anÁlise da alteraÇÃo de leiaute em uma … · computacional promodel®, ... a sexta mostra a...
TRANSCRIPT

ANÁLISE DA ALTERAÇÃO DE LEIAUTE
EM UMA LINHA DE MANUFATURA DE
UM COMPONENTE AUTOMOTIVO
ATRAVÉS DA SIMULAÇÃO A EVENTOS
DISCRETOS
Aline Cristina Maciel (UNIFEI )
Jose Arnaldo Barra Montevechi (UNIFEI )
Tabata Fernandes Pereira (UNIFEI )
As empresas para garantir sua sobrevivência no mercado, executam
ações para ampliação de sua capacidade, qualidade e flexibilidade
com custos reduzidos. Este trabalho apresenta um estudo conduzido em
uma empresa de manufatura de um componennte automotivo,
comparando dois cenários de leiaute (atual e futuro) de uma linha de
produção enxuta, utilizando a simulação, para verificar se tal mudança
será eficiente. Esta aplicação será focada em um processo crítico da
referida linha, bem como na ampliação do posto de montagem final do
referido componente automotivo, isto se justifica devido a possibilidade
do aumento da capacidade da mesma para atender maiores demandas
do cliente. Vale salientar que para a realização da simulação
computacional será utilizado o software ProModel®. Com a
proposição dos cenários foi possível alcançar um aumento médio de
capacidade do processo crítico de 13,35% e um aumento médio de
25,77% na capacidade da montagem final. Por fim, o trabalho
concluiu que a mudança de leiaute, será mais eficaz que a atual, na
redução dos desperdícios, na ampliação da flexibilidade e capacidade
da linha de montagem, na diminuição da ociosidade da mão-de-obra e
na percepção dos chamados pontos de gargalo, sem que se faça
necessária a implantação do cenário proposto no ambiente de
produção. Vale ressaltar, que outros cenários poderão vir a ser
testados futuramente, auxiliando a gerência da empresa nas tomadas
de decisão.
Palavras-chaves: simulação a eventos discretos, produção enxuta,
leiaute
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
2
1. Introdução
A simulação a eventos discretos tem sido reconhecida como uma ferramenta útil em estudos
de processos e sistemas complexos na área de pesquisa operacional. Seu uso vem crescendo,
principalmente como auxílio à tomada de decisões (BANKS et al., 2005; SARGENT, 2011;
LAW, 2007). Em trabalhos de Amiri e Mohtashami (2012), Subramanya e Shobha (2012),
Garza-Reyes et al. (2010), Miranda et al. (2010), Marvel et al. (2008), Harrel e Gladwin
(2007) e Torres (2001), podem ser encontradas aplicações da simulação a eventos discretos na
área de manufatura.
No entanto, não foi encontrado para este artigo, trabalhos que abordem o uso de simulação na
análise de uma alteração de leiaute de uma linha de manufatura enxuta, aplicada somente a
dois processos críticos e aliado à ampliação da capacidade do processo de montagem do
produto final – neste caso, um componente automotivo. Bem como, a comparação entre o
modelo do cenário atual e o futuro, através de simulação, para avaliar a eficácia da nova
disposição dos equipamentos e operadores na linha e propor melhorias antes que o mesmo
seja implantado. Este assunto será o objeto de estudo deste trabalho.
Neste contexto, o objetivo do trabalho é efetuar a análise de uma alteração de leiaute em uma
linha de manufatura de um componente automotivo, por meio de simulação no programa
computacional ProModel®, comparando dois cenários (um atual e outro futuro) e verificar se
tal mudança seria eficiente.
Tais ações se justificam pelo fato de um leiaute mais eficaz implicaria na redução de
desperdícios de espera, transporte, movimento e processamento, na ampliação da flexibilidade
e capacidade da linha de montagem, na diminuição da ociosidade da mão-de-obra e na
percepção dos chamados pontos de gargalo, sem que se faça necessária a implantação do
cenário, proposto no ambiente de produção.
Para cumprir o objetivo, o presente trabalho está organizado em sete seções. A primeira já
apresentada contextualizou o tema proposto. A segunda apresenta a fundamentação teórica
sobre a simulação a eventos discretos e manufatura enxuta. A terceira traz o método de
pesquisa utilizado no desenvolvimento do trabalho. A quarta apresenta o objeto de estudo. A
quinta seção apresenta a aplicação do método. A sexta mostra a análise dos resultados
obtidos. Por fim, a sétima seção traz as conclusões gerais do trabalho.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
3
2. Fundamentação Teórica
2.1 Simulação a eventos discretos
A simulação a eventos discretos teve seu início na década de 1960, coincidindo com a
introdução dos computadores no mercado. Por ser uma técnica que demanda uma grande
quantidade de cálculos matemáticos, sua utilização sem um computador seria inviável
(BANKS et al., 2005).
Segundo Oliveira (2008) a simulação é a utilização, de um modelo que representa o processo
real ou sistema, geralmente em um computador, com o objetivo de análise do comportamento
deste sistema. É utilizada para testar alternativas de mudanças sem, contudo, alterar o sistema
real, como também para identificação de gargalos nos processos produtivos. Pode também ser
utilizada para simular novos sistemas, antes de sua implementação.
De acordo com Montevechi et al. (2007) “a simulação é a importação da realidade para um
ambiente controlado, onde seu comportamento pode ser estudado sob diversas condições, sem
riscos físicos e/ou altos custos envolvidos”.
Já Carson II (2002) enfatiza que qualquer modelo é uma representação de um sistema, bem
como o modelo do comportamento é na melhor das hipóteses, uma aproximação para o
comportamento do sistema real. Quando os modelos são utilizados para comparações, são
baseados em um modelo base de um sistema existente, para a concepção de um novo ou
mesmo modificado, ou apenas para mostrar o desempenho de um sistema. Em qualquer destes
casos é preciso verificar se o modelo tem precisão suficiente para que possa ser utilizado
como substituto do sistema real para fins de experimentação e análise.
Harrel et al. (1995), Banks e Norman (1995) listam algumas razões para se adotar a simulação
como ferramenta de auxílio a decisão:
Promover a solução criativa de problemas;
Identificar causas de problemas;
Prever resultados;
Considerar a variação de sistemas;
Promover soluções totais;
Ser eficiente do ponto de vista econômico;

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
4
Ser usada para verificar soluções analíticas geradas por outros métodos;
Ser mais simples que outras ferramentas.
No entanto, a simulação apresenta algumas desvantagens, apresentadas por Torres (2001):
A construção do modelo requer treinamento especial, demandando tempo e
experiência;
Os resultados da simulação podem ser difíceis de interpretar em função da
aleatoriedade;
A modelagem e análise de simulações podem levar relativamente mais tempo e
custarem mais que outra solução;
A simulação pode ser usada inapropriadamente, quando soluções de outra natureza
resolveriam o mesmo problema em menor tempo ou custo.
2.2 Manufatura enxuta
Segundo Oliveira (2008), James P. Womack, Daniel T. Jones e Daniel Ross, estudaram os
processos de produção de diversas organizações ao redor do mundo e apresentaram o
resultado deste estudo no livro: A Máquina que Mudou o Mundo (WOMACK, JONES,
ROSS, 1992). Estes encontraram “uma forma melhor de organizar e gerenciar nossos
relacionamentos com clientes, cadeia de fornecedores, desenvolvimento de produtos e
operações de produção” e utilizaram o termo produção enxuta (lean production), para
denominar essa nova abordagem.
Para Oliveira (2008), a filosofia do pensamento enxuto busca identificar e eliminar todos os
desperdícios existentes na cadeia de produção, focando principalmente nas atividades que
agregam valor para o cliente. De acordo com Ohno (1997), o passo preliminar para a
aplicação do Sistema Toyota de Produção é identificar completamente os desperdícios de:
Superprodução;
Tempo disponível (espera);
Transporte;
Processamento em si;
Estoque disponível;

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
5
Movimento;
Produtos defeituosos.
Ohno (1997) enfatiza que a eliminação total do desperdício implica que:
O aumento da eficiência só faz sentido quando está associado à redução de custos;
[...] a eficiência deve ser melhorada em cada estágio e, ao mesmo tempo, para a
fábrica como um todo.
A eliminação completa destes desperdícios pode aumentar a eficiência da operação por uma
ampla margem. Para fazê-lo, deve-se produzir apenas a quantidade necessária, liberando
assim, a força de trabalho extra (OHNO, 1997).
De acordo com Oliveira (2008), as organizações têm obtido os seguintes principias resultados
(Quadro 1) quando, na busca por melhorias em seus processos, se baseiam na filosofia da
produção enxuta:
Quadro 1 – Resultados obtidos com a filosofia da produção enxuta
Resultados obtidos com filosofia da produção enxuta
Redução no prazo de desenvolvimento de novos produtos;
Redução no número de pedidos processados em regime de urgência;
Melhoria da qualidade do produto final;
Redução do tempo de entrega;
Aumento na satisfação dos clientes;
Melhora no relacionamento da área comercial com a área de produção;
Redução do estoque de produto semi-elaborado entre os processos e de produto
final nos depósitos;
Redução nos espaços requeridos para estocagem de produtos;
Redução do tempo de troca de ferramentas para mudança do mix de produtos;
Visão clara das capacidades do sistema de produção;
Aumento da produtividade e da capacidade de produção;
Redução dos custos operacionais de produção;
Aumento na segurança do trabalho e da saúde ocupacional;
Melhora no nível de moral dos trabalhadores;
Fonte: Oliveira (2008)

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
6
3. Método de pesquisa
O método de pesquisa utilizando neste trabalho foi Modelagem e Simulação. De acordo com
Chung (2004) a Modelagem e Simulação é o processo de criar e experimentar um sistema
físico através de um modelo matemático computadorizado. Para Bertrand e Fransoo (2002),
este método deve ser usado quando se deseja prever o efeito de mudanças no sistema ou
avaliar seu desempenho ou comportamento, sendo utilizado na resolução de problemas reais.
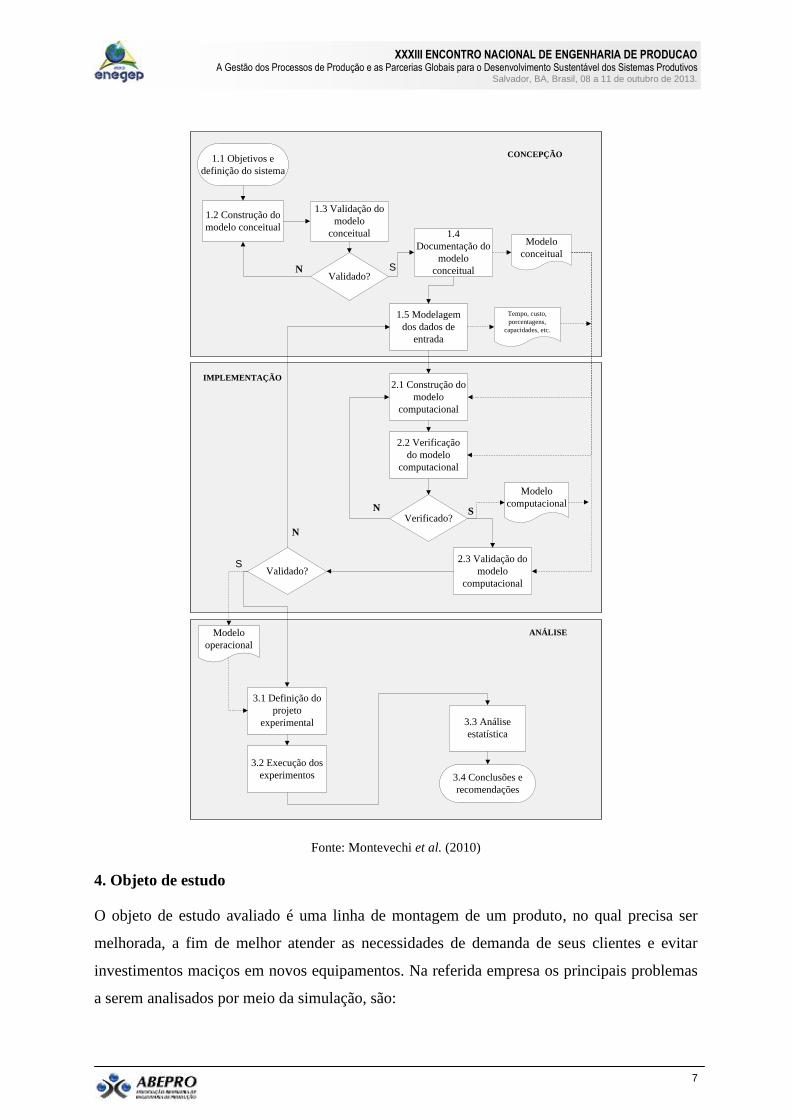
Para representar a lógica de um projeto de simulação, utilizou-se o método proposto por
Montevechi et al. (2010). Este método divide-se em três etapas: concepção, implementação e
análise. Sendo cada uma das etapas compostas por um determinado número de atividades
apresentadas na Figura 1.
Figura 1 – Fases de um projeto de simulação
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
7
1.1 Objetivos e
definição do sistema
3.4 Conclusões e
recomendações
1.2 Construção do
modelo conceitual
1.3 Validação do
modelo
conceitual
1.5 Modelagem
dos dados de
entrada
2.1 Construção do
modelo
computacional
Validado?
Modelo
conceitual
Modelo
computacional
2.2 Verificação
do modelo
computacional
2.3 Validação do
modelo
computacional
3.1 Definição do
projeto
experimental
3.2 Execução dos
experimentos
3.3 Análise
estatística
Validado?
Verificado?
N
N S
N
CONCEPÇÃO
IMPLEMENTAÇÃO
ANÁLISE
1.4
Documentação do
modelo
conceitualS
Tempo, custo,
porcentagens,
capacidades, etc.
Modelo
operacional
S
Fonte: Montevechi et al. (2010)
4. Objeto de estudo
O objeto de estudo avaliado é uma linha de montagem de um produto, no qual precisa ser
melhorada, a fim de melhor atender as necessidades de demanda de seus clientes e evitar
investimentos maciços em novos equipamentos. Na referida empresa os principais problemas
a serem analisados por meio da simulação, são:

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
8
Desperdícios em espera, transporte, movimento e processamento em um processo
crítico para a montagem do produto acabado;
A linha está no limite de sua capacidade e o processo de montagem final necessita ser
ampliado para atender com maior flexibilidade as demandas do cliente;
Ambos problemas apresentados estão presentes no leiaute atual, assim existe a necessidade de
criação e validação de um novo leiaute, com uma ampliação do processo de montagem final,
que solucione ou minimize os problemas supracitados.
Para isto será utilizada a simulação computacional, através do software ProModel®, em que
será possível comparar dois cenários – o atual e o futuro – para verificar se tal mudança será
eficiente e eficaz na resolução dos problemas. Através de simulação também são detectados
possíveis erros de projeto que podem ser corrigidos ainda em ambiente de simulação, sem a
necessidade de retrabalhos na linha a ser alterada.
Vale ressaltar que o nome da empresa, as características da linha de montagem, o produto e os
dados reais referentes ao processo de produção, não serão revelados neste trabalho por motivo
de confidencialidade da empresa.
5. Desenvolvimento do método de pesquisa
5.1 Concepção
Para esta etapa da pesquisa se faz necessário inicialmente o mapeamento do processo
estudado, que neste caso utilizou a técnica de fluxograma. Para tal mapeamento serão
apresentadas no decorrer deste item considerações importantes sobre a linha de produção em
estudo e a coleta de dados da mesma.
Na empresa estudada existem regras para paradas programadas, manutenção, descanso,
almoço/janta, setup, abastecimento de matéria-prima e semi-produtos, dentre outras. Assim,
alguns fatores são muito importantes na criação dos modelos atual e futuro que serão ser
simulados.
No que diz respeito ao número de horas por turno, foram consideradas apenas as horas
efetivamente produtivas do primeiro e segundo turno, ou seja, descontando as paradas
programadas como descanso, almoço/janta, pausas livres e ginástica laboral. O abastecimento

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
9
de semi-produtos apenas será considerado entre dois processos no qual há um desperdício de
transporte no leiaute atual, no leiaute futuro pretende-se minimizar essa perda. A manutenção
corretiva foi considerada em todos os processos modelados. Já a manutenção preventiva não
será considerada, pois é realizada fora dos horários produtivos.
A proposta do novo leiaute foi realizada considerando os espaços físicos disponíveis no setor
produtivo próximos à linha atual. Serão considerados dois pontos de descarte de semi-
produtos com defeito. A linha produzirá apenas um produto e todo o ferramental será
dedicado. Assim, não existe setup em nenhum dos equipamentos e ferramentais utilizados.
O produto escolhido foi um dos mais completo e que possuem maior demanda, o que o torna
um bom representante da gama de produtos fabricados na referida linha.
Nas Figuras 2 e 3 são apresentados os fluxogramas com o cenário atual e o cenário futuro do
processo produtivo. Estes foram criados levando-se em conta as limitações do processo, assim
como as decisões envolvidas no decorrer do fluxo de produção. O processo crítico e o
processo de montagem final a ser ampliado, estão destacados nos fluxogramas das Figuras 2.
E também estão destacados o processo crítico melhorado e a montagem final ampliada na
Figura 3. Em ambos os casos existe uma legenda de cores para melhor identificar os
processos citados.
Para ambos os fluxogramas das Figuras 2 e 3 foi criada uma legenda de siglas apresentadas
nos fluxogramas de processo das referidas figuras que consta na Tabela 1. Lembrando que a
descrição dos processos representados pelas siglas é fictícia, de forma a proteger os dados
confidenciais da referida empresa.
Em seguidarealizou a coleta de tempos dos processos. O número de amostras a serem coletas
foi calculado para uma confiança de 95% e a partir disso os dados foram tratados pelo
software Minitab®, no qual foram retirados alguns outliers, que segundo os especialistas da
empresa poderiam ser desconsiderados, e ainda, foram encontradas as distribuições de
probabilidade que melhor aderiram aos dados.
Figura 2 – Fluxograma do processo no cenário atual

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
10
Fonte: Autores

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
11
Figura 3 – Fluxograma do processo no cenário futuro
Fonte: Autores

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
12
Tabela 1 – Legenda das siglas dos fluxogramas de processo

Siglas Descrição fictícia
P1.A Processo 1.A
P1.B Processo 1.B
MAQ1.A Máquina 1.A
MAQ1.B Máquina 1.B
MAQ2.A Máquina 2.A
MAQ2.B Máquina 2.B
EQ1.A Equipamento 1.A
EQ1.B Equipamento 1.B
MAQ3.A Máquina 3.A
MAQ3.B Máquina 3.B
MAQ3.C Máquina 3.C
Siglas Descrição fictícia
MAQ4 Máquina 4
D1 Descarte 1
D2 Descarte 2
P2.A Processo 2.A
P2.B Processo 2.B
MAQ5.A Máquina 5.A
MAQ5.B Máquina 5.B
P3.A Processo 3.A
P3.B Processo 3.B
P4 Processo 4
EMB Embalagem

Fonte: Autores
Foram consideradas duas áreas de descarte. A quantidade de refugo da linha com cenário
futuro foi considerada sendo a mesma do cenário atual, pois nos processos onde foram
considerados refugos, não haverá alteração na forma de processar os semi-produtos. Neste
caso, os refugos já foram minimizados ao máximo e são intrínsecos ao processo de
fabricação.
Para o caso do transporte realizado pelo abastecedor de semi-produtos entre dois processos no
cenário atual, foi tomado o tempo do mesmo realizando sua operação e percorrendo a
distância entre ambos os processos no referido cenário. No cenário futuro isto foi
praticamente eliminado e não está representado no fluxograma, mas será apresentado somente
de forma ilustrativa durante a simulação como um processo mais rápido que o do cenário
atual, mas serão comparados na parte referente a analise de resultados deste trabalho.
Os dados necessários à validação do modelo do cenário atual foram coletados na referida
linha e para o caso do cenário futuro foi considerado o Turing Test.
5.2 Implementação
Os principais dados sobre o sistema, necessários à modelagem dos dois cenários, foram
coletados e analisados quanto à sua confiabilidade em representar o sistema real, assim
iniciou a criação de ambos os modelos. Para isso, foi utilizado o software ProModel®. A
construção iniciou com modelos simples e depois estes foram sendo incrementados.
Foram criados dois modelos, um para o cenário atual e outro para o futuro. É importante
salientar que o modelo do cenário futuro foi criado para duas demandas: uma demanda é a
mesma do cenário anterior para verificação da melhoria no processo crítico e a outra é para a
maior demanda, para comparar o efeito da ampliação do processo que estava com falta de
capacidade no cenário atual. Os modelos foram criados utilizando sistema puxado de
produção.
A representação do modelo computacional, pode ser vista na Figura 4. Este é apenas uma
representação esquemática fictícia da estrutura do processo estudado, e é a mesma utilizada
para os cenários atual e futuro, mas os parâmetros pertinentes a cada cenário foram alterados
internamente na criação dos modelos no software, mantendo fidelidade aos dados reais. A
nomenclatura dos processos seguiu exatamente as siglas apresentadas anteriormente na
Tabela 1 e nos fluxogramas de processo das Figuras 2 e 3.

15
15
Figura 4 – Representação da interface gráfica do modelo computacional
Fonte: Autores
É importante validar e verificar os modelos para que os resultados gerados pelos mesmos
sejam confiáveis. Como citado anteriormente os analistas trabalharam em conjunto com
especialistas da área e a validação foi realizada etapa a etapa.
No caso do cenário atual a validação se deu via software Minitab®, utilizando tratamento
estatístico, o método Two Sample-t e também por Turing Test com os especialistas. Já no caso
do cenário futuro foi utilizado apenas o Turing Test com os especialistas. Assim a validação
de ambos os modelos ocorreu sem maiores dificuldades.
6. Análise dos Resultados
A análise dos resultados, pode ser realizada a partir dos relatórios gerados pelo ProModel®,
após as referidas simulações. A análise comparativa foi efetuada na “Máquina 4” (MAQ4),

16
16
recurso comum a ambos os cenários, e tem seu resultado apresentado na forma de ganho
médio percentual de capacidade em relação à situação presente. Este resultado está
apresentado na primeira coluna da Tabela 2.
Para a verificação do aumento de capacidade da montagem final, foi simulado o modelo do
cenário futuro com os parâmetros para a maior demanda projetada. A análise comparativa,
neste caso, foi efetuada no posto “Processo 2.B” (P2.B), processo comum a ambos os
cenários. Através da simulação de um mês de produção, obteve-se a capacidade efetiva do
referido posto para o cenário atual e futuro. Assim é possível mostrar comparativamente o
aumento percentual de capacidade em relação à situação presente. Este resultado pode ser
visto na segunda coluna da Tabela 2.
Tabela 2 – Resultado comparativo das simulações
Aumento de capacidade do
processo crítico (%)
Aumento de capacidade da
montagem final (%)
13,35 25,77 Fonte: Autores
Assim, é possível observar na Tabela 2 que o aumento de capacidade foi significativo para
ambos os casos: processo crítico e montagem final.
O ProModel®, além da análise dos resultados via relatórios de simulação, também permite a
análise gráfica dos resultados. Assim, têm-se para o cenário atual e o cenário futuro com a
mesma demanda, Figuras 5 e 6, e um cenário com a demanda ampliada na Figura 7. Estas
figuras auxiliam na análise dos resultados e na verificação de oportunidades de melhoria.
Nota-se na Figura 5 que o equipamento “EQ1.A”, “P1.A” e “P1.B” são os mais utilizados. O
processo “EQ1.A”, por ser gargalo, ou seja, as máquinas “MAQ3.A” e a “MAQ2.B” não
podem produzir, porque a próxima máquina está ocupada. O “EQ1A”, por efeito cascata,
causa o bloqueio no “MAQ2.A” até o “MAQ1.A”.
Entende-se por bloqueio, por exemplo, o fato de que uma máquina não pode enviar peças à
máquina cliente, porque esta última está ocupada produzindo. Lembrando que aqui o objeto
de estudo é um sistema puxado.
Estes bloqueios devem ser eliminados ou minimizados, o que resultaria em uma ampliação da
capacidade destes processos e por consequência, da linha como um todo. Isto é possível
através do rebalanceamento das atividades realizadas pelos operadores dos postos gargalos, e

17
17
que serão distribuídas ou por vezes até eliminadas se não agregarem valor ao produto final. A
alteração no leiaute também pode ser de grande auxílio nesta eliminação.
Figura 5 – Capacidade dos processos do modelo atual
Fonte: Autores
Assim, pode-se observar na Figura 6 que já existe uma redução no percentual dos bloqueios
dos processos citados, com as melhorias do leiaute e alguns rebalanceamentos da linha. Com
estas mudanças, agora o processo “P2.A” é o mais utilizado e se tornou gargalo, causando o
bloqueio dos processos “MAQ4” até o “EQ1.B”.
O processo “P2B”, por produzir duas peças por vez, está sendo apresentado em outro tipo de
gráfico nas Figuras 5, 6 e 7, em que pode ser observada a utilização deste posto.
Figura 6 – Capacidade dos processos do modelo futuro com mesma demanda do atual

18
18
Fonte: Autores
Figura 7 – Capacidade dos processos do modelo futuro com capacidade ampliada
Fonte: Autores
Analisando a Figura 7, com o aumento da capacidade da parte referente à montagem final da
linha (P2A e P2B), aliada às melhorias no leiaute e os rebalanceamentos, a redução no
número de bloqueios é mais significativa que na Figura 6. Assim como o aumento da

19
19
utilização dos postos de trabalho, o processo “EQ1. A” voltou a ser o gargalo e ainda precisa
ser melhorado.
Existem possibilidades de melhoria, mas o novo cenário apresentou-se como uma melhor
opção que o cenário atual, tanto pela redução dos bloqueios, como aumento de capacidade do
processo crítico e ampliação da capacidade da montagem final.
E esta análise pode ser realizada sem a necessidade de implantação real do cenário futuro. É
possível utilizar os modelos criados para simular quebras e falta de operadores, melhorar
ainda mais o leiaute, reduzir gargalos, sem aguardar a implantação da linha real.
7. Conclusões
A simulação é aplicada sempre que se deseja: visualizar, analisar, prever, alterar, otimizar,
corrigir, simplificar ou mesmo apenas observar a operação de um sistema, seja este fabril ou
não, com a vantagem de não necessitar que o sistema real seja implantado e/ou modificado
para que seja realizada a análise do mesmo.
Como resultado deste trabalho, verifica-se que a proposta do novo leiaute para os dois
processos críticos e a ampliação do ferramental de montagem final na referida linha, será mais
eficaz que o atual, na redução dos desperdícios citados, na ampliação da flexibilidade e
capacidade da linha de montagem, na diminuição da ociosidade da mão-de-obra e na
percepção dos chamados pontos de gargalo, sem que se faça necessária a implantação do
cenário proposto no ambiente de produção.
Através da simulação dos modelos dos cenários estudados e com a utilização das ferramentas
de análise disponíveis no ProModel®, como os relatórios de resposta e seus gráficos de
capacidade, foi possível identificar os gargalos dos processos e averiguar que a novo cenário
(cenário futuro) ainda pode ser melhorado, através de rebalanceamento de processos com
eliminação dos bloqueios, bem como ampliar a utilização dos equipamentos que estão com
sua capacidade ociosa e que necessita ser melhor utilizada. Com tudo, ainda será possível em
ambiente computacional verificar o resultado destas melhorias.
Em trabalhos futuros existem algumas oportunidades como: utilizar equipamentos com
ferramentais compartilhados, considerando o setup, trabalhar com mais de um produto em
fabricação, utilizar as paradas programadas e a refeição nos horários onde ocorrem e não
somente a hora efetivamente produtiva, como foi utilizada neste trabalho.

20
20
Com a realização deste trabalho, pode-se concluir que a simulação a eventos discretos está
aliada à tomada de decisões, em que diversos cenários podem ser testados e, a melhor opção
para a resposta esperada pode ser avaliada.
Agradecimentos
Os autores agradecem à FAPEMIG, a CAPES e ao CNPq, pelo apoio e suporte ao longo dessa
pesquisa.
Referências
AMIRI M.; MOHTASHAMI, A. Buffer allocation in unreliable production lines based on
design of experiments, simulation, and genetic algorithm. International Journal of
Advanced Manufacturing Technology, v. 62, p. 371–383, 2012.
BANKS, J.; NORMAN, V. Justifying Simulation in Today´s Manufacturing Environment.
IIE Solutions, p. 16-19, 1995.
BANKS, J.; CARSON II, J. S.; NELSON, B. L.; NICOL, D. M. Discrete-event Simulation.
4. ed. New Jersey: Prentice-Hall, 2005.
BERTRAND, J. W. M.; FRANSOO, J. C. Modelling and Simulation: operations management
research methodologies using quantitative modeling. International Journal of Operations
& Production Management, v. 22, n. 2, p. 241-264, 2002.
CARSON II, J. S. M. Model Verification and Validation. In: WINTER SIMULATION
CONFERENCE, Proceedings... San Diego, CA, USA, 2002.
CHUNG, C. A. Simulation Modeling Handbook: a practical approach. Washington, D.C:
CRC Press, 2004.
GARZA-REYES, J. A.; ELDRIDGE, S.; BARBER, K. D.; SORIANO-MEIER, H. Overall
equipment effectiveness (OEE) and process capability (PC) measures: a relationship analysis.
International Journal of Quality & Reliability Management, v.27, n.1, p. 48-62, 2010.
HARREL, C. R.; GLADWIN, B. Produtivity Improvement in Appliance Manufacturing. In:
WINTER SIMULATION CONFERENCE, Proceedings... Washington, DC, USA, 2007.
HARREL, C.R.; BATEMAN, R.E.; GOGG, T. J.; MOTT, J.R.A. System Improvement
Using Simulation. PROMODEL Corporation, 3ª.ed., 1995.
LAW, A. M. Simulation modeling and analysis, 4ª.ed. New York: McGraw-Hill, 2007.
MARVEL, J. H.; SCHAUB, M. A.; WECKMAN, G. R. Assessing the availability and
allocation of production capacity in a fabrication facility through simulation modeling: a case

21
21
study. International Journal of Industrial Engineering: Theory, Applications and
Practice, v. 14, n. 2, 2008.
MIRANDA, R. C.; COUTINHO, B. F.; RIBEIRO, J. R.; MONTEVECHI, J. A. B.; PINHO,
A. F. Avaliação da operação de setup em uma célula de manufatura de uma indústria de
autopeças através da simulação a eventos discretos. Revista Gestão Industrial, v.6, n.3, p. 1-
21, 2010.
MONTEVECHI, J. A. B.; LEAL, F.; PINHO, A. F.; COSTA, R. F. S.; OLIVEIRA, M. L. M.;
SILVA, A. L. F. Conceptual modeling in simulation projects by mean adapted IDEF: an
application in a Brazilian tech company. In: WINTER SIMULATION CONFERENCE,
Proceedings... Baltimore, MD, USA, 2010.
MONTEVECHI, J. A. B.; PINHO, A. F.; LEAL, F.; MARINS, F. A. S. Application of design
of experiments on the simulation of a process in an automotive industry. In: WINTER
SIMULATION CONFERENCE, Proceedings... Washington, DC, USA, 2007.
OHNO, T. O Sistema Toyota de Produção: além da produção em larga escala. Porto
Alegre - RS, Editora Bookman, 1997.
OLIVEIRA, C. S. Aplicação de Técnicas de Simulação em Projetos de Manufatura
Enxuta. Universidade Federal de Minas Gerais, Estudos Tecnológicos, v. 4, n. 3, p. 204-217,
2008.
SARGENT, R. G. Verification and validation of simulation models. In: WINTER
SIMULATION CONFERENCE. Proceedings... Phoenix, AZ, USA, 2011.
SUBRAMANYA, K. N.; SHOBHA, N. S. Machine Capacity Estimation in a Process Industry
Modeling – A Case Study. International Journal of Social Sciences and Humanities, v.1,
p. 8-12, 2012.
TORRES, I. Integração de Ferramentas Computacionais aplicadas ao Projeto e
Desenvolvimento de Arranjo Físico de Instalações Industriais. Dissertação (Mestrado em
Engenharia de Produção). Universidade Federal de Itajubá, Itajubá, 2001.
WOMACK, J. P.; JONES, D. T. e ROSS, D. A máquina que mudou o mundo. 5ª.ed., Rio
de Janeiro, Editora: Campos, p. 347, 1992.