51574623 simulado de provas sequi petrobras
TRANSCRIPT

Simulado para questões de prova do sequi

INDICE
Separação Materias Pág.
Parte 1 - Controle de Qualidade e Normatização .................................................... 01
Parte 2 - Processos e Procedimentos de Soldagem ................................................. 09
Parte 3 - Tratamentos Térmicos e Materiais ........................................................... 27
Parte 4 - Pintura e Acabamento ............................................................................... 42
Parte 5 -ENSAIOS DESTRUTIVOS – Impacto, Dureza, Tração e Dobramento e Medição .................................................................................................... 46
Parte 6 -ENSAIOS NÃO DESTRUTIVOS – Líquido Penetrantes, Partículas Magnéticas, Radiografia e Ultra-Som ...................................................... 55
Parte 7 - EQUIPAMENTOS – Bombas, Motores, Compressores, Turbinas, Fornos, Permutadores de Calor, Vasos de Pressão, Tubulações e Válvulas .................................................................................................... 86
OBS:As respostas em negrito, são as que considerei corretas.As respostas em vermelho, devem ser pesquisadas para respondermos corretamente.
PARTE 1029. Podemos citar como objetivo de auditoria de qualidade:a) Verificar se estão sendo obedecidos os programas de fabricaçãob) Verificar se estão sendo obedecidos os programas de diligenciamentoc) Verificar se estão sendo obedecidos os programas de procedimento e controle de qualidaded) Verificar se estão sendo obedecidos os programas de qualidade dos instrumentos de medição e a freqüência de sua aferição.e) Existem duas respostas corretas acima
030. Podemos definir “HOLD POINT” como:a) Ponto de espera obrigatório para inspeçãob) Ponto de convocação de inspeção obrigatóriac) Ponto de tested) Ponto de espera obrigatório de diligenciamentoe) NRA
032. A documentação relativa a um fornecimento, numa inspeção tipo “B”, deve ser verificada pelo inspetora) Após o termino dos testesb) Após o inicio da fabricaçãoc) Antes do inicio dos testesd) Antes do inicio da fabricação (tipo C)e) NRA
077. O sistema de garantia de qualidade pode influenciar na melhoria da qualidade:a) Verdadeirob) Não
083. Numa inspeção por amostragem por variáveis, qual o item que devemos ter:a) Calibrador passa não passab) Nenhuma verificação deve ser feitac) Tolerância
113. Como são classificados fine grain size (tamanho do grão fino) segundo ASTM A-20:b) 1 e 2c) 3 e 4d) 1, 2, 3 e 4 e) 5, 6, 7 e 8f) depende da determinação
134. Para um sistema de garantia da qualidade, qual das afirmativas está incorreta:a) O fabricante deve elaborar e executar um plano de garantia da qualidade de sua exclusiva responsabilidadeb) Processos especiais requerem pessoal e processos qualificados.c) Não conformidades devem ser identificadas e corrigidas imediatamente
1

d) Deverá haver subordinação entre controladores e os executores da fabricação.
165. Defina Inspeção de Fabricação:a) Verificar se o equipamento está sendo fabricadob) Constatar existência de matéria primac) Atividade exercida pela PETROBRAS, nas instalações do fabricante, para verificar a conformidade dos materiais em fabricação e o funcionamento do sistema de garantia e controle da qualidaded) Autorizar Parcela de Pagamentoe) Analisar e aprovar desenhos e planos de inspeção e teste
166. Entende-se por qualidade:a) O estabelecimento de diretrizes, normas e padrõesb) O cumprimento das especificações do produto e serviços, não necessitando levar em conta a satisfação do consumidorc) O melhor e feito em menor tempod) O exato cumprimento das especificações de um produto ou serviço, levando em conta o seu custo, a competitividade do mercado e a satisfação do consumidore) A avaliação da conformidade do serviço executando com as especificações e padrões
167. Qual o item que não faz parte de um plano de inspeção:a) O responsável pela inspeçãob) Método de arquivo dos Relatórios de Inspeçãoc) Periodicidade ou época da inspeçãod) Critérios de aceitação e rejeição
225. A AISI classifica os materiais conforme:a) Microestrutura e composição química do aço
326. A inspeção de fabricação visa:a) Liberar o faturamento para o fabricanteb) Autorizar a entrega do materialc) Atestar que os equipamentos estão prontosd) Testemunhar a embalagem e o embarquee) Acompanhar a fabricação, conferir certificados de materiais, efetuar testes a atestar a conformidade dos equipamentos com os respectivos projetos e desenhos aprovados
334. Em uma inspeção por amostragem:a) O lote é o conjunto de peças iguais ou diferentes produzidos em uma mesma jornada de trabalhob) Amostra representativa, independente do tamanho do lote e representada as peças do lotec) NQA (Nível de Qualidade Aceitável) significa o grau de acabamento das peçasd) Quanto menor o lote mais importante é a utilização de inspeção por amostrageme) Amostra é constituída de uma ou mais unidades dos produtos retirados ao acaso de um lote do conjunto
342. Em uma inspeção por amostragem o inspetor encontrou 3 peças defeituosas na amostra. O número de aceitação para o plano estabelecido é a = 1. A decisão correta para este caso é:a) Rejeitar o lote, devendo o fabricante reinspeciona-lo 100% e apresentar novamente para inspeçãob) Substituir as 3 peças defeituosas por peças boas e aprovar o lotec) Como o plano aceita uma peça defeituosa, substituir apenas duas defeituosas por peças boas e aprovar o loted) Desde que haja urgência no recebimento das peças, retirar outra amostra e realizar nova inspeção, pois na primeira amostragem pode ter havido um erro amostral
2
e) Fazer a inspeção 100% do lote e separar as peças boas das peças defeituosas
346. O que se pode esperar com relação as implantações de sistema de garantia de qualidade:a) Produtos de maior qualidade e conseqüentemente mais carosb) Aumento no custo de falhas, devido a maior sucateamento e substituição de materiaisc) Diminuição do custo total do produtod) Diminuição dos custos de prevenção, avaliação e das falhas
347. A auditoria num sistema de garantia de qualidade é utilizado para:a) Detectar e punir os responsáveis pela má qualidadeb) Avaliar se os custos da qualidade estão elevadosc) Fazer um rigoroso controle de qualidaded) Avaliar a eficácia do sistema
365. Para um lote de 500 peças, o nível S4, NQR = 0,65 e plano de amostragem simples atenuada qual característica:a) Tamanho do lote, F8, AC = 0 e RE = 1
381. Quais os tipos de inspeção referem-se a inspeção final:a) A, B e Eb) A e Bc) Ed) NRA
382. Qual o documento emitido pela PETROBRÁS que auxilia na inspeção:a) Rotina de inspeção
385. Para que serve o bloco padrão:a) Aferição e medição
387. Qual o documento que o fornecedor emite após assinatura da AFM:a) PCMb) Plano da qualidade
406. O que é RANGE:a) Conjunto de valores da variável medida que esta compreendido dentro do limite inferior e superior da capacidade de medida - Ex. 100 ‘a 500ºC (faixa de medida)
407. O que é SPAN:a) É a diferença algébrica entre o valor superior e inferior da faixa de medida do instrumento. Ex. 100 á 250ºC – Spam = 150ºC
427. Qual o tamanho mínimo recomendado de uma amostra:a) 20b) 40c) 50d) 15e) 10
432. Se uma descontinuidade for avaliada como sendo uma indicação verdadeira então a peça deve ser automaticamente rejeitada:a) Verdadeiro
3
b) Falso
436. A correta implantação de um sistema de garantia do trabalho contribui para o aumento da produtividade:a) Verdadeirob) Falso
437. O plano de inspeção e testes deve ser aprovado pelo:a) Órgão inspetorb) Projetistac) Diligenciadord) Fabricantee) Órgão de qualidade
472. Qual sigla padrão utilizada para relatar uma não conformidade:a) RCNb) ANCc) RNCd) NRA
500. O que significa a sigla RM para Petrobrás:a) É o documento do órgão requisitante que contém informações operacionais de instalação e de segurança a FD e a ET são partes integrantes
501. O que significa a sigla FD para Petrobrás:a) É o documento que contém requisitos básicos do produto adquirido tal como, modelo, tipo, características especiais e etc
502. O que significa a sigla ET para Petrobrás:a) É o documento que detalha os testes, exames, inspeções e os critérios de aceitação, bem como normas e códigos de fabricação
503. O que é planejamento da qualidade:a) É um documento de projeto do fabricante indicando os requisitos mínimos da qualidade para o produto especifico
504. O que é plano da qualidade:a) É um registro que indica as fases de inspeção testemunhadas ou não pelo cliente
505. A analise dos processos produtivos e dos procedimentos da qualidade é uma exigência para o plano de inspeção ser aprovado:a) Sim, sempre que o tipo “C” de inspeção for definido em contrato
506. Em situação o plano de inspeção não esta sujeito a aprovação:a) Quando a inspeção é do tipo “A, nesse caso o plano de inspeção é apenas apresentado para conhecimento
507. As inspeções do tipo “A” e “B” mantém foco exclusivamente no produto enquanto a inspeção do tipo “C” mantém foco no processo:a) Verdadeirob) Falso
508. Em que situação os procedimentos e instruções de serviços do fabricante são submetidos à aprovação pela Petrobrás:
4

a) Sempre que o fabricante não tem sistema de qualidade NBR-ISSO certificado
509. Qual deve ser a decisão do inspetor quando o produto inspecionado está adequado, porém, não foi apresentada a documentação técnica:a) Faz-se o registro de rejeição, porém, com indicação de produto “inspecionado e aceito”, contudo rejeitado, devido ausência de documentação técnica
510. Em que condição o plano de inspeção do tipo “C” não precisa ser aprovado pela Petrobrás, podendo ser exclusivamente aprovado pela firma inspetora:a) No caso de produto não Tagueado
511. É possível a Petrobrás autorizar inspeção por um inspetor não qualificado pela norma N-2033:a) Sim, nesse caso sua formação educacional tem que ser igual ou superior à exigida pelo Apêndice B da norma N-2033
512. O que é auditoria da inspeção:a) É um evento conduzido pela Petrobrás para certificar-se de que todas as fases e registros de inspeção foram adequadamente conduzidas
542. Que se entende por ponto de espera obrigatório (hold point):a) Ponto de espera que requer o testemunho do órgão de inspeçãob) Ponto para se analisar não conformidadec) Ponto de espera para se analisar por parte do fornecedord) Ponto para se reunir todos os componentes que irão compor um equipamentoe) Ponto para se discutir fornecedor e cliente quanto ao projeto
543. O que é pressão de projeto:a) É a pressão nas condições mais severas previstas em serviços normais
575. Quanto aos requisitos de calibração de equipamentos de acordo com ASME Sec V Art 7, temos que:a) Os equipamentos contendo amperímetros não necessitam de calibraçãob) Os equipamentos contendo amperímetros necessitam calibração pelo menos uma vez por anoc) Os equipamentos contendo amperímetros podem ser calibrados por qualquer padrão conhecidod) Os equipamentos contendo amperímetros devem ser calibrados duas vezes ao ano
649. Em uma fábrica temos: Engenharia, Produção e Controle de Qualidade. Referente a uma não conformidade indique qual (is) afirmativas abaixo não seriam atribuição de um órgão de Controle de Qualidade.a) Detectar uma não conformidade.b) Propor uma medida corretiva.c) Acompanhar a execução da medida corretiva.d) Aprovar a execução da medida corretiva.e) NRA
651. O tipo de inspeção "E" refere-se a que situação:a) O mesmo da inspeção tipo "A"a) O mesmo da inspeção tipo "B"a) O mesmo da inspeção tipo "B"d) Equipamento com explosividadee) NRA
833. Considerando os novos conceitos de inspeção na manutenção a principal missão da atividade de manutenção poder ser resumida como “ garantir a qualidade dos serviços de manutenção“: resposta ( integridade dos equipamentos )
5

a) Verdadeirob) Falso
847. Entende-se por rastreabilidade em ensaios e testes a comprovação que o ensaio foi feito com, procedimento qualificado, pessoal certificado, aparelho calibrado e consumíveis avaliados no recebimento:a) Verdadeirob) Falso
854. O que é rastreabilidade em controle de qualidade:a) A possibilidade de verificar eventos passados através de documentação e registros arquivados
855. Porque o fabricante deve numerar os instrumentos usados no controle de qualidade:a) Controle da aferição e calibração
861. O que significa a sigla PSL:a) Nível de qualidade do produto
881. Qual a função do relatório de inspeção:a) Para relatar informações técnicas detalhadas sobre os resultados de inspeções em equipamentos ou peças, e deve conter no mínimo a descrição do equipamento ou peças, objetivo da inspeção, comentários e resultados da inspeção e conclusão
168. Qual documento gerado pelo fabricante quando é detectado um desvio da peça em relação ao desenho de fabricação:a) Relatório dimensionalb) Boletim Internoc) Protocolo Internod) Relatório de não conformidadee) Memorando para engenharia
170. A inspeção do equipamento é responsabilidade do:a) Clienteb) Fornecedorc) Firma contratadad) Cliente da firma contratada e fornecedore) NRA
193. Basicamente o que você entende de um material SAE-4043:a) Aço carbono com 0,43% de carbonob) Aço inoxidável com 0,40% de cromoc) Aço liga com tensão de ruptura acima de 40 Kgf/cm2d) Aço liga com 0,40% de carbonoe) NRA
327. Para as inspeções tipo C e D que documentos deve ser apresentados ao órgão inspetor para sua aprovação:a) Desenho de conjuntob) RMc) FDd) Especificações técnicase) Plano de inspeção e testes
6
328. Das tarefas indicadas abaixo indique aquelas somente de controle de qualidade, dentro de um sistema de garantia da qualidade:a) Verificar se estão sendo obedecidos os programas de fabricaçãob) Verificar se estão sendo obedecidos os programas de deligenciamentoc) Verificar se estão sendo obedecidos os programas de procedimento e controle de qualidaded) Verificar se estão sendo obedecidos os programas de qualidade dos instrumentos de medição e a freqüência de sua aferiçãoe) Existem 2 respostas corretas acima
329. Assinale as alternativas. Com base na documentação técnica necessária para se trabalhar no controle de qualidade, leia e responda:1) Para se verificar se uma junta após a soldagem e durante a inspeção necessita de Partícula Magnética, deve-se consultar as instruções de execução e inspeção de soldagem2) O registro de qualificação dos soldadores é preparado a partir da relação dos soldadores qualificados3) O controle de desempenho de operadores de soldagem é baseado nos resultados de exames visuais4) As instruções de inspeção e execução da soldagem são usadas pelo inspetor para acompanhamento das qualificações5) Para saber se um determinador soldador está qualificado para soldar sob determinado F-number, deve-se consultar o P.S.E.
a) Só a 5 está erradab) A 2,3 e 5 estão certasc) A 2,3,4 e 5 estão erradasd) Todas estão certase) Todas estão erradas
335. Qual das seguintes características não podem ser consideradas como variável na inspeção por amostragem:a) Teor de elementos de liga no açob) Diâmetro do rotor de bombas em uma fabricação seriadac) Tempo de fusão de um fusível elétricod) Cores de pares de sapatos numa fabricação seriada
336. Ao conceito de inspeção por variáveis essenciais associado ao conceito de:a) Medição através de calibres passa não passab) Caráter qualitativo de inspeçãoc) Presença ou ausência de característicasd) Tolerância
348. O que não é fornecido ao fabricante no pedido de cotação:a) Vazãob) Altura monométrica total ( Head )c) Rendimentod) Temperaturae) NRA
358. Em uma inspeção tipo “C” um inspetor encontrou uma não conformidade, que em sua opinião ela não era muito importante, solicitou que a mesma fosse corrigida pelo fabricante, porém vendo que ela era de fácil detecção, o inspetor liberou o equipamento para próxima fase de fabricação, pois sabia que poderia verificar a correção desta não conformidade, na etapa seguinte. Pergunta o inspetor agiu corretamente:a) Simb) Não
7

384. Em uma auditoria de qualidade verifica-se:a) Se os paquímetros estão calibrados e constam no plano de qualidadeb) Se os pedidos de compra atendem o plano de qualidade
419. O que é Ra em rugosidade:a) Raiz média quadrática da diferença entra valores lidosb) Uma mediana entre os valores medidos
471. Para que serve o Relatório de Inspeção:a) Para relatar o desempenho dos soldadoresb) Para relatar falhas graves em um documento, quando não existe outro documento próprio para se relatar
477. Qual o documento que rege uma compra de equipamento para a Petrobrás:a) AFMb) RMc) PCMd) NRA
871. Numa inspeção tipo “B” a documentação deve ser verificada antes dos testes:a) Verdadeirob) Falso
PARTE 2004. Em um determinado processo de soldagem foi utilizado um consumível EH14, em qual processo ele é adequado:a) Eletro escóriab) Eletrodo revestidoc) Arco submersod) MIG/MAG
010. O pós-aquecimento de uma junta soldada tem por finalidade:a) Eliminar o teor de H2b) Reduzir durezac) Aliviar tensãod) Reduzir tensão residuale) NRA
018. Quais das seguintes características dependem do tipo de revestimento do eletrodo :a) Penetraçãob) Tipo de correntec) Forma do cordão de solda obtidod) Todas as repostas acima estão corretase) NRA
020. As variáveis essenciais na qualificação de procedimento de soldagem são:a) Aquelas em que caso haja alteração o procedimento só e valido para materiais de P-nunber inferiorb) Caso haja alteração não haveria problemas. Não será necessário qualificação.
8
c) Alterando uma variável o eletrodo devera ser modificadod) NRA
021. As diferenças entre procedimento e processo de soldagem são:a) Não existe diferençab) O procedimento é a maneira pela qual o processo e executadoc) O procedimento qualifica o processod) O processo qualifica o procedimentoe) NRA 027. Com relação às trincas em solda, qual é a resposta correta:a) Em solda sem responsabilidades, podemos aceitar trincas transversaisb) Trincas longitudinais devem ser recuperadasc) Podemos aceitar trincas, desde que estejam com comprimento abaixo do especificadod) Nenhuma trinca pode ser feitae) Duas respostas acima estão erradas 031. Um fabricante de caldeiras não possui procedimento de soldagem qualificado. O inspetor deve:a) Interromper a fabricação e solicitar que o procedimento seja qualificadob) Interromper a fabricação e verificar se o soldador é qualificado. Caso afirmativo, permitir o prosseguimento da fabricaçãoc) Solicitar que o procedimento seja qualificado, sem interromper a fabricaçãod) Não interromper a fabricação, pois isto entrará em choque com o prazo de entregae) NRA
033. Temos eletrodo celulósico tipo AWS E 6010 AWS 6011. Estes eletrodos devem ser secos e conservadosa) 250ºC (1h) 120 ºCb) 150 ºC (1Hr) e acima de 100 ºCc) Devem conservar com teor de umidade entre aprox. 2,0% e 5,00%d) Deve-se secar a baixa temperatura de 60 a 80 ºCe) NRA
035. Em qualificação de procedimento de soldagem por arco submerso foram feitos testes de tração e dobramento conforme norma. Qual das combinações de fluxo-arame é correta:a) F 7A4-EM12Kb) F 7P2-EM12Kc) F 7AV-EM12Kd) F 7AZ- EM 12Ke) NRA
036. Das propriedades indicadas abaixo indique aquela que grande influência tem na deformação dos materiais durante sua soldagema) Condutividade térmicab) Ponto de fusãoc) Resistência ao impactod) Densidade e dureza
037. Das variáveis a seguir, assinale aquelas que devem constar obrigatoriamente em um procedimento de correção da deformação por meio do aquecimento localizadoa) Tipo de gás empregado
9
b) Tipo de maçarico empregadoc) Forma da região a ser aquecidad) Temperatura máxima da região a ser aquecida
038. Na construção de navios é comum se utilizar aquecimento localizado na forma chamada de “aquecimento em espiral’’ para se corrigir deformações nas chapas de aço carbono do costado. Qual das propriedades a seguir deve ser comum a todos estes tipos de aquecimento:a) O gás de aquecimento deve ser o propanob) O resfriamento deve ser feito com pistola atomizadora de águac) O aquecimento deve ser feito do lado oposto ao lado onde se deseja que haja contração do materiald) A temperatura máxima de aquecimento deve se situar em torno de 6500
039. Após soldagem sem restrição de duas chapas de aço carbono unidas por junta de topo, a distribuição de tensões longitudinais a solda se dará da seguinte forma:a) Tensões de compressão na solda e tração na borda de soldab) Tensões de tração na solda e compressão na borda da soldac) Tensões de compressão na solda, na borda da solda e na borda da chapad) Tensões de tração na solda, na borda da solda e na borda de chapae) Tensões de traço na solda, na borda da solda e compressão na borda da chapa
040. Na soldagem sem restrição de chapas de aço carbono em juntas de topo, a substituição de chanfro em V por chanfro em X promoverãoa) Aumento de contração transversalb) Diminuição de deformação angularc) Aumento da contração longitudinald) Escoamento do cordão, de solda
043. Quanto menores forem os limites de escoamento do metal de base e do metal de solda, menores serão as tensões residuais.a) Verdadeirab) Falsa
045. A deformação após soldagem é resultante:a) Apenas do elevado limite de escoamento do metal de base em relação ao metal de soldab) Apenas do acúmulo de tensões residuais no metal de soldac) Apenas da elevada condutividade térmica do metal de solda em relação ao metal de based) Da ação combinada de vários fatores tais como: baixa condutividade térmica, tensões residuais elevadas, elevado coeficiente de dilatação entre outros.
046. Assinale a afirmativa corretaa) O Empenamento para ocorrer, na soldagem de chapas de aço carbono, só depende do processo de soldagem utilizadob) A deformação angular pode ocorrer mesmo na soldagem em junta de topo de chapa de aço carbono com chanfro em X, dependendo da seqüência de deposição dos passes de “soldac) A contração longitudinal na soldagem de juntas de topo 5 G depende da área da secção transversal da zona fundida da soldad) A contração transversal na soldagem de juntas de topo de chapas de aço carbono depende da secção transversal das chapas
048. Qual o principal tipo de deformação que ocorre na soldagem de chapas de espessura de 25mm:a) Empenamentob) Contração transversalc) Contração Longitudinald) Deformação angular
10
061. Para verificar se a raiz de uma certa junta é feita com eletrodo revestido ou com TIG, deve-se consultar o PSE.a) Verdadeirob) Falso
062. Através de qual documento, listado abaixo, verifica-se a corrente para a soldagem de uma determinada junta, numa operação de soldagem:a) Instrução de execução e inspeção da soldagemb) Relatório de inspeçãoc) Controle de desempenho de soldador e de soldageme) Registro de qualificação de solda e operador de soldagem
063. Para verificar se um soldador está qualificado para executar uma determinada junta, consulta-se:a) Relação de soldadores e operadores de soldagem qualificadosb) procedimento de soldagem da executantec) Registro de qualificação de procedimentod) Instruções para execução e inspeção de soldagem
076. Qual a função dos seguintes elementos de liga:a) Cromo ( d ) melhora a usinabilidade dos aços.b) Níquel ( e ) aumenta a resistência à fluência ( creep )c) Sílica ( b ) aumenta a resistência ao calord) Chumbo ( c ) Isolar, suprimir o magnetismoe) Molibdênio ( f ) Influenciar no magnetismof) Cobalto ( a ) aumenta a resistência a corrosão /desgaste
080. A difusão de hidrogênio pode ser diminuída aplicando-se: a) Pós-aquecimento b) Controle de temperatura dos interpasses c) Há três respostas d) Pré-aquecimento
088. Para que serve o documento Relação de Soldadores/operadores.a) Informar de forma abrangente, quais os soldadores, estão trabalhando dentro dos limites da qualificação.
089. Qual é a função do pós-aquecimento:a) Principal objetivo é aumentar a difusão do h2
093. Num aço carbono, o acréscimo no percentual de carbono tende a:a) Diminuir a soldabilidadeb) Aumentar a resistência a fragilidadec) Diminuir o escoamentod) Diminuir a dureza
106. Qual o eletrodo necessita maior cuidado na armazenagem e secagem:a) AWS E7010b) AWS E6010c) AWS E7016d) NRA
11

111. Na soldagem com processo MAG (metal active gás), indique qual o seu principal inconveniente:a) Falta de penetraçãob) Contaminaçãoc) Mordedurasd) Falta de fusãoe) Reforço excessiva
112. A posição 5G é mais dificultosa do que a 1G:a) Certob) Errado
115. Associara) E-7016b) EL-12c) E-6010d) ER-70S6e) F72-XXXf) E-8012-B1
( e ) Fluxo para arco submerso( c ) Eletrodo revestido celulósico( d ) Arame para solda a gás( f ) Eletrodo para aço baixa liga( b ) Arame para arco submerso( a ) Eletrodo revestido baixo hidrogênio
120. Em uma montagem, para posterior soldagem, devem ser previstas amarrações de travamento para contrações de soldagem, no entanto qual contração e/ ou tração você deve deixar completamente livre:a) Transversal b) Longitudinalc) Laterald) NRA
130. Assinale a afirmativa correta:a) O pré-aquecimento aumenta a temperatura máxima da repartição térmica.b) O pré-aquecimento diminui o tempo de permanência numa certa temperatura.c) O pré-aquecimento eleva a velocidade de resfriamento.d) O pré-aquecimento eleva o campo da repartição térmica.
137. Variáveis de soldagem podem ocasionar mudança na qualidade:a) As variáveis são condições de soldagem que se mudadas afetam a qualidade das soldas
146. Qual a vantagem do aquecimento por resistência elétrica:a) O aquecimento é contínuo e uniforme, pode ser mantido durante o processo de soldagem, a temperatura pode ser ajustada, os soldadores podem trabalhar sem parada para ajustar a temperatura de pré-aquecimento
147. Qual o tipo de revestimento do eletrodo E-7018:
12
a) Ácidob) Básicoc) Rutílicod) Celulósicoe) NRA
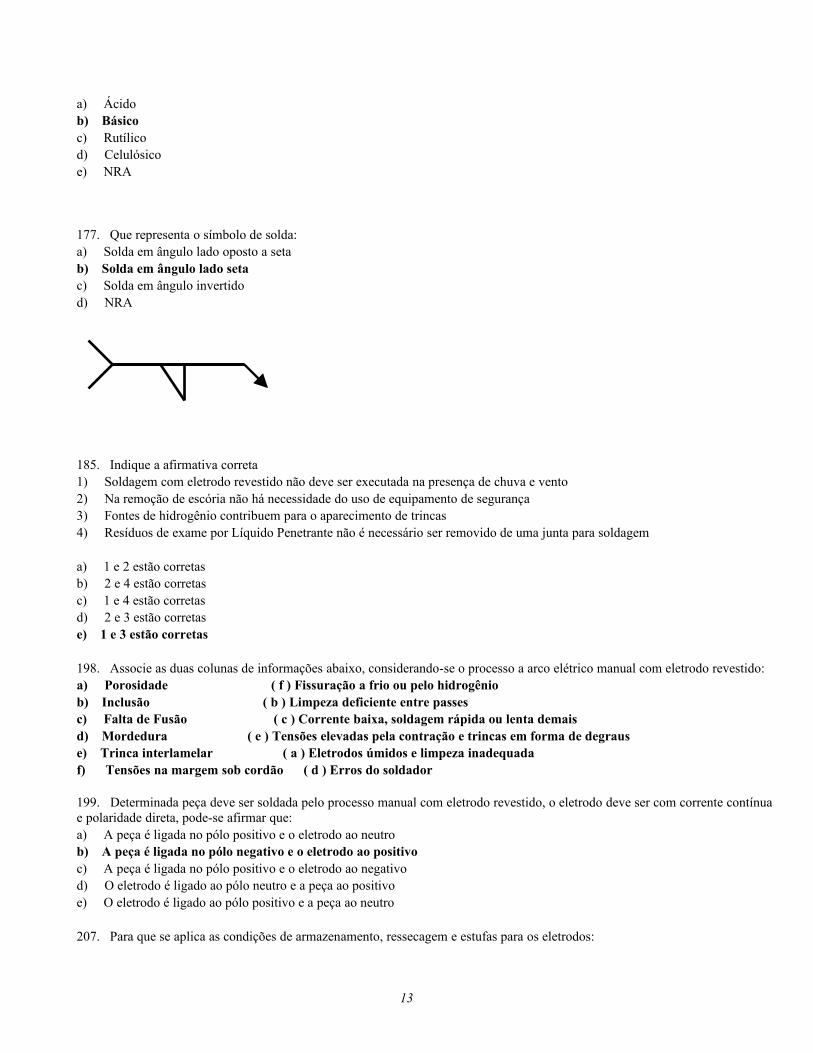
177. Que representa o símbolo de solda:a) Solda em ângulo lado oposto a setab) Solda em ângulo lado setac) Solda em ângulo invertidod) NRA
185. Indique a afirmativa correta1) Soldagem com eletrodo revestido não deve ser executada na presença de chuva e vento2) Na remoção de escória não há necessidade do uso de equipamento de segurança3) Fontes de hidrogênio contribuem para o aparecimento de trincas4) Resíduos de exame por Líquido Penetrante não é necessário ser removido de uma junta para soldagem
a) 1 e 2 estão corretasb) 2 e 4 estão corretasc) 1 e 4 estão corretasd) 2 e 3 estão corretase) 1 e 3 estão corretas
198. Associe as duas colunas de informações abaixo, considerando-se o processo a arco elétrico manual com eletrodo revestido:a) Porosidade ( f ) Fissuração a frio ou pelo hidrogêniob) Inclusão ( b ) Limpeza deficiente entre passesc) Falta de Fusão ( c ) Corrente baixa, soldagem rápida ou lenta demaisd) Mordedura ( e ) Tensões elevadas pela contração e trincas em forma de degrause) Trinca interlamelar ( a ) Eletrodos úmidos e limpeza inadequadaf) Tensões na margem sob cordão ( d ) Erros do soldador
199. Determinada peça deve ser soldada pelo processo manual com eletrodo revestido, o eletrodo deve ser com corrente contínua e polaridade direta, pode-se afirmar que:a) A peça é ligada no pólo positivo e o eletrodo ao neutrob) A peça é ligada no pólo negativo e o eletrodo ao positivoc) A peça é ligada no pólo positivo e o eletrodo ao negativod) O eletrodo é ligado ao pólo neutro e a peça ao positivoe) O eletrodo é ligado ao pólo positivo e a peça ao neutro
207. Para que se aplica as condições de armazenamento, ressecagem e estufas para os eletrodos:
13

a) Para manter as mesmas características de fabricação do eletrodo
209. Qual a posição de soldagem do eletrodo 7018:a) Horizontal e planab) Vertical, horizontal, plana e sobre cabeçac) Horizontal e verticald) Todas as posições
220. Quais as inspeções devem ser feitas para o revestimento de níquel:a) Visual, dimensional, porosidade, medição de espessura e adesão
222. Para que serve o Pirômetro de Contato:a) Verificar a temperatura de pré-aquecimento, pós-aquecimento e interpasses
226. Como controlar a deformação de uma viga composta por chapas:a) Usar eletrodo de diâmetro menor e uma polaridade CC+
301. Qual a finalidade do pré-aquecimento numa junta soldada:a) Diminuir a velocidade de difusão do hidrogênio na junta soldadab) Eliminar a umidade residualc) Aumentar a repartição térmicad) Evitar a tempera, isto é, a formação de Martensitae) Existem 3 respostas certas
344. Os ensaios previsto no ASME SEC IX para qualificação de um processo de soldagem de uma solda de topo, são:a) Tração e dobramentob) Ultra-som e Partículas Magnéticasc) Tração e Radiografiad) Radiografia e dobramento
390. Qual a seqüência mais correta para a fabricação de uma peça soldada e usinada:a) Alívio de Tensão, soldagem e usinagemb) Soldagem, usinagem e Alívio de Tensãoc) Soldagem, Alívio de Tensão e usinagem
391. Qual a finalidade do termopar:a) É utilizado para medições a grandes distânciasb) Medições de temperaturas
395. Qual dos gases abaixo usados em processos de soldagem são ativos:a) Hélio,criptônio e nitrogêniob) Argônio e dióxido de carbonoc) Criptônio, nitrogênio e oxigêniod) Nitrogênio,oxigênio e dióxido de carbono
401. O que é classificação de um eletrodo:a) Agrupamento com base as propriedades mecânicas do metal de solda na condição soldada, tipo de revestimento, posição de soldagem do eletrodo e tipo de corrente
402. O que é especificação de um eletrodo:
14
a) Agrupamento em função da composição química do metal de solda ou do consumível e do processo de soldagem
413. A contração transversal de uma solda depende da:a) Área transversal b) Lateral a solda c) Área Longitudinal
425. Indique o método mais adequado para minimizar os efeitos da deformação na execução de solda de topo:a) Usar chanfro em “V”b) Aumentar o ângulo do chanfroc) Usar chanfro em “X”d) Diminuir a abertura da raize) Aumentar o ângulo do chanfro e diminuir a abertura da raiz
431. Indique a resposta correta relativa as especificações AWS consumíveis:a) Existe 2 alternativas corretab) Todas as alternativas estão corretasc) A analise química é feita sempre do material depositadod) Para todos os consumíveis é exigido ao menos ensaio de tração e análise química
434. Qual das respostas não representa vantagem no pré-aquecimento:a) Reduzir velocidade resfriamentob) Reduzir susictividade a fissuração pelo hidrogênioc) Reduzir a possibilidade de temperad) Aumentar de difusão do hidrogênio
513. Na soldagem a arco elétrico com eletrodo revestido quais descontinuidades são provocadas por descontrole do gradiente de energia ou potência de soldagem:a) Respingos falta de fusão, falta de penetração, trincas e deformação
514. Na energia de soldagem qual variável depende exclusivamente da habilidade do soldador:a) Na amperagem de soldagem
515. Quais as principais causas de deformação durante a soldagem:a) Gradiente de temperatura, diâmetro do eletrodo, material de base, soldagem não compensada, material dissemelhante
516. Evitar a soldagem excessiva é um modo de controle da deformação durante a soldagem. Quais os meios habitualmente utilizados para se evitar a soldagem excessiva:a) Reduzir o ângulo do chanfro, reduzir o gradiente de temperatura e diminuir o diâmetro do eletrodo
517. Na soldagem a arco elétrico com eletrodo revestido quais descontinuidades são provocadas por eletrodo úmido:a) Porosidade e trinca
518. Na soldagem a arco elétrico com eletrodo revestido quais descontinuidades são provocadas por inabilidade do soldador:a) Mordedura, concavidade e sobreposição
519. Existe alguma limitação para a soldagem com eletrodo AWS E-7018 em junta vertical:a) Sim, só deve ser empregado na progressão ascendente
15

520. Na soldagem TIG para aço carbono é obrigatório o uso de proteção na raiz da solda:a) Não, porém quando aplicado deve ser usado o Argônio ou o Hélio
521. O código AWS D1.1 pode ser aceito na qualificação de uma RQP para Vaso de Pressão:a) Não, somente para estrutura metálica, o ASME IX, entretanto, pode ser aplicado tanto para vasos de pressão quanto em estruturas metálicas
522. Quando a amperagem é uma variável essencial ela pode ser medida na saída do gerador do soldador:a) Não, a medição deve ser feita mais próximo o possível do porta-eletrodo
523. Para o RQP de soldagem em aço carbono com ensaio de charpy e eletrodo AWS 7018, a mudança da marca comercial implica na necessidade de requalificação da EPS:a) Não, somente para eletrodos AWS E-XXXX-G, arame (MIG) e fluxo
526. Na qualificação de uma EPS para aços inoxidáveis e ligas de níquel é exigido o exame da junta soldada por LP:a) Sim, na primeira camada e na ultima, se a raiz for goivada o Líquido Penetrante é também exigido na raiz da solda
527. Um gráfico do Tratamento Térmico apresentado no data-book de um equipamento indica a temperatura de patamar inferior à recomendada pela norma ASTM para o material, porém com o tempo de permanência aumentado. Esse gráfico pode ser aceito:a) Sim, desde que o tempo seja compatível com a espessura do Corpo de Prova
528. É permitido utilizar soldador qualificado para uma junta em “V” na soldagem de tubulação API 1104 com chanfro em “U”:a) Verdadeirob) Falso
529. É permitida a soldagem TIG em aço carbono sem o gás de proteção da raiz da solda. Se para os aços inoxidáveis são recomendados os gases de proteção Argônio, Hélio e Nitrogênio, qual desses não é recomendado na soldagem de aço carbono:a) Sim, o nitrogênio
530. Por que não são aplicados pré e pós-aquecimento na soldagem de aços inoxidáveis austeniticos:a) Para evitar a precipitação de carbonetos e, portanto, sua oxidação531. Qual o teor de ferrita limite para a execução de uma soldagem em aços inoxidáveis austeniticos a fim de evitar a fissuração:a) Deve ser de 10%
544. Quais as principais causas da fissuração à frio (hidrogenização) durante a soldagem:a) Oxidação e falta de pós-aquecimento
563. Em geral para a inspeção de soldas planas pela técnica de eletrodos, a avaliação da intensidade da corrente é feita baseada:a) Na espessura da chapab) No tipo de materialc) Na distância entre pontos de contatod) As alternativas (a) e (c) estão corretas
574. De acordo com o ASME V Art 7, a inspeção de uma junta soldada deve:a) Ser inspecionada duas vezes numa mesma região, com a direção do campo do primeiro ensaio, perpendicular ao segundo ensaio:b) Sofrer tratamento térmico antes do ensaioc) Ser utilizada somente partículas magnéticas via úmidad) As alternativas (a) e (c) estão corretas
613. A preparação da superfície de uma junta soldada de aço inoxidável austenítico, deve ser feita:
16

a) Da mesma maneira que aço carbonob) Com escovamento manual ou rotativoc) Com o uso de solventes ou limpeza químicad) Com o uso de escovas ou ferramentas revestidas de mesmo material
638. Associe as alternativas abaixo:a) TIGb) Arco Submersoc) Eletrodo revestidod) MIG/MAG
( b ) União dos metais com arco elétrico entre um eletrodo nu e metal base sob um manto de fluxo granulado.( d ) Arco elétrico entre um eletrodo nu e o metal base, com um gás inerte protegendo o arco.( a ) Arco elétrico entre um eletrodo de tungstênio e o metal base, com um gás inerte protegendo o arco.( c ) Arco elétrico entre um eletrodo com revestimento e o metal base.
654. Qual a influência da composição química (carbono equivalente CE) em uma soldagem de aço carbono:a) Têmperab) Porosc) Mordedurad) Over Lape) NRA
776. A técnica de “temper baed” consiste em endurecer aos cordões de soldas: resposta ( revenir )a) Verdadeirob) Falso
842. Chama-se de reparo a todo serviço realizado no equipamento para que este seja recolocado nas suas condições de projeto:a) Verdadeirob) Falso
852. O que é solda heterogênea:a) É aquela que a composição química do metal depositado difere significativamente a do metal de base
856. Como você recomendaria ao fabricante a remoção dos dispositivos de montagem em soldas ( cachorros ):a) Cortar com oxi-corte, esmerilhamento ou disco
857. Qual a influência do carbono em uma junta soldada:a) Temperab) Mordedurac) Porosd) Trincase) NRA
865. Quais os temperaturas limites para secagem e manutenção dos eletrodos E-XXX5 e E-XXX2:a) 350ºC de secagem durante 1 hora e manutenção a 150ºC
872. A posição 5G exige menor habilidade do soldador que a posição 1G:a) Verdadeirob) Falso
17
882. Para que serve o documento de controle de desempenho de soldadores e operadores de soldagem:a) Comparação entre a qualidade das soldas inspecionadas e a quantidade de defeitos de cada soldador ou operador, este controle se baseia nos resultados dos exames de radiografia e ultra-som
903. Qual a característica e como funciona o termopar:a) É um termômetro largamente utilizado nas faixas de temperaturas de 200ºC à 1000ºC com resposta rápida, funciona de acordo com o principio de Seelord, ou seja, qualquer alteração na junção de dois metais diferentes gera uma diferença de potencial que é diretamente proporcional a diferença de temperatura entre as junções
904. Quais as verificações que de vem ser realizados no fio de extensão de um termopar:a) Verificar a polaridade em relação a identificação da cor e do tipo do fio em relação ao material
041. Das alternativas abaixo, assinale aquelas que contribuirão para minimizar deformações devidas a soldagema) Utilizar processo que proporcionem um grande aporte de calorb) Utilizar metal de adição que possua um coeficiente de dilatação Térmico maior que o do metal de basec) Utilizar eletrodos com revestimentos contendo pó de ferro quando o processo utilizado foi o de eletrodo revestidod) Utilizar quando possível oxiacetileno de soldagem 042. Assinale a afirmativa correta:a) Quanto maiores forem os coeficientes de dilatação do metal de base e do metal de solda, menor será a deformação resultante após soldagemb) Sendo diferentes entre si os coeficientes de dilatação do metal de base e do metal de solda, maior será a deformação resultante após soldagem. c) Quanto menores forem os coeficientes de dilatação do metal de base e do de solda, menor será a deformação resultante após soldagemd) Os coeficientes de dilatação do metal de base e do metal de solda devem ser iguais para não ocorrer deformação após a soldageme) A inexistência de deformação após soldagem deve-se ao fato do metal de solda se contrair enquanto o metal de base se dilata
044. Quanto menor a condutividade térmica do metal de base, mais rapidamente o calor se escoará:a) Verdadeirab) Falsa
047. Que tipo de tensões existirá na direção longitudinal da solda no metal de base próximo a solda de duas chapas em junta de topo:a) Traçãob) Compressãoc) Cisalhamento
052. Marque com um X os defeitos de geometria de uma junta preparada para soldagem:( ) Dupla laminação( X ) Ângulo do bisel( ) Trinca do metal de base( X ) Abertura da raiz ( ) Mordedura( ) Segregação( X ) Ângulo do chanfro( ) Sobreposição
059. A requalificação do procedimento de soldagem e necessário quando:
18

a) Houver mudança de especificação do material da base.b) Houver duvidas quando a qualidade da soldac) A solda apresenta grande numero de defeitosd) Os limites estabelecidos necessitam ser ultrapassadose) Todas as respostas estão corretas
060. Qual a norma de qualificação aplicável, na soldagem de estruturas metálicas marítimas:a) ASME Section VIIIb) AWS D1.1c) API 1104d) ASME Section IXe) ASME Section V
109. O pré-aquecimento numa junta soldada quanto à partição térmica, assinalar a alternativa corretas:a) Eleva o limite de partição térmica do materialb) Aumenta o campo de partição térmica
110. Qual dos eletrodos abaixo você tomaria cuidados especiais de armazenagem quanto à umidade:a) E-7010b) E-6013c) E-8016d) E-308-CLe) NRA
114. Correlacionar corretamentea) Eletrodo revestidob) MAGc) Arco submersod) TIG
( b ) Solda estrutural( a ) Solda de grande responsabilidade( d ) Tubo de parede fina( c ) Grande depósito de solda
116. Para se evitar deformações durante a soldagem que devemos fazer:a) Aumentar o cordão depositadob) Diminuir o cordão depositadoc) Aumentar o n.º de pontos de atracaçãod) Existem duas respostas certas
184. Dadas as afirmativas assinale as corretas:O processo de soldagem com eletrodo revestido é a união de metais pelo aquecimento oriundo de um arco elétrico entre um eletrodo revestido e o metal de base na junta soldada.A escória é formada pelo revestimento do eletrodo e das impurezas do metal de base.A soldagem com eletrodo revestido não é muito usada as perdas pela pontas que são jogadas fora e por ser o processo muito lento devido a baixa taxa de deposição e de remoção de escóriaEm corrente continua polaridade direta, conecta-se o cabo negativo a peça e o eletrodo ao positivo. O bombardeio de elétrons da-se na peça a qual será a parte quenteO revestimento dos eletrodos contém NA e K que ionizam a atmosfera do arco facilitando assim a passagem da corrente elétrica
19
a) Todas respostas estão corretasb) Existe 1 resposta certac) Existem 2 respostas certasd) Existem 3 respostas certas
186. Em relação as técnicas de pré e pós-aquecimento podemos afirmar:a) O aquecimento por resistência elétrica é continuo é uniformeb) Depois de iniciado o aquecimento por resistência elétrica não há mais possibilidade de ajustar temperaturac) O aquecimento por chama assegura como vantagem uma distribuição uniforme de temperaturad) Uma vantagem do aquecimento por materiais isotérmicos é de ter a mesma aplicação
187. Abaixo as afirmativas sobre processo de arco submerso:Fluxo de alto é médio teor de MN acompanhado de descontrole de tensão e de alimentação da máquina produz pontos de solda com excesso de manganêsTensão de soldagem maior conduz maior comprimento de arcoA composição de solda é alterada por fatores como as reações químicas do metal de base com elementos do eletrodo e do fluxo e elementos de liga adicionados através do fluxoUtilizando eletrodo de alto manganês com fluxo também de alto manganês resulta em solda com porosidades
a) Todas as respostas estão certasb) Existe 1 resposta certac) Existem 2 respostas certasd) Existem 3 respostas certase) Existem 4 respostas certas
188. Indique as alternativas erradasO processo de eletro escoria utiliza eletrodo consumívelO arco elétrico do processo de soldagem eletro escoria serve para fundir o eletrodo e o metal de base durante todo o processoO fluxo granulado utilizado é adicionado durante todo o processo de soldagem eletro escoriaUma desvantagem do processo eletro escoria e que o mesmo não pode ser utilizado para soldagem de peças espessasO processo de soldagem eletro escoria é um processo automatizado
a) Todas as respostas estão certasb) Existe 1 resposta certac) Existem 2 respostas certasd) Existem 3 respostas certase) Existem 4 respostas certas
206. Qual alternativa refere-se a uma desvantagem ou limitação do processo de soldagem SMAW:a) Requer muita habilidade do soldadorb) Remoção complicada da escoriac) Baixa taxa de deposiçãod) Existem 2 alternativas corretase) Existem 3 alternativas corretas
308. Dadas as afirmativas indique as corretas:Processo de soldagem a arco submerso unem os metais pelo aquecimento destes com um arco elétrico entre um eletrodo nu e o metal de baseUma das vantagens do processo de soldagem a arco submerso é sua alta penetraçãoUma das utilidades do processo de soldagem a arco submerso é que o mesmo solda chapas espessas de aços para construção de vasos de pressão, tanques e tubos de grandes diâmetros, etc.
20

O revestimento do eletrodo utilizado no processo de arco submerso possui Na e K que ionizam a atmosfera protetora contra os contaminantes da atmosfera tais como H e 02O processo de soldagem a arco submerso é um processo que tem como vantagem alta taxa de deposição, podendo funcionar semi e totalmente automatizada dando um rendimento bem maior que o eletrodo revestido
a) Não existe respostas certasb) Todas estão certasc) Existe 1 resposta certad) Existem 3 respostas certase) Existem 4 respostas certas
309. Assinale as respostas corretas. São vantagens do processo de soldagem arco submerso:1) Taxa de deposição alta2) Solda em todas as posições3) Grande penetração4) Equipamento de baixo custo5) Requer habilidade manual do operador
a) 1 e 2 estão corretasb) 3 e 4 estão corretasc) 2 e 3 estão corretasd) 3 e 4 estão corretase) 1 e 3 estão corretas
310. No processo a arco submerso a utilização de eletrodos de alto manganês com fluxo de alto manganês pode resultar em:a) Solda com baixa durezab) Solda com bom acabamentoc) Solda com porosidaded) Solda com trincae) NRA
311. Qual a afirmativa abaixo não representa do Argônio sobre o hélio no processo TIG:a) Menor custo e maior disponibilidadeb) Maior tensão no arco para uma dada corrente e comprimento do arcoc) Menor vazão de gás para uma boa proteçãod) Melhor resistência a corrente de ar transversale) Ação do arco mais suave e sem turbulência
312. O sucesso do processo de soldagem revestida depende muito da habilidade e técnica do soldador. Assinale o item que o soldador não é habilitado a controlar:a) Amperagemb) Velocidade de deslocamento do eletrodoc) Ângulo do eletrodod) Comprimento do arcoe) NRA
313. Assinale a única alternativa corretaa) A propriedade mecânica de resistência ao impacto de uma junta soldada não e alterada se houver variação na energia de soldagemb) Todas as normas de qualificação dão a todas as variáveis a mesma importância
21
c) O tempo máximo sem soldar após o qual será necessário a requalificação do soldador é 6 meses. Esse tempo é constante para todas as normasd) O tempo de peça de teste nem sempre é considerado variável essenciale) NRA
314. Assinale a única alternativa corretaa) Quando a peça de teste for um tubo não é necessário analisar a influencia da validade da qualificaçãob) A espessura da peça de teste deve ser em geral no mínimo a metade da espessura máxima estabelecida no procedimentoc) Sempre que a posição de soldagem for considerada como variável essencial a qualificação estará limitada a posição em que a peça foi soldada ou de acordo com a norma aplicável a duas ou mais posiçõesd) Toda norma contem o seu próprio critério de avaliação dos resultadose) A escolha adequada da espessura ara qualificação reduz o número de peças de teste
324. Dentre as afirmativas abaixo assinale as incorretas:1) Onde a contaminação do metal de base é inaceitável não se pode usar lápis de fusão2) Para se determinar a correta polaridade da ligação de termopares aos medidores de temperaturas, pode-se usar um imã3) Uma desvantagem dos medidores em relação aos registradores de temperatura, é que os primeiros não deixam registro de operação4) Chama-se “junção quente” a extremidade livre5) A trena pode ser usada em medições lineares onde se requeira precisão de ordem 0,02 mm/6) Na leitura de uma medida com o paquímetro deve-se pressionar fortemente seus encostos ou garras contra a superfície da peça7) O paquímetro não necessita acondicionamento em estojos próprios
a) 1,3,5 e 7 estão incorretasb) 4,5,6 e 7 estão incorretasc) 2,3,4 e 7 estão incorretasd) 2,5,6 e 7 estão incorretase) 2,3,4 e 6 estão incorretas
325. Sendo necessário medir a temperatura de pré-aquecimento numa superfície onde a contaminação é inadmissível, o instrumento seria:a) Lápis de fusão com limpeza posteriorb) Pirômetro de contatoc) Impossível realizar a mediçãod) Lápis de fusão sem limpeza posteriore) Tanto o pirômetro de contato quanto o lápis de fusão poderiam ser utilizados
352. Enumere a coluna da direta de acordo com a da esquerda:a) Respingos ( ) Eletrodo erradob) Mordedura laterais ( ) Alta Amperagemc) Inclusão de escoria ( ) Excentricidade da alma com o revestimento do eletrodo d) Falta de penetração ( ) Desalinhamentoe) Cordão de solda frágil ( ) Má seqüência de soldagemf) Arco instável ( ) Má preparação do chanfrog) Empenamento ( ) Diâmetro do eletrodo errado
412. A contração longitudinal de uma solda depende da:a) Área transversalb) Lateral a solda
22

c) Área Longitudinal
416. Assinale a alternativa correta:a) Aplicação de calor por reação química é vantajoso por poder ser utilizado em qualquer materialb) O calor aplicado por chama a gás tem vantagem de temperatura uniformemente distribuídac) Calor produzido por resistência produz temperatura uniforme constante
418. Um eletrodo E-6018 tem aproximadamente 60000 psi de tensão de ruptura e pode soldar na posição 1Ga) Verdadeirob) Falso
422. Em processo de eletrodo revestido o que é feito para evitar deformação:a) Usamos maior diâmetro de eletrodob) Usamos menor diâmetro do eletrodoc) Usamos eletrodo com pó de ferro no revestimento
474. A que se deve a deformação transversal da solda:a) Sessão transversal da zona fundidab) Sessão longitudinal da zona fundidac) Sessão das chapas laterais soldadas
475. A que se deve a deformação longitudinal da solda:a) Sessão transversal da zona fundida b) Sessão longitudinal da zona fundida c) Sessão das chapas laterais soldadas
489. Durante as medições de temperaturas os termopares devem ser:a) Amarrados por arame as peçasb) Introduzidos em dispositivos (tubos) soldados a peçac) Soldando os fios dos termopares diretamente a peça
635. A natureza das inclusões em juntas soldadas podem ser:a) Metálicasb) Escóriasc) Não metálicasd) Todas as alternativas são corretas
637. Descontinuidades em soldas que se originam na raiz, por falta de deposição de material, denomina-se :a) Falta de penetraçãob) Falta de fusãoc) Porosidaded) Trinca
PARTE 3
026. O que deve ser verificado em um gráfico de Tratamento Térmico:
23

a) O tempo de encharqueb) O tempo de aquecimento, para alcançar a temperatura do patamar de Tratamentoc) A temperatura de Tratamento deverá ser superior a 900ºCd) Todas as respostas anteriores, estão corretase) NRA
068. A textura primária superficial pode ser definida também como:a) Erros macrogeométricos b) Irregularidades com passos de 1,0 a 2,5mmc) Ondulaçãod) Rugosidadee) Erro forma
078. Num processo de calandragem de grandes diâmetros e de grandes espessuras, deve-se tratar termicamente para alivio de tensões:a) Verdadeiro b) Falso
087. Quais os benefícios do Recozimento:a) Remover tensões de Tratamento frio ou quente ( Térmico ), diminuir dureza, melhor usinabilidade, ajustar tamanho do grão.
117. A temperatura de Tratamento Térmico de um equipamento construído pelo código ASME é determinada por:a) Liga do material (P nunber)b) Espessura da chapa soldadac) Espessura da junta soldadad) NRA
124. Correlacionar corretamentea) Tubulaçãob) Tanques de armazenamento c) Plataforma de petróleod) Flanges forjadase) Exame visual de fundidosf) Válvulas fundidas
( e ) MSS-SP-55( b ) API-650( f ) A-216( c ) API RP2G( a ) API 5L( d ) A-105
135. A chapa ASTM A-516 exige:a) Dureza.b) Tamanho de grão austeníticoc) Teste de impactod) Teor de cromoe) NRA173. Em que fator abaixo é baseada a temperatura de encharque do TTAT:a) Espessura da peça
24
b) Espessura da junta soldadac) P-numberd) NRA
189. As especificações de materiais SAE-1041, AISI-316, ASTM A-36, DIN 1693 e GGG 50 indicam:a) Aço inoxidável, aço carbono, estrutural e ferro fundidob) Estrutural, aço carbono, aço inoxidável e ferro fundido modularc) Aço carbono, aço inoxidável, estrutural e ferro fundidod) Ferro fundido, estrutural, aço inoxidável e aço carbono modular
203. Como de define o aquecimento por material exotérmico:a) Aquecimento proveniente por reação química
208. Qual a microestrutura de formação da Perlita:a) Ferrita e Cementita
227. Qual a classificação dos aços conforme o percentual de seus elementos de liga:a) Até 5% Baixa liga, maior que 5 a 10% Média liga e maior que 10% Alta liga
229. Toda operação térmica de aumento e redução da temperatura sob condições de controle para alteração das características dos aços é denominada:a) Austenitizaçãob) Austenitização, Estabilização ou Solubilizaçãoc) Tratamento Térmicod) Tratamento Térmico, desde que o aço seja Austenitizado
230. O Tratamento Térmico pode produzir:a) Somente soluções ferríticas de alta dureza e baixa ductilidadeb) Somente fases martensíticas de baixa dureza e alta ductilidadec) Soluções ferríticas de alta dureza e martensíticas de baixa durezad) Soluções ferríticas de alta ductilidade e martensíticas de alta dureza
231. Austenitizar significa:a) Transformar a Austenita em Ferrita, Cementita ou Martensitab) Transformar simultaneamente a Austenita em Ferrita e Martensitac) Transformar a Austenita em Perlita ou Bainitad) Transformar a Austenita para estabilizar ou solubilizar a Ferrita
232. Considerando que a Austenita tem teor de carbono máximo de 2,11% pode-se afirmar que:a) Todo aço tem teor de carbono mínimo de 2,11%b) Todo aço tem teor de carbono menor do que 2,11%c) Todo ferro fundido tem teor de carbono máximo de 2,11%d) O teor de carbono não serve para diferenciar o aço do ferro fundido
233. Ferro comercialmente puro é:a) Todo produto siderúrgico com teor de carbono máximo de 0,008%b) Todo produto siderúrgico com teor de carbono maior do que 0,009%c) Todo produto siderúrgico com teor de carbono máximo de 0,02%d) Todo produto siderúrgico com solubilidade máxima de carbono no ferro de 0,008% na temperatura ambiente
25

234. O que é Perlita:a) Mistura de Ferrita e Cementita na forma de ripasb) Carboneto de ferro puro e de alta durezac) Mistura de Ferrita e Cementita na formar de lamelasd) Austenita retida na forma de Bainita
235. Os Tratamentos Térmicos exclusivamente aplicados a aços transformáveis são:a) Recozimento, Têmpera e Revenimentob) Recozimento, Normalização e Têmperac) Recozimento, Revenimento e Solubilizaçãod) Recozimento, Têmpera e Envelhecimento
236. Qual a ocorrência manifestada na temperatura de transformação Acm:a) Solubilização e Envelhecimentob) Solidificação de todo materialc) Dissolução da Austenita retidad) Solubilização e Estabilização
237. Na temperatura de transformação A1 pelo menos os seguintes Tratamentos Térmicos podem ocorrer:a) Normalização e Revenimentob) Têmpera e Alívio de Tensãoc) Recozimento Subcrítico e Recozimento Plenod) Revenimento e Alívio de Tensão
238. Elevação de temperatura tempo de permanência, temperatura do patamar e resfriamento posterior são variáveis mais importantes para:a) Austenitização e perlitização dos açosb) Tratamento Térmicos dos açosc) Dissolução de carbonetos em aços hipereutetoidesd) Transformação posterior da Austenita retida em Martensita
239. Em aços hipoeutetoides a temperatura do patamar é:a) Maior do que nos hiporeutetoidesb) Pode ser igual a doa aços hipereutetoidesc) Menor do que nos hipereutetoidesd) Indiferente ao teor de carbono
240. Reduzir as dureza e aumentar a ductilidade é o objetivo do Tratamento Térmico:a) Revenimentob) Têmperac) Recozimentod) Normalização
241. Refino do grão, homogeneização da estrutura metalúrgica, melhorar a resistência mecânica do aço é o objetivo do Tratamento Térmico:a) Têmperab) Recozimentoc) Revenimentod) Normalização
26

242. Obter a estrutura martensíticas e aumentar a dureza do aço é o objetivo do Tratamento Térmico:a) Normalizaçãob) Recozimentoc) Revenimentod) Têmpera
243. Homogeneizar a têmpera e reduzir a fragilidade do aço é o objetivo do Tratamento Térmico:a) Normalização b) Recozimento c) Revenimento d) Têmpera
244. O Recozimento do aço pode provocar o aparecimento das estruturas:a) Perlítica com dureza maior e ferrítica de baixa dureza (Esferoidização)b) Bainita e Cementitac) Austenita e Perlitad) Austenita e Bainita
245. O Recozimento de aço hipoeutetoides é feita a:a) 50ºC acima da A3b) 50º abaixo da A1c) O teor de carbono não influi na temperatura do Recozimentod) Aço hipoeutetoides não é recozido
246. O resfriamento após Recozimento Pleno do aço pode ser do tipo:a) Alotrópico e continuob) Isotérmico ou continuoc) Isotérmico e continuod) Alotrópico ou continuo
247. O Recozimento Subcrítico á aplicado para:a) Alívio de Tensão do açob) Recuperar a ductilidade em aço encruado pelo trabalho a frioc) Evitar a corrosão sob tensãod) Transformar toda a Austenita retida
248. O Alívio por vibrações pode substituir:a) A Esferoidizaçãob) O Recozimento Plenoc) O Recozimento Subcríticod) O Alívio de Tensões
249. A seqüência recomendada para o Tratamento de Têmpera num aço é:a) Temperar, Revenir e Normalizarb) Revenir, Normalizar e Temperarc) Normalizar, Temperar e Revenird) Temperar, Normalizar e Revenir
250. A capacidade do aço formar Martensita a uma dada profundidade é denominada:
27
a) Temperabilidadeb) Tensão Residualc) Homogeneizaçãod) Esferoidização
251. O Recozimento feito em formo à vácuo e com resfriamento rápido em água é aplicado em:a) Aços reativosb) Aços ferramentasc) Aços ligadosd) Aços inoxidáveis
252. Os três processos de Têmpera para possível aplicação técnica são:a) Têmpera especial, Têmpera por indução e Austêmperab) Têmpera convencional, Têmpera superficial e Têmpera especialc) Martêmpera, Têmpera superficial e Têmpera localizadad) Têmpera, Martêmpera e Austêmpera
253. A Austêmpera é um Tratamento Térmico que:a) Pode ser aplicada em aços inoxidáveis e Ferríticos da série 405b) Só pode ser aplicado em aços inoxidáveis Martensídicos da série 410c) Nunca é aplicado em aços inoxidáveisd) Pode ser aplicado em aços inoxidáveis Ferríticos e Martensídicos
254. No Tratamento Térmico de Revenimento, temperaturas altas são aplicadas:a) Para se obter maior dureza e menor tenacidade (resiliência)b) Para se obter menor dureza e maior tenacidade (resiliência)c) Para de obter dureza e tenacidade altasd) Para de obter dureza e tenacidade baixas
255. A soldagem após Solubilização em aços inoxidáveis Austeníticos:a) Pode ser aplicada livrementeb) É recomendada para favorecer o Envelhecimentoc) Pode ser aplicada, pois aumenta a resistência à corrosãod) Deve ser evitada para não precipitar carbonetos
256. O Tratamento Térmico que aumenta a dureza e o limite de escoamento do material em tempo e temperatura constantes é denominada:a) Solubilização em aços comunsb) Solubilização em Superligasc) Envelhecimento em Superligasd) Austêmpera em ligas endureciveis por precipitação
257. A 980ºC é a temperatura crítica de um determinado material de estrutura sólida CFC e teor de carbono similar a 0,35% que foi austenitizado a 1000ºC. Cite uma causa para a austenitização não ter ocorrido plenamente:a) Alta concentração de carbonob) Baixa concentração de carbonoc) Temperatura inadequada para o Tratamentod) Material de estrutura CFC não pode ser austenitizado
258. Os espelhos de um trocador de calor construído em ASTM A-351 Gr. CF8-M forma soldados pelo processo de arco elétrico
28

manual. Que tratamento térmico deve ser aplicado para evitar sua oxidação posterior:a) Envelhecimentob) Austenitizaçãoc) Reprecipotaçãod) Solubilização
259. Qual a importância do Forno com atmosfera redutora para um Tratamento Térmico em aço carbono:a) Evitar a contaminação do açosb) Evitar a formação de vácuo no interior do fornoc) Limitar a concentração do carbonod) Todas as alternativas acima estão corretas
260. A temperatura subcrítica de um aço hipereutetoides é 640ºC, o recozimento desse aço tem que ser feito à:a) 590ºCb) 690ºCc) Qualquer temperatura abaixo de 640ºCd) Qualquer temperatura acima de 640ºC
261. Denomina-se “temperabilidade” de um aço:a) Capacidade de aumento do grão do materialb) Capacidade de um aço formar martensita a uma dada profundidadec) Mecanismo que impede a formação de martensitad) Possibilidade do aço ser livremente temperável
262. Um aço inoxidável da série AISI 410:a) Deve ser solubilizado após a Têmperab) Deve ser revenido após a Têmperac) Deve ser normalizado após a Têmperad) Não pode ser submetido à Têmpera
263. O que impede o aço SAE 1020 de adquirir Têmpera:a) Teor de carbono inferior a 0,3%b) Teor de carbono superior a 0,3%c) A estrutura hipereutetoidesd) Aumento excessivo do grão
264. O que é um Aço acalmado ao silício:a) É um aço desoxidado durante a fabricação, pela adição de silício. Essa adição pode chegar até 0,3% na composição química
265. O que é passivação:a) É o processo de formação de uma película protetora de óxido de cromo provocada pela reação química do cromo do aço inoxidável com o oxigênio do ar, para proteger o próprio aço inoxidável da oxidação atmosférica266. O que é sensitização:a) É o fenômeno de corrosão provocada em aços inoxidáveis 304 e 316 devido a precipitação dos carbonetos não solubilizados
267. O que é corrosão:a) É degeneração do aço a perda de elementos de liga devido a tensões de trabalho e se processo de dentro para fora
268. O que é oxidação:
29
a) E a degeneração de fora para dentro devido a reação do aço com o oxigênio atmosférico
269. Quais os tipos de corrosão conhecidos:a) Oxidação, Corrosão Sob Tensão, Corrosão Intergranular, Empolamento por H2 e Corrosão Galvânica
270. Sem considerar a especificação do material, qual a diferença básica entre ferro fundido cinzento e ferro fundido nodular:a) A adição de magnésio durante a fusão, para formação de nódulos no ferro fundido nodular, essa operação é denominada nodulização
271. Entre os aços inoxidáveis qual tipo estrutural admite Têmpera:a) Inoxidáveis martensídicos
272. Qual o teor máximo de carbono num aço para que ele ainda seja aceito como aço carbono:a) Teor máximo 2,11% de carbono, a partir desse teor o material passa a ser ferro fundido
273. É correto fazer Cementação em um aço SAE 8640:a) Não, devido ao seu alto teor de carbono (0,40%)
274. Qual a diferença entre Tratamento Termoquímico e Tratamento Superficiais por banho químico:a) No Tratamento Térmico a adição do carbono, boro ou nitrogênio é feita por difusão térmica, de tal modo que o elemento adicionado penetra nos interstício da molécula. A adição por banho químico, forma apenas uma película superficial aderente ou não ao aço
275. Qual a limitação para que na aciaria não se faça oxi-redução do carbono do minério de ferro com o ar atmosférico:a) A contaminação do Gusa com o nitrogênio, formando nitretos que aumentam a dureza do aço
276. Quais os produtos da oxi-redução do minério de ferro na aciaria:a) Ferro Gusa utilizado na fabricação do aço e do Ferro Fundido, a escória utilizada na fabricação do cimento
277. O que é um aço inoxidável:a) É todo o aço com mais de 12% de cromo na sua composição química
278. Qual o maior risco em se aquecer o aço inoxidável austenítico em temperaturas entre 400ºC e 820ºC:a) A precipitação de carbonetos de cromo resultando em corrosão intergranular
279. O diagrama de fases é teoricamente válido para que tipo de ferro:a) Somente para o ferro comercialmente puro, isto é, aquele com teor de carbono abaixo de 0,008%
280. Qual o teor máximo de carbono que diferencia aço carbono de ferro fundido:a) Teor de 2,11% de carbono
281. Quais as propriedades de um aço:a) Composição química, Resistência mecânica, Tamanho do Grão, Temperabilidade, Resistência ao Impacto, Propriedades Físicas e Inclusões
282. Qual a importância do aço inoxidável 316L em relação à corrosão:a) O baixo teor de carbono limita a ocorrência de precipitação de carbonetos de cromo, reduzindo assim, a incidência de corrosão intergranular
283. O que significa o “H” na especificação 4345-H:a) Significa temperabilidade assegurada para aquele aço
30

284. Qual o percentual na especificação DIN 25Cr4N2:a) 0,50% de níquel
285. Qual a importância dos elementos de liga em um aço:a) Eles atrasam a formação de Perlita e de Ferrita, produzindo alta resistência mecânica e ductilidade sem necessitar do Tratamento Térmico
286. Qual a importância do “Ti” como elemento de liga nos aços:a) Reduzir a dureza e impedir a formação de austenita
368. Qual o significado do 1º digito na especificação ASTM – A:a) Corrosãob) Metal ferrosoc) Metal não ferroso
369. O que significa 77 C na especificação ASTM A-635-77 C:a) Propriedade mecânicab) Ano de Edição e Revisãoc) Propriedade químicad) NRA
370. Qual dos ferros fundidos possui melhor características mecânicas:a) Ferro fundido nodular
371. Adicionar no Forno minério de ferro, pedra calcária resulta em:a) Gusa
396. O aço inox ferritico é:a) Ferro magnéticob) Diamagnéticoc) Paramagnéticod) NRA
404. Como consiste um Tratamento Térmico de normalização:a) Consiste no aquecimento da peça a uma temperatura acima da zona critica e resfriamento ao ar livre
405. É necessário a verificação da direção do sentido de laminação de um material forjado:a) Verdadeirob) Falso
414. Qual a porcentagem de uma aço ao carbono:a) 0,005 à 2%
429. Qual a porcentagem de cromo no Aço liga ao cromo:a) 11 à 13 %b) 0,2 à 1,45 %
31

c) 0,1 à 0,5 %d) 0,03 à 0,08 %e) 11,0 à 17,0 %
430. Dentre os materiais abaixo, quais que não fazem parte do escopo da NB-133a) Aço carbono molibdênio e aço níquelb) Aço carbono manganês e aço austeníticoc) Aço inox martensítico e aço inox semi-ferríticod) Aço níquel e liga de metale) NRA
433. Vazio ou chupagem é um defeito que se forma geralmente na parte superior ou interna dos lingotes ou peças fundidas para reduzir este defeito usa-se o massalote que é o prolongamento do lingote e é feito de material refratário:a) Verdadeirob) Falso
435. Para que serve o Tratamento Térmico de Solubilização nos aços inox austenítico:a) Difundir o carboneto de cromo do contorno de grãob) Eliminar a Cementita da malha ferriticac) Difusão da grafita do contorno de grãod) Aliviar tensão do contorno de grãoe) Dissociar
458. Qual dos processos abaixo é caracterizado como revestimento dos aços:a) Aplicação de refratário cerâmicob) Tinta de fundoc) Isolamento Térmicod) Chapa cladeadae) Nitretação
476. Os aços AISI 1010 são aços:a) Para confecção de parafusosb) Aços durosc) Aços Temperadosd) NRA
478. As classes dos aços ferriticos e martensidicos são:a) Paramagnéticosb) Diamagnéticoc) Ferromagnéticosd) NRA
487. Podemos afirmar que o processo de fundição produz uma estrutura mais grosseira e um limite de resistência menor que o processo de forjamento:a) Verdadeirob) Falso
524. Para qualificação de uma EPS com Tratamento Térmico posterior os termopares podem ser colocados fora do Corpo de Prova:a) Não, devem ser colocados nos Corpos de Provas
32
658. De acordo com o ASME VIII, Div. 1, os parâmetros de controle do tratamento térmico de alívio de tensões são:a) Taxa de aquecimento, tempo e temperatura de patamar e taxa de resfriamento
729. A dezincificação é causada por corrosão sob tensão:a) Verdadeirob) Falso
743. O cromo é o principal elemento presente nas ligas para melhorar a resistência aos ácidos naftênicos:a) Verdadeirob) Falso
802. Quando se está preocupado com a soldabilidade a propriedade mais importante a ser avaliada é a resistência mecânica do metal base: resposta ( tenacidade )a) Verdadeirob) Falso
803. O código ASME Seção VIII Div. 1 agrupa os metais bases em função da sua soldabilidade. Assim, podemos dizer que os materiais com mesmo P-number deverão ser soldados com o mesmo processo de soldagem:a) Verdadeirob) Falso
804. O limite usual de utilização para os aços carbono está próximo de 400ºC devido ao risco de degradação do material por fratura frágil: resposta ( fratura frágil baixa temperatura – temperatura alta fluência )a) Verdadeirob) Falso
805. Aços liga ao cromo ou cromo molibdênio são mais indicados do que os aços carbono para temperaturas acima de 420ºC:a) Verdadeirob) Falso
858. Relacione a norma ASTM com os materiais abaixo:a) ASTM A.36b) ASTM A.166c) ASTM A.105d) ASTM A.103 e 104
( a ) Aço estrutural( b ) Tubo sem costura( c ) Conexões forjadas( d ) Porcas e Parafusos
863. Num sistema de usinagem temos o acabamento por TN invertido. No caso de um triangulo qual é a rugosidade máxima da superfície:a) 150 µmb) 100 µmc) 50 µmd) 20 µme) 12,5 µm
33
866. Em um tratamento térmico localizado em uma solda circunferêncial na tubulação e dispondo somente de 1 termopar, onde este deverá ser colocado:a) Sobre o cordão de solda devidamente protegido
875. Uma chapa ASTM A-516 Gr.70 para trabalhos a baixa temperatura, requer controle do tamanho do grão. Qual o melhor tamanho é por que:a) O tamanho de grão adequado é 8, porque é o mais fino proporcionando melhor resistência ao impacto
876. Quais são os pontos para serem verificados em um Tratamento Térmico de uma junta soldada:a) Verificando qual o Tratamento Térmico requerido, P-number, espessura e analisando no gráfico qual o tempo de aquecimento, tempo e temperatura de patamar, tempo de resfriamento
877. Qual a vantagem do pré-aquecimento:a) Diminuir a velocidade de resfriamento
883. Em que material se detecta a faixa de transição de material dúctil para frágil:a) Aços Ferríticos
071. A microestrutura frágil pode ser evitada ou diminuída utilizando-se as seguintes técnicas:a) Pré-aquecimentob) Aumento da energia de soldagemc) Metal de adição com menor resistência possível
096. Qual a folga no cubo de acoplamento conf. API 610a) 0,001b) 0,01c) 0,002d) 0,005 099. Qual a rugosidade máxima na região dos mancais quando não especificado:a) 15 rmsb) 25 rmsc) 13 rmsd) 50 rmse) nenhuma das anteriores
300. Qual o meio de controle usado pelo inspetor para assegurar que o Tratamento Térmico efetuado numa junta soldada de aço carbono foi realizado corretamente:a) Analisando o gráfico Tratamento Térmico verificando Tempo X Temperatura de aquecimento, de patamar e resfriamentob) Verificando o tempo de encharquec) Verificando o tempo de aquecimento para alcançar a temperatura do patamar de Tratamentod) Todas as respostase) NRA
322. Assinale as alternativas corretas:a) Os padrões de rugosidade permitem definir superfícies retificadas e lapidadasb) Superfícies mais espelhadas corresponderão sempre a superfície menos rugosac) A rugosidade não é importante na fabricação de engrenagem porque os dentes não se deslizam uns sobre outrosd) Os blocos de calibração de instrumentos de medição de aplicação cientifica devem possuir as superfícies retificadase) O rugosimetro registra a superfície efetiva e não a superfície geométrica da peça
34
330. Assinale a alternativa correta:a) Dentre todos os materiais listados na classificação ASTM A-240-72b, pode-se encontrar as classificações AISI para aços inoxidáveis 304,321,405, etcb) Dentre todos os materiais listados na especificação ASTM A-240-72b, pode-se encontrar as especificações AISI para aços inoxidáveis 304,321,405, etcc) Dentre todos os materiais listados na especificação ASTM A-240-72b, pode-se encontrar as classificações AISI para aços inoxidáveis 304,321,405, etcd) Dentre todos os materiais listados na classificação ASTM A-240-72b, pode-se encontrar as especificações AISI para aços inoxidáveis 304,321,405, etce) NRA
331. Assinale a alternativa correta, no código ASTM o primeiro dígito indica:a) Grupo a que norma pertence como: corrosão, metais ferrosos, metais não ferrosos, etcb) O ano de aprovação da normac) O ano da última revisão da normad) O ano da última reaprovação da normae) O número de revisões sofridas pela norma
332. Assinale a alternativa correta:a) A diferença existente entre os aços AISI 304 e 304-L, é que no segundo o teor de carbono é mais baixob) A semelhança existente entre os aços AISI 304 e 204, é que ambos são martensíticosc) A especificação AISI não se aplica aos aços inoxidáveisd) Especificação e classificação tem definições idênticase) A diferença existente entre os aços AISI 305 e 308, é que no segundo o teor de carbono é mais alto
350. Relacionara) Balanceamento dinâmico ( ) ISO 1940b) Materiais ( ) ASTMc) Geral ( ) APId) Visual de fundidos ( ) MSSP-55
353. Qual a faixa de tolerância de rugosidade de cilindros não lubrificados, para operar com atrito de anéis de carbono, segundo o API 618 (em microinch):a) 6 à 8b) 45c) 10 à 20d) 10 à 15e) NRA
359. O que significa a indicação C-95:a) Tensão de ruptura a 95000 psib) Tensão de escoamento a 95000 psic) Dureza de 95 ROCKWELL Cd) NRA
361. Uma junta de vedação de aço carbono com baixo teor deve ter:a) Alta durezab) Baixa dureza
35
c) NRA
409. O A-number classifica o metal de adição de acordo com o:a) Composição químicab) Características mecânicasc) Posição de soldagemd) Todas a alternativas acima estão corretase) NRA
410. O bronze é uma lida de:a) No mínimo 50% Cobre (Cu) mais Zinco (Zn)b) No mínimo 60% Cobre (Cu) mais 20% Estanho (Sn), Zinco (Zn) e Chumbo (Pb)c) No mínimo 50% Cobre (Cu) e Chumbo (Pb)d) NRA
415. Qual o Tratamento Térmico utilizados em chapas nas usinas:a) Recozimentob) Normalização
417. Assinale a alternativa correta:a) Quanto maior a tensão de escoamento menor a deformação a quenteb) Um material de coeficiente nula não vai se deformar a quentec) Quanto menor o coeficiente de condutividade menor a deformação a quente
421. O que significa o “L” na representação EL12-L:a) Baixo teor de Manganês (Mn)b) Baixo teor de Carbono (C)
479. A classe dos aços Inox 200/300 e 400 são:a) Austenitico, ferritico, martensíticob) Martensítico, Austenitico, ferriticoc) Ferritico, Austenitico, martensítico
482. O Tratamento Térmico de alivio de tensões consiste em:a) Aquecer o aço a uma temperatura acima da temperatura critica com resfriamento controladob) Aquecer o aço a uma temperatura abaixo da temperatura critica com resfriamento uniformec) Aquecer o aço a uma temperatura abaixo da temperatura critica com resfriamento ao ar
485. A norma ASTM A 370 refere-se a:a) Método de execução de ensaiosb) Equipamentos utilizados nos ensaios
PARTE 4
011. O empilhamento máximo de recipientes de tinta é:a) 20 galões, 5 baldes, 3 tambores
36
013. Que teste deve ser realizado para verificar a ancoragem de uma pintura com espessura menor ou igual a 100 mícrons:a) Aderênciab) Asperezac) Espessura da películad) Continuidadee) Rugosidade
022. Qual o grau de preparação de superfície segundo a norma s/s, para tintas rica em zinco:a) 2,0b) 2,5c) 3,0d) Brushofe) NRA
023. Quais das descontinuidades abaixo são admissíveis em uma pintura:a) Empolamentob) Casca de laranjac) Escorrimentod) Todas acima são admissíveise) NRA
024. Encontrando uma camada de “peles” após abertura de uma lata de tinta, como devemos proceder:a) Rejeitar o loteb) Seguir com a pinturac) Preparar corpo de provad) Mandar reanalizar o lotee) As alternativas “B” e “C” estão corretas 219. Zinco orgânico pode ser utilizado em pintura submarina:a) Não, utilizar apenas inorgânico etil silicato de zinco N-166, conforme a mesma para reparos deverá ser utilizado zinco orgânico (zinco epóxi N-1277)
221. Qual o tipo de jateamento e o perfil de ancoragem apropriado para equipamento submarinos:a) SA3 (metal branco) com perfil de ancoragem de 50 a 70 micras
287. Quais os tipos de tintas mais importantes na pintura de máquinas, equipamentos e estruturas metálicas:a) Alquídicas, Nitrocelulose e Polifirânicasb) Poliuretânicas, Epóxi e Alquídicas c) Silicone, Acrílicas e Vinílicas
288. Por ordem de maior resistência ao intemperismo temos nas tintas:a) Poliuretânicas, Alquídicas e Epóxib) Alquídicas, Poliuretânicas e Epóxic) Poliuretânicas, Epóxi e Alquídicas
289. Qual a composição básica de uma tinta:a) Solventes, adesivos e cargasb) Resinas, pigmentos e cargasc) Cargas, adesivos e colorantes
290. O que é a carepa de laminação:
37

a) É uma camada de óxidos de alumínio fofa, mole e com poeirab) È uma camada de óxidos de zinco dura, inquebrável e lisac) É uma camada de óxidos de ferro dura, impermeável e aderente
291. A carepa de laminação deve ser removida antes da pintura por que:a) Ela dificulta a aderência da tinta e intensifica a corrosãob) Ela é oleosa e a tinta não adere a sua superfíciec) A tinta mole solta junto
292. Porque devemos tomas cuidados especiais na pintura de cordões de solda:a) Por que são áreas abrandadas pelas chama (poeira, desgaste e saliências)b) Por que são áreas onde as tintas não aderem (pontas, desagregações e umidade)c) Por que são áreas críticas de corrosão (reentrâncias, saliências e porosidade)
293. Como deve ser a aplicações de tintas nos cordões de solda:a) Com pistola convencional ou “airless”b) Com pincel redondo ou trinchasc) Com rolo de poliuretano ou lã acrílica
294. Qual o processo garante que a espessura da camada úmida de tinta atinja o valor especificado para a camada seca, antes de secar:a) Medindo-a com medidor de espessura úmida (pente)b) Medindo-a com medidor de espessura seca (jacaré)c) Medindo-a com medidor de espessura sólida (escova) 295. Qual a condição de tempo para que seja aplicada uma pintura industrial:a) Acima de 85% da umidade relativa do ar e 3ºC abaixo do ponto de orvalhob) Abaixo de 85% da umidade relativa do ar e 3ºC acima do ponto de orvalhoc) Acima de 3% da umidade relativa doar e 85ºC acima do ponto de orvalho
296. Tintas de silicato de zinco são altamente tóxicas:a) Verdadeirob) Falso
297. Não é permitido aplicar pintura com umidade relativa do ar inferior a 60%a) Verdadeirob) Falso
298. Uma película de tinta Epóxi pode apresentar empoamento:a) Verdadeirob) Falso
299. Tintas Epóxi sem solvente são utilizados para temperaturas acima de 120ºC:a) Verdadeirob) Falso
366. Como se procede a inspeção dimensional da camada de tinta em uma tubulação:a) Fita adesiva removendo a tinta com posterior medição utilizando micrometro de 0,005 mmb) Microteste com resolução 0,005 mm
38

367. Qual a tinta indicada para utilização em água salgada:a) Epóxi com alcatrão de hulhab) Epóxic) NRA
372. Uma boa pintura é executada com limpeza, tinta de fundo e tinta de acabamento:a) Verdadeirob) Falso
373. Para que serve a tinta de fundo:a) Definir corb) Prevenir corrosãoc) Melhorar acabamentod) NRA
374. Quais são os componentes de uma tinta:a) Veiculo, pigmento e solvente
388. Em um tanque pintado quais dos ensaios abaixo podem ser executados:a) Capilaridadeb) Caixa de vácuoc) Pressão positivad) NRA
389. Qual o tipo de pintura com maior rendimento para grandes superfícies:a) Pistolab) Pistola com arc) Rolod) Brocha
397. Em pintura o que é “POT LIFE”:a) Tempo de armazenamentob) Tempo de mistura dos componentesc) Tempo desde a fabricação até o uso
484. Quais os fatores preponderantes no processo de pintura:a) Umidade, temperatura e condições da tinta
612. Das afirmações abaixo, qual a que define melhor o perigo do jateamento com areia para a limpeza da superfície:a) A descontinuidade pode ser fechadab) O óleo contaminante pode ser fechado dentro da descontinuidade.c) A areia utilizada na operação de jateamento pode ser introduzida dentro da descontinuidade, obstruindo a mesma.d) A operação com jateamento pode produzir outras descontinuidades.
778. O holiday detector visa a inspeção de revestimento metálico:a) Verdadeirob) Falso
39
025. Dos sistemas de pintura abaixo, qual é o correto :a) Fundo esmaltado sintético, intermediário EPOXI, acabamento poliuretanob) Fundo EPOXI, intermediário EPOXI, acabamento poliuretanoc) Fundo Zinco, intermediário EPOXI, acabamento poliuretanod) Fundo EPOXI, intermediário esmalte sintético, acabamento poliuretanoe) As alternativas “B“e “C” estão corretas
108. Relacione os defeitos de pintura citados com as causas( b )alta viscosidade da tinta( a )baixa viscosidade da tinta( d )má preparação da superfície( b )umidade excessiva( d )aplicação de camadas com diferentes durezas
153. Assinale a afirmativa incorretaa) O jateamento pode ser feito nas proximidades de uma superfície pintada somente após a secagem ao toqueb) Uma lata de tinta recentemente aberta, apresentou natas e peles. Esta tinta deve ser rejeitada, a não ser que o certificado da mesma preveja estas informações.c) Deve-se evitar que sobras de tintas permaneçam nos reservatórios e canecas dos pintores de um dia para o outro. Somente as tintas de um componente e as fenólicas, a base de alumínio poder ser reutilizadas
340. Com medidor de camadas de fluxo magnético não se pode medir espessura de películas em aços pelo processo:a) Pinturab) Aplicação de camada epóxic) Fosfatizaçãod) Emborrachamentoe) Niquelação
PARTE 5
015. O ensaio de impacto e utilizado para:a) Materiais de classe A-300b) Materiais com alto limite de escoamentoc) Materiais para uso com temperaturas abaixo de – 43 Cd) Materiais para uso em temperaturas elevadase) Materiais para fabricação de vasos de pressão
125. As dimensões do corpo de prova para teste de impacto são regidas pela norma:a) AWS 5.1b) API 610c) ASTM A-370d) A-20
392. Em um ensaio de charpy transversal a energia absorvida é:a) Maior que a longitudinal
40

b) Menor que a longitudinal
393. Quais as verificações feitas para o ensaio de charpy:a) Dimensional CP, entalhe CP e temperatura CP
394. Em um ensaio de charpy o valor marcado com o pendulo livre deve ser:a) Somado após o testeb) Diminuído após o testec) Multiplicado após o teste
451. No ensaio de impacto, o valor d energia absorvida na ruptura de um corpo de prova se relacionada de forma:a) Direta com a altura atingida pelo pendulo após a ruptura do Corpo de Provab) Direta com a perda de energia potencial do pendulo após a ruptura do Corpo de Provac) Inversa com o ganho de energia potencial do pendulo após a ruptura do Corpo de Provad) Inversa com a temperatura do Corpo de Provae) NRA
452. A influencia de orientação de um Corpo de Prova transversal Charpy A, ao ensaiar o metal de solda de que se obtém no ensaio uma energia absorvida:a) Menor que a obtida se tivesse sido utilizada num Corpo de Prova longitudinalb) Maior que a obtida se tivesse sido utilizada num Corpo de Prova longitudinalc) Não há influencia a orientaçãod) NRA
453. A três características aplicáveis a todos os tamanhos de um Corpo de Prova em um ensaio Charpy são:a) Comprimento, raio do entalhe e ângulo do entalheb) Comprimento, largura e profundidade do entalhec) Comprimento, espessura e profundidade do entalhed) Comprimento, raio do entalhe e espessurae) NRA
851. Qual instrumento que você utilizaria para medir o entalhe de um corpo de prova em um ensaio de Charpy:a) Paquímetro e projetor óptico de perfil
201. Qual é o conteúdo mínimo do relatório de impacto segundo a norma A-370:a) Temperatura absorvidab) Energia absorvidac) Sentido do Corpo de Provad) Dimensões do Corpo de Provae) Todos as alternativas estão corretas
067. Assinale se verdadeiro ( V ) ou falso ( F ):( F ) O ensaio de dobramento tem a finalidade de avaliar quantitativamente as propriedades mecânicas de uma solda. ( F ) O ensaio de dobramento, em corpos de prova soldados e feito segundo o método de dobramento livre( V ) Um corpo de prova transversal de raiz, foi submetido ao ensaio de dobramento e o inspetor de soldagem procurou observar descontinuidades na zona de tração, na raiz da solda do corpo de prova( F ) No corpo de prova transversal para ensaio de dobramento, o eixo longitudinal do corpo de prova é paralelo a direção da laminação do material
305. O ensaio de dobramento tem a finalidade de:a) Indicar o limite de escoamento do material ensaiado
41
b) Indicar qualitativamente a ductibilidade de um materialc) Avaliar qualitativamente as propriedades mecânicas de uma soldad) Avaliar qualitativamente através de aparelho a ductibilidade de um materiale) Existem 3 respostas corretas
457. O ensaio de dobramento em Corpos de Prova soldados é segundo o método de:a) Dobramento guiadob) Dobramento semi-guiadoc) Dobramento livred) Dobramento guiado e semi-guiadoe) NRA880. Qual a velocidade máxima na execução do ensaio de dobramento segundo A 370:a) A velocidade de dobramento não é um fato relevante
009. Na medição de dureza Brinell, de aços, penetradores esféricos de 5 e 10mm de diâmetro foram utilizados associados respectivamente, as cargas de:a) 750 e 3000 kgfb) 3000 e 15,625 kgfc) 1250 e 100kgfd) 62,5 e 1000kgf
055. Assinale abaixo ( B ) BRINELL, ( R ) ROCKWELL , ( V ) VICKERS; conforme a aplicação nos respectivos métodos de dureza:( R ) Penetrador cônico de diamante, com 136º de conicidade e escala 15T de dureza( B ) Penetrador esférico de carbono de tungstênio, com 10mm de diâmetro e carga de 1500 Kgf( R ) Penetrador de aço esférico temperado com 1,588mm de diâmetro e carga de 60 Kgf( B ) Penetrador esférico de aço com 2,5mm de diâmetro e carga de 187,5 Kgf ( V ) Penetrador de diamantes de base quadrada, com 136º entre fases e carga de 60 Kgf( R ) Penetrador cônico de aço temperado, com 90º de conicidade, e carga de 3000 Kgf
056. Os métodos de dureza que se baseiam na medição da profundidade de impressão são:a) Apenas o método Brinellb) Apenas o método Vickersc) Os métodos Rockwell e Brinelld) Os métodos Vickell e Rockwelle) Apenas o método Rockwell
057. Na medição de dureza Brinell, de aços , penetradores esféricos de 5 e 10 mm de diâmetro foram utilizados associados, respectivamente, as cargas de:a) 750 e 3000Kgfb) 3000 e 15,625 Kgfc) 1250 e 100Kgfd) 62,5 e 1000Kgf
058. Indique se o texto abaixo e verdadeiro ou falso: A correlação entre dureza e limite de resistência a tração é aproximada em virtude das diferentes composições químicas e processos de fabricação dos aços , podendo haver divergência entre os valores dos limites de resistência à tração, obtidos através da correlação entre dureza e os valores reais dos limites de resistência à tração .( V ) verdadeiro ( ) falso
074. Pode ser medida a dureza de um tubo de 5mm de espessura segundo a A 370:
42

a) Verdadeirob) Falso
202. Pode-se medir a dureza de um tubo de 5 mm de espessura segundo a especificação A-370:a) Verdadeirob) Falso
210. Quais os dois tipos de informações que podem aparecer gravadas numa barra padrão utilizada em um durometro portátil para determinação da dureza Brinell:a) Dureza da barra e Fator de correção da barra
377. Em uma material desconhecido qual é o tipo de dureza que deverá ser realizado:a) Rockwell C
493. Em um teste de dureza Vickers foram aplicadas diversas cargas diferentes, e observaram-se impressões proporcionais, podemos concluir que:a) Foi utilizado o mesmo penetrador cônico, pois o cone é feito de diamante, portanto não há deformação a medida que as cargas são variadas o que não acontece na dureza Brinell onde pode haver deformação da esfera
054. O valor de dureza de um material representa:a) A capacidade do material se deformar na zona elásticab) A manifestação combinada de várias propriedades mecânicas do materialc) A resistência a tração do material d) Que o ensaio não e destrutivo, pois depende do método aplicado
073. Qual o limite máximo de dureza recomendável pelo método Brinell segundo ASTM 370 77:a) 524b) 370c) 624d) 350e) 850f) 634
070. Um aço de baixo teor de carbono, qual e a faixa mais comum do valor de resistência a tração:a) 100 120 Kgf/mm2b) 80 100 Kgf/mm2c) 30 50 Kgf/mm2d) 15 30 Kgf/mm2e) 5 15 Kgf/mm2
084. Para os aços de baixo carbono ( c<= 0,18 % ) qual é a faixa da resistência á tração:d) 32 < kgf/mm² < 38 Kgf/mm² 122. O ensaio de tração conforme ASME séc. IX é utilizado na qualificação de:a) Somente soldadoresb) Soldadores e procedimentos de soldagemc) Procedimentos de soldagemd) Operadorese) NRA
43
306. Um corpo de prova de aço carbono recozido com 10mm de diâmetro e 50mm de comprimento, a parte útil tem alongamento de 31%, estricção de 55% na leitura do,paquímetro o comprimento final foi respectivamente 65,5mm e 7,62mm:a) A leitura do comprimento esta incorreta e o diâmetro esta certob) A leitura do comprimento esta certa e do diâmetro incorretac) As duas leituras estão corretasd) As duas leituras estão incorretase) Nada se pode concluir
341. Ao realizar-se um ensaio de tração em um corpo de provam metálico, ocorreu um interrupção do ensaio antes de ser atingido o limite de escoamento do material, tendo o corpo de prova se soltado de uma das garras. Neste caso deve-se:a) Sucatear corpo de prova utilizado e preparar novo para ensaiob) Refazer o ensaio a uma maior velocidade para prevenir novo deslizamento do corpo de provac) Realizar novo ensaio utilizando o mesmo corpo de prova e nas mesmas condiçõesd) Rejeitar o material pois o deslizamento ocorreu devido a alta dureza do mesmoe) Nenhuma das alternativas estão corretas
380. Foram executados ensaios de tração, a temperatura ambiente em dois corpos de prova de aço carbono de mesma seção o corpo de prova “A” possui 0,08% de teor de carbono, enquanto o corpo de prova “B” possui 0,80% de teor de carbono. A partir dos resultados dos ensaios podemos concluir que:a) A região plástica e o coeficiente de estricção de “A” é maior que “B”b) O limite de escoamento de “B” é menor que de “A”c) O limite de resistência de “A” é maior que de “B”d) A região plástica e o coeficiente de estricção de “B” são maiores que de “A”e) NRA
424. Após a trefilação o material diminui a resistência a tração:a) Verdadeirob) Falso
064. Assinale as alternativas verdadeiras ou falsas:( V ) A condição mínima necessária para que um corpo de prova soldado, que rompeu na solda durante o ensaio de tração e seja aprovado, é que a tensão máxima apresentado pelo C.P, seja superior a tensão mínima especificada para o metal base.( V ) Para os metais que não apresentam o fenômeno de escoamento nítido adotamos o limite convencional “n” e tomamos estes valores em função do teor de carbono do aço tais como: n 0,2 % para aços de baixo teor de carbono, o n 0,5 % para cobre e algumas de duas ligas n 0,1 ou mesmo 0,01% para aços de médio a alto teor de carbono.( V ) A tenção de escoamento ( σe ) corresponde ao inicio da fase de escoamento e ao inicio da elasticidade do corpo de prova.( F ) O limite de resistência a tração, é calculado dividindo-se a maior carga pela área final da secção transversal do CP ( F ) Os ensaios mecânicos referentes as atividades de soldagem servem apenas para qualificação de soldadores e de procedimento de soldagem
065. Assinale se verdadeiro ( V ) ou falso ( F ):( F ) Um corpo de prova transversal significa que o eixo longitudinal do C.P é paralela a direção laminação amostra do material a ser ensaiado( F ) A força aplicada a um corpo de prova, em ensaio de tração longitudinal, deve ser ortogonal a direção de laminação.( V ) Em produtos trabalhados mecanicamente, as propriedades mecânicas podem variar, conforme a direção de onde foram extraídos os corpos de prova ( F ) Quando menor a região plástica apresentada por um material submetido a ensaio de tração, maior fragilidade e menor alongamento( V ) Em um C.P para ensaio de tração as zonas de concordância são as zonas que unem a parte útil as cabeças com a finalidade de evitar qualquer região mais propícia a fratura
44
066. Assinale se verdadeiro ( V ) ou falso ( F ):( V ) Os corpos de prova para ensaio de tração podem ter: C P com seção total, C P com seção retangular, C P com seção circular( V ) A medida de deformação é obtida mais comumente por meio de um extensômetro.( V ) O código ASME-SECAO IX normaliza as dimensões das peças de teste, local de retirada e dimensionamento dos corpos de provas, com objetivo de efetuar a qualificação de procedimentos de soldagem( V ) Para ensaio de tração em tubos, só podemos executá-los se o diâmetro externo do tubo for menor ou igual ao máximo que as garras da maquina podem fixar, alem disso é necessário que se use mandris nas extremidades do tudo com a finalidade de evitar o amassamento nas extremidades.
319. O limite de resistência a tração é definido como:a) Tensão de ruptura no corpo de provab) O aquecimento da menor carga atingida durante o ensaio da secção inicial da parte útil do Corpo de Provac) O quociente de qualquer carga atingida durante o ensaio da secção inicial da parte útil do Corpo de Provad) A tensão de escoamentoe) NRA
320. Um corpo de prova laminado está sofrendo um esforço perpendicular a direção de laminação. No ensaio de tração este Corpo de Prova com relação a sua orientação é especificado:a) Corpo de Prova laminadob) Corpo de Prova transversalc) Corpo de Prova forjadod) NRA
321. A deformação observada através de instrumento num corpo de prova durante um ensaio de tração ocorre:a) Na cabeçab) Na parte útilc) Na zona de concordânciad) No raio de concordânciae) Todas as alternativas estão corretas
003. Que tipos de erros mais comuns ocorrem na leitura com paquímetro:a) Zero do nôniob) Paralaxec) Diferença de temperatura entre peça e paquímetrod) Escala do paquímetro apagada
008. Qual instrumento apresenta valor mais exato na medida de uma grandeza:a) Um instrumento usado mas aferidob) Instrumento primárioc) Instrumento novod) Um padrão de transformaçãoe) Um padrão de
069. Qual o instrumento utilizado para medir planicidade dos batentes de um micrometro e uma peça de 0,8 mm por 1000 mm:a) Plano Ópticob) Instrumento primário c) Instrumento novod) Um padrão transformaçãoe) Um padrão de trabalho
45
079. Um paquímetro de 150 divisões úteis e um nônio de 50 divisões, qual é a leitura que esse paquímetro pode ler:a) 200mmb) 180mmc) 150mmd) 100mme) 120mm
085. Sensibilidade de um paquímetro em milímetro com nônio de 50 divisões:a) 1/50 = 0,02mm
094. Numa chapa com desvios de planicidade é um erro de:a) Erro de formab) Erro de posição
136. Linha de tangência significa:a) Linha de soldab) Comprimento total de corpo cilíndrico
138. Qual instrumento você utilizaria para medir a planeza de uma chapa de 1,0 x 0,8 m:a) Nívelb) Padrão ópticoc) Goniômetrod) Graminho + apalíquido Penetranteador
141. Para verificar o alinhamento vertical de chapas do costado de tanques, utilizamos:a) Régua de grandes dimensõesb) Trenac) Paquímetrod) Padrãoe) Teodolito
303. O densitômetro é um instrumento usado para medir:a) O tamanho das descontinuidades existentes na radiografia do equipamentob) A qualidade da técnica radiográficac) Densidade das imagens radiográficasd) Densidade dos materiaise) Corrente de exposição radiográfica
323. Para verificar-se o embicamento do costado de um tanque cilíndrico usamos:a) Régua longab) Paquímetroc) Trena de açod) Ultra-some) Gabaritos com a curva do costado
386. Qual a resolução mais corretas para medir uma dimensão de 0,05 mm:a) 0,02 mmb) 0,001 mmc) 0,002 mm
46
d) 0,05 mm
398. Qual o nome da máxima leitura de um paquímetro:a) Campo de leiturab) Campo de mediçãoc) Limite de leiturad) Limite de mediçãoe) NRA
426. Qual instrumento é indicado na medição de pequenos ângulos, na ordem de segundos:a) Transferidorb) Goniômetroc) Mesa de senod) NRA
483. Qual a precisão de um goniômetro que mede em graus, com um nônio de 12 divisões:a) Menor divisão – 1 grau igual há 60 minutos com precisão 60/12 igual a 5 minutos
488. Por que são utilizados aços inox na construção de instrumentos de medidas:a) Por não apresentarem corrosão, por serem mais duros que os aços carbono
490. Qual a diferença do goniômetro simples e preciso:a) No simples não há nônio, portanto a sua precisão é sempre igual a metade da menor leitura da escala, já no preciso o nônio indica a precisão do equipamento
496. Qual a escala do manômetro/vacuômetro:a) 1,5 à 4 vezes a pressão de ensaio e menor divisão com 0,5% da indicação máxima 783. Calibres são ferramentas usadas na inspeção de radiografias de soldas: resposta ( medição espessura)a) Verdadeirob) Falso
885. Qual a diferença entra um manômetro de medição direta e manômetro receptor:a) Manômetro de medição direta é instalado no processo em campo, já o manômetro receptor é instalado na sala de controle
888. Qual acessórios utilizados em manômetros que sofrem bruscas variações de pressão:a) Podem ser utilizados amortecedores de pulsação ou manômetros de glicerina
889. Quais os materiais mais empregados nos elementos sensíveis nos manômetros de Bourdon:a) Aço inoxidável AISI 304, 316 ou outro material compatível com o fluido de trabalho 892. Qual o acessório utilizado em um manômetro de medição do fluido em alta temperatura:a) Pode-se utilizar tubo sifão ou selo mecânico do tipo diafragma
896. Quais os instrumentos utilizados na inspeção dimensional de uma placa de orifício:a) Devem ser utilizados micrometro de três pontas e comuns, micrometro de Dial para orifício, calibre “passa não passa” e transferidor de pressão
47
075. Para verificar o alinhamento vertical de chapas do costado de tanques, utilizamos:a) Régua de grandes dimensõesb) Trenac) Paquímetrod) Padrãoe) Teodolito
142. Para verificar o alinhamento de tubulações, utilizamos:a) Régua de grandes dimensõesb) Trenac) Paquímetrod) Padrãoe) Teodolito
172. Durante um ensaio hidrostático a pressão de 10 kg/cm2, qual o manômetro que deve ser utilizado:a) 0 à 15 Kg/cm2b) 10 à 45 Kg/cm2c) 10 à 30 Kg/cm2d) O dobro da pressão especificadae) NRA
333. Os manômetros utilizados em um teste hidrostático devem:a) Apresentar um valor máximo de escala pelo menos igual a pressão a ser medidab) Ser calibrado periodicamente em intervalos pré estabelecido em função das condições de utilizaçãoc) Trabalhar dentro do primeiro terço médio da escala para evitar ser muito exigidosd) Serem totalmente exatose) Compensar a pressão no caso de pequenos vazamentos nas tubulações da bancada
363. Numa barra cujo diâmetro de 16 mm com paquímetro de 0 à 250, nônio de 20 divisões sendo executadas 10 leituras nas quais foram 6 leituras de 16,85mm, 16,80mm, 16,15mm, 16,10mm, 16,80mm, 16,90 mm e 4 leituras de 16,00 mm, 15,95 mm, 16,05 mm, e 16,00mm. Como se caracteriza esta medida:a) Exato e Precisob) Exato e imprecisoc) Inexato
408. O bulbo pode ser calibrado, dados – 0 ‘a 760 mmHg e Span de 0,02 Kg/cm2 à 1,0 Kg/cm2:a) Pode ser calibradob) Sim, o span é maiorc) Sim, o span é menord) Não, pode ser calibrado
420. Um terreno plano medindo 15X30 m foi medido com uma trena graduada em milímetros, qual dos valores da área abaixo melhor representa a área deste terreno:a) 452,43 m2b) 452,43076 m2c) 452,4 m2d) 452,430 m2
48
PARTE 6
014. As funções do teste hidrostático são:a) Verificar vazamentosb) Verificar deformaçõesc) Detectar descontinuidade em juntas soldadasd) Duas das afirmativas acima são corretase) NRA
016. Pode-se substituir ensaio não destrutivo por ensaio destrutivo:a) Sim, dependendo do casob) Sim, semprec) Não, em hipótese algumad) Sim, mas somente para σe por ensaio de traçãoe) NRA
049. Correlacione a segunda coluna de acordo com a primeira:( 1 ) Teste de estanqueidade com pressão positiva ( 2 ) Teste de estanqueidade com pressão negativa( 3 ) Teste de capilaridade
( 2 ) Juntas sobrepostas de chapas de fundo de tanque( 1 ) Junta de angulo da ligação de fundo de costado de tanques( 2 ) Chapas de reforço de caixa de vácuo( 3 ) Querosene ou óleo diesel
072. Qual o principal objetivo do teste de estanqueidade :a) É a localização e detecção de defeitos passantes em soldasb) Soldas em chapas de reforçoc) Soldas em ângulo de juntas sobrepostas fundos de tanques de armazenamento,d) Soldas em ângulo de ligação de costado fundo
143. O que é ensaio de bolhas com pressão positiva:a) É o método pelo qual se detecta defeitos passantes, com aplicação de solução formadora de bolhas, estando o equipamento ou peça submetido a uma pressão de teste positiva. Ex. usado para teste da chapa de reforço do bocal (ar como fluído)
144. O que é ensaio de bolhas com pressão negativa:a) É o método pelo qual se detecta defeitos passantes, com aplicação de solução formadora de bolhas, estando cada trecho inspecionado sujeito a um vácuo parcial, mínimo de 14 Kpa (0,15 kgf/cm2) abaixo da pressão absoluta, com o uso de caixa de vácuo. Ex. usado para teste de soldas em ângulo de juntas sobrepostas do fundo e juntas de ângulo do fundo do costado de tanques de armazenamento.
495. Qual o tempo mínimo para se realizar um teste pneumático:a) 15 minutos
49
b) 20 minutosc) 30 minutosd) 40 minutose) 50 minutos
577. A diferença entre descontinuidade e defeito é:b) O defeito é uma imperfeição grande e descontinuidade é uma imperfeição pequena.c) A descontinuidade é sempre um defeito.d) Uma descontinuidade é sempre inaceitável enquanto que o defeito pode não afetar o serviço da peça ou componente.e) O defeito é uma descontinuidade que pode comprometer o serviço ou performance da peça, enquanto que descontinuidade é uma falha na estrutura da peça que pode ou não comprometer a peça.
853. Indique qual afirmativa incorreta em relação a teste hidrostático:a) Os manômetros devem ser calibrados antes do teste, bem como devem ser calibrados anualmente utilizando-se balança de peso mortob) Utilizar manômetros de escala entre 1,5 a 4 vezes o valor da pressão de teste, sendo preferível usar o dobro da escalac) A menor divisão de escala não deve ser superior a 5% do valor da escalad) A pressão de teste (manométrica) em chapas de reforço deve estar entre 0,7 a 1,0 Kgf/cm2e) O teste hidrostático não deve ser efetuado quando a temperatura ambiente é menor que 16ºC
860. Qual é o período mínimo de execução do teste hidrostático conforme o API 6A:a) 3 minutos
494. Qual o tempo mínimo para se realizar um teste hidrostático: a) 10 minutosb) 20 minutosc) 30 minutosd) 40 minutose) 50 minutos
006. Líquido Penetrante possui uma propriedade na qual permite que o mesmo entre em pequenos orifícios, como é conhecida:a) Umectaçãob) Molhabilidadec) Capilaridaded) Volatilidade
051. O exame não destrutivo de Líquido Penetrante é utilizado para detectar descontinuidade superficiais e sub-superficiais em materiais não metálicos e metálicos excetuando-se materiais porosos.a) Verdadeirob) Falso
090. Como se define teste de capilaridade:a) Para detectar defeitos passantes com aplicação de um líquido de alto efeito capilar por um lado da solda por um tempo de 24 horas, pode se utilizar óleo diesel ou querosene.
118. Qual o método de END é mais indicado para detecção de descontinuidades superficiais em materiais dissimilares:a) Ultra-som
50
b) Líquido Penetrantec) Líquido Penetrante/ Partículas Magnéticasd) Partículas Magnéticase) RX e gama
145. O que é o teste de capilaridade:a) Ë o teste efetuado para detectar defeitos passantes com aplicação de um líquido de alto efeito capilar por um lado da solda (equipamento ou peça)por um tempo de 24 h, utilizando-se óleo diesel ou querosene.
148. Qual afirmativa abaixo não se enquadra no teste por LÍQUIDO PENETRANTE:a) O teste por LÍQUIDO PENETRANTE pode-se determinar com exatidão a profundidade de trinca
149. Por uma falha no processo de limpeza do excesso de penetrante, pode-se mascarar que tipos de defeitos:a) Dobras de forjamentob) Descontinuidades rasas e largasc) Pittings profundosd) Todas a alternativas acimae) NRA
150. A aplicação de penetrante normalmente não aceita é:a) Trapo embebido com o LÍQUIDO PENETRANTEb) Pincelc) Borrifamentod) Imersãoe) NRA
154. Qual o método não aceitável para limpeza de peça antes do exame com Líquido Penetrante:a) Jato de vaporb) Solvente líquidoc) Removedor alcalinod) Escovamentoe) NRA
155. Uma trinca superficial em um material ASTM A240 TP 304 poderá ser melhor identificado através de um exame não destrutivo:a) Ultra-somb) Líquido Penetrantec) Líquido Penetrante e Partículas Magnéticasd) Partículas Magnéticase) NRA
163. Qual o melhor método para retirada do excesso de penetrante solúvel em água:a) Jato de água a alta pressãob) Panoc) Jato de água a baixa pressãod) Estopae) NRA
304. A interpretação do Líquido Penetrante deve ser feita: a) Imediatamente após o revelador ser aplicado
51

b) A qualquer tempo apões o revelador ser aplicadoc) Imediatamente após a lavagem da peçad) Imediatamente após o revelador ser aplicado a peça e durante o tempo especificado de revelaçãoe) NRA
307. Qual o método não aceitável para limpeza de peças antes do ensaio com Líquido Penetrante:a) Jato vaporb) Solvente Líquidoc) Removedor Alcalinod) Escovamentoe) NRA
360. O tempo de penetração do Líquido Penetrante depende da profundidade da trinca:a) Certob) Errado
375. Após aplicação de Líquido Penetrante em uma peça a mesma encontra-se dificuldade de penetração, qual a provável causa:a) Limpeza Superficial
423. Qual das descontinuidades abaixo afeta a velocidade e o grau de penetração do Líquido Penetrante em trincas, fissuras e outras pequenas descontinuidades superficiais:a) Cor do penetranteb) Dureza do materialc) Condutividade do materiald) NRA
455. O ensaio por Líquidos Penetrantes detecta:a) Cavidades internasb) Dobra forjada superficialc) Trincas superficiaisd) Porosidades superficiaise) Existem 2 alternativas corretas
456. O ensaio de Líquidos Penetrantes exceto aquele que estiver dentro da descontinuidade é removível da peça:a) Depois que tenha decorrido o tempo de penetraçãob) Somente quando são usados penetrantes laváveis em águac) Antes da aplicação de emulsificador, se for usado penetrante removível com água após a emulsãod) Por meio de corrente de limpezae) NRA
473. Qual o Líquido Penetrante abaixo é o mais adequado para materiais com superfície porosa:a) Colorido lavável a águab) Florescentec) Colorido lavável com solvente
578. Uma vantagem do ensaio por líquidos penetrantes, em relação aos demais E.N.D, é:a) O método pode ser aplicado em todos os materiais.
52

b) O método não necessita de preparação da superfície.c) O ensaio pode detectar qualquer descontinuidade.d) O método é mais simples, e de fácil interpretação dos resultados.
579. Quais dos materiais abaixo, o ensaio por líquidos penetrantes não é aplicável:a) Aços inoxidáveis e plásticosb) Materiais forjados ou fundidosc) Materiais porosos.d) Nenhuma das alternativas
580. Qual das seguintes alternativas corresponde a desvantagens para o ensaio por líquidos penetrantes:a) Não pode ser aplicado a altas temperaturas.b) Somente detecta descontinuidades abertas para a superfície.c) Necessita preparação da superfície.d) As alternativas (a) e (b) são corretas.
581. Qual das seguintes descontinuidades, não pode ser detectada pelo ensaio por líquidos penetrantes:a) Uma trinca sub-superficial.b) Uma inclusão interna numa solda.c) Uma falta de fusão entre passes numa solda.d) Todas as alternativas são verdadeiras.
582. O método de ensaio por LP, está baseado, principalmente, nas propriedades de................... dos líquidos.a) Tensão superficial e capilaridade.b) Densidade específica e viscosidadec) Penetrabilidade e viscosidade cinemáticad) Densidade específica e capilaridade
583. Quais das seguintes descontinuidades pode ser detectada por LP:a) Porosidade superficialb) Trincas com abertura acima de 10 mmc) Dupla laminação na borda de chapasd) Todas as alternativas são corretas.
584. Qual das propriedades abaixo, é importante que nenhum penetrante possua:a) Alto poder de capilaridadeb) Boa molhabilidadec) Secagem rápidad) Baixa tensão superficial
585. Qual das seguintes propriedades é desejável que um bom penetrante deva ter:a) Baixa viscosidadeb) Alto grau de molhabilidadec) Ponto de fulgor não inferior a 200º Cd) Todas as alternativas são corretas.
586. Os penetrantes foram desenvolvidos para penetrar em aberturas:a) Quaisquerb) Somente com aberturas maiores que 0,1 mm
53
c) Com dimensões maiores que 1mmd) Lineares ou arredondadas
587. Das alternativas abaixo, qual representa uma denominação comumente usada para designar os líquidos penetrantes:a) Penetrante removível com solventeb) Penetrante lavável em água, pós emulsificaçãoc) Penetrante não aquosod) As alternativas (a) e (b) são corretas.
589. O método mais desejável para a remoção do excesso de penetrante removível com solvente:a) Jato de água e detergente, com baixa pressão.b) Forte jato de solvente qualificadoc) Escova e pano úmido com solvented) Pano limpo umidecido com solvente adequado
591. Ao se adquirir um lote de penetrante, devemos:a) Verificar se o produto está qualificado pelo procedimento aprovadob) Efetuar teste de sensibilidade numa amostra do lote, usando padrão conhecido.c) Verificar a data de validade do lote.d) Todas as alternativas são aplicáveis.
592. A primeira etapa para a inspeção por líquidos penetrantes, numa superfície que se encontra pintada é:a) Aplicar o penetrante com relativo cuidado na superfície.b) Lavar minuciosamente a superfície com detergente.c) Remover completamente a pintura.d) Escovar a superfície até reduzir a camada de tinta à metade.
593. Qual das técnicas abaixo podem ser utilizadas para a aplicação do líquido penetrante:a) Mergulhando a peça em banho no penetrante.b) Pulverizando o penetrante sobre a peça.c) Através de rolo de pintura.d) Todas as técnicas acima podem ser utilizadas.
594. Qual das técnicas abaixo é mais recomendada para a aplicação do revelador:a) Com pincel macio.b) Com rolo de pintura.c) Por pulverização.d) Todas as técnicas podem ser utilizadas.
595. O termo usado para definir o período de tempo que o penetrante fica sobre a superfície ensaiada denomina-se:a) Tempo de esperab) Tempo de escoamentoc) Tempo de impregnaçãod) Tempo de penetração
596. A técnica mais comum de se verificar se o excesso de líquido penetrante fluorescente foi totalmente removido, antes da aplicação do revelador é:a) Aplicar um jato de ar comprimido sobre a superfície
54

b) Examinar a superfície com luz ultravioletac) Examinar a superfície com luz infravermelhad) Passar pano limpo ou papel sobre a superfície ,para observar resíduos de penetrante.
597. Para a aplicação do revelador não aquoso, no ensaio por líquidos penetrantes laváveis com água a superfície:a) Não precisa estar secab) Não precisa estar isenta de resíduos de penetrantec) Necessita estar limpa, sem resíduos de penetrante, e seca.d) Não pode ser lisa, ou usinada
598. O problema do re-ensaio de uma peça por LP, que já tenha sido ensaiada por este método, é:a) O penetrante perderá parte de seu brilho e corb) O penetrante terá dificuldade na molhabilidade da superfíciec) O resíduo seco de penetrante dentro das descontinuidades, pode não dissolver, apresentando resultados pouco confiáveis.d) Todas as alternativas são corretas
599. A finalidade do uso do revelador no ensaio por LP é:a) Facilitar a ação de capilaridade do penetranteb) Absorver os resíduos emulsificantesc) Absorver o penetrante de dentro das descontinuidades, e proporcionar um fundo branco.d) Reagir com os resíduos de penetrante na superfície
600. Um ensaio por LP, realizado utilizando-se produtos classificados como sistema Tipo II-C, necessariamente, o excesso de penetrante deve ser removido por:a) Escovamento com águab) Pano limpo ,sem fiapos , umidecido com solventec) Jato de água com pressão e temperatura controladasd) Emulsificação e posterior lavagem com água
601. No ensaio por LP de uma solda, o inspetor utilizou-se de uma luz negra para realizar o laudo final. Conclui-se que:a) O inspetor deve ter se enganado com o tipo de luz recomendada para iluminação da superfície.b) O inspetor deve ter utilizado revelador fluorescentec) O inspetor deve ter utilizado penetrante classificado como tipo I.d) O inspetor deve ter utilizado a luz negra para aquecer a superfície, até a temperatura permitida.
602. Qual das seguintes alternativas representa um desvantagem do método de inspeção por líquidos penetrantes pós emulsificável:a) Necessita uma melhor preparação da superfícieb) Requer uma operação adicional em relação aos outros.c) O tempo de penetração é demasiadamente longo.d) As alternativas (b) e (c) são corretas.
603. Os tipos de reveladores que dispomos para a inspeção por líquidos penetrantes são:a) Pós secos.b) Não aquososc) Aquososd) Todas as alternativas são corretas.
604. Qual das seguintes alternativas é uma maneira usual de designar um revelador:
55

a) Revelador não aquosob) Revelador ferrosoc) Revelador com alta densidaded) Revelador tipo "A" ou "B"
605. Quanto à iluminação ambiente para a inspeção por líquidos penetrantes visível com luz natural de acordo com ASME Séc.V SE-165 Ed. 2001 :a) Não há nenhum requisito importante.b) Deve ser de no mínimo 500 lux.c) Deve atender no mínimo de 1000 lux ,sobre a superfície.d) A luz deve ser apenas branca.
606. Qual das seguintes alternativas é causa para o mascaramento ou não aparecimento das indicações:a) Lavagem e remoção vigorosa do excesso de penetranteb) Camada excessiva de reveladorc) Limpeza do excesso de penetrante por pulverização de solvente sobre a superfícied) Todas as alternativas são verdadeiras
607. O tipo de penetrante classificado como "Tipo II C" de acordo com ASME SEC.V SE-165 Ed.2001 trata-se de:a) Penetrante fluorescente ,lavável com água.a) No tempo de penetraçãob) Penetrante visível com luz natural, lavável com água.b) Na preparação da superfíciec) Penetrante visível com luz natural, removível com solvente.c) No tempo de avaliação das indicaçõesd) Penetrante fluorescente, removível com solvente.d) No tempo de emulsificação
608. A fase mais crítica na inspeção com penetrantes pós-emulsificáveis é:
609. O tipo de penetrante classificado como "Tipo I A" de acordo com ASME SEC.V SE-165 Ed. 2001 , trata-se de :a) Penetrante fluorescente, lavável com água.b) Penetrante visível com luz natural, lavável com água.c) Penetrante visível com luz natural, removível com solvente.d) Penetrante fluorescente, removível com solvente.
610. Quando utilizamos penetrantes do Tipo II A , a remoção do excesso de penetrante da superfície deve ser feita :a) Com pano limpo, umedecido com removedorb) Com jato de água, com pressão e temperatura controladac) Após a aplicação do emulsificador, com uso de jato de água controlado.d) Por imersão da peça no removedor
611. Qual o método mais recomendável para preparação da superfície antes do ensaio por líquidos penetrantes:a) Jateamento com areia fina.b) Esmerilhamento.c) Escovamento manual ou rotativo.d) Limagem.
614. Uma forma usual de se fazer uma qualificação de produtos penetrantes ou mesmo testar o produto penetrante adquirido, é:a) Determinando a viscosidade dos produtos
56

b) Comparar os resultados obtidos no ensaio de um bloco padrão de líquido penetrantec) Medir a umidade dos produtosd) Todas as alternativas devem ser aplicadas
615. Na inspeção de materiais austeníticos e ligas a base de níquel,os produtos penetrantes devem:a) Atender aos requisitos normativos do teor de contaminantesb) Ser fornecidos com número de lote dos produtosc) Ter na embalagem a data de fabricação e vencimento ,claramente identificadosd) Ser sempre laváveis com água
616. Qual dos tipos de penetrantes é mais indicado para o ensaio de peças fundidas ou com acabamento superficial grosseiro:a) Penetrante visível colorido, lavável em águab) Penetrante fluorescente, removível com solventec) Penetrante visível colorido, removível com solvented) As alternativas (b) e (c) podem ser usadas
617. O manchamento do revelador causado pelo afloramento do penetrante na superfície contido no interior da descontinuidade possui dimensões :a) Menores que a dimensão real da descontinuidadeb) Maior que a dimensão real da descontinuidadec) Igual que a dimensão real da descontinuidaded) Metade que a dimensão real da descontinuidade
618. A função do emulsificador é:a) Reagir com o penetrante tornando-o lavável com águab) Melhorar o brilho vermelho do penetrantec) Aumentar o poder de penetração do penetrante , após a reaçãod) Aumentar a fluidez e a molhabilidade do penetrante
619. Uma vantagem do revelador aquoso é:a) As indicações possuem cores mais vivasb) Não escorre depois de haver sido aplicadoc) Não emite vapores inflamáveisd) Todas as alternativas são corretas
621. Se no ensaio de uma peça por líquidos penetrantes, o processo de esmerilhamento para limpeza prévia:a) Não é recomendado, pois poderá haver obstrução das aberturas, na superfície.b) Pode ser utilizado, desde que for de material abrasivo do tipo óxido de alumínio.c) As aberturas superficiais se tornarão mais fáceis de serem observadas.d) O tempo de penetração deverá ser aumentado para compensar
623. No ensaio por líquidos penetrantes o tempo de penetração depende:a) Do tipo de material a ser ensaiado.b) Do tipo do líquido penetrante utilizado.c) Do acabamento superficial da peça.d) As alternativas (a) e (b) são corretas.
624. A faixa limite de temperatura padrão, que a superfície pode estar, para ser aplicado o ensaio por líquidos penetrantes,
57
conforme o ASME Séc.V Ed.2001 é:a) De 10 a 52º Cb) De 5 a 50º Cc) De 16 a 60º Cd) De 15 a 60º C
625. Qual a iluminação mínima recomendável quando utilizando penetrantes fluorescentes conforme ASME Séc. V , Ed. 2001 , SE -165:a) De 100 luxb) De 1000 luxc) De 540 luxd) De 1000 mW/cm 2
627. As avaliações intermediárias, após a aplicação do revelador, são necessárias para:a) Definir a forma da indicação, e diferenciar entre arredondada e linear.b) Registrar e dimensionar as indicações maiores, que mancham rapidamente o penetrante.c) Verificar se não vai ocorrer contaminações durante a revelação das indicações.d) Facilitar o registro final das indicações.
629. Indicações consideradas não relevantes conforme o Código ASME Séc. VIII Div.1são :a) Qualquer mancha do penetrante no revelador com dimensões acima de 1,6 mmb) Qualquer indicação proveniente de descontinuidade com dimensões acima de 1,6 mm.c) Indicações circulares ou elípticas com comprimento maior que três vezes a largura.d) Qualquer indicação proveniente de descontinuidade com dimensões menores que 1,6 mm.
630. Na inspeção de soldas em aço carbono, o tempo de penetração, de acordo com o recomendado no ASME Séc. V Ed.2001, deve ser no mínimo de:a) De 5 minutosb) De 10 minutosc) De 30 minutosd) Depende se o produto é lavável a água ou removível com solvente
631. A remoção do excesso de penetrante removível com solvente, da superfície, deve ser feita:a) Com pano limpo, sem fiapos, umedecido com solvente.b) Com pano limpo e seco.c) Através da pulverização do solvente sobre a superfície, e após remoção com pano limpo, sem fiapos.d) Banhando a peça com solvente apropriado, do mesmo fabricante do penetrante.
632. Na remoção do excesso de líquido penetrante removível com solvente, da superfície, o inspetor usou pano limpo e umedecido com tetracloreto. Neste caso:a) O inspetor agiu de forma correta.b) O inspetor não procedeu corretamente, uma vez que não utilizou o produto qualificado.c) O inspetor não agiu corretamente, uma vez que deveria ter aspergido o solvente sobre a superfície primeiramente.d) Nenhuma das alternativas são corretas.
633. A limpeza do excesso de líquido penetrante lavável a água deve ser feita através de:a) Por jato vigoroso de água sobre a superfície.b) Por pano umedecido com solvente.c) Por jato de água com pressão e temperatura controladad) Escovas especiais.
58
634. Em geral , trincas são:a) Vazios intermetálicosb) Defeito bidimensional, provocado por uma ruptura do metalc) Inclusões indesejáveisd) Inclusões aleatórias
640. Das afirmações abaixo, qual a que define melhor o problema do esmerilhamento para a limpeza prévia da superfície a ser inspecionada por líquidos penetrantes:a) A descontinuidade pode ser fechada por ação de remoção de metalb) O óleo contaminante pode ser fechado dentro da descontinuidadec) Esta operação pode ser usada normalmente sem problemasd) A operação pode produzir outras descontinuidades
641. Qual dos métodos abaixo é que deve ser utilizado jato de água com pressão e temperatura controlada:a) Na lavagem do excesso de penetrante lavável em águab) Na lavagem do revelador após o ensaioc) Na limpeza prévia do ensaio por líquido penetranted) Nunca deve ser utilizada tal técnica no ensaio por líquido penetrante
642. Porque é importante o controle de contaminantes no penetrante:a) Pois o produto penetrante pode corroer a peçab) Pois o produto penetrante pode prejudicar a pele do inspetorc) Pois o produto penetrante pode provocar trincas na peçad) Nenhuma das alternativas
643. A temperatura no ensaio por líquidos penetrantes:a) É um fator importante que deve ser controlado para a realização do ensaiob) Não é um fator importante, pois a temperatura pode oscilar de um local para o outroc) Deve estar pelo menos sempre acima da temperatura ambiented) Somente é importante quando do ensaio de peças sensíveis a alterações de temperatura
644. Qual dos produtos abaixo é mais indicado para limpeza prévia de uma peça contendo resíduos oleosos:a) Limpeza com águab) Escovamento com querosenec) Uso de solventes ou removedoresd) Todas as alternativas
646. Se uma certa quantidade de um produto penetrante possui data de validade vencida, neste caso:a) O inspetor pode usar normalmente, pois este produto possui uma validade que pode ser estendidab) O inspetor pode misturar na proporção de 50% este produto com outro dentro do período de validade, assegurando boa sensibilidade no ensaioc) O produto deve ser descartadod) O inspetor deve procurar o fabricante para conseguir uma validade maior do produto
648. O inspetor de líquidos penetrantes utilizou um produto penetrante da Metal Chek e para remoção o produto revelador da Magnaflux, único existente no estoque. De acordo com as recomendações qual a alternativa correta:a) O inspetor utilizou produtos não qualificadosb) O inspetor misturou produtos de fabricantes diferentes, o que não é permitido
59
c) O inspetor efetuou a remoção usando produto inadequadod) Poderá ser utilizado desde que o Cliente aprove
653. A temperatura no ensaio de Líquidos Penetrantes é uma limitação:a) Certob) Errado
884. Por falha no método de limpeza do excesso de Líquido Penetrante, pode-se mascarar que tipos de defeitos:a) Dobras de Forjamentob) Descontinuidades rasas e largasc) Pittings profundosd) Todas as alternativas estão corretase) NRA
128. Em aplicações de Líquido Penetrante não removível por água normalmente é usado o seguinte processo de limpeza do líquido:a) Jatos de água com pressão máxima de 40psib) Limpar com papel seco, após usar pano úmido com solvente e pano limpo.c) Usar pano molhado com solvente e após usar pano seco.d) Usar pano úmido com solvente e após usar pano seco.e) NRA
164. Com LÍQUIDO PENETRANTE não consegue localizara) Profundidadeb) NRA
315. O excesso de penetrante exceto aquele que estiver dentro da descontinuidade é removível da peça:a) Depois que tenha decorrido o tempo de penetraçãob) Por meio de uma corrente de limpezac) Somente quando são usados penetrantes laváveis em águad) Antes da aplicação de um emulsificador se for usadoe) Penetrante removível com água após mulsificação
588. Qual das afirmativas abaixo é verdadeira:a) A preparação da superfície no ensaio por LP é somente importante se a superfície da peça estiver contaminada com óleo ou graxa.b) O jateamento na preparação da superfície, para ensaio por LP , deve ser sempre evitada.c) A temperatura não tem influência no ensaio por LP.d) Trinca de cratera, na superfície da solda, não pode ser detectada por ensaio com LP.
590. A borda de um chanfro preparado para soldagem, foi cortado com o processo de oxi-corte. Neste caso na preparação da superfície para o ensaio por líquidos penetrantes pode ser feita:a) Usando-se apenas escova.b) Por jateamentoc) Por limpeza com solvente e pano limpo.d) Por esmerilhamento
620. Quando aplicamos um penetrante de um lado de uma peça e procedemos à revelação pelo lado oposto a esta mesma peça, estamos realizando:
60
a) Um procedimento em desacordo com as normasb) Um ensaio de estanqueidade por líquido penetrantec) A qualificação dos produtosd) Este procedimento não pode ser executado, em nenhum caso
622. A avaliação final dos resultados do ensaio por líquidos penetrantes conforme ASME Séc.VIII Div.1 Ap.8, Ed.2001, deve ser feita:a) Após um período de 7 minutos, observando o tamanho real das descontinuidades.b) Após um período de 60 minutos, observando o tamanho da mancha do líquido penetrante difundido no revelador e comparando com o critério de aceitação.c) Imediatamente após a aplicação do revelador, aplicando o critério de aceitação estabelecido.d) Após um tempo de revelação, que o inspetor desejar, observando o tamanho da mancha difundido no revelador,e comparando com os critérios de aceitação aplicáveis.
626. Qual seria o melhor método de inspeção por líquidos penetrantes de um parafuso:a) Do tipo I , Ab) Devem ser laváveis a águac) Do tipo II , B.d) Do tipo I , C
628. Qual das afirmações abaixo é verdadeira:a) O ensaio por LP pode avaliar profundidade de trincasb) O ensaio por LP pode detectar qualquer descontinuidade superficialc) Uma camada de revelador mais fina proporciona melhor sensibilidade no ensaio por LP.d) Penetrantes fluorescentes são menos sensíveis que os visíveis com luz natural
636. Uma descontinuidade que se origina no interior da solda, onde houve contração do metal, do estado líquido para o sólido se chama:a) Inclusão de escóriab) Falta de penetraçãoc) Porosidaded) Trinca
639. Um inspetor estabeleceu um procedimento de ensaio de líquidos penetrantes para determinar profundidade de trincas por este método. Qual das alternativas é correta:a) Isto é possível desde que o inspetor tenha um corpo de prova padrãob) Isto é possível desde que o inspetor utilize penetrante removível com solventec) Este método de ensaio não foi desenvolvido para esta finalidaded) Isto somente é possível se a trinca tiver pelo menos 10 mm de abertura
645. Peças em aço carbono, usinadas acabadas, que devam ser inspecionadas por líquidos penetrantes, é mais adequado o uso de penetrantes:a) Removíveis com solventeb) Emulsificáveisc) Laváveis com águad) Fluorescentes
647. Considere as afirmações a seguir. Qual alternativa é correta:I - O ensaio por líquidos penetrantes pode determinar a profundidade de uma trinca superficial
61
II - Em geral, solventes orgânicos possuem alto poder de capilaridadeIII- Indicações superficiais arredondadas são menos perigosas que as linearesIV - Qualquer pano de limpeza pode ser utilizado no ensaio por líquidos penetrantes
a) As afirmativas I e II são corretasb) As afirmativas II e III são corretasc) As afirmativas I, II e IV são falsasd) Todas as afirmativas são falsas
005. Que tipo de corrente é mais adequada em um ensaio de Partículas Magnéticas para detectar descontinuidades superficiais:a) Corrente contínuab) Corrente retificada de meia ondac) Corrente alternadad) Corrente contínua de onda completa
007. Em um ensaio por Partículas Magnéticas em uma tubulação na qual passará gás qual a melhor técnica de ensaio:a) Condutor centralb) Yokec) Eletrodod) Bobina
017. No ensaio por Partículas Magnéticas, qual o tipo de corrente que permite melhor detecção de descontinuidade:a) Corrente retificada de meia ondab) Corrente continuac) Corrente alternadad) Corrente retificada de onda completa
159. A deformação do campo magnético num ensaio de Partículas Magnéticas que podem ocasionar indicações não relevantes são causadas por:a) Aparelho de RX trabalhando nas proximidadesb) Orientação da peça norte/sulc) Orientação da peça leste/oested) Formato irregular da peça
175. Qual a temperatura máxima que se pode efetuar inspeção por Partículas Magnéticas por via seca:a) 900ºFb) 600ºFc) 300ºFd) 200ºFe) NRA
181. Qual a carga de levantamento para aferição de um Yoke no ensaio de Partículas Magnéticas:a) 18 Kgb) 4,5 Kgc) 5,0 Kgd) 5,5 Kg
316. Marque a seqüência básica dos exames por meio de Partículas Magnéticas:1) Remoção do penetrante2) Inspeção
62

3) Exposição4) Limpeza e magnetização5) Fixação e lavagem 6) Aplicação das Partículas Magnéticas7) Desmagnetização
a) 4,6,5 e 1b) 4,7,5 e 3c) 4,6,7 e 2d) 4,6,2, e 7e) 4,6,2 e 5
362. Num aço inoxidável austenítico pode-se usar o ensaio por Partículas Magnéticas:a) Simb) Não
364. O ensaio não destrutivo por Partículas Magnéticas detecta defeitos superficiais e sub-superficiais:a) Verdadeirob) Falso
376. Em um exame por Partículas Magnéticas quais defeitos poderão ser encontrados utilizando o método circular:a) Trincas longitudinaisb) Trincas circunferênciasc) Trincas Sub-superficiaisd) Trincas superficiaise) Três alternativas acima estão corretas
399. De que depende a intensidade de magnetização quando se usa uma bobina:a) Espessura, forma e comprimento da peça
400. Quais variáveis influenciam as distâncias dos eletrodos em um ensaio por Partículas Magnéticas na técnica dos eletrodos:a) Espessura da peça e intensidade da corrente
454. Que tipos de materiais são mais fortemente afetados pelo magnetismo, e que podem ser examinados por Partículas Magnéticas:a) Ligas quaisquerb) Ligas a base de níquelc) Ferromagnéticosd) Diamagnéticas
532. Os tipos de pós-magnéticos utilizados no ensaio por Partículas Magnéticas são:a) Pós-aplicados por via secab) Pós-aplicados por via úmidac) Pós-fluorescentesd) Todas alternativas estão corretas
533. As indicações observadas no ensaio por Partículas Magnéticas, são causadas quando as Partículas aglomeram, no seguinte caso:a) Na existência de um desvio das linhas de campo magnético, na região da descontinuidade superficial ou subsuperficial.b) Na existência de uma descontinuidade interna
63

c) Na existência de descontinuidades abertas para a superfícied) Todas alternativas estão corretas
534. Um aparelho muito utilizado para magnetização que é baseado num eletroímã, denomina-se:a) Eletrodosb) Yokec) Bobinad) Magnetrômetro
535. Os campos de magnetização utilizados para a inspeção por Partículas Magnéticas são:a) Campo longitudinal e transversalb) Campo circular e transversalc) Campo longitudinal e circulard) Campo alternado e residual
536. Os aparelhos que operam injetando corrente elétrica na peça produz um campo do tipo:a) Longitudinalb) Circularc) Transversald) Residual
537. Após a inspeção por Partículas Magnéticas há necessidade de ___________________ a peça principalmente se operações subseqüentes de soldagem ou usinagem forem prevista:a) Desmagnetizarb) Esmerilharc) Reinspecionar com líquidos penetrantesd) Lavar com ácido
538. A condição superficial de uma peça a ser ensaiada por Partículas Magnéticas é importante, pois:a) A mobilidade das partículas sobre a superfície pode ser dificultadab) A presença de carepa ou sujeira pode mascarar os resultadosc) A presença de graxa ou óleo pode impedir a mobilidade das partículas magnéticasd) Todas as alternativas estão corretas
539. Uma vantagem do ensaio por partículas magnéticas sobre os líquidos penetrantes é que:a) O líquido penetrante só detecta descontinuidades abertas para as superfícies a as partículas magnéticas detecta aquelas subsuperficiaisb) O ensaio por partículas magnéticas não necessita de preparação de superfíciec) O ensaio por partículas magnéticas pode detectar descontinuidades internas no gerald) O ensaio por partículas magnéticas não requer limpeza pós-ensaio
540. Os elementos existentes para magnetização da peça para o ensaio por Partículas Magnéticas são:a) Bobina e eletrodosb) Eletrodos, bobina e yokec) Eletrodos, bobina, condutor central e yoked) Eletrodos, bobina, condutor central, placas paralelas, yoke e ponteiras
541. As etapas no processo de inspeção continua por Partículas Magnéticas são:a) Aplicação do pó magnético, magnetização, remoção do excesso de pó, observação das indicaçõesb) Preparação da superfície, aplicação do pó magnético, magnetização, remoção do excesso de pó magnético, observação das
64
indicaçõesc) Preparação da superfície, aplicação, magnetização, observação das indicaçõesd) Preparação da superfície, magnetização, aplicação do pó magnético, remoção do excesso de pó magnético, observação das indicações
545. Qual das Alternativas é verdadeira:a) O ensaio por partículas magnéticas pode ser aplicado em altas temperaturas até 300 º Cb) O ensaio por partículas magnéticas é de aplicação mais rápida que por líquidos penetrantesc) O ensaio por partículas magnéticas é de fácil automatizaçãod) Todas as alternativas estão corretas
546. Qual dos métodos abaixo corresponde ao de maior sensibilidade para a detecção de descontinuidades por Partículas Magnéticas:a) Via seca, com pó magnético visível com luz naturalb) Via úmida, com pó magnético visível com luz negrac) Via úmida, com pó magnético visível com luz naturald) Via seca, com pó magnético visível com luz negra
547. Os veículos que podem ser usados para a aplicação dos pós-magnéticos são:a) Águab) Querosenec) Óleod) Todas as alternativas estão corretas
548. Os tipos de pós-magnéticos que oferecem maior sensibilidade, encontrados no mercado são:a) Via úmida vermelhab) Via seca fluorescentec) Via úmida fluorescented) Via seca amarelos
549. Um dos problemas em se magnetizar uma peça através do uso dos eletrodos e que:a) Existe uma dificuldade em se aplicar o pó magnéticob) Os pontos de contato podem danificar a superfície da peçac) É difícil a preparação da superfície nesta técnicad) O campo magnético produzido é insuficiente
550. A magnetização longitudinal pode ser obtida através:a) Injetando corrente elétrica na peçab) Do uso dos Yokesc) Do uso de espiras envolvendo a peçad) As alternativas (b) e (c) estão corretas
551. O padrão oitavo da norma ASME SecV art 7, possui a finalidade de:a) Indicar quantitativamente o valor do campo magnéticob) Verificar até que profundidade o campo magnético é eficazc) Verificar a direção do campo magnético aplicadod) Indicar a presença de campo magnético
65
552. Num reparo com solda numa chapa de aço carbono, onde o material depositado não é magnético a inspeção por Partículas Magnéticas neste local irá:a) Causar uma magnetização com alta retentividade na região da soldab) Causar falsas indicações na região de transição entre o metal de base e metal depositadoc) Provavelmente detectar fissuras na região de transiçãod) Todas as alternativas estão corretas
553. Na prática um dos problemas da aplicação da inspeção por partículas magnéticas em comparação com líquidos penetrantes é que:a) A partícula magnética é um método menos sensível que o penetranteb) A visualização das indicações produzidas por partículas magnéticas é mais difícil de serem visualizadas que por líquidos penetrantesc) O método por partículas magnéticas necessita de maior cuidado na preparação das superfíciesd) O método por partículas magnéticas é mais perigoso que o penetrante.
554. Qual das afirmações abaixo é verdadeira:a) O ensaio por PM sé é aplicável em materiais ferromagnéticosb) Os materiais diamagnéticos não são atraídos pelo imãc) A permeabilidade magnética não é constante para um determinado materiald) Todas as alternativas estão corretas
555. Qual das seguintes alternativas é uma vantagem do ensaio por Partículas Magnéticas:a) Não necessita de preparação da superfícieb) As indicações se produzem diretamente sobre as superfícies, podendo detectar descontinuidades superficiais e subsuperficiaisc) Pode ser aplicado em qualquer material, desde que seja condutord) Não requer procedimentos especiais após o ensaio realizado
556. Em geral, os aparelhos Yokes eletromagnéticos são utilizados na inspeção:a) De peças cilíndricasb) De peças acabadas, onde o contato elétrico não é permitidoc) Em equipamentos com riscos de incêndio ou explosõesd) As alternativas (b) e (c) estão corretas
557. No ensaio por Partículas Magnéticas a escrita Magnética é uma indicação:a) Relevante e reprovávelb) Não relevante, associado a materiais com características de alta retentividadec) Que somente aparece quando aplicada a técnica dos eletrodosd) Não há este tipo de indicação
558. De acordo com o ASME Sec V, Art 7, a temperatura máxima de aplicação das Partículas Magnéticas via úmida é de:a) 300 ºCb) 57,2 ºCc) De acordo com o flash point do veículod) N.D.A
559. O movimento resultante do fluxo de elétrons através de um condutor, define:a) Campo magnéticob) Corrente elétricac) Eletroímã
66

d) Resistência elétrica
560. No método de inspeção por Partículas Magnéticas via úmida, os parâmetros que devem ser verificados antes do inicio são:a) Se a superfície da peça está adequadamente preparada e foi umidecida com o veículob) Se a concentração do pó magnético no veículo, está de acordo com o especificadoc) Se a temperatura da peça esta abaixo dos 200 ºCd) Se existe contaminação do pó magnético com materiais não magnéticos
561. A operação de desmagnetização, deve ocorrer em:a) Peças submetidas a inspeção por partículas magnéticas antes de sofrerem tratamento térmicob) Todas as peças que sofrerem inspeção por partículas magnéticasc) Peças submetidas ao ensaio por partículas magnéticas, que serão instaladas próximas a instrumentos, que podem sofrer desvios ou interferência sob campos magnéticosd) Todas as alternativas estão corretas
562. Qual das afirmativas abaixo é verdadeira:a) A forma ou posição da descontinuidade não afeta a detectabilidade por partículas magnéticasb) Não é recomendado o uso da técnica de eletrodos para inspeção de peças usinadas acabadasc) Não é permitido o jateamento como auxílio na preparação inicial da superfícied) Nenhuma das alternativas estão corretas
564. Na técnica de ensaio por Partículas Magnéticas, denominada residual, é caracterizada por:a) As operações de magnetização e aplicação do pó magnético é feita seqüencialmente, sem interrupção da magnetizaçãob) As operações de magnetização e aplicação do pó magnético é feita separadamente, com interrupção da magnetizaçãoc) Somente é aplicado em materiais com alta retentividaded) As alternativas (b) e (c) estão corretas
565. A técnica de inspeção por Partículas Magnéticas que ao ser aplicada produz faíscas capaz de deixar marcas na superfície do metal é denominada:a) Técnica do yokeb) Técnica da bobinac) Técnica dos eletrodosd) Técnica do condutor direto
566. De acordo com o ASME Sec. V SE-709, a concentração das Partículas Magnéticas deverá via úmida visíveis com luz branca, a serem usadas com água, deve sera) De 1,2 a 2,4 mlb) De 0,1 a 0,4 mlc) De 1,5 a 3,0 mld) De 2,0a 5,0 ml
567. Uma peça magnetizada com campo magnético circular, no ensaio por Partículas Magnéticas deverá mostrar:a) Descontinuidades subsuperficiaisb) Descontinuidades dos tipos de inclusão não metálicasc) Descontinuidades circularesd) Descontinuidades longitudinais a peça
568. Qual das seguintes descontinuidades são típicas para a detecção por Partículas Magnéticas:a) Trincas ou falta de fusão superficiais, em soldas ferromagnéticasb) Bolhas internas de gás em fundidos ferromagnéticas
67

c) Gotas friasd) Porosidade, inclusões e trincas em materiais ferromagnéticos
569. As características Magnéticas principais das Partículas ferroMagnéticas, são:a) Elevada permeabilidade e elevada retentividadeb) Elevada retentividade e baixa permeabilidadec) Elevada permeabilidade e baixa retentividaded) Baixa retentividade e elevada retentividade
570. Qual das afirmações abaixo é verdadeira:a) Não existe limitações ou formas das peças inspecionadas por partículas magnéticasb) A maior vantagem do uso de veiculo oleoso par ao ensaio por partículas magnéticas via úmida é a proteção contra corrosão das peçasc) O método de inspeção por partículas magnéticas em materiais ferromagnéticas é mais sensível que por líquidos penetrantesd) Todas as alternativas estão corretas
571. Os tipos de correntes elétricas de magnetização que podem ser usadas nas máquinas para inspeção por Partículas Magnéticas são:a) Corrente alternada retificada de meia onda com fase simplesb) Corrente alternada retificada de onda completa trifásicac) Corrente contínuad) Todas as alternativas estão corretas
572. Quais dos veículos abaixo é o mais indicado para ser usado na inspeção por Partículas Magnéticas via úmida pela técnica dos eletrodos:a) Queroseneb) Óleoc) Água e antioxidanted) N.D.A
573. De acordo com o ASME Sec V, Art 7, qual a corrente de magnetização necessária para inspecionar por Partículas Magnéticas, usando a técnica dos eletrodos, numa junta soldada de topo com espessura de 38 mm:a) 200 a 250 A, com 25 mm de espaçamento dos eletrodosb) 200 a 250 A, com 50 mm de espaçamento dos eletrodosc) 90 a 110 A, com 25 mm de espaçamento dos eletrodosd) 100 a 125 A, com 50 mm de espaçamento dos eletrodos
576. Quando aplicamos um campo magnético externo variável numa peça ferromagnéticas, esta se magnetiza até o ponto de saturação. Ao desligarmos o campo magnético externo, o que ocorre com a peça:a) A peça perde o magnetismob) A peça perde o magnetismo, porém permanece aquecidac) A saturação magnética permanece inalteradad) O magnetismo da peça reduz no mesmo sentido, porém um resíduo magnético sempre permanece na peça
650. Assinale ( F ) se alternativa for falsa e ( V ) se for verdadeira: Para um exame de teste magnético e teste por pontos apresentar resultados satisfatórios são necessários alguns cuidados.
68
( V ) O inspetor deve utilizar um procedimento qualificado( F ) O inspetor deve testar diariamente ou quando julgar necessário a eficiência das soluções de teste por pontos( F ) A limpeza da área examinada com teste por pontos não exige muito rigor, uma vez que a oxidação e impurezas que contém o material não afetam o resultado do exame( V ) É aconselhável que o inspetor possua padrões metálicos de composição química conhecida, a fim de tirar possíveis duvidas de identificação do material
873. Em uma solda de Níquel pode-se efetuar ensaio por Partículas Magnéticas:a) Sim, Níquel é magnético
053. Correlacione as alternativas:( 1 ) Campo magnético longitudinal ( 2 ) Campo magnético circular( ) Técnica de Yoke( ) Técnica de eletrodos( ) Técnica de bobina( ) Técnica de contato direto
302. O exame por Partículas Magnéticas não é indicado para detecção:a) Soldab) Dupla laminaçãoc) Descontinuidades Subsuperficiaisd) Dobra de Laminaçãoe) Trincas
343. Em um ensaio de Partículas Magnéticas, a magnetização circunferêncial é utilizada para detectar:a) Trincas circunferências que afloram a superfícieb) Trincas longitudinaisc) Trincas circunferências sub-superficiaisd) As alternativas “a” e “c” estão certase) As alternativas “a” , “b” e “c” estão certas
461. Qual a função da caixa de gaxeta:a) Proteger a bomba contra a entrada de arb) Proteger o eixo da erosão e corrosãoc) Evitar que o eixo sofra desgaste por abrasãod) Proteger a bomba contra os vazamentose) Existem 2 alternativas corretas
001. Qual a função do IQI em uma radiografia:a) Determinar a distância do filmeb) Melhorar a qualidade da radiografiac) Indicar a qualidade da radiografiad) Determinar o tipo de revelação
002. Após a realização de um ensaio de radiografia foi vista uma descontinuidade (trinca), de que forma aparecerá:a) Uma linha clara linear ou intermitenteb) Uma linha escura linear ou intermitente
69
c) Nada aparecerád) Nenhuma das alternativas
050. Assinale ( F ) se for falsa e ( V ) se for verdadeira: Com relação ao exame por RX ( V ) A melhor detecção da descontinuidade depende de sua orientação dentro da solda( F ) Não requer paralisação de outros serviços para execução da inspeção( F ) Pode ser executado em peças de geometria complexa( F ) A identificação do tipo de descontinuidade é bastante segura( F ) Metais de base e soldas de metais com granulação grosseira não representam problemas para a inspeção( V ) Proporciona registro permanente dos resultados
092. Uma onda eletromagnéticas, um feixe de elétrons que se choca contra uma superfície emitindo ondas é melhor definido com:a) Raio Xb) Raio gama
103. Como conseguimos um menor tempo de exposição no RX:a) Aumento de quilovoltagem e menor comprimento de onda
107. A diferença de densidade de duas regiões, no ensaio de radiografia chama:a) Contraste do objetob) Definição radiográficac) Contraste radiográficod) Resolução
119. O exame radiográfico pode ser usado em substituição dos ensaios destrutivos na qualificação de:a) Procedimentos de soldagemb) Soldadores/ operadoresc) Solda automáticad) NRA
126. Para uma boa visualização do furo do penetrômetro é necessário termos uma boa:a) Densidade radiográficab) Contraste radiográficoc) Definição radiográficad) NRA
129. Em uma técnica radiográfica perfeita e cordão de solda de raiz uniforme, a densidade do calço do penetrômetro é igual a:a) Medida da densidade sob o penetrômetro.b) Medida da densidade sobre o penetrômetroc) Medida da densidade do reforçod) Medida da densidade da ZTAe) NRA
131. Uso de radiografias para qualificação é válido em:a) Qualificação de soldadores/ operadoresb) Qualificação de soldadores/ processoc) Qualificação de processod) Qualificação de processo quando requerido ensaio de impacto
70
e) NRA
133. Os defeitos volumétricos em uma junta soldada são melhores detectados através:a) Raios Xb) Partículas Magnéticasc) Ultra-somd) Líquido Penetrante
140. O penetrômetro define:a) O contraste do filmeb) A sensibilidade da radiografiac) A densidade da radiografiad) NRA
152. Marque (X) no que for referente a Raios X ou (V) em Raios Gama, conforme o caso:( X ) Permite regular a tensão anódica e conseqüentemente o poder de penetração( X ) Melhor qualidade radiográfica( V ) Permite efetuar radiografias panorâmicas( V ) Não necessita de alimentação elétrica( V ) Maior portabilidade( V ) Proporciona um controle mais eficaz
156. Os indicadores de qualidade de imagem (penetrômetro) são geralmente colocados:a) Do lado do filmeb) Do lado da fontec) Entre a tela e o filmed) Entre o operador e a fontee) NRA
158. Uma boa radiografia foi efetuada com uma distância fonte-filme de 500 mm. Mantendo-se as mesmas condições para as mesmas condições para uma 2º radiografia reduzindo-se a distância fonte-filme ara 450 mm. O novo tempo é de:a) O mesmob) Será maior que 80%c) Será menor que 55%d) Será cerca de 25% do tempo originale) NRA
174. Numa peça de 10 mm de espessura, que método você usaria para efetuar uma radiografia:a) Irídiob) Césioc) Cobaltod) Raio X
176. Numa radiografia de parede dupla vista com projeção elíptica, quantos filmes serão necessários para de radiografar toda a circunferência de um tubo:a) 3 filmes a 60ºb) 3 filmes a 120ºc) 2 filmes a 90º
71

d) 2 filmes a 180º
178. Quais os itens abaixo deverão constar em um procedimento de exame radiográfico:a) Material e faixa de espessura a ser radiografadab) Técnica radiográfica empregadac) Distância mínima fonte-filmed) Indicador de qualidade radiográficae) Todos acima
182. Ao examinar uma chapa usando-se um cabeçote angular, pode ocorrer que não sejam detectadas:a) Trincas cujo plano principal é perpendicular a direção do feixe de ondas ultra sônicasb) Inclusões orientadas as acasoc) Uma série de pequenas descontinuidadesd) Trincas cujo plano principal é paralelo a superfície da chapa
183. Numa radiografia realizada com técnica adequada, a densidade sobre o calço deve ser:a) Igual a densidade sob o penetrômetrob) Igual a densidade sobre o penetrômetroc) Igual da densidade sobre o reforçod) NRA
411. Quais os mínimos componentes para o processamento de uma radiografia:a) Revelador, fixador e água
450. O cobalto 60 é usado em ensaios não destrutivos radiográficos emitindo:a) Raios gamab) Nêutronsc) Raios Xd) Partículas Alfa
667. Segundo com o ASME VIII, Div. 1, o grau de radiografia exigido de uma junta soldada depende do nível de tensões na junta soldada do tipo de junta soldada e da eficiência de junta:a) Verdadeirob) Falsa
671. Os critérios de aceitação para radiografias e ultra-som de soldas, especificados pelo ASME, depende do tipo de descontinuidade e da espessura da junta soldada:a) Verdadeirob) Falso
825. O exame não destrutivo radiográfico tem critérios de aceitação diferentes em função da extensão das soldas inspecionadas:a) Verdadeirob) Falso
848. Um relatório de ensaio não destrutivo e teste não precisa ter todos os itens de rastreabilidade descritos acima se o mesmo for feito por pessoal certificado:a) Verdadeirob) Falso
72
868. Qual a finalidade do uso de calços em penetrômetros numa radiografia:a) Manter as densidades equivalentes
869. De que forma você identificaria se o penetrômetro foi colocado do lado da fonte ou do lado do filme em uma radiografia de uma junta soldada de grande espessura:a) Pela dimensão de penetrômetro projetada no filme
874. Um ensaio radiográfico pode ser um fator de qualificação para o soldador:a) Sim, quase todos os defeitos ocasionados pelo processo de soldagem são identificáveis
878. O que significa nível de qualidade 2-2T em radiografia:a) O “2” significa a espessura do IQI que é aproximadamente 2% da espessura da peça e o “2T” o diâmetro do furo essencial que é 2 vezes a espessura do IQI:
879. Para que serve as telas intensificadoras “ECRANS” na radiografia:a) São fabricadas em chumbo e servem para filtrar determinados tipos de radiações protegendo o filme de radiações dispersas diminuindo o tempo de exposição
102. Aumento da quilovoltagem em ensaio radiográfico:a) Aumentar o contraste da peça b) Aumentar a definição da peçac) Aumentar o contraste do filmed) Diminui o contraste da peçae) Diminui o contraste do filme
317. Radiação eletromagnética de comprimento de onda muito curta, produzida quando elétrons em alta velocidade se chocam com um metal são chamados de:a) Raio Xb) Raio Gamac) Radiação secundáriad) Radiação dispersae) NRA
121. Um aparelho para exame por meio de Ultra-som, usando cabeçote normal é usado para examinar uma peça que consiste de uma chapa plana. Este exame detectará:a) Defeitos transversais, planos, perpendiculares à superfície da chapa.b) Defeitos longitudinais, planos, perpendiculares a superfície da chapa.c) Nenhum dos defeitos citados nestas respostas.d) Defeitos laminares, planos, paralelos à superfície.
123. Num exame de Ultra-som de uma superfície irregular é conveniente usar:a) Cabeçote de freqüência maior e acoplante de viscosidade maior em relação as utilizadas em superfície lisasb) Cabeçotes de freqüência menor e acoplante de viscosidade maior em relação as utilizadas em superfícies lisasc) Cabeçotes de freqüência maior e acoplante de viscosidade menor em relação as utilizadas em superfície lisasd) Cabeçotes de freqüência menor e acoplante de viscosidade menor em relação as utilizadas em superfície lisase) NRA
132. Um cabeçote angular usado em uma chapa não detectaria:a) Trincas paralelas à superfícieb) Trincas perpendiculares ao feixe sônico
73
c) Inclusões ao acasod) Alguns tipos de descontinuidades.e) NRA
161. A indicação na tela osciloscópio que representa a superfície oposta aquela em que se apóia o cabeçote na peça em exame é denominada:a) Picob) Pulso inicialc) Eco principald) Eco de fundo
200. Qual o nome do fluido utilizado no ensaio não destrutivo por Ultra-som:a) Acoplante
228. A energia Piezo-elétrico é proveniente de:a) Bloco Padrãob) Cristal de Quartzo
498. Qual tipo de radiação é produzida por um núcleo em desequilíbrio:a) Raios Gama
656. Vasos de Pressão para serviços com H2S devem sempre ser inspecionados com Ultra-som internamente durante a inspeção geral:a) Verdadeirob) Falso
744. Na parada de um forno os elementos estruturais das câmaras de cabeçotes devem ser medidos com Ultra-som:a) Verdadeirob) Falso
750. A chaparia da radiação de um forno deve ser medida com Ultra-som por ter finalidade estrutural:a) Verdadeirob) Falso
766. A chaparia da convecção deve ser medida com Ultra-som durante a parada de um forno:a) Verdadeirob) Falso
773. Os suportes da convecção de tubos horizontais de um forno devem ser inspecionados com Ultra-som nas paradas:a) Verdadeirob) Falso
774. Os ramonadores de um forno devem ser inspecionados com Ultra-som nas paradas:a) Verdadeirob) Falso
777. O método IRIS de ensaio se baseia em ondas Ultra sônicas:a) Verdadeirob) Falso
157. Durante um ensaio com Ultra-som a falta de paralelismo entre a superfície por onde é feito o exame numa peça e a
74
superfície superior:a) Torna difícil a detecção de descontinuidade paralelas à superfície por onde entra o somb) Geralmente faz com que seja detectada a presença de porosc) Pode fazer com que não se apresente na tela a indicação correspondente ao eco da parede posteriord) Causará redução do poder de penetração das ondas ultrassônicase) NRA
160. A altura máxima da indicação obtida de uma certa descontinuidade de pequeno tamanho, num aparelho de Ultra-som com apresentação tipo A-Scam, pode ser usada como uma medida da:a) Seletividade do Aparelhob) Resolução do aparelhoc) Penetração do aparelhod) Sensibilidade do aparelho
180. Qual o método de Ensaio não destrutivo é o mais adequado para detectar defeitos volumétricos internos:a) Partículas Magnéticasb) Ultra-somc) Radiografiad) Líquido Penetrante
318. Assinale as alternativas corretas:1) Os cabeçotes usados no exame por Ultra-som utilizam cristais piezelétricos2) Uma das aplicações mais comuns dos exames por meio de Ultra-som empregando ondas transversais é a detecção de descontinuidades planares em chapas grossas3) Nas ondas transversais o sentido de propagação da onda é perpendicular ao sentido de deslocamento das partículas4) Nas ondas longitudinais o sentido de propagação da onda é perpendicular ao sentido da propagação das partículas
a) 1 e 2 estão corretasb) 1, 2 e 4 estão corretasc) 1 e 3 estão corretasd) 2 e 3 estão corretas
480. O que se relaciona ao efeito piezelétrico:a) Aplicação de corrente continua nas placas de cristaisb) Aplicação de corrente alternada nas placas de cristaisc) Aplicação de esforços mecânicos nas placas ocasionando uma diferença de potencial
481. Associar transdutor normal, duplo cristal, método 20 DB e transdutor angular:a) Detecção de dupla laminação, emissor receptor, método para verificar dimensões e descontinuidades e detecção de falta de fusão baseado na altura do pico
PARTE 7
162. Qual das afirmativas não é função do inspetor em um teste de performance de uma bomba:a) Observar as instalaçõesb) Acompanhar as leituras e anotá-las
75
c) Rever os cálculos e levantamentos das curvas característicasd) Verificar a aferição dos instrumentose) NRA
460. Qual é a causa mais provável do elevado nível de vibrações em bombas:a) Fluxo irregular de líquidob) Massa de concreto da base muito grandec) Emprego de juntas universais tipo cardamd) Flanges desalinhadase) Variações climáticas na bomba
462. São fatores que afetam positivamente o rendimento da bomba:a) Bom acabamento interno da carcaçab) Folga dos anéis de desgaste tão grande quanto possívelc) Bom acabamento interno dos impelidoresd) Gaxetas bem apertadas para selagem
469. O que se entende por curva característica de bombas:a) As curvas que serve para auxiliar o teste de funcionamentob) As curvas que traduzem o funcionamento da bombac) As curvas que traduzem os pontos de testes da bombad) As curvas que exemplificam o funcionamento da bomba
525. Na fabricação de anel de desgaste de bomba centrifuga conforme API 610, está prevista a medição de dureza. É necessária a medição de dureza no Corpo de Prova que qualificou a EPS, existe um critério para definir a dureza mínima no Corpo de Prova:a) Sim, a dureza deve ser medida na junta soldada do Corpo de Prova, porém, não há uma definição da dureza mínima
101. Para realizarmos o teste de cavitação: a) É realizado na Petrobrás quando a bomba está definitivamente montada b) É realizado em todas as bombas c) É em função da vazão X amt com a descarga fechada d) É a energia do fluido na pressão de sucção do bocal de entrada estando a saída fechada e) Existem duas corretas
104. Na definição de uma bomba, qual o fator a ser considerado:a) Volume específicob) Rotaçãoc) Peso específicod) Vazãoe) Head (altura manométrica)
171. Quais os dados que o fornecedor precisa ter inicialmente para escolher uma bomba para determinado cliente: a) NPSH disponívelb) Curvas características c) Diâmetro do rotord) A e B estão corretas
179. A cavitação de uma bomba de fluxo axial não causa:a) Ruídob) Vibraçãoc) Erosão
76

d) Queda do Heade) NRA
211. A altura manométrica (HEAD) de uma bomba centrifuga independe de:a) Velocidade especificab) Viscosidade do fluidoc) Peso especifico do fluidod) Ângulo de saída do impelidore) NRA
213. Assinale a afirmativa correta em relação à utilização de selo mecânico para vedação de uma bomba:a) É permitido um pequeno vazamento quando a bomba parab) Não é aceito qualquer tipo de vazamento visívelc) O fabricante deve especificar o tipo de vazamento visível
351. O empuxo radial é menor numa bomba:a) De voluta duplab) Num ponto de vazão menor a de projetoc) De volutad) NRA
354. Considere o conjunto de normas aplicáveis na fabricação ou inspeção de fabricação de bombas. Qual a alternativa correta:a) ISO 1940b) ASME VIIIc) MSS SP-55
355. Qual a alternativa correta:a) Uma bomba após teste que apresenta curva instável, não pode ser aceitab) Com bombas ligadas em série, visa-se aumento da vazão mantendo-se a pressãoc) Com bombas ligadas em paralelo, visa-se aumento da pressãod) Quando na sucção e descarga tiver pressão de vazão maior que a atmosférica, a máquina é considerada booster
356. Qual afirmativa correta, referente ao fenômeno da cavitação:a) Sempre ocorre quando NPSH disponível menor que NPSH requeridob) Sempre ocorre quando NPSH disponível maior que NPSH requeridoc) Pode ocorrer independentemente de NPSH disponível e requeridod) Normalmente provoca ruído característico de cavitaçãoe) As alternativas “c” e “d” estão corretas
459. De acordo com a norma ISSO 1940, o grau de balanceamento do impelidor de uma bomba centrifuga, e o de um turbo compressor são respectivamente:a) G16 e G40b) G6,3 e G2,5c) G6,3 e G1d) G2,5 e G16e) G2,5 em ambos os casos
091. Num sistema de combustão com ar combustível o centelhamento é feito para ocasionar a explosão. Qual o tipo de elementos que devemos ter:a) Carburação
77

169. Qual opção indica o rendimento mecânico de um motor que tem 360 CV de potência térmica, 320 CV potência indicada dos cilindros e 250 CV na ponta do eixo:a) 98%b) 105%c) 75%d) 78%e) NRA
212. Seja R = Rendimento, Pr = Potência do acionador e Pc = Potência cedida ao fluido, então o rendimento N será:a) N = Pr/Pcb) N = Pc/Prc) N = Pr/Pc – 1d) N = 1 – Pc/Pre) NRA
214. Por que não é necessário fazer holliday na ANM:a) Porque a ANM possui proteção catódica ( anodo de sacrifício de zinco ou alumínio )
215. Sistema de fixação da ANM e BAP é feito por intermédio de:a) Dog
216. O anel utilizado para vedação entre cabeça de poço e BAP é:a) VX
217. Qual a finalidade das passagens na linha da ANM:a) Garantir a passagem de ferramentas
218. A ANM poder ser considerado como um equipamento de segurança:a) Verdadeirob) Falso
224. O que é cilindrada:a) E o volume máximo de gás aceito por um cilindro
438. O bulbo do termostato deve ficar em qualquer posição e os registradores de aquecimento na parte inferior do painel elétrico:a) Verdadeirob) Falso
439. Os componentes e acessórios de um painel elétrico devem estar localizados para:a) Facilitar o acesso a remoção e manutençãob) Melhor montagemc) Melhores condições operacionaisd) Melhor execução dos ensaios
441. É possível mudando as ligações entre bobinas de enrolamento do estator do motor de indução variar a velocidade:a) Verdadeirob) Falso
442. Um motor com 6 pólos de 60Hz trabalha com um deslocamento de 5% a velocidade relativa do campo girante em relação ao rotor é 50 rpm:
78

a) Verdadeirob) Falso
443. Um transformador trifásico tipo estrela/estrela é:a) Grupo 2 deslocamento angular 0ºb) Grupo 1 deslocamento angular 0ºc) Grupo 2 deslocamento angular 30ºd) Grupo 1 deslocamento angular 30º
444. A relação entre a corrente de campo que produz a corrente nominal da curva característica em vazio e a corrente de campo que produz a corrente nominal da curva característica de curto circuito é denominada de relação de curto circuito:a) Verdadeirob) Falso
445. O fluxo magnético no núcleo de um trafo, é muito pequeno quando o trafo está vazio, mas aumenta consideravelmente quando o trafo esta em carga:a) Verdadeirob) Falso
446. Para qual ligação em paralelo de transformadores e bancos trifásicos seja possível é necessário que os secundários devem ter:a) A mesma tensãob) Defasagem nulac) Mesma seqüência de fasesd) Existem 2 alternativas corretase) Existem 3 alternativa corretas
449. Em invólucro a prova de explosão, a distancia entre as superfícies planas correspondentes de uma junta medida perpendicularmente a superfície é denominada de:a) Largura da juntab) Comprimento da juntac) Jogo diametrald) Interstício
468. Qual das opções abaixo indica o rendimento mecânico de um motor de 360 cv de potência indicada na cabeça dos cilindros e 250 cv de potência indicada na ponta do eixo:a) 0,90%b) 0,72%c) 0,78%d) 0,75%¨e) NRA
891. Para que serve o poço metálico em um termômetro bi-metálico:a) Basicamente o poço metálico serve para facilitar s manutenção, ou seja, colocação e retirada do elemento sem necessidade da paralização do processo e proteção mecânica
895. Quais e onde devem constar as marcações de uma placa de orifício:a) Devem ser constituídos basicamente de diâmetro do orifício, tipo de material, classe de pressão e TAG e deverão ser estampados no cabo da placa a jusante (na entrada) da mesma
897. Quanto a usinagem da placa de orifício quais o cuidados devem ser observados:a) O centro vivo do orifício no lado do impacto do flange deve ser bem acentuado e sem rebarba
79
081. Um compressor alternativo para uso em plataforma off-shore não é permitido o uso de cilindros em fofo cinzento. Como alternativa de outros fofo, qual das opções abaixo você recomendaria conforme API :a) Aço fundido A 216 conforme especificação ASTM 216b) Ferro fundido nodular com 10 ft.lbf ( 145 ) alta resistência ao impactoc) Existe duas corretasd) Nenhuma das anteriores
082. Qual a cilindrada de um motor com 6 cilindros tendo o diâmetro de 3 ½” e um curso de 3 ¾”.a) 36,07 pol. 3b) 120,5c) 216,5d) 80,1
097. Qual é o empeno máximo do eixo:a) 0,005b) 0,05c) 0,01d) 0,001e) Nenhuma das anteriores
098. Qual é o runout total do eixo válido para a face da sobreposta do selo mecânicoa) 0,025b) 0,05c) 0,001d) 0,25
100. Numa turbina a vapor o sistema de segurança por sobre velocidade deve atuar como:a) Cortando totalmente o fornecimento de vaporb) Cortando totalmente o fornecimento de ar / combustívelc) Atuar o sistema de refrigeração de óleo lubrificante
105. Num compressor alternativo, qual é o material utilizado:a) Fofob) Aça fundidoc) Aço ligadod) Aço forjadoe) Ferro forjado
349. O NPSH disponível não varia com o:a) Altura de sucçãob) Pressão atmosféricac) Pressão de vapor do líquidod) Bombae) NRA
440. Segundo a norma ABNT para painéis elétricos em baixa tensão, qual dos ensaios abaixo são de rotina:
80
a) Ensaio de tensão aplicadab) Ensaio de dielétricoc) Verificação operação mecânicad) Verificação da continuidade do circuito de proteção
447. A magnetização cíclica do ferro magnético de um transformador é feita com consumo de energia que é dissipada sobre forma de calor na qual chama-se:a) Perda do ferrob) Perda no cobrec) Perda por histeresed) Perda por corrente de Foucaulte) Existem 2 alternativas corretas
448. O ensaio de tensão induzida em trafo de potência, a tensão de ensaio dever ser mantida durante o tempo equivalente a uma duração mínima de:a) 7200 ciclos e 36 segundosb) 7200 ciclos e 18 segundosc) 3600 ciclos e 36 segundosd) 3600 ciclos e 18 segundos
730. A erosão dos furos dos bicos dos maçaricos podem vir causar a parada do Forno:a) Verdadeirob) Falso
731. Os tubos da radiação de um Forno devem ser martelados para verificar o grau de fragilização do material:a) Verdadeirob) Falso
732. O descoqueamento dos tubos da radiação de um Forno podem ser feitos mecânica ou operacionalmente:a) Verdadeirob) Falso
733. Em Forno laranjas são facilmente detectadas utilizando o teste do martelo:a) Verdadeirob) Falso
734. O coqueamento de um tubo em um Forno pode vir a causar a fragilização do mesmo:a) Verdadeirob) Falso
735. Após a remoção de um Skim Point de um tubo em T9 de um Forno, o tubo deve ser inspecionado com PM:a) Verdadeirob) Falso736. O diâmetro externo dos tubos da radiação de um Forno de vácuo devem ser calibrados nas paradas:a) Verdadeirob) Falso
737. Na parada de um Forno, quando a deformação de um tubo da radiação atingir um diâmetro interno, o tubo deve ser substituído: resposta (plugar o tubo)a) Verdadeirob) Falso
81

738. Os tubos de saída da radiação devem ser abertos para inspeção visual nas paradas de um Forno:a) Verdadeirob) Falso
739. O molibdênio aumenta a resistência a corrosão naftênica em um Forno:a) Verdadeirob) Falso
740. Durante a inspeção visual os tubos da radiação de um Forno devem ser inspecionados com martelo:a) Verdadeirob) Falso
741. Os tubos da radiação de um Forno são os mais sujeitos a corrosão por ácidos naftênicos:a) Verdadeirob) Falso
742. Os tirantes e pinos do sistema de suportação dos tubos do teto da radiação de um Forno horizontal estão sujeitos a fluência e a corrosão por H2S em alta temperatura:a) Verdadeirob) Falso
745. Os cabeçotes de retorno da radiação de um Forno ficam geralmente dentro da câmara:a) Verdadeirob) Falso
746. Na parada de um Forno, quando a deformação longitudinal de um tubo atingir um diâmetro interno, o mesmo deve ser substituído:a) Verdadeirob) Falso
747. A região mandrilada dos tubos de saída da radiação de um Forno é muito propensa a corrosão naftênica:a) Verdadeirob) Falso
748. Todos os Fornos possuem tubos em aço liga na seção de radiação:a) Verdadeirob) Falso
749. Uma das finalidades do refratário da radiação de um Forno é reirradiar calor para os tubos da câmara:a) Verdadeirob) Falso
751. As atracações de tubos verticais da radiação de um Forno suportam o peso dos mesmos:a) Verdadeirob) Falso
752. Uma das finalidades do cone da radiação é direcionar os gases de combustão para a convecção do Forno:a) Verdadeirob) Falso
82
753. Em um Forno a temperatura de saída do produto da radiação influência na seleção do material dos tubos dessa câmara:a) Verdadeirob) Falso
754. Durante a operação de um Forno tipo caixa pode se desenvolver corrosão galvânica no sistema de suportação dos tubos da radiação:a) Verdadeirob) Falso
755. No Forno o sistema de fixação de mantas em materiais fibrocerâmicos sofre corrosão acida e oxidação simultaneamente:a) Verdadeirob) Falso
756. A queima de óleos mais pesados aumentam a taxa de oxidação dos tubos de radiação do Forno:a) Verdadeirab) Falso
757. O coqueamento de um tubo de Forno causa o aumento da temperatura de saída de produto da radiação:a) Verdadeirob) Falso
758. No Forno a corrosão por cinzas fundidas nos componentes internos da radiação aumenta quando a chaparia da câmara começa a apresentar vários furos:a) Verdadeirob) Falso
759. O diâmetro da chaminé influencia o rendimento de um Forno:a) Verdadeirob) Falso
760. Os tubos da convecção de um Forno tipo caixa podem ser verticais ou horizontais:a) Verdadeirob) Falso
761. A erosão do revestimento da chaminé de um Forno pode chegar a derrubá-la:a) Verdadeirob) Falso
762. Abafadores de um Forno são confeccionados em aço inox da série 300. Portanto, são facilmente soldáveis: resposta ( serie 300 é austenítico, dificulta soldagem)a) Verdadeirob) Falso
763. A inspeção visual e termográfica define os trabalhos de manutenção que deverão ser efetuados durante a próxima parada de um Forno:a) Verdadeirob) Falso
764. Os tubos da convecção de um Forno são geralmente confeccionados a partir de aços inox da série 300:a) Verdadeirob) Falso
83
765. A chaparia da convecção de um Forno tem função estrutural:a) Verdadeirob) Falso
767. O material mais indicado para os tubos de um Forno operando com alta temperatura e alta pressão é a liga 5%Cr 12%Mo:a) Verdadeirob) Falso
769. O vanádio presente nos combustíveis aumenta a corrosão ácida na chaparia da convecção e radiação de um Forno:a) Verdadeirob) Falso
770. Quanto maior o excesso de ar maior é a corrosão acida na chaparia da radiação e convecção de um Forno:a) Verdadeirob) Falso
771. Os tubos pinados verticais de uma convecção de um Forno sofrem severos desgastes na sua extremidade superior: resposta ( inferior )a) Verdadeirob) Falso
772. Os suportes da convecção de tubos verticais de um Forno sofrem maior desgaste que os suportes para tubos horizontais: resposta ( ao contrario )a) Verdadeirob) Falso
775. Em Fornos os mecanismos de deteriorização da chaparia da radiação são os mesmos que os da chaparia da convecção:a) Verdadeirob) Falso
768. Nos Fornos com os tubos da convecção na vertical, a principal função da camisa da convecção é reirradiar calor para os tubos dessa câmara:a) Verdadeirob) Falso
190. Como se constata a eficiência da mandrilhagem dos tubos de um Permutador de calor no fabricante:a) Através do teste hidrostático no corpo do equipamentob) Através do teste pneumático dos tubosc) Através da medição com paquímetro do diâmetro interno dos tubosd) Existem duas respostas corretase) NRA
715. Em Permutadores os flanges sobreposto não podem ser usados em serviços com H2S:a) Verdadeirob) Falso
716. Geralmente em Permutadores os fluidos mais sujos passa através do casco:a) Verdadeirob) Falso
84
717. As juntas dos flanges principais do carretel de um Permutador são geralmente de amianto:a) Verdadeirob) Falso
718. O material das chicanas do Permutador deve sempre ser o mesmo que o do casco:a) Verdadeirob) Falso
719. Espelhos de Permutador devem sempre ser fabricados com aços de alta resistência mecânica:a) Verdadeirob) Falso
720. Em Permutadores tubos de aço carbono com costura não podem ser usados em serviços corrosivos:a) Verdadeirob) Falso
721. O diâmetro nominal dos tubos de um feixe do Permutador é o diâmetro interno dos mesmo:a) Verdadeirob) Falso 722. Tubos de um Permutador com costura de um feixe são soldados com TIG:a) Verdadeirob) Falso
723. A chapa quebra-jato de um feixe de um Permutador minimiza a abrasão nos tubos: resposta (erosão)a) Verdadeirob) Falso
724. Um Permutador deve ser travados em suas bases:a) Verdadeirob) Falso
725. A água de resfriamento de um sistema aberto em um Permutador é mais agressiva que a de um sistema fechado em alta temperatura:a) Verdadeirob) Falso
726. A água de resfriamento pode causar corrosão alveolar nos carretéis de um Permutador:a) Verdadeirob) Falso
727. Casco de Permutadores operando com água do mar devem ser fabricados em latão ou aço inox devido a alta corrosividade:a) Verdadeirob) Falso
779. Qualquer água pode ser utilizada em teste hidrostático de feixes de Permutadores: confeccionados com tubos em aço inox da serie 300:a) Verdadeiro
85
b) Falso
780. O tempo mínimo na pressão de patamar do teste hidrostático de Permutadores é de 45 minutos: resposta ( 30 minutos )a) Verdadeirob) Falso
781. Em um Permutador que tenha feixe em “U”, sendo detectado um tubo furado, deve ser utilizado um plugue para tamponá-lo:a) Verdadeirob) Falso
782. Os plugues para tamponar os tubos furados de um Permutador devem ser do mesmo material dos tubos, para evitar a corrosão sob tensão: resposta ( corrosão aeração diferencial )a) Verdadeirob) Falso
192. Uma válvula da classe 300 pode ser usada numa linha de mais de 300 lbs de pressão:a) certab) Errada
194. O que define a classe de uma válvula:a) Relação entre a temperatura e pressão de testeb) Somente a temperatura de trabalhoc) Somente a pressão de trabalhod) Relação entre a temperatura e pressão de trabalhoe) Todas as alternativas estão corretas
195. O que se entende como “trim” de uma válvula:a) Haste, gaveta, anéis e bucha de contra vedaçãob) Haste, anéis e bucha de contra vedaçãoc) Todos os componentesd) Corpo, castelo, anéis e hastee) NRA
197. Quando trabalhamos com fluidos a pressões muitos altas em que a eliminação do risco de vazamentos deve ser absoluta, devemos empregar que tipo de extremidade nas válvulas:a) Extremidade flangeadab) Extremidade rosqueadac) Extremidade para solda de topod) Indiferentee) As alternativas “A” e “B” estão corretas
223. Numa válvula gaveta quando esta totalmente fechada à haste deve permanecer em um certo comprimento acima da porca do volante, qual é esta medida:a) Máxima de 3 fios, mínima especificação pelo API 600
337. O teste hidrostático da válvula deve ser feito:a) Testando primeiro a sede depois o corpo, pois o vazamento pela sede é um defeito mais críticob) Com a válvula pintada pois desta forma podemos detectar melhor visualmente os vazamentos pelo corpo
86
c) Com a válvula presa em ambas as extremidades para evitar deformações permanentesd) Com qualquer líquido desde que tenha viscosidade maior que a da águae) NRA
338. Para uma válvula gaveta classe 150 PSI o número de anéis de gaxeta dever ser:a) Cincob) Oitoc) Seisd) Doise) NRA
339. Uma válvula globo de classe 300 pode ser colocada numa linha de pressão acima de 300 PSI:a) Não, na classe de uma válvula está associada a pressão e temperatura, tornando-se com isso a impossibilidade de adotá-lab) Sim, pois a pergunta só especifica a pressão e ela não é condição necessária para determinar sua classe pois esta associada a pressão de teste e temperaturac) Sim, as válvula sendo dispositivos destinados a estabelecer, controlar e interromper a descarga de fluxo nas tubulações são projetadas para trabalho bem acima da pressão especificadad) NRA
403. Qual o grau de acabamento de eixo M6H:a) 15 rms
466. Assinale o tipo de rosca recomendada para serviços onde vibrações excessivas e se exigem ajustagem fina, como em equipamentos aeronáuticos:a) Trapezoidalb) Triangularc) Triangular grossad) Triangular finae) Triangular extra fina
470. Assinale qual das opções indicam a tolerância admissível no teste de performance conforme API 610:a) AMT = -2% + 5%; NPSFR = 0%; BHP = + 4%; AMT shut off = +10%; -10%; eficiência -0,5%b) AMT = -5% + 5%; NPSFR = 5%; BHP = + 5%; AMT shut off = + 5%; - 5%; eficiência -0,5%c) AMT = -2% + 5%; NPSFR = 5%; BHP = + 5%; AMT shut off = + 5%; - 5%; eficiência -0,5%d) AMT = 5% + 5%; NPSFR = 5%; BHP = + 5%; AMT shut off = +10%; -10%; eficiência -0,5%e) AMT = -2% + 2%; NPSFR = 5%; BHP = + 5%; AMT shut off = +15%; -15%; eficiência -0,5%
675. Quais os tipos de válvulas abaixo possuem passagem plena:a) Gaveta e Esferab) Globo e Gavetac) Esfera e Globod) NRA
676. Válvulas gaveta são utilizadas para controlar a vazão de fluido em uma tubulação:a) Verdadeirob) Falso
677. Válvulas globo são utilizadas para controlar a vazão de fluido em uma tubulação:a) Verdadeiro
87
b) Falso
694. Toda PSV deve ser calibrada com pressão menor ou igual a PMTA do equipamento que a mesma esta protegendo:a) Verdadeirob) Falso
695. Caso a PSV tenha contra pressão a calibração deve ser feita com uma pressão superior a de abertura no campo:a) Verdadeirob) Falso
696. PSV com foles são aplicáveis, caso o fluido para onde a mesma descarrega seja de alta corrosividade:a) Verdadeirob) Falso
697. PSV com foles são aplicáveis, caso haja contra pressão na descarga:a) Verdadeirob) Falso
700. Ao abrirmos uma PSV, a sobre pressão é no máximo igual a pressão de projeto do equipamento:a) Verdadeirob) Falso
701. PSV com fole e PSV balanceada significam a mesma coisa:a) Verdadeirob) Falso
702. PSV é diferente de PRV:a) Verdadeirob) Falso
704. Toda PSV deve ser desmontada, inspecionada e calibrada sempre que o equipamento que a mesma protege seja submetida a inspeção geral:a) Verdadeirob) Falso
705. A lapidação consiste em usinar os flanges de entrada e de saída de uma PSV:a) Verdadeirob) Falso
706. Por “pop” entende-se que é a abertura da PSV com pressão acima da pressão de “set’:a) Verdadeirob) Falso
707. Por válvulas convencionais entende-se que são aquelas desprovidas de castelo, com mola ‘a mostra:a) Verdadeirob) Falso708. No caso de válvulas balanceadas, a pressão de calibração é a mesma com que a PSV vai abrir no campo:a) Verdadeirob) Falso
709. PSV´s para gás e vapor durante a calibração devem fechar com atém 90% da pressão de ajuste:
88
a) Verdadeirob) Falso
710. O teste de estanqueidade de uma PSV visa detectar vazamentos no corpo, castelo e juntas de vedação:a) Verdadeirob) Falso
711. Pressão de ajuste é a pressão de entrada, na qual a PSV foi calibrada para abrir no processo:a) Verdadeirob) Falso
712. Contra pressão é a pressão existente na entrada da PSV: resposta (na saída)a) Verdadeirob) Falso
713. Válvula de alívio é um dispositivo de alívio de pressão caracterizado pela ação proporcional ao aumento da pressão também considerado um dispositivo que opera com fluidos compressíveis: resposta ( incompressíveis)a) Verdadeirob) Falso
859. O selo mecânico utilizado entre a ANM e o BAP é o BX: resposta ( VX )a) Verdadeirob) Falso
862. O que é Querrine:a) Abertura manual da válvula
887. Quais as finalidades dos castelos aletados e alongados em uma válvula:a) Castelo alongado são utilizados para trabalho a baixa temperatura (criogênicos), ou seja, para evitar congelamento das gaxetas, já os de castelo aletados são utilizados para melhor dissipação do calor
894. Quando é utilizado disco de ruptura e válvula de segurança:a) Disco dce ruptura é utilizado para alivio de grandes descargas, já válvulas de segurança é utilizada para proteção de equipamentos e tubulações contra sobrepressão
898. Descreva as tomadas “vena contracta” na montagem da placa de orifício:a) Tomada do jusante (baixa pressão) é efetuada na ponta de mínima pressão “vena contracta”, já a tomada no montante (alta pressão) é efetuada a uma distancia da placa de orifício igual ao diâmetro interno da tubulação900. O que CV (Coeficiente de Vazão) da válvula de controle:a) CV é a vazão da água em galões por minuto que produz uma queda de pressão de 1psi, através de uma válvula de comportamento aberta
901. O que é posicionador em válvulas:a) É um dispositivo que compara continuamente a posição da válvula com a posição que corresponde a pressão de saída do controlador e fornece mais ou menos ar ao atuador
902. Como funciona o termômetro bi-metálico:a) É constituído de duas chapas de metais com coeficiente de dilatação diferente, na junção as chapas são soldadas ou rebitadas de forma que ao provocar dilatação por aquecimento força uma curvatura cujo movimento acionará o mecanismo dos ponteiros
905. Descreva a finalidade do emprego da válvula de 3 vias:
89
a) Mistura de 2 fluidos e distribuição do fluxo a uma ou outra tubulação
095. Qual é o N.º de gaxetas para válvulas:a) 7 b) 4c) 9d) 2e) 3
139. Qual válvula você utilizaria para controlar o fluxo numa tubulação:a) Globob) Esferac) Retenção com portinholad) Retençãoe) NRA
191. O que é uma válvula “fyre sayfe”:a) Válvula completamente a prova de fogo que após qualquer incêndio deverá estar c/ sua estrutura intactab) Válvula que apos incêndio deve possuir vedação metal x metal, permitindo vazamento conforme previsto na normac) Válvula parcialmente aprova de fogo cuja vedação interna não deve admitir vazamentos externosd) Existem 2 alternativas certas e) NRA
196. Assinale a alternativa incorreta para válvula gaveta:a) Material 13% de Cr anéis de vedação quando soldado ao corpo deverão ter dureza superior as superfícies de vedaçãob) Anéis de vedação rosqueados devem ser soldados após rosqueamento, para garantir que não soltem em operaçãoc) A caixa da gaveta deve ter espessura igual ou superior ao valor mínimo especificado para o corpo da válvulad) A gaveta deve recolher totalmente quando a válvula estiver na posição abertae) A válvula com haste não ascendente, somente a gaveta tem movimento de translação428. Em uma válvula tipo “fire safe” qual material não pode ser usado nos internos:a) Aço Carbonob) Aço Inoxc) Bronzed) Latãoe) Existem duas alternativas corretas
463. A válvula gaveta fechada a haste deverá se proteger da porca da haste:a) No mínimo o valor de “wear travel” definido pelo API 600b) No máximo o valor de “wear travel” definido pelo API 600c) Três fios de rosca fora da porcad) Cinco fios de rosca fora da porcae) Existem 2 alternativas corretas
464. Qual das alternativas abaixo melhor relaciona os principais componentes do selo mecânico:a) Sede fixa, sobreposta, molas e parafusosb) Sede fixa, sede móvel, luva e sobrepostac) Luvas, sobreposta, molas e parafusosd) Sede móvel, sobreposta e parafusos
465. Qual dos pontos abaixo não é problema na selagem em um selo mecânico:
90
a) Entre elementos fixo e eixosb) Entre elementos rotativos e eixosc) Entre as faces dos elementos fixo e rotativosd) Entre elementos fixos e carcaçae) NRA
467. As dimensões do ajuste de um eixo com uma polia e representada por 50/c (maiúsculo) 8/c (minúsculo), que tipo de ajuste teremos:a) Forçado durob) Forçado livrec) Com folgad) Deslizante
492. Qual tipo de válvula controla o refluxo do fluido:a) Gavetab) Globoc) Retençãod) Borboletae) NRA
652. Um fabricante encontra problemas na vedação de partes roscadas da válvula (bucha contra-vedação e anéis de assentamento). Fabricante o consulta a respeito do uso de araldite ou litargirio. Qual você aceitaria:a) Qualquer um dos 2 produtos consultadosb) Aralditec) Litargiriod) Nenhum dos produtos consultados699. As molas de uma PSV devem sempre ser submetidas ao teste de carga sólida:a) Verdadeirob) Falso
034. Na soldagem de um vaso criogênico em aço inoxidável tipo 316. de metal de ‘’adição’:a) É exigível o teste de impacto CHARPYb) É dispensável o teste de impacto desde que o teor de carbono seja inferior a 0,08%c) É dispensável, desde que o procedimento de soldagem tenha sido aprovadod) NRA
086. Um vaso de pressão em inox 316 para trabalhar com produto criogênico é necessário à realização de Charpy:a) Não é necessário realizar Charpy, pois seu comportamento dúctil mesmo em baixas temperaturas não exige Tratamento Térmico.
204. Qual a definição da pressão e temperatura de operação em um Vaso de Pressão:a) São as condições de operação, as quais o vaso deverá operar em condições normais
205. Qual a definição da Pressão Máxima de Trabalho Admissível em um Vaso de Pressão:a) Maior valor permissível para pressão medida no topo do vaso, na sua posição normal de trabalho e temperatura correspondente a pressão
655. Vasos de Pressão em aço carbono para serviços com H2S devem sempre ser inspecionados com Partículas Magnéticas durante a inspeção geral:a) Verdadeirob) Falso
91

657. As soldas de Vasos de Pressão operando com H2S devem sempre ser verificadas com relação a dureza internamente durante a inspeção geral:a) Verdadeirob) Falso
659. Todo Vasos de Pressão com espessura maior ou igual a 1”, devem ser submetidos a TTAT:a) Verdadeirob) Falso
660. Em Vasos de Pressão existem outros tipos de tampos além dos torisféricos, hemisféricos e elipsoidal:a) Verdadeirob) Falso
661. Vasos de Pressão submetidos a radiografia parcial (spot) possuem eficiência de junta de 0,8:a) Verdadeirob) Falso
662. Vasos de Pressão são apenas destinados a armazenar líquidos ou gases:a) Verdadeirob) Falso664. Vasos de Pressão confeccionados com aço inox da série 300, devem ser tratados termicamente após a fabricação para reduzir as tensões residuais, caos venham trabalhar com cloretos:a) Verdadeirob) Falso
665. O TTAT de um Vaso de Pressão pode ser realizado fora do forno:a) Verdadeirob) Falso
668. Um plano de inspeção para um Vaso de Pressão deve conter a duração da inspeção, previsão de reparos, serviços de apoio, métodos de inspeção, partes a serem inspecionados, etc:a) Verdadeirob) Falso
669. Durante a inspeção interna de um Vaso de Pressão o inspetor deve dar maior atenção aos seguintes pontos, abas do flanges, abas dos bocais, pontos mortos, fire-proof e soldas:a) Verdadeirob) Falso
670. O exame com emissão acústica em um Vaso de Pressão tem como objeto identificar as descontinuidades ativas quando o mesmo estiver pressurizado, e não a identificação das descontinuidades existentes no vaso:a) Verdadeirob) Falso
698. Ao calibrar uma PSV que protege um Vaso de Pressão operando a 400ºC, a pressão de calibração deve ser inferior aquela de abertura no campo: resposta ( ao contrario )a) Verdadeirob) Falso
703. Uma única PSV pode proteger simultaneamente vários Vasos de Pressão, desde que haja bloqueio entre os mesmos: (um PSV pode proteger, desde que sem bloqueio)
92

a) Verdadeirob) Falso
714. De acordo com o ASME I – Caldeiras, a sobrepressão permitida para caldeiras é de 6%:a) Verdadeirob) Falso
728. Refervedores se localizam geralmente no fundo das torres de fracionamento:a) Verdadeirob) Falso
784. Vasos de Pressão são reservatórios que armazenam qualquer produto em qualquer temperatura ou pressão:a) Verdadeirob) Falso
785. Casco, tampos, boca de visita, saia, grade, tirante, berço, alçapão, chaminé, panela, meia luva,vigia, distribuidor, serpentina, prato, bandeja, borbulhador são nomes adotados para partes existentes em Vasos de Pressão:a) Verdadeirob) Falso
786. Torres, secadores, reatores, permutadores de calor, vasos de pressão e tanques são nomes diferentes normalmente utilizados para os Vasos de Pressão: resposta ( tanque não )a) Verdadeirob) Falso
787. Em Vasos de Pressão normalmente os internos das Torres de processo são ligados ao casco através de anéis de suportação:a) Verdadeirob) Falso
788. Selas, anéis de rasching ou anéis de pall são nomes usados para identificar o formato de enchimento usados em Vasos de Pressão:a) Verdadeirob) Falso
789. Os Vasos de Pressão horizontais normalmente são suportados em três ou mais pontos para melhores distribuições das tensões: resposta ( dois pontos )a) Verdadeirob) Falso
790. As partes UW do código ASME Seção VIII Div. 1 são aplicadas a todos os Vasos de Pressão construídos pelo processo de soldagem independente do tipo de material usado na fabricação do mesmo:a) Verdadeirob) Falso
791. As partes UG do código ASME Seção VIII Div. 1 são aplicadas a todos os Vasos de Pressão construídos pelo processo de soldagem em aço carbono ou em baixa liga:a) Verdadeirob) Falso
792. A principal diferença entre as divisões 1 e 2 do código ASME Seção VIII é que o primeiro o projeto padrão e é menos conservativo: resposta ( é mais conservativo )a) Verdadeiro
93
b) Falso
793. A pressão de projeto de um Vaso de Pressão é sempre referenciada no fundo do vaso de maneira a garantir que a coluna do líquido esteja inclusa neste valor: resposta ( no topo )a) Verdadeirob) Falso
794. A PMTA de um Vaso de Pressão é sempre menor ou igual a sua Pressão de Projeto:a) Verdadeirob) Falso
795. A Pressão de ajuste da válvula de segurança que protege um Vaso de Pressão deve ser estabelecida com base nas condições de projeto do vaso e nunca poderá ser menor do que a pressão de projeto:a) Verdadeirob) Falso
796. O código ASME Seção VIII Div. 1 estabelece que a determinação da tensão admissível usada no projeto de um Vaso de Pressão leva em consideração um coeficiente de segurança estabelecido em comum acordo entre o fabricante e o comprador:a) Verdadeirob) Falso
797. No cálculo de Pressão de teste hidrostático de um Vaso de Pressão deve ser considerada a pressão devido a coluna hidrostática do vaso:a) Verdadeirob) Falso
798. A temperatura de Projeto de um Vaso de Pressão influência no calculo da espessura mínima do vaso:a) Verdadeirob) Falso
799. A espessura de um Vaso de Pressão é estabelecida considerando os seguintes fatores; diâmetro do vaso, temperatura e pressão de projeto, material de fabricação e eficiência das juntas soldadas com que o vaso foi fabricado:a) Verdadeirob) Falso
800. Considerando apenas as tensões geradas pela pressurização interna de um Vaso de Pressão cilíndrico podemos afirmar que as tensões circunferências geradas serão aproximadamente a metade das longitudinais: resposta ( o dobro das longitudinais )a) Verdadeirob) Falso
801. Podemos dizer que para uma mesma condição de projeto um Vaso de Pressão esférico sempre terá uma espessura menor do que um vaso cilíndrico:a) Verdadeirob) Falso
806. A necessidade de se acrescentar sobre espessura para chegar a espessuras comerciais levam as partes pressurizadas de um Vaso de Pressão estarem sobre dimensionadas:a) Verdadeirob) Falso
807. Clad são revestimentos metálicos aplicados a casco de Vasos de Pressão através do processo de soldagem com sobreposição
94
de chapas: resposta ( Lining )a) Verdadeirob) Falso
808. Uma das vantagens da utilização de revestimento do tipo Lining em tiras soldadas com sobreposição e solda escondida intermitente é a facilidade de inspeção através do ensaio pneumático:a) Verdadeirob) Falso
809. Revestimento a base de argamassa resiste a erosão e são atracados ao substrato através de pinos ou grampos: resposta ( atracação telas )a) Verdadeirob) Falso
810. A pintura é o tipo de revestimento mais usado para resistência a corrosão em Vasos de Pressão com temperatura de operação superior a 120ºC: resposta ( inferior )a) Verdadeirob) Falso
811. A eficiência de um ajunta soldada usada no calculo da espessura de Vasos de Pressão é definida em função da qualidade da solda, resistência mecânica do consumível depositado, tipo de processo de soldagem utilizado e categoria da junta soldada:a) Verdadeirob) Falso
812. O código ASME Seção VIII Div. 1, exige que todas as soldas executadas no casco de um Vaso de Pressão sejam de topo e com penetração total:a) Verdadeirob) Falso
813. O termo categoria de junta usado pelo código ASME Seção VIII Div. 1, defini o tipo de junta a ser empregado na soldagem de um Vaso de Pressão: resposta ( define a tensão submetida )a) Verdadeirob) Falso
814. Vasos de Pressão possuem regiões com maior concentração de tensões do que outras. Uma dessas regiões é a de apoio do vaso:a) Verdadeirob) Falso
815. A inspeção de fabricação aplicada a Vasos de Pressão é similar a inspeção de manutenção e exige a mesma qualidade:a) Verdadeirob) Falso
816. O Vaso de Pressão construídos conforme os requisitos do código ASME Seção VIII Div. 1, devem ser inspecionados na fabrica por inspetores certificados do fabricante sem interferência do cliente:a) Verdadeirob) Falso
817. Tanto o fabricante como o cliente tem exigências a serem cumpridas quando da fabricação de um Vaso de Pressão de acordo com os requisitos do código ASME Seção VIII Div. 1:a) Verdadeiro
95

b) Falso
818. Ovalização, espessura, inspeção de soldas e verificação de certificados e procedimentos são itens da inspeção dimensional de um Vaso de Pressão construído conforme os critérios do código ASME Seção VIII Div. 1:a) Verdadeirob) Falso
819. A medida da ovalização de um Vaso de Pressão deve ser feita pelo lado interno ou externo dependendo se o mesmo está sujeito a pressão interna ou externa: resposta ( somente por dentro )a) Verdadeirob) Falso
820. Vasos de Pressão sujeitos a pressão externa e construídos pelos critérios do código ASME Seção VIII Div. 1 estão sujeitos a verificações adicionais quando comparados com os vasos sujeitos a pressão interna:a) Verdadeirob) Falso
821. Vasos de Pressão construídos conforme os requisitos do código ASME Seção VIII Div. 1 tem que ter curvatura dos tampos verificadas pelo lado externo ou interno dependendo se estarão submetidos a pressão interna ou externa: resposta ( sempre pelo lado interno )a) Verdadeirob) Falso
822. Os exames não destrutivos usados para inspeção de Vasos de Pressão considerados convencionais são, Líquido Penetrante, Partículas Magnéticas, Inspeção Visual, Inspeção Dimensional, Radiografia e Ultra-som: resposta ( Inspeção Visual não consta no ASME, não é convencional )a) Verdadeiro b) Falso
823. O código ASME Seção VIII Div. 1 especifica critério de aceitação para cada exame não destrutivo em função do material usado na fabricação do Vaso de Pressão e da sua espessura: a) Verdadeirob) Falso
824. Os critérios de aceitação para juntas soldadas do código ASME Seção VIII Div. 1 são estabelecidos em função do tipo de descontinuidade, tipo de exame não destrutivo e da espessura soldada:a) Verdadeirob) Falso
826. A estabilidade estrutural de um Vaso de Pressão pode ser avaliada na fabricação através da verificação da ovalização da parte cilíndrica de vasos e da curvatura dos tampos:a) Verdadeirob) Falso
827. Vasos de Pressão Verticais cuja base definitiva está localizada em terrenos instáveis e devem ter sua verticalidade avaliada periodicamente. Essa tolerância de verticalidade é estabelecida no código ASME Seção VIII Div. 1: resposta ( no API )a) Verdadeirob) Falso
828. O ensaio de emissão acústica é uma técnica de inspeção que tem como finalidade detectar descontinuidades existentes num Vaso de Pressão: resposta ( descontinuidades ativas em operação )a) Verdadeirob) Falso
96
829. O ensaio de emissão acústica é uma técnica de inspeção que tem como finalidade detectar as descontinuidades que estão ativas quando um Vaso de Pressão é pressurizado:a) Verdadeirob) Falso
830. O ensaio de Replica Metalográfica é indispensável para acessar a avaliação de integridade em Vasos de Pressão e Caldeiras:a) Verdadeirab) Falsa
831. O ensaio de Replica Metalográfica necessita uma preparação de superfície muito melhor do que a metalografia feita em laboratório:a) Verdadeirob) Falso
832. O ensaio de emissão acústica, correntes parasitas, IRIS, inspeção visual, chamados de não convencionais, para Vasos de Pressão, porque não tem critério de aceitação definido no código ASME Seção VIII Div.1:a) Verdadeirob) Falso
834. O teste hidrostático dos Vasos de Pressão são considerados como ferramenta de inspeção pela NR-13 e devem ser repetidos em toda inspeção interna do vaso:a) Verdadeirob) Falso
835. O teste hidrostático dos Vasos de Pressão deve ser repetido sempre que o vaso for submetido a reparos estruturais, independentemente da categoria do vaso:a) Verdadeirob) Falso836. O teste hidrostático dos Vasos de Pressão deve ser feito com água ou outro líquido na temperatura ambiente e numa pressão mínima de 1,5 vezes a PMTA do Vaso na condição corroída e quente (para vasos construídos pelo ASME Seção VIII Div. 1 Edição anterior a de 1999):a) Verdadeirob) Falso
837. O teste hidrostático dos Vasos de Pressão para efeito de atendimento a NR-13 pode ser feito na pressão de abertura do dispositivo de segurança que protege o vaso a critério do Profissional habilitado:a) Verdadeirob) Falso
838. A NR-13, determina o intervalo máximo de inspeção dos Vasos de Pressão em função da classificação do fluido contido no vaso, das limitações físicas do vaso e da existência na firma de setor especializado de inspeção certificado pelo INMETRO: resposta ( falta pressão )a) Verdadeirob) Falso
839. O API 510 estabelece que o intervalo máximo de inspeção interna para Vasos de Pressão deverá ser o menor valor ente ½ da vida remanescente e 20 anos:a) Verdadeirob) Falso
840. O API 510 estabelece que o intervalo máximo de inspeção externa para Vasos de Pressão deverá ser a metade do intervalo para inspeção interna do vaso:
97

a) Verdadeirob) Falso
841. Um Vaso de Pressão com taxa de corrosão de 0,100 mm/ano e sobre espessura de corrosão atual de 3 mm, pelos critérios do API 510, deverá ter um intervalo máximo de inspeção interna de 10 anos e inspeção externa de 5 anos:a) Verdadeirob) Falso
843. A NR-13 estabelece que todo deve ser executado conforme os requisitos do código de projeto do Vaso de Pressão ou com procedimento mais moderno a critério do PH:a) Verdadeirob) Falso
844. Um equipamento deve ser reclassificado quando suas condições de operação forem modificadas para valores diferentes das condições de projeto do Vaso de Pressão:a) Verdadeirob) Falso
845. A NR-13 considera risco grave eminente operar um Vaso de Pressão fora das suas condições de projeto:a) Verdadeirob) Falso
846. Defeitos são descontinuidades não aceitas pelo critério de aceitação estabelecido para equipamentos (Vasos de Pressão). Caso seja alterado, um defeito poderá voltar a ser uma descontinuidade ou vice versa:a) Verdadeirob) Falso
849. Verificou-se que em um Vaso de Pressão foi fabricado sem que os eletrodos básicos, utilizados para a soldagem tivessem sido convenientemente armazenados, quais os tipos mais prováveis de descontinuidades podem apresentar:a) Trincas a frio e porosidade
850. Um vaso vai ser construído em chapa A-516 Gr. 70, com requisitos de ensaio de impacto, espessura 7,5 mm e eletrodo E-7018:a) Efetue as correções nos valores e temperaturas de ensaio, apresentando cálculos conforme códigos, normas e anexos
870. Quais afirmativas seriam os princípios do sistema de garantia de qualidade para Vasos de Pressão do ASME VIII:a) Controle do Projetob) Controle do material, equipamento e serviçosc) Plano de inspeção e tested) Contratoe) NRA
151. Em soldagem de um Vaso de Pressão de material cladeado com inox tipo 405 AWSa) O Tratamento Térmico de Alívio de Tensões é indispensável se levar eletrodo austeníticob) O Tratamento Térmico é exigido em qualquer tipo de eletrodoc) Exige-se uso de eletrodo tipo AWS E410 ou AWS E430.d) O Tratamento Térmico só é exigível acima de 38 mm de chapa de aço carbonoe) NRA
663. Vasos de Pressão podem ser confeccionados de acordo com as divisões I, II e III do ASME:a) Verdadeirob) Falso
98

666. De acordo com o ASME VIII, Div. 1, e o API 510, a PMTA de um Vaso de Pressão, na condição corroída e quente pode ser maior do que a pressão de abertura da PSV que há protege:a) Verdadeirob) Falso
012. O diâmetro nominal de uma tubulação indica:a) Diâmetro externo para o diâmetro nominal maior ou igual a 14”b) Diâmetro internoc) Diâmetro externod) Razão entre os diâmetros internos e externose) Diâmetro médio
019. Schedule em um tudo é:a) Empenamento longitudinal admissívelb) Relação entre pressão interna e tensão admissívelc) Espessura da pareded) Relação entre Ø int. e Ø ext.e) NRA
028. Flanges de chapas podem substituir flanges forjadosa) A afirmação acima esta corretab) A afirmação acima esta incorreta
127. Numa tubulação API 5LX Gr.52, o que está relacionado ao n.º 52:a) Limite de escoamento do materialb) Limite de resistência do materialc) Valor do teste de Charpy do materiald) Dureza máxima RC do materiale) NRA
378. Como se verifica a ovalização em um tubo: a) Gabarito
379. DN refere-se ao que:a) Diâmetro externo
383. Como se mede a espessura de um tubo:a) Paquímetrob) Micrômetroc) D-meter
497. Qual a ordem de aplicação de pressão pneumática em tubos:a) Aplicar 50% da pressão por 10 minutos fazer o 1º teste, repetir o mesmo procedimento para 75% e 100%
499. Qual o perfil das roscas utilizados em tubos:a) Quadradab) Triangularc) Cônicad) Redonda
99
e) Dente de serra
672. Tubulações com diâmetro nominal de 3”, 5” e 7” não são normalmente disponíveis no mercado nacional:a) Verdadeirob) Falso
673. Tubulações de grandes diâmetros devem ser apoiados em patins:a) Verdadeirob) Falso
674. Ligações do tipo ponta e bolsa são utilizado para unir tubos de ferro fundido:a) Verdadeirab) Falsa
678. Tubulações em aço inox austenítico não pode ser isolados com hidrosilicato de cálcio convencional:a) Verdadeirob) Falso
679. As ranhuras de um flange podem ser concêntricas ou espiraladas:a) Verdadeirob) Falso
680. Tubos em aço liga cromo molibdênio são usados em serviços de alta corrosividade ou alta temperatura, enquanto que os tubos em aço liga de níquel são usadas para serviços em baixa temperatura:a) Verdadeirob) Falso
681. Um flange com classe de pressão 300# pode suportar uma pressão maior que 300#, dependendo da temperatura de trabalho:a) Verdadeirob) Falso
682. Tubulações com “staem tracer” devem ser isoladas termicamente:a) Verdadeirob) Falso
683. Podemos sempre utilizarmos suportes do tipo abraçadeiras para tubulações:a) Verdadeirob) Falso
684. Juntas de expansão são utilizados em tubulações para absorver choques:a) Verdadeirob) Falso
685. Tubos da especificação ASTM 106 são usados para serviços de responsabilidade em altas temperaturas:a) Verdadeirob) Falso
686. Suportes do tipo patins em linhas de tubulações de aço liga devem também serem de aço liga para minimizar a corrosão galvânica:a) Verdadeiro
100
b) Falso687. Em tubulações “pipe racks” são utilizados para cobrir linhas enterradas:a) Verdadeirob) Falso
688. Tipo de junta de vedação mais comuns p/ tubulações industriais são as juntas de borrachas e tipo anel:a) Verdadeirob) Falso
689. Os tubos de aço carbono de mesmo diâmetro nominal e series (Schedule) diferentes possuem o mesmo diâmetro interno e diferentes diâmetros externos: resposta ( ao contrario )a) Verdadeirob) Falso
690. Em tubulações Flanges de pescoço (WN) são os que possuem menor resistência mecânica e permitem o menor aperto entre os flanges não integrais: resposta ( ao contrario )a) Verdadeirob) Falso
691. Em tubulações juntas do tipo anel são utilizados em flanges operando em altas temperaturas:a) Verdadeirob) Falso
692. Em tubulações o ressalto de um flange em ferro fundido da classe 150# é de 1,6 mm: resposta ( flanges fofo são não podem ter ressaltos)a) Verdadeirob) Falso
693. A norma ANSI B 31 é a principal norma para projeto de tubulações de geração e distribuição de vapor em refinarias e petroquímicas:a) Verdadeirob) Falso
864. Numa inspeção dimensional de placas de orifício o que você verificaria e quais instrumentos utilizados:a) Diâmetro interno / Micrometro
867. Um dos controles feitos em tubos é medição de diâmetro ( máximo ). Cite de que forma prática você faria esse controle:a) Quatro medidas à 45º
886. Como se classificam os flanges de orifícios:a) Flanges soldados, flanges rosqueados e flanges carrier taps (com tomada de canto)
890. Qual a diferença fundamental ente um flange comum e um flange de orifício:a) Flanges comuns são utilizados para ligação de válvulas ou acessórios nas tubulações, já os flanges de orifício são utilizados para fixação de placas de orifícios já preparadas com as respectivas tomadas de pressão
893. Quantas tomadas de pressão existem em um flange de orifício:a) Duas, uma na parte superior e a outra na parte inferior
899. Quais são as parte de um tubo “verturi” e quais as suas características:a) Suas partes são seção cônica de entrada com diâmetro decrescente, seção paralela central e seção cônica de saída com diâmetro crescente, onde tubo “verturi” apresenta maior precisão do que o de orifício, pode ser empregado no caso de
101
fluxo com alta velocidade sem sofre influência devido a abrasão aonde diminui a probabilidade de obstrução no fluido
345. Na inspeção dimensional em tubulações de aço carbono, verificamos:a) Perímetro das bocas, comprimento e linearidadeb) Ovalização e ortogonalidadec) Espessura de parede e dimensões do bisel para soldad) As alternativas “a” e “b” estão corretase) As alternativas “a”, “b” e “c” estão corretas
357. O cliente encomendou tubos conforme ASTM A-671 de diâmetro de 12” e espessura nominal 6,35 mm. O fabricante confeccionou os tubos a par de chapas de espessura 7,00 mm ASTM A-203 Gr. D. Encontraram-se defeitos lineares no metal base e foi solicitado ao fabricante um procedimento de recuperação, onde assim foi apresentado:a) Eliminação dos defeitos por esmerilhamento e verificação por Líquido Penetranteb) Casso a espessura no local do defeito estiver acima de 5,71 mm (0,90 mm da espessura do material), considerar o defeito reparadoc) Caso a espessura estiver menor que 5,71 mm, recuperar por soldad) Após o reparo inspecionar conforme o S-8 da ASTM A-671
486. Qual o acabamento da face dos flanges apropriado para serviços com fluidos corrosivos:a) RF – Rased face (Face com ressalto)b) FF – Flat face (Face plana)c) RTT – Ring type joint (Face para junta de anel)d) FMF – Male Female face (Face para macho e fêmea)
491. Como devem ser montados os flanges numa tubulação:a) Com o eixo horizontal e vertical da tubulação coincidindo com os eixos verticais e horizontais do flangeb) Com a face dos dois flanges paralelas uma a outra, independente da inclinação do flangec) De tal forma que os furos dos parafusos fiquem com as tolerâncias de +5 e -1 cm em relação ao plano horizontald) De tal forma que os furos dos parafusos fiquem com as tolerâncias de 1º em relação ao plano horizontal
102