usinagem 1 udesc - prof. jair r. bächtold. usinagem usinagem é um processo onde a peça é obtida...
TRANSCRIPT

USINAGEMUSINAGEM
1UDESC - Prof. Jair R. Bächtold

USINAGEM
Usinagem é um processo onde a peça é obtida através da retirada de cavacos (aparas de metal) de uma peça bruta, através de ferramentas adequadas.
2UDESC - Prof. Jair R. Bächtold

USINAGEM
A usinagem confere à peça uma precisão dimensional e um acabamento superficial que não podem ser obtidos por nenhum outro processo de fabricação.
3UDESC - Prof. Jair R. Bächtold
USINAGEM
É por este motivo que a maioria das peças, mesmo quando obtidas através de outros processos, recebe seu formato final através de usinagem.
4UDESC - Prof. Jair R. Bächtold

A USINAGEM NO CONTEXTO
DOS PROCESSOS DE
FABRICAÇÃO
5UDESC - Prof. Jair R. Bächtold

Uma pequena história da Usinagem
A Pré-História compreende o período A Pré-História compreende o período que vai desde o surgimento do que vai desde o surgimento do homem até o aparecimento da homem até o aparecimento da escrita, sendo subdividida em: escrita, sendo subdividida em:
-Idade da Pedra Lascada (Paleolítico- -Idade da Pedra Lascada (Paleolítico- machado de pedra lascada) machado de pedra lascada) -Idade da Pedra Polida (Neolítico- -Idade da Pedra Polida (Neolítico- foice de osso) foice de osso) -Idade dos Metais (pontas de armas) -Idade dos Metais (pontas de armas)
6UDESC - Prof. Jair R. Bächtold

Uma pequena história da Usinagem
Observe que a Observe que a usinagem evoluiu usinagem evoluiu juntamente com o juntamente com o homem, sendo usada homem, sendo usada como parâmetro de como parâmetro de subdivisão de um subdivisão de um período.período.
7UDESC - Prof. Jair R. Bächtold

A Usinagem na Pré-História
Surge o Princípio da Surge o Princípio da Fabricação Fabricação
No Período Paleolítico, as No Período Paleolítico, as facas, pontas de lanças e facas, pontas de lanças e machados eram fabricados machados eram fabricados com lascas de grandes pedras. com lascas de grandes pedras.
No Período Neolítico, os No Período Neolítico, os artefatos eram obtidos com o artefatos eram obtidos com o desgaste e polimento da pedra desgaste e polimento da pedra (Princípio da Retificação).(Princípio da Retificação).
8UDESC - Prof. Jair R. Bächtold

A Usinagem na Pré-História
Surge o Conhecimento Surge o Conhecimento de Novos Materiais de Novos Materiais
O Homem passa a usar O Homem passa a usar metais na fabricação metais na fabricação de ferramentas e de ferramentas e armas no fim da pré-armas no fim da pré-história.história.
9UDESC - Prof. Jair R. Bächtold

A Usinagem na Pré-História Os primeiros metais a Os primeiros metais a
serem conhecidos foram serem conhecidos foram o cobre e o ouro, e , em o cobre e o ouro, e , em escala menor, o estanho. escala menor, o estanho. O ferro foi o último O ferro foi o último metal que o homem metal que o homem passou a utilizar na passou a utilizar na fabricação de seus fabricação de seus instrumentos. instrumentos.
10UDESC - Prof. Jair R. Bächtold

A Evolução da Usinagem A Evolução da FerramentaA Evolução da Ferramenta
Com a pancada de uma cunha manual Com a pancada de uma cunha manual surgiu o cinzel, movimentando esta surgiu o cinzel, movimentando esta ferramenta para frente e para trás, ferramenta para frente e para trás, aplicando-se pressão surgiu a serraaplicando-se pressão surgiu a serra
Dispositivo da era Neolítica usado no corte de pedras 11
UDESC - Prof. Jair R. Bächtold

Um grande avanço nesse período foi a transformação do movimento de translação em movimento de rotação (com sentido de rotação invertido a cada ciclo). Este princípio foi aplicado em um dispositivo denominado Furação de Corda Puxada
A Evolução da Usinagem
12UDESC - Prof. Jair R. Bächtold

A primeira forma usada A primeira forma usada para motorizar máquinas para motorizar máquinas foi a roda d’água. foi a roda d’água.
No século XVIII surgem as No século XVIII surgem as máquinas movidas a vapor máquinas movidas a vapor (energia esta transmitida (energia esta transmitida através da oficina por meio através da oficina por meio de eixos, correias e de eixos, correias e roldanas). roldanas).
A Evolução da Usinagem
13UDESC - Prof. Jair R. Bächtold

Finalmente, no fim do século Finalmente, no fim do século XIX, o vapor seria substituído XIX, o vapor seria substituído pela energia elétrica. Foi pela energia elétrica. Foi após esta inovação que após esta inovação que apareceram as máquinas apareceram as máquinas modernas de usinagem, modernas de usinagem, responsáveis em grande responsáveis em grande parte pelo crescimento da parte pelo crescimento da indústria de produtos de indústria de produtos de consumo.consumo.
A Evolução da Usinagem
14UDESC - Prof. Jair R. Bächtold

UDESC - Prof. Jair R. Bächtold 15
USINABILIDAD
E DOS
MATERIAIS

Na obtenção de peças pela retirada de cavacos verificamos que cada material tem um comportamento diferente.
Usinabilidade dos Materiais
16UDESC - Prof. Jair R. Bächtold

Enquanto uns podem ser trabalhados facilmente, outros apresentam problemas tais como: Empastamento, desgaste rápido da ferramenta, mau acabamento, necessidade de grande potência para o corte, etc.
Usinabilidade dos Materiais
17UDESC - Prof. Jair R. Bächtold

Isto varia de acordo com a usinabilidade
do material.
Usinabilidade dos Materiais
18UDESC - Prof. Jair R. Bächtold

Podemos definir Podemos definir usinabilidade como usinabilidade como sendo o grau de sendo o grau de dificuldade que dificuldade que determinado determinado material apresenta material apresenta para ser usinadopara ser usinado..
Usinabilidade dos Materiais
19UDESC - Prof. Jair R. Bächtold

A usinabilidade não depende apenas A usinabilidade não depende apenas das características do material, mas das características do material, mas também, de outros parâmetros da também, de outros parâmetros da usinagem, tais como: usinagem, tais como:
Refrigeração.Refrigeração.rigidez do sistema máquina-rigidez do sistema máquina-
ferramenta.ferramenta.características da ferramenta, características da ferramenta, tipo de operação, etc...tipo de operação, etc...
Usinabilidade dos Materiais
20UDESC - Prof. Jair R. Bächtold

Assim, dependendo das Assim, dependendo das condições de usinagem condições de usinagem um mesmo material um mesmo material poderá ter variações poderá ter variações em sua usinabilidade. em sua usinabilidade.
Usinabilidade dos Materiais
21UDESC - Prof. Jair R. Bächtold

A usinabilidade A usinabilidade normalmente é normalmente é determinada por determinada por comparação e para comparação e para determinada determinada característica, tal como característica, tal como a vida da ferramenta.a vida da ferramenta.
Critérios para a Determinação da
Usinabilidade dos Materiais
22UDESC - Prof. Jair R. Bächtold

Neste caso pode-se Neste caso pode-se determinar um índice de determinar um índice de usinabilidade através da usinabilidade através da comparação com o comparação com o desempenho previamente desempenho previamente conhecido de um material conhecido de um material padrão. padrão.
Critérios para a Determinação da
Usinabilidade dos Materiais
23UDESC - Prof. Jair R. Bächtold

Os principais critérios, que são passíveis de serem expressos em valores numéricos, são:
Vida da ferramenta
Força de corte
Potência consumida
Determinação da Usinabilidade dos Materiais
24UDESC - Prof. Jair R. Bächtold

Esses parâmetros servem, também, para definir o custo do trabalho de usinagem.
Assim, a vida da ferramenta entre duas afiações sucessivas tem grande influência no custo de operação.
Determinação da Usinabilidade dos Materiais
25UDESC - Prof. Jair R. Bächtold

A força e a potência limitam as dimensões máximas de corte e, portanto, o volume de material removido por hora-máquina.
Determinação da Usinabilidade dos Materiais
26UDESC - Prof. Jair R. Bächtold

Além disso, a exigência de um acabamento de alta qualidade poderá influir, também, no custo de usinagem.
Determinação da Usinabilidade dos Materiais
27UDESC - Prof. Jair R. Bächtold

Baseadas principalmente nestes critérios é que são estabelecidas as tabelas e os gráficos que indicam o comportamento de cada material na usinagem.
Embora seja impossível determinar-se com precisão um índice de usinabilidade para cada material.
Determinação da Usinabilidade dos Materiais
28UDESC - Prof. Jair R. Bächtold

Estas tabelas são de grande valor para estabelecer parâmetros iniciais de partida que, de acordo com as condições específicas de cada trabalho, poderão ser trazidos para valores mais adequados, através de ensaios e experimentações.
Determinação da Usinabilidade dos Materiais
29UDESC - Prof. Jair R. Bächtold

Dureza e resistência Dureza e resistência mecânica: Valores baixos mecânica: Valores baixos geralmente favorecem a geralmente favorecem a usinabilidadeusinabilidade
Ductibilidade: Valores baixos Ductibilidade: Valores baixos geralmente favorecem a geralmente favorecem a usinabilidade.usinabilidade.
Propriedade dos Materiais que podem influenciar na
Usinabilidade
30UDESC - Prof. Jair R. Bächtold

Condutividade térmica: Condutividade térmica: Valores elevados geralmente Valores elevados geralmente favorecem a usinabilidadefavorecem a usinabilidade
Taxa de encruamento: Taxa de encruamento: Valores baixos geralmente Valores baixos geralmente favorecem a usinabilidadefavorecem a usinabilidade
Propriedade dos Materiais que podem influenciar na
Usinabilidade
31UDESC - Prof. Jair R. Bächtold
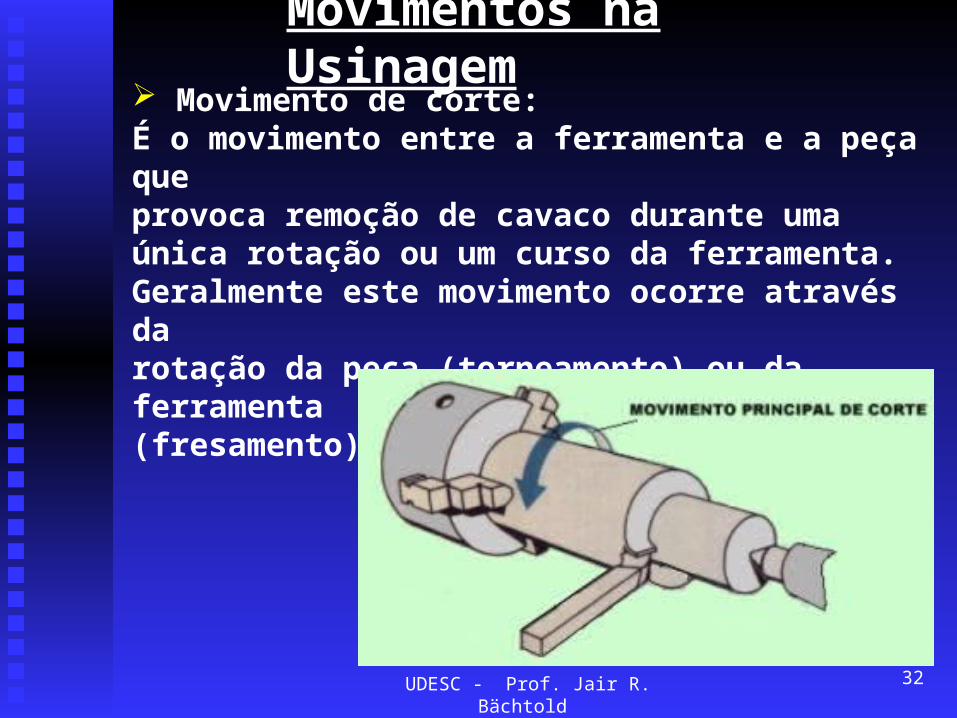
Movimentos na Usinagem
Movimento de corte:É o movimento entre a ferramenta e a peça que provoca remoção de cavaco durante uma única rotação ou um curso da ferramenta.Geralmente este movimento ocorre através da rotação da peça (torneamento) ou da ferramenta (fresamento).
32UDESC - Prof. Jair R. Bächtold

Movimento de avanço ( f ):É o movimento entre a ferramenta e a peça que, juntamente com o movimento de corte, possibilita uma remoção contínua do cavaco ao longo da peça.
Movimentos na Usinagem
33UDESC - Prof. Jair R. Bächtold

Movimentos Passivos na Usinagem
Movimento de ajuste ou penetração (a ):
É o movimento entre a ferramenta e a peça, no qual é predeterminada a espessura da camada de material a ser removida.
MOVIMENTO DE AJUSTE
34UDESC - Prof. Jair R. Bächtold

Movimentos na Usinagem
Movimento efetivo de corte:É o movimento entre a ferramenta e a peça, a partir do qual resulta o processo de usinagem.
35UDESC - Prof. Jair R. Bächtold

Movimentos na Usinagem
Quando o movimento de avanço é continuo, o movimento efetivo é a resultante da composição dos movimentos de corte e de avanço.
MOVIMENTO EFETIVO
36UDESC - Prof. Jair R. Bächtold

Movimento Efetivo de Corte
37UDESC - Prof. Jair R. Bächtold

TEU - Prof. JAIR38

TEU - Prof. JAIR39

TEU - Prof. JAIR40

Movimento de correção:
É o movimento entre a ferramenta e a peça, empregado para compensar alterações de
posicionamento devidas, por exemplo, pelo
desgaste da ferramenta.
Movimentos na Usinagem
41UDESC - Prof. Jair R. Bächtold

Movimento de aproximação:
É o movimento da ferramenta em direção à peça, com a finalidade de posicioná-la para iniciar a usinagem.
Movimentos na Usinagem
42UDESC - Prof. Jair R. Bächtold

Movimento de recuo:
É o movimento da ferramenta pelo qual ela, após a usinagem, é afastada da peça.
Movimentos na Usinagem
43UDESC - Prof. Jair R. Bächtold

Tanto os movimentos ativos como passivos são importantes, pois eles estão associados a tempos que, somados, resultam no tempo total de fabricação.
Movimentos na Usinagem
44UDESC - Prof. Jair R. Bächtold

Cálculo da Velocidade de Corte
Vc = velocidade de corte [m/min]d = diâmetro da peça (ferramenta) [mm]n = rotação da peça (ferramenta) [rpm]
1000
Π.d.nvc
45UDESC - Prof. Jair R. Bächtold

Cálculo da Velocidade de Avanço
Vf = velocidade de avanço [mm/min]f = avanço [mm/rot]n = rotação da peça (ferramenta) [rpm]Vc = velocidade de corte [m/min]d = diâmetro da peça (ferramenta) [mm]
.fΠ.d
1000.vf.nv c
f 46
UDESC - Prof. Jair R. Bächtold

EXERCÍCIOS
UDESC - Prof. Jair R. Bächtold 47

ExercícioDados de um torneamento cilíndrico:Dados de um torneamento cilíndrico: Comprimento a usinar: 500 mm.Comprimento a usinar: 500 mm. Diâmetro da peça: 80 mmDiâmetro da peça: 80 mm Velocidade de corte recomendada: 32 Velocidade de corte recomendada: 32
m/minm/min Avanço: 0,8 mm/rotAvanço: 0,8 mm/rot Profundidade: 3 mmProfundidade: 3 mm Rotaçoes disponíveis no torno: 70 – 100 Rotaçoes disponíveis no torno: 70 – 100
– 120 – 150 – 175-200 rpm.– 120 – 150 – 175-200 rpm. Calcular a rotação apropriada.Calcular a rotação apropriada.
48UDESC - Prof. Jair R. Bächtold

TEMPOS NA
USINAGEM
UDESC - Prof. Jair R. Bächtold 49

Cálculo do Tempo de Corte
(tempos ativos)
tc = tempo de corte [min]If = percurso de avanço [mm]Vf = velocidade de avanço [mm/min]
c
ff
f
f
1000.f.v
Π.d.I
f.n
I
v
Itc
50UDESC - Prof. Jair R. Bächtold

TEMPOS NA
USINAGEMUDESC - Prof. Jair R. Bächtold 51
PRÓXIMA AULA

Cálculo dos Tempos Passivos
Os tempos passivos nem sempre podem ser calculados. Geralmente são estimados portécnicas específicas que estudam os movimentose a cronometragem dos tempos a eles relacionados,estabelecendo os chamados tempos padrões.
52UDESC - Prof. Jair R. Bächtold

Cálculo da Seção Transversal de Corte
A= área da seção transversal de um cavaco a serremovido [mm²]ap= profundidade ou largura de usinagem, medidaperpendicularmente ao plano de trabalho [mm]
.faΑ p
53UDESC - Prof. Jair R. Bächtold

Exercício
Dados de um torneamento cilíndrico:Dados de um torneamento cilíndrico: Comprimento a usinar: 500 mm.Comprimento a usinar: 500 mm. Diâmetro da peça: 80 mmDiâmetro da peça: 80 mm Velocidade de corte recomendada: 32 m/minVelocidade de corte recomendada: 32 m/min Avanço: 0,8 mm/rotAvanço: 0,8 mm/rot Profundidade: 3 mmProfundidade: 3 mm Rotaçoes disponíveis no torno: 70 – 100 – 120 – Rotaçoes disponíveis no torno: 70 – 100 – 120 –
150 – 175-200150 – 175-200
Calcular o tempo ativo de corte.Calcular o tempo ativo de corte.
54UDESC - Prof. Jair R. Bächtold

UDESC - Prof. Jair R. Bächtold 55
FIM

Mecanismo de formação do cavaco
A formação do cavaco influencia diversos fatoresligados a usinagem, tais como:
• Desgaste da ferramenta• Esforços de corte• Calor gerado na usinagem• Penetração do fluido de corte, etc
56UDESC - Prof. Jair R. Bächtold

Mecanismo de formação do cavaco
Assim estão envolvidos com o processo de formaçãode cavaco os seguintes aspectos:
• Econômicos• Qualidade da peca• Segurança do Operador• Utilização adequada da máquina, etc
57UDESC - Prof. Jair R. Bächtold

Etapas da formação do cavaco
1) recalque (deformação elástica)1) recalque (deformação elástica)
2) deformação plástica2) deformação plástica
3) ruptura (cisalhamento)3) ruptura (cisalhamento)
4) movimento sobre a superfície de 4) movimento sobre a superfície de saídasaída
58UDESC - Prof. Jair R. Bächtold

Mecanismo de formação do cavaco
O corte dos metais envolve o cisalhamento concentradoao longo de um plano chamado plano de cisalhamento.
O ângulo entre o plano de cisalhamento e a direção dede corte é chamado de ângulo de cisalhamento (Ø).
Quanto maior a deformação do cavaco sendo formado,menor será Ø e maior será o esforço de corte.
59UDESC - Prof. Jair R. Bächtold

Mecanismo de formação do cavaco
ØPlano de cisalhamento
Ângulo de cisalhamento
60UDESC - Prof. Jair R. Bächtold
Cizalha
Fratura

Tipos de cavaco
De ruptura ContínuoDe cisalhamento
O fenômeno de formação do cavaco é periódico
AçoFerro
fundido Aço
61UDESC - Prof. Jair R. Bächtold
Cav.&Past

FERRAMENTA
PEÇAZona primária (cisalhamento
)
Zona secundária (cisalhamento/atri
to)
Fontes de Calor
Zona terciária (atrito)
62UDESC - Prof. Jair R. Bächtold

Distribuição de Calor
63UDESC - Prof. Jair R. Bächtold
Temp.corte

Controle da Forma do Cavaco
Problemas relacionados à forma do cavaco: Problemas relacionados à forma do cavaco: Segurança do OperadorSegurança do Operador Possíveis danos à ferramenta e à peçaPossíveis danos à ferramenta e à peça Dificuldades de manuseio e armazenagem Dificuldades de manuseio e armazenagem
do cavacodo cavaco Forças de corte, temperatura e vida da Forças de corte, temperatura e vida da
ferramentaferramenta
Mecanismo de formação do cavaco
64UDESC - Prof. Jair R. Bächtold

Ângulos de saída positivos e negativos
65UDESC - Prof. Jair R. Bächtold

Contínuo: O ângulo de saída deve ser grandeDe ruptura: O ângulo de saída deve ser baixo, nuloou negativo.
Mecanismo de formação do cavaco
66UDESC - Prof. Jair R. Bächtold

Formas assumidas pelos cavacos
•Em fita
•Helicoidal
•Em pedaços
67UDESC - Prof. Jair R. Bächtold

A melhor maneira de se promover a curvatura vertical do cavaco, para causar a sua ruptura é a colocação de um obstáculo no caminho do fluxo do cavaco, chamado de quebra-cavaco
A diminuição do ângulo de saída e/ou inclinação da ferramenta e o aumento do atrito cavaco-ferramenta, também promovem a curvatura vertical
Mecanismo de ruptura do cavaco
68UDESC - Prof. Jair R. Bächtold

Pastilha
Quebra-cavaco
Mecanismo de ruptura do cavaco
Os quebra-cavacos podem ser moldados na superfície de saída da ferramenta ou postiços
69UDESC - Prof. Jair R. Bächtold

Influência da velocidade de corte na quebra do cavaco
• Em baixas velocidades de corte os cavacos geralmente apresentam boa curvatura, quebrando com facilidade.
• Quando as velocidades aumentam, no caso de materiais dúcteis, pode haver maior dificuldade para a quebra.
70UDESC - Prof. Jair R. Bächtold

Influência da profundidade de usinagem na quebra do
cavaco• Grandes profundidades de usinagem facilitam a quebra do cavaco.• A relação entre o raio da ponta da ferramenta e a profundidade de usinagem influencia na quebra do cavaco:
ap/r pequeno = dificuldade na quebra ap/r grande = facilidade na quebra
r
71UDESC - Prof. Jair R. Bächtold

Forças de Usinagem
Fu
Ff
Fp
Fc=FapFt
FU=força de usinagemFt=força ativa.Fp=força passivaFc=força de corteFf=força de avançoFap=força de apoio
72UDESC - Prof. Jair R. Bächtold

Potências de Usinagem
Potência de Corte
]kW[.
V.F cc31060
cP
Fc [N] e Vc [m/min]
73UDESC - Prof. Jair R. Bächtold

Potências de Usinagem
Potência de Avanço
]kW[.
V.F ff61060
fP
Ff [N] e Vc [mm/min]
74UDESC - Prof. Jair R. Bächtold

Potências de Usinagem
cP
Pm
Como Pf<<<Pc costuma-se dimensionar o motor damáquina operatriz apenas pela Pc
Potência fornecida pelo motor
60% a 80% para máquinas convencionais e 90% para máquinas CNC
75UDESC - Prof. Jair R. Bächtold

Potências de Usinagem
A.KF sc
A força de corte pode ser expressa pela relação:
Ks = Pressão específica de corteA = b.h = ap.f = Área da seção de corte
76UDESC - Prof. Jair R. Bächtold

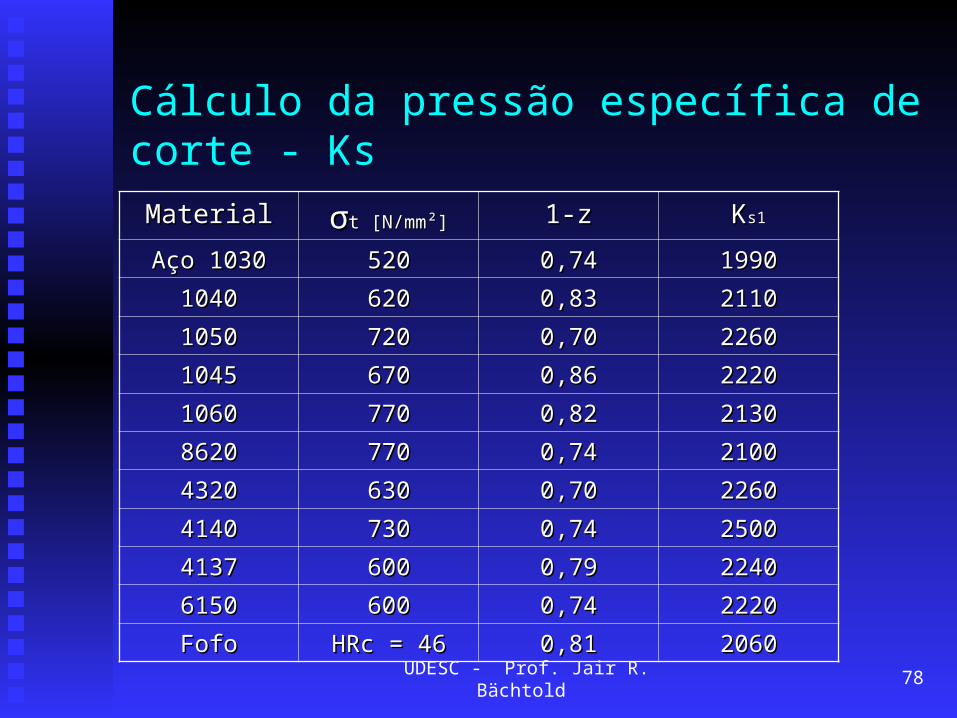
Cálculo da pressão específica de corte - Ks
zh. s1KKs
Segundo Kienzle Ks é função da espessura de corte h
b.h.Kb.h.KF zss
11c
77UDESC - Prof. Jair R. Bächtold
Cálculo da pressão específica de corte - Ks
MaterialMaterial σσt [N/mm²]t [N/mm²] 1-z1-z KKs1s1
Aço 1030Aço 1030 520520 0,740,74 19901990
10401040 620620 0,830,83 21102110
10501050 720720 0,700,70 22602260
10451045 670670 0,860,86 22202220
10601060 770770 0,820,82 21302130
86208620 770770 0,740,74 21002100
43204320 630630 0,700,70 22602260
41404140 730730 0,740,74 25002500
41374137 600600 0,790,79 22402240
61506150 600600 0,740,74 22202220
FofoFofo HRc = 46HRc = 46 0,810,81 2060206078UDESC - Prof. Jair R. Bächtold

Exercício
Determinar a potência do motor de um torno universalque deve fazer um torneamento cilíndrico em uma barrade aço 8620 com diâmetro 50 mm.Parâmetros de corte: Vc = 110 m/min, ap = 1,4 mm e f = 0,4 mm/rot.Ferramenta: Metal duro s/fluido de corte.Rendimento mecânico da transmissão do motor à árvoreprincipal: 70%.
79UDESC - Prof. Jair R. Bächtold