universidade federal de alfenas - unifal-mg.edu.br · reação química envolvida por meio da...
TRANSCRIPT

UNIVERSIDADE FEDERAL DE ALFENAS
RAYFF MOISÉS
PROJETO DE EXTRUSORAS PELA TEORIA DE
REATORES QUÍMICOS
Poços de Caldas / MG
2014

RAYFF MOISÉS
PROJETO DE EXTRUSORAS PELA TEORIA DE
REATORES QUÍMICOS
Trabalho de conclusão de curso
apresentado para obtenção de grau em
Engenharia Química (Bacharelado) pela
Universidade Federal de Alfenas.
Orientador: Prof. Dr. Leandro Lodi
Poços de Caldas / MG
2014



Dedico aos meus pais, aos
meus familiares e a todos que
me apoiaram na realização
deste trabalho.
AGRADECIMENTOS
Agradeço em primeiro lugar à Universidade Federal de Alfenas – UNIFAL-
MG, pela oportunidade de aprendizado através da realização do curso de Engenharia
Química, que possibilitou e me capacitou tecnicamente para a realização deste
trabalho.
Agradeço à General Cable Brasil em Poços de Caldas, por ter me
apresentado o tema deste trabalho e me ajudado a entender mais sobre o assunto
através de sua infraestrutura e de seus profissionais.
Especificamente falando, agradeço ao professor Dr. Leandro Lodi pelo
prazer de sua companhia, orientação e pelo acompanhamento durante todo o tempo
de desenvolvimento deste trabalho.
Além destes, agradeço ainda a todos aqueles que contribuíram de uma
forma menos direta, porém não menos importante, com sua atenção em todas as
vezes que a consulta à experiência de cada um sobre o tema deste trabalho se fez
necessária.
Muito obrigado a todos.

RESUMO
A utilização de polímeros tem crescido muito nos últimos tempos, principalmente de
polietileno (PE) em sua condição natural e reticulado (XLPE). Em virtude de
necessidades de mercado, tem-se buscado cada vez mais alternativas para produção
de XLPE, dentre estas, a extrusão reacional (REX) vem se tornando cada vez mais
comum. A aplicação de iniciadores e catalisadores de reticulação, no interior de
extrusoras utilizadas como reatores químicos possibilita a redução de custos e de
etapas de produção de XLPE. Por meio da teoria de reatores químicos é possível a
otimização do processo REX no que diz respeito aos parâmetros mínimos necessários
para que uma extrusora possa ser utilizada como um reator químico. Para o projeto
da extrusora a partir da teoria dos reatores químicos é necessário que se tenha as
informações acerca da cinética da reação de grafitização envolvida no processo,
assim como deve ser considerado que a comparação entre os dois equipamentos
requer ajustes aos modelos matemáticos para equilibrar as diferenças nos modos de
funcionamento de ambas as partes. Neste trabalho foi avaliada a possibilidade de
determinação do volume de uma extrusora para operar em uma REX a partir da
teoria para projeto de reatores de fluxo pistonado (PFR), assim como foram
estimados o tempo de residência e outras variáveis de processo em função da
conversão desejada para a reação de grafitização de PE, através de um estudo da
cinética da reação química de grafitização de um polietileno linear de baixa
densidade (LLDPE) via ácido acrílico (AA).
Palavras-chave: LLDPE; XLPE; extrusão reacional; reator PFR; grafitização.

SUMÁRIO
1 INTRODUÇÃO................................................................................................................................... 7
2 JUSTIFICATIVA .................................................................................................................................. 8
3 OBJETIVOS ......................................................................................................................................... 9
3.1 OBJETIVO GERAL .................................................................................................................... 9
3.2 OBJETIVOS ESPECÍFICOS ..................................................................................................... 9
4 REVISÃO BIBLIOGRÁFICA .......................................................................................................... 10
4.1 A QUÍMICA DO POLIETILENO ......................................................................................... 10
4.2 PROCESSO DE GRAFITIZAÇÃO E RETICULAÇÃO ...................................................... 13
4.3 PROJETO DE EXTRUSORAS .............................................................................................. 15
4.4 PROJETO DE REATORES PFR ............................................................................................ 18
5 MATERIAIS E MÉTODOS ............................................................................................................ 20
6 DESENVOLVIMENTO................................................................................................................... 21
6.1 MECANISMO REACIONAL EM PROCESSOS DE GRAFITIZAÇÃO ......................... 21
6.2 CINÉTICA DA REAÇÃO DE GRAFITIZAÇÃO ................................................................. 21
6.3 GRAFITIZAÇÃO DE LLDPE COM ÁCIDO ACRÍLICO (AA) ......................................... 23
6.4 REATOR PFR APLICADO À REAÇÃO DE GRAFITIZAÇÃO ........................................ 24
6.5 DETERMINAÇÃO DE 𝑘𝑔′ PARA O REATOR PFR ......................................................... 26
7 CONCLUSÃO .................................................................................................................................. 28
REFERÊNCIAS .......................................................................................................................................... 29

7
1 INTRODUÇÃO
A utilização de polímeros em algumas aplicações onde antes eram
empregados materiais como metais, madeiras e cerâmicas tem crescido muito nos
últimos tempos. Essa substituição se dá pela maior facilidade de processamento dos
polímeros se comparado ao demais materiais, bem como pela maior versatilidade
dos mesmos na produção de artefatos em geral (ISAC, 2001).
Embora bastante utilizados em sua condição natural, para algumas
aplicações é mais interessante que os polímeros sejam modificados ao longo de seu
processamento, de modo que adquiram melhores propriedades térmicas, mecânicas
e elétricas. Estas modificações são obtidas por meio de processos de grafitização e
reticulação das cadeias do polímero, realizados através de métodos químicos ou por
radiação (ISAC, 2001).
Os métodos de processamento mais comuns para polímeros são extrusão
e injeção. Ambos os métodos consistem basicamente em amolecer o material bruto
por meio de aquecimento e direcioná-lo a uma extremidade onde ele adquire sua
forma final e se solidifica por meio de resfriamento (ISAC, 2001).
A utilização de polietileno reticulado (XLPE) pela indústria também tem
crescido bastante, principalmente para a produção de tubulações de água quente,
filmes e isolamentos de fios e cabos de energia (CHONG, 2005).
Em função da necessidade de promover modificações na estrutura dos
materiais poliméricos, surgiram diversas técnicas comerciais destinadas a esse fim,
como a modificação do material bruto durante a sua produção em reatores químicos.
No entanto, devido ao custo elevado destes produtos, esta alternativa vem sendo
abandonada e substituída pela chamada extrusão reacional (REX), que consiste em
utilizar as próprias extrusoras como reatores químicos. A REX faz com que o processo
sirva para dar forma ao produto final e, simultaneamente, para desencadear as
reações químicas necessárias para modificar a estrutura do material produzido
(GASPAR-CUNHA et al., 2011).
8
2 JUSTIFICATIVA
A descoberta da possibilidade da utilização de extrusoras como reatores
químicos tem feito com que cada vez mais empresas migrem de seu sistema de
extrusão convencional para a REX, com isso, mais dúvidas acerca das configurações
necessárias para os equipamentos também surgem, sendo assim, a especificação de
parâmetros para extrusoras baseada nas teorias de reatores químicos será de grande
utilidade a curto prazo. A observação desta tendência de migração, do sistema
convencional para o sistema REX na produção de XLPE, se deu ao longo da realização
de estágio obrigatório na empresa General Cable Brasil, em Poços de Caldas.
Um dos principais fatores que influenciam o processamento do material
pela extrusora é o tempo de residência dos reagentes no interior do equipamento,
devido à semelhança entre uma extrusora utilizada para REX e um reator químico
tipo PFR (Plug Flow Reactor – Reator de Fluxo Pistonado), pode-se determinar este
parâmetro para uma extrusora a partir das equações utilizadas para reatores
químicos do tipo PFR.
Outro parâmetro importante para o processamento de polímeros em
linhas de extrusão é o controle da temperatura da mistura no interior do
equipamento, que também pode ser determinado a partir da análise da cinética da
reação química envolvida por meio da teoria aplicada a reatores PFR.
Além dos parâmetros intrínsecos ao processo de extrusão, a partir da
especificação de extrusoras por meio da teoria de reatores químicos é possível,
também, projetar o funcionamento das utilidades periféricas envolvidas no processo.

9
3 OBJETIVOS
3.1 OBJETIVO GERAL
Avaliar o funcionamento de extrusoras empregadas em processos de
extrusão de XLPE por meio de grafitização por silano, baseando-se nas teorias de
reatores químicos tipo PFR.
3.2 OBJETIVOS ESPECÍFICOS
Encontrar um modelo matemático que relacione o volume de um reator
PFR com o volume de uma extrusora capaz de operar com o processo de
extrusão de XLPE.
Encontrar um modelo matemático para o tempo de residência do material
no interior da extrusora, a partir do volume determinado.

10
4 REVISÃO BIBLIOGRÁFICA
4.1 A QUÍMICA DO POLIETILENO
A classificação mais generalista para os polímeros divide esta classe de
materiais em dois grupos, os termoplásticos e os termofixos. Os polímeros
termoplásticos podem ser amolecidos por aquecimento e solidificados por
resfriamento inúmeras vezes sem perdas significativas de suas qualidades, já os
termofixos, quando amolecidos por aquecimento, iniciam reações químicas de
reticulação das cadeias, fazendo com que esses não possam ser reprocessados após
a solidificação por resfriamento (GILES, 2005).
O polietileno (PE) é classificado como um polímero termoplástico, sendo
produzido a partir do gás etileno, proveniente do craqueamento do gás natural em
refinarias de petróleo. Dependendo do tipo de reator utilizado durante a
polimerização e do tipo de catalisador empregado no processo, podem ser obtidos
diferentes tipos de PE, sendo eles:
Polietileno de baixa densidade (LDPE): normalmente é produzido sob
alta pressão e temperatura, em reatores ou autoclaves, na presença de
catalisadores do tipo peróxido, que provocam a quebra das ligações
duplas da molécula de etileno, as quais ficam livres e aptas a receber
outras moléculas do mesmo monômero. Neste caso, a polimerização não
ocorre de forma linear, havendo a formação de várias ramificações que
inibem a conformação do polímero de forma cristalina, conforme ilustrado
pela Figura 1. O LDPE possui temperatura de fusão entre 102 °C e 112 °C
(EQUISTAR, 2006).

11
Figura 1 – Estrutura das cadeias de LDPE.
Fonte: SOCIETY OF PLASTICS ENGINEERS (2012, p. 1).
Polietileno de alta densidade (HDPE): normalmente é produzido em
condições mais brandas de pressão e temperatura se comparado ao LDPE,
a partir de reações heterogêneas catalisadas por metais de transição em
reatores de fase gasosa ou de leito de lama. Neste caso, a polimerização
ocorre de forma bastante linear e as moléculas são ligadas umas às outras
em longas cadeias, conforme ilustrado pela Figura 2. A temperatura de
fusão do HDPE está entre 125 °C e 135 °C (EQUISTAR, 2006).
Figura 2 – Estrutura das cadeias de HDPE.
Fonte: SOCIETY OF PLASTICS ENGINEERS (2012, p. 1).
Polietileno linear de alta densidade (LLDPE): normalmente é produzido
sob as mesmas condições do que o LDPE, por meio de reações
heterogêneas como no caso do HDPE, resultando em cadeias longas com
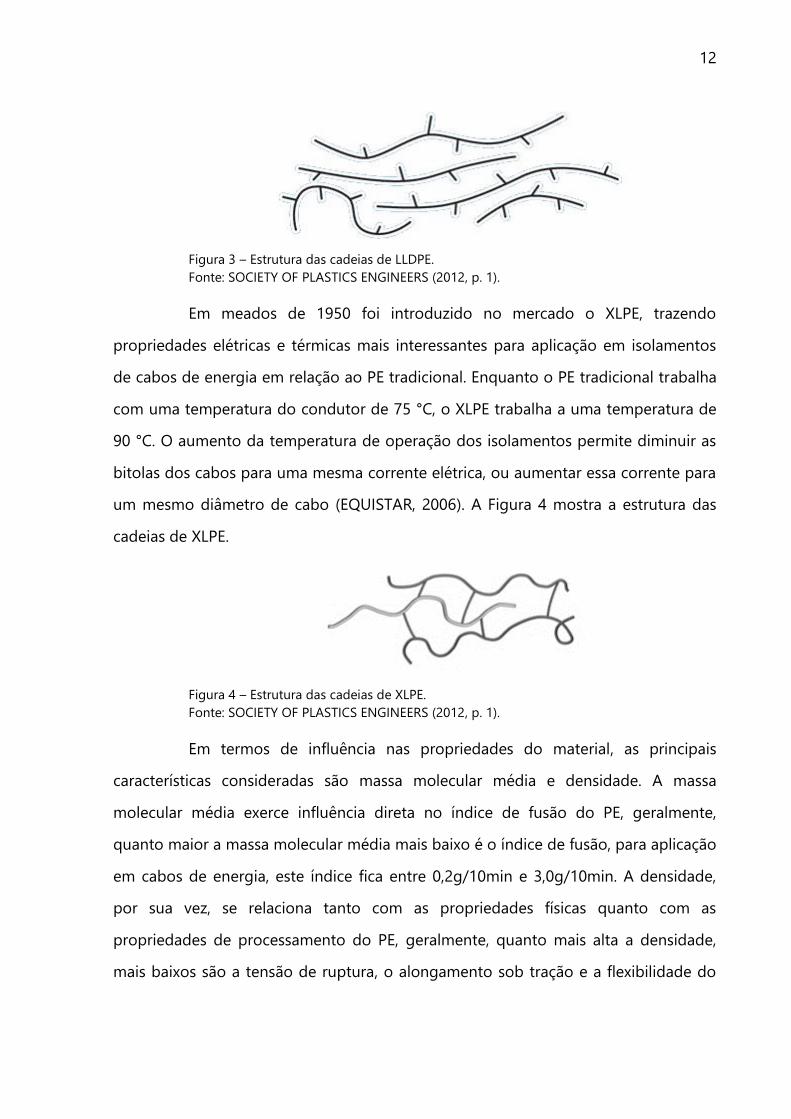
ramificações mais curtas, conforme ilustrado pela Figura 3. Neste caso
utiliza-se a adição de outros comonômeros, como buteno, hexeno e
octeno. O LLDPE possui temperatura de fusão intermediária entre um
LDPE e um HDPE, ficando em entre 120 °C e 130 °C (EQUISTAR, 2006).
12
Figura 3 – Estrutura das cadeias de LLDPE.
Fonte: SOCIETY OF PLASTICS ENGINEERS (2012, p. 1).
Em meados de 1950 foi introduzido no mercado o XLPE, trazendo
propriedades elétricas e térmicas mais interessantes para aplicação em isolamentos
de cabos de energia em relação ao PE tradicional. Enquanto o PE tradicional trabalha
com uma temperatura do condutor de 75 °C, o XLPE trabalha a uma temperatura de
90 °C. O aumento da temperatura de operação dos isolamentos permite diminuir as
bitolas dos cabos para uma mesma corrente elétrica, ou aumentar essa corrente para
um mesmo diâmetro de cabo (EQUISTAR, 2006). A Figura 4 mostra a estrutura das
cadeias de XLPE.
Figura 4 – Estrutura das cadeias de XLPE.
Fonte: SOCIETY OF PLASTICS ENGINEERS (2012, p. 1).
Em termos de influência nas propriedades do material, as principais
características consideradas são massa molecular média e densidade. A massa
molecular média exerce influência direta no índice de fusão do PE, geralmente,
quanto maior a massa molecular média mais baixo é o índice de fusão, para aplicação
em cabos de energia, este índice fica entre 0,2g/10min e 3,0g/10min. A densidade,
por sua vez, se relaciona tanto com as propriedades físicas quanto com as
propriedades de processamento do PE, geralmente, quanto mais alta a densidade,
mais baixos são a tensão de ruptura, o alongamento sob tração e a flexibilidade do

13
material, assim como mais alto são suas propriedades elétricas, a tendência de
empenamento e a retração (EQUISTAR, 2006).
Os principais métodos de grafitização e reticulação empregados
atualmente se assemelham ao processo de vulcanização de borracha tradicional, no
entanto, utilizam catalisadores distintos para promover a formação de ligações
cruzadas entre as cadeias poliméricas. Dentre as formas de reticulação mais
empregadas na indústria, destacam-se a reticulação promovida por peróxidos, por
feixe de elétrons e o método de reticulação por silanos na presença de umidade
(EQUISTAR, 2006).
4.2 PROCESSO DE GRAFITIZAÇÃO E RETICULAÇÃO
O termo grafitização é empregado para descrever o processo de
funcionalização das cadeias do polímero com compostos capazes de desencadear o
processo de reticulação na sequência (BHATTACHARYA; RAWLINS; RAY, 2009).
Um dos reagentes mais utilizados na indústria para a grafitização de PE é o
silano, que consiste em um composto do tipo (𝑋)3𝑆𝑖 − 𝑌, onde 𝑋 representa radicais
orgânicos hidrolisáveis, do tipo metil ou etil, e Y representa um radical orgânico
insaturado do tipo alcóxialquilo, alquil, hidrocarbil, entre outros (MORSHEDIAN,
2009).
Uma das vantagens da utilização de silano para promover a reticulação de
PE é que ele é capaz de estabilizar misturas (blendas) compostas por polímeros de
polaridades distintas por serem compostos anfifílicos (MORSHEDIAN, 2009). Dentre
os vários tipos de silanos disponíveis, o mais utilizado para grafitizar PE é o
viniltrimetoxisilano (VTMS), na presença do iniciador peróxido de dicumila (DCP)
(BHATTACHARYA; RAWLINS; RAY, 2009).
O mecanismo de reticulação inicia-se com a grafitização das moléculas de
PE com o composto silano e completa-se com a etapa de cura, que consiste em
submeter o material grafitizado a uma certa umidade relativa e temperaturas

14
elevadas, em torno de 90 °C, para que ocorra a hidrólise dos radicais orgânicos e a
subsequente reação de condensação entre as moléculas de silano para a formação
das ligações cruzadas entre as moléculas de PE. A Figura 5 mostra as etapas
reacionais para a obtenção de XLPE por meio da grafitização via VTMS na presença
de DCP e reticulação na presença de umidade (MORSHEDIAN, 2009).
Figura 5 – Etapas reacionais para a obtenção de XLPE via grafitização por silano.
Fonte: MORSHEDIAN (2009, p. 108).
As etapas de grafitização e adição de catalisador para promover a hidrólise
do silano podem ser processadas tanto separadamente quanto simultaneamente,
através de processos Sioplas® e Monosil® respectivamente, os diagramas da Figura
6 mostram os detalhes de cada um destes processos (MORSHEDIAN, 2009).

15
Figura 6 – Detalhe das etapas dos processos Sioplas® e Monosil®.
Fonte: MORSHEDIAN (2009, p. 109).
Ambos os processos envolvem a adição de reagentes e o
desencadeamento de reações químicas ao longo do corpo de uma extrusora, o que
permite relacionar os parâmetros da extrusão com os parâmetros de um reator
químico do tipo PFR, conforme será descrito mais adiante.
4.3 PROJETO DE EXTRUSORAS
A função de uma extrusora é basicamente o processamento de polímeros
por meio da fusão, homogeneização e conformação final do material em um
processo de fluxo contínuo, com ou sem a adição de outros componentes
(EXTRUSION... 2014).
As principais partes de uma extrusora são: motor e sistema de transmissão,
funil de alimentação, sistema de aquecimento e refrigeração, rosca, tubo e
terminações. A Figura 7 mostra um diagrama simplificado das partes de uma
extrusora (EXTRUSION... 2014).

16
Figura 7 – Principais partes de uma extrusora.
Fonte: EXTRUSION... (2014, p. 2).
Dentre as partes principais, a rosca é o componente mais importante de
uma extrusora, é ao longo de sua extensão que as matérias-primas serão misturadas,
homogeneizadas, receberão o perfil de aquecimento necessário e serão
transportadas até as partes terminais. A Figura 8 mostra um diagrama com as partes
principais de uma rosca de extrusão (EXTRUSION... 2014).
Figura 8 – Partes principais de uma rosca.
Fonte: EXTRUSION... (2014, p. 3).

17
As roscas são geralmente classificadas em função da relação entre seu
comprimento e seu diâmetro (L/D), sendo os tamanhos mais comuns para extrusoras
o 24:1 e o 30:1 L/D (EXTRUSION... 2014).
O tipo de rosca para cada processo depende do material que será
processado, cada polímero exige uma determinada combinação de variáveis de
rosca, ou seja, uma combinação de espessura e profundidade do filete, razão de
compressão, passo e ângulo das hélices e comprimento das seções (EXTRUSION...
2014).
Existem também as roscas com mais de um estágio, que possuem um
ponto de ventilação entre duas seções de bombeamento, visando a eliminação de
possíveis subprodutos gasosos das reações que ocorrem no interior da extrusora
(WOMER, 2011).
As demais partes da extrusora trabalham em conjunto para garantir que os
parâmetros de processamento do material ao longo da rosca se mantenham
constantes. O tempo de residência e, indiretamente, a temperatura, dependem do
funcionamento do motor e do sistema de transmissão que controlam a velocidade de
rotação da rosca e, consequentemente, o transporte do material ao longo do
comprimento total da extrusora. Além do atrito com a rosca, os sistemas de
aquecimento e de refrigeração também controlam o perfil de temperatura para o
material. Para que o fluxo de material se mantenha constante ao longo do processo,
é fundamental que o funil de alimentação tenha capacidade suficiente para atender a
vazão mássica das matérias-primas para todas as velocidades de operação da
extrusora, principalmente se esse fluxo possuir algum tipo função auxiliar ao
processo, como o pré-aquecimento dos polímeros. Por fim, as terminações da
extrusora determinarão a conformação final do material extrudado, na forma de
tubos, fitas, pellets e outros, nesta etapa o cuidado com a conservação das
ferramentas utilizadas é o ponto mais crítico, já que o acabamento final do material
depende diretamente das condições das ferramentas.

18
4.4 PROJETO DE REATORES PFR
Reatores de fluxo pistonado (Plug Flow Reactors – PFR) consistem
basicamente em um reator tubular com área da seção transversal constante, onde os
reagentes preenchem completamente o leito do reator e fluem em direção à região
terminal do mesmo (LEVENSPIEL, 1999).
Como as variações das propriedades do fluxo de reagente dependem
unicamente do comprimento do reator, o balanço molar pode ser escrito da seguinte
forma, considerando um determinado reagente A, para um reator operando em
estado estacionário:
𝐹𝐴
𝑒𝑛𝑡𝑟𝑎𝑑𝑎=(𝐹𝐴 + 𝑑𝐹𝐴)𝑠𝑎í𝑑𝑎
+(−𝑟𝐴)𝑑𝑉𝑔𝑒𝑟𝑎çã𝑜
+0
𝑎𝑐𝑢𝑚𝑢𝑙𝑜 ( 1)
onde 𝐹𝐴, −𝑟𝐴 e 𝑑𝑉 representam, respectivamente, o fluxo do reagente, a velocidade
da reação no interior do reator e a seção infinitesimal do volume considerado
(LEVENSPIEL, 1999).
A Equação 1 também pode ser escrita em termos da conversão 𝑋𝐴
desejada para a reação em questão, da seguinte forma:
𝐹𝐴0𝑑𝑋𝐴 = (−𝑟𝐴)𝑑𝑉 ( 2)
A Figura 9 mostra um diagrama esquemático dos parâmetros envolvidos
em um reator PFR para um determinado reagente A (LEVENSPIEL, 1999).
Figura 9 – Diagrama para um reator PFR.
Fonte: LEVENSPIEL (1999, p. 101).

19
Em termos de projeto, os principais parâmetros a serem determinados
para um reator PFR são o volume e o tempo espacial (𝜏). Para reatores descontínuos,
o tempo de residência dos reagentes é definido diretamente em unidades de tempo,
já no caso de reatores contínuos, é mais interessante definir este tempo de residência
em termos do tempo necessário para processar um determinado volume de
alimentação (LEVENSPIEL, 1999).
O volume de um reator PFR em termos da conversão desejada para um
determinado reagente A é dado por:
𝑉
𝐹𝐴0= ∫
𝑑𝑋𝐴−𝑟𝐴
𝑋𝐴
0
( 3)
O tempo espacial para um reagente A em um reator PFR em função de
uma determinada conversão é dado por:
𝜏 = 𝐶𝐴0∫𝑑𝑋𝐴−𝑟𝐴
𝑋𝐴
0
=𝑉
𝑣0 ( 4)
A semelhança entre um reator PFR e uma extrusora de rosca simples que
trabalha com extrusão reacional é bastante evidente, isto faz com que as teorias
acerca deste tipo de reator talvez possam ser ajustadas para descrever as condições
de processos destas extrusoras.

20
5 MATERIAIS E MÉTODOS
A primeira etapa do trabalho foi dedicada à definição das relações entre o
funcionamento de reatores PFR e o funcionamento de extrusoras tipo REX para um
mesmo processo. Após a definição das relações, foram definidos os modelos
matemáticos que melhor descrevem o funcionamento de uma extrusora dedicada
para REX, de modo que fosse possível estimar o volume e o tempo de residência dos
materiais em função da conversão das matérias primas envolvidas no processo de
grafitização de LLDPE. Para ajustar os modelos matemáticos obtidos, foi calculado um
novo valor para a constante de velocidade da reação de grafitização, denominada 𝑘𝑔′ ,
visando eliminar as limitações em relação à capacidade de homogeneização dos
materiais processados pela extrusora quando aplicados ao reator PFR. Os dados
experimentais utilizados como base para a cinética da reação de grafitização
desempenhada pela extrusora foram obtidos do trabalho realizado por Shi et al.
(2007). O ajuste foi feito traçando-se um gráfico que relaciona o volume calculado
para o reator em função dos dados obtidos em uma extrusora, com isso, foi possível
determinar um valor de 𝑘𝑔′ correspondente ao volume do reator próximo ao volume
da extrusora utilizada.

21
6 DESENVOLVIMENTO
6.1 MECANISMO REACIONAL EM PROCESSOS DE GRAFITIZAÇÃO
As etapas e as reações envolvidas nos processos de grafitização, de forma
simplificada, ocorrem da seguinte forma:
Decomposição térmica do peróxido:
𝑃𝑂𝑂𝑃 → 2𝑃𝑂• ( 5)
onde 𝑂 representa um átomo de oxigênio e 𝑃 um radical orgânico.
Abstração do hidrogênio pelo peróxido:
𝑃𝑂• + 𝐻 − 𝑃 → 𝑃𝑂𝐻 + 𝑃• ( 6)
onde 𝐻 − 𝑃 representa o polímero envolvido no processo de grafitização.
Grafitização do polímero:
𝑃• +𝑀𝑘𝑔→ 𝑃𝑀• ( 7)
onde 𝑀 representa o polímero envolvido no processo de grafitização.
Término da grafitização:
𝑃𝑀• + 𝐻+ → 𝑃𝑀𝐻 ( 8)
Além das reações representadas nas etapas anteriores, outras rotas
também podem ser tomadas pelos reagentes envolvidos no processo de grafitização,
como no caso da ocorrência da homopolimerização, em que se tem a reação entre
peróxido e monômero, seguida da reação mutua entre monômeros.
6.2 CINÉTICA DA REAÇÃO DE GRAFITIZAÇÃO
Em seu trabalho, Shi et al. (2007) realizaram um procedimento para
determinar a taxa da reação de grafitização (−𝑟𝑔), a taxa da reação de
homopolimerização (−𝑟ℎ), a constante de velocidade de grafitização (𝑘𝑔) e a

22
constante de velocidade de homopolimerização (𝑘ℎ), para uma REX entre LLDPE e
outros três compostos: ácido acrílico (AA), ácido metacrílico (MAA) e ácido metil
metacrilato (MMA).
O procedimento consiste em utilizar uma extrusora dividida em zonas, que
permita o controle de temperatura e a retirada de amostras em cada zona, seguida
do congelamento das reações remanescentes após a retirada do material, através da
imersão dos corpos em nitrogênio líquido (Shi et al., 2007).
A medição das variáveis desejadas é feita a partir da separação dos
produtos da reação, sendo eles: LLDPE grafitizado, LLDPE não grafitizado, compostos
não consumidos (AA, MAA e MMA) e compostos homopolimerizados. Para esta
separação realiza-se a dissolução das amostras retiradas (aproximadamente 2
gramas) em heptano em ebulição, vertendo-se a solução em acetona, sob agitação,
para a precipitação do LLDPE grafitizado, que é filtrado e lavado com acetona por
cinco vezes. A massa de homopolímero e o LLDPE não grafitizado permanecem no
volume de solvente e são isolados através de destilação à pressão reduzida. A massa
de homopolímero é separada do LLDPE não grafitizado por meio da dissolução da
mistura em metanol, seguida de uma filtração à pressão reduzida (Shi et al., 2007).
Para a determinação da quantidade de AA, MAA e MMA convertida utiliza-
se um Espectrofotômetro de Infravermelho BIO-RAD FTS-135.
A concentração dos compostos envolvidos na reação de grafitização, na
forma de radicais livres, é obtida por meio de um Espectrômetro de Ressonância de
Spin Eletrônico (ESR) (Shi et al., 2007).
De acordo com o mecanismo de reação mostrado pela Equação 7, define-
se a taxa da reação de grafitização (−𝑟𝑔) da seguinte forma:
−𝑟𝑔 = 𝑘𝑔𝐶𝑃𝐶𝑀 ( 9)
onde 𝑘𝑔, 𝐶𝑃 e 𝐶𝑀 representam, respectivamente, a constante de velocidade de
grafitização e as concentrações de polímero e monômero que participam da reação
de grafitização, no forma de radicais livres (Shi et al., 2007).

23
6.3 GRAFITIZAÇÃO DE LLDPE COM ÁCIDO ACRÍLICO (AA)
Dentre os três monômeros analisados por Shi et al. (2007), o AA foi o que
apresentou maior valor de 𝑘𝑔, devido à sua maior reatividade para o mecanismo de
grafitização, a Tabela 1 mostra os valores obtidos por Shi et al. (2007) para os
parâmetros da reação de grafitização, entre as temperaturas de 160 °C e 200 °C.
Tabela 1 – Principais parâmetros da reação de grafitização.
𝑇 −𝑟𝑔 𝐶𝑃 𝐶𝑀 𝑘𝑔 °𝐶 10−5𝑚𝑜𝑙. 𝑔−1𝑠−1 10−9𝑚𝑜𝑙. 𝑔−1 10−6𝑚𝑜𝑙. 𝑔−1 108𝑔.𝑚𝑜𝑙−1𝑠−1
170 6,2 15,8 12,1 3,2
180 13,6 18,7 16,4 4,4
190 29,1 25,2 22,0 5,2
200 60,1 38,2 27,4 5,7
Fonte: SHI et al (2007, p. 1809).
O experimento foi realizado com uma vazão de alimentação de LLDPE de
3,13 𝑘𝑔. ℎ−1 e concentração de alimentação de AA de 7,5 𝑚𝑜𝑙. 𝑔−1 em relação à
massa de LLDPE (Shi et al., 2007).
Para a comparação entre o desempenho da extrusora utilizada e de um
reator PFR para o mesmo mecanismo de reação, os valores da Tabela 1 foram
convertidos para vazões e concentrações volumétricas, a partir das propriedades
físicas da Tabela 2, conforme mostrado pela Tabela 3, além disso, foram considerados
apenas os dados do processo realizado a 200 °C, por se tratar de uma temperatura
comum de processamento de XLPE em processos industriais.
Tabela 2 – Propriedades físicas e químicas do LLDPE e do AA.
composto MM ρ 𝑔.𝑚𝑜𝑙−1 𝑔. 𝑑𝑚−3
LLDPE 1,17x105 918
AA 72,06 1051
Fonte: SHI et al (2007, p. 1805).
Tabela 3 – Parâmetros da reação de grafitização em unidades de volume.
T −𝑟𝑔 𝐶𝑃 𝐶𝑀 𝑘𝑔 𝑣0 °𝐶 10−2. 𝑚𝑜𝑙. 𝑑𝑚−3𝑠−1 10−6. 𝑚𝑜𝑙. 𝑑𝑚−3 10−3. 𝑚𝑜𝑙. 𝑑𝑚−3 105. 𝑑𝑚3. 𝑚𝑜𝑙−1𝑠−1 10−4. 𝑑𝑚3𝑠−1
200 54,8 35,1 25,2 6,2 9,47

24
6.4 REATOR PFR APLICADO À REAÇÃO DE GRAFITIZAÇÃO
Adotando o mecanismo de reação mostrado pela Equação 7 como sendo
a única reação envolvida no processo de grafitização de LLDPE, via AA, tem-se que a
lei da taxa de reação é aquela mostrada pela Equação 9, sendo assim, a expressão
para o cálculo do volume do reator PFR, segundo a Equação 3, fica sendo:
𝑉 = 𝐹𝑃0 ∫𝑑𝑋𝑃
𝑘𝑔𝐶𝑃𝐶𝑀
𝑋𝑃
0
( 10)
Para resolver a integral dada na Equação 10, é preciso estabelecer a
relação entre as espécies químicas envolvidas e a conversão de LLDPE (𝑋𝑃),
lembrando que a relação entre o fluxo de LLDPE (𝐹𝑃) e de AA (𝐹𝑀) e suas
concentrações (𝐶𝑃 e 𝐶𝑀) é dada por:
𝐶 =𝐹
𝑣 ( 11)
onde 𝑣 representa a vazão volumétrica do material ao longo do reator, que neste
caso pode ser considerado como sendo igual a 𝑣0, pois não há expansão ou
contração significativa que deva ser considerada, fica-se com a seguinte tabela
estequiométrica para o processo:
Tabela 4 – Estequiometria da reação de grafitização em regime contínuo.
composto símbolo alimentação geração/consumo efluente
LLDPE 𝐹𝑃 𝐹𝑃0 −𝐹𝑃0𝑋 𝐹𝑃 = 𝐹𝑃0(1 − 𝑋)
AA 𝐹𝑀 𝐹𝑀0 = 𝐹𝑃0𝜃𝑀 −
𝑏
𝑎𝐹𝑃0𝑋 𝐹𝑀 = 𝐹𝑃0(𝜃𝑀 − 𝑋)
LLDPE grafitizado 𝐹𝑃𝑔
- +𝑐
𝑎𝐹𝑃0𝑋 𝐹𝑃𝑔 = 𝐹𝑃0(𝜃𝐴𝐴 + 𝑋)
onde 𝑎, 𝑏 e 𝑐 representam os coeficientes estequiométricos da reação de grafitização
dada pela Equação 7, sendo todos iguais a 1 (um), e 𝜃𝑀 representa a razão entre 𝐹𝑃0 e
𝐹𝑀0 , dado por:
𝜃𝑀 =𝐹𝑀0𝐹𝑃0
( 12)

25
Substituindo os termos 𝐶𝑃 e 𝐶𝑀, de acordo com a Equação 11, bem como
as expressões para 𝐹𝑃 e 𝐹𝑀, de acordo com a Tabela 4, na Equação 10, e efetuando a
integração, tem-se que a expressão para o cálculo do volume do reator PFR que se
compara à extrusora utilizada para a reação de grafitização em questão, é dada por:
𝑉 =𝑣02
𝐹𝑃0𝑘𝑔
1
(𝜃𝑀 − 1)ln [
𝜃𝑀 − 𝑋
𝜃𝑀(1 − 𝑋)] ( 13)
A Tabela 5 a seguir resume os valores das variáveis necessárias para o
cálculo do volume do reator PFR com base no trabalho realizados por Shi et al. (2007)
e na conversão obtida por Shi et al. (2006) em outro trabalho relacionado à
grafitização de LLDPE via AA.
Tabela 5 – Base de cálculo para o volume do reator PFR.
T 𝑣0 𝐹𝑃0 𝐹𝑀0 𝜃𝑀 𝑘𝑔 𝑋
°𝐶 10−4. 𝑑𝑚3𝑠−1 10−8. 𝑚𝑜𝑙𝑠. 𝑠−1 10−5. 𝑚𝑜𝑙𝑠. 𝑠−1 102 105. 𝑑𝑚3. 𝑚𝑜𝑙−1𝑠−1
200 9,47 3,32 2,38 7,17 6,2 0,0131
Sendo assim, o volume do reator PFR calculado, fica sendo de:
𝑉 = 8,00. 10−10𝑑𝑚3 ( 14)
e o tempo de residência do material no interior do reator, de acordo com a Equação
4, fica sendo de:
𝜏 = 8,44. 10−7𝑠 ( 15)
Os valores encontrados pelas equações 14 e 15 para um reator PFR, não
correspondem aos valores obtidos por Shi et al. (2007) para uma extrusão reacional,
divergindo em número e ordem de grandeza, sendo inclusive inconcebíveis em
termos práticos para um processo deste tipo.
O volume efetivo (𝑉𝐸) da extrusora, ou seja, o volume da extrusora que
corresponde à vazão volumétrica de material adotada por Shi et al. (2007), pode ser
calculado por meio da multiplicação de 𝑣0 pelo tempo de residência (𝜏𝐸) do material
no interior da extrusora, que fica sendo de:

26
𝑉𝐸 = 𝑣0 × 𝜏𝐸 = 9,47. 10−4 × 204 = 0,193𝑑𝑚3 ( 16)
sendo 𝜏𝐸 = 204 𝑠, de acordo com o trabalho de Shi et al. (2007).
A divergência entre a ordem de grandeza de 𝑉 e 𝑉𝐸 revela a dificuldade de
homogeneização da mistura LLDPE e monômero para se alcançar uma conversão
satisfatória.
6.5 DETERMINAÇÃO DE 𝑘𝑔′ PARA O REATOR PFR
Tendo como referência novamente o trabalho feito por Shi et al. (2007), é
possível definir a magnitude de uma nova constante de velocidade de grafitização 𝑘𝑔′ ,
para que se obtenha um mesmo volume para extrusora e reator, a fim de conseguir
especificar o tempo de residência do material e as dimensões de uma extrusora que
opera uma REX, em função da vazão 𝑣0 e conversão 𝑋 desejadas, baseando-se na
equação do volume do reator.
A Figura 10 a seguir mostra o comportamento do volume do reator, dado
pela Equação 13, em função do valor da constante de velocidade de grafitização.
Figura 10 – Volume do reator PFR em função do valor de 𝑘𝑔′ .
Pelo gráfico da Figura 10 observa-se que, para um 𝑉 = 0,215 𝑑𝑚3, tem-se
um 𝑘𝑔′ = 2,31. 10−3. 𝑑𝑚3. 𝑚𝑜𝑙−1𝑠−1.
Utilizando na Equação 13 a constante obtida no gráfico da Figura 10, fica-
se com a seguinte expressão:
0,00
0,05
0,10
0,15
0,20
0,25
0,00 0,02 0,04 0,06 0,08 0,10 0,12 0,14 0,16
V (
dm
3 )
k'g (dm3.mol-1.s-1)

27
𝑉 =𝑣02
𝐹𝑃0𝑘𝑔′
1
(𝜃𝑀 − 1)ln [
𝜃𝑀 − 𝑋
𝜃𝑀(1 − 𝑋)] ( 17)
a partir da qual é possível calcular o volume da extrusora para cada variação
desejada.
O novo tempo de residência é obtido por meio da Equação 4, a partir do
novo volume calculado.
É possível determinar o tempo de residência mínimo do material no
interior da extrusora para uma determinada conversão, substituindo a expressão do
volume da extrusora dada pela Equação 17 na expressão do tempo de residência
dada pela Equação 4, conforme segue:
𝜏 =𝑣0𝐹𝑃0𝑘𝑔
′
1
(𝜃𝑀 − 1)ln [
𝜃𝑀 − 𝑋
𝜃𝑀(1 − 𝑋)] ( 18)
De acordo com a Equação 17, o perfil do aumento do volume da
extrusora, em função da conversão desejada, é dado conforme mostrado no gráfico a
seguir:
Figura 11 – Volume da extrusora a partir da conversão desejada.
É possível observar que o perfil do aumento do volume da extrusora, em
função da conversão, segue o mesmo perfil de um reator PFR.
Vale lembrar que este perfil de aumento do volume da extrusora em
função da conversão é válido apenas para o processo de extrusão que envolve a
grafitização de LLDPE com AA realizado por Shi et al. (2007), sendo diferente para
outras misturas utilizadas em REX.
0,00
10,00
20,00
30,00
40,00
50,00
60,00
0,00 0,20 0,40 0,60 0,80 1,00
V (
dm
3 )
X (%)

28
7 CONCLUSÃO
A utilização da teoria sobre reatores químicos para o projeto de extrusoras
mostrou que é possível especificar com maior propriedade as características da linha
de extrusão, além disso, com um projeto em mãos, fica mais fácil o controle, a
operação e a intervenção nas variáveis do processo de extrusão reacional.
O volume calculado para a extrusora por meio da equação do volume do
reator PFR apresentou uma diferença para o volume real do equipamento da ordem
de 1010𝑑𝑚3 para menos, essa diferença pode ser devido à capacidade de
homogeneização do material que, na prática, exige um volume muito maior e uma
forma de manipulação diferente do que é praticado por reatores PFR.
Para que o cálculo do volume do reator e do tempo de residência do
material em seu interior representem o que ocorre na prática para uma extrusora,
uma das formas pode ser calculando uma constante de velocidade da reação 𝑘𝑔′ que
ajuste os volumes calculados para a mesma ordem de grandeza dos volumes reais.
O cálculo da constante 𝑘𝑔′ depende da realização do processo em escala
laboratorial e da análise do desenvolvimento do processo para cada tipo de REX que
se deseja projetar. A partir do volume da extrusora utilizada em escala laboratorial e
dos resultados das análises é possível ajustar a equação do volume do reator PFR
para uma equação do volume de uma extrusora utilizada para uma REX, sendo que
cada mistura de compostos para extrusão de XLPE tem seu perfil de aumento do
volume do equipamento em função da conversão desejada.
Embora as informações sobre as dimensões da extrusora sejam muito
importantes, o modo de operação também interfere diretamente nas propriedades
finais do material produzido, por isso, o ajuste dos perfis de temperatura e das
vazões dos reagentes envolvidos no processo devem seguir as especificações, para
que a lei de velocidade definida para o reator PFR possa ser aplicada para a extrusora
projetada.

29
REFERÊNCIAS
ARAUJO, Everaldo Cesar da Costa. Operações unitárias envolvendo transmissão de
calor. São Carlos: Edufscar, 2012. 161 p.
BHATTACHARYA, Amit; RAWLINS, James W.; RAY, Paramita (Ed.). Polymer grafting
and crosslinking. New Jersey: Wiley, 2009. 341 p.
BRASIL, Nilo Indio do. Introdução à Engenharia Química. 2. ed. Rio de Janeiro:
Editora Interciência, 2004. 282 p.
CHONG, Toh Show. Design and process for producing silane crosslinked
polyolefin compound. 170 p. Tese (Mestrado) - Curso de Engenharia de Polímeros,
Departamento de Química e Engenharia de Recursos Naturais, Universidade de
Tecnologia da Malasia, Skudai, Johor, 2005.
EQUISTAR (Houston). Lyondell Chemical Company. The Chemistry of Polyethylene
Insulation. 2006. Disponível em: <http://www.lyondellbasell.com/techlit/techlit/Tech
Topics/Equistar Industry Papers/Chemistry of PE Insulation.pdf>. Acesso em: 12 jun.
2014.
EXTRUSION Principles. Product Application & Research Centre, Mumbai. Disponível
em: <http://www.ril.com/downloads/pdf/extrusion principles.pdf>. Acesso em: 14 jun.
2014.
FINK, Johannes Karl. Reactive Polymers Fundamentals and Applications: A Concise
Guide to Industrial Polymers. 2. ed. Norwich: Elsevier, 2013. 576 p.
GASPAR-CUNHA, António et al. Reactive extrusion - optimization of
representative processes. In: GASPAR-CUNHA, António; COVAS, José
António. Optimization in Polymer Processing. Guimarães, Portugal: Nova Science
Publishers, 2011. 229 p. (Chemical Engineering Methods and Technology).
GILES, Harold F.; R.WAGNER, John; MOUNT, Eldridge M. Extrusion: the definitive
processing guide and handbook. Norwich, Nova York: William Andrew Publishing,
2005. 542 p.
INCROPERA, Frank P. et al. Fundamentos de transferência de calor e massa. 6. ed.
Rio de Janeiro: LTC, 2008. 643 p.
ISAC, Sheela Kumari. Modification of polyethylehes by reactive extrosion. 170 p.
Tese (Doutorado) - Departamento de Ciência de Polímeros e Tecnologia de
Borrachas, Universidade de Ciência e Tecnologia de Cochin, Cochin, India, 2001.

30
LEVENSPIEL, Octave. Chemical Reaction Engineering. 3. ed. New York: John Wiley &
Sons, 1999. 668 p.
MORSHEDIAN, Jalil; HOSEINPOUR, Pegah Mohammad. Polyethylene Cross-linking
by Two-step Silane Method: A Review. Iranian Polymer Journal, Tehran, p.103-128,
18 fev. 2009.
SHI, Qiang et al. Chain Propagation Kinetics on Melt Grafting
Reaction. Macromolecular Journals: Macromolecular Chemistry and
Physics, Weinheim, v. 208, n. 16, p.1803-1812, 20 ago. 2007.
SHI, Qiang et al. Kinetics Study on Melt Grafting Copolymerization of LLDPE with
Acid Monomers Using Reactive Extrusion Method. Journal of Applied Polymer
Science, Weinheim, v. 101, p.4301-4312, 2006.
SOCIETY OF PLASTICS ENGINEERS (Texas). Texas A&m University. Branching in
Polyethylenes. 2012. Disponível em: <http://plastics.tamu.edu/class-
resources/branching-polyethylenes>. Acesso em: 21 fev. 2012.
WOMER, Timothy W.. Basic Screw Geometry: Things Your Screw Designer Never
Told You About Screws!. 2011. Xaloy, Inc. Disponível em:
<http://pdf.directindustry.com/pdf/nordson-xaloy/things-your-screw-designer-
never-told-you-about-screw-design/20438-50401.html>. Acesso em: 14 jun. 2014.