universidade federal da bahia escola politÉcnica … r... · acompanhamento deste trabalho. ......
TRANSCRIPT

UNIVERSIDADE FEDERAL DA BAHIA ESCOLA POLITÉCNICA
PROGRAMA DE PÓS-GRADUAÇÃO EM MECATRÔNICA
RICARDO RODRIGUES MAGALHÃES
AVALIAÇÃO DO USO DA EXTENSOMETRIA NA ANÁLISE
DE TENSÕES RESIDUAIS DE SOLDAGEM
Salvador 2008
1
RICARDO RODRIGUES MAGALHÃES
AVALIAÇÃO DO USO DA EXTENSOMETRIA NA ANÁLISE DE TENSÕES RESIDUAIS DE SOLDAGEM
Trabalho apresentado ao Programa de Pós-graduação em Mecatrônica, programa conjunto entre o Departamento de Engenharia Mecânica e o Departamento de Ciência da Computação, da Universidade Federal da Bahia como requisito para obtenção do grau de Mestre em Mecatrônica.
Orientador: Prof. Dr. Alberto B. Vieira Jr.
Salvador 2008
2
___________________________________________________________________ Magalhães, Ricardo Rodrigues
Avaliação do uso da extensometria na análise de tensões residuais de soldagem. Salvador, 2008.
128 p.
Orientador: Prof. Dr. Alberto B. Vieira Jr. Dissertação (mestrado) - Universidade Federal da Bahia. Programa de Pós-
graduação em Mecatrônica. 1. Análise de tensões residuais de soldagem. 2. Avaliação do uso da
extensometria - I. Universidade Federal da Bahia. Programa de Pós-graduação em Mecatrônica. II. Título.
___________________________________________________________________

3

4
AGRADECIMENTOS
À Deus, pedo dom da vida. À minha esposa, Lígia, pela compreensão. Aos meus pais, Celso e Vanda, pela dedicação. Ao meu orientador, Alberto Borges Vieira Júnior, pela amizade, apoio e acompanhamento deste trabalho. Aos professores do Departamento de Estruturas da Universidade Federal da Bahia, Prof. Dr. Armando Sá Ribeiro Júnior e Profª Dra. Tatiana Bittencourt Dumet, por disponibilizar os equipamentos necessários para a realização dos experimentos. Aos colegas do grupo de pesquisa, especialmente à Karen de Oliveira, pela amizade e importante ajuda. Ao CIMATEC, especialmente ao Prof. Sérgio Barra e Tiara Pimentel, pelo suporte técnico durante a realização da parte experimental. À FAPEX, pelo suporte financeiro ao projeto que viabilizou a compra de diversos materiais para a realização deste trabalho.

5
RESUMO
Tensões residuais estão entre os principais determinantes da qualidade das juntas soldadas, já que afetam sua resistência e as predispõem à fratura e à corrosão. Podem, também, influenciar o desempenho das peças soldadas quanto à resistência à fadiga e à estabilidade dimensional. As tensões residuais podem assumir valores significativos em uma peça soldada e afetar diretamente a qualidade dos produtos em função de processos de manufatura. O uso de extensômetros, colados em regiões específicas das peças a serem soldadas, como forma de mapear os valores de tensões provenientes dos processos de soldagem tem um grande valor tecnológico. O método adotado neste trabalho define pontos estratégicos para a colagem de extensômetros ao longo de chapas de aço ASTM A36 a serem unidas através da soldagem de topo na posição plana utilizando o processo de soldagem TIG (Tungsten Inert Gas), e, com o auxílio de um condicionador de sinais, os registros dos valores de tensões são coletados. Os resultados levantados são leituras da evolução das tensões impostas pela operação de soldagem, bem como valores de tensões residuais pós-soldagem, levando em consideração as transformações de fases, os efeitos térmicos e as propriedades mecânicas dos materiais a serem soldados. Este método experimental pode ser correlacionado com resultados de análises numéricas, que auxiliam no entendimento dos mecanismos de formação das tensões residuais decorrentes do processo de soldagem através de métodos de elementos finitos, tendo como finalidade avaliar a eficácia de ambos os métodos. Como resultado, o trabalho auxilia na análise dos diferentes métodos e espera-se coerência destes resultados no sentido de validar o método proposto, objetivando a redução de tempo e custo durante a fase de desenvolvimento de produtos submetidos a processos de soldagem.
Palavras-chave: Tensões residuais, soldagem, extensometria, análise numérica.

6
ABSTRACT
Residual stresses can be considered the main issue regarding to welded joints since they affect its resistance causing fragile breaking and corrosion under stress. They can influence the performance of the parts welded as result of the fatigue strength and also the dimensional stability. The residual stresses can assume significant values in a welded parts and affect directly the product quality as result of manufacturing processes. The use of strain gauges placed in specific areas of the parts to be welded as the way of maping the stress values proceeding from the welding processes has a great technological value. The proposed method is to use the strain gauges distributed throughout ASTM A36 steel plates to be joined through the top welding geometry or plates in angle using the TIG (Tungsten Inert Gas) process helped by a data acquisition system, the stresses values are collected and registered. The expected results are the evolution of the mechanical tension during the welding as well as residual stresses values after welding, taking in consideration the phase transformation, the thermal effects and the mechanical properties of the material to be welded. This experimental method can be correlated against the numerical analyses results in order to stabilish the agreement of residual stresses mechanisms formation through the finite elements method. The final proposal is to evaluate the effectiveness of both methods. The expected conclusions is the agreement between the results in order to validate the presented method as well as experimental time optimization and cost reduction during the products development submitted to the welding processes.
Key-words: Residual stresses, welding, strain gauges, numerical analysis.
7
SUMÁRIO
1 INTRODUÇÃO 17
2 REVISÃO BIBLIOGRÁFICA 22
2.1 PRINCIPIOS DE RESISTENCIA DOS MATERIAIS APLICADOS À
EXTENSOMETRIA................................................................................ 22 2.1.1 O círculo de Mohr para o estado plano de tensões............................... 22 2.1.2 A relação entre tensão deformação....................................................... 23 2.1.3 Deformação de cisalhamento................................................................ 27 2.1.4 O círculo de Mohr para o estado plano de deformações....................... 28 2.2 O EFEITO DA SOLDAGEM NO SURGIMENTO DE TENSÕES
RESIDUAIS............................................................................................ 29 2.2.1 A evolução das tensões durante a soldagem........................................ 30 2.2.2 Métodos de medição das tensões residuais.......................................... 31 2.2.3 Aplicação da técnica do furo cego para medição das TRs ................... 32 2.2.4 A influência da temperatura no surgimento de TRs............................. 37 2.2.5 A influência das transformações de fases no surgimento das TRs....... 41 2.2.6 As condições de equilíbrio e compatibilidade de deformações............. 44 2.3 PRINCÍPIOS BÁSICOS DE EXTENSOMETRIA................................... 46 2.3.1 Propriedade dos extensômetros............................................................ 48 2.3.2 Aplicação dos extensômetros na peça.................................................. 50 2.3.3 Características elétricas dos extensômetros......................................... 52 2.3.4 Influencia do gauge factor em um circuito elétrico................................ 55 2.3.5 Os efeitos da temperatura..................................................................... 56 2.4 PONTES DE WHEATSTONE................................................................ 59 2.4.1 Resistores de calibração (shunt cal)...................................................... 61 2.4.2 Métodos para compensação de temperatura........................................ 63 2.4.3 Configuração um quarto de ponte......................................................... 63 2.4.4 Um quarto de ponte ativa com conexão a 3 fios.................................... 65 2.4.5 Configuração meia ponte....................................................................... 66 2.4.6 Configuração de ponte completa........................................................... 68 3
AVALIAÇÃO EXPERIMENTAL E NUMÉRICA DE TENSÕES RESIDUAIS EM PLACAS SOLDADAS 70
3.1 AVALIAÇÃO EXPERIMENTAL DE TENSÕES RESIDUAIS............... 70 3.1.1 O sistema para condicionamento de sinais........................................... 70 3.1.2 Validação da colagem dos extensômetros no material......................... 72 3.1.3 Preparação e realização dos testes experimentais............................... 74 3.2 AVALIAÇÃO NUMÉRICA DAS TENSÕES RESIDUAIS....................... 79

8
3.2.1 Seleção dos dados de entrada.............................................................. 81 3.2.2 Execução da simulação numérica das chapas de topo......................... 82 3.2.3 Execução da simulação numérica das chapas em ângulo.................... 85 4 RESULTADOS E DISCUSSÕES 88 4.1 RESULTADOS EXPERIMENTAIS: CHAPAS DE TOPO...................... 88 4.1.1 Resultados obtidos na chapa do lado esquerdo.................................... 90 4.1.2 Resultados obtidos na chapa do lado direito......................................... 94 4.1.3 A tentativa de reproduzir a técnica do furo passante............................. 97 4.2 RESULTADOS EXPERIMENTAIS: CHAPAS EM ÂNGULO................. 100 4.2.1 Resultados obtidos na chapa vertical.................................................... 101 4.2.2 Resultados obtidos na chapa horizontal................................................ 104 4.3 RESULTADOS NUMÉRICOS: CHAPAS DE TOPO.............................. 107 4.3.1 TRs obtidas na simulação da soldagem de chapas de topo................. 107 4.3.2 A simulação das transformações de fase nas chapas de topo.............. 110 4.3.3 Valores de tensão máxima nas chapas de topo.................................... 112 4.4 RESULTADOS NUMÉRICOS: CHAPAS EM ÂNGULO........................ 113 4.4.1 TRs obtidas na simulação da soldagem de chapas em ângulo............. 113 4.4.2 A simulação das transformações de fase nas chapas em ângulo......... 116 4.5 CORRELAÇÃO DOS RESULTADOS OBTIDOS NA SOLDAGEM
DAS CHAPAS DE TOPO....................................................................... 117 4.6 CORRELAÇÃO DOS RESULTADOS OBTIDOS NA SOLDAGEM
DAS CHAPAS EM ÂNGULO................................................................. 119 4.7 CONSIDERAÇÕES FINAIS................................................................... 121 5 CONCLUSÕES 123 6 SUGESTÕES PARA TRABALHOS FUTUROS 125 REFERÊNCIAS 126
9
LISTA DE FIGURAS
2.1 Círculo de Mohr para o estado plano de tensões 22
2.2 Instalação de roseta delta 23
2.3 Amostra submetida a um teste de tensão x deformação 24
2.4 Deformação específica nos eixos coordenados 25
2.5 Estado de tensões com tensões de cisalhamento 27
2.6 Círculo de Mohr para o estado plano de deformações 28
2.7 Flexão de uma viga até ocorrer deformação permanente 30
2.8 TRs decorrentes da operação de soldagem 31
2.9 Corpo de prova antes da usinagem do furo 33
2.10 Corpo de prova após usinagem do furo 35
2.11 Configuração típica de rosetas 36
2.12 Dimensões do furo cego 37
2.13 Valores de rendimento térmico 39
2.14 Isotermas na soldagem de chapas grossas 40
2.15 Isotermas na soldagem de chapas finas 41
2.16 Regiões da ZTA em um aço carbono 42
2.17 Diagrama CCT p/ aços com 20% de carbono 43
2.18 Modelo térmico na soldagem 45
2.19 Exemplo de histerese em leituras de sensores 46
2.20 Modelo de um extensômetro unidirecional simples 49
2.21 Códigos de extensômetros 50
2.22 Processo de colagem dos extensômetros 50
2.23 Execução do teste da borracha 52
2.24 Seção transversal em um fio simples 52
2.25 Seção transversal em um fio sob o efeito de carga (P) 53
2.26 Representação de um circuito elétrico simples 55
2.27 Deformação aparente x temperatura 59
2.28 Circuito simples em configuração de Ponte de Wheatstone 60
2.29 Representação de um resistor de calibração 62
2.30 Extensômetros colados a 90º 63
2.31 Circuito configuração um quarto de ponte 64

10
2.32 Circuito configuração um quarto de ponte a 2 fios 65
2.33 Circuito configuração um quarto de ponte a 3 fios 66
2.34 Circuito configuração meia ponte 67
2.35 Aplicação de extensômetros em flexão de chapas finas 67
2.36 Circuito configuração ponte completa 69
3.1 Esquema do condicionamento de sinais 71
3.2 Condicionamento de sinais utilizado nos experimentos 72
3.3 Variáveis do processo de aferição do sistema de medição 72
3.4 Dispositivo para medição de deformação 73
3.5 Gráfico Peso x Deformação para valores teóricos e práticos 74
3.6 Principais elementos do processo de soldagem TIG 75
3.7 Valores da temperatura de pico (Tp) para determinado valor de y 75
3.8 Resultados obtidos por simulação numérica e por Raio X 76
3.9 Marcação e colagem dos extensômetros na peça 77
3.10 Posicionamento dos extensômetros nos corpos de prova 77
3.11 Conferência da resistência de cada sensor 78
3.12 Esquema dos extensômetros colados na peça após ensaio 78
3.13 Modelo selecionado para a poça de fusão 82
3.14 Dimensionamento da poça de fusão para a soldagem de topo 82
3.15 Sistema de engaste das chapas utilizado para a simulação numérica 83
3.16 Evolução da temperatura durante a soldagem 83
3.17 Curvas de temperatura em nós a 30 mm do cordão de solda 84
3.18 Malha utilizada para a simulação da soldagem em ângulo 85
3.19 Elementos utilizados na simulação da soldagem em ângulo 85
3.20 Dimensionamento da poça de fusão p/ a soldagem em ângulo 86
3.21 Gradientes de temperatura da poça de fusão p/ a soldagem em ângulo 86
3.22 Curva de temperatura em nós a 30 mm do cordão na chapa horizontal 87
4.1 Evolução da temperatura em um ponto a 30 mm do cordão 89
4.2 Valores de tensão residual obtidos na soldagem de chapas de topo 90
4.3 Evolução das tensões durante a soldagem nos canais 3 e 21 91
4.4 Evolução das tensões durante a soldagem nos canais 16, 17 e 18. 92
4.5 Evolução das tensões durante a soldagem nos canais 0 e 5. 93
4.6 Evolução das tensões durante a soldagem nos canais 13, 14 e 15. 94

11
4.7 Evolução das tensões durante a soldagem nos canais 27, 28, 30 e 31. 95
4.8 Evolução das tensões durante a soldagem nos canais 11 e 12. 96
4.9 Extensômetros colados à 45º próximos ao cordão de solda 97
4.10 Evolução da tensão durante a execução do furo passante 98
4.11 Distribuição de tensão na região do furo passante 99
4.12 Posicionamento dos extensômetros na soldagem em ângulo 100
4.13 Evolução da temperatura em um ponto a 30mm do cordão de solda. 101
4.14 Experimento realizado através da soldagem de chapas em ângulo 101
4.15 Valores de tensão residual obtidos na chapa vertical 102
4.16 Evolução da tensão durante a soldagem no canal 6 que ocorreu falha 103
4.17 Evolução das tensões nos canais 30, 31, 27 e 28 da chapa vertical 103
4.18 Valores de tensão residual obtidos na chapa horizontal 104
4.19 Evolução das tensões nos canais 25 e 26 da chapa horizontal 105
4.20 Evolução das tensões nos canais 20, 21, 22 e 23 da chapa horizontal 106
4.21 Evolução das tensões nos canais 17, 18 e 19 da chapa horizontal 107
4.22 Gráfico TRs longitudinais x distância do cordão na linha A da junta de topo 108
4.23 Gráfico TRs longitudinais x distância do cordão na linha B da junta de topo 108
4.24 Gráfico TRs longitudinais x distância do cordão na linha C da junta de topo 109
4.25 Distribuição de TRs ao longo das duas placas soldadas de topo 110
4.26 Valores de TRs obtidos através da simulação numérica 110
4.27 Transformações de fase na simulação da soldagem de topo 111
4.28 Valores de tensão máxima na linha central da chapa horizontal à direita 112
4.29 Gráfico TRs longitudinais x distância do cordão na linha A da junta em ângulo 113
4.30 Gráfico TRs longitudinais x distância do cordão na linha B da junta em ângulo 114
4.31 Gráfico TRs longitudinais x distância do cordão na linha C da junta em ângulo 114
4.32 Resultados de TRs longitudinais na simulação da soldagem em ângulo 115
4.33 Valores de TRs obtidos por simulação numérica na soldagem em ângulo 115
4.34 Transformações de fase na simulação da soldagem em ângulo 116
4.35-a TRs longitudinais na linha A da chapa lado esquerdo 117
4.35-b TRs longitudinais na linha B da chapa lado esquerdo 118
4.35-c TRs longitudinais na linha C da chapa lado esquerdo 118
12
4.36-a TRs longitudinais na linha A da chapa lado direito 118
4.36-b TRs longitudinais na linha B da chapa lado direito 119
4.36-c TRs longitudinais na linha C da chapa lado direito 119
4.37-a Correlação entre TRs na linha A da chapa horizontal 120
4.37-b Correlação entre TRs na linha C da chapa horizontal 120
4.37-c Correlação de TRs na linha C da chapa horizontal 120
4.38 Correlação entre TRs a 60 mm do cordão na chapa vertical 121
13
LISTA DE TABELAS
2.1 Modelos de extensômetros unidirecionais 49
3.1 Principais características do aço ASTM A36 70
4.1 Dados utilizados para o cálculo do rendimento térmico do processo (topo) 88
4.2 Dados utilizados para o cálculo da tensão máxima 98
4.3 Dados utilizados para o cálculo do rendimento térmico do processo (ângulo) 100
14
LISTA DE ABREVIATURAS E SÍMBOLOS
Abreviaturas:
Ac1 : temperaturas de início da austenização;
Ac3 : temperaturas de fim da austenização ;
ASM: American Society for Metals;
ASTM: American Society for Testing and Materials;
CCT: Continuous Cooling Transformation;
CP(s): corpo(s) de prova;
F: Ferrita;
FEM: Finite Element Methods;
GF: Gauge Factor;
HV: Dureza Vickers;
LN: Linha neutra;
MAG: Metal Argon Gas;
MEF: Método dos Elementos Finitos;
MIG: Metal Inert Gas;
Ms ou M: Martensita;
P: Perlita;
T0: Temperatura inicial;
TIG: Tungsten Inert Gas;
Tm: Temperatura média;
Tp: Temperatura de pico;
TRs: Tensões residuais;
XRD: Raio X;
ZTA : Zona Termicamente Afetada;
Zw: Percentual de Bainita.
15
Siglas:
A : Área total da seção transversal;
B : Largura da barra ;
b, c, ar e af : dimensões da poça de fusão;
c : calor específico do metal sólido;
e : dilatação volumétrica específica; diferença de potencial entre dois pontos em um
circuito eletrônico;
E: Módulo de elasticidade; diferença de potencial na entrada do circuito eletrônico;
G : Módulo de cisalhamento;
H : energia de soldagem;
I : intensidade da corrente elétrica;
K : Difusividade térmica;
L : comprimento;
P : Força ;
q0 : fonte de calor;
R : raio arbitrário em relação ao centro do furo cego ou passante; Resistência
elétrica; termo de incompatibilidade; taxa de resfriamento;
R0 : raio do furo cego ou cego ou passante;
r: quociente entre R e 0R ;
Rcal : resistência elétrica do resistor de calibração;
t : espessura; tempo;
T : Temperatura;
Tc = temperatura na qual a taxa de resfriamento deve ser calculada;
Tm : temperatura de fusão da chapa;
To: temperatura inicial da capa;
Tp : temperatura de pico a uma distância Y da linha de fusão;
V : tensão do arco de soldagem;
Vf : Volume inicial de um cubo elementar;
Vi : Volume inicial de um cubo elementar;
Y : distância a partir do centro do cordão de solda;
νs: velocidade de soldagem;
α , θ : ângulos;

16
mα : coeficiente de expansão térmica do material de base;
gα : coeficiente de expansão térmica do material resistivo;
γ : deformação de cisalhamento;
β : coeficiente de resistência-temperatura do material resistivo;
oTε : deformação aparente;
ρε : deformação do material resistivo em função da variação da resistividade;
yε , zε : deformações transversais;
xε : deformação longitudinal;
rε : deformação radial;
θε : deformação tangencial;
η : rendimento térmico;
λ : condutibilidade térmica;
ν : Coeficiente de Poisson;
ρ : resistividade; densidade;
σ : Tensão normal;
rσ : Tensão radial;
θσ : Tensão tangencial;
21 , σσ : Tensões normais principais;
minmax,σσ : tensões máximas e mínimas;
τ : Tensão cisalhante.
17
CAPÍTULO 1
INTRODUÇÃO
Tensões residuais (TRs) estão entre os principais determinantes da
qualidade das juntas soldadas, já que afetam sua resistência e as predispõem à
fratura frágil e à corrosão sob tensão. Podem também influenciar no desempenho
das peças soldadas quanto à resistência à fadiga e à estabilidade dimensional.
As tensões residuais de soldagem podem assumir valores significativos
em uma peça soldada. Num cordão de solda em aço, por exemplo, a componente de
tensão orientada na direção da solda atinge valores próximos à tensão de
escoamento do material em sua maior parte. As tensões residuais têm distribuição
complexa ao longo da peça soldada e muitas vezes essa distribuição só pode ser
determinada a partir de técnicas de simulação numérica, como a análise térmica
elastoplástica através de elementos finitos como descrito por Chang e Teng (2004).
Entender os mecanismos de formação de TRs na soldagem e tentar evitá-
los de maneira efetiva através de métodos numéricos e experimentais tem sido
objeto de estudos para o controle de tensões residuais decorrentes da soldagem.
Estes estudos têm grande importância em setores, como por exemplo, na indústria
automobilística, onde é empregada a soldagem de chapas finas nas estruturas dos
veículos.
No campo da previsão de tensões, têm-se desenvolvido técnicas
analíticas e numéricas, tais como o Método dos Elementos Finitos (MEF), cujas
primeiras aplicações se deram, justamente, na análise estrutural. No entanto,
mesmo os métodos numéricos mais sofisticados mostram-se, muitas vezes,
limitados em sua capacidade de prever estados de tensão mais complexos, tais
como os resultantes de processos de fabricação termo-mecânicos (VIEIRA JR.,
2003).
A determinação experimental de tensões residuais em soldagem de
materiais metálicos pode ser executada através de métodos destrutivos
(seccionando a peça), semi-destrutivos (técnica do furo cego) e não-destrutivos
(raios-x, ultra-som, difração de nêutrons e foto-elasticidade). São métodos eficientes,
porém, em muitos casos, economicamente inviáveis devido ao elevado custo dos

18
equipamentos necessários, bem como da mão-de-obra especializada para a
realização dos ensaios.
Alguns destes métodos usam transdutores que são dispositivos que
transformam um tipo de energia em outra para fins de medida, ou seja, reproduzem
um sinal elétrico de saída que representa a grandeza física sendo medida. O sensor
é a parte sensitiva do transdutor para a geração do sinal elétrico e que depende do
nível de energia da grandeza física que afeta o dispositivo sensitivo. Os transdutores
de força são geralmente formados por extensômetros ou “strain gauges” e servem
para medir a deformação que um corpo sofre quando é submetido a forças externas.
A utilização da extensometria para determinação de tensões residuais é
denominada como método do furo cego (“Hole drilling method”). É uma técnica usual
de medição de tensões residuais que se baseia no uso de extensômetros. Ela
consiste na instalação de uma roseta com três extensômetros predispostos em
ângulos de 45º ou 120º, e, ao centro da roseta é executado um furo de profundidade
igual ao seu diâmetro onde são calculadas as tensões naquela região em função
das deformações medidas pelos extensômetros (ZUCCARELLO e BARCELONA,
2001). É uma técnica eficiente, que permite a medição de tensões residuais (ou seja,
tensões presentes na peça após a soldagem), até mesmo em regiões muito
próximas ao cordão de solda, mas que apresenta elevado custo por análise em
função da precisão do equipamento para confecção do furo.
Um método simplificado, não-destrutivo e de baixo custo para se obter
informações sobre os níveis de tensões residuais é de grande interesse tecnológico.
Regiões próximas ao cordão de solda apresentam temperaturas elevadas, e,
dependendo do processo utilizado, este valor chaga a ser próximo de 1500ºC, sendo
este um fator que dificulta a medição de deformações naquela região.
O Programa de Pós-graduação em Mecatrônica (PPGM) conta com um
programa computacional para previsão de tensões residuais a partir de simulação
numérica do processo de soldagem, o Sysweld®, que é um programa comercial de
soldagem que permite a previsão de tensões residuais e distorções em peças de
geometria complexa. No entanto, torna-se necessária uma técnica experimental para
validação dos resultados.
Neste trabalho, buscou-se avaliar o uso da extensometria em chapas de
aço ASTM A36 para o acompanhamento, em tempo real, dos valores de tensões
que surgem na direção do cordão de solda e obter os valores das tensões residuais
19
provenientes do processo de soldagem. Adotaram-se pontos mais próximos
possíveis do cordão de solda, e, ao mesmo tempo, que não pudessem afetar o
funcionamento dos sensores em função da alta temperatura. Ao final, foram
comparados os resultados experimentais com os resultados numéricos, obtidos
através do uso de elementos finitos, com o auxílio do Sysweld®.
Para atingir os objetivos propostos, adotou-se a seguinte seqüência de
atividades:
1) Aferição dos extensômetros e validação do processo de colagem dos
mesmos. Adotaram-se estes processos inicialmente no sentido de certificar a
eficácia do processo colagem dos extensômetros em amostras do mesmo material
em que foram executados os experimentos, bem como a aferição dos sensores
quanto às respostas pós-colagem. Nesta primeira etapa, buscou-se o
aperfeiçoamento das técnicas de colagem dos extensômetros em diversas placas,
visto que o correto manuseio dos sensores é essencial para se obterem resultados
mais precisos;
2) Estudo experimental sobre o melhor posicionamento dos
extensômetros nas amostras a serem soldadas. Nesta etapa, adotou-se como
referência valores teóricos, e, a partir de cálculos de temperatura máxima atingida
em determinados pontos da superfície, foram definidos os pontos. Este estudo se fez
necessário, partindo-se do princípio de que a influência da temperatura pode afetar a
resposta dos sensores colados na peça a ser testada.
3) Soldagem de corpos de prova de materiais metálicos (aço ASTM A36)
e avaliação da aplicação da extensometria na análise de tensões residuais. Esta
etapa foi precedida pela instrumentação das amostras a serem soldadas através da
colagem dos extensômetros e ligação dos mesmos ao sistema de aquisição de
sinais. Depois de finalizado o processo de instrumentação dos corpos de prova, foi
executada a soldagem através do processo TIG (Tungsten Inert Gas).
4) Simulação numérica das tensões residuais na soldagem. Para utilizar
este método, foi necessário entender os princípios de funcionamento do programa
computacional Sysweld®, que executa a simulação numérica para previsão das
tensões residuais de soldagem em qualquer geometria do corpo de prova.
Considerando que as distribuições das componentes de tensão residual de placas
soldadas são bastante complexas e difíceis de serem determinadas
experimentalmente, justifica-se o interesse de se recorrer à previsão numérica das
20
mesmas tensões residuais. Esta opção também se justifica pela necessidade de se
estudar um grande número de casos, buscando conhecer previamente os resultados
a partir das propriedades do material e informações sobre o processo de soldagem;
5) Análise da coerência entre os resultados obtidos experimentalmente e
por simulação numérica sobre amostras de materiais metálicos. Foi considerada
nesta etapa, a complexidade das distribuições de tensão residual, sendo necessário
correlacionar o método numérico auxiliado pelo Sysweld®, com os resultados
experimentais no intuito de se avaliar a eficácia de ambos os métodos.
Seguindo a seqüência de atividades descritas anteriormente, os capítulos
seguintes desta dissertação estão dispostos da seguinte maneira:
Capítulo II – Revisão Bibliográfica: Neste capítulo, foi necessário o
entendimento das tensões residuais no comportamento de placas soldadas e a
relação com a extensometria. São apresentados conceitos elementares de áreas do
conhecimento envolvidas: princípios básicos de resistência dos materiais, conceitos
de tensões residuais provenientes do processo de soldagem, bem como os
princípios básicos de extensometria.
Capítulo III – Análise experimental e numérica das tensões residuais
em placas soldadas: Neste capítulo é descrito o método experimental utilizado para
verificar a evolução das tensões durante o processo e a leitura das respectivas
tensões residuais ao final da soldagem, bem como a seleção de materiais e o
método de aquisição de dados utilizado, necessários para atingir os objetivos
propostos.
Também é abordada a metodologia utilizada para previsão numérica das
tensões residuais em placas soldadas com o auxílio do programa computacional
Sysweld®.
Capítulo IV – Resultados e discussões: São apresentados os gráficos
de correlação entre os resultados obtidos através do método experimental e por
elementos finitos, com o objetivo de avaliar e discutir suas vantagens e
desvantagens.
Capítulo V – Conclusões: São apresentadas as principais conclusões
através dos resultados obtidos, destacando-se a viabilidade do uso da extensometria
para a previsão de tensões residuais em placas soldadas e o uso da análise
numérica.
21
Capítulo VI – Sugestões para trabalhos futuros: São abordados alguns
temas sugeridos para trabalhos futuros.
22
CAPÍTULO 2
REVISÃO BIBLIOGRÁFICA
2.1 – PRINCÍPIOS DE RESISTÊNCIA DOS MATERIAIS APLICADOS À
EXTENSOMETRIA
2.1.1 – O círculo de Mohr para o estado plano de tensões
Uma maneira de se obter a relação entre as componentes no estado
plano de tensão em um sistema de coordenadas é através do conhecido Círculo de
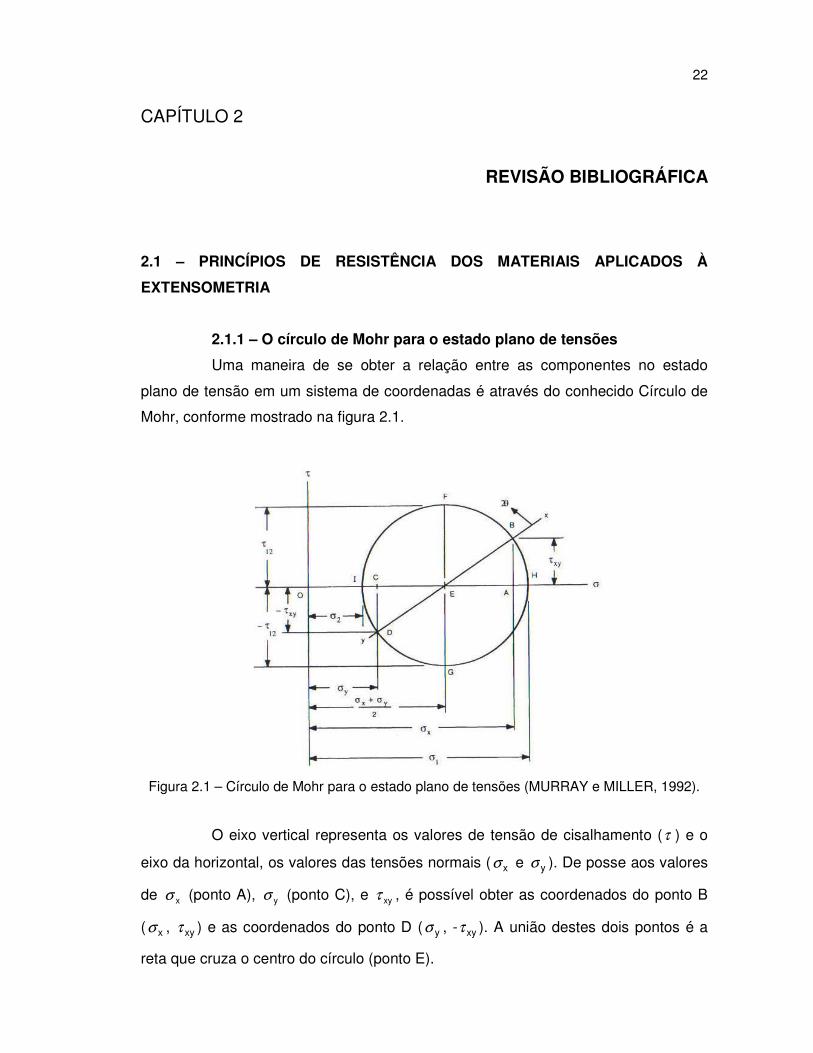
Mohr, conforme mostrado na figura 2.1.
Figura 2.1 – Círculo de Mohr para o estado plano de tensões (MURRAY e MILLER, 1992).
O eixo vertical representa os valores de tensão de cisalhamento (τ ) e o
eixo da horizontal, os valores das tensões normais ( xσ e yσ ). De posse aos valores
de xσ (ponto A), yσ (ponto C), e xyτ , é possível obter as coordenados do ponto B
( xσ , xyτ ) e as coordenados do ponto D ( yσ , - xyτ ). A união destes dois pontos é a
reta que cruza o centro do círculo (ponto E).
23
Com o auxílio de um compasso, traça-se o círculo a partir do centro do
círculo e a abertura do compasso até o ponto B. A partir daí, obtém-se os valores de
1σ e 2σ (pontos I e H, respectivamente). Os pontos F e G representam,
respectivamente, os valores de tensões de cisalhamento máximas e mínimas. O
ângulo formado pelas semi-retas EB e EH é o valor de θ2 . O raio do círculo pode
ser expresso pela equação:
2xy
2yx21
2,1 22τ
σσσσσ +
−=
−= (2.1)
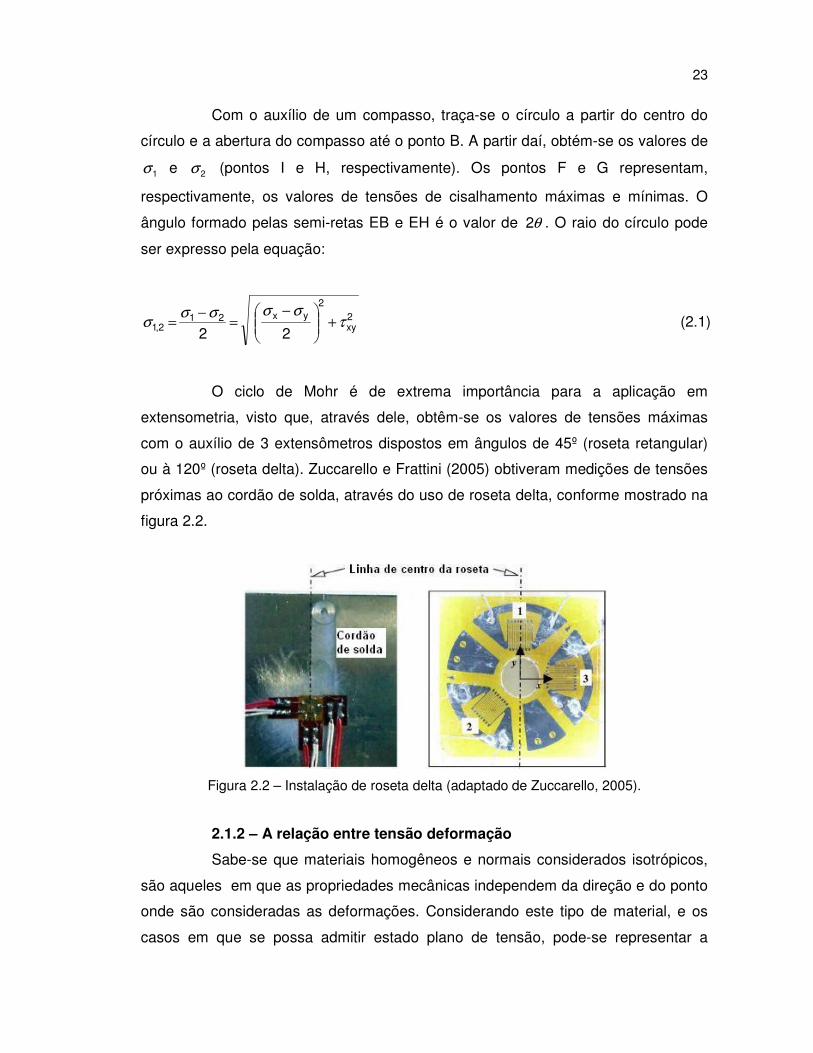
O ciclo de Mohr é de extrema importância para a aplicação em
extensometria, visto que, através dele, obtêm-se os valores de tensões máximas
com o auxílio de 3 extensômetros dispostos em ângulos de 45º (roseta retangular)
ou à 120º (roseta delta). Zuccarello e Frattini (2005) obtiveram medições de tensões
próximas ao cordão de solda, através do uso de roseta delta, conforme mostrado na
figura 2.2.
Figura 2.2 – Instalação de roseta delta (adaptado de Zuccarello, 2005).
2.1.2 – A relação entre tensão deformação
Sabe-se que materiais homogêneos e normais considerados isotrópicos,
são aqueles em que as propriedades mecânicas independem da direção e do ponto
onde são consideradas as deformações. Considerando este tipo de material, e os
casos em que se possa admitir estado plano de tensão, pode-se representar a

24
relação entre tensão e deformação, de acordo com Lei de Hooke, representada pela
equação:
xx .E εσ = (2.2)
Onde: xσ = tensão longitudinal;
xε = deformação longitudinal;
E = módulo de elasticidade do material.
Para materiais isotrópicos, além do módulo de elasticidade, mais duas
constantes elásticas podem ser consideradas, que são: o coeficiente de Poisson (ν )
e o módulo de rigidez (G).
Quando uma determinada barra de seção retangular é carregada
uniformemente, conforme representado na figura 2.3, somente uma seção normal ao
eixo x está sujeita à tensão ( xσ ).
Observa-se, durante a aplicação da carga (P), um alongamento da
amostra na direção do eixo x, que é acompanhado pela contração lateral nas
direções y e z.
Figura 2.3 – Amostra submetida a um teste de tensão x deformação
Nota-se que as deformações nas direções y e z são negativas e
proporcionais à tensão no eixo x. Esta proporcionalidade é conhecida como
coeficiente de Poisson, sendo expressa pela relação:
axialdeformação
lateraldeformação−=ν (2.3)
25
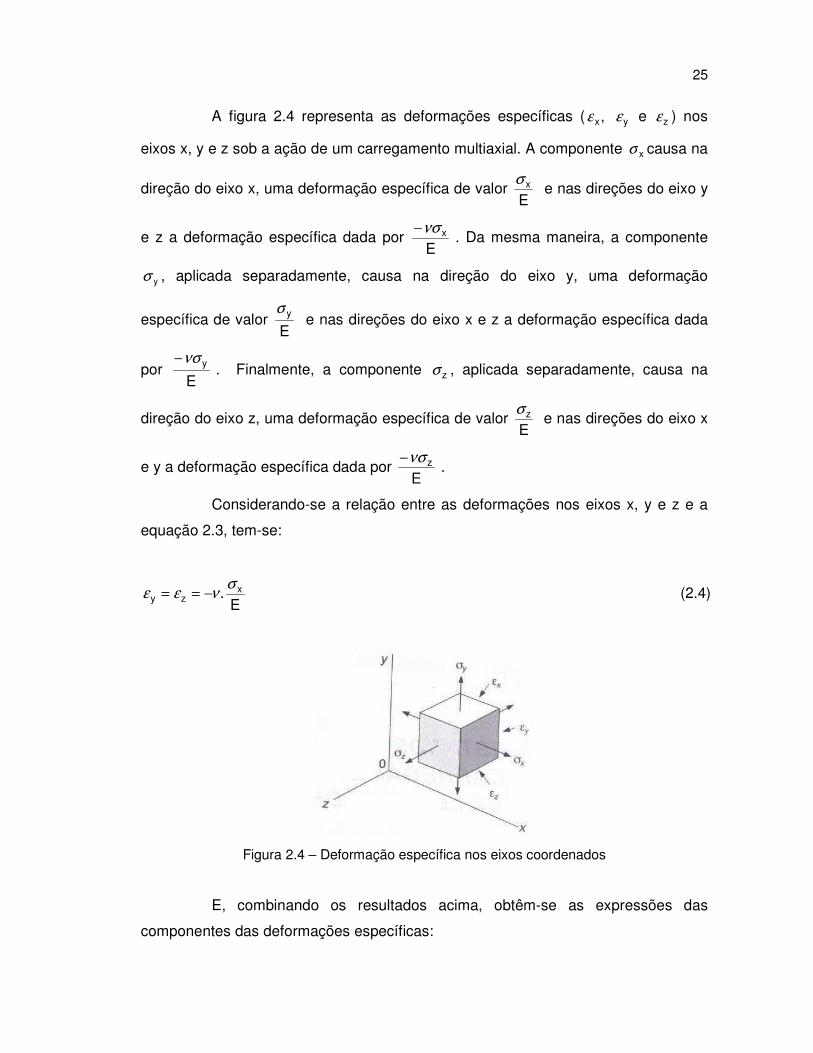
A figura 2.4 representa as deformações específicas ( ,xε yε e zε ) nos
eixos x, y e z sob a ação de um carregamento multiaxial. A componente xσ causa na
direção do eixo x, uma deformação específica de valor E
xσ e nas direções do eixo y
e z a deformação específica dada por E
xνσ−. Da mesma maneira, a componente
yσ , aplicada separadamente, causa na direção do eixo y, uma deformação
específica de valor E
yσ e nas direções do eixo x e z a deformação específica dada
por E
yνσ−. Finalmente, a componente zσ , aplicada separadamente, causa na
direção do eixo z, uma deformação específica de valor E
zσ e nas direções do eixo x
e y a deformação específica dada por E
zνσ−.
Considerando-se a relação entre as deformações nos eixos x, y e z e a
equação 2.3, tem-se:
E. x
zyσ
νεε −== (2.4)
Figura 2.4 – Deformação específica nos eixos coordenados
E, combinando os resultados acima, obtêm-se as expressões das
componentes das deformações específicas:

26
( )[ ]zyxx E1
σσνσε +−= (2.5-a)
( )[ ]xzyy E1
σσνσε +−= (2.5-b)
( )[ ]yxzz E1
σσνσε +−= (2.5-c)
Os resultados são válidos para o caso de tensões que não excedam o
limite de proporcionalidade do material e deformações pequenas, que é o caso na
aplicação de extensômetros.
Considerando-se que o volume inicial do cubo (Vi) mostrado na figura 2.4
seja igual a 1, quando o mesmo encontra-se livre de tensões, pode-se considerar
que após a aplicação das tensões ,xσ yσ e zσ , seu volume (Vf) passa a ser:
)1).(1).(1(V zyxf εεε +++= (2.6)
Levando-se em consideração que o produto entre as deformações
específicas é extremamente pequeno, podendo ser desprezados, tem-se:
zyxf 1V εεε +++= (2.7)
A diferença entre o volume inicial e o final do cubo (∆V) passa a ser:
zyxzyxif 11VVV εεεεεε∆ ++=−+++=−= (2.8)
Ou seja, a dilatação volumétrica específica do material (e = ∆V/V0) é igual
à soma das equações 2.5-a, 2.5-b e 2.5-c. Assim, tem-se:
).(E
21e zyx σσσ
ν++
−= (2.9)
27
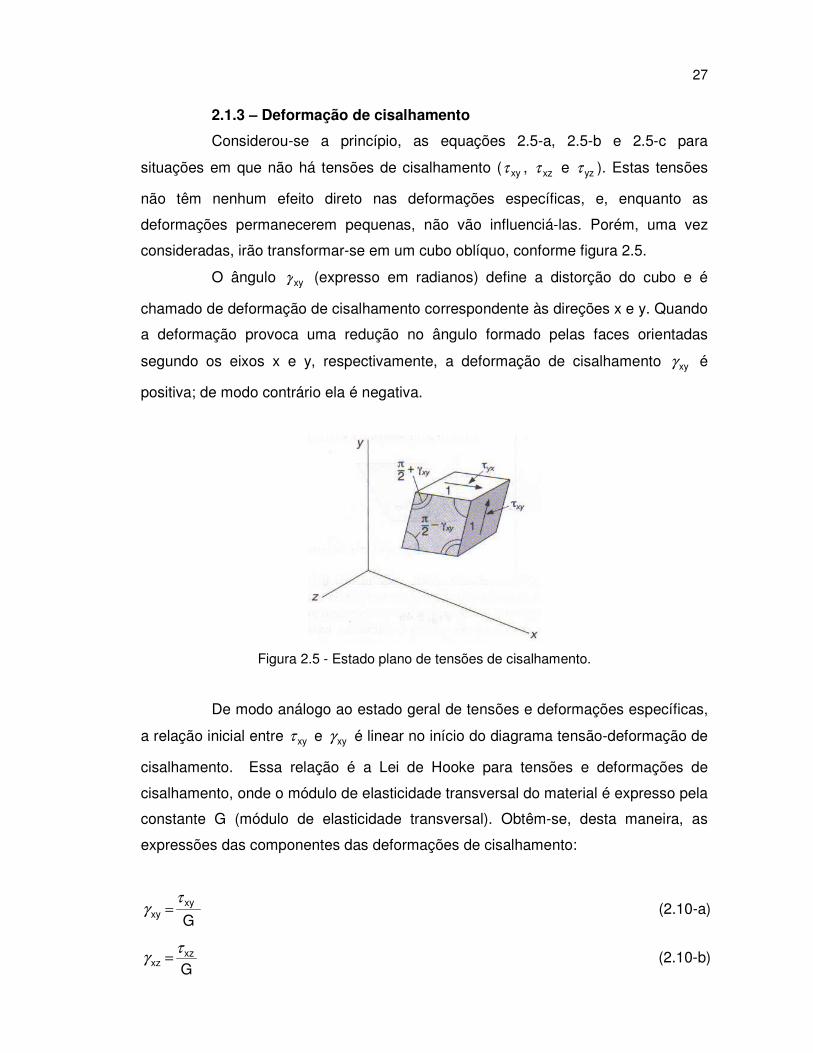
2.1.3 – Deformação de cisalhamento
Considerou-se a princípio, as equações 2.5-a, 2.5-b e 2.5-c para
situações em que não há tensões de cisalhamento ( xyτ , xzτ e yzτ ). Estas tensões
não têm nenhum efeito direto nas deformações específicas, e, enquanto as
deformações permanecerem pequenas, não vão influenciá-las. Porém, uma vez
consideradas, irão transformar-se em um cubo oblíquo, conforme figura 2.5.
O ângulo xyγ (expresso em radianos) define a distorção do cubo e é
chamado de deformação de cisalhamento correspondente às direções x e y. Quando
a deformação provoca uma redução no ângulo formado pelas faces orientadas
segundo os eixos x e y, respectivamente, a deformação de cisalhamento xyγ é
positiva; de modo contrário ela é negativa.
Figura 2.5 - Estado plano de tensões de cisalhamento.
De modo análogo ao estado geral de tensões e deformações específicas,
a relação inicial entre xyτ e xyγ é linear no início do diagrama tensão-deformação de
cisalhamento. Essa relação é a Lei de Hooke para tensões e deformações de
cisalhamento, onde o módulo de elasticidade transversal do material é expresso pela
constante G (módulo de elasticidade transversal). Obtêm-se, desta maneira, as
expressões das componentes das deformações de cisalhamento:
Gxy
xy
τγ = (2.10-a)
Gxz
xzτ
γ = (2.10-b)

28
Gyz
yz
τγ = (2.10-c)
O valor de G pode ser expresso em função de E e ν , conforme equação:
( )ν+=
12E
G (2.11)
2.1.4 – O círculo de Mohr para o estado plano de deformações
O mesmo raciocínio adotado para a obtenção das tensões máximas
através do circulo de Mohr para o estado plano as tensões pode ser usado para a
obtenção das deformações máximas e do ângulo θ2 . A figura 2.6 apresenta um o
círculo de Mohr para o estado plano de deformações, sendo o eixo vertical
representado pelos valores de deformações de cisalhamento (2xyγ
) e o eixo da
horizontal, os valores das deformações ( xε e yε ).
Figura 2.6 – Círculo de Mohr para o estado plano de deformações
De posse aos valores de xε , yε e 2xyγ
, formam-se os pares ordenados
X( xε , -2xyγ
) e Y ( yε ,2xyγ
). A união destes dois pontos é a reta que cruza o centro do
círculo (ponto C). Com o auxílio de um compasso, traça-se o círculo a partir do
29
centro do círculo e a abertura do compasso até o ponto X. A partir daí, obtém-se os
valores de máxε e minε (pontos A e B, respectivamente) e também o valor de médε ,
que coincide com o centro do círculo. Os pontos D e E representam,
respectivamente, os valores de deformações de cisalhamento máximas e mínimas.
O ângulo formado pelas semi-retas CA e CX é o valor de θ2 . Este ângulo, no circulo
de Mohr, é duas vezes maior que o ângulo na peca. Se este ângulo for de sinal
positivo no circulo (+2xyγ
), isto significa que, na peca, a deformação máxima estará
em sentido anti-horário em relação à xε . Se o angulo for de sinal negativo no circulo
(-2xyγ
), isto significa que na peça a deformação máxima estará em sentido horário
em relação à xε .
2.2 – O EFEITO DA SOLDAGEM NO SURGIMENTO DE TENSÕES RESIDUAIS
Quando um material é aquecido, suas dimensões tendem a aumentar
proporcionalmente à variação de temperatura. Se um corpo for resfriado ou aquecido
de maneira não uniforme ao longo de suas dimensões se houver algum tipo restrição
a que esse corpo não possa se expandir ou contrair-se livremente (como acontece
nos processos de soldagem). Então, surgem as tensões residuais, que podem
chegar a valores da magnitude do limite de escoamento do material, o qual pode
variar devido a seu encruamento.
Silva (2002) definiu TRs como sendo tensões que atuam num
componente ou estrutura na ausência de esforços externos, sejam cargas
mecânicas, esforços resultantes dos efeitos da temperatura ou de efeitos inerciais. A
ASM (2002) resumiu seu conceito na conseqüência de interações entre tempo,
temperatura, deformação e microestrutura. De uma maneira mais simplificada,
Almeida, Marques e Restivo (2003) descreveram TRs como sendo tensões
“bloqueadas” dentro de componentes e estruturas sem a aplicação de quaisquer
esforços externos.
Quando uma peça ou estrutura está livre de forças externas e de fontes de
tensões, como gradientes de temperatura, por exemplo, e ainda assim, existirem
tensões atuantes em seu interior, pode-se dizer que esta peça encontra-se no estado
30
de tensões residuais. Quando a mesma for solicitada por forças externas, estas
tensões residuais se somarão ao esforço imposto à peça, o que, dependendo da
disposição das tensões residuais e da solicitação externa, faz com que sua vida útil
seja reduzida consideravelmente. As causas da tensão residual podem ser de
origem térmica, química ou mecânica, como trabalho mecânico à frio, efeitos
térmicos e transformações de fase.
As tensões podem ser resultantes de esforços externos e necessários
para o equilíbrio de forças e momentos e também da interação entre partes
adjacentes do mesmo componente ou estrutura, que impõe restrições a
deformações diferenciais localizadas.
As tensões residuais são tensões secundárias em que a interação entre
as partes que a geraram provocou deformação plástica. Como exemplo, pode-se
citar uma barra de aço sendo flexionada ao ponto de se provocar deformação
permanente. Após a recuperação elástica, haverá o surgimento de tensões
residuais, pois parte da seção transversal da peça terá sido deformada
permanentemente por tração e parte por compressão, havendo interação entre as
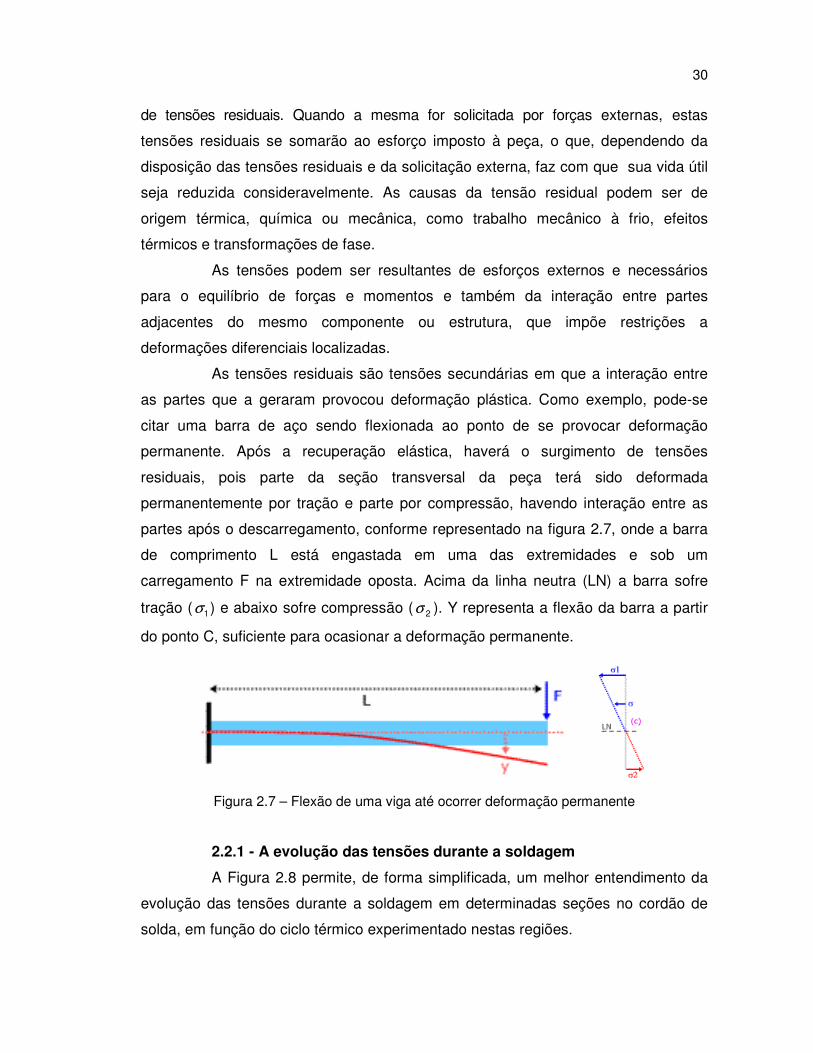
partes após o descarregamento, conforme representado na figura 2.7, onde a barra
de comprimento L está engastada em uma das extremidades e sob um
carregamento F na extremidade oposta. Acima da linha neutra (LN) a barra sofre
tração ( 1σ ) e abaixo sofre compressão ( 2σ ). Y representa a flexão da barra a partir
do ponto C, suficiente para ocasionar a deformação permanente.
Figura 2.7 – Flexão de uma viga até ocorrer deformação permanente
2.2.1 - A evolução das tensões durante a soldagem
A Figura 2.8 permite, de forma simplificada, um melhor entendimento da
evolução das tensões durante a soldagem em determinadas seções no cordão de
solda, em função do ciclo térmico experimentado nestas regiões.

31
Figura 2.8 - TRs decorrentes da operação de soldagem (MODENESI, 2001, p.7).
Segundo Modenesi (2001), na seção AA’, o aporte de calor empregado no
material ainda não é suficiente para modificar os níveis de tensão na peça. Na seção
BB’, situada exatamente na poça de fusão, a temperatura de pico chega a
ultrapassar a temperatura de fusão do material. Este processo gera a expansão do
material, que sofre restrições internas (material circunvizinho mais frio) e externas
(efeito das fixações e da rigidez da estrutura), gerando tensões elásticas de
compressão, que vão crescendo até o escoamento do material. Na seção CC’, a
tensão de escoamento à compressão, que é a tensão experimentada pelo material
no ponto em questão, diminui em módulo. Neste momento, começam a surgir
tensões de tração no centro do cordão de solda, em função do resfriamento do
material naquela região e da contração do material circunvizinho.
No resfriamento, a retração do material sofre as mesmas restrições
internas e externas, chegando ao ponto de desenvolver tensões de tração, que
aumentam com a redução da temperatura. Estas tensões de tração podem ou não
atingir a tensão de escoamento do material, dependendo da máxima temperatura
atingida durante o ciclo térmico. Quando o material retorna à temperatura ambiente
(seção DD’), podem surgir tensões residuais, as quais se pretendem medir no
desenvolvimento dos experimentos que compõem este trabalho, bem como o
acompanhamento destas tensões durante a soldagem.
2.2.2 – Métodos de medição das tensões residuais
A medição das tensões residuais é complexa porque estas estão
presentes até mesmo em materiais isentos de forças externas, como visto
anteriomernte. Também, a tensão residual não é diretamente medida, mas a

32
deformação causada por ela. No entanto, seu cálculo raramente é feito durante o
ciclo produtivo do componente.
Algumas considerações devem ser admitidas para a medição das tensões
residuais, que são: a isotropia do material, o estado plano de tensões e a não
interferência (imposição de esforços solicitantes) das técnicas de medição no
material.
As técnicas para medição de tensões se baseiam na mudança de
determinadas propriedades antes e depois da aplicação de um carregamento. As
tensões residuais podem ser medidas através das seguintes técnicas:
- destrutivas ou semidestrutivas (dependendo da extensão danificada do
componente): baseiam-se na instalação de um transdutor e na eliminação das
tensões residuais, de forma que as mudanças nas propriedades devido à ausência
das tensões residuais são medidas pelo transdutor.
- não-destrutivas: baseiam-se na medição das propriedades do
componente tensionado e na comparação com aquelas do componente isento de
tensões.
Há vários métodos de medição de tensões residuais, que devem ser
escolhidos segundo diversos critérios, como tempo disponível para a medição,
incerteza requerida, extensão da região a ser medida, natureza do campo de
tensões e custo. Abaixo citam-se exemplos destas técnicas:
- técnicas destrutivas ou semidestrutivas: remoção de camadas;
seccionamento;
técnica do furo cego.
- técnicas não-destrutivas: difração de raios-X;
difração de nêutrons;
ultra-som;
técnicas magnéticas.
2.2.3 – Aplicação da técnica do furo cego para determinação das TRs
Um método consolidado e bastante utilizado para a medição de tensões
residuais em peças soldadas é a técnica do furo cego ou “hole drilling method”, que
é um método semidestrutivo e utiliza a extensometria para a medição das tensões
residuais provenientes do processo de soldagem. Segundo Sicot et. al. (2004), uma

33
das vantagens deste método é a capacidade de determinar os gradientes de tensão
através da profundidade do material.
A realização deste tipo de experimento deve ser de acordo com a norma
ASTM E837 (2001), e, basicamente são necessários os seguintes instrumentos:
- Uma roseta de extensômetros;
- Um condicionador de sinais, para a leitura de deformações nos
extensômetros;
- Uma fresa de precisão para a execução do furo.
A técnica consiste na usinagem de um pequeno furo na superfície do
corpo de prova, depois de instalada a roseta de extensômetros. O furo deve ser
realizado exatamente ao centro da roseta. Durante o processo de usinagem do furo,
a roseta mede as deformações aliviadas nas três direções. A partir destes dados é
possível calcular as tensões residuais assumindo-se um estado plano de tensões.
Estas tensões residuais podem ser relacionadas às tensões residuais antes do furo
por constantes de calibração.
A introdução do furo causa a eliminação das tensões na superfície
mudando a distribuição de tensões próximas. Uma solução analítica pode ser obtida,
no entanto, para o caso mais simples de um furo passante em uma placa fina, na
qual as tensões residuais estejam uniformemente distribuídas através da espessura
da placa.
A figura 2.9 representa o corpo de prova antes da usinagem de um furo
passante.
Figura 2.9 – Corpo de prova antes da usinagem do furo (Vishay, 2005).

34
De acordo com Timoshenko e Goodier (1951), representa-se o estado
inicial de tensão através das seguintes equações:
)2cos1(2
' xr α
σσ += (2.12.a)
)2cos1(2
' x ασ
σ θ −= (2.12.b)
)2sen(2
' xr α
στ θ −= (2.12.c)
Onde: xσ = Tensões ao longo do eixo x;
r'σ = Tensão radial no ponto P;
θσ ' = Tensão tangencial no ponto P;
θτ r' = Tensão de cisalhamento no ponto P;
α = o ângulo formado entre o eixo x e r'σ .
Conforme representado na figura 2.10, após a execução do furo, as
tensões em sua vizinhança passam a ser representadas através das seguintes
equações:
ασσ
σ 2cos).r
4
r
31(
2)
r
11(
2''
24x
2x
r −++−= (2.13.a)
ασσ
σ θ 2cos).r
31(
2)
r
11(
2''
4x
2x +−+= (2.13.b)
ασ
τ θ 2sen).r
4
r
31(
2''
24x
r +−−= (2.13.c)
Onde: )RR(RR
r 00
≥= ;
0R = raio do furo;
R = raio arbitrário em relação ao centro do furo.
O valor de R representa na prática, o raio em função da localização do
extensômetro na peça, em relação ao centro do furo, e, através de estudos
analíticos e experimentais foi estabelecido que o quociente entre R e 0R deve ser da
ordem de 0,3 a 0,45 (MEASUREMENT..., 2005).

35
Figura 2.10 – Corpo de prova após usinagem do furo (Vishay, 2005).
Subtraindo-se as tensões finais das tensões iniciais, obtêm-se as
variações de tensões no ponto P devido à execução do furo. Considerando-se o
material homogêneo e isotrópico, e, adotando-se a lei de Hooke, obtêm-se as
equações abaixo:
++−
+−= α
να
νσε 2cos.
)1(r
42cos.
r
3
r
1E2
)1(242
xr (2.14.a)
+−+−
+−= α
να
νσεθ 2cos.
)1(r
42cos.
r
3
r
1E2
)1(242
x (2.14.b)
Onde: rε = Deformação radial no ponto P;
θε = Deformação tangencial no ponto P.
A maneira mais comum de se medir as deformações é através do uso de
rosetas de extensômetros conforme ilustrado na figura 2.11, onde os mesmos estão
identificados pelos números 1, 2 e 3. A posição do extensômetro 2 pode ser tanto
em 2a como em 2b, sendo preferencialmente colado na posição 2b pelo fato de
cobrir todo o perímetro do furo e a posição 2a é utilizada quando se tem limitações
de espaço.
Embora os ângulos (α ) entre os extensômetros possam ser de qualquer
valor conhecido, na maioria dos casos adota-se o valor de 45º pela simplicidade em
se resolver as expressões analíticas.

36
Figura 2.11 – Configuração típica de rosetas (adaptado de Vishay, 2005).
Os valores de tensões máximas e mínimas podem ser expressos pelas
equações:
( ) ( )22132
1331
max 2B41
A4εεεεε
εεσ −++−−
+= (2.15.a)
( ) ( )2213
213
31min 2
B41
A4εεεεε
εεσ −++−+
+= (2.15.b)
31
213 22tg
εε
εεεα
−
−+= (2.15.c)
Onde:
+−=
2r
1E2
1A
ν;
−
+
+−=
42 r
3
r
11
4E2
1B
ν
ν.
Nota-se que A e B não somente dependem das propriedades do material
em que os extensômetros estão colados, mas também refletem à atenuação do
alívio das tensões em função da posição dos extensômetros em relação ao centro
do furo (MEASUREMENT..., 2005).
A técnica do furo cego mede a deformação resultante do alivio de tensões
residuais ao se fazer um furo em diferentes incrementos. As tensões são medidas
para várias profundidades, antes de chegar ao alivio máximo das tensões. Isto
permite construir uma curva, que mostra como as tensões evoluem até uma
profundidade de 0,4 vezes o diâmetro do extensômetro (Z/D = 0.4). Ou seja, as
37
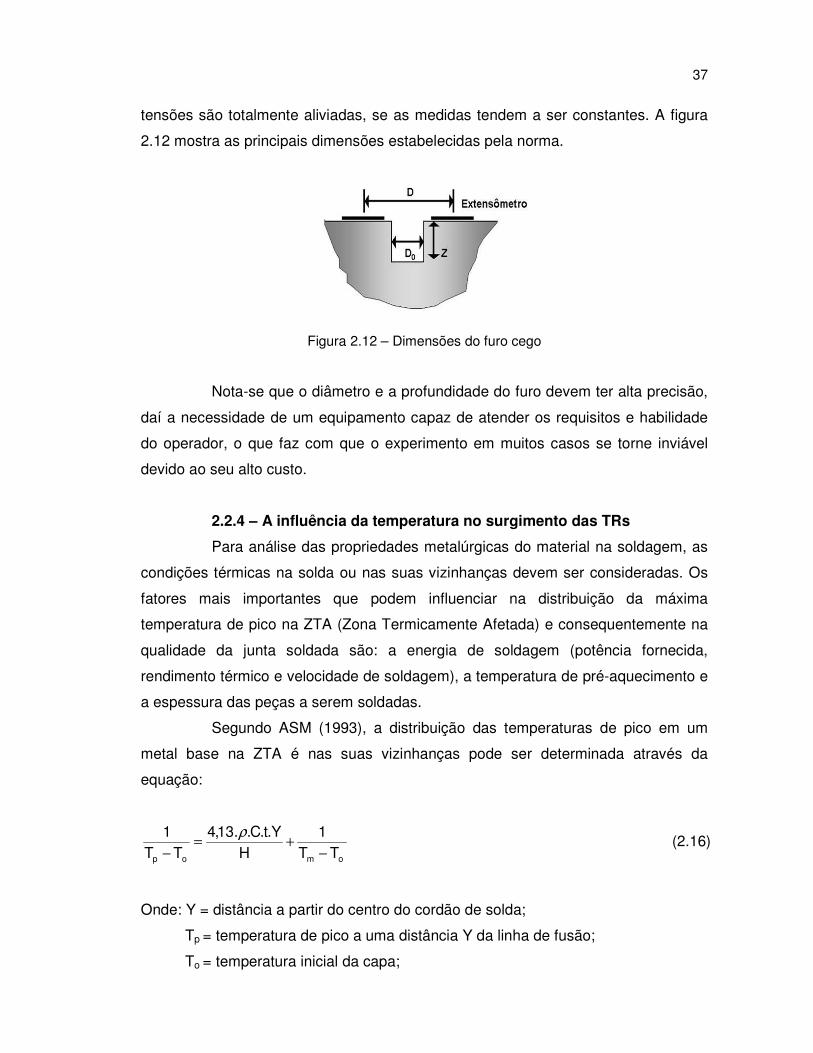
tensões são totalmente aliviadas, se as medidas tendem a ser constantes. A figura
2.12 mostra as principais dimensões estabelecidas pela norma.
Figura 2.12 – Dimensões do furo cego
Nota-se que o diâmetro e a profundidade do furo devem ter alta precisão,
daí a necessidade de um equipamento capaz de atender os requisitos e habilidade
do operador, o que faz com que o experimento em muitos casos se torne inviável
devido ao seu alto custo.
2.2.4 – A influência da temperatura no surgimento das TRs
Para análise das propriedades metalúrgicas do material na soldagem, as
condições térmicas na solda ou nas suas vizinhanças devem ser consideradas. Os
fatores mais importantes que podem influenciar na distribuição da máxima
temperatura de pico na ZTA (Zona Termicamente Afetada) e consequentemente na
qualidade da junta soldada são: a energia de soldagem (potência fornecida,
rendimento térmico e velocidade de soldagem), a temperatura de pré-aquecimento e
a espessura das peças a serem soldadas.
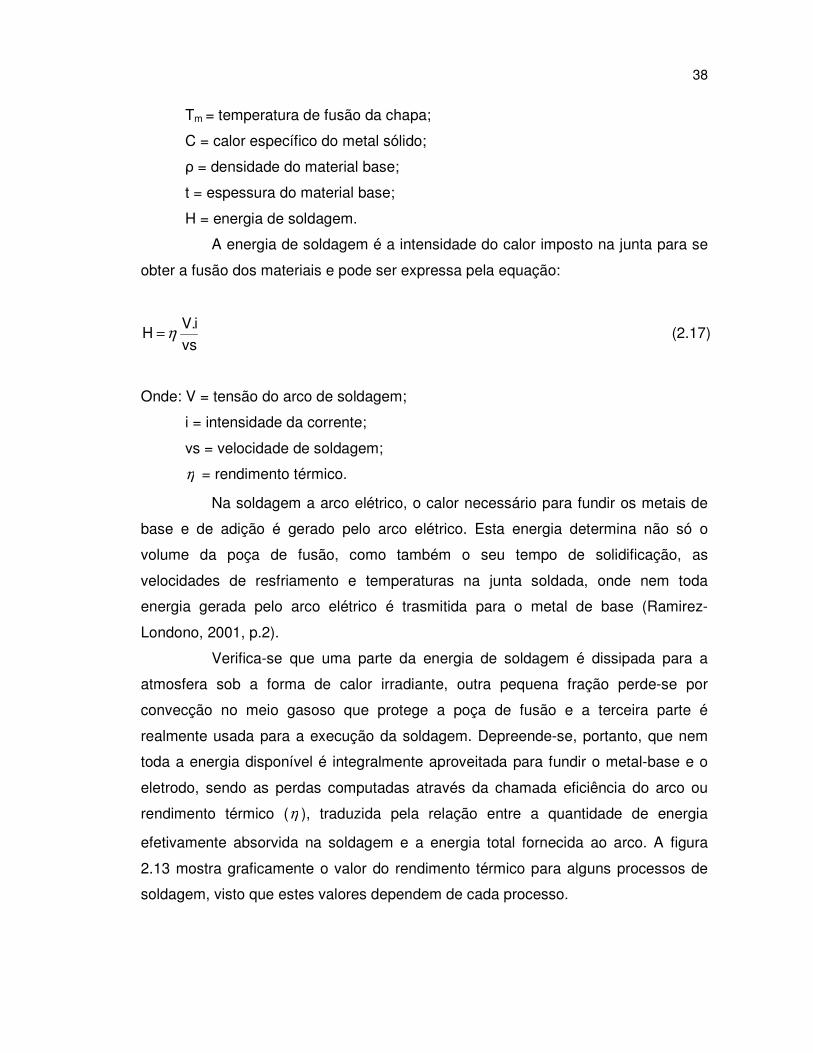
Segundo ASM (1993), a distribuição das temperaturas de pico em um
metal base na ZTA é nas suas vizinhanças pode ser determinada através da
equação:
omop TT1
HY.t.C..13,4
TT1
−+=
−
ρ (2.16)
Onde: Y = distância a partir do centro do cordão de solda;
Tp = temperatura de pico a uma distância Y da linha de fusão;
To = temperatura inicial da capa;
38
Tm = temperatura de fusão da chapa;
C = calor específico do metal sólido;
ρ = densidade do material base;
t = espessura do material base;
H = energia de soldagem.
A energia de soldagem é a intensidade do calor imposto na junta para se
obter a fusão dos materiais e pode ser expressa pela equação:
vsi.V
H η= (2.17)
Onde: V = tensão do arco de soldagem;
i = intensidade da corrente;
νs = velocidade de soldagem;
η = rendimento térmico.
Na soldagem a arco elétrico, o calor necessário para fundir os metais de
base e de adição é gerado pelo arco elétrico. Esta energia determina não só o
volume da poça de fusão, como também o seu tempo de solidificação, as
velocidades de resfriamento e temperaturas na junta soldada, onde nem toda
energia gerada pelo arco elétrico é trasmitida para o metal de base (Ramirez-
Londono, 2001, p.2).
Verifica-se que uma parte da energia de soldagem é dissipada para a
atmosfera sob a forma de calor irradiante, outra pequena fração perde-se por
convecção no meio gasoso que protege a poça de fusão e a terceira parte é
realmente usada para a execução da soldagem. Depreende-se, portanto, que nem
toda a energia disponível é integralmente aproveitada para fundir o metal-base e o
eletrodo, sendo as perdas computadas através da chamada eficiência do arco ou
rendimento térmico (η ), traduzida pela relação entre a quantidade de energia
efetivamente absorvida na soldagem e a energia total fornecida ao arco. A figura
2.13 mostra graficamente o valor do rendimento térmico para alguns processos de
soldagem, visto que estes valores dependem de cada processo.
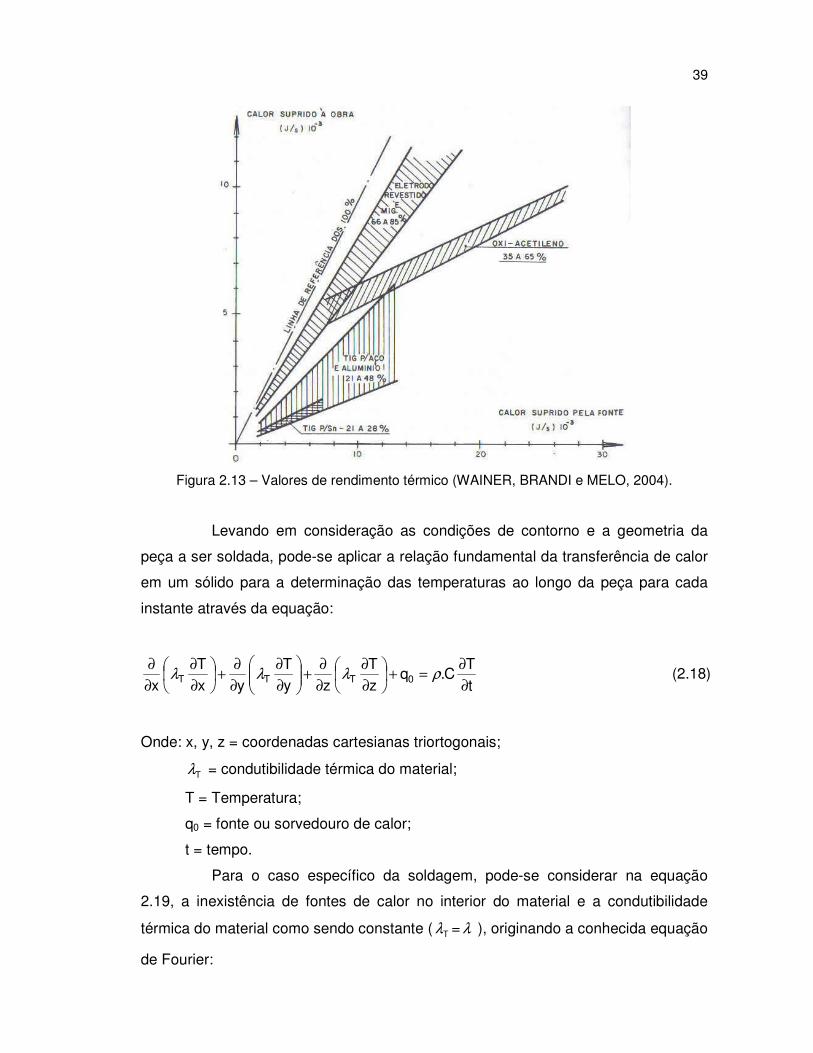
39
Figura 2.13 – Valores de rendimento térmico (WAINER, BRANDI e MELO, 2004).
Levando em consideração as condições de contorno e a geometria da
peça a ser soldada, pode-se aplicar a relação fundamental da transferência de calor
em um sólido para a determinação das temperaturas ao longo da peça para cada
instante através da equação:
tT
C.qzT
zyT
yxT
x 0TTT∂
∂=+
∂
∂
∂
∂+
∂
∂
∂
∂+
∂
∂
∂
∂ρλλλ (2.18)
Onde: x, y, z = coordenadas cartesianas triortogonais;
Tλ = condutibilidade térmica do material;
T = Temperatura;
q0 = fonte ou sorvedouro de calor;
t = tempo.
Para o caso específico da soldagem, pode-se considerar na equação
2.19, a inexistência de fontes de calor no interior do material e a condutibilidade
térmica do material como sendo constante ( Tλ = λ ), originando a conhecida equação
de Fourier:

40
i2
2
2
2
2
2
tT
C.z
T
y
T
x
T∂
∂=
∂
∂+
∂
∂+
∂
∂ρλ (2.19)
Para a dissipação do calor em chapas grossas, deve-se considerar o fluxo
de calor tridimensional, onde a taxa de resfriamento (R) é definida pela equação:
H)TT(k.2
R2
0c −=
π (2.20)
Onde: R = taxa de resfriamento;
Tc = temperatura na qual a taxa de resfriamento deve ser calculada;
T0 = temperatura inicial da chapa;
K = difusividade térmica do material.
A difusividade térmica do material é o quociente entre a condutibilidade
térmica do material e sua densidade. Portanto, tem-se:
ρ
λ=k (2.21)
A figura 2.14 ilustra as isotermas na soldagem de chapas grossas, onde
T1, T2, T3 e T4 representam as temperaturas calculadas ao longo da chapa.
Figura 2.14 - Isotermas na soldagem de chapas grossas.
Para chapas relativamente finas, onde o fluxo de calor é considerado
bidimensional, o valor de R é definido pela equação conforme a seguir:
41
30c
2
)TT(Ht
C.k.2R −+
= ρπ (2.22)
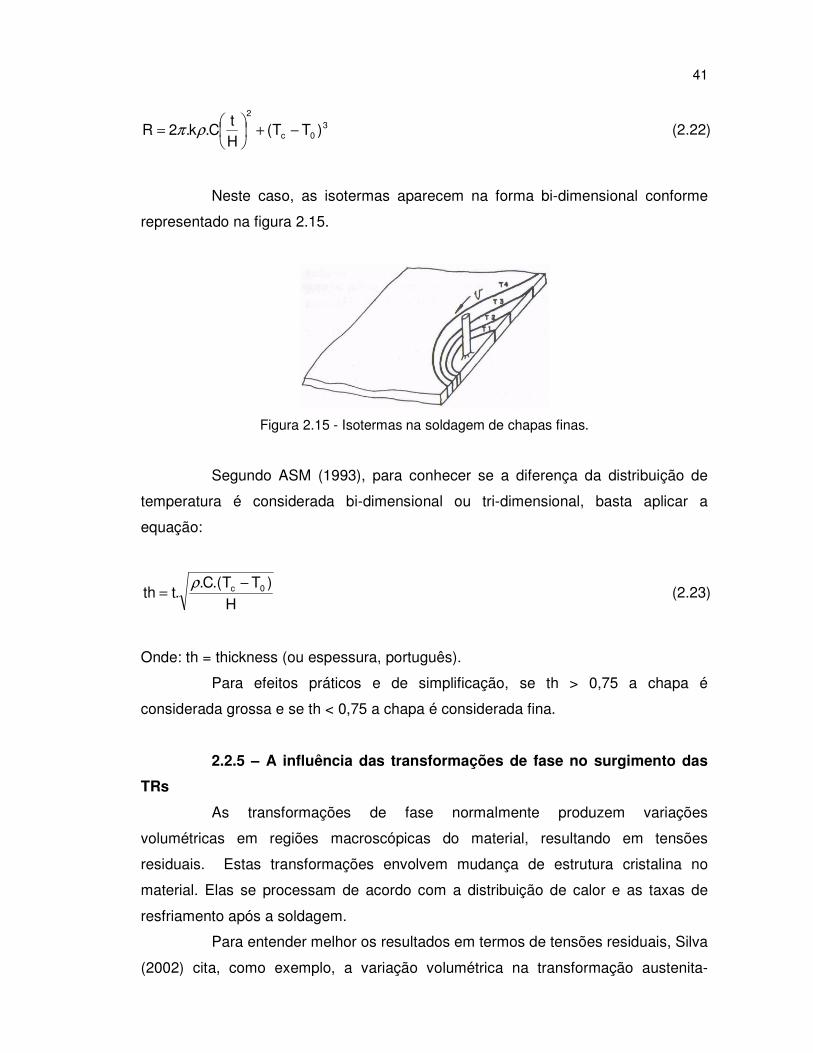
Neste caso, as isotermas aparecem na forma bi-dimensional conforme
representado na figura 2.15.
Figura 2.15 - Isotermas na soldagem de chapas finas.
Segundo ASM (1993), para conhecer se a diferença da distribuição de
temperatura é considerada bi-dimensional ou tri-dimensional, basta aplicar a
equação:
H
)TT.(C..tth 0c −
=ρ
(2.23)
Onde: th = thickness (ou espessura, português).
Para efeitos práticos e de simplificação, se th > 0,75 a chapa é
considerada grossa e se th < 0,75 a chapa é considerada fina.
2.2.5 – A influência das transformações de fase no surgimento das
TRs
As transformações de fase normalmente produzem variações
volumétricas em regiões macroscópicas do material, resultando em tensões
residuais. Estas transformações envolvem mudança de estrutura cristalina no
material. Elas se processam de acordo com a distribuição de calor e as taxas de
resfriamento após a soldagem.
Para entender melhor os resultados em termos de tensões residuais, Silva
(2002) cita, como exemplo, a variação volumétrica na transformação austenita-
42
martensita de um aço com 0,4% de C, medida à temperatura ambiente, que é
aproximadamente de 4,2%, sendo a variação linear 1,4%. Para esta variação linear
ser atingida por gradiente térmico, com um coeficiente de dilatação 12x10-6 ºC-1, a
variação de temperatura necessária seria de 1167 ºC. Mesmo com a resistência
externa perfeita, a deformação permanente equivalente a de transformação de fase
não seria atingida, pois parte da transformação térmica seria recuperada
elasticamente.
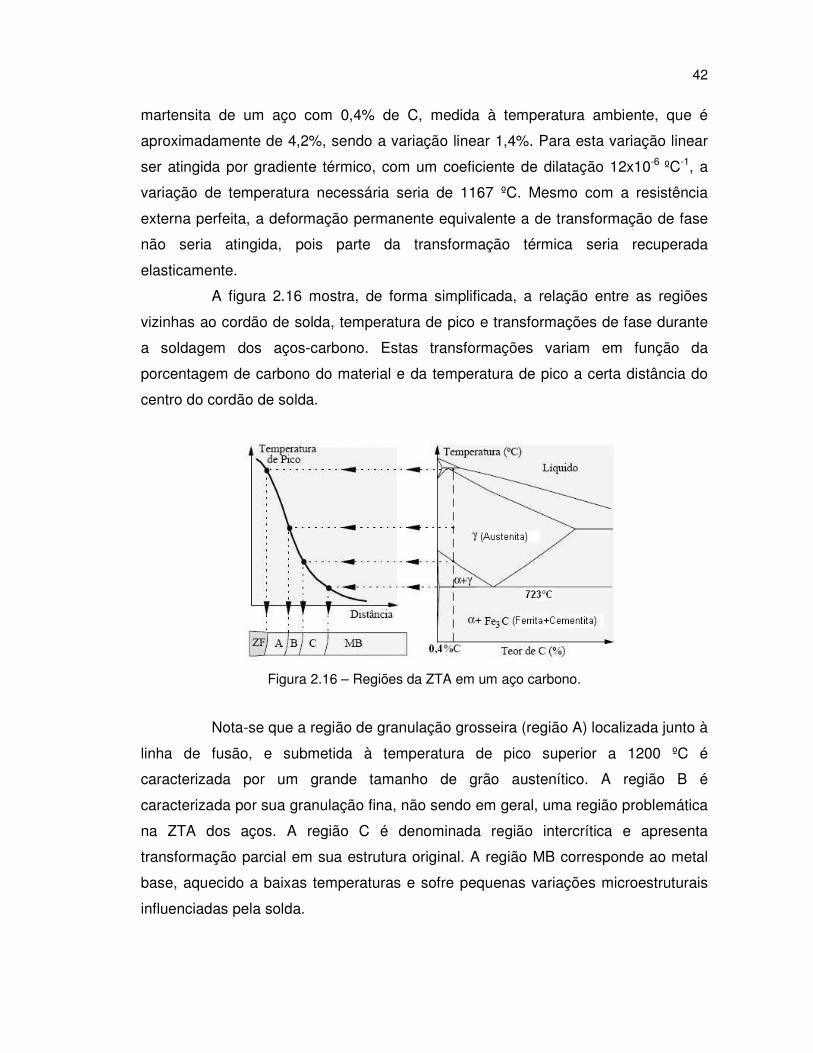
A figura 2.16 mostra, de forma simplificada, a relação entre as regiões
vizinhas ao cordão de solda, temperatura de pico e transformações de fase durante
a soldagem dos aços-carbono. Estas transformações variam em função da
porcentagem de carbono do material e da temperatura de pico a certa distância do
centro do cordão de solda.
Figura 2.16 – Regiões da ZTA em um aço carbono.
Nota-se que a região de granulação grosseira (região A) localizada junto à
linha de fusão, e submetida à temperatura de pico superior a 1200 ºC é
caracterizada por um grande tamanho de grão austenítico. A região B é
caracterizada por sua granulação fina, não sendo em geral, uma região problemática
na ZTA dos aços. A região C é denominada região intercrítica e apresenta
transformação parcial em sua estrutura original. A região MB corresponde ao metal
base, aquecido a baixas temperaturas e sofre pequenas variações microestruturais
influenciadas pela solda.

43
A intensidade do calor imposto (energia de soldagem), a temperatura de
pico e a velocidade de resfriamento após soldagem determinam as características
da ZTA, relacionados à microestrutura presente na junta após a soldagem.
As transformações metalúrgicas na ZTA se processam de acordo com a
distribuição de calor e as taxas de resfriamento após a soldagem. Estas
transformações podem ser visualizadas através do conhecido diagrama CCT que
representa curvas de temperatura (°C) em função do tempo de resfriamento da junta
soldada (em segundos). A figura 2.17 mostra este tipo de diagrama para aços típicos
com 20% de teor de carbono em sua composição.
Figura 2.17 – Diagrama CCT p/ aços com 20% de carbono (BOITOUT et. al., 2004).
Percebe-se que o tempo de resfriamento da junta, onde as curvas
decrescem em relação à temperatura que determinam a dureza da ZTA (valores
representados no gráfico dentro de círculos ao fim das curvas), os quais têm seus
valores atribuídos em Dureza Vickers (HV).
As linhas Ac1 e Ac3 representam, respectivamente, as temperaturas de
início e fim da austenização. No gráfico CCT apresentado, a letra F corresponde ao
percentual de Ferrita, enquanto a letra P, o percentual de Perlita, e finalmente, Zw o
percentual de Bainita, que é um agregado de ferrita e carbonetos, com algumas
características próximas da martensita.

44
Materiais com maior dureza na ZTA após soldagem podem apresentar
maior probabilidade de falha em função da porcentagem de Martensita (Ms ou M)
presente em sua microestrutura final.
2.2.6 – As condições de equilíbrio e compatibilidade de deformações
Pela própria definição, as tensões residuais constituem num sistema em
equilíbrio. Para que um elemento qualquer esteja em equilíbrio estático sob a ação
de forças elásticas, incluindo eventualmente, forças de inércia que atuam no plano,
as seguintes relações devem ser satisfeitas:
0Xyxxyx =+
∂
∂+
∂
∂ τσ (2.24-a)
0Yxyxyy
=+∂
∂+
∂
∂ τσ (2.24-b)
Onde X e Y são as forças de corpo atuantes sobre o elemento da placa,
nas direções dos eixos x e y, respectivamente. Considerando placas soldadas livres
sem atuação de forças externas, os valores de X e Y são nulos (VIEIRA JR., 2003).
Para que ambos os campos de deformações e de deslocamentos
ocorram, as deformações devem ser expressas pela seguinte equação:
yxxyxy
2
2y
2
2x
2
∂∂
∂=
∂
∂+
∂
∂ γεε (2.25)
Em uma placa fina soldada, pode-se admitir estado plano de tensões, isto
é, as tensões na direção normal ao plano da placa são nulas (o que não impede a
existência de deformações nessa direção), considerando x a direção do cordão de
solda, como mostra a figura 2.18.
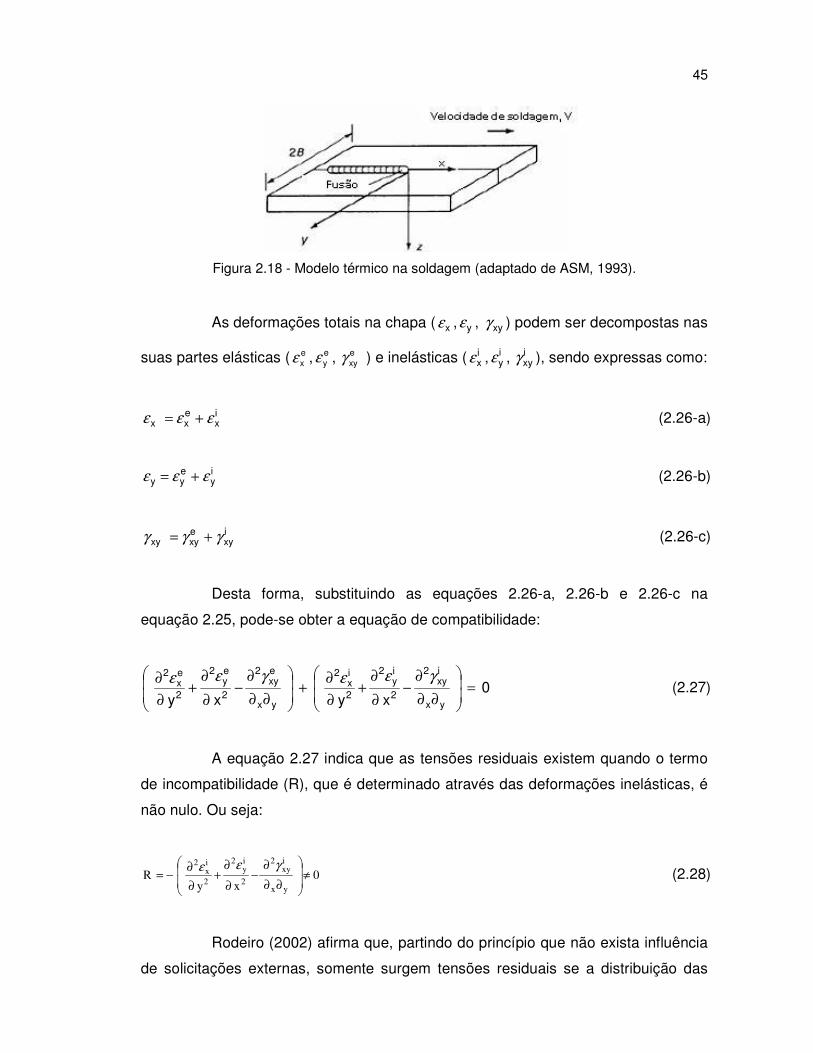
45
Figura 2.18 - Modelo térmico na soldagem (adaptado de ASM, 1993).
As deformações totais na chapa ( xε , yε , xyγ ) podem ser decompostas nas
suas partes elásticas ( exε , e
yε , exyγ ) e inelásticas ( i
xε , iyε , i
xyγ ), sendo expressas como:
ix
exx εεε += (2.26-a)
iy
eyy εεε += (2.26-b)
ixy
exyxy γγγ += (2.26-c)
Desta forma, substituindo as equações 2.26-a, 2.26-b e 2.26-c na
equação 2.25, pode-se obter a equação de compatibilidade:
0xyxy yx
ixy
2
2
iy
2
2
ix
2
yx
exy
2
2
ey
2
2
ex
2
=
∂∂
∂−
∂
∂+
∂
∂+
∂∂
∂−
∂
∂+
∂
∂ γεεγεε (2.27)
A equação 2.27 indica que as tensões residuais existem quando o termo
de incompatibilidade (R), que é determinado através das deformações inelásticas, é
não nulo. Ou seja:
0xy
Ryx
ixy
2
2
iy
2
2
ix
2
≠
∂∂
∂−
∂
∂+
∂
∂−=
γεε (2.28)
Rodeiro (2002) afirma que, partindo do princípio que não exista influência
de solicitações externas, somente surgem tensões residuais se a distribuição das

46
deformações inelásticas sobre a peça for irregular, condição que ocorre na soldagem
devido à grande irregularidade nas distribuições de temperatura.
2.3 – PRINCÍPIOS BÁSICOS DE EXTENSOMETRIA
O extensômetro é um sensor que se completa com um circuito eletrônico
para a transformação de um sinal elétrico em leitura de deformação. Abaixo,
apresentam-se as principais características deste tipo de sensor:
- Faixa: definida como todos os níveis de amplitude da grandeza física
medida nos quais se supõe que o sensor pode operar dentro da precisão
especificada.
- Resolução: é o menor incremento da grandeza física medida que
provoca uma mudança no sinal de saída do sensor.
- Sensibilidade: é a relação entregue na saída e a grandeza física medida
pelo sensor;
- Linearidade: é a capacidade do sensor em fornecer um sinal de saída
Linear e proporcional ao fenômeno medido.
- Histerese: é um erro de leitura de um sensor que aparece quando se faz
leituras no sentido ascendente e descendente, conforme mostrado na figura 2.19.
Nota-se no gráfico que o estímulo de entrada que excita o sensor aumenta até um
determinado valor de tal forma que durante a trajetória ascendente do gráfico o sinal
de saída seja diferente. Da mesma maneira, se o estímulo de entrada que excita o
sensor decrescer até o valor inicial, mas se o sinal fornecido forem valores diferentes
daqueles entregues anteriormente, é caracterizado o fenômeno de histerese.
Figura 2.19 - Exemplo de histerese em leituras de sensores
47
Como mencionado no capítulo 1, existem alguns métodos para a
determinação experimental das tensões residuais. A extensometria pode ser
considerada como um destes métodos, que usa extensômetros como transdutores
de força. Murray e Miller (1992) apresentaram todas as características desejáveis de
um extensômetro:
1- Habilidade para medir precisamente deformações em condições
estáticas e dinâmicas.
2- Baixo peso e pequenas dimensões. Sua pequena dimensão permite a
montagem em difíceis localizações, ou obter razoável indicação de precisão em
regiões de alto gradiente de tensões.
3- Possibilidade de observação remota e gravação. Esta característica
dos extensômetros é relativa ao fato de as medições poderem ser desde micro-
deformações no laboratório até quilômetros de distância do observador.
4- Independência da influência da temperatura. Este provavelmente é o
mais difícil de todos os requisitos. Resultados satisfatórios podem ser encontrados
sob baixas variações de temperatura. Quando se deseja efetuar medições em
ambientes onde as temperaturas excedam a 815 ºC ou em situações em que
temperaturas inferiores a -240ºC possam ser encontradas, as medições ficam
comprometidas. Mesmo dentro destes valores, ainda sim, deve-se tomar os devidos
cuidados para não comprometer as medições, ou até mesmo utilizar extensômetros
especiais confeccionados através de uma fina camada de material cerâmico,
conforme descrito por Otto e Gregory (2001) que, em seus experimentos, realizou
ensaios com extensômetros a temperaturas que podiam chegar até 1400ºC. No
entanto, alguns fabricantes recomendam trabalhar com extensômetros comuns em
faixas de temperatura que não ultrapassem a 180ºC.
5- Fácil instalação. No sentido de ser comercialmente atrativo, um
extensômetro deve ser suficientemente fácil de ser instalado a ponto de uma pessoa
sem conhecimento ser treinada em um curto período de tempo, para realizar esta
operação satisfatoriamente e com confiabilidade.
6- Estabilidade de calibração. Esta característica é extremamente
desejável sob qualquer variação nas condições de operação. Pode ser obtida a
partir de um bom equipamento condicionador de sinais com filtros suficientes e
através de um processo consistente de colagem dos sensores na peça a ser
ensaiada.
48
7- Deformação com resposta linear. Embora não absolutamente
essencial, a resposta linear é uma característica bastante desejável nos
extensômetros. Pequenos desvios de linearidade frequentemente podem ser
trazidos dentro dos limites de tolerância por combinação com a inerente não-
linearidade dos circuitos elétricos, especialmente desenhados para prover
automaticamente a compensação. Quando computadores em larga escala são
empregados para condições e processos de indicação de extensômetros, a relação
entre deformação e indicação da medição deve ser conhecida. Esta função pode ser
diretamente programada na máquina.
8- Baixo custo. O custo dos extensômetros deve ser relativamente
pequeno em comparação com outros custos associados em um projeto.
9- Dependência a fatores externos. Exceto pela indicação de medição da
deformação, o uso dos extensômetros torna-se muito limitado. Felizmente, os
extensômetros atualmente utilizados são independentes de outros fatores quando
usados sob condições para as quais eles foram fabricados.
10- Possibilidade de medições simultâneas. Os extensômetros podem ser
utilizados como medidor de deformações individuais ou em múltiplas combinações
para realizar medições simultâneas em vários locais ao mesmo tempo.
2.3.1 – Propriedade dos extensômetros
Extensometria é a técnica de medição de tensões/deformações nos
corpos solicitados mecanicamente, a partir do uso de extensômetros.
O extensômetro elétrico resistivo ou strain gauge é um resistor constituído
por uma base de poliamida ou epox e por um filamento metálico, normalmente de
constantan, que possui configuração em zigue-zague (grade). Seis ou mais marcas
inscritas na base do sensor servem para facilitar seu posicionamento na peça a ser
ensaiada.
O conjunto é colado sobre a estrutura em teste com auxílio de adesivos
especiais. Pequenas variações na dimensão da estrutura são transmitidas
mecanicamente ao extensômetro, que as transforma em variações equivalentes de
sua resistência elétrica (YUNG-LI et. al., 2005). Sua aplicação depende do material
ao qual se pretende realizar a medição. A figura 2.20 representa melhor um tipo de
extensômetro unidirecional simples.

49
Figura 2.20 – Modelo de um extensômetro unidirecional simples
No mercado, são encontrados diversos tipos de extensômetros para
diversas aplicações com dimensões diferenciadas, de acordo com a necessidade de
aplicação. A tabela 2.1 exemplifica alguns modelos unidirecionais simples.
Tabela 2.1 - Modelos de extensômetros unidirecionais (EXCEL Sensores, 2007).
A codificação é feita por um conjunto de letras e números que identifica o
extensômetro, conforme suas características. A figura 2.21 representa uma gama de
configurações a partir de códigos, que são específicos de cada fabricante.

50
Figura 2.21 - Códigos de extensômetros (EXCEL Sensores, 2007).
2.3.2 – Aplicação dos extensômetros na peça
Faz-se necessária, antes de qualquer análise sobre os extensômetros, a
eficácia da colagem dos extensômetros na peça a ser ensaiada. Esta etapa depende
da habilidade do operador e algumas técnicas que serão vistas a seguir:
Para a preparação da superfície, primeiramente recomenda-se usar lixa
para polir a superfície de teste removendo riscos, pinturas, etc. Em seguida, aplica-
se álcool isopropílico (recomendado para remoção de gorduras na superfície de
peças já pré-limpas e lixadas e também para a limpeza e remoção de gorduras de
objetos utilizados no processo de colagem do extensômetro como pinças, tesouras,
etc), bem como provenientes dos próprios locais de trabalho. A figura 2.22-a ilustra
esta primeira etapa para a colagem dos extensômetros.
Figura 2.22 – Processo de colagem dos extensômetros (adaptado de CRAIG, 2007).
51
Em seguida, recomenda-se aplicar um condicionador (líquido volátil
ligeiramente ácido) recomendado para a remoção de pequenas oxidações
superficiais, melhorando as condições de adesão do extensômetro. Logo após,
aplica-se o neutralizador (líquido volátil ligeiramente básico), a ser usado em
conjunto com o condicionador, para neutralizar a acidez introduzida pelo
condicionador, conforme ilustrado na figura 2.22-b.
Na seqüência, aplica-se uma pequena quantidade de cola sobre a
superfície a ser testada e coloca-se o extensômetro na posição correta, cobrindo-o
com uma folha de poliéster (material que não adere à superfície da peça em contato
com a cola), conforme ilustrado pelas figuras 2.22-c e 2.22-d. O processo deve ser
precedido pela marcação da posição na peça onde se deseja colar os
extensômetros, que devem coincidir com a marcação dos sensores.
Para garantir a completa adesão dos extensômetros na peça, recomenda-
se pressiona-los com o dedo ou com o auxilio de almofadas de borracha de silicone,
que permite uma uniformização na distribuição da pressão aplicada sobre o mesmo,
sem danificar o extensômetro. A figura 2.22-e representa esta etapa que é seguida
pela remoção da película de poliéster da peça, conforme mostrado na figura 2.22-f.
O tempo de cura difere dependendo do tipo do extensômetro, material a
ser testado, condições da superfície, temperatura, etc. Normalmente varia entre 30 a
60 segundos. Caso necessário pode-se utilizar de uma camada de silicone para
proteger o extensômetro.
O processo de colagem dos extensômetros na peça é uma etapa muito
importante para a realização de qualquer medida de tensões através do uso da
extensometria. Se não colado adequadamente, a leitura de deformação pode ficar
comprometida.
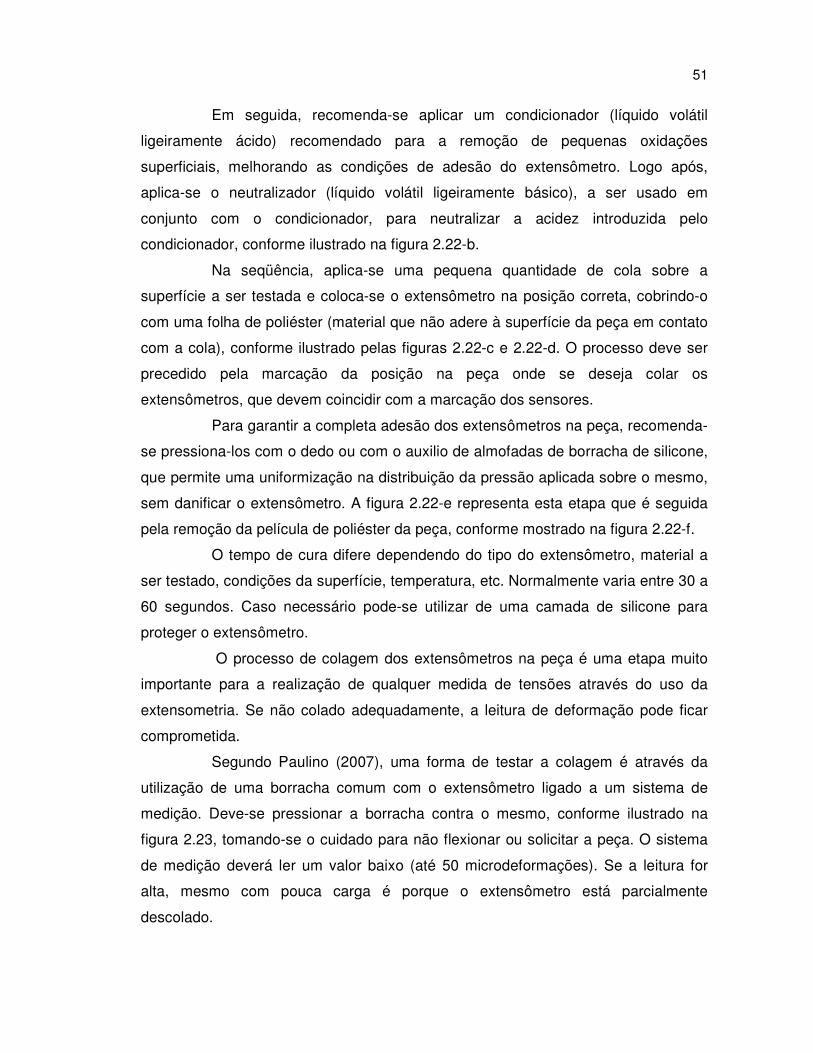
Segundo Paulino (2007), uma forma de testar a colagem é através da
utilização de uma borracha comum com o extensômetro ligado a um sistema de
medição. Deve-se pressionar a borracha contra o mesmo, conforme ilustrado na
figura 2.23, tomando-se o cuidado para não flexionar ou solicitar a peça. O sistema
de medição deverá ler um valor baixo (até 50 microdeformações). Se a leitura for
alta, mesmo com pouca carga é porque o extensômetro está parcialmente
descolado.
52
Figura 2.23 – Execução do teste da borracha (PAULINO, 2007).
2.3.3 – Características elétricas dos extensômetros
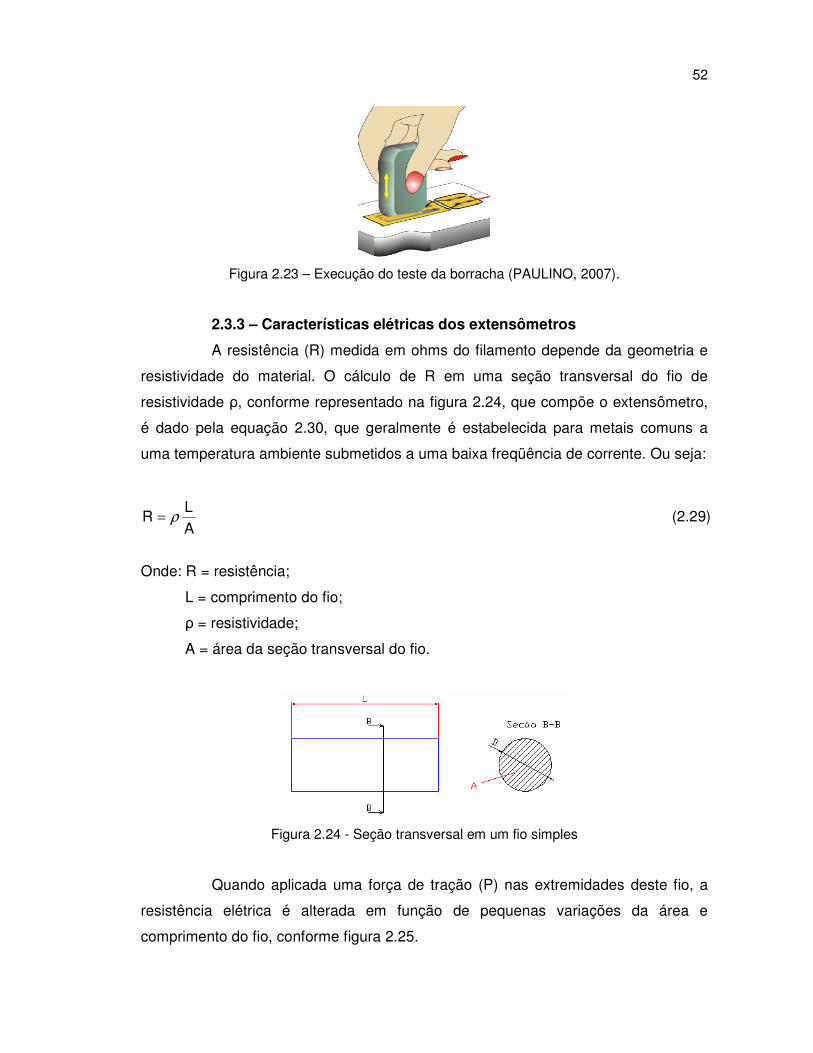
A resistência (R) medida em ohms do filamento depende da geometria e
resistividade do material. O cálculo de R em uma seção transversal do fio de
resistividade ρ, conforme representado na figura 2.24, que compõe o extensômetro,
é dado pela equação 2.30, que geralmente é estabelecida para metais comuns a
uma temperatura ambiente submetidos a uma baixa freqüência de corrente. Ou seja:
AL
R ρ= (2.29)
Onde: R = resistência;
L = comprimento do fio;
ρ = resistividade;
A = área da seção transversal do fio.
Figura 2.24 - Seção transversal em um fio simples
Quando aplicada uma força de tração (P) nas extremidades deste fio, a
resistência elétrica é alterada em função de pequenas variações da área e
comprimento do fio, conforme figura 2.25.
53
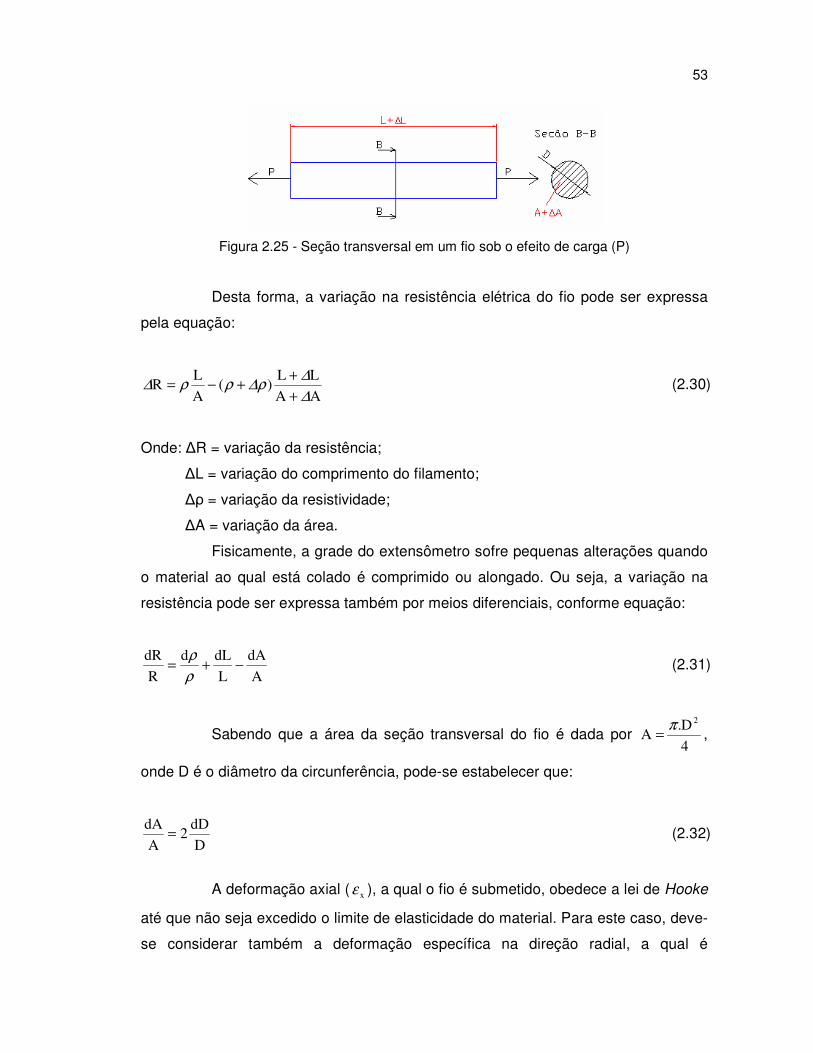
Figura 2.25 - Seção transversal em um fio sob o efeito de carga (P)
Desta forma, a variação na resistência elétrica do fio pode ser expressa
pela equação:
AA
LL)(
A
LR
∆
∆ρ∆ρρ∆
+
++−= (2.30)
Onde: ∆R = variação da resistência;
∆L = variação do comprimento do filamento;
∆ρ = variação da resistividade;
∆A = variação da área.
Fisicamente, a grade do extensômetro sofre pequenas alterações quando
o material ao qual está colado é comprimido ou alongado. Ou seja, a variação na
resistência pode ser expressa também por meios diferenciais, conforme equação:
A
dA
L
dLd
R
dR−+=
ρ
ρ (2.31)
Sabendo que a área da seção transversal do fio é dada por 4
D.A
2π= ,
onde D é o diâmetro da circunferência, pode-se estabelecer que:
D
dD2
A
dA= (2.32)
A deformação axial ( xε ), a qual o fio é submetido, obedece a lei de Hooke
até que não seja excedido o limite de elasticidade do material. Para este caso, deve-
se considerar também a deformação específica na direção radial, a qual é

54
representada por εr. Esta deformação é produzida pela força P que proporciona
pequenas contrações na direção transversal do material.
Admitindo a hipótese de pequenos deslocamentos, a deformação radial
( rε ) e a deformação axial ( xε ) podem ser expressas por:
D
dDr =ε (2.33-a)
L
dLx =ε (2.33-b)
O coeficiente de Poisson (ν ) é obtido através da relação entre εr e εx e
pode ser expresso segundo a equação:
x
r
x
r
ε
εν
ε
εν −=⇒= (2.34)
As equações 2.32, 2.33-a e 2.34 podem ser usadas para se obter a
relação:
xr 22A
dAνεε −== (2.35)
Substituindo as equações 2.33-b e 2.35 na equação 2.31, pode-se
estabelecer que:
( ) xxx 21d
2d
R
dRεν
ρ
ρνεε
ρ
ρ++=++= (2.36)
Este resultado expressa a proporcionalidade entre resistência e
deformação, definida como Gauge Factor (GF), que pode ser expresso por:
xx
RdRd
21GFεε
ρρ
ν =++= (2.37)
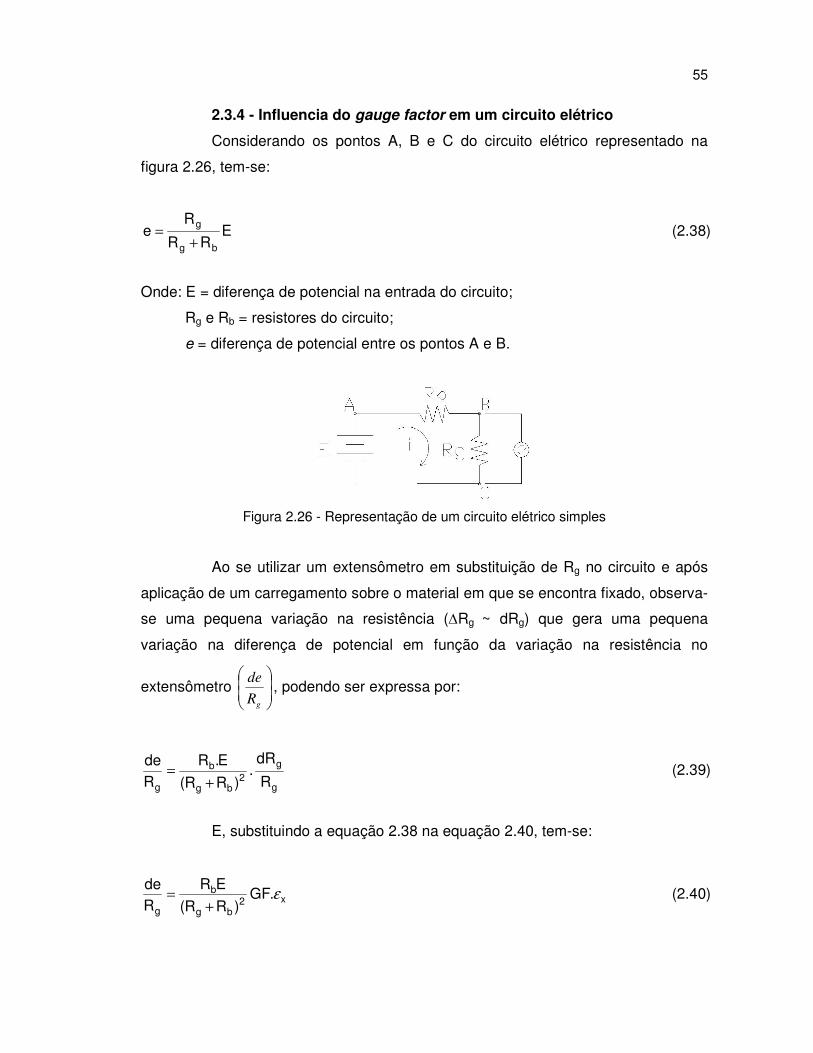
55
2.3.4 - Influencia do gauge factor em um circuito elétrico
Considerando os pontos A, B e C do circuito elétrico representado na
figura 2.26, tem-se:
ERR
Re
bg
g
+= (2.38)
Onde: E = diferença de potencial na entrada do circuito;
Rg e Rb = resistores do circuito;
e = diferença de potencial entre os pontos A e B.
Figura 2.26 - Representação de um circuito elétrico simples
Ao se utilizar um extensômetro em substituição de Rg no circuito e após
aplicação de um carregamento sobre o material em que se encontra fixado, observa-
se uma pequena variação na resistência (∆Rg ~ dRg) que gera uma pequena
variação na diferença de potencial em função da variação na resistência no
extensômetro
gR
de, podendo ser expressa por:
g
g2
bg
b
g R
dR.
)RR(
E.RRde
+= (2.39)
E, substituindo a equação 2.38 na equação 2.40, tem-se:
x2bg
b
g
.GF)RR(
ERRde
ε+
= (2.40)

56
A máxima sensibilidade do circuito, ou seja, a maior variação da diferença
de potencial (∆e) na saída pode ser atingida quando se tem Rb = Rg, representada
pela equação:
E.4
GFe xε∆ = (2.41)
A grande desvantagem para o tipo de configuração do circuito analisado é
a produção de pequenas variações na saída. Como exemplo, pode-se citar uma
configuração típica com GF = 2,0; Rg = 120 Ohms e ε = 5 micro-deformações (5x10-6
mm/mm).
Através da equação 2.41, observa-se que a leitura na variação da
diferença de potencial (∆e) na saída seria igual a 0,0000025xE volts. Este exemplo
mostra que o circuito requer uma diferença de potencial com uma resolução de, pelo
menos, 6 décimos de precisão no aparelho.
Para este tipo de aplicação, uma das soluções que pode ser adotada para
se obter uma melhor resolução na leitura da diferença de potencial é o uso de
pontes de Wheatstone, conforme a seguir.
2.3.5 – Os efeitos da temperatura
Sabe-se que extensômetros são sensíveis à variação de temperatura,
pois o material em que é confeccionado sofre variações na resistência elétrica em
função do acréscimo ou decréscimo de temperatura. Isto pode ocorrer em função da
variação da resistividade do material de que é confeccionado o extensômetro ou
pela diferença do coeficiente de expansão térmico entre o material do extensômetro
e o material em que o mesmo é colado durante os experimentos.
A análise das características de metais e semicondutores que compõem
os extensômetros revela que as mudanças na resistência elétrica ocorrem não
somente como resultado de variações na deformação, mas também de mudanças
na temperatura. Embora a resposta em função da temperatura possa dificultar a
medição das deformações, o uso de sensores específicos para medições de
variação de temperatura pode ser usado com a mesma finalidade dos
extensômetros.
57
O material a ser usado como sensor, naturalmente, será diferente para
ambas as aplicações. Quando usado para medir deformações, com o mínimo de
influência da temperatura, o constantan é frequentemente empregado para
gradientes de temperatura que devem estar entre 155ºC e 260 ºC. Segundo Murray
e Miller (1992), para valores que não estejam dentro desta faixa, é necessário
selecionar uma outra liga para a confecção dos extensômetros.
Observou-se através da equação 2.30 que a resistência é dependente do
comprimento do filamento e resistividade do material condutor. Se não é verificada
nenhuma deformação mecânica, a variação de resistência ocorre quando o condutor
está submetido exclusivamente em função da variação de temperatura.
Considera-se um extensômetro colado a um material de base e conectado
a um aparelho indicador de deformação. Se o material de base não estiver
engastado e submetido a nenhuma deformação mecânica, ao variar a temperatura
ambiente, o aparelho indica uma leitura de deformação. Esta indicação de
deformação é constituída pela soma algébrica de três componentes:
1- O material de base ao qual está colado o extensômetro expande ou
contrai devido à variação de temperatura. Esta unidade de deformação pode ser
expressa por:
TLL
mm
mm ∆α
∆ε == (2.42)
Onde: mα = coeficiente de expansão térmica do material de base;
T∆ = variação de temperatura.
2- O material resistivo (grade) do extensômetro expande ou contrai devido
à variação de temperatura. Esta unidade de deformação pode ser expressa por:
TL
Lg
g
gg ∆α
∆ε == (2.43)
Onde: gα = coeficiente de expansão térmica do material resistivo.
3- Tem-se também a variação da resistividade do material resistivo em
função da temperatura. A variação de resistência pode ser expressa por:

58
T.RR
∆β∆
= (2.44)
Onde: β = coeficiente de resistência-temperatura do material resistivo.
A equação 2.51 pode ser expressa em termos de deformação, dividindo
ambos os termos por GF, o Gauge factor. Então, tem-se:
GFT.∆β
ε ρ = (2.45)
Onde: ρε = deformação do material resistivo em função da variação da resistividade.
A deformação aparente (thermal output - oTε ) registrada no aparelho pode
ser expressa algebricamente pelas equações abaixo:
ρεεεε +−= gmoT (2.46)
E, substituindo as equações 2.42, 2.43 e 2.45 na equação 2.46, tem-se:
T.GFgmoT ∆β
ααε
+−= (2.47)
A figura 2.27 mostra a variação da deformação aparente no eixo x em
micro-deformações em função da variação de temperatura (eixo y). Segundo
(Murray et al., 1992), os dados foram coletados a partir de diversos tipos de
materiais que constituem os extensômetros com GF = 2.0, colados em um corpo de
prova de aço. Nota-se que o constantan apresenta certa instabilidade com a
variação de temperatura.

59
Figura 2.27 - Deformação aparente x temperatura (MURRAY e MILLER, 1992).
Deve-se considerar que se a variação de temperatura for grande, o valor
de GF também varia. Então, dependendo da exatidão das medições requerida, a
correção do GF faz-se necessária. Esta variação depende dos vários tipos de ligas
que constituem o material resistivo do extensômetro.
2.4 - PONTES DE WHEATSTONE
A Ponte de Wheatstone é o método básico mais usual para medições
envolvendo variações de resistências em circuitos elétricos. Os recursos que uma
ponte de Wheatstone pode oferecer em um circuito com aplicação de extensômetros
são:
- Balanço inicial ou zeragem de lastros;
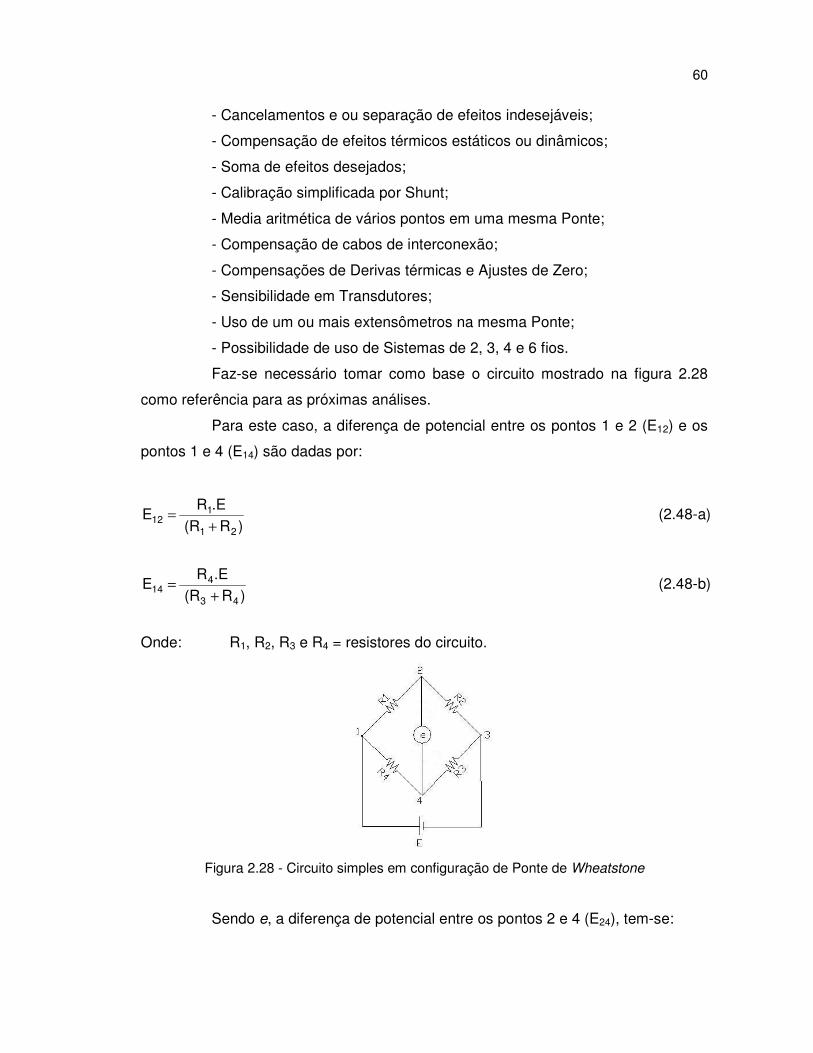
60
- Cancelamentos e ou separação de efeitos indesejáveis;
- Compensação de efeitos térmicos estáticos ou dinâmicos;
- Soma de efeitos desejados;
- Calibração simplificada por Shunt;
- Media aritmética de vários pontos em uma mesma Ponte;
- Compensação de cabos de interconexão;
- Compensações de Derivas térmicas e Ajustes de Zero;
- Sensibilidade em Transdutores;
- Uso de um ou mais extensômetros na mesma Ponte;
- Possibilidade de uso de Sistemas de 2, 3, 4 e 6 fios.
Faz-se necessário tomar como base o circuito mostrado na figura 2.28
como referência para as próximas análises.
Para este caso, a diferença de potencial entre os pontos 1 e 2 (E12) e os
pontos 1 e 4 (E14) são dadas por:
)R (R
.ER E
21
112
+= (2.48-a)
)R (R
.ER E
43
414
+= (2.48-b)
Onde: R1, R2, R3 e R4 = resistores do circuito.
Figura 2.28 - Circuito simples em configuração de Ponte de Wheatstone
Sendo e, a diferença de potencial entre os pontos 2 e 4 (E24), tem-se:

61
.E)R (R
R -
)R (R R
E - E E e43
4
21
1141224
++=== (2.49)
Para obter e = 0, é necessário que a diferença de potencial entre os
pontos 2 e 4 sejam iguais (E12 = E14). Para isto, basta ajustar os valores dos
resistores na equação 2.44 através da proporcionalidade entre eles.
Tomando-se 4321 R RRR === ou 4231 .RR .RR = , e a ponte torna-se
equilibrada (e = 0). Uma variação (∆R) em qualquer um dos resistores provocará um
desequilíbrio da ponte, gerando uma diferença de potencial, fazendo-se possível a
leitura de deformação com o auxílio de condicionadores de sinais.
O balanceamento inicial da ponte antes de se iniciar uma medição
utilizando extensômetros e opcional. Há quem utilize os instrumentos sem a referida
zeragem (zero vivo), descontando ou somando este valor ao da leitura final com
carga.
Estando a ponte balanceada, o valor sem carga será sempre 0, então o
valor com carga será o próprio valor lido no condicionador de sinais, seja ele
negativo ou positivo. Com essa atitude os relatórios e curvas ficam menos
trabalhosos e mais apresentáveis. A zeragem é realizável de várias formas, sendo a
mais comum através da utilização de um potenciômetro agindo na ponte sobre o
resistor R3 ou R4.
2.4.1 – Resistores de calibração (shunt cal)
Segundo Paulino (2007), entende-se por calibração, a ação de se
programar ou ajustar a escala ou a sensibilidade de um instrumento em função das
características dos sensores em uso. Após a calibração, o instrumento passa ter
uma escala e resolução definida, apresentando valores diretamente na unidade de
engenharia apropriada, no caso deste trabalho MPa. Quando se utiliza a Ponte de
Wheatstone, como é o caso de medições com extensômetros e transdutores à base
de extensômetros, a calibração é feita com auxílio de “Resistores Shunts” ou
“Resistor de Calibração”. Este Resistor é um dispositivo de baixa Tolerância (0,1 a
0,001%) e baixa deriva térmica (2 a 10 PPM / oC).
Uma vez realizado o zero inicial, o resistor Shunt é momentaneamente
colocado em paralelo com um dos braços da ponte, conforme ilustrado na figura
2.29.
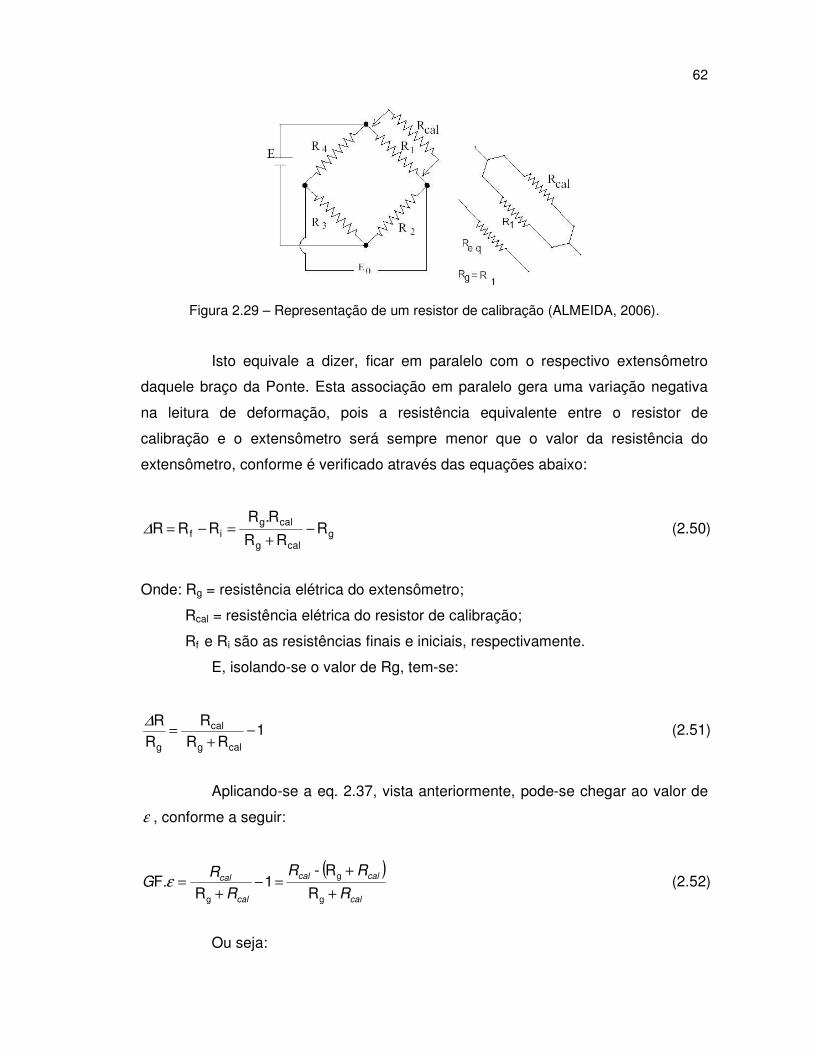
62
Figura 2.29 – Representação de um resistor de calibração (ALMEIDA, 2006).
Isto equivale a dizer, ficar em paralelo com o respectivo extensômetro
daquele braço da Ponte. Esta associação em paralelo gera uma variação negativa
na leitura de deformação, pois a resistência equivalente entre o resistor de
calibração e o extensômetro será sempre menor que o valor da resistência do
extensômetro, conforme é verificado através das equações abaixo:
gcalg
calgif R
RR
R.RRR R −
+=−=∆ (2.50)
Onde: Rg = resistência elétrica do extensômetro;
Rcal = resistência elétrica do resistor de calibração;
Rf e Ri são as resistências finais e iniciais, respectivamente.
E, isolando-se o valor de Rg, tem-se:
1RR
R
RR
calg
cal
g
−+
=∆
(2.51)
Aplicando-se a eq. 2.37, vista anteriormente, pode-se chegar ao valor de
ε , conforme a seguir:
( )cal
calcal
cal
cal
R
RR
R
RG
+
+=−
+=
g
g
g R
R- 1
R F.ε (2.52)
Ou seja:
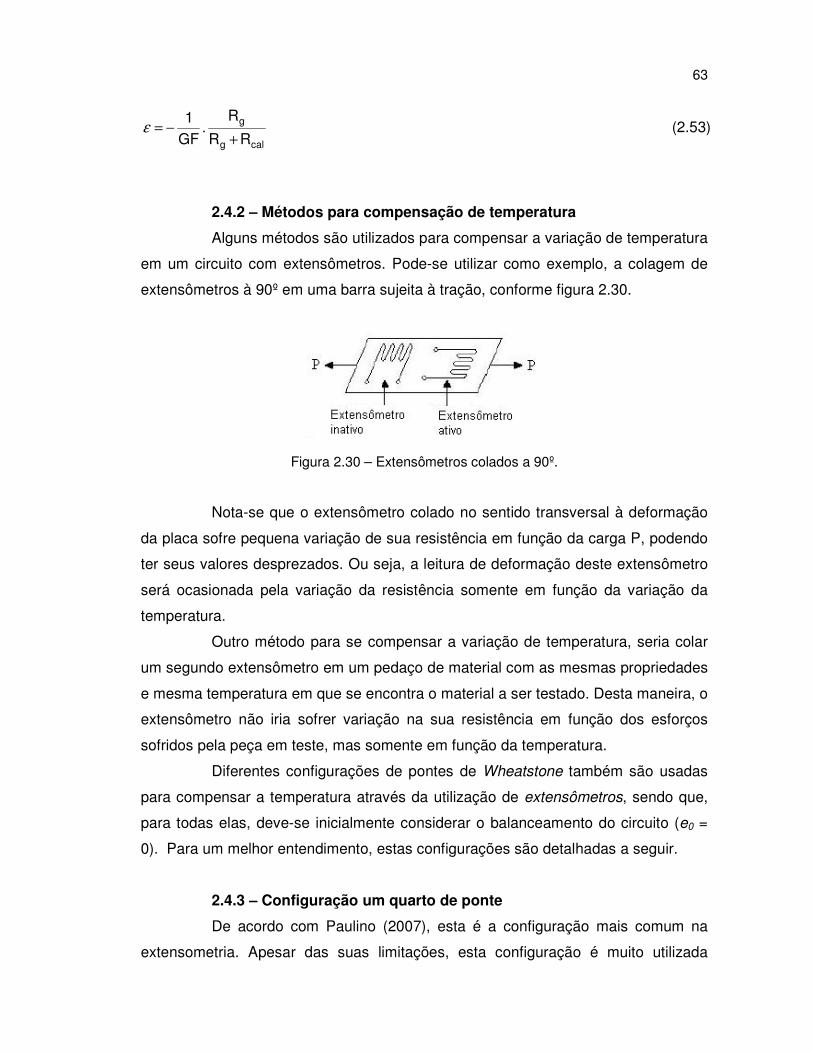
63
calg
g
RR
R.
FG1
+
−=ε (2.53)
2.4.2 – Métodos para compensação de temperatura
Alguns métodos são utilizados para compensar a variação de temperatura
em um circuito com extensômetros. Pode-se utilizar como exemplo, a colagem de
extensômetros à 90º em uma barra sujeita à tração, conforme figura 2.30.
Figura 2.30 – Extensômetros colados a 90º.
Nota-se que o extensômetro colado no sentido transversal à deformação
da placa sofre pequena variação de sua resistência em função da carga P, podendo
ter seus valores desprezados. Ou seja, a leitura de deformação deste extensômetro
será ocasionada pela variação da resistência somente em função da variação da
temperatura.
Outro método para se compensar a variação de temperatura, seria colar
um segundo extensômetro em um pedaço de material com as mesmas propriedades
e mesma temperatura em que se encontra o material a ser testado. Desta maneira, o
extensômetro não iria sofrer variação na sua resistência em função dos esforços
sofridos pela peça em teste, mas somente em função da temperatura.
Diferentes configurações de pontes de Wheatstone também são usadas
para compensar a temperatura através da utilização de extensômetros, sendo que,
para todas elas, deve-se inicialmente considerar o balanceamento do circuito (e0 =
0). Para um melhor entendimento, estas configurações são detalhadas a seguir.
2.4.3 – Configuração um quarto de ponte
De acordo com Paulino (2007), esta é a configuração mais comum na
extensometria. Apesar das suas limitações, esta configuração é muito utilizada

64
devida sua objetividade e simplicidade. Esta configuração se divide em duas formas:
configuração um quarto de ponte ativa com conexão a 2 fios e configuração um
quarto de ponte ativa com conexão e 3 fios.
Para aplicar a configuração um quarto de ponte ativa com conexão a 2
fios, um dos resistores da ponte de Wheatstone deve ser substituído por um
extensômetro, conforme figura 2.31. Se, por exemplo, o resistor R3 for substituído
por Rg (resistência inicial conhecida), o valor da pequena variação (em volts) atingida
através da aplicação de cargas sobre a peça em que o extensômetro estiver colado,
poderá ser obtido experimentalmente.
É possível obter a variação da resistência no extensômetro após a
aplicação de carga através da equação:
1
42g R
R.RR = (2.54)
Onde: R1, R2, R4 são resistores do circuito e Rg é a resistência do extensômetro.
Figura 2.31 - Circuito configuração um quarto de ponte
Considerando a ponte inicialmente balanceada (e0 = 0) e a influência da
temperatura sobre o valor da variação de Rg, obtém-se a diferença de potencial (e)
na saída da ponte através da equação:
( ) ( )E.4
GFE.
4GF
e T33 εε += (2.55)
Rg

65
Onde: 3ε = deformação real do extensômetro (Rg);
T3ε = leitura na deformação do extensômetro (Rg) sob o efeito da temperatura.
Este tipo de configuração de ponte é o mais sensível à variação de
temperatura. Para isto, é conveniente a utilização de outro extensômetro colado a
90º do sentido da deformação em substituição de um dos resistores, conforme visto
anteriormente.
2.4.4 – Um quarto de ponte ativa com conexão a 3 fios
No intuito de se evitar a influência da temperatura nos fios, utiliza-se a
configuração um quarto de ponte com conexão a 3 fios. Para isto, deve-se
primeiramente levar em consideração a figura 2.32 onde são representados os fios
sob influencia das variações térmicas, onde os mesmos devem possuir mesmo
diâmetro e comprimento.
Figura 2.32 - Circuito configuração um quarto de ponte a 2 fios (PAULINO, 2007).
Considerando-se a influência do comprimento dos fios de uma
configuração um quarto de ponte ativa, tem-se:
2
g
3
4
R
TTrb
TTra
rbraR
RR
∆∆
∆∆
∆
∆
+
+++
= (2.56)
Onde: T∆ = Variação de temperatura nos cabos;
ra e rb = medidas de resistência devido ao comprimento dos fios.
Para levar em conta a influência do sinal da deformação específica na
configuração de um quarto de ponte com 3 fios, admite-se ra, rb e rc as medidas de

66
resistência devido ao comprimento dos fios conforme representado na figura 2.33,
onde, em um dos terminais do extensômetro, são soldados dois fios.
Figura 2.33 - Circuito configuração um quarto de ponte a 3 fios (PAULINO, 2007).
Neste caso, a equação 2.56 pode ser escrita da seguinte maneira:
TT
rcT
T
rbrcrbR
TT
rbT
T
rarbraR
Rg
∆
∆
∆+∆
∆
∆+++
∆
∆
∆+∆
∆
∆+++
=
23
4
R (2.57)
Se os cabos tiverem o mesmo material e comprimento e estiverem
sujeitos à mesma temperatura, então ra = rb = rc e Tra
∆
∆=
Trb
∆
∆ =
Trc
∆
∆. Neste caso,
deve-se considerar a relação entre as resistências conforme equação a seguir:
2
g
3
4
R
R
R
R= (2.58)
2.4.5 – Configuração meia ponte
Para o tipo de configuração meia ponte conforme mostrada na figura 2.34,
deve-se trabalhar com dois extensômetros em substituição a dois resistores, onde os
mesmos podem ser colados em braços opostos ou adjacentes da ponte, seguindo a
seguinte convenção:
- sinais iguais em braços adjacentes se subtraem;
- sinais iguais em braços opostos se somam;

67
- sinais diferentes em braços adjacentes se somam;
- sinais diferentes em braços opostos se subtraem.
Figura 2.34 - Circuito configuração meia ponte
Os extensômetros se encontram nas posições adjacentes 3 e 4 e o sinal
de saída é dado conforme equação:
[ ] [ ]E.4
GFE.
4
GFe T
4T
343 εεεε −+−= (2.59)
Onde: ε3, ε4 = deformações reais dos extensômetros (Rg3 e Rg4);
T3ε , T
4ε = leituras na deformação dos extensômetros (Rg3 e Rg4) sob o efeito
da temperatura.
Pode-se verificar que o sinal de saída é produzido somente quando as
deformações geram diferentes variações de resistências nos extensômetros Rg3 e
Rg4. Uma aplicação para este tipo de configuração de ponte seria a medição de
deformações em chapas de espessuras finas onde o extensômetro 3 (Rg3) é colado
em uma das faces do material sujeito à flexão e o extensômetro 4 (Rg4) é colado na
face oposta, conforme figura 2.35.
Figura 2.35 – Aplicação de extensômetros em flexão de chapas finas
Rg3 Rg4
68
Este tipo de montagem faz com que se tenha a auto-compensação de
temperatura no circuito, desde que as temperaturas, nos lados opostos da chapa,
sejam iguais. Isto se dá em função da anulação das leituras de deformação ( T
3ε e
T4ε ) em decorrência do efeito da igual variação de temperatura nas faces opostas.
Após a aplicação de uma carga P, ocorre o alongamento da face onde
está colado o extensômetro 3 (+ε3) e compressão da face onde está colado o
extensômetro 4 (-ε4).
A partir desta analogia, pode-se obter a diferença de potencial (e) na
saída da ponte através da equação:
[ ] [ ] E.2
GFE.
4
GFE.)(
4
GFe T
4T
343 εεεεε =−+−−= (2.60)
Onde ε = ε3 = ε4 = deformação real dos extensômetros.
2.4.6 – Configuração de ponte completa
Neste tipo de transdutor o comprimento do cabo bem como variações de
sua resistência com a temperatura, pode influenciar na medida de deformação
causando erros para baixo quanto maior for o cabo ou sua resistência. Este efeito
pode ser atenuado utilizando-se de cabos com maior área de secção transversal.
Levando-se em consideração a figura 2.36, onde todos os resistores da
ponte foram substituídos por extensômetros, pode-se estabelecer que o sinal de
saída (e) é dado conforme equação:
[ ] [ ]E.4
GFE.
4
GFe T
4T
3T
2T
14321 εεεεεεεε −+−+−+−= (2.61)
Onde: ε1, ε2, ε3, ε4 = deformações reais dos extensômetros (Rg1, Rg2, Rg3 e Rg4);
T1ε , T
2ε , T3ε , T
4ε = leituras na deformação dos extensômetros (Rg1, Rg2, Rg3 e
Rg4) sob o efeito da temperatura.
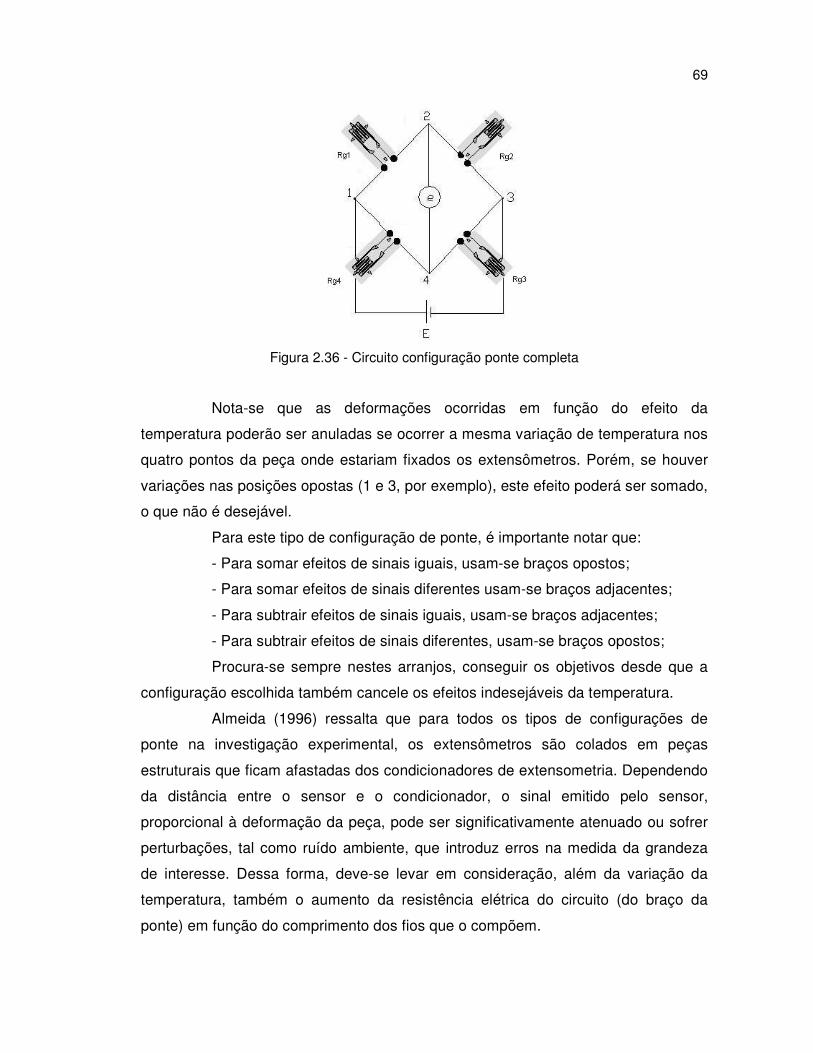
69
Figura 2.36 - Circuito configuração ponte completa
Nota-se que as deformações ocorridas em função do efeito da
temperatura poderão ser anuladas se ocorrer a mesma variação de temperatura nos
quatro pontos da peça onde estariam fixados os extensômetros. Porém, se houver
variações nas posições opostas (1 e 3, por exemplo), este efeito poderá ser somado,
o que não é desejável.
Para este tipo de configuração de ponte, é importante notar que:
- Para somar efeitos de sinais iguais, usam-se braços opostos;
- Para somar efeitos de sinais diferentes usam-se braços adjacentes;
- Para subtrair efeitos de sinais iguais, usam-se braços adjacentes;
- Para subtrair efeitos de sinais diferentes, usam-se braços opostos;
Procura-se sempre nestes arranjos, conseguir os objetivos desde que a
configuração escolhida também cancele os efeitos indesejáveis da temperatura.
Almeida (1996) ressalta que para todos os tipos de configurações de
ponte na investigação experimental, os extensômetros são colados em peças
estruturais que ficam afastadas dos condicionadores de extensometria. Dependendo
da distância entre o sensor e o condicionador, o sinal emitido pelo sensor,
proporcional à deformação da peça, pode ser significativamente atenuado ou sofrer
perturbações, tal como ruído ambiente, que introduz erros na medida da grandeza
de interesse. Dessa forma, deve-se levar em consideração, além da variação da
temperatura, também o aumento da resistência elétrica do circuito (do braço da
ponte) em função do comprimento dos fios que o compõem.
70
CAPÍTULO 3
AVALIAÇÃO EXPERIMENTAL E NUMÉRICA DE TENSÕES
RESIDUAIS EM PLACAS SOLDADAS
O principal objetivo deste capítulo é apresentar toda a parte referente à
análise experimental e numérica dos testes realizados. A avaliação da extensometria
convencional para determinar experimentalmente as tensões residuais em chapas
de materiais metálicos e confronta-la com os resultados numéricos é o principal
objetivo deste trabalho. Para isto, o capítulo foi dividido em duas partes, a primeira
refere-se à parte experimental e a segunda refere-se à parte da análise numérica.
3.1 – AVALIAÇÃO EXPERIMENTAL DAS TENSÕES RESIDUAIS
Utilizou-se para o experimento corpos de prova de material ASTM A36 por
ser um dos aços mais utilizados na fabricação de perfis soldados e laminados e por
apresentar boa soldabilidade sem a necessidade de tratamentos térmicos especiais.
Este tipo de material é apropriado, principalmente para aplicações em estruturas
metálicas, onde se tem a necessidade de aplicação de solda entre uma peça e
outra. A tabela 3.1 mostra a composição química e as principais características
deste aço.
Tabela 3.1 – Principais características do aço ASTM A36 (PANNONI, 2007).
3.1.1 – O sistema para condicionamento de sinais
Condicionadores de sinais são dispositivos que adaptam o sinal de saída
dos extensômetros, ou qualquer tipo de transdutor, aos elementos de registro das
medições em que se deseja realizar, no caso deste experimento, as
microdeformações.

71
Este tipo de aparelho pode ser confeccionado ou adquirido no mercado.
Cuidados especiais devem ser tomados para que se possa filtrar as entradas não
desejadas, como ruídos elétricos, vibrações, baixa amplitude do sinal de saída, etc.
Para a aplicação de extensômetros, as principais funções do aparelho
condicionador de sinais são:
- Amplificar o sinal proveniente da leitura dos extensômetros;
- Ajustar o ganho para correção do offset e balanço inicial;
- Isolar o sinal de interesse dos ruídos inerentes das ligações e do
ambiente;
- Exportar os dados para o software específico.
A figura 3.1 apresenta de maneira simplificada o esquema de
condicionamento de sinais.
Figura 3.1 – Esquema do condicionamento de sinais (AQDADOS, 2006).
Utilizou-se neste trabalho, para o condicionamento de sinais, um aparelho
com 32 canais de saída, conforme figura 3.2. Ele permite a configuração adequada
para tipos ponte de Wheatstone (um quarto de ponte, meia ponte ou ponte
completa) e ainda converte o sinal lido (em Volts) para a unidade de engenharia
(tensão mecanica em MPa). A grande vantagem deste tipo de condicionador para os
experimentos é que se consegue realizar as leituras em tempo real, proporcionando,
assim, o acompanhamento da evolução das tensões na placa durante a realização
da soldagem.

72
Figura 3.2 – Condicionamento de sinais utilizado nos experimentos
3.1.2 – Validação da colagem dos extensômetros no material
Denominou-se por “aferição dos extensômetros”, o processo de validação
da colagem dos extensômetros no material a ser ensaiado. Para isto, utilizou-se
chapas de ASTM A36 com dimensões conhecidas, e, a partir daí, realizou-se testes
de flexão com pesos padrão e os extensômetros previamente colados em posição
conhecida. A ilustração deste tipo de teste está representada na figura 3.3, onde F é
a força a ser aplicada (posição dos pesos padrão), L é a distância entre o
extensômetro colado na amostra e o ponto de aplicação de da força F e as
dimensões da seção da barra são representadas por h e B.
Figura 3.3 – Variáveis do processo de aferição do sistema de medição.
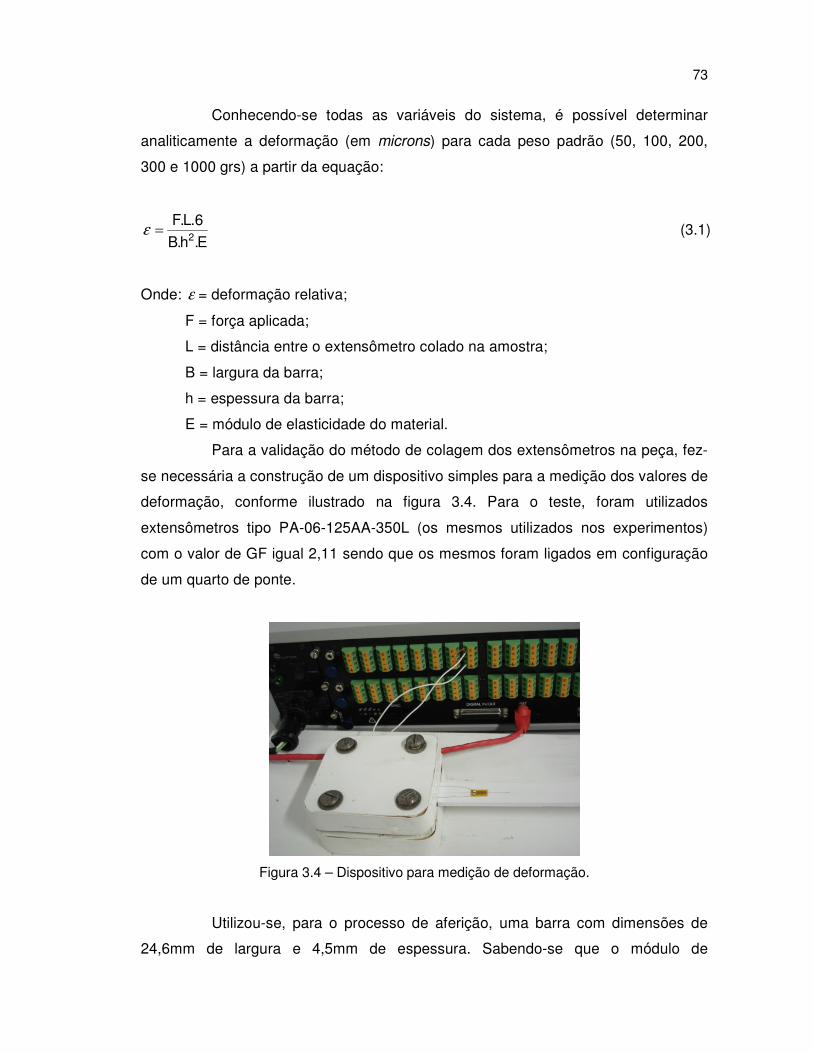
73
Conhecendo-se todas as variáveis do sistema, é possível determinar
analiticamente a deformação (em microns) para cada peso padrão (50, 100, 200,
300 e 1000 grs) a partir da equação:
E.h.B
6.L.F2
=ε (3.1)
Onde: ε = deformação relativa;
F = força aplicada;
L = distância entre o extensômetro colado na amostra;
B = largura da barra;
h = espessura da barra;
E = módulo de elasticidade do material.
Para a validação do método de colagem dos extensômetros na peça, fez-
se necessária a construção de um dispositivo simples para a medição dos valores de
deformação, conforme ilustrado na figura 3.4. Para o teste, foram utilizados
extensômetros tipo PA-06-125AA-350L (os mesmos utilizados nos experimentos)
com o valor de GF igual 2,11 sendo que os mesmos foram ligados em configuração
de um quarto de ponte.
Figura 3.4 – Dispositivo para medição de deformação.
Utilizou-se, para o processo de aferição, uma barra com dimensões de
24,6mm de largura e 4,5mm de espessura. Sabendo-se que o módulo de
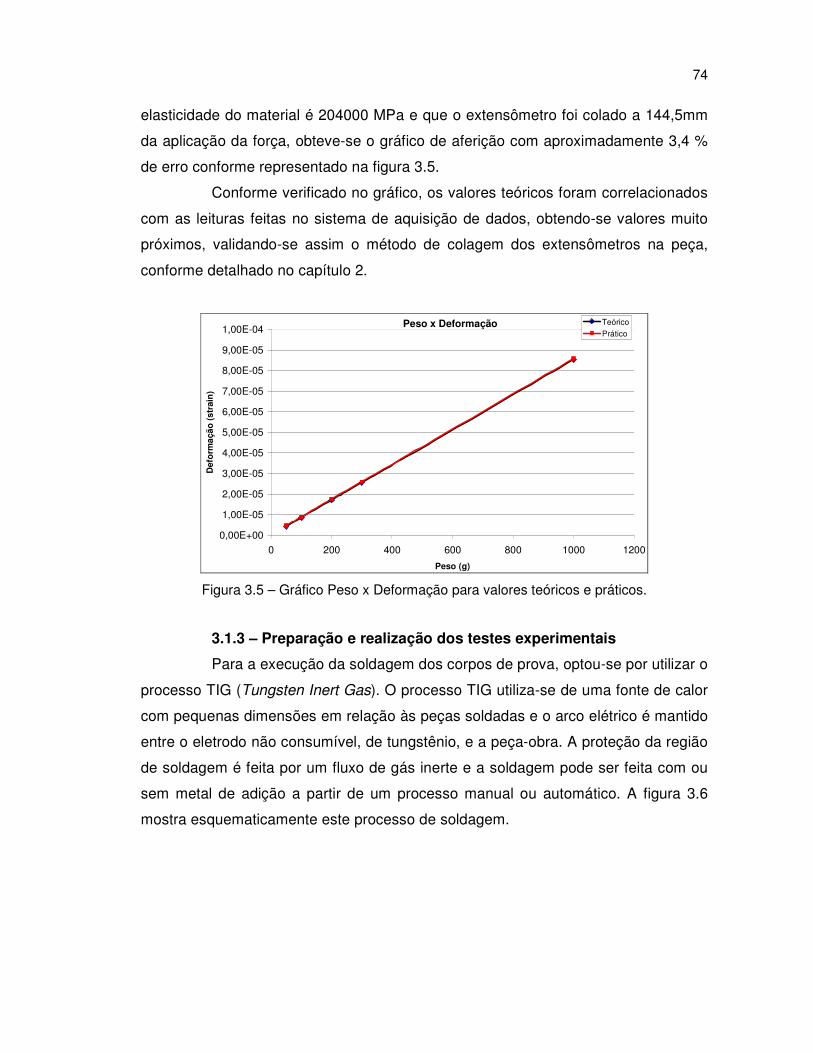
74
elasticidade do material é 204000 MPa e que o extensômetro foi colado a 144,5mm
da aplicação da força, obteve-se o gráfico de aferição com aproximadamente 3,4 %
de erro conforme representado na figura 3.5.
Conforme verificado no gráfico, os valores teóricos foram correlacionados
com as leituras feitas no sistema de aquisição de dados, obtendo-se valores muito
próximos, validando-se assim o método de colagem dos extensômetros na peça,
conforme detalhado no capítulo 2.
Peso x Deformação
0,00E+00
1,00E-05
2,00E-05
3,00E-05
4,00E-05
5,00E-05
6,00E-05
7,00E-05
8,00E-05
9,00E-05
1,00E-04
0 200 400 600 800 1000 1200
Peso (g)
Def
orm
ação
(st
rain
)
Teórico
Prático
Figura 3.5 – Gráfico Peso x Deformação para valores teóricos e práticos.
3.1.3 – Preparação e realização dos testes experimentais
Para a execução da soldagem dos corpos de prova, optou-se por utilizar o
processo TIG (Tungsten Inert Gas). O processo TIG utiliza-se de uma fonte de calor
com pequenas dimensões em relação às peças soldadas e o arco elétrico é mantido
entre o eletrodo não consumível, de tungstênio, e a peça-obra. A proteção da região
de soldagem é feita por um fluxo de gás inerte e a soldagem pode ser feita com ou
sem metal de adição a partir de um processo manual ou automático. A figura 3.6
mostra esquematicamente este processo de soldagem.
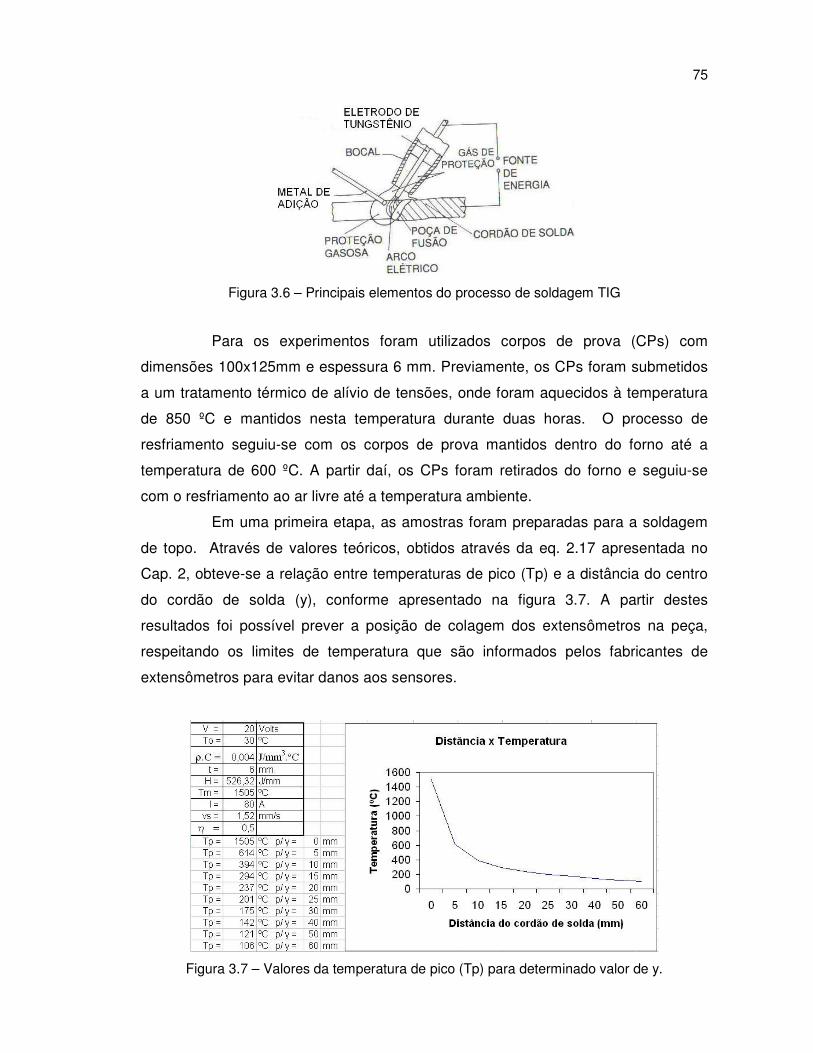
75
Figura 3.6 – Principais elementos do processo de soldagem TIG
Para os experimentos foram utilizados corpos de prova (CPs) com
dimensões 100x125mm e espessura 6 mm. Previamente, os CPs foram submetidos
a um tratamento térmico de alívio de tensões, onde foram aquecidos à temperatura
de 850 ºC e mantidos nesta temperatura durante duas horas. O processo de
resfriamento seguiu-se com os corpos de prova mantidos dentro do forno até a
temperatura de 600 ºC. A partir daí, os CPs foram retirados do forno e seguiu-se
com o resfriamento ao ar livre até a temperatura ambiente.
Em uma primeira etapa, as amostras foram preparadas para a soldagem
de topo. Através de valores teóricos, obtidos através da eq. 2.17 apresentada no
Cap. 2, obteve-se a relação entre temperaturas de pico (Tp) e a distância do centro
do cordão de solda (y), conforme apresentado na figura 3.7. A partir destes
resultados foi possível prever a posição de colagem dos extensômetros na peça,
respeitando os limites de temperatura que são informados pelos fabricantes de
extensômetros para evitar danos aos sensores.
Figura 3.7 – Valores da temperatura de pico (Tp) para determinado valor de y.
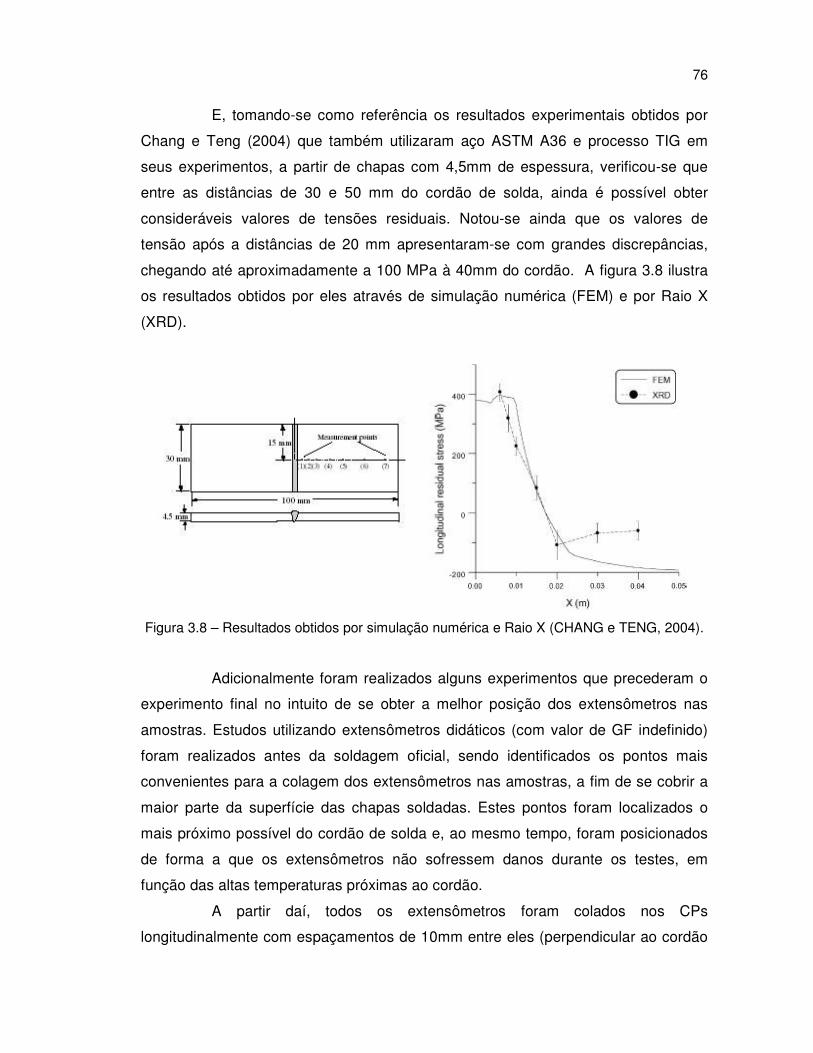
76
E, tomando-se como referência os resultados experimentais obtidos por
Chang e Teng (2004) que também utilizaram aço ASTM A36 e processo TIG em
seus experimentos, a partir de chapas com 4,5mm de espessura, verificou-se que
entre as distâncias de 30 e 50 mm do cordão de solda, ainda é possível obter
consideráveis valores de tensões residuais. Notou-se ainda que os valores de
tensão após a distâncias de 20 mm apresentaram-se com grandes discrepâncias,
chegando até aproximadamente a 100 MPa à 40mm do cordão. A figura 3.8 ilustra
os resultados obtidos por eles através de simulação numérica (FEM) e por Raio X
(XRD).
Figura 3.8 – Resultados obtidos por simulação numérica e Raio X (CHANG e TENG, 2004).
Adicionalmente foram realizados alguns experimentos que precederam o
experimento final no intuito de se obter a melhor posição dos extensômetros nas
amostras. Estudos utilizando extensômetros didáticos (com valor de GF indefinido)
foram realizados antes da soldagem oficial, sendo identificados os pontos mais
convenientes para a colagem dos extensômetros nas amostras, a fim de se cobrir a
maior parte da superfície das chapas soldadas. Estes pontos foram localizados o
mais próximo possível do cordão de solda e, ao mesmo tempo, foram posicionados
de forma a que os extensômetros não sofressem danos durante os testes, em
função das altas temperaturas próximas ao cordão.
A partir daí, todos os extensômetros foram colados nos CPs
longitudinalmente com espaçamentos de 10mm entre eles (perpendicular ao cordão
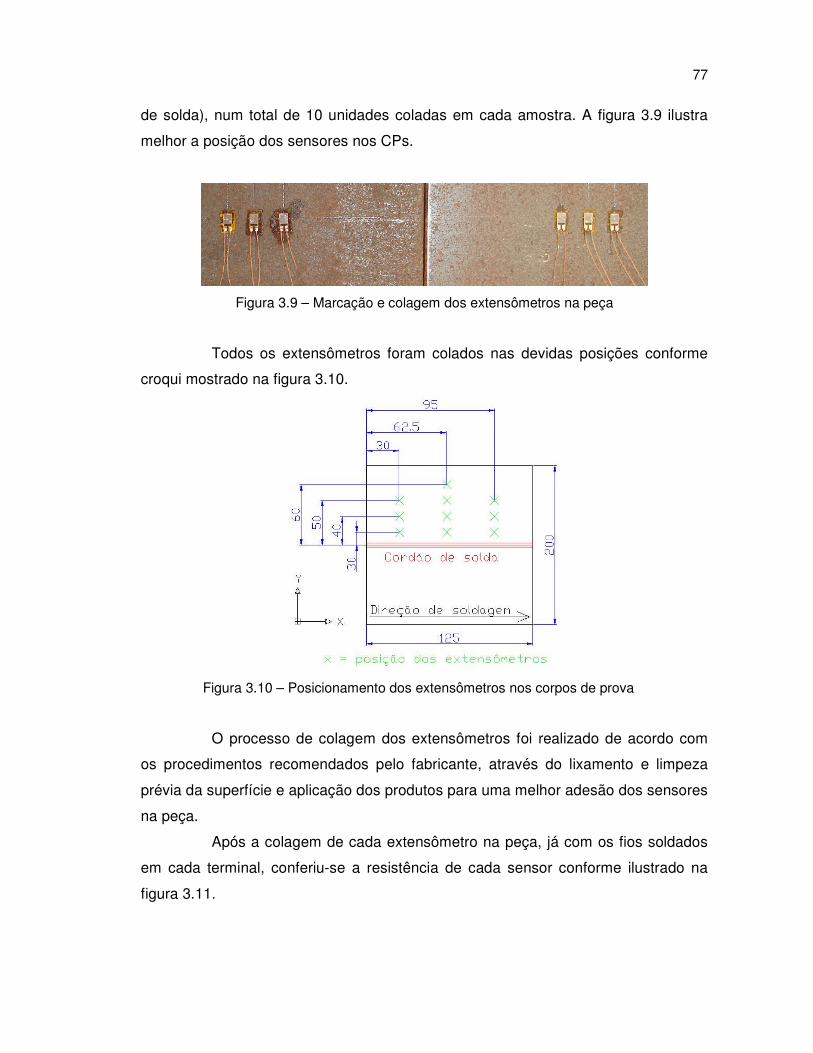
77
de solda), num total de 10 unidades coladas em cada amostra. A figura 3.9 ilustra
melhor a posição dos sensores nos CPs.
Figura 3.9 – Marcação e colagem dos extensômetros na peça
Todos os extensômetros foram colados nas devidas posições conforme
croqui mostrado na figura 3.10.
Figura 3.10 – Posicionamento dos extensômetros nos corpos de prova
O processo de colagem dos extensômetros foi realizado de acordo com
os procedimentos recomendados pelo fabricante, através do lixamento e limpeza
prévia da superfície e aplicação dos produtos para uma melhor adesão dos sensores
na peça.
Após a colagem de cada extensômetro na peça, já com os fios soldados
em cada terminal, conferiu-se a resistência de cada sensor conforme ilustrado na
figura 3.11.
78
Figura 3.11 – Conferência da resistência de cada sensor
A etapa final de preparação do experimento foi através da ligação dos
extensômetros ao condicionador de sinais, e, a partir daí, seguiu-se com a soldagem
e a coleta de dados para a análise. A figura 3.12 ilustra o experimento logo após a
realização da soldagem, onde é possível notar a posição dos extensômetros na
peça e suas devidas ligações ao sistema de aquisição de dados.
Figura 3.12 – Esquema dos extensômetros colados na peça após ensaio
A tensão de excitação (valores de tensão elétrica utilizados como entrada
no circuito eletrônico) adotada para os experimentos foi de 2,5 Volts, conforme
recomendação do fabricante no intuito de se obter resultados estáveis. Sabendo-se
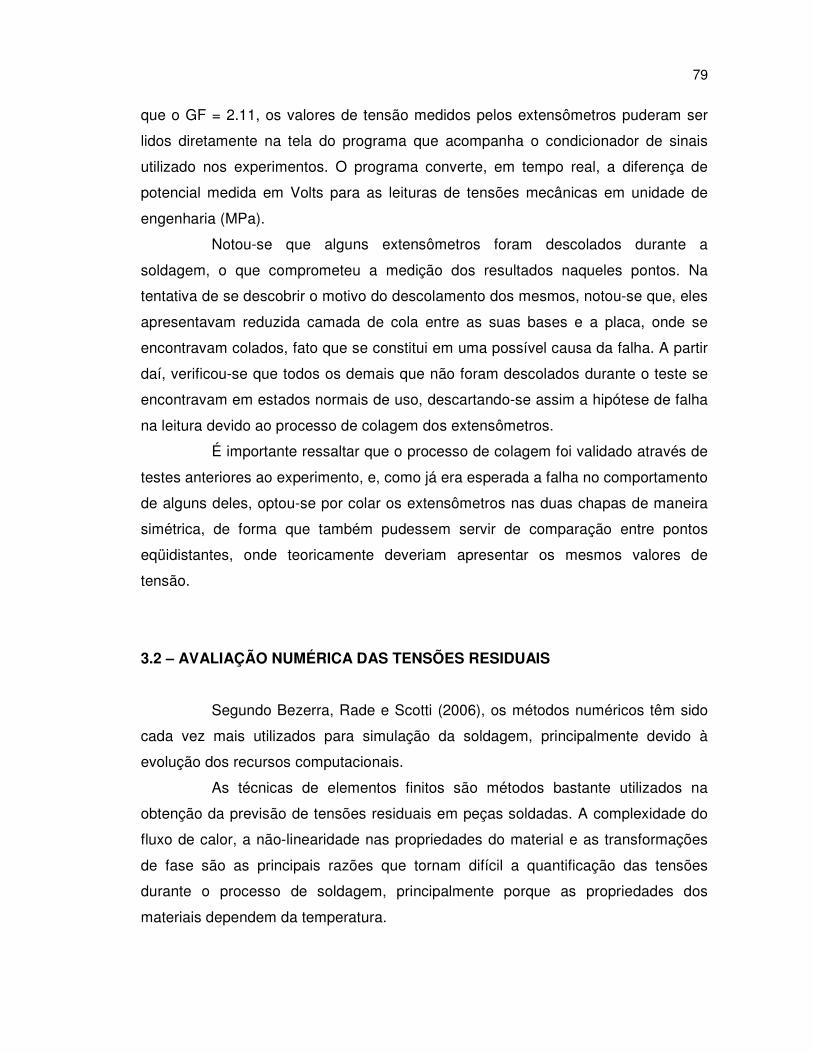
79
que o GF = 2.11, os valores de tensão medidos pelos extensômetros puderam ser
lidos diretamente na tela do programa que acompanha o condicionador de sinais
utilizado nos experimentos. O programa converte, em tempo real, a diferença de
potencial medida em Volts para as leituras de tensões mecânicas em unidade de
engenharia (MPa).
Notou-se que alguns extensômetros foram descolados durante a
soldagem, o que comprometeu a medição dos resultados naqueles pontos. Na
tentativa de se descobrir o motivo do descolamento dos mesmos, notou-se que, eles
apresentavam reduzida camada de cola entre as suas bases e a placa, onde se
encontravam colados, fato que se constitui em uma possível causa da falha. A partir
daí, verificou-se que todos os demais que não foram descolados durante o teste se
encontravam em estados normais de uso, descartando-se assim a hipótese de falha
na leitura devido ao processo de colagem dos extensômetros.
É importante ressaltar que o processo de colagem foi validado através de
testes anteriores ao experimento, e, como já era esperada a falha no comportamento
de alguns deles, optou-se por colar os extensômetros nas duas chapas de maneira
simétrica, de forma que também pudessem servir de comparação entre pontos
eqüidistantes, onde teoricamente deveriam apresentar os mesmos valores de
tensão.
3.2 – AVALIAÇÃO NUMÉRICA DAS TENSÕES RESIDUAIS
Segundo Bezerra, Rade e Scotti (2006), os métodos numéricos têm sido
cada vez mais utilizados para simulação da soldagem, principalmente devido à
evolução dos recursos computacionais.
As técnicas de elementos finitos são métodos bastante utilizados na
obtenção da previsão de tensões residuais em peças soldadas. A complexidade do
fluxo de calor, a não-linearidade nas propriedades do material e as transformações
de fase são as principais razões que tornam difícil a quantificação das tensões
durante o processo de soldagem, principalmente porque as propriedades dos
materiais dependem da temperatura.
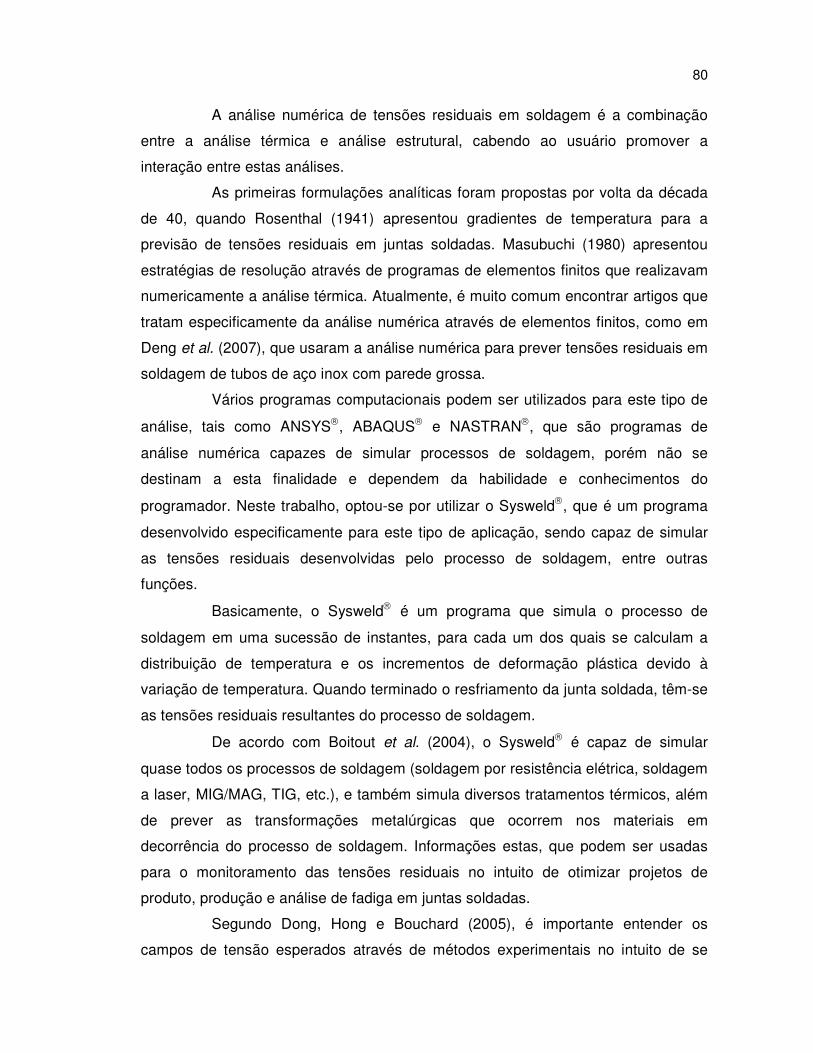
80
A análise numérica de tensões residuais em soldagem é a combinação
entre a análise térmica e análise estrutural, cabendo ao usuário promover a
interação entre estas análises.
As primeiras formulações analíticas foram propostas por volta da década
de 40, quando Rosenthal (1941) apresentou gradientes de temperatura para a
previsão de tensões residuais em juntas soldadas. Masubuchi (1980) apresentou
estratégias de resolução através de programas de elementos finitos que realizavam
numericamente a análise térmica. Atualmente, é muito comum encontrar artigos que
tratam especificamente da análise numérica através de elementos finitos, como em
Deng et al. (2007), que usaram a análise numérica para prever tensões residuais em
soldagem de tubos de aço inox com parede grossa.
Vários programas computacionais podem ser utilizados para este tipo de
análise, tais como ANSYS, ABAQUS e NASTRAN, que são programas de
análise numérica capazes de simular processos de soldagem, porém não se
destinam a esta finalidade e dependem da habilidade e conhecimentos do
programador. Neste trabalho, optou-se por utilizar o Sysweld, que é um programa
desenvolvido especificamente para este tipo de aplicação, sendo capaz de simular
as tensões residuais desenvolvidas pelo processo de soldagem, entre outras
funções.
Basicamente, o Sysweld é um programa que simula o processo de
soldagem em uma sucessão de instantes, para cada um dos quais se calculam a
distribuição de temperatura e os incrementos de deformação plástica devido à
variação de temperatura. Quando terminado o resfriamento da junta soldada, têm-se
as tensões residuais resultantes do processo de soldagem.
De acordo com Boitout et al. (2004), o Sysweld é capaz de simular
quase todos os processos de soldagem (soldagem por resistência elétrica, soldagem
a laser, MIG/MAG, TIG, etc.), e também simula diversos tratamentos térmicos, além
de prever as transformações metalúrgicas que ocorrem nos materiais em
decorrência do processo de soldagem. Informações estas, que podem ser usadas
para o monitoramento das tensões residuais no intuito de otimizar projetos de
produto, produção e análise de fadiga em juntas soldadas.
Segundo Dong, Hong e Bouchard (2005), é importante entender os
campos de tensão esperados através de métodos experimentais no intuito de se

81
obter um modelamento matemático mais consistente, e este foi o caminho que se
propôs seguir neste trabalho.
3.2.1 – Seleção dos dados de entrada
O programa Sysweld gera automaticamente a malha a partir da
geometria da junta a ser soldada em função dos dados definidos pelo usuário. Para
o caso deste trabalho, é evidente que, os valores selecionados foram os mesmos
utilizados na prática, ou seja, as dimensões de chapas utilizadas como dados de
entrada foram 125x100x6mm. A partir daí, a malha foi gerada em três dimensões e,
verificando-se ser necessário, fez-se o devido refinamento para a obtenção de
resultados mais precisos. O total de elementos para este tipo de configuração foi de
6916, sendo 4263 nós e 36 grupos.
O passo seguinte foi carregar os dados de materiais utilizados na
simulação do processo de soldagem. O material utilizado na simulação é codificado
pela sigla S355J2G3, que segundo a biblioteca do programa, apresentam
propriedades muito próximas às do aço ASTM A36. Desta forma, pode-se considerar
o mesmo tipo de material utilizado na parte experimental.
Na escolha da fonte de energia, deve-se selecionar o modelo a ser
utilizado para a poça de fusão, que depende do processo de soldagem utilizado.
Como o processo escolhido experimentalmente foi o TIG, então para a realização da
simulação, selecionou-se o “double ellipsoid heat source model” que está
representado pela figura 3.13.
A partir dos valores atribuídos às dimensões da poça de fusão (b, c, ar e
af) e dos demais parâmetros de soldagem (tensão, corrente, velocidade de sodagem
e rendimento térmico da junta), o programa calcula automaticamente os valores de
Qr e Qf, que são chamadas de funções da fonte de energia, cujos valores são
expressos em w/mm3.
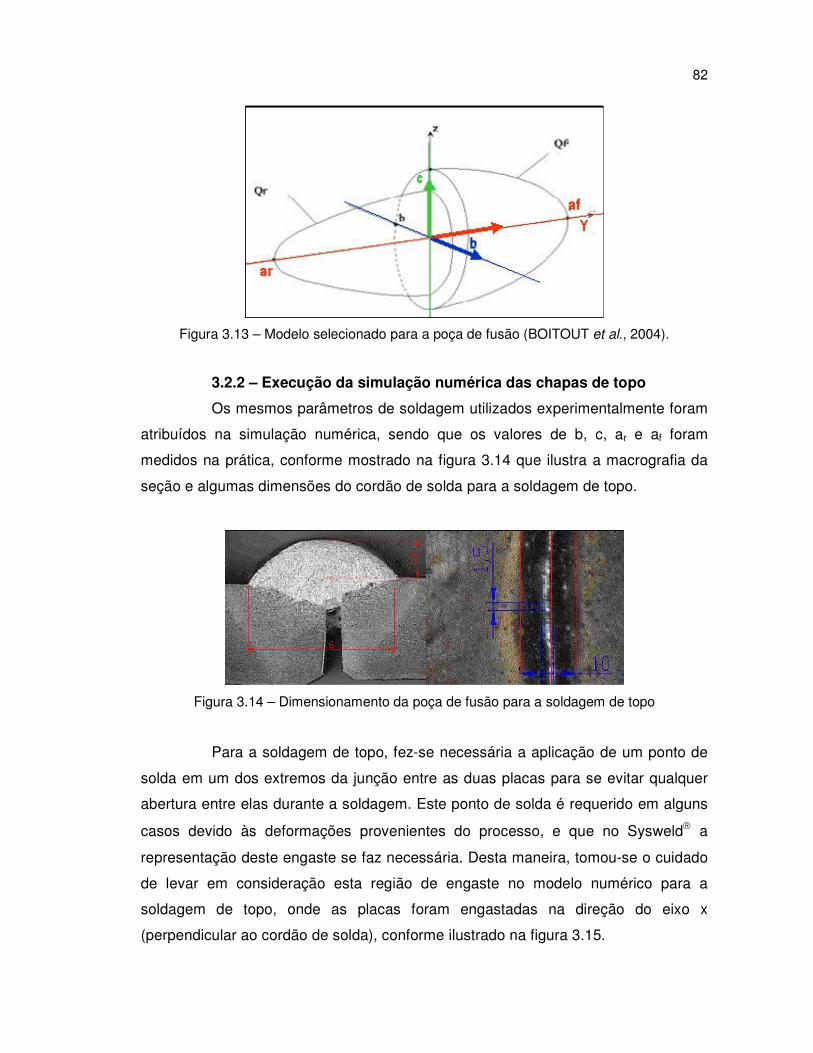
82
Figura 3.13 – Modelo selecionado para a poça de fusão (BOITOUT et al., 2004).
3.2.2 – Execução da simulação numérica das chapas de topo
Os mesmos parâmetros de soldagem utilizados experimentalmente foram
atribuídos na simulação numérica, sendo que os valores de b, c, ar e af foram
medidos na prática, conforme mostrado na figura 3.14 que ilustra a macrografia da
seção e algumas dimensões do cordão de solda para a soldagem de topo.
Figura 3.14 – Dimensionamento da poça de fusão para a soldagem de topo
Para a soldagem de topo, fez-se necessária a aplicação de um ponto de
solda em um dos extremos da junção entre as duas placas para se evitar qualquer
abertura entre elas durante a soldagem. Este ponto de solda é requerido em alguns
casos devido às deformações provenientes do processo, e que no Sysweld a
representação deste engaste se faz necessária. Desta maneira, tomou-se o cuidado
de levar em consideração esta região de engaste no modelo numérico para a
soldagem de topo, onde as placas foram engastadas na direção do eixo x
(perpendicular ao cordão de solda), conforme ilustrado na figura 3.15.
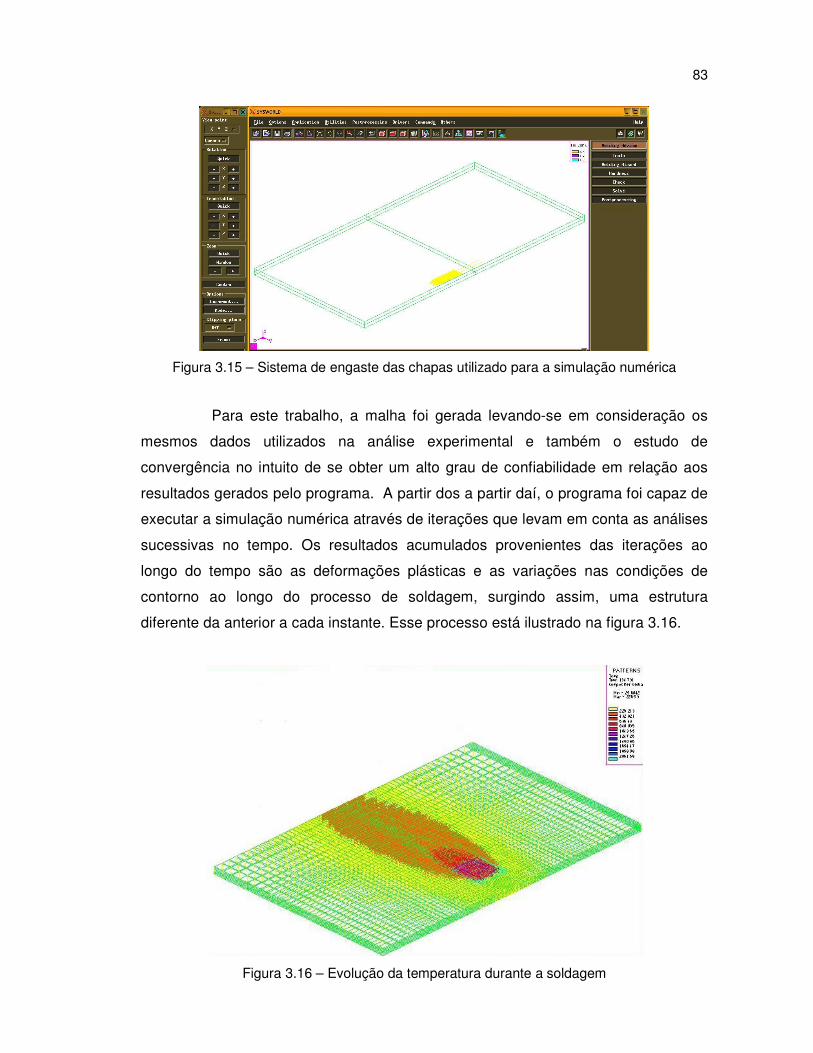
83
Figura 3.15 – Sistema de engaste das chapas utilizado para a simulação numérica
Para este trabalho, a malha foi gerada levando-se em consideração os
mesmos dados utilizados na análise experimental e também o estudo de
convergência no intuito de se obter um alto grau de confiabilidade em relação aos
resultados gerados pelo programa. A partir dos a partir daí, o programa foi capaz de
executar a simulação numérica através de iterações que levam em conta as análises
sucessivas no tempo. Os resultados acumulados provenientes das iterações ao
longo do tempo são as deformações plásticas e as variações nas condições de
contorno ao longo do processo de soldagem, surgindo assim, uma estrutura
diferente da anterior a cada instante. Esse processo está ilustrado na figura 3.16.
Figura 3.16 – Evolução da temperatura durante a soldagem
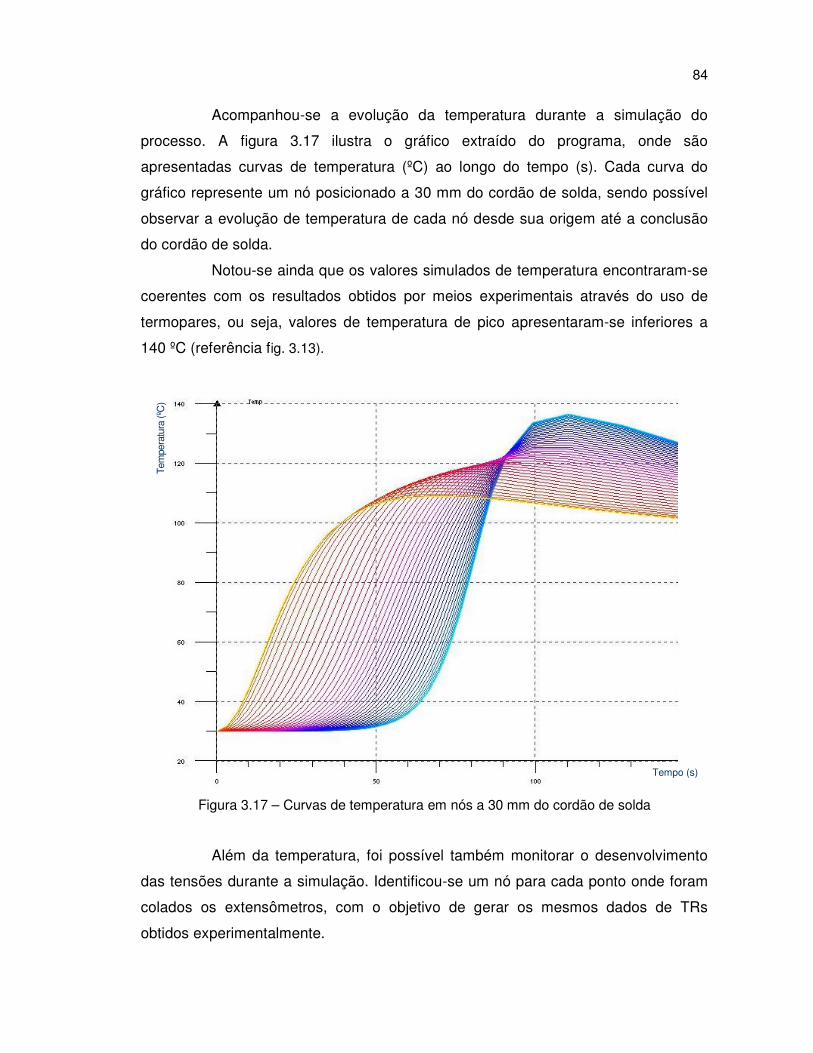
84
Acompanhou-se a evolução da temperatura durante a simulação do
processo. A figura 3.17 ilustra o gráfico extraído do programa, onde são
apresentadas curvas de temperatura (ºC) ao longo do tempo (s). Cada curva do
gráfico represente um nó posicionado a 30 mm do cordão de solda, sendo possível
observar a evolução de temperatura de cada nó desde sua origem até a conclusão
do cordão de solda.
Notou-se ainda que os valores simulados de temperatura encontraram-se
coerentes com os resultados obtidos por meios experimentais através do uso de
termopares, ou seja, valores de temperatura de pico apresentaram-se inferiores a
140 ºC (referência fig. 3.13).
Figura 3.17 – Curvas de temperatura em nós a 30 mm do cordão de solda
Além da temperatura, foi possível também monitorar o desenvolvimento
das tensões durante a simulação. Identificou-se um nó para cada ponto onde foram
colados os extensômetros, com o objetivo de gerar os mesmos dados de TRs
obtidos experimentalmente.
Tem
pera
tura
(ºC
)
Tempo (s)
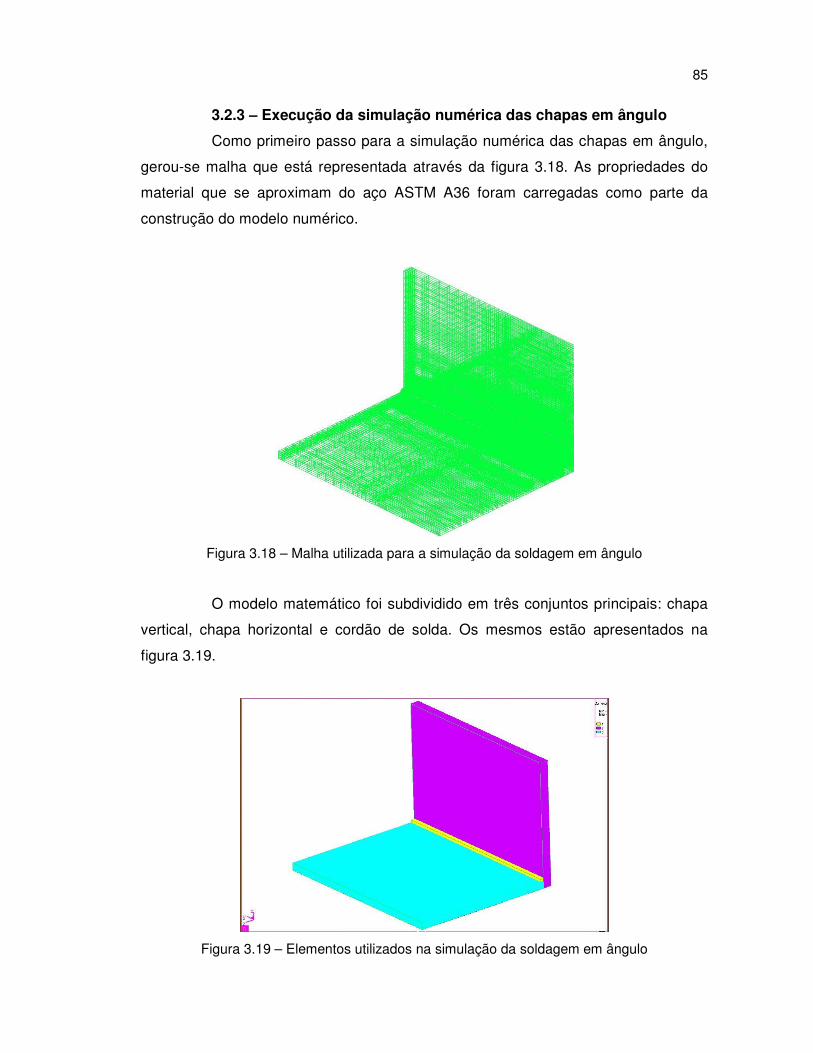
85
3.2.3 – Execução da simulação numérica das chapas em ângulo
Como primeiro passo para a simulação numérica das chapas em ângulo,
gerou-se malha que está representada através da figura 3.18. As propriedades do
material que se aproximam do aço ASTM A36 foram carregadas como parte da
construção do modelo numérico.
Figura 3.18 – Malha utilizada para a simulação da soldagem em ângulo
O modelo matemático foi subdividido em três conjuntos principais: chapa
vertical, chapa horizontal e cordão de solda. Os mesmos estão apresentados na
figura 3.19.
Figura 3.19 – Elementos utilizados na simulação da soldagem em ângulo

86
O total de elementos para este tipo de configuração foi de 10872, sendo
17656 nós e 38 grupos.
De forma similar à simulação da soldagem de topo, as dimensões do
cordão de solda e sua macrografia foram dimensionadas na prática, conforme
ilustrado na figura 3.20.
Figura 3.20 – Dimensionamento da poça de fusão p/ a soldagem em ângulo
A macrografia da parte experimental serviu como dado de entrada para a
simulação numérica que apresentou valores de temperatura no cordão e regiões
periféricas durante a soldagem, conforme ilustrado na figura 3.21.
Figura 3.21 – Gradientes de temperatura da poça de fusão p/ a soldagem em ângulo
A título de comparação com o resultado obtido na fase experimental, onde
foi utilizado um termopar para o acompanhamento da evolução da temperatura
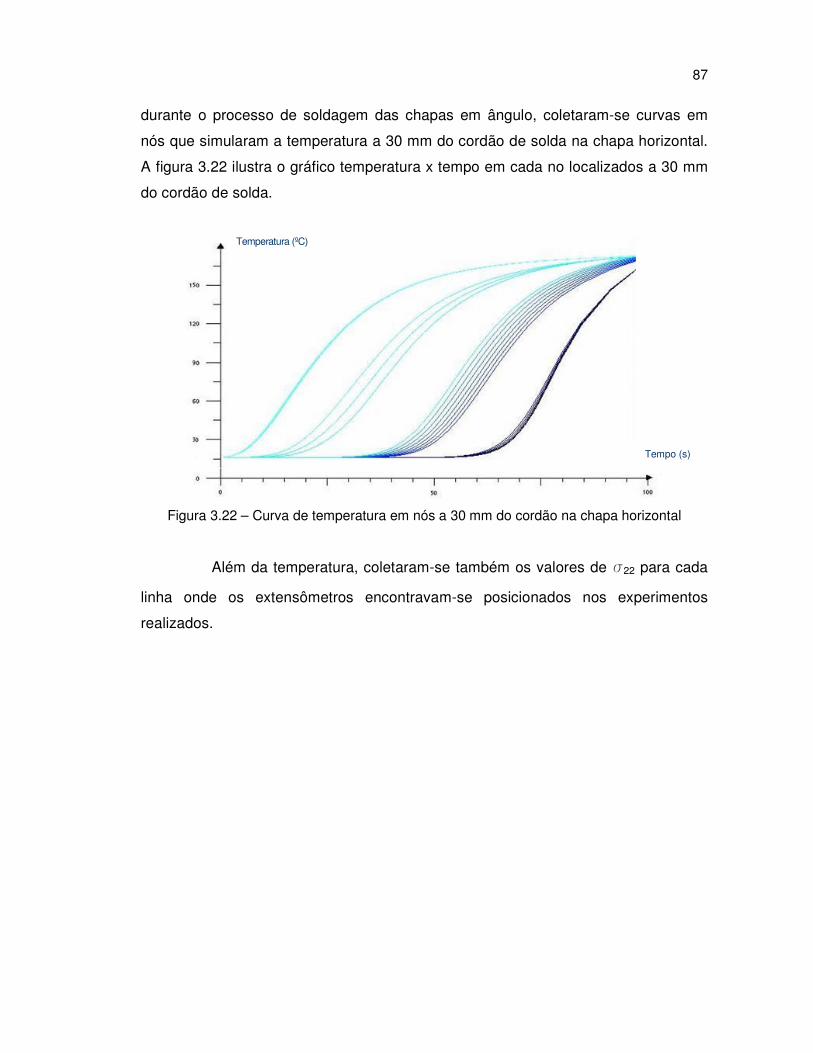
87
durante o processo de soldagem das chapas em ângulo, coletaram-se curvas em
nós que simularam a temperatura a 30 mm do cordão de solda na chapa horizontal.
A figura 3.22 ilustra o gráfico temperatura x tempo em cada no localizados a 30 mm
do cordão de solda.
Figura 3.22 – Curva de temperatura em nós a 30 mm do cordão na chapa horizontal
Além da temperatura, coletaram-se também os valores de s22 para cada
linha onde os extensômetros encontravam-se posicionados nos experimentos
realizados.
Temperatura (ºC)
Tempo (s)
88
CAPÍTULO 4
RESULTADOS E DISCUSSÕES
4.1 – RESULTADOS EXPERIMENTAIS: CHAPAS DE TOPO
Realizou-se a análise dos resultados das leituras obtidas através do
sistema de aquisição de dados, e de posse destes resultados, analisou-se a
evolução em tempo real das tensões na placa durante a realização da soldagem.
Apesar do processo de soldagem ter sido manual, a velocidade média de
soldagem foi controlada. Utilizou-se um cronômetro para medir o tempo total, e,
dividindo-se o comprimento total do cordão (125 mm) pelo tempo total cronometrado
(82s), calculou-se a velocidade média da soldagem (1,52 mm/s).
Durante o processo de soldagem, mediu-se a corrente (i) obtendo-se o
valor de 80 A. Mediu-se a tensão (V) e o valor encontrado foi de 20 V, pode-se
calcular o valor do rendimento térmico do processo (η = 0,48), sendo o mesmo
obtido através de estimação de parâmetros. Os dados utilizados para os cálculos
encontram-se na tabela 4.1.
Tabela 4.1 – Dados utilizados para o cálculo do rendimento térmico do processo (topo)
Para conhecer o valor da temperatura de pico (Tp) em um ponto a 30 mm
do cordão de solda, um termopar tipo K foi posicionado entre dois extensômetros,
possibilitando assim o cálculo do valor do rendimento térmico do processo utilizado
através das equações vistas no capítulo 2. A partir da eq. 2.18, foi possível também
calcular a energia de soldagem (H), encontrando-se o valor de 505,8 J/mm.
O gráfico mostrado na figura 4.1 apresenta a evolução dos valores de
temperatura durante o processo, obtidos através do termopar colado na peça.
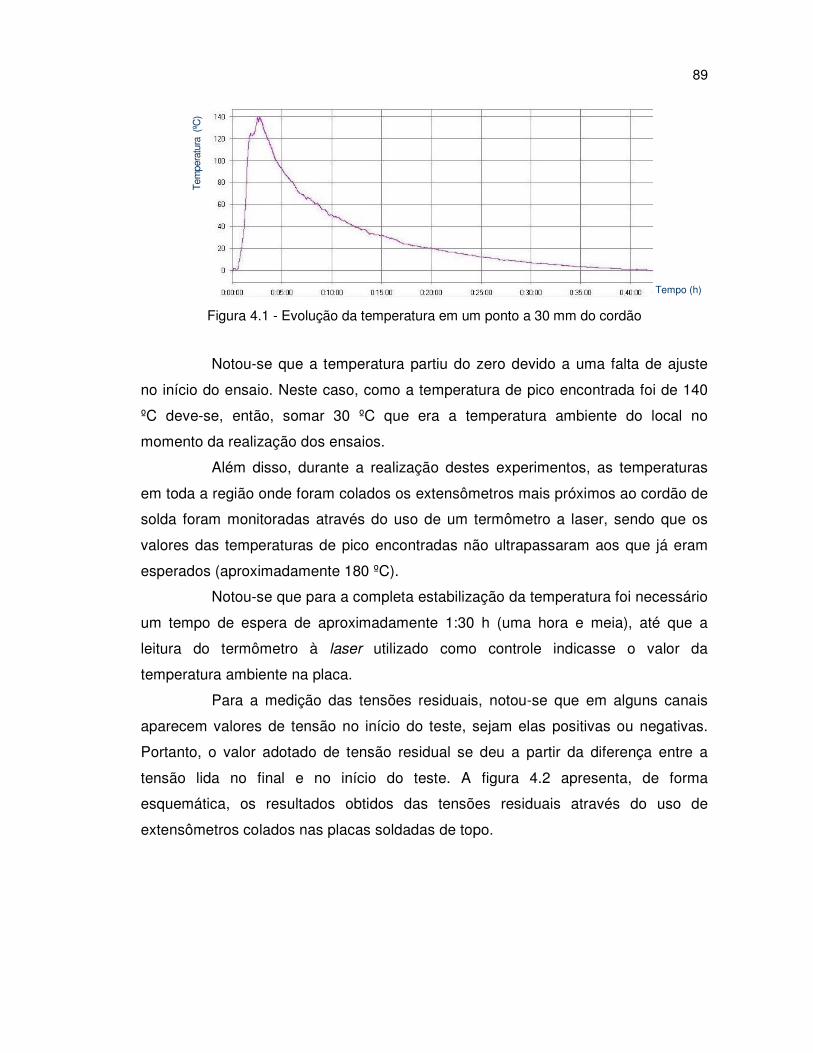
89
Figura 4.1 - Evolução da temperatura em um ponto a 30 mm do cordão
Notou-se que a temperatura partiu do zero devido a uma falta de ajuste
no início do ensaio. Neste caso, como a temperatura de pico encontrada foi de 140
ºC deve-se, então, somar 30 ºC que era a temperatura ambiente do local no
momento da realização dos ensaios.
Além disso, durante a realização destes experimentos, as temperaturas
em toda a região onde foram colados os extensômetros mais próximos ao cordão de
solda foram monitoradas através do uso de um termômetro a laser, sendo que os
valores das temperaturas de pico encontradas não ultrapassaram aos que já eram
esperados (aproximadamente 180 ºC).
Notou-se que para a completa estabilização da temperatura foi necessário
um tempo de espera de aproximadamente 1:30 h (uma hora e meia), até que a
leitura do termômetro à laser utilizado como controle indicasse o valor da
temperatura ambiente na placa.
Para a medição das tensões residuais, notou-se que em alguns canais
aparecem valores de tensão no início do teste, sejam elas positivas ou negativas.
Portanto, o valor adotado de tensão residual se deu a partir da diferença entre a
tensão lida no final e no início do teste. A figura 4.2 apresenta, de forma
esquemática, os resultados obtidos das tensões residuais através do uso de
extensômetros colados nas placas soldadas de topo.
Tempo (h)
Tem
pera
tura
(ºC
)
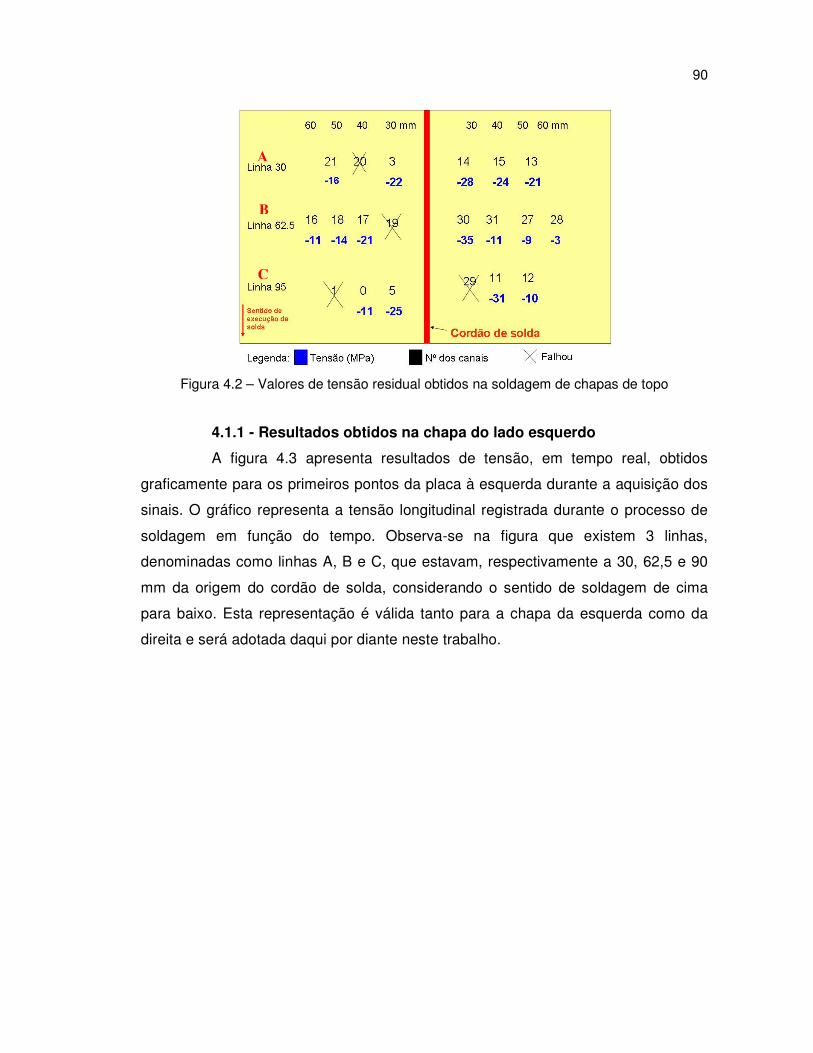
90
Figura 4.2 – Valores de tensão residual obtidos na soldagem de chapas de topo
4.1.1 - Resultados obtidos na chapa do lado esquerdo
A figura 4.3 apresenta resultados de tensão, em tempo real, obtidos
graficamente para os primeiros pontos da placa à esquerda durante a aquisição dos
sinais. O gráfico representa a tensão longitudinal registrada durante o processo de
soldagem em função do tempo. Observa-se na figura que existem 3 linhas,
denominadas como linhas A, B e C, que estavam, respectivamente a 30, 62,5 e 90
mm da origem do cordão de solda, considerando o sentido de soldagem de cima
para baixo. Esta representação é válida tanto para a chapa da esquerda como da
direita e será adotada daqui por diante neste trabalho.
A
B
C
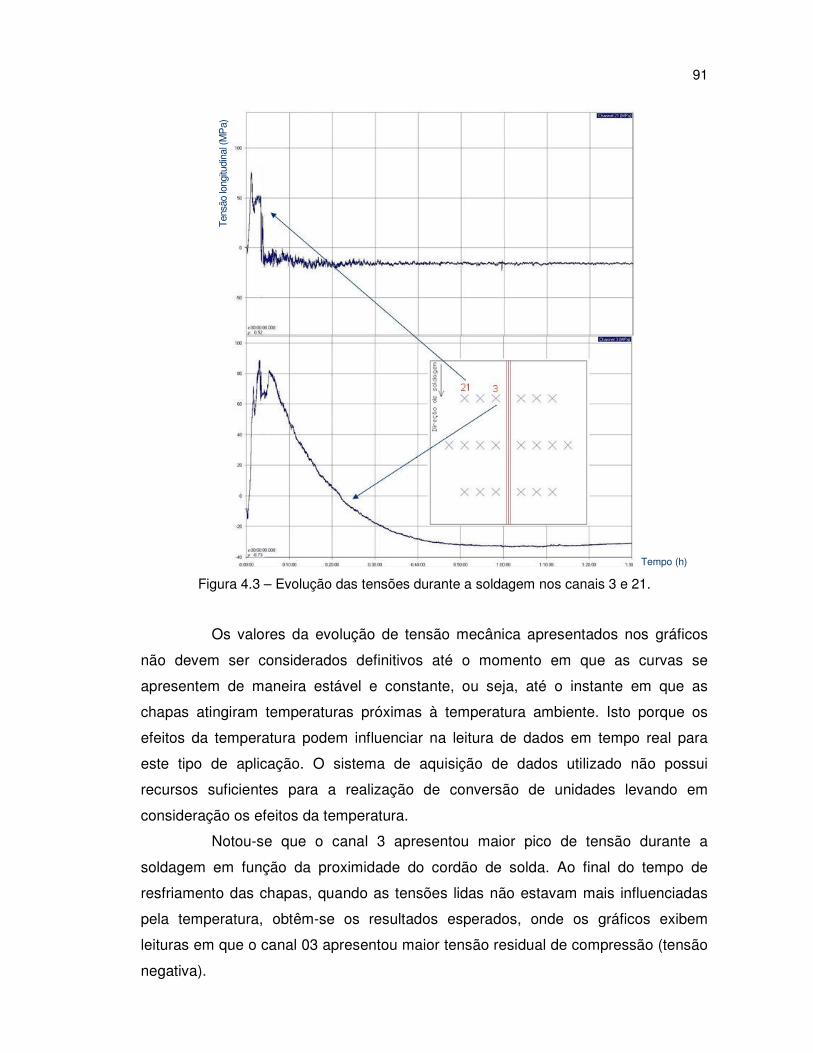
91
Figura 4.3 – Evolução das tensões durante a soldagem nos canais 3 e 21.
Os valores da evolução de tensão mecânica apresentados nos gráficos
não devem ser considerados definitivos até o momento em que as curvas se
apresentem de maneira estável e constante, ou seja, até o instante em que as
chapas atingiram temperaturas próximas à temperatura ambiente. Isto porque os
efeitos da temperatura podem influenciar na leitura de dados em tempo real para
este tipo de aplicação. O sistema de aquisição de dados utilizado não possui
recursos suficientes para a realização de conversão de unidades levando em
consideração os efeitos da temperatura.
Notou-se que o canal 3 apresentou maior pico de tensão durante a
soldagem em função da proximidade do cordão de solda. Ao final do tempo de
resfriamento das chapas, quando as tensões lidas não estavam mais influenciadas
pela temperatura, obtêm-se os resultados esperados, onde os gráficos exibem
leituras em que o canal 03 apresentou maior tensão residual de compressão (tensão
negativa).
Tens
ão lo
ngitu
dina
l (M
Pa)
Tempo (h)
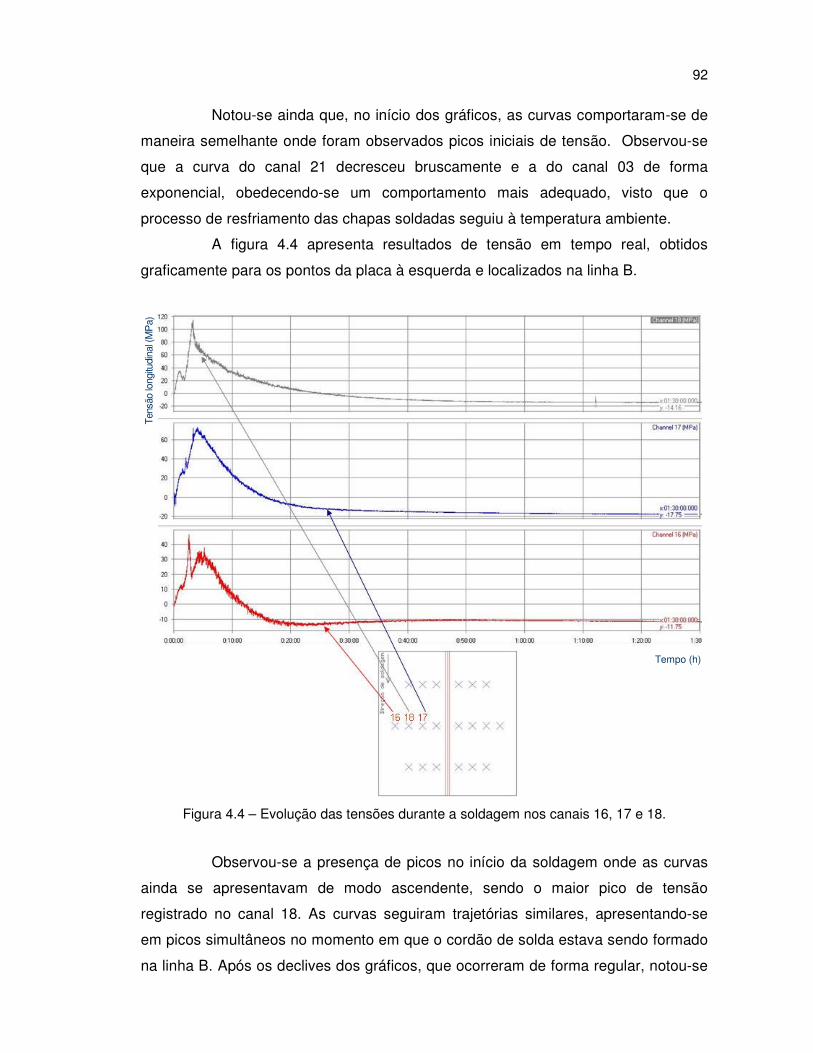
92
Notou-se ainda que, no início dos gráficos, as curvas comportaram-se de
maneira semelhante onde foram observados picos iniciais de tensão. Observou-se
que a curva do canal 21 decresceu bruscamente e a do canal 03 de forma
exponencial, obedecendo-se um comportamento mais adequado, visto que o
processo de resfriamento das chapas soldadas seguiu à temperatura ambiente.
A figura 4.4 apresenta resultados de tensão em tempo real, obtidos
graficamente para os pontos da placa à esquerda e localizados na linha B.
Figura 4.4 – Evolução das tensões durante a soldagem nos canais 16, 17 e 18.
Observou-se a presença de picos no início da soldagem onde as curvas
ainda se apresentavam de modo ascendente, sendo o maior pico de tensão
registrado no canal 18. As curvas seguiram trajetórias similares, apresentando-se
em picos simultâneos no momento em que o cordão de solda estava sendo formado
na linha B. Após os declives dos gráficos, que ocorreram de forma regular, notou-se
Tens
ão lo
ngitu
dina
l (M
Pa)
Tempo (h)

93
uma pequena variação negativa do canal 16, mas que ao longo do resfriamento da
chapa foi corrigido, voltando a sua forma constante como os demais.
Notou-se ainda que apesar das TRs na linha B apresentarem valores
decrescentes a partir do cordão de solda na chapa do lado esquerdo, os picos de
tensão em tempo real durante a soldagem não foram representados de forma
análoga.
A figura 4.5 apresenta o comportamento dos extensômetros localizados
na linha C da placa à esquerda.
Figura 4.5 – Evolução das tensões durante a soldagem nos canais 0 e 5.
Notou-se a presença de picos no início da soldagem, onde as curvas
ainda se apresentavam de modo ascendente, sendo mais visível no gráfico do canal
0. A leitura do gráfico deste canal foi comprometida até o tempo de 50 minutos,
aproximadamente, em função de várias oscilações que podem ser originadas por
algum tipo de interferência. A partir deste instante, a curva seguiu com pequenas
oscilações, sendo possível realizar a leitura final da tensão residual.
Notou-se ainda que as tensões residuais apresentaram-se com valores
decrescentes a partir do cordão de solda, e, os picos de tensão durante a soldagem
foram representados de forma análoga em tempo real.
Tens
ão lo
ngitu
dina
l (M
Pa)
Tempo (h)

94
4.1.2 - Resultados obtidos na chapa do lado direito
Na placa do lado direito, houve apenas um extensômetro que falhou. A
figura 4.6 apresenta resultados de tensão mecânica, obtidos em tempo real, em
função do tempo.
Figura 4.6 – Evolução das tensões durante a soldagem nos canais 13, 14 e 15.
Notou-se que os picos de tensão têm comportamentos diferentes na
escala de tempo, tendo o canal 15 apresentado maior valor.
Observou-se um vale no canal 13 logo após atingir a tensão máxima. Em
seguida, surgiram várias oscilações neste mesmo canal originadas por algum tipo de
interferência no sistema até obter-se um comportamento quase constante ao longo
do tempo.
Notou-se ainda uma pequena inclinação negativa no final das curvas foi
observada e considerada, visto que este comportamento foi comum nos três
Tens
ão lo
ngitu
dina
l (M
Pa)
Tempo (h)

95
gráficos. Os valores de TRs encontrados apresentaram-se decrescentes a partir do
centro do cordão de solda.
A figura 4.7 apresenta o comportamento dos extensômetros localizados
na linha B da placa à direita.
Figura 4.7 – Evolução das tensões durante a soldagem nos canais 27, 28, 30 e 31.
Notou-se que apenas a curva que representada pelo extensômetro 28
apresentou oscilações fora do normal, mas que se estabilizou a partir do tempo de
1h. No canal 30, observou-se um declive acentuado entre os tempos 10 e 20 min.,
mas logo após, também se estabilizou, seguindo-se com valores de tensão
Tempo (h)
Tens
ão lo
ngitu
dina
l (M
Pa)
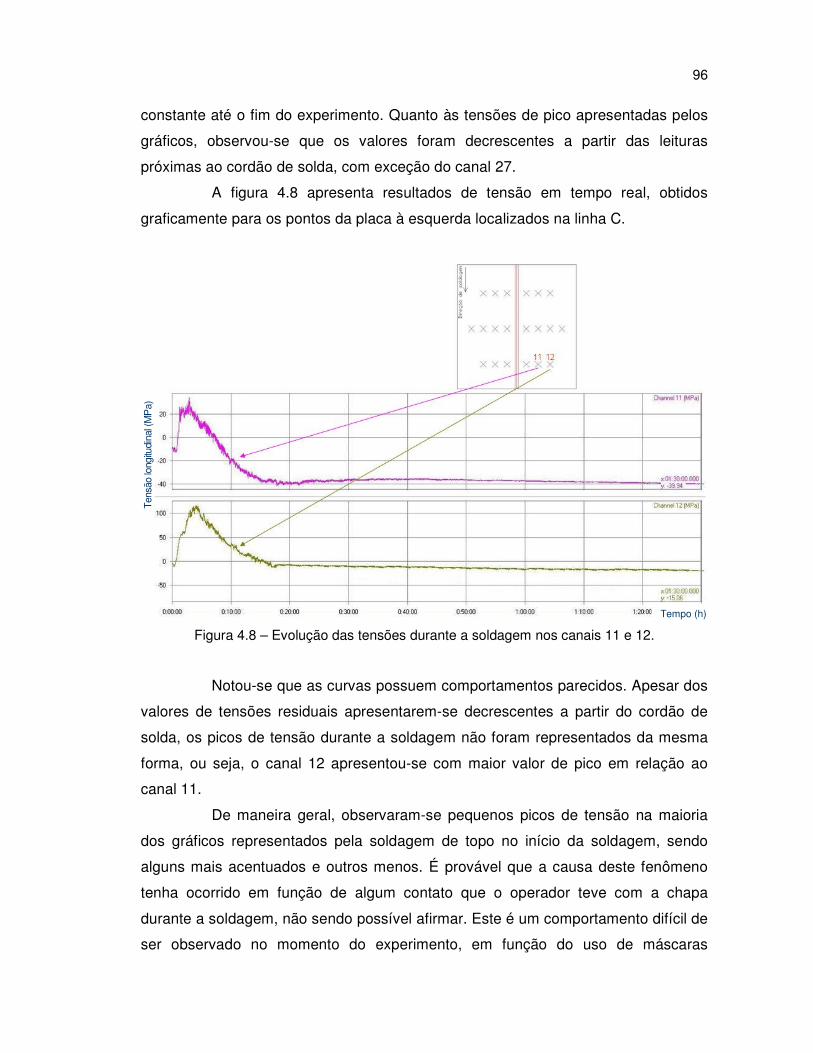
96
constante até o fim do experimento. Quanto às tensões de pico apresentadas pelos
gráficos, observou-se que os valores foram decrescentes a partir das leituras
próximas ao cordão de solda, com exceção do canal 27.
A figura 4.8 apresenta resultados de tensão em tempo real, obtidos
graficamente para os pontos da placa à esquerda localizados na linha C.
Figura 4.8 – Evolução das tensões durante a soldagem nos canais 11 e 12.
Notou-se que as curvas possuem comportamentos parecidos. Apesar dos
valores de tensões residuais apresentarem-se decrescentes a partir do cordão de
solda, os picos de tensão durante a soldagem não foram representados da mesma
forma, ou seja, o canal 12 apresentou-se com maior valor de pico em relação ao
canal 11.
De maneira geral, observaram-se pequenos picos de tensão na maioria
dos gráficos representados pela soldagem de topo no início da soldagem, sendo
alguns mais acentuados e outros menos. É provável que a causa deste fenômeno
tenha ocorrido em função de algum contato que o operador teve com a chapa
durante a soldagem, não sendo possível afirmar. Este é um comportamento difícil de
ser observado no momento do experimento, em função do uso de máscaras
Tens
ão lo
ngitu
dina
l (M
Pa)
Tempo (h)

97
protetoras e atenções voltadas para o monitoramento dos gráficos e temperatura
durante os experimentos.
4.1.3 – A tentativa de reproduzir a técnica do furo passante
No intuito de se medir as tensões residuais nas proximidades do cordão
de solda com o auxilio da extensometria, tentou-se reproduzir a técnica do furo
passante na configuração de chapas soldadas de topo.
De acordo com a teoria vista no capítulo 2, três extensômetros foram
colados em ângulos de 45º entre eles na linha central (30 mm) da chapa do lado
direito. Após a colagem dos extensômetros, executou-se um furo de 2 mm de
diâmetro localizado a 3 mm da extremidade do cordão de solda, conforme ilustrado
na figura 4.9.
Figura 4.9 – Extensômetros colados à 45º próximos ao cordão de solda
A evolução das tensões durante e após a execução do furo foram
monitoradas, cujos gráficos estão apresentados na figura 4.10.
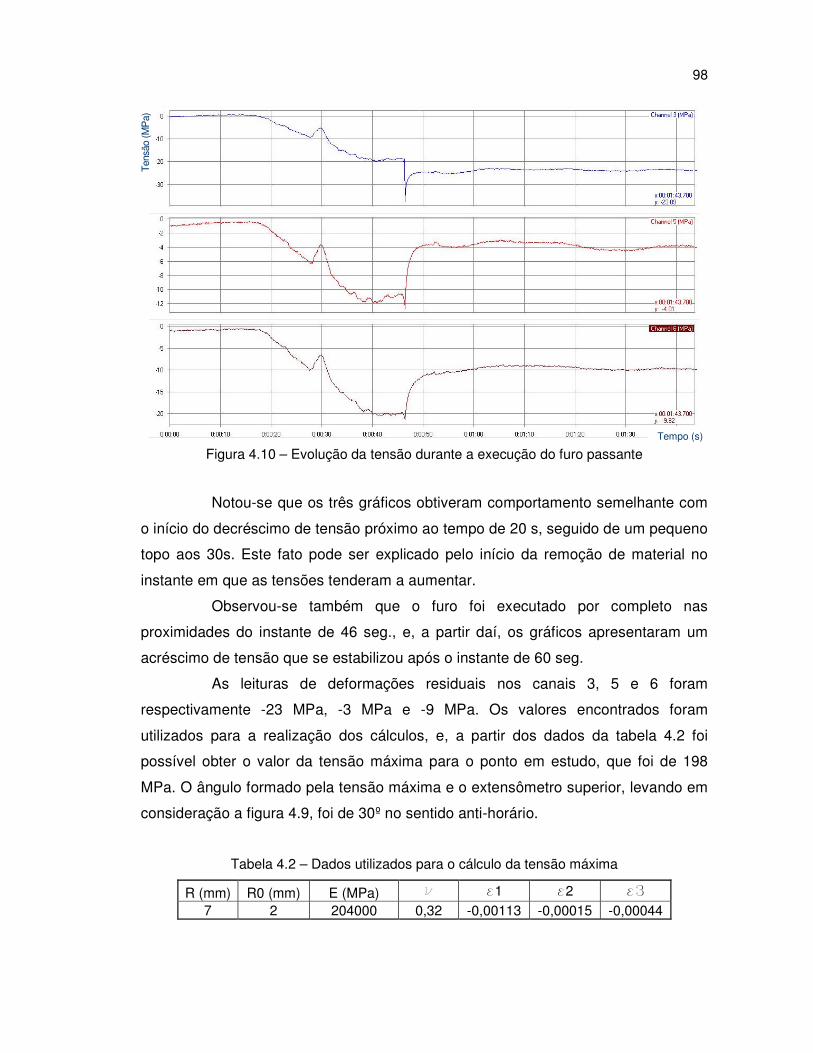
98
Figura 4.10 – Evolução da tensão durante a execução do furo passante
Notou-se que os três gráficos obtiveram comportamento semelhante com
o início do decréscimo de tensão próximo ao tempo de 20 s, seguido de um pequeno
topo aos 30s. Este fato pode ser explicado pelo início da remoção de material no
instante em que as tensões tenderam a aumentar.
Observou-se também que o furo foi executado por completo nas
proximidades do instante de 46 seg., e, a partir daí, os gráficos apresentaram um
acréscimo de tensão que se estabilizou após o instante de 60 seg.
As leituras de deformações residuais nos canais 3, 5 e 6 foram
respectivamente -23 MPa, -3 MPa e -9 MPa. Os valores encontrados foram
utilizados para a realização dos cálculos, e, a partir dos dados da tabela 4.2 foi
possível obter o valor da tensão máxima para o ponto em estudo, que foi de 198
MPa. O ângulo formado pela tensão máxima e o extensômetro superior, levando em
consideração a figura 4.9, foi de 30º no sentido anti-horário.
Tabela 4.2 – Dados utilizados para o cálculo da tensão máxima
R (mm) R0 (mm) E (MPa) ν ε1 ε2 ε3
7 2 204000 0,32 -0,00113 -0,00015 -0,00044
Ten
são
(MP
a)
Tempo (s)
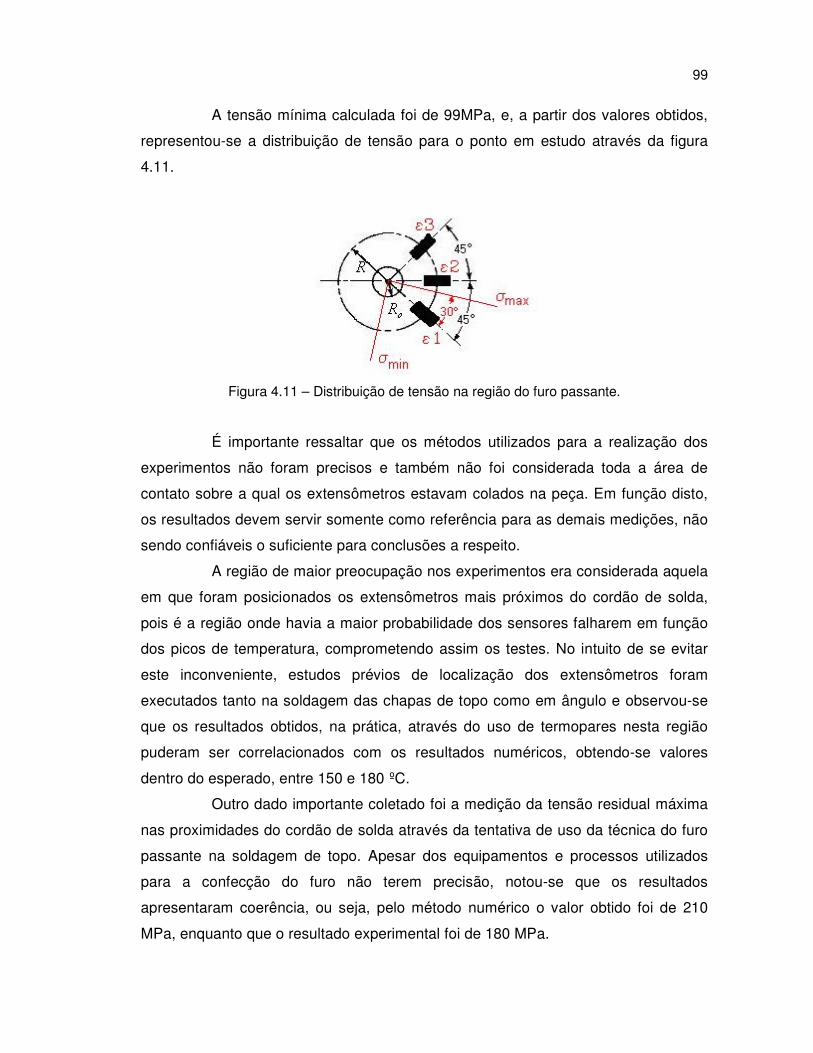
99
A tensão mínima calculada foi de 99MPa, e, a partir dos valores obtidos,
representou-se a distribuição de tensão para o ponto em estudo através da figura
4.11.
Figura 4.11 – Distribuição de tensão na região do furo passante.
É importante ressaltar que os métodos utilizados para a realização dos
experimentos não foram precisos e também não foi considerada toda a área de
contato sobre a qual os extensômetros estavam colados na peça. Em função disto,
os resultados devem servir somente como referência para as demais medições, não
sendo confiáveis o suficiente para conclusões a respeito.
A região de maior preocupação nos experimentos era considerada aquela
em que foram posicionados os extensômetros mais próximos do cordão de solda,
pois é a região onde havia a maior probabilidade dos sensores falharem em função
dos picos de temperatura, comprometendo assim os testes. No intuito de se evitar
este inconveniente, estudos prévios de localização dos extensômetros foram
executados tanto na soldagem das chapas de topo como em ângulo e observou-se
que os resultados obtidos, na prática, através do uso de termopares nesta região
puderam ser correlacionados com os resultados numéricos, obtendo-se valores
dentro do esperado, entre 150 e 180 ºC.
Outro dado importante coletado foi a medição da tensão residual máxima
nas proximidades do cordão de solda através da tentativa de uso da técnica do furo
passante na soldagem de topo. Apesar dos equipamentos e processos utilizados
para a confecção do furo não terem precisão, notou-se que os resultados
apresentaram coerência, ou seja, pelo método numérico o valor obtido foi de 210
MPa, enquanto que o resultado experimental foi de 180 MPa.
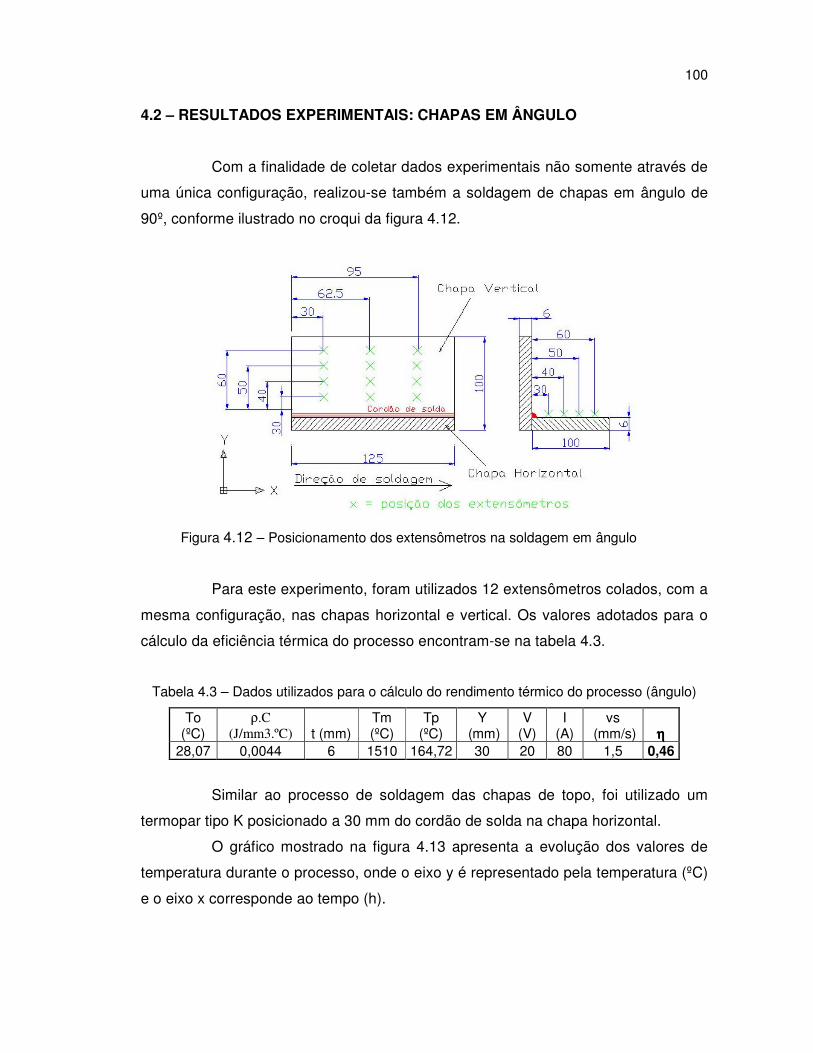
100
4.2 – RESULTADOS EXPERIMENTAIS: CHAPAS EM ÂNGULO
Com a finalidade de coletar dados experimentais não somente através de
uma única configuração, realizou-se também a soldagem de chapas em ângulo de
90º, conforme ilustrado no croqui da figura 4.12.
Figura 4.12 – Posicionamento dos extensômetros na soldagem em ângulo
Para este experimento, foram utilizados 12 extensômetros colados, com a
mesma configuração, nas chapas horizontal e vertical. Os valores adotados para o
cálculo da eficiência térmica do processo encontram-se na tabela 4.3.
Tabela 4.3 – Dados utilizados para o cálculo do rendimento térmico do processo (ângulo)
To (ºC)
ρ.C
(J/mm3.ºC) t (mm) Tm (ºC)
Tp (ºC)
Y (mm)
V (V)
I (A)
vs (mm/s) ηηηη
28,07 0,0044 6 1510 164,72 30 20 80 1,5 0,46
Similar ao processo de soldagem das chapas de topo, foi utilizado um
termopar tipo K posicionado a 30 mm do cordão de solda na chapa horizontal.
O gráfico mostrado na figura 4.13 apresenta a evolução dos valores de
temperatura durante o processo, onde o eixo y é representado pela temperatura (ºC)
e o eixo x corresponde ao tempo (h).
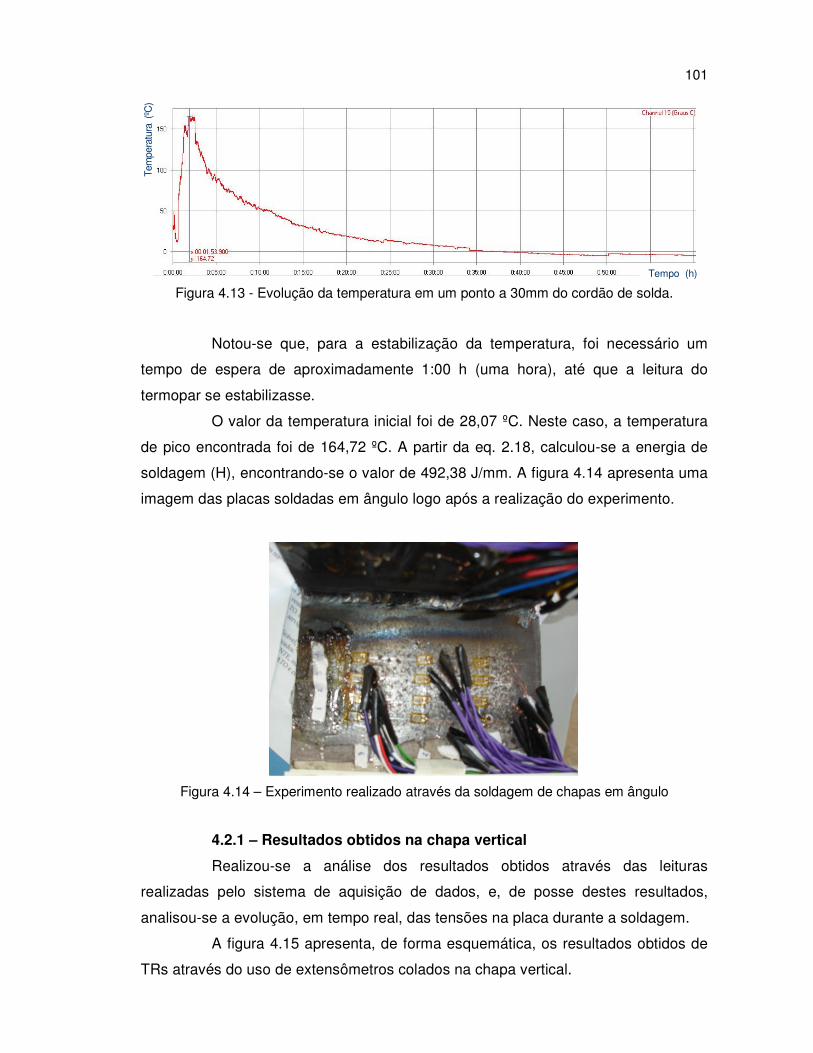
101
Figura 4.13 - Evolução da temperatura em um ponto a 30mm do cordão de solda.
Notou-se que, para a estabilização da temperatura, foi necessário um
tempo de espera de aproximadamente 1:00 h (uma hora), até que a leitura do
termopar se estabilizasse.
O valor da temperatura inicial foi de 28,07 ºC. Neste caso, a temperatura
de pico encontrada foi de 164,72 ºC. A partir da eq. 2.18, calculou-se a energia de
soldagem (H), encontrando-se o valor de 492,38 J/mm. A figura 4.14 apresenta uma
imagem das placas soldadas em ângulo logo após a realização do experimento.
Figura 4.14 – Experimento realizado através da soldagem de chapas em ângulo
4.2.1 – Resultados obtidos na chapa vertical
Realizou-se a análise dos resultados obtidos através das leituras
realizadas pelo sistema de aquisição de dados, e, de posse destes resultados,
analisou-se a evolução, em tempo real, das tensões na placa durante a soldagem.
A figura 4.15 apresenta, de forma esquemática, os resultados obtidos de
TRs através do uso de extensômetros colados na chapa vertical.
Tem
pera
tura
(ºC
)
Tempo (h)
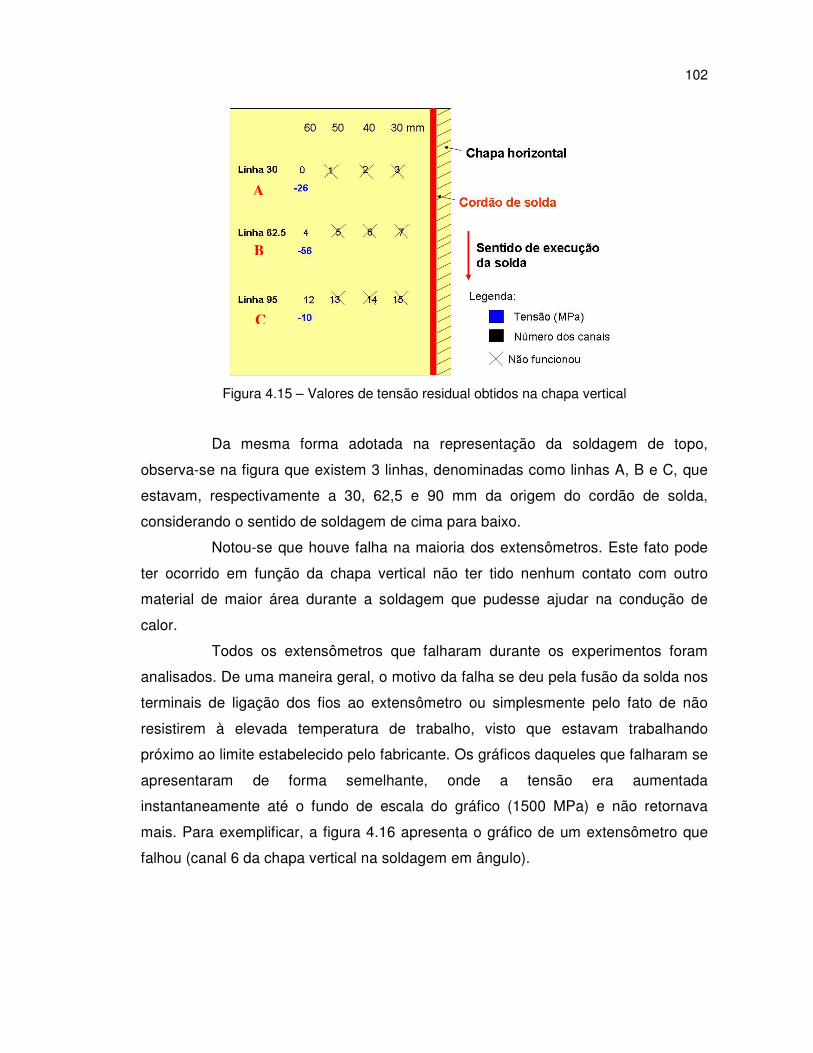
102
Figura 4.15 – Valores de tensão residual obtidos na chapa vertical
Da mesma forma adotada na representação da soldagem de topo,
observa-se na figura que existem 3 linhas, denominadas como linhas A, B e C, que
estavam, respectivamente a 30, 62,5 e 90 mm da origem do cordão de solda,
considerando o sentido de soldagem de cima para baixo.
Notou-se que houve falha na maioria dos extensômetros. Este fato pode
ter ocorrido em função da chapa vertical não ter tido nenhum contato com outro
material de maior área durante a soldagem que pudesse ajudar na condução de
calor.
Todos os extensômetros que falharam durante os experimentos foram
analisados. De uma maneira geral, o motivo da falha se deu pela fusão da solda nos
terminais de ligação dos fios ao extensômetro ou simplesmente pelo fato de não
resistirem à elevada temperatura de trabalho, visto que estavam trabalhando
próximo ao limite estabelecido pelo fabricante. Os gráficos daqueles que falharam se
apresentaram de forma semelhante, onde a tensão era aumentada
instantaneamente até o fundo de escala do gráfico (1500 MPa) e não retornava
mais. Para exemplificar, a figura 4.16 apresenta o gráfico de um extensômetro que
falhou (canal 6 da chapa vertical na soldagem em ângulo).
A
B
C
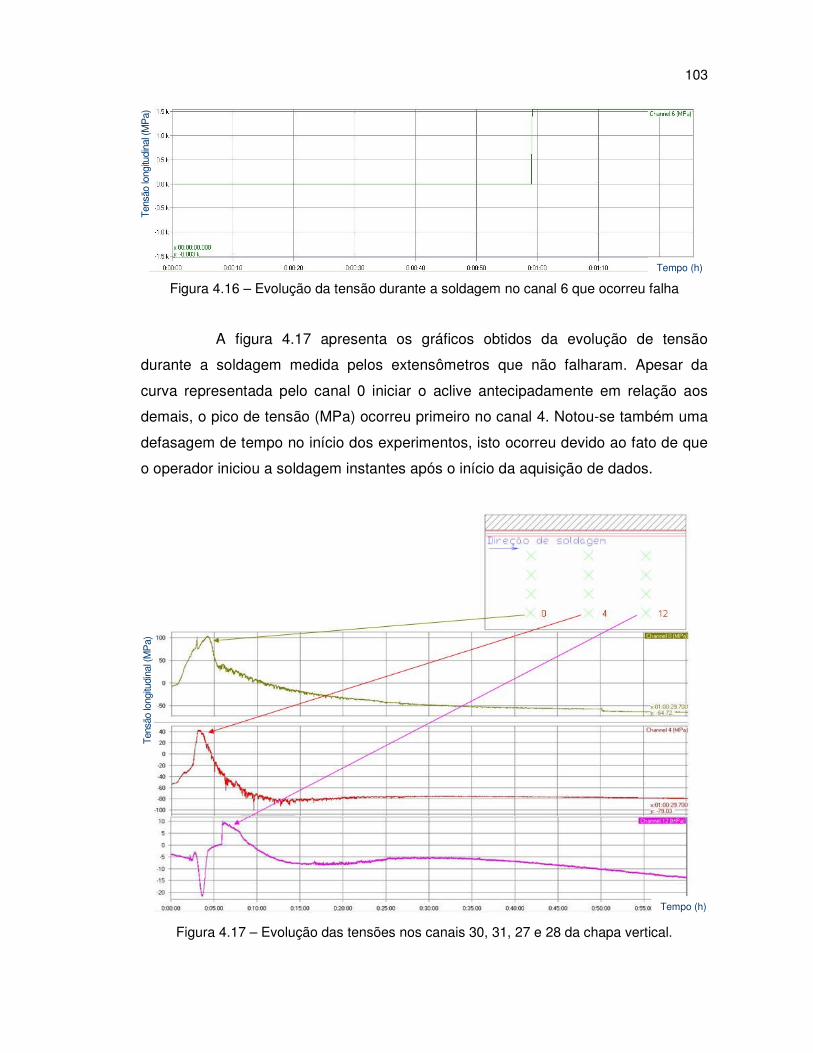
103
Figura 4.16 – Evolução da tensão durante a soldagem no canal 6 que ocorreu falha
A figura 4.17 apresenta os gráficos obtidos da evolução de tensão
durante a soldagem medida pelos extensômetros que não falharam. Apesar da
curva representada pelo canal 0 iniciar o aclive antecipadamente em relação aos
demais, o pico de tensão (MPa) ocorreu primeiro no canal 4. Notou-se também uma
defasagem de tempo no início dos experimentos, isto ocorreu devido ao fato de que
o operador iniciou a soldagem instantes após o início da aquisição de dados.
Figura 4.17 – Evolução das tensões nos canais 30, 31, 27 e 28 da chapa vertical.
Tens
ão lo
ngitu
dina
l (M
Pa)
Tempo (h)
Tens
ão lo
ngitu
dina
l (M
Pa)
Tempo (h)
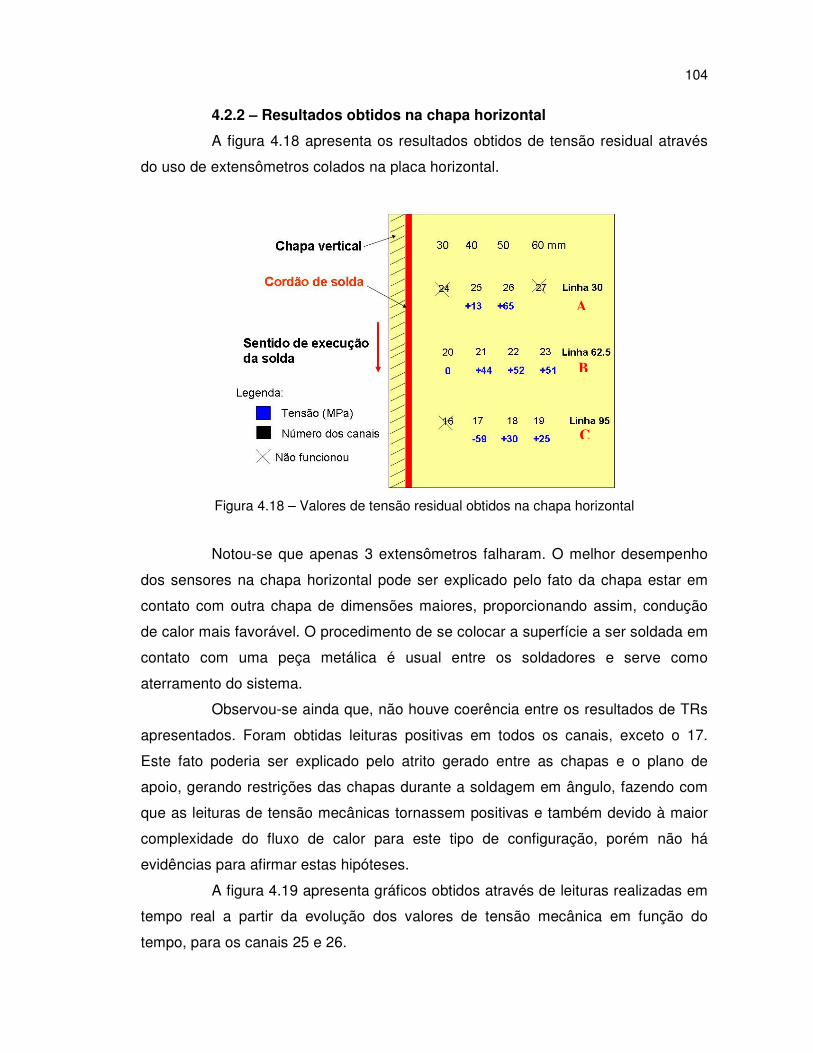
104
4.2.2 – Resultados obtidos na chapa horizontal
A figura 4.18 apresenta os resultados obtidos de tensão residual através
do uso de extensômetros colados na placa horizontal.
Figura 4.18 – Valores de tensão residual obtidos na chapa horizontal
Notou-se que apenas 3 extensômetros falharam. O melhor desempenho
dos sensores na chapa horizontal pode ser explicado pelo fato da chapa estar em
contato com outra chapa de dimensões maiores, proporcionando assim, condução
de calor mais favorável. O procedimento de se colocar a superfície a ser soldada em
contato com uma peça metálica é usual entre os soldadores e serve como
aterramento do sistema.
Observou-se ainda que, não houve coerência entre os resultados de TRs
apresentados. Foram obtidas leituras positivas em todos os canais, exceto o 17.
Este fato poderia ser explicado pelo atrito gerado entre as chapas e o plano de
apoio, gerando restrições das chapas durante a soldagem em ângulo, fazendo com
que as leituras de tensão mecânicas tornassem positivas e também devido à maior
complexidade do fluxo de calor para este tipo de configuração, porém não há
evidências para afirmar estas hipóteses.
A figura 4.19 apresenta gráficos obtidos através de leituras realizadas em
tempo real a partir da evolução dos valores de tensão mecânica em função do
tempo, para os canais 25 e 26.
A
B
C
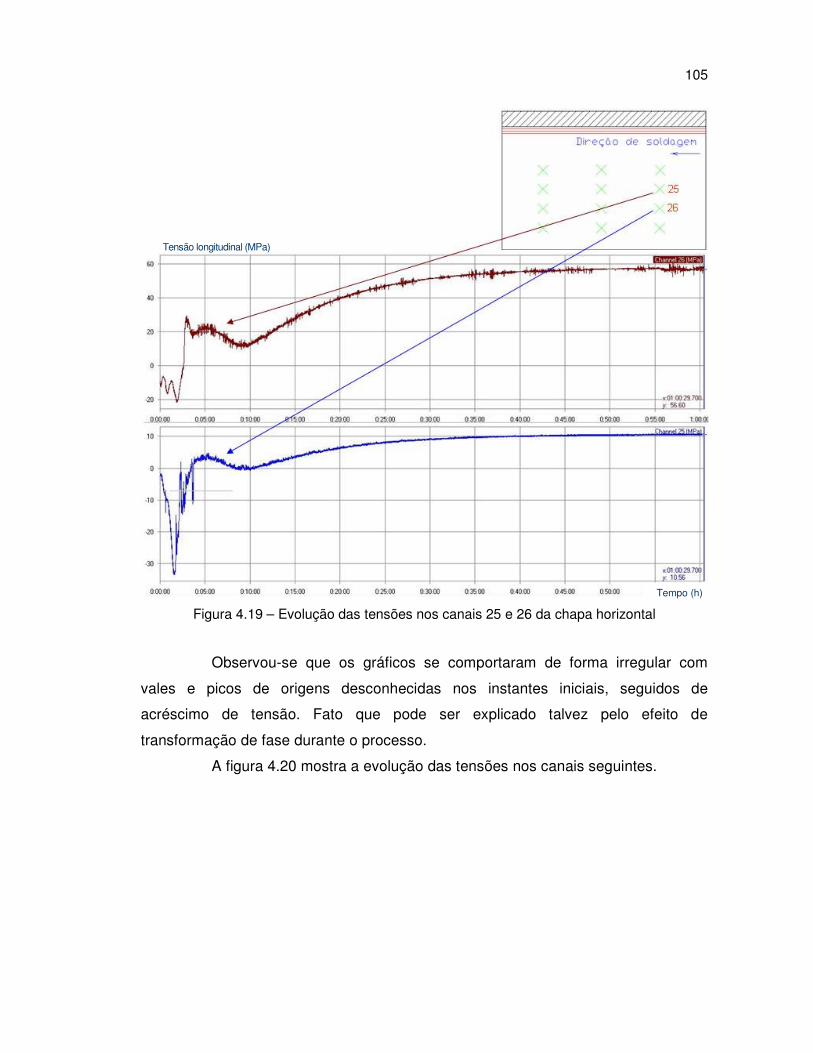
105
Figura 4.19 – Evolução das tensões nos canais 25 e 26 da chapa horizontal
Observou-se que os gráficos se comportaram de forma irregular com
vales e picos de origens desconhecidas nos instantes iniciais, seguidos de
acréscimo de tensão. Fato que pode ser explicado talvez pelo efeito de
transformação de fase durante o processo.
A figura 4.20 mostra a evolução das tensões nos canais seguintes.
Tensão longitudinal (MPa)
Tempo (h)

106
Figura 4.20 – Evolução das tensões nos canais 20, 21, 22 e 23 da chapa horizontal.
Por fim, são apresentados através da figura 4.21, os resultados de tensão
em tempo real obtidos pelos extensômetros posicionados no final da chapa
horizontal. Observou-se um vale de origem desconhecida no início de todos os
gráficos, além de um decréscimo instantâneo de tensão no canal 17 nas
proximidades do tempo de 50 min. Apesar de ter sido um fenômeno isolado, levou-
se em consideração o valor final da tensão residual como nos demais canais.
Independente disto, o canal 17 foi o único que apresentou valor negativo neste tipo
de configuração de experimento.
Tens
ão lo
ngitu
dina
l (M
Pa)
Tempo (h)

107
Figura 4.21 – Evolução das tensões nos canais 17, 18 e 19 da chapa horizontal.
4.3 - RESULTADOS NUMÉRICOS: CHAPAS DE TOPO
4.3.1 - TRs obtidas na simulação da soldagem de chapas de topo
Os gráficos de TRs obtidos através da análise numérica foram gerados de
maneira em que o eixo x indica a distância a partir do centro do cordão de solda,
sendo que centro do cordão está representado pela linha 100. O eixo Y representa o
s22, ou seja, as tensões longitudinais geradas pelo processo de soldagem (em
MPa). A figura 4.22 representa o resultado das TRs simuladas ao longo de uma
linha localizada a 30 mm, a qual denomina-se linha A, a partir do início do cordão de
solda, no tempo de 1:30 h. Ou seja, apresentou-se a leitura da simulação das
tensões residuais após o início da soldagem, considerando o mesmo critério adotado
para a leitura dos valores através do método experimental.
Tens
ão lo
ngitu
dina
l (M
Pa)
Tempo (h)
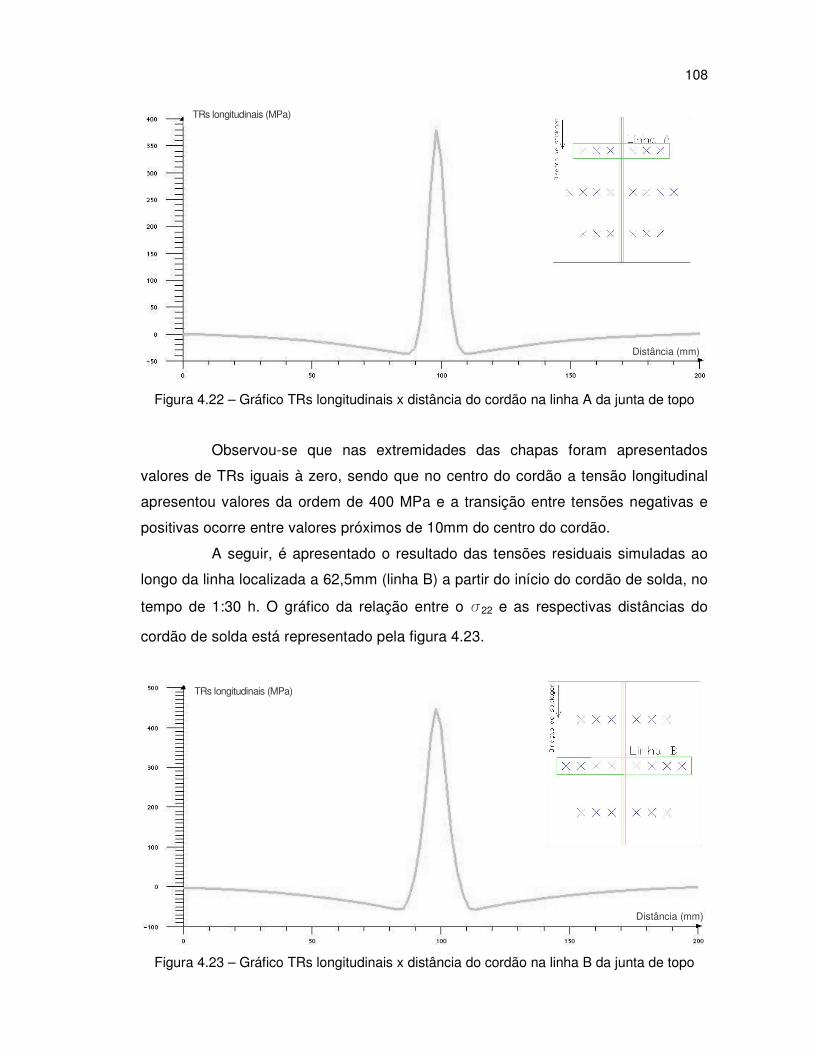
108
Figura 4.22 – Gráfico TRs longitudinais x distância do cordão na linha A da junta de topo
Observou-se que nas extremidades das chapas foram apresentados
valores de TRs iguais à zero, sendo que no centro do cordão a tensão longitudinal
apresentou valores da ordem de 400 MPa e a transição entre tensões negativas e
positivas ocorre entre valores próximos de 10mm do centro do cordão.
A seguir, é apresentado o resultado das tensões residuais simuladas ao
longo da linha localizada a 62,5mm (linha B) a partir do início do cordão de solda, no
tempo de 1:30 h. O gráfico da relação entre o s22 e as respectivas distâncias do
cordão de solda está representado pela figura 4.23.
Figura 4.23 – Gráfico TRs longitudinais x distância do cordão na linha B da junta de topo
TRs longitudinais (MPa)
Distância (mm)
TRs longitudinais (MPa)
Distância (mm)
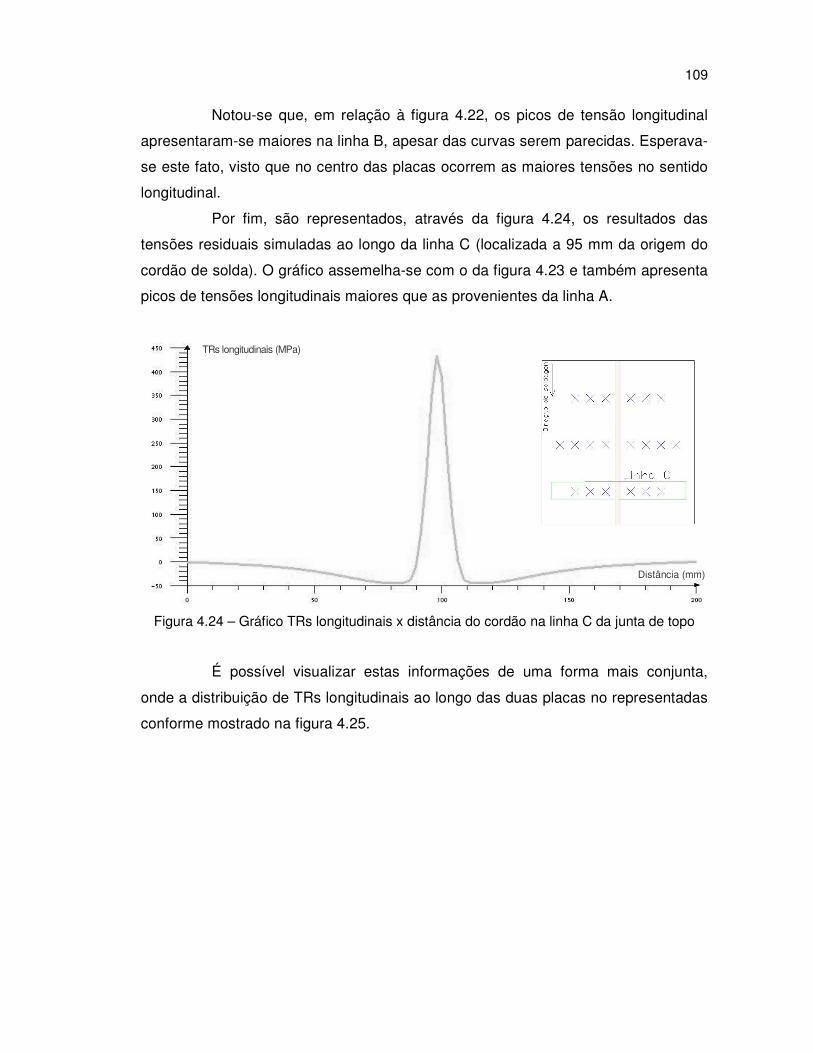
109
Notou-se que, em relação à figura 4.22, os picos de tensão longitudinal
apresentaram-se maiores na linha B, apesar das curvas serem parecidas. Esperava-
se este fato, visto que no centro das placas ocorrem as maiores tensões no sentido
longitudinal.
Por fim, são representados, através da figura 4.24, os resultados das
tensões residuais simuladas ao longo da linha C (localizada a 95 mm da origem do
cordão de solda). O gráfico assemelha-se com o da figura 4.23 e também apresenta
picos de tensões longitudinais maiores que as provenientes da linha A.
Figura 4.24 – Gráfico TRs longitudinais x distância do cordão na linha C da junta de topo
É possível visualizar estas informações de uma forma mais conjunta,
onde a distribuição de TRs longitudinais ao longo das duas placas no representadas
conforme mostrado na figura 4.25.
TRs longitudinais (MPa)
Distância (mm)

110
Figura 4.25 – Distribuição de TRs ao longo das duas placas soldadas de topo
A seguir, são apresentados, através da figura 4.26, os valores de tensão
residual simulados para cada nó correspondente aos pontos onde foram colados os
extensômetros na soldagem das chapas de topo.
Figura 4.26 – Valores de TRs obtidos através da simulação numérica
4.3.2 – A simulação das transformações de fase nas chapas de topo
O Sysweld também é capaz de simular a transformação de fases
durante o processo de soldagem, e esta característica pode ser considerada como
um diferencial em relação aos demais programas utilizados no mundo para este tipo
de aplicação.
A
B
C
Sigma 22

111
Ao inserir os dados de entrada no programa, é solicitado o carregamento
dos materiais para a simulação, bem como as suas porcentagens em relação às
fases metalúrgicas. A figura 4.27 apresenta graficamente estas transformações para
a simulação da soldagem de topo.
Figura 4.27 – Transformações de fase na simulação da soldagem de topo
O programa disponibiliza a opção de escalas múltiplas para este tipo
de gráfico, onde é apresentada a porcentagem de cada fase desde o início da
soldagem até seus valores finais. O gráfico representa a porcentagem de cada fase
durante o processo em função do tempo.
A fase 1, representada pela linha de cor azul claro, indicou a porcentagem
de Ferrita + Perlita e teve como valor final aproximadamente 57 %. A fase 2,
representada pela linha na cor azul escuro, indicou a porcentagem de Bainita e teve
como valor final pouco menos de 43 %. A fase 3, representada pela linha na cor
roxa, indicou a porcentagem de Martensita e teve como valor final 0,0001 %. A fase
6, representada pela linha de cor vermelha, indicou a porcentagem de Austenita e
teve como valor final igual a zero.
Notou-se que, devido ao tempo de resfriamento da junta ser lento, as
fases presentes ao final da soldagem indicam baixa dureza na região do cordão. Ou
seja, é provável que na prática a dureza do cordão de solda e regiões periféricas da
Fases (%)
Tempo (s)

112
junta de topo não comprometa o seu desempenho devido à baixa porcentagem de
Martensita presente no final do resfriamento das chapas.
4.3.3 – Valores de tensão máxima nas chapas de topo
Simularam-se também os valores de tensão máxima na mesma linha
onde, por meios experimentais, se mediu as tensões máximas através do uso da
técnica do furo passante. Gerou-se o gráfico representado pela figura 4.28 com o
objetivo de se realizar a correlação com os valores experimentais, em que a curva
representa a evolução das tensões máximas (MPa) na linha central (linha B) da
chapa a qual foi executado o furo durante os experimentos.
Figura 4.28 – Valores de tensão máxima na linha central da chapa horizontal à direita
Notou-se que as tensões máximas simuladas no centro do cordão
apresentaram na ordem de 260 MPa e aumentam na ZTA até valores próximos de
450 MPa para pontos distantes de 5 mm do cordão. A partir daí, começam a diminuir
na medida em que os pontos foram afastando-se do cordão de solda até valores
negativos de tensão. Por volta dos 50 mm distantes do cordão, os valores de tensão
voltam a aumentar até a estabilização em valores próximos de 0 (zero) MPa no final
da chapa.
Tensão máx (MPa)
Distância do cordão (mm)

113
Para o mesmo ponto que, na prática, foi executado o furo passante (a 10
mm do centro do cordão de solda), o valor de tensão residual máxima encontrado
através da simulação numérica foi de 210 MPa.
4.4 - RESULTADOS NUMÉRICOS: CHAPAS EM ÂNGULO
4.4.1 - TRs obtidas na simulação da soldagem de chapas em ângulo
De forma similar à simulação da soldagem das chapas de topo, atribuiu-
se um nó para cada ponto onde foram colados os extensômetros. Os gráficos estão
representados de forma que o eixo Y representa o s22 (MPa) e o eixo x indica a
distância (mm) a partir do centro do cordão de solda, sendo que a distância de 100
mm simula o centro do cordão de solda. De 0 a 100 mm, tem-se a leitura de tensão
residual para a chapa na posição horizontal, e, de 100 a 200 mm tem-se a leitura de
tensão residual para a chapa na posição vertical.
A figura 4.29 representa o resultado das TRs simuladas ao longo da linha
localizada a 30 mm medidos a partir do início do cordão de solda no tempo de 1 h
(uma hora). Notou-se, a partir do gráfico, que as extremidades das chapas
apresentam valores de tensão residual com valores próximos de zero, sendo que na
ZTA as TRs longitudinais chegaram a ultrapassar valores de 300 MPa para a chapa
vertical. No centro do cordão, TRs menores que 50 MPa foram encontradas.
Figura 4.29 – Gráfico TRs longitudinais x distância do cordão na linha A da junta em ângulo
TRs
long
itudi
nal (
MP
a)
Distância (mm)
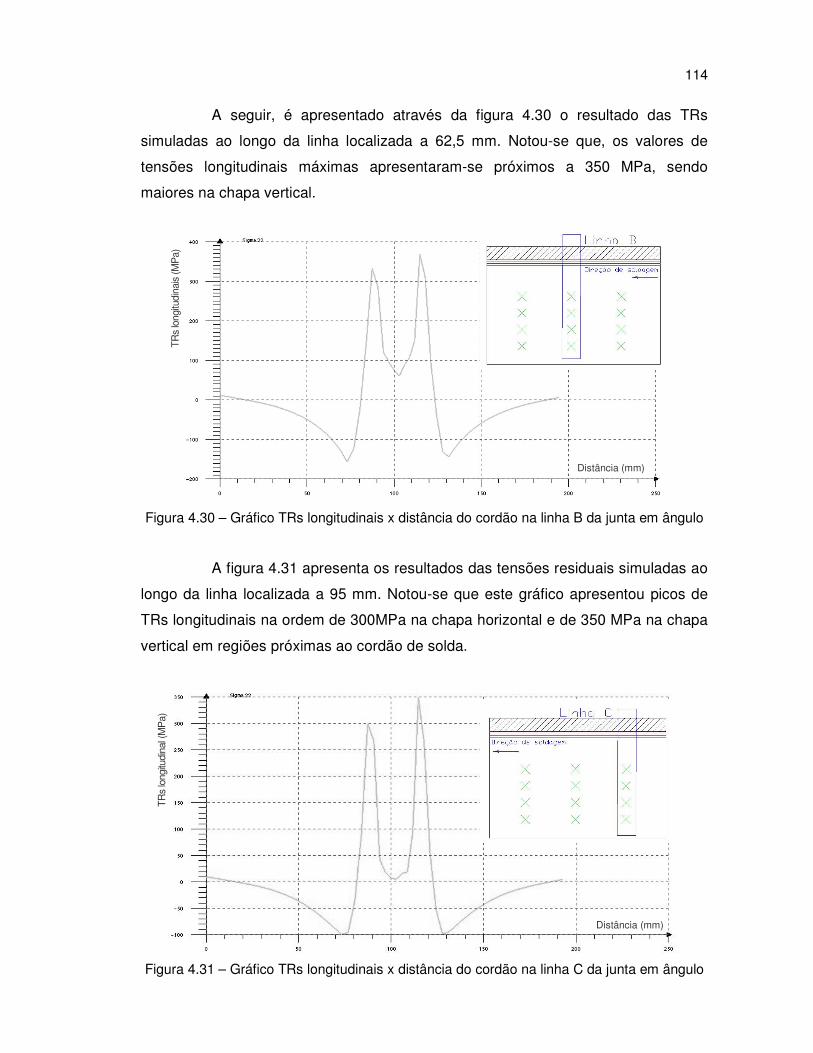
114
A seguir, é apresentado através da figura 4.30 o resultado das TRs
simuladas ao longo da linha localizada a 62,5 mm. Notou-se que, os valores de
tensões longitudinais máximas apresentaram-se próximos a 350 MPa, sendo
maiores na chapa vertical.
Figura 4.30 – Gráfico TRs longitudinais x distância do cordão na linha B da junta em ângulo
A figura 4.31 apresenta os resultados das tensões residuais simuladas ao
longo da linha localizada a 95 mm. Notou-se que este gráfico apresentou picos de
TRs longitudinais na ordem de 300MPa na chapa horizontal e de 350 MPa na chapa
vertical em regiões próximas ao cordão de solda.
Figura 4.31 – Gráfico TRs longitudinais x distância do cordão na linha C da junta em ângulo
TRs
long
itudi
nais
(MP
a)
Distância (mm)
TRs
long
itudi
nal (
MP
a)
Distância (mm)
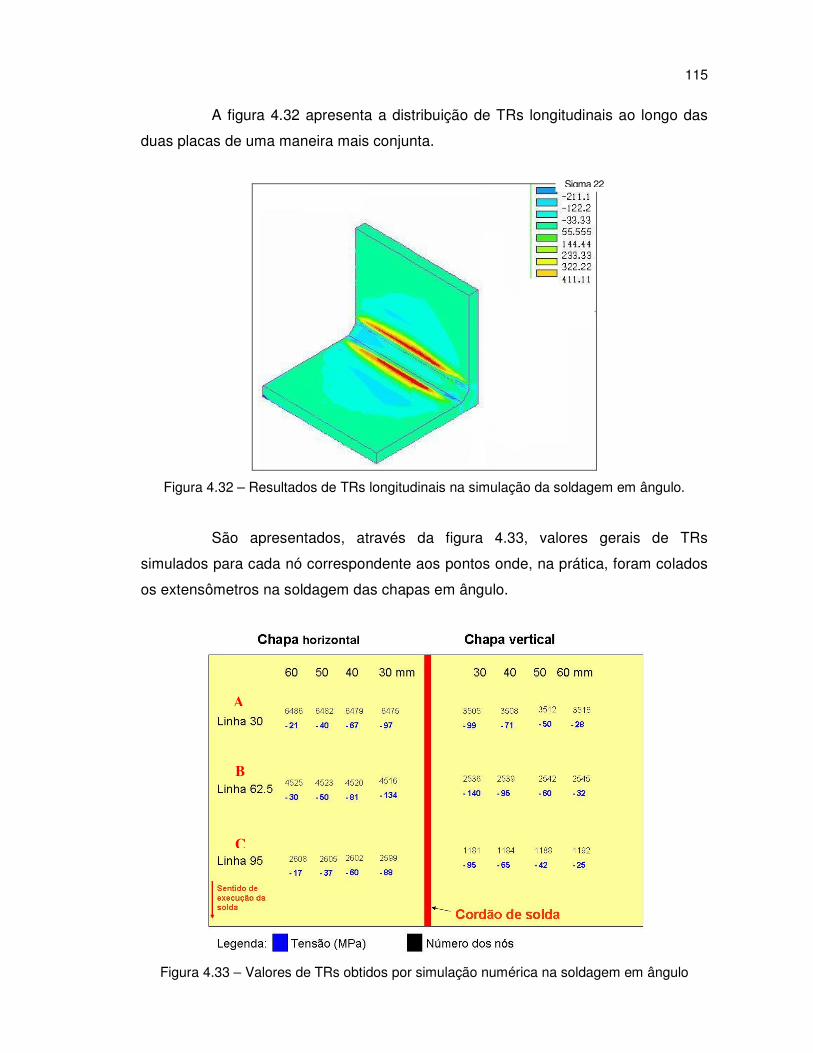
115
A figura 4.32 apresenta a distribuição de TRs longitudinais ao longo das
duas placas de uma maneira mais conjunta.
Figura 4.32 – Resultados de TRs longitudinais na simulação da soldagem em ângulo.
São apresentados, através da figura 4.33, valores gerais de TRs
simulados para cada nó correspondente aos pontos onde, na prática, foram colados
os extensômetros na soldagem das chapas em ângulo.
Figura 4.33 – Valores de TRs obtidos por simulação numérica na soldagem em ângulo
A
B
C
Sigma 22
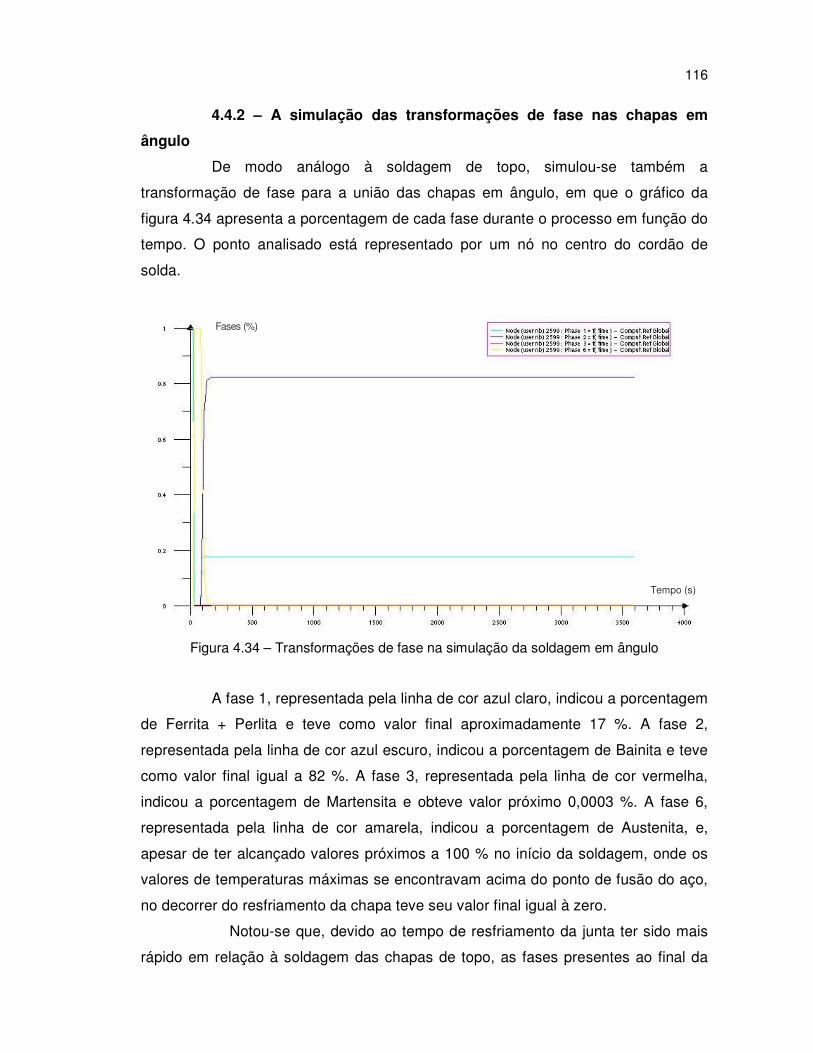
116
4.4.2 – A simulação das transformações de fase nas chapas em
ângulo
De modo análogo à soldagem de topo, simulou-se também a
transformação de fase para a união das chapas em ângulo, em que o gráfico da
figura 4.34 apresenta a porcentagem de cada fase durante o processo em função do
tempo. O ponto analisado está representado por um nó no centro do cordão de
solda.
Figura 4.34 – Transformações de fase na simulação da soldagem em ângulo
A fase 1, representada pela linha de cor azul claro, indicou a porcentagem
de Ferrita + Perlita e teve como valor final aproximadamente 17 %. A fase 2,
representada pela linha de cor azul escuro, indicou a porcentagem de Bainita e teve
como valor final igual a 82 %. A fase 3, representada pela linha de cor vermelha,
indicou a porcentagem de Martensita e obteve valor próximo 0,0003 %. A fase 6,
representada pela linha de cor amarela, indicou a porcentagem de Austenita, e,
apesar de ter alcançado valores próximos a 100 % no início da soldagem, onde os
valores de temperaturas máximas se encontravam acima do ponto de fusão do aço,
no decorrer do resfriamento da chapa teve seu valor final igual à zero.
Notou-se que, devido ao tempo de resfriamento da junta ter sido mais
rápido em relação à soldagem das chapas de topo, as fases presentes ao final da
Fases (%)
Tempo (s)

117
soldagem apareceram-se divergentes principalmente quanto às porcentagens de
Bainita e Perlita + Ferrita.
Diante dos resultados simulados para a transformação de fases da
soldagem em ângulo, é provável que na prática a dureza do cordão de solda e
periferia não comprometa o desempenho da junta, devido à baixa porcentagem de
Martensita presente na região.
4.5 – CORRELAÇÃO DOS RESULTADOS OBTIDOS NA SOLDAGEM DAS
CHAPAS DE TOPO
Os dados de tensões residuais obtidos através dos métodos experimental
e por simulação numérica foram correlacionados para a soldagem das chapas de
topo e também para a soldagem das chapas em ângulo. Primeiramente são
apresentados os resultados comparativos para a soldagem das chapas de topo
conforme a seguir.
As figuras 4.35-a, 4.35-b e 4.35-c representam, respectivamente, os
resultados obtidos nas linhas 30 mm (A), 62,5 mm (B) e 95 mm (C) na chapa
posicionada do lado esquerdo, levando-se em consideração a simulação numérica e
experimental da soldagem de topo.
Figura 4.35-a – TRs longitudinais na linha A da chapa lado esquerdo
-30-25-20-15-10-50
30 40 50
Distância do Cordão (mm)
Tensão Residual (MPa)
Elementos finitos
Experimental
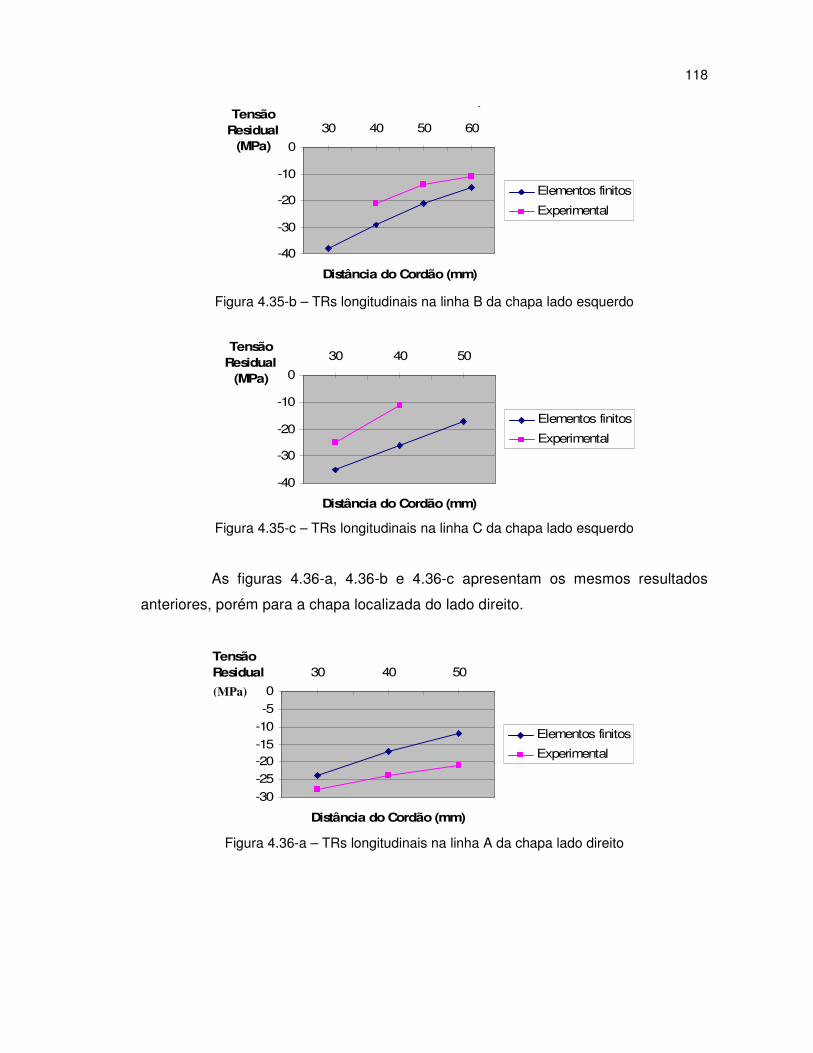
118
Linha Y = 62,5mm
-40
-30
-20
-10
0
30 40 50 60
Distância do Cordão (mm)
Tensão Residual
(MPa)
Elementos finitos
Experimental
Figura 4.35-b – TRs longitudinais na linha B da chapa lado esquerdo
-40
-30
-20
-10
0
30 40 50
Distância do Cordão (mm)
Tensão Residual
(MPa)
Elementos finitos
Experimental
Figura 4.35-c – TRs longitudinais na linha C da chapa lado esquerdo
As figuras 4.36-a, 4.36-b e 4.36-c apresentam os mesmos resultados
anteriores, porém para a chapa localizada do lado direito.
-30
-25
-20-15
-10
-5
0
30 40 50
Distância do Cordão (mm)
Tensão Residual (Mpa)
Elementos finitos
Experimental
Figura 4.36-a – TRs longitudinais na linha A da chapa lado direito
(MPa)

119
Linha Y = 62,5mm
-40
-30
-20
-10
0
30 40 50 60
Distância do Cordão (mm)
Tensão Residual
(MPa)
Elementos finitos
Experimental
Figura 4.36-b – TRs longitudinais na linha B mm da chapa lado direito
-40
-30
-20
-10
0
30 40 50
Distância do Cordão (mm)
Tensão Residual
(MPa)
Elementos finitos
Experimental
Figura 4.36-c – TRs longitudinais na linha C da chapa lado direito
Notou-se através dos gráficos apresentados que, apesar de não haver
coincidência em nenhum dos pontos analisados, os resultados numéricos e
experimentais apresentaram comportamentos similares, ou seja, à medida que os
extensômetros iam se distanciando do cordão de solda, os valores de tensão
residual tenderam a aproximar-se de zero.
4.6 – CORRELAÇÃO DOS RESULTADOS OBTIDOS NA SOLDAGEM DAS
CHAPAS EM ÂNGULO
As figuras 4.37-a, 4.37-b e 4.37-c representam, respectivamente, os
resultados obtidos nas linhas 30 mm (A), 62,5 mm (B) e 95 mm (C) da chapa
horizontal, levando-se em consideração a simulação numérica e experimental da
soldagem em ângulo.
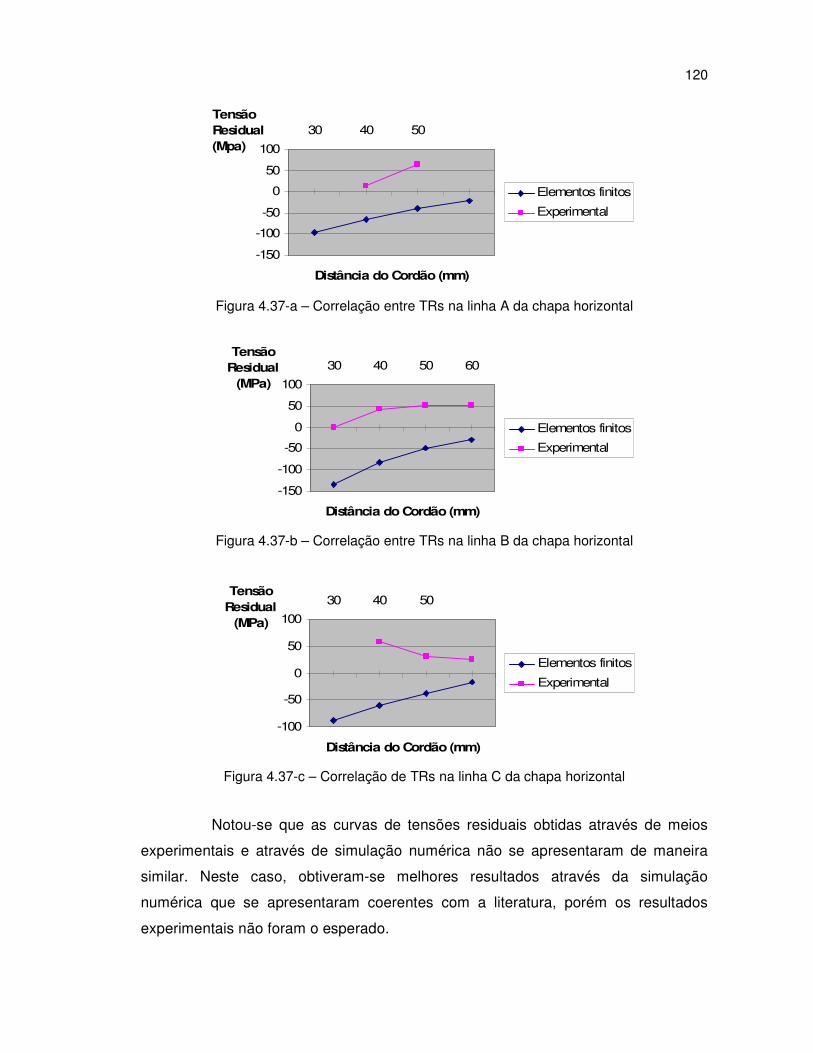
120
-150
-100
-50
0
50
100
30 40 50
Distância do Cordão (mm)
Tensão Residual (Mpa)
Elementos finitos
Experimental
Figura 4.37-a – Correlação entre TRs na linha A da chapa horizontal
-150
-100
-50
0
50
100
30 40 50 60
Distância do Cordão (mm)
Tensão Residual
(MPa)
Elementos finitos
Experimental
Figura 4.37-b – Correlação entre TRs na linha B da chapa horizontal
-100
-50
0
50
100
30 40 50
Distância do Cordão (mm)
Tensão Residual
(MPa)
Elementos finitos
Experimental
Figura 4.37-c – Correlação de TRs na linha C da chapa horizontal
Notou-se que as curvas de tensões residuais obtidas através de meios
experimentais e através de simulação numérica não se apresentaram de maneira
similar. Neste caso, obtiveram-se melhores resultados através da simulação
numérica que se apresentaram coerentes com a literatura, porém os resultados
experimentais não foram o esperado.
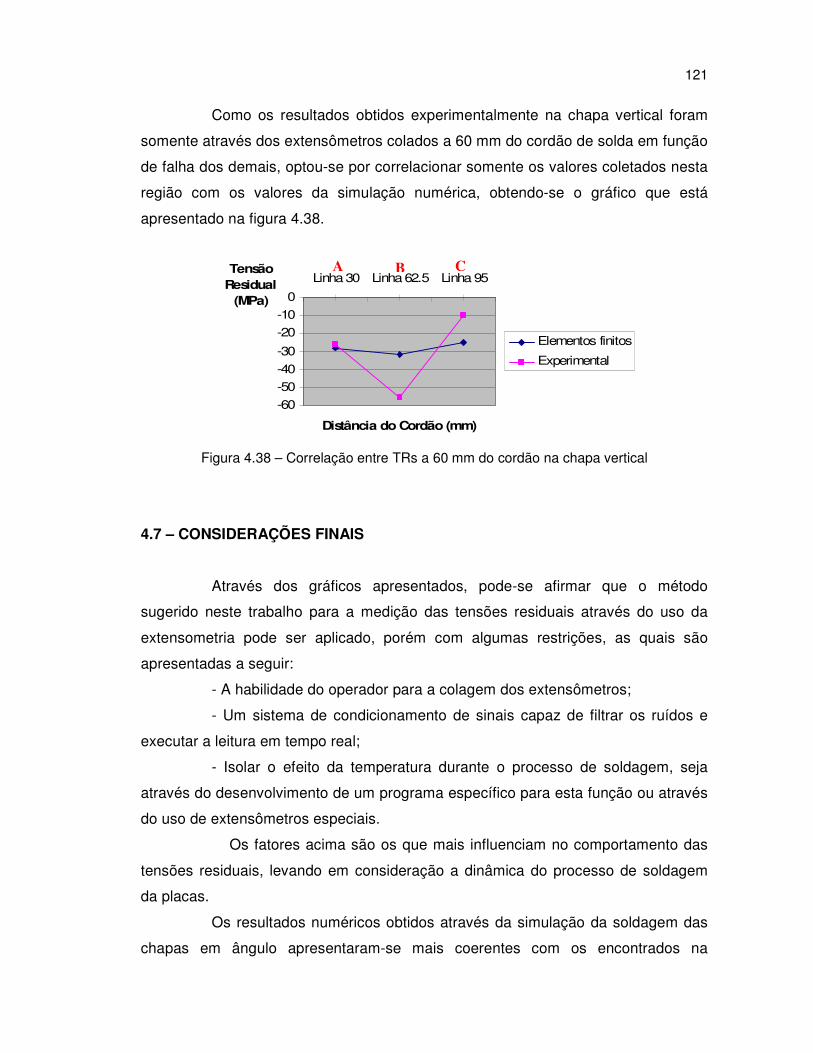
121
Como os resultados obtidos experimentalmente na chapa vertical foram
somente através dos extensômetros colados a 60 mm do cordão de solda em função
de falha dos demais, optou-se por correlacionar somente os valores coletados nesta
região com os valores da simulação numérica, obtendo-se o gráfico que está
apresentado na figura 4.38.
-60
-50
-40
-30
-20
-10
0
Linha 30 Linha 62.5 Linha 95
Distância do Cordão (mm)
Tensão Residual
(MPa)
Elementos finitos
Experimental
Figura 4.38 – Correlação entre TRs a 60 mm do cordão na chapa vertical
4.7 – CONSIDERAÇÕES FINAIS
Através dos gráficos apresentados, pode-se afirmar que o método
sugerido neste trabalho para a medição das tensões residuais através do uso da
extensometria pode ser aplicado, porém com algumas restrições, as quais são
apresentadas a seguir:
- A habilidade do operador para a colagem dos extensômetros;
- Um sistema de condicionamento de sinais capaz de filtrar os ruídos e
executar a leitura em tempo real;
- Isolar o efeito da temperatura durante o processo de soldagem, seja
através do desenvolvimento de um programa específico para esta função ou através
do uso de extensômetros especiais.
Os fatores acima são os que mais influenciam no comportamento das
tensões residuais, levando em consideração a dinâmica do processo de soldagem
da placas.
Os resultados numéricos obtidos através da simulação da soldagem das
chapas em ângulo apresentaram-se mais coerentes com os encontrados na
A B C

122
literatura de soldagem se comparados com a simulação da soldagem de topo. Este
fato não quer dizer que o programa Sysweld® não seja capaz de fornecer resultados
precisos, mas que, se comparados com dados experimentais confiáveis, é possível
obter resultados que possam ser de grande interesse tecnológico.
123
CAPÍTULO 5
CONCLUSÕES
Este trabalho teve como objetivo principal avaliar o uso da
extensometria em chapas de aço para coletar valores de tensão residual
provenientes do processo de soldagem. Para isto, fez-se necessário a utilização de
métodos de elementos finitos, com o auxílio do programa computacional Sysweld®,
para prever os valores de tensões residuais e correlacioná-los com o método
sugerido.
Adicionalmente, foi proposto acompanhar, em tempo real, os valores de
tensões que surgem na direção do cordão de solda durante o processo. Para isto,
fez-se necessário utilizar um sistema de condicionamento de sinais e “software”
específico para conseguir coletar dados de tensão elétrica, lidos em volts, durante o
processo e fornecer resultados em termos de tensão residual em MPa.
Obteve-se coerência entre o modelo numérico e a parte experimental para
os resultados obtidos na soldagem das placas de topo. Para as placas soldadas em
ângulo, a correlação entre os dois tipos de resultados não foi satisfatória. Em função
disto, deve-se levar em consideração alguns pontos importantes, conforme descrito
abaixo:
- Altas tensões residuais longitudinais, tanto para as placas soldadas de
topo quanto em ângulo, são produzidas próximas ao cordão de solda. Seus valores
diminuem à medida que vão se afastando do cordão. Através do uso da
extensometria convencional, é possível realizar leituras de tensões residuais com
valores significativos e que não necessariamente estejam próximas ao cordão de
solda.
- A extensometria convencional pode ser utilizada para leituras de TRs
onde o efeito da temperatura não possa afetar o funcionamento dos extensômetros.
Ou seja, o método não é apropriado para medições em regiões onde a temperatura
da junta soldada ultrapasse o valor estipulado pelo fabricante de extensômetros.
Para medições a serem executadas em regiões próximas, ou até mesmo no cordão
de solda, recomenda-se o uso da técnica do furo cego ou passante.

124
- A integridade do funcionamento dos extensômetros durante os testes
depende do processo de colagem dos mesmos na peça, do sistema de
condicionamento de sinais e do isolamento do efeito da temperatura através de
softwares específicos ou através do uso de extensômetros especiais.
- A simulação numérica deve ser utilizada para prever o comportamento
de placas soldadas, bem como o uso deste recurso para o estudo de transformação
de fases durante o processo, obtendo-se assim valores de tensão residual que
possam ser comparados com os resultados experimentais.
Contudo, pode-se concluir que, apesar das limitações dos procedimentos
experimentais desenvolvidos, como o efeito indesejável da temperatura, que
influenciaram nos resultados de leitura de tensões em tempo real, obteve-se
coerência dos resultados de TRs com a análise numérica e com a literatura,
principalmente através da soldagem de topo. Resultados mais precisos poderiam ser
encontrados se fossem usados métodos para a correção das leituras de tensão em
tempo real, levando em consideração os efeitos da temperatura. No entanto, o
método proposto neste trabalho demonstrou-se eficaz para realizar leituras de TRs
através do uso da extensometria convencional para regiões mais afastadas do
cordão de solda. Espera-se que, no futuro, estes dados possam ser confirmados ou
não pelo uso de procedimentos mais precisos.

125
CAPÍTULO 6
SUGESTÕES PARA TRABALHOS FUTUROS
O monitoramento da distribuição de tensões durante o processo de
soldagem e sua influência sobre as respostas dinâmicas está associado diretamente
ao acompanhamento da evolução térmica ao decorrer do processo e que ainda
demandam esforços de pesquisa visando o aperfeiçoamento e a ampliação do
domínio de sua aplicação. Neste sentido, sugere-se o desenvolvimento de alguns
temas que possam aperfeiçoar ou dar continuidade a este trabalho de pesquisa:
- A verificação do efeito da temperatura nas propriedades dos materiais
durante o processo de soldagem. O foco deste tema seria o desenvolvimento de
softwares que possam filtrar os efeitos da temperatura em tempo real durante a
aquisição de dados e seguiria a mesma linha de pesquisa adotada por Poussier,
Rabah e Weber (2004) que desenvolveram um “chip“ programável para realizar a
compensação de temperatura nos extensômetros. Faz-se necessário um estudo
aprofundado sobre a influência que a temperatura exerce nas propriedades físicas
dos materiais e o desenvolvimento de algoritmos necessários para a correção das
leituras de tensão elétrica durante a aquisição de sinais.
- O estudo do comportamento de placas soldadas sob o efeito de fadiga.
Sugere-se para este tema, a realização de testes de fadiga a partir dos dados de
tensões residuais coletados através do uso da extensometria no processo de
soldagem. Os resultados obtidos também podem ser usados como dados de entrada
para uma análise da confiabilidade, considerando os efeitos das variáveis do
processo, como a variação da espessura das chapas, a energia de soldagem e a
temperatura inicial do processo.
- A utilização da técnica do furo para identificação de tensões residuais
em peças soldadas. O principal objetivo deste trabalho seria e construção de um
dispositivo, partindo dos princípios da mecânica de precisão, para a utilização de
experimentos que envolvam a técnica do furo cego e passante. A partir de um
projeto robusto, sugere-se a construção deste dispositivo e a realização de
experimentos variando, como por exemplo, a angulação da ferramenta de furação
no intuito de identificar seus efeitos na leitura de tensões residuais.
126
REFERÊNCIAS
ALMEIDA, J B. MARQUES, A. T. RESTIVO, M. T., Utilização do método do furo para determinação de tensões residuais em materiais poliméricos. 3º Congresso luso-moçambicano de engenharia, Porto: 2003, pp. 1165-1174. ALMEIDA, Pedro Afonso de Oliveira. Notas de aula da disciplina Análise Experimental de Tensões. São Paulo: 1996. 21p. Disponível em: <www.lem.ep.usp.br/pef5794/ext1.pdf>. Acesso em: 05 março 2006. AQDADOS 7.0 - Programa de Aquisição de Sinais (Manual do Usuário). Lynx Tecnologia Eletrônica Ltda. São Paulo: 2006, 139p. ASM International. Handbook of Residual Stress and Deformation of Steel. USA: 2002, pp. 3-9. ASM International. Handbook of Welding, Brazing and Solderi. USA: 1993, V.6, 2873 p. ASTM E837-01. Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method. Annual Book of ASTM Standards. V.1, 2001. BEZERRA, A. C., RADE, D. A. e SCOTTI, A. Efeito do Preaquecimento sobre as Tensões Residuais de Soldagem. Soldagem & Inspeção, Vol. 11, No. 1. Uberlandia, 2006, pp. 54-61. BOITOUT, F. et al. Sysweld for Welding. France: 2004, 21p. CHANG, P. TENG, T. Numerical and experimental investigations on the residual stresses of the butt-welded joints. Computacional and Material Science, 29. Taiwan: 2004, pp. 511-522. CRAIG J. I. AE3145 - Electrical Resistance Strain Gauge Circuits. Atlanta, 17p. Disponível em: <http://www.ae.gatech.edu/people/jcraig/ae3145/Lab2/strain-gages.pdf> Acesso em: 10 Ago. 2007. DENG D., MURAKAWA H., LIANG, W. Numerical and experimental investigations on welding residual stress in multi-pass butt-welded austenitic stainless steel pipe. Computacional and Material Science, Tokyo: 2007, pp. 12-15. DONG, P., HONG, J.K., BOUCHARD, P.J. Analysis of residual stresses at weld repairs. International Journal of Pressure Vessels and Piping, 82. USA: 2005, pp. 258–269. EXCEL Sensores. Disponível em < http://www.excelsensor.com.br >. Acesso em: 11 set. 2007.

127
MASUBUSHI, K. Analysis of welded structures. New York: Pergamon, 1980 – 1st edition. MEASUREMENT of residual stresses by the hole-drilling strain gage method. Disponível em: <http://www.vishay.com/brands/measurements group/guide/tn/tn503/ 503m.htm> Acesso em: 05 set. 2005. MODENESI, P. J. Efeitos térmicos do ciclo mecânico. Universidade Federal de Minas Gerais - MG: 2001, 24p. MURRAY, W. MILLER, W. The bonded Electrical Resistance Strain Gage. Oxford University Press. New York, 1992, pp. 54-339. OTTO, J. GREGORY, Q. L. A self-compensated ceramic strain gage for use at elevated temperatures. Sensors and Actuators A 88. Kingston: 2001, pp. 234-240. PANNONI, F. D. Aços estruturais. 7p. Disponível em: < www.cbca-ibs.org.br/downloads apostilas/ Aços_estruturais.pdf >. Acesso em: 01 out. 2007. PAULINO, Hertezi Lourenço. Apostila curso “Extensometria”, Campinas: UNICAMP, 2007, 73p. POUSSIER, S. RABAH, H. WEBER, S. Adaptable thermal compensation sys-tem for strain gage sensors based on programmable chip. Sensors and Actuators A 119. France: 2004, pp. 412–417. RAMIREZ-LONDONO, A. J. Precipitação de fases intermetálicas e austenita secundária na ZAC de soldagens multipasse de aços inoxidáveis duplex. Tese de Doutorado, USP – Universidade de São Paulo, SP: 2001. 241p. RODEIRO, P. F. Análise de distribuição de temperaturas e tensões residuais em soldas do tipo Ring-Weld.” Dissertação de mestrado. USP – Universidade de São Paulo, SP: 2002, 68p. ROSENTHAL, D. Welding Journal, No. 43, 1941, 220 p. SICOT O., GONG X.L., CHEROUAT A., LU J. Influence of experimental parameters on determination of residual stress using the incremental hole-drilling method. Composites Science and Technology 64. Elsevier: USA: 2004, pp. 171-180. SILVA, Paulo Sérgio Carvalho Pereira. Comportamento mecânico e fratura de componentes e estruturas metálicas. Universidade Federal do Paraná, PR: 2002, pp. 77-95. TIMOSHENKO, S. GOODIER, J.M. Theory of Elasticity. New York: McGraw-Hill, 1951, 567 p. VIEIRA JR., A. B. Identificação de Tensões em Placas Retangulares a partir das Respostas Vibratórias, com Aplicação a Tensões Residuais de Soldagem. Tese de Doutorado, UFU – Universidade Federal de Uberlândia, Uberlândia: 2003. 194p.
128
WAINER, E. BRANDI, S. D. MELO, F.D.H., Soldagem: processos e metalurgia. São Paulo: Edgard Blucher, 2004, pp. 359-386. YUNG-LI, L. PAN, J. HATHAWAY, R., BARKEY M. E. Fatigue Testing and Analysis (Theory and Practice). USA: Elsevier, 2005, 402p. ZUCCARELLO, B. BARCELLONA, A. Analisi delle tensioni residue indotte dal processo di tempra in componenti di acciaio al carbonio e legato. XXX Convegno Nazionale AIAS – Alghero: 2001, pp.12-15. ZUCCARELLO, B. FRATINI L. An analysis of through-thickness residual stresses in aluminium FSW butt joints. International Journal of Machine Tools & Manufacture. Palermo: 2005, pp. 611–619.