9 avaliacao das principais descontinuidades encontradas nas juntas soldadas
TRANSCRIPT
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto a 2 de setembro, 2010
Avaliação das Principais Descontinuidades Encontradas nas
Juntas Soldadas, Causas e Possíveis Soluções.
Paulo Rogerio Santos de Novais * * Tecnólogo Mecânico em Soldagem – Atuou como Instrutor do Departamento de Soldagem
da FATEC / SP – Atualmente trabalha na Belgo Bekaert Arames Ltda.
Resumo:
Os processos de soldagem utilizados para a fabricação e montagem de estruturas
metálicas, podem apresentar diversos tipos de descontinuidades, ou defeitos, que
comprometem a integridade, o desempenho, a competitividade e a qualidade das
estruturas metálicas.
Esse trabalho tem por objetivo, apresentar e detalhar as principais descontinuidades
observadas nos processos de soldagem, Eletrodos Revestidos (SMAW), MIG/MAG
(GMAW) e Arco Submerso (SAW).
Processos esses que são utilizados freqüentemente na fabricação e montagem de estruturas
e conjuntos soldados, suas causas potenciais, a correta forma de minimizar e corrigir essas
distorções.
Palavras-Chave: processos de soldagem; descontinuidades e soluções.
1. Introdução:
Atualmente, as estruturas metálicas no mercado nacional são produzidas e montadas em
campo, através dos processos de soldagem, Eletrodos Revestidos (SMAW), MIG/MAG
(GMAW) e Arco Submerso (SAW) utilizados na fabricação de estruturas metálicas.
A nomenclatura dos processos de soldagem, utilizadas nesse artigo, será adotada
conforme definição da AWS American Welding Society.
As descontinuidades geralmente são geradas por desvio do processo de soldagem, falha
operacional, falhas dos equipamentos ou acessórios.
Esses desvios podem aparecer de forma isolada ou combinada.
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
2
Os processos de soldagem possuem características diferenciadas, com suas vantagens,
aplicabilidade e limitações.
A correta escolha do processo, bem como conhecer as possíveis descontinuidades, e a
forma de minimizá-las é uma importante ferramenta para as empresas no controle de
custos, segurança da estrutura e garantia da Qualidade, sejam fabricantes de estruturas
metálicas ou montadoras, tanto em conjuntos de pequeno e grande porte.
2. Definição de Descontinuidade:
Descontinuidade é a interrupção física causada em um material pela abertura de uma trinca ou
pela presença de um segundo material: gás, inclusão de escória; são comumente chamadas de
defeitos em soldagem.
As descontinuidades podem ser classificadas quanto à origem e a forma.
Com relação à origem, as descontinuidades podem ser:
Geométricas
Metalúrgicas
Com relação à forma, podem ser:
Planas
Volumétricas
2.1 Descontinuidades Geométricas:
São geradas na etapa de montagem e de soldagem. Os exemplos mais comuns são falta de fusão, de penetração e mordedura, desalinhamento, superposição, deposição insuficiente.
2.2 Descontinuidades Metalúrgicas: São originados por fenômenos metalúrgicos presente na poça de fusão como o refino, a
desoxidação, a desgaseificação e as transformações de fases no estado sólido, estas tanto na
zona fundida (ZF) quanto na zona afetada pelo calor (ZAC).
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
3
2.3 Descontinuidades Planas: Apresentam praticamente duas dimensões: é o caso das trincas de solidificação e das trincas
introduzidas por hidrogênio, da falta de fusão e penetração.
Essas descontinuidades geram uma concentração de tensão muito elevada nas suas
extremidades e geralmente devem ser reparadas.
2.4 Descontinuidades Volumétricas: Apresentam três dimensões: poros, inclusões de escória e inclusões de tungstênio, no caso do
processo TIG (GTAW).
Apresentam concentração de tensão bem menor que as descontinuidades planas e, por isso,
são menos críticas que estas.
3. Principais Descontinuidades em Soldagem:
Podemos observar diversos tipos de descontinuidades, sendo as principais:
Porosidade;
Falta de fusão / Falta de Penetração;
Respingos;
Mordeduras;
Trincas;
Inclusões de escória;
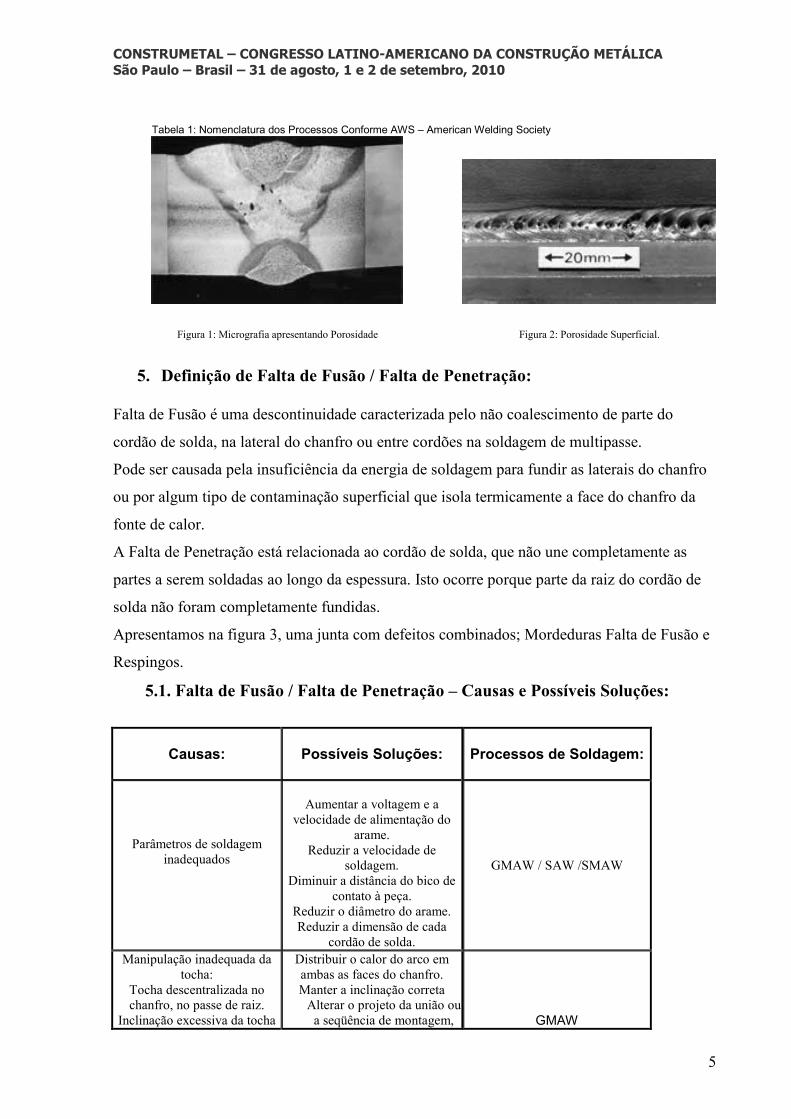
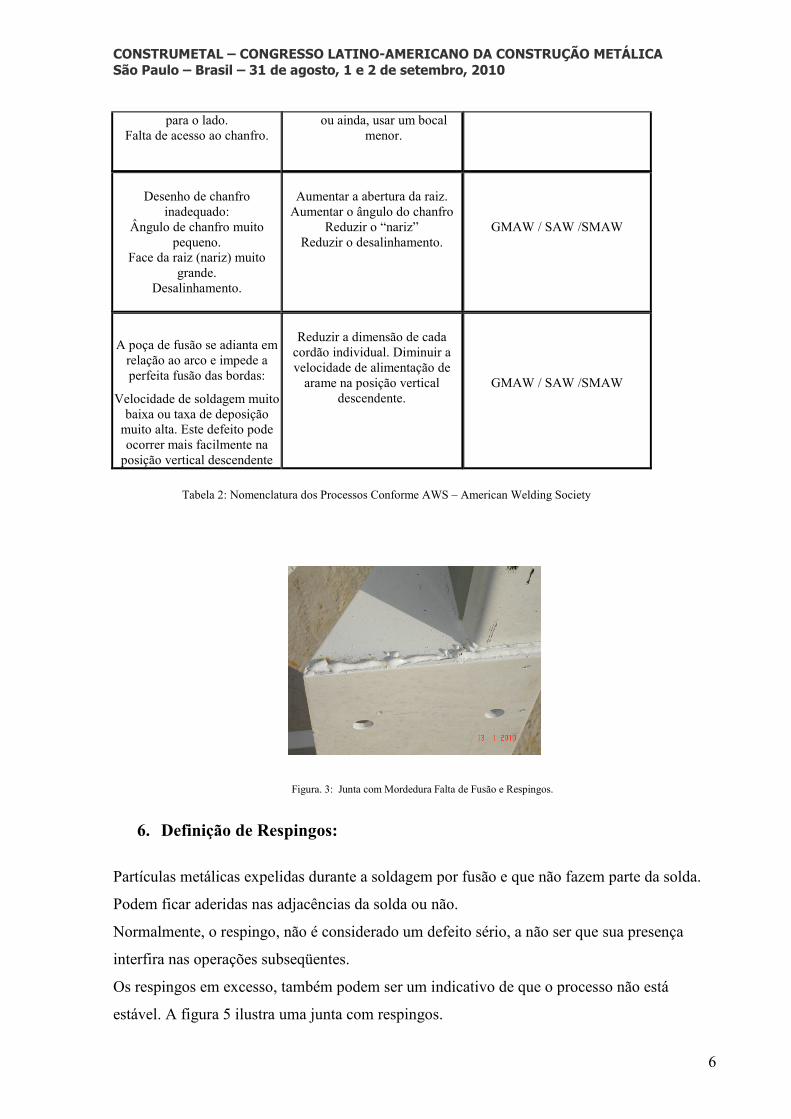
4. Definição de Porosidade: Porosidade pode ser definida como um espaço vazio formado pelo aprisionamento de gás
durante a solidificação.
Pode ser esférico ou cilíndrico (alongado); gerado pela umidade do consumível ou falha na
proteção gasosa, ou outro desvio durante o processo.
É um defeito volumétrico, geralmente aceito pelas normas de qualificação de procedimentos e
soldadores até uma determinada dimensão e distribuição.
Deve ser corretamente avaliada, para que seja reparada e adequada ao critério da norma ou
especificação do projeto. As figuras 1 e 2 apresentam exemplos de ocorrência de porosidade.
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
4
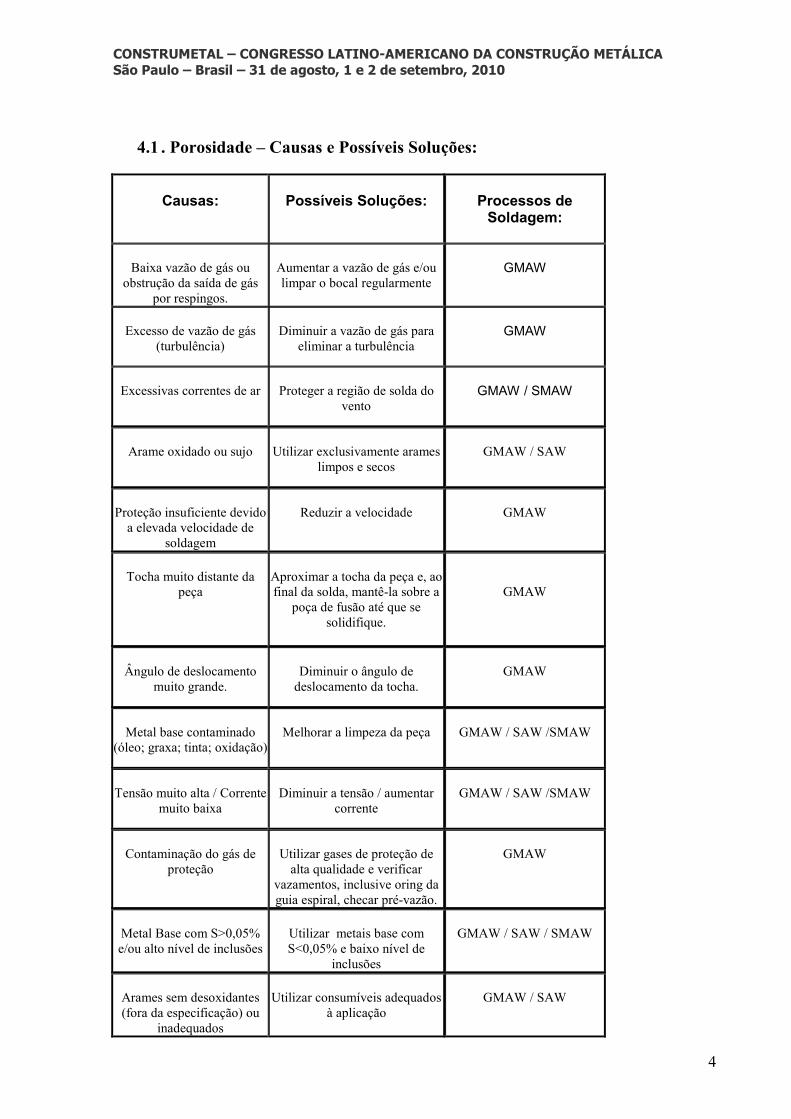
4.1 . Porosidade – Causas e Possíveis Soluções:
Causas:
Possíveis Soluções:
Processos de
Soldagem:
Baixa vazão de gás ou
obstrução da saída de gás por respingos.
Aumentar a vazão de gás e/ou limpar o bocal regularmente
GMAW
Excesso de vazão de gás
(turbulência)
Diminuir a vazão de gás para
eliminar a turbulência
GMAW
Excessivas correntes de ar
Proteger a região de solda do
vento
GMAW / SMAW
Arame oxidado ou sujo
Utilizar exclusivamente arames
limpos e secos
GMAW / SAW
Proteção insuficiente devido
a elevada velocidade de soldagem
Reduzir a velocidade
GMAW
Tocha muito distante da
peça
Aproximar a tocha da peça e, ao final da solda, mantê-la sobre a
poça de fusão até que se solidifique.
GMAW
Ângulo de deslocamento
muito grande.
Diminuir o ângulo de
deslocamento da tocha.
GMAW
Metal base contaminado
(óleo; graxa; tinta; oxidação)
Melhorar a limpeza da peça
GMAW / SAW /SMAW
Tensão muito alta / Corrente
muito baixa
Diminuir a tensão / aumentar
corrente
GMAW / SAW /SMAW
Contaminação do gás de
proteção
Utilizar gases de proteção de
alta qualidade e verificar vazamentos, inclusive oring da guia espiral, checar pré-vazão.
GMAW
Metal Base com S>0,05% e/ou alto nível de inclusões
Utilizar metais base com S<0,05% e baixo nível de
inclusões
GMAW / SAW / SMAW
Arames sem desoxidantes (fora da especificação) ou
inadequados
Utilizar consumíveis adequados
à aplicação
GMAW / SAW
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
5
Tabela 1: Nomenclatura dos Processos Conforme AWS – American Welding Society
Figura 1: Micrografia apresentando Porosidade Figura 2: Porosidade Superficial.
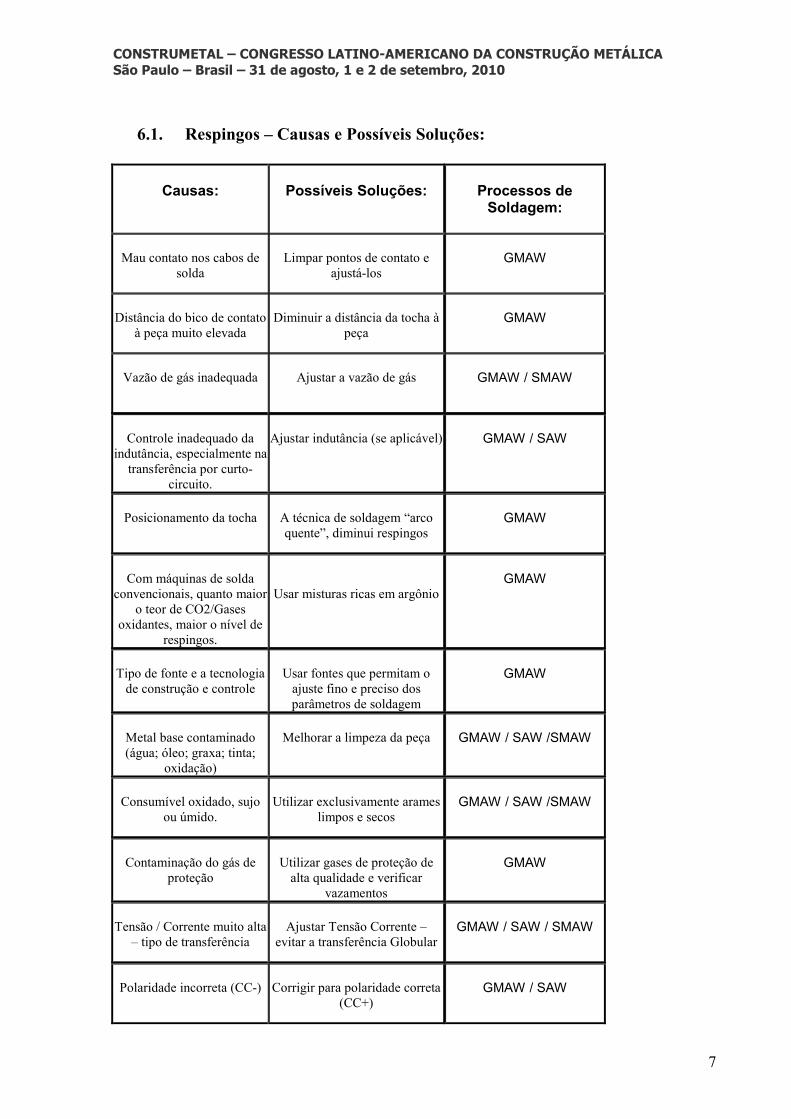
5. Definição de Falta de Fusão / Falta de Penetração: Falta de Fusão é uma descontinuidade caracterizada pelo não coalescimento de parte do
cordão de solda, na lateral do chanfro ou entre cordões na soldagem de multipasse.
Pode ser causada pela insuficiência da energia de soldagem para fundir as laterais do chanfro
ou por algum tipo de contaminação superficial que isola termicamente a face do chanfro da
fonte de calor.
A Falta de Penetração está relacionada ao cordão de solda, que não une completamente as
partes a serem soldadas ao longo da espessura. Isto ocorre porque parte da raiz do cordão de
solda não foram completamente fundidas.
Apresentamos na figura 3, uma junta com defeitos combinados; Mordeduras Falta de Fusão e
Respingos.
5.1. Falta de Fusão / Falta de Penetração – Causas e Possíveis Soluções:
Causas:
Possíveis Soluções:
Processos de Soldagem:
Parâmetros de soldagem inadequados
Aumentar a voltagem e a
velocidade de alimentação do arame.
Reduzir a velocidade de soldagem.
Diminuir a distância do bico de contato à peça.
Reduzir o diâmetro do arame. Reduzir a dimensão de cada
cordão de solda.
GMAW / SAW /SMAW
Manipulação inadequada da tocha:
Tocha descentralizada no chanfro, no passe de raiz.
Inclinação excessiva da tocha
Distribuir o calor do arco em ambas as faces do chanfro. Manter a inclinação correta
Alterar o projeto da união ou a seqüência de montagem,
GMAW
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
6
para o lado. Falta de acesso ao chanfro.
ou ainda, usar um bocal menor.
Desenho de chanfro
inadequado: Ângulo de chanfro muito
pequeno. Face da raiz (nariz) muito
grande. Desalinhamento.
Aumentar a abertura da raiz.
Aumentar o ângulo do chanfro Reduzir o “nariz”
Reduzir o desalinhamento.
GMAW / SAW /SMAW
A poça de fusão se adianta em relação ao arco e impede a perfeita fusão das bordas:
Velocidade de soldagem muito baixa ou taxa de deposição
muito alta. Este defeito pode ocorrer mais facilmente na
posição vertical descendente
Reduzir a dimensão de cada
cordão individual. Diminuir a velocidade de alimentação de
arame na posição vertical descendente.
GMAW / SAW /SMAW
Tabela 2: Nomenclatura dos Processos Conforme AWS – American Welding Society
Figura. 3: Junta com Mordedura Falta de Fusão e Respingos.
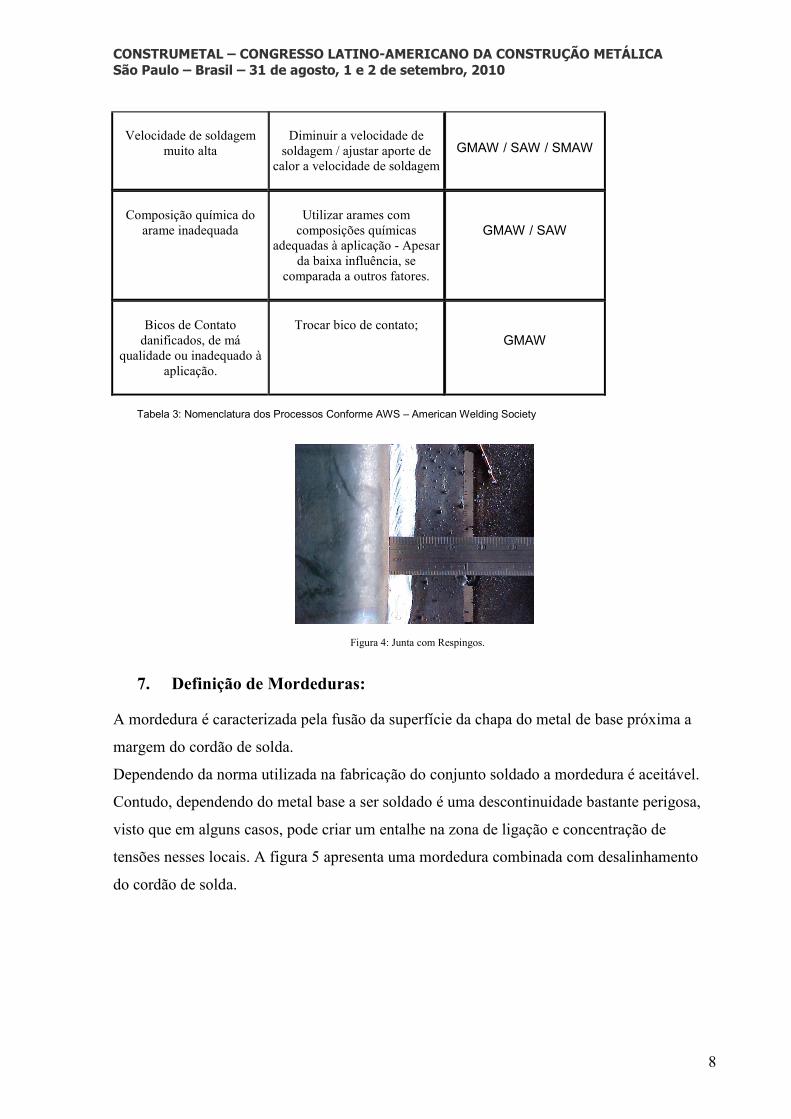
6. Definição de Respingos:
Partículas metálicas expelidas durante a soldagem por fusão e que não fazem parte da solda.
Podem ficar aderidas nas adjacências da solda ou não.
Normalmente, o respingo, não é considerado um defeito sério, a não ser que sua presença
interfira nas operações subseqüentes.
Os respingos em excesso, também podem ser um indicativo de que o processo não está
estável. A figura 5 ilustra uma junta com respingos.
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
7
6.1. Respingos – Causas e Possíveis Soluções:
Causas:
Possíveis Soluções:
Processos de
Soldagem:
Mau contato nos cabos de
solda
Limpar pontos de contato e
ajustá-los
GMAW
Distância do bico de contato
à peça muito elevada
Diminuir a distância da tocha à
peça
GMAW
Vazão de gás inadequada
Ajustar a vazão de gás
GMAW / SMAW
Controle inadequado da
indutância, especialmente na transferência por curto-
circuito.
Ajustar indutância (se aplicável)
GMAW / SAW
Posicionamento da tocha
A técnica de soldagem “arco quente”, diminui respingos
GMAW
Com máquinas de solda
convencionais, quanto maior o teor de CO2/Gases
oxidantes, maior o nível de respingos.
Usar misturas ricas em argônio
GMAW
Tipo de fonte e a tecnologia
de construção e controle
Usar fontes que permitam o
ajuste fino e preciso dos parâmetros de soldagem
GMAW
Metal base contaminado (água; óleo; graxa; tinta;
oxidação)
Melhorar a limpeza da peça
GMAW / SAW /SMAW
Consumível oxidado, sujo
ou úmido.
Utilizar exclusivamente arames
limpos e secos
GMAW / SAW /SMAW
Contaminação do gás de
proteção
Utilizar gases de proteção de
alta qualidade e verificar vazamentos
GMAW
Tensão / Corrente muito alta
– tipo de transferência
Ajustar Tensão Corrente –
evitar a transferência Globular
GMAW / SAW / SMAW
Polaridade incorreta (CC-)
Corrigir para polaridade correta
(CC+)
GMAW / SAW
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
8
Velocidade de soldagem
muito alta
Diminuir a velocidade de
soldagem / ajustar aporte de calor a velocidade de soldagem
GMAW / SAW / SMAW
Composição química do
arame inadequada
Utilizar arames com
composições químicas adequadas à aplicação - Apesar
da baixa influência, se comparada a outros fatores.
GMAW / SAW
Bicos de Contato
danificados, de má qualidade ou inadequado à
aplicação.
Trocar bico de contato;
GMAW
Tabela 3: Nomenclatura dos Processos Conforme AWS – American Welding Society
Figura 4: Junta com Respingos.
7. Definição de Mordeduras: A mordedura é caracterizada pela fusão da superfície da chapa do metal de base próxima a
margem do cordão de solda.
Dependendo da norma utilizada na fabricação do conjunto soldado a mordedura é aceitável.
Contudo, dependendo do metal base a ser soldado é uma descontinuidade bastante perigosa,
visto que em alguns casos, pode criar um entalhe na zona de ligação e concentração de
tensões nesses locais. A figura 5 apresenta uma mordedura combinada com desalinhamento
do cordão de solda.
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
9
7.1 . Mordeduras – Causas e Possíveis Soluções:
Causas:
Possíveis Soluções:
Processos de
Soldagem:
Manipulação inadequada
da tocha ou eletrodo: Tocha descentralizada no chanfro, no passe de raiz. Inclinação excessiva da
tocha para o lado. Falta de acesso ao
chanfro.
Distribuir o calor do arco em ambas as faces do chanfro. Manter a inclinação correta Alterar o projeto da união ou a
seqüência de montagem, ou ainda, usar um bocal menor.
GMAW / SAW/ SMAW
Tensão / Corrente muito
alta – tipo de transferência
Ajustar Tensão Corrente – evitar a
transferência Globular
GMAW / SAW / SMAW
Velocidade de soldagem
muito alta
Diminuir a velocidade de soldagem
/ ajustar aporte de calor a velocidade de soldagem
GMAW / SAW / SMAW
Tabela 4: Nomenclatura dos Processos Conforme AWS – American Welding Society
Figura 5: Junta com Cordão desalinhado e Mordedura.
8. Definição de Trincas: São consideradas as descontinuidades mais graves em soldagem. São fortes concentradores de
tensão, podendo favorecer o início de fratura frágil na estrutura soldada. De um modo bem
simples, uma trinca pode ser considerada como o resultado da incapacidade do material em
responder as solicitações impostas localmente pelas tensões decorrentes do processo de
soldagem.
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
10
A aplicação localizada de calor deformando localmente o metal base, causa o aparecimento de
tensões de tração bi ou mesmo tri axiais na região da solda. Este estado de tensões juntamente
com a fragilização associada às mudanças microestruturais durante a soldagem ou a presença
de certos elementos (particularmente o hidrogênio ), pode resultar na formação de trincas .
As trincas podem ser externas, isto é atingirem a superfície, ou totalmente internas, não sendo,
nesse caso detectáveis por inspeção superficial na região da solda. Podem ser localizada na
Zona Fundida (ZF), na Zona Termicamente Afetada (ZTA), no metal de solda e no metal
base.
Vários mecanismos atuam para a formação de trincas nas juntas soldadas. Podendo ocorrer
durante a soldagem ( na solidificação ) , durante o resfriamento da peça horas e até mesmo
dias após a realização da soldagem , e mesmo quando da realização de tratamento térmico
para alivio de tensões.
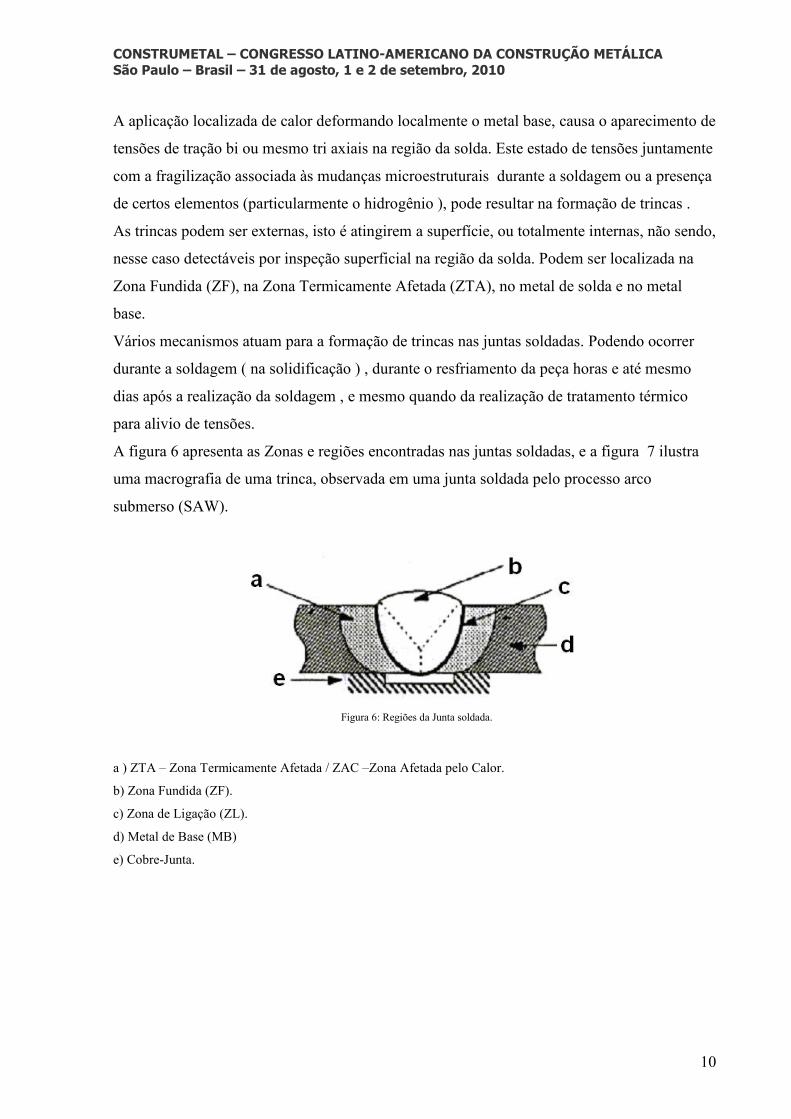
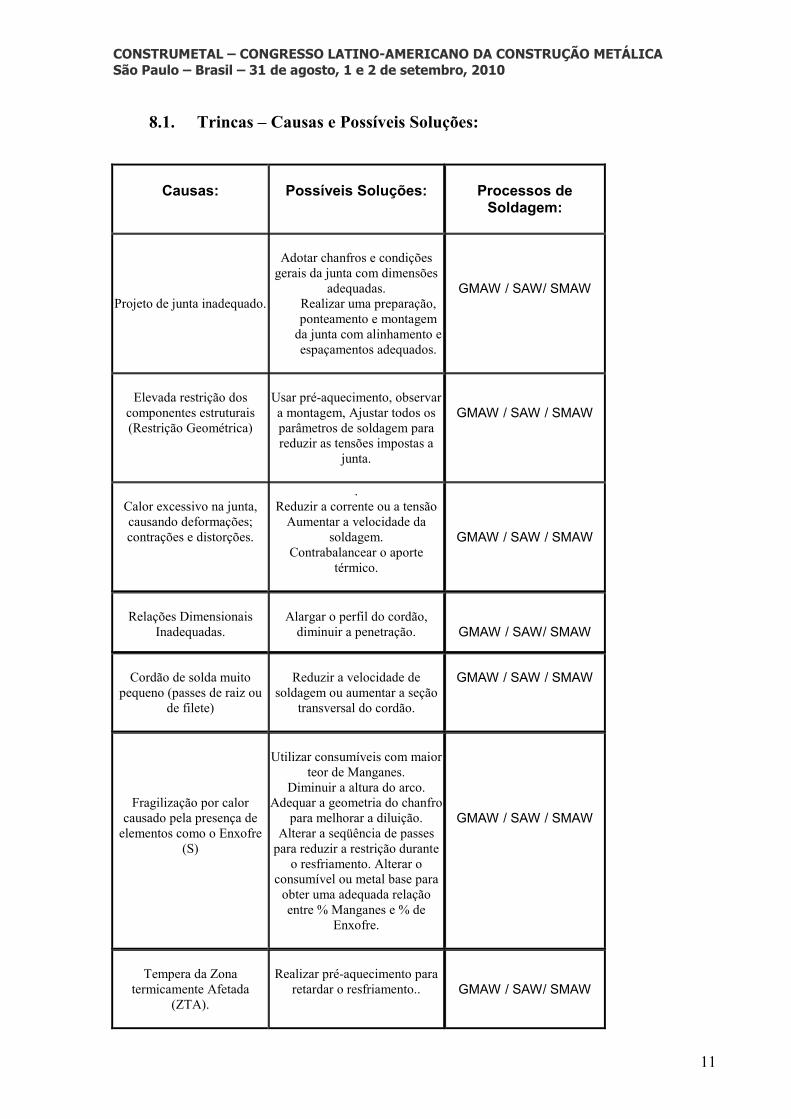
A figura 6 apresenta as Zonas e regiões encontradas nas juntas soldadas, e a figura 7 ilustra
uma macrografia de uma trinca, observada em uma junta soldada pelo processo arco
submerso (SAW).
Figura 6: Regiões da Junta soldada.
a ) ZTA – Zona Termicamente Afetada / ZAC –Zona Afetada pelo Calor.
b) Zona Fundida (ZF).
c) Zona de Ligação (ZL).
d) Metal de Base (MB)
e) Cobre-Junta.
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
11
8.1. Trincas – Causas e Possíveis Soluções:
Causas:
Possíveis Soluções:
Processos de
Soldagem:
Projeto de junta inadequado.
Adotar chanfros e condições
gerais da junta com dimensões adequadas.
Realizar uma preparação, ponteamento e montagem
da junta com alinhamento e espaçamentos adequados.
GMAW / SAW/ SMAW
Elevada restrição dos
componentes estruturais (Restrição Geométrica)
Usar pré-aquecimento, observar a montagem, Ajustar todos os parâmetros de soldagem para reduzir as tensões impostas a
junta.
GMAW / SAW / SMAW
Calor excessivo na junta, causando deformações; contrações e distorções.
. Reduzir a corrente ou a tensão
Aumentar a velocidade da soldagem.
Contrabalancear o aporte térmico.
GMAW / SAW / SMAW
Relações Dimensionais
Inadequadas.
Alargar o perfil do cordão,
diminuir a penetração.
GMAW / SAW/ SMAW
Cordão de solda muito
pequeno (passes de raiz ou de filete)
Reduzir a velocidade de
soldagem ou aumentar a seção transversal do cordão.
GMAW / SAW / SMAW
Fragilização por calor causado pela presença de
elementos como o Enxofre (S)
Utilizar consumíveis com maior
teor de Manganes. Diminuir a altura do arco.
Adequar a geometria do chanfro para melhorar a diluição.
Alterar a seqüência de passes para reduzir a restrição durante
o resfriamento. Alterar o consumível ou metal base para
obter uma adequada relação entre % Manganes e % de
Enxofre.
GMAW / SAW / SMAW
Tempera da Zona
termicamente Afetada (ZTA).
Realizar pré-aquecimento para
retardar o resfriamento..
GMAW / SAW/ SMAW
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
12
Tensões Residuais muito
elevadas.
Efetuar tratamento térmico de
Alivio de Tensões.
GMAW / SAW / SMAW
Fragilização por Hidrogênio.
Utilizar consumíveis secos, (arames, eletrodos, gases). Remover contaminantes
superficiais, (graxas, óleos, tintas de marcação)
Manter a temperatura elevada após a conclusão da soldagem
para difusão do Hidrogênio (Pós Aquecimento).
GMAW / SAW / SMAW
Tabela 5: Nomenclatura dos Processos Conforme AWS – American Welding Society
Figura 7: Macrografias de trincas soldas pelo processo arco submerso,
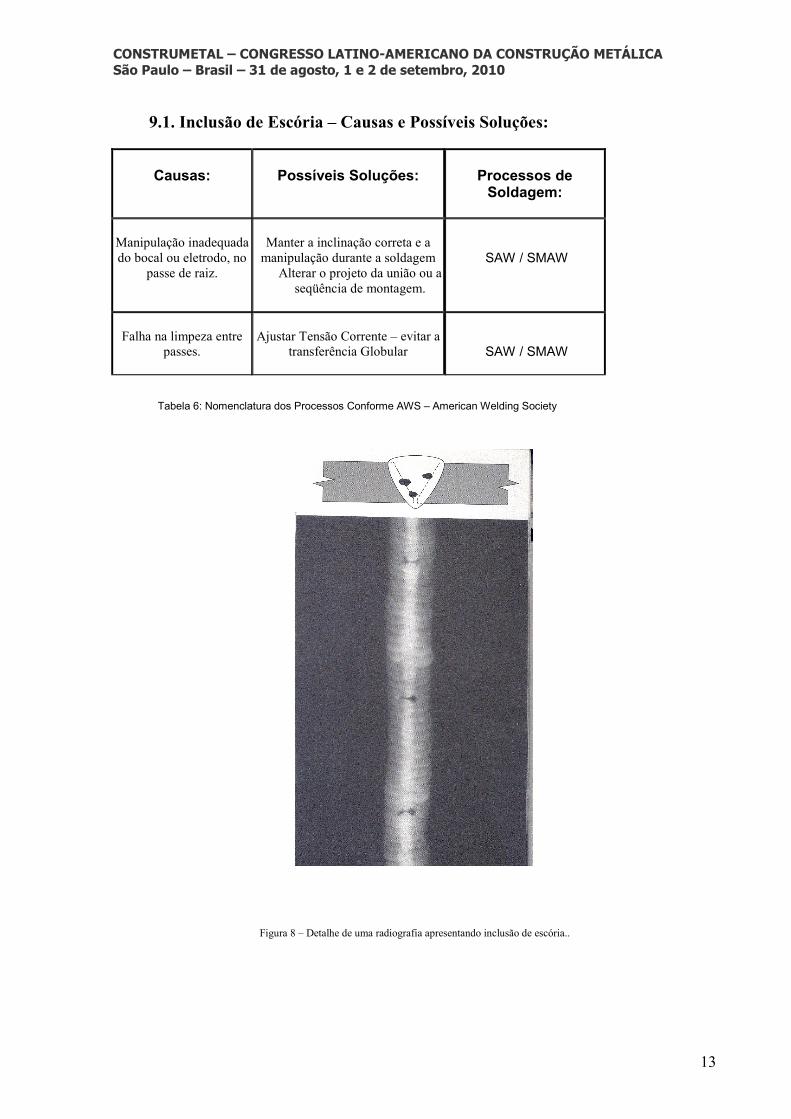
9. Definição de Inclusões de escória: Durante a fusão e subseqüente solidificação da poça de fusão, várias reações se processam.
Estas reações podem gerar partículas que, se presos no metal de solidificado, formariam
inclusões. Por outro lado, vários processos de soldagem utilizam fluxos que formam uma
escória que pode, por diversos motivos, ficar presa no metal solidificado.
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
13
9.1. Inclusão de Escória – Causas e Possíveis Soluções:
Causas:
Possíveis Soluções:
Processos de
Soldagem:
Manipulação inadequada do bocal ou eletrodo, no
passe de raiz.
Manter a inclinação correta e a
manipulação durante a soldagem Alterar o projeto da união ou a
seqüência de montagem.
SAW / SMAW
Falha na limpeza entre
passes.
Ajustar Tensão Corrente – evitar a
transferência Globular
SAW / SMAW
Tabela 6: Nomenclatura dos Processos Conforme AWS – American Welding Society
Figura 8 – Detalhe de uma radiografia apresentando inclusão de escória..
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
14
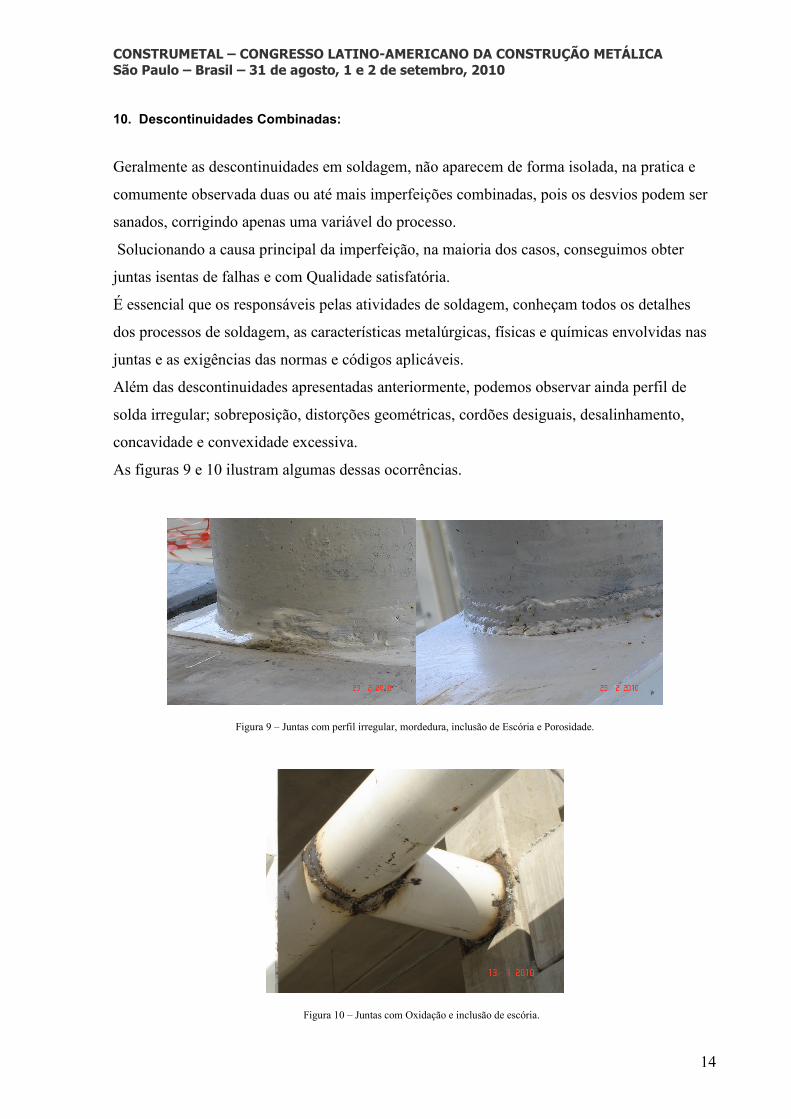
10. Descontinuidades Combinadas: Geralmente as descontinuidades em soldagem, não aparecem de forma isolada, na pratica e
comumente observada duas ou até mais imperfeições combinadas, pois os desvios podem ser
sanados, corrigindo apenas uma variável do processo.
Solucionando a causa principal da imperfeição, na maioria dos casos, conseguimos obter
juntas isentas de falhas e com Qualidade satisfatória.
É essencial que os responsáveis pelas atividades de soldagem, conheçam todos os detalhes
dos processos de soldagem, as características metalúrgicas, físicas e químicas envolvidas nas
juntas e as exigências das normas e códigos aplicáveis.
Além das descontinuidades apresentadas anteriormente, podemos observar ainda perfil de
solda irregular; sobreposição, distorções geométricas, cordões desiguais, desalinhamento,
concavidade e convexidade excessiva.
As figuras 9 e 10 ilustram algumas dessas ocorrências.
Figura 9 – Juntas com perfil irregular, mordedura, inclusão de Escória e Porosidade.
Figura 10 – Juntas com Oxidação e inclusão de escória.
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
15
11. Proposta para Melhoria da Qualidade em Juntas Soldadas: Para a melhoria da Qualidade das juntas soldadas são necessárias ações em vários níveis nas
empresas, sendo que os principais são:
Investimento em treinamento, principalmente nos soldadores e montadores dos
conjuntos;
Investimento em equipamentos de tecnologia adequados aos processos de soldagem
indicados;
Utilização de consumíveis com Qualidade e desempenho reconhecido;
Padronização e elaboração de roteiros e planos de soldagem;
Elaboração de Registros de Qualificação dos Soldadores;
Elaboração de Registro de Qualificação do Procedimento de Soldagem;
Controlar e exigir Certificado de Qualidade dos consumíveis; e das matérias primas
utilizadas (tubos, chapas e perfis); essencial para a montagem de data book completo
com todo histórico da obra;
Laudos da inspeção visual, de líquidos penetrantes ou qualquer outra inspeção
realizada durante a fabricação;
Emitir a ART - Anotação de Responsabilidade Técnica da execução da Soldagem;
Avaliação por inspeção visual em 100 % das juntas soldadas, e ensaio de líquido
penetrante em todas as juntas com penetração total, ou outro critério aceito pelas
partes;
Orientação dos soldadores, e demais colaboradores envolvidos no processo de
soldagem, em relação à regulagem dos equipamentos, técnica de soldagem e melhores
praticas a serem empregadas em campo, visando melhor Qualidade e acabamento de
todas as juntas soldadas;
Emissão dos laudos de acompanhamento de soldagem com o registro dos parâmetros
reais de execução de todos os soldadores envolvidos na obra;
Emissão dos laudos de aprovação; ou outro ensaio complementar de estanqueidade,
visando garantir a Qualidade das juntas mais criticas;
Acompanhamento do procedimento de reparo, para os desvios encontrados nos
ensaios de inspeção visual ou líquido penetrante;
Consumíveis, arames, varetas e eletrodos, utilizados e demais laudos aplicáveis;
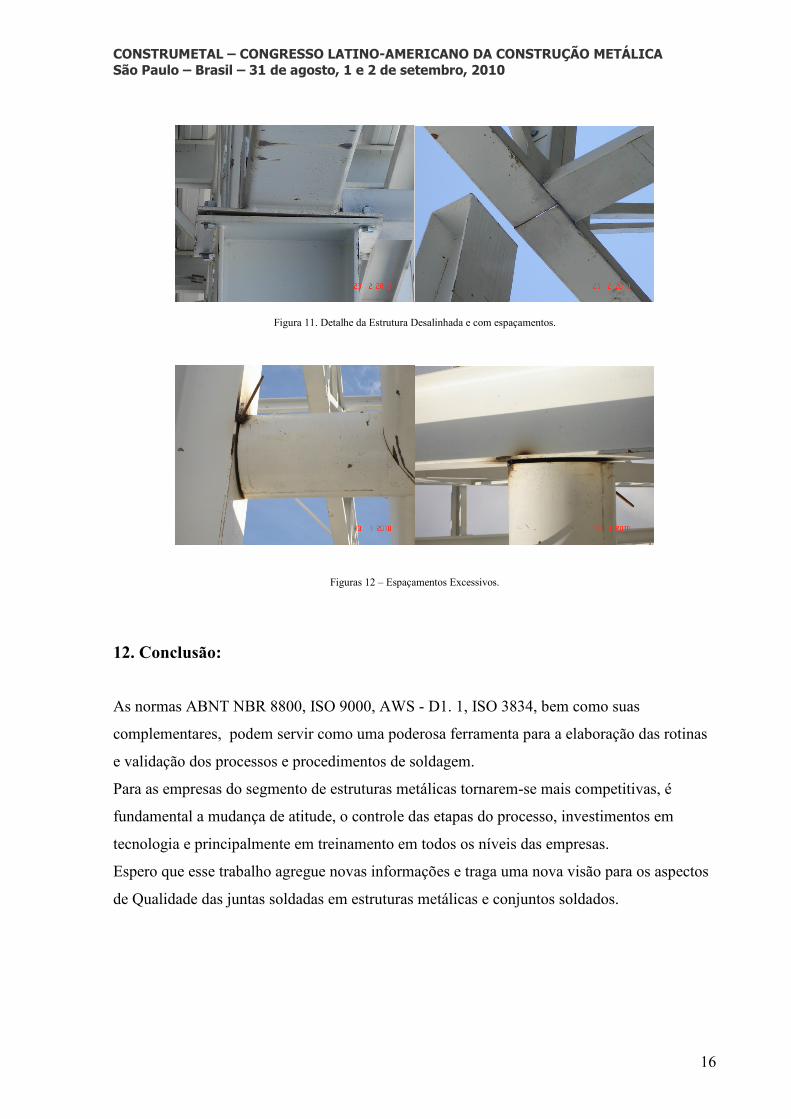
Controlar a montagem e a preparação das peças para evitar desalinhamento e
espaçamentos excessivos, conforme demonstrado nas figuras 11e 12.
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
16
Figura 11. Detalhe da Estrutura Desalinhada e com espaçamentos.
Figuras 12 – Espaçamentos Excessivos.
12. Conclusão: As normas ABNT NBR 8800, ISO 9000, AWS - D1. 1, ISO 3834, bem como suas
complementares, podem servir como uma poderosa ferramenta para a elaboração das rotinas
e validação dos processos e procedimentos de soldagem.
Para as empresas do segmento de estruturas metálicas tornarem-se mais competitivas, é
fundamental a mudança de atitude, o controle das etapas do processo, investimentos em
tecnologia e principalmente em treinamento em todos os níveis das empresas.
Espero que esse trabalho agregue novas informações e traga uma nova visão para os aspectos
de Qualidade das juntas soldadas em estruturas metálicas e conjuntos soldados.
CONSTRUMETAL – CONGRESSO LATINO-AMERICANO DA CONSTRUÇÃO METÁLICA São Paulo – Brasil – 31 de agosto, 1 e 2 de setembro, 2010
17
13. Bibliografia: 1.SENAI-SP , Soldagem .Org.Selma Ziedas e Ivanisa Tatini.São Paulo, 1997 .553p ( Coleção Tecnologia SENAI) 2. OKUMURA,T.,TANIGUCHI, C – Engenharia de Soldagem e Aplicações, Rio de Janeiro: LTC, 1978. 461p 3.BRITO, José de Deus; PARANHOS , Ronaldo – Como Determinar os Custos da Soldagem , Campos dos Goytacazes –RJ –ParkGraf – Editora Ltda., 2005, 74p 4.NOVAIS, Paulo Rogerio Santos de – Notas de Aula Curso Tecnologia de Soldagem FATEC / SP São Paulo -2010 5. Marques, P.V – Tecnologia da Soldagem, Belo Horizonte : Editora “O LUTADOR’- 1991.354p