1. introduÇÃo - femat - página inicial¡xima solubilidade de 0,022%c em peso a 727ºc. a limitada...
TRANSCRIPT

13
1. INTRODUÇÃO
Há décadas são realizadas pesquisas com a finalidade de atender a necessidade
do consumo cada vez maior de aço com valor tecnológico agregado. Estes estudos
foram realizados também com o objetivo de economia de matérias primas das
empresas produtoras e consumidoras, além de clientes finais de produtos a base de
aço com anseio de qualidade e leveza.
As grandes usinas siderúrgicas que têm capacidade produtiva da ordem de
milhões de toneladas por ano possuem um alto consumo de matérias primas acrescidas
ao aço para que adquiram propriedades mecânicas específicas. A produção de um aço
que dispensa o uso destes aditivos economiza recursos e viabiliza novos projetos.
Por outro lado, grandes montadoras de veículos têm a necessidade de melhorar
seus produtos com novas tecnologias. A solução encontrada pelo principal consumidor,
a indústria automotiva, foi os aços bifásicos (dual-phase steels) que possuem um custo
mais baixo que os aços ligados e oferecem resistências equivalentes.
Os consumidores desejam produtos à base de aço que sejam duráveis, mas
diante do elevado custo de energia e combustíveis, este desejo se transformou em
bens mais econômicos no consumo. Ou seja, produtos com equivalente qualidade e
resistência, porém mais leves, pois antes fabricados com aço doce comum e agora com
aços dual-phase, que promovem a economia do gasto de energia por diminuírem o
peso.
No 2º Workshop de inovações para o desenvolvimento de aços de elevado valor
agregado – foco na indústria automotiva – realizado em São Paulo em 2008, Godefroid
(Prof. DEMET / Escola de Minas / UFOP) afirmou que o aço dual-phase permite uma
redução de peso de 10 a 25% e ainda, possui o menor custo relativo quando
comparado com outros metais e ligas.
Desta forma, o estudo de aços dual-phase se constitui num importante campo de
pesquisa científica e tecnológica na área de materiais. No presente trabalho foram
realizados tratamentos térmicos em aço baixo-carbono comuns a fim de se obter
microestruturas dual-phase utilizando dois procedimentos diferentes para a têmpera
intercrítica.

14
2. REVISÃO DA LITERATURA
2.1 AÇOS
Aços são ligas ferro-carbono com teor de carbono de 0,008% até
aproximadamente 2,11%, que podem conter concentrações apreciáveis de outros
elementos de liga resultantes do processo de fabricação (CHIAVERINI, 2005, p.22).
Existem centenas de produtos de ligas ferrosas que possuem composições e/ou
tratamentos térmicos diferentes. Alguns dos aços mais comuns são classificados de
acordo com a sua concentração de carbono, quais sejam os tipos com baixo, médio e
elevado teor de carbono. Também existem subclasses dentro de cada grupo, de acordo
com as concentrações de outros elementos de liga. Os aços comuns, além do carbono
e pequenas quantidades de de manganês, contêm apenas concentrações residuais de
outros elementos. No caso de aços-ligas, os elementos de liga são adicionados
intencionalmente em concentrações específicas.
Dentre todos os tipos de aços, aqueles produzidos em maior quantidade se
enquadram dentro da classificação de baixo teor de carbono. Esses aços contêm
geralmente menos que 0,25% em peso de C e as microestruturas consistem nos
microconstituintes ferrita e perlita. Como conseqüência, essas ligas têm relativamente
baixa resistência, porém possuem uma ductilidade e uma tenacidade muito boas; além
disso, são usináveis, soldáveis e, dentre todos os tipos de aço, são os mais baratos de
serem produzidos. Aplicações típicas para esses tipos de aço incluem os componentes
de carcaças de automóveis, perfis estruturais (vigas, caneletas e ferros angulados) e
chapas usadas em tubulações, edificações, pontes e latas estanhadas.
As propriedades de uma liga metálica são funções da respectiva composição
química e do processamento a que a mesma foi sujeita, ou seja, da sua história térmica
e mecânica; estes fatores (composição e história termomecânica) impõem uma dada
microestrutura ao material, a qual será responsável pelas propriedades finais do
mesmo.

15
2.2 CLASSIFICAÇÃO
A classificação dos aços pode ser realizada em função da composição química,
da estrutura e da aplicação. De acordo com a aplicação os aços são classificados
como: aços para fundição, aços para trilhos, aços para produtos planos, aços para
tubos, aços estruturais, etc.
Uma das classificações mais generalizadas, e que, serviu de base para o
sistema adotado no Brasil, é a que considera a composição química dos aços e, dentre
os sistemas conhecidos, são muito usados o do “American Iron and Stell Institute –
AISI” e da “Society of Automotive Engineers – SAE” (CHIAVERINI, 2003, p.176).
A composição química define as potencialidades "inatas" da liga: por exemplo,
um aço de baixo carbono é presumivelmente dúctil; porém ele pode ser fragilizado por
um tratamento térmico que cause uma transformação para uma fase menos dúctil como
a martensita. Neste contexto, diversos tratamentos termomecânicos podem ser
realizados de maneira a se obter uma combinação de propriedades adequadas para
determinada aplicação.
No sistema adotado pela AISI e SAE, as letras XX ou XXX correspondem às
cifras indicadoras dos teores de carbono. Assim, por exemplo, a classe 1023 significa
aço carbono com 0,23 % de carbono em média. Os dois primeiros algarismos
diferenciam os vários tipos de aços entre si, pela presença de carbono como principal
elemento de liga (além, é claro, das impurezas normais como silício, manganês, fósforo
e enxofre), ou de outros elementos de liga, como níquel, cromo, etc., além do carbono
(CHIAVERINI, 2003, p.176).

16
2.3 CONSTITUINTES
A Figura 1 mostra o diagrama de fases Fe-C, onde se detecta as linhas A1
(equivalente a faixa de temperatura de 727ºC até o ponto de 0,76% de C, ainda, abaixo
desta encontra-se somente ferrita e cementita) e A3 (linha que converge entre a
temperatura de 912ºC com 0% de C, até a 727ºC com 0,76% de C e acima desta linha
encontra-se somente a presença de austenita). Outro ponto que deve ser mencionado é
o eutetóide, 0,76% de C com 727ºC, onde marca a única situação onde se pode
transformar a austenita em ferrita e cementita sem fases intermediárias.
Figura 1 - Diagrama de fases Ferro – Carbono (CALLISTER, 2003).
Os constituintes básicos dos aços baixo-carbono no equilíbrio (obtidos quando
resfriados lentamente) são:
A3 A1
Ponto eutetóide

17
Austenita () – nos aços-carbono comuns, só é estável acima de 727°C; é uma
solução sólida de carbono no ferro CFC e apresenta uma estrutura de grãos poligonais
irregulares; possui boa resistência mecânica e apreciável tenacidade (CHIAVERINI,
2005, p.32). A máxima solubilidade de carbono na austenita é 2,11%C em massa a
1148ºC. Esta solubilidade é aproximadamente 100 vezes maior do que a máxima para
a ferrita CCC, de maneira que as posições intersticiais CFC têm geometria tal que
quando os átomos de carbono os preenchem, as deformações impostas sobre os
circunvizinhos átomos de ferro são muito menores. Como demonstrado nas discussões
que se seguem, transformações de fase envolvendo austenita são muito importantes no
tratamento térmico dos aços, (CALLISTER, 2003).
Ferrita (α) – é uma solução sólida intersticial de carbono no ferro-CCC com
máxima solubilidade de 0,022%C em peso a 727ºC. A limitada solubilidade é explicada
pela geometria e tamanho das posições intersticiais, que torna difícil a acomodação de
átomos de carbono próximos. Embora presente em relativamente baixas
concentrações, o carbono afeta significativamente as propriedades mecânicas da
ferrita. A ferrita apresenta baixa resistência mecânica e boa ductilidade (CALLISTER,
2003).
Cementita – é o carboneto de ferro Fe3C contendo 6,67% de carbono que se
forma quando o limite de solubilidade de carbono no ferro α é excedido abaixo de
727ºC (composições dentro da região de fase α + Fe3C) (CALLISTER, 2003); é uma
fase muito dura e frágil sendo responsável pela elevada dureza e resistência dos aços
de alto carbono, assim como pela sua menor ductilidade (KRAUSS, 2005).
Perlita – é o microconstituinte eutetóide que corresponde a uma mistura
mecânica de 88,5% de ferrita e de 11,5% de cementita, na forma de lâminas finas (de
espessura raramente superior a 1 µm) dispostas alternadamente. Sua formação é a
partir da difusão do carbono da austenita, como demonstrado na Figura 3, que forma
lamelas alternadas de ferrita e cementita. O carbono fica em solução junto ao ferro a
alta temperatura (acima da linha A3), ao decrescer a temperatura a ferrita surge
inicialmente nos interstícios dos grãos austeníticos enriquecendo a austenita de

18
carbono até atingir a linha A1, onde a austenita remanescente se transforma em perlita,
como se vê na Figura 2 (CALLISTER, 2003).
Figura 2 – Modificação microestrutural em função da temperatura para uma composição
de 0,25%C (CALLISTER, 2003).
As propriedades mecânicas da perlita são, portanto, intermediárias entre a ferrita
e a cementita, dependendo, entretanto, do tamanho das partículas de cementita. Sua
resistência à tração é em torno de 740 MPa. A proporção de perlita num aço cresce de
0% para o ferro até 100% para o aço eutetóide (0,77% de carbono), de modo que num
aço com 0,5% de carbono, por exemplo, apresentará cerca de 65% de perlita
(CHIAVERINI, 2005). A razão entre as espessuras das camadas de ferrita e de
cementita na perlita é aproximadamente 8 para 1. Entretanto, a espessura absoluta da
camada depende da temperatura na qual a transformação isotérmica ocorreu.

19
Figura 3 - Esquema representativo de formação de perlita através da austenita, a direção
de difusão de carbono é representada pelas setas (CALLISTER, 2003, p.303).
2.4 DIAGRAMA TRANSFORMAÇÃO – TEMPO – TEMPERATURA (TTT)
A cinética das transformações de fase influencia diretamente a microestrutura e
as propriedades mecânicas do material. Assim, a velocidade de resfriamento modifica,
em maior ou menor escala, a estrutura de equilíbrio dos aços, resultando, em
conseqüência, na alteração mais ou menos pronunciada, de suas propriedades.
A transformações de fases que ocorrem fora do equilíbrio podem ser melhor
compreendidas quando se analisa um diagrama Transformação-Tempo-Temperatura
(TTT) como mostrado na Figura 4. Como detalhado por CHIAVERINI, 2005:
A linha horizontal, na parte superior do diagrama, representa a linha inferior da zona
crítica, isto é, a linha de temperatura eutetóide: 727° C;
As linhas em forma de C definem o tempo necessário para que a transformação da
austenita se inicie (limite à esquerda) e se complete (limite à direita);
Se a amostra é resfriada rapidamente até uma temperatura acima de 550oC e depois
mantida nesta temperatura, o tempo para a transformação austenita perlita ocorrer é
cada vez menor à medida que a temperatura diminui;

20
Logo abaixo da temperatura eutetóide, onde há muita energia para difusão do
carbono as lamelas de cementita são mais grossas, resultando numa perlita de
granulação grosseira e baixa dureza;
À medida que a temperatura cai, a perlita se forma com lamelas de cementita cada
vez mais finas. Esta perlita fina é mais dura e é difícil a resolução das lamelas no
microscópio ótico.
Figura 4 - Diagrama TTT de um aço eutetóide (CALLISTER, 2004).
Se a amostra é resfriada rapidamente até uma temperatura abaixo de 550oC e depois
mantida nesta temperatura, a austenita se transforma em bainita e o tempo para
transformação aumenta à medida que a temperatura diminui. A bainita varia de
aspecto, desde um agregado de ferrita em forma de pena e carboneto de ferro muito
fino, em torno de 450° C, até um constituinte em forma de agulhas com coloração
escura (em torno de 200° C).
Se a amostra é resfriada rapidamente até uma temperatura abaixo da temperatrura de
início de formação de martensita (Ms), cerca de 200° C, a austenita se transforma

21
quase instantaneamente em martensita. A porcentagem de martensita aumenta na
medida em que a temperatura de resfriamento diminui.
A diminuição do percentual de carbono tende a deslocar as curvas C do
diagrama TTT para a esquerda, como mostrado na Figura 5. Desta forma, quanto
menor o teor de carbono, mais difícil de se obter uma estrutura totalmente martensítica
no resfriamento, ainda que muito rápido (CHIAVERINI, 2005).
Figura 5 - Diagrama de transformação isotérmica (TTT) para
um aço hipoeutetóide, CHIAVERINI, 2005)
Os seguintes constituintes podem ser obtidos quando os aços são resfriados em
diferentes velocidades:
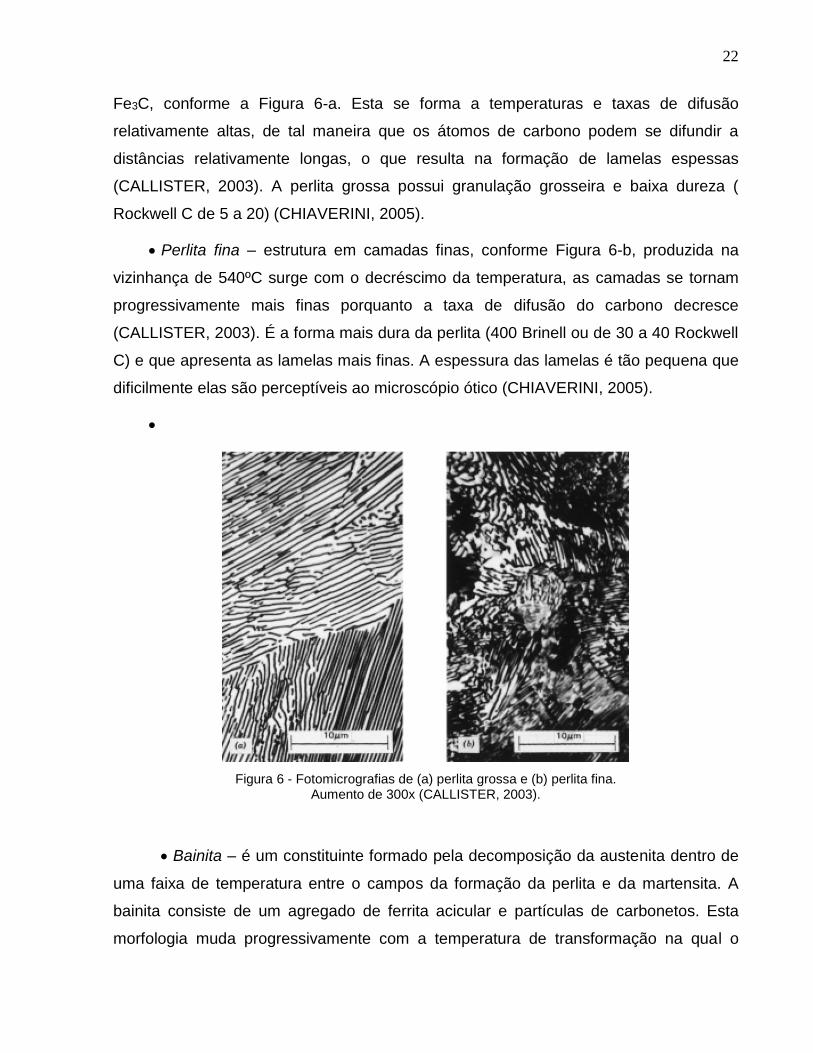
Perlita grossa – formada em temperaturas logo abaixo da temperatura eutetóide,
são produzidas camadas relativamente espessas das fases tanto de ferrita-α quanto de
22
Fe3C, conforme a Figura 6-a. Esta se forma a temperaturas e taxas de difusão
relativamente altas, de tal maneira que os átomos de carbono podem se difundir a
distâncias relativamente longas, o que resulta na formação de lamelas espessas
(CALLISTER, 2003). A perlita grossa possui granulação grosseira e baixa dureza (
Rockwell C de 5 a 20) (CHIAVERINI, 2005).
Perlita fina – estrutura em camadas finas, conforme Figura 6-b, produzida na
vizinhança de 540ºC surge com o decréscimo da temperatura, as camadas se tornam
progressivamente mais finas porquanto a taxa de difusão do carbono decresce
(CALLISTER, 2003). É a forma mais dura da perlita (400 Brinell ou de 30 a 40 Rockwell
C) e que apresenta as lamelas mais finas. A espessura das lamelas é tão pequena que
dificilmente elas são perceptíveis ao microscópio ótico (CHIAVERINI, 2005).
Figura 6 - Fotomicrografias de (a) perlita grossa e (b) perlita fina. Aumento de 300x (CALLISTER, 2003).
Bainita – é um constituinte formado pela decomposição da austenita dentro de
uma faixa de temperatura entre o campos da formação da perlita e da martensita. A
bainita consiste de um agregado de ferrita acicular e partículas de carbonetos. Esta
morfologia muda progressivamente com a temperatura de transformação na qual o

23
tamanho das partículas e a acircularidade da estrutura ferrítica aumenta conforme
diminui a temperatura. (BHADESHIA, 1992). Os detalhes microestruturais da bainita
são tão finos que sua visualização só é possível apenas usando microscopia eletrônica.
A bainita é o produto da transformação para tratamentos isotérmicos em temperaturas
entre 215 e 540ºC. As transformações perlíticas e bainíticas são realmente competitivas
entre si e uma vez que alguma porção de uma liga tenha se transformado quer em
perlita quer em bainita, a transformação para o outro microconstituinte não é possível
antes haver a reversão para austenita (CALLISTER, 2003).
A bainita que se forma durante o resfriamento contínuo freqüentemente é
chamada de bainita granular. Esta terminologia é largamente utilizada na indústria. Na
mesma faixa de temperaturas das bainitas aparece outra microestrutura denominada
ferrita acicular que consiste de uma série de placas que nucleiam de forma heterogênea
a partir de inclusões não metálicas, crescendo em diferentes direções e dando lugar a
uma microestrutura desorganizada e caótica. As estruturas da ferrita acicular e da
bainita são diferentes. Enquanto a bainita cresce como uma série de placas paralelas
em orientações cristalográficas idênticas, nucleando nos contornos de grão da
austenita, as placas de ferrita acicular nucleiam no interior dos grãos, de forma radial
com centro nas inclusões não metálicas. Um dos fatores que mais tem complicado o
estudo das estruturas bainíticas é sua grande variedade e complexidade, existindo
diversos tipos diferentes de bainita, sua morfologia pode variar de forma importante com
o aumento da porcentagem de carbono (OLIVEIRA, 2007).
Martensita – é uma estrutura monofásica que resulta da transformação não-
difusional da austenita. A transformação martensítica ocorre quando a taxa de
resfriamento é rápida o suficiente para impedir a difusão do carbono. Este resfriamento
rápido gera uma estrutura tetragonal que corresponde a uma deformação na estrutura
CCC da ferrita devido à presença de átomos de carbono em sítios intersticiais
específicos da rede cristalina. A distorção do reticulado ocorre em direções específicas
de maneira que a martensita se apresenta como placas, lâminas ou agulhas alongadas
e finas (Figura 7).

24
Figura 7 - Microestrutura martensítica de uma
liga Fe- 0.2% C (KRAUSS, 2005).
A martensita possui elevada dureza e alto limite de escoamento devido às
tensões internas da rede cristalina distorcida. Sendo uma fase de não-equilíbrio, a
martensita não aparece no diagrama de fases ferro-carbono. A transformação austenita
→ martensita é, entretanto, representada no diagrama TTT, onde o começo desta
transformação está representado por uma linha horizontal designada MS (início ou
"start" em inglês). Duas outras linhas horizontais e tracejadas, rotuladas como M(50%)
e M(90%), indicam porcentagens da transformação austenita para martensita. As
temperaturas nas quais estas linhas estão localizadas variam com a composição da
liga, mas não obstante, devem ser relativamente baixas porque a difusão de carbono
deve virtualmente não acontecer. O caráter horizontal e linear destas linhas indica que
a transformação martensítica é independente do tempo; ela é uma função apenas da
temperatura até a qual o aço foi rapidamente resfriado (CALLISTER, 2003).
Das várias microestruturas que podem ser produzidas para um dado aço, a
martensita é a mais dura e a mais forte e, em adição, a mais frágil; ela tem, de fato,

25
ductibilidade desprezível (CALLISTER, 2003). A dureza da martensita é dependente do
teor de carbono até 0,6% em massa, como demonstrado na Figura 8.
Figura 8 - A dureza da martensita, perlita e carbeto esferoidizado em função do percentual de carbono do
aço, com a parte hachurada representando a presença de austenita retida, (BHADESHIA, 2006).

26
2.5 TRATAMENTOS TÉRMICOS
Tratamento térmico é um conjunto de operações de aquecimento e resfriamento
a que são submetidos os materiais metálicos, sob condições controladas de
temperatura, tempo, atmosfera e velocidade de aquecimento/resfriamento, com o
objetivo de alterar as suas microestruturas/propriedades e obter características
determinadas.
Os tratamentos térmicos mais comuns para os aços carbono são:
Recozimento – consiste no aquecimento do aço até a região austenítica,
seguido de um resfriamento lento (dentro do forno, por exemplo). Habitualmente se visa
com este procedimento restituir ao material suas propriedades normais que foram
alteradas por um tratamento mecânico ou térmico anterior, ou ainda refinar texturas
brutas de fusão;
Têmpera – consiste no aquecimento do material até a temperatura de
austenização (entre 815 e 870°C), seguido de um resfriamento rápido (usando ar
soprado, óleos, soluções ou água). Na têmpera o constituinte principal desejado é a
martensita, pelo fato de este aumentar a dureza do aço e tornar mais elevado seu limite
de escoamento e sua resistência à tração, à compressão e ao desgaste. Entretanto,
diminuem a ductilidade e a resistência ao choque.
Revenido ou Revenimento – consiste no reaquecimento da peça temperada até
uma temperatura conveniente abaixo da zona crítica, seguido de resfriamento lento. É
realizado com o objetivo de minimizar certos efeitos nocivos de têmpera, caso de
dureza ou fragilidade excessivas ou tensões internas perigosas. Com o revenido
diminui-se progressivamente a dureza, o limite de resistência, o limite de escoamento,
mas aumenta-se um pouco a ductilidade.
A influência do tempo de permanência do aço à temperatura escolhida de
aquecimento é mais ou menos idêntica à máxima temperatura de aquecimento, isto é,
quanto mais longo o tempo à temperatura considerada de austenização, tanto mais
completa a dissolução do carboneto de ferro na austenita e maior o tamanho de grão
resultante.

27
Do ponto de vista prático procura-se evitar a permanência em alta temperatura
além do estritamente necessário para que se consigam as modificações estruturais
mais convenientes. Um tempo muito longo pode também aumentar a oxidação ou
descarbonetação do material. Sob o ponto de vista de modificação estrutural, admite-se
que uma temperatura ligeiramente mais elevada seja mais vantajosa que um tempo
mais longo a uma temperatura inferior, devido à maior mobilidade atômica.
2.6 AÇOS BIFÁSICOS
Os aços bifásicos ou ‘dual-phase steels’ pertencem a uma nova classe de aços
baixa liga e alta resistência – ARBL (High-Strength Low Alloy – HSLA), caracterizados
por uma microestrutura principal, que consiste em uma dispersão de partículas duras de
martensita em uma matriz dúctil de ferrita (ERDOGAN e COLABORADORES, 2002).
Contudo, onde o baixo custo é essencial, aços bifásicos de alta resistência podem ser
obtidos em um material baixo-carbono comum. O nome dual-phase vem do fato da
microestrutura deste aço consistir em ilhas de martensita envolvidas por uma matriz de
ferrita. Esta microestrutura é obtida por aquecimento de aços dentro da zona crítica,
aproximadamente 800ºC, seguido por têmpera até a temperatura ambiente. Este
processo é diferente dos normalmente usados para obter a estrutura totalmente
martensítica, o qual necessita de aquecimento acima da zona crítica. Ao contrário, a
microestrutura a ser temperada consiste de ferrita + austenita enriquecida de carbono.
Este tratamento térmico é normalmente conhecido como têmpera intercrítica (annealing
intercritical). Após a têmpera o aço bifásico é normalmente revenido a baixa
temperatura para aumentar a ductibilidade. ( REED HILL , 1994).
Os aços bifásicos possuem uma boa combinação de resistência e ductilidade,
responsáveis por torná-los atrativos em aplicações onde se requer redução de peso e
conformabilidade, como para a indústria automobilística (NAM e COLABORADORES,
1999). Aços bifásicos possuem propriedades mecânicas características, as quais
incluem baixa resistência à deformação e alta resistência à tração em relação aos aços
de baixo carbono convencional. Possuem também altas taxas de encruamento nos

28
primeiros estágios da deformação plástica e boa ductilidade durante a conformação
relativa, resistindo às condições de estampagem. Como resultado os aços bifásicos
mostram uma importante vantagem para a redução de peso de componentes
automotivos, e consequentemente um aumento na eficiência do consumo do
combustível, melhores acelerações e frenagens devido a uma menor inércia (SARWAR,
1999).
2.7 TÊMPERA INTERCRÍTICA
O mais econômico aço dual-phase pode ser produzido a partir da têmpera em
água com aços de baixa dureza (entre 0,3 a 1% de Mn) diretamente da temperatura
intercrítica (ASM METALS HANDBOOK , Heat Treating).
Muitos programas de pesquisa em larga escala sobre aços bifásicos têm sido
conduzidos em laboratórios de indústrias e universidades. Como já relatado, os aços
bifásicos são originalmente produzidos por tratamento térmico intercrítico. Durante o
processo de aquecimento intercrítico, os grãos perlíticos se transformam em pequenas
ilhas de austenita, as quais contêm teores de carbono maiores que o conteúdo nominal
do aço. A têmpera subseqüente causa a transformação das ilhas de austenita em
partículas de martensita produzindo o aço bifásico com estrutura ferrita + martensita.
As curvas de tensão-deformação para corpos-de-prova temperados
intercriticamente a 780 °C e na condição normalizado são mostradas na figura 9,
obtidas por GALLO, 2006. Uma queda nos níveis de escoamento pode ser vista na
curva dos corpos-de-prova na condição normalizada. Em contraste, corpos-de-prova
temperados desde 780 °C exibem uma curva de tensão deformação do tipo parabólica
e suave. O coeficiente de encruamento (n ≈ 0,2) para corpos-de-prova temperados a
780°C aumenta 43%, comparados com os da condição normalizada. Percebe-se que
tratamentos para obtenção de aços bifásicos fornecem ao aço apreciável aumento na
resistência a tração sem diminuição significativa da ductilidade. Segundo GUIMARÃES,

29
1997, também se percebe que não há um patamar de escoamento definido na curva
tensão-deformação, obtida no ensaio de tração, o que é uma ocorrência comum nos
aços microligados.
Figura 9 - A curva de tensão-deformação dos corpos-de-prova temperados a 780 °C, comparados com a
condição como recebido (ZHANGA e COLABORADORES, 2003 segundo GALLO, 2006).
O limite de escoamento, a resistência à tração, o alongamento total, a relação
limite de escoamento/resistência à tração e o coeficiente de encruamento (n) estão
apresentados na figura 10 em função das temperaturas de têmpera intercrítica.
Segundo GALLO, 2006, pode-se notar que o limite de escoamento e a resistência à
tração elevam-se linearmente com o aumento das temperaturas da têmpera intercrítica,
variando de 760 °C a 820 °C (Figura 10-a). Ao mesmo tempo, o alongamento total
diminui de forma quase linear variando de 26,3% a 23,3% quando a temperatura da
têmpera intercrítica é acrescida de 760 a 820 °C (Figura 10-b). Observa-se também um
acréscimo na relação do limite de escoamento sobre resistência a tração e um
decréscimo do expoente de encruamento com o aumento da temperatura da têmpera
intercrítica, como observado na Figura 10-c e 10-d, respectivamente.

30
Figura 10 - Propriedades mecânicas como função das temperaturas da têmpera intercrítica (ZHANGA e
colaboradores, 2003 segundo GALLO ,2006).

31
De acordo com NICOLETTI, 2004, o teor de carbono na martensita pode ser
calculado com a equação 1, utilizando a fração de fases decorrentes do tratamento
térmico intercrítico.
% (% ) [% (1 )]a a m m m f m f mC C V C V Equação (1)
onde,
%Ca , %Cm , %Cf = teores de carbono no aço, na martensita, e na ferrita.
ρa , ρm , ρf = densidades do aço, martensita, e da ferrita.
Vm = frações volumétricas da martensita.

32
3. MATERIAIS E MÉTODOS
3.1. RECEBIMENTO DO MATERIAL E IDENTIFICAÇÃO (MATERIAIS)
Adquiriu-se uma barra de aço CA-25 da empresa COPALA, siderúrgica
paraense,com secção quadrada (8,1 x 8,1 mm) e 2500 cm de comprimento num
estabelecimento local da região.
3.2 PREPARAÇÃO DE AMOSTRAS
Dezesseis amostras de 110 mm de comprimento foram retiradas da barra
usando uma máquina de corte com disco abrasivo (marca Fortel). O corte foi realizado
com injeção de fluído refrigerante, que tem por finalidade remover o material residual
proveniente do corte e evitar aquecimento excessivo do material para que não ocorram
transformações microestruturais do metal.
3.3 TRATAMENTOS TÉRMICOS
Foram realizados tratamentos térmicos em oito pares de amostras como descrito
na tabela 1. Estas foram aquecidas individualmente em um forno tipo mufla de
resistência da marca FORTEL a partir da temperatura ambiente.
Par de
amostra
T Aq (ºC)
t.p (min)
Resfriamento
T Aq (ºC)
t.p (min)
Resfriamento
1 TA X X TA X X
2 900 30 RRA TA X X
3 760 30 RRA TA X X
4 900 30 RLF 760 30 RRA
5 780 30 RRA TA X X
6 900 30 RLF 780 30 RRA
7 810 30 RRA TA X X
8 900 30 RLF 810 30 RRA
Tabela 1 - Tabela de procedimentos dos tratamentos térmicos realizados. T Aq – temperatura de
aquecimento; t.p – tempo de permanência na Temp. Aq; RLF – resfriamento lento no forno; RRA –
resfriamento rápido em água; TA – temperatura ambiente.
33
Com o objetivo de se obter uma elevada taxa de resfriamento na têmpera em
água, confeccionou-se um recipiente cilíndrico de PVC com 75 mm de diâmetro e 1 m
de altura, com capacidade de armazenar um volume de 4,42 litros de água. Um
resfriamento brusco foi obtido porque a amostra jogada no recipiente teve que cruzar o
volume de água na temperatura ambiente para atingir o fundo (Figura 11).
Figura 11 - Tratamento térmico de têmpera em água.
No procedimento do par de Amostra 2 houve somente a têmpera, ou
simplesmente quenching, sendo levada até a temperatura de austenização de 900ºC,
acima da linha A3, estabilizada por 30 minutos e em seguida realizada a têmpera como
mostra o esquema da Figura 12.
Nos procedimentos seguintes, ocorreu o tratamento na zona crítica sendo
realizado de duas formas diferentes: ‘Step quenching’ e ‘Intercritical quenching’.
Recipiente
com água
Amostra
aquecida

34
Figura 12 - Esquema demonstrativo do procedimento de têmpera do par de amostra 2.
Os pares de amostras 4, 6 e 8 passaram pelo tratamento de homogeneização da
temperatura no campo austenítico por 30 minutos, resfriada em forno até a temperatura
intercrítica de têmpera por 30 minutos e em seguida temperada sobre uma elevada taxa
de resfriamento, sendo este o ‘Step quenching’ como mostra a figura 13.
Figura 13 - Esquema demonstrativo do procedimento de têmpera dos pares de amostras 4, 6 e 8.

35
Os pares de amostras 3, 5 e 7 não passaram pela temperatura do campo
austenítico, foram aquecidas somente até a temperatura intercrítica de têmpera por 30
minutos e em seguida foi realizada a têmpera sobre uma elevada taxa de resfriamento,
sendo este procedimento o ‘Intercritical quenching’ como mostrado na figura 14.
Figura 14 - Esquema demonstrativo do procedimento de têmpera dos pares de amostras 3, 5 e 7.
3.4 CARACTERIZAÇÃO MICROESTRUTURAL
a) Corte e identificação
Todas os 8 pares de amostras foram novamente submetidas ao corte como
descrito anteriormente, sendo que cada par forneceu uma amostra de 0,5 cm de
comprimento e representada pelo número de cada par.
b) Embutimento
Após o tratamento térmico, as amostras foram embutidas a frio com resina
acrílica a fim de facilitar a preparação das superfícies para análise da microestrutura.

36
Para preparar a resina foi usado um de cano PVC como molde com 35 mm de
comprimento e 22 mm diâmetro interno que foi fixado por cola numa superfície plana e
após 1 hora, no interior do mesmo, foi aplicado um desmoldante com auxílio de um
pincel. A peça a ser analisada foi colocada no centro do molde com a face de interesse
voltada para baixo. Em um Becker foram misturados 10ml de resina acrílica e 10 gotas
de catalisador mexendo-os rapidamente com uma espátula durante 20 seg. Depois a
solução foi inserida no molde até completar todo o seu volume. O tempo de cura da
resina foi de aproximadamente 2h. Entretanto, a desmoldagem foi realizada após 24h
para garantir que o processo de endurecimento foi completo.
c) Lixamento
As amostras foram lixadas em uma lixadeira fixa manual a fim de retirar todos os
riscos e imperfeições, utilizando lixas d’água de carbeto de silício de 100, 220, 320,
400, 600 e 1200 mesh.
d) Polimento
A finalidade do polimento é obter uma superfície plana, livre de riscos e com uma
alta refletividade. Neste trabalho as amostras foram polidas com pasta de diamante
1µm em uma politriz da FORTEC, modelo PLF e com velocidade de 125 rpm.
e) Ataque químico
Os efeitos nas propriedades mecânicas dos aços multifásicos, tornaram o exame
metalográfico uma necessidade para se compreender as relações microestruturais com
as suas propriedades. Para revelar características de microestruturas específicas,
numerosos métodos de ataque têm sido desenvolvidos, dos quais, os ataques químicos
são os mais amplamente utilizados. O ataque induz a dissolução seletiva ou
descoloração ordenada das fases presentes. Assim, após o polimento as superfícies
foram atacadas quimicamente com uma solução de 2% de H2NO3 em álcool etílico
(reagente Nital 2%) para revelação das microestruturas. As faces polidas foram imersas
por até 8 segundos e lavadas em seguida, secando-as com algodão umedecido em
álcool.

37
f) Análise microestrutural
As amostras foram observadas com o auxílio de um microscópio óptico
metalográfico OLYMPUS BX 51, com aumentos de 100 a 1000X e captação digital de
imagens com resolução de 1,3 Mpixels. Com o software de análise de imagens (Motic
Image Plus 2.0) calcula a porcentagem de fases por segmentação a partir do contraste
claro/escuro da imagem. Além disso, foi possível, após calibração, medir os
componentes microestruturais em qualquer direção.
3.5 ENSAIOS DE MICRODUREZA
As amostras preparadas no item 6.3 foram utilizadas também para se obter a
microdureza Vickers através do microdurômetro TimeGroup-MHV2000 com um
penetrador piramidal de diamante ( Vickers).
Foram utilizadas duas cargas, de 10 g (afim de encontrar a dureza da fase específica) e
1000 g (afim de encontrar a dureza da superfície com várias fases ao mesmo tempo),
tendo 10 impressões por cada amostra com o objetivo de se analisar a fase enegrecida
e o conjunto de fases presentes ao mesmo tempo, respectivamente.
3.6 ENSAIO DE TRAÇÃO
a) Corte e identificação
As dezesseis amostras foram novamente submetidas ao corte como descrito no
item 3.2 em 5 cm de comprimento e identificadas de acordo com a numeração de cada
par conforme a Figura 13.
b) Usinagem
As amostras foram encaminhadas a um torneiro para efetuar o trabalho de
usinagem de acordo com a norma ASTM - E 8M – 00b Métrico, para corpos de prova
padrão para ensaios de tração, que conforme suas dimensões iniciais se enquadrou no
tamanho proporcional do padrão de número 4 como demonstrado pela Figura 13.

38
Figura 15 - Dimensões proporcionais do pino de leitura do teste de tração recomendado pela norma
ASTM - E 8M – 00b Métrico, 2001. Em destaque, no quadrado, o utilizado no procedimento deste
trabalho.
c) Ensaio
Os ensaios de tração foram realizados de acordo com a norma ASTM E8M, no
Laboratório de Ensaios Mecânicos e Destrutivos da Faculdade de Engenharia de
Materiais do Campus 2 da UFPA em Marabá. O equipamento utilizado foi uma
máquina de tração modelo EMIC DL 10000, eletromecânica, equipada com uma célula
de carga para 100 kN. A velocidade de deslocamento do cabeçote foi de 10 mm/min.
Foram analisados os seguintes parâmetros no ensaio de tração:
I Limite de escoamento, determinado pelo método offset a 0,2% em função da
curva tensão-deformação, nas condições que apresentarem escoamento contínuo;
II Alongamento, calculado por meio de da variação em percentagem do
comprimento da região útil do corpo-de-prova, logo após seu rompimento.
39
3.7 ENSAIO DE IMPACTO (CHARPY)
a) Corte e identificação
As dezesseis amostras ficaram com 5,5 cm de comprimento após o item 3.4-a,
não havendo necessidade de corte. Assim, as mesmas foram identificadas de acordo
com a numeração de cada par conforme a Tabela 1.
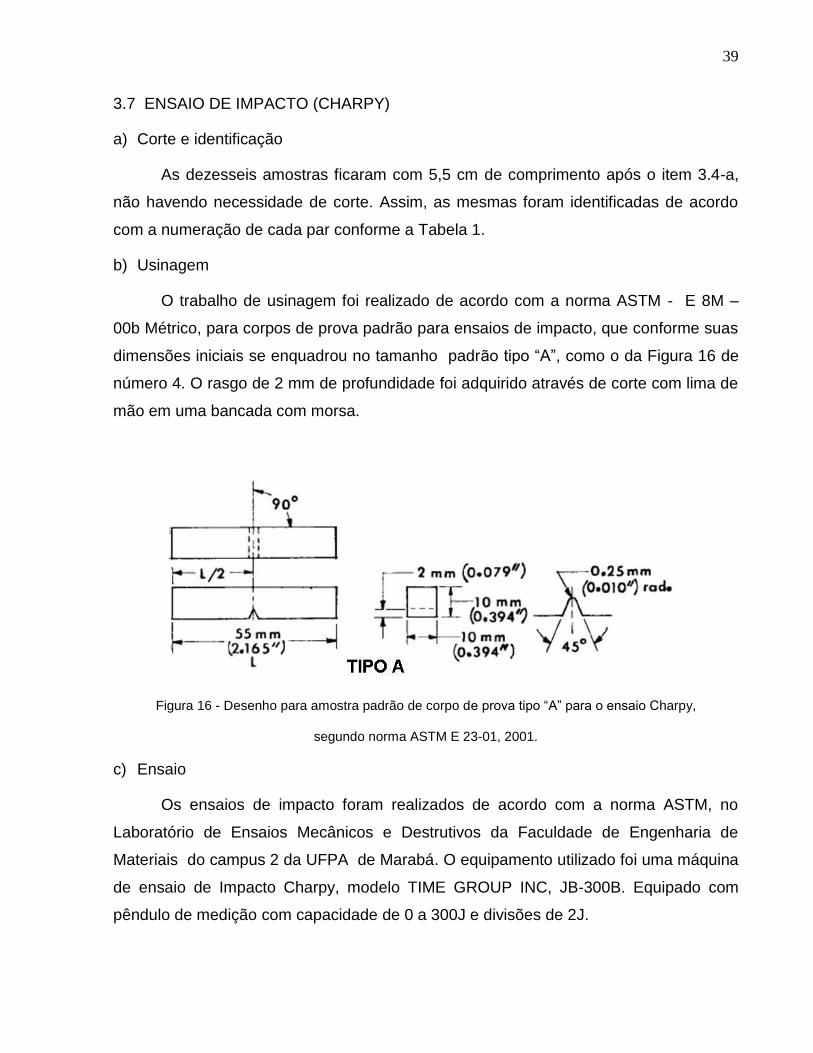
b) Usinagem
O trabalho de usinagem foi realizado de acordo com a norma ASTM - E 8M –
00b Métrico, para corpos de prova padrão para ensaios de impacto, que conforme suas
dimensões iniciais se enquadrou no tamanho padrão tipo “A”, como o da Figura 16 de
número 4. O rasgo de 2 mm de profundidade foi adquirido através de corte com lima de
mão em uma bancada com morsa.
Figura 16 - Desenho para amostra padrão de corpo de prova tipo “A” para o ensaio Charpy,
segundo norma ASTM E 23-01, 2001.
c) Ensaio
Os ensaios de impacto foram realizados de acordo com a norma ASTM, no
Laboratório de Ensaios Mecânicos e Destrutivos da Faculdade de Engenharia de
Materiais do campus 2 da UFPA de Marabá. O equipamento utilizado foi uma máquina
de ensaio de Impacto Charpy, modelo TIME GROUP INC, JB-300B. Equipado com
pêndulo de medição com capacidade de 0 a 300J e divisões de 2J.

40
3.8. ANÁLISE QUÍMICA
a) Corte
Da barra foi retirada uma amostra de 3cm de comprimento. Em seguida foi
utilizado uma prensa de 20 toneladas de capacidade máxima afim de aumentar a área
da secção da amostra.
b) Embutimento
Após a prensagem, a amostra foi embutida conforma o item 3.4-b.
c) Lixamento
As amostras foram lixadas em uma lixadeira fixa manual a fim de retirar as
imperfeições, utilizando lixa d’água de carbeto de silício de 100 mesh.
d) Ensaio
A análise química foi feita pelo laboratório da empresa Sinobrás S.A., a qual
utilizou um espectrômetro de Emissão óptica ARL 3460 Thermo Cientific.

41
4. RESULTADOS E DISCUSSÕES
O resultado da análise química é apresentado na Tabela 2 e de acordo com
ASM HANDBOOK, pode ser classificado como um aço 1012. Em função de ser um aço
de baixa liga e também baixo Mn, proporciona um menor custo de produção para sua
elaboração na aciaria.
Tabela 2 - Análise química do aço estudado, feita através do espectrômetro de Emissão óptica da
empresa Siderúrgica do Norte do Brasil S.A., SINOBRAS.
Carbono Manganês Silício Níquel Titânio Vanádio Molibdênio
0,11 0.58 0,14 0,043 0,001 0,002 0,012
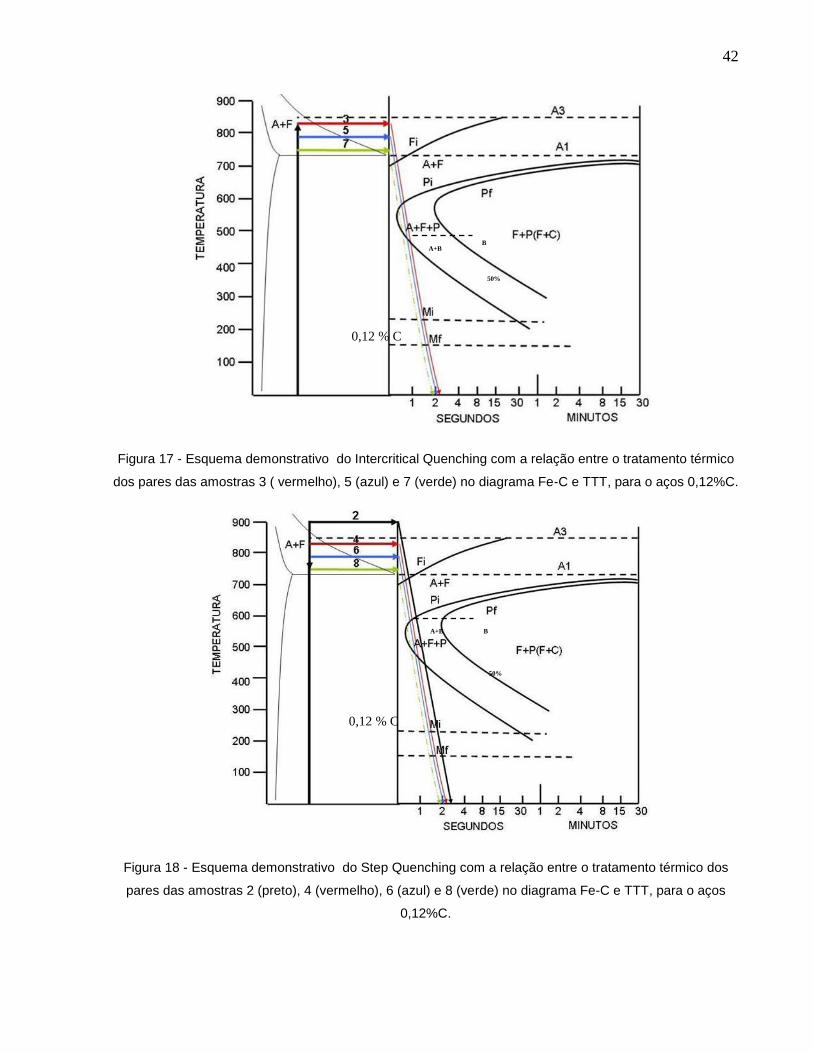
Para o caso de tratamento térmico, o teor de carbono encontrado força o
deslocamento das curvas do diagrama TTT para a esquerda como estimado na Figura
17 e 18 representando o ‘Intercritical Quenching’ e o ‘Step Quenching’. Desta forma, à
medida que se aumenta a temperatura de têmpera, aumenta na mesma proporção a
presença de outras fases dificultando a obtenção de estrutura martensítica. Analisando
o esquema, pode-se prever a presença de fases na fase endurecida, tais como ferrita,
perlita fina, bainita e por fim a martensita. Contudo, existe a variação de quantidade de
cada uma das fases, sendo percebido o aumento de fase como martensita para a
temperatura menor de tempera, como as das Amostras 7 e 8 indicadas nas Figuras 17
e 18 respectivamente. Pois a medida que as retas de resfriamento de cada amostra se
colocam mais a esquerda, maior a possibilidade de haver presença de autenita para a
formação de martensita.
42
Figura 17 - Esquema demonstrativo do Intercritical Quenching com a relação entre o tratamento térmico
dos pares das amostras 3 ( vermelho), 5 (azul) e 7 (verde) no diagrama Fe-C e TTT, para o aços 0,12%C.
Figura 18 - Esquema demonstrativo do Step Quenching com a relação entre o tratamento térmico dos
pares das amostras 2 (preto), 4 (vermelho), 6 (azul) e 8 (verde) no diagrama Fe-C e TTT, para o aços
0,12%C.
0,12 % C
0,12 % C
A+B B
50%
A+B B
50%

43
As microestruturas resultantes dos procedimentos realizados, na Tabela 1, são
mostradas na Figura 19. Suas microestruturas consistem de fase clara e escura
homogeneamente distribuída. A microestrutura 1 da Figura 19 é composta por ferrita
(fase clara) e perlita (fase escura), enquanto que todas as outras amostras, que
passaram por tratamento térmico, apresentam duas fases bem distintas: ferrita (fase
clara) e fase endurecida (fase escura). Entretanto, a morfologia e o tamanho das fases
são bem diferentes em relação ao caminho do tratamento térmico realizado.
A microestrutura da Amostra 2, da Figura 19, é uma fase temperada disposta
homogeneamente em toda a sua extensão. Avalia-se, ainda, que pelo diagrama TTT,
que possa existir martensita, bainita, perlita fina e ferrita, que se comprova pelo
diagrama TTT influenciado pelo baixo teor de carbono, Figura 17, sendo necessário o
uso de um microscópio eletrônico de varredura para melhor identificar suas fases.
No caso das amostras obtidas por ‘Intercritical quenching’ (microestrutura 3, 5 e
7 da figura 19, dispostas do lado esquerdo) de acordo com os procedimentos da tabela
1, a perlita localizada nos contornos de grãos ferríticos transformou-se em austenita que
posteriormente se transformaram numa fase diversa após a têmpera. Com o aumento
da temperatura intercrítica a região austenítica aumentou dando origem a uma rede
cada vez maior desta fase que permaneceu nos interstícios dos grãos ferríticos com
menor quantidade de carbono presente.
No caso das amostras obtidas por Step quenching (microestruturas 4, 6, e 8 da
Figura 19, dispostas do lado direito) de acordo com os procedimentos da Tabela 1,
grãos ferríticos nuclearam e cresceram durante o tempo de permanência na
temperatura intercrítica. Quanto menor a temperatura intercrítica, maior a quantidade e
tamanho do grão ferrítico formado e maior o teor de carbono retido na fase temperada.

44
Figura 19 – Microestruturas resultante dos procedimentos da Tabela 1, ataque nital 2%.
2
50 µm
1
3 4
6 5
7 8

45
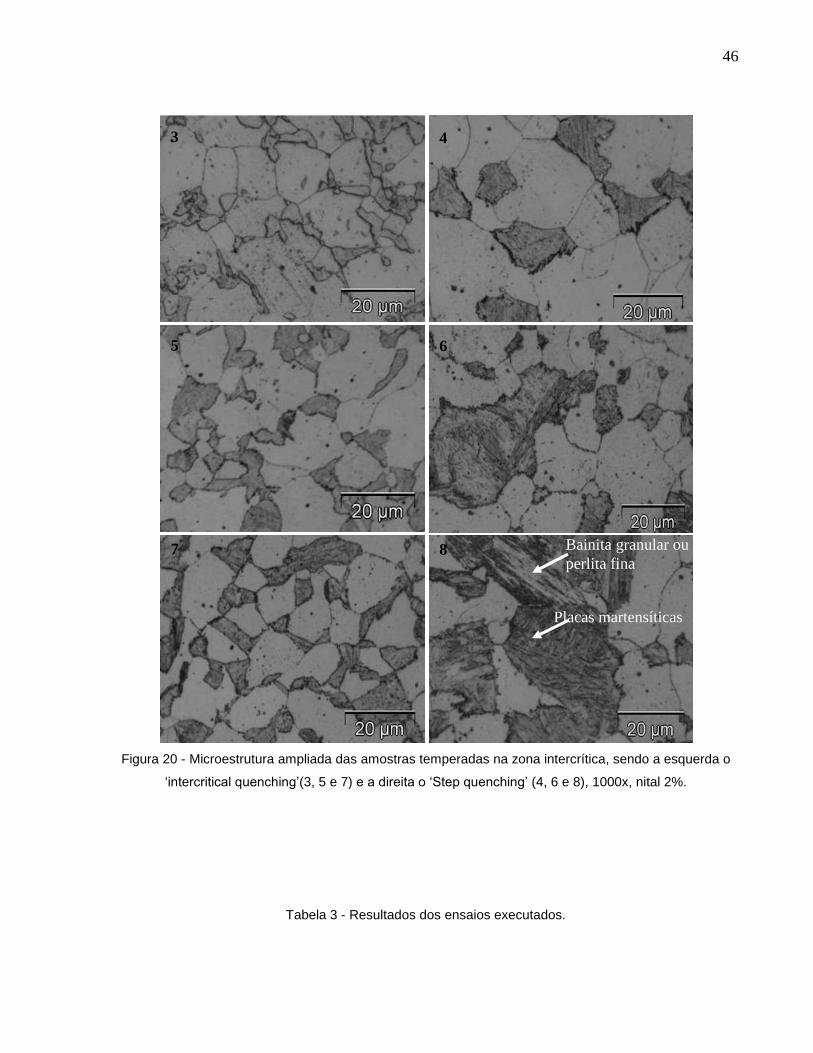
Uma visão mais detalhada das microestruturas é abordada na Figura 20 dando
ênfase às fases endurecidas pelo tratamento térmico, retrata a situação ilhas de fase
endurecida de cada procedimento, sendo lado esquerdo o ‘Intercritical Quenching’ e do
lado direito o ‘Step Quenching’. Nos dois procedimentos percebe-se na fase endurecida
uma grande semelhança de concentração de fase escura no início com sua diminuição
nas imagens seguintes, isto se deve a uma provável presença de fases não
martensíticas. Também é visível o aumento de fase escura à medida que se
apresentam as imagens, tendo com isto a redução da concentração de carbono à
medida que se aumenta a temperatura de têmpera.
Na imagem 7 da Figura 20, percebem-se nitidamente as placas martensíticas em
uma região majoritária na fase escura. Porém há a possibilidade de haver outros
constituintes não detectados ao microscópio óptico. A mesma situação é percebida na
imagem 8 da Figura 20, que com o aumento da fase escura privilegia mais a
observação da microestrutura quanto a estes aspectos anteriormente discutidos e ainda
a presença de regiões mais claras que seria provável presença de bainita granular ou
perlita fina em uma região martensítica não majoritária.
46
Figura 20 - Microestrutura ampliada das amostras temperadas na zona intercrítica, sendo a esquerda o
‘intercritical quenching’(3, 5 e 7) e a direita o ‘Step quenching’ (4, 6 e 8), 1000x, nital 2%.
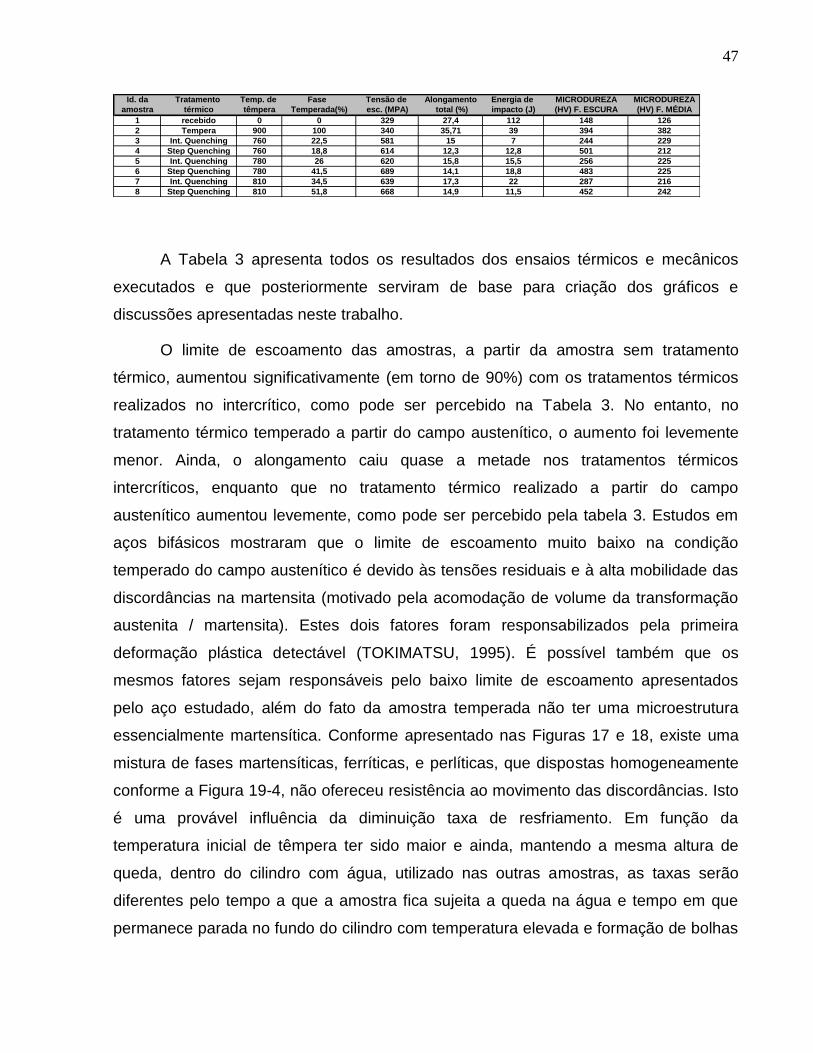
Tabela 3 - Resultados dos ensaios executados.
3
5
7
4
6
8 Bainita granular ou
perlita fina
Placas martensíticas
47
Id. da Tratamento Temp. de Fase Tensão de Alongamento Energia de MICRODUREZA MICRODUREZA
amostra térmico têmpera Temperada(%) esc. (MPA) total (%) impacto (J) (HV) F. ESCURA (HV) F. MÉDIA
1 recebido 0 0 329 27,4 112 148 126
2 Tempera 900 100 340 35,71 39 394 382
3 Int. Quenching 760 22,5 581 15 7 244 229
4 Step Quenching 760 18,8 614 12,3 12,8 501 212
5 Int. Quenching 780 26 620 15,8 15,5 256 225
6 Step Quenching 780 41,5 689 14,1 18,8 483 225
7 Int. Quenching 810 34,5 639 17,3 22 287 216
8 Step Quenching 810 51,8 668 14,9 11,5 452 242
A Tabela 3 apresenta todos os resultados dos ensaios térmicos e mecânicos
executados e que posteriormente serviram de base para criação dos gráficos e
discussões apresentadas neste trabalho.
O limite de escoamento das amostras, a partir da amostra sem tratamento
térmico, aumentou significativamente (em torno de 90%) com os tratamentos térmicos
realizados no intercrítico, como pode ser percebido na Tabela 3. No entanto, no
tratamento térmico temperado a partir do campo austenítico, o aumento foi levemente
menor. Ainda, o alongamento caiu quase a metade nos tratamentos térmicos
intercríticos, enquanto que no tratamento térmico realizado a partir do campo
austenítico aumentou levemente, como pode ser percebido pela tabela 3. Estudos em
aços bifásicos mostraram que o limite de escoamento muito baixo na condição
temperado do campo austenítico é devido às tensões residuais e à alta mobilidade das
discordâncias na martensita (motivado pela acomodação de volume da transformação
austenita / martensita). Estes dois fatores foram responsabilizados pela primeira
deformação plástica detectável (TOKIMATSU, 1995). É possível também que os
mesmos fatores sejam responsáveis pelo baixo limite de escoamento apresentados
pelo aço estudado, além do fato da amostra temperada não ter uma microestrutura
essencialmente martensítica. Conforme apresentado nas Figuras 17 e 18, existe uma
mistura de fases martensíticas, ferríticas, e perlíticas, que dispostas homogeneamente
conforme a Figura 19-4, não ofereceu resistência ao movimento das discordâncias. Isto
é uma provável influência da diminuição taxa de resfriamento. Em função da
temperatura inicial de têmpera ter sido maior e ainda, mantendo a mesma altura de
queda, dentro do cilindro com água, utilizado nas outras amostras, as taxas serão
diferentes pelo tempo a que a amostra fica sujeita a queda na água e tempo em que
permanece parada no fundo do cilindro com temperatura elevada e formação de bolhas

48
ao redor. Além disto, em função da baixa quantidade de carbono em solução na
estrutura austenítica, provavelmente resultou uma quantidade mínima de tensões
residuais que prejudicasse a mobilidade das discordâncias. Ainda, existe a influência de
distribuições preferenciais de ferrita entre as estruturas formadas e a não existência de
contornos de grão que diminuem a resistência ao movimento das discordâncias.
Foi utilizado a regra da alavanca no diagrama Fe-C, encontrando para fração de
austenita presente nas temperaturas de 760, 780 e 810 o percentual de 17, 21 e 29
respectivamente.
O percentual de fase temperada para todas as amostras e o cálculo da regra da
alavanca no diagrama Fe-C são os indicados na Figura 21. De maneira geral, quanto
maior a temperatura de têmpera, maior a fase endurecida, porém menor a quantidade
de martensita. Além da quantidade de fase temperada ser em média 35% maior para as
amostras do ‘Step Quenching’, procedimento da Figura 16. Isto ocorreu na mesma alta
temperatura de têmpera porque as amostras temperadas no resfriamento não tiveram
tempo para haver a dissociação completa da ferrita por difusão da fase austenítica,
enquanto nas amostras do ‘Intercritical Quenching’ a ferrita possuía o tamanho
proporcional aos de origem, ou seja, a da amostra sem têmpera.
Variação de percentual de fase temperada x temperatura de
têmpera
0
10
20
30
40
50
60
70
80
90
100
750 770 790 810 830 850 870 890 910Temperatura ºC
Intercritical quenching Step quenching Regra da alavanca
Percen
tu
al, %

49
Figura 21 – Resultado do cálculo de percentual de fase escura (temperada) nas microestruturas
apresentadas na Figura 17 em relação à temperatura de têmpera.
Como foi relatado as amostras temperadas intercriticamente, apresentaram um
limite de escoamento bem superior. Porém, os maiores valores de tensão de
escoamento foram obtidos para amostras do ‘Step Quenching’ como percebido na
Figura 22, provavelmente devido aos maiores teores de fase temperada. Enquanto que
as amostras do ‘Intercritical Quenching’ apresentaram maior alongamento (Figura 23),
devido ao maior quantidade de grãos de ferrita. Entretanto, o alongamento aumentou
com o percentual de fase endurecida, sendo mais nítido para o ‘Intercritical Quenching’
como mostrado na Figura 24. Isto comprova que, à medida em que se aumenta a fase
endurecida, diminui a quantidade de martensita presente e aumenta a possibilidade de
haver ferrita e fases intermediárias.
Limite de escoamento x percentual de fase
endurecida
560
580
600
620
640
660
680
700
0 10 20 30 40 50 60Percentual %
Intercritical quenching Step quenching
Lim
ite d
e e
sco
am
en
to, M
Pa
Figura 22 - Limite de escoamento do ensaio de tração em função do percentual de fase
endurecida a 30ºC.

50
Variação de alongamneto durante o ensaio de tração em relação a
temperatura de têmpera
0
5
10
15
20
25
30
35
40
750 775 800 825 850 875 900 925Temperatura ºC
Intercritical quenching Step quenching
Alo
ng
am
en
to
to
ta
l, %
Figura 23 – Variação do alongamento durante o ensaio de tração realizado a
temperatura ambiente de 30ºC.
Alongamento total x percentual de fase endurecida
10
11
12
13
14
15
16
17
18
0 10 20 30 40 50 60Percentual %
Intercritical quenching Step quenching
Alo
ng
am
en
to t
ota
l, %
Figura 24 - Alongamento total do ensaio de tração a 30º C em função
do percentual de fase endurecida.

51
Os ensaios de impacto foram realizados com o intuito de estabelecer uma
correlação entre a microestrutura do material e sua tenacidade. A Figura 25 mostra o
comportamento do resultado do ensaio de impacto realizado. Percebe-se uma queda
brusca na resistência ao impacto entre a amostra não temperada e as temperadas, que
é em função da perda de tenacidade devido à provável presença de fase temperada
frágil.
Estas, quando presentes com maior concentração de carbono, favoreceram a
presença de martensita e consequentemente maior quantidade desta fragilizou o
material, como pode ser visto na Figura 25, que à medida que se aumenta a
temperatura de têmpera aumenta a resistência ao impacto, pois a concentração de
carbono diminuiu.
Estudos realizados por YAZICI (2003), segundo GALLO, 2006, em aços bifásicos
com frações volumétricas diferenciadas mostraram o quanto elas influênciam em sua
tenacidade com o aumento ou diminuição da temperatura do ensaio, e assim pôde-se
evidenciar a seguinte afirmação: que para aços bifásicos, quanto maior a fração
volumétrica de martensita, maior será sua tenacidade a baixas temperaturas.
Então, como na Figura 26 mostra os resultados relacionados com a fração da
fase endurecida, percebe-se este aumento para os dois procedimentos. Então é
permitido dizer que os resultados estão coerentes.
Além disto, as amostras do ‘Step Quenching’ tiveram uma resistência maior do
que as amostras do ‘Intercritical Quenching’. Isto se explica pelo fato da maior
concentração de carbono na fase endurecida, quanto maior a fase menor concentração
de carbono, havendo maior probabilidade de haver fase martensítica presente e,
portanto, mais frágil.

52
Variação da resistência ao impacto em relação a temperatura de
têmpera
-20
0
20
40
60
80
100
120
0 100 200 300 400 500 600 700 800 900 1000
Temperatura ºC
Intercritical Quenching Step quenching
Resis
tên
cia
ao
im
pacto
, J
Figura 25 - Resultado do ensaio de impacto Charpy, realizado a temperatura ambiente de 30ºC.
Resistência ao impacto x percentual de fase
endurecida
0
5
10
15
20
25
0 10 20 30 40 50 60Percentual %
Intercritical quenching Step Quenching
Resis
tên
cia
ao
imp
acto
, J
Figura 26 - Resultado do ensaio de impacto Charpy, realizado a temperatura ambiente de 30ºC.

53
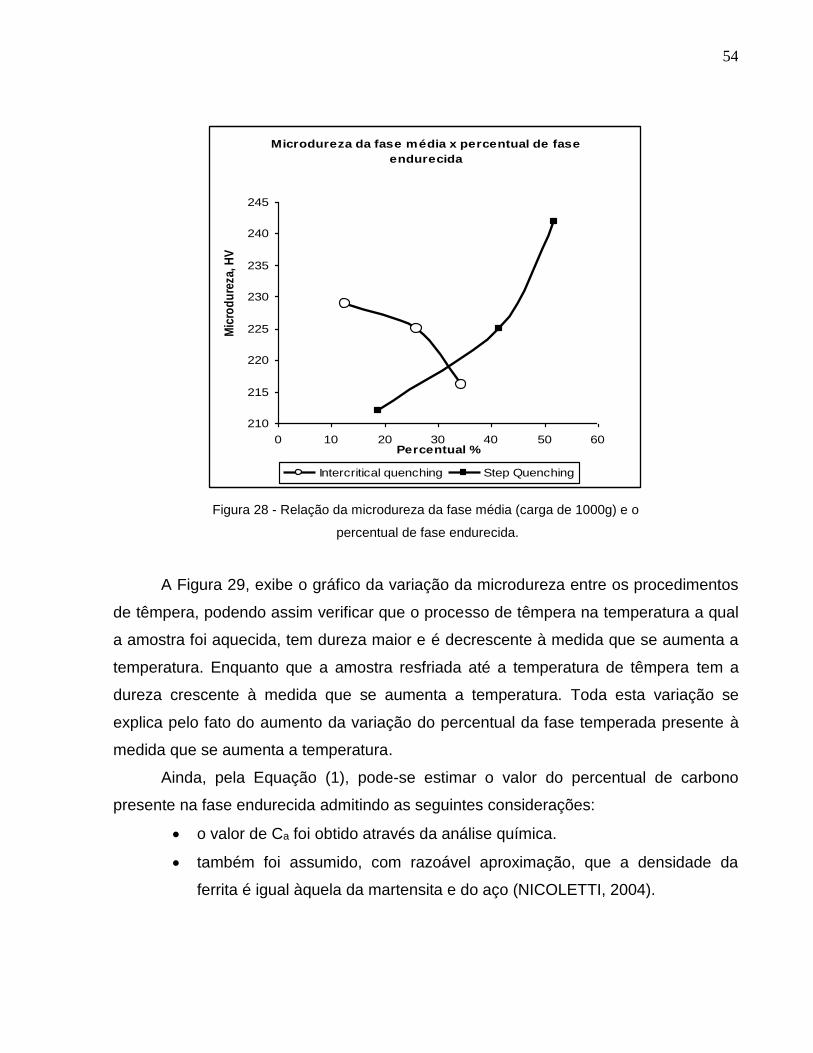
A microdureza realizada a temperatura ambiente é apresentada por duas figuras. A
primeira foi com o gráfico da variação da microdureza em função da temperatura de
têmpera e tipo de fase medida, Figura 27. Este mostra que a dureza da fase
endurecida, a qual varia ao longo das amostras, não interfere significativamente na
dureza média. Isto provavelmente, se deve a alta fração volumétrica da fase ferrítica
que possui baixa dureza (PINTO, 1996). Porém na Figura 28, com uma ampliação dos
dados, percebe-se uma variação entre os procedimentos, no caso do ‘Intercritical
Quenching’, no qual a microdureza é decrescente a medida que se aumenta o
percentual de fase endurecida enquanto que no ‘Step Quenching’ o processo é inverso.
Este fato se explica pela fase endurecida no ‘Intercritical Quenching’, que tem
percentual volumétrico muito menor do que a ferrita para se alterar a microdureza
média, enquanto que no ‘Step quenching’ acontece exatamente o contrário, porém a
maior dissolução de carbono na fase não permite que a diferença seja significativa.
Variação de microdureza entre procedimentos
0
100
200
300
400
500
600
750 760 770 780 790 800 810 820Temperatua de têmpera, ºC
Fase endurecida - Intercritical quenching Fase endurecida - Step quenching
Fase média - Step quenching Fase média - Intercritical quenching
Micro
du
reza, V
H
Figura 27 - Resultado do ensaio de microdureza realizado em função de temperatura de têmpera, sendo
a fase média a dureza de várias fases medidas ao mesmo tempo na identação com carga de 1000 g e a
fase endurecida com carga de 10 g.
54
Microdureza da fase média x percentual de fase
endurecida
210
215
220
225
230
235
240
245
0 10 20 30 40 50 60Percentual %
Intercritical quenching Step Quenching
Mic
rod
ure
za, H
V
Figura 28 - Relação da microdureza da fase média (carga de 1000g) e o
percentual de fase endurecida.
A Figura 29, exibe o gráfico da variação da microdureza entre os procedimentos
de têmpera, podendo assim verificar que o processo de têmpera na temperatura a qual
a amostra foi aquecida, tem dureza maior e é decrescente à medida que se aumenta a
temperatura. Enquanto que a amostra resfriada até a temperatura de têmpera tem a
dureza crescente à medida que se aumenta a temperatura. Toda esta variação se
explica pelo fato do aumento da variação do percentual da fase temperada presente à
medida que se aumenta a temperatura.
Ainda, pela Equação (1), pode-se estimar o valor do percentual de carbono
presente na fase endurecida admitindo as seguintes considerações:
o valor de Ca foi obtido através da análise química.
também foi assumido, com razoável aproximação, que a densidade da
ferrita é igual àquela da martensita e do aço (NICOLETTI, 2004).

55
Assim, adquiriu-se a Figura 30, a curva do ‘Step Quenching’ possui menor
concentração de carbono do que do ‘Intercritical Quenching’. Ainda, de forma geral os
dois procedimentos forneceram microestruturas com menor teor de carbono do que o
esperado pela regra da alavanca, pois a influência principal, para tal fato, é o tamanho
da fase que quando aumenta, diminui o percentual de carbono. Ou seja, a
microestrutura do ‘Step Quenching’ possui maior fração volumétrica do que do outro
procedimento, esperando assim, que a fração volumétrica de fase endurecida da
calculada regra da alavanca seja menor devido ao menor tempo de exposição a
temperatura elevada.
Variação de microdureza entre procedimentos p/ têmpera
0
100
200
300
400
500
600
750 775 800 825 850 875 900 925
Temperatura ºC
Intercritical quenching Step quenching
Mic
rod
ure
za
, V
H
Figura 29 - Resultado do ensaio de microdureza da fase (carga de 10 g) realizado em função das
temperaturas de têmpera na fase escura.

56
Percentual de carbono x temperatura de têmpera
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
750 775 800 825 850 875 900 925Temperatura ºC
Regra da alavanca Intercritical quenching Step quenching
% d
e carb
on
o
Figura 30 - Estimativa do percentual de carbono na fase endurecida através da equação (1) e regra da
alavanca no diagrama Fe-C.
Apesar dos resultados alcançados terem revelado microdureza ascendente
proporcional ao percentual de fase endurecida no caso de amostras do ‘Intercritical
Quenching’, percebe-se um desempenho decrescente para o caso das amostras
temperadas no ‘Step Quenching’ conforme pode ser visto na figura 31. Isto se deve ao
grande percentual de fase endurecida que possui cada vez menos carbono causando
um efeito de aumento do surgimento de fases mais dúcteis como a bainita, ferrita e
perlita fina causando este efeito descendente. Enquanto que no ‘Intercritical Quenching’
devido ao baixo volume de fase endurecida a concentração de carbono é maior,
influenciando sobre a dureza com a menor formação de fases dúcteis.

57
Microdureza da fase x percentual de fase
endurecida
200
250
300
350
400
450
500
550
0 10 20 30 40 50 60
Percentual %
Intercritical quenching Step quenching
Mic
rod
ure
za, V
H
Figura 31 - Relação da Microdureza com o percentual de fase endurecida (carga de 10g) pelo tratamento
térmico.

58
5. CONCLUSÕES
Com relação aos resultados obtidos, deve-se fazer as seguintes considerações:
1. A têmpera intercrítica, produziu uma microestrutura constituída de uma matriz
ferrítica envolvendo ilhas de fase temperada, supostamente martensita para
temperatura intercríticas inferior de têmpera;
2. O caminho do tratamento térmico realizado influencia diretamente na forma e
percentual das fases temperadas, consequentemente nas propriedades mecânicas;
3. A fase endurecida pelo tratamento térmico aumenta à medida que se aumenta a
temperatura de têmpera, sendo maior com menor concentração de carbono na fase;
4. A tempera a partir da região 100 % austenítica em aço baixo carbono não atribui
melhores propriedades mecânicas ao aço, perdendo especialmente resistência e
tenacidade.
5. As amostras de aços bifásicos apresentam os maiores valores de tensão de
escoamento em relação ao aço temperado e como recebido.
6. Os aços bifásicos possuem maior tenacidade quando possuem menor fração
volumétrica de martensita.
7. A fragilidade do material temperado é atribuída à fase endurecida pelo tratamento
térmico.
8. A fração volumétrica da fase permite calcular o percentual de carbono presente na
fase endurecida e assim, compará-las com um aço temperado no campo austenítico
com o mesmo teor de carbono.
9. Apesar de aços baixo carbono não serem aproveitados mecanicamente para
tratamento térmico, é possível detectar bom resultados para tratamentos térmicos
intercríticos.
Sendo assim, conclui-se que os aços bifásicos com ‘Step Quenching’ obtiveram
os melhores propriedades mecânicas comparando-se os conjuntos de fragilidade,
tenacidade e tensão de escoamento que os aços obtidos por ‘Intercritical Quenching’,
mostrando-se propenso para utilizações industriais onde se requer altas resistências e
relativa tenacidade.

59
REFERÊNCIAS BIBLIOGRÁFICAS
CHIAVERINI, VICENTE: Aços e Ferros Fundidos, ABM, 7ª edição, 2005.
CALLISTER Jr., W.D.: Ciência e Engenharia de Materiais, LTC, 5ª edição, 2002.
PEREIRA, M.,S.. Efeito do revenimento da martensita sobre o comportamento
em fadiga de um aço bifásico, Dissertação (Mestrado – Engenharia Mecânica),
Faculdade de Engenharia – Campus de Guaratinguetá, Universidade Estadual Paulista.
1992, pg135.
BHADESHIA, H. K. D. H.. Steels Microstructure and Properties. Elsevier, Third
edition, 2006.
NICOLETTI, JOSÉ CLAUDIO. Caracterização microestrutural e mecânica de
aços bifásicos de ultra-alta resistência com médio teor de carbono. Dissertação de
Mestrado, Engenharia Mecânica do Campus de Guaratinguetá, Universidade Paulista,
2004.
KRAUSS, GEORGE. Stells_Processing, struture, and performance. ASM
International, 2005.
REED-HILL, R. E. Physical metallurgy principles. PWS- publishing company, 3th
Edition, 1994.
ASM HANDBOOK. Heat Treating. By ASM International Handbook Committee.
Volume 4, 1991.
GALLO, G. BATELOCHI. Influência do tratamento térmico sobre a tenacidade
de um aço AISI SAE 1045 com médio teor de carbono, avaliada por ensaios de
impacto. Dissertação de Mestrado da Engenharia Mecânica. Faculdade de Engenharia
do Campus de Guaratinguetá –SP, 2006.
GUIMARÃES, V.A.. Influência da taxa de resfriamento nas propriedades
mecânicas e no micromecanismo de fratura de um aço microligado com Nióbio e
Titânio. Dissertação (Doutorado – Engenharia Mecânica), Faculdade Estadual de
Campinas – Faculdade de Engenharia Mecânica – Departamento de Engenharia de
Materiais, 1997.

60
TOKIMATSU, R.C. Influência dos parâmetros microestruturais e
procedimentos de ensaio, no comportamento mecânico de um aço ultra alta
resistência e baixa liga. Tese de doutorado, Faculdade de Engenharia Mecânica da
universidade de Campinas, São Paulo, 1995.
PINTO, T. BRANDÃO. Propriedades mecânicas de um aço baixo carbono
microligado com titânio e nióbio em algumas condições microesturais.
Dissertação de Mestrado. Universidade Estadual de Campinas, faculdade de
Engenharia Mecânica, 1996.