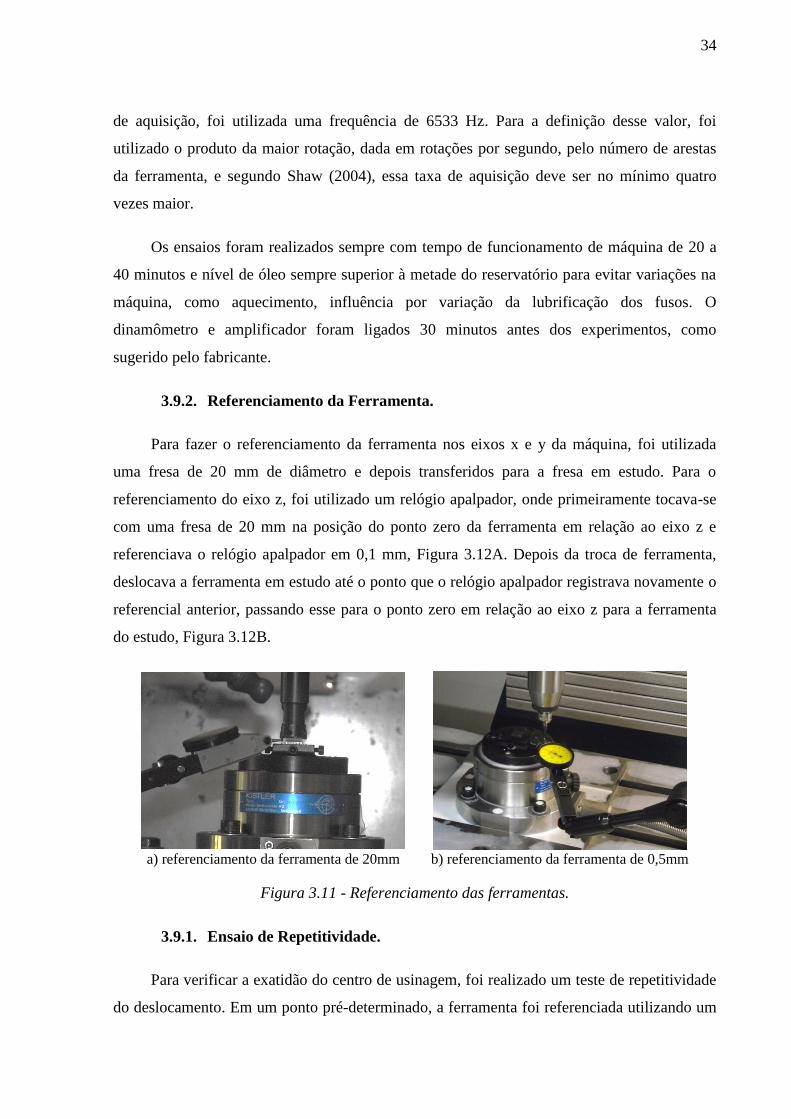
34
de aquisição, foi utilizada uma frequência de 6533 Hz. Para a definição desse valor, foi
utilizado o produto da maior rotação, dada em rotações por segundo, pelo número de arestas
da ferramenta, e segundo Shaw (2004), essa taxa de aquisição deve ser no mínimo quatro
vezes maior.
Os ensaios foram realizados sempre com tempo de funcionamento de máquina de 20 a
40 minutos e nível de óleo sempre superior à metade do reservatório para evitar variações na
máquina, como aquecimento, influência por variação da lubrificação dos fusos. O
dinamômetro e amplificador foram ligados 30 minutos antes dos experimentos, como
sugerido pelo fabricante.
3.9.2. Referenciamento da Ferramenta.
Para fazer o referenciamento da ferramenta nos eixos x e y da máquina, foi utilizada
uma fresa de 20 mm de diâmetro e depois transferidos para a fresa em estudo. Para o
referenciamento do eixo z, foi utilizado um relógio apalpador, onde primeiramente tocava-se
com uma fresa de 20 mm na posição do ponto zero da ferramenta em relação ao eixo z e
referenciava o relógio apalpador em 0,1 mm, Figura 3.12A. Depois da troca de ferramenta,
deslocava a ferramenta em estudo até o ponto que o relógio apalpador registrava novamente o
referencial anterior, passando esse para o ponto zero em relação ao eixo z para a ferramenta
do estudo, Figura 3.12B.
a) referenciamento da ferramenta de 20mm b) referenciamento da ferramenta de 0,5mm
Figura 3.11 - Referenciamento das ferramentas.
3.9.1. Ensaio de Repetitividade.
Para verificar a exatidão do centro de usinagem, foi realizado um teste de repetitividade
do deslocamento. Em um ponto pré-determinado, a ferramenta foi referenciada utilizando um
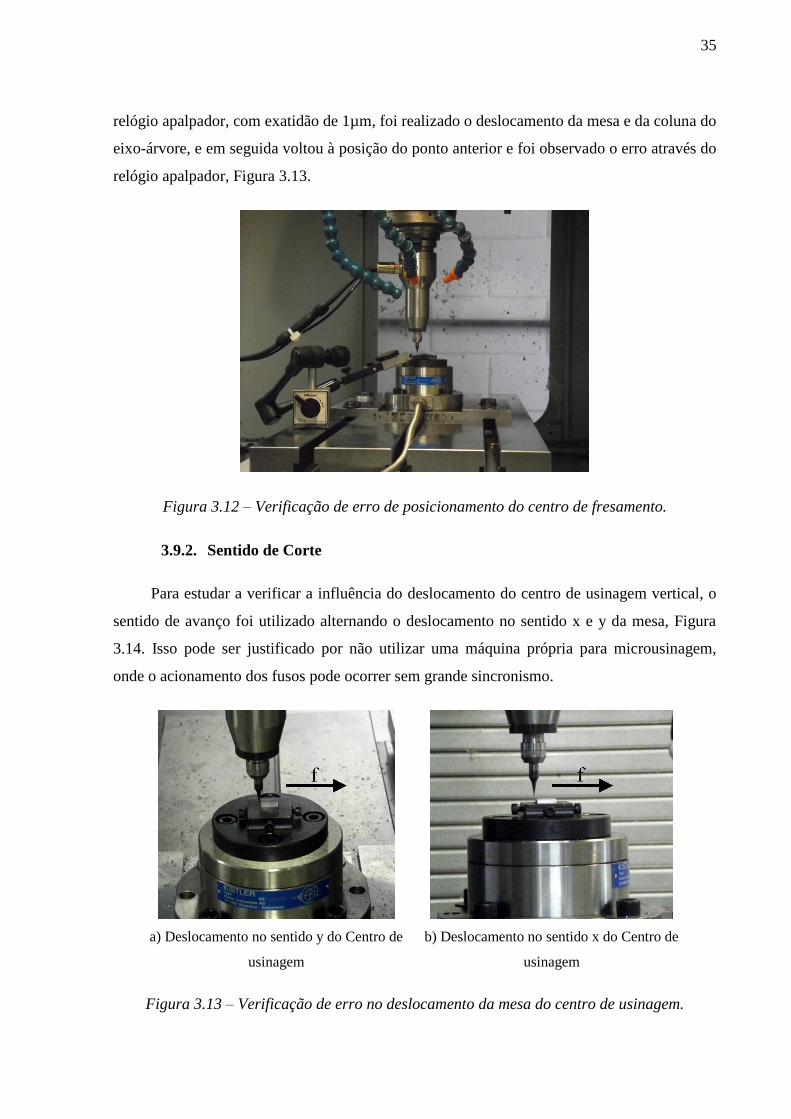
35
relógio apalpador, com exatidão de 1µm, foi realizado o deslocamento da mesa e da coluna do
eixo-árvore, e em seguida voltou à posição do ponto anterior e foi observado o erro através do
relógio apalpador, Figura 3.13.
Figura 3.12 – Verificação de erro de posicionamento do centro de fresamento.
3.9.2. Sentido de Corte
Para estudar a verificar a influência do deslocamento do centro de usinagem vertical, o
sentido de avanço foi utilizado alternando o deslocamento no sentido x e y da mesa, Figura
3.14. Isso pode ser justificado por não utilizar uma máquina própria para microusinagem,
onde o acionamento dos fusos pode ocorrer sem grande sincronismo.
a) Deslocamento no sentido y do Centro de
usinagem
b) Deslocamento no sentido x do Centro de
usinagem
Figura 3.13 – Verificação de erro no deslocamento da mesa do centro de usinagem.
36
3.9.3. Ensaios preliminares.
Este trabalho começou com ensaios em corpos de prova de H13 no estado recebido,
com dureza de 210 HRB, com a finalidade de observar o posicionamento dos instrumentos.
Optou-se por utilizar o material nos primeiros ensaios por provocar menor desgaste à
ferramenta, assim se houvesse grande variação das leituras do dinamômetro poderia ser
desconsiderado o desgaste, inicialmente.
Após essa verificação, foram usinados corpos de provas endurecidos para validação dos
parâmetros de corte para realizar os ensaios numéricos. Esses corpos de prova foram usinados
até perceber uma variação na força de corte, para estimar um desgaste de flanco da ferramenta
no qual não influenciasse na força de corte. Para isso foi realizado medições em um
microscópio da OlympusTM
modelo SZ61, Figura 3.15, com ampliação de 45 vezes do
Instituto Federal do Sudeste de Minas Gerais - Campus Juiz de Fora.
Figura 3.14 – Microscópio estéreo para medição de desgaste de ferramenta.
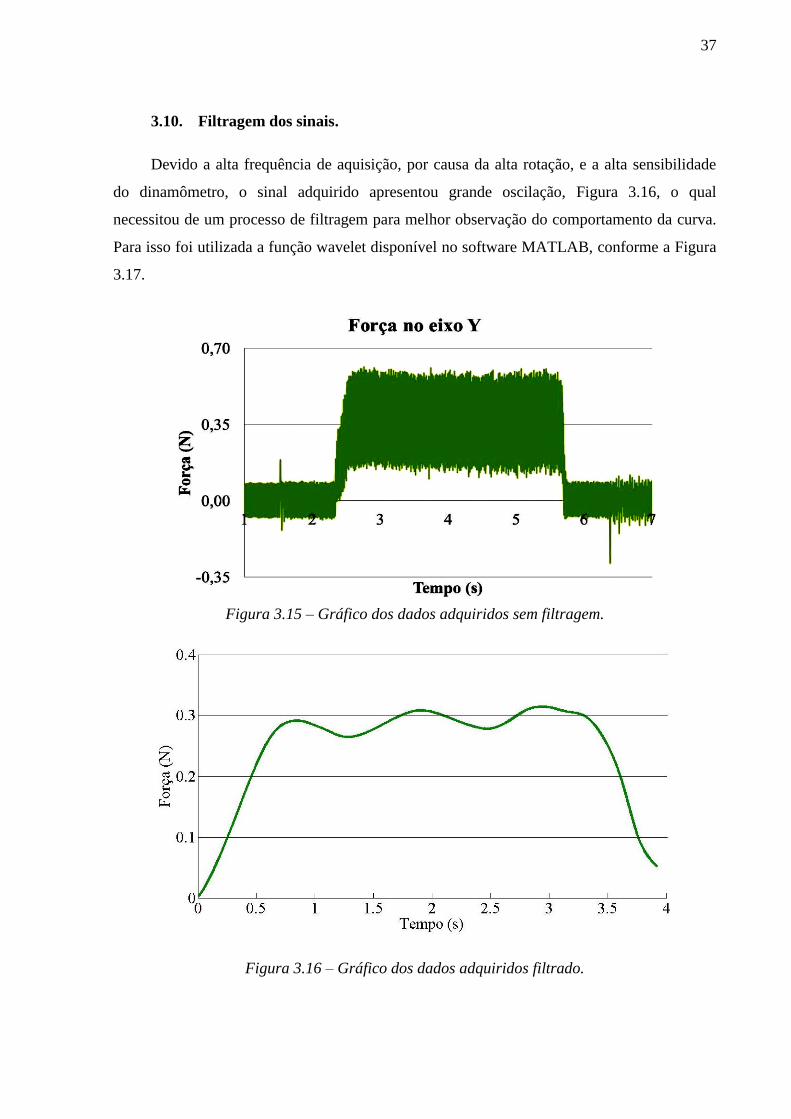
37
3.10. Filtragem dos sinais.
Devido a alta frequência de aquisição, por causa da alta rotação, e a alta sensibilidade
do dinamômetro, o sinal adquirido apresentou grande oscilação, Figura 3.16, o qual
necessitou de um processo de filtragem para melhor observação do comportamento da curva.
Para isso foi utilizada a função wavelet disponível no software MATLAB, conforme a Figura
3.17.
Figura 3.15 – Gráfico dos dados adquiridos sem filtragem.
Figura 3.16 – Gráfico dos dados adquiridos filtrado.
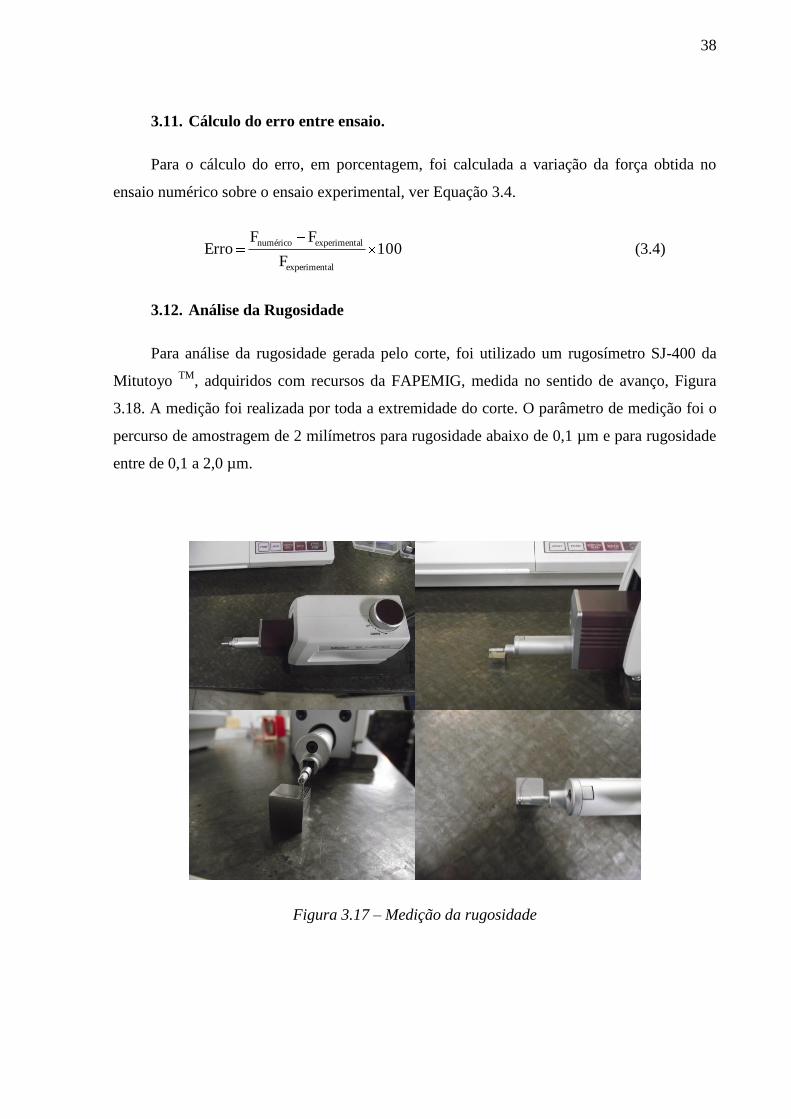
38
3.11. Cálculo do erro entre ensaio.
Para o cálculo do erro, em porcentagem, foi calculada a variação da força obtida no
ensaio numérico sobre o ensaio experimental, ver Equação 3.4.
100F
FFErro
alexperiment
alexperimentnumérico (3.4)
3.12. Análise da Rugosidade
Para análise da rugosidade gerada pelo corte, foi utilizado um rugosímetro SJ-400 da
Mitutoyo TM
, adquiridos com recursos da FAPEMIG, medida no sentido de avanço, Figura
3.18. A medição foi realizada por toda a extremidade do corte. O parâmetro de medição foi o
percurso de amostragem de 2 milímetros para rugosidade abaixo de 0,1 µm e para rugosidade
entre de 0,1 a 2,0 µm.
Figura 3.17 – Medição da rugosidade
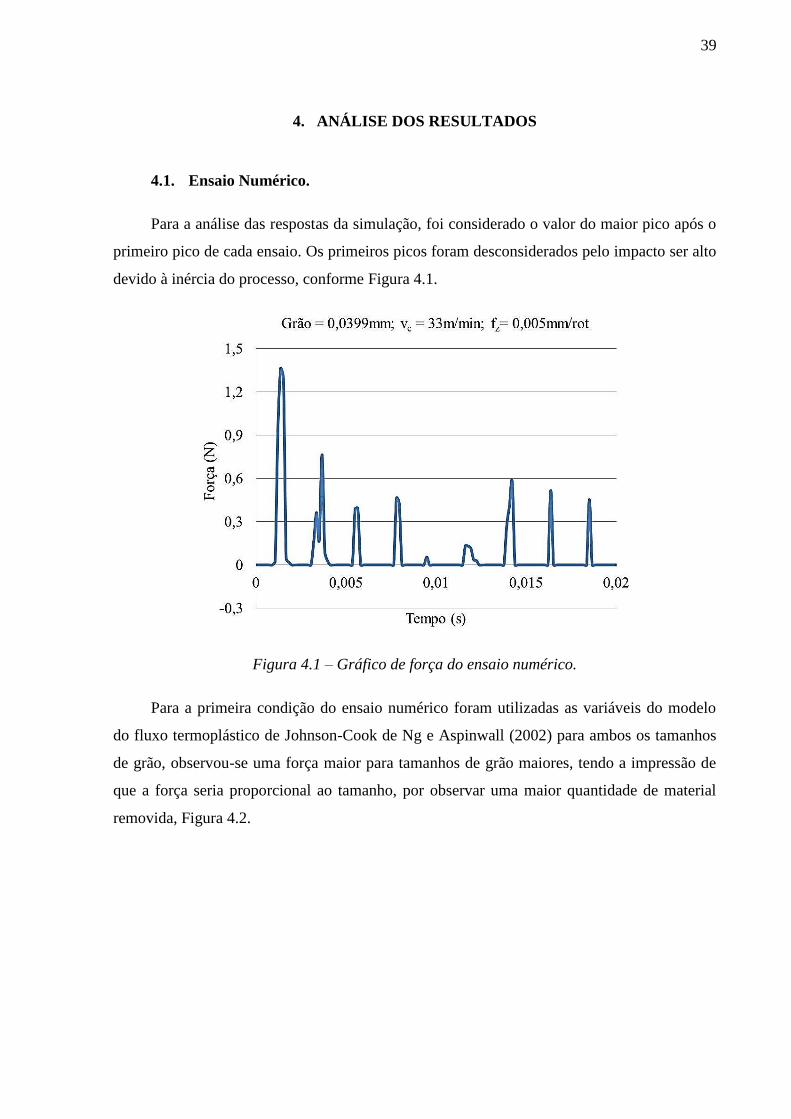
39
4. ANÁLISE DOS RESULTADOS
4.1. Ensaio Numérico.
Para a análise das respostas da simulação, foi considerado o valor do maior pico após o
primeiro pico de cada ensaio. Os primeiros picos foram desconsiderados pelo impacto ser alto
devido à inércia do processo, conforme Figura 4.1. 0
Figura 4.1 – Gráfico de força do ensaio numérico.
Para a primeira condição do ensaio numérico foram utilizadas as variáveis do modelo
do fluxo termoplástico de Johnson-Cook de Ng e Aspinwall (2002) para ambos os tamanhos
de grão, observou-se uma força maior para tamanhos de grão maiores, tendo a impressão de
que a força seria proporcional ao tamanho, por observar uma maior quantidade de material
removida, Figura 4.2.
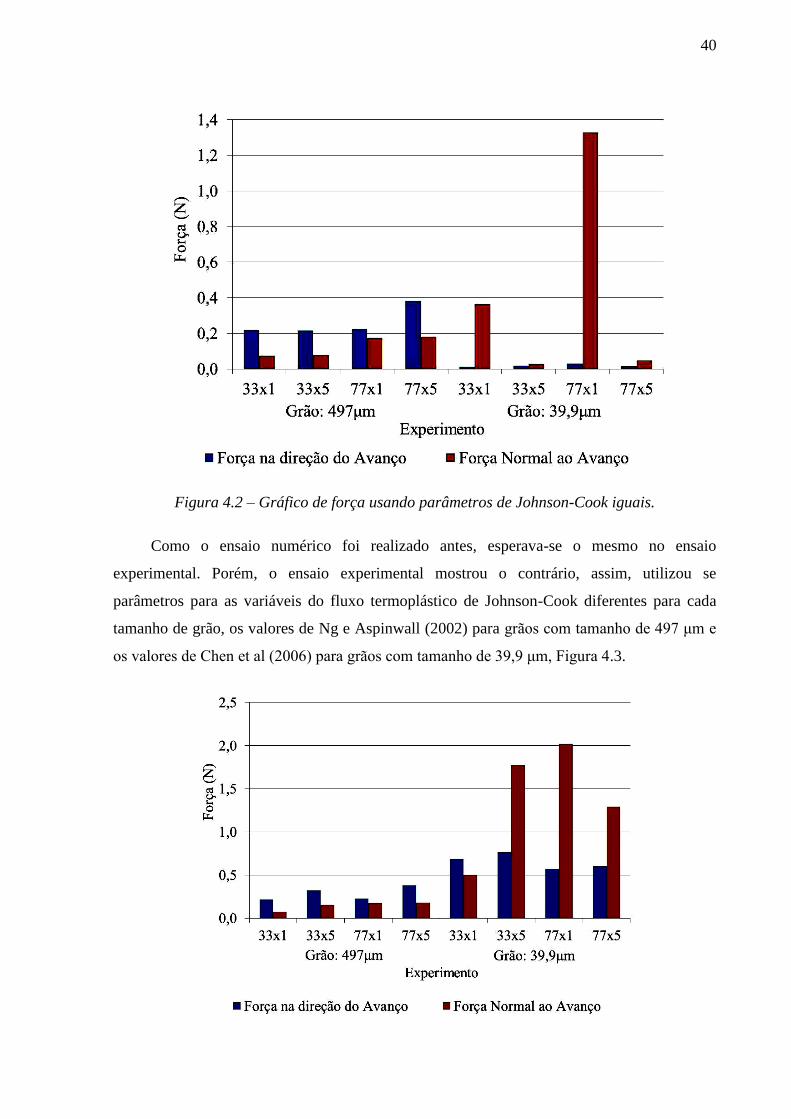
40
Figura 4.2 – Gráfico de força usando parâmetros de Johnson-Cook iguais.
Como o ensaio numérico foi realizado antes, esperava-se o mesmo no ensaio
experimental. Porém, o ensaio experimental mostrou o contrário, assim, utilizou se
parâmetros para as variáveis do fluxo termoplástico de Johnson-Cook diferentes para cada
tamanho de grão, os valores de Ng e Aspinwall (2002) para grãos com tamanho de 497 μm e
os valores de Chen et al (2006) para grãos com tamanho de 39,9 μm, Figura 4.3.
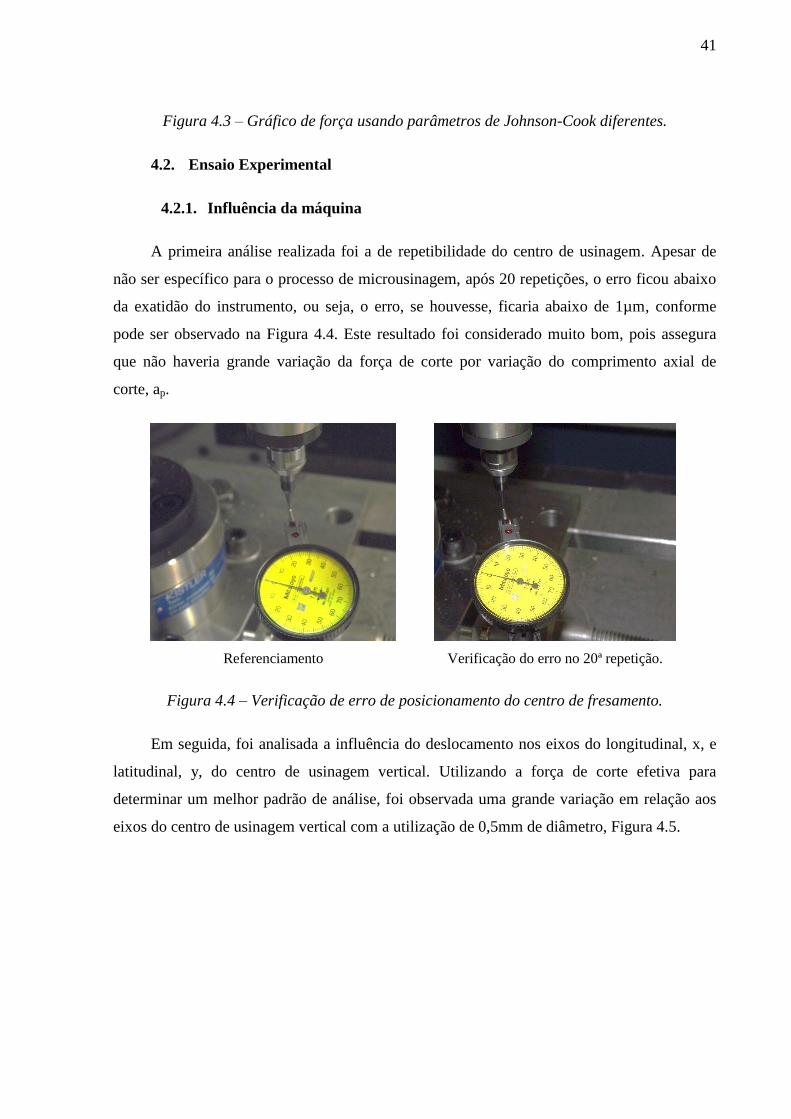
41
Figura 4.3 – Gráfico de força usando parâmetros de Johnson-Cook diferentes.
4.2. Ensaio Experimental
4.2.1. Influência da máquina
A primeira análise realizada foi a de repetibilidade do centro de usinagem. Apesar de
não ser específico para o processo de microusinagem, após 20 repetições, o erro ficou abaixo
da exatidão do instrumento, ou seja, o erro, se houvesse, ficaria abaixo de 1µm, conforme
pode ser observado na Figura 4.4. Este resultado foi considerado muito bom, pois assegura
que não haveria grande variação da força de corte por variação do comprimento axial de
corte, ap.
Referenciamento Verificação do erro no 20ª repetição.
Figura 4.4 – Verificação de erro de posicionamento do centro de fresamento.
Em seguida, foi analisada a influência do deslocamento nos eixos do longitudinal, x, e
latitudinal, y, do centro de usinagem vertical. Utilizando a força de corte efetiva para
determinar um melhor padrão de análise, foi observada uma grande variação em relação aos
eixos do centro de usinagem vertical com a utilização de 0,5mm de diâmetro, Figura 4.5.
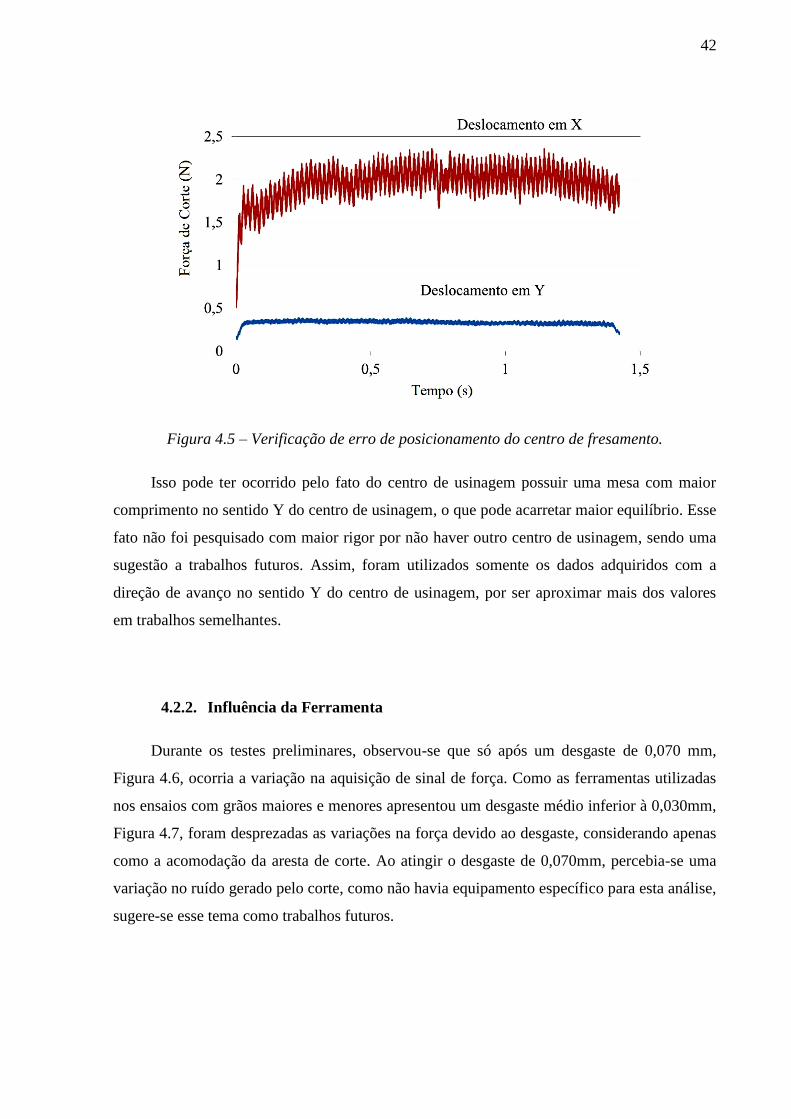
42
Figura 4.5 – Verificação de erro de posicionamento do centro de fresamento.
Isso pode ter ocorrido pelo fato do centro de usinagem possuir uma mesa com maior
comprimento no sentido Y do centro de usinagem, o que pode acarretar maior equilíbrio. Esse
fato não foi pesquisado com maior rigor por não haver outro centro de usinagem, sendo uma
sugestão a trabalhos futuros. Assim, foram utilizados somente os dados adquiridos com a
direção de avanço no sentido Y do centro de usinagem, por ser aproximar mais dos valores
em trabalhos semelhantes.
4.2.2. Influência da Ferramenta
Durante os testes preliminares, observou-se que só após um desgaste de 0,070 mm,
Figura 4.6, ocorria a variação na aquisição de sinal de força. Como as ferramentas utilizadas
nos ensaios com grãos maiores e menores apresentou um desgaste médio inferior à 0,030mm,
Figura 4.7, foram desprezadas as variações na força devido ao desgaste, considerando apenas
como a acomodação da aresta de corte. Ao atingir o desgaste de 0,070mm, percebia-se uma
variação no ruído gerado pelo corte, como não havia equipamento específico para esta análise,
sugere-se esse tema como trabalhos futuros.
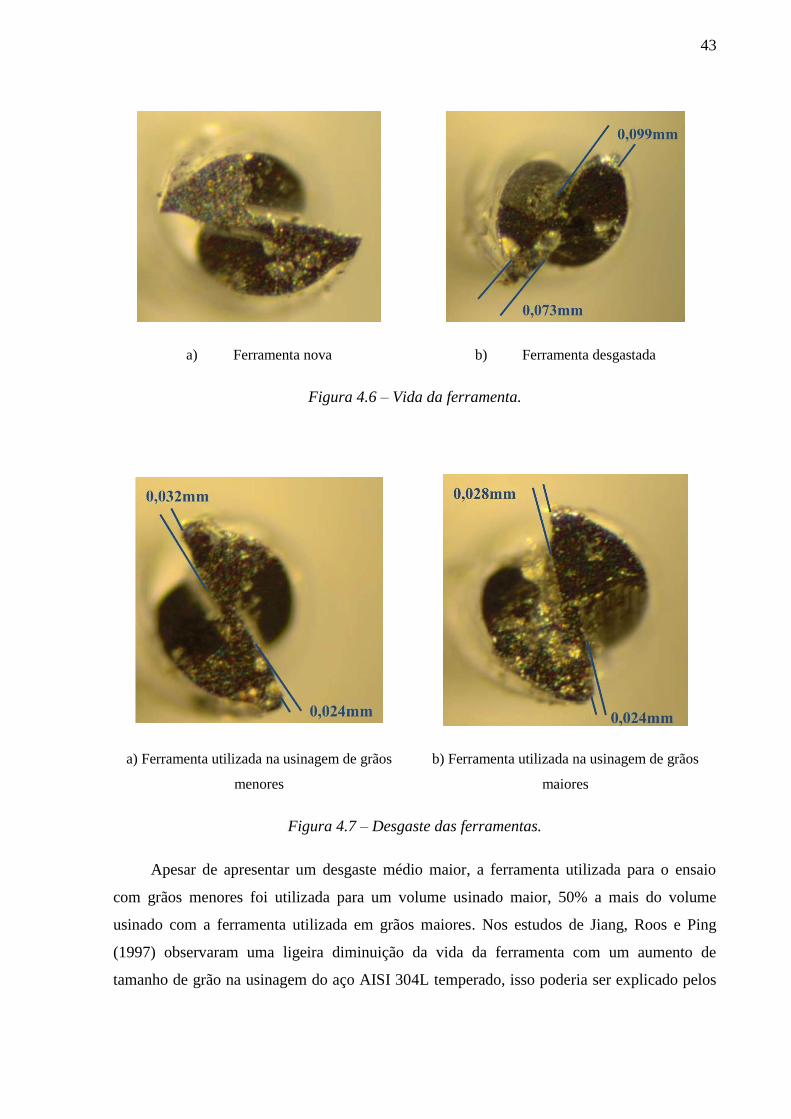
43
a) Ferramenta nova b) Ferramenta desgastada
Figura 4.6 – Vida da ferramenta.
a) Ferramenta utilizada na usinagem de grãos
menores
b) Ferramenta utilizada na usinagem de grãos
maiores
Figura 4.7 – Desgaste das ferramentas.
Apesar de apresentar um desgaste médio maior, a ferramenta utilizada para o ensaio
com grãos menores foi utilizada para um volume usinado maior, 50% a mais do volume
usinado com a ferramenta utilizada em grãos maiores. Nos estudos de Jiang, Roos e Ping
(1997) observaram uma ligeira diminuição da vida da ferramenta com um aumento de
tamanho de grão na usinagem do aço AISI 304L temperado, isso poderia ser explicado pelos
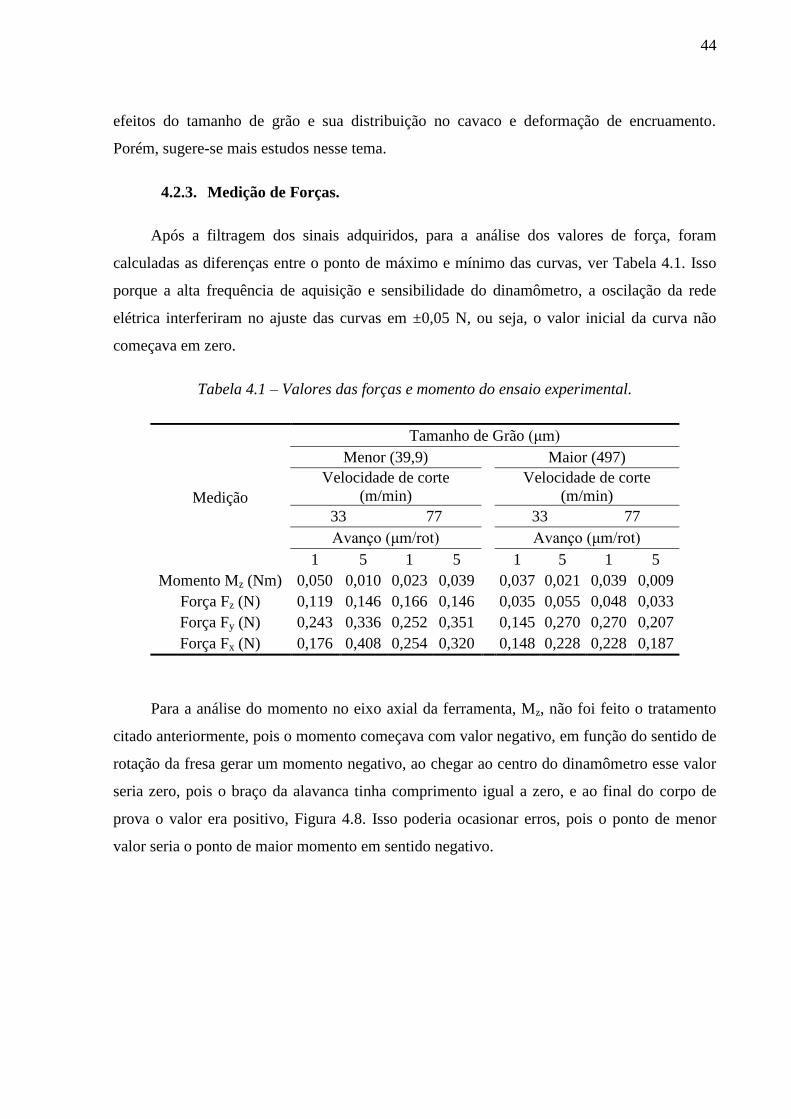
44
efeitos do tamanho de grão e sua distribuição no cavaco e deformação de encruamento.
Porém, sugere-se mais estudos nesse tema.
4.2.3. Medição de Forças.
Após a filtragem dos sinais adquiridos, para a análise dos valores de força, foram
calculadas as diferenças entre o ponto de máximo e mínimo das curvas, ver Tabela 4.1. Isso
porque a alta frequência de aquisição e sensibilidade do dinamômetro, a oscilação da rede
elétrica interferiram no ajuste das curvas em ±0,05 N, ou seja, o valor inicial da curva não
começava em zero.
Tabela 4.1 – Valores das forças e momento do ensaio experimental.
Medição
Tamanho de Grão (μm)
Menor (39,9)
Maior (497)
Velocidade de corte
(m/min)
Velocidade de corte
(m/min)
33 77 33 77
Avanço (μm/rot) Avanço (μm/rot)
1 5 1 5 1 5 1 5
Momento Mz (Nm) 0,050 0,010 0,023 0,039 0,037 0,021 0,039 0,009
Força Fz (N) 0,119 0,146 0,166 0,146 0,035 0,055 0,048 0,033
Força Fy (N) 0,243 0,336 0,252 0,351 0,145 0,270 0,270 0,207
Força Fx (N) 0,176 0,408 0,254 0,320 0,148 0,228 0,228 0,187
Para a análise do momento no eixo axial da ferramenta, Mz, não foi feito o tratamento
citado anteriormente, pois o momento começava com valor negativo, em função do sentido de
rotação da fresa gerar um momento negativo, ao chegar ao centro do dinamômetro esse valor
seria zero, pois o braço da alavanca tinha comprimento igual a zero, e ao final do corpo de
prova o valor era positivo, Figura 4.8. Isso poderia ocasionar erros, pois o ponto de menor
valor seria o ponto de maior momento em sentido negativo.
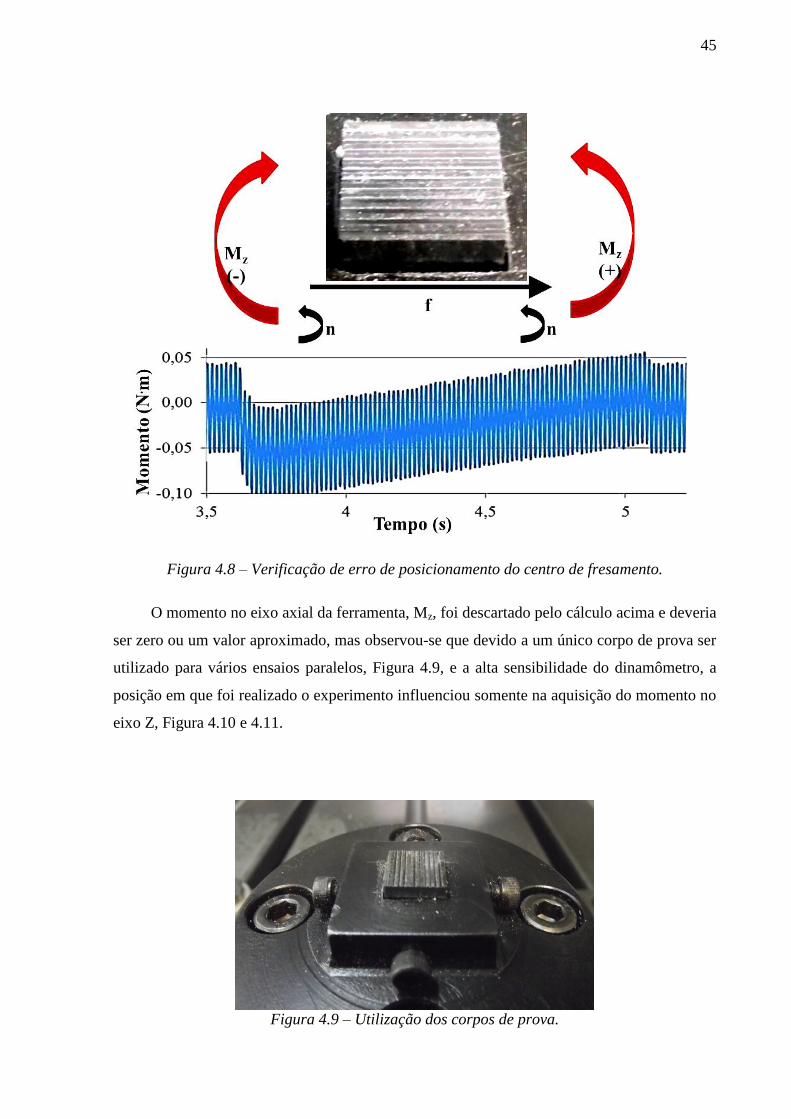
45
Figura 4.8 – Verificação de erro de posicionamento do centro de fresamento.
O momento no eixo axial da ferramenta, Mz, foi descartado pelo cálculo acima e deveria
ser zero ou um valor aproximado, mas observou-se que devido a um único corpo de prova ser
utilizado para vários ensaios paralelos, Figura 4.9, e a alta sensibilidade do dinamômetro, a
posição em que foi realizado o experimento influenciou somente na aquisição do momento no
eixo Z, Figura 4.10 e 4.11.
Figura 4.9 – Utilização dos corpos de prova.
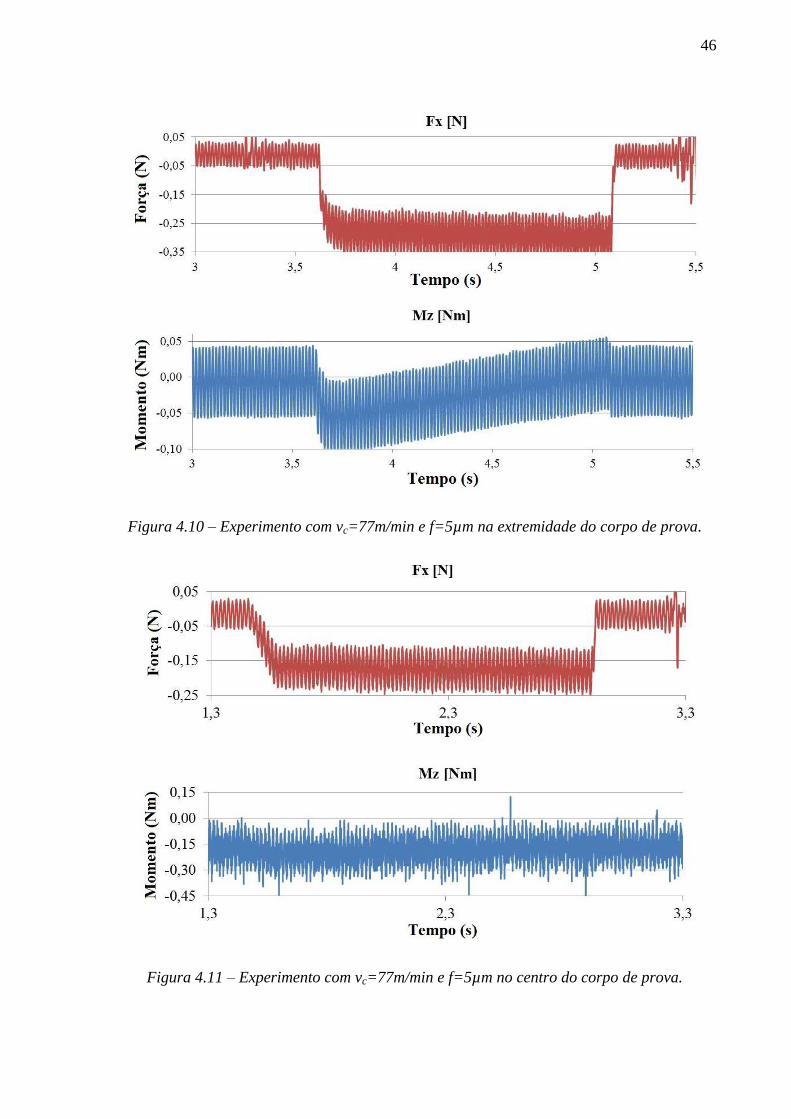
46
Figura 4.10 – Experimento com vc=77m/min e f=5µm na extremidade do corpo de prova.
Figura 4.11 – Experimento com vc=77m/min e f=5µm no centro do corpo de prova.
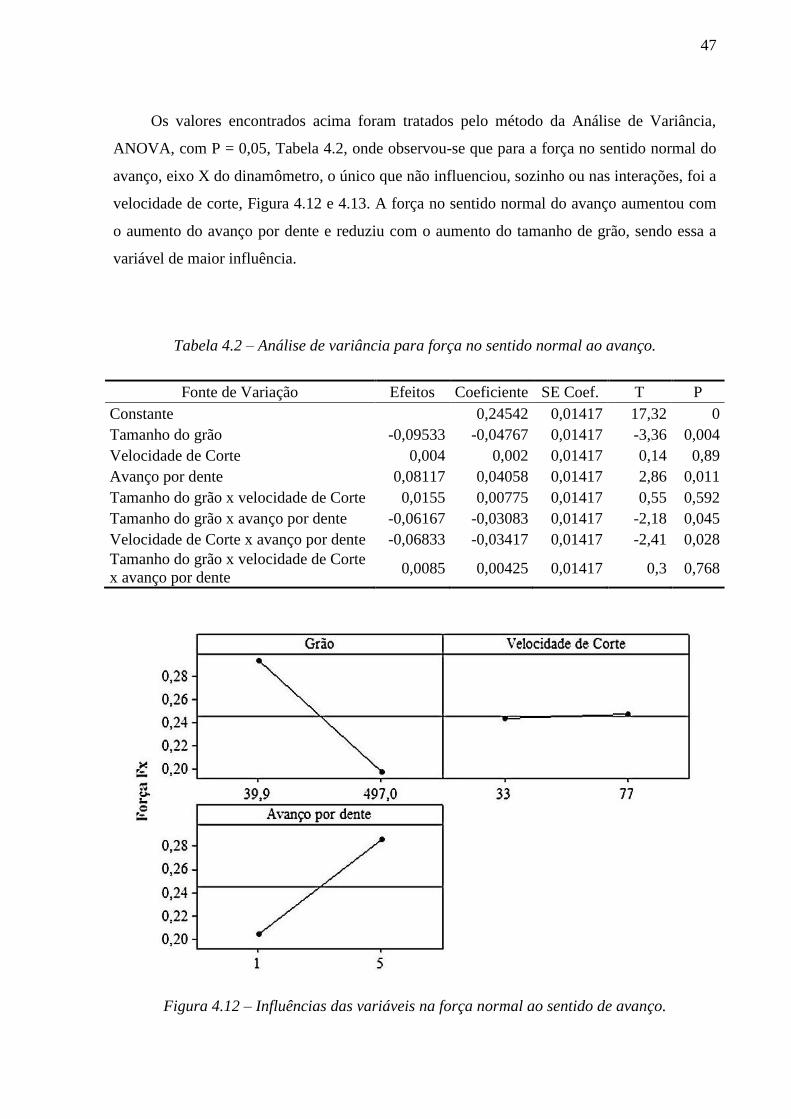
47
Os valores encontrados acima foram tratados pelo método da Análise de Variância,
ANOVA, com P = 0,05, Tabela 4.2, onde observou-se que para a força no sentido normal do
avanço, eixo X do dinamômetro, o único que não influenciou, sozinho ou nas interações, foi a
velocidade de corte, Figura 4.12 e 4.13. A força no sentido normal do avanço aumentou com
o aumento do avanço por dente e reduziu com o aumento do tamanho de grão, sendo essa a
variável de maior influência.
Tabela 4.2 – Análise de variância para força no sentido normal ao avanço.
Fonte de Variação Efeitos Coeficiente SE Coef. T P
Constante
0,24542 0,01417 17,32 0
Tamanho do grão -0,09533 -0,04767 0,01417 -3,36 0,004
Velocidade de Corte 0,004 0,002 0,01417 0,14 0,89
Avanço por dente 0,08117 0,04058 0,01417 2,86 0,011
Tamanho do grão x velocidade de Corte 0,0155 0,00775 0,01417 0,55 0,592
Tamanho do grão x avanço por dente -0,06167 -0,03083 0,01417 -2,18 0,045
Velocidade de Corte x avanço por dente -0,06833 -0,03417 0,01417 -2,41 0,028
Tamanho do grão x velocidade de Corte
x avanço por dente 0,0085 0,00425 0,01417 0,3 0,768
Figura 4.12 – Influências das variáveis na força normal ao sentido de avanço.
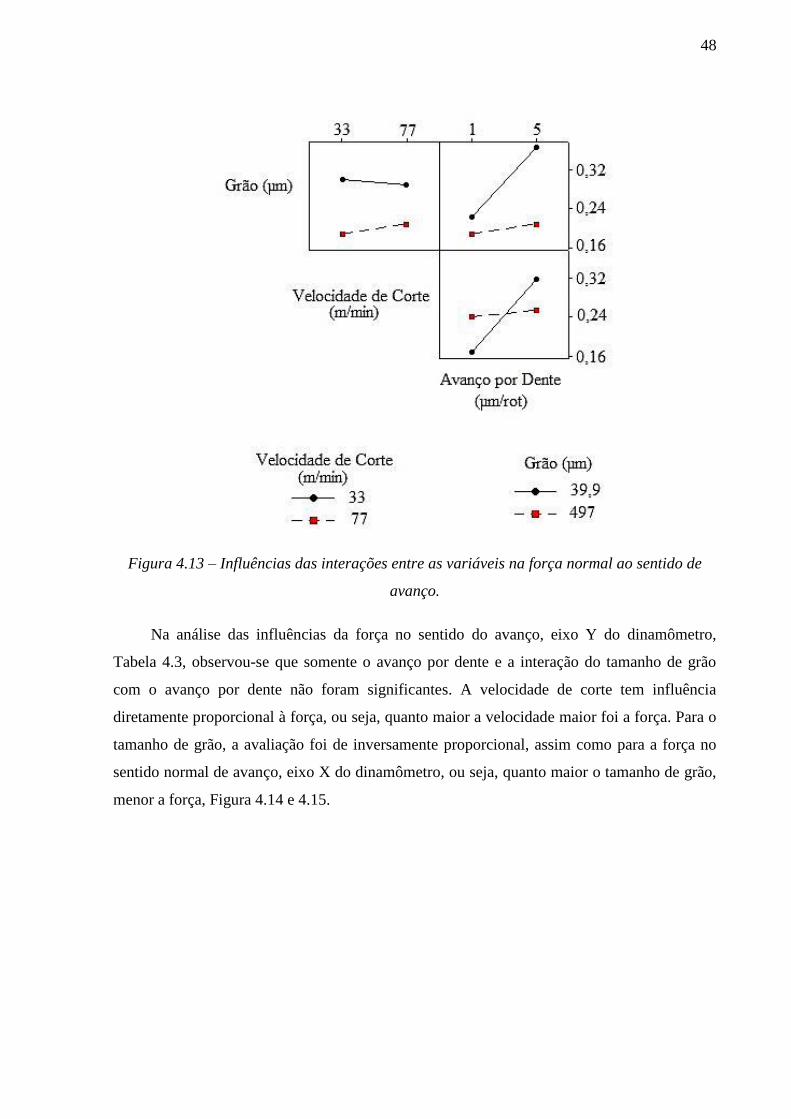
48
Figura 4.13 – Influências das interações entre as variáveis na força normal ao sentido de
avanço.
Na análise das influências da força no sentido do avanço, eixo Y do dinamômetro,
Tabela 4.3, observou-se que somente o avanço por dente e a interação do tamanho de grão
com o avanço por dente não foram significantes. A velocidade de corte tem influência
diretamente proporcional à força, ou seja, quanto maior a velocidade maior foi a força. Para o
tamanho de grão, a avaliação foi de inversamente proporcional, assim como para a força no
sentido normal de avanço, eixo X do dinamômetro, ou seja, quanto maior o tamanho de grão,
menor a força, Figura 4.14 e 4.15.
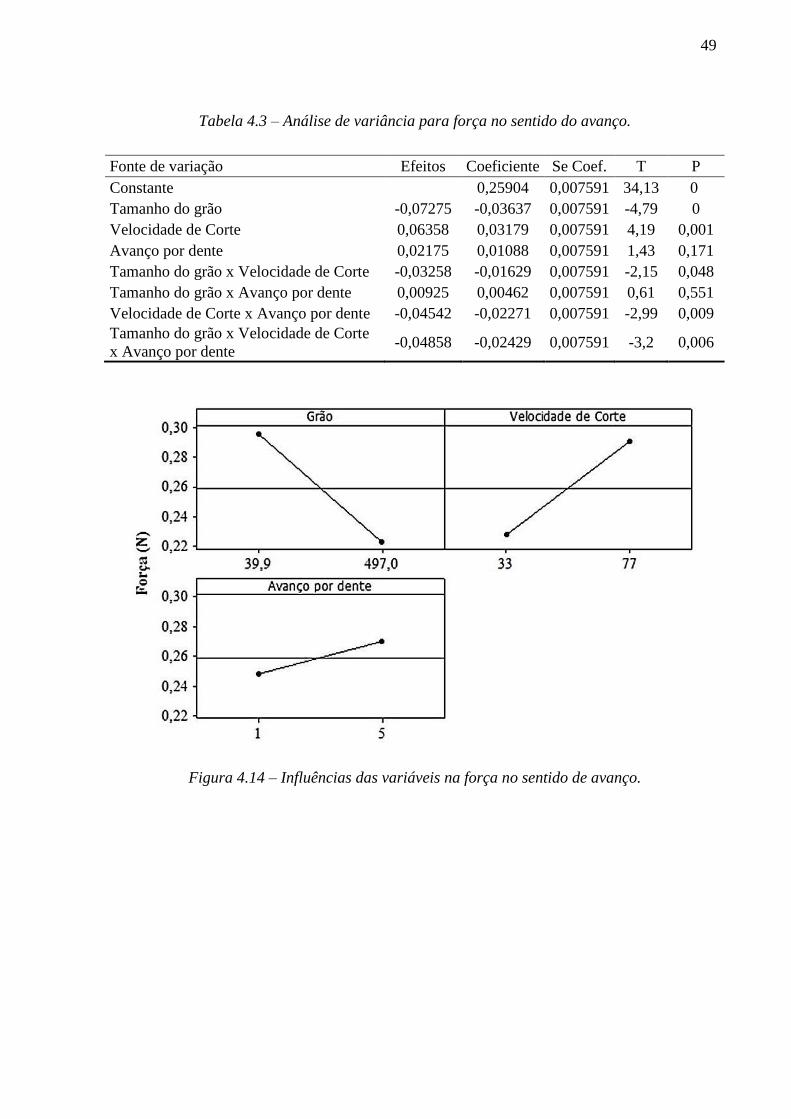
49
Tabela 4.3 – Análise de variância para força no sentido do avanço.
Fonte de variação Efeitos Coeficiente Se Coef. T P
Constante
0,25904 0,007591 34,13 0
Tamanho do grão -0,07275 -0,03637 0,007591 -4,79 0
Velocidade de Corte 0,06358 0,03179 0,007591 4,19 0,001
Avanço por dente 0,02175 0,01088 0,007591 1,43 0,171
Tamanho do grão x Velocidade de Corte -0,03258 -0,01629 0,007591 -2,15 0,048
Tamanho do grão x Avanço por dente 0,00925 0,00462 0,007591 0,61 0,551
Velocidade de Corte x Avanço por dente -0,04542 -0,02271 0,007591 -2,99 0,009
Tamanho do grão x Velocidade de Corte
x Avanço por dente -0,04858 -0,02429 0,007591 -3,2 0,006
Figura 4.14 – Influências das variáveis na força no sentido de avanço.
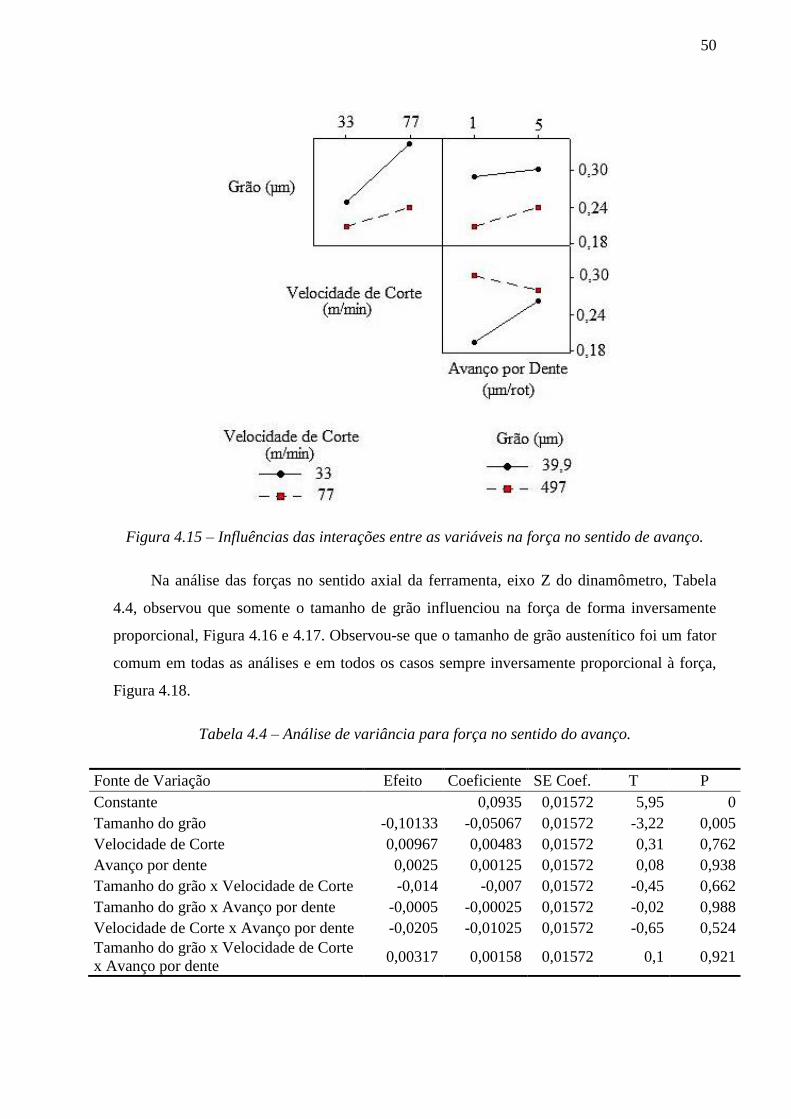
50
Figura 4.15 – Influências das interações entre as variáveis na força no sentido de avanço.
Na análise das forças no sentido axial da ferramenta, eixo Z do dinamômetro, Tabela
4.4, observou que somente o tamanho de grão influenciou na força de forma inversamente
proporcional, Figura 4.16 e 4.17. Observou-se que o tamanho de grão austenítico foi um fator
comum em todas as análises e em todos os casos sempre inversamente proporcional à força,
Figura 4.18.
Tabela 4.4 – Análise de variância para força no sentido do avanço.
Fonte de Variação Efeito Coeficiente SE Coef. T P
Constante 0,0935 0,01572 5,95 0
Tamanho do grão -0,10133 -0,05067 0,01572 -3,22 0,005
Velocidade de Corte 0,00967 0,00483 0,01572 0,31 0,762
Avanço por dente 0,0025 0,00125 0,01572 0,08 0,938
Tamanho do grão x Velocidade de Corte -0,014 -0,007 0,01572 -0,45 0,662
Tamanho do grão x Avanço por dente -0,0005 -0,00025 0,01572 -0,02 0,988
Velocidade de Corte x Avanço por dente -0,0205 -0,01025 0,01572 -0,65 0,524
Tamanho do grão x Velocidade de Corte
x Avanço por dente 0,00317 0,00158 0,01572 0,1 0,921
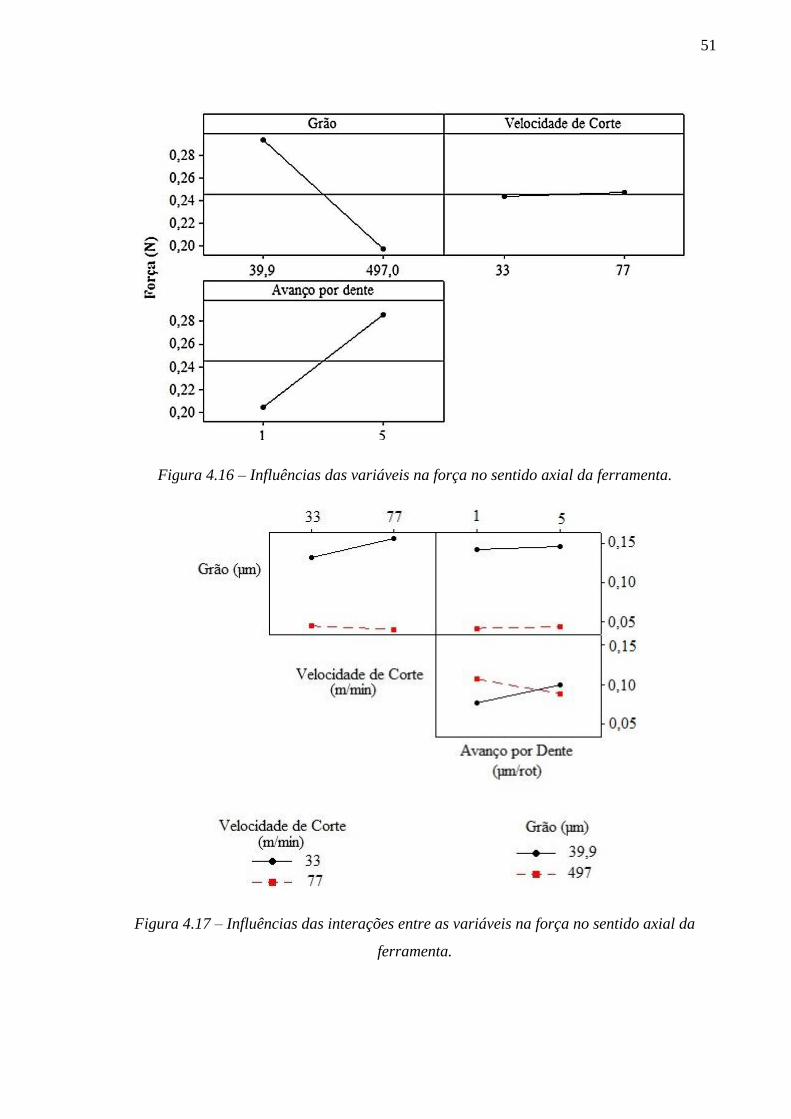
51
Figura 4.16 – Influências das variáveis na força no sentido axial da ferramenta.
Figura 4.17 – Influências das interações entre as variáveis na força no sentido axial da
ferramenta.
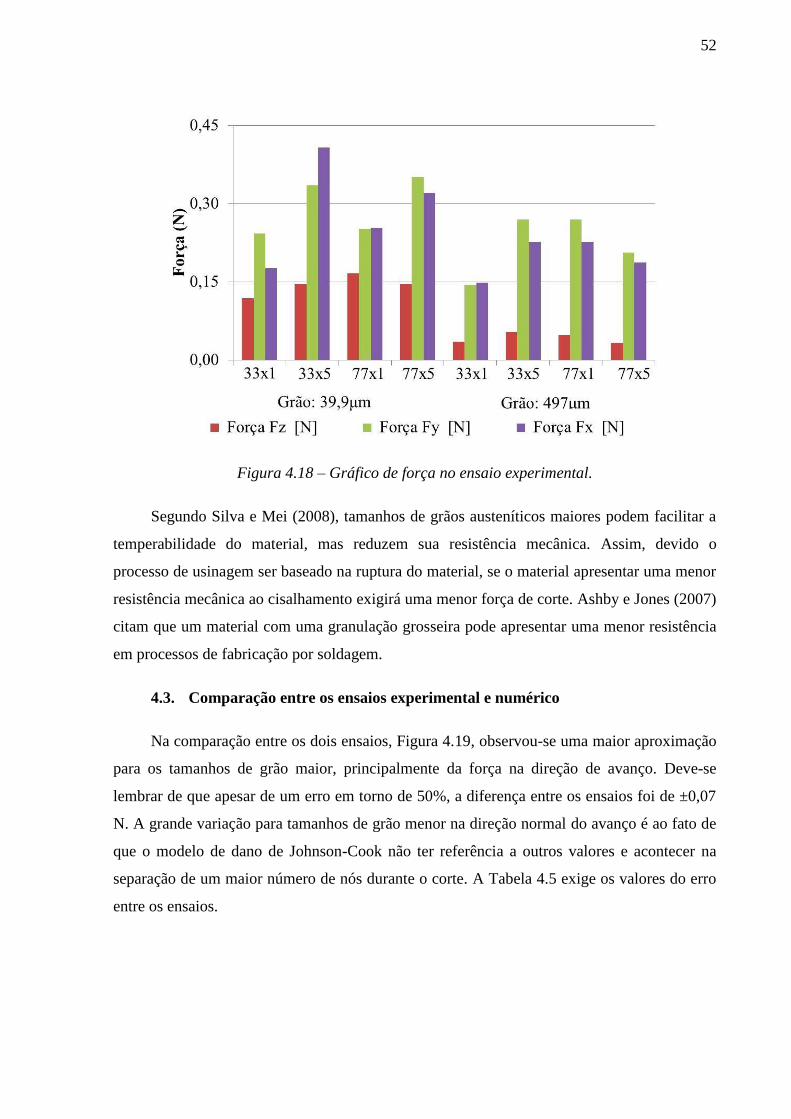
52
Figura 4.18 – Gráfico de força no ensaio experimental.
Segundo Silva e Mei (2008), tamanhos de grãos austeníticos maiores podem facilitar a
temperabilidade do material, mas reduzem sua resistência mecânica. Assim, devido o
processo de usinagem ser baseado na ruptura do material, se o material apresentar uma menor
resistência mecânica ao cisalhamento exigirá uma menor força de corte. Ashby e Jones (2007)
citam que um material com uma granulação grosseira pode apresentar uma menor resistência
em processos de fabricação por soldagem.
4.3. Comparação entre os ensaios experimental e numérico
Na comparação entre os dois ensaios, Figura 4.19, observou-se uma maior aproximação
para os tamanhos de grão maior, principalmente da força na direção de avanço. Deve-se
lembrar de que apesar de um erro em torno de 50%, a diferença entre os ensaios foi de ±0,07
N. A grande variação para tamanhos de grão menor na direção normal do avanço é ao fato de
que o modelo de dano de Johnson-Cook não ter referência a outros valores e acontecer na
separação de um maior número de nós durante o corte. A Tabela 4.5 exige os valores do erro
entre os ensaios.
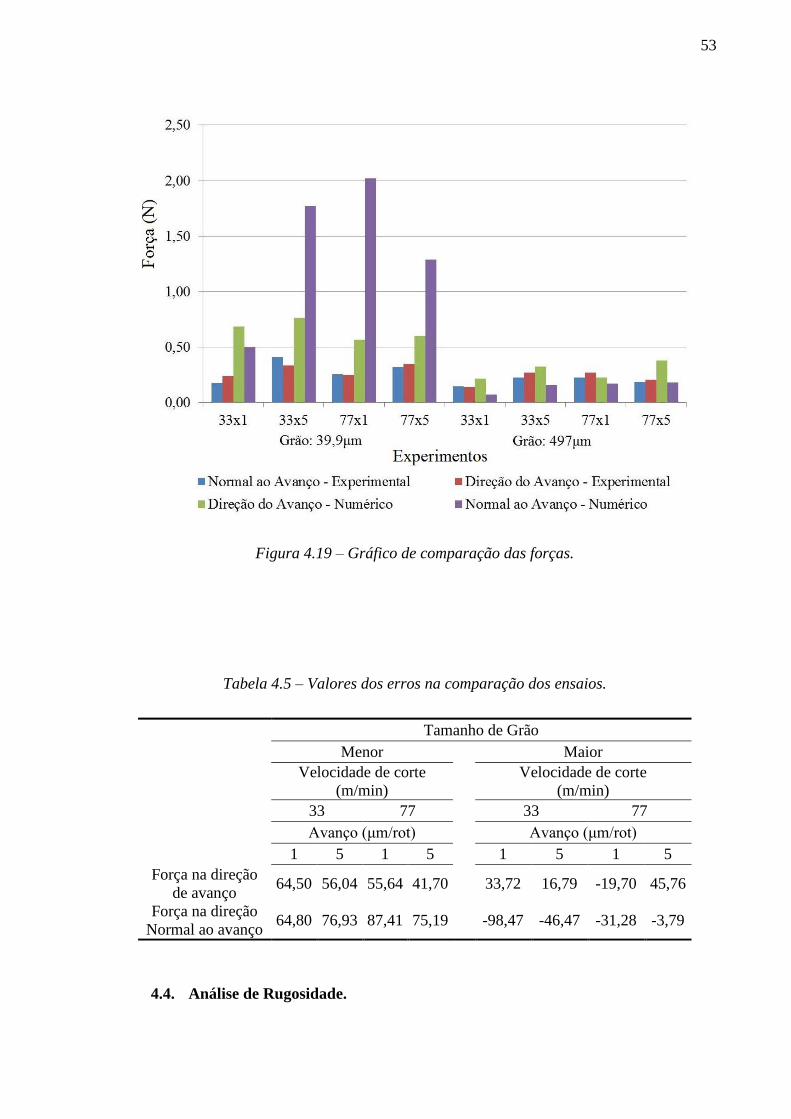
53
Figura 4.19 – Gráfico de comparação das forças.
Tabela 4.5 – Valores dos erros na comparação dos ensaios.
Tamanho de Grão
Menor
Maior
Velocidade de corte
(m/min)
Velocidade de corte
(m/min)
33 77 33 77
Avanço (μm/rot) Avanço (μm/rot)
1 5 1 5 1 5 1 5
Força na direção
de avanço 64,50 56,04 55,64 41,70 33,72 16,79 -19,70 45,76
Força na direção
Normal ao avanço 64,80 76,93 87,41 75,19 -98,47 -46,47 -31,28 -3,79
4.4. Análise de Rugosidade.
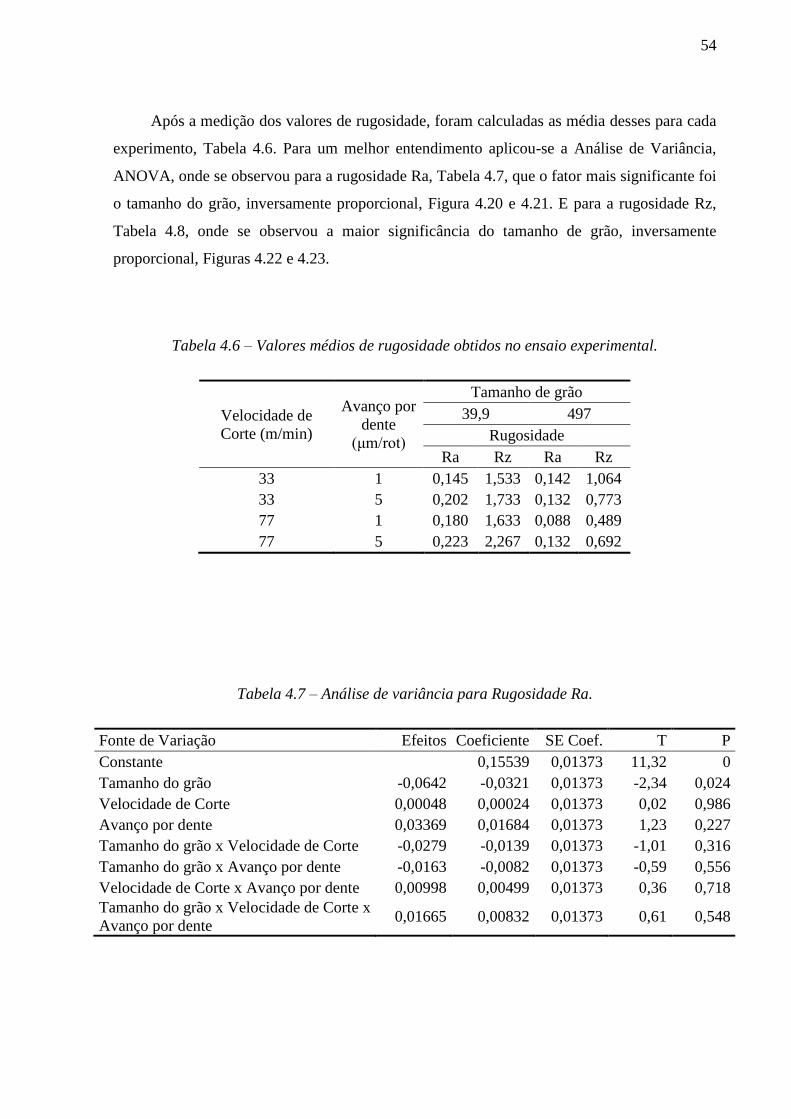
54
Após a medição dos valores de rugosidade, foram calculadas as média desses para cada
experimento, Tabela 4.6. Para um melhor entendimento aplicou-se a Análise de Variância,
ANOVA, onde se observou para a rugosidade Ra, Tabela 4.7, que o fator mais significante foi
o tamanho do grão, inversamente proporcional, Figura 4.20 e 4.21. E para a rugosidade Rz,
Tabela 4.8, onde se observou a maior significância do tamanho de grão, inversamente
proporcional, Figuras 4.22 e 4.23.
Tabela 4.6 – Valores médios de rugosidade obtidos no ensaio experimental.
Velocidade de
Corte (m/min)
Avanço por
dente
(μm/rot)
Tamanho de grão
39,9 497
Rugosidade
Ra Rz Ra Rz
33 1 0,145 1,533 0,142 1,064
33 5 0,202 1,733 0,132 0,773
77 1 0,180 1,633 0,088 0,489
77 5 0,223 2,267 0,132 0,692
Tabela 4.7 – Análise de variância para Rugosidade Ra.
Fonte de Variação Efeitos Coeficiente SE Coef. T P
Constante 0,15539 0,01373 11,32 0
Tamanho do grão -0,0642 -0,0321 0,01373 -2,34 0,024
Velocidade de Corte 0,00048 0,00024 0,01373 0,02 0,986
Avanço por dente 0,03369 0,01684 0,01373 1,23 0,227
Tamanho do grão x Velocidade de Corte -0,0279 -0,0139 0,01373 -1,01 0,316
Tamanho do grão x Avanço por dente -0,0163 -0,0082 0,01373 -0,59 0,556
Velocidade de Corte x Avanço por dente 0,00998 0,00499 0,01373 0,36 0,718
Tamanho do grão x Velocidade de Corte x
Avanço por dente 0,01665 0,00832 0,01373 0,61 0,548
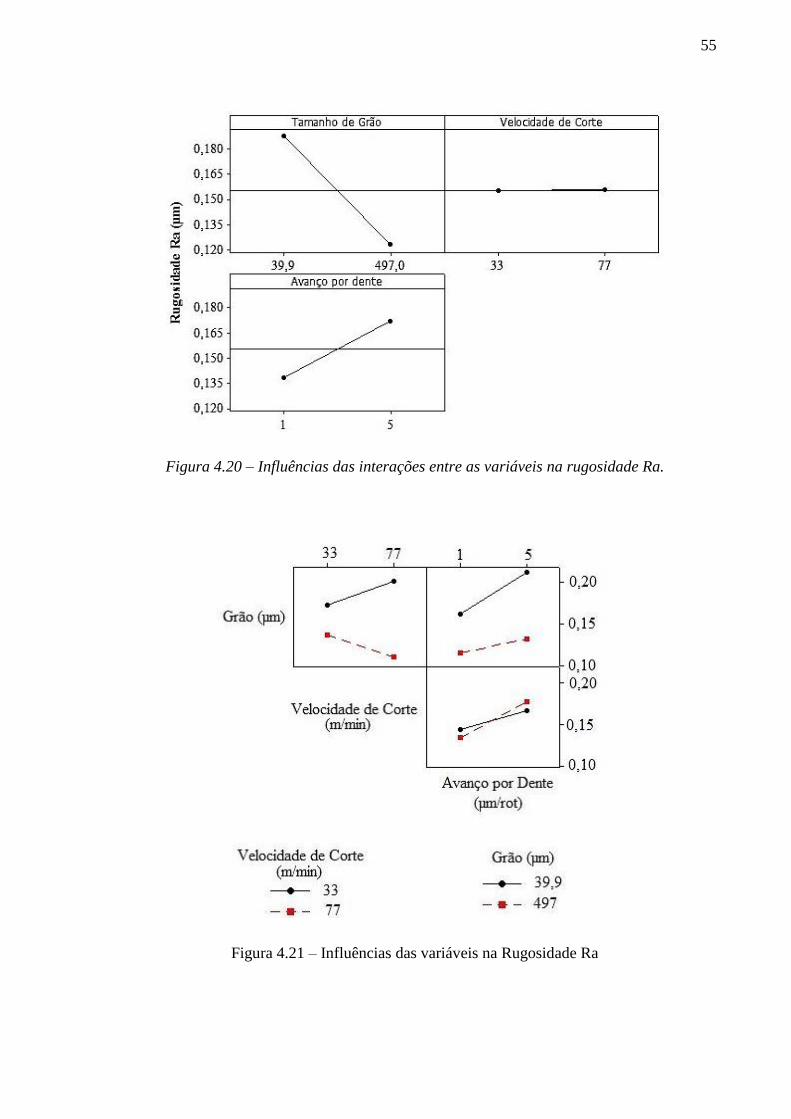
55
Figura 4.20 – Influências das interações entre as variáveis na rugosidade Ra.
Figura 4.21 – Influências das variáveis na Rugosidade Ra
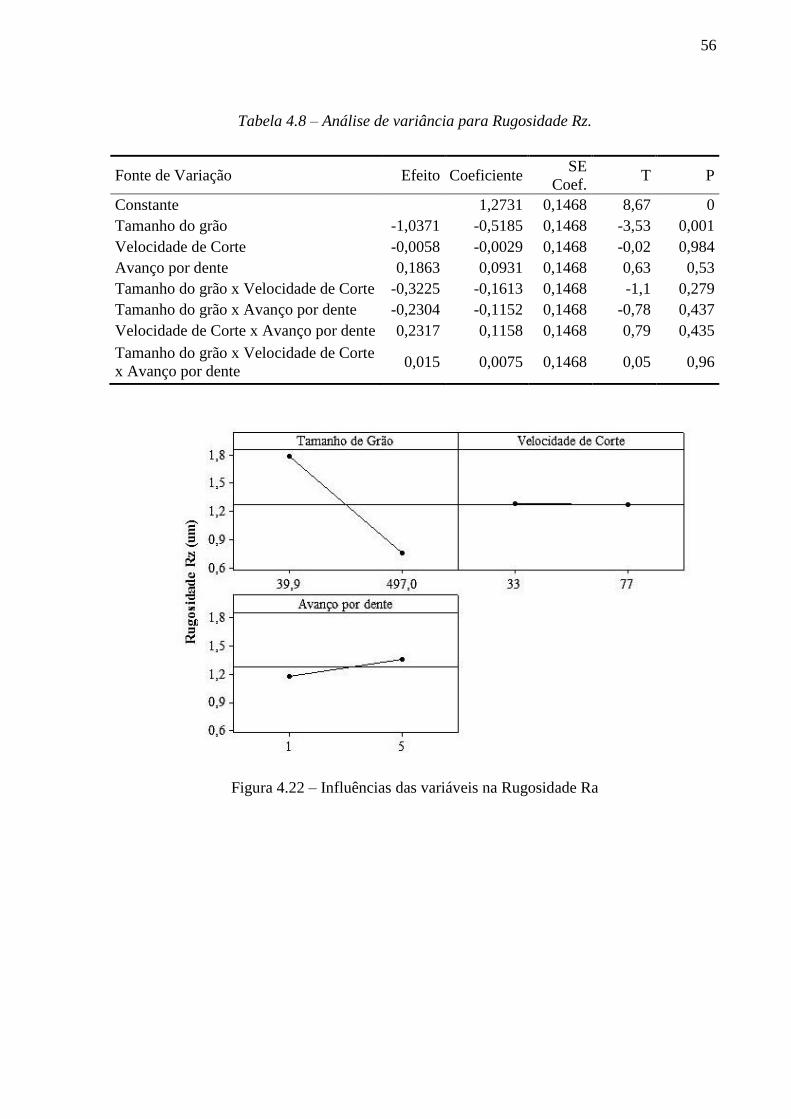
56
Tabela 4.8 – Análise de variância para Rugosidade Rz.
Fonte de Variação Efeito Coeficiente SE
Coef. T P
Constante 1,2731 0,1468 8,67 0
Tamanho do grão -1,0371 -0,5185 0,1468 -3,53 0,001
Velocidade de Corte -0,0058 -0,0029 0,1468 -0,02 0,984
Avanço por dente 0,1863 0,0931 0,1468 0,63 0,53
Tamanho do grão x Velocidade de Corte -0,3225 -0,1613 0,1468 -1,1 0,279
Tamanho do grão x Avanço por dente -0,2304 -0,1152 0,1468 -0,78 0,437
Velocidade de Corte x Avanço por dente 0,2317 0,1158 0,1468 0,79 0,435
Tamanho do grão x Velocidade de Corte
x Avanço por dente 0,015 0,0075 0,1468 0,05 0,96
Figura 4.22 – Influências das variáveis na Rugosidade Ra
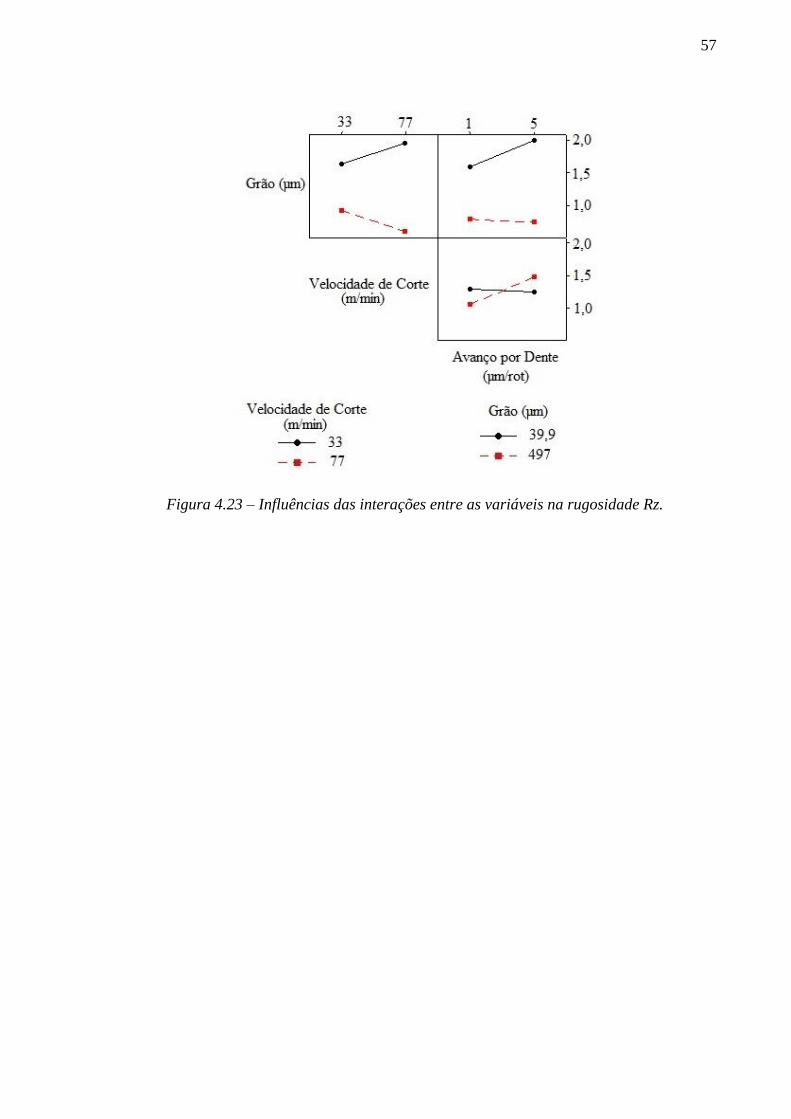
57
Figura 4.23 – Influências das interações entre as variáveis na rugosidade Rz.
58
5. CONCLUSÃO
Através dos resultados obtidos nos ensaios numérico e experimental para o
microfresamento em aço AISI H13 com diferentes tamanhos de grãos austeníticos, pode se
concluir:
As constantes de Johnson-Cook são influenciadas pela variação do tamanho do grão
austenítico, sendo maiores para tamanhos de grãos menores, pois o aumento do tamanho de
grão influencia na resistência mecânica do aço.
Com o aumento do tamanho de grãos austeníticos, ou seja, o aço AISI H13 com maior
tamanho de grão, apresenta forças menores para o corte na direção de avanço, normal ao
avanço e axial a ferramenta.
O aço AISI H13 com tamanho de grão austenítico maior provocou um desgaste de
flanco maior na ferramenta.
Grãos austeníticos maiores apresentaram uma redução nos valores das rugosidades Ra e
Rz. Com o aumento do avanço por dente, houve também um aumento na rugosidade Ra e Rz.
Considerando o centro de usinagem vertical projetado para processos de usinagem
convencional adaptada, apesar da variação de forças quando utilizado com deslocamento
longitudinal e latitudinal, pode apresentar boas condições para o microfresamento.
59
6. SUGESTÃO PARA TRABALHOS FUTUROS.
De acordo com os resultados obtidos nos testes de microfresamento do aço AISI H13
endurecido algumas lacunas encontradas no processo ainda precisam ser estudadas para o
completo entendimento do processo. Assim, para trabalhos futuros os seguintes estudos são
sugeridos:
Comparação do acabamento, força e tolerância dimensional entre uma máquina de
usinagem convencional adaptada ao processo de microusinagem e um equipamento
desenvolvido para o processo de microusinagem.
Um estudo das variações de forças do processo de microusinagem comparando-se os
avanços nas direções longitudinais e latitudinais de um centro de usinagem
convencional.
Análise das tensões residuais geradas no processo de micro usinagem de aços com
diferentes tamanhos de grãos.
60
7. REFERÊNCIAS BIBLIOGRÁFICAS
AFAZOV, S.M.; RATCHEV, S.M.; SEGAL, J. Modelling and simulation of micro-milling
cutting forces. In: Journal of Materials Processing Technology, p. 2154–2162. 2010
ARAMCHAROEN, A.; MATIVENGA, P. T. Size effect and tool geometry in micromilling
of tool steel. Precision Engineering. P 402 - 407, 2009
ASHBY, M. F.; JONES, D. R. H. Engenharia de Materiais. V. 2. São Paulo, Elsevier, 2007.
ASTAKHOV, V. P.; OUTEIRO, J. C. Metal Cutting Mechanics Finite Element Modelling.
In DAVIM, J. P. Machining – Fundamentals and Recent Advances. 1ed, Londres,
Springer, 2008. Cap1, p.13 – 25.
AURICH, J.C. et al. Burrs-Analysis, control and removal. In: CIRP Annals - Manufacturing
Technology. v. 58, pg 519–542. 2009.
AURICH, J.C.; BIL, H. 3D Finite Element Modelling of Segmented Chip Formation. In:
Annals do CIRP - Manufacturing Technology, v.55. p. 47-50. 2006.
BALDO, D.; et al. Estudo do Tratamento Térmico em Aços Ferramenta para
Moldes/Matrizes de Microcomponentes. In: Congresso Regional de Estudantes de
Engenharia Mecânica, 2010, Viçosa. CREEM. Rio de Janeiro: ABCM, 2010.
BIERMANN, D.; KAHNIS, P. Analysis and simulation of size effects in micromilling.
Prod. Eng. Res. Devel. v.4, p. 25–34.2010.
BISSACCO, G.; HANSEN,H.N.; DE CHIFFRE, L. Micromilling of hardened tool steel for
mould making applications. In: Journal of Materials Processing Technology. v.167 p. 201–
207. 2005.
CALLISTER JUNIOR, W. D. Materials Science and Engineering: An Introduction. 7ed.
John Wiley & Sons. 739 pág. 2007
CENTRO DE INFORMAÇÃO METAL MECÂNICA - CIMM. Material Didático -
Fresamento. Disponível em: <http://www.cimm.com.br>. Acesso em 01 de novembro de
2009.
61
CERVEIRA, R. L. L. P.; SILVA, F. R. D. A.; BATALHA, G. F. Simulação de processos de
microfabricação: Influencia do efeito de escala. In: I Workshop de Engenharia de Produção
– EPUSP. 2004
CHERN, G. L. Study on mechanisms of burr formation and edge breakout near the exit
of orthogonal cutting. Journal of Materials Processing Technology, v.176. p.152–157. 2006.
CHIAVERINI, V. Tecnologia Mecânica – Processos de Fabricação e Tratamento. v.3, 2ed,
McGraw-Hill, 388pag. 1986.
CHILDS, T.; et al. Metal Machining - Theory and Applications. New York, USA: Arnold
Publishers, 2000. 408 p.
COELHO, R. T.; ARAI, R. Processos de Usinagem para Micro-Componentes. Revista do
Anuário das Indústrias - edição Usinagem 2006, Brasil, p. 32 - 38, 01 out. 2006.
COUTO, J. M.; et al. Desemprego Tecnológico: Ricardo, Marx e o Caso da Indústria de
Transformação Brasileira. Economia e Sociedade. v.20, n.2, p.299-327. Campinas,
ago.2011
CUSTÓDIO, P. M.; SELADA, A. A Maquinagem de Alta Velocidade na Indústria de
Moldes. Centimfe – Centro Tecnológico da Indústria de Moldes, Ferramentas Especiais e
plásticos.
DAVIM, J. P.; CORREIA, A. E. Maquinagem a Alta Velocidade – Fresagem / CNC.
Publindústria, 182 pág, 2006.
DORNFELD, D., MIN, S., TAKEUCHI, Y. Recent Advances in Mechanical Micro
Machining. In: Annals of the CIRP, v.55, 745-768. 2006.
FERRARESI, D. Fundamentos da Usinagem dos Metais. 1 ed. São Paulo. Edgard Blücher,
751 pág. 1970.
FERRAZ, M. O que a microusinagem pode fazer por seu produto. Noticiário de
Equipamentos Industriais – NEI. Março, 2008.
FERREIRA, L. O. S.; FERNANDES, J. C. B. Microdispositivos na Atualidade. ABCM.
v.9, n. 1, Janeiro – Março 2003.
62
FILIZ, S. et al. An Experimental Investigation of Micro-machinability of Copper 101
Using Tungsten Carbide Micro-end Mills. In: International Journal of Machine Tools &
Manufacture. N. 47, 1088–1100. 2007.
FILIZ, S. et al. Micromilling of microbarbs for medical implants. International Journal of
Machine Tools & Manufacture. v.48, p.459–472. 2008.
INTERNATIONAL STANDARD ISO 13715. Technical drawings – Edges of undefined
shape – Vocabulary and indications. 2ed. 2000.
JIANG, L.; ROOS, Ȧ .; PING, L. The influence of austenite grain size and its distribution
on chip deformation and tool life during machining of AISI 304L. Metallurgical and
Materials Transactions A. v.28, novembro. p.2415-2422. 1997.
JUVINALL, R. C.; MARSHEK, K. M. Fundamentos do Projeto de Componentes de
Máquinas. 4ed. Rio de Janeiro. LTC. 2008. 500pag.
KAHNIS, P.; PETZOLDT, V.; e Peters C. Micro-Milling of Steel and NiTi SMA. 2005.
KISTLER. Disponível em: <http://www.kistler.com/>. Acesso em 20 de dezembro de 2009.
Kim, J.; Min, S.; Dornfeld, D. A. Optimization and control of drilling burr formation of
AISI 304L and AISI 4118 based on drilling burr control charts. In: International Journal
of Machine Tools & Manufacture. v. 41. p923–936. 2001.
KLOCKE, F.; QUITO, F.; SOUZA, A. A. As melhores Condições Para o Fresamento de
Superligas Monocristalinas de Níquel. Revista Máquinas e Metais nº521, 92-107. Junho
2009.
KLOKE, J.; BODENHAUSEN, J.; KORDT, M. Processos de Microusinagem. Revista
Máquinas e Metais, São Paulo, Março, 2006.
KUMAR, M.; DOTSON, K.; MELKOTE, S. N. An Experimental Technique to Detect
Tool–Workpiece Contact in Micromilling. Journal of Manufacturing Processes, v.12, p.99–
105. 2010.
LEE, K.; DORNFELD, D. A. Micro-burr formation and minimization through process
control. Precision Engineering, v.29, p.246–252, 2005.
63
MACHADO, A. R. ET AL. Teoria da Usinagem dos Materiais. 1ed. São Paulo. Edgard
Blücher. 2009. 371 pág.
MACKERLE, J. Finite element analysis and simulation of machining: an addendum A
bibliography (1996–2002). International Journal of Machine Tools & Manufacture. v.43.
p.103–114. 2003.
MARQUES, J. A.; et al. Estudo do Crescimento de Grãos em Aços Endurecidos para
Moldes. In: Congresso Regional de Estudantes de Engenharia Mecânica, 2010, Viçosa.
CREEM. Rio de Janeiro: ABCM, 2010.
MARSON, D. Filão de moldes aberto para exportação. Revista Máquinas e Metais, São
Paulo, Setembro, 2009.
MASUZAWA, T. State of the Art of Micromachining. In CIRP Annals - Manufacturing
Technology, v. 50, 473-488. 2000.
MESQUITA, R. A. ET AL. Aços Ferramentas para Trabalho a Quente com Baixo Teor
de Silício: Caracterização e Aplicação. Tecnologia em Metalurgia e Materiais, São Paulo, v.
4, n.4, p. 7-15, abril - junho, 2008.
MESQUITA, R. A.; LEIVA, D. R.; BARBOSA, C. A. Efeito das Condições de Tratamento
Térmico na Microestrutura e Propriedades Mecânicas de Aços Ferramenta. Site:
http://www.villaresmetals.com.br/ portuguese /files /Falhas _ Trat_Termico.pdf Acessado em
Março de 2010.
MITUTOYO, Departamento de Treinamento. Rugosidade. V.1. 2009. 43pag
MODAL Indústria Mecânica Ltda. Disponível em: <
http://www.modal.ind.br/index.asp?secao=11&categoria=42 >. Acesso em 10 de julho de
2010.
NG, C.K. ET AL. Experimental study of micro-and nano-scale cutting of aluminum
7075-T6. International Journal Machining Tools and Manufacture. v.46, p.929–936. 2006.
NG, E.; ASPINWALL, D. K. Modelling of hard part machining. Journal of Materials
Processing Technology. v.127. p.222–229. 2002
64
ÖZEL, T.; ALTAN, T. Process simulation using finite element method- prediction of
cutting forces, tool stresses and temperatures in high-speed flat end milling process.
International Journal of Machine Tools and Manufacture, 40/5, 713-738. 2000.
ÖZEL, T.; LIU, X.; DHANORKER, A. Modelling and simulation of micro-milling
process. In: Proceedings of the 4th International Conference and Exhibition on Design and
Production of Machines and Dies/Molds. 2007.
PORTO, A. J. V. et al. Usinagem de Precisão. 1 ed. São Paulo: Rima, 2004.
RAHMAN, M. et al. Micro milling of pure copper. Journal of Materials Processing
Technology. Vol. 116, n.1, p. 39-43, Out. 2001.
RIBEIRO, J. L. S. Fresamento do aço VHSUPER nos estados recozido e temperado com
metal duro e cermet. 2007, 211 pag. Tese (Doutorado) – Programa de Pós-graduação em
Engenharia Mecânica, Universidade Federal de Minas Gerais, Belo Horizonte.
RILO, N. F.; LEAL, R. A. C. P. Ensino do Método dos Elementos Finitos em Mecânica
Estrutural Usando o Programa CALFEM.
SAUNDERS, L. K. L. A finite element model of exit burrs for drilling of metals. In:
Finite Elements in Analysis and Design. v. 40, p139–158. 2003.
SILVA, A. L. V. C.; MEI, P. R. Aços e Ligas Especiais. 2 ed. São Paulo: Edgard Blücher,
2008.
SIMONEAU, A. NG, E. ELBESTAWI, M. A. Grain Size and Orientation Effects When
Microcutting AISI 1045 Steel. Anais do CIRP. Vol. 56. 2007
SOBRINHO, A. S. C. Introdução ao Método dos Elementos Finitos. 1 ed. Rio de Janeiro:
Ciência Moderna, 2006.
SORIANO, H. L. Método de Elementos Finitos em Análise de Estruturas. Edusp, 608 pág.
SOUZA, A. F. Contribuições para o fresamento de geometrias complexas aplicando a
tecnologia da alta velocidade de corte. 2004, 171 pag. Tese (Doutorado) – Escola de
Engenharia de São Carlos, Universidade de São Paulo, São Carlos.
SCHULZ, H. High-Speed Machining. 4 ed. São Paulo: Erica, 2004.
65
SHAW, M.C. Metal Cutting Principles. 2nd
ed. , Oxford University Press, USA, 2004, 672 pg.
TAKÁCSA, M.; VERÖ, B.; MÉSZÁROS, I. Micromilling of metallic materials. Journal of
Materials Processing Technology. v138, p. 152–155, 2003.
TANIGUCHI, N. Current Status in and Future Trends of Ultraprecision Machining and
Ultrafine Materials Processing. CIRP Annals. Vol. 32, n. 2, p. 573-582, 1983.
UMBRELLO, D.; et al. Hardness-based flow stress for numerical simulation of hard
machining AISI H13 tool steel. Journal of Materials Processing Technology. v.199. p 64–73.
2008.
UMBRELLO, D.; SAOUBI, R. M.; OUTEIRO, J.C. The influence of Johnson–Cook
material constants on finite element simulation of machining of AISI 316L steel.
International Journal of Machine Tools & Manufacture. v.47. p.462–470. 2007.
WOON, K. S.; et al. Investigations of tool edge radius effect in micromachining: A FEM
simulation approach. In. Journal of Materials Processing Technology. v. 195, p.204 – 211.
2008.
XIAOLIANG, J.; ALTINTAS, Y. Prediction of micro-milling forces with finite element
method. Journal of Materials Processing Technology. In Press. (2011).
YAN, H.; HUA, J.; SHIVPURI, R. Flow stress of AISI H13 die steel in hard machining.
Materials and Design. v.28, p.272–277. 2007.