0200780 rev 0 migarc 3000 pt - eutectic castolin · tensão de alimentação (v) tensão de comando...
TRANSCRIPT
Equipamento MIG/MAG comcabeçote alimentador incorporado
MigArc 3000CÓDIGO : 0704403
MANUAL DO USUÁRIO / LISTA DE PARTES E PEÇAS

Página em branco
MigArc 30002

Equipamento MIG/MAG com
cabeçote alimentador incorporado
MigArc 3000
Índice
MANUAL DO USUÁRIO / LISTA DE PARTES E PEÇAS
MigArc 30003
01) Introdução - - - - - - - - - - - - - - - - - 05 / 06
11) Problemas e soluções - - - - - - - - - - - - 11 / 12
02) Descrição - - - - - - - - - - - - - - - - - 06
03) Medidas de segurança - - - - - - - - - - - 07
04) Fator de trabalho - - - - - - - - - - - - - - 07
05) Características técnicas - - - - - - - - - - - 08
06) Controles e componentes - - - - - - - - - - 08
07) Instalação - - - - - - - - - - - - - - - - - - 09 / 10
08) Operacão - - - - - - - - - - - - - - - - - - 10
09) Manutenção - - - - - - - - - - - - - - - - 10 / 11
10) Reparação - - - - - - - - - - - - - - - - - 11
12) Esquema elétrico - - - - - - - - - - - - - - 13
13) Peças de reposição - - - - - - - - - - - - - 14 / 15
-
4MigArc 3000
Página em branco

Os principais parâmetros do processo são:
- Tensão do arco - ajustada na fonte de energia.
- Intensidade de corrente - função da bitola do aramee da velocidade a ser ajustada no cabeçoteincorporado.
O conjunto MIG/MAG produzido pela Eutectic doBrasil e tratados neste manual é composto pelafonte modelo
Apreparação das juntas depende do tipo, tamanho eespessura do metal de base. Como em soldagemMIG/MAG e o metal de adição, ou seja, o eletrodocontínuo é o diâmetro inferior ao da alma de umeletrodo manual revestido, obtém-se um cordãomais estreito e penetrante do que este. Isto permiteseparações mais estreitas ou ângulos menosabertos dos chanfros (da ordem de 50% menos).Entretanto, espessuras relativamente finas, onde ajunção é feita de topo, não há diferença alguma.Devido à alta penetração do arco MIG/MAG muitasvezes é necessária a utilização de um mata-junta.
MigArc 3000 e Tocha TMN 300.
1.2 - Preparação das juntas
1.3 - Técnicas de soldagem
Existem basicamente dois tipos de transferênciametálica na soldagem MIG/MAG (Figura 3):
empregado em regimessuperiores a 22V de tensão de arco e 180 A decorrente de soldagem, isto permite:
- Potência elevada;
- Velocidade de deposição elevada;
- Grande penetração.
Obs.: Não trabalha em todas as posições.
1) SPRAY-ARC
Por meio de gotículas -
1) INTRODUÇÃO
1.1 - O processo MIG/MAG
O Processo MIG/MAG - Metal Inerte Gás/MetalAtivoGás - pertence à classe das soldagens a arcoelétrico sob proteção gasosa onde o consumível éum eletrodo contínuo, geralmente sólido e semrevestimento, alimentado por um cabeçote queregula a velocidade de alimentação em função doconsumo.
O processo proporciona as seguintes vantagens:
- Soldagem em todas as posições;
- Ausência de escória, reduzindo os custos de mão-de-obra;
- Mínimo de salpicos;
- Ótima aparência dos cordões, possibilitandopintura ou eletrodeposição sem preparaçãoadicional;
-Ausência de gases nocivos;
- Alto rendimento de deposição - 97% do eletrodo setransforma em cordão depositado;
- A velocidade de deposição é superior comparadaao eletrodo manual;
- Permite passos simples ou múltiplos a prova deraios-X e ultrasom;
- O mesmo equipamento pode soldar vários metais,bastando utilizar os parâmetros específicos paracada metal;
- Pouco empeno em peças de espessura reduzida;
-Arco visível;
- Menor custo final.
5
Figura 1 - O processo MIG/MAG
Figura 2 - Comparação da preparação de juntas paraeletrodo revestido e MIG/MAG.
BOCAL
BICO DE CONTATO
ELETRODO CONTÍNUOARCO
CORDÃO
GÁS DEPROTEÇÃO
METAL BASEELETRODO REVESTIDO
1,6mm 1,6mm
JUNTA DE TOPO S/CHANFRO
16m
m
16m
m
1-
2m
m
4,8
mm
4,8
mm
MIG / MAG
1-2 mm 1-2 mm1-
2m
m
30 - 60º60 - 80º
JUNTA DE TOPO S/CHANFRO
MigArc 3000
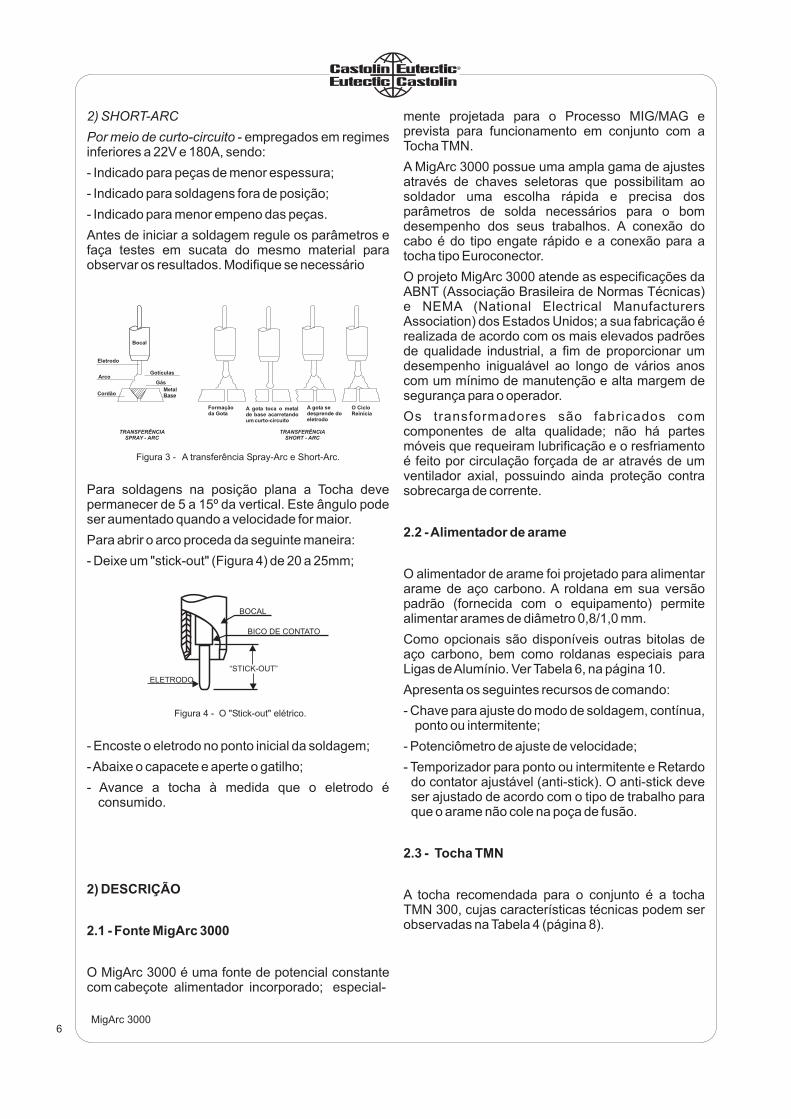
2) SHORT-ARC
Por meio de curto-circuito - empregados em regimesinferiores a 22V e 180A, sendo:
- Indicado para peças de menor espessura;
- Indicado para soldagens fora de posição;
- Indicado para menor empeno das peças.
Antes de iniciar a soldagem regule os parâmetros efaça testes em sucata do mesmo material paraobservar os resultados. Modifique se necessário
Para soldagens na posição plana a Tocha devepermanecer de 5 a 15º da vertical. Este ângulo podeser aumentado quando a velocidade for maior.
Para abrir o arco proceda da seguinte maneira:
- Deixe um "stick-out" (Figura 4) de 20 a 25mm;
- Encoste o eletrodo no ponto inicial da soldagem;
-Abaixe o capacete e aperte o gatilho;
- Avance a tocha à medida que o eletrodo éconsumido.
6
TRANSFERÊNCIASPRAY - ARC
Eletrodo
GotículasArco
Cordão
GásMetalBase
Bocal
TRANSFERÊNCIASHORT - ARC
Formaçãoda Gota
A gota sedesprende doeletrodo
O CicloReinicia
A gota toca o metalde base acarretandoum curto-circuito
Figura 3 - A transferência Spray-Arc e Short-Arc.
Figura 4 - O "Stick-out" elétrico.
BOCAL
BICO DE CONTATO
“STICK-OUT”
ELETRODO
mente projetada para o Processo MIG/MAG eprevista para funcionamento em conjunto com aTocha TMN.
A MigArc 3000 possue uma ampla gama de ajustesatravés de chaves seletoras que possibilitam aosoldador uma escolha rápida e precisa dosparâmetros de solda necessários para o bomdesempenho dos seus trabalhos. A conexão docabo é do tipo engate rápido e a conexão para atocha tipo Euroconector.
O projeto MigArc 3000 atende as especificações daABNT (Associação Brasileira de Normas Técnicas)e NEMA (National Electrical ManufacturersAssociation) dos Estados Unidos; a sua fabricação érealizada de acordo com os mais elevados padrõesde qualidade industrial, a fim de proporcionar umdesempenho inigualável ao longo de vários anoscom um mínimo de manutenção e alta margem desegurança para o operador.
Os transformadores são fabricados comcomponentes de alta qualidade; não há partesmóveis que requeiram lubrificação e o resfriamentoé feito por circulação forçada de ar através de umventilador axial, possuindo ainda proteção contrasobrecarga de corrente.
O alimentador de arame foi projetado para alimentararame de aço carbono. A roldana em sua versãopadrão (fornecida com o equipamento) permitealimentar arames de diâmetro 0,8/1,0 mm.
Como opcionais são disponíveis outras bitolas deaço carbono, bem como roldanas especiais paraLigas deAlumínio. Ver Tabela 6, na página 10.
Apresenta os seguintes recursos de comando:
- Chave para ajuste do modo de soldagem, contínua,ponto ou intermitente;
- Potenciômetro de ajuste de velocidade;
- Temporizador para ponto ou intermitente e Retardodo contator ajustável (anti-stick). O anti-stick deveser ajustado de acordo com o tipo de trabalho paraque o arame não cole na poça de fusão.
A tocha recomendada para o conjunto é a tochaTMN 300, cujas características técnicas podem serobservadas na Tabela 4 (página 8).
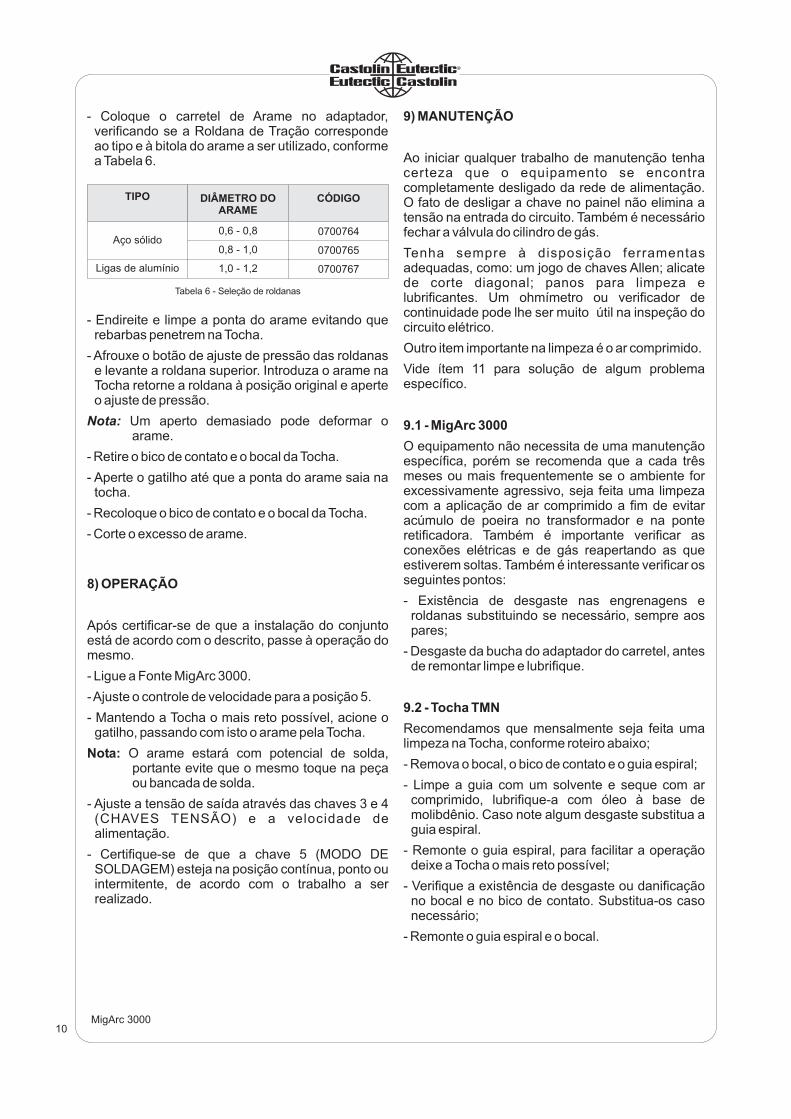
2.2 -Alimentador de arame
2.3 - Tocha TMN
2) DESCRIÇÃO
2.1 - Fonte MigArc 3000
O MigArc 3000 é uma fonte de potencial constantecom cabeçote alimentador incorporado; especial-
MigArc 3000
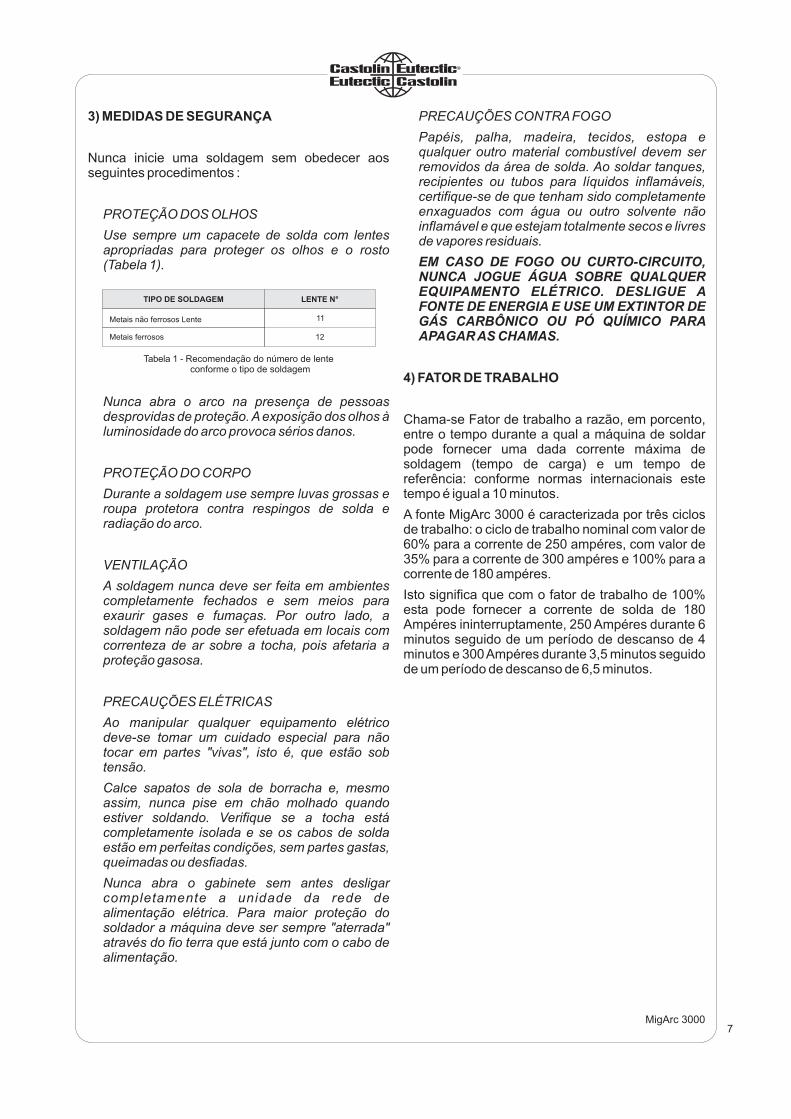
3) MEDIDAS DE SEGURANÇA
Nunca inicie uma soldagem sem obedecer aosseguintes procedimentos :
PROTEÇÃO DOS OLHOS
Use sempre um capacete de solda com lentesapropriadas para proteger os olhos e o rosto(Tabela 1).
Nunca abra o arco na presença de pessoasdesprovidas de proteção.Aexposição dos olhos àluminosidade do arco provoca sérios danos.
grossas eroupa protetora contra respingos de solda eradiação do arco.
Por outro lado, asoldagem não pode ser efetuada em locais comcorrenteza de ar sobre a tocha, pois afetaria aproteção gasosa.
Ao manipular qualquer equipamento elétricodeve-se tomar um cuidado especial para nãotocar em partes "vivas", isto é, que estão sobtensão.
Calce sapatos de sola de borracha e, mesmoassim, nunca pise em chão molhado quandoestiver soldando. Verifique se a tocha estácompletamente isolada e se os cabos de soldaestão em perfeitas condições, sem partes gastas,queimadas ou desfiadas.
Nunca abra o gabinete sem antes desligarcompletamente a unidade da rede dealimentação elétrica. Para maior proteção dosoldador a máquina deve ser sempre "aterrada"através do fio terra que está junto com o cabo dealimentação.
PROTEÇÃO DO CORPO
Durante a soldagem use sempre luvas
VENTILAÇÃO
A soldagem nunca deve ser feita em ambientescompletamente fechados e sem meios paraexaurir gases e fumaças.
PRECAUÇÕES ELÉTRICAS
LENTE N°
11
12
Metais não ferrosos Lente
Metais ferrosos
TIPO DE SOLDAGEM
Tabela 1 - Recomendação do número de lenteconforme o tipo de soldagem
PRECAUÇÕES CONTRAFOGO
Papéis, palha, madeira, tecidos, estopa equalquer outro material combustível devem serremovidos da área de solda. Ao soldar tanques,recipientes ou tubos para líquidos inflamáveis,certifique-se de que tenham sido completamenteenxaguados com água ou outro solvente nãoinflamável e que estejam totalmente secos e livresde vapores residuais.
EM CASO DE FOGO OU CURTO-CIRCUITO,NUNCA JOGUE ÁGUA SOBRE QUALQUEREQUIPAMENTO ELÉTRICO. DESLIGUE AFONTE DE ENERGIA E USE UM EXTINTOR DEGÁS CARBÔNICO OU PÓ QUÍMICO PARAAPAGARAS CHAMAS.
4) FATOR DE TRABALHO
Chama-se Fator de trabalho a razão, em porcento,entre o tempo durante a qual a máquina de soldarpode fornecer uma dada corrente máxima desoldagem (tempo de carga) e um tempo dereferência: conforme normas internacionais estetempo é igual a 10 minutos.
A fonte MigArc 3000 é caracterizada por três ciclosde trabalho: o ciclo de trabalho nominal com valor de60% para a corrente de 250 ampéres, com valor de35% para a corrente de 300 ampéres e 100% para acorrente de 180 ampéres.
Isto significa que com o fator de trabalho de 100%esta pode fornecer a corrente de solda de 180Ampéres ininterruptamente, 250 Ampéres durante 6minutos seguido de um período de descanso de 4minutos e 300Ampéres durante 3,5 minutos seguidode um período de descanso de 6,5 minutos.
MigArc 30007
8
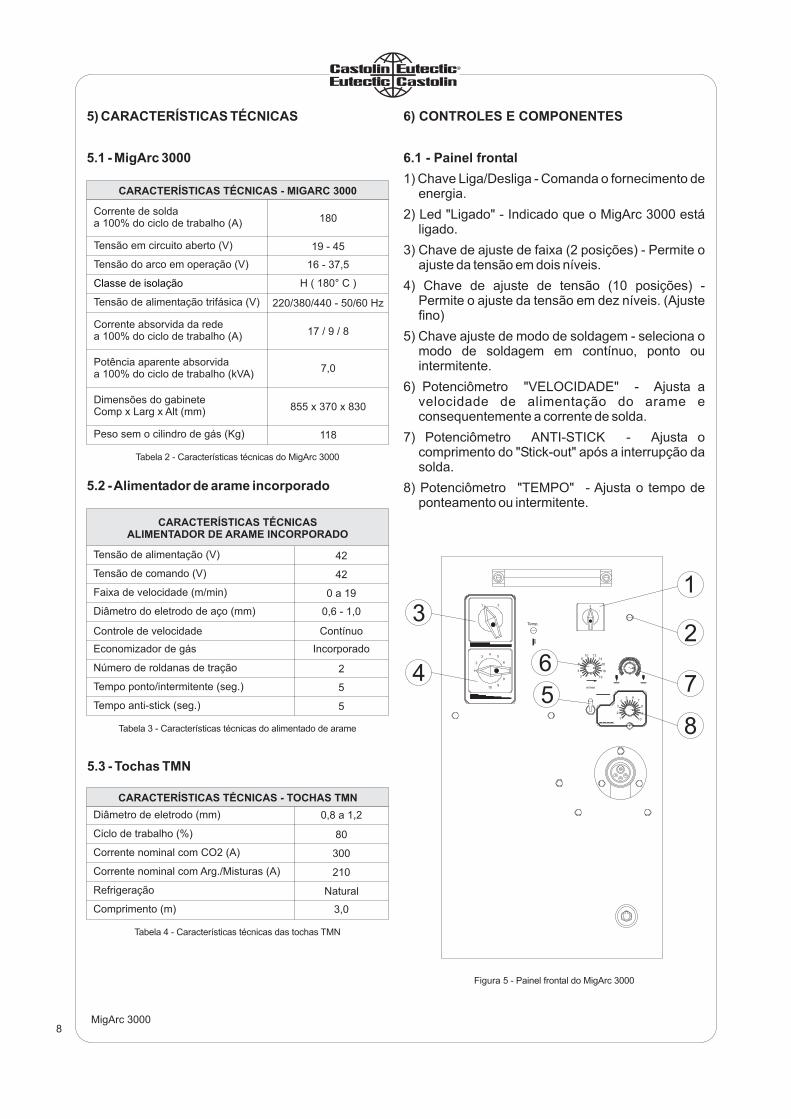
5) CARACTERÍSTICAS TÉCNICAS
5.1 - MigArc 3000
5.2 -Alimentador de arame incorporado
5.3 - Tochas TMN
Tensão de alimentação (V)
Tensão de comando (V)
Faixa de velocidade (m/min)
Diâmetro do eletrodo de aço (mm)
Controle de velocidade
Economizador de gás
Número de roldanas de tração
Tempo ponto/intermitente (seg.)
Tempo anti-stick (seg.)
42
42
0 a 19
0,6 - 1,0
Contínuo
Incorporado
2
5
5
CARACTERÍSTICAS TÉCNICASALIMENTADOR DE ARAME INCORPORADO
Tabela 3 - Características técnicas do alimentado de arame
Tabela 2 - Características técnicas do MigArc 3000
CARACTERÍSTICAS TÉCNICAS - MIGARC 3000
Tensão de alimentação trifásica (V)
Corrente de soldaa 100% do ciclo de trabalho (A)
Tensão em circuito aberto (V)
Tensão do arco em operação (V)
Classe de isolação
Corrente absorvida da redea 100% do ciclo de trabalho (A)
Potência aparente absorvidaa 100% do ciclo de trabalho (kVA)
Dimensões do gabineteComp x Larg x Alt (mm)
Peso sem o cilindro de gás (Kg)
220/380/440 - 50/60 Hz
180
19 - 45
16 - 37,5
H ( 180° C )
17 / 9 / 8
7,0
855 x 370 x 830
118
Tabela 4 - Características técnicas das tochas TMN
CARACTERÍSTICAS TÉCNICAS - TOCHAS TMN
0,8 a 1,2
80
300
210
Natural
3,0
Diâmetro de eletrodo (mm)
Ciclo de trabalho (%)
Corrente nominal com CO2 (A)
Corrente nominal com Arg./Misturas (A)
Refrigeração
Comprimento (m)
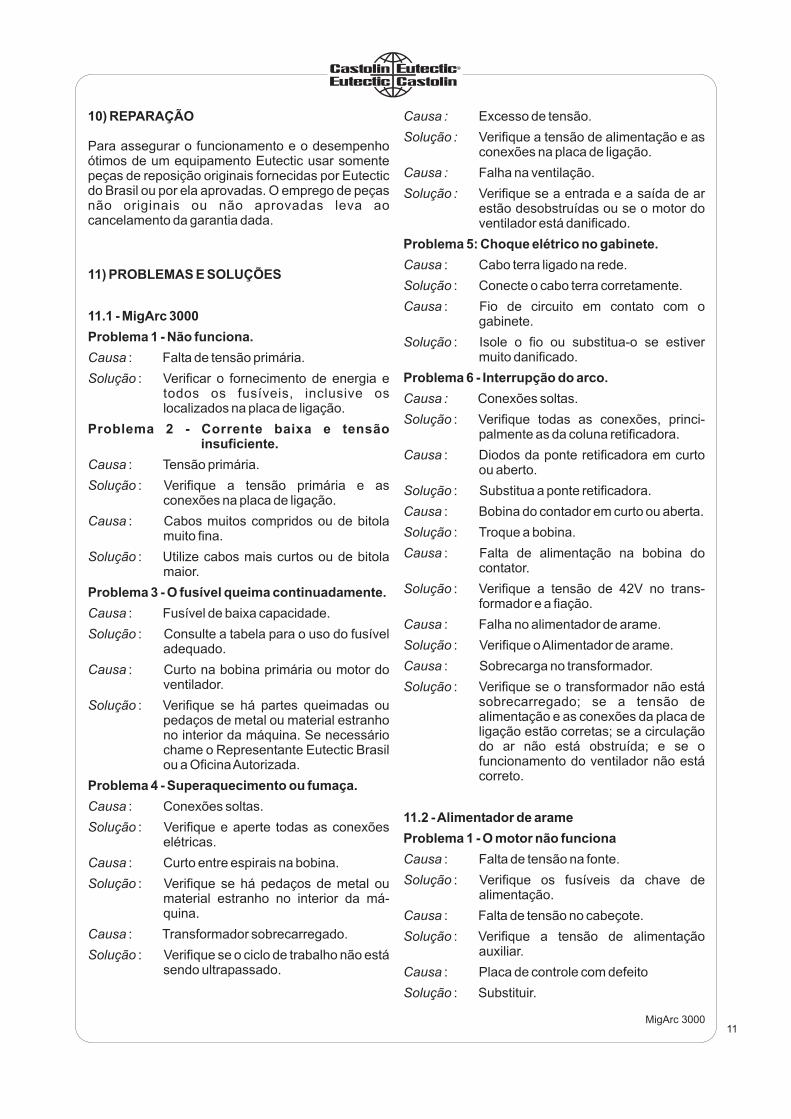
6) CONTROLES E COMPONENTES
6.1 - Painel frontal
1) Chave Liga/Desliga - Comanda o fornecimento deenergia.
2) Led "Ligado" - Indicado que o MigArc 3000 estáligado.
3) Chave de ajuste de faixa (2 posições) - Permite oajuste da tensão em dois níveis.
4) Chave de ajuste de tensão (10 posições) -Permite o ajuste da tensão em dez níveis. (Ajustefino)
5) Chave ajuste de modo de soldagem - seleciona omodo de soldagem em contínuo, ponto ouintermitente.
6) Potenciômetro "VELOCIDADE" - Ajusta avelocidade de alimentação do arame econsequentemente a corrente de solda.
7) Potenciômetro ANTI-STICK - Ajusta ocomprimento do "Stick-out" após a interrupção dasolda.
8) Potenciômetro "TEMPO" - Ajusta o tempo deponteamento ou intermitente.
Figura 5 - Painel frontal do MigArc 3000
910
8
3
1
2
5
6
4
Temp.
192
1
m/min
5
3
2
4
10
6
8
7
1410 12
4
6
8
18
16
1
01 2
1
23
45 7
8
6
9
MigArc 3000

9
7) INSTALAÇÃO
7.1 - Recebimento
ATENÇÃO !
7.2 - Local de trabalho
7.3 -Alimentação elétrica
Ao receber uma fonte MigArc 3000 retirar todo omaterial de embalagem em volta da unidade everificar a existência de eventuais danos quepossam ter ocorrido durante o transporte. Quaisquerreclamações relativas a danificação em trânsitodevem ser dirigidas à empresa transportadora.
Remover cuidadosamente todo material que possaobstruir a passagem do ar de refrigeração.
Caso a fonte MigArc 3000 não seja instalada deimediato, conservá-la na sua embalagem original ouarmazená-la em local seco e bem ventilado.
Vários fatores devem ser considerados ao sedeterminar o local de trabalho de uma máquina desoldar, de maneira a proporcionar uma operaçãosegura e eficiente. Uma ventilação adequada énecessária para a refrigeração do equipamento e asegurança do operador e a área deve ser mantidalimpa.
A Fonte deve ser colocada em lugar adequado, comlivre circulação de ar, porém sem correntes quepossam afetar o envoltório de gás de proteção àsaída do bocal da Tocha. A máquina deve serposicionada de maneira a permitir a entrada de arsem obstrução.
Este equipamento sai ligado da fábrica em 440V.Para outras tensões de alimentação mude adisposição das barras na placa de ligaçõeslocalizada na lateral.
Verifique qual a tensão da rede elétrica que iráalimentar a Fonte. O MigArc 3000 pode ser ligadoem rede trifásica de 220V, 380V ou 440V, 50Hz ou60 Hz.
A Fonte é entregue com a ligação feita para 440V; amudança de ligação para corresponder à tensão dealimentação é feita conforme a disposição dos fiosna placa de ligação conforme indicado no esquemaelétrico do MigArc 3000. Para ter acesso à placaremova a lateral do gabinete.
IMPORTANTE !
FIGURA 6 - Configuração da tensão de alimentação
20 21 10
R S
036
10 2 K11
T
42
0
39
38
04
40
22
0
440VK9
38
0 16
16
16
0
21210 0
R S
36
1 20 K11
39
T380V
K9
38
016
16
16
0 42
0 44
03
80
22
00
20 1 2 10
R S
36
10 2 K11
38 39
T220V
K9
016
16
16
0 42
0 44
03
80
22
00
A ligação da máquina à rede de alimentação deveser feita através de uma chave seccionadora comfusíveis dimensionados de acordo com a Tabela 5.
IMPORTANTE !
7.4) Montagem do equipamento
O Cabo de Alimentação é composto por quatrocondutores, sendo um deles o "Terra", devidamenteidentificado. A conexão do "Terra" é fator decisivo nasegurança do operador.
- Coloque o cilindro de gás no encaixe apropriado,prenda-o com a corrente de segurança.
- Posicione o conjunto de tal forma que a Tochaalcance com facilidade o local de utilização.
- Faça a conexão da mangueira de gás ao MigArc3000.
- Ligue o Cabo Obra do conector negativo da Fonte àpeça ou bancada de solda.
- Conecte a Tocha ao Euroengate.
220
380
440
TENSÃO DEALIMENTAÇÃO (V)
CAPACIDADEDOS FUSÍVEIS (A)
35
20
20
Tabela 5 - Fusíveis recomendados
MigArc 3000
10
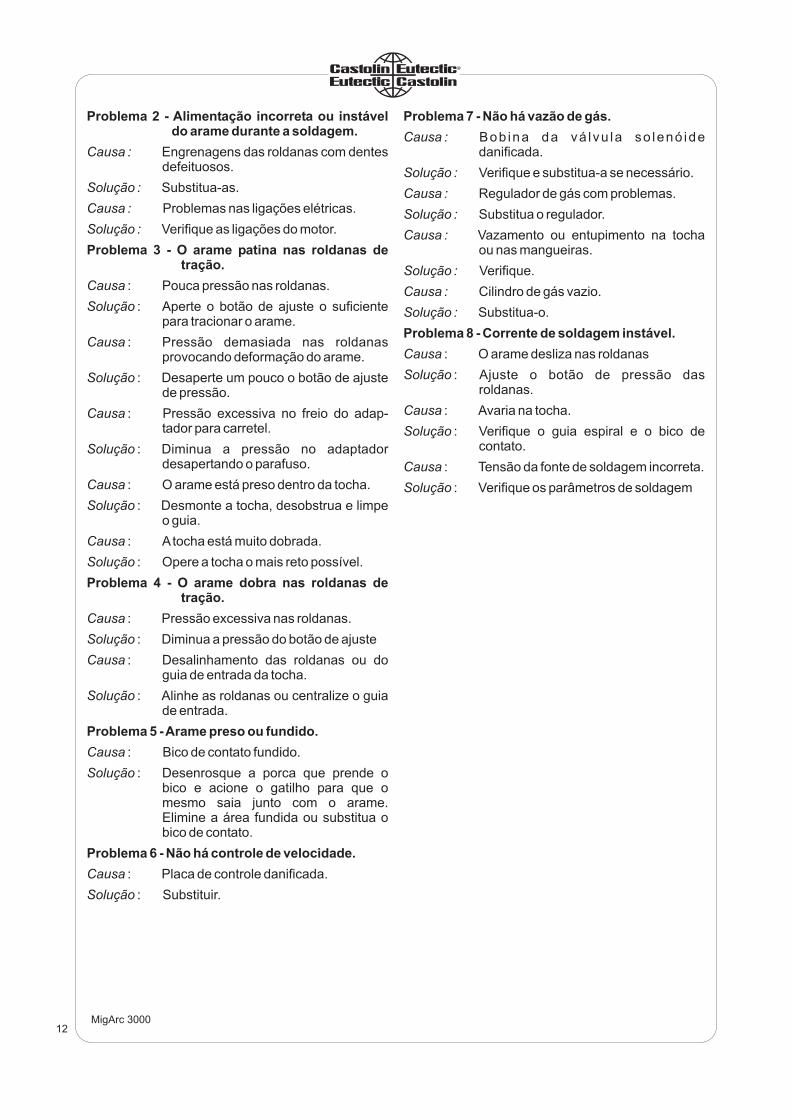
- Coloque o carretel de Arame no adaptador,verificando se a Roldana de Tração correspondeao tipo e à bitola do arame a ser utilizado, conformea Tabela 6.
8) OPERAÇÃO
Nota:
Após certificar-se de que a instalação do conjuntoestá de acordo com o descrito, passe à operação domesmo.
- Ligue a Fonte MigArc 3000.
-Ajuste o controle de velocidade para a posição 5.
- Mantendo a Tocha o mais reto possível, acione ogatilho, passando com isto o arame pela Tocha.
O arame estará com potencial de solda,portante evite que o mesmo toque na peçaou bancada de solda.
- Ajuste a tensão de saída através das chaves 3 e 4(CHAVES TENSÃO) e a velocidade dealimentação.
- Certifique-se de que a chave 5 (MODO DESOLDAGEM) esteja na posição contínua, ponto ouintermitente, de acordo com o trabalho a serrealizado.
9) MANUTENÇÃO
9.1 - MigArc 3000
9.2 - Tocha TMN
Ao iniciar qualquer trabalho de manutenção tenhacerteza que o equipamento se encontracompletamente desligado da rede de alimentação.O fato de desligar a chave no painel não elimina atensão na entrada do circuito. Também é necessáriofechar a válvula do cilindro de gás.
Tenha sempre à disposição ferramentasadequadas, como: um jogo de chaves Allen; alicatede corte diagonal; panos para limpeza elubrificantes. Um ohmímetro ou verificador decontinuidade pode lhe ser muito útil na inspeção docircuito elétrico.
Outro item importante na limpeza é o ar comprimido.
O equipamento não necessita de uma manutençãoespecífica, porém se recomenda que a cada trêsmeses ou mais frequentemente se o ambiente forexcessivamente agressivo, seja feita uma limpezacom a aplicação de ar comprimido a fim de evitaracúmulo de poeira no transformador e na ponteretificadora. Também é importante verificar asconexões elétricas e de gás reapertando as queestiverem soltas. Também é interessante verificar osseguintes pontos:
- Existência de desgaste nas engrenagens eroldanas substituindo se necessário, sempre aospares;
- Desgaste da bucha do adaptador do carretel, antesde remontar limpe e lubrifique.
Recomendamos que mensalmente seja feita umalimpeza na Tocha, conforme roteiro abaixo;
- Remova o bocal, o bico de contato e o guia espiral;
- Limpe a guia com um solvente e seque com arcomprimido, lubrifique-a com óleo à base demolibdênio. Caso note algum desgaste substitua aguia espiral.
- Remonte o guia espiral, para facilitar a operaçãodeixe a Tocha o mais reto possível;
- Verifique a existência de desgaste ou danificaçãono bocal e no bico de contato. Substitua-os casonecessário;
- Remonte o guia espiral e o bocal.
Vide ítem 11 para solução de algum problemaespecífico.
TIPO DIÂMETRO DOARAME
CÓDIGO
Aço sólido
Ligas de alumínio
0,6 - 0,8
0,8 - 1,0
1,0 - 1,2
0700764
0700765
0700767
Tabela 6 - Seleção de roldanas
- Endireite e limpe a ponta do arame evitando querebarbas penetrem na Tocha.
- Afrouxe o botão de ajuste de pressão das roldanase levante a roldana superior. Introduza o arame naTocha retorne a roldana à posição original e aperteo ajuste de pressão.
Um aperto demasiado pode deformar oarame.
- Retire o bico de contato e o bocal da Tocha.
- Aperte o gatilho até que a ponta do arame saia natocha.
- Recoloque o bico de contato e o bocal da Tocha.
- Corte o excesso de arame.
Nota:
MigArc 3000
11
11) PROBLEMAS E SOLUÇÕES
11.1 - MigArc 3000
Problema 1 - Não funciona.
Causa
Solução
: Falta de tensão primária.
: Verificar o fornecimento de energia etodos os fusíveis, inclusive oslocalizados na placa de ligação.
Problema 2 - Corrente baixa e tensãoinsuficiente.
Problema 3 - O fusível queima continuadamente.
Problema 4 - Superaquecimento ou fumaça.
: Tensão primária.
: Verifique a tensão primária e asconexões na placa de ligação.
: Cabos muitos compridos ou de bitolamuito fina.
: Utilize cabos mais curtos ou de bitolamaior.
: Fusível de baixa capacidade.
: Consulte a tabela para o uso do fusíveladequado.
: Curto na bobina primária ou motor doventilador.
: Verifique se há partes queimadas oupedaços de metal ou material estranhono interior da máquina. Se necessáriochame o Representante Eutectic Brasilou a OficinaAutorizada.
: Conexões soltas.
: Verifique e aperte todas as conexõeselétricas.
: Curto entre espirais na bobina.
: Verifique se há pedaços de metal oumaterial estranho no interior da má-quina.
: Transformador sobrecarregado.
: Verifique se o ciclo de trabalho não estásendo ultrapassado.
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa :
Solução :
Causa :
Solução :
Causa
Solução
Causa
Solução
Causa :
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Excesso de tensão.
Verifique a tensão de alimentação e asconexões na placa de ligação.
Falha na ventilação.
Verifique se a entrada e a saída de arestão desobstruídas ou se o motor doventilador está danificado.
: Cabo terra ligado na rede.
: Conecte o cabo terra corretamente.
: Fio de circuito em contato com ogabinete.
: Isole o fio ou substitua-o se estivermuito danificado.
Conexões soltas.
: Verifique todas as conexões, princi-palmente as da coluna retificadora.
: Diodos da ponte retificadora em curtoou aberto.
: Substitua a ponte retificadora.
: Bobina do contador em curto ou aberta.
: Troque a bobina.
: Falta de alimentação na bobina docontator.
: Verifique a tensão de 42V no trans-formador e a fiação.
: Falha no alimentador de arame.
: Verifique oAlimentador de arame.
: Sobrecarga no transformador.
: Verifique se o transformador não estásobrecarregado; se a tensão dealimentação e as conexões da placa deligação estão corretas; se a circulaçãodo ar não está obstruída; e se ofuncionamento do ventilador não estácorreto.
: Falta de tensão na fonte.
: Verifique os fusíveis da chave dealimentação.
: Falta de tensão no cabeçote.
: Verifique a tensão de alimentaçãoauxiliar.
: Placa de controle com defeito
: Substituir.
Problema 5: Choque elétrico no gabinete.
Problema 6 - Interrupção do arco.
11.2 -Alimentador de arame
Problema 1 - O motor não funciona
10) REPARAÇÃO
Para assegurar o funcionamento e o desempenhoótimos de um equipamento Eutectic usar somentepeças de reposição originais fornecidas por Eutecticdo Brasil ou por ela aprovadas. O emprego de peçasnão originais ou não aprovadas leva aocancelamento da garantia dada.
MigArc 3000
12
Problema 2 - Alimentação incorreta ou instáveldo arame durante a soldagem.
Problema 3 - O arame patina nas roldanas detração.
Problema 4 - O arame dobra nas roldanas detração.
Problema 5 -Arame preso ou fundido.
Problema 6 - Não há controle de velocidade.
Causa :
Solução :
Causa :
Solução :
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Causa
Solução
Engrenagens das roldanas com dentesdefeituosos.
Substitua-as.
Problemas nas ligações elétricas.
Verifique as ligações do motor.
: Pouca pressão nas roldanas.
: Aperte o botão de ajuste o suficientepara tracionar o arame.
: Pressão demasiada nas roldanasprovocando deformação do arame.
: Desaperte um pouco o botão de ajustede pressão.
: Pressão excessiva no freio do adap-tador para carretel.
: Diminua a pressão no adaptadordesapertando o parafuso.
: O arame está preso dentro da tocha.
: Desmonte a tocha, desobstrua e limpeo guia.
: Atocha está muito dobrada.
: Opere a tocha o mais reto possível.
: Pressão excessiva nas roldanas.
: Diminua a pressão do botão de ajuste
: Desalinhamento das roldanas ou doguia de entrada da tocha.
: Alinhe as roldanas ou centralize o guiade entrada.
: Bico de contato fundido.
: Desenrosque a porca que prende obico e acione o gatilho para que omesmo saia junto com o arame.Elimine a área fundida ou substitua obico de contato.
: Placa de controle danificada.
: Substituir.
Problema 7 - Não há vazão de gás.
Problema 8 - Corrente de soldagem instável.
Bob ina da vá lvu la so lenó idedanificada.
Verifique e substitua-a se necessário.
Regulador de gás com problemas.
Substitua o regulador.
Vazamento ou entupimento na tochaou nas mangueiras.
Verifique.
Cilindro de gás vazio.
Substitua-o.
: O arame desliza nas roldanas
: Ajuste o botão de pressão dasroldanas.
: Avaria na tocha.
: Verifique o guia espiral e o bico decontato.
: Tensão da fonte de soldagem incorreta.
: Verifique os parâmetros de soldagem
Causa :
Solução :
Causa :
Solução :
Causa :
Solução :
Causa :
Solução :
Causa
Solução
Causa
Solução
Causa
Solução
MigArc 3000
13
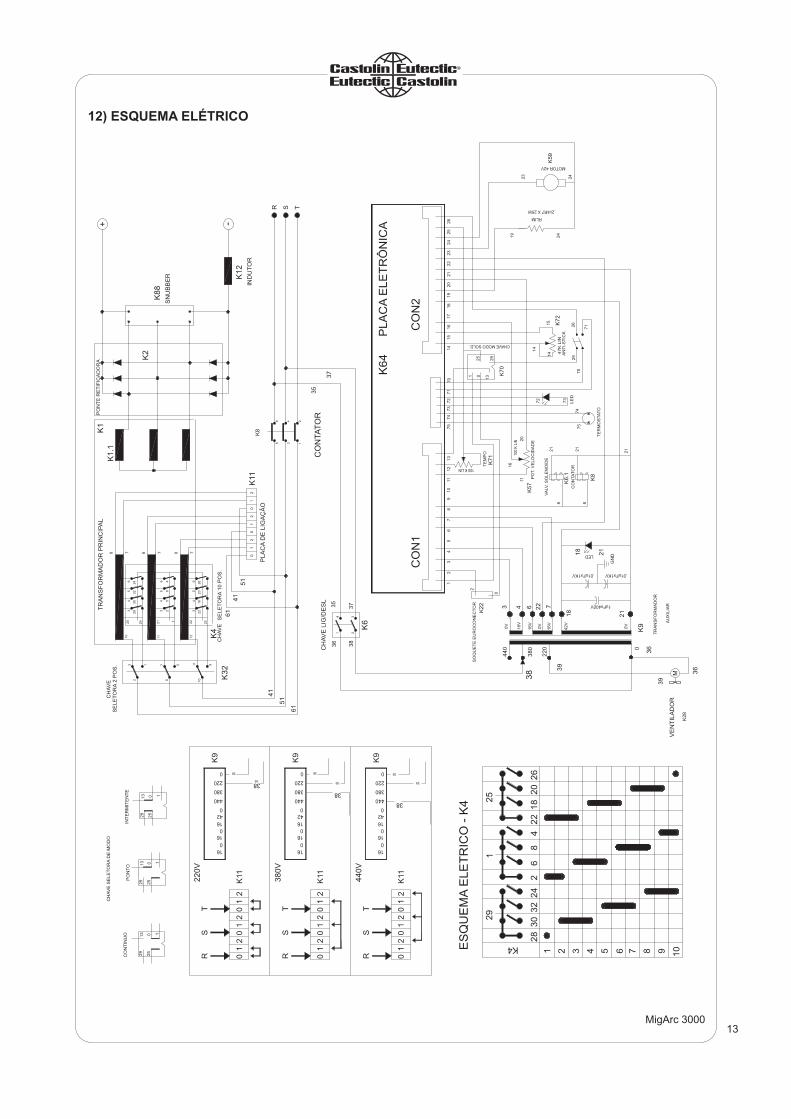
12) ESQUEMA ELÉTRICO
PL
AC
AD
EL
IGA
ÇÃ
O
1
10985 6 743
18
.01uFx1KV
VE
NT
ILA
DO
R
K2
8
TR
AN
SF
OR
MA
DO
R
0 36
M 36
39
K9
AU
XIL
IAR1uFx400V
0V
21
21
18
.01uFx1KV
GN
DLED
8
440
380
220
39
38
42V
0V
16V
22 7
16V
0V
16V
4 63
SO
QU
ET
EE
UR
OC
ON
EC
TO
R
K22
8
0
2
13
24
56
78
CH
AV
EL
IG/D
ES
L
K6
38
2
36
1
337
435
CO
N1
4
ES
QU
EM
AE
LE
TR
ICO
-K
4
28
21
K4
32
24
30
68
2
29
1
0 0S
01
2
R01
2
K11
01
22
1
K11
T01
22
1
S 0 S
21
0 RR
K11
10
12
2
TT
16
SE
LE
TO
RA
2P
OS
.
51
20
18
22
26
25
61
K9
380
440
220 39
0
440V
39
76
54
37
SE
LE
TO
RA
10
PO
S.
41
61
41
11
K32
10
9
6
5
43
CH
AV
EK
4
22
25
18
12
221
52
51
02
10
21
0
65
20
26
84
78
TR
AN
SF
OR
MA
DO
RP
RIN
CIP
AL
2
13
CH
AV
E
20
10
1121
28
29
43
30
75
32
6
24
88
380V
440
220
380
0
3938
K9
440
042
0
380
220
36
220V
K9
T
24
LE
D
2121
K8
CO
NTA
TO
R
75
TE
RM
OS
TAT
O
74
70
29
7126
PLA
CA
ELE
TR
ÔN
ICA
CO
N2
CHAVEMODOSOLD.
73
72
72
100
KLI
N
21
PO
T.V
ELO
CID
AD
E
K6.1
VA
LV.S
OLE
NO
IDE
K57
11
16
20
100KLIN TE
MP
O
K71
10
911
12
13
75
74
73
K70
14 47K
LIN
AN
TI-
ST
ICK
14
K72
15
0
13
29
1
25
70
71
16
14
15
17
18
CO
NTA
TO
R
12
K64
37
35
2//4R7X25W
RLIM
24
19
23
19
20
22
21
24
25
26
K59
MOTOR42V
23
29
25
1013
29
25
INT
ER
MIT
EN
TE
1013
SN
UB
BE
R
K11
2
35
46
K8
PO
NT
ER
ET
IFIC
AD
OR
A
K1.1
K1
K2
IND
UT
OR
K12
-
K88
+
2529
PO
NT
O
SR
0 113
CO
NT
INU
O
CH
AV
ES
ELE
TO
RA
DE
MO
DO
016016
04216016
160
16
160
1642
0
0
38
38
36 36
MigArc 3000

14
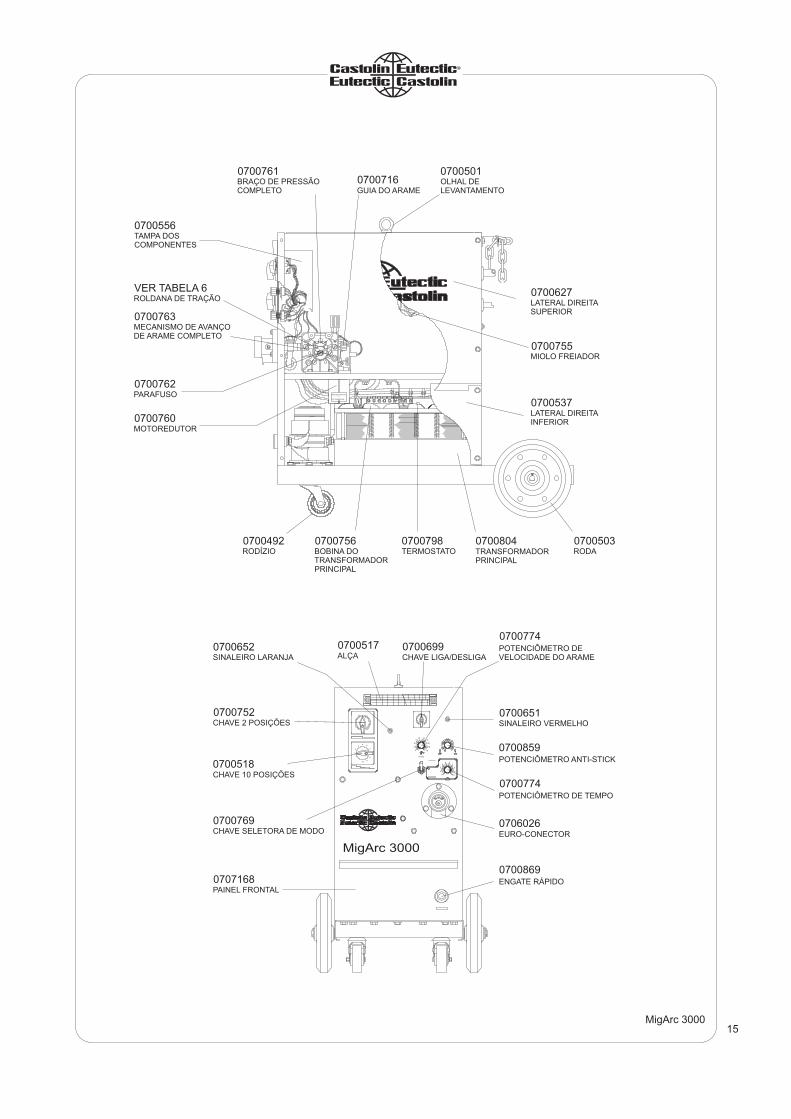
13) PEÇAS DE REPOSIÇÃO
13.1 - MigArc 3000
Rua Ferreira Viana, 422 - Socorro - São Paulo - SPEUTECTIC DO BRASIL LTDA.
C.G.C. do fabricante 28.799.921/0001-48
0700782CABO DE ENTRADA
0700624PAINEL TRASEIRO
MigArc 3000
0700530INTERMEDIÁRIA
0700497CONTATOR
0706564TRANSFORMADORAUXILIAR
0700771CIRCUITODE CONTROLE
0700704RESISTORES
0700536BANDEJA
0700493VÁLVULA SOLENÓIDE
0700504VENTILADOR
0700753PONTE RETIFICADORA
0700625LATERAL ESQUERDA
0700796FILTRO DA PONTE
0700528CHASSI
0707167INDUTOR
15
FHP ELMOTOR AB
WIRE DRIVE MOTORMade by
0700761BRAÇO DE PRESSÃOCOMPLETO
0700716GUIA DO ARAME
0700501OLHAL DELEVANTAMENTO
0700627LATERAL DIREITASUPERIOR
0700755MIOLO FREIADOR
0700503RODA
0700556TAMPA DOSCOMPONENTES
VER TABELA 6ROLDANA DE TRAÇÃO
0700762PARAFUSO
0700763MECANISMO DE AVANÇODE ARAME COMPLETO
0700760MOTOREDUTOR
0700492RODÍZIO
0700756BOBINA DOTRANSFORMADORPRINCIPAL
0700798TERMOSTATO
0700804TRANSFORMADORPRINCIPAL
0700537LATERAL DIREITAINFERIOR
MigArc 3000
5
9
2
10
34
2
1
1
8
6
21
12
m/min
4
2
108
6
10
75
2
1
3
46
9
8
18
19
16
14
0707168PAINEL FRONTAL
0700769CHAVE SELETORA DE MODO
0700518CHAVE 10 POSIÇÕES
0700752CHAVE 2 POSIÇÕES
0700652SINALEIRO LARANJA
0700774POTENCIÔMETRO DEVELOCIDADE DO ARAME
0700651SINALEIRO VERMELHO
0700859POTENCIÔMETRO ANTI-STICK
0700774POTENCIÔMETRO DE TEMPO
0706026EURO-CONECTOR
0700869ENGATE RÁPIDO
0700699CHAVE LIGA/DESLIGA
0700517ALÇA
MigArc 3000

16MigArc 3000
Página em branco
17
Página em branco
MigArc 3000
Página em branco
18MigArc 3000

19
Página em branco
MigArc 3000
EUTECTIC DO BRASILRua Ferreira Viana, 146 - CEP: 04761-010 - Tool Free : 0800 115655 - Tel.: 0(XX)11-5687-5655 - FAX: 0(XX)11-5521-0545 - São Paulo - SP
Tel.: 0(XX)31-3369-4488 - FAX: 0(XX)31-3369-4491 • Tel.: 0(XX)41-323-3100 - FAX: 0(XX)41-223-9731Tel.: 0(XX)51-3241-6070 - FAX: 0(XX)51-3241-6070 • Tel.: 0(XX)16-624-6486 - FAX: 0(XX)16-624-6116
Tel.: 0(XX)81-3441-6458 - FAX: 0(XX)81-3441-8956 Tel.: 0(XX)21-2589-4552 - FAX: 0(XX)21-2589-5252Tel.: 0(XX)71-374-6691 - FAX: 0(XX)71-374-6703
• BELO HORIZONTE: CURITIBA:• PORTO ALEGRE: RIBEIRÃO PRETO:• RECIFE: • RIO DE JANEIRO:
• SALVADOR:Internet: http://www.eutectic.com.br
Publicação: 0200780 rev 0