uso de materiais compósitos para recuperação da capacidade
TRANSCRIPT
USO DE MATERIAIS COMPÓSITOS PARA
RECUPERAÇÃO DA CAPACIDADE DE CARGA DE FLEXÃO EM TUBOS DE AÇO PERFURADOS
Felipe Dias Fonseca
Projeto de graduação apresentado ao Curso
de Engenharia Naval e Oceânica da Escola
Politécnica, Universidade Federal do Rio de
Janeiro, como parte dos requisitos
necessários à obtenção do título de
Engenheiro.
Orientadores: Irving D. Hernández Fontes
Murilo Augusto Vaz
Rio de Janeiro,
30 de março de 2021

USO DE MATERIAIS COMPÓSITOS PARA RECUPERAÇÃO DA CAPACIDADE DE CARGA DE FLEXÃO EM TUBOS DE AÇO PERFURADOS
Felipe Dias Fonseca
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO DE ENGENHARIA DE PETRÓLEO DA ESCOLA POLITÉCNICA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE ENGENHEIRO NAVAL E OCEÂNICO.
Examinada por:
________________________________________________
Prof. Murilo Augusto Vaz, Ph.D.
________________________________________________
Dr. Irving David Hernández Fontes, D.Sc.
________________________________________________
Prof. Marcelo Caire, D.Sc.
________________________________________________
Prof. Julio Cesar Ramalho Cyrino, D.Sc.
RIO DE JANEIRO, RJ – BRASIL
MARÇO DE 2021

iii

iv
Dedicatória
A minha bisavó Francisca e a minha tia Yara, na certeza de que compartilham, dos
céus, a alegria da conclusão desta etapa.

v
Agradecimentos
A meus pais, Aldenora e Jayme, pelo privilégio do amor, presença e suporte durante
toda minha existência.
A meu irmão, Bruno, por ser meu amigo e apoio nos últimos vinte e seis anos da minha
vida.
A meu companheiro, Gabriel, pelo apoio constante na última década e por ser meu
maior amparo, incentivo e alicerce na elaboração deste projeto de graduação.
Ao meu cachorro, Killua, por ser um ponto de leveza e ânimo nos dias difíceis.
Às minhas tias, Cristina e Marluza, por todo o acolhimento e amor dedicados a mim
em todas as etapas da minha vida.
A meus orientadores, David Hernández e Murilo Vaz, pela paciência, suporte e
conhecimento compartilhado nesse período de elaboração do projeto de graduação, e por me
desafiarem a entregar um trabalho do qual posso me orgulhar. A Jorge Fernández, por
contribuir com este trabalho com seu conhecimento em materiais compósitos.
À Subsea 7, que me cedeu a estrutura necessária para a realização das simulações deste
trabalho.
Às equipes de competição UFRJ Nautilus e Solar Brasil, que resgataram meu gosto
pela Engenharia e me devolveram a avidez para seguir em frente com minha graduação.
À Universidade Federal do Rio de Janeiro, pública, gratuita e de qualidade.

vi
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte dos
requisitos necessários para a obtenção do grau de Engenheiro Naval e Oceânico.
Uso de materiais compósitos para recuperação da capacidade de carga de flexão em
tubos de aço perfurados
Felipe Dias Fonseca
Março/2021
Orientadores: Irving David Hernández Fontes, Murilo Augusto Vaz.
Curso: Engenharia Naval e Oceânica
Com a crescente demanda dos operadores para estender a vida útil das unidades offshore, o
estudo de membros estruturais com dano nas plataformas tem se tornado uma tarefa
importante. Os danos por perfurações representam uma perda de material que, dependendo
da extensão, podem promover o colapso da estrutura. O número de trabalhos na literatura
que abordam este tipo de dano é reduzido, bem como as técnicas de reparo. Tanto as práticas
recomendadas, como as normas de projeto, consideram, de modo geral, a substituição do
membro com perfurações. Este trabalho apresenta um estudo numérico para recuperação da
capacidade de flexão de estruturas tubulares de aço com perfurações devido à corrosão,
fazendo uso de materiais compósitos. Foi modelado um membro tubular de aço considerando
uma perfuração de geometria circular reparado com tecido híbrido de fibra de carbono/vidro
em matriz epóxi. Foi considerado apenas o carregamento de flexão pura, e cargas térmicas,
de pressão ou hidrostáticas foram desconsideradas. Uma equação de projeto empírica foi
obtida a partir de uma regressão linear de segunda ordem a partir de um planejamento das
simulações. Os resultados numéricos apontaram uma recuperação total da capacidade de
flexão dos membros reparados. As predições de capacidade obtidas com a equação proposta
mostraram uma boa correlação com os resultados das simulações.
Palavras-chave: Membros tubulares, estruturas com dano, reparo de estruturas, material
compósito, tubos sob flexão.

vii
Abstract of Undergraduate Thesis presented to POLI/UFRJ as a partial fulfilment of the
requirements for the degree of Marine Engineer and Naval Architect.
Use of composite material for pure bending strength recovery of steel perforated
tubes
Felipe Dias Fonseca
March/2021
Advisors: Irving David Hernández Fontes, Murilo Augusto Vaz.
Course: Marine Engineering and Naval Architecture
With the growing demand to extend the service life of offshore units, the study of damaged
structural members has become an important task. Deterioration of such structures,
depending on the extension of the damage, may pose a risk of collapsing the unit. The studies
available in the literature addressing this type of damage are scarce, as well as the repairing
techniques. Recommended practices and design rules, in general, consider the replacement
of the perforated member. This work presents a numerical study to recover the bending
capacity of perforated steel tubular structures by employing composite materials. A tubular
steel member was modelled considering a circular geometry perforation repaired with hybrid
carbon/glass fibre reinforced epoxy. Only pure bending load was considered, and thermal,
pressure or hydrostatic loads were disregarded. An empirical design equation was obtained
from a second order linear regression based on a design of experiments. The numerical results
showed a total recovery of the bending capacity of the repaired samples. The predictions of
the capacity from the proposed equation lies close to the ones obtained through numerical
simulations.
Keywords: Tubular members, damaged structures, structural repair, composite materials,
tubes subjected to bending.

viii
SUMÁRIO
1 INTRODUÇÃO .................................................................................................... 1
1.1 Motivação ......................................................................................................................... 2
1.2 Objetivo ............................................................................................................................ 2
1.3 Justificativa ...................................................................................................................... 3
1.4 Revisão bibliográfica ....................................................................................................... 3
1.5 Estrutura do trabalho ...................................................................................................... 7
2 MÉTODOS E MATERIAIS ................................................................................ 9
2.1 Modelo Numérico ............................................................................................................. 9
2.1.1 Modelagem das amostras ................................................................................................................ 9
2.1.2 Materiais ........................................................................................................................................ 12
2.1.2.1 Aço ................................................................................................................................................................. 12
2.1.2.2 Compósito ...................................................................................................................................................... 12
2.1.2.3 Resina ............................................................................................................................................................ 20
2.1.3 Condições de Contorno ................................................................................................................. 22
2.1.4 Malha ............................................................................................................................................. 25
2.2 Casos de Estudo ............................................................................................................. 28
2.2.1 Método de Planejamento Experimental (Design of Experiment – DoE) ....................................... 28
2.2.1.1 Método de Análise de Dados (Response Surface Methodology – RSM)......................................................... 30
3 RESULTADOS E DISCUSSÕES ..................................................................... 32
3.1 Tubos intactos (não danificados) .................................................................................. 32
3.2 Tubos danificados sem reparo ...................................................................................... 33
3.3 Tubos reparados ............................................................................................................ 38
3.3.1 Influência da interface adesiva (resina) ......................................................................................... 38
3.3.2 Reparo dos tubos danificados ........................................................................................................ 39
3.3.3 Estimativa da resistência da seção reparada .................................................................................. 48
3.4 Equação de projeto ........................................................................................................ 50
3.4.1 Utilização do RSM e análise variância (ANOVA) ........................................................................ 52
3.4.1.1 Equação do momento fletor dos tubos de aço ................................................................................................ 52
3.4.1.2 Equação do cálculo da espessura do compósito ............................................................................................ 55
4 CONCLUSÕES GERAIS E TRABALHOS FUTUROS ................................ 59
REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................. 64
ix
ANEXO A – CAPACIDADE DE CARGA DOS MODELOS NUMÉRICOS
REPARADOS COM COMPÓSITO ................................................................................. 70

x
Lista de Figuras
Figura 1: Convés da plataforma Halfdan BB, em operação no Mar do Norte. Fonte: TEKLA
(2013). ....................................................................................................................... 1
Figura 2: Parâmetros geométricos para modelagem das amostras. ...................................... 10
Figura 3: Comprimento da aplicação do material de reparo. ............................................... 11
Figura 4: Curva do aço elástico perfeitamente plástico usado no modelo numérico. .......... 12
Figura 5: Direções principais (1,2,3) da lâmina unidirecional. ............................................ 13
Figura 6: Evolução linear do dano. ....................................................................................... 18
Figura 7: Variável de dano em função do deslocamento equivalente. ................................. 19
Figura 8: Modos de deslocamento da superfície da trinca. Fonte: FARAH (2009). ............ 19
Figura 9: Exemplos de modos de falha de material compósito. Fonte: FARAH (2009). .... 20
Figura 10: Configuração dos materiais (corte transversal na região da perfuração). ........... 21
Figura 11: Deslocamento angular das extremidades do tubo. Fonte: KNUPP (2017). ........ 22
Figura 12: Representação da simetria de um quarto da geometria. ...................................... 22
Figura 13: Simetria das condições de contorno no (a) aço; (b) adesivo; (c) compósito. ...... 23
Figura 14: Restrição TIE entre superfícies: aço e adesivo (esquerda); adesivo e compósito
(direita). ................................................................................................................... 24
Figura 15: Regiões do tubo na representação geométrica completa. ................................... 25
Figura 16: Curva de convergência de malha para geometria com um quarto de simetria. .. 26
Figura 17: Momento em relação ao deslocamento angular para diferentes densidades de
malha. ...................................................................................................................... 26
Figura 18: Estado de tensões para diferentes malhas no instante do carregamento máximo
(ϕ = 60°, D/t = 15). Visualização para a metade da geometria. .............................. 27
Figura 19: Tamanho dos elementos nas arestas da perfuração e das fronteiras (em vermelho)
das regiões (a), (b) e (c), definidas na Figura 15. .................................................... 27
Figura 20: Malha do material compósito. ............................................................................. 28

xi
Figura 21: Comparação entre arranjos experimentais fatorial e OFAT. Fonte: ANDERSON
E WHITCOMB (2015). ........................................................................................... 29
Figura 22: Curva de resistência dos tubos intactos e estado de tensão nos pontos A, B e C.
................................................................................................................................. 32
Figura 23: Tensões normais nos modelos intactos. .............................................................. 32
Figura 24: Curva de capacidade para os tubos D/t 15. ......................................................... 33
Figura 25: Curva de capacidade para os tubos D/t 25. ......................................................... 34
Figura 26: Curva de capacidade para os tubos D/t 35. ......................................................... 35
Figura 27: Perda percentual da resistência em relação ao modelo intacto. .......................... 36
Figura 28: Estado de tensões do modelo ϕ = 15°, D/t = 15 nos pontos A, B e C da Figura 24.
................................................................................................................................. 36
Figura 29: Estado de tensões do modelo ϕ = 60°, D/t = 15, no início da plastificação (a) e (d);
estado intermediário de carregamento (b) e (e); e instante de carregamento máximo
(c) e (f). .................................................................................................................... 37
Figura 30: Estado de tensões do modelo ϕ = 60°, D/t = 35, no início da plastificação (a) e (d);
estado intermediário de carregamento (b) e (e); e instante de carregamento máximo
(c) e (f). .................................................................................................................... 37
Figura 31: Curvas de momento para diferentes espessuras de adesivo, ϕ = 30°, D/t = 25... 38
Figura 32: Curvas dos tubos reparados D/t = 15 .................................................................. 41
Figura 33: Modelo ϕ = 15° / α = 1,0 (a) no ponto de capacidade de carga e (b) no último
ponto da curva. ........................................................................................................ 42
Figura 34: Modelo ϕ = 30° / α = 1,0 nos instantes do (a) pico e (b) dano máximo em todas as
camadas. .................................................................................................................. 42
Figura 35: Estado de dano (compressão na direção 1) para ϕ = 45°, α = 1,0 1,5 e 2,0. ....... 43
Figura 36: Curvas dos tubos reparados D/t = 25. ................................................................. 44
Figura 37: Curvas dos tubos reparados D/t = 35. ................................................................. 46
Figura 38: Estado de tensões do modelo D/t = 35 ϕ = 60°, α = 2,0 (a) antes e (b) depois da
perda de carga. ......................................................................................................... 47
Figura 39: Capacidade de carga dos tubos reparados em relação à condição intacta. Tubos
D/t = 15. ................................................................................................................... 48

xii
Figura 40: Capacidade de carga dos tubos reparados em relação à condição intacta. Tubos
D/t = 25. ................................................................................................................... 49
Figura 41: Capacidade de carga dos tubos reparados em relação à condição intacta. Tubos
D/t = 35. ................................................................................................................... 50
Figura 42: Comparação entre os resultados da equação de projeto e do FEM para o aço. .. 54
Figura 43: Comparação entre os resultados da equação de projeto e do FEM para o
compósito. ............................................................................................................... 57
Figura 44: Superfície de resposta do modelo proposto: a) gráfico de níveis na faixa avaliada,
b) superfície de resposta tridimensional. ................................................................. 58

xiii
Lista de Tabelas
Tabela 1: Condições de contorno no ponto RP-1. ................................................................ 23
Tabela 2: Condições de contorno de simetria. ...................................................................... 24
Tabela 3: Capacidade de carga dos modelos com diferentes densidades de malha. ............ 27
Tabela 4: Matriz de simulações numéricas (DoE-FEM). ..................................................... 31
Tabela 5: Capacidade de carga dos tubos intactos e danificados sem reparo....................... 33
Tabela 6: Equações da reta de resistência a flexão da seção reparada. ................................ 50
Tabela 7: ANOVA considerando todos os parâmetros - Tubos sem reparo. ....................... 52
Tabela 8: Fatores da equação (26) considerando todos os parâmetros – Tubos sem reparo.53
Tabela 9: ANOVA considerando somente parâmetros significativos - Tubos sem reparo. . 53
Tabela 10: Fatores da equação (26) considerando somente parâmetros significativos – Tubos
sem reparo. .............................................................................................................. 54
Tabela 11: ANOVA considerando todos os parâmetros – Compósito. ................................ 55
Tabela 12: Fatores da equação (27) considerando todos os parâmetros – Compósito. ........ 55
Tabela 13: ANOVA considerando somente parâmetros significativos – Compósito. ......... 56
Tabela 14: Fatores da equação (27) considerando somente parâmetros significativos –
Compósito. .............................................................................................................. 56
Tabela 15: Resultados dos ensaios reparados. ...................................................................... 70

1
1 INTRODUÇÃO
A indústria de óleo e gás é altamente competitiva e requer um intensivo e constante
aporte de capital. Com a explotação offshore de petróleo, os desafios de engenharia
demandam aumento de investimentos e diminuição de custos. Na última década, os desafios
econômicos cresceram com a produção de petróleo em águas ultraprofundas e redução do
preço de venda. Este cenário exige soluções menos dispendiosas, fazendo com que a extensão
da vida útil de seus ativos seja preponderante. Em contraste com as condições operacionais
onshore, as atividades offshore encaram condições ambientais muito mais severas, num meio
altamente corrosivo.
O uso de membros tubulares nas unidades offshore é uma prática habitual, constituindo,
a título de exemplo, as estruturas treliçadas das jaquetas, flares, ou mesmo o arcabouço dos
conveses das unidades (Figura 1). A escolha de elementos tubulares, e/ou vigas de perfil
circular, para integrar a estrutura das unidades offshore deve-se à melhor distribuição de
tensões que este tipo de estruturas apresenta na seção transversal em relação a perfis com
outras geometrias (MENDANHA et al., 2007), assim como uma maior rigidez torsional do
que seções abertas (CHEN; TOMA, 1995, p. 1), e o nível baixo de resistência lateral
oferecido para ondas e correntes, se comparado à resistência de outras geometrias (HICKS,
2001, p. 98). Não obstante, a operação continuada das unidades no agressivo ambiente
marinho ocasiona, gradualmente, perfurações nos tubos e consequentemente diminui a
capacidade destas estruturas para resistir aos esforços.
Figura 1: Convés da plataforma Halfdan BB, em operação no Mar do Norte. Fonte: TEKLA (2013).

2
Membros estruturais tubulares de plataformas antigas comumente apresentam danos
originados pela corrosão e, dependendo da sua magnitude, podem significar um risco à
integridade estrutural da unidade. Assim, torna-se necessário o desenvolvimento de métodos
que permitam avaliar a capacidade das estruturas danificadas, bem como determinar a
necessidade do seu reparo, para fornecer as condições que permitam a continuidade das
operações com o mínimo de interrupções. Estes métodos podem ser desenvolvidos a partir
de uma abordagem na qual estudos, baseados em simulações de modelos numéricos de
estruturas tubulares com perfurações idealizadas, permitem que um modelo de reparo possa
ser proposto. Modelos numéricos são vantajosos frente aos estudos de caráter experimental,
uma vez que representam um menor custo econômico e de tempo, permitindo a avaliação de
uma ampla gama de casos.
1.1 Motivação
O presente estudo foi motivado pela possibilidade de determinação da capacidade de
carga de membros tubulares com danos por perfurações devido a efeitos da corrosão, e a
recomendação de estratégias de reparo para recuperação da capacidade perdida e extensão
da vida útil do membro, uma vez que a constante exposição de estruturas tubulares de aço ao
ambiente marinho, aliado a uma proteção inadequada, podem ocasionar perfurações no corpo
das estruturas, diminuindo sua capacidade de carga e, dependendo da extensão e magnitude
do dano, promover o colapso da estrutura ou da unidade offshore.
1.2 Objetivo
O presente trabalho tem como objetivo principal propor uma equação de projeto que
prescreva a espessura de material compósito necessária para restabelecer a capacidade de
flexão de membros tubulares de aço com danos por perfuração localizada na metade do
comprimento. Serão considerados tubos com razões de diâmetro-espessura (D/t) de 15 a 35,
típicas de membros tubulares encontrados em unidades offshore; ângulo de perfuração (ϕ) de
15° a 60°; aço elástico-perfeitamente plástico; material de reparo de tecido bidirecional de
fibra de carbono e fibra de vidro em resina epóxi; e sujeitos a carregamento de flexão pura.
A intenção é identificar critérios de reparo para as diferentes combinações de esbeltez
transversal, momento fletor, diâmetro da perfuração, e espessura mínima de laminado, que

3
sejam capazes de reestabelecer a capacidade de carga do elemento. Os objetivos secundários
do plano de ação a ser seguido são:
• Desenvolver modelos numéricos para diferentes razões de esbeltez transversal,
momento fletor aplicado, e magnitude do dano por perfuração, assim como a
condição intacta do membro tubular, para avaliar a redução de capacidade em cada
caso;
• Quantificar a recuperação da capacidade de carga dos membros perfurados reparados
com o uso de material compósito;
• Propor uma equação de projeto capaz de orientar a escolha da espessura de laminado
na recuperação da capacidade de carga do elemento tubular à condição intacta,
minimamente.
1.3 Justificativa
O estudo do reparo dos membros tubulares danificados é essencial, pois permite a
extensão da vida útil das estruturas offshore, evitando substituições desnecessárias por meio
do reparo dos membros em estado de degradação. Embora os procedimentos de reparo mais
comuns utilizem soldagem a quente, o reparo a frio com compósito tem como principal
vantagem a ausência de aporte térmico, o que aumenta a segurança e evita alterações nas
propriedades da estrutura reparada.
Deste modo, a justificativa para o desenvolvimento do presente trabalho baseia-se na
possibilidade de extensão da vida útil de membros tubulares de aço que integram a estrutura
das unidades offshore a partir da proposição de critérios para avaliar a capacidade
remanescente destes membros, bem como de uma abordagem de reparo por materiais
compósitos que permita diminuir os tempos de reparo e os riscos à integridade das unidades.
1.4 Revisão bibliográfica
O estudo do comportamento de estruturas tubulares pode ser traçado desde meados do
século XX (ARBOCZ; BABCOCK, 1969; BATTERMAN, 1965), mas são poucos os
trabalhos, na última década, que avaliaram a integridade de elementos tubulares perfurados

4
(NAZARI; KHEDMATI; KHALAJ, 2014; KNUPP, 2017; VAZ et al., 2018; ;
HERNÁNDEZ, 2019; KNUPP; VAZ; CYRINO, 2019; FERNANDEZ et al., 2020).
Adicionalmente, em alguns dos estudos mais antigos, ou a quantidade de experimentos é
reduzida e focada na análise do efeito de imperfeições geométricas (ARBOCZ; BABCOCK,
1969), ou não foram usados modelos numéricos e analíticos (OSTAPENKO; PADULA,
1986), diminuindo a robustez das informações. A capacidade de carga remanescente de tubos
perfurados sob carregamento compressivo axial e de flexão foi avaliada por VAZ et al. (2018)
e HERNÁNDEZ (2019). Para isso, realizaram ensaios experimentais e análises numéricas
em tubos de uma ampla gama de esbeltezes longitudinal e transversal, e diferentes tamanhos
de perfurações circulares. HERNÁNDEZ (2019) propôs uma equação empírica para
quantificar a perda de capacidade de carga em função dos parâmetros geométricos do tubo e
do dano por perfuração. Do mesmo modo, KNUPP (2017) e KNUPP et al. (2019) propuseram
uma expressão analítica para descrever a capacidade remanescente da seção a carregamentos
combinados. O resultado foi bastante semelhante ao relatado por OKADA et al. (2004), em
que um método simplificado para quantificar a resistência de tubos sob carregamento
combinado de flexão e compressão axial foi proposto. O modelo analítico de KNUPP (2017)
foi comparado com simulações numéricas de elementos do tipo viga e do tipo casca por DE
FREITAS (2016), e os resultados numéricos apresentaram uma grande aderência entre si. De
acordo com KNUPP (2017), o motivo da discrepância entre as predições dos modelos,
analítico e numérico, foi a consideração apenas do intervalo elástico do material no modelo
analítico. YEH et al. (1999) investigaram o comportamento de tubos de alumínio intactos e
perfurados sob flexão pura nos intervalos de flambagem e pós-flambagem. Foram realizados
ensaios experimentais e verificações numérico-analíticas baseadas em um código de
elementos finitos. Os resultados analíticos apresentaram um desvio pequeno (maior rigidez)
em relação aos resultados experimentais. Este desvio foi atribuído pelos autores à tração
inicial imposta pela bancada de ensaios sobre as amostras de tubo. Em HAN et al. (2006), os
autores concluíram que membros tubulares apresentam menores momentos de flambagem
com a perfuração na metade do comprimento, e na face que sofre compressão. Esta conclusão
também foi realizada por LEE et al. (2017), em seu estudo sobre aberturas em torres de
turbinas eólicas. A estabilidade de tubos perfurados sujeitos a cargas compressivas também
foi investigada por JULLIEN E LIMAM (1998), concluindo que grandes perfurações

5
governam a carga crítica de flambagem, fazendo com que a relação entre força compressiva
e ângulo da perfuração seja linear, não havendo acoplamento entre imperfeições geométricas
e a força de compressão.
As simulações numéricas têm se tornado importantes nas avaliações estruturais, já que
fornecem agilidade para obtenção de predições e um custo menor se comparado a qualquer
campanha experimental. Há pouco mais de três décadas, ferramentas de elementos finitos
eram consideradas “muito caras e complicadas de serem usadas e, por esse motivo,
dificilmente convenientes para a prática de engenharia” (OSTAPENKO; PADULA, 1986).
Não obstante, o uso de soluções numéricas exige ponderação. HAN et al. (2006), em sua
análise sobre tubos sob compressão axial, realizaram um estudo de sensibilidade no
refinamento da malha para avaliar o erro entre a carga crítica de flambagem na teoria clássica
e a apresentada por um modelo numérico linear, estabelecendo assim o tamanho ideal de
malha para seu modelo. Avaliou-se que a perfuração na metade do comprimento do tubo
minimiza a capacidade compressiva. Em um estudo semelhante TAFRESHI (2002) concluiu
que a carga crítica de flambagem aumenta diretamente com a pressão interna e de modo
inverso à extensão da perfuração. Para capturar os modos de flambagem, a DNV (2013)
orienta um tamanho de elemento de três a seis vezes menor que o comprimento da meia onda
de flambagem. Por exemplo, HERNÁNDEZ (2019) considerou o tamanho mínimo do
elemento como 1% da espessura do tubo na região da perfuração.
A presença de perfuração, em geral, representa o estágio avançado de um processo
gradual de dano químico ou mecânico gerado por impactos, degradações, efeitos ambientais
etc. Assim, alguns estudos buscam medir o comportamento de estruturas tubulares antes que
a perfuração ocorra, avaliando, a influência de danos superficiais ou da redução da espessura
na resistência dos tubos. NAZARI et al. (2014) compararam os resultados da sua modelagem
numérica com os experimentos relatados por HEBOR E RICLES (2002) para carregamento
compressivo de tubos intactos e com espessura reduzida devido a efeitos de uma corrosão.
Em ambos os casos, a aderência dos resultados foi satisfatória. JIAO E ZHAO (2004), por
sua vez, caracterizaram o comportamento de tubos intactos de aço de alta resistência sob
flexão pura, em função da esbeltez transversal. Em outro estudo, ELCHALAKANI et al.
(2002) desenvolveram um método analítico para prever o comportamento de tubos intactos

6
de paredes finas sujeitos a flexão, tomando como base uma formulação de GRZEBIETA
(1990) para tubos sob compressão axial. Os resultados analíticos apresentaram concordância
com os experimentais. A influência da variação assimétrica de espessura na parede dos tubos
foi avaliada por LUTES et al. (2001) quando as estruturas estão submetidas a carregamento
axial compressivo. Os autores determinaram que o caso extremo, de variação da
excentricidade também ao longo do comprimento, representa cargas máximas de flambagem
7 % menores do que as apresentadas pela API RP 2A-LRFD (API, 1993) para membros
simétricos, um indicativo de como as normas apresentam fatores de segurança imoderados.
OSTAPENKO E PADULA (1986), investigaram o desempenho de tubos com mossas
carregados sob carga compressiva axial, enquanto ARBOCZ E BABCOCK (1969)
investigaram, por meio de experimentos e modelos analíticos, a influência de imperfeições
axiais e circunferenciais na capacidade de carga compressiva de tubos intactos de cobre.
Assim como em HERNÁNDEZ (2019) e VAZ et al. (2018), a superfície dos tubos foi
reconstruída tridimensionalmente para mapear as imperfeições. As componentes harmônicas
foram utilizadas para propor um modelo de redução da carga de flambagem. BATTERMAN
(1965) desenvolveu um método analítico para tubos de paredes grossas (D/t < 60), com boa
concordância com os experimentos.
Em relação a pesquisas e trabalhos na literatura que estudam o uso de materiais
compósitos, não foram encontrados trabalhos que tratassem do reparo de estruturas tubulares
sob cargas de flexão, e apenas um estudo (FERNÁNDEZ et al., 2020) avaliou numérica e
experimentalmente o reparo de tubos perfurados para recuperação da capacidade de carga
compressiva, no qual os tubos reparados apresentaram resistências maiores do que os
modelos intactos. São recorrentes, contudo, as investigações sobre o reparo de dutos
pressurizados com materiais compósitos, como MABLESON et al. (2000), que atestou a
viabilidade do reparo com laminados de vidro/epóxi. FELIPPES (2010) também estudou o
reparo de dutos pressurizados, usando compósitos para recuperar, nos modelos danificados,
a rigidez e pressão de falha dos pares intactos. PERRUT (2009) investigou o reparo com fibra
de vidro e carbono em matriz epóxi em tubos perfurados. Nestes últimos dois trabalhos, os
resultados experimentais foram comparados com simulações de elementos finitos,
apresentando boa correlação entre si.

7
Por outro lado, são diversas as investigações empíricas e numéricas dos fenômenos de
dano em compósitos, especialmente os compostos de fibras unidirecionais em matriz
polimérica. Entre os estudos sobre critérios de iniciação e evolução do dano em compósitos,
HASHIN (1980), HASHIN E ROTEM (1973) e LAPCZYK E HURTADO (2007) são
fundamentais para a compreensão do fenômeno neste tipo de material. Outros trabalhos
particularizam o estudo para condições de falha específicas e avaliam a energia liberada no
processo. A análise da falha por delaminação é descrita em FARAH (2009), que avalia a
influência da direção do reforço na taxa de liberação de energia de deformação em
compósitos de fibra de carbono/resina epóxi. Outros trabalhos quantificam tenacidade à
fratura para diversos modos de falha: JOSE et al. (2001) analisaram a falha intralaminar e
propagação de trinca em ensaios de compact tension, quantificando a energia de fratura em
função da direção do material de reforço; já SOUTIS et al. (1993) concluíram que a
microflambagem das fibras governa o modo de falha compressiva no compósito de
carbono/epóxi; PINHO et al. (2006), por sua vez, avaliaram a taxa de liberação de energia
crítica da fibra para os modos de falha de tração e compressão da fibra (intralaminar); ZHI et
al. (2016) estudaram a evolução do dano durante os processos de delaminação matriz/fibra
em compósitos sob tração transversal às fibras.
A capacidade de carga, ou resistência à carga de flexão, dos tubos sem reparo foi
definida de maneiras distintas entre os autores. HERNÁNDEZ (2019) definiu a capacidade
máxima de flexão para a condição na qual a seção média do tubo está completamente
plastificada e, no entorno da perfuração, a deformação do material aumenta
substancialmente. DE FREITAS (2016), por sua vez, se vale do momento máximo no gráfico
momento versus curvatura para estabelecer a capacidade dos tubos intacto e danificados,
assim como YEH et al. (1999) e KNUPP (2017); essa será a consideração do presente
trabalho.
1.5 Estrutura do trabalho
O presente trabalho aborda o estudo de estruturas tubulares com dano por perfuração
resultante de um processo prolongado de corrosão na parede externa da estrutura, bem como
a recuperação de sua capacidade de carga à flexão por meio de um reparo com material

8
compósito na região com dano. Cargas térmicas, de pressão ou hidrostáticas não são
consideradas, sendo contabilizado apenas o carregamento de flexão pura.
O trabalho foi dividido em quatro capítulos:
• O capítulo 1 abarca a introdução, motivação, objetivo, e justificativa da
presente pesquisa, bem como uma revisão da bibliografia referente às
estruturas tubulares com dano.
• O capítulo 2 trata da modelagem numérica do problema, métodos, materiais
e variáveis considerados, e planejamento de simulações.
• O capítulo 3 aborda e discorre sobre os resultados das simulações dos
membros intactos, perfurados e reparados sob carregamento de flexão.
• O capítulo 4 apresenta as conclusões gerais do trabalho, e exibe potenciais
trabalhos que podem derivar do presente estudo.

9
2 MÉTODOS E MATERIAIS
O presente capítulo descreve a criação do modelo numérico baseado em elementos
finitos, as considerações do referido modelo e os casos de estudo avaliados neste trabalho,
bem como os métodos, materiais e parâmetros para definir a capacidade de carga
remanescente de tubos estruturais de aço perfurados sob flexão pura, e a restauração da
capacidade estrutural do tubo perfurado com utilização de material compósito.
Na seção 2.1, serão apresentadas as características geométricas dos modelos e os
motivos que levaram à escolha das dimensões do membro tubular, da localização e extensão
da perfuração, e da espessura do reparo. Adicionalmente, serão indicadas as ferramentas
usadas na geração dos modelos numéricos e apresentadas as propriedades do aço, do material
compósito e da resina usados no modelo, assim como os critérios de iniciação e evolução do
dano considerados no material compósito. Por último, serão discutidas a estratégias de
geração de malha e condições de contorno e simetria usados no modelo numérico.
Na seção 2.2, será apresentado o método de planejamento experimental usado para
definir a matriz de simulações e o modelo estatístico de análise de dados que permitirá a
geração da equação de projeto.
2.1 Modelo Numérico
2.1.1 Modelagem das amostras
Para a modelagem numérica, foi empregado o software comercial de elementos finitos
ABAQUS (SMITH, 2010). Os modelos foram gerados a partir de um meta-modelo numérico
baseado em macros na linguagem Python (ROSSUM; DRAKE, 1995), adaptado de um meta-
modelo desenvolvido previamente por HERNÁNDEZ E FERNÁNDEZ (2019). O meta-
modelo não deve ser compreendido como uma simples ferramenta de variação paramétrica,
já que permite a alteração de outras características no modelo além da geometria, entre elas:
propriedades constitutivas dos materiais; condições de contorno, simetria e propriedades de
contato; densidades de malha e regiões de aplicação; algoritmo de geração de malha;
propriedades relacionadas ao método de solução numérica.

10
As amostras possuem comprimento L e diâmetro externo D fixos. A escolha de
trabalhar com comprimento fixado baseou-se nas conclusões de HERNÁNDEZ (2019, p.
76), que apontam que a influência do comprimento L é desprezível na capacidade de flexão.
Além das dimensões de L e D, outros parâmetros da geometria do tubo são o ângulo ϕ,
que representa o ângulo geratriz da perfuração; t, a espessura do tubo; e tc, a espessura do
laminado que envolve circunferencialmente o tubo na região com dano. O parâmetro α
representa a razão entre as espessuras do laminado, tc,e do tubo de aço, α = tc/t. Ele será usado
como parâmetro adimensional na formulação da equação de projeto. Os parâmetros que
definem a geometria das amostras podem ser vistos na Figura 2.
Figura 2: Parâmetros geométricos para modelagem das amostras.
O diâmetro da perfuração Dfuro é definido pelo ângulo de perfuração ϕ, em que
Dfuro = D sen(ϕ). Como referência, foi usado um membro tubular com L = 5859 mm,
D = 610 mm, e t = 17 mm de espessura para gerar os casos de estudo descritos na seção 2.2.
O tubo de referência compõe a estrutura principal do arcabouço treliçado de uma plataforma
jaqueta. Nos casos reparados, o material de reparo foi aplicado em todo o comprimento
circunferencial do tubo, e longitudinalmente em 400 mm (200 mm em cada direção) além do
diâmetro da perfuração (vide Figura 3).
11
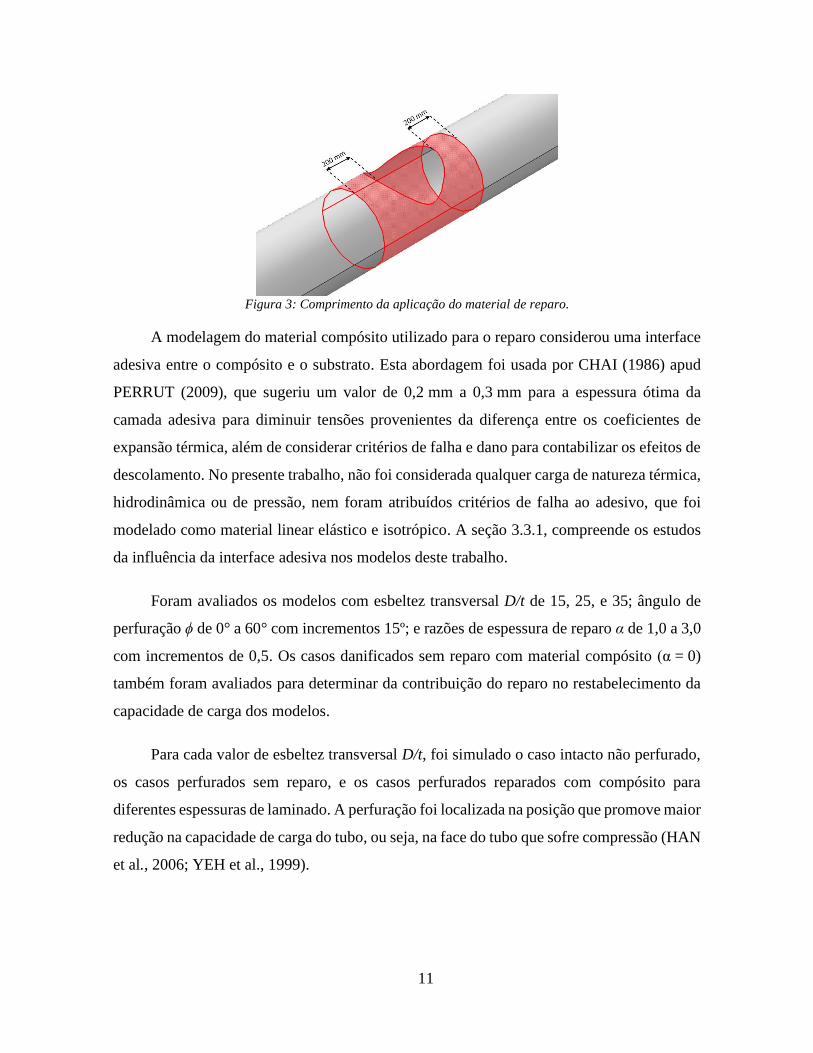
Figura 3: Comprimento da aplicação do material de reparo.
A modelagem do material compósito utilizado para o reparo considerou uma interface
adesiva entre o compósito e o substrato. Esta abordagem foi usada por CHAI (1986) apud
PERRUT (2009), que sugeriu um valor de 0,2 mm a 0,3 mm para a espessura ótima da
camada adesiva para diminuir tensões provenientes da diferença entre os coeficientes de
expansão térmica, além de considerar critérios de falha e dano para contabilizar os efeitos de
descolamento. No presente trabalho, não foi considerada qualquer carga de natureza térmica,
hidrodinâmica ou de pressão, nem foram atribuídos critérios de falha ao adesivo, que foi
modelado como material linear elástico e isotrópico. A seção 3.3.1, compreende os estudos
da influência da interface adesiva nos modelos deste trabalho.
Foram avaliados os modelos com esbeltez transversal D/t de 15, 25, e 35; ângulo de
perfuração ϕ de 0° a 60° com incrementos 15º; e razões de espessura de reparo α de 1,0 a 3,0
com incrementos de 0,5. Os casos danificados sem reparo com material compósito (α = 0)
também foram avaliados para determinar da contribuição do reparo no restabelecimento da
capacidade de carga dos modelos.
Para cada valor de esbeltez transversal D/t, foi simulado o caso intacto não perfurado,
os casos perfurados sem reparo, e os casos perfurados reparados com compósito para
diferentes espessuras de laminado. A perfuração foi localizada na posição que promove maior
redução na capacidade de carga do tubo, ou seja, na face do tubo que sofre compressão (HAN
et al., 2006; YEH et al., 1999).

12
2.1.2 Materiais
2.1.2.1 Aço
A estrutura do tubo considerou como material um aço elástico-perfeitamente plástico,
de propriedades equivalentes ao aço utilizado em FERNÁNDEZ et al. (2020), de módulo de
elasticidade E = 200 GPa, coeficiente de Poisson ν = 0,3 e tensão de escoamento
σy = 350 MPa. O comportamento elástico do material é isotrópico, apresentando o mesmo
módulo de elasticidade e coeficiente de Poisson em todas as direções. Devido à aplicação
monotônica da carga fletora, o modelo plástico utilizado na simulação também foi isotrópico
(isotropic hardening). A deformação máxima εu considerada foi de 20 %, valor da
deformação da resistência última para diversos tipos de aço, inclusive o API 5L grau-B,
usado como base para os modelos do presente estudo. A Figura 4 apresenta a curva tensão-
deformação do material usado no modelo numérico para a estrutura tubular de aço.
Figura 4: Curva do aço elástico perfeitamente plástico usado no modelo numérico.
2.1.2.2 Compósito
Os compósitos são materiais formados pela união de dois ou mais componentes de
diferentes propriedades químicas e físicas, combinados em unidade estrutural a nível
macroscópico. Dessa maneira, as ligas metálicas não são consideradas compósitos, já que a
unidade estrutural ocorre no nível microscópico. No outro sentido, materiais como madeira,
composto de fibra de carbono, ou mesmo os ossos de mamíferos, são formados por materiais
em diferentes fases, combinando as características estruturais dos seus componentes

13
(GIBSON, 1994, p. 2). Em geral, os materiais compósitos mais utilizados na indústria
estruturam-se em duas fases: a matriz, a fase contínua; e o reforço, a fase dispersa. Suas
propriedades são descritas em função da direção da fibra, e apresentam comportamento linear
elástico até a falha (GIBSON, 1994, p. 94).
Para realizar o reparo, foi usado material compósito do tipo FRP (fibre reinforced
plastic) de matriz epóxi reforçado com tecido contínuo bidirecional de fibra de carbono na
direção da urdidura e fibra de vidro na direção da trama. Por convenção, as direções em um
material compósito referem-se às direções de reforço (vide Figura 5): direção 1, longitudinal
às fibras principais do reforço; a direção 2, transversal às fibras principais, no plano da
lâmina; direção 3, na direção de empilhamento do laminado. No presente trabalho, as
direções 1 e 2 representam, respectivamente, as direções da fibra de carbono e da fibra de
vidro. As propriedades do compósito utilizado foram obtidas por ensaio de tração a uma
temperatura de 127 ° Celsius (FERNÁNDEZ et al., 2020), uma vez que o material poderá
será usado no reparo de estruturas tubulares de flares em plataformas. As propriedades da
lâmina são E1 = 38 GPa, E2 = 6,47 GPa, ν12 = 0,44, G12 = G23 = 4,7 GPa, e G13 = 6,3 GPa.
Figura 5: Direções principais (1,2,3) da lâmina unidirecional.
2.1.2.2.1 Critério de Iniciação do Dano
O critério de iniciação de dano usado para o material compósito foi o critério de Hashin
(HASHIN; ROTEM, 1973; HASHIN, 1980; SMITH, 2010). No ABAQUS, seu uso é restrito
a elementos com formulação de estado plano de tensões (casca, casca contínua e elementos
de membrana) em compósitos reforçados com fibras que apresentam comportamento linear
elástico até a falha. Este critério estabelece o início da degradação do material compósito

14
com base em quatro parâmetros os quais dependem da tensão e dos limites de resistência do
material. Os parâmetros variam de zero à unidade, ou maior, se nenhum critério de evolução
de dano for definido, indicando o início da falha do elemento assim que o valor de 1 é
atingido. Embora tenha sido originalmente proposto para o uso em tecidos unidirecionais, o
critério de Hashin mostrou-se representativo na previsão numérica da iniciação do dano para
tecidos tramados bidirecionais, em comparação com resultados experimentais (LIN et al.,
1995; WARREN et al., 2016; ZHOU et al., 2012). Os quatro parâmetros para os modos de
falha de tração e compressão das direções 1 e 2 são expressos nas equações (1) a (4):
𝐹𝑓𝑡 = (
�̂�11
𝑋𝑇 )
2
+ 𝛽 (�̂�12
𝑆𝐿 )
2
(1)
𝐹𝑓𝑐 = (
�̂�11
𝑋𝐶 )
2
(2)
𝐹𝑚𝑡 = (
�̂�22
𝑌𝑇)2
+ (�̂�12
𝑆𝐿 )2
(3)
𝐹𝑚𝑐 = (
�̂�22
2𝑆𝑇)2
+ [(𝑌𝐶
2𝑆𝑇)
2
− 1]�̂�22
𝑌𝐶+ (
�̂�12
𝑆𝐿 )2
(4)
Em que:
𝐹𝑓𝑡 é o critério de iniciação de dano para tração na direção 1 para �̂�11 ≥ 0;
𝐹𝑓𝑐 é o critério de iniciação de dano para compressão na direção 1 para �̂�22 ≤ 0;
𝐹𝑚𝑡 é o critério de iniciação de dano para tração na direção 2 para �̂�22 ≥ 0;
𝐹𝑚𝑐 é o critério de iniciação de dano para compressão na direção 2 para �̂�22 ≤ 0;
𝑋𝑇 é a resistência da lâmina à tração na direção 1;

15
𝑋𝐶 é a resistência da lâmina à compressão na direção 1;
𝑌𝑇 é a resistência da lâmina à tração na direção 2;
𝑌𝐶 é a resistência da lâmina à compressão na direção 2;
𝑆𝐿 é a resistência ao cisalhamento no sentido da direção 1;
𝑆𝑇 é a resistência ao cisalhamento na direção 2;
𝛽 é o coeficiente que determina a contribuição da tensão cisalhante para o critério de
iniciação de dano na fibra sendo tracionada. Para o estudo, foi utilizado o valor de 1;
�̂�11, �̂�22, �̂�12 são as componentes do tensor de tensões efetiva �̂� = 𝑀𝜎;
𝑀 é operador de dano:
𝑀 =
[
1
(1 − 𝑑𝑓)0 0
01
(1 − 𝑑𝑚)0
0 01
(1 − 𝑑𝑠)]
(5)
As variáveis de dano df, dm e ds serão abordadas na seção 2.1.2.2.2.
Os limites de resistência do material compósito usado no reparo foram XT = 256 MPa,
XC = 153 MPa, YT = 132 MPa, YC = 161 MPa, SL = 67 MPa e ST = 48 MPa (FERNÁNDEZ
et al., 2020).
2.1.2.2.2 Critério de Evolução do Dano
O modelo de evolução de dano é utilizado para contabilizar a progressiva diminuição
da resistência do material após o critério de falha atingir o valor de 1. O critério estabelece o
progresso do dano por meio do amolecimento do material e da diminuição de sua rigidez.
Antes da iniciação do dano, a resposta do material na forma matricial é:

16
{𝜎} = [𝐶]{휀} (6)
onde [C] é a matriz de rigidez e { é o vetor deformação. Após a iniciação do dano, a relação
é:
{𝜎} = [𝐶𝑑{휀} (7)
onde [Cd] é a matriz de rigidez danificada.
[𝐶𝑑] =1
∆[
(1 − 𝑑𝑓)𝐸1 (1 − 𝑑𝑓)(1 − 𝑑𝑚)𝜈21𝐸1 0
(1 − 𝑑𝑓)(1 − 𝑑𝑚)𝜈12𝐸2 (1 − 𝑑𝑚)𝐸2 0
0 0 (1 − 𝑑𝑠)𝐺∆
] (8)
onde E1, E2, ν12, ν21 e G representam, respectivamente, os módulos de elasticidade,
coeficientes de Poisson e módulo de cisalhamento do material e Δ = 1 – (1 – df)(1 – dm)ν12ν21.
As variáveis de dano df, dm e ds caracterizam respectivamente os danos da fibra, matriz
e o dano de cisalhamento; e derivam das variáveis de dano 𝑑𝑓𝑡 , 𝑑𝑓
𝑐, 𝑑𝑚𝑡 e 𝑑𝑚
𝑐 relacionadas aos
quatro modos de falha discutidos no seção 2.1.2.2.1. A relação entre as variáveis é:
𝑑𝑓 = {𝑑𝑓
𝑡 se �̂�11 ≥ 0
𝑑𝑓𝑐 em outro caso
(9)
𝑑𝑚 = {𝑑𝑚
𝑡 se �̂�22 ≥ 0
𝑑𝑚𝑐 em outro caso
(10)
𝑑𝑓 = 1 − (1 − 𝑑𝑓𝑡)(1 − 𝑑𝑓
𝑐)(1 − 𝑑𝑚𝑡 )(1 − 𝑑𝑚
𝑐 ) (11)
Para evitar que os resultados durante o amolecimento do material dependam da malha,
um comprimento característico (𝐿𝑐 ) foi introduzido na formulação para que a equação

17
constitutiva do material compósito seja expressa em uma relação de tensão equivalente e
deslocamento equivalente (LAPCZYK; HURTADO, 2007; SMITH, 2010), como ilustrado
na Figura 6 e na Figura 7. Para cada um dos quatro modos de falha, a tensão e deslocamento
equivalentes são expressos da seguinte forma:
Para tração na direção longitudinal (휀11 e σ̂11 ≥ 0):
𝛿𝑒𝑞𝑓𝑡
= 𝐿𝑐√휀112 + 𝛽휀12
2 (12)
𝜎𝑒𝑞𝑓𝑡
=𝜎11휀11 + 𝛽𝜏12휀12
𝛿𝑒𝑞𝑓𝑡
𝐿𝑐⁄ (13)
Para compressão na direção longitudinal (휀11 e 𝜎11 ≤ 0):
𝛿𝑒𝑞𝑓𝑐
= 𝐿𝑐(−휀11) (14)
𝜎𝑒𝑞𝑓𝑐
=(−𝜎11)(−휀11)
𝛿𝑒𝑞𝑓𝑐
𝐿𝑐⁄ (15)
Para tração na direção transversal (휀22 e σ̂22 ≥ 0):
𝛿𝑒𝑞𝑚𝑡 = 𝐿𝑐√휀22
2 + 휀122 (16)
𝜎𝑒𝑞𝑚𝑡 =
𝜎22휀22 + 𝜏12휀12
𝛿𝑒𝑞𝑚𝑡 𝐿𝑐⁄
(17)
Para compressão na direção transversal (휀22 e σ̂22 ≤ 0):

18
𝛿𝑒𝑞𝑚𝑐 = 𝐿𝑐√휀22
2 + 휀122 (18)
𝜎𝑒𝑞𝑚𝑐 =
(−𝜎22)(−휀22) + 𝜏12휀12
𝛿𝑒𝑞𝑚𝑐 𝐿𝑐⁄
(19)
O símbolo Lc representa o comprimento característico do elemento finito. Sua função
é aliviar a influência do tamanho dos elementos da malha nos resultados de deformação do
material durante a evolução do dano e propagação da trinca. Diversos autores propuseram
diferentes métodos para o cálculo da variável (LAPCZYK; HURTADO, 2007). No
ABAQUS, o comprimento característico Lc é calculado automaticamente para cada elemento
levando em consideração a geometria e a ordem de cada elemento da malha. Após o início
do dano, 𝛿𝑒𝑞 ≥ 𝛿𝑒𝑞0 , a variável de dano para cada um dos modos de falha é:
𝑑 =𝛿𝑒𝑞
𝑓(𝛿𝑒𝑞 − 𝛿𝑒𝑞
0 )
𝛿𝑒𝑞(𝛿𝑒𝑞𝑓
− 𝛿𝑒𝑞0 )
(20)
Figura 6: Evolução linear do dano.

19
Figura 7: Variável de dano em função do deslocamento equivalente.
O valor de 𝛿𝑒𝑞0 , para cada modo de falha, depende da rigidez e limite de resistência do
compósito. Para 𝛿𝑒𝑞𝑓
, o valor deriva da taxa de liberação de energia crítica, 𝐺𝐶, representada
pela área do gráfico na Figura 6. A taxa de liberação de energia crítica é obtida
experimentalmente e depende do modo de falha avaliado.
Os modos de falha em compósitos podem ser classificados, de maneira geral, em
fratura interlaminar ou fratura intralaminar. A fratura interlaminar normalmente ocorre na
forma de delaminação. É o modo de falha mais estudado na literatura, com métodos de
avaliação e ensaios consolidados, como o double-cantilever beam (DCB) para modo I, e end-
notched flexure test (ENF) para o modo II de deslocamento de superfície da trinca (JOSE et
al., 2001), representados na Figura 8.
Figura 8: Modos de deslocamento da superfície da trinca. Fonte: FARAH (2009).
Por sua vez, a fratura intralaminar pode ocorrer com a trinca propagando-se
paralelamente às fibras na direção da espessura, com o rompimento das fibras ou fratura da
matriz quando sujeitas a tração ou compressão. Os corpos de prova do tipo compact tension

20
são usados para avaliar o crescimento de trinca e a energia de fratura da fibra sob tração
(JOSE et al., 2001), enquanto ensaios de compressão são usados no cálculo da energia de
fratura de modos de falha da fibra sob compressão (SHI et al., 2012). Os processos de falha
que envolvem quebra da fibra, seja por tração ou compressão, consomem uma quantidade de
energia muito maior do que os modos de falha que envolvem matriz ou interação matriz-fibra
(descolamento) (PINHO et al., 2006). A Figura 9 apresenta alguns exemplos de modos de
falha.
Figura 9: Exemplos de modos de falha de material compósito. Fonte: FARAH (2009).
As energias de fratura do compósito usado neste trabalho foram obtidas avaliando os
modos de falha de tração e compressão para a fibra, e seus valores para os respectivos modos
de falha são GftC = 10,94 N/mm e Gfc
C = 7,02 N/mm para a direção 1, e GmtC = 17,65 N/mm
e GmcC = 11,44 N/mm para a direção 2.
2.1.2.3 Resina
Polímeros são os materiais mais usados como matriz nos compósitos (GIBSON, 1994).
São classificados em dois grandes grupos: termoplásticos e termorrígidos (ou termofixos).
Os termoplásticos, comumente representados pelas famílias das poli-imidas (PI),
polissulfonas (PSU) e polieteterecetonas (PEEK), apresentam boa resistência ao impacto,
baixa inflamabilidade, baixa absorção de umidade e possibilidade de reprocessamento. Os
polímeros termorrígidos (epóxi, poliéster, resinas fenólicas) são os mais utilizados nos
materiais compósitos. Diferente dos termoplásticos, os termorrígidos apresentam fortes
ligações intermoleculares cruzadas que não enfraquecem a altas temperaturas, além de serem

21
extremamente duráveis, resistentes, e, no caso do epóxi, apresentarem baixa absorção de água
(GIBSON, 1994; SANTANA, 2010).
O uso de materiais termorrígidos é dominante nas indústrias náutica e aeroespacial.
Contudo, nas três últimas décadas, termoplásticos mais avançados têm ganhado mais espaço
no setor aéreo devido à excelente resistência ao dano a altas temperaturas e, a nível industrial,
à facilidade de processamento. A resina epóxi usada no compósito desse trabalho já compõe
as propriedades do material descritas na seção 2.1.2.2. Contudo, também foi considerado,
nos modelos numéricos, a presença de uma interface adesiva contendo apenas as
propriedades da resina. Essa interface une o laminado ao tubo de aço, como ilustrado na
Figura 10.
Figura 10: Configuração dos materiais (corte transversal na região da perfuração).
A estratégia de usar uma interface de resina é semelhante ao usado por PERRUT
(2009), que avaliou a delaminação que poderia ocorrer entre o substrato e o reparo. Neste
trabalho, não foi considerado qualquer critério de falha da interface. A resina foi modelada
como material linear elástico isotrópico. O material usado na interface adesiva é uma resina
epóxi de módulo de elasticidade E = 1,42 GPa, coeficiente de Poisson ν = 0,377 e tensão
última de cisalhamento SR = 20,4 MPa (FERNÁNDEZ et al., 2020). Os ensaios de
caracterização foram feitos a temperatura de 127 °C, uma vez que os tubos reparados podem
compor a estrutura de flares de plataformas de petróleo.

22
2.1.3 Condições de Contorno
As condições de contorno consideradas descrevem a imposição de flexão pura por meio
de deslocamentos angulares incrementais. Esta rotação impõe um momento fletor puro, como
pode ser visto na Figura 11 (vide KNUPP, 2017; DE FREITAS, 2016).
Figura 11: Deslocamento angular das extremidades do tubo. Fonte: KNUPP (2017).
O deslocamento angular foi aplicado no ponto RP-1 (vide Figura 12a), o qual possui
uma restrição de corpo rígido (rigid body) entre o contorno da extremidade do tubo. Esta
restrição estabelece uma relação entre o ponto e os elementos do contorno, transmitindo
movimentos de translação ou rotação do ponto RP-1 para o conjunto de nós do contorno
associado. O ponto RP-1 coincide com o centroide da seção transversal intacta do tubo.
Figura 12: Representação da simetria de um quarto da geometria.
Conforme o carregamento de flexão é incrementado (momento MX na Figura 12a), a
deflexão do membro tubular aumenta, transmitindo o carregamento para o adesivo e para o

23
compósito (realçados em vermelho respectivamente na Figura 12b e Figura 12c). As
condições de contorno devem permitir que o ponto RP-1 se aproxime do centro da viga; neste
sentido, o ponto de referência RP-1 foi mantido livre para se deslocar em Z (U3 livre). A
Tabela 1 resume as condições de contorno no ponto RP-1.
Tabela 1: Condições de contorno no ponto RP-1. Grau de Liberdade RP-1
U1 Fixo
U2 Fixo
U3 Livre
UR1 60 ° (tubos intactos) e 10 ° (demais tubos)
UR2 Fixo
UR3 Fixo
Também foram aplicadas condições de contorno de simetria, que permite o uso do
modelo de um quarto da geometria do tubo completo. A solução reduz o número de
elementos, economizando tempo computacional. A simetria foi aplicada nas arestas que
representam a interseção da geometria com cada um dos planos de simetria XY e YZ. As
condições de simetria podem ser vistas nas Figura 13a, b e c para as geometrias do tubo de
aço, adesivo e compósito, respectivamente. As restrições para as simetrias longitudinal e
transversal podem ser vistas na Tabela 2.
Figura 13: Simetria das condições de contorno no (a) aço; (b) adesivo; (c) compósito.

24
Tabela 2: Condições de contorno de simetria. Grau de Liberdade Simetria transversal Simetria longitudinal
U1 Fixo Livre
U2 Livre Livre
U3 Livre Fixo
UR1 Livre Fixo
UR2 Fixo Fixo
UR3 Fixo Livre
As definições de contato entre as superfícies do compósito, adesivo e aço consideraram
restrições do tipo tie para um contato de superfície-para-superfície (surface-to-surface). Este
tipo de restrição transmite os movimentos de rotação e de translação do domínio
independente (superfície master) para o domínio dependente (superfície slave) dentro do
modelo. Assim, a superfície do tubo de aço transmite as cargas da flexão e as reações da
simetria à superfície do adesivo que, de igual modo, transmite à superfície do compósito. Na
Figura 14, é possível ver os domínios mencionados: master surface, em vermelho, e slave
surface, em rosa.
Figura 14: Restrição TIE entre superfícies: aço e adesivo (esquerda); adesivo e compósito (direita).
No geral, foram definidos dois estágios para as simulações: “Initial” e “Step-1”, o
primeiro para definição das condições de contorno e propriedades iniciais dos modelos, e o
último para aplicação do carregamento, herdando todas as propriedades definidas durante o
primeiro estágio. Todos os modelos consideraram não linearidade geométrica (NLGEOM)
para consideração de grandes deslocamentos e alterações da matriz de rigidez por
deformações elevadas. Os passos de tempo inicial e máximo foram 0,001 e 1,0,
respectivamente, com passo de tempo variável.

25
2.1.4 Malha
A malha do membro tubular, do adesivo e do compósito são formadas por elementos
quadrilaterais de integração reduzida do tipo casca S4R. No tubo de aço, para permitir uma
transição entre regiões da malha com diferentes níveis de refinamento, a geometria foi
dividida em três partes (Figura 15): a região central (a), equivalente à região de reparo, de
comprimento igual ao diâmetro da perfuração mais 400 mm; as regiões de transição (b), de
comprimento equivalente ao diâmetro externo do tubo; e regiões (c), que correspondem às
extremidades do tubo.
Figura 15: Regiões do tubo na representação geométrica completa.
Na Figura 15, a malha na região (a) assume uma distribuição não estruturada (livre)
para facilitar o mapeamento dos contornos que integram a perfuração. A região (b) faz a
transição da malha de uma região com densidade de elementos elevada (perto da perfuração)
para uma de menor refinamento. A malha desta região também possui uma distribuição livre
dos seus elementos. Em ambas as regiões, (a) e (b), foi usado o algoritmo para automação do
processo de geração de malha advancing front, o que permitiu a geração de elementos de
dimensões quase-proporcionais nas transições. Na região (c), foi aplicada uma malha
estruturada. A malha no adesivo seguiu a mesma distribuição de densidade de elementos que
a região de aço unida ao adesivo.
Para definir a quantidade mínima de elementos necessários na malha dos modelos, foi
realizado um estudo de convergência para identificar o nível de erro nas predições numéricas
com relação a um modelo com a maior densidade de elementos possível. Assim, foram
comparadas diferentes densidades de malha para o modelo de membro tubular perfurado com
26
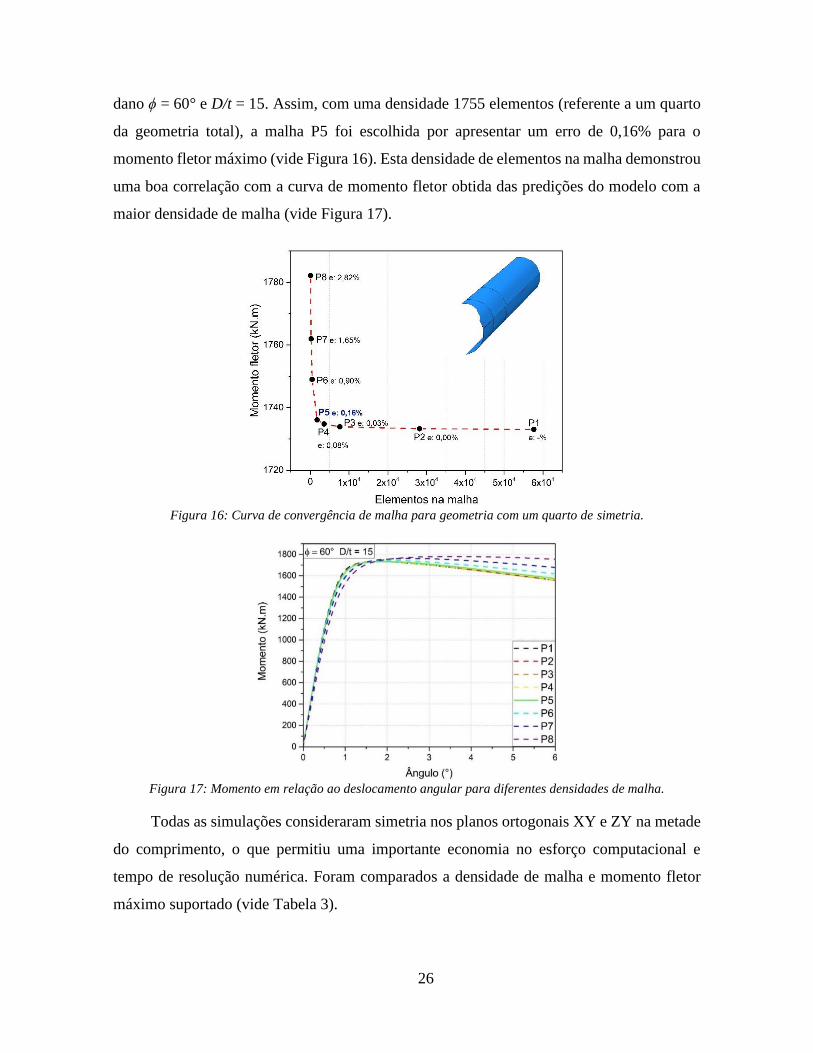
dano ϕ = 60° e D/t = 15. Assim, com uma densidade 1755 elementos (referente a um quarto
da geometria total), a malha P5 foi escolhida por apresentar um erro de 0,16% para o
momento fletor máximo (vide Figura 16). Esta densidade de elementos na malha demonstrou
uma boa correlação com a curva de momento fletor obtida das predições do modelo com a
maior densidade de malha (vide Figura 17).
Figura 16: Curva de convergência de malha para geometria com um quarto de simetria.
Figura 17: Momento em relação ao deslocamento angular para diferentes densidades de malha.
Todas as simulações consideraram simetria nos planos ortogonais XY e ZY na metade
do comprimento, o que permitiu uma importante economia no esforço computacional e
tempo de resolução numérica. Foram comparados a densidade de malha e momento fletor
máximo suportado (vide Tabela 3).

27
Tabela 3: Capacidade de carga dos modelos com diferentes densidades de malha.
Modelo Total de
elementos*
Porcentagem de
elementos por região
(a), (b) e (c) [%]
Capacidade de
carga [kN.m]
Tempo de
simulação [s] Erro [%]
P1 57652 84; 11; 5 1733,3 1795 -
P2 28156 78; 12; 10 1733,3 784 0,00
P3 7610 68; 19; 13 1733,9 122 0,03
P4 3560 60; 21; 19 1734,8 62 0,08
P5 1755 43; 19; 38 1736,1 53 0,16
P6 475 38; 22; 40 1749,0 38 0,90
P7 205 44; 21; 35 1762,8 14 1,65
P8 54 41; 15; 44 1782,2 1 2,82
* Considerando ¼ de geometria
A Figura 18 apresenta o estado de tensões de von Mises quando atingido o
carregamento máximo em cada um dos modelos.
Figura 18: Estado de tensões para diferentes malhas no instante do carregamento máximo (ϕ = 60°,
D/t = 15). Visualização para a metade da geometria.
A partir da malha selecionada, foi determinado um tamanho máximo de elemento de
13 mm na região perto da perfuração, um tamanho máximo de 35 mm foi definido na região
(b), e um tamanho máximo de 50 mm na extremidade da região (c), conforme Figura 19.
Figura 19: Tamanho dos elementos nas arestas da perfuração e das fronteiras (em vermelho) das regiões (a),
(b) e (c), definidas na Figura 15.

28
No material compósito, foi considerada uma distribuição estruturada dos elementos.
Adicionalmente, foi empregado um tamanho de elemento igual a 12 mm, sendo este menor
do que o menor elemento das superfícies do aço e do adesivo. Conforme o manual do usuário
do software ABAQUS (SMITH, 2010), quando usado o contato surface-to-surface tie
constraint, a superfície master deve ter malha menos refinada que a superfície slave.
Figura 20: Malha do material compósito.
2.2 Casos de Estudo
2.2.1 Método de Planejamento Experimental (Design of Experiment – DoE)
O planejamento de experimentos (Design of Experiments ou DoE) é uma metodologia
importante e eficiente na redução da quantidade de ensaios necessários para caracterizar
algum fenômeno ou evento de interesse. Ela consiste na elaboração de um plano com
mudanças sistemáticas nos dados de entrada ou variáveis de uma série de simulações para
observar as contribuições e/ou efeitos correspondentes nos resultados. Em outras palavras, é
a variação paramétrica planejada de um modelo para identificar fatores significativos no
experimento, reduzir a quantidade necessária de experimentos e determinar os efeitos dos
fatores, ou interação entre fatores, na resposta das amostras (HERNÁNDEZ et al., 2018;
REKAB; SHAIKH, 2005).
Um dos objetivos da implementação do DoE é a aquisição e/ou geração eficiente de
dados em um processo sistemático e aplicado a todas as variáveis relevantes ao problema de
estudo. Assim, o DoE representa um modo eficaz e econômico no estudo dos experimentos
(REKAB; SHAIKH, 2005). Adicionalmente, o DoE também permite a geração de modelos
empíricos a partir dos dados de entrada e dos resultados obtidos. Neste trabalho, os casos de
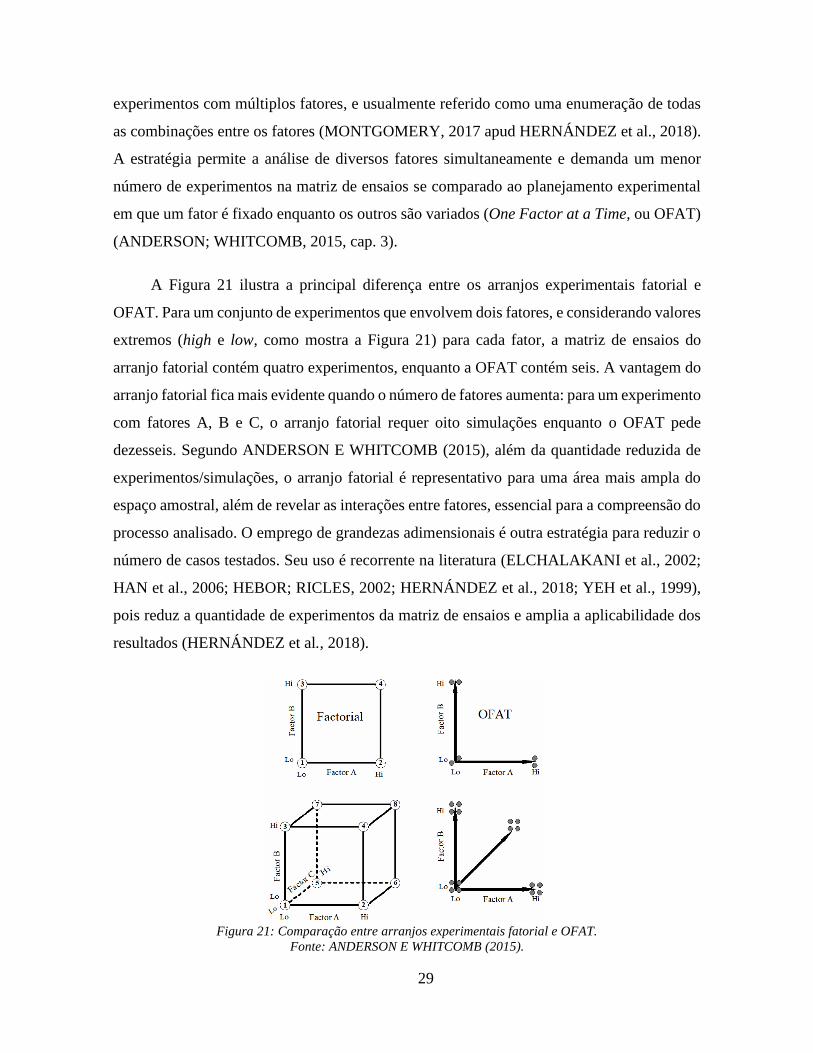
estudo foram definidos considerando-se um arranjo fatorial completo, comumente usados em
29
experimentos com múltiplos fatores, e usualmente referido como uma enumeração de todas
as combinações entre os fatores (MONTGOMERY, 2017 apud HERNÁNDEZ et al., 2018).
A estratégia permite a análise de diversos fatores simultaneamente e demanda um menor
número de experimentos na matriz de ensaios se comparado ao planejamento experimental
em que um fator é fixado enquanto os outros são variados (One Factor at a Time, ou OFAT)
(ANDERSON; WHITCOMB, 2015, cap. 3).
A Figura 21 ilustra a principal diferença entre os arranjos experimentais fatorial e
OFAT. Para um conjunto de experimentos que envolvem dois fatores, e considerando valores
extremos (high e low, como mostra a Figura 21) para cada fator, a matriz de ensaios do
arranjo fatorial contém quatro experimentos, enquanto a OFAT contém seis. A vantagem do
arranjo fatorial fica mais evidente quando o número de fatores aumenta: para um experimento
com fatores A, B e C, o arranjo fatorial requer oito simulações enquanto o OFAT pede
dezesseis. Segundo ANDERSON E WHITCOMB (2015), além da quantidade reduzida de
experimentos/simulações, o arranjo fatorial é representativo para uma área mais ampla do
espaço amostral, além de revelar as interações entre fatores, essencial para a compreensão do
processo analisado. O emprego de grandezas adimensionais é outra estratégia para reduzir o
número de casos testados. Seu uso é recorrente na literatura (ELCHALAKANI et al., 2002;
HAN et al., 2006; HEBOR; RICLES, 2002; HERNÁNDEZ et al., 2018; YEH et al., 1999),
pois reduz a quantidade de experimentos da matriz de ensaios e amplia a aplicabilidade dos
resultados (HERNÁNDEZ et al., 2018).
Figura 21: Comparação entre arranjos experimentais fatorial e OFAT.
Fonte: ANDERSON E WHITCOMB (2015).

30
Como mencionado na seção 2.1.1, a esbeltez longitudinal L/D não influencia ensaios
governados por flexão pura. Assim, preliminarmente, as variáveis dimensionais consideradas
foram o diâmetro (D), a espessura do tubo (t), o ângulo geratriz da perfuração (ϕ) e a
espessura de reparo (tc).
O próximo passo foi definir as variáveis adimensionais: o ângulo geratriz da perfuração
ϕ; a razão D/t, e a relação 𝛼 = tc/t, que permite a variação da espessura de reparo atrelada à
espessura do aço, reduzindo a quantidade de possíveis espessuras do compósito e
consequente redução do número de ensaios.
2.2.1.1 Método de Análise de Dados (Response Surface Methodology – RSM)
Os resultados serão analisados seguindo o Método da Superfície de Resposta (Response
Surface Methodology ou RSM). Trata-se de conjunto de técnicas estatísticas usadas para
definir a influência de variáveis independentes, puras ou combinadas, na resposta de um
modelo paramétrico quadrático. Adicionalmente, o método gera um modelo matemático,
sendo bastante útil para processos preditivos ou de otimização (BAŞ; BOYACI, 2007). O
RSM possui diversas vantagens frente aos métodos clássicos, pois extrai grande quantidade
de informação de um pequeno número de experimentos, comumente desenhados por um DoE
bem planejado. Em outras palavras, o RSM é a ferramenta estatística que avalia as interações
dos parâmetros independentes desenhados pelo DoE. Por esse motivo, o método é
amplamente usado nos campos de estudo da química e bioquímica por permitir a
identificação da importância, insignificância ou interações entre substâncias em variados
processos e requerendo um número reduzido de ensaios. Algumas circunstâncias, porém,
mostram-se desvantajosas para o uso do RSM. Pode-se citar como exemplo a modelagem de
processos para os quais a descrição por equações lineares de segunda ordem é imprecisa, ou
mesmo a resposta para valores extremos dos parâmetros (BAŞ E BOYACI, 2007).
No RSM, a relação entre a resposta e as variáveis independentes é dada pela equação
η = f(𝑥1, 𝑥2, … , 𝑥𝑛) + 휀 (21)

31
onde η é a resposta, f é uma função desconhecida da resposta, 𝑥1, 𝑥2, … , 𝑥𝑛 são as variáveis
independentes e ε é o erro na predição da resposta.
De maneira geral, o modelo para implementação do RSM é uma equação linear de
segunda ordem, considerando interações binárias entre os fatores descrita pela equação (22),
𝑦 = 𝛽0 + ∑𝛽𝑗𝑋𝑗
𝑘
𝑗=1
+ ∑𝛽𝑗𝑗𝑋𝑗𝑗
𝑘
𝑗=1
+ ∑∑𝛽𝑖𝑗𝑋𝑖𝑋𝑗
𝑖<𝑗
+ 휀 (22)
onde 𝛽0 , 𝛽𝑗 , 𝛽𝑗𝑗 e 𝛽𝑖𝑗 são coeficientes de regressão relacionados, respectivamente: à
interceptação com o eixo; aos efeitos lineares; aos efeitos quadráticos; e aos efeitos de
interação binários entre os fatores. Os símbolos 𝑋𝑖 e 𝑋𝑗 indicam as variáveis independentes
relacionadas com cada um dos fatores envolvidos. O remanescente 휀 é o erro estatístico que
representa outras fontes de variação não consideradas pela função quadrática. Corresponde
também à diferença entre o valor 𝑦 observado e o �̂� inferido pelo modelo de aderência.
Assim, a equação (22) pode ser descrita de modo matricial como indicado na equação (23).
[ 𝑦1
𝑦2
..
.𝑦𝑛]
=
[ 1 𝑋11 𝑋12
1 𝑋21 𝑋22
. . .
. . 𝑋1𝑘
. . 𝑋2𝑘
. . .. . .. . .1 𝑋𝑛1 𝑋𝑛2
. . .
. . .
. . 𝑋𝑛𝑘]
[ 𝛽0
𝛽1
..
.𝛽𝑘]
+
[ 휀1
휀2
..
.휀𝑛]
(23)
Na Tabela 4, pode-se consultar a matriz de ensaios a serem simulados.
Tabela 4: Matriz de simulações numéricas (DoE-FEM).
Modelo
Esbeltez
transversal
(D/t) [-]
Meio ângulo da
perfuração (ϕ)
[graus]
Espessura do
reparo
(α) [-]
Quantidade de
modelos
Intacto
15
0
- 1
25 - 1
35 - 1
Danificado
15
15; 30; 45; 60
- 4
25 - 4
35 - 4
Reparado
15
15; 30; 45; 60 1,0; 1,5; 2,0, 2,5, 3,0
20
25 20
35 20
Total: 75

32
3 RESULTADOS E DISCUSSÕES
3.1 Tubos intactos (não danificados)
Os gráficos de momento fletor com relação ao deslocamento angular para modelos de
tubos intactos e o estado de tensões quando o momento é máximo são apresentados na Figura
22.
Figura 22: Curva de resistência dos tubos intactos e estado de tensão nos pontos A, B e C.
Da Figura 22, é possível observar que os momentos máximos ocorrem nos
deslocamentos angulares de 4º, 6° e 8°, respectivamente para os tubos com D/t = 35, 25 e 15.
A extensão em cinza no estado de tensões representa a região onde σ ≥ σy.
As tensões normais podem ser vistas na Figura 23. A distribuição de tensões é coerente
com uma viga sob flexão pura, na qual as regiões de tração (em vermelho) e compressão (em
azul) estão simetricamente distribuídas em torno da linha neutra (em verde). As figuras A, B
e C representam os pontos evidenciados na Figura 22.
Figura 23: Tensões normais nos modelos intactos.

33
3.2 Tubos danificados sem reparo
As curvas de momento fletor e deslocamento angular para os modelos de tubo com
dano, e uma comparação com o estado intacto, são mostradas na Tabela 5, e na Figura 24,
Figura 25 e Figura 26. Os tubos danificados apresentaram uma redução acentuada da
capacidade de carga quando comparados à condição intacta
Tabela 5: Capacidade de carga dos tubos intactos e danificados sem reparo.
Esbeltez transversal
(D/t) [-]
Meio ângulo da perfuração
(ϕ) [°]
Momento máximo
[kN.m]
Capacidade de carga
remanescente (em relação à condição intacta)
15
0 4578 -
15 4063 88,8 %
30 3281 71,7 %
45 2502 54,7 %
60 1736 37,9 %
0 2886 -
15 2498 86,6 %
25 30 2001 69,3 %
45 1528 52,9 %
60 1094 37,9 %
0 2099 -
15 1748 83,3 %
35 30 1383 65,9 %
45 1050 50,0 %
60 760 36,2 %
Figura 24: Curva de capacidade para os tubos D/t 15.
Na Figura 24, pode-se observar que o modelo intacto D/t = 15 atingiu o momento
máximo a 8° de deslocamento angular, enquanto no modelo com dano ϕ = 15°, o ângulo do
instante de momento máximo caiu mais de três vezes. Em todos os modelos, à medida que o
34
deslocamento aumentou, a perda de capacidade evoluiu de forma pouco acentuada, mesmo
nos modelos com maiores danos.
De modo geral, pode-se caracterizar o comportamento dos tubos perfurados com três
fases durante o carregamento. A primeira fase (A) compreende a primeira ocorrência da
plastificação e localiza-se no início da curva de carregamento; a segunda (B) fase é ponto
máximo da curva, ou seja, a resistência a flexão do membro; a terceira etapa (C) equivale ao
ponto em que a deformação de 20% é atingida. Na ausência de critérios de falha para o aço,
é razoável que se considerem os resultados até o ponto de resistência última, antes da região
de necking.
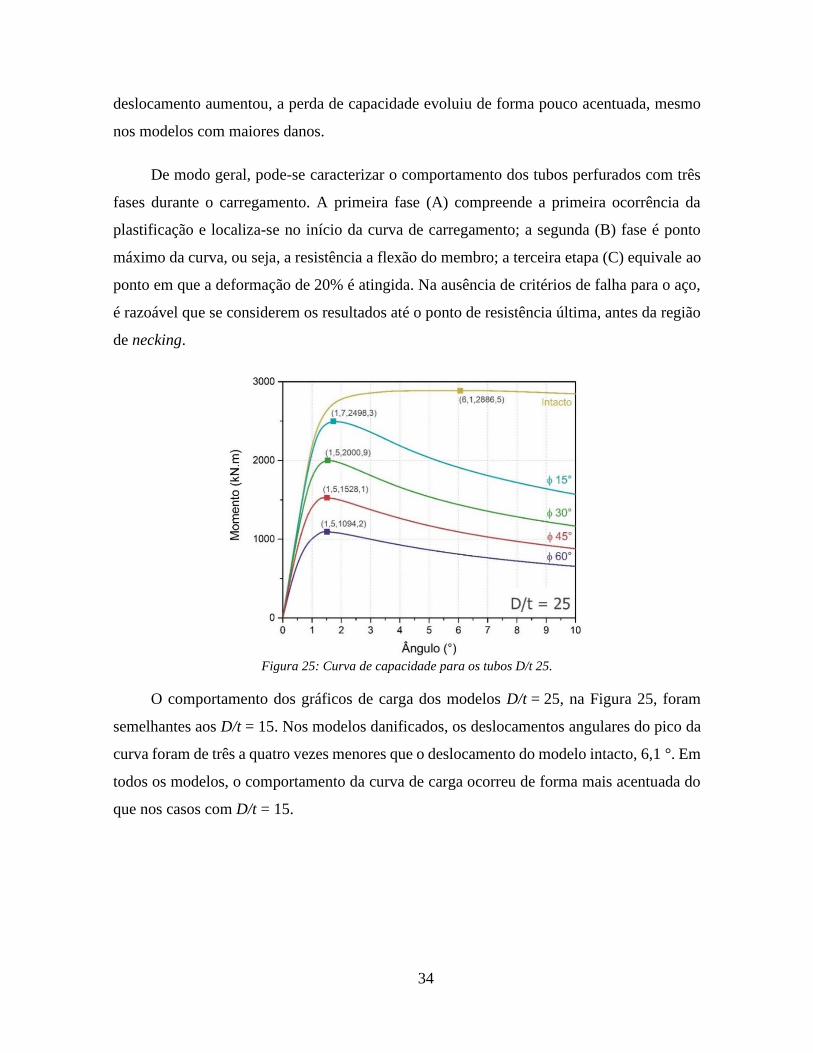
Figura 25: Curva de capacidade para os tubos D/t 25.
O comportamento dos gráficos de carga dos modelos D/t = 25, na Figura 25, foram
semelhantes aos D/t = 15. Nos modelos danificados, os deslocamentos angulares do pico da
curva foram de três a quatro vezes menores que o deslocamento do modelo intacto, 6,1 °. Em
todos os modelos, o comportamento da curva de carga ocorreu de forma mais acentuada do
que nos casos com D/t = 15.

35
Figura 26: Curva de capacidade para os tubos D/t 35.
Os gráficos dos modelos D/t = 35, na Figura 26, apresentaram quedas acentuadas na
capacidade de carga, após atingido o pico das curvas. No modelo intacto, a capacidade de
carga decresceu rapidamente após atingir o pico da curva. Em comparação com os modelos
intactos D/t = 15 e 25, a curva do modelo intacto D/t = 35 cai de forma bastante acentuada.
Na Figura 27, pode-se comparar o comportamento da capacidade de carga máxima nos
modelos sem reparo. Como ilustrado, para um mesmo valor de ϕ, tubos com D/t maiores
apresentaram uma perda de resistência maior. Essa diferença decresceu à medida que a
perfuração aumentou: enquanto nos tubos com ϕ = 15° a diferença entre os valores
percentuais chegou a 5,5 %, nos tubos com ϕ = 60° a diferença diminuiu para 1,7 %. Outra
característica evidente é o comportamento quase-linear na redução da capacidade de flexão
à medida que o diâmetro da perfuração aumenta. As linhas sólidas da Figura 27 representam
ajustes de curva lineares.

36
Figura 27: Perda percentual da resistência em relação ao modelo intacto.
Figura 28: Estado de tensões do modelo ϕ = 15°, D/t = 15 nos pontos A, B e C da Figura 24.
Nos modelos D/t = 15, a plastificação inicia-se na aresta que forma a perfuração (região
em vermelho na Figura 29a) e, à medida que o carregamento é incrementado, a plastificação
do ponto inicial estende-se (região cinza da Figura 29b) e surge, mais tarde, nas regiões do
tubo sujeitas a tração e compressão (região cinza da Figura 29c). Em relação às tensões
normais, nota-se que a plastificação se inicia nas regiões sob tensões compressivas (Figura
29d e Figura 29e). Posteriormente, a plastificação é iniciada nas regiões sob tração (Figura
29f).

37
Figura 29: Estado de tensões do modelo ϕ = 60°, D/t = 15, no início da plastificação (a) e (d); estado
intermediário de carregamento (b) e (e); e instante de carregamento máximo (c) e (f).
O comportamento é semelhante aos tubos de maiores razões de D/t. Como ilustrado na
Figura 30, a plastificação surge na região vermelha de (a) e estende-se em (b). Diferente do
que ocorre na Figura 29c, na Figura 30c a plastificação não ocorre na região do tubo em
verde, no contorno da perfuração. Como ocorreu na figura anterior, a plastificação no modelo
D/t = 35 também é iniciada nas regiões sob compressão, e só depois surge na região do tubo
sujeita a tensões normais de tração.
Figura 30: Estado de tensões do modelo ϕ = 60°, D/t = 35, no início da plastificação (a) e (d); estado
intermediário de carregamento (b) e (e); e instante de carregamento máximo (c) e (f).

38
3.3 Tubos reparados
3.3.1 Influência da interface adesiva (resina)
Após a aplicação de um material compósito sobre uma superfície, a resina que constitui
o compósito é responsável pela união entre o material de reparo e o substrato. Na modelagem
numérica, a união dos materiais pode ser feita unindo a superfície do compósito diretamente
à do substrato, embora seja comum o uso de uma interface adesiva conectando as superfícies
do laminado à do metal (FELIPPES, 2010; FERNÁNDEZ et al., 2020; PERRUT, 2009).
Nesta seção, foi avaliada a influência da presença da interface adesiva na rigidez do
tubo e na iniciação do dano no laminado. Foram utilizados modelos de razão D/t = 35 e
ângulo de perfuração ϕ = 15° para três valores de espessura de compósito: α = 1,0, 2,0 e 3,0.
As espessuras da interface adesiva testadas foram 0,6 mm, 0,3 mm e 0 (sem adesivo). Os
resultados da influência do adesivo podem ser vistos na Figura 31. Os pontos evidenciados
nos gráficos marcam o momento em que ocorre o primeiro dano em, ao menos, uma camada
do compósito.
Figura 31: Curvas de momento para diferentes espessuras de adesivo, ϕ = 30°, D/t = 25
Para cada razão de espessuras α, o modelo sem interface adesiva apresentou rigidez um
pouco maior que os modelos com adesivo. Isso ocorreu porque a resina possui módulo de
elasticidade menor do que o aço e compósito, contribuindo para a redução da rigidez do
conjunto aço/resina/compósito.
Nos modelos α = 1,0, os tubos com adesivo apresentaram comportamento semelhante
em relação à rigidez da estrutura e ao instante de início do dano (pontos sobrepostos no

39
gráfico). O modelo sem adesivo apresentou a rigidez e o instante de iniciação do dano um
pouco maiores do que os modelos com adesivo. Nos tubos com α = 2,0, o modelo sem
adesivo também apresentou rigidez maior que os modelos com adesivo. Isso gerou tensões
maiores no compósito, ocasionando uma falha repentina e perda súbita da capacidade. O
instante de início do dano ocorreu em um ponto de menor deformação angular, se comparado
aos modelos com adesivo. A resposta dos modelos com espessura da interface igual a 0,3 mm
e 0,6 mm foi semelhante e após o início do dano, não houve perda brusca da capacidade de
carga. Para modelos onde α = 3,0 a espessura do compósito foi suficiente para suportar os
carregamentos sem que houvesse dano, mesmo para maiores deformações angulares. A
ausência da interface gerou uma seção reparada mais rígida, uma vez que o momento
suportado pela seção reparada foi maior no modelo sem adesivo. Na deformação
correspondente a um deslocamento angular de oito graus, o critério de Hashin foi de 0,88
para compressão na fibra no modelo sem adesivo, enquanto nos outros foi de 0,74.
Os modelos deste trabalho consideraram o uso da interface adesiva, visto que os
modelos com adesivo apresentaram momentos de início do dano menores (menos
conservadores) do que os modelos sem adesivo. Adicionalmente, seu uso permitiu a
comparação das tensões com o limite de falha da resina, possibilitando uma avaliação
simplificada da ocorrência de descolamento do reparo. A espessura utilizada foi 0,3 mm,
próxima da proposta por CHAI (1986).
3.3.2 Reparo dos tubos danificados
Antes de apresentar os resultados e discussões, é preciso decidir como considerar a
capacidade de carga dos tubos reparados. Inicialmente, duas hipóteses foram levantadas: o
instante de momento fletor máximo; e o primeiro instante em que o compósito apresenta ao
menos um elemento com dano máximo, igual a 1, para todas as camadas do laminado.
A hipótese de considerar o momento máximo é semelhante à dos modelos intactos e
danificados, pois nesse ponto, os efeitos irreversíveis da plastificação (e, no caso do
compósito, do dano no laminado) já teriam iniciado. Essa hipótese também é consistente com
a ideia de falha global da estrutura usada por FELIPPES (2010, seç. 5.5) nos ensaios
experimentais para determinação da falha em dutos de aço pressurizados e reparados com

40
materiais compósitos. O instante da falha considera o comportamento global do tubo, quando
o óleo vaza e o gráfico de pressão interna e deformação do strain gauge decresce. Esse
instante acontece depois que o rompimento das primeiras fibras é acusticamente identificado,
reforçando a ideia de usar o momento máximo suportado como a capacidade de carga do
tubo, mesmo que os danos já tenham se desenvolvido no compósito. Nos ensaios
experimentais de PERRUT (2009) também foi considerada a pressão de falha como o
momento de vazamento do fluido interno e consequente queda de pressão. Por outro lado,
nas análises numéricas de PERRUT (2009) e FELIPPES (2010), o instante de capacidade foi
assumido como o início da falha da interface adesiva, quando o primeiro elemento da
interface atinge o dano máximo e é deletado, caracterizando-se assim o início da
delaminação. Essa consideração é plausível com a segunda hipótese: assumir a capacidade
de carga no instante em que todas as lâminas apresentam dano maior que 1 para ao menos
um modo de falha. Vale recapitular que o presente trabalho não considera critério de falha
ou dano para a interface de resina, e efeitos de delaminação não são avaliados. Além disso,
o critério nativo do ABAQUS/Standard para a remoção de elementos do compósito é quando
todos os pontos materiais do elemento atingem o valor máximo para todas as variáveis de
dano. Isso significa que mesmo após um elemento atingir o valor máximo de dano para um
modo de falha, ele continuará contribuindo na rigidez do modelo para carregamentos em
outras direções.
A consideração capacidade de carga dos tubos reparados será pautada nos seguintes
critérios, em ordem de prioridade:
• Instante em que todas as camadas apresentarem ao menos um elemento com
dano igual a 1;
o Caso esse instante ocorra após uma perda de carga repentina, o ponto
de capacidade de carga será considerado o pico que antecede o
instante de dano máximo (p. ex., ϕ = 60°; α = 1,0, 1,5 e 2,0 na Figura
32);
• Máximo momento fletor do gráfico momento versus deslocamento angular,
caso não ocorra dano máximo nos elementos de todas as camadas.

41
Nos gráficos desta seção, os pontos no gráfico representam a capacidade de carga de
cada membro reparado. Os quadrados (■) representam o momento fletor máximo quando
algumas camadas não apresentaram elementos com dano máximo. Os círculos (○)
representam os pontos nos quais ocorre dano máximo em todas as camadas do compósito, ou
os instantes anteriores a uma queda brusca e sua ocorrência em todas as camadas.
A Figura 32 representa os gráficos de momento fletor versus deslocamento angular
para os tubos reparados de D/t = 15.
Figura 32: Curvas dos tubos reparados D/t = 15
No ponto de dano máximo do modelo ϕ = 15°, α = 1,0, o dano foi atingido em todas as
camadas para compressão das fibras e dano cisalhante. Os elementos danificados
estenderam-se no sentido do diâmetro da perfuração, na lâmina mais externa, como visto na
Figura 33. Em ϕ = 15°, α = 1,5, o dano máximo foi de 0,33, só ocorrendo em 44 das 152
lâminas no ponto de capacidade máxima. Nos modelos com α = 2,0, 2,5 e 3,0, o maior dano
foi de 0,088, zero e zero, respectivamente. Em nenhum dos modelos houve ocorrência de
dano por tração na direção 1 ou tração/compressão na direção 2 (vide Figura 5).

42
Figura 33: Modelo ϕ = 15° / α = 1,0 (a) no ponto de capacidade de carga e (b) no último ponto da curva.
Nos modelos ϕ = 30° da Figura 32, os pontos de pico marcados nas curvas α = 1,0 e
1,5 precederam os pontos de dano máximo, que ocorreram após a queda brusca do momento
fletor. Nos picos, alguns pontos de integração já apresentavam dano próximo de 1 (Figura
34a), com o dano se estendendo rapidamente enquanto o momento decresce (Figura 34b). A
distribuição do dano na superfície do compósito é semelhante no caso α =1,5, com os
elementos falhando no contorno da perfuração. No modelo α = 2,0 só houve dano até a 32ª
das 102 lâminas, e o dano máximo foi de aproximadamente 0,25 para compressão na direção
1 e cisalhamento. Nos modelos α = 2,5 e 3,0, o critério de Hashin não atingiu a unidade.
Figura 34: Modelo ϕ = 30° / α = 1,0 nos instantes do (a) pico e (b) dano máximo em todas as camadas.
Nos tubos ϕ = 45°, α = 1,0, 1,5 e 2,0 a resistência foi definida nos picos que precederam
a queda brusca de momento fletor e a ocorrência de dano máximo em todas as camadas.
Nestes pontos, o compósito apresentou pouco ou nenhum dano, mas este surge rapidamente
nos elementos que definem o contorno da perfuração, como pode ser observado na Figura
35, que representa o maior valor de todas as camadas para cada elemento. As ilustrações (a),
(b) e (c) representam o estado de dano nos picos das curvas para α = 1,0, 1,5 e 2,0 da Figura
32, enquanto (d), (e) e (f) representam o estado de dano no instante de em que todas as
camadas possuem elementos com dano igual a 1.

43
Figura 35: Estado de dano (compressão na direção 1) para ϕ = 45°, α = 1,0 1,5 e 2,0.
Os modelos ϕ = 60°, α = 1,0, 1,5 e 2,0 apresentaram comportamento semelhante aos
tubos de 45° da Figura 35, com ocorrência dos danos de compressão na direção 1 e de
cisalhamento. Os outros tipos de danos mostraram-se presentes somente após o ponto de
dano máximo.
As tensões na interface adesiva dos modelos D/t = 15 mantiveram-se abaixo de
0,6 MPa para o módulo de cisalhamento em todos os modelos nos pontos de capacidade de
carga. A maior ocorrência da tensão de von Mises foi 6,0 MPa.
Os gráficos de momento fletor versus deslocamento angular para os tubos reparados de
D/t = 25 estão representados na Figura 36.

44
Figura 36: Curvas dos tubos reparados D/t = 25.
Nos modelos ϕ = 15°, α = 1,0 e 1,5, os pontos de dano máximo sucederam quedas de
carga repentinas. O dano máximo ocorreu nos modos de falha de compressão na direção 1 e
cisalhamento. Não houve dano para os outros modos de falha. À medida que o dano
aumentava, os elementos danificados não contornavam o entorno da perfuração, mas se
estenderam no plano do diâmetro do tubo de aço, semelhante ao que ocorreu nos modelos
D/t = 15, ϕ = 15°. Nos modelos α = 2,0, 2,5 e 3,0, o critério de falha não atingiu o valor de 1,
logo, não houve dano.
Nos modelos ϕ = 30°, α = 1,0 e 1,5, os modos de falha cisalhante e de compressão na
direção 1 atingiram a unidade no instante que sucedeu a perda brusca de carga. Diferente dos
modelos ϕ = 15°, o dano estendeu-se no entorno da perfuração. Alguns pontos de integração
apresentaram dano próximo de 1 para os modos de tração e compressão na direção 2, mas
não se estenderam para além de um elemento. O modelo α = 2,0 também atingiu o dano
máximo em todas as camadas para os modos de falha cisalhante e de compressão na direção
1. Não houve dano de outros modos de falha. Os modelos α = 2,5 e 3,0 não apresentaram
dano em nenhum elemento do material compósito.
Os modelos ϕ = 45°, α = 1,0, 1,5 e 2,0 apresentaram dano máximo de compressão na
direção 1 e cisalhamento em todas as camadas pouco após a queda repentina do

45
carregamento. O dano estendeu-se no entorno da perfuração de modo semelhante ao ocorrido
no modelo D/t = 15 (vide Figura 35). O compósito do modelo α = 2,5 apresentou dano em
23 das 152 camadas; o maior valor do dano foi de 0,22, mas este ocorreu em alguns pontos
de integração e não se estendeu para um elemento completo. O modelo α = 3,0 apresentou
Hashin máximo de 0,88 para compressão na direção 1.
Nos quatro modelos ϕ = 60°, α = 1,0, 1,5, 2,0 e 2,5, houve uma perda de carga abrupta
e extensa. Os modos de falha que atingiram o valor máximo de dano em todas as camadas
foram a compressão na direção 1 e o cisalhamento. Dano relacionado a outros modos de falha
ocorreram em dois elementos, mas não se desenvolveram no compósito. No modelo α = 3,0,
o dano máximo foi 0,03 em apenas um elemento.
As tensões na interface adesiva mantiveram-se abaixo de 0,7 MPa para o módulo de
cisalhamento em todos os modelos com esbeltez transversal D/t = 25 nos pontos de
capacidade de carga. A maior ocorrência da tensão de von Mises foi 6,1 MPa.
Os gráficos de momento fletor versus deslocamento angular para os tubos reparados de
D/t = 35 podem ser vistos na Figura 37. O modelo ϕ = 15°, α = 1,0 apresentou uma curva de
momento contínua, mesmo após o ponto de capacidade de carga. Os danos relacionados aos
modos de falha de compressão na direção 1 e cisalhamento ocorreram nos elementos ao longo
do diâmetro da perfuração, da mesma maneira que ocorreu no modelo D/t = 15 (vide Figura
33). No modelo α = 1,5, o dano ocorreu até a 23ª das 65 camadas do laminado, e manteve-se
abaixo de 1 quando a capacidade de carga do modelo foi recuperada à condição intacta. Como
no modelo α = 1,0, não houve ocorrências de outros tipos de dano. Nos modelos α = 2,0, 2,5
e 3,0, a capacidade de carga foi recuperada e não houve ocorrência de dano, e o maior valor
do critério de Hashin foi 0,86 para o modo de falha de compressão na direção 1, no modelo
α = 2,0.
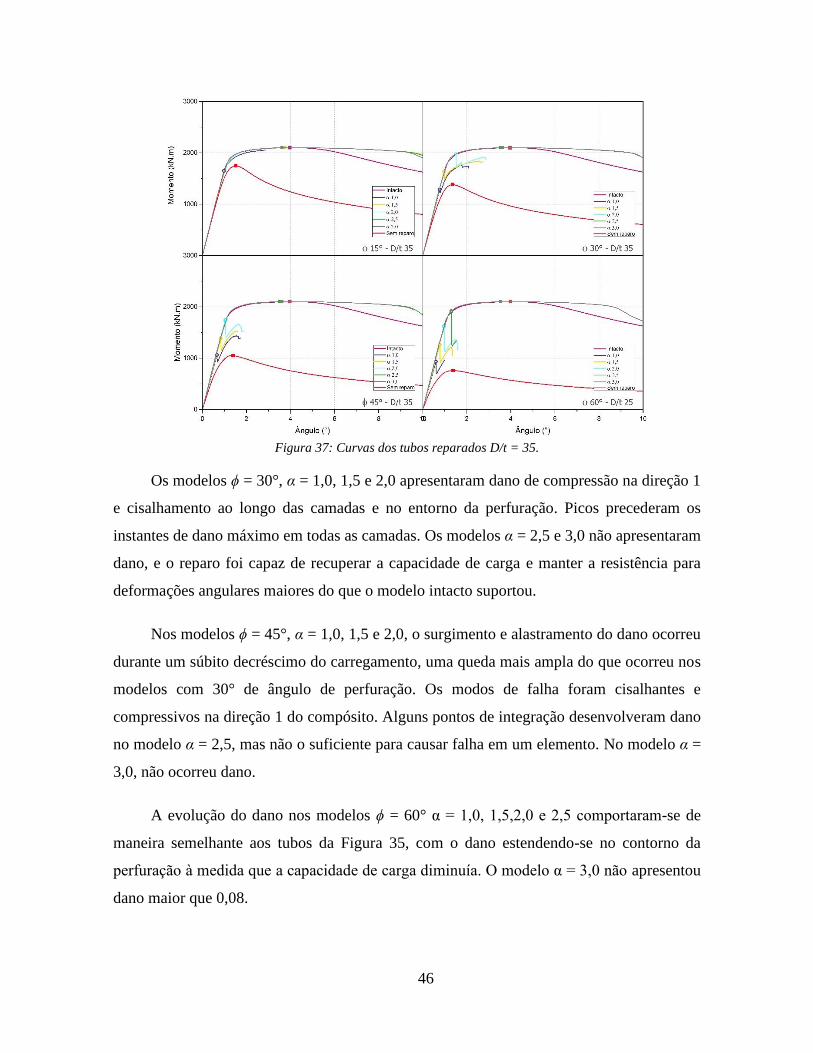
46
Figura 37: Curvas dos tubos reparados D/t = 35.
Os modelos ϕ = 30°, α = 1,0, 1,5 e 2,0 apresentaram dano de compressão na direção 1
e cisalhamento ao longo das camadas e no entorno da perfuração. Picos precederam os
instantes de dano máximo em todas as camadas. Os modelos α = 2,5 e 3,0 não apresentaram
dano, e o reparo foi capaz de recuperar a capacidade de carga e manter a resistência para
deformações angulares maiores do que o modelo intacto suportou.
Nos modelos ϕ = 45°, α = 1,0, 1,5 e 2,0, o surgimento e alastramento do dano ocorreu
durante um súbito decréscimo do carregamento, uma queda mais ampla do que ocorreu nos
modelos com 30° de ângulo de perfuração. Os modos de falha foram cisalhantes e
compressivos na direção 1 do compósito. Alguns pontos de integração desenvolveram dano
no modelo α = 2,5, mas não o suficiente para causar falha em um elemento. No modelo α =
3,0, não ocorreu dano.
A evolução do dano nos modelos ϕ = 60° α = 1,0, 1,5,2,0 e 2,5 comportaram-se de
maneira semelhante aos tubos da Figura 35, com o dano estendendo-se no contorno da
perfuração à medida que a capacidade de carga diminuía. O modelo α = 3,0 não apresentou
dano maior que 0,08.

47
As tensões na interface adesiva mantiveram-se abaixo de 0,8 MPa para o módulo de
cisalhamento em todos os modelos com esbeltez transversal D/t = 35 nos pontos de
capacidade de carga. A maior ocorrência da tensão de von Mises foi 8,9 MPa.
O comportamento dos tubos durante a perda de carga é semelhante ao ilustrado na
Figura 38. No instante que antecedeu a perda de carga (a), as regiões de tração e compressão
do tubo de aço ao longo de todo seu comprimento suportaram a maior parte da tensão. Após
o desenvolvimento do dano no compósito, as tensões diminuíram (b) e o gráfico de momento
fletor decresceu. A camada ilustrada na figura é a mais próxima do tubo de aço, e apresenta
o maior valor e extensão do dano.
Figura 38: Estado de tensões do modelo D/t = 35 ϕ = 60°, α = 2,0 (a) antes e (b) depois da perda de carga.
O mesmo comportamento ocorreu nos modelos com o aço mais espesso, como o
ϕ = 30°, α = 1,5 D/t = 15, mas neste caso o aço sofreu plastificação nas regiões de
tração/compressão antes do momento máximo ser atingido.
A tabela com os valores de resistência a flexão dos modelos reparados pode ser
consultada no ANEXO A – Capacidade de carga dos modelos numéricos reparados com
compósito.

48
3.3.3 Estimativa da resistência da seção reparada
Nos modelos em que a capacidade de carga foi totalmente recuperada à condição
intacta e não houve dano no compósito, nota-se que o aumento incremental da espessura do
compósito não ocasionou momentos fletores maiores. Isso ocorreu porque o tubo está sujeito
a flexão pura ao longo de todo seu comprimento, e mesmo que a região reparada seja capaz
de suportar momentos maiores sem falhar, as regiões do tubo de aço e adjacentes à região
reparada são capazes de suportar, no máximo, a capacidade do tubo intacto.
Para avaliar a capacidade de flexão da seção reparada, os pontos evidenciados nos
gráficos da Figura 32, Figura 36 e Figura 37 foram representados, respectivamente, na Figura
39, Figura 40 e Figura 41: assim, as linhas contínuas representam a interpolação dos pontos
de capacidade dos modelos reparados (■), obtidos numericamente. De modo a facilitar a
comparação, os momentos foram adimensionalizados pelo momento plástico da seção
intacta, MP = σyD2t.
No início de cada curva, é possível perceber uma tendência linear da contribuição do
reparo à resistência da seção reparada. Tomando como exemplo a curva ϕ = 45°, D/t = 15 da
Figura 39, os pontos α = 1,0, 1,5 e 2,0 podem ser aproximados pela reta pontilhada marrom.
Extrapolando-a, tem-se a reta pontilhada cinza, na qual os círculos ● indicam a estimativa da
resistência da seção reparada para os modelos α = 2,5 e 3,0.
Figura 39: Capacidade de carga dos tubos reparados em relação à condição intacta. Tubos D/t = 15.

49
A regressão linear foi realizada para cada conjunto de pontos ■, dado um ângulo ϕ. Os
pontos considerados na regressão foram dos modelos em que o reparo não foi capaz de
restaurar a resistência à condição intacta (% de capacidade recuperada menor que 1,0). Nos
conjuntos em que havia apenas um ponto abaixo do valor 1,0, foi considerado também o
primeiro ponto ■ com ordenada igual a 1,0. Na Figura 39, por exemplo, os pontos α = 1,0 e
1,5 da curva ϕ = 15° foram interpolados para obtenção dos coeficientes da reta.
Figura 40: Capacidade de carga dos tubos reparados em relação à condição intacta. Tubos D/t = 25.
A partir dos gráficos, observa-se que os tubos com razões D/t maiores precisam de
maiores espessuras relativas de compósito para recuperar a resistência a flexão da condição
intacta. Nos gráficos ϕ = 45 e 60° da Figura 41, foram necessários quatro pontos (α = 1,0,
1,5, 2,0 e 2,5) para definir a reta que estima a capacidade de carga dos modelos enquanto
menos pontos foram necessários para definir os mesmos gráficos ϕ = 45 e 60° na Figura 39
e Figura 40. O mesmo ocorreu para os outros valores de ângulo de perfuração ϕ.

50
Figura 41: Capacidade de carga dos tubos reparados em relação à condição intacta. Tubos D/t = 35.
A Tabela 6 apresenta os coeficientes das equações das retas pontilhadas da Figura 39,
Figura 40 e Figura 41. Cada uma das retas representa a estimativa da capacidade de carga da
seção reparada, em função da espessura relativa do compósito, α.
Tabela 6: Equações da reta de resistência a flexão da seção reparada. Esbeltez transversal
(D/t) [-]
Meio ângulo da perfuração
(ϕ) [°]
Interceptação no
eixo y Inclinação da reta
15
15 0,4858 0,3429
30 0,4004 0,3174
45 0,2859 0,3337
60 0,1439 0,3740
15 0,4465 0,3541
25 30 0,3205 0,3316
45 0,2575 0,3116
60 0,1592 0,3183
15 0,3549 0,4305
35 30 0,2805 0,3308
45 0,1802 0,3227
60 0,1304 0,3151
3.4 Equação de projeto
Para obter a equação de projeto, o momento de flexão foi considerado como a variável
dependente, ou seja, o termo de entrada para a elaboração das expressões
paramétricas/empíricas: dos modelos danificados, foram utilizados os momentos de flexão
numéricos; dos modelos reparados, foram usados os momentos de flexão estimados pelas
regressões e extrapolações da seção 3.3.3.

51
Assumiu-se que o momento do tubo reparado Mreparado é o resultado da soma de dois
momentos independentes: o momento do tubo com dano Maço, sem compósito, e o momento
adicional fornecido pelo reparo com material compósito Mcompósito (vide equação (24)):
𝑀𝑟𝑒𝑝𝑎𝑟𝑎𝑑𝑜 = 𝑀𝑎ç𝑜 (𝜙,𝐷
𝑡) + 𝑀𝑐𝑜𝑚𝑝ó𝑠𝑖𝑡𝑜 (𝜙,
𝐷
𝑡, 𝛼) (24)
Para que a expressão a ser gerada pela regressão fosse adimensional, os termos de
entrada (Mreparado) foram divididos pelo momento plástico do tubo intacto MP = σyD2t,
conforme expressão embaixo:
�̅�𝑟𝑒𝑝𝑎𝑟𝑎𝑑𝑜 =𝑀𝑟𝑒𝑝𝑎𝑟𝑎𝑑𝑜
𝑀𝑃
=𝑀𝑎ç𝑜 (𝜙,
𝐷𝑡) + 𝑀𝑐𝑜𝑚𝑝ó𝑠𝑖𝑡𝑜 (𝜙,
𝐷𝑡
, 𝛼)
𝜎𝑦𝐷2𝑡 (25)
Assim dois modelos de regressão linear multivariável pelo RSM podem ser
estabelecidos:
Modelo para os tubos sem qualquer reparo (α = 0):
𝑀𝑎ç𝑜 (𝜙,𝐷
𝑡) = 𝛾0 + 𝛾1𝜙 + 𝛾2 (
𝐷
𝑡) + 𝛾3𝜙 (
𝐷
𝑡) + 𝛾4𝜙
2 + 𝛾5 (𝐷
𝑡)
2
+ 𝜖 (26)
Modelo para cálculo do momento adicional fornecido pelo reparo (α > 0):
𝑀𝑐𝑜𝑚𝑝ó𝑠𝑖𝑡𝑜 = �̅�𝑟𝑒𝑝𝑎𝑟𝑎𝑑𝑜 − 𝑀𝑎ç𝑜=
𝛽0 + 𝛽1𝜙 + 𝛽2 (𝐷
𝑡) + 𝛽3𝛼 + 𝛽4𝜙 (
𝐷
𝑡) + 𝛽5𝜙𝛼 + 𝛽6 (
𝐷
𝑡) 𝛼 + 𝛽7𝜙
2 + 𝛽8 (𝐷
𝑡)
2
+ 𝜖
(27)
O termo α2 na equação (27) foi intencionalmente removido da regressão devido a sua
baixa contribuição. Assim, é gerada uma expressão para determinação da espessura de reparo
em função da capacidade adimensional de contribuição do reparo, M̅reparado, e dos parâmetros
da geometria do dano e do tubo, ϕ e D/t.

52
𝛼 (�̅�𝑐𝑜𝑚𝑝ó𝑠𝑖𝑡𝑜, 𝜙,𝐷
𝑡) =
𝑀𝑐𝑜𝑚𝑝ó𝑠𝑖𝑡𝑜 − 𝛽0 − (𝛽1 + 𝛽7𝜙)𝜙 − [𝛽2 + 𝛽4𝜙 + 𝛽8 (𝐷𝑡)] (
𝐷𝑡)
𝛽3 + 𝛽5𝜙 + 𝛽6 (𝐷𝑡)
+ 𝜖 (28)
3.4.1 Utilização do RSM e análise variância (ANOVA)
O programa GraphPad Prism (GRAPHPAD, 2020) foi usado para realizar a regressão
linear por mínimos quadrados e análise de variância (ANOVA) dos dados. Foi considerado
o intervalo de confiança de 95%, em torno da média (2,5 % para cada uma das extremidades
da distribuição).
3.4.1.1 Equação do momento fletor dos tubos de aço
Primeiro, foram usados os dados dos tubos sem reparo (0 ≥ ϕ ≥ 60°, α = 0 ) para obter
os fatores da expressão da capacidade de carga dos tubos com dano (equação (26)). A Tabela
7 exibe os resultados da análise de variância considerando todas as variáveis e interações
entre variáveis. Nota-se que o valor-P dos parâmetros e ϕ : D/t, ϕ2 e (D/t)2 são maiores que o
nível de significância de 5% considerado, e seus valores-F são os menores quando
comparados com os dos outros parâmetros, representando baixa contribuição desses
parâmetros para a análise. Quanto ao parâmetro regressão, o valor-F foi alto (709,9) e o valor-
P ficou abaixo do nível de significância, confirmando que a regressão é representativa.
Tabela 7: ANOVA considerando todos os parâmetros - Tubos sem reparo.
Parâmetro Soma dos quadrados Graus de liberdade Valor-F Valor-P
Regressão 0,6147 5 709,9 <0,0001
Φ 0,02098 1 121,0 <0,0001
D/t 0,001031 1 5,949 0,0375
ϕ : D/t 0,0007127 1 4,111 0,0732
ϕ2 5,433E-05 1 0,3134 0,5893
(D/t)2 0,0007046 1 4,064 0,0746
Residual 0,001560 9
Total 0,6163 14
A Tabela 8 apresenta as constantes da equação, geradas pela aplicação do RSM.

53
Tabela 8: Fatores da equação (26) considerando todos os parâmetros – Tubos sem reparo.
Constante Parâmetro Valor estimado
γ0 Interseção com eixo y 0,7801
γ1 ϕ -0,4716
γ2 D/t 0,0090
γ3 ϕ : D/t -0,0023
γ4 ϕ2 -0,0166
γ5 (D/t)2 -0,0001
A equação (29) é o resultado da regressão linear dos modelos de aço sem reparo,
considerando todos os parâmetros e interações.
𝑀𝑎ç𝑜 (𝜙,𝐷
𝑡) = 0,7801 − 0,4716𝜙 + 0,0090(
𝐷
𝑡) − 0,0023𝜙 (
𝐷
𝑡) − 0,0166𝜙2 − 0,0001(
𝐷
𝑡)2
(29)
Agora, realizando uma nova regressão e ANOVA considerando apenas os parâmetros
estatisticamente significativos da ANOVA da Tabela 7 (isto é, desconsiderando os fatores
ϕ : (D/t), ϕ2 e (D/t)2), tem-se os resultados da Tabela 9.
Tabela 9: ANOVA considerando somente parâmetros significativos - Tubos sem reparo.
Parâmetro Soma dos quadrados Graus de liberdade Valor-F Valor-P
Regressão 0,6133 2 1214 <0,0001
ϕ 0,6130 1 2426 <0,0001
D/t 0,0003 1 1,003 0,3363
Resíduo 0,0030 12
Total 0,6163 14

54
A Tabela 10 apresenta as constantes da equação, geradas pela aplicação do RSM.
Tabela 10: Fatores da equação (26) considerando somente parâmetros significativos – Tubos sem reparo.
Constante Parâmetro Valor estimado
γ0 Interseção com eixo y 0,8934
γ1 ϕ -0,5460
γ2 D/t 0,0005
O modelo linear somente com fatores significativos para os tubos de aço, sem
compósito, é representado pelos efeitos principais dos fatores ϕ e D/t na equação (30).
𝑀𝑎ç𝑜 (𝜙,𝐷
𝑡) = 0,8934 − 0,5460𝜙 + 0,0005 (
𝐷
𝑡) (30)
A comparação dos resultados da equação de projeto e das simulações em elementos
finitos é apresentado na Figura 42. Os quadrados azuis representam a equação (29) enquanto
os círculos vermelhos representam a equação (30). Nota-se uma tendência dos pontos a se
agruparem próximo da reta pontilhada, indicando boa aderência das equações aos resultados
numéricos, além de uma boa concordância entre a equação com todos os parâmetros e a
equação somente com os parâmetros significativos.
Figura 42: Comparação entre os resultados da equação de projeto e do FEM para o aço.

55
3.4.1.2 Equação do cálculo da espessura do compósito
A segunda etapa do RSM consistiu na obtenção da equação de contribuição do reparo
para a resistência à flexão (equação (27)). A Tabela 11 apresenta os resultados da análise de
variância considerando todas as variáveis e suas interações. Pode-se observar que o valor-P
dos parâmetros ϕ, D/t, ϕ : α, (D/t) : α e (D/t)2 foram maiores do que o nível de significância
de 5%. Além disso, os valores-F foram baixos, o que representa a baixa contribuição desses
parâmetros na equação. O parâmetro regressão, o valor-F da regressão foi alto (370) e o valor-
P ficou abaixo no nível de significância, confirmando a representatividade do modelo linear.
Tabela 11: ANOVA considerando todos os parâmetros – Compósito.
Parâmetro Soma dos quadrados Graus de liberdade Valor-F Valor-P
Regressão 2,149 8 370,0 <0,0001
ϕ 0,0004 1 0,5693 0,4545
D/t 0,0001 1 0,1897 0,6653
α 0,1286 1 177,1 <0,0001
ϕ : D/t 0,0415 1 57,21 <0,0001
ϕ : α 0,0017 1 2,391 0,1290
D/t : α 0,0014 1 1,938 0,1707
ϕ2 0,0442 1 60,85 <0,0001
(D/t)2 0,0004 1 0,6001 0,4426
Residual 0,0824 45
Total 1,252 53
A Tabela 12 apresenta as constantes da equação, geradas pela aplicação do RSM.
Tabela 12: Fatores da equação (27) considerando todos os parâmetros – Compósito.
Constante Parâmetro Valor estimado
β0 Interseção com eixo y -0,3503
β1 ϕ -0,0724
β2 D/t 0,0019
β3 α 0,2983
β4 ϕ : D/t -0,0116
β5 ϕ : α -0,0307
β6 D/t : α 0,0010
β7 ϕ2 0,4206
β8 (D/t)2 6,04E-5
A equação (31) é o resultado da regressão linear da contribuição do compósito para a
capacidade de carga do modelo, considerando todos os parâmetros e interações.
𝑀𝑐𝑜𝑚𝑝ó𝑠𝑖𝑡𝑜 = −0,3503 + [0,0019 − 0,0116ϕ + 0,001α + 0,0006(D/t)](D/t) + ⋯ (31)

56
⋯ + (0,2983 − 0,0307ϕ)α − (0,0724 − 0,4206ϕ)ϕ
Em seguida, uma nova regressão linear foi realizada apenas com os parâmetros
significativos da ANOVA da Tabela 11, com o objetivo de simplificar a equação de projeto
reduzindo a quantidade de termos. Os resultados da ANOVA considerando apenas os
parâmetros significativos estão na Tabela 13.
Tabela 13: ANOVA considerando somente parâmetros significativos – Compósito.
Parâmetro Soma dos quadrados Graus de liberdade Valor-F Valor-P
Regressão 2,098 3 416,6 <0,0001
α 2,080 1 1239 <0,0001
ϕ : D/t 0,0259 1 15,45 0,0003
ϕ2 0,1032 1 61,51 <0,0001
Residual 0,08392 50
Total 2,182 53
A Tabela 14 apresenta as constantes da equação, geradas pela aplicação do RSM.
Tabela 14: Fatores da equação (27) considerando somente parâmetros significativos – Compósito.
Constante Parâmetro Valor estimado
β0 Interseção com eixo y -0,3120
β3 α 0,3020
β4 ϕ : D/t -0,0036
β7 ϕ2 0,1735
O modelo linear para o compósito, considerando somente os fatores significativos, é
representado na equação (32). A medida do ângulo é adimensional, em radianos.
𝑀𝑐𝑜𝑚𝑝ó𝑠𝑖𝑡𝑜 = −0,312 + 0,302α − 0,0036ϕ(D/t) + 0,1735ϕ2 (32)
A comparação dos resultados da equação de projeto e das simulações em elementos
finitos é apresentado na Figura 43. Os quadrados azuis representam a equação (31) enquanto
os círculos vermelhos representam a equação (32). Nota-se uma tendência dos pontos a se
agruparem próximo da reta pontilhada, indicando boa aderência das equações aos resultados
numéricos, além de uma boa concordância entre a equação com todos os parâmetros e a
equação somente com os parâmetros significativos.

57
Figura 43: Comparação entre os resultados da equação de projeto e do FEM para o compósito.
Para a obtenção da equação de espessura de reparo, a variável α deve ser isolada da
equação (32):
𝛼 =�̅�𝑐𝑜𝑚𝑝ó𝑠𝑖𝑡𝑜 + 0,3120 + 0,0036𝜙 (
𝐷𝑡) − 0,1735𝜙2
0,3020 (33)
Em seguida, a parcela M̅compósito deve ser substituída pelos momentos M̅reparado e M̅aço:
𝛼 =�̅�𝑟𝑒𝑝𝑎𝑟𝑎𝑑𝑜 − 𝑀𝑎ç𝑜 + 0,3120 + 0,0036𝜙 (
𝐷𝑡) − 0,1735𝜙2
0,3020 (34)
A parcela M̅aço deve ser substituída pela equação simplificada (30), resultando:
𝛼 (�̅�𝑟𝑒𝑝𝑎𝑟𝑎𝑑𝑜 , 𝜙,𝐷
𝑡) =
�̅�𝑟𝑒𝑝𝑎𝑟𝑎𝑑𝑜 − 0,5814 + 0,5460𝜙 − 0,0005 (𝐷𝑡) + 0,0036𝜙 (
𝐷𝑡) − 0,1735𝜙2
0,3020
(35)

58
Considerando que M̅reparado seja igual a 0,8991 (média da capacidade de carga dos três
modelos intactos, adimensionalizados pelos respectivos momentos plásticos), assume-se que
a estrutura recupera a capacidade de carga do tubo intacto. Logo, a espessura de reparo
compósito pode ser estimada como:
𝑡𝑐 = 𝑡𝛼 (𝜙,𝐷
𝑡) = 𝑡 (
0,3177 + 0,5460𝜙 − 0,0005 (𝐷𝑡) + 0,0036𝜙 (
𝐷𝑡) − 0,1735𝜙2
0,3020) (36)
A Figura 44 apresenta a superfície de resposta descrita pela expressão proposta para os
intervalos estudados: razão D/t de 15 a 35; ângulo de perfuração ϕ de 15° a 60°; e razão de
espessuras α de 1,0 a 3,0.
Figura 44: Superfície de resposta do modelo proposto: a) gráfico de níveis na faixa avaliada, b) superfície de
resposta tridimensional.
a)
1.6
1.7
1.8
1.9
2.0
2.1
2.2
2.3
2.4
2.5
2.6
0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
15
20
25
30
35
(rad)
D/t
1.5
1.6
1.7
1.8
1.9
2.0
2.1
2.2
2.3
2.4
2.5
2.6
2.7
b)

59
4 CONCLUSÕES GERAIS E TRABALHOS FUTUROS
A indústria de óleo e gás é um setor de capital intensivo e risco elevado, e que tem
dedicado esforços nos últimos anos para estender a vida útil dos seus ativos. A longevidade
das plataformas de petróleo está diretamente ligada à sua integridade estrutural, e por essa
razão o desenvolvimento de métodos que possibilitem o reparo dos seus elementos estruturais
têm se tornado tão necessários. Membros tubulares compõem a maior parte da estrutura de
plataformas offshore. Logo, é importante que sejam conhecidos os impactos que danos
transpassantes causados por corrosão gerem nas estruturas, assim como os métodos para
recuperar sua integridade estrutural sem a necessidade de substituição do membro.
No presente trabalho, foi realizado um estudo numérico de membros tubulares de aço
intactos e danificados para quantificar a resistência a flexão para diferentes extensões de dano
circular. Em um segundo momento, os tubos danificados foram reparados com diferentes
espessuras de laminado compósito de fibra de carbono/epóxi com o objetivo de restabelecer
a capacidade de carga a flexão à condição intacta. Foram gerados modelos intactos,
danificados, e reparados com compósito. O comprimento e diâmetro externo foram fixados
em todos os modelos. Variando a espessura do aço, foram gerados modelos com razão entre
diâmetro e espessura de aço D/t de 15, 25 e 35. Os ângulos de perfuração ϕ variaram de 0 a
60°, em incrementos de 15°. A espessura do material compósito variou segundo razão α entre
a espessura do compósito aplicado, tc, e a espessura do aço, t. As espessuras α variaram de
1,0 a 3,0, em incrementos de 0,5. Os modelos foram gerados a partir de um meta-modelo
numérico em linguagem Python, que produzia a geometria com um quarto de simetria para
redução do número de elementos da malha e do tempo de simulação. Um estudo de densidade
de malha foi feito para garantir resultados acurados e reduzir ainda mais o tempo
computacional.
Para o aço utilizado no tubo, foi considerado um comportamento elástico-perfeitamente
plástico; para o reparo, foi utilizado material compósito. Ambos foram unidos por uma fina
interface de resina, para permitir uma avaliação preliminar de delaminação por meio das
tensões na interface. As propriedades do compósito incluíram critérios de iniciação e de
evolução de dano para contabilizar a falha progressiva do material.

60
No total, foram gerados 75 modelos: três tubos intactos, doze tubos danificados sem
reparo e sessenta tubos danificados com reparo. A matriz de simulações é resultado de um
planejamento experimental - DoE, que permitiu a proposição de uma equação de projeto para
estimar a espessura de reparo mínima para recuperar a capacidade de carga do membro
tubular. Para a análise de dados, foi usado o Método de Superfície de Resposta – RSM, uma
regressão linear utilizando o método de mínimos quadrados.
Em uma etapa anterior às simulações dos tubos reparados, foi realizado um estudo de
influência da presença da camada adesiva nos resultados das simulações. Os resultados
mostraram que os modelos sem adesivo apresentaram rigidez e momento de início de dano
um pouco maiores do que os modelos sem adesivo. O principal motivo do uso do adesivo foi
permitir a avaliação do estado de tensões na resina e a verificação da ocorrência de falha na
interface. Optou-se pela espessura de 0,3 mm, usada em trabalhos semelhantes.
Nos modelos reparados, o ponto de capacidade de carga foi estabelecido como o
instante em que todas as camadas de compósito apresentassem ao menos um elemento com
dano máximo; nos casos em que o compósito não apresentasse dano, foi considerado o
momento máximo suportado pelo modelo. O dano no compósito distribuiu-se
majoritariamente nos elementos que contornavam a perfuração do tubo de aço. Para ângulos
menores (15°), o dano ocorreu nos elementos localizados na fronteira da condição de
contorno de simetria axial.
Nos modelos em que a capacidade de carga intacta não foi recuperada, o dano no
compósito e a plastificação no aço da seção reparada foram responsáveis pela perda da
capacidade de carga do membro tubular. Já nos modelos em que o reparo foi capaz de
recuperar a capacidade intacta, o aço das regiões adjacentes à seção reparada sofreu
plastificação, fazendo com que os gráficos de momento fletor em relação ao deslocamento
angular fossem limitados ao gráfico da condição intacta. Para estimar a resistência a flexão
da seção reparada, foi aplicada uma regressão linear e posterior extrapolação dos dados de
capacidade de carga dos tubos reparados.
A equação de projeto usou as informações de capacidade de carga dos modelos
numéricos danificados e a resistência estimada (equações extrapoladas) dos modelos

61
reparados para desenvolver um modelo de estimação da espessura de reparo capaz de
recuperar a resistência da condição intacta. A equação proposta foi capaz de recuperar a
capacidade de carga dos modelos, para os quais o erro na estimativa da capacidade de carga
foi de ± 4,5 %.
É importante ressaltar que os resultados apresentados se restringem a tubos de aço de
comportamento aproximadamente elástico-perfeitamente plástico, reparados com material
compósito de matriz epóxi e reforço bidirecional de fibra de carbono e fibra de vidro.
Adicionalmente, a equações de projeto propostas limitam-se a membros tubulares de esbeltez
transversal D/t entre 15 e 35, ângulos de perfuração ϕ entre 15° e 60°.
A partir dos resultados das simulações, foi concluído que:
• A equação se mostrou capaz de estimar a espessura de reparo para recuperação
da resistência a flexão da condição intacta dos tubos de aço. Foram testados
dez modelos dentro do intervalo D/t de 15 a 35 e o maior erro apresentado foi
4,5 %;
• O momento máximo suportado pelo modelo reparado não excedeu o momento
máximo suportado pelo modelo intacto. Isso ocorreu porque, uma vez
recuperada a capacidade de carga da região danificada, a seção transversal do
tubo de aço, imediatamente após a região do reparo, falhou devido a
instabilidade elastoplástica;
• No intervalo de ângulos de perfuração avaliado, a resistência dos tubos à
flexão diminuiu de forma mais acentuada para razões D/t menores.
Adicionalmente, a perda relativa da capacidade de carga seguiu uma tendência
linear (vide Figura 27);
• Quanto menor o tamanho da perfuração, maior a influência da razão D/t na
redução relativa da resistência dos tubos danificados. Ou seja, para ângulos de
perfuração maiores, as capacidades residuais relativas dos tubos danificados
terão valores mais próximos, mesmo para valores diferentes de D/t (vide
Figura 27);

62
• Tubos com razões D/t maiores necessitam de maiores espessuras relativas de
reparo, α, para recuperar o tubo danificado à condição intacta;
• Na maior parte das simulações com modelos reparados, o dano máximo no
material de reparo só foi atingido para duas das cinco (ver seção 2.1.2.2.2)
variáveis de dano, e os elementos da malha continuaram contribuindo, mesmo
que em menor intensidade, para a rigidez da estrutura, podendo
superdimensionar a rigidez do tubo reparado após a primeira perda de carga.
Isso ocorreu porque o critério nativo do ABAQUS/Standard para a remoção
de elementos do compósito requer que todos os pontos materiais do elemento
atinjam o valor máximo para todas as variáveis de dano;
• Nos instantes de capacidade de carga, as maiores tensões no adesivo não
ultrapassaram 0,8 MPa (em módulo) para cisalhamento e 9,0 MPa para tensão
de von Mises, abaixo da tensão última de cisalhamento da resina, 20,4 MPa.
Dessa forma, pode-se considerar que a resina não falhou antes dos pontos de
capacidade de carga dos modelos, e o reparo não descolou do substrato
metálico;
• Os resultados da equação de projeto (30) que estima o momento fletor dos
tubos danificados foram comparados com os resultados numéricos e
apresentaram erros entre -3 % e 4 %;
• O estudo de convergência de malha permitiu uma economia de até 97 % no
tempo de simulação dos modelos sem compósito, em comparação com o
modelo com a malha mais refinada (vide Tabela 3). O erro da capacidade de
carga associado à malha selecionada foi de 0,16 %;
Propõe-se que, em trabalhos futuros, sejam implementadas as seguintes ações:
• Uso da curva verdadeira do aço, ou curva de Ramberg-Osgood na modelagem
do tubo;
• Realização do estudo de densidade de malha para definir acurácia nos
resultados dos modelos reparados e ganho de tempo computacional nos tubos
com compósito;

63
• Modelagem da interface adesiva usando elementos sólidos, tornando possível
a medição da tensão e deslocamento fora do plano e permitindo o uso de
modelos de tração-separação e critérios de falha e dano para o adesivo;
• Realização de ensaios experimentais para avaliação de outros modos de falha
que possam ocorrer no compósito, e o uso de energias de fratura com cada
modo de falha que possam ocorrer;
• Estudo da propagação do dano em laminados de fibra de vidro/carbono
quando sujeitos a carregamentos fletores;
• Avaliação do uso de elementos sólidos para o laminado, que permitem a
consideração de modos de falha fora do plano do compósito;
• Estudo para redefinir o instante de capacidade de carga dos modelos intactos,
danificados e reparados, considerando possivelmente o estado de plastificação
dos modelos intactos e danificados e o comportamento do gráfico de momento
e deslocamento angular nos modelos reparados;
• Avaliação de efeitos combinados de compressão/flexão/torção nos tubos
intactos e perfurados, bem como a influência da direção das fibras do
laminado na resistência a cada um dos carregamentos/combinação de
carregamentos;
• Implementação de uma rotina em Python para remover os elementos quando
atingido o valor de dano máximo para, no mínimo, uma variável de dano. Isso
evitará que elementos danificados continuem contribuindo para a rigidez do
laminado;
• Proposição de uma equação de projeto em função das propriedades de rigidez
e critérios de falha e dano do compósito;
• Uso de planejamento de experimentos (DoE) do tipo CCD, que permite o
refinamento da superfície de resposta em regiões de interesse, capturando
efeitos localizados de curvatura;

64
REFERÊNCIAS BIBLIOGRÁFICAS
ANDERSON, M. J.; WHITCOMB, P. J. DOE Simplified: Practical Tools for Effective
Experimentation, Third Edition. Portland, Oregon: CRC Press, 2015.
API. API RP 2A-LRFD : Planning, Designing, and Constructing Fixed Offshore
Platforms - Load and Resistance Factor Design, 1993. Disponível em:
<https://global.ihs.com/doc_detail.cfm?document_name=API%20RP%202A-
LRFD>. Acesso em: 23 nov. 2019
ARBOCZ, J.; BABCOCK, C. D. The Effect of General Imperfections on the Buckling of
Cylindrical Shells. Journal of Applied Mechanics, v. 36, n. 1, p. 28–38, 1 mar. 1969.
BAŞ, D.; BOYACI, İ. H. Modeling and optimization I: Usability of response surface
methodology. Journal of Food Engineering, v. 78, n. 3, p. 836–845, 1 fev. 2007.
BATTERMAN, S. C. Plastic buckling of axially compressed cylindrical shells. AIAA
Journal, fev. 1965.
CHAI, H. Bond thickness effect in adhesive joints and its significance for mode I interlaminar
fracture of laminated composites. Proceedings of the Seventh Conference on
Composite Materials: Testing and Design, v. ASTM STP, n. 893, p. 209–331,
1986.
CHEN, W. F.; TOMA, S. Analysis and Software of Cylindrical Members. Boca Raton:
CRC Press, 1995.
DE FREITAS, M. D. Capacidade última de elementos tubulares intactos e perfurados
sob cargas axiais e momentos fletores. Projeto de Graduação—Rio de Janeiro:
Universidade Federal do Rio de Janeiro, set. 2016.
DNV. DNV-RP-C208: Determination of Structural Capacity by Non-linear FE analysis
Methods, 2013. Disponível em:
<https://pdfs.semanticscholar.org/9051/79af16102318a837f9f2315f2b1064c777ee.p
df>

65
ELCHALAKANI, M.; GRZEBIETA, R.; ZHAO, X.-L. Plastic Collapse Analysis of Slender
Circular Tubes Subjected to Large Deformation Pure Bending. Advances in
Structural Engineering, v. 5, n. 4, p. 241–257, 1 out. 2002.
FARAH, J. C. Determinação da Tenacidade a Fratura Interlaminar de Compósitos de
Fibra de Carbono/Resina Epóxi | Engenharia Aeronáutica e Aeroespacial.
Dissertação de mestrado—São José dos Campos, SP: Instituto Tecnológico de
Aeronáutica, 30 out. 2009.
FELIPPES, B. A. DE. Estudo do comportamento mecânico de dutos de aço com reparos
compósitos hibridos. Brasília: Universidade de Brasília, 26 mar. 2010.
FERNÁNDEZ, J. L. M. et al. Composite patch repair of damaged tubular members from
flare boom structures subjected to compressive loads. Composite Structures, 5 nov.
2020.
GIBSON, R. F. Principles of Composite Material Mechanics. 3a ed. New York: McGraw-
Hill, Inc., 1994.
GRAPHPAD. GraphPad Prism. San Diego, California: GraphPad Software, Inc, 2020.
GRZEBIETA, R. H. On the equilibrium approach for predicting the crush response of
thin-walled mild steel structures. Tese de Pós-Doutorado—Melbourne, Australia:
Monash University, 1990.
HAN, H. et al. Numerical and experimental investigations of the response of aluminum
cylinders with a cutout subject to axial compression. Thin-Walled Structures, v. 44,
n. 2, p. 254–270, 1 fev. 2006.
HASHIN, Z. Failure Criteria for Unidirectional Fiber Composites. Journal of Applied
Mechanics, v. 47, n. 2, p. 329–334, 1 jun. 1980.
HASHIN, Z.; ROTEM, A. A Fatigue Failure Criterion for Fiber Reinforced Materials.
Journal of Composite Materials, v. 7, n. 4, p. 448–464, out. 1973.
HEBOR, M. F.; RICLES, J. M. Local buckling strength of patch corrosion damaged steel
tubular bracing. Steel Structures, v. 2, p. 59–70, 2002.

66
HERNÁNDEZ, I. D. et al. Compressive capacity of perforated tubular members using
symbolic regression of DoE-FEM simulations. Thin-Walled Structures, v. 131, p.
440–450, 1 out. 2018.
HERNÁNDEZ, I. D. Capacidade remanescente de estruturas tubulares perfuradas de
aço sob carregamento de compressão e flexão. Tese de Doutorado—Rio de Janeiro:
Universidade Federal do Rio de Janeiro, set. 2019.
HERNÁNDEZ, I. D.; FERNANDEZ, J. L. Metamodelo em Python para geração de
modelos numéricos em Abaqus. Rio de Janeiro: Ocean Structures Laboratory
(NEO), 2019.
HICKS. Welded Design: Theory and Practice. Abington, Cambridge/England: Woodhead
Publishing, 2001.
JIAO, H.; ZHAO, X.-L. Section slenderness limits of very high strength circular steel tubes
in bending. Thin-Walled Structures, v. 42, n. 9, p. 1257–1271, 1 set. 2004.
JOSE, S. et al. Intralaminar fracture toughness of a cross-ply laminate and its constituent sub-
laminates. Composites Science and Technology, v. 61, n. 8, p. 1115–1122, jun.
2001.
JULLIEN, J. F.; LIMAM, A. Effects of openings of the buckling of cylindrical shells
subjected to axial compression. Thin-Walled Structures, v. 31, n. 1, p. 187–202, 1
maio 1998.
KNUPP, A. B. Capacidade de Estruturas Tubulares Danificadas Sujeitas a
Carregamento Combinado. Projeto de Graduação—Rio de Janeiro: Universidade
Federal do Rio de Janeiro, fev. 2017.
KNUPP, A. B.; VAZ, M. A.; CYRINO, J. C. R. Ultimate bending capacity of perforated pipe
cross sections. Marine Systems & Ocean Technology, v. 14, n. 1, p. 34–41, 1 mar.
2019.
LAPCZYK, I.; HURTADO, J. A. Progressive damage modeling in fiber-reinforced
materials. Composites: Part A, v. 38, p. 2333–2341, 15 jan. 2007.

67
LEE, S. E. et al. Ultimate strength of cylindrical shells with cutouts. Ships and Offshore
Structures, v. 12, n. sup1, p. S153–S173, 13 mar. 2017.
LIN, H. J.; TSAI, C. C.; SHIE, J. S. Failure analysis of woven-fabric composites with
moulded-in holes. Composites Science and Technology, v. 55, n. 3, p. 231–239, jan.
1995.
LUTES, L. D. et al. Assessing the compressive strength of corroded tubular members.
Applied Ocean Research, v. 23, n. 5, p. 263–268, 1 out. 2001.
MABLESON, A. R. et al. Refurbishment of steel tubular pipes using composite materials.
Plastics, Rubber and Composites, v. 29, n. 10, p. 558–565, out. 2000.
MENDANHA, F. O. et al. Análise de ligações em perfis tubulares de aço do tipo K e KT
com afastamento entre as diagonais e o montante. Rem: Revista Escola de Minas,
v. 60, n. 2, p. 419–425, jun. 2007.
MONTGOMERY, D. C. Design and Analysis of Experiments. Nova York, EUA: John
Wiley & Sons, 2017.
NAZARI, M.; KHEDMATI, M. R.; KHALAJ, A. F. A numerical investigation into ultimate
strength and buckling behavior of locally corroded steel tubular members. Latin
American Journal of Solids and Structures, v. 11, n. 6, p. 1063–1076, nov. 2014.
OKADA, H. et al. A study on deterioration of strength and reliability of aged jacket
structures. Oceans ’04 MTS/IEEE Techno-Ocean ’04 (IEEE Cat.
No.04CH37600), v. 1, p. 186–192, nov. 2004.
OSTAPENKO, A.; PADULA, J. A. Residual strength of offshore structures after damage.
Fritz Laboratory Reports, paper 2310. maio 1986.
PERRUT, V. A. Análise de reparo de tubos com defeito transpassante por meio de
materiais compósitos. Dissertação de Mestrado—Rio de Janeiro: Universidade
Federal do Rio de Janeiro, mar. 2009.
PINHO, S. T.; ROBINSON, P.; IANNUCCI, L. Fracture toughness of the tensile and
compressive fibre failure modes in laminated composites. Composites Science and
Technology, v. 66, n. 13, p. 2069–2079, 1 out. 2006.

68
REKAB, K.; SHAIKH, M. Statistical Design of Experiments with Engineering
Applications. Nova York, EUA: CRC Press, 2005.
ROSSUM, G. V.; DRAKE, F. L. Python Reference ManualCentrum voor Wiskunde en
Informatica Amsterdam, , 1995. Disponível em:
<https://docs.python.org/3/reference/>. Acesso em: 10 jan. 2021
SANTANA, F. DE A. ESTUDO DO PROCESSAMENTO DE COMPÓSITOS
TERMOPLÁSTICOS A PARTIR DE PRÉ- IMPREGNADOS PEEK/FIBRA
DE CARBONO POR MOLDAGEM POR COMPRESSÃO A QUENTE.
Taubaté: Universidade de Taubaté, 2010.
SHI, Y.; SWAIT, T.; SOUTIS, C. Modelling damage evolution in composite laminates
subjected to low velocity impact. Composite Structures, v. 94, n. 9, p. 2902–2913,
1 set. 2012.
SMITH, M. ABAQUS/Standard User’s Manual. Providence, RI: Dassault Systemes, 2010.
SOUTIS, C.; CURTIS, P. T.; FLECK, N. A. Compressive failure of notched carbon fibre
composites. Proceedings of the Royal Society of London. Series A: Mathematical
and Physical Sciences, v. 440, n. 1909, p. 241–256, 8 fev. 1993.
TAFRESHI, A. Buckling and post-buckling analysis of composite cylindrical shells with
cutouts subjected to internal pressure and axial compression loads. International
Journal of Pressure Vessels and Piping, v. 79, n. 5, p. 351–359, 1 maio 2002.
TEKLA. Saipem pode supervisionar projetos inteiros de plataformas marítimas com a
Tekla. Disponível em: <https://www.tekla.com/br/refer%C3%AAncias/saipem-
pode-supervisionar-projetos-inteiros-de-plataformas-mar%C3%ADtimas-com-
tekla>. Acesso em: 11 out. 2020.
VAZ, M. A. et al. Experimental and numerical analyses of the ultimate compressive strength
of perforated offshore tubular members. Marine Structures, v. 58, p. 1–17, 1 mar.
2018.
WARREN, K. C. et al. Progressive failure analysis of three-dimensional woven carbon
composites in single-bolt, double-shear bearing. Composites Part B: Engineering,
v. 84, p. 266–276, 1 jan. 2016.

69
YEH, M.-K.; LIN, M.-C.; WU, W.-T. Bending buckling of an elastoplastic cylindrical shell
with a cutout. Engineering Structures, v. 21, n. 11, p. 996–1005, 1 nov. 1999.
ZHI, J. et al. A Numerical Method for Simulating the Microscopic Damage Evolution in
Composites Under Uniaxial Transverse Tension. Applied Composite Materials, v.
23, n. 3, p. 255–269, 1 jun. 2016.
ZHOU, Y.; LU, Z.; YANG, Z. Progressive damage analysis and strength prediction of 2D
plain weave composites | Request PDF. Composites Part B: Engineering, v. 47, p.
220–229, 21 nov. 2012.

70
ANEXO A – CAPACIDADE DE CARGA DOS MODELOS
NUMÉRICOS REPARADOS COM COMPÓSITO
Tabela 15: Resultados dos ensaios reparados.
Esbeltez transversal
(D/t)
[-]
Meio ângulo da
perfuração (ϕ)
[°]
Razão de
espessuras (α)
[-]
Momento máximo
[kN.m]
Capacidade de carga remanescente
(em relação à condição intacta)
15
15
1,0 3794 82,9 %
1,5 4579 100,0 %
2,0 4579 100,0 %
2,5 4578 100,0 %
3,0 4579 100,0 %
30
1,0 3286 71,8 %
1,5 4013 87,6 %
2,0 4579 100,0 %
2,5 4579 100,0 %
3,0 4579 100,0 %
45
1,0 2810 61,4 %
1,5 3654 79,8 %
2,0 4338 94,7 %
2,5 4579 100,0 %
3,0 4579 100,0 %
60
1,0 2365 51,7 %
1,5 3238 70,7 %
2,0 4077 89,1 %
2,5 4580 100,0 %
3,0 4579 100,0 %
25
15
1,0 2311 80,1 %
1,5 2822 97,8 %
2,0 2887 100,0 %
2,5 2887 100,0 %
3,0 2887 100,0 %
30
1,0 1882 100,0 %
1,5 2360 65,2 %
2,0 2887 81,8 %
2,5 2887 100,0 %
3,0 2887 100,0 %
45
1,0 1621 56,2 %
1,5 2136 74,0 %
2,0 2520 87,3 %
2,5 2887 100,0 %
3,0 2887 100,0 %
60
1,0 1364 47,3 %
1,5 1839 63,7 %
2,0 2333 80,8 %
2,5 2731 94,6 %
3,0 2887 100,0 %
35
15
1,0 1649 78,4 %
1,5 2100 100,1 %
2,0 2100 100,1 %
2,5 2100 100,1 %
3,0 2100 100,1 %
30
1,0 1281 61,0 %
1,5 1635 77,9 %
2,0 1975 94,1 %
2,5 2100 100,1 %
3,0 2101 100,1 %
45
1,0 1062 50,6 %
1,5 1381 65,8 %
2,0 1740 82,9 %
2,5 2101 100,1 %
3,0 2101 100,1 %
60
1,0 931 44,4 %
1,5 1260 60,0 %
2,0 1619 77,1 %
2,5 1914 92,1 %
3,0 2101 100,1 %

71