universidade federal da bahia - cceca – colegiado do ... · figura 3.15: tela do tanque 03 ......
TRANSCRIPT

i
UNIVERSIDADE FEDERAL DA BAHIA
ESCOLA POLITÉCNICA
ISIS TORRES CARNEIRO
CONTROLE DE NÍVEL DE TANQUES NÃO LINEARES IMPLEMENTADO EM UM CONTROLADOR LÓGICO PROGRAMÁVEL COM SISTEMA DE SUPERVISÃO
LABVIEW
Salvador
2014
ii
ISIS TORRES CARNEIRO
CONTROLE DE NÍVEL DE TANQUES NÃO LINEARES IMPLEMENTADOEM CONTROLADOR LÓGICO PROGRAMÁVEL COM SISTEMA DE
SUPERVISÃO LABVIEW
Monografia apresentada ao Curso de graduação em
Engenharia de Controle e Automação de Processos,
Escola Politécnica, Universidade Federal da Bahia,
como requisito para obtenção do grau de Bacharel
em Engenharia de Controle e Automação.
Orientador: Márcio André Fernandes Martins
Salvador
2014

iii
ISIS TORRES CARNEIRO
CONTROLE DE NÍVEL DE TANQUES NÃO LINEARES IMPLEMENTADOEM CONTROLADOR LÓGICO PROGRAMÁVEL COM SISTEMA DE
SUPERVISÃO LABVIEW
Este Trabalho de Graduação foi julgado adequado para a obtenção do grau de Engenheiro de Controle e
Automação e aprovado em sua forma final pela Comissão Examinadora e pelo Colegiado do Curso de
Graduação em Engenharia de Controle e Automação de Processos da Universidade Federal da Bahia.
_____________________________ Prof. Marcus Vinicius Americano da Costa Filho
Coordenador do Colegiado do Curso de
Engenharia de Controle e Automação de Processos
Comissão Examinadora:
____________________________
Prof. Dr. Márcio André Fernandes Martins (Orientador)
_____________________________
Prof. Dr. Marcus Vinicius Americano da Costa F°
_______________________
Engº. M.Sc. Raony Maia Fontes

iv
DEDICATÓRIA
À minha família e amigos.
v
AGRADECIMENTOS
À Deus e meus guias protetores por todas as maravilhas que se operam em
minha vida.
Aos meus pais Janilton e Alice pelo incentivo, confiança, carinho e
ensinamentos de valores e determinação; aos meus irmãos Iris, Isa e Ivis pela
paciência e apoio nas horas difíceis e ao meu sobrinho João Paulo por encher
minha vida de amor e alegria.
A todos os amigos que conquistei ao longo desses anos por estarem ao meu
lado nos momentos bons e ruins e em especial Márcia Belas e sua família pelo
cuidado, atenção e carinho.
Aos meus queridos colegas de curso egressos em 2009 e os agregados pelos
6 anos de paciência, companheirismo e dedicação, em especial a Adriano
Brandão, Rafael Melo e Rafael Rocha que contribuíram para realização deste
trabalho. Todos vocês estarão para sempre em meu coração!
Ao meu orientador Márcio Martins pela paciência e ensinamentos e ao
professor Dr Tito por abrir as portas do LAC para a realização deste trabalho.
O meu muito OBRIGADA!

vi
“Sua tarefa é descobrir o seu trabalho,
e então, com todo o coração,
dedicar-se a ele.”
Buda

vii
RESUMO
Este trabalho propõe projetar um sistema de controle de nível dos tanques não
lineares do kit didático do LAC (Laboratório de Automação e Controle da
EPUFBA). Um sistema supervisório implementado na plataforma
computacional LabVIEW é integrado ao sistema de controle proposto, cuja
comunicação é realizada através do protocolo OPC. A configuração da lógica
de controle foi desenvolvida em programação de linguagem Ladder no
controlador lógico programável Compactlogix L32E da Rockwell Automation.
Testes na planta foram realizados para identificação de modelos e os
controladores foram sintonizados pelo método IMC. Os resultados de aplicação
do sistema de controle demonstram sua robustez para os casos
servomecanismo e regulatório.
Palavras-chave: controle de processos, automação, sistema supervisório,
OPC, LabVIEW.

viii
ABSTRACT
This work deals with the design for the level control of nonlinear tanks from the
teaching kit at LAC (Laboratory of Automation and Control of the Polytechnic
School at Universidade Federal da Bahia).A supervisory system developed in
the LabVIEW platform is adequately integrated to the proposed control system.
The communication between the computational tools is performed by using the
OPC protocol. Furthermore, the configuration of the proposed control logic has
been developed using Ladder programming language in the programmable
logic controller CompactLogix L32E Rockwell Automation. Plant tests were
performed to identify models and the controllers are tuned by the IMC method.
Results from the application of the control system demonstrate its effectiveness
for both the output tracking and disturbance rejection cases.
Keywords: process control, automation, supervisory system, OPC, LabVIEW.

ix
LISTA DE FIGURAS
Figura 2.1: Planta Experimental
Figura 3.1: Teste no tanque 01 sistema de 1ª ordem
Figura 3.2: Teste no tanque 02 sistema de 1ª ordem
Figura 3.3: Teste no tanque 03 sistema de 1ª ordem
Figura 3.4: Teste no tanque 01 sistema integrador
Figura 3.5: Teste no tanque 02 sistema integrador
Figura 3.6: Teste no tanque 03 sistema integrador
Figura 3.7 Configuração dos TAGS do programa no CLP
Figura 3.8: Bloco de cálculo
Figura 3.9: Aba configuration do controlador
Figura 3.10: Aba tuning do controlador
Figura 3.11: Aba scaling do controlador
Figura 3.12: Tela de visão geral
Figura 3.13: Tela do Tanque 01
Figura 3.14: Tela do Tanque 02
Figura 3.15: Tela do Tanque 03
Figura 4.1: Controle de Nível do Tanque 01 para x = 3
Figura 4.2: Controle de Nível do Tanque 01 para x = 6
Figura 4.3: Controle de Nível do Tanque 01 para x = 9
Figura 4.4: Controle de Nível do Tanque 02 para x = 3
Figura 4.5: Controle de Nível do Tanque 02 para x = 6
Figura 4.6: Controle de Nível do Tanque 02 para x = 9
Figura 4.7: Controle de Nível do Tanque 02 para x = 3
Figura 4.8: Controle de Nível do Tanque 03 para x = 6
Figura 4.9: Controle de Nível do Tanque 02 para x = 9

x
LISTA DE TABELAS
Tabela 3.1: Função de transferência do processo
Tabela 3.2: Fórmula do métodoλ-P.
Tabela 3.3: Parâmetros dos controladores
Tabela 4.1: Critérios de desempenho

xi
LISTA DE SIGLAS E ABREVIATURAS
CLP – Controlador Lógico Programável
ADC – Conversor Analógico-Digital
LAC – Laboratório de Automação e Controle
PID – Proporcional – Integral – Derivativo
SP – Setpoint
IMC – Internal Model Control
MV – Variável Manipulada
PV – Variável de Processo
OPC - OLE for Process Control
OLE - Object Linked Embedded
PWM – Pulse Width Modulation
UFBA – Universidade Federal da Bahia
PEM– Prediction Error Methods
LD - Diagrama Ladder
FBD - Blocos de Função
ST - Texto Estruturado
VI - Virtual Instruments
FT – Função de Transferência
ITAE- Integral do tempo multiplicado pelo valor absoluto do erro
ISE- Integral do Quadrado do Erro

xii
LISTA DE SÍMBOLOS
- Ganho do processo
- Ganho do processo em malha aberta
–Constante de tempo do sistema
- Constante de tempo do sistema em malha aberta
- Tempo morto de sistema
- Critério de desempenho
| - Ganho proporcional do controlador
- Ganho integral do controlador
– Tempo integral
- Função de transferência do processo
- Função de transferência do controlador
- Ganho em malha aberta
– Tempo de resposta em malha aberta

xiii
SUMÁRIO
CAPÍTULO 1: INTRODUÇÃO ......................................................................... 1
1.1 MOTIVAÇÃO ......................................................................................... 1
1.2 OBJETIVOS .......................................................................................... 2
CAPÍTULO 2: DESCRIÇÃO DA PLANTA ....................................................... 4
CAPÍTULO 3: METODOLOGIA ...................................................................... 6
3.1 MODELAGEM DO SISTEMA ................................................................... 6
3.2 SINTONIA DOS CONTROLADORES ..................................................... 10
3.3 PROGRAMAÇÃO LADDER NO CLP ..................................................... 11
3.4 SISTEMA DE SUPERVISÃO .................................................................. 15
CAPÍTULO 4: RESULTADOS ....................................................................... 19
CAPÍTULO 5: CONCLUSÃO ........................................................................ 25
REFERÊNCIAS ................................................................................................ 26
APÊNDICE ....................................................................................................... 28

1
CAPÍTULO 1: INTRODUÇÃO
1.1 MOTIVAÇÃO
As indústrias dos mais diversificados ramos de atuação estão cada vez mais
preocupados com a produtividade e com a qualidade dos seus produtos.
Dentro deste contexto, a automação se tornou uma ferramenta crucial para
alcançar tais objetivos industriais. Através da implementação de malhas de
controle automatizadas as indústrias conseguem se tornar cada vez mais
competitivas, pois os processos se tornam mais eficientes e seguros. Além dos
ganhos econômicos, questões ambientais também vêm ganhando maior
importância, de modo que os ganhos em eficiência e segurança dos
processos através de técnicas de controle contribuem também na redução dos
impactos ambientais (Silva, 2009).
Com a rápida e constante evolução das tecnologias dos sistemas e
técnicas de controle aplicadas na indústria, a formação de profissionais para
atuarem na área de controle e automação vem tornando-se mais
requisitada. No âmbito do ensino da engenharia, essa atual conjuntura apenas
endossa a forte vinculação entre a teoria e prática como um fator
preponderante para formação dos engenheiros modernos. Em outras
palavras, as universidades precisam acompanhar essas mudanças fornecendo
não apenas fundamentação teórica, mas também abordar os assuntos deforma
experimental e aplicada, fomentando o uso de ferramentas
computacionais práticas, o que propicia uma visão mais pormenorizada e
íntima de um ambiente industrial aos alunos (Gomes e Pinto, 2008). Se por um
lado é patente a necessidade de criar plataformas amigáveis que permitam os
estudantes de engenharia de controle aplicar os conceitos vistos em sala de
aula, por outro lado há ainda escassas ferramentas de apoio prático
desenvolvidas no país (Margottiet al., 2011). Entretanto a UFBA possui parceria
com a Rockwell Automotion, a qual fornece controladores lógicos programáveis
(CLPs) e outras ferramentas computacionais, além de ser detentora de licença
campus da plataforma LabVIEW. Particularmente, o Laboratório de Automação
e Controle (LAC) da EPUFBA faz uso do CLP apenas como aquisição de
dados não explorando a ferramenta como recurso de automação para o
kit didático de controle e automação de processos.
Os controladores lógicos programáveis são utilizados atualmente porque
executam tarefas de controles com eficiência, rapidez, robustez e flexibilidade,
além de poderem ser acoplados a sistemas supervisórios, facilitando o
acompanhamento das variáveis de processo. Os sistemas supervisórios são
componentes fundamentais nas indústrias, pois permitem um monitoramento

2
constante do processo, possibilitando ações mais rápidas e eficazes caso
algum processo apresente alguma anormalidade, o que minimiza assim perdas
de insumos e matérias-primas, consumo de água e energia, geração de
efluentes e produtos fora de especificação, garantindo uma maior rentabilidade
econômica à indústria (Perazzo, 2009). O software LabVIEW é uma plataforma
de programação gráfica que pode ser utilizada como supervisório, permitindo
ainda a aquisição de sinais, análise de medidas e apresentação de dados,
além de dispor de uma linguagem de programação flexível, que não tem a
complexidade de desenvolvimento das ferramentas tradicionais (National
Instrument, 2014).
Existem várias maneiras de se programar o CLP, a linguagem adotada
neste trabalho é o Ladder, que surgiu originalmente em substituição aos
painéis de relés, dessa forma se baseava apenas em contato aberto, contato
fechado e bobinas (acionamento). Com a evolução do software surgiram outras
funções que foram agregadas à linguagem Ladder como as funções de
controle PID, as funções analógicas de comparação, funções de contagem e
temporização e sub-rotina (Mecatrônica Atual, 2005).
A partir do anteriormente exposto, pode-se constatar que melhorias
computacionais sobre o kit didático do LAC permitem um aprimoramento
natural no processo de ensino/aprendizagem dos alunos de engenharia,
principalmente no que diz respeito à: (i) familiaridadecom diversas
características de um CLP industrial; (ii) realização de testes, estudos e
pesquisas relacionadas à engenharia de processos, controle e elétrica; (iii)
facilidade na compreensão de tópicos relacionados à automação e controle de
processos.
1.2 OBJETIVOS
A proposta deste trabalho é desenvolver em hardware e softwares um
sistema de controle e monitoramento de níveis do kit composto por 3 tanques
com geometria diferentes do LAC. Para tanto as metas específicas se
fazem necessárias:
Aplicar estratégia clássica de controle servo e regulatório;
Programar em linguagem Ladder a configuração do CLP;
Desenvolver interface gráfica amigável para o sistema em plataforma
LabVIEW.

3
1.3 ESTRUTURA DO TEXTO
Esta monografia é organizada em cinco capítulos, já incluindo este
capítulo introdutório, e um apêndice.
O capítulo 2 apresenta uma breve descrição do funcionamento do kit
didático estudado e sua instrumentação.
O capítulo 3 tratada metodologia utilizada em cada etapa deste trabalho.
Na seção 3.1 explica-se a realização dos testes para se encontrar o modelo do
sistema; na seção 3.2 discute-se o método de sintonia dos controladores PI; na
seção 3.3 é demonstrado como programar no CLP em linguagem Ladder um
controlador, e, por fim, a seção 3.4 trata do desenvolvimento do sistema
supervisório, sua comunicação com o CLP e os recursos disponibilizados pelo
mesmo.
O capítulo 4 apresenta os resultados dos testes de controle para
diferentes critérios de desempenho no sistema em malha fechada.
O capítulo 5 esboça as conclusões deste trabalho e as sugestões para
futuros trabalhos.
No apêndice encontram-se as telas das sub-rotinas propostas em
linguagem Ladder

4
CAPÍTULO 2: DESCRIÇÃO DA PLANTA
A planta experimental (Figura 2.1) é composta por três colunas
instrumentadas de diferentes geometrias ao longo da faixa de operação, o que
torna a dinâmica do tanque não-linear e podem ser acopladas entre si duas a
duas. Estas colunas são alimentadas pela parte superior do tanque por
mangueiras flexíveis conectadas a três bombas hidráulicas independentes que
estão imersas em um reservatório de água e a descarga é realizada por
válvulas individuais localizadas na parte inferior de cada tanque.
Figura 2.1: Planta Experimental
A medição do nível dos tanques é feita de forma indireta por sensores de
pressão piezoresistivos. A tomada de pressão é realizada por meio de hastes
de alumínio imersas nas colunas, sendo interligadas aos sensores por

5
mangueiras de silicone. Após a medição, o sinal de saída dos sensores passa
por uma placa de condicionamento e amplificador de sinal onde para uma
variação no nível de 0 a 25 cm a saída do amplificador será de 0 a 10V e em
seguida enviado ao cartão de entrada analógica do CLP que através de um
algoritmo converte esse valor em altura do nível.
Para realizar a interface entre as bombas de sucção e o cartão de saída
analógica do CLP é utilizado um módulo controlável de potência. O controle da
vazão das bombas é feito através da variação da corrente aplicada aos
bobinados dos motores das bombas. Essa corrente é proporcional a um sinal
de tensão que é enviado ao módulo de potência pelo CLP. Após a aplicação do
algoritmo de controle na CPU, o sinal digital resultante é enviado para o cartão
de saída analógica, que efetua a conversão do sinal digital para analógico, e
então envia o sinal analógico ao módulo de potência.
Neste kit didático foi realizado o trabalho de Zenaldo Casteliano (2010),
que projetou um controlador preditivo para o sistema com acoplamento e o
desenvolvimento de interface gráfica por meio da ferramenta GUIDE do
MATLAB.

6
CAPÍTULO 3: METODOLOGIA
3.1 MODELAGEM DO SISTEMA
Modelagem matemática é a área do conhecimento científico na qual se
estuda formas de desenvolver e implementar representações dos sistemas
físicos por meio de modelos matemáticos (Aguirre 2007).A identificação do
modelo dinâmico do presente estudo de caso realizou-se empiricamente, onde
dados das variáveis de processo foram coletados com as malhas em manual, a
válvula de descarga de cada tanque totalmente aberta e partindo do estado
estacionário 5cmfoi aplicado um degrau de + ou – 10% na variável manipulada
(MV), tensão da bomba, com tempo de amostragem de 1 segundo. Nas figuras
3.1, 3.2 e 3.3 encontram-se o gráfico das respostas do teste realizado
respectivamente nos tanques 01,02 e 03, sobre os quais, como esperado, tem-
se uma resposta auto-regulada, ou seja, o sistema alcance o estado
estacionário, pois a vazão de descarga depende da altura do nível.
Figura 3.1: Teste no tanque 01 sistema de 1ª ordem

7
Figura 3.2: Teste no tanque 02 sistema de 1ª ordem
Figura 3.3: Teste no tanque 03 sistema de 1ª ordem
Em seguida com a válvula de descarga parcialmente aberta foram
realizados testes nos tanques como explicado anteriormente para um degrau
de + ou – 50 % onde observa-se que quando agressivamente restringida
(válvula quase fechada) o sistema de comporta como integrador. Teoricamente
esse nível se estabilizará em um determinado tempo, mas a altura do tanque
não é suficiente para se observar em qual ponto. Os processos de integração
representam um caso especial de sintonização porque o processo não é auto-
regulado, isto é, ele não atingirá o estado estacionário se conduzido por um
distúrbio sustentado em malha aberta. O comportamento integrador mais
8
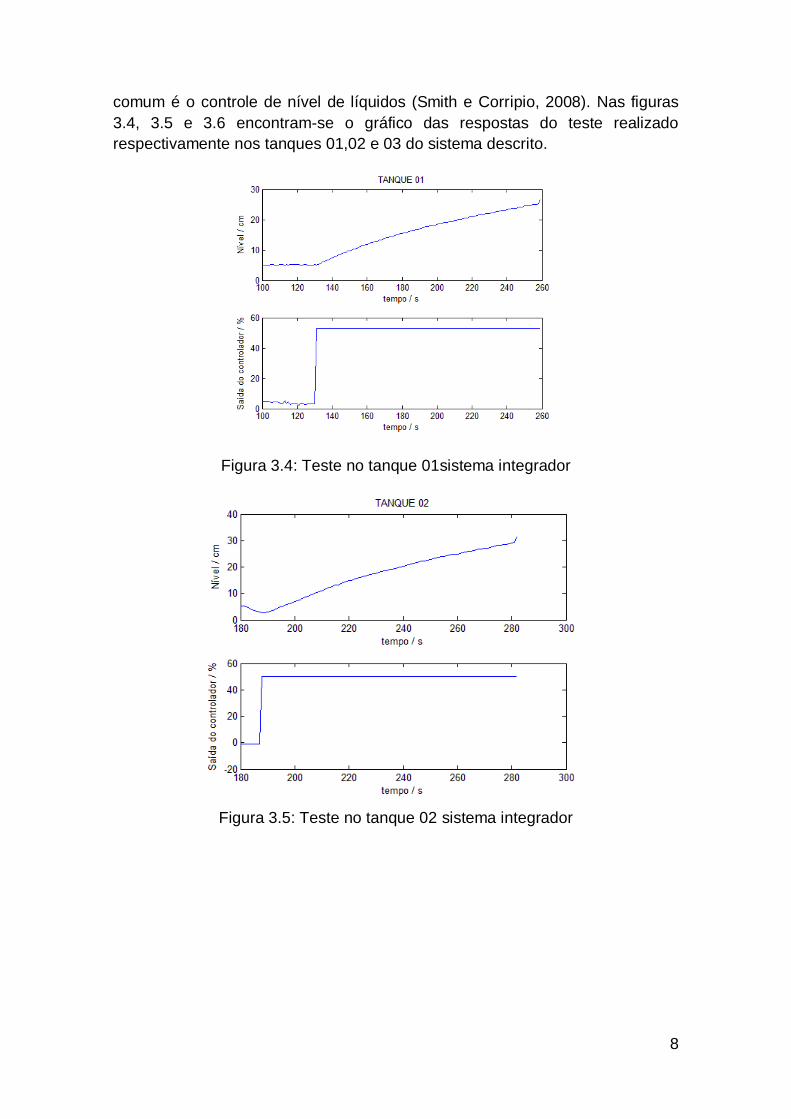
comum é o controle de nível de líquidos (Smith e Corripio, 2008). Nas figuras
3.4, 3.5 e 3.6 encontram-se o gráfico das respostas do teste realizado
respectivamente nos tanques 01,02 e 03 do sistema descrito.
Figura 3.4: Teste no tanque 01sistema integrador
Figura 3.5: Teste no tanque 02 sistema integrador
9
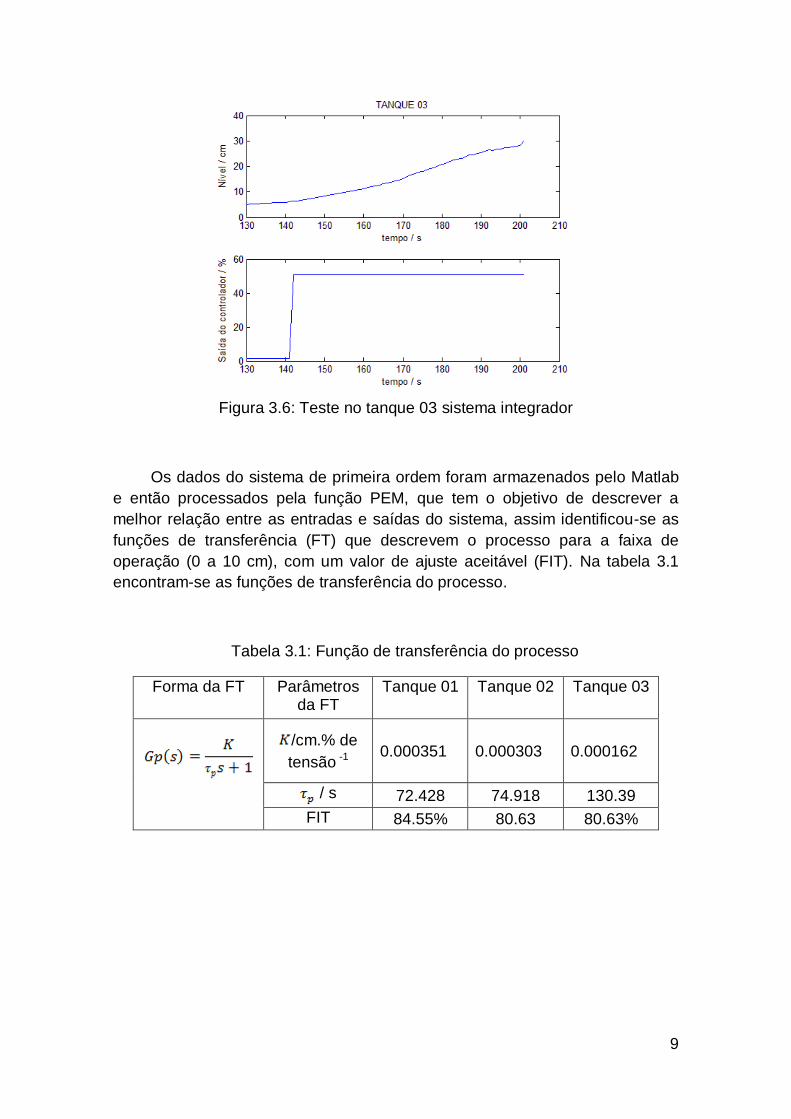
Figura 3.6: Teste no tanque 03 sistema integrador
Os dados do sistema de primeira ordem foram armazenados pelo Matlab
e então processados pela função PEM, que tem o objetivo de descrever a
melhor relação entre as entradas e saídas do sistema, assim identificou-se as
funções de transferência (FT) que descrevem o processo para a faixa de
operação (0 a 10 cm), com um valor de ajuste aceitável (FIT). Na tabela 3.1
encontram-se as funções de transferência do processo.
Tabela 3.1: Função de transferência do processo
Forma da FT Parâmetros da FT
Tanque 01 Tanque 02 Tanque 03
/cm.% de
tensão -1 0.000351 0.000303 0.000162
/ s 72.428 74.918 130.39
FIT 84.55% 80.63 80.63%
10
3.2 SINTONIA DOS CONTROLADORES
O controlador PID que se tornou o mais famoso pela sua simplicidade de
ajuste (3 parâmetros) e praticidade. Na literatura existem diversos métodos de
sintonia para ajuste desses parâmetros, como o método IMC, baseado em
obter controladores a partir do modelo do processo e de uma especificação de
desempenho (Garcia e Morari, 1982).No método de sintonia IMC ou método λ
os parâmetros do controlador baseiam-se nas funções de transferências de
cada elemento que compõe a malha de controle e em um critério de
desempenho (λ) de tal forma que a resposta em malha fechada tenha uma
dinâmica conhecida. (Kalid, 2007). Assim a resposta em malha fechada que se
deseja obter deve atender a relação:
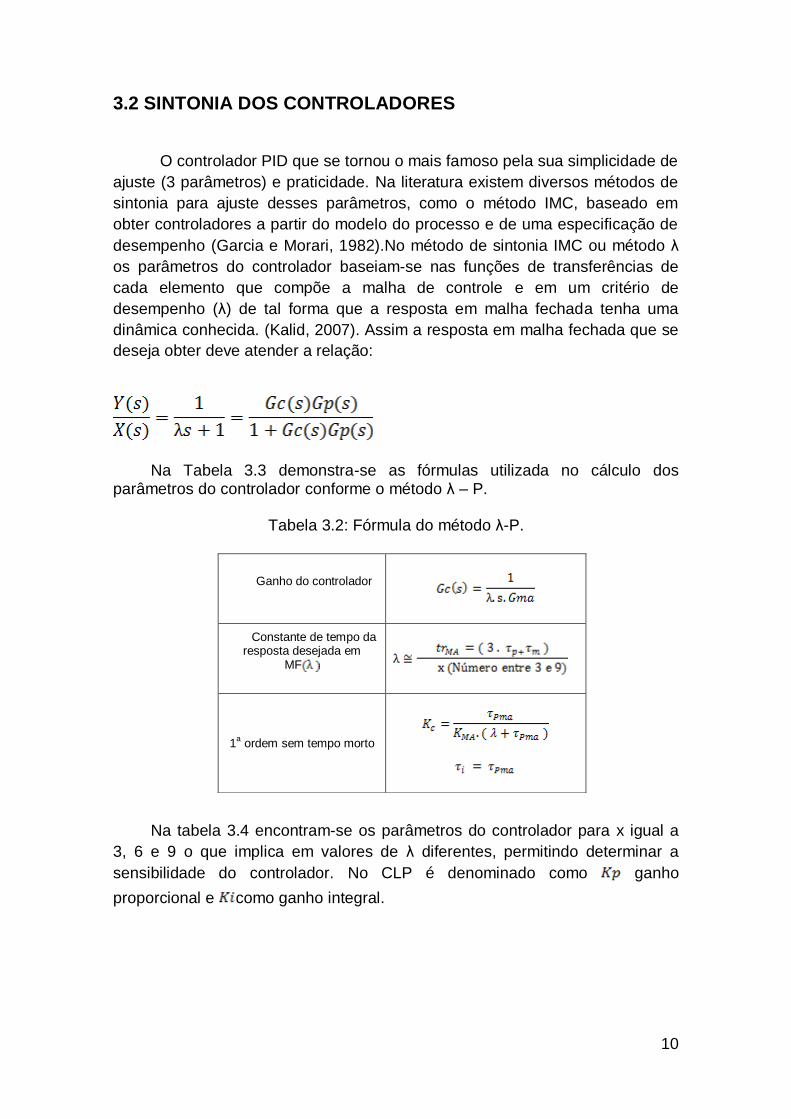
Na Tabela 3.3 demonstra-se as fórmulas utilizada no cálculo dos parâmetros do controlador conforme o método λ – P.
Tabela 3.2: Fórmula do método λ-P.
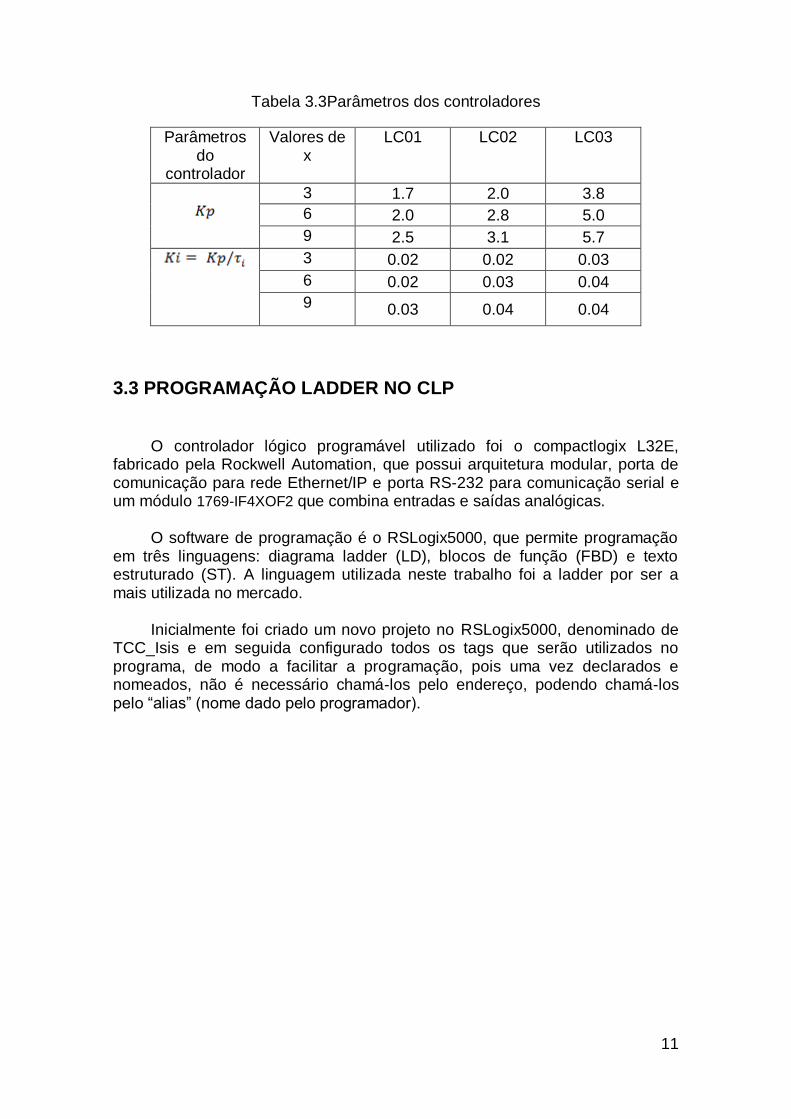
Na tabela 3.4 encontram-se os parâmetros do controlador para x igual a
3, 6 e 9 o que implica em valores de λ diferentes, permitindo determinar a
sensibilidade do controlador. No CLP é denominado como ganho
proporcional e como ganho integral.
Ganho do controlador
Constante de tempo da resposta desejada em
MF
1a ordem sem tempo morto
11
Tabela 3.3Parâmetros dos controladores
Parâmetros do
controlador
Valores de x
LC01 LC02 LC03
3 1.7 2.0 3.8
6 2.0 2.8 5.0
9 2.5 3.1 5.7
3 0.02 0.02 0.03
6 0.02 0.03 0.04
9 0.03 0.04 0.04
3.3 PROGRAMAÇÃO LADDER NO CLP
O controlador lógico programável utilizado foi o compactlogix L32E, fabricado pela Rockwell Automation, que possui arquitetura modular, porta de comunicação para rede Ethernet/IP e porta RS-232 para comunicação serial e um módulo 1769-IF4XOF2 que combina entradas e saídas analógicas.
O software de programação é o RSLogix5000, que permite programação em três linguagens: diagrama ladder (LD), blocos de função (FBD) e texto estruturado (ST). A linguagem utilizada neste trabalho foi a ladder por ser a mais utilizada no mercado.
Inicialmente foi criado um novo projeto no RSLogix5000, denominado de TCC_Isis e em seguida configurado todos os tags que serão utilizados no programa, de modo a facilitar a programação, pois uma vez declarados e nomeados, não é necessário chamá-los pelo endereço, podendo chamá-los pelo “alias” (nome dado pelo programador).

12
Figura 3.7 Configuração dos TAGS do programa no CLP
O programa foi dividido em 4 sub-rotinas: Inicialização, que tem a função de calcular o nível zero do tanque que não é quando este está totalmente vazio; TQ01, TQ02 e TQ03 que representam respectivamente a lógica do tanque 1, tanque 2 e tanque 3.Todas as sub-rotinas são chamadas por uma rotina principal (MainRoutine), que é a primeira a ser executada quando o programa é iniciado. No apêndice estão dispostos os diagramas em programação Ladder das sub-rotinas supracitadas.
Rotinas do tipo contínuas foram criadas para o cálculo dos níveis das colunas que serão enviados para o sistema supervisório em centímetros, para tanto foram utilizadas a relação entre altura e contagem do conversor ADC conforme expressão:
Para a realização dos cálculos foi utilizado o bloco de compute (CTP) que executa expressões aritméticas definidas pelo usuário.

13
Figura 3.8: Bloco de cálculo
A configuração de um controlador PID no CLP exige a determinação de diversos parâmetros, a seguir serão discutidos os parâmetros principais, como
mostra as figuras 3.9, 3.10 e 3.11. Configuration: são configuradas as informações básicas como a ação do
controle e a escala de saída do controlador.
Figura 3.9: Aba configuration do controlador ControlAction
Indica a direção do controle, ou seja, se o erro é igual a SP-PV ou a PV-SP. No caso em questão o erro é igual a SP-PV.
CV High Limit/ CV Low Limit O valor máximo e mínimo permitido para a variável controlada, no caso a
tensão de saída do CLP que é enviada para o módulo de potência varia de 0 a
10V, o que corresponde 0 a 100%.

14
Loop Update Time Define o tempo de atualização da malha. A instrução PID utiliza uma base de tempo para cálculo do sinal de controle, por isso a execução da instrução deve ser sincronizada com o período de amostragem da PV. Tuning: são configurados os parâmetros de sintonia previamentecalculados. Esses valores poderão ser alterados através do supervisório sem a necessidade de se tirar o sistema de operação.
Figura 3.10: Aba tuning do controlador Scaling: são configurados os valores de escala das variáveis de entrada e saída
Figura 3.11: Aba scaling do controlador
15
3.4 SISTEMA DE SUPERVISÃO
O sistema supervisório para controle e monitoramento do processo foi
desenvolvido no softwareLabview, da NationalInstruments, que é baseado em
linguagem G (linguagem de programação gráfica ou visual) onde emprega
ícones ao invés de textos para criar aplicações. Os programas em LabVIEW
são chamados de instrumentos virtuais (VIs -Virtual Instruments). Os VIs
contêm três componentes principais: o painel frontal (as telas), o diagrama de
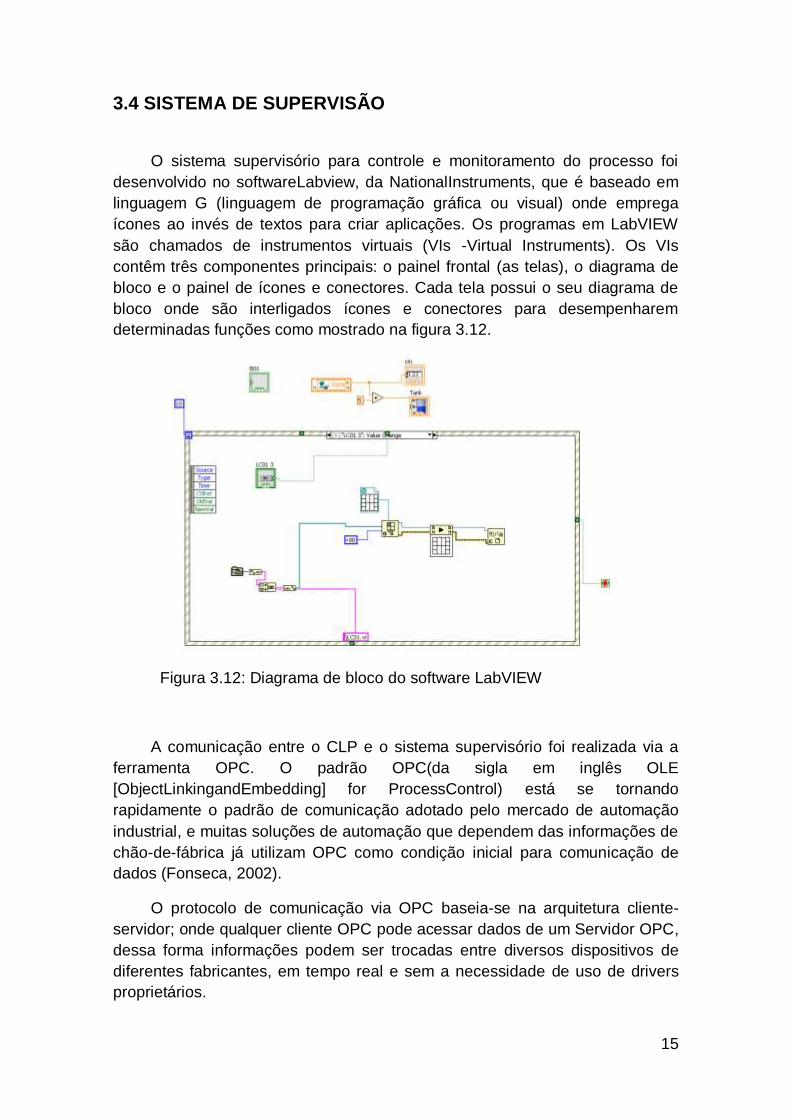
bloco e o painel de ícones e conectores. Cada tela possui o seu diagrama de
bloco onde são interligados ícones e conectores para desempenharem
determinadas funções como mostrado na figura 3.12.
Figura 3.12: Diagrama de bloco do software LabVIEW
A comunicação entre o CLP e o sistema supervisório foi realizada via a
ferramenta OPC. O padrão OPC(da sigla em inglês OLE
[ObjectLinkingandEmbedding] for ProcessControl) está se tornando
rapidamente o padrão de comunicação adotado pelo mercado de automação
industrial, e muitas soluções de automação que dependem das informações de
chão-de-fábrica já utilizam OPC como condição inicial para comunicação de
dados (Fonseca, 2002).
O protocolo de comunicação via OPC baseia-se na arquitetura cliente-
servidor; onde qualquer cliente OPC pode acessar dados de um Servidor OPC,
dessa forma informações podem ser trocadas entre diversos dispositivos de
diferentes fabricantes, em tempo real e sem a necessidade de uso de drivers
proprietários.
16
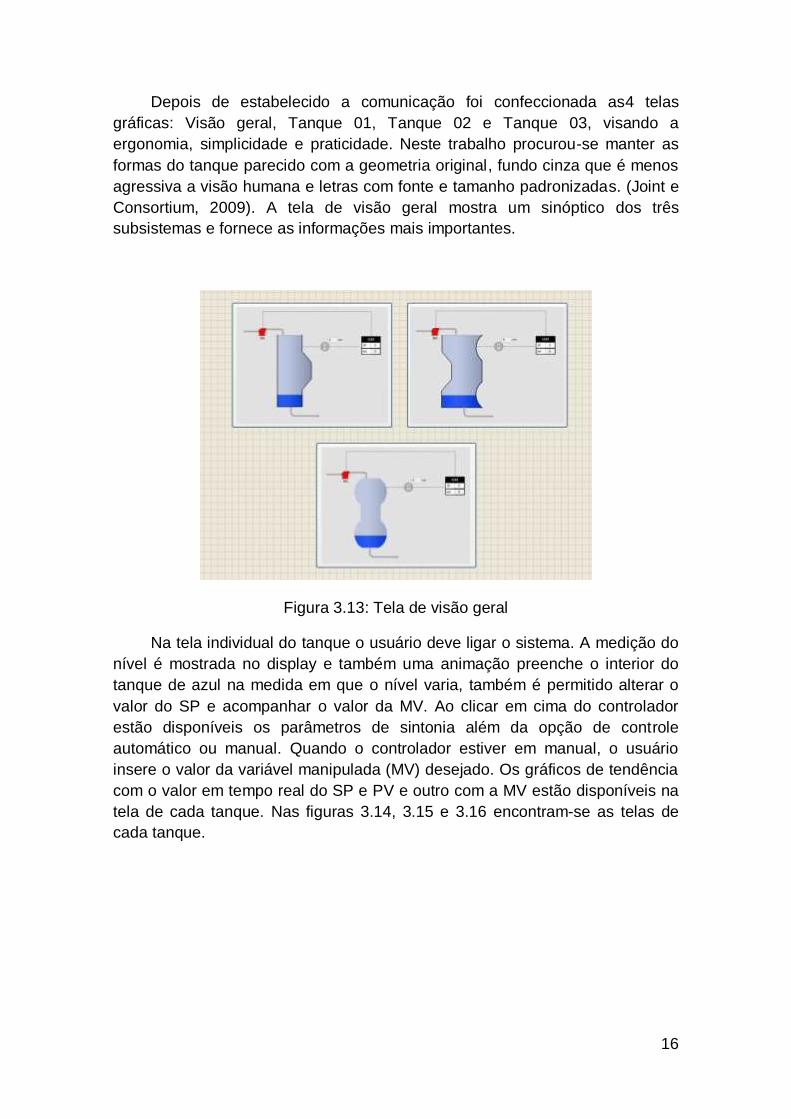
Depois de estabelecido a comunicação foi confeccionada as4 telas
gráficas: Visão geral, Tanque 01, Tanque 02 e Tanque 03, visando a
ergonomia, simplicidade e praticidade. Neste trabalho procurou-se manter as
formas do tanque parecido com a geometria original, fundo cinza que é menos
agressiva a visão humana e letras com fonte e tamanho padronizadas. (Joint e
Consortium, 2009). A tela de visão geral mostra um sinóptico dos três
subsistemas e fornece as informações mais importantes.
Figura 3.13: Tela de visão geral
Na tela individual do tanque o usuário deve ligar o sistema. A medição do
nível é mostrada no display e também uma animação preenche o interior do
tanque de azul na medida em que o nível varia, também é permitido alterar o
valor do SP e acompanhar o valor da MV. Ao clicar em cima do controlador
estão disponíveis os parâmetros de sintonia além da opção de controle
automático ou manual. Quando o controlador estiver em manual, o usuário
insere o valor da variável manipulada (MV) desejado. Os gráficos de tendência
com o valor em tempo real do SP e PV e outro com a MV estão disponíveis na
tela de cada tanque. Nas figuras 3.14, 3.15 e 3.16 encontram-se as telas de
cada tanque.

17
.
Figura 3.14: Tela do Tanque 01
Figura 3.15: Tela do Tanque 02

18
Figura 3.16: Tela do Tanque 03
A aquisição de dados que o software LabVIEW solicita do CLP é rápido
na faixa de milisegundos, onde informações são atualizadas e gráficos são
plotados online, entretanto quando se faz necessário a escrita, ou seja, o
supervisório envia dados para o controlador, essa comunicação se torna lenta
na faixa de segundos.

19
CAPÍTULO 4: RESULTADOS
O controle de nível nos3 tanques se mostrou satisfatório tanto no caso
servo como para o caso regulador. Os testes foram realizados para diferentes
valores do parâmetro x (3, 6 e 9), associado à velocidade requerida para a
malha fechada, através da seguinte sistemática: no tempo de 20s o SP é
alterado para 5 cm, em t = 150s o SP desce para 3cm e então em t = 300s é
aplicado o distúrbio no processo, na qual abre-se a válvula que comunicam os
tanques, em seguida quando t = 450s é retirado o distúrbio e, por fim, em t =
600s o SP deve ser configurado para 8cm.
O controle de nível no tanque 01 possui uma dinâmica semelhante para
todos os valores de x, sendo que para x igual a 9, a perturbação aplicada é
pouco percebida.
Figura 4.1: Controle de nível do Tanque 01 para x = 3

20
Figura 4.2: Controle de nível do Tanque 01 para x = 6
Figura 4.3: Controle de nível do Tanque 01 para x = 9
21
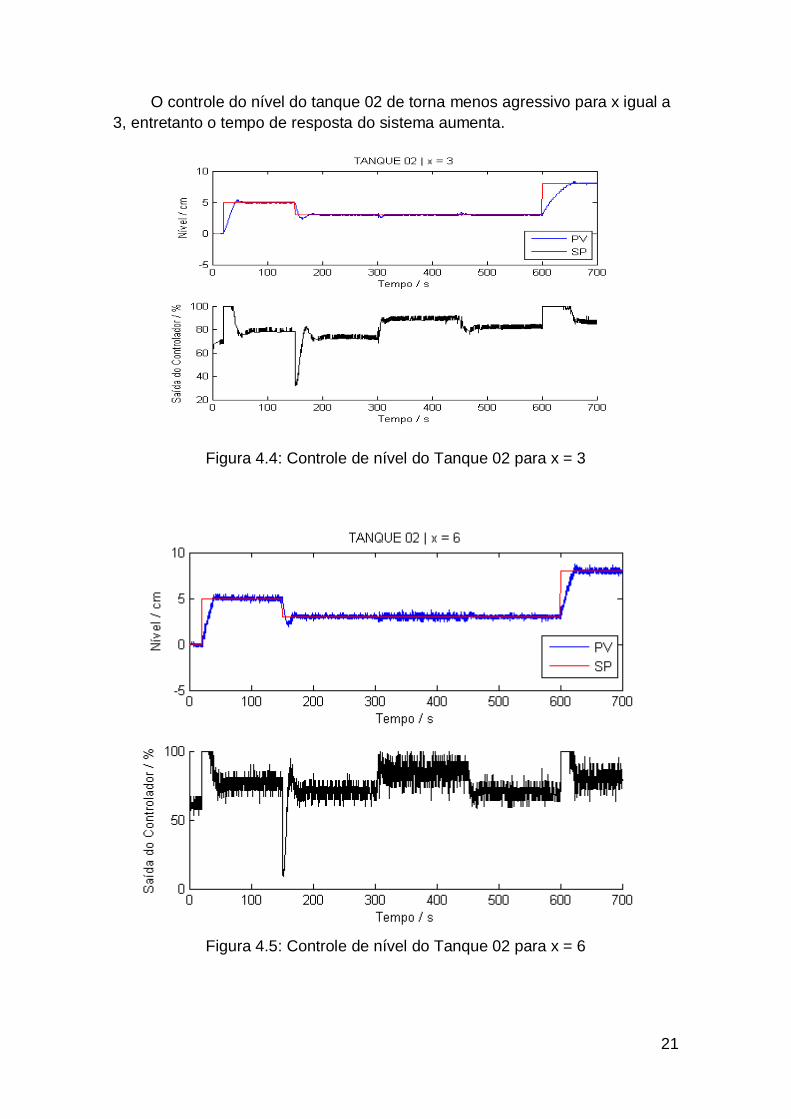
O controle do nível do tanque 02 de torna menos agressivo para x igual a
3, entretanto o tempo de resposta do sistema aumenta.
Figura 4.4: Controle de nível do Tanque 02 para x = 3
Figura 4.5: Controle de nível do Tanque 02 para x = 6
22
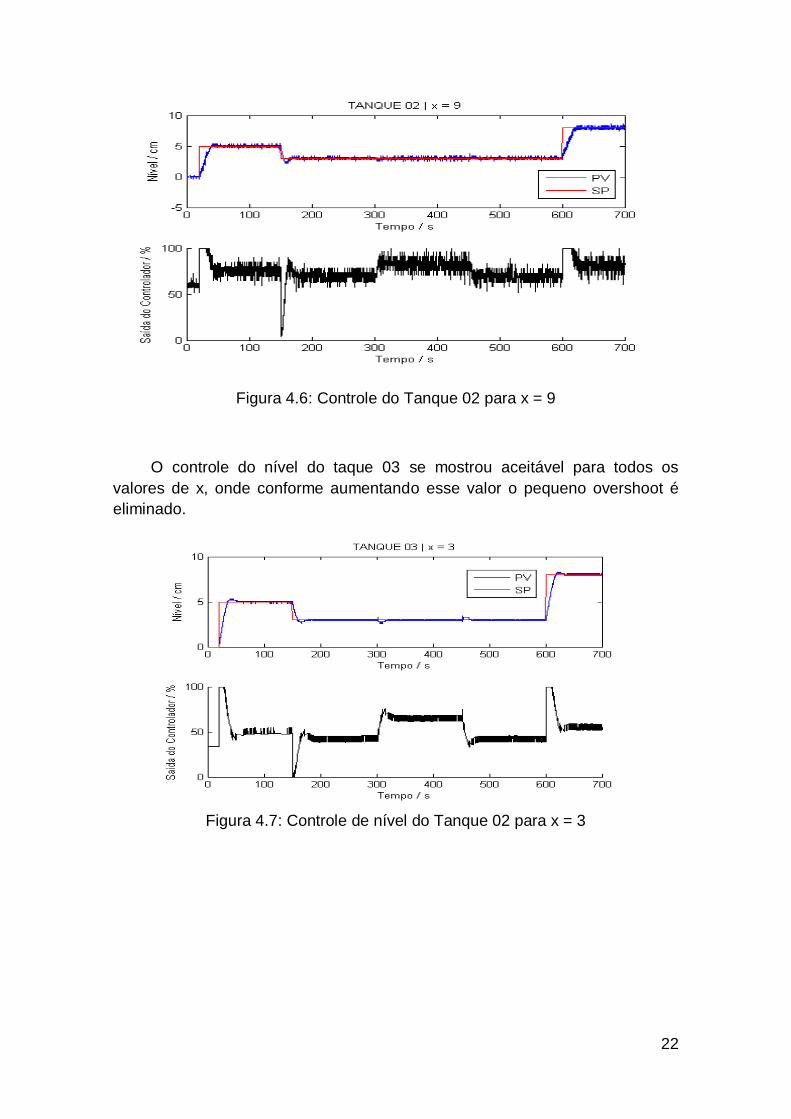
Figura 4.6: Controle do Tanque 02 para x = 9
O controle do nível do taque 03 se mostrou aceitável para todos os
valores de x, onde conforme aumentando esse valor o pequeno overshoot é
eliminado.
Figura 4.7: Controle de nível do Tanque 02 para x = 3

23
Figura 4.8: Controle de nível do Tanque 03 para x = 6
Figura 4.9: Controle de nível do Tanque 02 para x = 9
Os ruídos detectados na medição do nível são causados por conta da
turbulência da alimentação do tanque que se faz por uma mangueira flexível
que se movimenta dentro do tanque interferindo na pressão que o sensor
mede.
A validação da sintonia de controle foi realizada através da análise dos
gráficos e dos métodos ISE (Integral do quadrado do erro), que consiste em
discriminar sistemas excessivamente superamortecidos dos subamortecidos e
do método ITAE (Integral do tempo multiplicado pelo valor absoluto do erro),
que é indicado para reduzir a contribuição de grandes erros iniciais no valor da
integral de desempenho, bem como enfatizar erros que acontecem mais tarde
na resposta. Na tabela 4.1 encontram-se os valores de ITAE e ISE onde pode-
se observar que para diferentes valores de x o incremento é pequeno.

24
Tabela 4.1: Critérios de desempenho
Controlador x ITAE ISE
3 6,7004E-04 1,0135E-05
LC01 6 7,1468E-04 1,1154E-05
9 6,9562E-04 1,1153E-05
3 8,6622E-05 2,1281E-06
LC02 6 6,9589E-05 1,1508E-06
9 6,6729E-05 1,0821E-06
3 4,7243E-05 8,8077E-06
LC03 6 4,6221E-05 8,8861E-06
9 4,6409E-05 8,8866E-06
Os sistemas apresentaram um melhor desempenho (menos agressivo)
em malha fechada para x igual a 3, o qual está aderente ao sistema ser
ruidoso.

25
CAPÍTULO 5: CONCLUSÃO
Este trabalho contribui como uma ferramenta de ensino de modo que
alunos possam interagir com um controlador lógico programável e sua
linguagem Ladder, que tanto é utilizado em todos os tipos de indústria, além do
sistema supervisório onde por meio de gráficos de tendência se faz o
monitoramento em tempo real da planta através de uma ferramenta bastante
difundida na engenharia, qual seja o LabVIEW.
O controle de nível realizado pelo método de sintonia IMC fornece uma
sistemática para estudos futuros nesse kit didático, visto que foram calculados
os parâmetros dos controladores para diferentes critérios de desempenho,
possibilitando a partida inicial do sistema.
Como sugestão para trabalhos futuros tem-se a implementação de um
filtro passa-baixa para minimizar os ruídos oriundos da medição e a aplicação
de estratégia de controle avançado no CLP, como por exemplo, o controle
adaptativo devido ao sistema ser não linear.
26
REFERÊNCIAS
Silva, M. R. N. (2009).Aplicação das técnicas de controle em uma planta simulada no Matlab®com interface de operação em Delta V®. Salvador. Gomes, F.J.; Pinto, D.P. Laboratórios integrados para controle de processos e análise da eficiência energética de sistemas industriais. In: COBENGE n.36 - Congresso Brasileiro de Educação em Engenharia, 09 a 12 de setembro de 2008, São Paulo-SP. Margotti, E.; Schmitt, A.; Bueno, M.R.; Barreto, T.J.; Dias, R.A.; Noll, V.; Scheffer-Dutra, C.B. Kit didático para controle de nível de líquidos. In: ABENGE n.39 - Congresso Brasileiro de Educação em Engenharia, 03 a 06 de outubro de 2011, Blumenau-SC. Perazzo, F. A. P. (2009).Implantação de um Sistema de Intertravamentos numa planta simulada no Matlab®/Simulink® com interfacede operação Delta V®. Salvador. Júnior, Z. C. L. (2010). Modelagem e controle de nível de um kit utilizando um controlador preditivo baseado em um modelo por variáveis de estado. Salvador. Aguirre, L. A. (2007). Introdução à Identificação de Sistemas: Técnicas lineares e não-lineares aplicadas a sistemas reais. Editora da Universidade Federal deMinas Gerais, UFMG. FONSECA, M. O. Comunicação OPC – Uma abordagem prática. Anais do VI Seminário de Automação de Processos, Vitória, ES, 2002. CAMPOS, M. C. M. M.; Teixeira, H. C. G. Controles Típicos de Equipamentos e Processos Industriais. 1. Ed., Blucher, 2006. p.115-118 Smith, C. A.; Corripio, A B.. Princípios e Prática do Controle Automático de Processo. 3. Ed., LTC, 2008. p.227-233. KALID, R. A. Apostila controle de processo.Universidade Federal da Bahia,DEQ.Salvador, 2007.
ASM Joint R&D Consortium, et al. ASM Consortium Guidelines: Effective Operator Display Design. 2009. 188p
National Instrument. Ambiente gráfico de desenvolvimento de sistemas
LabVIEW. Disponível em www.ni.com/labview. Acesso em: 10 de dezembro de
2014.
27
Mecatrônica Atual. Um pouco de história sobre os controladores lógicos
programáveis e a automação industrial. Ano 4, nº 24 (Out/Nov-2005).
Disponível em: www.mecatronicaatual.com.br. Acesso em: 10 de dezembro de
2014.

28
APÊNDICE
Telas das sub-rotinas propostas em linguagem Ladder
A.1: Rotina principal (MainRoutine)

29
A.2: Inicialização
30
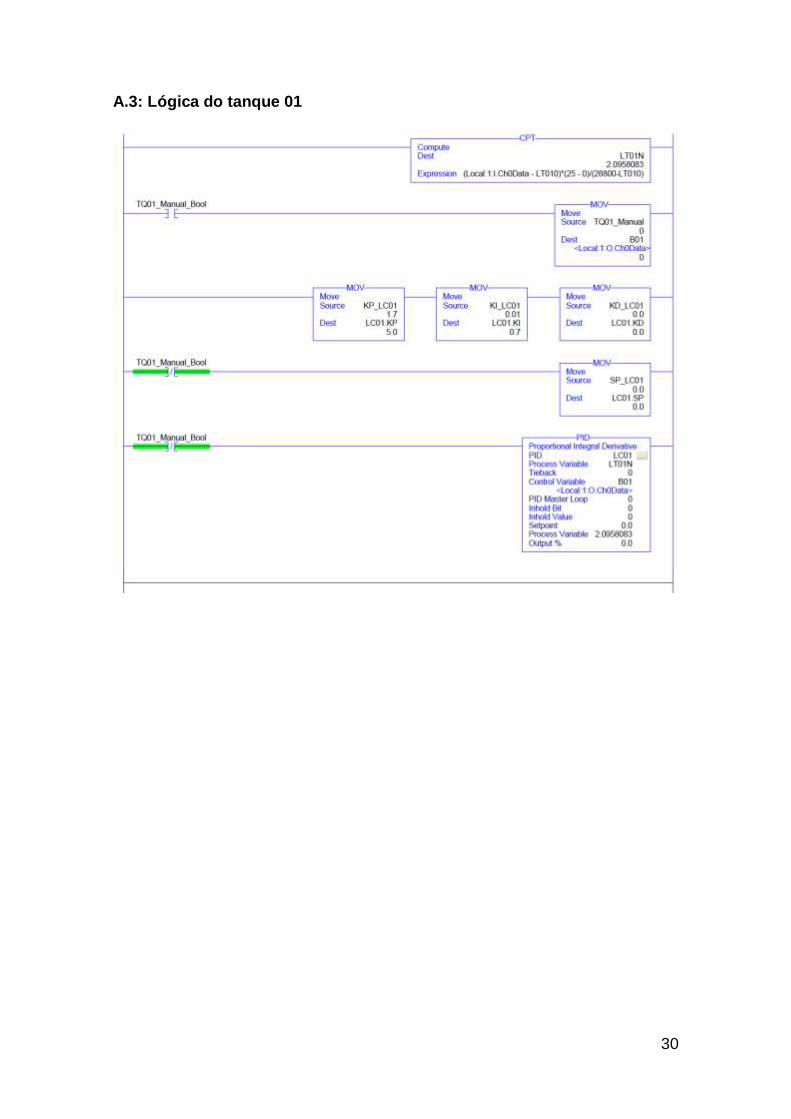
A.3: Lógica do tanque 01