universidade federal de pernambuco curso de pÓs …€¦ · ao cenpes (petrobras) pelo...
TRANSCRIPT

UNIVERSIDADE FEDERAL DE PERNAMBUCO CURSO DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
ESTUDO DAS TRANSFORMAÇÕES DE FASE EM PSEUDO-ZTAs PARA AÇO API 5L X-70 VISANDO DESENVOLVIMENTO DE DISPOSITIVO SUBSTRATO
DISSERTAÇÃO SUBMETIDA À UNIVERSIDADE FEDERAL DE PERNAMBUCO PARA OBTENÇÃO DO GRAU DE MESTRE EM ENGENHARIA MECÂNICA
AUTOR: LUIZ ADEILDO DA SILVA JÚNIOR
ORIENTADOR: RICARDO ARTUR SANGUINETTI FERREIRA
RECIFE, AGOSTO DE 2008

S586e Silva Júnior, Luiz Adeildo da. Estudo das transformações de fase em Pseudo – ZTAs para
aço API 5L X-70 visando desenvolvimento de dispositivo substrato / Luiz Adeildo da Silva Júnior - Recife: O Autor, 2008.
xiv, 72 folhas., il., gráfs., tabs. Dissertação (Mestrado) – Universidade Federal de
Pernambuco. CTG. Programa de Pós-Graduação em Engenharia Mecânica, 2008.
Inclui Bibliografia. 1. Engenharia Mecânica. 2. Pseudo ZTAs. 3. Aço API 5 L.
4.Microestrutura. I. Título. 621 CDD (22. ed.) BCTG/2008-222


i
Àquele de onde emana todas as nossas forças
Àquele que está presente na essência do saber
Àquele de onde emana toda a minha insistência.
Deus.
ii
AGRADECIMENTOS
Primeiramente ao Professor Dr. Ricardo Sanguinetti pela credibilidade e paciência durante a realização deste trabalho. Pela sua simplicidade e conhecimentos transmitidos às diversas gerações de engenheiros.
À Minha esposa Silvia e meus filhos Luiz Levi e Maria Luiza, pelos momentos em
que estive ausente para realizar este trabalho. À minha mãe Marlene pelas primeira e segunda maiores dádivas, a saber: minha
vida e minha educação. À minha tia Marli por estar presente em todos os momentos da minha vida.
Aos alunos de iniciação científica Tiago Assunção e Eduardo José.
Ao professor Tiago Rolim pelo apoio dado na etapa de preparação e execução
dos experimentos. Ao meu então gerente, Antônio Fabrício, pelas liberações para desenvolvimento
do Mestrado. Ao CENPES (PETROBRAS) pelo fornecimento do aço API 5L Grau X-70. Ao Departamento de Engenharia Mecânica da UFPE (DEMEC), todos os seus
funcionários e, em especial a Eliane Alves pelo seu apoio encorajador desde o primeiro dia de matrícula.
À minha insistência e determinação frente às dificuldades enfrentadas. À todos que direta ou indiretamente contribuíram para a elaboração deste trabalho.

iii
RESUMO
As transformações de fase de um aço estrutural foram estudadas a partir do resfriamento contínuo num substrato metálico capaz de simular as transformações microestruturais de diferentes pontos de uma ZTA (Zona Termicamente Afetada). O Material estudado foi o Aço API 5L Grau X-70, muito utilizado em tubulações nas Industriais Petroquímicas pela sua elevada resistência mecânica e baixo peso, constituindo-se num dos chamados aços ARBL (Alta Resistência e Baixa Liga). Neste contexto, o estudo térmico realizado simula as transformações microestruturais no metal de base nos processos de soldagem SMAW (Shield Metal Arc Welding) ou Eletrodo Revestido e GTAW (Gas Tungsten Arc Welding) ou TIG (Tungstem Insert Gas), assumindo por isso uma grande importância para levantamento das propriedades físicas e mecânicas de diferentes pontos da zona termicamente afetada. O Simulador Térmico de Soldas desenvolvido e aqui denominado de Gleeble mostrou-se capaz de reproduzir as diferentes condições termodinâmicas de pontos de uma ZTA, possibilitando o levantamento de curvas do ciclo térmico em função das condições impostas. Para o aquecimento dos corpos de prova foram utilizados dois fornos de resistência elétrica de alta potência para realização de aquecimento rápido e durante o resfriamento dos corpos de prova no Gleeble a temperatura era registrada por meio de termopar com registrador de temperatura digital gerando as curvas de resfriamento em microcomputador. Assim sendo, foram levantadas curvas de resfriamento para corpos de prova resfriados em Gleeble a partir de diferentes temperaturas utilizando-se Software (aplicativo) comercial para aquisição dos dados. Os resultados obtidos no Gleeble foram comparados aos resultados simulados num outro aplicativo comercial (SOLDASOFT) capaz de reproduzir ciclos térmicos e repartições térmicas em função dos parâmetros de soldagem, fornecidos como dados de entrada. Para comparação das microestruturas resultantes do Gleeble foram feitas soldas reais realizadas pelos processos ER (Eletrodo Revestido) e TIG. A caracterização microestrutural foi feita por microscopia ótica.
Palavras Chaves: Pseudo-ZTAs, Gleeble, Microestrutura, Aço API 5L Grau X-70.

iv
ABSTRACT
The microstructure transformation of structural steel has been studied from
continuous cooling in metallic means to simulate the microestrutural transformations in different places in a HAZ (Heat Affected Zone). The studied material is Steel API 5L X70, largely used in piping in the Petrochemical Industries for its hight mechanical resistance and low weight, commonly called HSLA (High Strength Low Alloy) Steels. In this context, realized the thermal study simulates the microstructure transformations from the basic metal in welding process like SMAW (Shielded Metal Arc Welding) and GTAW (Gas Tungsten Arc Welding), assuming therefore a great importance for obtaining of the physical and mechanical properties of different points of a heat affected zone. The developed equipment, named Gleeble, showed be ably to reproduce different thermodynamics conditions of points in a HAZ, making possible the lifting curve of the thermal cycle in function of the imposed conditions. For the heating of the bodies in proof there were used two ovens of electric resistance of high power for realization of quick heating and during the cooling of the bodies of proof in the Gleeble the temperature was registered through termocouple with digital register temperature producing the curves of cooling in microcomputer. So being, curves of cooling were lifted for several bodies of proof cooled in Gleeble from different temperatures when is used software commercial for acquisition of the data. The results obtained in the Gleeble were compared to the results simulated in another commercial applications program (SOLDASOFT) able to reproduce thermal cycles and thermal distributions in function of the parameters of welding, supplied like data of entry. For comparison of the resultant microstructures of the Gleeble there were done real solders carried out by the processes SMAW and GTAW. The microstructure characterization was done by optic microscopic. Keywords: Pseudo HAZ, Gleeble, Microstructure, API 5L Grade X-70 Steel.
v
ÍNDICE LISTA DE FIGURAS LISTA DE TABELAS SIMBOLOGIAS E SIGLAS 1. INTRODUÇÃO ................................................................................................. 01 2. REVISÃO BIBLIOGRÁFICA............................................................................ 03 2.1 Processos de Soldagem ......................................................................... 03 2.1.1 Soldagem por Eletrodo Revestido .. ................................................... 03 2.1.2 Soldagem TIG..................................................................................... 04 2.2 Aspecto Térmico da Soldagem ............................................................... 05 2.2.1 Energia de Soldagem..........................................................................05 2.2.2 Ciclo Térmico e Repartição Térmica....................................................05 2.2.3 Fatores do Ciclo Térmico.....................................................................07 2.3 Metalurgia da Soldagem .......................................................................... 09 2.3.1 Diagrama de Fase................................................................................09 2.3.2 Curvas TTT...........................................................................................11 2.3.3 Fatores Que Influenciam a Posição das Curvas TTT...........................12 2.3.4 Curvas de Resfriamento Contínuo (CCT).............................................13 2.3.5 Fatores Que Influenciam a Posição das Curvas CCT..........................13 2.3.6 Absorção de Gases .............................................................................14 2.3.7 Diluição.................................................................................................14 2.3.8 Epitaxia ................................................................................................15 2.3.9 Crescimento Competitivo de Grãos .....................................................15 2.4 Soldabilidade dos Metais...........................................................................16 2.4.1 Pré-Aquecimento..................................................................................16 2.4.2 Pós-Aquecimento.................................................................................17 2.4.3 Fissuração pelo Hidrogênio ou a Frio...................................................17 2.4.4 Carbono Equivalente............................................................................19 2.4.5 Fissuração à Quente.............................................................................20 2.4.6 Fase Pré-Fusível...................................................................................20 2.5 Tensões Residuais de Soldagem. .......................................................... 21
vi
2.5.1 Esforços de Contração.........................................................................21 2.6 Princípios da Transmissão de Calor em Soldagem .............................. 22 2.6.1 Estudo Teórico do Fluxo de Calor........................................................22 2.6.1.1 Fonte Pontual de Calor......................................................................24 2.6.1.2 Fonte Linear de Calor........................................................................25 2.6.2 Velocidade de Resfriamento – Modelos de Rosenthal.........................29 2.6.3 Estudo Prático do Fluxo de Calor (Métodos Experimentais)................30 2.6.3.1 Medida de Temperatura através de Termopares..............................30 2.6.3.2 Análise Metalográfica........................................................................31 2.6.3.3 Simulação (Gleeble)..........................................................................31 2.6.3.4 Calorimetria ......................................................................................31 2.7 Metal de Solda e Zona Termicamente Afetada (ZTA).............................31 2.8 Regiões da Zona Afetada pelo Calor...................................................... 32 2.8.1 Microestruturas Formadas na ZTA ..................................................... 34 2.8.2 Microestruturas e Propriedades das Regiões da ZTA ........................ 35 2.8.2.1 Região de Grãos Grosseiros da ZTA (GG-ZTA) .............................. 35 2.8.2.2 Região de Grãos Grosseiros Requerida Intrinsecamente (GGRIC-ZTA)............................................................................................... 36 2.8.2.3 Região intercrítica da ZTA (IC-ZTA)................................................ 36 2.9 Aços API 5L (Aços Alta Resistência e Baixa Liga) ................................ 37 3. METODOLOGIA EXPERIMENTAL ................................................................. 41 3.1 Introdução................................................................................................41 3.2 Descrição Sumária dos Experimentos.....................................................41 3.3 Material Utilizado.....................................................................................42 3.4 Dimensionamento do Substrato..............................................................44 3.5 Soldas Reais Realizadas........................................................................44 3.6 Curvas de Resfriamento..........................................................................45 3.7 Simulação dos Ciclos Térmicos..............................................................47 3.8 Análise Microestrutural ...........................................................................48

vii
4. RESULTADOS EXPERIMENTAIS .................................................................. 48 4.1 Determinação das Massas do Corpo de Prova e Gleeble..................... 48 4.2 Gleeble (Dispositivo Substrato).............................................................. 47
4.3 Cálculo das Velocidades de Resfriamento dos Corpos de Prova Resfriados em Gleeble .................................................................................... 51
4.4 Microestrutura dos Corpos de Prova Resfriados em Gleeble.............. 53
4.5 Microestrutura das Soldas Reais Realizadas Por Eletrodo Revestido e TIG.................................................................................................................. 56
5. DISCUSSÃO DOS RESULTADOS.................................................................. 58
5.1 Cálculo das Velocidades Simuladas pelo SOLDASOFT.........................58
5.2 Comparação entre os Tempos de Resfriamento (Gleeble e Software Simulador) ...................................................................................................... 62
5.3 Comparação entre as Microestruturas (Gleeble e Soldas Reais)......... 63
5.4 Comparação entre Microdurezas das Amostras a 900ºC e 1200ºC e Amostras das Soldas Reais por ER e TIG com o Modelo de Suzuki................................................................................................................64
6. CONCLUSÕES ................................................................................................ 66 7. SUGESTÕES PARA TRABALHOS FUTUROS .............................................. 68 8. TRABALHOS PUBLICADOS .......................................................................... 68 9. REFERÊNCIAS BIBLIOGRAFICAS................................................................ 69
viii
LISTA DE FIGURAS
Figura 2.1 Processos de soldagem por eletrodo revestido ...............................03 Figura 2.2 Processo de soldagem TIG..............................................................04 Figura 2.3 Curva de Ciclo Térmico para um Cordão de Solda..........................06 Figura 2.4 Diversas curvas tempo-temperatura sobrepostas demonstrando diminuição da temperatura à medida que se afasta do cordão de solda..........06 Figura 2.5 Curva de repartição térmica para um cordão de solda.....................07 Figura 2.6 Variação da velocidade de resfriamento em função da espessura ................................................................................................................................08 Figura 2.7 Diagrama de Fase Ferro-Carboneto de Ferro. (D`Oliveira,2007).....10 Figura 2.8 Curva TTT (D`Oliveira,2007)............................................................12 Figura 2.9 Curva de resfriamento contínuo (D`Oliveira,2007)...........................13 Figura 2.10 Diluição entre o metal base e a zona fundida (FBTS)......................14 Figura 2.11 Influência do tamanho de grão da zona fundida em relação à granulação da ZTA (Epitaxia) FBTS.......................................................................15 Figura 2.12 Crescimento competitivo de grãos (FBTS).......................................16 Figura 2.13 Sistema de coordenadas para o movimento de um eletrodo...........23 Figura 2.14 Fontes de calor pontual e linear........................................................23 Figura 2.15 Distribuição de temperatura na deposição de um cordão sobre uma chapa espessa de aço (Modenesi, 2006) ..............................................................24 Figura 2.16 Função de Bessel modificada de segundo tipo e ordem zero (Modenesi, 2006) ...................................................................................................25

ix
Figura 2.17 Distribuição de temperatura no plano xz em torno de uma poça de fusão previstas pelos modelos de Rosenthal (Modenesi, 2006).............................26 Figura 2.18 Variações de temperatura (ciclos térmicos) previstas pelos modelos de Rosenthal para as equações 2.8, 2.9 e 2.10 para ponto na superfície superior de uma chapa (Modenesi, 2006)............................................................................27 Figura 2.19 Variações de temperatura (ciclos térmicos) previstas pelos modelos de Rosenthal para as equações 2.8 e 2.8`para um ponto na superfície superior de uma chapa (Modenesi, 2006).................................................................................28 Figura 2.20 Esquemas representativos de chapa fina e chapa grossa para o cálculo de velocidades de resfriamento segundo Rosenthal..................................29 Figura 2.21 Utilização de termopares para o estudo da variação de temperaturas em soldagem...........................................................................................................30 Figura 2.22 Macrografia de uma junta soldada (Sant`Anna, 2006).....................32 Figura 2.23 Esquema de uma junta soldada, mostrando as sub-regiões da ZAC e as respectivas faixas de temperatura (Sant`Anna, 2006)......................................33 Figura 2.24 Esquema de uma junta soldada com dois passas de um aço ARBL (Sant`Anna, 2006)...................................................................................................34 Figura 2.25 Efeito do pico de temperatura na energia abserovida a -22°C no ensaio Charpy-V (Sant`Anna, 2006).......................................................................35 Figura 2.26 Ciclo témico da região intercrítica da ZAC em função do insumo de calor (Sant`Anna, 2006)..........................................................................................37 Figura 2.27 Peso de tubulações para diversos tipos de aço API 5L....................39 Figura 3.1 Material utilizado “como recebido”....................................................43 Figura 3.2 Material utilizado reduzido em chapas e corpo de prova..................43 Figura 3.3 Esquemas das juntas das soldas reais realizadas contendo 04 camadas e 07 passes.............................................................................................44

x
Figura 3.4 Experimento montado.......................................................................46 Figura 3.5 Curva de resfriamento de corpo de prova à 700°C em gleeble........46 Figura 3.6 Tela do software da SOLDASOFT para simulação de ciclos térmicos ................................................................................................................................47 Figura 4.1 Dispositivo gleeble desenvolvido para estudo de pseudo-ZTA........50
Figura 4.2 Figura mostrando outra vista do equipamento Gleeble....................50
Figura 4.3 Figura mostrando corpo de prova com termopar acoplado..............51 Figura 4.4 Curva representativa das amostras a 800°C resfriadas em gleeble ................................................................................................................................52 Figura 4.5 Curva representativa das amostras a 900°C resfriadas em gleeble ................................................................................................................................52 Figura 4.6 Curva representativa das amostras a 1200°C resfriadas em gleeble ................................................................................................................................53 Figura 4.7 Microestrutura do material X 70 no estado “como recebido”............54 Figura 4.8 Microestrutura da região central de CP resfriado a partir de 700°C ................................................................................................................................54 Figura 4.9 Microestrutura da região da borda de CP resfriado a partir de 700°C ................................................................................................................................54 Figura 4.10 Microestrutura da região central de CP resfriado a partir de 800°C ................................................................................................................................55 Figura 4.11 Microestrutura da região da borda de CP resfriado a partir de 800°C ................................................................................................................................55 Figura 4.12 Microestrutura da região central de CP resfriado a partir de 900°C ................................................................................................................................55
xi
Figura 4.13 Microestrutura da região da borda de CP resfriado a partir de 900°C ................................................................................................................................55 Figura 4.14 Microestrutura da região central de CP resfriado a partir de 1200ºC ................................................................................................................................56 Figura 4.15. Microestrutura da região de borda de CP resfriado a partir de 1200ºC ................................................................................................................................56 Figura 4.16 Zona de transição do processo real de soldagem com ER..............56 Figura 4.17 Zona de transição do processo real de soldagem TIG.....................56 Figura 4.18 Microestrutura da ZTA de um processo de soldagem com Eletrodo Revestido................................................................................................................57 Figura 5.1 Simulação de Solda com ER sem pré-aquecimento........................58 Figura 5.2 Simulação de Solda com ER com pré-aquecimento........................59 Figura 5.3 Simulação de Solda TIG sem pré-aquecimento...............................60 Figura 5.4 Simulação de Solda TIG com pré-aquecimento...............................61 Figura 5.5 Microdurezas a partir da borda dos corpos de prova resfriados a 900ºC e 1200ºC......................................................................................................64 Figura 5.6 Microdurezas dos corpos de prova das soldas reais dos processos ER e TIG.................................................................................................................65

xii
LISTA DE QUADROS
Quadro 2.1 Composição química para aços API 5L X70 e X 80..........................40
LISTA DE TABELAS
Tabela 3.1 Propriedades Mecânicas da amostra do Aço API 5l X70 utilizada...42
Tabela 3.2 Composição Química da amostra do aço API 5L X70 utilizada ......43 Tabela 3.3 Parâmetros de soldagem das soldas reais realizadas pelos
processos Eletrodo Revestido e TIG...................................................45

xiii
SIMBOLOGIAS E SIGLAS
α - Fase alfa; αt - Coeficiente de troca térmica superficial; API – American Petroleum Institute; ASTM – American Society for Testing and Materials; C - Capacidade térmica volumétrica; Cp – Calor específico; CCC - Cúbica de corpo centrado; CFC – Cúbica de face centrada; CCT – Continuos Cooling Transformation; E – Energia de Soldagem; e - Base dos logaritmos neperianos; Eq. – Equação; ER – Eletrodo Revestido; GTAW – Gas Tungsten Arc Welding h- Espessura da chapa; I – Corrente elétrica em ampères; K - condutividade térmica; MAG – Metal active gás; η – Eficiência térmica do processo de soldagem; Ø - Temperatura na qual se calcula a velocidade de resfriamento; Øo - Temperatura inicial da peça; Øm – Temperatura Máxima Atingida; Φ – Velocidade de resfriamento; ρ - Massa específica do material; Q – Calor trocado do sistema com a vizinhança; SMAW – Shiel Metal arc Welding t - Espessura; tr – Tempo de resfriamento entre as temperaturas Ø1 e Ø2 ; T – Temperatura do sistema; Tp – Tempo de permanência a certa temperatura; TIG – Tungsten Inert Gas; TTT – Curvas ( Tempo Temperatura Transformação); UFPE – Universidade Federal de Pernambuco; v _ Velocidade de soldagem em mm/seg; V – Tensão em volts; VØ – Velocidade de resfriamento à temperatura Ø;

xiv
x - Distância ao centro da solda; у - Fase gama; λ - Condutibilidade térmica; ZTA – Zona Termicamente Afetada.

1
1. INTRODUÇÃO
As condições ideais de soldagem e as transformações metalúrgicas associadas ao processo têm sido objeto de estudo de muitos pesquisadores ao longo dos últimos anos.
As informações sobre a cinética das transformações de fase numa ZTA - zona termicamente afetada pelo calor de uma junta soldada não são facilmente encontradas na literatura especializada; embora tenham uma importância fundamental para determinação das condições ideais de soldagem. Alguns modelos teóricos têm sido desenvolvidos no sentido de predizer a evolução microestrutural e as propriedades mecânicas resultantes nas ZTAs de juntas soldadas. Tradicionalmente, os modelos tomam como ponto de partida os parâmetros de soldagem.
De modo geral, a limitação destes modelos, que não permitem a generalização dos resultados, reside no fato de não podermos atribuir valores às propriedades térmicas (condução, convecção etc.) devido ao calor latente das transformações no material de solda, além da turbulência gerada na poça de fusão. A espessura e geometria da junta e a composição química do material soldado têm papel relevante na propagação de calor na ZTA, cuja extensão depende da energia de soldagem (aporte térmico). Há ainda de se considerar os erros grosseiros de alguns destes modelos que são cometidos quando se considera a fonte de calor retilínea ou pontual, o que não reproduz os fenômenos físico-químicos e metalúrgicos do processo de soldagem.
Em síntese, pode-se dizer que as transformações de fases nas diferentes regiões da ZTA dependem do gradiente de temperatura. Este gradiente é por sua vez uma função da distância (x) em relação à poça de fusão e do tempo de resfriamento (t) que é de vital importância para as transformações de fase (aspectos cinéticos) na região considerada. O tempo de resfriamento da ZTA, considerando-se uma variação de temperatura entre 800°C e 300°C, depende fundamentalmente da forma como se propaga o calor. Portanto, neste estudo, devem ser considerados a geometria e o material da junta soldada.
Segundo Modenesi et al, (2006), a determinação teórica dos ciclos térmicos de soldagem no metal de base pode ser feita com base na teoria do fluxo de calor; embora os cálculos teóricos sejam limitados pelas variações das propriedades térmicas com a temperatura. Por outro lado, as propriedades mecânicas da região soldada, obtidas por ensaios de tração ou impacto, podem revelar as modificações microestruturais relevantes, mas estes ensaios não são nada práticos; considerando-se a heterogeneidade microestrutural das regiões soldadas de dutos empregados na cadeia produtiva de petróleo e gás, por exemplo, em juntas
2
soldadas de dutos. A variação das propriedades mecânicas, ponto-a-ponto na ZTA, compromete os resultados dos ensaios.
Para contornar problemas como estes, neste trabalho, foi desenvolvida uma metodologia experimental que possibilite reproduzir o resfriamento natural (parte do ciclo térmico) em diferentes regiões de uma pseudo-ZTA e desta forma possibilitar o estudo das transformações de fase produzidas nestas condições de resfriamento. Neste trabalho, serão analisadas as microestruturas de cordões de solda produzidos pelos processos ER e TIG qualificados, comparando-as com as microestruturas obtidas por resfriamento contínuo em substrato metálico (Gleeble)
O objetivo geral deste estudo é o desenvolvimento de uma metodologia experimental alternativa de baixo custo, que sirva à análise de juntas soldadas com base em procedimentos científicos tradicionais. Para isso, foram aqui estudadas as Transformações de Fase em Pseudo-ZTA`s do aço API 5L grau X-70.
3
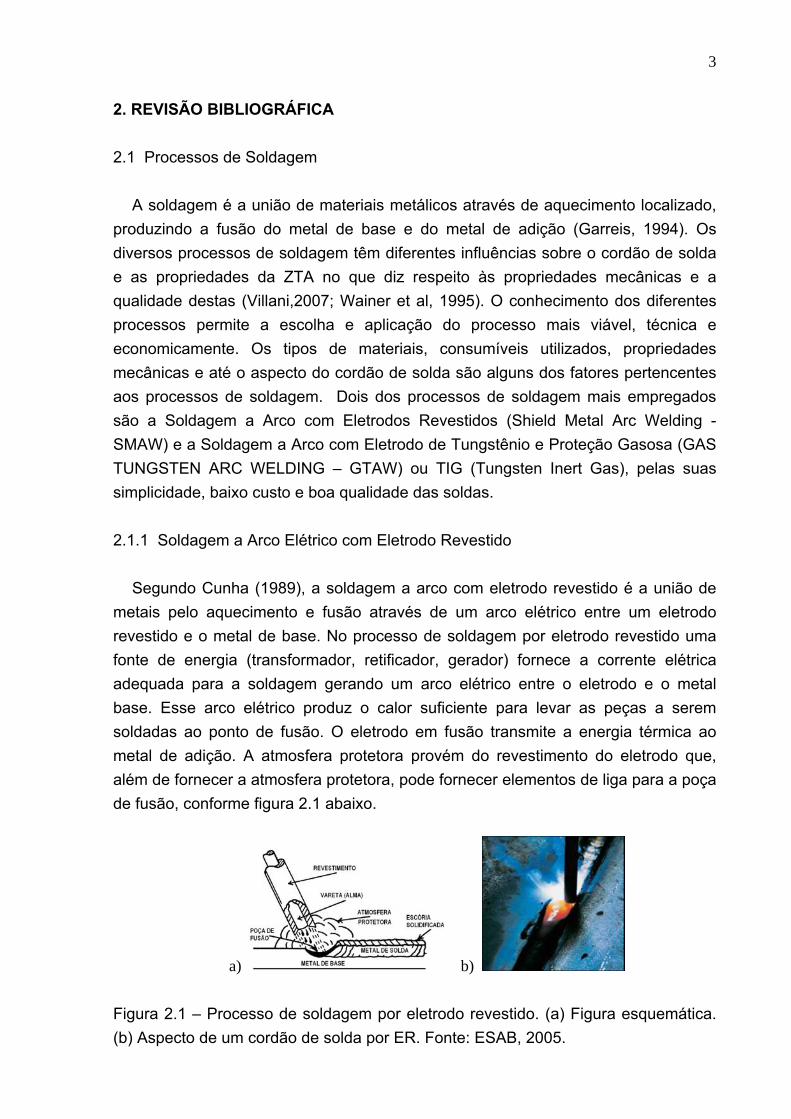
2. REVISÃO BIBLIOGRÁFICA 2.1 Processos de Soldagem A soldagem é a união de materiais metálicos através de aquecimento localizado, produzindo a fusão do metal de base e do metal de adição (Garreis, 1994). Os diversos processos de soldagem têm diferentes influências sobre o cordão de solda e as propriedades da ZTA no que diz respeito às propriedades mecânicas e a qualidade destas (Villani,2007; Wainer et al, 1995). O conhecimento dos diferentes processos permite a escolha e aplicação do processo mais viável, técnica e economicamente. Os tipos de materiais, consumíveis utilizados, propriedades mecânicas e até o aspecto do cordão de solda são alguns dos fatores pertencentes aos processos de soldagem. Dois dos processos de soldagem mais empregados são a Soldagem a Arco com Eletrodos Revestidos (Shield Metal Arc Welding - SMAW) e a Soldagem a Arco com Eletrodo de Tungstênio e Proteção Gasosa (GAS TUNGSTEN ARC WELDING – GTAW) ou TIG (Tungsten Inert Gas), pelas suas simplicidade, baixo custo e boa qualidade das soldas. 2.1.1 Soldagem a Arco Elétrico com Eletrodo Revestido Segundo Cunha (1989), a soldagem a arco com eletrodo revestido é a união de metais pelo aquecimento e fusão através de um arco elétrico entre um eletrodo revestido e o metal de base. No processo de soldagem por eletrodo revestido uma fonte de energia (transformador, retificador, gerador) fornece a corrente elétrica adequada para a soldagem gerando um arco elétrico entre o eletrodo e o metal base. Esse arco elétrico produz o calor suficiente para levar as peças a serem soldadas ao ponto de fusão. O eletrodo em fusão transmite a energia térmica ao metal de adição. A atmosfera protetora provém do revestimento do eletrodo que, além de fornecer a atmosfera protetora, pode fornecer elementos de liga para a poça de fusão, conforme figura 2.1 abaixo.
a) b) Figura 2.1 – Processo de soldagem por eletrodo revestido. (a) Figura esquemática. (b) Aspecto de um cordão de solda por ER. Fonte: ESAB, 2005.

4
O Eletrodo Revestido é o processo de soldagem mais utilizado de todos devido à simplicidade dos equipamentos, à qualidade das soldas e também ao baixo custo. É considerado um processo lento devido às baixas taxas de deposição e necessidade de remoção de escória. 2.1.2 Soldagem TIG
Segundo Cunha (1989), a soldagem TIG é a união de metais pelo aquecimento e fusão destes com um arco elétrico entre um eletrodo de tungstênio não consumível e a peça. A proteção durante a soldagem é obtida com um gás inerte ou mistura de gases inertes, que também têm a função de transmitir a corrente elétrica quando ionizados durante o processo. A soldagem pode ser feita com ou sem metal de adição. O eletrodo que produz a corrente elétrica é um arame de tungstênio puro ou liga deste material, figura 2.2.
a) b)
Figura 2.2 – Processo de soldagem TIG. Fig. 2.2.(a) Figura esquemática. Fig. 2.2(b) Aspecto de um cordão de solda TIG. Fonte: ESAB.
A soldagem TIG é utilizada para executar soldas de alta qualidade na maioria dos metais e ligas. Não há escória (pois não há fluxo) e o processo pode ser usado em todas as posições. É o mais lento de todos os processos manuais, porém o de maior perfeição. Em relação ao processo de soldagem por eletrodo revestido, o processo TIG apresenta maior concentração do calor gerado, o que contribui para a redução da ZTA, segundo QUITES (2002).

5
2.2 Aspecto Térmico da Soldagem 2.2.1 Energia de Soldagem
A energia de soldagem (aporte térmico) é a razão entre a quantidade de energia
despendida na soldagem e a velocidade de avanço da poça de fusão. Ou seja, o comprimento da solda na unidade de tempo. É expressa, para processos a arco, pelo seguinte cálculo:
( )
vIVE ××
=η (2.1)
Onde: E= Energia de soldagem (em J/mm) η= Eficiência térmica do processo de soldagem V= Tensão (V) I= Corrente elétrica (A) v= Velocidade de avanço em mm/s A energia de soldagem, a temperatura máxima atingida e a velocidade de
resfriamento são parâmetros muito importantes na soldagem. Os fatores que influenciam a energia de soldagem (aporte de calor durante a
operação) são fatores relevantes em alguns materiais, tais como aços temperados e revenidos, aços inoxidáveis e aços de baixa liga contendo molibidênio. Segundo WAINER et al (1995), o controle inadequado da energia de soldagem durante a operação de soldagem pode facilmente causar trincas ou perda de propriedades primárias do metal de base, como, por exemplo, a perda de resistência à corrosão em função da precipitação em aços inoxidáveis.
Segundo estudos realizados por ALCÂNTARA et al (2007), quanto maior for a energia de soldagem ou a temperatura de pré-aquecimento, menor será o gradiente térmico na região soldada e, por conseguinte, mais lento será o fluxo de calor durante o resfriamento, o que pode resultar numa estrutura com maior tamanho de grão.
2.2.2 Ciclo Térmico e Repartição Térmica Considerando-se pontos numa junta soldada, o ciclo térmico é definido pela posição destes em relação ao centro da solda. O calor gerado provoca nestes pontos variações de temperatura em função do tempo como indica a figura 2.3.

6
Figura 2.3 – Curva de ciclo térmico para um cordão de solda. A variação da temperatura em função do tempo num determinado ponto da junta soldada (ciclo térmico) é usada para fornecer os seguintes dados que são extremamente úteis às analises do processo. Øm – temperatura máxima atingida Tp – tempo de permanência a certa temperatura VØ – velocidade de resfriamento a um temperatura Ø tr – tempo de resfriamento entre as temperaturas Ø1 e Ø2 A figura 2.4 abaixo mostra a sobreposição de diversas curvas tempo-temperatura visando demonstrar a diminuição da temperatura à medida que se afasta do centro do cordão de solda.
Figura 2.4 – Sobreposição de diversas curvas tempo-temperatura.
As curvas temperatura-tempo levantadas em diversos pontos ao longo de uma perpendicular à solda têm a forma da figura abaixo (figura 2.5). À medida que o ponto considerado se afasta da solda, as temperaturas máximas são decrescentes e atingidas com certo atraso. O tempo de permanência acima de certa temperatura decresce no mesmo sentido. Esta função é a repartição térmica para a reta considerada (no centro da solda). Estabelecendo o regime de soldagem, a repartição térmica mantém a sua forma ao longo do cordão de solda.

7
Figura 2.5 – Curva de repartição térmica para um cordão de solda. Com o ciclo térmico e a repartição térmica, torna-se possível o estudo das transformações metalúrgicas no estado sólido correntes numa junta soldada. O ciclo térmico possibilita a interpretação ou previsão das transformações, enquanto que a repartição térmica permite determinar a extensão das zonas onde se passam tais fenômenos (Cunha, 1989).
As velocidades de resfriamento (taxas de resfriamento) decrescem à medida que a distância y aumenta. Entretanto, do ponto de vista prático e, para a faixa de temperatura onde ocorrem os fenômenos de têmpera entre Ø1 e Ø2, pode-se considerar a velocidade de resfriamento - ou o tempo de resfriamento – como constante em toda a sua extensão da zona afetada termicamente (Cunha, 1989). 2.2.3 Fatores do Ciclo Térmico A temperatura máxima e a velocidade de resfriamento, calculadas pelas formulas abaixo são os parâmetros principais do ciclo térmico (FBTS, 2003).
;12
2 2
⎟⎟⎠
⎞⎜⎜⎝
⎛−
××=
EX
ECEm Xe λ
απ
φ (2.2)
( )E
V2
02 φφπλφ −= , para peças espessas (t >40 mm); (2.3)
( )E
CVt 23
02 φφπλφ −= , para peças finas (2.4)
Onde: Øm - temperatura máxima atingida VØ - velocidade de resfriamento à temperatura Ø C - capacidade térmica volumétrica e - base dos logaritmos neperianos

8
E - energia de soldagem t - espessura α - coeficiente de troca térmica superficial λ - condutibilidade térmica x - distância ao centro da solda Ø- temperatura na qual se calcula a velocidade de resfriamento Øo - temperatura inicial da peça Da análise dessas fórmulas, pode-se concluir que: • A temperatura máxima atingida e a velocidade de resfriamento dependem das propriedades físicas do material que está sendo soldada; • A temperatura máxima atingida varia diretamente com a energia de soldagem, isto é, quanto maior a energia de soldagem maior será a temperatura máxima atingida. É importante observar que o aumento da temperatura inicial da peça equivale a um aumento da energia de soldagem; • A temperatura máxima atingida varia inversamente com a distância ao centro da solda, isto é, quanto mais afastado da solda estiver o ponto considerado, menor será a temperatura máxima atingida; • A velocidade de resfriamento varia inversamente com a temperatura inicial da peça que está sendo soldada, isto é, quanto maior a temperatura inicial da peça, menor a velocidade de resfriamento. A influência da temperatura inicial é mais significativa em peças de pequena espessura; • A velocidade de resfriamento varia diretamente com a espessura da peça que está sendo soldada, isto é, quanto maior a espessura, maior a velocidade de resfriamento. Entretanto, a variação tem um limite. A partir de uma determinada velocidade de resfriamento, por mais que se aumente a espessura, a velocidade de resfriamento não se altera. A velocidade de resfriamento limite varia com a espessura da peça soldada (ver figura 2.6 abaixo).
Figura 2.6 – Variação da velocidade de resfriamento em função da espessura. Fonte: FBTS.

9
• A velocidade de resfriamento varia inversamente com a energia de soldagem, isto é, quanto menor a energia de soldagem maior a velocidade de resfriamento. A influência da energia de soldagem na velocidade de resfriamento é maior em espessuras finas. • A velocidade de resfriamento varia com a forma geométrica das peças. • O processo de soldagem define a energia de soldagem e, portanto, influência tanto a temperatura máxima como a velocidade de resfriamento;
Deve-se observar que, quanto maior a temperatura máxima atingida, maior é a
extensão da zona afetada termicamente e que quanto menor a velocidade de resfriamento, menor é a possibilidade de têmpera (Cunha, 1989).
. 2.3 Metalurgia da Soldagem A técnica ou procedimento de soldagem varia conforme os tipos de metais a serem soldados, levando em consideração a sua estrutura cristalina, composição química, dimensões, posições de soldagem, etc. Deve ser levado em consideração a soldabilidade do material, definida como sendo a possibilidade de soldar sem incidentes, nem dificuldades técnicas, consecutivas à formação de: - zonas de têmpera, duras e frágeis (zonas de transformação); - crescimento dos grãos, precipitação e carbonetos complexos, etc.; - trincas nas zonas de ligação ou nas ZTAs. Segundo Cunha (1989), a noção de soldabilidade dos aços sujeitos à formação de zonas de têmpera está intimamente ligada ao pré-aquecimento. O pré-aquecimento diminui a taxa de resfriamento, evitando-se assim, a formação de fases martensíticas. Um aço pode não ter boa soldabilidade a frio, mas plenamente soldável após o pré-aquecimento, portanto a quente. O pós-aquecimento não é normalmente necessário. 2.3.1 Diagrama de Fase Ferro-Fe3C O ferro puro solidifica-se a 1535 ºC em um sistema cristalino CCC chamado ferro delta. A 1390 ºC o sistema CCC transforma-se em CFC sendo conhecido como ferro gama. A estrutura CFC permanece até a temperatura de 910 ºC quando volta a ser CCC, sendo então denominada de ferro alfa. Chama-se de aço uma liga de ferro carbono com menos de 2% de C. Nos aços a
10
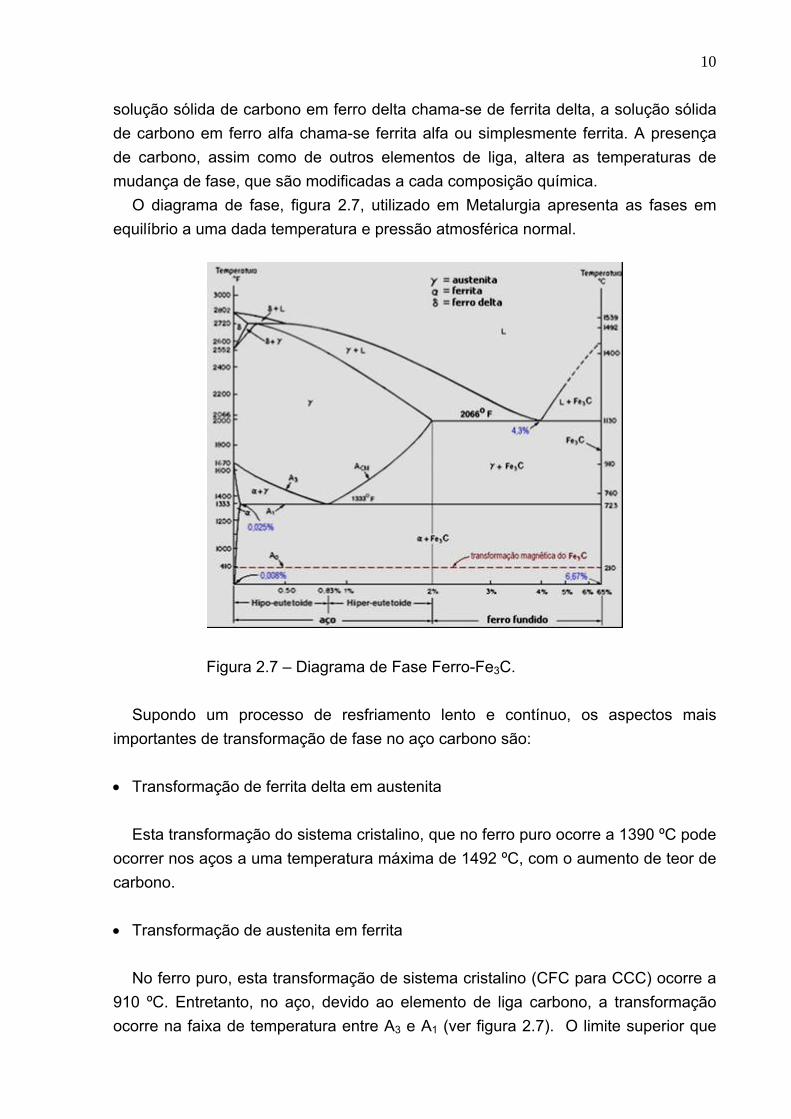
solução sólida de carbono em ferro delta chama-se de ferrita delta, a solução sólida de carbono em ferro alfa chama-se ferrita alfa ou simplesmente ferrita. A presença de carbono, assim como de outros elementos de liga, altera as temperaturas de mudança de fase, que são modificadas a cada composição química. O diagrama de fase, figura 2.7, utilizado em Metalurgia apresenta as fases em equilíbrio a uma dada temperatura e pressão atmosférica normal.
Figura 2.7 – Diagrama de Fase Ferro-Fe3C.
Supondo um processo de resfriamento lento e contínuo, os aspectos mais importantes de transformação de fase no aço carbono são:
• Transformação de ferrita delta em austenita
Esta transformação do sistema cristalino, que no ferro puro ocorre a 1390 ºC pode
ocorrer nos aços a uma temperatura máxima de 1492 ºC, com o aumento de teor de carbono.
• Transformação de austenita em ferrita
No ferro puro, esta transformação de sistema cristalino (CFC para CCC) ocorre a
910 ºC. Entretanto, no aço, devido ao elemento de liga carbono, a transformação ocorre na faixa de temperatura entre A3 e A1 (ver figura 2.7). O limite superior que
11
corresponde a A3 varia de 910 ºC a 723 ºC.
• Transformação de austenita em ferrita e cementita A transformação de austenita em ferrita e cementita ocorre à temperatura de
723ºC, que corresponde à linha A1, independente do teor de C. Esta temperatura é conhecida como temperatura eutetóide. A liga com cerca de 0,8% de carbono é chamada de eutetóide, composta essencialmente de perlita (ferrita + cementita). Abaixo de 0,8% de carbono chama-se hipoeutetóide e entre 0,8% e 2% de carbono chama-se hipereutetóide.
• Transformação de austenita em cementita
A transformação ocorre no aço na faixa de temperatura entre Acm e A1, variando
com o teor de carbono. O limite superior que corresponde a Acm varia de 1146 ºC a 723 ºC.
É preciso observar que as transformações mostradas no diagrama Fe-Fe3C se processam quando a velocidade de resfriamento é muito baixa, isto é, as transformações se processam lentamente, em condições de equilíbrio. Quando se processa um resfriamento muito rápido de material com microestrutura austenítica pode-se obter uma fase supersaturada em carbono chamada de martensita. A martensita é frágil e apresenta uma estrutura acicular (alongada) com dureza muito elevada. 2.3.2 Curvas TTT
Os diagramas Fe-Fe3C ou diagramas de fase ou ainda diagramas de equilíbrio, demarcam os limites de composição de misturas ou fases de um dado sistema, em função da temperatura (Ferreira, 2002). Embora de grande utilidade, os diagramas de equilíbrio não fornecem informações acerca da transformação da austenita em condições diferentes das condições de equilíbrio. Por exemplo, com o diagrama Fe-Fe3C, não se tem informações acerca das velocidades de resfriamento necessárias para temperar o material ou a que temperatura se dá esta transformação. Uma maneira de se obter estes dados é através da utilização de um diagrama de transformação isotérmica ou diagrama TTT (ver figura 2.8) que é obtido pela decomposição da austenita a temperaturas constantes e sua transformação determinada ao longo do tempo.

12
Figura 2.8 – Curva TTT. Fonte: D`Olivera, 2007. 2.3.3 Fatores que Influenciam a Posição das Curvas TTT A posição da curva TTT é influenciada pelos seguintes fatores: • Teor de carbono – quanto maior o teor de carbono, até a percentagem de 0,8%, mais para a direita ficará deslocada a curva TTT; • Teor de elementos de liga – quanto maiores os teores de elementos de liga, com exceção do cobalto, mais para a direita fica deslocada a curva TTT; • Tamanho de grão e homogeneização da austenita – quanto maior o tamanho de grão da austenita e quanto mais homogêneo for o grão, mais deslocada para a direita ficará a curva TTT.
Segundo Cunha (1989), a conseqüência mais importante do deslocamento da curva TTT para a direita consiste na maior facilidade de se obter a estrutura martensítica. Diz-se que um aço A é mais temperável que um aço B quando a curva TTT de A está deslocada para a direita em relação à curva TTT de B, isto é, com menores velocidades de resfriamento se atinge a estrutura martensítica em A.
13
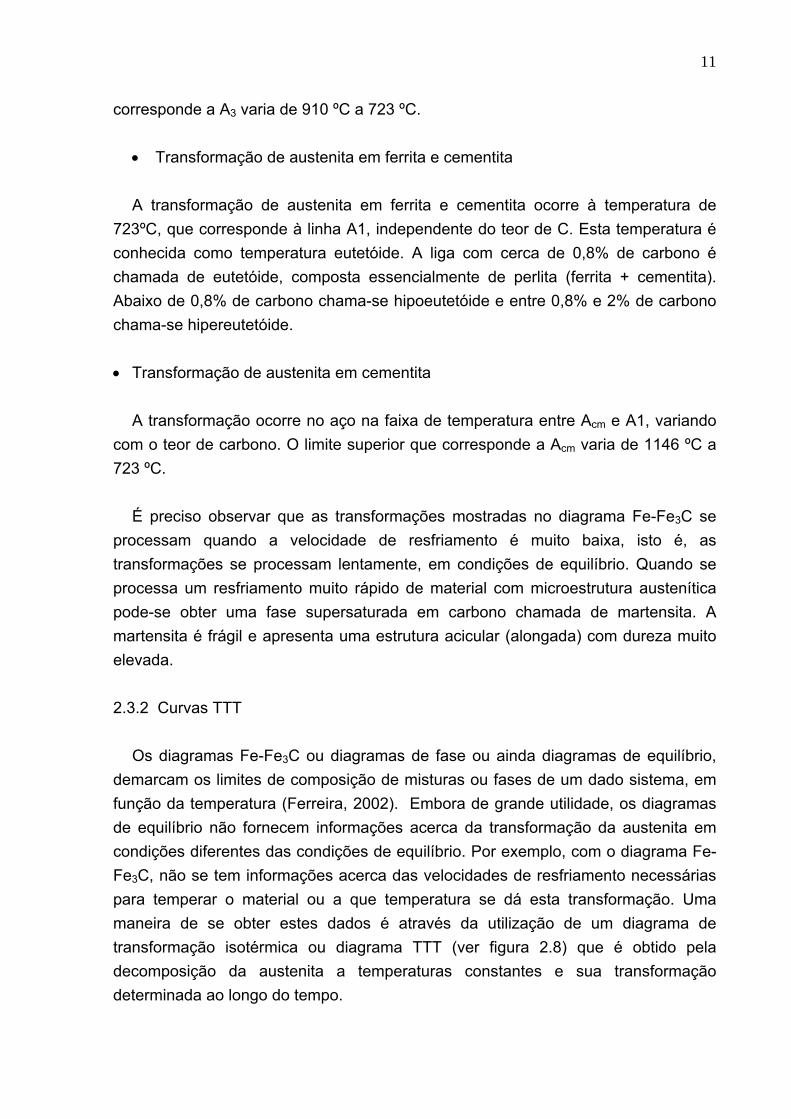
2.3.4 Curvas de Resfriamento Contínuo – CCT ( Continuos Cooling Transformation ) As informações dadas pelos diagramas TTT não se aplicam integralmente às condições de soldagem devido às suas condições particulares de distribuição de energia e temperaturas elevadas no processo onde a decomposição ocorre durante resfriamento contínuo. 2.3.5 Fatores que Influenciam a Posição das Curvas CCT A cinética de decomposição durante resfriamento contínuo é modificada em relação à cinética de decomposição isotérmica. A figura 2.9 mostra que existe um pequeno retardamento no tempo de decomposição para resfriamento contínuo. Este retardamento se justifica pela energia de ativação a ser superada, aumentando o tempo de encubação, no momento em que as condições termodinâmicas permitem a transformação. A posição das curvas CCT é influenciada pelos mesmos fatores e maneiras expostos para as curvas TTT, ou seja, teor de carbono, teor de elementos de liga, tamanho de grão e homogeneidade da austenita. Além do mais, processos de soldagem com maior aporte térmico de calor e extensão da curva de repartição térmica aumentam o tamanho de grão, com conseqüente deslocamento das curvas para a direita.
Figura 2.9 – Curva de resfriamento contínuo. Fonte: D`Oliveira, 2007.

14
2.3.6 Absorção de Gases O metal líquido da solda pode dissolver gases, notadamente o hidrogênio, resultante da decomposição do vapor d`água no arco elétrico. O vapor d`água provém da umidade absorvida pelos fluxos e eletrodos, da água de cristalização de alguns componentes e dos produtos da combustão de substâncias orgânicas constitutivas dos revestimentos. Após o resfriamento, o hidrogênio tende a se liberar espontaneamente. Isto se dá lentamente à temperatura ambiente e bem mais rápido à temperatura elevada. 2.3.7 Diluição A composição química de uma solda não é a mesma que a composição química especificada para o metal de adição depositado, devido a participação do metal de base na constituição da zona fundida. O coeficiente de diluição ou simplesmente diluição indica a participação do metal de base na constituição da zona fundida, figura 2.10.
Figura 2.10 – Diluição entre o metal de base e a zona fundida. Fonte: FBTS.
Sendo: 100(%) ×=BAd (FBTS) (2.5)
Onde: A – área da seção transversal da zona fundida B – área de participação do metal de base na seção transversal da zona fundida D – diluição (%) A diluição é função do processo e do procedimento de soldagem. Por exemplo, com eletrodo revestido a diluição é da ordem de 10% a 30%, enquanto que na soldagem a arco submerso pode atingir 80%. A extrapolação das propriedades de adição é geralmente comprometida pela diferença de diluição entre a preparação dos corpos de prova de avaliação de propriedades do metal de adição e as soldas propriamente ditas. Daí a necessidade de simulação e teste do procedimento de soldagem antes da fabricação de equipamentos.

15
Na soldagem de metais dissimilares, a diluição é um dado indispensável para a previsão dos constituintes e propriedades da solda. Um exemplo clássico é a aplicação do diagrama de Scheaffler na soldagem dos aços inoxidáveis. 2.3.8 Epitaxia Durante a solidificação de uma peça fundida, o molde tem a função de resfriador influenciando a granulação do material, que vai depender praticamente da velocidade de resfriamento e da taxa de nucleação. Em soldagem porém, a solidificação se desenvolve como um prolongamento dos grãos da zona de ligação. Os grãos nucleiam e crescem durante o resfriamento adotando a mesma orientação cristalográfica e o tamanho dos grãos parcialmente fundidos ou não fundidos, figura 2.11. Os contornos de grãos ultrapassam a zona de ligação, assegurando a continuidade metálica ao nível da estrutura cristalina. Este comportamento, conhecido como epitaxia, mostra que o tamanho de grão da zona fundida depende diretamente da granulação da zona afetada termicamente (Cunha, 1989).
Figura 2.11 – Influência do tamanho de grão da zona fundida em relação à granulação da ZTA (Epitaxia). Fonte: FBTS.
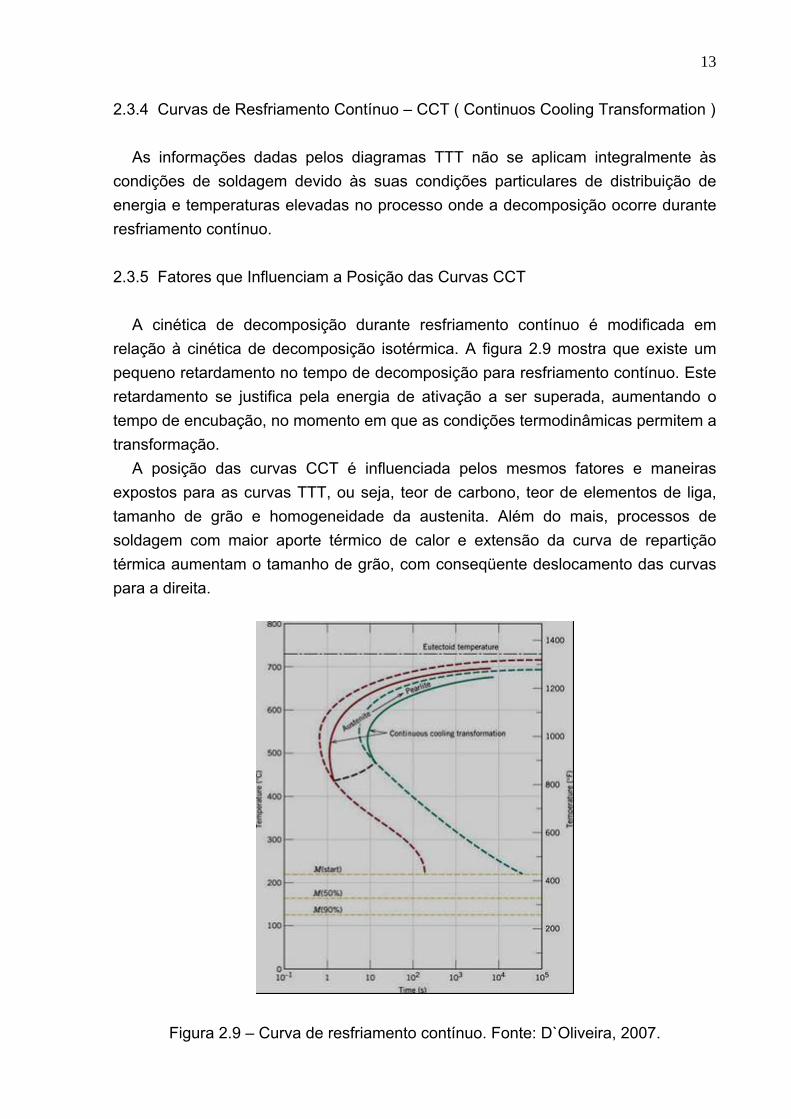
2.3.9 Crescimento Competitivo de Grãos A partir da orientação pré-determinada pelo metal de base, os grãos obedecem a um crescimento competitivo. Os grãos que dispõem da orientação principal perpendicular às isotermas (curvas traçadas por pontos à mesma temperatura) crescem com maior facilidade que as demais, figura 2.12.
16
Figura 2.12 – Crescimento competitivo de grãos durante a solidificação. Fonte: FBTS. Assim, a zona fundida, além da granulação grosseira tem uma estrutura orientada conforme a curvatura das isotermas e a velocidade da fonte de calor ou, com maior precisão, da relação entre a velocidade de soldagem e a velocidade de resfriamento.
A granulação grosseira e a orientação da estrutura exercem uma influência marcante sobre as propriedades mecânicas da zona fundida. Torna-se mais fácil a propagação da fratura frágil (transgranular) que se constata pela diminuição da tenacidade. A segregação da zona fundida pode ocupar uma posição desfavorável em relação às tensões de contração da solda. Também descontinuidades do metal de base – por exemplo – a dupla laminação, podem se propagar pelo metal fundido em direção à superfície da peça. Estas considerações se referem à soldagem em um só passe. A regeneração estrutural conseguida com a soldagem em vários passes atenua estes inconvenientes. 2.4 Soldabilidade dos Metais
Segundo Modenesi (2001), a soldabilidade é a capacidade de um metal ser soldado nas condições de fabricação impostas por uma estrutura específica projetada de forma adequada e de se comportar adequadamente em serviço.
A soldabilidade dos metais depende de inúmeros fatores como a composição química do metal de base e das condições termodinâmicas da junta (resfriamento, geometria, etc.).
2.4.1 Pré-aquecimento O pré-aquecimento consiste no aquecimento da junta numa etapa anterior à soldagem. Tem como principal efeito reduzir a velocidade de resfriamento da junta soldada, permitindo desta forma:
17
• Evitar têmpera devido à formação da martensita; • Aumentar a velocidade de difusão do hidrogênio na junta soldada.
O pré-aquecimento faz com que a junta soldada atinja temperaturas ligeiramente mais elevadas e que permaneça nestas temperaturas por mais tempo. Isto permite que o hidrogênio dissolvido em sua maior parte na austenita tenha a possibilidade de se difundir. Objetiva-se com o pré-aquecimento evitar a formação de martensita, assim como reduzir a possibilidade de fissuração pelo hidrogênio. O pré-aquecimento influencia também as tensões de contração da junta soldada diminuindo as tensões residuais de contração que surgem nas soldas. Entretanto, se a junta soldada possui um alto grau de restrição, as tensões de contração podem ser aumentadas, por pré-aquecimento localizado, aumentando a possibilidade da fissuração. O pré-aquecimento tem como desvantagem aumentar a extensão da zona termicamente afetada. Em alguns materiais, caso não se controle convenientemente a temperatura, o preaquecimento pode ter um efeito bastante prejudicial. 2.4.2 Pós-aquecimento O pós-aquecimento consiste na manutenção da junta soldada a uma temperatura acima da temperatura ambiente por um determinado tempo com o objetivo principal de aumentar a difusão do hidrogênio na solda. O pós-aquecimento deve ser executado tão logo a soldagem termine, de forma a não permitir o resfriamento da junta soldada. A eficiência do pós-aquecimento depende deste fato, pois o resfriamento da junta soldada permitiria a formação pelo hidrogênio de trincas a frio. É importante salientar que o pós-aquecimento, por ser executado em temperatura baixa, não deve ser executado como um tratamento térmico de alívio de tensões, pois para tanto, seria necessário um tempo de permanência nesta temperatura extremamente longo. 2.4.3 Fissuração pelo Hidrogênio ou Fissuração a Frio A fissuração pelo hidrogênio é conseqüência simultânea da ação de quatro fatores simultâneos: • O hidrogênio dissolvido no metal fundido; • As tensões associadas à soldagem; • Microestrutura frágil; • Baixa temperatura (abaixo de 150ºC)
18
Nenhum destes fatores isoladamente causa fissuração pelo hidrogênio. O citado mecanismo da fissuração pode ser estabelecido em função dos seguintes pontos: • Compostos que contêm hidrogênio, como por exemplo, o vapor d`água se decompõe no arco liberando hidrogênio atônico ou iônico (H+); • A solda no estado líquido dissolve quantidades apreciáveis de hidrogênio. A solubilidade decresce com a diminuição da temperatura e de forma contínua na solidificação e nas modificações alotrópicas. Conseqüentemente, na fase final do resfriamento, a solda poderá estar super saturada em hidrogênio. • A microestrutura de baixa tenacidade como, por exemplo, a martensita, quando saturada em hidrogênio é consideravelmente frágil. A solda, em virtude de sua composição química e das condições térmicas da soldagem, pode gerar tais microestruturas. Nestas condições e na fase final do resfriamento apresentará regiões frágeis a baixas temperaturas saturadas em hidrogênio submetidas a um sistema de tensões residuais, cuja intensidade é próxima do limite de escoamento do metal de solda. • Durante o resfriamento a zona fundida finalizou a transformação γ em α,
enquanto a ZTA permanece por um determinado período de tempo ∆T na fase gama (isto devido à sua maior temperabilidade). A solubilidade da fase α é inferior à da fase у e ela se torna concomitantemente mais bem fusível na primeira fase. Como o coeficiente de difusão na fase γ é baixo, o H+ irá se concentrar na região da ZTA
logo subjacente ao cordão. Quando esta região carregada em H+ se transformar em martensita, ocorrerá fragilização e fissuração.
A ação simultânea desses quatro fatores é responsável pelo aparecimento de
trincas que se manifestam segundo os seguintes locais de surgimento:
• Trinca sob cordão • Trinca na raiz • Trinca na margem • Trincas transversais
Os entalhes, como por exemplo, mordeduras e falta de penetração e inclusões, promovem através da concentração de tensões, deformações plásticas locais que põem em movimento as discordâncias. O hidrogênio, conduzido pelas discordâncias aumenta sua concentração local, favorecendo sua fissuração junto aos entalhes.

19
A maior parte do hidrogênio em super saturação se difunde e abandona a solda, após um tempo que, como todo mecanismo de difusão, depende da temperatura. Por intermédio destes dados, vê-se que o risco de fissuração é temporário, existindo enquanto o hidrogênio estiver se desprendendo da solda. É evidente a vantagem do pós -aquecimento das soldas sensíveis à fissuração a frio, pois, nestas condições – por exemplo a 250ºC durante 2 horas – o hidrogênio é eliminado. As medidas preventivas da fissuração pelo hidrogênio são agrupadas em torno de seus quatro fatores, a saber: • Teor em hidrogênio: A atmosfera do arco deve terá o menor teor possível em
hidrogênio. Os eletrodos de baixo hidrogênio foram dissolvidos com este propósito. Tais revestimentos são higroscópicos e devem ser mantidos secos e em estufas.
• Microestrutura frágil: Quando pode ser evitada ou diminuída é um dos recursos preventivos. O pré-aquecimento, o aumento da energia de soldagem e a escolha do metal de adição de menor resistência possível, contribuem para a redução do risco de fissuração.
• Tensões: A soldagem com o menor grau de restrição possível é uma medida útil. O tensionamento das juntas soldadas contribui para a fissuração, especialmente se for levado em conta que a deformação plástica – através da movimentação das discordâncias – eleva a concentração de hidrogênio na extremidade dos entalhes.
• Temperatura: Manter a solda a uma temperatura suficiente que permita a difusão do hidrogênio é uma medida que pode ser empregada. Isto pode ser feito por meio de pré-aquecimento, do controle da temperatura inter-passe e de pós-aquecimento.
2.4.4 Carbono Equivalente A adição de elementos de liga ao aço é utilizada geralmente para melhorar as propriedades mecânicas e as propriedades de resistência à corrosão dos aços. Entretanto, isto é acompanhado pelo deslocamento das curvas TTT dos aços para a direita, ou seja, com menores velocidades de resfriamento pode-se atingir a estrutura martensítica. Os elementos que afetam de modo mais significativo o deslocamento das curvas TTT são: C, Mn, Ni, Cr, Cu, Mo e V. O efeito destes elementos é assim muito importante na tendência de formação da estrutura martensítica na zona afetada termicamente e, portanto, na tendência à fissuração pelo hidrogênio. Essa tendência é chamada de carbono equivalente (CE) e pode ser expressa da seguinte forma:

20
15%%
5%%%
6%% NiCuVMocRMnCCEIIW
++
++++= (2.6)
(IIW – INTERNATIONAL INSTITUTE OF WELDING), referenciado: FBTS Módulo 1, 2003 .
O CE é utilizado para a verificação da soldabilidade relativa dos aços temperáveis quanto à fissuração pelo hidrogênio. Por exemplo, aços com CE > 0,40 necessitam de cuidados especiais para evitar a fissuração pelo hidrogênio. 2.4.5 Fissuração à Quente A fissuração à quente resulta da segregação de fases de ponto de fusão mais baixo que o metal da zona fundida ou da zona afetada termicamente. O mecanismo da fissuração à quente é hoje em dia controvertido. A segregação à quente resulta da segregação de fases de ponto de fusão mais baixo que o metal da zona fundida ou da zona afetada termicamente. Os grãos envolvidos por um filme líquido não dispõem de resistência mecânica e ductilidade suficientes para suportar os esforços devidos a contração da solda. As trincas são do tipo transgranular e se manifestam macroscopicamente. As medidas preventivas estão relacionadas aos dois fatores principais da fissuração, isto é, a existência de uma pequena quantidade de fase pré-fusível e os esforços de contração. 2.4.6 Fase Pré-fusível O fósforo e o enxofre, em teores superiores a 0,04%, são os principais causadores da fissuração à quente dos aços carbono e de baixa liga. O fósforo, associado ao ferro, manganês, níquel e cromo, forma eutético de baixo ponto de fusão. O baixo ponto de fusão do sulfeto de ferro (FeS) é o responsável pela ação nefasta do enxofre. No caso do fósforo a solução consiste em limitar o seu teor. Atualmente, a maioria das soldas tem teores de fósforo situados entre 0,02 e 0,03% atingindo, em alguns aços de alta resistência, valores inferiores a 0,01%. Além da limitação do seu teor, a influência do enxofre pode ser anulada pela adição de manganês. O sulfeto de manganês solidifica-se em forma de inclusões evitando a formação de filme líquido que conduz à fissuração a quente. A quantidade de manganês deve ser 1,75 vezes maior que a quantidade de enxofre. O silício também aumenta a susceptibilidade à fissuração. Os teores limites dependem do tipo de aço.

21
2.5 Tensões Residuais de Soldagem 2.5.1 Esforços de Contratação A fissuração a quente é, em resumo, a incapacidade do metal de solda de se deformar sob a ação dos esforços inerentes à soldagem. Algumas medidas preventivas podem ser tomadas para reduzir os esforços atuantes sobre a zona fundida na fase inicial do resfriamento. A diminuição da energia de soldagem, usando-se eletrodos de pequeno diâmetro é um exemplo. A soldagem com o mínimo de restrição à contração ou a transferência dos esforços da zona fundida para dispositivos de montagem são providências úteis. O final da solda – a cratera – é uma região suscetível à fissuração devido aos elevados esforços de contração resultantes da solidificação rápida. A deformação é um dos problemas mais sérios a ser enfrentado na soldagem. Dos vários fatores que podem contribuir para a deformação durante a soldagem, o aquecimento não uniforme é o mais importante. Com o aumento da temperatura, o limite de escoamento, o módulo de elasticidade e a condutividade térmica do aço decrescem e o coeficiente de dilatação térmica aumenta. Estas variações afetam o escoamento e a uniformidade de calor. Segundo Modenesi (2008), distorção são alterações de forma e dimensões que componentes soldados sofrem como resultado do movimento de material (deformação plástica) que ocorre em função das tensões térmicas desenvolvidas durante o processo de soldagem. A distorção final de um componente soldado é sempre oposta e, em geral, da mesma ordem de grandeza do movimento de material que ocorre durante a soldagem.
Os principais fatores que influenciam a deformação são: - Energia de soldagem; - Grau de restrição; - Tensões internas; - Propriedades dos materiais (coeficiente de dilatação, condutividade térmica, tensão de escoamento, módulo de elasticidade).
O nível de tensões depende do grau de restrição da estrutura. Na maioria dos casos, a restrição é total na direção longitudinal do cordão de solda. Verificações experimentais confirmam que nessa direção as tensões são muito próximas do limite de escoamento. Não dispondo de rigidez suficiente, as peças se deformam tendendo a aliviar as tensões residuais. As deformações são proporcionais à extensão da zona plastificada.

22
Segundo Law (2006), tensões residuais de soldagem são de especial significância em tubulações e dutos de gás devido a estes serem projetados com um pequeno coeficiente de segurança (de acordo com a norma ASME B31.8) em relação a maiores das outras estruturas de engenharia construídas.
2.6 Princípios da Transmissão de Calor em Soldagem 2.6.1 - Estudo Teórico do Fluxo de Calor:
Segundo Modenesi et al (2006), na maioria dos processos de soldagem por fusão, uma fonte de calor concentrada e de alta intensidade é aplicada em uma posição da junta e deslocada ao longo desta. O calor gerado por esta fonte escoa principalmente por condução através das peças e, exceto para a soldagem de peças de pequenas dimensões, as perdas por radiação e convecção na superfície da peça e o efeito de outras fontes de calor pode ser desprezada.
Em princípio, as variações de temperatura associadas com a operação de soldagem podem ser modeladas a partir de soluções adequadas da equação de balanço de energia (Modenesi et al, 2006):
( ) ( ) sTkcTvt
cT+∇∇=∇+
∂∂ .)(.ρρ (2.7)
onde ρ é a massa específica do material, c é o calor específico, T é a temperatura, t é o tempo, v é a velocidade, k é a condutividade térmica e s é o calor gerado.
Soluções desta equação para a soldagem de topo e para algumas outras condições foram obtidas por Rosenthal, na década de 30. Para isto, algumas simplificações tiveram de ser feitas:
• A solução é válida para um estado quasi-estacionário. Neste, supõe-se que a
distribuição de temperaturas se mantém inalterada para um sistema de coordenadas que se move junto com a fonte de calor, como mostrado na figura 2.13. Com esta simplificação, o problema torna-se independente do tempo. Teoricamente, o estado quasi-estacionário ocorre após um tempo suficientemente longo (isto é, infinito) de soldagem. Em particular, esta suposição é razoável para soldas realizadas a uma velocidade aproximadamente constante, sem movimento de tecimento, em peças relativamente grandes e de baixa difusividade térmica desde que o instante inicial (quando as temperaturas em torno do eletrodo aumentam) e final (após a extinção do arco) da soldagem seja desprezado.
23
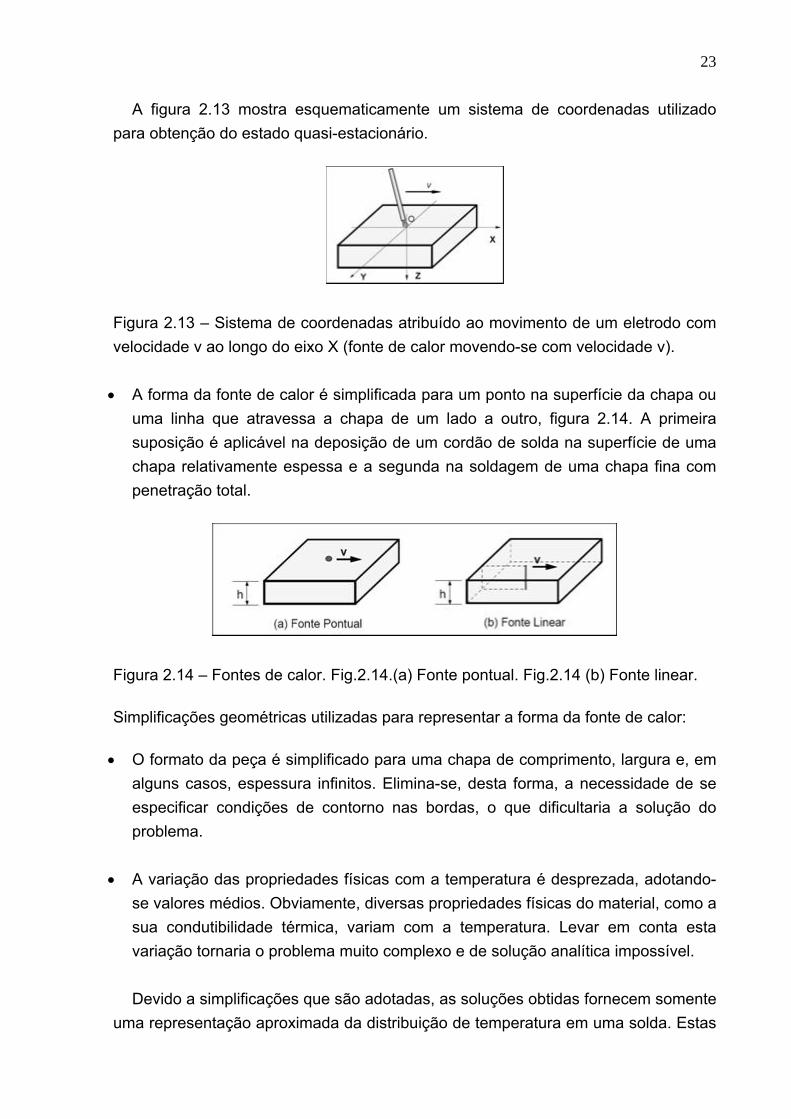
A figura 2.13 mostra esquematicamente um sistema de coordenadas utilizado para obtenção do estado quasi-estacionário.
Figura 2.13 – Sistema de coordenadas atribuído ao movimento de um eletrodo com velocidade v ao longo do eixo X (fonte de calor movendo-se com velocidade v). • A forma da fonte de calor é simplificada para um ponto na superfície da chapa ou
uma linha que atravessa a chapa de um lado a outro, figura 2.14. A primeira suposição é aplicável na deposição de um cordão de solda na superfície de uma chapa relativamente espessa e a segunda na soldagem de uma chapa fina com penetração total.
Figura 2.14 – Fontes de calor. Fig.2.14.(a) Fonte pontual. Fig.2.14 (b) Fonte linear. Simplificações geométricas utilizadas para representar a forma da fonte de calor: • O formato da peça é simplificado para uma chapa de comprimento, largura e, em
alguns casos, espessura infinitos. Elimina-se, desta forma, a necessidade de se especificar condições de contorno nas bordas, o que dificultaria a solução do problema.
• A variação das propriedades físicas com a temperatura é desprezada, adotando-
se valores médios. Obviamente, diversas propriedades físicas do material, como a sua condutibilidade térmica, variam com a temperatura. Levar em conta esta variação tornaria o problema muito complexo e de solução analítica impossível.
Devido a simplificações que são adotadas, as soluções obtidas fornecem somente
uma representação aproximada da distribuição de temperatura em uma solda. Estas

24
soluções permitem, entretanto, obter uma idéia geral das características do fluxo de calor em soldagem para muitos casos de interesse. 2.6.1.1 Fonte Pontual de Calor
Para a soldagem com uma fonte de calor pontual, figura 2.14(a), deslocando-se com uma velocidade v na superfície de uma placa de espessura infinita (situação aproximada da deposição de um cordão na superfície de uma placa grande e espessa), a distribuição de temperatura, considerando-se um sistema de coordenadas retangulares, com o eixo x paralelo à direção de soldagem, figura 2.13 (Modenesi et al, 2006), é dada pela equação de Rosenthal:
( )⎥⎦⎤
⎢⎣⎡ +−+= Rxv
kRPTT
απ 2exp
20 (Modenesi, 2006) (2.8)
onde VIP η= (para a soldagem a arco), k e α são, respectivamente, a condutividade
e a difusividade térmicas da peça, v é a velocidade de soldagem, ( )21
222 zyxR ++=
e T0 é a temperatura inicial da peça. A figura 2.15 mostra um exemplo de uma distribuição de temperatura baseada neste modelo.
Figura 2.15 – Distribuição de temperaturas (estado quasi-estacionário) na deposição de um cordão sobre uma chapa espessa de aço. P = 4,2 kW e v = 1 mm/s. Fonte: Modenesi et al, 2006.
Quando ambos P e v são elevados, o problema anterior pode ser tratado como o de uma fonte linear instantânea que atua no eixo x. Neste caso, uma solução alternativa à equação 2.8 seria:

25
( )⎥⎦
⎤⎢⎣
⎡−+=
tr
ktv
PTT x
απ 4exp
2
2
0 (2.8`)
onde ( ) LHvP = é a energia de soldagem, t é o tempo de soldagem e ( )2
122 yxrx +=
é a distância lateral do ponto considerado ao eixo da solda (observe que esta equação é bidimensional, em y e z, e leva em consideração o tempo de soldagem).
2.6.1.2 Fonte Linear de Calor
Para caso de uma fonte de calor linear (Modenesi et al, 2006) distribuída ao
longo da espessura da chapa, figura 2.14 (b), a distribuição de temperatura é dada:
⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛−+=
ααπ 222 00vrKvxEXP
kh
PTT (Modenesi, 2006) (2.9)
onde h é a espessura da chapa, ( )21
22 yxr += e K0 é a função de Bessel modificada
de segundo tipo e ordem zero, figura 2.16. Neste modelo, a temperatura varia apenas nas direções x e y, permanecendo constante ao longo da espessura da peça.
Figura 2.16 - Função de Bessel modificada de segundo tipo e ordem zero, K0(x). Fonte: Modenesi, 2006.
Como na condição anterior, quando ambos P e v forem elevados, o problema pode ser tratado como o de uma fonte superficial instantânea que atua no plano xz. Neste caso, uma solução unidimensional alternativa à equação 2.9 seria:
( )
⎥⎦
⎤⎢⎣
⎡−+=
ty
hctkv
PTT
αρπ 4exp
)4(
2
2/10 (Modenesi, 2006) (2.9`)

26
Para o caso de uma fonte de calor pontual, figura 2.14(a), atuando na superfície de uma chapa de espessura finita (h), a distribuição de temperatura pode ser obtida a partir da solução para chapa de espessura infinita (equação 2.8), supondo que não ocorre transferência de calor através das superfícies da chapa. Esta situação é representada considerando-se fontes de calor imaginárias colocadas acima e abaixo da superfície em que se localiza a fonte de calor e a distâncias (2kh) desta.
A equação resultante toma a forma de uma série:
∑+∞=
−∞=⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛−•⎟
⎠⎞
⎜⎝⎛−+=
k
kk
k
RvR
vxk
PTTααπ 2
exp12
exp20 (Modenesi, 2006) (2.10)
onde ( )[ ]2222 2khzyxRk −++= .
A figura 2.17 mostra distribuições de temperatura previstas por estes três
modelos (equações 2.8, 2.9 e 2.10), no plano xz e em torno da poça de fusão, em uma chapa de aço baixo carbono de 10 mm de espessura soldada com uma energia de soldagem de 0,6kJ/mm. Para a solução bidimensional (equação 2.9), as isotermas são verticais, pois como já mencionado, a variável z não é considerada neste modelo. Os resultados das soluções que utilizam a fonte pontual de calor (equações 2.8 e 2.10) são semelhantes junto da superfície superior da chapa e da fonte de calor.
Contudo, uma diferença importante é observada na superfície inferior, pois a equação 2.10 considera que não existe fluxo de calor nesta superfície.
Figura 2.17 – Distribuições de temperatura no plano xz em torno da poça de fusão previstas pelos modelos de Rosenthal. Equação 2.8, figura (a). Equação 2.9, figura
27
(b) e equação 2.10, figura (c). Material: aço carbono (chapa de 10 mm de espessura). Energia de soldagem: 0,6kJ/mm. Fonte: Modenesi et al, 2006.
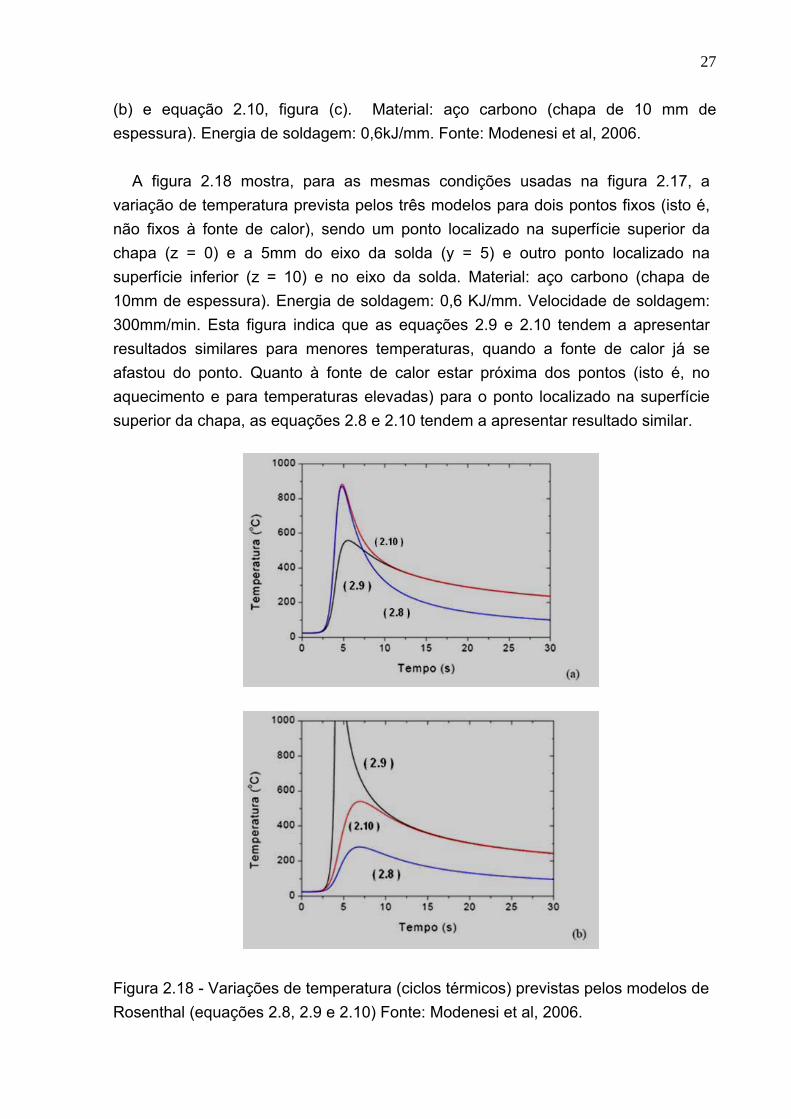
A figura 2.18 mostra, para as mesmas condições usadas na figura 2.17, a
variação de temperatura prevista pelos três modelos para dois pontos fixos (isto é, não fixos à fonte de calor), sendo um ponto localizado na superfície superior da chapa (z = 0) e a 5mm do eixo da solda (y = 5) e outro ponto localizado na superfície inferior (z = 10) e no eixo da solda. Material: aço carbono (chapa de 10mm de espessura). Energia de soldagem: 0,6 KJ/mm. Velocidade de soldagem: 300mm/min. Esta figura indica que as equações 2.9 e 2.10 tendem a apresentar resultados similares para menores temperaturas, quando a fonte de calor já se afastou do ponto. Quanto à fonte de calor estar próxima dos pontos (isto é, no aquecimento e para temperaturas elevadas) para o ponto localizado na superfície superior da chapa, as equações 2.8 e 2.10 tendem a apresentar resultado similar.
Figura 2.18 - Variações de temperatura (ciclos térmicos) previstas pelos modelos de Rosenthal (equações 2.8, 2.9 e 2.10) Fonte: Modenesi et al, 2006.
28
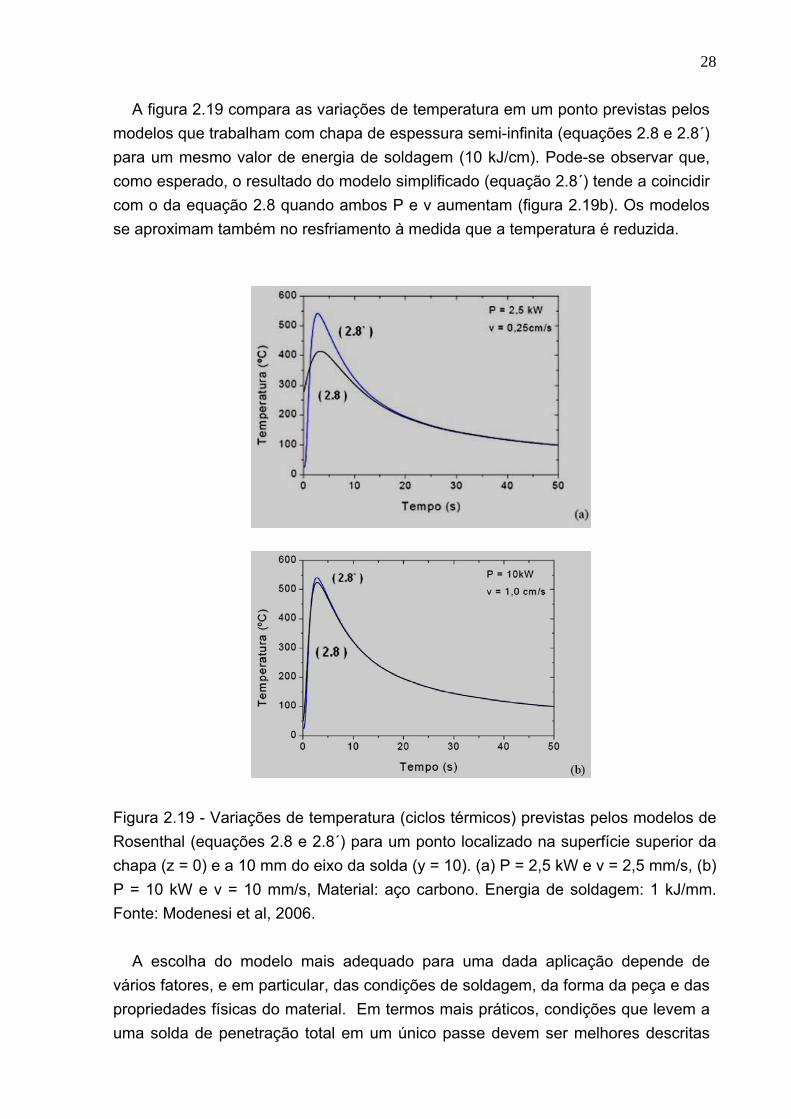
A figura 2.19 compara as variações de temperatura em um ponto previstas pelos modelos que trabalham com chapa de espessura semi-infinita (equações 2.8 e 2.8´) para um mesmo valor de energia de soldagem (10 kJ/cm). Pode-se observar que, como esperado, o resultado do modelo simplificado (equação 2.8´) tende a coincidir com o da equação 2.8 quando ambos P e v aumentam (figura 2.19b). Os modelos se aproximam também no resfriamento à medida que a temperatura é reduzida.
Figura 2.19 - Variações de temperatura (ciclos térmicos) previstas pelos modelos de Rosenthal (equações 2.8 e 2.8´) para um ponto localizado na superfície superior da chapa (z = 0) e a 10 mm do eixo da solda (y = 10). (a) P = 2,5 kW e v = 2,5 mm/s, (b) P = 10 kW e v = 10 mm/s, Material: aço carbono. Energia de soldagem: 1 kJ/mm. Fonte: Modenesi et al, 2006.
A escolha do modelo mais adequado para uma dada aplicação depende de
vários fatores, e em particular, das condições de soldagem, da forma da peça e das propriedades físicas do material. Em termos mais práticos, condições que levem a uma solda de penetração total em um único passe devem ser melhores descritas
29
pela equação 2.9. Por outro lado, a deposição de um cordão na superfície de uma chapa que não cause um aquecimento sensível da face oposta da chapa deve ser melhor descrita pela equação 2.8. Casos intermediários seriam melhores tratados pela equação 2.10.
As soluções analíticas do fluxo de calor em soldagem propostas por Rosenthal são aproximadas, tendo sido obtidas com uma série de simplificações. Elas podem ser adequadas ou não para representar a distribuição de temperatura encontrada em uma operação real de soldagem.
2.6.2 Velocidades de Resfriamento – Modelos de Rosenthal
Segundo Modenesi et al (2006), as velocidades de resfriamento para um cordão
de solda podem ser dadas pelas equações abaixo, descritas por Rosenthal. a) Chapa Fina (chapa de espessura h + fonte linear), conforme esquematizado na figura 2.20(a). abaixo:
( )30
2
2 TTHhc
L
−⎟⎟⎠
⎞⎜⎜⎝
⎛= πκρφ (2.11)
Figura 2.20 (a)
b) Chapa Grossa (chapa semi-infina + fonte pontual), conforme esquematizado na figura 2.20(b). abaixo:
( )
LHTT 2
02 −=
πκφ (2.12)
Figura 2.20 (b)
Figura 2.20. Representação de chapa fina, figura 2.20(a) e chapa grossa, figura 2.20(b) para o cálculo de velocidades de resfriamento segundo Rosenthal.
Onde v
VIvqHHL ηηη === . (2.13)
Sendo:

30
I= corrente (A) φ = velocidade de resfriamento (K/s) ρ = massa específica do material (Kg/m3)
K= condutividade térmica do material (J/K.m.s) V= velocidade de soldagem (m/s) V= tensão (V) T= temperatura (K) h= espessura da chapa (m) HL=energia líquida de soldagem (KJ/m) η = rendimento térmico do processo de soldagem
2.6.3 Estudo Prático do Fluxo de Calor (Métodos Experimentais)
A análise experimental do fluxo de calor é dificultada pela grande variação de
temperatura, em um pequeno volume de material e em um pequeno intervalo de tempo, características da maioria das operações de soldagem. A seguir são discutidos alguns métodos experimentais que podem ser utilizados no estudo do fluxo de calor em soldagem.
2.6.3.1 Medida da temperatura através de termopares:
Termopares podem ser implantados na peça de forma a fornecer a variação de temperatura no seu ponto de implante durante a operação de soldagem, figura 2.21.
O termopar deve ser adequado para a faixa de temperatura atingida na região da solda (utiliza-se, em geral, termopar de Pt - PtRh para aços) e ter pequeno diâmetro (da ordem de 0,1mm), para acompanhar adequadamente as rápidas variações de temperatura. As técnicas de implantação de termopares são bastante trabalhosas, exigindo um procedimento experimental cuidadoso e bem planejado.
Figura 2.21 – Utilização de termopares para o estudo da variação de temperaturas em soldagem.

31
2.6.3.2 Análise Metalográfica:
A identificação metalográfica das regiões onde ocorrem transformações de fase permite determinar as regiões que foram submetidas a temperaturas superiores à temperatura de transformação considerada. Um exemplo de aplicação deste método são as medidas de largura do cordão.
2.6.3.3 Simulação (Gleeble):
Ciclos térmicos de soldagem podem ser simulados de maneira controlada em um corpo de prova com o uso de equipamentos especiais. Um exemplo deste tipo de equipamento é a máquina "Gleeble", na qual um corpo de prova, geralmente com as dimensões de um corpo de prova Charpy, preso por garras de cobre refrigeradas a água, é aquecido pela passagem de corrente elétrica. A temperatura no centro do corpo de prova é medida por um termopar e controlada pelo equipamento, de forma a reproduzir um ciclo térmico qualquer. Esforços mecânicos podem ser aplicados simultaneamente. A simulação de ciclos térmicos é utilizada, por exemplo, em estudos de soldabilidade, embora existam evidências de que esta técnica não reproduz perfeitamente a microestrutura as regiões da solda, havendo uma tendência para um maior tamanho de grão nos corpos de prova obtidos por simulação.
Segundo D. Ferguson (2008), simulações físicas de ZTA`s são utilizadas na indústria desde 1950. O Primeiro sistema comercial de simulação manufaturado (modelo Gleeble) foi produzido nos Estados Unidos pela empresa Duffers Association, Inc..
É à investigação deste Método a que se destina o presente trabalho.
2.6.3.4 Calorimetria:
Medidas calorimétricas permitem obter informações como, por exemplo, a quantidade de calor absorvida pela peça. Estas medidas são feitas em corpos de prova especiais, refrigerados em água. A quantidade de energia absorvida pela peça é obtida pela medida da variação de temperatura na água.
2.7 Metal de Solda e Zona Termicamente Afetada (ZTA)
Segundo Sant`Anna (2006), vários autores afirmam que a soldagem é o mais
efetivo método de união de materiais metálicos e, praticamente, todos os fenômenos metalúrgicos ocorrem durante a operação de soldagem: fusão,

32
solidificação, reações metal-escória, reações gás-metal, fenômenos superficiais e reações no estado sólido.
A junta soldada é composta de todas as partes envolvidas na soldagem e compõe-se de: metal de solda, zona termicamente afetada e metal base. O metal de solda é a região da junta que foi fundida durante a operação de soldagem. A zona termicamente afetada é a parte do metal de base que, devido à sua proximidade com a zona fundida, foi influenciada, isto é, sofreu variações microestruturais provocadas pelo calor gerado no processo (Sant`Anna, 2006).
Cooper Ordóñes (2004), ao analisar a microdureza de cordões de solda feitos em multiplos passes, concluiu que o comportamento das propriedades mecânicas do cordão de solda é ocasionado pelo efeito do tratamento térmico de cada passe subseqüente, que normaliza parte do passe previamente depositado, modificando o comportamento mecânico, isto é, diminuindo a dureza.
A figura 2.22(a) mostra a macrografia de uma junta soldada (metal de solda, ZTA
e metal base) para o caso de passe único e na figura 2.22(b) a macrografia de soldagem com passes múltiplos, na qual pode ser observada a interferência dos sucessivos passes de solda.
Figura 2.22. Macrografia de junta soldada: (a) passe único, (b) múltiplos passes. Nital 2%. MS - metal de solda, ZTA - zona afetada pelo calor, MB - metal base. Fonte: Sant`Anna, 2006.
2.8 Regiões da Zona Termicamente Afetada (ZTA)
Segundo Sant`Anna (2006), diversos autores afirmam que, durante a soldagem,
parte do metal base (MB) adjacente à zona fundida é submetido a um ou mais ciclos térmicos (soldagem multipasse). Na zona termicamente afetada ocorrem significativas mudanças na microestrutura e nas propriedades mecânicas devido às transformações induzidas pelos ciclos térmicos. Segundo Sant`Anna (2006), a zona termicamente afetada pode ser dividida em várias subzonas. Elas recebem nomes específicos e dependem do pico de temperatura que o material experimentou.

33
Estas sub-zonas, com as respectivas faixas de temperatura (soldagem de passe único), são mostradas no esquema da figura 2.23.
Figura 2.23. Esquema de uma junta soldada, mostrando as sub-regiões da ZTA e as respectivas faixas de temperaturas. Fonte: Sant`Anna, 2006.
Na região (a) correspondente a zona de ligação, caracterizada por apresentar um prolongamento dos grãos que, ao se solidificarem, adotam mesma orientação cristalina e tamanho de grão parcialmente fundidos ou não fundidos. É nesta região que ocorre o fenômeno de epitaxia, citado no item 2.3.8.
Na região (b) da ZTA, que atinge temperaturas entre 1050 ºC a 1500 ºC, a fase é austenita e os grãos podem crescer significativamente. Esta parte é chamada zona de grãos grosseiros (GGZTA) e pode apresentar problemas nas propriedades mecânicas;
Nas áreas (c) que são aquecidas em temperaturas na faixa de 900 ºC a 1000 ºC, usualmente obtém-se um tamanho de grão fino e uniforme como se o aço tivesse sido normalizado. Esta área é chamada zona de refino de grãos (RG-ZTA) e tem propriedades mecânicas relativamente boas;
Na faixa de temperaturas entre A1 e A3, região (d), o aço se transforma apenas parcialmente em austenita ficando, portanto, com parte da ferrita existente previamente. Em determinadas circunstâncias (composição química do aço e taxa de resfriamento na soldagem) pode haver deterioração das propriedades mecânicas. Esta zona é chamada de zona de aquecimento intercrítico (IC-ZTA);
Na região (e) a temperatura está abaixo de A1 e denomina-se zona subcrítica (SC-ZTA). Não há mudança de fases, mas algumas reações podem ocorrer na fase ferrítica. Poderão ocorrer precipitações de carbonetos e nitretos, esferoidização da cementita, e outras.
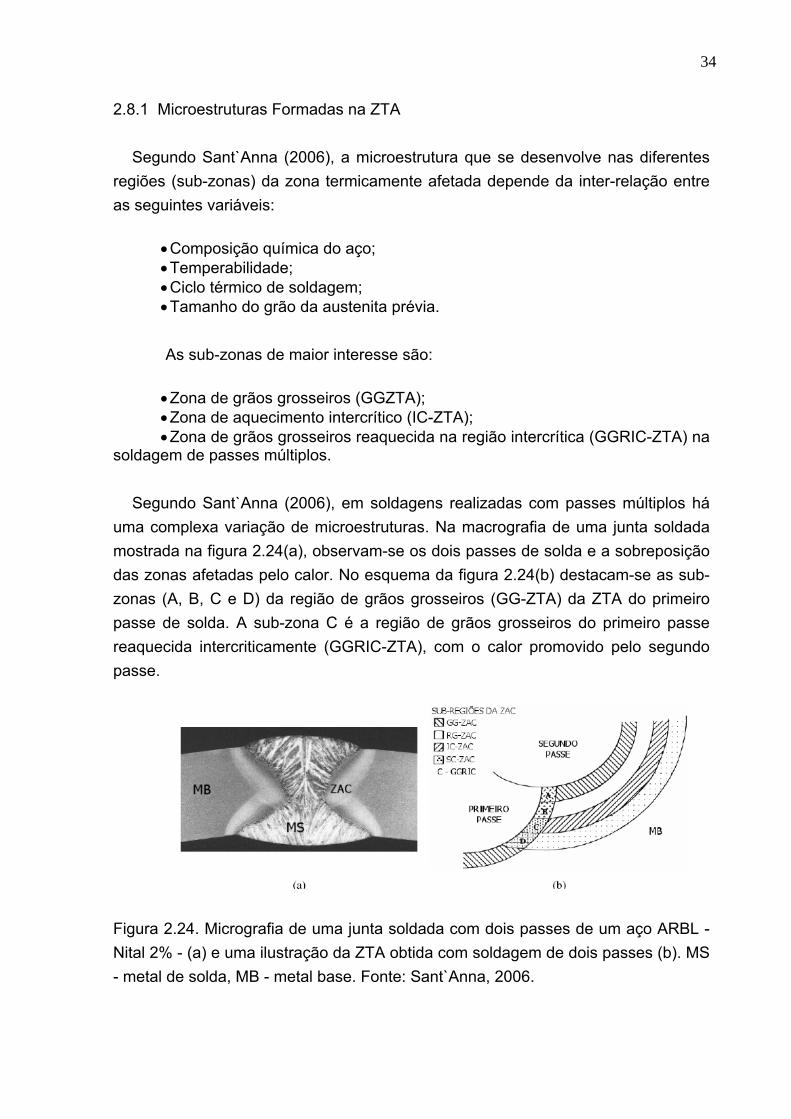
34
2.8.1 Microestruturas Formadas na ZTA
Segundo Sant`Anna (2006), a microestrutura que se desenvolve nas diferentes regiões (sub-zonas) da zona termicamente afetada depende da inter-relação entre as seguintes variáveis:
• Composição química do aço; • Temperabilidade; • Ciclo térmico de soldagem; • Tamanho do grão da austenita prévia. As sub-zonas de maior interesse são: • Zona de grãos grosseiros (GGZTA); • Zona de aquecimento intercrítico (IC-ZTA); • Zona de grãos grosseiros reaquecida na região intercrítica (GGRIC-ZTA) na
soldagem de passes múltiplos. Segundo Sant`Anna (2006), em soldagens realizadas com passes múltiplos há
uma complexa variação de microestruturas. Na macrografia de uma junta soldada mostrada na figura 2.24(a), observam-se os dois passes de solda e a sobreposição das zonas afetadas pelo calor. No esquema da figura 2.24(b) destacam-se as sub-zonas (A, B, C e D) da região de grãos grosseiros (GG-ZTA) da ZTA do primeiro passe de solda. A sub-zona C é a região de grãos grosseiros do primeiro passe reaquecida intercriticamente (GGRIC-ZTA), com o calor promovido pelo segundo passe.
Figura 2.24. Micrografia de uma junta soldada com dois passes de um aço ARBL - Nital 2% - (a) e uma ilustração da ZTA obtida com soldagem de dois passes (b). MS - metal de solda, MB - metal base. Fonte: Sant`Anna, 2006.

35
Na figura 2.25, vê-se a associação entre a temperatura de pico (atingida na ZTA) e a energia absorvida no ensaio Charpy. Observa-se que há quedas na tenacidade nas temperaturas correspondentes à região intercrítica (~ 730 °C) e a região de grãos grosseiros da ZTA (~ 1200 °C).
Figura 2.25. Efeito do pico de temperatura na energia absorvida a -22 ºC no
ensaio Charpy-V para o aço API 5L grau X 65. Fonte: Sant`Anna, 2006.
2.8.2 Microestruturas e Propriedades das Regiões da ZTA 2.8.2.1 Região de Grãos Grosseiros da ZAC (GG-ZTA).
Na zona de grãos grosseiros, o crescimento do grão é o maior problema. Em
soldagens realizadas com um baixo insumo de calor, o tempo de permanência em temperaturas que viabilizam o crescimento do grão é curto e promove dois efeitos: primeiro, o grão da austenita não será excessivamente grande; segundo, a zona de grãos grosseiros será estreita e muito próxima da linha de fusão. O baixo insumo de calor promove uma alta taxa de resfriamento durante a transformação da austenita em ferrita. Com um aço de alta temperabilidade, a probabilidade de formar bainita ou martensita é então grande. Contudo, esta tendência é parcialmente neutralizada pelo pequeno tamanho do grão da austenita, pois a quantidade de área superficial de contorno de grão é grande, aumentando a chance de nucleação de ferrita alotriomórfica.
Um alto insumo de calor promove uma zona de grãos grosseiros larga, com um tamanho médio de grão maior, mas a taxa de resfriamento através das temperaturas de transformação é menor. A menor taxa de resfriamento reduz a probabilidade de formação de bainita ou martensita enquanto que os grãos grosseiros tende a formá-las. Contudo, não tem sido observada a formação de martensita como conseqüência do tamanho dos grãos. Em vez disto, observam-se
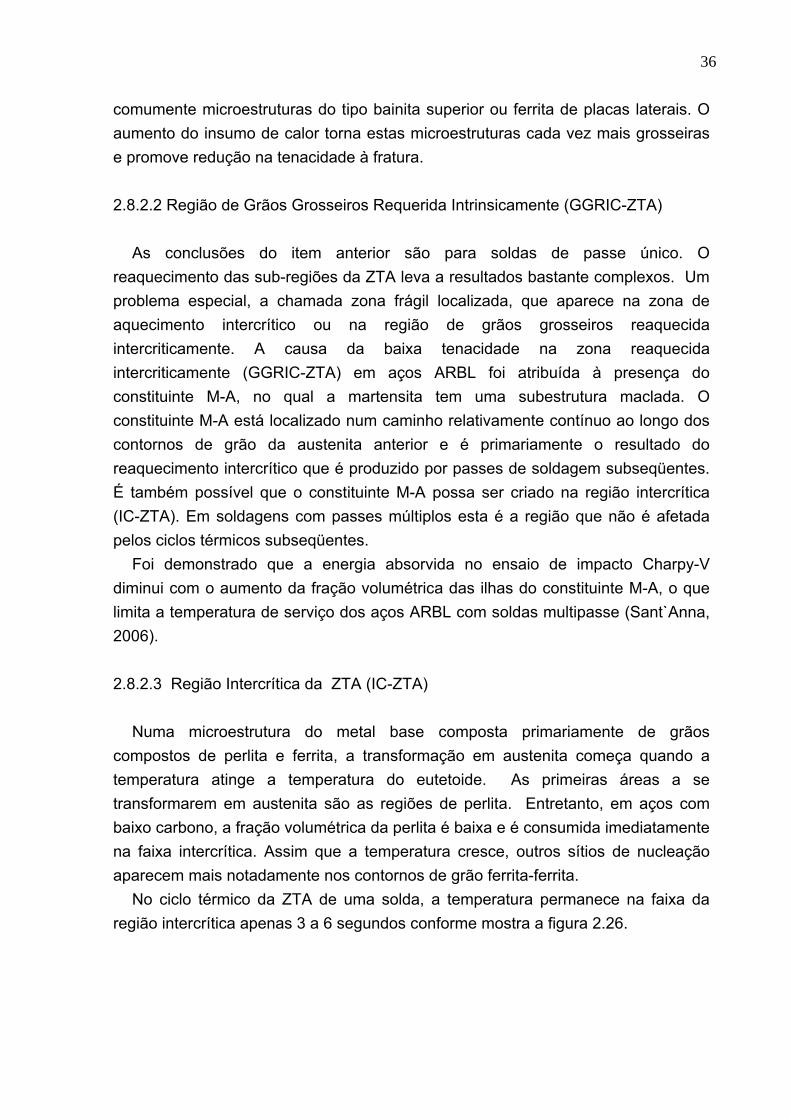
36
comumente microestruturas do tipo bainita superior ou ferrita de placas laterais. O aumento do insumo de calor torna estas microestruturas cada vez mais grosseiras e promove redução na tenacidade à fratura.
2.8.2.2 Região de Grãos Grosseiros Requerida Intrinsicamente (GGRIC-ZTA)
As conclusões do item anterior são para soldas de passe único. O
reaquecimento das sub-regiões da ZTA leva a resultados bastante complexos. Um problema especial, a chamada zona frágil localizada, que aparece na zona de aquecimento intercrítico ou na região de grãos grosseiros reaquecida intercriticamente. A causa da baixa tenacidade na zona reaquecida intercriticamente (GGRIC-ZTA) em aços ARBL foi atribuída à presença do constituinte M-A, no qual a martensita tem uma subestrutura maclada. O constituinte M-A está localizado num caminho relativamente contínuo ao longo dos contornos de grão da austenita anterior e é primariamente o resultado do reaquecimento intercrítico que é produzido por passes de soldagem subseqüentes. É também possível que o constituinte M-A possa ser criado na região intercrítica (IC-ZTA). Em soldagens com passes múltiplos esta é a região que não é afetada pelos ciclos térmicos subseqüentes.
Foi demonstrado que a energia absorvida no ensaio de impacto Charpy-V diminui com o aumento da fração volumétrica das ilhas do constituinte M-A, o que limita a temperatura de serviço dos aços ARBL com soldas multipasse (Sant`Anna, 2006). 2.8.2.3 Região Intercrítica da ZTA (IC-ZTA)
Numa microestrutura do metal base composta primariamente de grãos
compostos de perlita e ferrita, a transformação em austenita começa quando a temperatura atinge a temperatura do eutetoide. As primeiras áreas a se transformarem em austenita são as regiões de perlita. Entretanto, em aços com baixo carbono, a fração volumétrica da perlita é baixa e é consumida imediatamente na faixa intercrítica. Assim que a temperatura cresce, outros sítios de nucleação aparecem mais notadamente nos contornos de grão ferrita-ferrita.
No ciclo térmico da ZTA de uma solda, a temperatura permanece na faixa da região intercrítica apenas 3 a 6 segundos conforme mostra a figura 2.26.
37
Figura 2.26: Ciclo térmico da região intercrítica da ZTA em função do insumo
de calor para o aço API 5L grau X 65. Fonte: Sant`Anna, 2006.
A austenita é, portanto, limitada a pequenas ilhas nos sítios de perlita originais e nos contornos da ferrita e será, provavelmente, da mesma dimensão das colônias de perlita/carbonetos do metal base. O tempo de aquecimento numa soldagem real é suficiente para transformar a perlita em austenita.
No resfriamento subseqüente, a austenita pode se decompor em uma grande variedade de microestruturas, variando de martensita maclada à perlita, ou permanecer não transformada, dependendo da temperabilidade do metal base, do programa de resfriamento e do tamanho inicial das ilhas de austenita. No resfriamento, as áreas que se transformaram em austenita estão ainda ricas de carbono durante a transformação de γ em α. Portanto, o risco de haver formação
de martensita é alto. É comumente encontrada a mistura de martensita e austenita retida, chamada constituinte M-A. Estes constituintes aparecem como pequenas ilhas e podem iniciar fratura frágil. Segundo Sant`Anna (2006), aços de composições químicas muito similares e submetidos a ciclos térmicos simulados têm apresentado diferentes produtos finais. Alguns apresentam constituinte M-A e outros apresentam uma estrutura perlítica muito fina. 2.9 Aços API 5L (Aços Alta Resistência e Baixa Liga)
O desenvolvimento de novos aços com propriedades mecânicas melhoradas e a necessidade por maior produtividade têm levado pesquisadores e produtores a buscarem alternativas para soldagem de dutos.
A produção de petróleo e gás no Brasil e o consumo de derivados estão crescendo cada vez mais. Segundo o Plano Estratégico da Petrobras, a perspectiva de crescimento do mercado de gás natural é de 14% ao ano até 2010. Para atender esta demanda, torna-se necessário que os novos gasodutos tenham maiores
38
diâmetros e operem a pressões mais elevadas, resultando em um aumento na espessura dos tubos ou na aplicação de aços com maior resistência. Aumentar a resistência do aço mantendo constante o diâmetro e a pressão do duto significa evitar o uso de espessuras muito elevadas. Os benefícios vão desde a economia de aço, reduzindo o peso e, dessa forma, os custos na compra dos tubos e na construção e montagem do duto, até a viabilização de projetos com altas pressões.
Os novos desenvolvimentos de aços de alta resistência e baixa liga (ARBL), com altos requisitos de resistência, nem sempre têm sido acompanhados totalmente pelo desenvolvimento dos metais de adição. Essa situação faz com que na soldagem desses aços, o uso de metais de adição com propriedades mecânicas diferentes do metal de base seja considerado, sempre procurando cumprir as normas ou códigos de construção específicos para cada. No que se refere ao processo de soldagem, a temperatura de pré-aquecimento e a energia de soldagem são os fatores que determinam as propriedades da junta através dos ciclos térmicos e das taxas de resfriamento.
A temperatura de preaquecimento necessária para soldagem dos aços ARBL pode ser determinada por vários métodos. Porém, esses métodos estão baseados em diferentes modelos de cálculo do carbono equivalente (CE), gerando divergências sobre o método mais adequado e a necessidade de pré-aquecer o material.
O grau do aço, segundo a norma API SPEC 5L (2000), reflete o valor mínimo do limite de escoamento do material em [Ksi], ou seja, o API 5L grau X60 tem limite de escoamento mínimo de 60 Ksi.
De acordo com Ferreira (2006) No caso do Brasil, os projetos da PETROBRAS, por exemplo, requerem que o metal de solda do aço API5L-X70 absorva uma energia de impacto de 76 J a 0 °C.
O Instituto Americano de Petróleo (API) tem regulamentado a fabricação dos aços e tubos para a produção de dutos, por meio da norma API 5L (especificação para dutos). Os vários graus dos aços para tubos, especificados pela norma API 5L, podem ser classificados como aços ARBL. Normalmente são microligados com nióbio, titânio ou vanádio, garantindo boa tenacidade à fratura, alta resistência à tração e resistência à fragilização por hidrogênio.
O desenvolvimento de aços de alta resistência está sendo intensificado mundialmente por razões econômicas. A utilização de tubos fabricados a partir de aços com melhores propriedades mecânicas tem contribuído para a redução de custos na produção das malhas de oleodutos e gasodutos, pois permite selecionar menores espessuras de parede, mantendo-se a mesma pressão de trabalho, o que resulta na diminuição do peso dos tubos e da quantidade de solda depositada em cada junta. A crescente demanda por gás natural influenciará o tipo de transporte no

39
futuro, tanto no ponto de vista econômico quanto estratégico. Gasodutos de longa distância são um meio seguro e econômico de transportar gás das regiões de produção até aos usuários.
Pela figura 2.27 abaixo, pode ser observada a redução de peso de tubulações
para diversos aços API com suas respectivas espessuras de parede. Os dados dizem respeito ao uso do aço API X80 na construção do primeiro gasoduto “Ruhrgas” que levou a uma economia de cerca de 20.000 toneladas, comparados com a possível utilização de tubos de aço API grau X70, por meio da redução da espessura da parede de 20,8 mm para o X70 para 18,3 mm para o X80. Este resultado implica na redução dos custos de transporte e, também, na redução dos custos de soldagem, pois reduz o tempo de soldagem com paredes mais finas. O uso de materiais com maior resistência mecânica, como o X120, permitirá redução nos custos ainda maior.
Figura 2.27 – Peso de tubulações para diversos tipos de aços API 5L. Sant`Anna, 2006.
A composição química destes aços tem elementos de liga em concentração precisa e os teores de impurezas são baixos. Abaixo se vê pela tabela 2.1 para alguns aços API 5L X70 e API 5L X80 teores muito baixos de enxofre. Fonte: Sant`Anna, 2006.

40
Quadro 2.1 - Composição química para aços API 5L X70 e API 5L X80.
Fonte: GROENEVEL, 1992. Nos aços API X70 e X80 várias fases incluindo ferrita poligonal, ferrita acicular, ferrita Wedmanstätten, bainita superior, bainita granular e martensita são formadas durante o processo de laminação controlada e esfriamento rápido. Segundo Sang (2007), as diferenças na microestrutura dependem da composição química e das condições da laminação controlada quando da fabricação das chapas. Segundo Chen (1984), nestes aços, o micro constituinte Martensita-Austenita (abreviado M-A) o qual se refere a regiões de composição de elevado carbono martensítico e austenita retida formado no ciclo de aquecimento com médio resfriamento em aços de alta resistência e baixa liga, constitui elemento importante por contribuir para a redução das propriedades mecânicas de uma ZTA simulada (obtida em laboratório através de dispositivos substratos). Em outro trabalho, Chen (2006) e YAOWN SHI (2008) mostram a influência do constituinte M-A na resistência ao impacto de ZTA`s simuladas de corpos de prova de materiais ARBL como o X70. A elevação da participação do elemento vanádio (acima de 0,097%V) nestes materiais eleva a resistência mecânica mais diminui a resistência ao impacto na ZTA. Outro estudo com ZTA`s simuladas para o aço API X70, realizado por Ziping (2007), analisa a melhora das propriedades do material deformado e resfriado em substrato onde, a estrutura obtida com grãos menores (deformados) compensa a influência dos microconstituintes M-A, melhorando assim a resistência ao impacto.
41
Conforme Branco (2003), os avanços no processamento termomecânico de aços de alta resistência e baixa liga (ARBL) têm resultado em materiais com baixo carbono equivalente (CE), minimizando o risco de formação de trincas na zona termicamente afetada (ZTA). Consumíveis para a soldagem destes aços têm sido desenvolvidos em paralelo, com contínuo aperfeiçoamento. Isto ocorre porque a microestrutura do metal de solda é função da taxa de resfriamento e da composição química. Desse modo, o procedimento de soldagem pode influenciar de forma determinante a microestrutura obtida. 3. METODOLOGIA EXPERIMENTAL 3.1 Introdução
As condições termodinâmicas de ZTAs de aços ARBL API 5L X70 foram simuladas em laboratório para reproduzir as condições reais de processos de soldagem Eletrodo Revestido e TIG certificados de modo a tornar previsíveis as transformações microestruturais e as propriedades mecânicas resultantes similarmente às juntas soldadas.
O desenvolvimento de dispositivo substrato, aqui denominado Gleeble por ser um nome bastante difundido de marca de dispositivo substrato de uso industrial, torna possível simular as condições termodinâmicas de ZTAs abrindo caminho para futuros estudos utilizando estes dispositivos em laboratório possibilitando prever o comportamento das curvas de resfriamento e as propriedades do material de acordo com estas curvas, de forma simples e rápida sem, no entanto, ser necessário recorrer a soldas reais. 3.2 Descrição Sumária dos Experimentos
Para simulação dos ciclos térmicos de soldagem foi desenvolvido um equipamento capaz de reproduzir resfriamentos rápidos a diferentes velocidades. O equipamento é constituído de dois blocos de aço que atuam como substratos de massa infinita possibilitando a retirada de calor a partir de diferentes temperaturas imediatamente após aquecimento.
O aquecimento foi feito em forno elétrico de alta potência com temperatura máxima de 1400 ºC e ± 10 ºC de variação para possibilitar ciclos térmicos rápidos e o resfriamento no equipamento (Gleeble) foi monitorada por termopar do tipo cromel-alumel (K) de ± 0,1ºC de variação com registrador digital com interface para microcomputador.

42
Foram levantadas curvas de resfriamentos de amostras aquecidas até temperaturas máximas de 700°C, 800°C, 900°C e 1200°C e resfriadas em Gleeble. As microestruturas resultantes dos resfriamentos foram caracterizadas por microscopia ótica.
Para comparação dos resultados produzidos pelo Gleeble, foram realizados cordões de solda reais pelos processos de Eletrodo Revestido e TIG para o material estudado e a microestrutura da ZTA dos cordões das amostras foram comparados com a microestrutura do material resfriado em Gleeble. Para estas amostras soldadas, foram utilizados processos de soldagem qualificados de acordo com a Norma ASME B 31.3, a Norma N-133 da Petrobras e o Código ASME IX. As velocidades de resfriamento das soldas reais foram simuladas através de software simulador de processos de soldagem e comparadas com as velocidades de resfriamentos das amostras resfriadas em Gleeble. As microdurezas das amostras do Gleeble a 900ºC e 1200ºC e das amostras da soldas reais dos processos de Eletrodo Revestido e TIG foram comparadas com as durezas obtidas pelo método de Suzuki. 3.3 Material Utilizado
O material utilizado neste estudo foi retirado de tubos de aço API 5L X 70, com 10,8 mm de espessura. A designação do aço é realizada pela Americam Petroleum Institute (API), especificamente a API 5L. Sua aplicação está voltada para as condições onde resistência mecânica, tenacidade e peso são requisitos principais. Dentre estas se cita tubulações para gás natural, tubulações para petróleo, estruturas off-shore, etc.
O material utilizado tem composição química e propriedades mecânicas conforme apresentado, nas tabelas 3.1 e 3.2, abaixo: Tabela 3.1 – Propriedades Mecânicas da amostra do Aço API 5l X70 utilizado conforme fabricante USIMINAS.

43
Tabela 3.2 – Composição Química nominal da amostra do aço API 5L X70 utilizado conforme fabricante USIMINAS.
O material na condição como-recebido, em forma de tubo costurado, conforme figura 3.1, para ser utilizado em risers de plataformas marítimas de petróleo, com diâmetro nominal de 20” foi doado para este estudo pela Petrobras (CENPES).
Figura 3.1 - Material utilizado “como recebido”.
Depois de cortado em pequenas chapas (setor circular de tubo), o material foi reduzido em partes menores de onde foram retirados os corpos de prova em forma de barra de dimensões (100x10x10) mm, figura 3.2(b).
Figura 3.2 - Material utilizado reduzido a chapas, figura 3.2(a). Corpo de Prova de (10 x 10 x100) mm com termopar inserido, figura 3.2(b).

44
3.4 Dimensionamento do Substrato
O corpo de prova foi dimensionado visando-se a realização de ensaios mecânicos posteriores como tração e impacto (Charpy). Neste sentido, foram usadas as dimensões da seção do corpo de prova como sendo 10 X 10 mm e o comprimento de 100 mm, aproximadamente, com um furo para colocação de termopar, figura 3.2(b). O dimensionamento do substrato foi feito conforme será descrito nos resultados adiante, cujos valores das massas foram considerados infinitos, simulando perfeitamente as condições de juntas soldadas em grandes estruturas. Semelhante a uma pequena prensa, o dispositivo é bastante simples, sendo acionado por um cilindro pneumático tornando fácil e rápido o afastamento entre as massas (base e massa suspensa). A peça é colocada por meio de garra, uma vez que a mesma sai incandescente do forno (entre 700ºC e 1200ºC), faixa de temperaturas analisadas. As amostras foram retiradas do forno e colocadas no Gleeble rapidamente, buscando-se reduzir a perda de calor para a atmosfera. Assim que era retirada do forno por garra, o termopar era colocado em furo central da amostra, conforme já apresentado na figura 3.2.(b). Nesta etapa, o microcomputador inicia todo o registro da evolução do resfriamento da amostra, prosseguindo o registro até que a temperatura atingisse valor sem importância para as transformações microestruturais. O tempo de permanência de cada amostra no interior do forno foi de aproximadamente 5 minutos, diminuindo com o aumento da temperatura. 3.5 Soldas Reais Realizadas Para a elaboração das soldas reais, tanto para Eletrodo Revestido como TIG, as chapas de 10 mm de espessura foram preparadas com chanfro em V com ângulo de
bissel φ= 52º com aplicação de 04 camadas e 07 passes, conforme ilustrado no esquema abaixo (figura 3.3), :
Figura 3.3 - Esquema da junta das soldas reais realizadas contendo 04 camadas e 07 passes.

45
As especificações dos consumíveis foram:
• Eletrodo Revestido: E9018G com diâmetro de 2,5mm; • TIG: ER 80SP2 com diâmetro de 2,5mm.
Os processos utilizados para a soldagem dos corpos de prova (total de 10 corpos de prova para cada processo) foram realizados por um soldador qualificado cedido pela empresa FAZ, empresa prestadora de serviços para a PETROBRAS, onde foram realizadas as soldas. Os parâmetros de soldagem empregados estão representados na tabela 3.3 abaixo:
Tabela 3.3 – Parâmetros de soldagem das soldas reais realizadas pelos processos Eletrodo Revestido e TIG.
3.6 Curvas de Resfriamento Foram levantadas curvas de resfriamento para as amostras analisadas para temperaturas máximas de 700ºC, 800°C, 900°C e 1200°C. Para estas temperaturas, foram determinadas as velocidades de resfriamento no intervalo entre 800°C e 500°C.

46
Na figura 3.4 abaixo, vê-se o experimento montado.
Figura 3.4 – Experimento montado, podendo-se ver o microcomputador, termopar, registrador digital de temperatura e Gleeble utilizados. Na figura 3.5 abaixo, vê-se exemplo de curva de resfriamento (ciclo térmico) para um dos corpos de prova, obtidos pelo registrador digital de temperatura. Curvas de resfriamento como esta, foram obtidas para 10 corpos de prova por Eletrodo Revestido e 10 por TIG e apresentam a forma semelhante à forma de ciclos térmicos de cordões de solda, conforme citado no item 2.2.2.
Figura 3.5 – Curva de resfriamento de corpo de prova à 700ºC em Gleeble.

47
3.7 Simulação dos Ciclos Térmicos As curvas de resfriamento registradas pelo microcomputador foram comparadas com curvas de resfriamento levantadas através de Software Analisador de Processos de Soldagem que simula condições de soldagem partindo-se de dados como velocidade de soldagem, corrente, amperagem, número de passes, formato do chanfro preparado para a soldagem e considerações de emprego ou não de pré-aquecimento. O software utilizado foi o SOLDASOFT. Abaixo, na figura 3.6, vê-se resultado típico do SOLDASOFT contendo os parâmetros de soldagem utilizados e os valores de temperatura encontrados à medida que se distancia do centro do cordão de solda (repartição térmica).
Figura 3.6 – Tela do Software da para simulação de ciclos térmicos contendo valores de entrada e distâncias para cada ponto de temperatura considerado. À esquerda da figura 3.6, vêem-se os dados da energia de soldagem, distância do centro da solda a um ponto específico e a energia de soldagem envolvida para cada faixa de temperatura. À direita da figura vêem-se demais dados como formato da junta soldada e o material utilizado. A condição de pré-aquecimento foi considerada para cordões de solda situados a partir do segundo passe em soldas de multi-passes com temperatura de pré-aquecimento de 220 °C.

48
3.8 Análise Microestrutural As amostras foram preparadas por metalografia tradicional com corte, embutimento, lixamento (280, 400, 600 e 1000 mesh) e polimento suplementar em tapete com pasta diamantada de 1μm. Depois de polidas, as amostras foram atacadas com Nital a 5%, lavadas e secas. Finalmente, as amostras foram caracterizadas por microscopia ótica.
Foi realizada a análise microestrutural do material na condição de como-recebido, do material tratado termicamente (700°C, 800°C, 900°C e 1200°C) com resfriamento em Gleeble e do material soldado por processos reais Eletrodo Revestido e TIG.
A estimativa do tamanho dos grãos foi feita pelo método do intercepto, ou seja, foi considerada a quantidade de grão interceptada por um linha reta de comprimento finito conforme norma ASTM E-112 (1989).
As microdurezas das amostras do gleeble e das amostras das soldas reais por Eletrodo Revestido e TIG foram comparadas com as durezas fornecidas pelo modelo de Suzuki segundo o carbono equivalente para o API X70 fornecido pelo fabricante USIMINAS (tabela 3.1).
Para avaliar os resultados de dureza obtidos, calculou-se a dureza máxima pelo método de Suzuki para aços baixa liga (TAMEHIRO, 1981), segundo: HV MÁX = 1666 (Ceq) – 166 (3.1)
Para tornar evidentes os efeitos da deformação produzida nas bordas das amostras aquecidas e resfriadas em gleeble procedeu-se a medição da microdureza da borda para o centro das amostras resfriadas a 900ºC e 1200ºC. Os valores obtidos estão apresentados na figura 5. A carga utilizada foi de 300g por um tempo de penetração de 20 seg. e uma distância entre pontos de 0,4 mm.
4. RESULTADOS EXPERIMENTAIS 4.1 Determinação das Massas do Corpo de Prova e Gleeble (Análise Térmica do Ensaio)
Para a determinação das massas, foram adotados CP= 4861J/Kg.K para o aço (a
20ºC) e um intervalo de temperatura ∆T=800°C - 500°C = 300°C = 573K (intervalo de interesse para o estudo das transformações durante o resfriamento das amostras). Densidade do aço carbono comum= 7870 Kg/m3.
49
Sendo a massa do corpo de prova de dimensões 10mm x 10mm x 100mm:
KgmmKgvm 0787,000001,0/7870 33 =×=×= ρ
Determinação da energia acumulada no corpo de prova para uma variação de 300°C na temperatura do mesmo:
KJKKKg
JKgTCmQ P 21,219573.
48610787,0 =××=Δ××=Δ
Para as duas bases:
TCmQ P Δ××=Δ (considerando-se uma variação máxima de temperatura de
100°C para as massas do substrato para se garantir rápida retirada de calor do CP):
gKgKgmKKg
JmKJ 5,225225478,02
450956,0100.
486121,219 ====××= (massa
mínima para cada uma das bases). Apesar da massa mínima de 225,5g foi utilizada uma massa de 8000g para cada uma das massas, pelas razões que serão expostas no item 4.2. 4.2 Gleeble (Dispositivo Substrato)
O dispositivo abaixo apresentado, figura 4.1, foi desenvolvido para o presente trabalho e constitui o centro do objetivo deste trabalho, como sendo, a validação do mesmo para simulação de ZTAs.
Tendo sido construído em aço carbono 1020, é dotado de mecanismo pneumático para acionamento da massa suspensa com o objetivo de tornar rápida a aproximação destas do corpo de prova, reduzindo o impacto no tempo de resfriamento da perda de energia entre a retirada das amostras do forno e colocação no Gleeble. Além disso, o dispositivo pneumático visa garantir melhor contato entre as faces da base e da massa suspensa com as faces do corpo de prova através de uma pressão de contato de cerca de 5,0 Kgf/cm² sobre o corpo de prova.
Todas as superfícies em contato (corpo de prova e substratos) foram retificadas visando reduzir a resistência térmica de contato, a qual segundo Ozisik (1990), causa uma queda repentina de temperatura na interface de contato entre duas superfícies, reduzindo a transferência de calor por condução entre as partes envolvidas.

50
As massas adotadas para a base e a massa suspensa (massas iguais e de 8000g cada uma) têm um valor muito além da massa mínima calculada no item 4.1, como sendo 225,5 g, devido necessidade de simular as grandes massas envolvidas em estruturas reais como, por exemplo, dutos. Nestas estruturas, o calor é retirado com grande facilidade pelas grandes massas adjacentes ao cordão de solda. As guias e o mecanismo pneumático proporcionam o manuseio do dispositivo de forma fácil, dado o peso da massa suspensa em torno de 8000g e a se obter repetibilidade no ensaio de amostras pela padronização do tempo e execução dos ciclos de resfriamento.
Figura 4.1 – Dispositivo Gleeble desenvolvido para estudo de Pseudo-ZTA. Na figura vêem-se o sistema pneumático, as massas (substratos) e corpo de prova com termopar.
Figura 4.2 – Figura mostrando outra vista do equipamento Gleeble.

51
Figura 4.3 – Figura mostrando corpo de prova com termopar acoplado. Para as curvas obtidas para os experimentos realizados, notam-se presentes os parâmetros: Øm – temperatura máxima atingida Tp – tempo de permanência a certa temperatura VØ – velocidade de resfriamento à temperatura Ø tr – tempo de resfriamento entre as temperaturas Ø1 e Ø2 consideradas A presença destes parâmetros caracteriza as curvas obtidas como curvas de Ciclo Térmico e podem ser utilizadas para se estudar as propriedades de pontos de uma ZTA sem, no entanto, recorrer a ensaios com cordões de solda reais que, além de requerer equipamentos de soldagem e estruturas mais complexas, seriam mais demorados. 4.3 Cálculo das Velocidades de Resfriamento dos Corpos de Prova Resfriados em Gleeble
As velocidades de resfriamento no intervalo entre 800 ºC e 500 ºC (C
CT º800º500Δ )
para corpos de prova em Gleeble foram levantadas para as curvas obtidas semelhantes à da figura 3.5 e as velocidades de resfriamento para estas curvas são mostradas a seguir, onde os valores obtidos pelos gráficos semelhantes aos da figura 3.5 para os corpos de prova a 800 ºC, 900 ºC e 1200 ºC foram lançados em gráficos através do uso do software ORIGIN por ser este amplamente aceito em meio científico. Sendo assim, temos:

52
a) Amostras a 800 ºC (Figura 4.4);
Figura 4.4- Curva representativa das amostras a 800 ºC resfriadas em Gleeble. A equação descrita representa a curva em todo o seu intervalo. Para o intervalo de temperatura entre 800 ºC e 500 ºC houve uma velocidade de resfriamento de 20 ºC/s, o que dá um tempo de resfriamento para o intervalo considerado de 15 s. b) Amostras a 900 ºC (Figura 4.5);
Figura 4.5 - Curva representativa das amostras a 900 ºC resfriadas em Gleeble. A equação descrita representa a curva em todo o seu intervalo.
Para o intervalo de temperatura entre 800 ºC e 500 ºC houve uma velocidade de resfriamento de 13 ºC/s, o que dá um tempo de resfriamento no intervalo
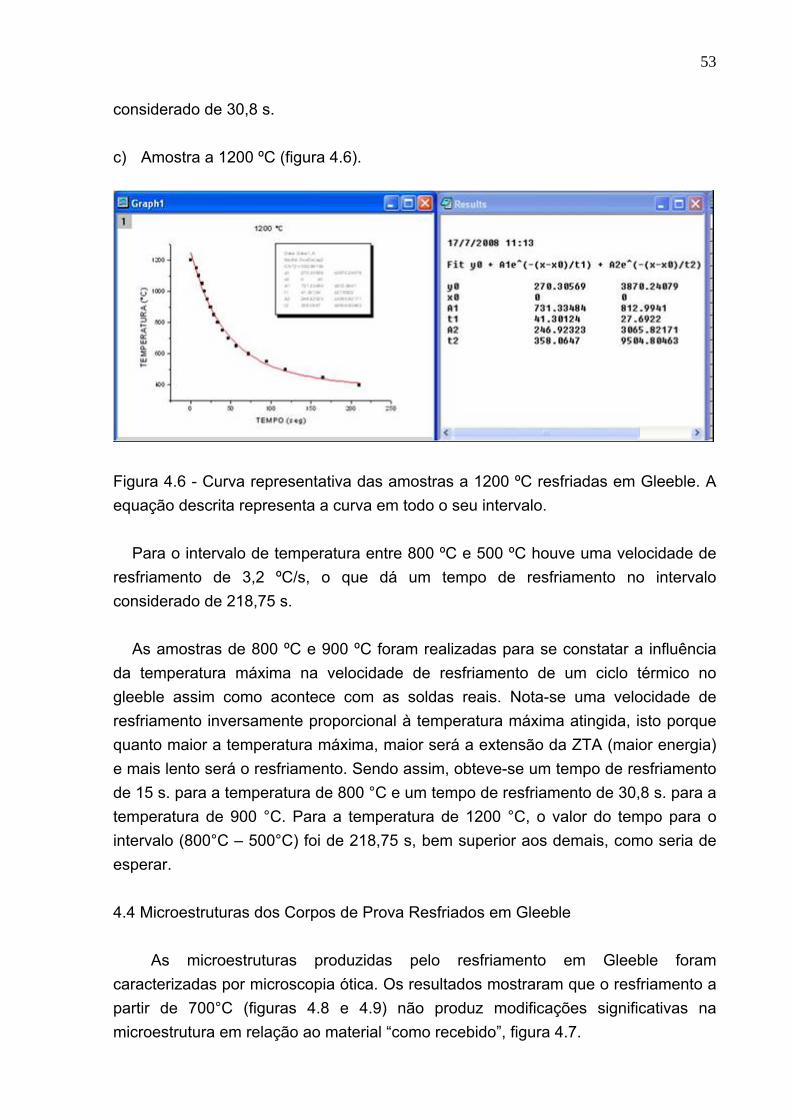
53
considerado de 30,8 s.
c) Amostra a 1200 ºC (figura 4.6).
Figura 4.6 - Curva representativa das amostras a 1200 ºC resfriadas em Gleeble. A equação descrita representa a curva em todo o seu intervalo.
Para o intervalo de temperatura entre 800 ºC e 500 ºC houve uma velocidade de resfriamento de 3,2 ºC/s, o que dá um tempo de resfriamento no intervalo considerado de 218,75 s.
As amostras de 800 ºC e 900 ºC foram realizadas para se constatar a influência
da temperatura máxima na velocidade de resfriamento de um ciclo térmico no gleeble assim como acontece com as soldas reais. Nota-se uma velocidade de resfriamento inversamente proporcional à temperatura máxima atingida, isto porque quanto maior a temperatura máxima, maior será a extensão da ZTA (maior energia) e mais lento será o resfriamento. Sendo assim, obteve-se um tempo de resfriamento de 15 s. para a temperatura de 800 °C e um tempo de resfriamento de 30,8 s. para a temperatura de 900 °C. Para a temperatura de 1200 °C, o valor do tempo para o intervalo (800°C – 500°C) foi de 218,75 s, bem superior aos demais, como seria de esperar.
4.4 Microestruturas dos Corpos de Prova Resfriados em Gleeble As microestruturas produzidas pelo resfriamento em Gleeble foram caracterizadas por microscopia ótica. Os resultados mostraram que o resfriamento a partir de 700°C (figuras 4.8 e 4.9) não produz modificações significativas na microestrutura em relação ao material “como recebido”, figura 4.7.

54
Figura 4.7. Microestrutura do material na condição “como recebido”. Nital a 5%.
Nesta escala de observação, figuras 4.8 e 4.9, pode-se dizer que a microestrutura é constituída por grãos ferríticos, levemente enriquecidos nos contornos por perlita. O tamanho médio dos grãos em toda região central é da ordem de 15-20 μm, entretanto, na borda do corpo de prova (interface corpo de prova/substrato) este tamanho tende a ser um pouco menor. Esta redução de tamanho de grão (fig. 4.9) indica que houve deformação plástica (plastificação) devido às restrições na interface metal/substrato durante resfriamento brusco. Nesta faixa de temperatura, a recristalização não foi iniciada.
Figura 4.8. Microestrutura da região central de CP resfriado a partir de 700°C. Nital 5%.
Figura 4.9. Microestrutura da região da borda de CP resfriado a partir de 700°C, mostrando grãos deformados. Nital 5%.
O material resfriado a partir de 800°C apresenta microestrutura idêntica ao resfriado a 700°C. Apesar de material ter atingido a zona intercrítica (temperatura entre A1 e A3) os grão da região central (fig. 4.10) apresentam as mesmas características morfológica da figura 4.8, entretanto os grãos da borda parecem ter passado pelo processo de recristalização parcial após a plastificação (fig. 4.11).
50 μm 50 μm

55
Figura 4.10. Microestrutura da região central de CP resfriado a partir de 800°C. Nital 5%.
Figura 4.11. Microestrutura da região da borda de CP resfriado a partir de 800°C, mostrando grãos deformados. Nital 5%.
O material resfriado a partir de 900°C apresenta grãos da ordem de 20 μm, em
toda sua região central (fig. 4.12). Este valor ligeiramente superior aos casos anteriores se justifica pelo fato do material ter atingido a temperatura do domínio austenítico. Embora o material tenha permanecido um tempo muito curto nesta temperatura, foi suficiente para crescer os grãos. Na região plastificada, pode ser observada que os contornos, além de enriquecidos pela perlita como na morfologia tradicional, também apresentam pequenas partículas (fig. 4.13). Este resultado parece indicar que, nesta região, a plastificação induziu uma transformação do tipo bainítica. Figura 4.12. Microestrutura da região central de CP resfriado a partir de 900°C. Nital 5%.
Figura 4.13. Microestrutura da região da borda de CP resfriado a partir de 900°C. Nital 5%.
50 μm 50 μm

56
O material resfriado a partir de 1200°C apresenta grãos maiores em toda sua extensão, principalmente na região central do corpo de prova (fig. 4.14). Este crescimento se deve ao valor bem superior da temperatura em relação aos demais casos. A elevada temperatura favoreceu o crescimento do grão austenítico; embora o material tenha permanecido um tempo muito curto neste domínio de temperatura. Na região plastificada (borda do CP), podem ser observados ligeiramente os efeitos da deformação dos grãos, no entanto, estes são menores devido à recristalização ocorrida durante o resfriamento (fig. 4.15).
Figura 4.14. Microestrutura da região central de CP resfriado a partir de 1200°C. Nital 5%.
Figura 4.15. Microestrutura da borda de CP resfriado a partir 1200°C mostrando grãos deformados na borda. Nital 5%.
4.5 Microestruturas das Soldas Reais pelos Processos Eletrodo Revestido e TIG Abaixo são apresentadas as microestruturas das soldas reais realizadas pelos processos de soldagem Eletrodo Revestido e TIG. Figura 4.16. Zona de transição do processo real ER. Nital 5%.
Figura 4.17. Zona de transição do processo real TIG. Nital 5%.
30 μm
MB
MA
30 μm
MB
MA

57
Para validação do estudo realizado em Gleeble as microestruturas obtidas em resfriamento simulado foram comparadas a processos de soldagem reais. Nas figuras 4.16 e 4.17 são mostradas as zonas de transição (ligação) entre o metal de base (MB) e o metal de adição (MA) de processos com eletrodo revestido e TIG, respectivamente.
Por comparação entre as diferentes microestruturas, particularmente tamanho de grão, pode-se dizer que as condições termodinâmicas do Gleeble estão muito distantes das condições da região próxima da transição MB/MA. Entretanto, distanciando-se 2,1 mm da zona de transição (ligação) ou aproximadamente 6 mm do centro da solda na junta soldada pelo processo Eletrodo Revestido é encontrada uma região (fig.4.18) microestruturalmente equivalente à figura 4.12. Resultado semelhante foi obtido para o processo TIG, onde a microestrutura equivalente à figura 4.12 foi encontrada a 1,2 mm da região de transição. Figura 4.18. Microestrutura da ZTA do processo de soldagem com eletrodo revestido em um ponto localizado a 2,1mm da zona de transição (ligação). Nital 5%.
30 μm
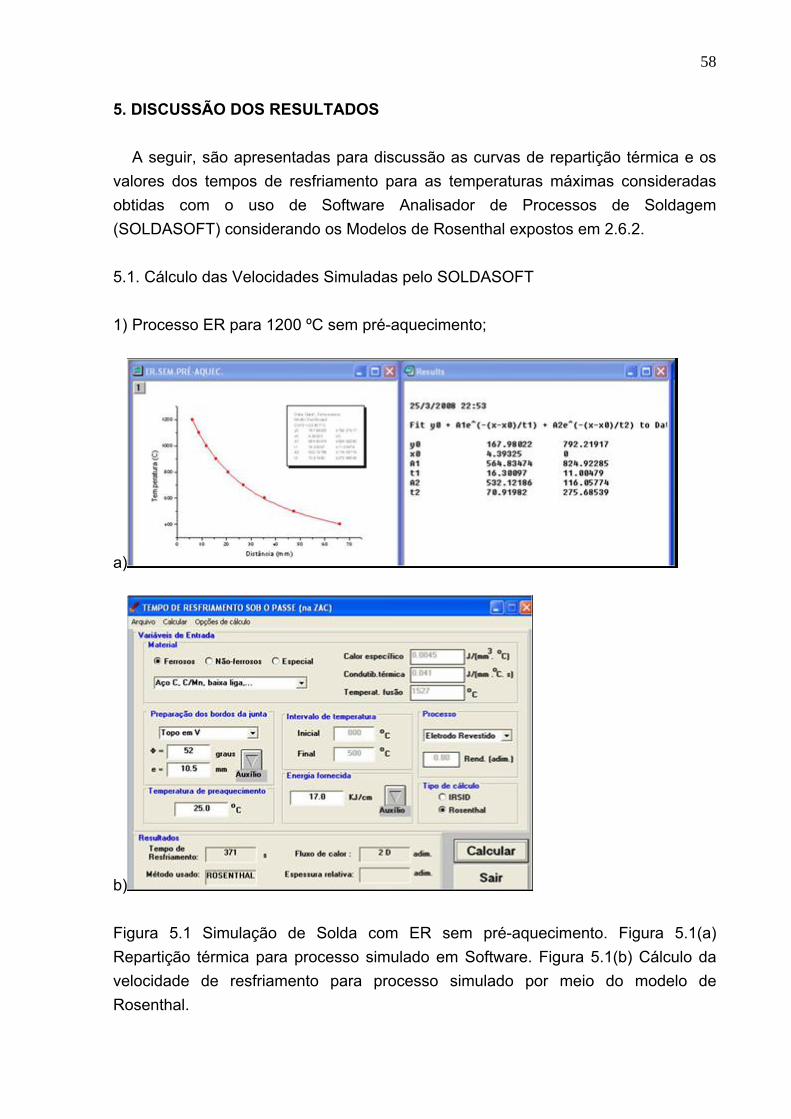
58
5. DISCUSSÃO DOS RESULTADOS
A seguir, são apresentadas para discussão as curvas de repartição térmica e os valores dos tempos de resfriamento para as temperaturas máximas consideradas obtidas com o uso de Software Analisador de Processos de Soldagem (SOLDASOFT) considerando os Modelos de Rosenthal expostos em 2.6.2. 5.1. Cálculo das Velocidades Simuladas pelo SOLDASOFT 1) Processo ER para 1200 ºC sem pré-aquecimento;
a)
b) Figura 5.1 Simulação de Solda com ER sem pré-aquecimento. Figura 5.1(a) Repartição térmica para processo simulado em Software. Figura 5.1(b) Cálculo da velocidade de resfriamento para processo simulado por meio do modelo de Rosenthal.

59
Para os parâmetros de soldagem apresentados na Tabela 3.3 para as soldas reais e utilizando-se o modelo de Rosenthal para o cálculo do tempo de resfriamento entre 800 °C e 500 °C através do SOLDASOFT obtivemos um tempo de 371 s. Incremento de 70% em relação do tempo do Gleeble. De acordo com a análise microestrutural, as condições termodinâmicas para 900°C eram atingidas a 2,1 mm da zona de transição ou 6,0 mm, aproximadamente do centro da solda. Entretanto, a repartição térmica simulada pelo processo de Rosenthal mostra que essa condição deveria acontecer a 12-13 mm do centro da solda. Esta discrepância de resultados mostra que, para o aço API 5L X-70, o modelo de Rosenthal para eletrodo revestido não se aproxima bem do processo real. 2) Processo ER para 1200 ºC com pré-aquecimento;
a)
b) Figura 5.2 Simulação de Solda com ER com pré-aquecimento. Figura 5.2(a) Repartição térmica para processo simulado em Software. Figura 5.2(b) Cálculo da velocidade de resfriamento para processo simulado por meio do modelo de Rosenthal.

60
Para os parâmetros de soldagem apresentados na Tabela 3.3 para soldas reais e utilizando-se o modelo de Rosenthal para cálculo do tempo de resfriamento entre 800 °C e 500 °C pelo SOLDASOFT obtivemos um tempo de 3883 s. O pré-aquecimento, segundo o modelo de Rosenthal, retarda demasiadamente o resfriamento entre 800°C e 500°C. Para que esta condição fosse obtida por Gleeble, os blocos (massas) deveriam também ser pré-aquecidas à temperaturas próximas a 220°C para produzir as mesmas condições termodinâmicas da vizinhança. 3) Processo TIG para 1200 ºC sem pré-aquecimento;
a)
b) Figura 5.3 Simulação de Solda com ER com pré-aquecimento. Figura 5.3(a) Repartição térmica para processo simulado em Software. Figura 5.3(b) Cálculo da velocidade de resfriamento para processo simulado por meio do modelo de Rosenthal.

61
Para os parâmetros de soldagem apontados na Tabela 3.3 para as soldas reais e utilizando-se o modelo de Rosenthal para o cálculo do tempo de resfriamento entre 800 °C e 500 °C através do SOLDASOFT obtivemos um tempo de 8,0 s. apenas.
A comparação entre as microestruturas Gleeble e TIG mostrou que a condição de 900°C se reproduz a 1,2 mm da zona de transição ou 3,0 mm do centro da solda. A repartição térmica elaborada pelo modelo de Rosenthal reproduz condição semelhante a aproximadamente 3,0 mm do centro.
Baseado nas análises microestruturais pode-se dizer que as condições do Gleeble reproduzem as condições do processo TIG real no ponto onde a temperatura máxima atingida foi de 900°C. As mesmas condições são obtidas por simulação para o processo TIG sem pré-aquecimento. 4) Processo TIG para 1200 ºC com pré-aquecimento;
a)
b) Figura 5.4 Simulação de Solda com ER com pré-aquecimento. Figura 5.4(a) Repartição térmica para processo simulado em Software. Figura 5.4(b) Cálculo da velocidade de resfriamento para processo simulado por meio do modelo de Rosenthal.

62
Para os parâmetros de soldagem apresentados na Tabela 3.3 para as soldas reais e utilizando-se o modelo de Rosenthal para o cálculo do tempo de resfriamento entre 800 °C e 500 °C através do SOLDASOFT obtivemos um tempo de 79 s. Este valor é bem inferior ao obtido pelo gleeble.
De acordo com a repartição térmica obtida pelo modelo de Rosenthal para processo TIG com pré-aquecimento, as condições termodinâmicas para 900°C são obtidas a aproximadamente 6,0 mm do centro da solda. Esta condição é equivalente ao processo real com Eletrodo Revestido. Isto mostra que o modelo de Rosenthal não é universal, servindo apenas como aproximação das condições reais de soldagem.
5.2 Comparações entre os Tempos de Resfriamento Pela observação dos tempos de resfriamentos entre 500 °C e 800 °C levantados acima fica clara a discrepância entre os valores para os processos de Eletrodo Revestido e TIG calculados pelo Software de acordo com o modelo teórico proposto pela equação 2.8 (Rosenthal). Entretanto, a discrepância observada entre os valores para os dois processos pode ser explicada por meio do rendimento para o processo de soldagem adotado pelo software que, por default considera η = 0.45 para o processo TIG enquanto que, considera η = 0.8 para o processo Eletrodo Revestido que, de acordo com a equação 2.13, tem influência direta na energia de soldagem. Como os parâmetros de soldagem para os dois processos reais realizados e adotados para a simulação não foram iguais, o rendimento adotado para ambos não compensou tal diferença em relação ao Gleeble. A diferença nos rendimentos se deve ao fato de que para o processo de soldagem por Eletrodo Revestido, a quantidade de energia que se imputa no material é maior que no processo TIG devido ser menor neste a dispersão de energia térmica (energia mais concentrada), conforme citado em 2.1.2. Para a temperatura máxima de 1200 °C temos os seguintes tempos de
resfriamento para o intervalo CCT 800
º500Δ :
a) Para resfriamento em gleeble (sem pré-aquecimento): 218,4 s.
b) Para resfriamento das soldas realizadas por eletrodo revestido
(SOLDASOFT): Sem pré-aquecimento: 372,0 s. Com pré-aquecimento: 3840,0 s.

63
c) Para resfriamento das soldas realizadas pelo processo TIG (SOLDASOFT): Sem pré-aquecimento: 8,0 s.
Com pré-aquecimento: 79,0 s.
Comparando-se os tempos obtidos pelas curvas dos resfriamentos em gleeble com os tempos obtidos da simulação no Software, notamos certa discrepância, principalmente para o processo TIG, mais uma vez pelo baixo aporte de energia neste processo, como explicado anteriormente.
Ciclos térmicos devem ser levantados para que se possa ajustar o Gleeble (massa ou pré-aquecimento), de modo a reproduzir as condições termodinâmicas visadas. 5.3 Comparações entre as Microestruturas Obtidas em Gleeble com as Obtidas nas Soldas Reais
Conforme comparação entre as diferentes microestruturas mostrou-se que é possível obter-se uma microestrutura homogênea no corpo de prova (figura 4.12) correspondente a regiões específicas das ZTAS das soldas reais realizadas pelos processos de Eletrodo Revestido ( figura 4.18) e TIG (figura 4.19).
A obtenção de uma microestrutura homogênea presente em todo um corpo de prova torna possível estudar as propriedades mecânicas desta região em particular pelos ensaios convencionais, permitindo a utilização dos resultados como dados de “input” para modelos matemáticos.
Para a obtenção das três zonas que compõem uma ZTA, conforme item 2.8, faz-se necessário identificar as condições termodinâmicas para o ciclo térmico, o que, pode ser conseguido através do controle e variação das condições de resfriamento (temperatura máxima, pré-aquecimento ou redução da massa do substrato).
O dispositivo apresentado neste trabalho difere dos dispositivos ou máquinas gleeble encontrados na literatura e utilizados industrialmente (como o Simulador Termomecânico Gleeble 3500) pelo fato de que no gleeble desenvolvido neste trabalho, os substratos (massas da base e móvel) estão em contado com toda a superfície ao longo do corpo de prova, da mesma forma como se ele estivesse inserido numa estrutura soldada, em relação ao substrato. Nos demais dispositivos, o corpo de prova fica fixado ao equipamento através de garras, as quais também servem para impor esforços, como os de tração e torção, ao corpo de prova ficando estas estruturalmente semelhantes a um equipamento de tração universal. Segundo Alves (2004), nestes dispositivos, toda retirada de calor do corpo de prova se dá por meio de garras o que, leva a uma velocidade de resfriamento deveras pequena,

64
ocasionando em muitos estudos, a um aumento do tamanho de grão das amostras analisadas impedindo assim, a simulação precisa de áreas específicas de uma ZTA.
5.4 Comparação entre as Microdurezas das Amostras a 900ºC e 1200ºC e das Amostras das Soldas Reais por Eletrodo Revestido e TIG com o Modelo de Suzuki (ver Item 3.7). Os valores de dureza obtidos estão apresentados na figura 5.5 abaixo.
a) b) Figura 5.5 Microdurezas a partir da borda dos corpos de prova resfriados a 900º e 1200ºC. Fig. 5.5(a) Amostra a 900ºC. Fig. 5.5(b) Amostra a 1200ºC.
Conforme mostram os resultados acima, há um leve aumento da dureza à medida que se aproxima da região de borda devido ao fato já conhecido e mostrado nas figuras 4.13 e 4.15, efeitos da plastificação na região da interface metal/substrato. As figuras 4.9 e 4.11, respectivamente dos corpos de prova resfriados a 700ºC e 900ºC apresentam aspecto semelhante nesta região. Os valores das microdurezas do corpo de prova de 1200ºC são mais baixos que os da de 900ºC por dois motivos básicos: o maior tamanho de grãos e a menor velocidade de resfriamento que produz a recristalização total da parte deformada grãos. Esta deformação, conforme se observa nas imagens, é mais intensa ligeiramente após a região da borda devido à resposta aos efeitos das tensões que surgem da restrição à contração imposta aos grãos que estão em contato direto com a massa do substrato. Segundo Silva (2006), este tipo de comportamento é previsto em estruturas soldadas diversas onde devido ao surgimento de restrição imposta pela região externa à ZTA, surge um gradiente de deformação plástica na zona fundida e regiões vizinhas gerando concentrações de tensão.

65
A Figura 5.6 abaixo mostra as microdurezas obtidas para as amostras das soldas reais por Eletrodo Revestido e TIG, medidas no sentido do metal de adição (MA) em direção ao metal de base (MB).
a) b) Figura 5.6 Microdurezas dos corpos de prova das soldas reais. Fig. 5.6(a) Amostra do processo Eletrodo Revestido. Fig. 5.6 (b) Amostra do processo TIG. Similarmente às amostras resfriadas em Gleeble, as microdurezas das soldas reais apresentam picos de microdurezas devidos às elevadas velocidades de resfriamento que ocorrem na ZTA, permanecendo o cordão de solda a uma temperatura mais elevada por um tempo mais prolongado. As tensões residuais compressivas, que surgem no resfriamento, decorrentes da restrição imposta ao cordão soldado pelo metal de base também contribui para a elevação da microdureza nesta região. Percebe-se facilmente que para o caso do eletrodo revestido, a queda apresentada pela curva, após o pico de microdureza, é mais acentuada e isto é devido ao fato de que no processo de eletrodo revestido o calor gerado é menos concentrado que no processo TIG e sendo assim, há uma maior dissipação do calor para a região da ZTA, ficando esta mais aquecida e reduzindo o gradiente de temperatura, o que torna a microdureza mais baixa na ZTA (menor velocidade de resfriamento). O valor fornecido pela equação acima (Suzuki) para o carbono equivalente do aço API 5L X70 conforme Tabela 3.1 foi de 433,76 HV. Valor este bem acima do máximo valor encontrado como sendo 353,69 HV para a amostra resfriada a 900ºC e como sendo 295 HV para o processo TIG. A diferença se deve ao fato de que o modelo de Suzuki fornece a dureza máxima da martensita para um aço carbono-manganês. Apesar da diferença, os valores são representativos, uma vez que o valor da amostra resfriada em Gleeble é menor que
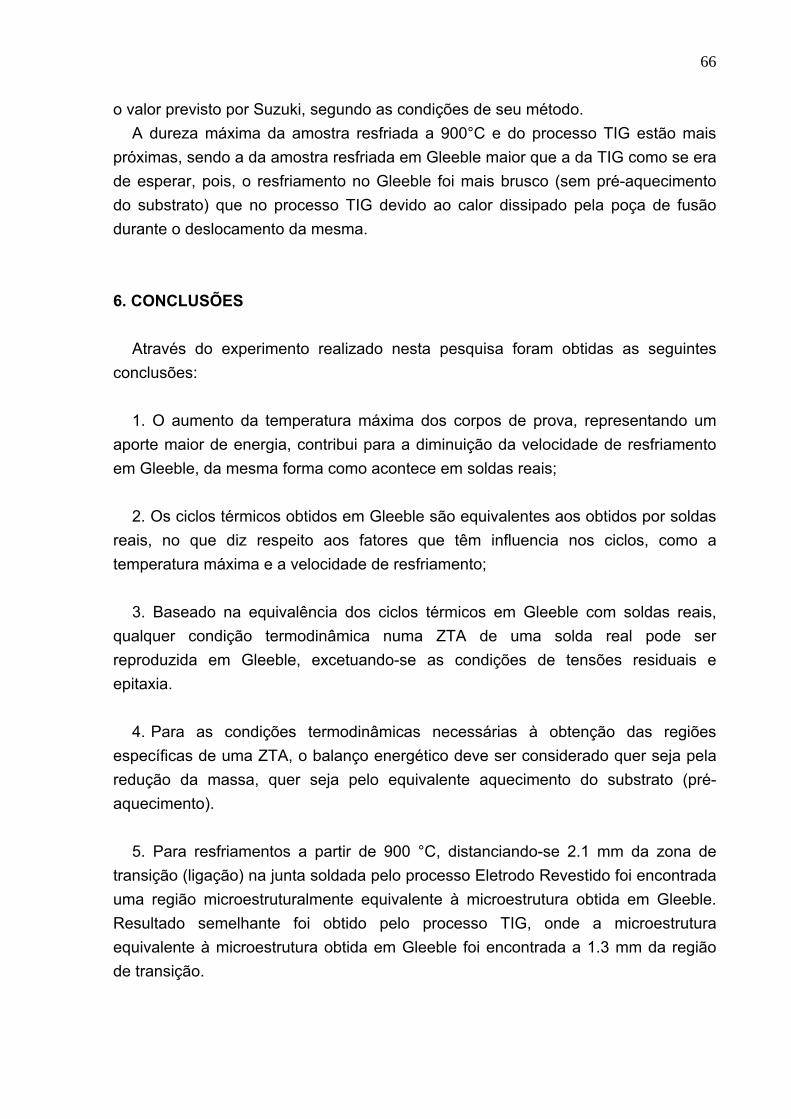
66
o valor previsto por Suzuki, segundo as condições de seu método. A dureza máxima da amostra resfriada a 900°C e do processo TIG estão mais
próximas, sendo a da amostra resfriada em Gleeble maior que a da TIG como se era de esperar, pois, o resfriamento no Gleeble foi mais brusco (sem pré-aquecimento do substrato) que no processo TIG devido ao calor dissipado pela poça de fusão durante o deslocamento da mesma. 6. CONCLUSÕES Através do experimento realizado nesta pesquisa foram obtidas as seguintes conclusões:
1. O aumento da temperatura máxima dos corpos de prova, representando um aporte maior de energia, contribui para a diminuição da velocidade de resfriamento em Gleeble, da mesma forma como acontece em soldas reais;
2. Os ciclos térmicos obtidos em Gleeble são equivalentes aos obtidos por soldas reais, no que diz respeito aos fatores que têm influencia nos ciclos, como a temperatura máxima e a velocidade de resfriamento;
3. Baseado na equivalência dos ciclos térmicos em Gleeble com soldas reais, qualquer condição termodinâmica numa ZTA de uma solda real pode ser reproduzida em Gleeble, excetuando-se as condições de tensões residuais e epitaxia.
4. Para as condições termodinâmicas necessárias à obtenção das regiões
específicas de uma ZTA, o balanço energético deve ser considerado quer seja pela redução da massa, quer seja pelo equivalente aquecimento do substrato (pré-aquecimento).
5. Para resfriamentos a partir de 900 °C, distanciando-se 2.1 mm da zona de transição (ligação) na junta soldada pelo processo Eletrodo Revestido foi encontrada uma região microestruturalmente equivalente à microestrutura obtida em Gleeble. Resultado semelhante foi obtido pelo processo TIG, onde a microestrutura equivalente à microestrutura obtida em Gleeble foi encontrada a 1.3 mm da região de transição.

67
6. O tamanho médio dos grãos em toda região central é da ordem de 15-20 μm, entretanto, na borda dos corpos de prova (interface corpo de prova/substrato) este tamanho tende a ser um pouco menor. Para amostras abaixo de 900°C houve redução de tamanho de grão em algumas microestruturas indicando que houve deformação plástica (plastificação) devido às restrições na interface metal/substrato durante resfriamento muito brusco, perante o esforço de aproximadamente 5kgf/cm2
imposta pelo dispositivo. Devido às baixas temperaturas, a recristalização não foi iniciada.
. 7. A discrepância entre os valores de velocidade de resfriamento (tempo de
resfriamento) no intervalo de temperatura CCT 800
º500Δ obtidos em Gleeble e por meio
do software analisador se deve, muito provavelmente, às condições de resfriamento consideras no software (massa limitada) e no Gleeble (massa infinita) e a não simulação no Gleeble de pré-aquecimento, além das diversas considerações simplificadoras que estão embutidas nas soluções de Rosenthal.
8. Não foram observadas nas amostras resfriadas em Gleeble, tendência para aumento exagerado de tamanho de grão nos corpos de prova como acontece em outros simuladores termodinâmicos de uso comum (que fixam os corpos de prova por garras) levando a pequenas velocidades de resfriamento. O modelo desenvolvido apresenta grande similaridade entre o conjunto (substratos mais corpo-de-prova) com um trecho de cordão de uma solda real.
68
7. SUGESTÕES PARA TRABALHOS FUTUROS
1. Realizar experimentos com dispositivo Gleeble fazendo o aquecimento (pré-aquecimento) do dispositivo para diminuir a velocidade de resfriamento (a partir de condições termodinâmicas adequadas), aproximando-se mais do processo com eletrodo revestido.
2. Estudar as propriedades mecânicas das regiões que compõem uma ZTA pelos ensaios de tração e impacto (Charpy) de corpos de prova com microestruturas obtidas a partir de resfriamento em Gleeble.
3. Desenvolver dispositivo Gleeble com sistema de aquecimento do corpo de prova por meio de indução eletromagnética no próprio dispositivo eliminando etapa de transporte do corpo de prova do forno para o Gleeble, evitando perda de calor por convecção nesta etapa e aquecimento rápido do corpo de prova da mesma forma que acontece num processo de soldagem real.
4. Estudar um modelo matemático que se adeque às condições de resfriamento de corpo de prova em Gleeble segundo ciclos térmicos de processos reais. 8. TRABALHOS PUBLICADOS
Estudo das condições de resfriamento num “gleeble” para simular as transformações de fase na zona termicamente afetada do aço API 5L grau X-70. Submetido ao CBECIMAT 2008.

69
9. REFERÊNCIAS BIBLIOGRAFICAS ALVES, CLÁUDIO H.M.A.F Análise da Influência da Taxa de Resfriamento no Gradiente Microestrutural de Barras Laminadas a Quente Tratadas Termicamente. Curituba, PR. 2004. 148 p. (Mestrado – Pontifícia Universidade Católica do Paraná). ALCÂNTARA, N. G., SOBRINHO, J. F., Análise dos Ciclos Térmicos Obtidos na Zona Afetada Termicamente da Junta Soldada de um Aço de alta Resistência. II CONNPI, João Pessoa - PB, 2007. ASME B 31.3 – Process Piping. ASME Code for Pressure Piping. New York, USA, ASME 2006. ASME SEC IX – Qualification Standard for Welding and Brazing Procedures, Welders, Brazers and Welding and Brazing Operators. New York, USA, ASME, 2007. API SPEC 5L – Specification for Line Piping. American Petroleun Institute, 2000. 168 pages. BRANCO, CASTELLO J.F. Soldagem Circunferencial em Tubos de Aço da Classe API X-80. IBP, Rio Pipeline Conference e Exposition , Rio de Janeiro, 2003. BUSCHIAZZO, ANDRES .A.. Crescimento de Trincas por Fadiga em Juntas Soldadas Circunferenciais de Aço da Classe API 5L X70 para Risers. Rio de Janeiro, RJ, 2006 (Mestrado – Universidade Federal do Rio de Janeiro – UFRJ) CHEN, Y.T., GUO, A.M., WU, L.X, ZENG,J. Microestructure and Mechanical Property development in the Simulated Heat Affected Zone of V Treated HSLA Steels. Acta Mettal Vol.19 nº 1 pp 57-67 Feb.2006. CHEN, J.H., KIKUTA,Y., ARAKI, T. YONEDA, M. Micro-fracture Behavior Induced By M-A Constituent (Island Martensite in Simulated Welding Heat Affected Zone of HT80 High Strength Low alloyed Steel. Acta Mettal. Vol.32, nº10. pp. 1779-1788, 1984. COOPER ORDÓÑEZ, ROBERTO EDUARDO. Soldagem e Caracterização das Propriedades Mecânicas de Dutos de Aço API 5L-X80 com Diferentes Arames Tubulares. Campinas, SP, 2004. 130 p. (Mestrado – Universidade Estadual de Campinas / UNICAMP).

70
COOLPAERT, HUBERTUS, Metalografia dos processos Siderúrgicos Comuns, 3º Edição - São Paulo, SP. ed. Edigard Blucher, 1983. CUNHA, L. J. G. Solda: Como, Quando e Por Quê. D.C. Luzzatto Ed. 1989. 260p. FERGUSON,D., CHEN, W., BONESTELL,J. A Look at Physical Simulation of Metallurgical Process, Past, Present and Future. Materials Science and Engineering, 2008. D`OLIVEIRA, A.S.. Cinética das Transformações de Fase (Notas de aula), UFPR, 2007. Disponível em: <http://www.google.com.br>. Acesso em 24/05/2008. FBTS - Fundação Brasileira de Tecnologia de Soldagem. Inspetor de Soldagem. Módulo 1- Introdução, Rio de Janeiro, 2003. FBTS - Fundação Brasileira de Tecnologia de Soldagem. Inspetor de Soldagem. Módulo 2 – Ensaios Mecânicos e Macrografia, Rio de Janeiro, 2003. FERREIRA, S.R., CAVALHEIRO, B.C.,ARAKAKI,J.M, GODOY,J.M.. State Of The Production Pipelines in Brazil, CONFAB, 2006. Forbes, Cleber. ESAB BR – Apostila de Metalurgia da Soldagem, 2005. Disponível em: <http://www.google.com.br>. Acesso em 24/05/2008. FERREIRA, R. A. S. Transformação de Fase; Aspectos Cinéticos e Morfológicos. Editora Universitária UFPE, Recife-PE, 2002. 295 p. FERREIRA, MARIA H.M. Microestruturas do Metal de Solda do Aço API X-70 Soldado com Arame Tubular AXS E8IT1-Ni1. Publicado no CONSOLDA. UNESP. SP. 2006. GARREIS, BERNARDO. A Soldagem, Simples como Ela É. SACTES-DED/UFPB/ABS, Editora: Escola Dom Bosco. Coleção Manuais Técnicos. Recife - PE,1994. 223p. GROENEVEL,T.P.. Evaluation of Modern X70 & X80 Line Pipes Steels. Report nº 201, to Pipeline Research Council International, inc. April 1992.

71
HAO YU, YI SUN, QIXIANG CHEN, HAITAO JIANG. Precipitation behaviors of X70 Acicular Ferrite Pipeline Steel. Journal of University of Science and Tecnology Beijing. Volume 13, Number 6, December 2006, Page 523. HOLMAN, JACK PHILIP. Transferência de Calor. Editora McGraw-Hill. São Paulo-SP, 1983. 629 p. LAW, M., PRASK, H., LUZIN, V. Residual Stress Measurements in Coil, Line pipe and Girth Welded Pipe. Materials Science and Engineering A 437 (2006) 60-63. MENESES, M. S., BATISTA, G. Z., JUNIOR, E. H., BOTT, I. S.. Estudos para aplicação do tubo API 5L X80 em Dutos Terrestres. ABRAMAN, 2007. MING-CHUN, ZHAO, KE YANG, FU-REN XIAO. Continuous Cooling Transformation of Undeformed and Deformed Low Carbon Pipeline Steels. . Materials Science and Engineering A 355 (2003) 126-136. MODENESI,P.J.,MARQUES,P.V.,SANTOS,D.B. Introdução à Metalurgia da Soldagem. UFMG - Belo Horizonte, 2006. Disponível em: <http://www.google.com.br>. Acesso em 24/05/2008. MODENESI, PAULO.J. Efeitos Mecânicos do Ciclo Térmico. UFMG – Belo Horizonte, 2008. Disponível em: <http://www.google.com.br>. Acesso em 24/05/2008. MODENESI, PAULO J. Soldagem de Ligas Metálicas. UFMG - Belo Horizonte, 2001. Disponível em: <http://www.google.com.br>. Acesso em 24/05/2008. Norma ASTM E-112 – Standard Test Methods For Determining avarage Grain Size, 1989. Norma Petrobras N-133 – Soldagem. 2002. OZISIK, M. NECATI. Transferência de Calor. Editora Guanabara. Rio de Janeiro - RJ, 1990. 660 p. PLANO ESTRATÉGICO DA PETROBRAS 2015. Disponível em: <http://www.petrobras.com.br>.

72
QUITES, ALMIR, M. Introdução à Soldagem a Arco Voltaico. 2002. Ed. Soldasoft, Florianópolis, SC. 352p. SANG YONG, BYOUNGCHU HWANG, SUNGHAK LEE. Correlation of Microstructure and Charpy Impact Properties in API X70 and X80 Line-Pipes Steels. Materials Science and Engineering A 458 (2007) 281-289. SANT`ANNA, P. C., Influência de Tratamentos Térmicos Intercríticos na Microestrutura e Propriedades Mecânicas do Aço API 5L X65, 168p. (Doutorado – Universidade Estadual de Campinas / UNICAMP). Campinas, São Paulo, 2006. SILVA, PAULO S. C. P. Análise de Falhas em Equipamentos Estáticos. Petrobras – Escola de Ciências e Tecnologias do Abastecimento. Universidade Petrobras. Rio de Janeiro, 2006. TAMEHIRO, HIROSHI. Study on Carbon Equivalents to Assess Cold Cracking Tendency and Hardness in Stell Welding. Nippon Steel Corporation – Symposium on “Pipiline Welding in the 80`S by the Australian Welding Reserch Association, March 1981. Fonte: PARSOL: Parâmetros de Soldagem – PETROBRAS, 1991. Villani Marques. P. Soldagem Fundamentos e Tecnologia, UFMG, 2° Ed. 2007. WAINER, EMÍLIO, BRANDI,S.D.,DECÓURT,FÁBIO. Soldagem – Processos e Metalurgia. Ed. Edgard Blücher, 1995. 794 p. Welding Science and Tecnology, Welding Handbook, 9th edition, Vol. 1. 2001, 650 pages. Disponível em: <http://www.google.com.br>. Acesso em 24/05/2008. YAOWU SHI, ZHUNXIANG HAN, Effect of Weld Thermal Cycle on Microestructure an Fracture Toughness of Simulated Heat-Affect Zone for 800 MPa Grade High Strength Low Alloy Steel. Journal of Materials Processing Tecnology (2008). ZHIPING ZHAO, AHENMIN WANG. Effect of Deformation and Cooling Rate on the Transformation Behavior and Microestructure of X70 Steels, Journal of University of Science and tecnology Beijing. Vol 14, Number 5, October 2007, Page 410.