1universidade de são paulo, escola de engenharia de lorena ... a incorporação das partículas de...
TRANSCRIPT

Obtenção e caracterização de eletrorrevestimentos compósitos cobre-nióbio
A. Robin 1, J.L. Rosa 1,2, M.B. Silva 1,2
1Universidade de São Paulo, Escola de Engenharia de Lorena 2Universidade Estadual Paulista, Faculdade de Engenharia de Guaratinguetá
Resumo: Eletrorrevestimentos compósitos cobre-nióbio foram obtidos por co-eletrodeposição a partir de soluções ácidas de sulfato de cobre contendo partículas de nióbio em suspensão. A quantidade de partículas incorporadas foi avaliada usando um planejamento de experimentos composto central com três fatores, densidade de corrente, velocidade de agitação da solução e concentração de partículas no banho. Uma forte influência da concentração de partículas foi constatada. A velocidade de agitação apresentou também influência, porém menor, seguido da densidade de corrente. A combinação, densidade de corrente no nível alto, velocidade de agitação no baixo e concentração de partículas no alto levou à maior quantidade de partículas incorporadas. O comportamento entre os níveis alto e baixo não foi linear para os três fatores. A rugosidade dos compósitos foi maior do que aquela do cobre puro e aumentou com o aumento da densidade de corrente. A incorporação das partículas de nióbio alterou a orientação cristalina dos grãos de cobre. A microdureza dos compósitos foi maior do que aquela do cobre puro e aumentou com o aumento da densidade de corrente, devido a um refinamento dos grãos da matriz de cobre. Palavras-chave: Eletrocompósitos, cobre, nióbio, planejamento de experimentos. 1. INTRODUÇÃO
O processo de eletrodeposição é muito usado para produção de camadas metálicas como, por exemplo,
cobre, níquel, cromo, zinco, estânio e metais nobres. A eletrodeposição é uma técnica barata que não requer o uso de equipamentos sofisticados. Para melhorar algumas propriedades destas camadas metálicas (dureza, resistência mecânica e resistência à corrosão, por exemplo), foram desenvolvidas pesquisas que incorporam aos eletrorrevestimentos metálicos partículas de materiais cerâmicos, metálicos e poliméricos (Hovestad e Janssen, 1995; Musiani, 2000). Esse processo consiste em eletrolisar uma solução contendo os íons do metal a ser depositado e partículas em suspensão. Os principais fatores que influenciam a quantidade de partículas incorporadas, e por conseqüência as propriedades das camadas compósitas, são os parâmetros da eletrólise (composição do banho, pH, temperatura, densidade de corrente catódica, agitação da solução) e os parâmetros relacionados às partículas (tipo de partículas, concentração e tamanho médio).
Os eletrorrevestimentos de cobre são muito usados na área de engenharia devido a propriedades peculiares como alta condutividade elétrica e térmica, boa ductilidade e boa resistência à corrosão. No entanto, o cobre apresenta a desvantagem de ter baixa resistência mecânica. Visando a melhoria da resistência mecânica do cobre eletrodepositado, foram adicionadas partículas de materiais cerâmicos, Al2O3 (Stankovic e Gojo, 1996; Celis e Roos, 1977; Buelens et al., 1983; Hayashi et al., 1993; Wang et al., 1998; Gan et al., 2007; Rajkovis et al., 2010), TiO2 (Abdullin e Saifullin, 1997; Medeliene et al., 2004), ZrO2 (Benea et al., 2000), CeO2 (Mangam et al., 2010), SiC e MoS2 (Stankovic e Gojo, 1996), materiais metálicos ou semi-metálicos, Cr (Medeliene et al., 2006) e ZrB2 (Jin et al., 2005; Guo et al., 2006), materiais poliméricos, poliacrilonitrila (PAN) (Tang et al., 1998) e também grafita (Stankovic e Gojo, 1996), nanofibras de carbono (Arai e Endo, 2005) e micro-cápsulas contendo lubrificantes (Zhu et al., 2004). Nesses trabalhos mostrou-se que a adição de partículas ao cobre pode ter efeitos negativos ou positivos, dependendo dos parâmetros de eletrólise empregados e das características das partículas usadas.
O objetivo deste trabalho foi a produção de camadas eletrodepositadas de cobre com adição de partículas de nióbio (Nb), e a caracterização desses compósitos. Foi avaliada a influência da concentração de partículas no banho, da velocidade de agitação da solução e da densidade de corrente catódica aplicada sobre a fração volumétrica de partículas incorporadas e as características das camadas obtidas (rugosidade, morfologia, microestrutura, e microdureza). Os resultados foram comparados com aqueles obtidos para os eletrodepósitos de cobre puro. 2. MATERIAIS E MÉTODOS
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
379

Os compósitos Cu-Nb foram obtidos a partir de uma solução eletrolítica contendo 150 gL-1 de CuSO4 e 30 gL-1 de H2SO4 à temperatura ambiente. As partículas de Nb foram mantidas em suspensão na solução por agitação magnética. Foram usadas três velocidades de agitação da solução: 240, 400 e 550 rpm. As partículas empregadas tinham um tamanho médio inferior a 25 μm e sua concentração no banho foi 10, 30 e 50 gL-1 .
Usou-se como substratos chapas de aço-carbono AISI 1020 lixadas com papel abrasivo até o grau 600 com dimensões aproximadas de 100 mm x 6 mm x 1 mm. O catodo foi colocado no centro de um anodo cilíndrico de cobre eletrolítico de 40 mm de diâmetro. O anodo foi previamente decapado em solução diluída de HNO3. Densidades de corrente catódica de 10, 20 e 30 mA cm-2 foram aplicadas durante 7h40min, 3h50min e 2h33min, respectivamente, para obter depósitos de espessura em torno de 100 μm. Foi usado o potenciostato-galvanostato Autolab30.
Foi analisado o efeito das condições experimentais de eletrodeposição sobre a fração volumétrica de partículas incorporadas. Para minimizar o número de experimentos foi empregado um planejamento fatorial composto central (CCD-central composite design) no qual foram avaliados os seguintes fatores em três níveis (mínimo, ponto central e máximo): densidade de corrente catódica, velocidade de agitação da solução e concentração de partículas no banho. A variável resposta foi a fração volumétrica de partículas de Nb incorporadas. A matriz do CCD foi constituída em um arranjo fatorial com os fatores em estudo nos níveis mínimo (-1) e máximo (+1) e em uma série de experimentos no ponto central onde os fatores foram todos no nível ponto central (0). Os valores escolhidos dos níveis para os três fatores são mostrados na Tabela 1 e a matriz do planejamento adotado é reportada na Tabela 2. A metodologia de superfície de respostas foi utilizada para avaliar o comportamento da resposta quantidade de partículas incorporadas frente às variações dos fatores. A análise estatística foi realizada usando o programa Statistica 6.0.
Tabela 1. Fatores avaliados, (A) densidade de corrente (mA cm-2), (B) velocidade de agitação (rpm) e (C)
concentração de partículas (g L-1) e seus respectivos níveis
Fatores Níveis -1 0 +1
A 10 20 30 B 240 400 550 C 10 30 50
Tabela 2. Matriz do planejamento composto central de experimentos usada
Exp. A B C
1 2 3 4 5 6 7 8 9
10 11 12
-1 +1 -1 +1 -1 +1 -1 +1 0 0 0 0
-1 -1 +1 +1 -1 -1 +1 +1 0 0 0 0
-1 -1 -1 -1 +1 +1 +1 +1 0 0 0 0
Os revestimentos obtidos foram também caracterizados quanto à rugosidade (rugosímetro Mitutoyo
SJ201), morfologia (MEV LEO VP-1450), textura (Shimadzu XRD-6000, radiação Cu Kα, passos de 0,05º) e microdureza (MICROMET 2004, carga 100g, 30s). Estas características foram comparadas com aquelas obtidas para os eletrodepósitos de cobre puro. 3. RESULTADOS E DISCUSSÃO 3.1 Morfologia, textura e quantidade de partículas de nióbio incorporadas
Os difratogramas de raios X dos depósitos obtidos em soluções contendo partículas de Nb suspensas
apresentaram os picos característicos da fase Nb, atestando da incorporação de Nb ao cobre (Figura 1). De um modo geral a morfologia superficial dos revestimentos compósitos variou em função da densidade de
corrente utilizada. Para 10 mA cm-2, os revestimentos foram bem cristalizados e pôde se distinguir perfeitamente os
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
380

grãos de cobre (Figura 2a). Para 20 mA cm-2, começou a aparecer pequenos nódulos e com um aumento da densidade de corrente para 30 mA cm-2, houve um aumento significativo do tamanho dos nódulos (Figura 2b e 2c).
10 40 70 100
exp. 6
exp. 9
exp. 5
Cu(222)
Cu(311)
Cu(220)
Cu(200)
Cu(111)
Nb(220)
Nb(211)
Nb(200)
Nb(110)
Inte
nsid
ade
/ u.a
.
2Θ / grau Figura 1. Difratogramas de raios X de revestimentos compósitos Cu-Nb
Figura 2. Morfologia da superfície de compósitos Cu-Nb obtidos usando (a) 10, (b) 20 e (c) 30 mA cm-2
A Figura 3 mostra uma imagem com maior ampliação de um compósito onde se observa as partículas de Nb
na superfície do revestimento com algumas em fase de incorporação.
Figura 3. Imagem obtida por MEV no modo elétrons retroespalhados da superfície de um compósito Cu-Nb A Figura 4 apresenta imagens de cortes transversais de eletrorrevestimentos compósitos Cu-Nb. As
partículas de Nb aparecem como pontos claros dispersos na matriz de cobre que se apresenta cinza. A fração volumétrica de partículas incorporadas dependeu das condições experimentais e o tamanho das partículas
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
381

incorporadas variou de 1 a 10 μm. Os valores da quantidade de partículas de Nb incorporadas para as condições investigadas são mostrados na Tabela 3.
Figura 4. Micrografias de cortes transversais de compósitos Cu-Nb obtidos nos experimentos (a) 2, (b) 12 e (c) 6
Tabela 3. Fração volumétrica de partículas de Nb incorporadas nos revestimentos compósitos Cu-Nb
Exp. Quantidade de Nb incorporado / % vol.
1 2 3 4 5 6 7 8 9
10 11 12
0,66 1,29 0,76 1,12 7,35
10,91 2,27 5,46 4,46 6,05 5,55 4,40
A Figura 5 mostra o gráfico de Pareto dos efeitos dos fatores avaliados sobre a quantidade de partículas de
Nb incorporadas. Os fatores importantes são aqueles cuja barra ultrapassa a linha em vermelho (nível-p de 0,05 ou 95% de grau de confiança). Se destaca como fator mais importante a concentração de partículas no banho (C), seguido da agitação da solução (B). A interação entre estes dois fatores (BxC) é também significante.
A análise de variância (Tabela 4) confirma o efeito significativo da concentração de partículas no banho (C), seguida da agitação da solução (B) e da interação BxC. A densidade de corrente (A) tem menos significância do que B, C e BxC e as interações AxB e AxC nenhuma significância.
A Figura 6 apresenta as superfícies de resposta da quantidade de partículas de Nb incorporadas (valores médios) em função da densidade de corrente (A), da velocidade de agitação (B) e da concentração de partículas no banho (C). Destes resultados deduz-se que a maior quantidade de partículas incorporadas é obtida nas seguintes situações: - maior densidade de corrente e menor velocidade de agitação - menor velocidade de agitação e maior concentração de partículas - maior densidade de corrente e maior concentração de partículas ou seja a melhor combinação dos fatores é: densidade de corrente (A) nível alto (+1), velocidade de agitação (B) nível baixo (-1) e concentração de partículas (C) nível alto (+1).
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
382

Pareto dos Efeitos dos FatoresResposta: % Partículas Incorporadas
-,18937
1,704327
2,290189
-3,09501
-3,13644
6,556925
p=,05
Efeitos Padronizados
1by2
1by3
(1)A
2by3
(2)B
(3)C
1,704327
2,290189
-3,09501
-3,13644
6,556925
Figura 5. Gráfico de Pareto dos efeitos dos fatores (A) densidade de corrente, (B) agitação da solução e (C)
concentração de partículas no banho, sobre a fração volumétrica de partículas de Nb incorporadas
Tabela 4 – Análise de variância para a resposta quantidade de partículas de Nb incorporadas SS df MS F p
A 7,4885 1 7,48845 5,24497 0,070633 B 14,0450 1 14,04500 9,83723 0,025770 C 61,3832 1 61,38320 42,9932 0,001237
AxB 0,0512 1 0,05120 0,03586 0,857250 AxC 4,1472 1 4,14720 2,90473 0,149043 BxC 13,6764 1 13,67645 9,57909 0,027006 Error 7,1387 5 1,42774 Total 107,930 11
> 8 < 8 < 6 < 4 < 2 < 0
Figura 6. Superfície de resposta da quantidade de partículas de Nb incorporadas em função da densidade de corrente
(A) e velocidade de agitação (B), da velocidade de agitação (B) e concentração de partículas no banho (C), da densidade de corrente (A) e concentração de partículas no banho (C)
O gráfico dos efeitos dos fatores (A), (B) e (C) em relação à quantidade de partículas de Nb incorporadas (Figura 7) indica que:
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
383

- a melhor combinação dos fatores é densidade de corrente (A) no nível alto (+1), velocidade de agitação (B) no nível baixo (-1) e concentração de partículas (C) no nível alto (+1) - o fator mais influente é a concentração de partículas no banho (C), seguida da velocidade de agitação (B) e depois da densidade de corrente (A). - o comportamento entre os dois níveis alto (+1) e baixo (-1) para os três fatores (A), (B) e (C) não é linear, já que o ponto central (ponto vermelho na Figura 7) não se encontra nos segmentos representados.
10-1
6
4
2
10-1
10-1
6
4
2
A
Mea
n
B
C
CornerCenter
Point Type
Main Effects Plot for % Particulas IncorporadasData Means
Figura 7. Gráfico dos efeitos dos fatores densidade de corrente catódica (A), velocidade de agitação (B) e concentração de partículas no banho (C) em relação à quantidade de partículas de Nb incorporadas
A Figura 8 apresenta a evolução da rugosidade dos revestimentos compósitos Cu-Nb e de cobre puro em
função da densidade de corrente catódica.Enquanto a rugosidade do cobre puro é pouco influenciada pela densidade de corrente de eletrodeposição na faixa investigada (10 a 30 mA cm-2), o aumento da densidade de corrente conduz a um aumento da rugosidade dos compósitos Cu-Nb. Isso é perceptível observando as superfícies dos compósitos apresentados na Figura 2. Do outro lado, não parece ter uma influência direta da quantidade de partículas de Nb incorporadas sobre a rugosidade dos compósitos. Por exemplo, os experimentos 5 e 7 realizados com 10 mA cm-2 conduziram a revestimentos contendo 7,3 e 2,3 % vol. de Nb mas de rugosidade muito próxima em torno de 2,5 μm. Já os experimentos 4 e 8 realizados com 30 mA cm-2 levaram a revestimentos contendo 1,1 e 5,5 % vol. de Nb e com rugosidade similar em torno de 4,2 μm.
10 15 20 25 300
1
2
3
4
5
6
7
Cu puro Compósitos Cu-Nb
Rug
osid
ade
Ra
/ μm
Densidade de corrente / mA cm-2
Figura 8. Rugosidade superficial dos compósitos Cu-Nb e do cobre puro em função da densidade de corrente catódica
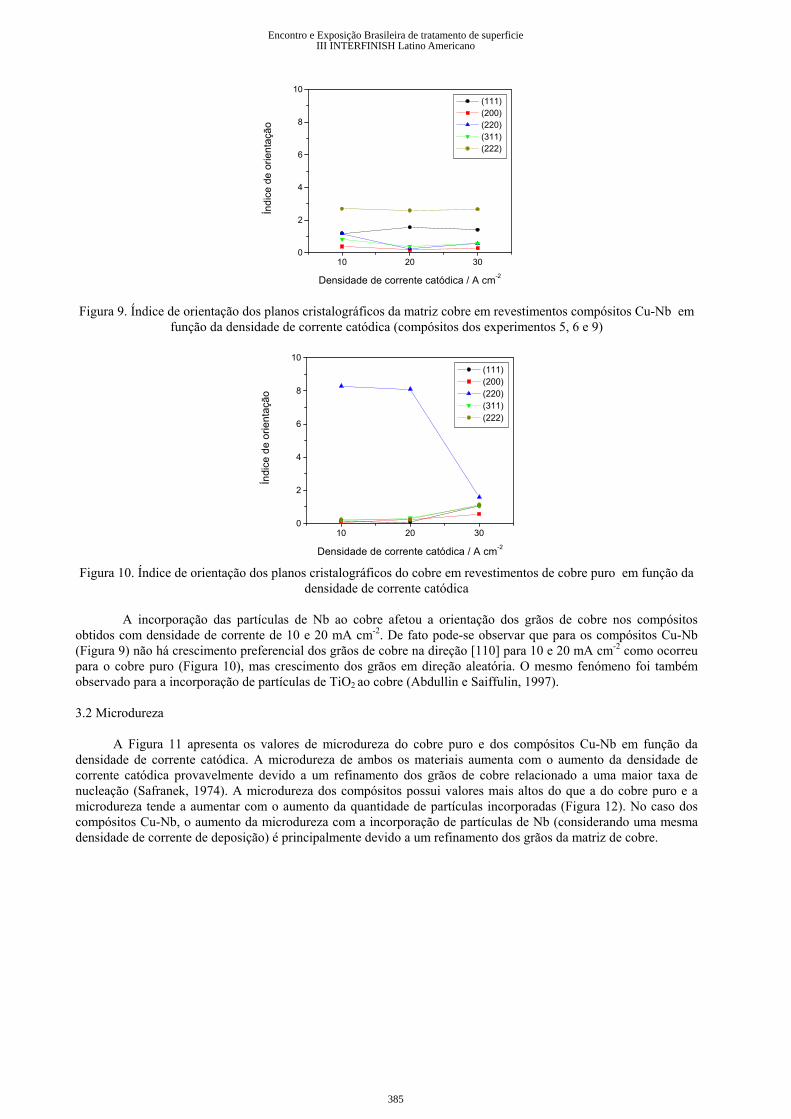
Para saber se a incorporação de Nb levava a uma mudança na orientação cristalina da matriz de cobre em
relação ao cobre puro, foi calculado o índice de orientação dos planos (111), (200), (220), (311) e (222) da fase cobre para os difratogramas apresentados na Figura 1. O índice de orientação dos planos calculado a partir destes difratogramas é mostrado na Figura 9 em função da densidade de corrente. A Figura 10 mostra o índice de orientação dos planos para revestimentos de cobre puro.
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
384
10 20 300
2
4
6
8
10 (111) (200) (220) (311) (222)
Índi
ce d
e or
ient
ação
Densidade de corrente catódica / A cm-2
Figura 9. Índice de orientação dos planos cristalográficos da matriz cobre em revestimentos compósitos Cu-Nb em
função da densidade de corrente catódica (compósitos dos experimentos 5, 6 e 9)
10 20 300
2
4
6
8
10 (111) (200) (220) (311) (222)
Índi
ce d
e or
ient
ação
Densidade de corrente catódica / A cm-2
Figura 10. Índice de orientação dos planos cristalográficos do cobre em revestimentos de cobre puro em função da
densidade de corrente catódica A incorporação das partículas de Nb ao cobre afetou a orientação dos grãos de cobre nos compósitos
obtidos com densidade de corrente de 10 e 20 mA cm-2. De fato pode-se observar que para os compósitos Cu-Nb (Figura 9) não há crescimento preferencial dos grãos de cobre na direção [110] para 10 e 20 mA cm-2 como ocorreu para o cobre puro (Figura 10), mas crescimento dos grãos em direção aleatória. O mesmo fenómeno foi também observado para a incorporação de partículas de TiO2 ao cobre (Abdullin e Saiffulin, 1997). 3.2 Microdureza
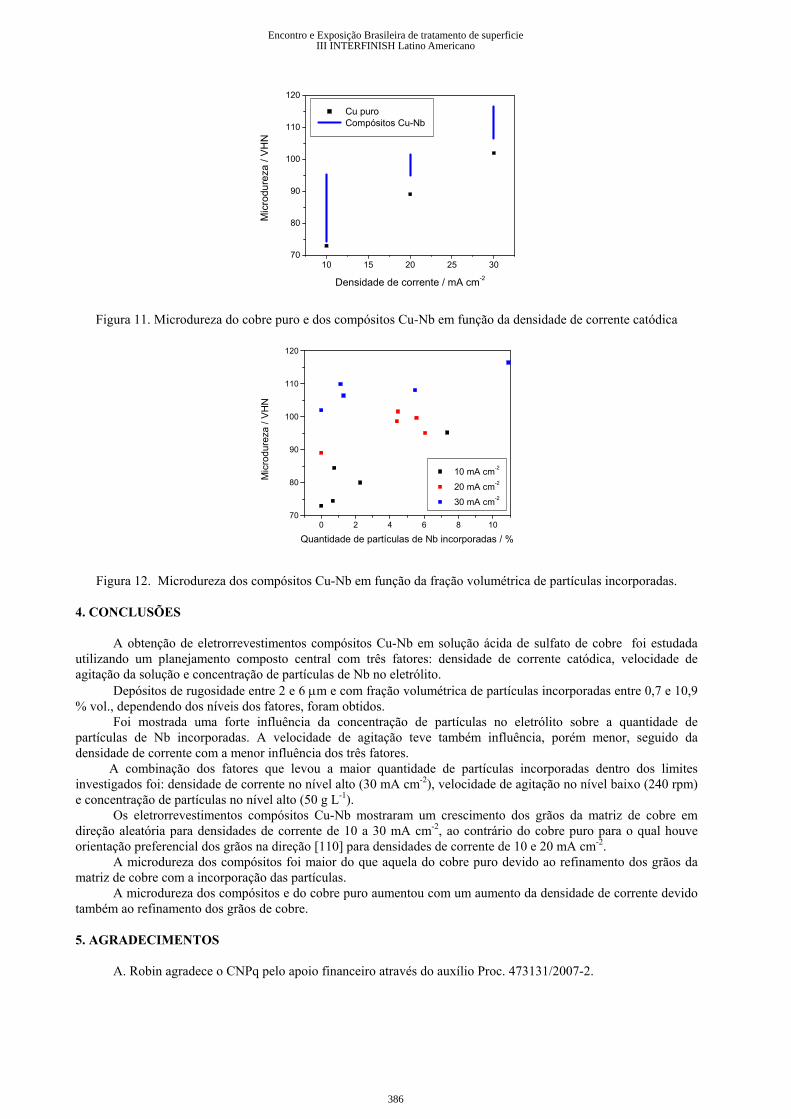
A Figura 11 apresenta os valores de microdureza do cobre puro e dos compósitos Cu-Nb em função da
densidade de corrente catódica. A microdureza de ambos os materiais aumenta com o aumento da densidade de corrente catódica provavelmente devido a um refinamento dos grãos de cobre relacionado a uma maior taxa de nucleação (Safranek, 1974). A microdureza dos compósitos possui valores mais altos do que a do cobre puro e a microdureza tende a aumentar com o aumento da quantidade de partículas incorporadas (Figura 12). No caso dos compósitos Cu-Nb, o aumento da microdureza com a incorporação de partículas de Nb (considerando uma mesma densidade de corrente de deposição) é principalmente devido a um refinamento dos grãos da matriz de cobre.
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
385
10 15 20 25 3070
80
90
100
110
120
Cu puro Compósitos Cu-Nb
Mic
rodu
reza
/ V
HN
Densidade de corrente / mA cm-2
Figura 11. Microdureza do cobre puro e dos compósitos Cu-Nb em função da densidade de corrente catódica
0 2 4 6 8 1070
80
90
100
110
120
10 mA cm-2
20 mA cm-2
30 mA cm-2
Mic
rodu
reza
/ VH
N
Quantidade de partículas de Nb incorporadas / %
Figura 12. Microdureza dos compósitos Cu-Nb em função da fração volumétrica de partículas incorporadas.
4. CONCLUSÕES
A obtenção de eletrorrevestimentos compósitos Cu-Nb em solução ácida de sulfato de cobre foi estudada
utilizando um planejamento composto central com três fatores: densidade de corrente catódica, velocidade de agitação da solução e concentração de partículas de Nb no eletrólito.
Depósitos de rugosidade entre 2 e 6 μm e com fração volumétrica de partículas incorporadas entre 0,7 e 10,9 % vol., dependendo dos níveis dos fatores, foram obtidos.
Foi mostrada uma forte influência da concentração de partículas no eletrólito sobre a quantidade de partículas de Nb incorporadas. A velocidade de agitação teve também influência, porém menor, seguido da densidade de corrente com a menor influência dos três fatores.
A combinação dos fatores que levou a maior quantidade de partículas incorporadas dentro dos limites investigados foi: densidade de corrente no nível alto (30 mA cm-2), velocidade de agitação no nível baixo (240 rpm) e concentração de partículas no nível alto (50 g L-1).
Os eletrorrevestimentos compósitos Cu-Nb mostraram um crescimento dos grãos da matriz de cobre em direção aleatória para densidades de corrente de 10 a 30 mA cm-2, ao contrário do cobre puro para o qual houve orientação preferencial dos grãos na direção [110] para densidades de corrente de 10 e 20 mA cm-2.
A microdureza dos compósitos foi maior do que aquela do cobre puro devido ao refinamento dos grãos da matriz de cobre com a incorporação das partículas.
A microdureza dos compósitos e do cobre puro aumentou com um aumento da densidade de corrente devido também ao refinamento dos grãos de cobre. 5. AGRADECIMENTOS A. Robin agradece o CNPq pelo apoio financeiro através do auxílio Proc. 473131/2007-2.
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
386

6. REFERÊNCIAS ABDULLIN, I.A.; SAIFULLIN, R.S. The effect of electrolyte composition on structure and properties of composite electrochemical coatings with copper matrix. Prot. Met., v. 33, p. 196-197, 1997. ARAI, S.; ENDO, M. Various carbon nanofiber-copper composite films prepared by electrodeposition. Electrochem. Comm., v. 7, p. 19-22, 2005. BENEA, L.; MITOSERIU, O.; GALLAND, J.; WENGER, F.; PONTHIAUX, P. Corrosion study of copper composite coating by impedance spectroscopy method. Mater. Corr., v. 51, p. 491-495, 2000. BUELENS, C.; CELIS, J.P.; ROOS, J.R. Electrochemical aspects of the co-deposition of gold and copper with inert particles. J. Appl. Electrochem., v. 13, p. 541-548, 1983. CELIS, J.P.; ROOS, J.R. Kinetics of deposition of alumina particles from copper-sulfate plating baths. J. Electrochem. Soc., v. 124, p. 1508-1511, 1977. GAN, Y.X.; WEI, C.S.; LAM, M.; WEI, X.; LEE, D.; KYSAR, J.W.; CHEN, X. Deformation and fracture behavior of electrodeposited alumina nanoparticle/ copper composite films. J. Mater. Sc., v. 42, p. 5256-5263, 2007. GUO, D.M.; ZHANG, M.; JIN, Z.J.; KANG, R. Pulse plating of Copper-ZrB2 composite coatings. J. Mater. Sc. Technol., v. 22, p. 514-518, 2006. HAYASHI, H.; IZUMI, S.;TARI, I. Codeposition of alpha-alumina particles from acid copper-sulfate bath. J. Electrochem. Soc., v. 140, p. 362-365, 1993. HOVESTAD, A.; JANSSEN, L.J.J. Electrochemical codeposition of inert particles in a metallic matrix. J. Appl. Electrochem., v. 25, p. 519-527, 1995. JIN, Z.J.; ZHANG, M.; GUO, D.M.; KANG, R.K. Electroforming of copper/ZrB2 composite coating and its performance as electro-discharge machining electrodes. Adv. Abrasive Technol. VIII, v. 291-292, p. 537-542, 2005. MANGAM, V.; DAS, K.; DAS, S. Structure and properties of electrocodeposited Cu–CeO2 nanocomposite thin films. Mater. Chem. Phys., v. 120, p. 631-635, 2010. MEDELIENE, V.; JUSKENAS, R.; KURTINAITIENE, M.; JASKULA, M. Copper metal matrix composite Cu-TiO2 electrodeposited in aqueous suspensions of the nanometric size particles of anatase and rutile, Polish J. Chem., v. 78, p. 1305-1317, 2004. MEDELIENE, V.; KURTINAITIENE, M.; BIKULCIUS, G.; STANKEVIC, V. A study of copper coatings electrodeposited in electrolyte with a metallic powder of chromium. Surf. Coat. Technol., v. 200, p. 6123-6129, 2006. MUSIANI, M. Electrodeposition of composites: an expanding subject in electrochemical material science. Electrochim. Acta, v. 45, p. 3397-3402, 2000. RAJKOVIC, V.; BOZIC, D.; JOVANOVIC, M.T. Effects of copper and Al2O3 particles on characteristics of Cu–Al2O3 composites. Mater. Design, v. 31, p. 1962–1970, 2010. SAFRANEK, W.H. The properties of electrodeposited metals and alloys. Amsterdam: Elsevier, 1974. STANKOVIC, V.D.; GOJO, M. Electrodeposited composite coatings of copper with inert, semiconductive and conductive particles. Surf. Coat. Technol., v. 81, p. 225-232, 1996. TANG, J.G.; HU, K.; FU, S.H.; QI, H.J.; JIA, Z.S.; LI, K.; PANG, H.K.; WANG, F.H. Relationship between structures of polyacrylonitrile (PAN)-copper gradient composite film and electrochemical-reaction conditions. J. Appl. Polymer Sc., v. 69, p. 1159-1165, 1998. WANG, Y.L.; WAN, Y.Z.; ZHAO, Sh.M.; TAO, H.M.; DONG, X.H. Electrodeposition and characterization of Al2O3-Cu(Sn), CaF2-Cu(Sn) and talc-Cu (Sn) electrocomposite coatings. Surf. Coat. Technol., v. 106, p. 162-166, 1998. ZHU, L.Q.; ZHANG, W.; LIU, F.; HE, Y.H. Electrodeposition of composite copper/liquid-containing microcapsule coatings”, J. Mater. Sc., v. 39, p. 495-499, 2004.
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
387
7. DETALHES DOS AUTORES
A. Robin é professor-doutor da EEL-USP e responsável pelo Laboratório de Corrosão e Tratamentos de Superfície do Departamento de Engenharia de Materiais desta unidade.
J.L. Rosa é técnico especializado do Laboratório de Corrosão e Tratamentos de Superfície do Departamento de Engenharia de Materiais da EEL-USP e doutorando do curso de Engenharia Mecânica da FEG-UNESP.
M.B. Silva é professor-doutor do Departamento de Engenharia Química da EEL-USP e da FEG-UNESP. Atua nas áreas de Engenharia Química e de Engenharia de Produção com ênfase em Engenharia da Qualidade.
Encontro e Exposição Brasileira de tratamento de superficieIII INTERFINISH Latino Americano
388