universidade estadual de feira de santana …civil.uefs.br/documentos/paulo henrique barreto... ·...
TRANSCRIPT

UNIVERSIDADE ESTADUAL DE FEIRA DE SANTANA DEPARTAMENTO DE TECNOLOGIA
PAULO HENRIQUE BARRETO REBOUÇAS
ALVENARIA DE BLOCO DE TERRA COMPRIMIDA: AVALIAÇÃO DA TECNOLOGIA FOCADA NA GESTÃO
DOS PROCESSOS
FEIRA DE SANTANA 2008
ALVENARIA DE BLOCO DE TERRA COMPRIMIDA: AVALIAÇÃO DA TECNOLOGIA FOCADA NA GESTÃO
DOS PROCESSOS
Trabalho monográfico exigido para a conclusão do curso de graduação em Engenharia Civil da Universidade Estadual de Feira de Santana
AUTOR: PAULO HENRIQUE BARRETO REBOUÇAS ORIENTADOR: PROF. ANTONIO FREITAS FILHO
FEIRA DE SANTANA 2008

Aprender é a única coisa que a mente nunca se cansa, nunca tem medo e nunca
se arrepende.
Leonardo da Vinci

AGRADECIMENTOS
Aos meu pais, por me proporcionarem as condições para que eu pudesse
prosseguir nesta etapa da eterna busca pelo conhecimento.
À minha namorada Brenna, pelo seu apoio, suas palavras de positividade e
motivação, e por estar ao meu lado nesta longa jornada acadêmica,
transformando-se em um porto seguro para as aflições diárias
Aos amigos da “panela”, Patrícia, Vitor, Christiano, Danilo, por compartilhar os
momentos de colaboração e discussão, fossem os assuntos produtivos ou
improdutivos.
Ao amigo Gilvanei, por sempre acreditar na minha capacidade e me indicar para
várias oportunidades de estágio.
Ao professor Cristóvão, por ter mostrado a “luz no fim do túnel” durante os
momentos iniciais da elaboração deste trabalho, auxiliando-me a definir qual
direção eu deveria seguir na elaboração deste trabalho. E também pelas aulas de
Planejamento, nas quais o seu estímulo à discussão e os exercícios práticos
contribuiu bastante para a aquisição do conhecimento na área de gestão e
gerenciamento.
À Professora Célia Neves do CEPED, devido à grande atenção dispensada
quando lhe solicitei material, informações e contatos para a pesquisa na parte do
material que é estudado neste trabalho.
Ao professor Antônio Freitas pela disponibilidade e auxílio como orientador deste
trabalho.
A todas aquelas pessoas que conheci ao longo da minha vida acadêmica,
incluindo aqueles que não me recordo o nome, pois cada pessoa que
encontramos na vida sempre tem algo a nos acrescentar.
RESUMO
A gestão de processos é um ramo do contexto gerencial da administração de
operações e diz respeito à forma que as empresas organizam a função produção.
A função produção é consideravelmente influenciada pela tecnologia utilizada,
sendo que, a seleção de qual tecnologia deve ser aplicada no processo de
produção deve ser baseada em uma avaliação de quais benefícios e perdas a sua
implantação pode trazer, uma vez que uma escolha errada pode transformar o
que seria um aumento de resultados em grandes prejuízos.
A alvenaria de Bloco de Terra Comprimida apresenta-se hoje com uma alternativa
aos métodos tradicionais de construção, e apesar de ainda pouco utilizada
percebe-se uma expansão da sua utilização.
Este trabalho realiza uma avaliação da alvenaria de Bloco de Terra Comprimida,
comparando-a com a tradicional alvenaria de bloco cerâmico, avaliando quesitos
relacionados à gestão de processos, através do método de avaliação proposto
por Alberto San Martin.
Os resultados apresentaram que a alvenaria de bloco cerâmico apresenta melhor
desempenho na maior parte dos indicadores avaliados, tendo a alvenaria de BTC
melhor desempenho na redução de atividades que não agregam valor e uma
maior flexibilidade de robustez. Entretanto, o método não avalia todos os aspectos
da produção, sendo necessário a realização de outros estudos no momento de
escolha da tecnologia a ser selecionada.
ABSTRACT
The process management is a branch of the administration of operations that
relates to the way the companies organize the production function. The production
function is influenced by the choice of the technology this decision should be
applied in the production process should must be based on an assessment of
benefits and losses which their deployment can bring, since a wrong choice can
turn what would be an increase in the company’s results in large losses.
The compressed soil block masonry presents itself today as an alternative to
traditional construction methods, and despite the little use, its perceived an
expansion on its use.
The present paper conducts an assessment of the compressed soil block
masonry, comparing it with the traditional method of ceramic block masonry,
evaluating questions related to the process management, through the evaluation
method proposed by Alberto San Martin.
The results showed that the ceramic block mansory had better performance in
most of the indicators evaluated, and that the compressed soild block mansory
had best performance in the reduction of non-value adding activities and a better
flexibility. However, the method does not evaluate all the aspects of production,
and others evaluations are important do decide wich technology must be selected.
Sumário
1 INTRODUÇÃO .......................................................................................... 8
1.1 OBJETIVO GERAL ............................................................................................................. 11
1.2 OBJETIVOS ESPECÍFICOS ................................................................................................... 11
1.3 JUSTIFICATIVA................................................................................................................. 12
1.4 ESTRUTURA DO TRABALHO ................................................................................................ 13
2 GESTÃO DE PROCESSOS .......................................................................... 15
2.1 PRINCÍPIOS DA GESTÃO DE PROCESSOS................................................................................. 15
2.2 SISTEMAS DE ADMINISTRAÇÃO DA PRODUÇÃO ....................................................................... 17
2.3 CONSTRUÇÃO ENXUTA ..................................................................................................... 17
2.4 GESTÃO TECNOLÓGICA E GERENCIAMENTO DA INOVAÇÃO ........................................................ 20 2.4.1 Gestão Tecnológica ....................................................................................................................... 22 2.4.2 O processo de inovação ................................................................................................................ 23 2.4.3 Seleção tecnológica ....................................................................................................................... 25
3 BLOCO DE TERRA COMPRIMIDA ............................................................. 27
3.1 O SOLO-CIMENTO ........................................................................................................... 27 3.1.1 Histórico ........................................................................................................................................ 27 3.1.2 Estabilização do solo ..................................................................................................................... 28 3.1.3 Constituição da mistura ................................................................................................................ 30
3.2 O BLOCO DE TERRA COMPRIMIDA ...................................................................................... 33
3.3 ALVENARIA DE BLOCO DE TERRA COMPRIMIDA ..................................................................... 37
4 METODOLOGIA ....................................................................................... 40
4.1 CARACTERÍSTICAS DE QUALIDADE NECESSÁRIAS ..................................................................... 40
4.2 OS REQUISITOS DE DESEMPENHO AVALIADOS ...................................................................... 42
4.3 DIAGRAMA ADAPTADO DE PRECEDÊNCIAS ............................................................................ 43
4.4 INDICADORES DE DESEMPENHO ......................................................................................... 44 4.4.1 Indicador de Eficiência de Desenho de Processos ......................................................................... 45 4.4.2 Indicador de Flexibilidade de Robustez (FR) .................................................................................. 46 4.4.3 Grau de Interdependência de Processos (GIP) .............................................................................. 47 4.4.4 Grau de Habilidade Exigido de Mão de Obra (GHMO) .................................................................. 47 4.4.5 Grau de Dependência de Materiais Específicos (GDM) ................................................................. 48 4.4.6 Indicador de Variedade de Materiais (IVM) .................................................................................. 49 4.4.7 Grau de Padronização e Agregação de Valor de Elementos Construtivos (GPAE) ........................ 50 4.4.8 Grau de Padronização de Operações ............................................................................................ 51 4.4.9 Grau de Separação Física de Processos (GSP) ............................................................................... 51 4.4.10 Peso dos Elementos Construtivos (PEC) ...................................................................................... 52
4.5 ROTEIRO PARA APLICAÇÃO DO MÉTODO ............................................................................... 52
4.6 COLETA DE DADOS ........................................................................................................... 55 4.6.1 Considerações iniciais ................................................................................................................... 55 4.6.2 Dados coletados ............................................................................................................................ 56 4.6.3 Descrição dos métodos construtivos ............................................................................................. 57
5 AVALIAÇÃO DO SISTEMA CONSTRUTIVO ................................................ 62
5.1 AVALIAÇÃO DOS INDICADORES DE DESEMPENHO .................................................................... 62 5.1.1 Indicador de Eficiência de Desenho de Processo (EDP) ................................................................. 64 5.1.2 Indicador de Flexibilidade de Robustez (FR) .................................................................................. 64 5.1.3 Grau de Interdependência de Processos (GIP) .............................................................................. 65 5.1.4 Grau de Separação Física de Processos (GSP) ............................................................................... 65 5.1.5 Grau de Padronização de Operações (GPO) .................................................................................. 66 5.1.6 Índice de Variabilidade de Materiais (IVM) ................................................................................... 66 5.1.7 Grau de Dependência de Materiais Específicos (GDM) ................................................................. 67 5.1.8 Grau de Habilidade Exigido de Mão de Obra (GHMO) .................................................................. 68 5.1.9 Grau de Padronização e Agregação de Valor dos Elementos (GPAE) ........................................... 69 5.1.10 Peso de Elementos Construtivos (PEC) ........................................................................................ 69
6 CONSIDERAÇÕES FINAIS ......................................................................... 70
7 REFERÊNCIAS BIBLIOGRÁFICAS ............................................................... 74
ANEXOS ..................................................................................................... 76

8
1 Introdução
Nos últimos anos, na industria da construção civil, tem-se buscado o
desenvolvimento de materiais alternativos e técnicas construtivas novas que
contribuam para a melhoria do processo de produção das construções de um
modo geral. Através da introdução de filosofias de gerenciamento como o Total
Quality Management (TQM), Just in Time (JIT), Lean Construction (Construção
Enxuta) e outros conceitos de gerenciamento de processos, a análise das
contribuições de cada etapa da construção tem se tornado uma prática cada vez
mais comum nas grandes empresas do país.
Nas décadas anteriores, começaram a serem desenvolvidos estudos
relacionados à gestão dos processos de produção, desenvolvendo conceitos e
modelos de gerenciamento que visam o melhoramento das etapas de construção.
No Brasil, “desde meados dos anos 80 tem se observado um movimento no setor
para aplicar os princípios da Gestão da Qualidade Total” (ISATTO et al, 2000).
Um dos conceitos desenvolvidos durante a década de 90 através da
contribuição de vários acadêmicos é o da construção enxuta, que “propõe a
existência de cadeias de fluxos compostos de atividades que agregam e que não
agregam valor em todas as atividades das empresas e da cadeia produtiva” (SAN
MARTIN, 1999), e tem como principal proposta de melhoria dos processos a
redução de todas as atividades que não agregam valor ao produto final, sendo
que “o conceito de valor está diretamente vinculado à satisfação do cliente, não
sendo inerente à execução de um processo” (ISATTO et al, 2000).
Segundo Ishiwata apud San Martin (1999), a gestão de processos, do
ponto de vista da engenharia industrial é um grupo de abordagens que podem ser
utilizadas para eliminar o desperdício, inconsistências e irracionalidades do
ambiente de trabalho, possibilitando o provimento de bens e serviços de alta
qualidade e de maneira fácil, rápida e barata. Desta forma, na industria da
construção civil, ao se utilizar princípios e conceitos de gestão de processos no
desenvolvimento do produto, pode-se obter reduções significativas no custo
global ao se buscar eliminar o desperdício, inconsistências e irracionalidades do
canteiro de obra.

9
Uma questão a ser considerada no processo de gestão das empresas é
a introdução de novas tecnologias nos sistemas de produção, principalmente
devido à necessidade de garantir a sua sobrevivência em um ambiente cada vez
mais competitivo. A busca por novas tecnologias permite às empresas
desenvolver um diferencial em relação aos concorrentes, que trará benefícios
diretos e indiretos. Então é necessário que seja desenvolvido uma política de
desenvolvimento tecnológico buscando um contínuo desenvolvimento e
implementação de inovações (BETZ apud SAN MARTIN, 1999).
Entre as alternativas tecnológicas que surgiram nos últimos anos está o
Bloco de Terra Comprimida (BTC) de encaixe, que é composto por solo
estabilizado com cimento e água (solo-cimento), moldado através de prensas
manuais ou hidráulicas, sendo que estas prensas apresentam moldes que
produzem blocos com furos verticais e reentrâncias que permitem o encaixe entre
eles (figura 2.1). Este tipo de material é conhecido de variadas formas, a
depender a região do país, e é chamado como tijolo ecológico, tijolo modular de
solo-cimento e tijolinho de encaixe e bloco de terra comprimida (BTC).
Figura 2.1 – Alvenaria de BTC sendo executada1
1 Fonte: http://www.meusite.pro.br/habitat/casaecopop.htm acessado em 15 de março de 2008
10
O solo-cimento é entendido como sendo “uma mistura íntima e bem
proporcionada de solo com aglomerante hidráulico artificial denominado cimento
Portland, de tal modo que haja uma estabilização daquele por este, melhorando
as propriedades da mistura” (SILVA, 1994). As primeiras tentativas de utilizar este
tipo de material ocorreram no ano de 1915 (PITTA, 2006), entretanto, a produção
e utilização deste material na forma apresentada por este trabalho são mais
recentes.
A alvenaria de bloco de terra comprimida apresenta algumas vantagens
em relação a outros sistemas de alvenaria, como dispensar o revestimento (caso
se deseje os blocos aparentes), não utilizar argamassa de assentamento, e por
não necessitar da queima de madeira, óleo ou combustível durante a sua
produção (FIGUEROLA, 2004). Desta forma, incorpora características de
eliminação de alguns serviços de construção e também características
ecológicas. Por utilizar solo na sua composição, o BTC pode ser produzido em
praticamente qualquer região do país, sempre que as características do solo
atendam aos requisitos mínimos para a sua produção.
Devido às suas características inerentes, a alvenaria de BTC de
encaixe se apresenta como uma tecnologia viável para utilização tanto nas obras
de interesse social como obras de nível de acabamento mais elevado,
destacando-se como uma alternativa a ser utilizada para obras dessa categoria.
Conforme citado anteriormente, o aumento da competitividade das
empresas é uma questão cada vez mais importante, uma vez que essa
característica está intimamente ligada à participação no mercado. Uma das
formas de que isso seja realizado é a inovação tecnológica. Deve haver dentro
das empresas um processo claro de seleção das tecnologias a serem utilizadas,
uma vez que uma escolha errada nesta etapa pode trazer prejuízos de tempo e
financeiros para a organização.
Uma das formas de desenvolvimento tecnológico dentro de uma
empresa é a seleção de tecnologias já existentes e inclusão destas nos futuros
processos das empresas. Este tipo de gerenciamento de inovação é conhecido
como seleção tecnológica e já foi enfocada em pesquisas nas áreas da

11
construção civil por diversos autores tanto em nível internacional quanto nacional
(SAN MARTIN, 1999)
A adoção de uma nova tecnologia por uma empresa sempre é cercada
de riscos, uma vez que, para a sua implantação, é necessário um investimento, e
uma adaptação dos funcionários à nova tecnologia, e também a sua implantação
pode não trazer os retornos esperados. Sendo assim, tecnologias como o BTC,
apesar de já estar sendo utilizada por algumas empresas, necessitam de uma
avaliação dos benefícios e das incertezas que a sua utilização pode vir a trazer.
Através deste trabalho, utilizando o método proposto por San Martin
(1999), buscou-se avaliar as características inerentes do BTC e suas
contribuições para a melhoria do processo de produção da alvenaria,
determinando suas características e comparando-as a outras tecnologias já
amplamente utilizadas, determinando assim a viabilidade da sua utilização nas
habitações de interesse social.
1.1 Objetivo Geral
Realizar uma avaliação da tecnologia de construção de alvenaria com
bloco de terra comprimida (BTC) de encaixe sob a ótica da gestão dos processos
de produção, comparando-a com métodos tradicionais de construção.
1.2 Objetivos Específicos
• Determinar as características inerentes do material e da técnica
construtiva de alvenaria de BTC;
• Determinar o ciclo básico de produção da alvenaria de BTC;
• Calcular indicadores de desempenho propostos por San Martin
(1999);
• Avaliar a correlação dos indicadores de desempenho com os
requisitos de desempenho e as características de qualidade
propostas;
• Comparar os resultados obtidos com métodos de construção
tradicionais.
12
1.3 Justificativa
O processo de globalização que vem se desenvolvendo desde o início
do século XX, causou alterações significativas em todos os mercados, incluindo o
setor da construção civil. Essas mudanças provocaram uma alteração no
funcionamento das relações comerciais, promovendo a necessidade de aumento
da competitividade das empresas. Uma das formas utilizadas para a diferenciação
no mercado é a inovação tecnológica, na qual as empresas desenvolvem ou se
apoderam de novas idéias que contribuam para a melhoria da produtividade e da
qualidade dos produtos.
Outro fator que estimula do desenvolvimento tecnológico é a atual
situação ambiental. Com uma visão mundial cada vez mais voltada para a
redução de todos os tipos de poluição, a busca pela utilização de materiais e
técnicas menos agressivas ao ambiente se torna um dos quesitos a serem
considerados durante a escolha sobre quais tecnologias serão utilizadas pelas
empresas.
Neste âmbito, a indústria da construção civil está buscando cada vez
mais alternativas que contribuam para construções mais limpas, mais rápidas e
mais baratas. A alvenaria de bloco de terra comprimida (BTC) de encaixe
apresenta-se como uma das atuais opções para substituir as técnicas tradicionais
de alvenaria, principalmente a alvenaria de bloco cerâmico, que em geral, não
apresenta uniformidade de dimensões e utiliza uma quantidade considerável de
recursos naturais para a sua produção, e um grande índice de desperdícios.
Apesar de já terem sido executadas construções utilizando a alvenaria
de BTC, e de algumas empresas (principalmente nas regiões sul e sudeste do
país) já utilizarem esta tecnologia há algum tempo, ainda se trata de uma
tecnologia pouco conhecida, em parte devido ao fato das empresas que atuam na
área de habitação terem uma cultura conservadora e certa resistência para a
absorção de novas tecnologias, e também porque os consumidores tem uma
tendência a confiar mais nas técnicas tradicionais e apresentar certo receio com
relação às inovações.
13
Uma vez que o país apresenta um déficit habitacional muito grande, o
que se apresenta como um fator que demonstra a necessidade de estímulo ao
desenvolvimento tecnologias de custo mais baixo e melhor qualidade para a
construção de habitações populares, tecnologias como o BTC devem ser
analisadas como alternativas aos métodos tradicionais, e para que estas
inovações passem a ser utilizadas e aceitas, é necessária a avaliação das suas
características nas mais diversas áreas.
A pesquisa foi desenvolvida com parâmetros baseados nos conceitos
da gestão dos processos e da construção enxuta por estas apresentarem uma
ampla visão do processo de produção e, através dos seus princípios, apresentar
que questionamentos devem ser feitos ao se avaliar o desempenho de um
determinado processo.
A escolha da tecnologia a ser avaliada ocorreu devido às seguintes
considerações:
• É uma alternativa tecnológica que apresenta inovações no processo
de produção;
• A produção do BTC introduz características ecológicas a ele, uma
vez que não utiliza a queima de madeira na sua produção (não
necessita de cozimento);
• A alvenaria de BTC apresenta um potencial de redução de custos,
principalmente em habitações de interesse social;
• Algumas novas tecnologias acabam tendo uma baixa visibilidade no
mercado.
1.4 Estrutura do Trabalho
Capítulo 1 – Introdução . Este capítulo apresenta o objetivo do trabalho
e apresenta o que será estudado no trabalho.
Capitulo 2 – Gestão de Processos. Revisão bibliográfica acerca dos
conceitos de gestão de processos e de inovação tecnológica.

14
Capítulo 3 – Bloco de Terra Comprimida. Revisão bibliográfica acerca
do material estudado.
Capítulo 4 – Metodologia. Apresenta a metodologia utilizada neste
trabalho para a avaliação do bloco de terra comprimida.
Capítulo 5 – Avaliação do Sistema Construtivo. Avaliação dos
resultados encontrados através da pesquisa.
Capítulo 6 – Conclusões. Conclusões do autor com relação aos
resultados encontrados
15
2 Gestão de Processos
2.1 Princípios da gestão de processos
A gestão de processos faz parte do contexto gerencial da administração
de operações, que segundo Slack et al (1997) trata da maneira pela qual as
organizações gerenciam a função produção, sendo esta representada pela
reunião de recursos destinados à produção de bens e serviços pelas empresas.
No modelo geral proposto por Slack et al (1997), os principais elementos no que
diz respeito à função produção são o projeto, o planejamento e controle e o
melhoramento.
Quanto ao gerenciamento de cada um destes elementos, a parte do
projeto define a organização das atividades a serem realizadas, incluindo
decisões relativas à variedade de volume e de produtos a serem produzidos e às
decisões dentro dos estágios do processo. O gerenciamento do planejamento e
controle compreende a determinação e implantação de um sistema de
administração da produção, tendo como exemplos o MRP (Materials Request
Planning), o JIT (Just in Time) e o OPT (Optmized Production Technology). Já o
gerenciamento do melhoramento tem o foco na aplicação de técnicas,
procedimentos e ferramentas que possibilitem a busca do melhoramento de todos
os aspectos da produção, exemplificando métodos como o PDCA (Plan, Do,
Control, Act) e o TPM (Total Production Maintenance), e utilizando-se conceitos e
ferramentas como o TQM (Total Quality Management).
Segundo Ishiwata apud San Martin (1999) “a gestão de processos, do
ponto de vista da engenharia industrial, é um grupo de abordagens que podem
ser utilizadas para eliminar o desperdício, inconsistências e irracionalidades do
ambiente de trabalho, possibilitando o provimento de bens e serviços de alta
qualidade e de maneira fácil, rápida e barata”.
Ishiwata apud San Martin (1999) apresenta uma proposta de
agrupamento das abordagens da gestão de processos da seguinte forma:
• Abordagem para melhoramento dos métodos:
o Análise de processos;
16
o Estudo de movimentos;
o Arranjo de equipamentos de transporte.
• Abordagem para a mensuração do trabalho:
o Estudo dos tempos.
Enquanto a abordagem para melhoramento dos métodos volta-se para
a análise dos fluxos de processos e operações, possibilitando a identificação de
desperdícios e de inconsistências, a abordagem para a mensuração do trabalho
serve para medir o tempo das operações.
A análise dos processos é classificada em quatro tipos (ISHIWATA
apud SAN MARTIN, 1999):
• Análise de processos do produto – aborda o fluxo dos bens e
materiais da produção;
• Análise de processos do operador – estudos dos movimentos do
operados;
• Análise de processos híbridos – interação entre homens e máquinas
e análise e melhoramento de operações conjuntas;
• Análise de processos administrativos – avaliação de como as tarefas
administrativas e de escritório são realizadas.
Para que seja realizada a análise dos processos existem diversas
ferramentas desenvolvidas por vários autores diferentes. Algumas ferramentas
são: o fluxograma de processos, diagramas de processos ou operações,
diagramas de atividades múltiplas e análises V-A-T.
Atrelado à análise de processos, com a finalidade de auxiliar o mesmo,
está a análise de valor, que segundo Santos apud San Martin (1999), tem o foco
na identificação da função de cada atividade e de seu respectivo valor e
eficiência. Csillag apud San Martin (1999) propõe como conceito de valor para a
gestão de processos como “o valor real de um produto, processo ou sistema é
grau de aceitabilidade de um produto pelo cliente e, portanto, é o índice final do
valor econômico”.
17
2.2 Sistemas de administração da produção
Os sistemas de administração da produção são responsáveis pelo
planejamento e controle da função produção em todos os níveis (CORRÊA &
GIANESI apud SAN MARTIN, 1999). Estes sistemas fornecem informações para
o gerenciamento eficaz do fluxo de materiais, da utilização da mão-de-obra e dos
equipamentos e coordenação das atividades internas com as atividades dos
fornecedores e distribuidores (SAN MARTIN, 1999).
Entre os sistemas de administração da produção existentes destacam-
se o JIT (Just in Time), o MRP (Materials Requirements Planning) e o OPT
(Optimized Production Technology), cada um possuindo características diferentes
de planejamento e controle da função produção, devendo-se assim, adequar o
sistema de administração da produção à estratégia de operações da empresa
(SAN MARTIN, 1999).
Dentre os sistemas citados, San Martin (1999) afirma que JIT merece
um maior destaque por representar uma possibilidade viável de aplicação no caso
da construção habitacional. O JIT é visto por muitos autores como Slack et al
(1997) e Corrêa & Gianesi apud San Martin (1999) como uma filosofia de
produção, com premissas e princípios a serem seguidos.
A aplicabilidade do JIT à construção habitacional requer a quebra de
alguns paradigmas de produção do setor, a qualificação dos fornecedores de
materiais e um estabelecimento de uma relação mais estreita com os mesmos,
além do conhecimento e controle total dos processos produtivos (Akintoye apud
San Martin, 1999).
2.3 Construção enxuta
A construção enxuta é um paradigma de gestão da produção que é
baseado nos conceitos da produção enxuta. Produção enxuta é o termo utilizado
para denominar o novo paradigma de entendimento da função produção que
envolve o desenvolvimento de uma nova teoria de administração. Koskela (1992)
afirma ainda que as idéias da produção enxuta (também nomeada de nova
filosofia da produção) tiveram origem no Japão, na década de 50, e a sua
aplicação mais proeminente aconteceu no sistema de produção da Toyota.
18
San Martin (1999) afirma que Womack et al após a análise de
características de diversos modelos e sistemas de produção da indústria
automobilística, principalmente na empresa japonesa Toyota Motor Company,
desenvolveram uma nova concepção para relacionar os acontecimentos na
produção de bens e serviços, considerando a existência de cadeias de fluxos.
Esta nova concepção foi incrementada com alguns princípios e com a abstração
de conceitos referentes à administração de operações, que foi estendida para
outras funções administrativas das empresas, inclusive para interfaces de cadeias
produtivas de diferentes setores industriais e de serviços (SAN MARTIN, 1999).
Koskela (1992) exemplifica como benefício da aplicação das idéias da
produção enxuta a produção de automóveis, aonde um carro produzido baseado
nesses conceitos usa menos de tudo na sua produção: metade de esforço
humano na fábrica, metade do espaço de produção, metade dos investimentos
em ferramentas, metade das horas de engenharia para desenvolver um novo
produto em metade do tempo.
O foco principal desta nova concepção é voltado para o combate ao
desperdício, devendo-se desenvolver uma nova cultura gerencial que busca
atender a cinco princípios fundamentais: especificar precisamente o valor;
identificar as cadeias de fluxos de valor de cada produto e subproduto ou serviço;
fazer fluir o desempenho de fluxos de valor sem interrupções; deixar que o cliente
acione o fluxo de produção; e perseguir a perfeição (WOMACK et al apud SAN
MARTIN, 1999).
A base conceitual desta nova filosofia é a de que a produção é um fluxo
de material e/ou informação da matéria-prima até o produto final. Neste fluxo, o
material é processado, inspecionado, fica em espera ou fica movimentando. Estas
atividades são inerentemente diferentes. O Processamento representa os
aspectos de conversão enquanto a inspeção, movimentação e espera
representas os aspecto do fluxo. (KOSKELA, 1992). Ele afirma ainda que, as
atividades agregadoras de valor, em sua maioria são as atividades de
processamento.
Os princípios da construção enxuta identificados por Koskela (1992)
são:
19
1. Redução da parcela de atividades que não agregam valor;
2. Aumentar o valor de saída através considerações sistemáticas das
necessidades do consumidor;
3. Reduzir a variabilidade;
4. Reduzir o tempo de ciclo;
5. Simplificar reduzindo o número passos, partes e ligações;
6. Aumentar a flexibilidade da saída;
7. Aumentar a transparência do processo;
8. Focar o controle no processo completo;
9. Introduzir a melhoria contínua no processo;
10. Balancear melhorias de fluxo com melhorias de conversão;
11. Benchmark (comparação com as melhores práticas).
Womack et al apud San Martin (1999) afirma ainda que a produção
enxuta não concorre com os métodos e sistemas de administração ou controle de
empresas, tais como o TQC ou de administração de operações, tais como JIT,
TPM ou TQM e sim estabelece paradigmas e diretrizes mais adequados para
aplicação mais eficiente de seus princípios e ferramentas.
Baseando-se nos conceitos da produção enxuta, Koskela (1992)
interpretou o mesmo segundo as particularidades do sub-setor edificações,
propondo o desenvolvimento de uma teoria baseada principalmente nas idéias de
fluxos estabelecidos na teoria da produção enxuta.
“A ineficácia da utilização de técnicas de gestão de processos na construção deve, desse modo, reduzir na medida em que a competição pressionar as empresas a desperdiçar menos. A teoria ainda em desenvolvimento da construção enxuta, por sua vez constitui um desafio, tanto para o âmbito acadêmico quanto para o empresarial, de viabilização concreta dessa gestão eficaz dos processos dos canteiros de obras e de outras partes, entre elas os processos de projeto e os de planejamento. Um dos pontos a serem melhorados com a adoção deste novo paradigma, por outro lado, é a credibilidade em técnicas e ferramentas de gestão de processos” (SAN MARTIN, 1999).
20
2.4 Gestão tecnológica e gerenciamento da inovação
Sáenz et al (2002) que a tecnologia pode ser definida de dois pontos de
vista diferentes: um conjunto de conhecimentos ou uma atividade. No primeiro
caso a tecnologia é definida como “o conjunto de conhecimentos científicos e
empíricos, de habilidades, experiências e organização requeridos para produzir,
distribuir, comercializar e utilizar bens e serviços” (SÁENZ et al, 2002). Esta
definição inclui os conhecimentos teóricos e práticos, meios físicos, “know how”,
métodos e procedimentos produtivos, gerenciais e organizacionais, entre outros.
Para a tecnologia como atividade, Sáenz et al (2002) afirma que esta
pode ser entendida como a busca de aplicações para conhecimentos já
existentes.
Saénz et al (2002) complementa ainda que “os conhecimentos
tecnológicos consistem em novos procedimentos, mediante os quais se alcançam
fins práticos”.
Conforme Saénz et al (2002), um produto é um sistema integrado de
componentes inter-relacionados, cada um realizando uma função específica que
conjuntamente atuam de forma determinada.
Saénz et al (2002) classifica as tecnologias, segundo a fase ou
momento em que são aplicadas da seguinte forma:
• Tecnologia de produto: normas e especificações relativas à
composição, configuração, propriedades ou desenho mecânico,
assim como dos requisitos de qualidade de um bem ou serviço;
• Tecnologia de processo: condições, procedimentos e detalhes
necessários para combinar insumos e meios básicos para a
produção de um bem ou serviço; inclui manuais de processo, de
planta, de manutenção, de controle da qualidade, balanços de
matéria e energia, entre outros;
• Tecnologia de distribuição: normas, procedimentos e especificações
sobre condições de embalagem, de armazenamento, de transporte
e de comercialização;
21
• Tecnologia de consumo: instruções sobre a forma ou processo de
utilização de um bem ou serviço, visando a compatibilidade entre os
requisitos próprios do produto e os hábitos e tradições dos usuários,
entre outros fatores;
• Tecnologia de gerência ou gestão: normas e procedimentos sobre
as formas específicas de dirigir uma atividade empresarial, incluindo,
entre outros, os processos de inovação tecnológica, o processo de
produção, distribuição ou comercialização de um bem ou serviço, a
organização da força de trabalho e os procedimentos de
contabilidade e administrativos, entre outros;
• Tecnologia social: normas e procedimentos para a condução de
processos sociais, não necessariamente vinculados à esfera da
produção ou dos serviços, como aqueles relacionados com a
orientação vocacional, a prevenção de delitos, a mobilização da
população ante desastres naturais e as atividades sindicais e
políticas.
O Manual Frascatti apud Sáenz et al (2002) define inovação como
sendo
“A transformação de uma idéia em um produto novo ou melhorado que se introduz no mercado, ou em novos sistemas de produção, e em sua difusão, comercialização e utilização. Entende-se também por inovação tecnológica, a melhoria substancial de produtos ou processos já existentes” (MANUAL FRASCATTI apud SÁENZ et al, 2002).
Por outro lado, Edosomwan apud San Martin (1999) afirma que
inovação é “a introdução de um novo produto no mercado” e que inovação
tecnológica define-se como “o processo de criação e implementação de novas
tecnologias e produtos, bem como de capacidades de produção e de serviços”.
Entretanto, Sáenz et al (2002) diz que para uma empresa, a inovação
tecnológica é o processo no qual são implementados desenhos e processos que
são novos para a mesma, independentemente de serem novos para seus
competidores.
22
2.4.1 Gestão Tecnológica
Atualmente a tecnologia, apesar de não ser o único, apresenta-se como
um fator determinante da competitividade de uma empresa, principalmente as
tecnologias que derivam do conhecimento cientifico (SÁENZ et al, 2002). Neste
panorama, buscam-se através da gestão tecnológica conceitos e técnicas que
permitam a integração de todas as etapas de inovação tecnológicas e a condução
com sucesso desses processos.
Com relação à competitividade Stalk & Hout apud San Martin (1999)
salientam que a inovação tecnológica e seu gerenciamento eficaz estão
relacionadas a todas as dimensões competitivas empresariais, podendo
desestabilizar qualquer mercado.
Sáenz et al (2002) afirma que a gestão tecnológica inclui atividades de
estratégia, planejamento, regulação, controle e avaliação, assim como as
características de atitudes e de conduta dos recursos humanos envolvidos e os
fluxos de informação requeridos, definindo-a da seguinte forma:
“A gestão tecnológica é a gerência sistemática de todas as atividades no interior da empresa com relação à geração, aquisição, início da produção, aperfeiçoamento, assimilação e comercialização das tecnologias requeridas pela empresa, incluindo a cooperação e alianças com outras instituições; abrange também o desenho, promoção e administração de práticas e ferramentas para a captação e/ou produção de informação que permita a melhoria continuada e sistemática da qualidade e da produtividade”.(SÁENZ et al, 2002).
Parisca apud Sáenz et al (2002) apresentou uma tabela (quadro 2.1)
demonstrando de uma forma simples as etapas de um processo de gestão
tecnológica em uma empresa, com os objetivos de cada etapa.
23
Quadro 2.1 – Gestão tecnológica na empresa: etapas e objetivos (PARISCA apud SÁENZ et al, 2002)
Seleção e aquisição de uma nova tecnologia .
• Seleção da tecnologia
Assegurar a obtenção da tecnologia mais adequada à estratégia da empresa, suas características, as demandas do mercado e à natureza do projeto.
• Aquisição da tecnologia
Maximiza o volume de conhecimentos obtidos do fornecedor da tecnologia, associados ao desenho e operação do processo produtivo e os instrumentos que sustentam o produto e o mercado.
Execução do projeto .
• Desenho e construção da nova planta
Assegurar o cumprimento dos objetivos de qualidade, custo e tempo desejados e sentar as bases de informação adequadas para a operação futura.
• Início de produção da planta
Assegurar a conformação de uma organização adequada para alcançar os objetivos produtivos perseguidos e facultada para empreender um processo de melhoria sistemática da competitividade.
Otimização do processo produtivo .
• Produção
Assegurar o cumprimento das metas produtivas e comerciais previstas prestando atenção à realidade de mercado e às características do processo.
• Melhorias contínuas
Assegurar uma capacidade de adequação à mudança dentro da empresa, conforme as exigências do entorno.
2.4.2 O processo de inovação
Processo de inovação, segundo Saénz et al (2002), é a integração de
conhecimentos novos e de outros existentes para criar produtos, processos
sistemas ou serviços novos ou melhorados.
Saénz et al (2002) mostra que, devido ao aumento da complexidade
das tecnologias, o que se introduz na pratica dos processos inovativos “é um
pacote tecnológico, definido por ele como sendo um conjunto de tecnologias
complementares, integradas ou encadeadas à tecnologia principal, sem as quais
a inovação se dificultaria grandemente ou não se produziria.”
Para que uma nova tecnologia seja bem sucedida, esta deve se inserir
no sistema de tecnologias existentes e em uso, ou induzir mudanças nessas
tecnologias, de forma que a inovação seja inserida como parte de todo o sistema.

24
Conseqüentemente os processos inovativos devem ser abordados com uma visão
integral e dinâmica da cadeia de mudanças tecnológicas que eles iniciam (SAÉNZ
et al, 2002).
Saénz et al (2002) afirma que a inovação pode ocorrer nas seguintes
modalidades:
• Introdução de novos produtos ou de melhoria nos produtos;
• Mudanças nas tecnologias de processo, de distribuição e de
consumo;
• Abertura de novos mercados a tecnologias já existentes;
• Mudanças gerenciais e organizacionais.
Amorim apud San Martin (1999) classifica a inovação na construção
habitacional em três níveis: inovação nos produtos da construção (introdução ou
melhoria dos produtos), inovação dos produtos para a construção (introdução ou
melhoria dos insumos e equipamentos), e inovação na organização da produção
(mudanças gerenciais e mudanças nas tecnologias de processo).
Para que haja sucesso no processo de inovação tecnológica, Roberts
apud San Martin (1999) devem ser cumpridos três requisitos:
• Deve haver um gerenciamento efetivo de informações sobre a
invenção, que devem conter três dimensões básicas: dados
técnicos, dados mercadológicos e dados relevantes à função
produção;
• Deve haver habilidades apropriadas por parte dos gerentes para
lidar com informações técnicas e gerenciais sobre a nova invenção;
• Um esforço significativo deve ser devotado para o avanço da
implantação da invenção, transformando-a em uma efetiva
inovação.
Koskela (1992) afirma que a visão ocidental de avanço tem sido visto
como inovação de produto e processo. Ele chama a atenção para o fato de que
nem sempre a inovação é a solução para melhoria do processo de produção, uma
vez que esta tem o foco de atuação no processo de conversão. Deve-se portanto
25
sempre avaliar a real necessidade de implantação de uma inovação, analisando
se a implantação de uma sistemática de melhoria contínua (que é um dos
princípios da produção enxuta) teria um resultado melhor no processo de
produção.
2.4.3 Seleção tecnológica
Uma das atividades da gestão tecnológica é a seleção tecnológica,
anteriormente citada por Parisca apud Sáenz et al (2002) com o objetivo de
assegurar a obtenção da tecnologia mais adequada à estratégia da empresa,
suas características, as demandas do mercado e à natureza do projeto. San
Martin (1999) definiu seleção tecnológica como sendo “um processo de tomada
de decisão que envolve uma série de aspectos do produto com relação aos
materiais e componentes utilizados, sua composição, características e inter-
relações entre os mesmos”.
San Martin (1999) afirma ainda que na seleção tecnológica, nas etapas
iniciais do processo de inovação, ao invés de se desenvolver pesquisas com a
finalidade de realizar uma invenção, opta-se pela escolha de uma já existente,
dispensando-a da identificação e o desenvolvimento de uma tecnologia com
potencial comercial.
Ao longo dos últimos anos, foram desenvolvidos várias pesquisas no
que diz respeito à seleção tecnológica na construção, sendo abordados focos
diferenciados, servindo como complementos ao processo de escolha da
tecnologia (SAN MARTIN, 1999).
Abaixo estão alguns dos métodos apresentados por San Martin (1999),
sendo este o autor do método que será utilizado no decorrer deste trabalho.
• Abdalla (1995) – Estabelece uma classificação de sistemas
construtivos segundo as categorias: índice de industrialização, nível
técnico, natureza do processo de produção, ciclo de produção,
característica da produção, grau de liberdade do sistema, peso dos
elementos, tamanho dos elementos, natureza dos materiais e tipo
de demanda;
26
• Rosenfeld (1994) – Compara diferentes sistemas construtivos
através da avaliação genérica de dez atributos: flexibilidade de
projeto, imperfeição do acabamento, grau de pré-fabricação,
necessidade de equipamentos no canteiro, investimento em capital,
dependência do tamanho do empreendimento, desempenho a longo
prazo, habilidade requerida de mão de obra, implicações sociais e
velocidade de execução. A rotulação entre “melhor”, “médio” ou
“pior” entre as tecnologias avaliadas deve ser realizada de acordo
com a política tecnológica da empresa;
• Dalcul (1995) – Diagnostica e avalia a capacidade tecnológica da
empresa. A análise proposta por esse método verifica se a
tecnologia escolhida atende aos objetivos da estratégia tecnológica
formulada pela empresa, assim como os efeitos em diversos
aspectos da organização decorrentes da sua implantação;
San Martin (1999) conclui que:
“o gerenciamento da seleção tecnológica envolve, de modo geral, um conhecimento amplo das possibilidades tecnológicas existentes, uma definição clara dos objetivos e necessidades de utilização da tecnologia selecionada, a previsão do desempenho da tecnologia selecionada e a investigação e minimização constante dos efeitos colaterais, sobre a organização, advindos da implantação da mesma.” (SAN MARTIN, 1999).
27
3 Bloco de Terra Comprimida
3.1 O Solo-Cimento
3.1.1 Histórico
O solo, que é definido por Pinto apud Grande (2003) como sendo “um
conjunto de partículas sólidas provenientes da desagregação de rochas por ações
físicas e químicas, com água (ou outro líquido) e ar, ou ainda ambos, em seus
espaços intermediários”, está entre os materiais mais antigos utilizados na
construção de habitações. Lima (2006) define o solo como “a superfície
inconsolidada que recobre as rochas e mantém a vida animal e vegetal da Terra.
É constituído de camadas que se diferem pela natureza física, química,
mineralógica, morfológica e biológica.”
Entre as possíveis formas de se utilizar a terra como material de
construção está o solo estabilizado. Silva (1991) afirma que no século III utilizou-
se uma mistura de argila e cal na construção da muralha da China, e a mistura
também era utilizada para fundações em outros tipos de obra. Casanova (2004)
relata que “vestígios de habitações artificiais humanas do período Mesolítico
(12.000 AC) confirmam a utilização do solo na estrutura das paredes e dos
telhados pré-históricos” e que no povoado de Taos, no estado do Novo México,
EUA, as construções erguidas com solo entre os anos 1000 e 1500 até hoje são
habitadas pelos descendentes dos índios.
No Brasil, cidades como Ouro Preto, Mariana, Diamantina, Salvador e
outras têm construções feitas de taipa-de-pilão, adobe, taipa-de-sopapo ou pau-a-
pique que até hoje encontram-se em bom estado de conservação.
A primeira utilização do cimento como agente estabilizador, foi realizada
pelo engenheiro inglês H.E. Brook-Bradley, que aplicou o produto no tratamento
no tratamento de leitos de estradas e pistas para veículos puxados a cavalo, ao
sul da Inglaterra. O uso pelos americanos ocorreu em 1917, pelo engenheiro T. H.
Amies (SILVA, 1991). Entretanto, Abiko (1988) afirma que o solo-cimento foi
empregado pela primeira vez pelo eng. Bert Reno, pavimentando uma rua com
uma mistura de conchas marinhas, areia de praia e cimento Portland, e que
28
apenas em 1935 a PCA (Portland Cement Association) deu inicio a pesquisas
sobre o material.
A primeira obra de solo-cimento que se tem notícia no Brasil ocorreu em
1945, e consistia em uma casa de bombas do aeroporto de Santarém, Pará, de
42m2, sendo seguido da construção de casas residenciais em Petrópolis e do
hospital Adriano Jorge em 1948, em Manaus (SILVA, 1991). Segundo a autora,
até 1976 não houve a necessidade de nenhum tipo de reparo, diferente dos
outros materiais, que tiveram que ser substituídos. Por outro lado, Lima (2006)
afirma que “O início da utilização do solo-cimento no Brasil ocorreu em 1940 pela
Associação Brasileira de Cimento Portland (ABCP) e a Diretoria da Aeronáutica
Civil, na construção da pista de circulação do aeroporto de Santos Dumont no Rio
de Janeiro”. Figuerola (2004) salienta que o material só foi amplamente utilizado
em moradias por volta de 1978, quando o antigo BNH aprovou a técnica de
construção de paredes monolíticas para as habitações populares.
A partir da década de 70, o solo-cimento começou a ser objeto de
pesquisa de várias instituições, como a ABCP (Associação Brasileira de Cimento
Portland), CEPED (Centro de Pesquisa e Desenvolvimento) e pelo IPT (Instituto
de Pesquisas Tecnológicas). (ABIKO, 1988). Cunha apud Grande (2003) afirma
ainda que os primeiros artigos sobre o assunto foram publicados em 1980, porém,
tais textos não apresentavam dados científicos.
3.1.2 Estabilização do solo
Estabilização de um solo é definida por Santiago (2001) como o
"processo de introdução de modificações nas propriedades de um solo de modo a
conseguir-se melhorar as características do mesmo". Inglês & Metcalf apud
Grande (2003) relatam que “os princípios que regem a estabilização dos solos
tendem a conferir ao produto final melhor estabilidade dimensional, aumento de
resistência mecânica para patamares definidos pela utilização, diminuição da
permeabilidade, controle da fissuração por retração por secagem, resistência à
erosão e abrasão superficial e, conseqüentemente, aumento da durabilidade do
material”.
29
Grande (2003) informa que a estabilização pode ocorrer de forma
mecânica, física ou química. A estabilização química ocorre “quando outros
materiais são adicionados ao solo, modificando suas propriedades ou por reação
físico-química entre os grãos e o material, ou criando uma matriz que aglutina e
cobre os grãos” (SILVA, 2001).
Quando se utiliza o cimento Portland para a estabilização, o mesmo é
denominado de solo-cimento. Segundo Abiko (1988), "o solo-cimento é
constituído de solo, cimento e água e, eventualmente, aditivos que são
misturados e submetidos a uma compactação, resultando um material mais
resistente que o solo". Silva (1991) define o solo-cimento como sendo "mistura
íntima e bem proporcionada de solo com aglomerante hidráulico artificial
denominado cimento Portland, de tal modo que haja uma estabilização daquele
por este, melhorando as propriedades da mistura”.
Quanto às características da mistura solo-cimento, Neves, (2003) afirma
ainda que “A mistura da terra e cimento, devidamente dosada e compactada,
adquire resistência e apresenta durabilidade compatíveis com os critérios
necessários para a construção de edificações”.
Ao se utilizar o cimento como substância estabilizante, Santiago (2001)
e Grande (2003) afirmam que são atingidos os seguintes resultados:
• Aumento da massa unitária em terras com compactação medíocre e
redução em terras bem compactáveis;
• A absorção e a perda de umidade do material não causam variações
volumétricas consideráveis;
• Maior resistência à compressão;
• Maior resistência à erosão;
• O material não se deteriora quando submerso na água;
• Devido a uma menor permeabilidade, é mais durável.
30
3.1.3 Constituição da mistura
Como afirma Figuerola (2004), a princípio, qualquer solo pode ser
utilizado para a confecção da massa moldável de solo-cimento, com exceção de
solos que contenham matéria orgânica pois estas “inibem a hidratação do
cimento, tolerando-se, no entanto, um teor máximo de 2% de matéria orgânica”
(LIMA, 2006), e que, segundo Pecoriello et al (2004) apresentem teor de mica,
pois estes não resistirão às expansões da argila durante os ciclos de secagem e
molhagem.
Entretanto, vários autores afirmam que os solos mais adequado para as
misturas são os solos arenosos e segundo Segantini apud Lima (2006), “A
existência de grãos de areia grossa e pedregulhos são benéficos, já que são
materiais inertes e têm apenas a função de enchimento.” Santiago (2001)
apresenta os seguintes valores limites recomendados por diversos autores e
instituições para a composição do solo a ser utilizado:
ICPA (Instituto del Cemento Portland Argentino)
• Areia - 60-80%
• Silte - 10-20%
• Argila - 5-10%
HOUBEN, Hugo (CRATerre, França)
• Areia - 40-70%
• Silte - 0-30%
• Argila - 20-30%
CEPED
• Areia - 45-80%
• Silte+Argila - 20-55%
• Argila <20%
• LL <45%

31
CINVA (Centro Interamericano de Vivienda y Planeami ento,
Colômbia)
• Areia - 45-80%
• Silte+Argila 20-55%
Souza (2006) afirma ainda que “os mais adequados são os que
possuem 100% dos grãos passando na peneira 4,8 mm; de 10% a 50% passando
na peneira 0,075 mm; limite de liquidez LL de 45%; e limite de plasticidade LP de
18%. Solos com essas características propiciam condições para que se tenha
menor consumo de cimento e obtenção de tijolos de melhor qualidade”. Pecoriello
et al (2004) apresenta a seguinte composição necessária para uma boa
estabilização, em conformidade com a NBR 10832 e a NBR 10833:
• Areia >50%
• Silte 10 a 20%
• Argila 20 a 30%
• LL <= 45%
• IP <=18%
Solos de cores escuras como cinza, preto, castanho claro e escuro e
colorações acinzentadas, esverdeada e azulada, devem ser evitados porque suas
paragêneses interagem deleteriamente com os ligantes hidráulicos (CASANOVA
apud LIMA ,2006).
Os estudos realizados pelo CEPED demonstraram que existe uma
relação entre a percentagem de areia presente no solo e quantidade de cimento
utilizada na mistura e a resistência à compressão, conforme relata Neves (2003)
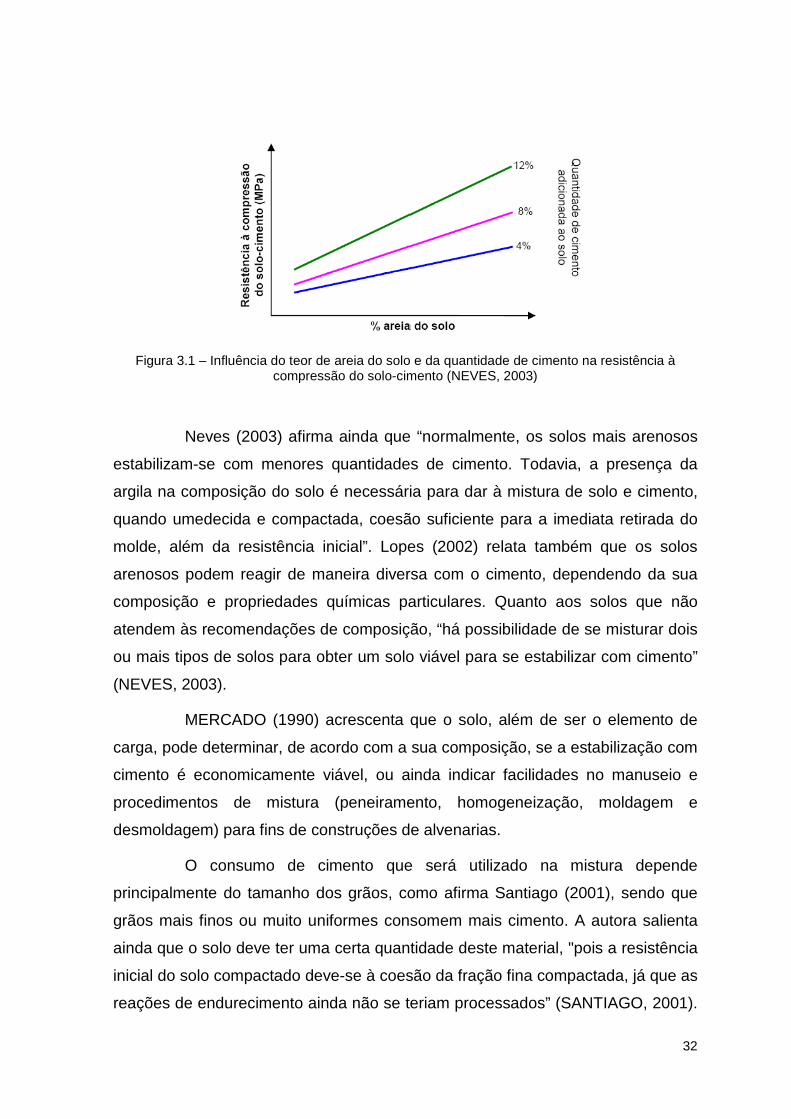
“Os resultados comprovaram que a resistência à compressão do solo-cimento tem relação direta e crescente com a da quantidade de cimento adicionada. Constatou-se também que, para uma mesma quantidade de cimento, a resistência à compressão do solo-cimento é diretamente crescente em função do teor de areia no solo. Ou seja, solos mais arenosos apresentam, em geral, maior resistência à compressão que solos siltosos ou argilosos, conforme ilustra a figura 3.1.” (NEVES, 2003)
32
Figura 3.1 – Influência do teor de areia do solo e da quantidade de cimento na resistência à compressão do solo-cimento (NEVES, 2003)
Neves (2003) afirma ainda que “normalmente, os solos mais arenosos
estabilizam-se com menores quantidades de cimento. Todavia, a presença da
argila na composição do solo é necessária para dar à mistura de solo e cimento,
quando umedecida e compactada, coesão suficiente para a imediata retirada do
molde, além da resistência inicial”. Lopes (2002) relata também que os solos
arenosos podem reagir de maneira diversa com o cimento, dependendo da sua
composição e propriedades químicas particulares. Quanto aos solos que não
atendem às recomendações de composição, “há possibilidade de se misturar dois
ou mais tipos de solos para obter um solo viável para se estabilizar com cimento”
(NEVES, 2003).
MERCADO (1990) acrescenta que o solo, além de ser o elemento de
carga, pode determinar, de acordo com a sua composição, se a estabilização com
cimento é economicamente viável, ou ainda indicar facilidades no manuseio e
procedimentos de mistura (peneiramento, homogeneização, moldagem e
desmoldagem) para fins de construções de alvenarias.
O consumo de cimento que será utilizado na mistura depende
principalmente do tamanho dos grãos, como afirma Santiago (2001), sendo que
grãos mais finos ou muito uniformes consomem mais cimento. A autora salienta
ainda que o solo deve ter uma certa quantidade deste material, "pois a resistência
inicial do solo compactado deve-se à coesão da fração fina compactada, já que as
reações de endurecimento ainda não se teriam processados” (SANTIAGO, 2001).
33
Neves (2003) afirma ainda que a quantidade de cimento varia em função das
características da terra.
Por outro lado, Pitta (1995) relata que a resistência à compressão é
função direta dos elos externos cimentados, mostrando que as partículas finas
pouco contribuem para o ganho de resistência, exigindo ainda um aumento na
quantidade de cimento para diminuição da plasticidade do meio.
Grande (2003) relata ainda que solos com maiores quantidades de
finos, quando compactados, demandam maiores teores de água para atingirem a
umidade ótima devido à maior área superficial do solo.
Segundo Santiago (2001), o cimento recomendado é o cimento
Portland comum (CP I), pois os outros tipos de cimento têm um custo mais
elevado, mas apresentem resultados similares. A proporção entre cimento e solo
podem variar entre 1:10 e 1:14 em volume, devendo-se escolher o traço que
apresentar a menor quantidade de cimento ainda atendendo aos requisitos de
resistência e absorção descritos pela norma da ABNT NBR 8491.
Depois de realizada a mistura do solo com o cimento e a água é
necessário que seja realizado a compactação da mistura. A compactação do solo
pode ser entendida como “o processo pelo qual as suas partículas são forçadas a
agruparem-se mais estreitamente, através da redução nos vazios de ar,
geralmente por meios mecânicos”. (BLÜCHER apud GRANDE, 2003).
Uma compactação adequada da mistura é essencial para a obtenção
de um solo-cimento satisfatório, “pois somente uma boa compactação pode
garantir que o material atinja um determinado peso específico, ou densidade
aparente, que lhe confira resistência mecânica apropriada para um determinado
fim” (GRANDE, 2003).
3.2 O Bloco de Terra Comprimida
Conforme Abiko (1988) e Grande (2003), os tijolos de solo-cimento
começaram a serem estudados por volta de 1977, principalmente pelo IPT. Na
literatura consultada, verificou-se que o bloco de terra comprimida também pode
34
receber a denominação de tijolo modular de solo-cimento ou tijolo ecológico
(chamado assim devido ao seu apelo ambiental).
A NBR 10834 – Bloco vazado de solo-cimento sem função estrutural,
define bloco vazado de solo-cimento como sendo “componente para alvenaria de
seção transversal útil entre 40% e 80% da seção transversal total, constituído por
uma mistura homogênea, compactada e endurecida de solo, cimento Portland,
água e eventualmente aditivos”.
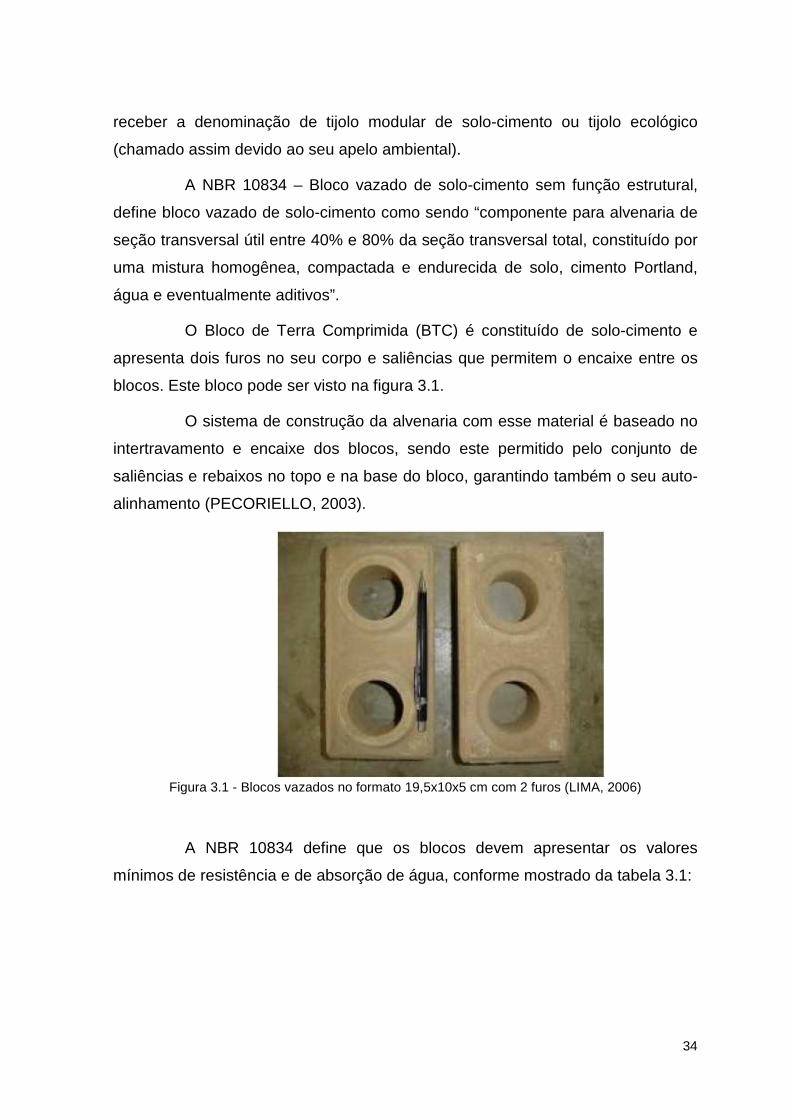
O Bloco de Terra Comprimida (BTC) é constituído de solo-cimento e
apresenta dois furos no seu corpo e saliências que permitem o encaixe entre os
blocos. Este bloco pode ser visto na figura 3.1.
O sistema de construção da alvenaria com esse material é baseado no
intertravamento e encaixe dos blocos, sendo este permitido pelo conjunto de
saliências e rebaixos no topo e na base do bloco, garantindo também o seu auto-
alinhamento (PECORIELLO, 2003).
Figura 3.1 - Blocos vazados no formato 19,5x10x5 cm com 2 furos (LIMA, 2006)
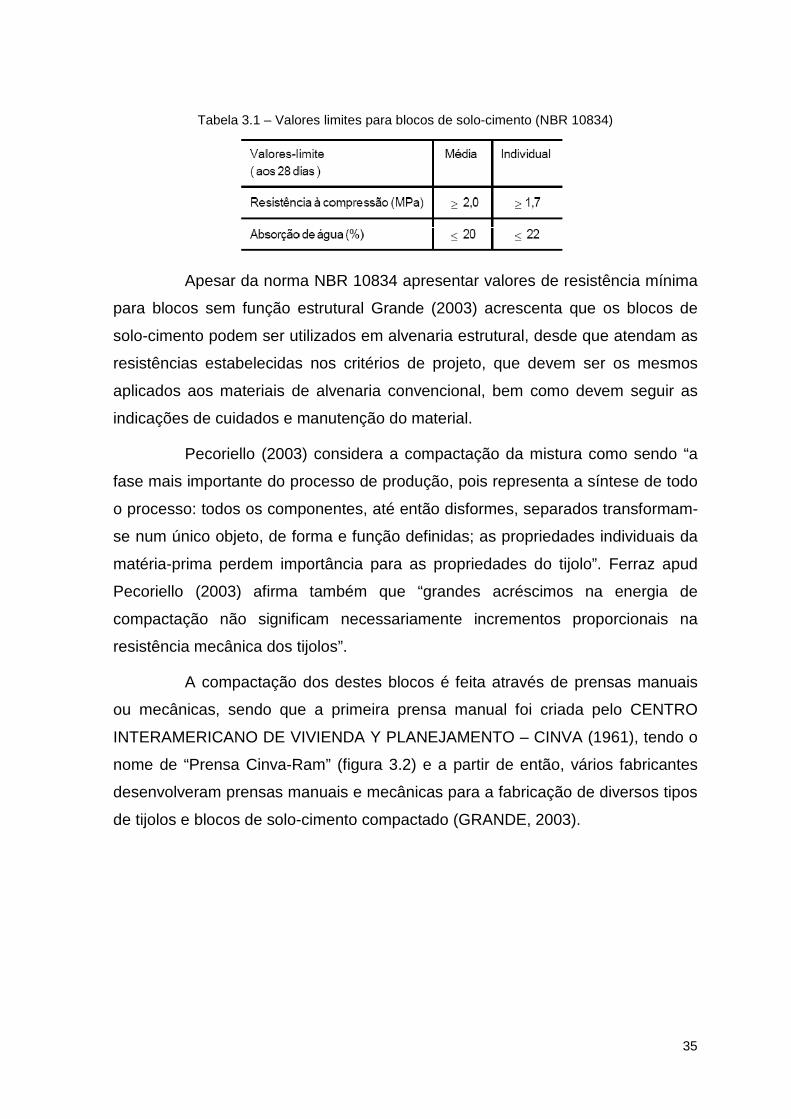
A NBR 10834 define que os blocos devem apresentar os valores
mínimos de resistência e de absorção de água, conforme mostrado da tabela 3.1:
35
Tabela 3.1 – Valores limites para blocos de solo-cimento (NBR 10834)
Apesar da norma NBR 10834 apresentar valores de resistência mínima
para blocos sem função estrutural Grande (2003) acrescenta que os blocos de
solo-cimento podem ser utilizados em alvenaria estrutural, desde que atendam as
resistências estabelecidas nos critérios de projeto, que devem ser os mesmos
aplicados aos materiais de alvenaria convencional, bem como devem seguir as
indicações de cuidados e manutenção do material.
Pecoriello (2003) considera a compactação da mistura como sendo “a
fase mais importante do processo de produção, pois representa a síntese de todo
o processo: todos os componentes, até então disformes, separados transformam-
se num único objeto, de forma e função definidas; as propriedades individuais da
matéria-prima perdem importância para as propriedades do tijolo”. Ferraz apud
Pecoriello (2003) afirma também que “grandes acréscimos na energia de
compactação não significam necessariamente incrementos proporcionais na
resistência mecânica dos tijolos”.
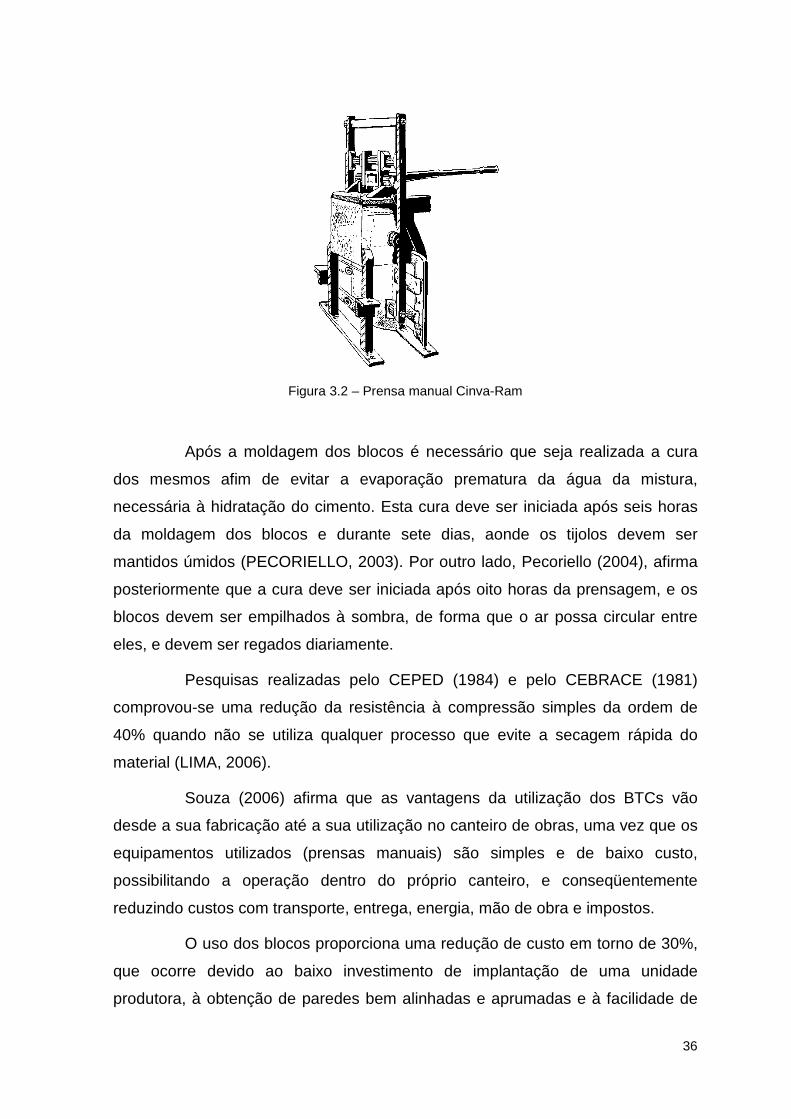
A compactação dos destes blocos é feita através de prensas manuais
ou mecânicas, sendo que a primeira prensa manual foi criada pelo CENTRO
INTERAMERICANO DE VIVIENDA Y PLANEJAMENTO – CINVA (1961), tendo o
nome de “Prensa Cinva-Ram” (figura 3.2) e a partir de então, vários fabricantes
desenvolveram prensas manuais e mecânicas para a fabricação de diversos tipos
de tijolos e blocos de solo-cimento compactado (GRANDE, 2003).
36
Figura 3.2 – Prensa manual Cinva-Ram
Após a moldagem dos blocos é necessário que seja realizada a cura
dos mesmos afim de evitar a evaporação prematura da água da mistura,
necessária à hidratação do cimento. Esta cura deve ser iniciada após seis horas
da moldagem dos blocos e durante sete dias, aonde os tijolos devem ser
mantidos úmidos (PECORIELLO, 2003). Por outro lado, Pecoriello (2004), afirma
posteriormente que a cura deve ser iniciada após oito horas da prensagem, e os
blocos devem ser empilhados à sombra, de forma que o ar possa circular entre
eles, e devem ser regados diariamente.
Pesquisas realizadas pelo CEPED (1984) e pelo CEBRACE (1981)
comprovou-se uma redução da resistência à compressão simples da ordem de
40% quando não se utiliza qualquer processo que evite a secagem rápida do
material (LIMA, 2006).
Souza (2006) afirma que as vantagens da utilização dos BTCs vão
desde a sua fabricação até a sua utilização no canteiro de obras, uma vez que os
equipamentos utilizados (prensas manuais) são simples e de baixo custo,
possibilitando a operação dentro do próprio canteiro, e conseqüentemente
reduzindo custos com transporte, entrega, energia, mão de obra e impostos.
O uso dos blocos proporciona uma redução de custo em torno de 30%,
que ocorre devido ao baixo investimento de implantação de uma unidade
produtora, à obtenção de paredes bem alinhadas e aprumadas e à facilidade de

37
construção proporcionando uma obra simples com um número reduzido de
profissionais em comparação com obras que utilizam alvenaria de tijolos
cerâmicos comuns. (PECORIELLO, 2003)
O tijolo de solo-cimento agrada também do ponto de vista ecológico,
pois não passa pelo processo de queima, no qual se consomem grandes
quantidades de madeira ou de óleo combustível (SOUZA, 2006)
3.3 Alvenaria de Bloco de Terra Comprimida
O uso de blocos de terra comprimida apresentam como vantagens o
controle de perdas (redução de desperdícios), disponibilidade de abastecimento,
baixo custo em comparação com as alvenarias tradicionais, durabilidade e
segurança estrutural, operação de equipamentos de produção
independentemente da sua localidade, eficiência construtiva devido ao encaixe e
do uso de nenhuma ou pouca argamassa, facilidade de manuseio, baixa
agressividade ao meio ambiente e economia de transporte quando produzidos no
próprio local da obra (GRANDE, 2003).
Grande (2003) afirma ainda que em relação aos tijolos comuns,
apresenta textura e medidas regulares, evitando desperdício de material para
correção de imperfeições, e um bom acabamento; o sistema de encaixe auxilia a
orientação do assentamento, evitando que a parede fique fora do prumo e
mantendo as juntas regulares, evitando o surgimento de trincas e fissuras; o seu
uso reduz o peso da construção, devido à menor quantidade de material para
revestimento e assentamento; reduz o tempo da obra, gerando economia de mão
de obra;e mantém o canteiro de obra mais limpo e organizado.
Figuerola (2004) salienta ainda que estudos realizados pelo IPT e pelo
CEPED provaram que, além do bom desempenho termo-acústico, o solo-cimento
aplicado em construções apresentava uma redução de 20% a 40% do custo,
quando comparado à alvenaria tradicional de barro ou de blocos cerâmicos. Ela
afirma também que a alvenaria de BTC permite a dispensa de revestimentos
sobre a alvenaria, dispensa de argamassa de assentamento e não necessita de
queima de madeira, óleo ou qualquer outro tipo de combustível durante a sua
produção, garantindo as suas características ecológicas. Entretanto, Moraes apud
38
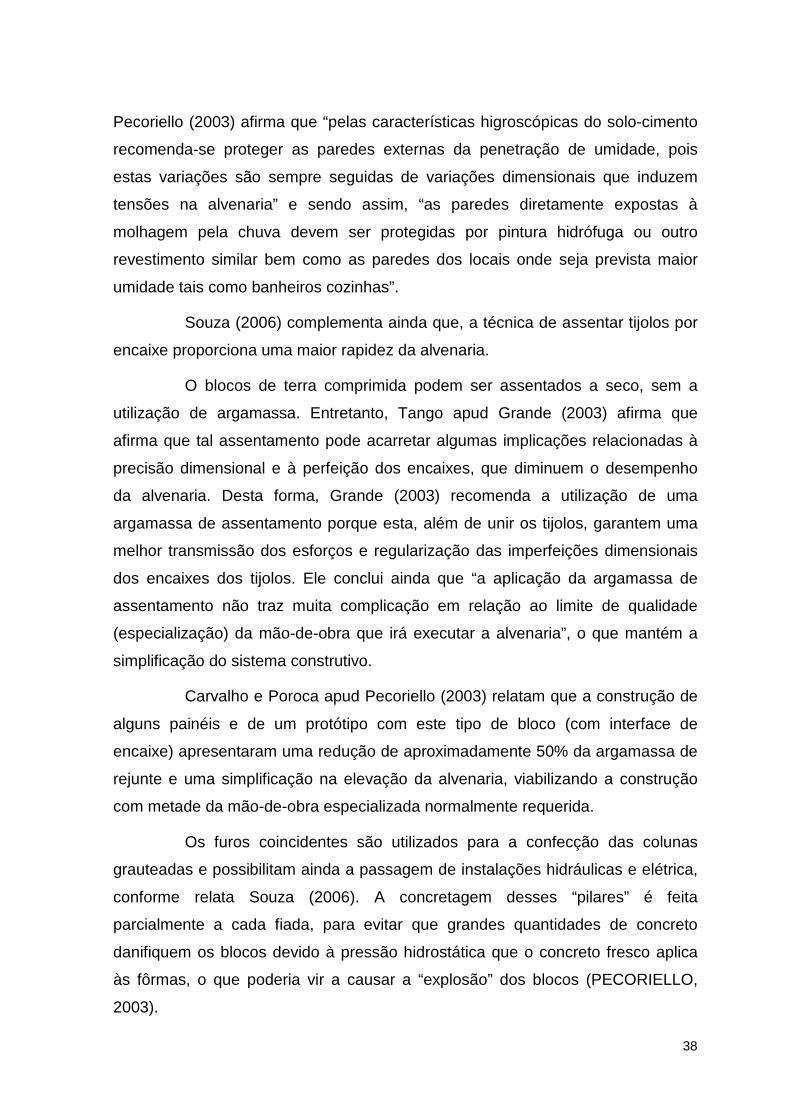
Pecoriello (2003) afirma que “pelas características higroscópicas do solo-cimento
recomenda-se proteger as paredes externas da penetração de umidade, pois
estas variações são sempre seguidas de variações dimensionais que induzem
tensões na alvenaria” e sendo assim, “as paredes diretamente expostas à
molhagem pela chuva devem ser protegidas por pintura hidrófuga ou outro
revestimento similar bem como as paredes dos locais onde seja prevista maior
umidade tais como banheiros cozinhas”.
Souza (2006) complementa ainda que, a técnica de assentar tijolos por
encaixe proporciona uma maior rapidez da alvenaria.
O blocos de terra comprimida podem ser assentados a seco, sem a
utilização de argamassa. Entretanto, Tango apud Grande (2003) afirma que
afirma que tal assentamento pode acarretar algumas implicações relacionadas à
precisão dimensional e à perfeição dos encaixes, que diminuem o desempenho
da alvenaria. Desta forma, Grande (2003) recomenda a utilização de uma
argamassa de assentamento porque esta, além de unir os tijolos, garantem uma
melhor transmissão dos esforços e regularização das imperfeições dimensionais
dos encaixes dos tijolos. Ele conclui ainda que “a aplicação da argamassa de
assentamento não traz muita complicação em relação ao limite de qualidade
(especialização) da mão-de-obra que irá executar a alvenaria”, o que mantém a
simplificação do sistema construtivo.
Carvalho e Poroca apud Pecoriello (2003) relatam que a construção de
alguns painéis e de um protótipo com este tipo de bloco (com interface de
encaixe) apresentaram uma redução de aproximadamente 50% da argamassa de
rejunte e uma simplificação na elevação da alvenaria, viabilizando a construção
com metade da mão-de-obra especializada normalmente requerida.
Os furos coincidentes são utilizados para a confecção das colunas
grauteadas e possibilitam ainda a passagem de instalações hidráulicas e elétrica,
conforme relata Souza (2006). A concretagem desses “pilares” é feita
parcialmente a cada fiada, para evitar que grandes quantidades de concreto
danifiquem os blocos devido à pressão hidrostática que o concreto fresco aplica
às fôrmas, o que poderia vir a causar a “explosão” dos blocos (PECORIELLO,
2003).
39
“O preenchimento dos furos com argamassa ou concreto tem duas finalidades: reforçar a estrutura e promover uma melhor amarração das paredes. A necessidade, a quantidade e a localização dessas “colunas” devem ser calculadas em projeto. Se elas existirem, é preciso encher as colunas de sustentação a cada meio metro de altura. A amarração das paredes dever ser feita com grampos, encaixados em pequenos sulcos cavados nos tijolos. Ou ainda de forma direta, pela simples amarração do tijolo. O mesmo procedimento deve ser repetido a cada meio metro para proporcionar resistência à construção.” (GRANDE, 2003)
Apesar das muitas vantagens apresentadas por todos os autores
consultados, alvenaria de BTC podem apresentar diversas patologias, caso não
sejam executadas de maneira adequada. Pecoriello (2003) e Figuerola citam as
seguintes patologias:
• Fissuras por efeito de retração;
• Desgaste superficial;
• Percolação de umidade através de paredes;
• Trincas devido à expansão e contração de blocos mal fabricados ou
curados;
• Trincas verticais, devido a tijolos com diferentes espessuras,
incompatibilidade com o graute ou recalque da fundação;
• Danos à parede devido à falta de vergas e contravergas.
40
4 Metodologia
Após a revisão bibliográfica, que terá a finalidade de determinar os
conceitos de gestão de processos, e as características específicas do material e
da técnica que serão estudados, será realizada uma avaliação dos requisitos de
desempenho propostos por San Martin (1999).
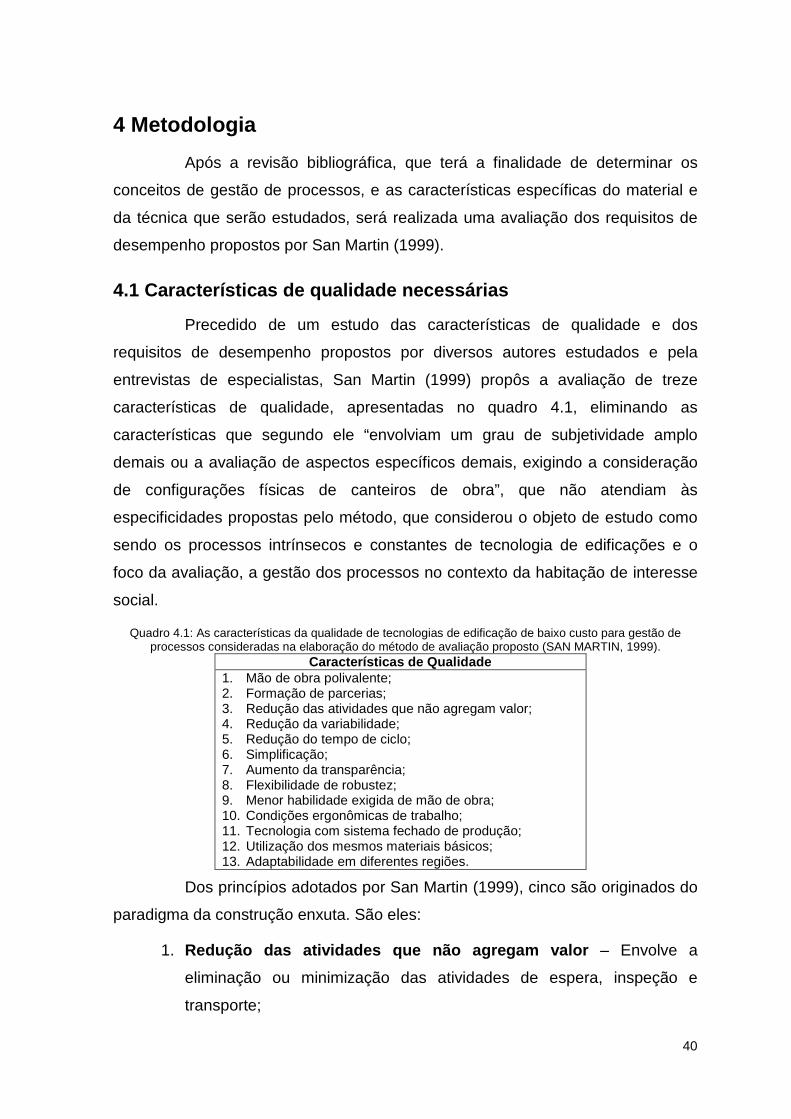
4.1 Características de qualidade necessárias
Precedido de um estudo das características de qualidade e dos
requisitos de desempenho propostos por diversos autores estudados e pela
entrevistas de especialistas, San Martin (1999) propôs a avaliação de treze
características de qualidade, apresentadas no quadro 4.1, eliminando as
características que segundo ele “envolviam um grau de subjetividade amplo
demais ou a avaliação de aspectos específicos demais, exigindo a consideração
de configurações físicas de canteiros de obra”, que não atendiam às
especificidades propostas pelo método, que considerou o objeto de estudo como
sendo os processos intrínsecos e constantes de tecnologia de edificações e o
foco da avaliação, a gestão dos processos no contexto da habitação de interesse
social.
Quadro 4.1: As características da qualidade de tecnologias de edificação de baixo custo para gestão de processos consideradas na elaboração do método de avaliação proposto (SAN MARTIN, 1999).
Características de Qualidade 1. Mão de obra polivalente; 2. Formação de parcerias; 3. Redução das atividades que não agregam valor; 4. Redução da variabilidade; 5. Redução do tempo de ciclo; 6. Simplificação; 7. Aumento da transparência; 8. Flexibilidade de robustez; 9. Menor habilidade exigida de mão de obra; 10. Condições ergonômicas de trabalho; 11. Tecnologia com sistema fechado de produção; 12. Utilização dos mesmos materiais básicos; 13. Adaptabilidade em diferentes regiões.
Dos princípios adotados por San Martin (1999), cinco são originados do
paradigma da construção enxuta. São eles:
1. Redução das atividades que não agregam valor – Envolve a
eliminação ou minimização das atividades de espera, inspeção e
transporte;
41
2. Redução da variabilidade – Estabelece a busca pela uniformidade dos
produtos, serviços e procedimentos;
3. Redução do tempo de ciclo – Busca orientar o sistema de produção
como um todo num aumento da eficiência geral;
4. Simplificação – Busca da redução do número de componentes e/ou a
redução do número de etapas de um fluxo de material ou informação;
5. Aumento da transparência – Procura transformar o sistema de
produção em processos facilmente identificáveis e compreensíveis.
Segundo San Martin (1999), “os demais princípios e premissas
considerados como características da qualidade no desenvolvimento do método
proposto (...) buscam estabelecer condições favoráveis para a gestão de
processos em caráter mais sistêmico”. Os outros princípios são:
6. Mão de obra polivalente – Princípio originário do JIT, que visa
principalmente evitar atrasos nos fluxos de processos e operações
causados por impossibilidades de realocações de equipes devido à
existência de funções muito especializadas ou de operários muito
especializados;
7. Condições ergonômicas de trabalho – Condições ergonômicas
desfavoráveis expõem com maior intensidade os operários a acidentes
do trabalho, e portanto, a interrupções no fluxo dos processos;
8. Flexibilidade de robustez – Proveniente das considerações sobre a
estratégia de operações, determina que tecnologias de edificação
devem absorver alterações nos fluxos de produção causadas por
fatores externos;
9. Adaptabilidade em diferentes regiões – Dois fatores devem ser
atendidos: independência da tecnologia utilizada no mercado com
relação à mão de obra e aos materiais utilizados;
10. Formação de parcerias, tecnologia com sistema fecha do de
produção e utilização dos mesmos materiais básicos – Determinam
42
que a tecnologia utilizada deve propiciar ou facilitar o gerenciamento de
suprimentos.
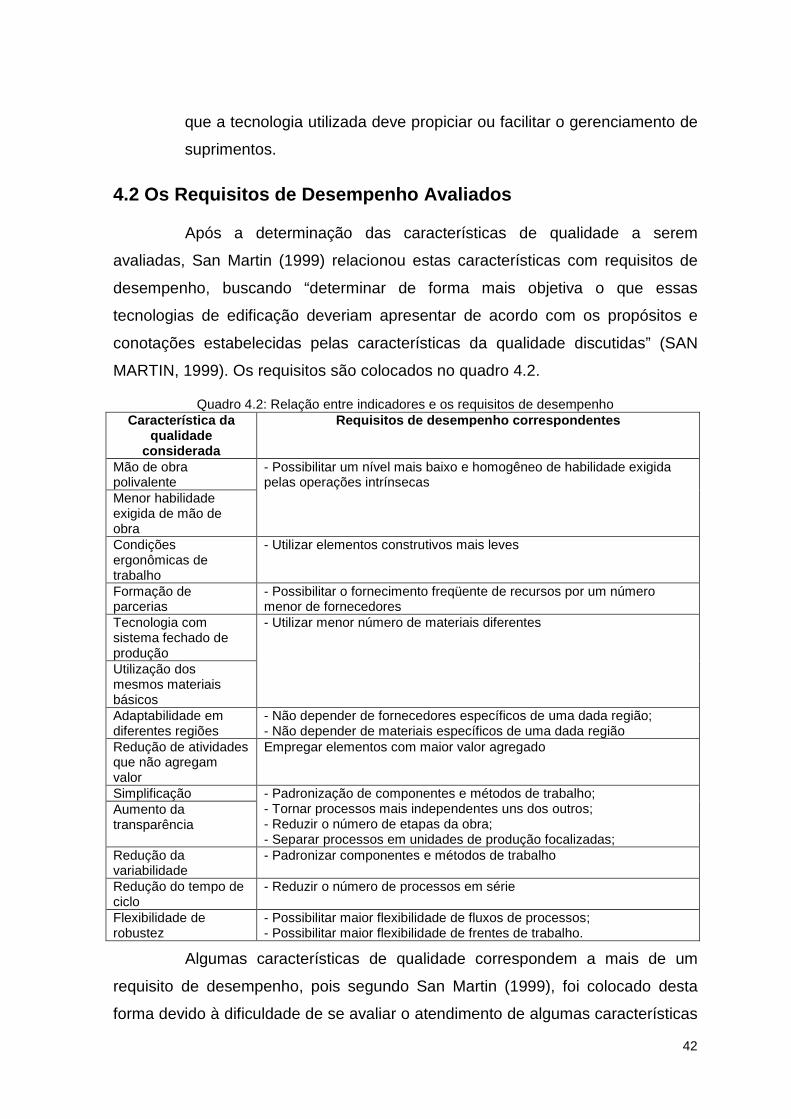
4.2 Os Requisitos de Desempenho Avaliados
Após a determinação das características de qualidade a serem
avaliadas, San Martin (1999) relacionou estas características com requisitos de
desempenho, buscando “determinar de forma mais objetiva o que essas
tecnologias de edificação deveriam apresentar de acordo com os propósitos e
conotações estabelecidas pelas características da qualidade discutidas” (SAN
MARTIN, 1999). Os requisitos são colocados no quadro 4.2.
Quadro 4.2: Relação entre indicadores e os requisitos de desempenho Característica da
qualidade considerada
Requisitos de desempenho correspondentes
Mão de obra polivalente
- Possibilitar um nível mais baixo e homogêneo de habilidade exigida pelas operações intrínsecas
Menor habilidade exigida de mão de obra Condições ergonômicas de trabalho
- Utilizar elementos construtivos mais leves
Formação de parcerias
- Possibilitar o fornecimento freqüente de recursos por um número menor de fornecedores
Tecnologia com sistema fechado de produção
- Utilizar menor número de materiais diferentes
Utilização dos mesmos materiais básicos Adaptabilidade em diferentes regiões
- Não depender de fornecedores específicos de uma dada região; - Não depender de materiais específicos de uma dada região
Redução de atividades que não agregam valor
Empregar elementos com maior valor agregado
Simplificação - Padronização de componentes e métodos de trabalho; - Tornar processos mais independentes uns dos outros; - Reduzir o número de etapas da obra; - Separar processos em unidades de produção focalizadas;
Aumento da transparência
Redução da variabilidade
- Padronizar componentes e métodos de trabalho
Redução do tempo de ciclo
- Reduzir o número de processos em série
Flexibilidade de robustez
- Possibilitar maior flexibilidade de fluxos de processos; - Possibilitar maior flexibilidade de frentes de trabalho.
Algumas características de qualidade correspondem a mais de um
requisito de desempenho, pois segundo San Martin (1999), foi colocado desta
forma devido à dificuldade de se avaliar o atendimento de algumas características
43
de qualidade somente através dos processos intrínsecos e constantes da
tecnologia.
4.3 Diagrama adaptado de precedências
Para avaliação da tecnologia, é necessário o mapeamento dos
processos necessários para a execução de um ciclo básico de produção, que
constitui “um conjunto de fluxos que seja continuamente repetido, configurando
um ciclo de produção o qual se repetirá na maior parte do tempo na aplicação do
sistema construtivo analisado” (MELLO, 2004).
San Martin (1999) buscou determinar a entre as técnicas de
mapeamento de processos pré-selecionadas (fluxograma, diagrama de
operações, análises V-A-T e diagrama de precedências), qual a que seria mais
útil para a metodologia proposta.
Optou-se pelo diagrama de precedência com algumas adaptações, pois
este permite “visualizar o grau de interdependência entre atividades e o número
de níveis de produção, assim como linhas de produção paralelas” (SAN MARTIN,
1999). O diagrama de precedência baseia-se apenas no fluxo de processos,
desconsiderando as atividades de fluxo (transporte, espera e inspeção), que
estão relacionadas a configurações dos canteiros e distancias dentro da unidade
produtora. Segundo Mello (2004), esse tipo de mapeamento “viabiliza o
processamento dos dados das cadeias de processos mais longas e, ao mesmo
tempo, torna-se mais curto e específico o mapeamento dos fluxos de processos,
sem a necessidade de medição de tempos de duração e de distâncias”.
As diferenças entre o diagrama de precedências e sua adaptação
ocorreram devido à utilização específica deste mapeamento e para a
simplificação das etapas de coleta de dados e processamento dos dados de
tecnologias de edificação. O quadro 4.3. apresenta os critérios de confecção
deste diagrama, e a figura 4.1 apresenta um exemplo hipotético do diagrama
adaptado de precedências.
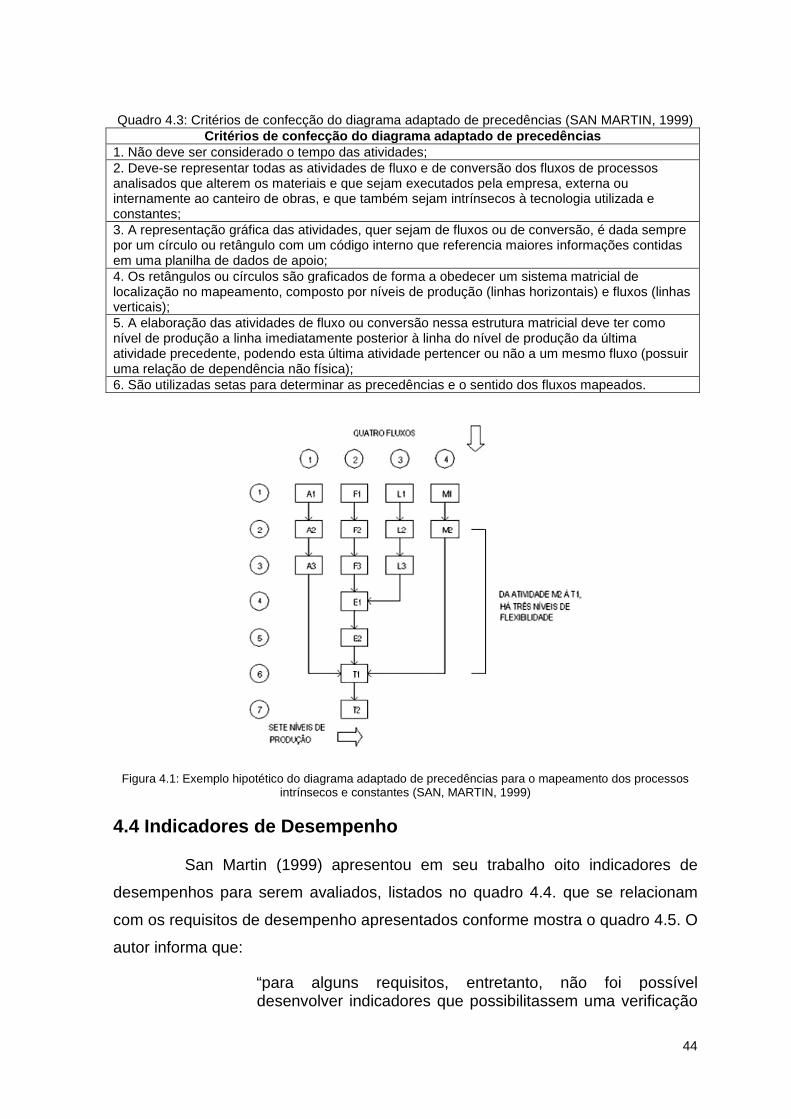
Quadro 4.3: Critérios de confecção do diagrama adaptado de precedências (SAN MARTIN, 1999)Critérios de confecção do diagrama adaptado de prec edências
1. Não deve ser considerado o tempo das atividades;2. Deve-se representar todas as atividades de fluxo e de conversão dos fluxos de processos analisados que alterem os materiais e que sejam executados pela empresa, externa ou internamente ao canteiro de obras, e que tamconstantes; 3. A representação gráfica das atividades, quer sejam de fluxos ou de conversão, é dada sempre por um círculo ou retângulo com um código interno que referencia maiores informações contidas em uma planilha de dados de apoio;4. Os retângulos ou círculos são graficados de forma a obedecer um sistema matricial de localização no mapeamento, composto por níveis de produção (linhas horizontais) e fluxos (linhas verticais); 5. A elaboração das atividadenível de produção a linha imediatamente posterior à linha do nível de produção da última atividade precedente, podendo esta última atividadeuma relação de dependência não física);6. São utilizadas setas para determinar as precedências e o sentido dos fluxos mapeados.
Figura 4.1: Exemplo hipotético do diagrama adaptado de precedências para o mapeamento dos processos intrínsecos e constantes (SAN,
4.4 Indicadores de Desempenho
San Martin (1999) apresentou em seu trabalho oito indicadores de
desempenhos para serem avaliados, listados no quadro
com os requisitos de desempenho apresentados conforme mostra o quadro
autor informa que:
“para alguns requisitos, entretanto, não foi possível desenvolver indicadores que possibilitassem uma verificação
Critérios de confecção do diagrama adaptado de precedências (SAN MARTIN, 1999)Critérios de confecção do diagrama adaptado de prec edênciasconsiderado o tempo das atividades;
se representar todas as atividades de fluxo e de conversão dos fluxos de processos materiais e que sejam executados pela empresa, externa ou
internamente ao canteiro de obras, e que também sejam intrínsecos à tecnologia utilizada e
3. A representação gráfica das atividades, quer sejam de fluxos ou de conversão, é dada sempre retângulo com um código interno que referencia maiores informações contidas
planilha de dados de apoio; 4. Os retângulos ou círculos são graficados de forma a obedecer um sistema matricial de
composto por níveis de produção (linhas horizontais) e fluxos (linhas
5. A elaboração das atividades de fluxo ou conversão nessa estrutura matricial deve ter como imediatamente posterior à linha do nível de produção da última
atividade precedente, podendo esta última atividade pertencer ou não a um mesmo fluxo (possuir ção de dependência não física);
6. São utilizadas setas para determinar as precedências e o sentido dos fluxos mapeados.
.1: Exemplo hipotético do diagrama adaptado de precedências para o mapeamento dos processos intrínsecos e constantes (SAN, MARTIN, 1999)
.4 Indicadores de Desempenho
San Martin (1999) apresentou em seu trabalho oito indicadores de
desempenhos para serem avaliados, listados no quadro 4.4. que se relacionam
com os requisitos de desempenho apresentados conforme mostra o quadro
“para alguns requisitos, entretanto, não foi possível desenvolver indicadores que possibilitassem uma verificação
44
Critérios de confecção do diagrama adaptado de precedências (SAN MARTIN, 1999) Critérios de confecção do diagrama adaptado de prec edências
se representar todas as atividades de fluxo e de conversão dos fluxos de processos materiais e que sejam executados pela empresa, externa ou
intrínsecos à tecnologia utilizada e
3. A representação gráfica das atividades, quer sejam de fluxos ou de conversão, é dada sempre retângulo com um código interno que referencia maiores informações contidas
4. Os retângulos ou círculos são graficados de forma a obedecer um sistema matricial de composto por níveis de produção (linhas horizontais) e fluxos (linhas
s de fluxo ou conversão nessa estrutura matricial deve ter como imediatamente posterior à linha do nível de produção da última
pertencer ou não a um mesmo fluxo (possuir
6. São utilizadas setas para determinar as precedências e o sentido dos fluxos mapeados.
.1: Exemplo hipotético do diagrama adaptado de precedências para o mapeamento dos processos
San Martin (1999) apresentou em seu trabalho oito indicadores de
.4. que se relacionam
com os requisitos de desempenho apresentados conforme mostra o quadro 4.5. O
“para alguns requisitos, entretanto, não foi possível desenvolver indicadores que possibilitassem uma verificação
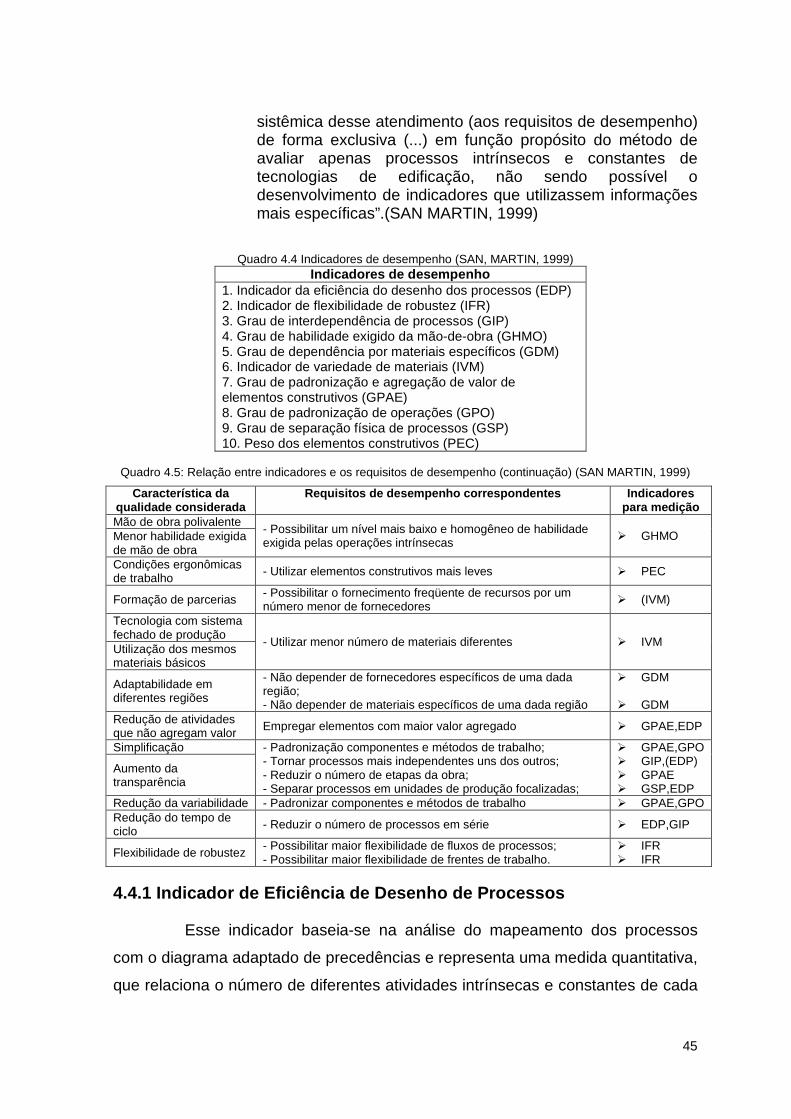
45
sistêmica desse atendimento (aos requisitos de desempenho) de forma exclusiva (...) em função propósito do método de avaliar apenas processos intrínsecos e constantes de tecnologias de edificação, não sendo possível o desenvolvimento de indicadores que utilizassem informações mais específicas”.(SAN MARTIN, 1999)
Quadro 4.4 Indicadores de desempenho (SAN, MARTIN, 1999) Indicadores de desempenho
1. Indicador da eficiência do desenho dos processos (EDP) 2. Indicador de flexibilidade de robustez (IFR) 3. Grau de interdependência de processos (GIP) 4. Grau de habilidade exigido da mão-de-obra (GHMO) 5. Grau de dependência por materiais específicos (GDM) 6. Indicador de variedade de materiais (IVM) 7. Grau de padronização e agregação de valor de elementos construtivos (GPAE) 8. Grau de padronização de operações (GPO) 9. Grau de separação física de processos (GSP) 10. Peso dos elementos construtivos (PEC)
Quadro 4.5: Relação entre indicadores e os requisitos de desempenho (continuação) (SAN MARTIN, 1999)
Característica da qualidade considerada
Requisitos de desempenho correspondentes Indicadores para medição
Mão de obra polivalente - Possibilitar um nível mais baixo e homogêneo de habilidade exigida pelas operações intrínsecas � GHMO Menor habilidade exigida
de mão de obra Condições ergonômicas de trabalho - Utilizar elementos construtivos mais leves � PEC
Formação de parcerias - Possibilitar o fornecimento freqüente de recursos por um número menor de fornecedores � (IVM)
Tecnologia com sistema fechado de produção
- Utilizar menor número de materiais diferentes � IVM Utilização dos mesmos materiais básicos
Adaptabilidade em diferentes regiões
- Não depender de fornecedores específicos de uma dada região; - Não depender de materiais específicos de uma dada região
� GDM � GDM
Redução de atividades que não agregam valor Empregar elementos com maior valor agregado � GPAE,EDP
Simplificação - Padronização componentes e métodos de trabalho; - Tornar processos mais independentes uns dos outros; - Reduzir o número de etapas da obra; - Separar processos em unidades de produção focalizadas;
� GPAE,GPO � GIP,(EDP) � GPAE � GSP,EDP
Aumento da transparência
Redução da variabilidade - Padronizar componentes e métodos de trabalho � GPAE,GPO Redução do tempo de ciclo - Reduzir o número de processos em série � EDP,GIP
Flexibilidade de robustez - Possibilitar maior flexibilidade de fluxos de processos; - Possibilitar maior flexibilidade de frentes de trabalho.
� IFR � IFR
4.4.1 Indicador de Eficiência de Desenho de Process os
Esse indicador baseia-se na análise do mapeamento dos processos
com o diagrama adaptado de precedências e representa uma medida quantitativa,
que relaciona o número de diferentes atividades intrínsecas e constantes de cada
46
nível de produção, com o número de níveis de produção mapeados. É
determinada através da seguinte expresso matemática:
Onde:
EDP = valor do indicador de eficiência do desenho de processos
n = número total de níveis de produção do ciclo básico de produção
(CBP)
O valor deste indicador varia de zero a um, sendo que um valor próximo
de um significa que há um número elevado de fluxos simultâneos no mapeamento
realizado, e um valor próximo de zero significa que há poucos fluxos ocorrendo de
forma simultânea.
San Martin (1999) afirma que “quanto mais curto e mais largo o
desenho dos processos, (...) maior será a propensão a uma gestão de processos
mais eficiente”. Sendo assim, quanto mais próximo de zero menor a eficiência do
desenho do processo.
4.4.2 Indicador de Flexibilidade de Robustez (FR)
Esse indicador baseia-se na análise do mapeamento dos processos
com o diagrama adaptado de precedências e baseia-se na medição do número
total de vezes que as atividades mapeadas podem se alternar entre os níveis de
produção ao longo do fluxo de processos mapeado sem alterar o número total de
níveis de produção do CBP. Este indicador é determinado pela seguinte equação:
Onde:
FR = valor do indicador de flexibilidade de robustez;
n = número total de níveis de produção do ciclo básico de produção
(CBP)

47
NPA = somatório do número de possibilidades de alternância das
atividades de cada fluxo entre diferentes níveis de produção sem o aumento final
de n.
Este indicador que também varia entre zero e um, e busca identificar a
capacidade da tecnologia tem de admitir alterações no seqüenciamento das
atividades sem que ocorra o aumento do número de etapas de produção,
determinando como o sistema se adapta no caso ocorram atrasos durante o
processo de produção. Um valor próximo de um indica que a tecnologia tem uma
grande flexibilidade de robustez e é capaz de absorver alterações no fluxo de
processos sem aumentar a quantidade de níveis de produção.
4.4.3 Grau de Interdependência de Processos (GIP)
Estabelece a relação direta entre o número total de atividades dos
fluxos de processos e o número total de dependências estabelecidas. Também
baseia-se no mapeamento do ciclo básico de produção. É descrito pela seguinte
expressão matemática:
Onde:
GIP = valor do grau de interdependência de processos;
NTD = quantidade total de dependências no mapeamento do CBP;
NTA = quantidade total de atividades de todos os fluxos no
mapeamento do CBP.
Este indicador também varia de zero a um, sendo que um valor próximo
de um indica uma menor dependência em relação ao número total de atividades,
e próximo a zero, a condição inversa. O indicador limita-se a indicar apenas as
interdependências internas do sistema avaliado.
4.4.4 Grau de Habilidade Exigido de Mão de Obra (GH MO)
O grau de habilidade exigido de mão de obra é determinado
qualitativamente, através da classificação das operações de fluxo de operários
48
que acompanham os processos intrínsecos e constantes da tecnologia avaliada.
A classificação ocorre através da adotada por Rosso (apud San Martin, 1999),
estabelecendo cinco níveis crescentes de complexidade das funções dos
operários:
a) Transporte: nível mais simples, que exige habilidades físicas e
motoras não refinadas do operário;
b) Locação: exige noções espaciais, de localização e de eventuais
verificações com o uso de ferramentas;
c) Conformação: exige noções de locação e de habilidades motoras
mais específicas para a função desempenhada;
d) Ajuste: exige noções de locação, conformação e de entendimento
das funções da tarefa realizada de forma global, visando a
harmonização dos materiais processados;
e) Acabamento: nível mais complexo, que exige habilidades de ajuste,
o domínio da técnica e o conhecimento das propriedades dos
materiais utilizados.
Para utilização deste indicador, deve-se quantificar, de forma isolada,
todas as operações do fluxo de operários de cada um dos níveis de habilidade
descritos acima, baseados nas atividades do ciclo básico de produção.
Este indicador é utilizado para avaliar a possibilidade de se ter um nível
mais baixo e homogêneo de habilidade exigida pelas operações intrínsecas,
devendo as operações serem concentradas nos níveis mais baixos de habilidades
exigidas.
4.4.5 Grau de Dependência de Materiais Específicos (GDM)
Este indicador, baseado na identificação dos insumos essenciais para o
desempenho dos fluxos dos processos mapeados, é um indicador qualitativo que
objetiva avaliar a capacidade de adaptação da tecnologia analisada em diferentes
regiões. O resultado é uma lista com de diferentes insumos, sendo que, quanto
mais extensa for esta lista, maior será a tendência da tecnologia depender de
materiais específicos, e mais dificilmente se adaptará às diferentes regiões.

49
A lista destes insumos deve compreender apenas materiais que são
insubstituíveis por motivos técnicos e que são utilizados em atividades críticas do
mapeamento realizado do ciclo básico de produção, definidas como as atividades
cuja relação de dependência com as demais poderá provocar um atraso global de
todos os fluxos subseqüentes, aumentando o tempo de ciclo. Deve também ser
levada em consideração a relevância financeira de cada material, considerando a
sua importância do aspecto econômico no gerenciamento de estoques.
Os insumos a serem considerados devem ser aqueles que, se faltarem
na obra, atrasam os processos, não permitem a formação de estoques de
segurança, são inerentes à tecnologia avaliada e que conotam uma dependência
do consumo regular junto a fornecedores de uma dada região.
4.4.6 Indicador de Variedade de Materiais (IVM)
Medido através do diagrama adaptado de precedências do ciclo básico
de produção e da listagem dos diferentes materiais requeridos pela tecnologia
utilizada ao longo deste ciclo. Deve-se quantificar o número total de diferentes
insumos materiais requeridos e quantificar o número total de atividades dos
processos contidos no mapeamento do ciclo básico de produção. Estes
quantitativos são relacionados através da seguinte expressão matemática:
Onde:
IVM = valor do indicador de variedade de materiais
NTA = quantidade total de atividades de todos os fluxos no
mapeamento do CBP;
NTM = quantidade total de diferentes materiais requeridos pela
tecnologia no1 CBP
A maior ou menor complexidade do gerenciamento de materiais é
conseqüência, em parte, do número de diferentes insumos materiais que são
requeridos pela tecnologia utilizada. Portanto, quanto maior for esse número, mais
complexo tende a ser o gerenciamento dos suprimentos, e, em conseqüência,
50
maior será a suscetibilidade de o sistema sofrer perdas por atraso de materiais
(SAN MARTIN, 1999).
4.4.7 Grau de Padronização e Agregação de Valor de Elementos
Construtivos (GPAE)
Esse indicador propõe uma avaliação qualitativa dos elementos
construtivos em níveis crescentes de uniformidade dos elementos e de
aglutinação de etapas de produção que esses possibilitam. Quanto maior o
número de elementos construtivos classificados em um nível de uniformidade e
aglutinação de etapas, maior será o grau de padronização e agregação de valor
da tecnologia.
Sendo esta uma avaliação qualitativa, é sugerido por San Martin (1999)
três níveis diferentes de classificação dos elementos construtivos das tecnologias
avaliadas com relação ao grau de aglutinação de etapas de uniformidade dos
mesmos. Os critérios de cada nível são:
Nível 1: elementos construtivos que não aglutinam etapas em relação a
tecnologias de edificação tradicionais e que não precisam ser
necessariamente uniformes. Exemplos: blocos cerâmicos de
diferentes tamanhos, lajes, pilares e vigas confeccionados em
concreto armado, com sistema de formas e de tamanhos variados;
Nível 2: elementos construtivos que aglutinam mais de uma etapa em
relação a tecnologias de edificação tradicionais e que não precisam
ser necessariamente uniformes. Exemplos: vigas, lajes, pingadeiras
pré-moldadas em concreto armado de diferentes tamanhos,
argamassas pré-misturadas de tipos variados e kits elétricos ou
hidráulicos de tamanhos variados;
Nível 3: elementos construtivos que aglutinam mais de uma etapa em
relação a tecnologias de edificação tradicionais e que
necessariamente têm dimensões predeterminadas. Exemplos: lajes,
vigas ou pilares pré-moldados em concreto armado, de tamanho
único, portas prontas, de dimensões constantes, painéis pré-
51
moldados de paredes em tamanhos constantes e painéis de
revestimento em tamanhos constantes.
Sendo assim, quanto maior o grau de padronização e agregação de
valor dos elementos construtivos empregados pela tecnologia avaliada, maior
será o atendimento dos requisitos de padronizar componentes e métodos de
trabalho, de empregar elementos com maior valor agregado e de reduzir o
número de etapas da obra.
4.4.8 Grau de Padronização de Operações
Através da análise das atividades dos operários busca-se o número
total das operações que são realizadas em canteiro, e das operações que se
repetem. A relação entre a quantidade dessas atividades é expressada através da
seguinte equação:
Onde:
GPO = Grau de Padronização de Operações;
NOR = número total de atividades dos operários exigidas pelos
processos intrínsecos e constantes do CBP que se repetem;
NTO = número total de atividades dos operários exigidas pelos
processos intrínsecos e constantes do CBP.
Os valores encontrados variam de zero a um, sendo que valores
próximos a um indicam uma maior incidência de repetições e operações e
conseqüentemente maior o grau de padronização das operações.
4.4.9 Grau de Separação Física de Processos (GSP)
Estabelece uma relação entre a quantidade total de atividades de fluxos
e conversão dos processos do ciclo básico de produção e a quantidade dessas
atividades que podem ser realizadas fora ou distante do local final de
conformação do elemento ou subelemento produzido por cada um dos fluxos de
processos mapeados. É relacionada à seguinte fórmula:
52
Onde:
GSP = valor do indicador do grau de separação física de processos
NAS = quantidade de atividades de todos os fluxos no mapeamento do
CBP que pode ser realizada distantes do local final de conformação do elemento
ou subelemento;
NTA = quantidade total de atividades de todos os fluxos no
mapeamento do CBP;
Valores próximos de um indicam que grande parte dos processos
intrínsecos do ciclo básico de produção podem ser realizados separadamente do
canteiro de obras ou em locais variados dentro do layout do mesmo.
4.4.10 Peso dos Elementos Construtivos (PEC)
Este indicador, relacionado às condições ergonômicas de trabalho,
mede, de forma qualitativa, o atendimento aos requisitos de utilizar elementos
construtivos mais leves. O indicador propõe a medição ou estimativa do peso de
elementos construtivos utilizados ao longo do ciclo básico de produção. Esta é
uma avaliação qualitativa, efetuada em cima dos dados obtidos pelo peso dos
elementos.
Associada à quantificação do peso, por outro lado, deve-se considerar a
disponibilidade e a utilização de equipamentos adequados de transporte e
manuseios que podem ser utilizados pela tecnologia, que em geral, anulam as
complicações ergonômicas do peso, mas não interferem no aspecto da
segurança.
4.5 Roteiro para aplicação do método
Para aplicação do método de avaliação de sistemas construtivos deve-
se seguir o seguinte roteiro:
a) definir as prioridades competitivas em operações;
53
b) realizar uma entrevista inicial com o especialista que concebeu ou
que administra o uso da tecnologia de edificação a ser avaliada.
Essa entrevista envolve a coleta de informações gerais sobre as
principais características da tecnologia e identificação do ciclo
básico de produção.;
c) aplicar uma tabela de listagem chamada P1 dos serviços da
tecnologia, que organiza algumas das informações obtidas da
entrevista inicial realizada. Essas informações são sobre as
principais cadeias de processos relacionados aos principais
elementos e etapas identificadas na entrevista inicial. Os campos da
tabela são o código do serviço, descrição do subproduto derivado,
principais atividades envolvidas e observações;
d) determinar os fluxos de processo do ciclo básico de produção
através da análise da tabela P1 e da entrevista inicial;
e) aplicar uma tabela P2, para a análise específica de cada um dos
fluxos de processos das cadeias listadas na tabela P1 ou de cada
atividade desses fluxos de processos. Essa tabela constitui-se pelos
campos de código da atividade ou processo, descrição da atividade
ou processo, local de execução (separado ou não do local de
conformação final do subelemento produzido), código das atividades
ou processos precedentes (obedecendo aos critérios de
precedência do diagrama adaptados de precedências), código das
atividades ou processos subseqüentes, descrição das operações
diretamente envolvidas e código das fotografias relacionadas. Deve-
se considerar na aplicação dessa tabela os seguintes casos: - no
caso da tecnologia de edificação já estar sendo utilizada: a análise
da tabela P1, a observação dos processos no canteiro, o registro de
imagens (fotografias e filmagens) dos processos e operações e
entrevistas informais com os operários para o esclarecimento de
detalhes das técnicas construtivas aplicadas; - no caso da
tecnologia de edificação não estar sendo utilizada ou em fase de
concepção: a análise da tabela P1, da entrevista inicial com o
54
especialista e de entrevistas com o encarregados pelo
desenvolvimento ou aplicação da tecnologia, de forma a prever as
técnicas construtivas e as operações específicas da tecnologia.
f) mapear todos os processos ou atividades de processos (conforme o
grau de detalhamento da avaliação) do ciclo básico da tecnologia
analisada com o diagrama adaptado de processos;
g) aplicar uma tabela P3, que resume todos os quantitativos que
devem ser determinados pela análise direta do mapeamento com
esse diagrama;
h) calcular os indicadores EDP, IFR, GIP com os dados da tabela P3;
i) aplicar o indicador GDM, determinando a listagem dos materiais
críticos utilizados no ciclo básico de produção através da realização
de orçamento hipotético e da análise da entrevista inicial e do
mapeamento realizado com o diagrama adaptado;
j) aplicar o indicador GHMO através da análise da tabela P2,
quantificando e classificando as habilidades exigidas, conforme a
classificação apresentada anteriormente;
k) calcular os indicadores GSP e GPO através da análise da tabela P2
e dos dados da tabela P3;
l) aplicar a tabela P4, que lista todos os diferentes materiais utilizados
no ciclo básico de produção, analisar a tabela P3 e calcular o
indicador IVM;
m) analisar a entrevista inicial, a tabela P1, a tabela P2 e aplicar o
indicador GPAE, quantificando os elementos de cada um dos níveis
apresentados e utilizados pela tecnologia;
n) aplicar a tabela P5, que resume todos os dados obtidos com a
aplicação dos indicadores;
As tabelas citadas encontram-se nos anexo 2 e 4 deste trabalho.
Na conclusão do seu trabalho San Martin (1999) apresentou as
seguintes limitações do método proposto:

55
• Impossibilidade de inclusão de diversos aspectos relacionados ao
desempenho da gestão de processos, como configurações de
canteiro, relacionamento com fornecedores, projeto padrão, e fluxos
de transporte, espera e inspeção;
• Subjetividade de determinação do grau de detalhamento dos
processos, uma vez que os dados seriam processados de forma
diferente para cada pessoa que utilizou o método;
• Avaliação apenas parcial da influência das tecnologias na gestão de
processos.
4.6 Coleta de dados
4.6.1 Considerações iniciais
Para a avaliação da tecnologia proposta por este trabalho (alvenaria de
BTC) houve a necessidade de estabelecimento de algumas considerações
relativas à limitação do universo a ser estudado.
Foi determinado a alvenaria de bloco cerâmico como método de
construção tradicional para fins de comparação com a tecnologia analisada.
Limitou-se o universo de estudo à confecção de uma parede de
alvenaria, partindo do pressuposto de que as atividades necessárias para a
execução de uma parede poderiam ser isoladas dos outros processos de
construção, restringindo a análise apenas às atividades que seriam diretamente
influenciadas pela utilização do BTC como alternativa ao método tradicional.
As etapas de produção consideradas que podem sofrer alterações no
seu processo de produção foram:
• Fundações;
• Estrutura e amarração de parede;
• Alvenaria;
• Produção de vergas;
• Esquadrias;
• Instalações Hidráulicas e Elétricas;

56
• Revestimento.
Como passo inicial do método de avaliação encontra-se a definição de
prioridades competitivas em operações. Essas prioridades devem ser
determinadas baseadas na consideração das prioridades estratégicas da
empresa, e servirão como base para comparação entre as tecnologias avaliadas.
Para este trabalho, esta etapa foi desconsiderada, uma vez que o objetivo é
apenas a avaliação e comparação da alvenaria de BTC com métodos tradicionais.
Em sua metodologia, San Martin (1999) indica que para a formulação
da base de dados para a análise do processo de produção das tecnologias a
serem avaliadas, é necessário que, para tecnologias que já estão sendo
utilizadas, sejam realizadas entrevistas com as pessoas que conheçam o
processo de produção e visitas a obras, para que sejam registradas as etapas e
as operações realizadas para análise posterior.
Para o caso de se avaliar tecnologias que ainda não estão em uso,
devido à impossibilidade de visita a obras, a montagem da base de dados para
análise devem ser realizada através de suposições que sejam o mais próximo
possível do real.
O roteiro elaborado para a condução das entrevistas encontra-se no
anexo 1.
4.6.2 Dados coletados
Abaixo se descreve como foram realizadas as coletas de dados para
cada uma das tecnologias avaliadas por esse trabalho.
Alvenaria de Bloco de Terra Comprimida
Inicialmente foi contatada uma empresa da cidade de Salvador que já
havia executado construções com o BTC, com a finalidade se realizar as
entrevistas iniciais e visita a obras. Entretanto, o responsável pela empresa não
se demonstrou disponível quando solicitado para a realização da coleta de dados.
Devido a esta situação, optou-se por contatar empresas em outras
localidades do país, uma vez que não se tinha conhecimento de outra empresa na
região que utilizasse esta tecnologia. Procedeu-se a coleta de dados através de

57
entrevistas realizadas por meio de conferência digital e correspondência digital (E-
mail). Seguiu-se então a entrevista de três pessoas que já tinham experiência na
utilização do material proposto: O proprietário da empresa Enrico Rio Tijolo
Ecológico, localizada na cidade do Rio de Janeiro – RJ; uma engenheira da
cidade de Belo Horizonte – MG; o proprietário de uma empresa localizada na
cidade de Parnamirim – RN.
Com a impossibilidade de observação direta do processo de produção,
e baseando-se na premissa estabelecida por San Martin (1999) de que, para
tecnologias que não estão em uso, as etapas de observação direta poderem ser
substituídas por uma pré-determinação de todas as atividades que seriam
necessárias para a conclusão do serviço, concluiu-se que a falta de uma visita a
uma obra em execução para observação dos processos não prejudica o presente
trabalho, pois as entrevistas realizadas garantem uma base de dados suficiente
para mapear as operações e atividades da tecnologia avaliada, apesar de
apresentar uma probabilidade maior de erros na fase de mapeamento de
atividades e operações.
Além das entrevistas, utilizou-se os dados coletados na bibliografia
existente sobre a tecnologia como apoio para a elaboração das tabelas de
processamento de dados e do ciclo básico de produção (CBP)
Alvenaria de bloco cerâmico
O estudo da alvenaria de bloco cerâmico se deu devido à natureza
comparativa da metodologia de San Martin (1999), necessitando de uma
tecnologia com a qual a alvenaria de BTC pudesse ser comparada.
Escolheu-se a alvenaria de bloco cerâmico como método tradicional de
construção, por se tratar de uma tecnologia amplamente conhecida, mesmo que
executada na mais variadas formas. Para o presente trabalho, baseou-se a
montagem dos fluxos de atividades e operações nos trabalhos de Guedes (2004),
Souza et al (1996) e de conhecimentos considerados usuais.
4.6.3 Descrição dos métodos construtivos
Para cada uma das tecnologias avaliadas foi delineado e avaliado quais
serviços e operações estariam incluídos em cada uma das etapas, conforme
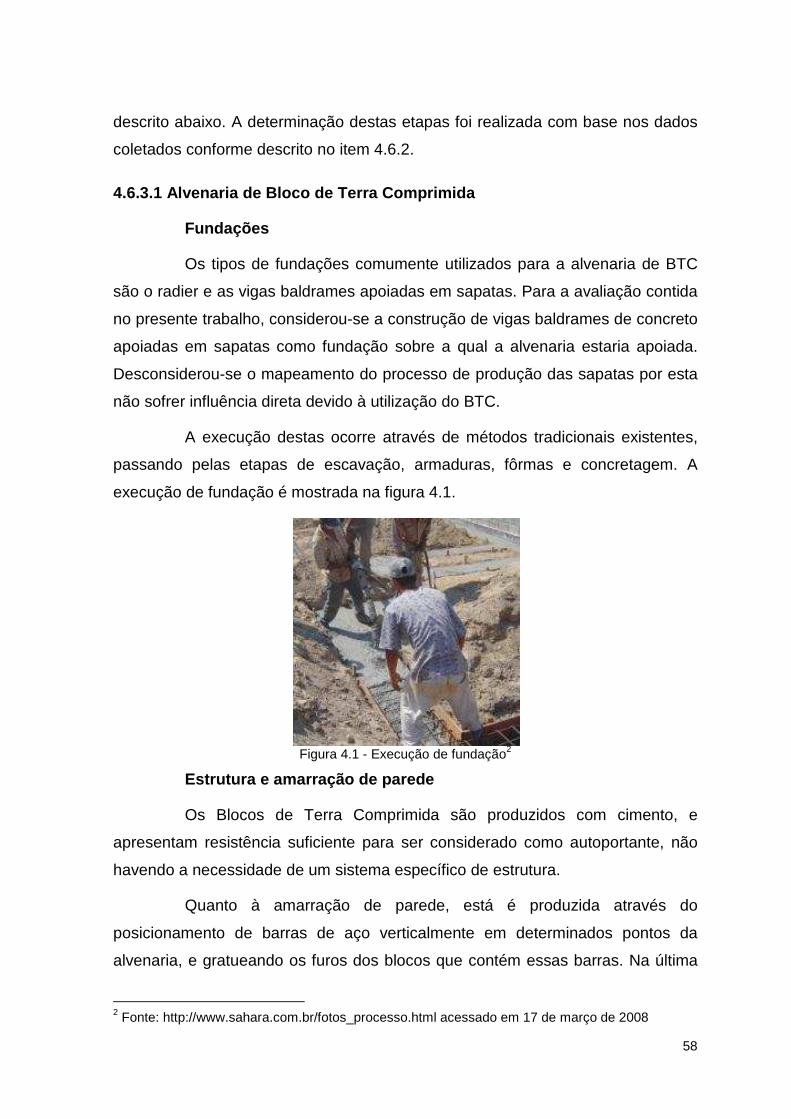
58
descrito abaixo. A determinação destas etapas foi realizada com base nos dados
coletados conforme descrito no item 4.6.2.
4.6.3.1 Alvenaria de Bloco de Terra Comprimida
Fundações
Os tipos de fundações comumente utilizados para a alvenaria de BTC
são o radier e as vigas baldrames apoiadas em sapatas. Para a avaliação contida
no presente trabalho, considerou-se a construção de vigas baldrames de concreto
apoiadas em sapatas como fundação sobre a qual a alvenaria estaria apoiada.
Desconsiderou-se o mapeamento do processo de produção das sapatas por esta
não sofrer influência direta devido à utilização do BTC.
A execução destas ocorre através de métodos tradicionais existentes,
passando pelas etapas de escavação, armaduras, fôrmas e concretagem. A
execução de fundação é mostrada na figura 4.1.
Figura 4.1 - Execução de fundação2
Estrutura e amarração de parede
Os Blocos de Terra Comprimida são produzidos com cimento, e
apresentam resistência suficiente para ser considerado como autoportante, não
havendo a necessidade de um sistema específico de estrutura.
Quanto à amarração de parede, está é produzida através do
posicionamento de barras de aço verticalmente em determinados pontos da
alvenaria, e gratueando os furos dos blocos que contém essas barras. Na última
2 Fonte: http://www.sahara.com.br/fotos_processo.html acessado em 17 de março de 2008
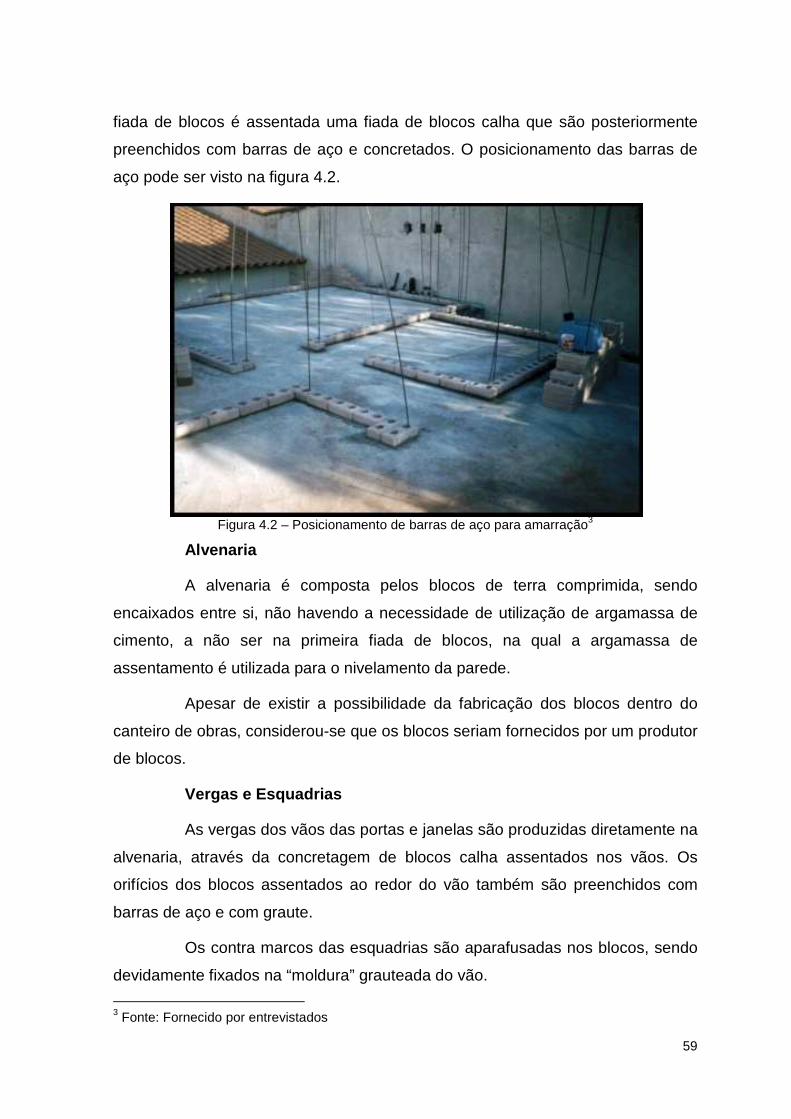
59
fiada de blocos é assentada uma fiada de blocos calha que são posteriormente
preenchidos com barras de aço e concretados. O posicionamento das barras de
aço pode ser visto na figura 4.2.
Figura 4.2 – Posicionamento de barras de aço para amarração3
Alvenaria
A alvenaria é composta pelos blocos de terra comprimida, sendo
encaixados entre si, não havendo a necessidade de utilização de argamassa de
cimento, a não ser na primeira fiada de blocos, na qual a argamassa de
assentamento é utilizada para o nivelamento da parede.
Apesar de existir a possibilidade da fabricação dos blocos dentro do
canteiro de obras, considerou-se que os blocos seriam fornecidos por um produtor
de blocos.
Vergas e Esquadrias
As vergas dos vãos das portas e janelas são produzidas diretamente na
alvenaria, através da concretagem de blocos calha assentados nos vãos. Os
orifícios dos blocos assentados ao redor do vão também são preenchidos com
barras de aço e com graute.
Os contra marcos das esquadrias são aparafusadas nos blocos, sendo
devidamente fixados na “moldura” grauteada do vão.
3 Fonte: Fornecido por entrevistados
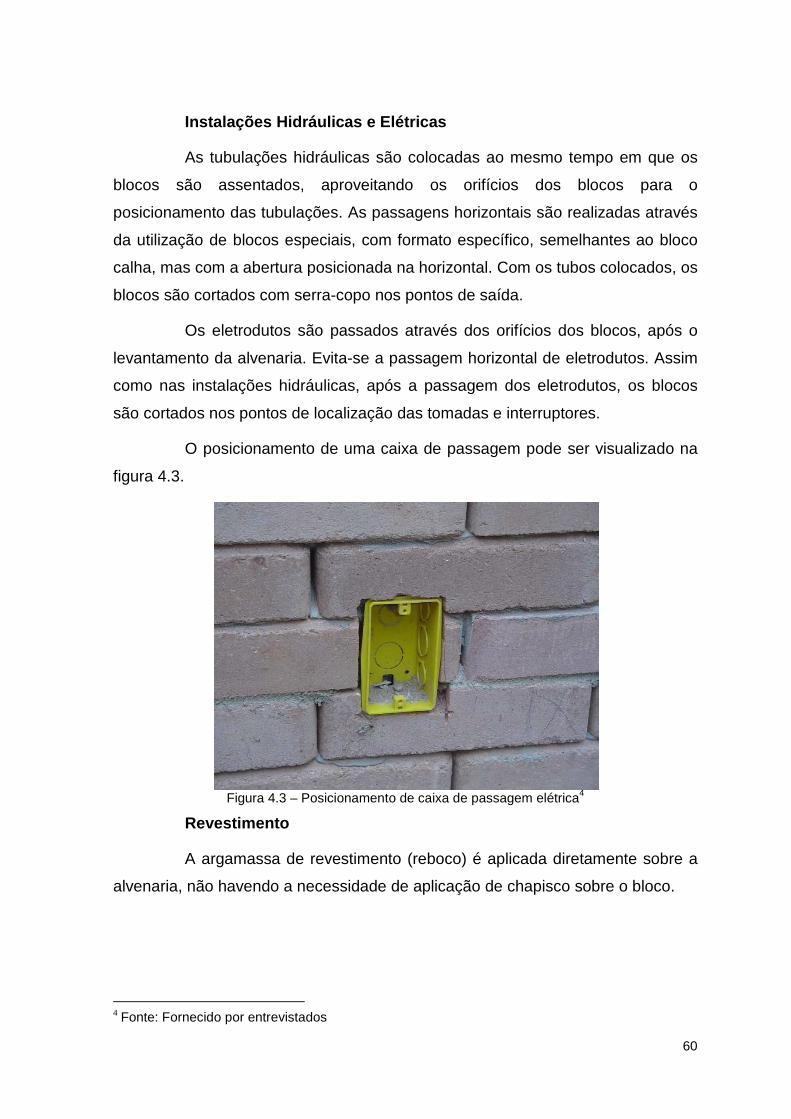
60
Instalações Hidráulicas e Elétricas
As tubulações hidráulicas são colocadas ao mesmo tempo em que os
blocos são assentados, aproveitando os orifícios dos blocos para o
posicionamento das tubulações. As passagens horizontais são realizadas através
da utilização de blocos especiais, com formato específico, semelhantes ao bloco
calha, mas com a abertura posicionada na horizontal. Com os tubos colocados, os
blocos são cortados com serra-copo nos pontos de saída.
Os eletrodutos são passados através dos orifícios dos blocos, após o
levantamento da alvenaria. Evita-se a passagem horizontal de eletrodutos. Assim
como nas instalações hidráulicas, após a passagem dos eletrodutos, os blocos
são cortados nos pontos de localização das tomadas e interruptores.
O posicionamento de uma caixa de passagem pode ser visualizado na
figura 4.3.
Figura 4.3 – Posicionamento de caixa de passagem elétrica4
Revestimento
A argamassa de revestimento (reboco) é aplicada diretamente sobre a
alvenaria, não havendo a necessidade de aplicação de chapisco sobre o bloco.
4 Fonte: Fornecido por entrevistados
61
4.6.3.2 Alvenaria de bloco cerâmico
Fundação
Considerou-se uma fundação de vigas baldrames apoiadas em
sapatas, passando pelas etapas de escavação, montagem de armaduras e
formas, e concretagem.
Alvenaria
A alvenaria utiliza blocos cerâmicos assentados com argamassa de
cimento.
Estrutura e amarração de parede
Utiliza-se a estrutura de concreto armado, utilizando as paredes de
alvenaria como faces de fôrma as outras faces confeccionadas com tábuas de
madeira. Como estrutura convencional de concreto armado considera-se as
etapas de montagem de armaduras e fôrmas e concretagem.
Para a amarração de parede, a própria estrutura de concreto armado é
utilizada.
Vergas e Esquadrias
As vergas são pré-moldadas, produzidas em canteiro, e posteriormente
assentadas nos vãos da alvenaria. Para a etapa de produção das vergas
executam-se as etapas de produção de fôrmas e armaduras e concretagem, e
fixação das vergas nos vãos com argamassa de cimento.
As esquadrias são fixadas à alvenaria através de chumbamento dos
contra marcos com argamassa.
Instalações Hidráulicas e Elétricas
Para a colocação de tubulações hidráulicas e eletrodutos procede-se
com a abertura de rasgos nos blocos cerâmicos e posterior chumbamento com
argamassa de cimento
Revestimento
Para a execução do revestimento é aplicado inicialmente à alvenaria
uma camada de chapisco para fixação do revestimento, seguido do reboco.
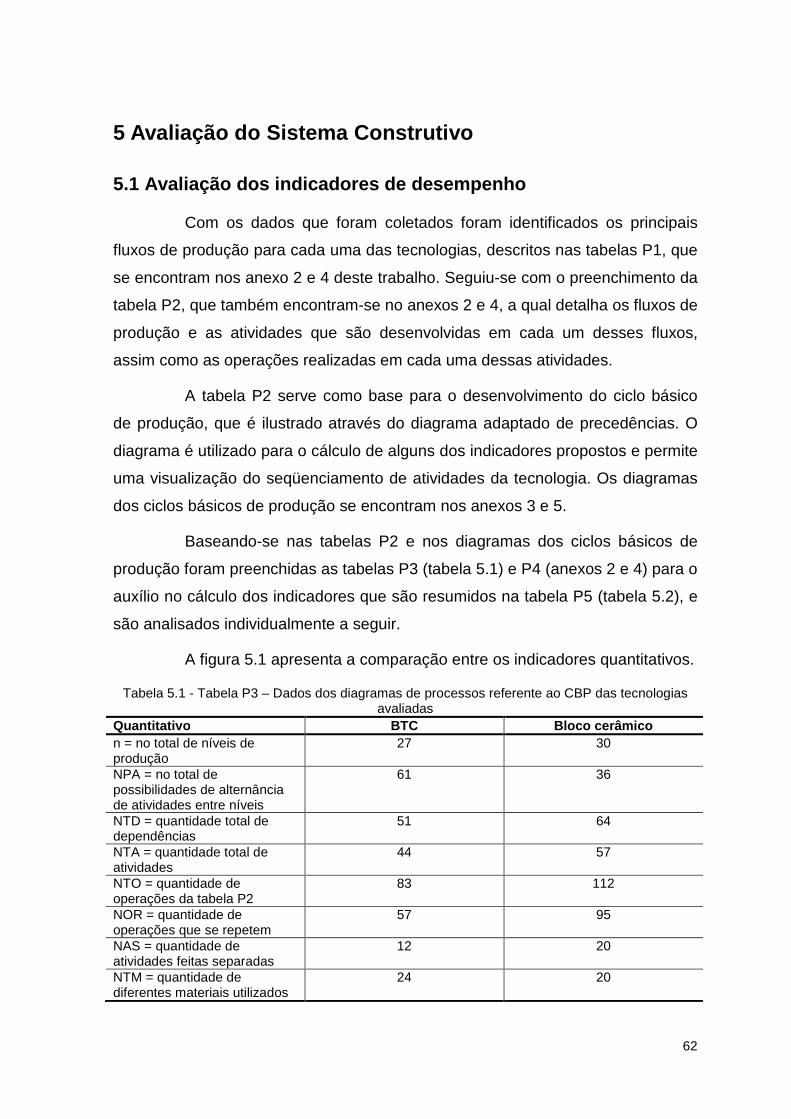
62
5 Avaliação do Sistema Construtivo
5.1 Avaliação dos indicadores de desempenho
Com os dados que foram coletados foram identificados os principais
fluxos de produção para cada uma das tecnologias, descritos nas tabelas P1, que
se encontram nos anexo 2 e 4 deste trabalho. Seguiu-se com o preenchimento da
tabela P2, que também encontram-se no anexos 2 e 4, a qual detalha os fluxos de
produção e as atividades que são desenvolvidas em cada um desses fluxos,
assim como as operações realizadas em cada uma dessas atividades.
A tabela P2 serve como base para o desenvolvimento do ciclo básico
de produção, que é ilustrado através do diagrama adaptado de precedências. O
diagrama é utilizado para o cálculo de alguns dos indicadores propostos e permite
uma visualização do seqüenciamento de atividades da tecnologia. Os diagramas
dos ciclos básicos de produção se encontram nos anexos 3 e 5.
Baseando-se nas tabelas P2 e nos diagramas dos ciclos básicos de
produção foram preenchidas as tabelas P3 (tabela 5.1) e P4 (anexos 2 e 4) para o
auxílio no cálculo dos indicadores que são resumidos na tabela P5 (tabela 5.2), e
são analisados individualmente a seguir.
A figura 5.1 apresenta a comparação entre os indicadores quantitativos.
Tabela 5.1 - Tabela P3 – Dados dos diagramas de processos referente ao CBP das tecnologias avaliadas
Quantitativo BTC Bloco cerâmico n = no total de níveis de produção
27 30
NPA = no total de possibilidades de alternância de atividades entre níveis
61 36
NTD = quantidade total de dependências
51 64
NTA = quantidade total de atividades
44 57
NTO = quantidade de operações da tabela P2
83 112
NOR = quantidade de operações que se repetem
57 95
NAS = quantidade de atividades feitas separadas
12 20
NTM = quantidade de diferentes materiais utilizados
24 20
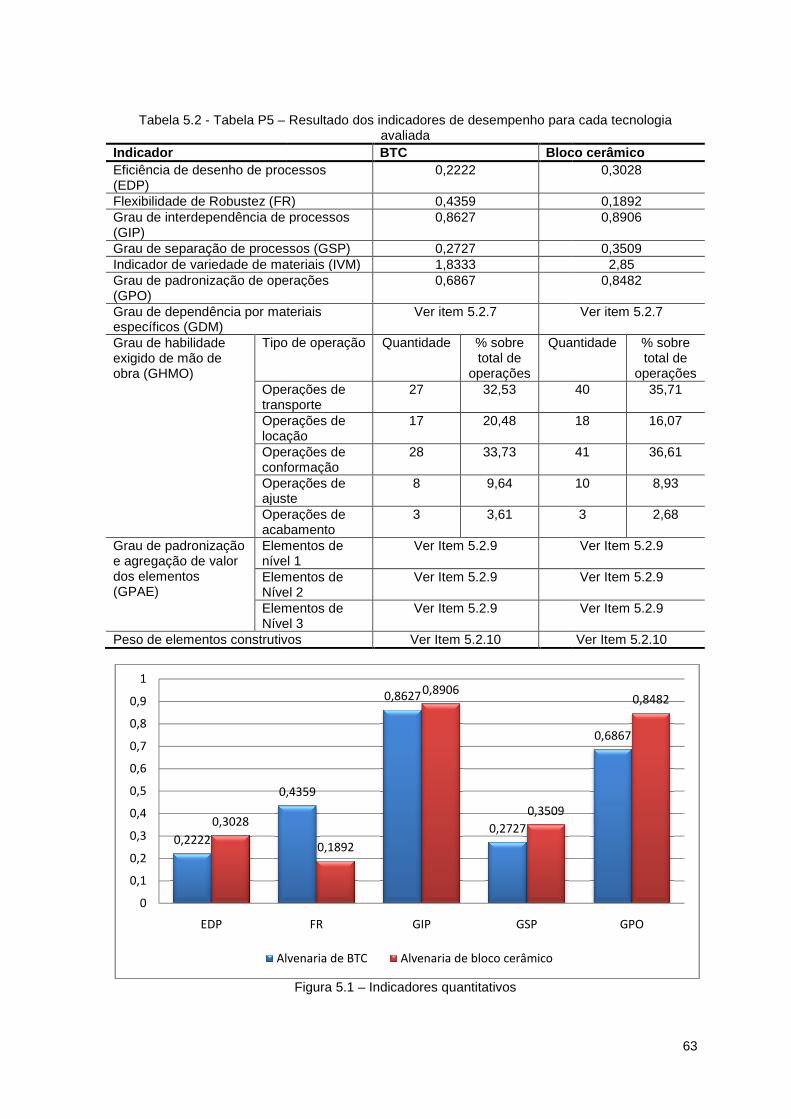
Tabela 5.2 - Tabela P5 –
Indicador Eficiência de desenho de processos (EDP) Flexibilidade de Robustez (FR)Grau de interdependência de pro(GIP) Grau de separação de processos (GSP)Indicador de variedade de materiais (IVM)Grau de padronização de operações (GPO) Grau de dependência por materiais específicos (GDM) Grau de habilidade exigido de mão de obra (GHMO)
Tipo de operação
Operações de transporteOperações de locaçãoOperações de conformaçãoOperações de ajusteOperações de acabamento
Grau de padronização e agregação de valor dos elementos (GPAE)
Elementos de nível 1Elementos de Nível 2Elementos de Nível 3
Peso de elementos construtivos
0,2222
0,4359
0,3028
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
EDP
Alvenaria de BTC
Resultado dos indicadores de desempenho para cada tecnologia avaliada BTC Bloco cerâmico
Eficiência de desenho de processos 0,2222
Flexibilidade de Robustez (FR) 0,4359 Grau de interdependência de processos 0,8627
Grau de separação de processos (GSP) 0,2727 Indicador de variedade de materiais (IVM) 1,8333 Grau de padronização de operações 0,6867
por materiais Ver item 5.2.7
Tipo de operação Quantidade % sobre total de
operações
Quantidade
Operações de transporte
27 32,53
Operações de locação
17 20,48
Operações de conformação
28 33,73
Operações de ajuste
8 9,64
Operações de acabamento
3 3,61
Elementos de nível 1
Ver Item 5.2.9
Elementos de Nível 2
Ver Item 5.2.9
Elementos de Nível 3
Ver Item 5.2.9
Peso de elementos construtivos Ver Item 5.2.10
Figura 5.1 – Indicadores quantitativos
0,4359
0,8627
0,2727
0,1892
0,8906
0,3509
FR GIP GSP
Alvenaria de BTC Alvenaria de bloco cerâmico
63
Resultado dos indicadores de desempenho para cada tecnologia
Bloco cerâmico 0,3028
0,1892 0,8906
0,3509 2,85
0,8482
Ver item 5.2.7
Quantidade % sobre total de
operações 40 35,71
18 16,07
41 36,61
10 8,93
3 2,68
Ver Item 5.2.9
Ver Item 5.2.9
Ver Item 5.2.9
Ver Item 5.2.10
0,6867
0,8482
GPO

64
5.1.1 Indicador de Eficiência de Desenho de Process o (EDP)
O resultado deste indicador representa a capacidade que a tecnologia
tem de estabelecer fluxos de atividades simultâneos, nos quais várias atividades
são realizadas ao mesmo tempo. Quanto mais próximo de um for o resultado
deste indicador, maior a quantidade de fluxos simultâneos que podem ser
executados.
O quadro 4.5, apresentado no capítulo 4 relaciona este indicado com
seguintes requisitos de desempenho: a) empregar elementos de maior valor
agregado; b) separar processos em unidades de produção focalizadas; e c)
reduzir o numero de processos em série.
Os valores encontrado para a as duas tecnologias são próximos de
zero, com o valor para o BTC sendo menor do que para o bloco cerâmico. Os
resultados encontrados refletem o fato de que a maior parte das atividades
realizadas utilizando a tecnologia do BTC ocorrem no local final de aplicação
(produção de vergas, amarração de parede).
Ao se analisar o diagrama do CBP de cada uma das tecnologias pode-
se perceber que as duas cadeias são estreitas, apresentando pequenas variações
na quantidade de fluxos simultâneos.
Entretanto, o fato de que foi analisado apenas uma parte da construção
fez com que os valores deste indicador encontrados fossem baixos, uma vez,
caso fossem consideradas todas as outras atividades não associadas à alvenaria,
existiriam mais fluxos de atividades.
5.1.2 Indicador de Flexibilidade de Robustez (FR)
Este indicador relaciona a quantidade de vezes que as atividades
mapeadas no CBP podem se alternar entre os níveis de produção sem aumentar
o número total de níveis de produção. Esta alternância de níveis de produção é
demonstrada na figura 4.1, na qual a atividade M1 e M2 podem ser alternadas em
três níveis de produção sem aumentar a quantidade de níveis de produção
existente.
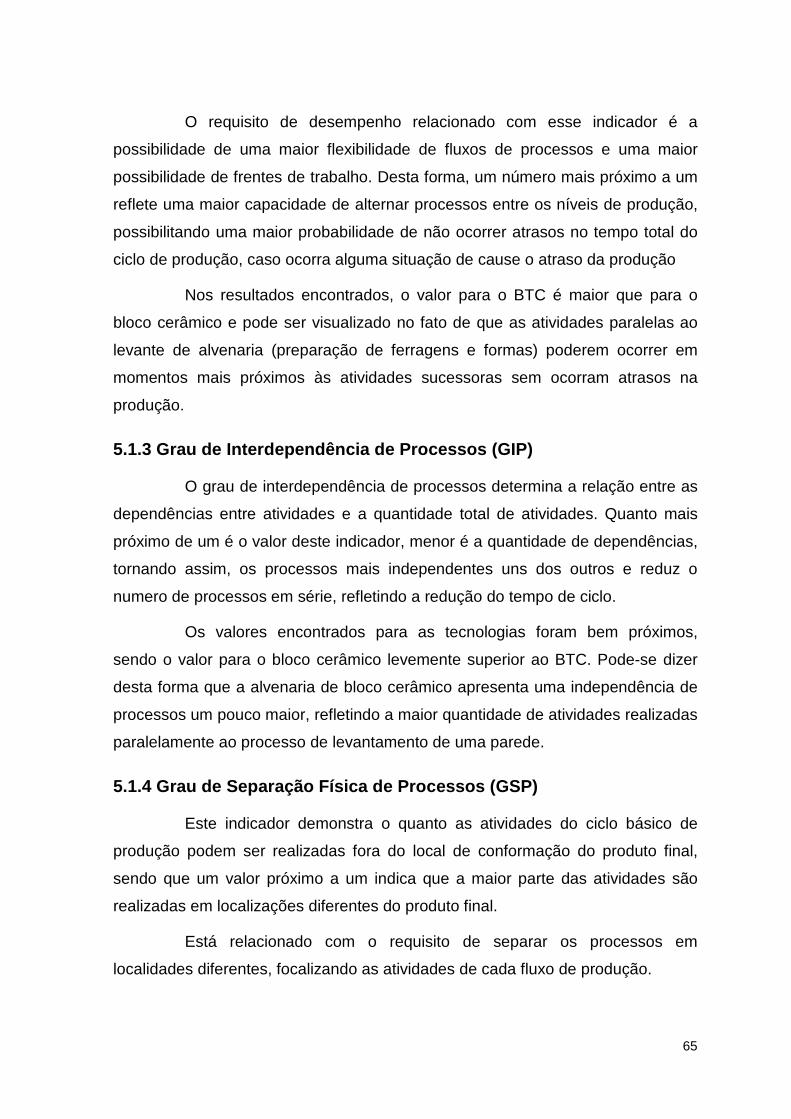
65
O requisito de desempenho relacionado com esse indicador é a
possibilidade de uma maior flexibilidade de fluxos de processos e uma maior
possibilidade de frentes de trabalho. Desta forma, um número mais próximo a um
reflete uma maior capacidade de alternar processos entre os níveis de produção,
possibilitando uma maior probabilidade de não ocorrer atrasos no tempo total do
ciclo de produção, caso ocorra alguma situação de cause o atraso da produção
Nos resultados encontrados, o valor para o BTC é maior que para o
bloco cerâmico e pode ser visualizado no fato de que as atividades paralelas ao
levante de alvenaria (preparação de ferragens e formas) poderem ocorrer em
momentos mais próximos às atividades sucessoras sem ocorram atrasos na
produção.
5.1.3 Grau de Interdependência de Processos (GIP)
O grau de interdependência de processos determina a relação entre as
dependências entre atividades e a quantidade total de atividades. Quanto mais
próximo de um é o valor deste indicador, menor é a quantidade de dependências,
tornando assim, os processos mais independentes uns dos outros e reduz o
numero de processos em série, refletindo a redução do tempo de ciclo.
Os valores encontrados para as tecnologias foram bem próximos,
sendo o valor para o bloco cerâmico levemente superior ao BTC. Pode-se dizer
desta forma que a alvenaria de bloco cerâmico apresenta uma independência de
processos um pouco maior, refletindo a maior quantidade de atividades realizadas
paralelamente ao processo de levantamento de uma parede.
5.1.4 Grau de Separação Física de Processos (GSP)
Este indicador demonstra o quanto as atividades do ciclo básico de
produção podem ser realizadas fora do local de conformação do produto final,
sendo que um valor próximo a um indica que a maior parte das atividades são
realizadas em localizações diferentes do produto final.
Está relacionado com o requisito de separar os processos em
localidades diferentes, focalizando as atividades de cada fluxo de produção.
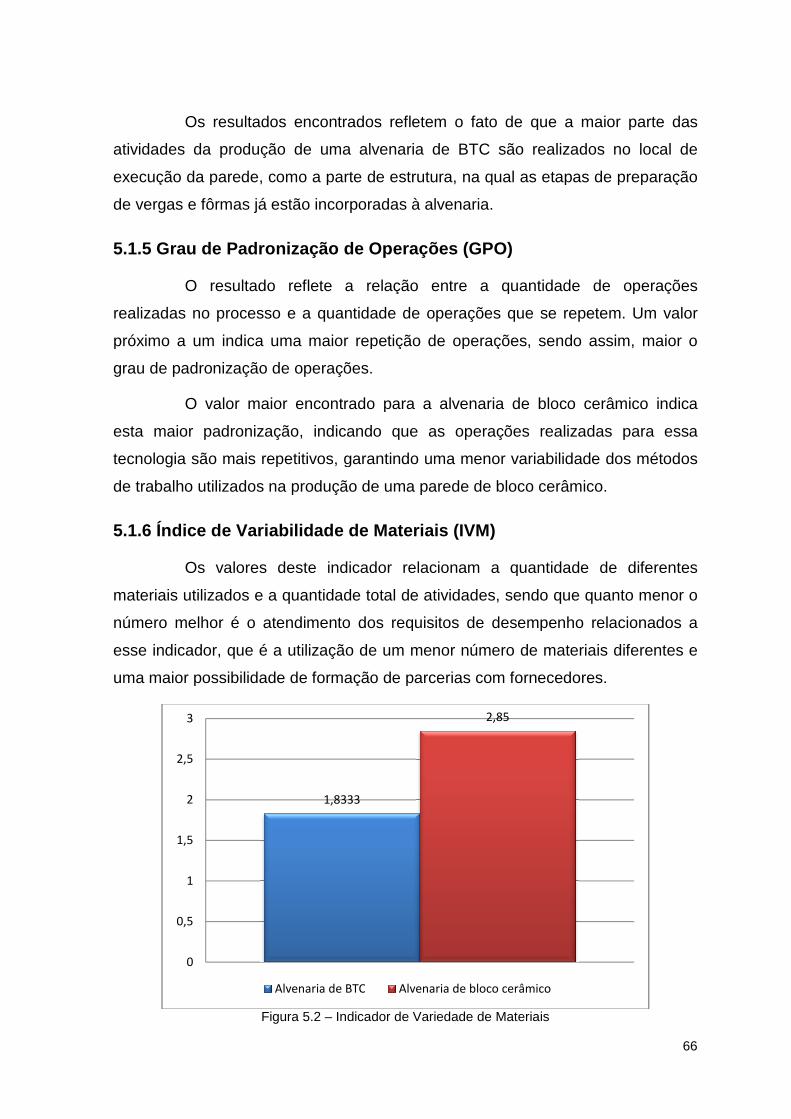
Os resultados encontrados reflet
atividades da produção de uma alvenaria de BTC são realizados no local de
execução da parede, como a parte de estrutura, na qual as etapas de preparação
de vergas e fôrmas já estão incorporadas à alvenaria.
5.1.5 Grau de Padronização de Operações (GPO)
O resultado reflete a relação entre a quantidade de operações
realizadas no processo e a quantidade de operações que se repetem. Um valor
próximo a um indica uma maior repetição de operações, sendo assim, maior o
grau de padronização de operações.
O valor maior encontrado para a alvenaria de bloco cerâmico indica
esta maior padronização, indicando que as operações realizadas para essa
tecnologia são mais repetitivos
de trabalho utilizados na produção de uma parede de bloco cerâmico.
5.1.6 Índice de Variabilidade de Materiais (IVM)
Os valores deste indicador relacionam a quantidade de diferentes
materiais utilizados e a quantidade total de atividades, sendo que quanto
número melhor é o atendimento
esse indicador, que é a utilização de um menor número de materiais diferentes e
uma maior possibilidade de formação de parcerias com fornecedores.
Figura 5.2
0
0,5
1
1,5
2
2,5
3
Alvenaria de BTC
Os resultados encontrados refletem o fato de que a maior parte das
atividades da produção de uma alvenaria de BTC são realizados no local de
execução da parede, como a parte de estrutura, na qual as etapas de preparação
de vergas e fôrmas já estão incorporadas à alvenaria.
Padronização de Operações (GPO)
O resultado reflete a relação entre a quantidade de operações
realizadas no processo e a quantidade de operações que se repetem. Um valor
próximo a um indica uma maior repetição de operações, sendo assim, maior o
ronização de operações.
O valor maior encontrado para a alvenaria de bloco cerâmico indica
esta maior padronização, indicando que as operações realizadas para essa
são mais repetitivos, garantindo uma menor variabilidade dos métodos
utilizados na produção de uma parede de bloco cerâmico.
.6 Índice de Variabilidade de Materiais (IVM)
Os valores deste indicador relacionam a quantidade de diferentes
materiais utilizados e a quantidade total de atividades, sendo que quanto
atendimento dos requisitos de desempenho relacionados a
esse indicador, que é a utilização de um menor número de materiais diferentes e
uma maior possibilidade de formação de parcerias com fornecedores.
Figura 5.2 – Indicador de Variedade de Materiais
1,8333
2,85
Alvenaria de BTC Alvenaria de bloco cerâmico
66
em o fato de que a maior parte das
atividades da produção de uma alvenaria de BTC são realizados no local de
execução da parede, como a parte de estrutura, na qual as etapas de preparação
O resultado reflete a relação entre a quantidade de operações
realizadas no processo e a quantidade de operações que se repetem. Um valor
próximo a um indica uma maior repetição de operações, sendo assim, maior o
O valor maior encontrado para a alvenaria de bloco cerâmico indica
esta maior padronização, indicando que as operações realizadas para essa
, garantindo uma menor variabilidade dos métodos
utilizados na produção de uma parede de bloco cerâmico.
Os valores deste indicador relacionam a quantidade de diferentes
materiais utilizados e a quantidade total de atividades, sendo que quanto menor o
dos requisitos de desempenho relacionados a
esse indicador, que é a utilização de um menor número de materiais diferentes e
uma maior possibilidade de formação de parcerias com fornecedores.

67
O resultado encontrado (apresentado na figura 5.2) demonstra que o
método tradicional utiliza um maior número de materiais diferentes, o que faz com
que o BTC tenha vantagem sobre o método tradicional, apresentando assim uma
menor variedade de materiais utilizados durante a produção da alvenaria,
tornando o seu gerenciamento de materiais muito mais produtivo.
5.1.7 Grau de Dependência de Materiais Específicos (GDM)
Através deste indicador é possível medir a capacidade da tecnologia
estudada se adaptar a diferentes regiões. Sendo um indicador qualitativo, o valor
deste indicador é determinado pela identificação de materiais essenciais para o
desempenho dos fluxos de processo.
Para a montagem deste indicador é necessário a análise de uma
listagem de todos os materiais a serem utilizados no processo de produção,
identificando quais materiais apresentam uma maior relevância financeira e quais
deles são insubstituíveis e utilizados nas atividades críticas do ciclo básico de
produção.
Para o presente estudo, não foi possível o acesso a uma lista de
insumos utilizados na utilização de alvenaria de BTC, uma vez que os
entrevistados não possuíam um orçamento detalhado das obras realizadas,
dificultando assim a criação da listagem de materiais específicos.
Entretanto, comparativamente ao método tradicional de alvenaria de
bloco cerâmico, a alvenaria de BTC apresenta como principal material específico
o próprio bloco, que devido ao fato de ser uma tecnologia ainda pouco divulgada,
não é facilmente encontrada em qualquer região. Para a sua utilização faz-se
necessário que exista uma fábrica de tijolos na região aonde se deseja construir
ou a aquisição de uma prensa para a produção de blocos na obra.
Devido a essas especificidades do material utilizado para a alvenaria de
BTC, a alvenaria de bloco cerâmico apresenta uma vantagem no quesito de grau
de dependência de materiais específicos.
5.1.8 Grau de Habilidade Exigido de Mão de Obra (GHMO)
Este indicador é definido de forma qualitativa, avaliando os níveis de
complexidade das operações realizadas com o total de operações realizadas, e é
avaliado de forma que, quanto mais baixa for a complexidade das operações
envolvidas no processo, mais homogêneo se caracteriza o processo de produção.
Quanto mais baixo o níve
de obra, mais fácil se tornam os processos de treinamento e a disponibilidade de
mão de obra polivalente.
Figura 5.3 – Percentagem de níveis de operações em cada tecnologia
Conforme demonstra a figura
avaliadas apresentam a maior parte de suas atividades nos três níveis mais
baixos de complexidade
vantagem, mas com uma margem pequena. Entretanto as atividades contidas
nível de locação são relativamente maiores no BTC. No geral, o BTC apresenta
uma maior complexidade de mão de obra quando comparado com a alvenaria de
bloco cerâmico.
32,53
35,71
0
5
10
15
20
25
30
35
40
Transporte
% s
ob
re t
ota
l de
op
era
çõe
s
% sobre total de operaçõesAlvenaria de BTC
.8 Grau de Habilidade Exigido de Mão de Obra (GHMO)
Este indicador é definido de forma qualitativa, avaliando os níveis de
complexidade das operações realizadas com o total de operações realizadas, e é
avaliado de forma que, quanto mais baixa for a complexidade das operações
envolvidas no processo, mais homogêneo se caracteriza o processo de produção.
Quanto mais baixo o nível de homogeneidade e complexidade de mão
de obra, mais fácil se tornam os processos de treinamento e a disponibilidade de
mão de obra polivalente.
Percentagem de níveis de operações em cada tecnologia
demonstra a figura 5.3, pode-se perceber que as tecnologias
avaliadas apresentam a maior parte de suas atividades nos três níveis mais
s de complexidade, sendo que no nível de transporte o bloco cerâmico leva
vantagem, mas com uma margem pequena. Entretanto as atividades contidas
nível de locação são relativamente maiores no BTC. No geral, o BTC apresenta
uma maior complexidade de mão de obra quando comparado com a alvenaria de
20,48
33,73
9,64
16,07
36,61
8,93
Locação Conformação Ajuste
% sobre total de operações % sobre total de operaçõesAlvenaria de BTC Alvenaria de bloco cerâmico
68
.8 Grau de Habilidade Exigido de Mão de Obra (GHMO)
Este indicador é definido de forma qualitativa, avaliando os níveis de
complexidade das operações realizadas com o total de operações realizadas, e é
avaliado de forma que, quanto mais baixa for a complexidade das operações
envolvidas no processo, mais homogêneo se caracteriza o processo de produção.
l de homogeneidade e complexidade de mão
de obra, mais fácil se tornam os processos de treinamento e a disponibilidade de
Percentagem de níveis de operações em cada tecnologia
e perceber que as tecnologias
avaliadas apresentam a maior parte de suas atividades nos três níveis mais
, sendo que no nível de transporte o bloco cerâmico leva
vantagem, mas com uma margem pequena. Entretanto as atividades contidas no
nível de locação são relativamente maiores no BTC. No geral, o BTC apresenta
uma maior complexidade de mão de obra quando comparado com a alvenaria de
3,61 2,68
Acabamento
% sobre total de operaçõesbloco cerâmico
69
5.1.9 Grau de Padronização e Agregação de Valor dos Elementos
(GPAE)
Este indicador qualitativo é determinado através da comparação da
tecnologia avaliada com os métodos tradicionais de construção, relacionando em
três níveis de classificação dos elementos construtivos com relação ao grau de
aglutinação de etapas de uniformidade.
Como o BTC já esta sendo comparado neste trabalho com um método
tradicional de construção, considerou-se que a alvenaria de bloco cerâmico
contém todos os seus elementos no Nível 1 de aglutinação.
Quanto ao BTC, pôde-se detectar a aglutinação de etapas pelo
elemento dos blocos em si e dos blocos calha, que eliminam etapas de formas
para produção de vergas e para cintas de amarração. Desta forma, o BTC
apresenta um melhor desempenho neste indicador, e conseqüentemente um
melhor desempenho nos requisitos de utilização de elementos de maior valor
agregado e padronização de métodos e componentes de trabalho.
5.1.10 Peso de Elementos Construtivos (PEC)
Este indicador, relacionado aos requisitos ergonômicos, é analisado
através da medição do peso dos elementos construtivos da tecnologia.
Não foi possível uma medição dos elementos, entretanto, como as duas
tecnologias avaliadas apresentam como elemento principal de construção o bloco,
considerou-se que os pesos dos elementos são próximos, igualando assim as
duas tecnologias neste quesito, em uma avaliação preliminar.
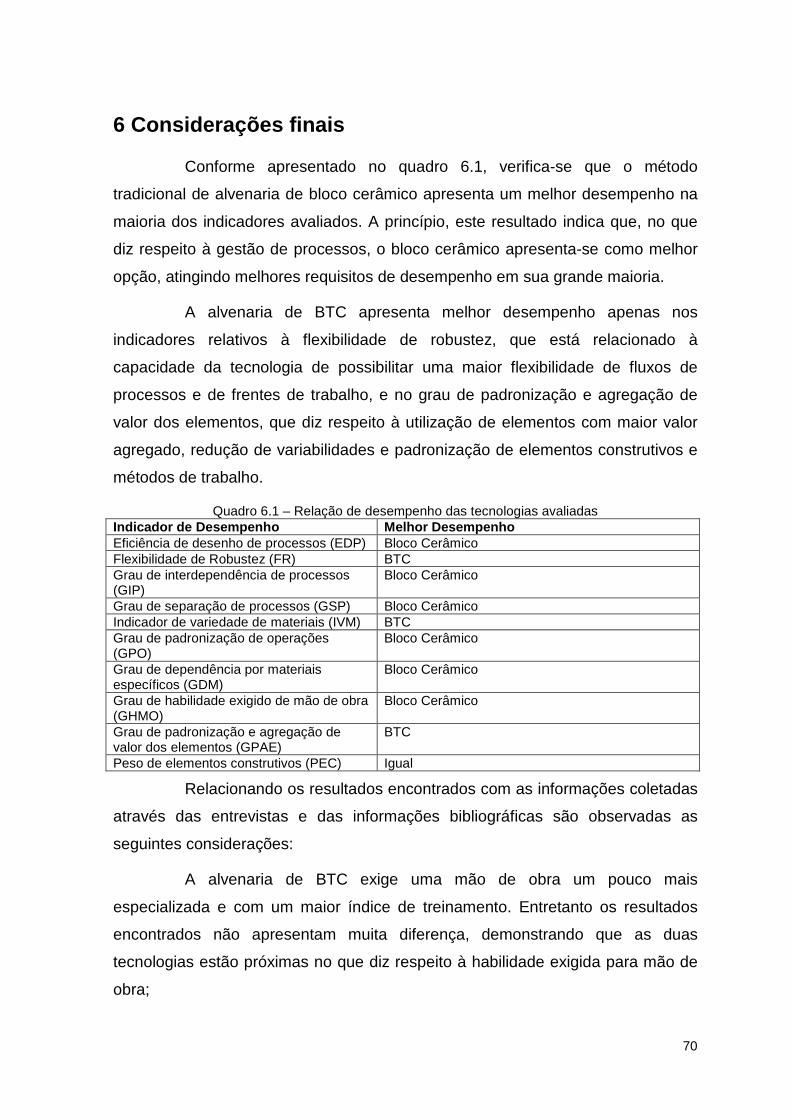
70
6 Considerações finais
Conforme apresentado no quadro 6.1, verifica-se que o método
tradicional de alvenaria de bloco cerâmico apresenta um melhor desempenho na
maioria dos indicadores avaliados. A princípio, este resultado indica que, no que
diz respeito à gestão de processos, o bloco cerâmico apresenta-se como melhor
opção, atingindo melhores requisitos de desempenho em sua grande maioria.
A alvenaria de BTC apresenta melhor desempenho apenas nos
indicadores relativos à flexibilidade de robustez, que está relacionado à
capacidade da tecnologia de possibilitar uma maior flexibilidade de fluxos de
processos e de frentes de trabalho, e no grau de padronização e agregação de
valor dos elementos, que diz respeito à utilização de elementos com maior valor
agregado, redução de variabilidades e padronização de elementos construtivos e
métodos de trabalho.
Quadro 6.1 – Relação de desempenho das tecnologias avaliadas Indicador de Desempenho Melhor Desempenho Eficiência de desenho de processos (EDP) Bloco Cerâmico Flexibilidade de Robustez (FR) BTC Grau de interdependência de processos (GIP)
Bloco Cerâmico
Grau de separação de processos (GSP) Bloco Cerâmico Indicador de variedade de materiais (IVM) BTC Grau de padronização de operações (GPO)
Bloco Cerâmico
Grau de dependência por materiais específicos (GDM)
Bloco Cerâmico
Grau de habilidade exigido de mão de obra (GHMO)
Bloco Cerâmico
Grau de padronização e agregação de valor dos elementos (GPAE)
BTC
Peso de elementos construtivos (PEC) Igual
Relacionando os resultados encontrados com as informações coletadas
através das entrevistas e das informações bibliográficas são observadas as
seguintes considerações:
A alvenaria de BTC exige uma mão de obra um pouco mais
especializada e com um maior índice de treinamento. Entretanto os resultados
encontrados não apresentam muita diferença, demonstrando que as duas
tecnologias estão próximas no que diz respeito à habilidade exigida para mão de
obra;
71
O BTC utiliza uma menor variedade de materiais para a sua produção,
o que facilitaria a formação de parcerias e a sua adaptabilidade em diferentes
regiões. No entanto, a avaliação realizada não levou em consideração a
possibilidade de produção do BTC dentro do canteiro de obras, pressupondo a
compra dos blocos via fornecedor externo, ignorando o fato de que a produção
dos blocos utilizam na sua composição o solo local, cimento e água, o que pode
fazer com que os valores do IVM se alterem.
A principal vantagem do BTC com relação à alvenaria tradicional é a
redução de atividades que não agregam valor, como produção de fôrmas, vergas
e armaduras, o que pode vir a refletir uma redução de custos e tempo de
execução;
Quando se compara visualmente os diagramas de precedência das
tecnologias, percebe-se que o CBP da alvenaria de BTC tem uma apresentação
mais enxuta, contendo menos atividades e uma menor quantidade de fluxos de
produção. Este fato sugere que a alvenaria de BTC apresenta uma grande
redução de atividades que não agregam valor ao processo, sendo esse um dos
pontos principais da aplicação da produção enxuta, conforme afirma Koskela
(1992)
Ao se analisar os processos de produção de uma parede utilizando as
tecnologias estudadas no presente trabalho, desconsiderou-se a influência de
atividades dos outros fluxos de produção existentes em uma construção (telhado,
revestimento cerâmicos, acabamento, etc.). Sabe-se que estas atividades
paralelas não sofreriam alterações em seus fluxos devido à adoção de um dos
dois tipos de alvenaria estudados, uma vez que se constituem das mesmas
atividades para qualquer uma das duas tecnologias.
No entanto, a análise dos fluxos de produção da alvenaria dentro do
contexto de toda a construção apresenta uma grande probabilidade de influenciar
no resultado final dos cálculos dos indicadores, uma vez que o posicionamento de
algumas atividades dos processos analisados poderiam vir a se localizar em
níveis de produção diferentes, acarretando no surgimento de algumas outras
dependências não consideradas na análise realizada e haveria uma alteração no
72
total de níveis de produção e nas possibilidades de alternância entre os níveis de
produção, delineando assim um outro ciclo básico de produção.
Desta forma, é necessário que se realize o estudo do ciclo completo de
uma construção, incluindo todas as atividades a serem executadas em um ciclo
de produção de uma unidade do produto final (uma casa, um pavimento, etc.),
para uma melhor avaliação tanto do método quanto das tecnologias utilizadas.
As considerações relativas ao tipo de construção tradicional que foram
utilizadas para fins de comparação também tem influência no resultado final, uma
vez que a variedade de métodos que podem ser considerados como tradicionais
alteram toda a estruturação do ciclo básico. Pode-se concluir que o método
utilizado para avaliação da tecnologia apresenta uma grande possibilidade de
apresentar informações que podem vir a ser equivocadas quando se analisa
apenas uma parte do processo de construção
Durante o desenvolvimento deste trabalho pôde-se perceber as
limitações do método, que foram descritos por San Martin, descritas na seção de
metodologia deste trabalho.
A metodologia utilizada desconsidera algumas questões da gestão de
processos e de outras áreas do gerenciamento de projetos, que poderiam
influenciar durante a decisão de seleção tecnológica, como o tempo de execução
de cada atividade, e custos de produção, que são fatores que tem reflexo no
resultado final da obra. Para o caso do Bloco de Terra Comprimida foram pontos
enfatizados constantemente pelos entrevistados como sendo as principais
vantagens da tecnologia. Desta forma, quando se trata de avaliar uma tecnologia
com a finalidade de seleção tecnológica, deve-se estudar os outros fatores que
influenciam no resultado final da utilização da tecnologia a ser escolhida.
Outra observação é que o método de avaliação pode vir a ter uma outra
finalidade, que é a de servir como ferramenta para auxiliar na melhoria do
processo de produção, possibilitando um estudo dos fluxos de atividades que
podem ser otimizados dentro de um ciclo básico de produção.
73
Entretanto, esta avaliação deve vir acompanhada de estudos de tempo
e movimento, uma vez que são fatores de grande influência nos resultados da
função produção.
Para o desenvolvimento de futuros trabalhos sugere-se:
• Avaliação do bloco de terra comprimida utilizando o método de San
Martin (1999), incluindo a execução de uma parede no contexto da
produção de uma unidade habitacional;
• Estudo de outros métodos de construção tradicionais e suas
variações, com a finalidade de estabelecer padrões para
comparação com novas tecnologias;
• Avaliação de outros aspectos da produção da alvenaria de bloco de
terra comprimida, incluindo estudos de tempo, movimentação e
custos;
• Estudo da possibilidade de utilização do método de San Martin
(1999) como ferramenta de auxílio para melhora do processo
produtivo.
74
7 Referências Bibliográficas
ABIKO, A. K., Solo-cimento: tijolos, blocos e paredes monolíticas. In: Instituto de Pesquisas Tecnológicas, Tecnologia de Edificações. São Paulo: PINI, 1988, p.97-106; ABNT, NBR-8491 - Tijolo maciço de solo-cimento . Rio de Janeiro: Associação Brasileira de Normas Técnicas, 1984. 4p. ABNT, NBR-12023 - Solo-Cimento - ensaio de compactação . Rio de Janeiro: Associação Brasileira de Normas Técnicas, 1990. 9p. ABNT, NBR-10834 - Bloco vazado de solo-cimento sem função estrutural . Rio de Janeiro: Associação Brasileira de Normas Técnicas, 1994. 3p. CASANOVA, F. J., O solo como material de construção. Revista Habitare , Ano 4, Agosto, 2004. Disponível em http://www.habitare.org.br/ConteudoGet.aspx?CD_CONTEUDO=262 Acessado em 20 de setembro de 2007; FERRAZ, R. L. ; BELINCANTA, A. ; GUTIERREZ, N. H. M. Estudo comparativo de alguns métodos de dosagem de misturas solo-cimento . In: I Encontro Tecnológico da Engenharia Civil e Arquitetura de Maringá, 2000, Maringá PR. ENTECA 2000. Maringá: Universidade Estadual de Maringá, v. 1. p. 173-181. FIGUEROLA, V., Alvenaria de solo-cimento. Téchne , São Paulo: PINI, 2004, n.85, p.30-35, Abril; GRANDE, F. M. Fabricação de tijolos modulares de solo-cimento por prensagem manual com e sem adição de sílica ativa. Dissertação (Mestrado em Arquitetura) São Carlos: Escola de Engenharia de São Carlos, Universidade de São Paulo, 2003, 165 p.; GUEDES, M. F.; Caderno de Encargos . São Paulo: PINI, 2004, 4 ed.; ISATTO, E. L.; et al. Lean Construction: diretrizes e ferramentas para o controle de perdas na Construção Civil. (Série Construção Civil) Porto Alegre: SEBRAE/RS, 2000, v.5, 175 p.; KOSKELA, L; Application of the New Production Philosophy to Con struction . Finlândia, Agosto, 1992, 75p. LIMA, T. V. Estudo da produção de blocos de solo-cimento com ma térias-primas no núcleo urbano da Cidade de Campos dos Goytacazes – RJ. Dissertação (Mestrado em Engenharia Civil), Campos dos Goytacazes: Universidade Estadual do Norte Fluminense, 2006, 107p.; LOPES, W. G. R., Solo-cimento reforçado com bambu: características f ísico-mecânicas . Dissertação de Doutorado, Campinas: UNICAMP, 2002, 158p.; MELLO, C. W. Avaliação de sistemas construtivos para habitações de interesse social . Dissertação (Mestrado em Engenharia Civil) Porto Alegre: Programa de Pós-Graduação em Engenharia Civil, Universidade Federal do Rio Grande do Sul, 2004, 171 p.;
75
MERCADO, M. C., Solo-cimento: alguns aspectos referentes à sua prod ução e utilização em estudo de caso . Dissertação (Mestrado) São Paulo:FAU USP, 1990; NEVES, C., O uso do solo-cimento em edificações. A experiência do CEPED. Salvador: Universidade Federal da Bahia, 13p. PITTA, M. R. Estabilização com solo-cimento. Téchne , São Paulo: PINI, 1995 n. 17, Julho/Agosto; PECORIELLO, L A. Recomendações práticas para uso do tijolo furado de solo-cimento na produção de alvenaria. Dissertação (Mestrado Profissional em Habitação) São Paulo: Instituto de Pesquisas Tecnológicas, São Paulo, 2003 75 p.; PECORIELLO, L A. BARROS, José Maria. Alvenaria de tijolos de solo-cimento. Téchne, São Paulo: PINI, 2004 n.87, p.58-61, Junho; SÁENZ, T. W.; CAPOTE, E. G. Ciência, inovação e gestão tecnológica. Brasília: SENAI, 2002; SAN MARTIN, A. P. Método de avaliação de sistemas construtivos para a habitação de interesse social sob o ponto de vista da gestão de processos de produção . Dissertação (Mestrado em Engenharia Civil) Florianópolis: Programa de Pós-Graduação em Engenharia Civil, Universidade Federal do Rio Grande do Sul, 1999 140 p.; SANTIAGO, C. C. O solo como material de construção . Salvador: EDUFBA, 2001, 2 ed.; SILVA, M. R. O uso do solo-cimento na construção. In: BAUER, L. A. F. Materiais de construção. Rio de Janeiro: LTC, 1994, v.2, p. 704-729; SILVA, M. R. Materiais de Construção. São Paulo: PINI, 1991, 2 ed.; SILVA, M. S. A terra crua como alternativa sustentável para a pr odução de habitação social . (Dissertação de Mestrado) São Carlos: Escola de Engenharia de São Carlos, Universidade de São Paulo, 2001; SLACK, N. et al. Administração da produção. São Paulo: Atlas, 1997; SOUZA, R.; MEKBEKIAN, G.; Qualidade na aquisição de materiais e execução de obras . São Paulo: PINI, 1996; SOUZA M. I., PEREIRA J. A., SEGATINI, A. A., Tijolos de solo-cimento com resíduos de construção. Téchne , São Paulo: PINI, 2006, n.85, p.30-35, Agosto.
76
ANEXOS
Anexo 1 – Roteiro de entrevistas 1. Informações Gerais 1.1 Nome da Empresa: 1.2 Nome do Responsável Técnico 1.3 Quando começou a utilizar o sistema construtivo? 2. Descrição do Sistema Construtivo 2.1 Nome do sistema construtivo: 2.2 Qual o método de construção: 2.3 Quais os usos da tecnologia (tipo de construção, restrições, quantidade de pavimentos, etc.) 2.4 Qual a modulação existente (dimensões de peças)? 2.5 Qual a modulação mais utilizada? 2.6 Existe padronização no sistema de construção? 3. Técnica Construtiva OBS: para cada um dos processos deve ser descrito quais as etapas de produção e quais as operações envolvidas em cada uma dessas etapas, e qual o seqüenciamento de cada uma das etapas. 3.1: Fundação: Como se caracteriza as fundações do sistema utilizado? 3.2 Estrutura: Como se caracteriza a estrutura do sistema (Amarração de paredes e elementos resistentes do sistema) 3.3 Fechamento: Como se caracteriza o fechamento das paredes externas 3.4 Divisórias: Como se caracteriza as divisórias internas 3.5 Revestimento de parede: Como se caracteriza o revestimento das paredes 3.6 Instalações Hidráulicas e Elétricas: Como se caracteriza as instalações na parede? Quando se iniciam as instalações? 3.7 Esquadrias: Como se caracteriza as Esquadrias? Qual o tipo adequado para ser utilizado e em que momento ele deve ser executado?
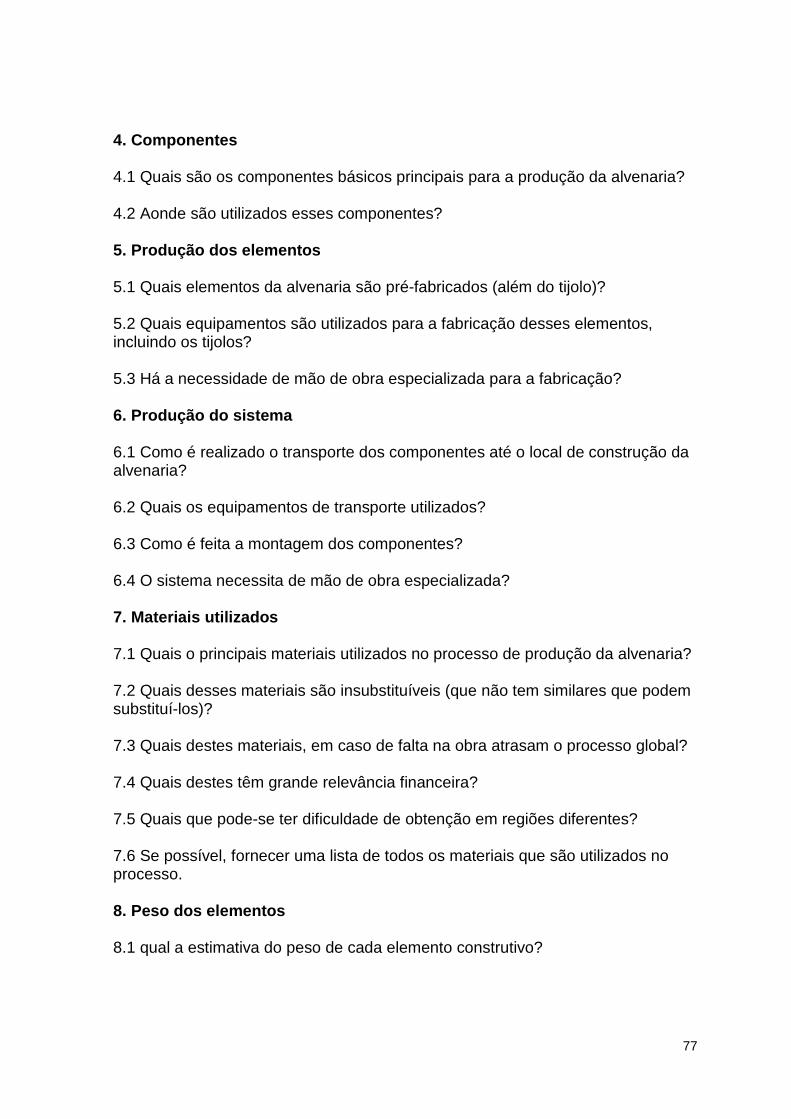
77
4. Componentes 4.1 Quais são os componentes básicos principais para a produção da alvenaria? 4.2 Aonde são utilizados esses componentes? 5. Produção dos elementos 5.1 Quais elementos da alvenaria são pré-fabricados (além do tijolo)? 5.2 Quais equipamentos são utilizados para a fabricação desses elementos, incluindo os tijolos? 5.3 Há a necessidade de mão de obra especializada para a fabricação? 6. Produção do sistema 6.1 Como é realizado o transporte dos componentes até o local de construção da alvenaria? 6.2 Quais os equipamentos de transporte utilizados? 6.3 Como é feita a montagem dos componentes? 6.4 O sistema necessita de mão de obra especializada? 7. Materiais utilizados 7.1 Quais o principais materiais utilizados no processo de produção da alvenaria? 7.2 Quais desses materiais são insubstituíveis (que não tem similares que podem substituí-los)? 7.3 Quais destes materiais, em caso de falta na obra atrasam o processo global? 7.4 Quais destes têm grande relevância financeira? 7.5 Quais que pode-se ter dificuldade de obtenção em regiões diferentes? 7.6 Se possível, fornecer uma lista de todos os materiais que são utilizados no processo. 8. Peso dos elementos 8.1 qual a estimativa do peso de cada elemento construtivo?
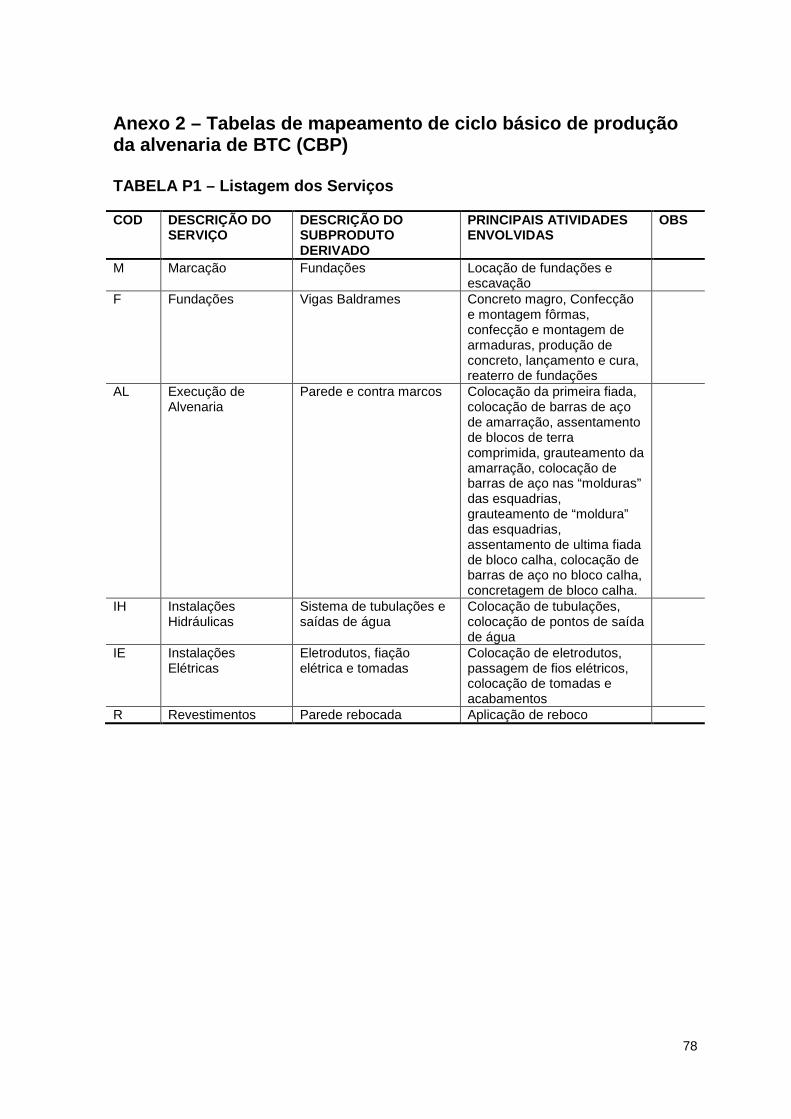
78
Anexo 2 – Tabelas de mapeamento de ciclo básico de produção da alvenaria de BTC (CBP) TABELA P1 – Listagem dos Serviços COD DESCRIÇÃO DO
SERVIÇO DESCRIÇÃO DO SUBPRODUTO DERIVADO
PRINCIPAIS ATIVIDADES ENVOLVIDAS
OBS
M Marcação Fundações Locação de fundações e escavação
F Fundações Vigas Baldrames Concreto magro, Confecção e montagem fôrmas, confecção e montagem de armaduras, produção de concreto, lançamento e cura, reaterro de fundações
AL Execução de Alvenaria
Parede e contra marcos Colocação da primeira fiada, colocação de barras de aço de amarração, assentamento de blocos de terra comprimida, grauteamento da amarração, colocação de barras de aço nas “molduras” das esquadrias, grauteamento de “moldura” das esquadrias, assentamento de ultima fiada de bloco calha, colocação de barras de aço no bloco calha, concretagem de bloco calha.
IH Instalações Hidráulicas
Sistema de tubulações e saídas de água
Colocação de tubulações, colocação de pontos de saída de água
IE Instalações Elétricas
Eletrodutos, fiação elétrica e tomadas
Colocação de eletrodutos, passagem de fios elétricos, colocação de tomadas e acabamentos
R Revestimentos Parede rebocada Aplicação de reboco
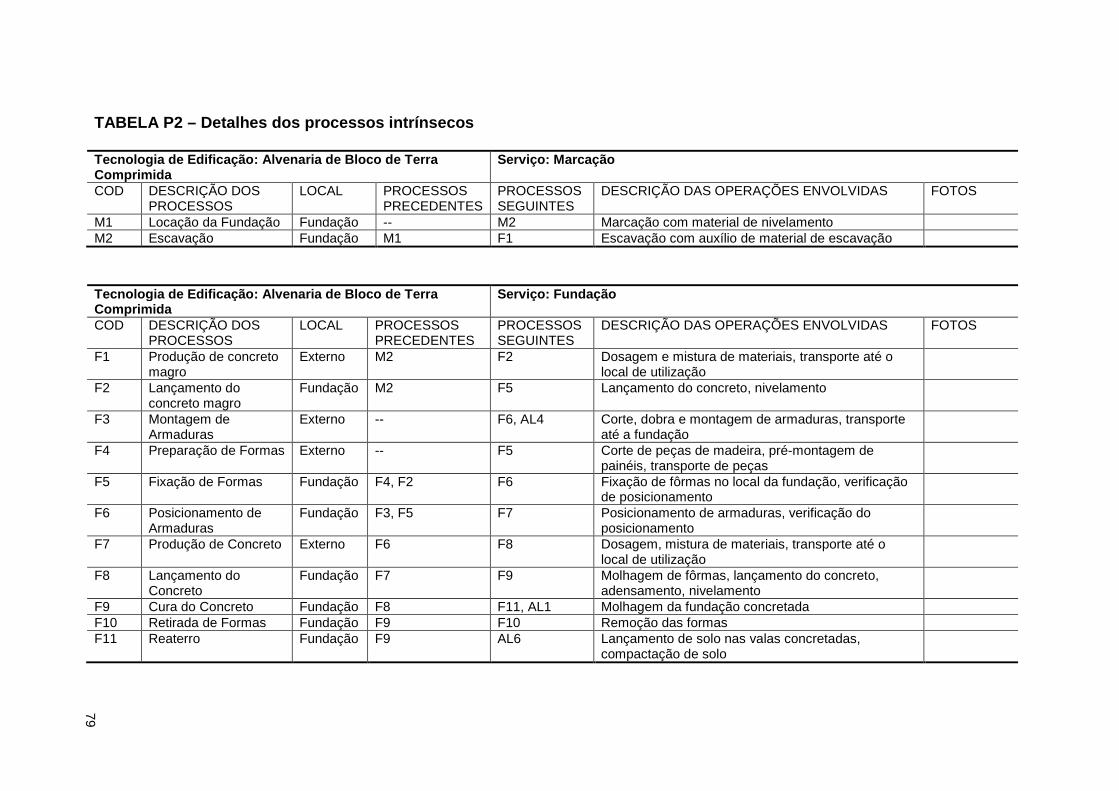
79
TABELA P2 – Detalhes dos processos intrínsecos Tecnologia de Edificação: Alvenaria de Bloco de Ter ra Comprimida
Serviço: Marcação
COD DESCRIÇÃO DOS PROCESSOS
LOCAL PROCESSOS PRECEDENTES
PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS FOTOS
M1 Locação da Fundação Fundação -- M2 Marcação com material de nivelamento M2 Escavação Fundação M1 F1 Escavação com auxílio de material de escavação
Tecnologia de Edificação: Alvenaria de Bloco de Terra Comprimida
Serviço: Fundação
COD DESCRIÇÃO DOS PROCESSOS
LOCAL PROCESSOS PRECEDENTES
PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS FOTOS
F1 Produção de concreto magro
Externo M2 F2 Dosagem e mistura de materiais, transporte até o local de utilização
F2 Lançamento do concreto magro
Fundação M2 F5 Lançamento do concreto, nivelamento
F3 Montagem de Armaduras
Externo -- F6, AL4 Corte, dobra e montagem de armaduras, transporte até a fundação
F4 Preparação de Formas Externo -- F5 Corte de peças de madeira, pré-montagem de painéis, transporte de peças
F5 Fixação de Formas Fundação F4, F2 F6 Fixação de fôrmas no local da fundação, verificação de posicionamento
F6 Posicionamento de Armaduras
Fundação F3, F5 F7 Posicionamento de armaduras, verificação do posicionamento
F7 Produção de Concreto Externo F6 F8 Dosagem, mistura de materiais, transporte até o local de utilização
F8 Lançamento do Concreto
Fundação F7 F9 Molhagem de fôrmas, lançamento do concreto, adensamento, nivelamento
F9 Cura do Concreto Fundação F8 F11, AL1 Molhagem da fundação concretada F10 Retirada de Formas Fundação F9 F10 Remoção das formas F11 Reaterro Fundação F9 AL6 Lançamento de solo nas valas concretadas,
compactação de solo
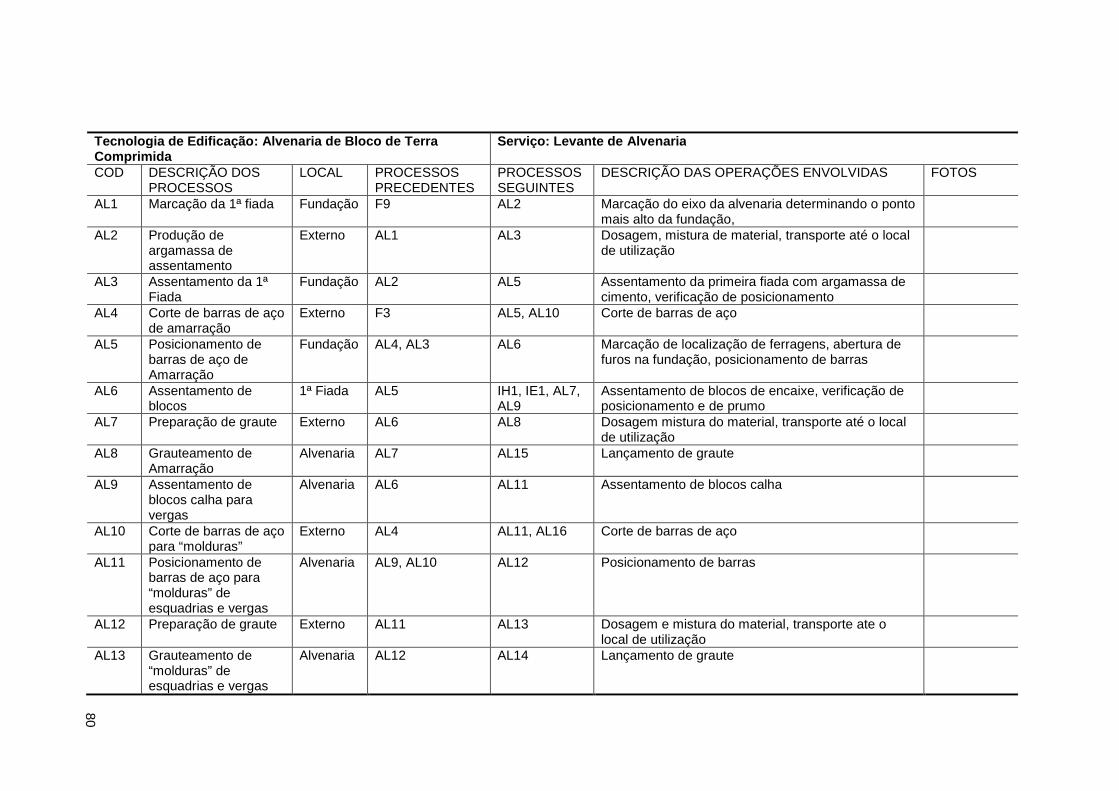
80
Tecnologia de Edificação: Alvenaria de Bloco de Terra Comprimida
Serviço: Levante de Alvenaria
COD DESCRIÇÃO DOS PROCESSOS
LOCAL PROCESSOS PRECEDENTES
PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS FOTOS
AL1 Marcação da 1ª fiada Fundação F9 AL2 Marcação do eixo da alvenaria determinando o ponto mais alto da fundação,
AL2 Produção de argamassa de assentamento
Externo AL1 AL3 Dosagem, mistura de material, transporte até o local de utilização
AL3 Assentamento da 1ª Fiada
Fundação AL2 AL5 Assentamento da primeira fiada com argamassa de cimento, verificação de posicionamento
AL4 Corte de barras de aço de amarração
Externo F3 AL5, AL10 Corte de barras de aço
AL5 Posicionamento de barras de aço de Amarração
Fundação AL4, AL3 AL6 Marcação de localização de ferragens, abertura de furos na fundação, posicionamento de barras
AL6 Assentamento de blocos
1ª Fiada AL5 IH1, IE1, AL7, AL9
Assentamento de blocos de encaixe, verificação de posicionamento e de prumo
AL7 Preparação de graute Externo AL6 AL8 Dosagem mistura do material, transporte até o local de utilização
AL8 Grauteamento de Amarração
Alvenaria AL7 AL15 Lançamento de graute
AL9 Assentamento de blocos calha para vergas
Alvenaria AL6 AL11 Assentamento de blocos calha
AL10 Corte de barras de aço para “molduras”
Externo AL4 AL11, AL16 Corte de barras de aço
AL11 Posicionamento de barras de aço para “molduras” de esquadrias e vergas
Alvenaria AL9, AL10 AL12 Posicionamento de barras
AL12 Preparação de graute Externo AL11 AL13 Dosagem e mistura do material, transporte ate o local de utilização
AL13 Grauteamento de “molduras” de esquadrias e vergas
Alvenaria AL12 AL14 Lançamento de graute
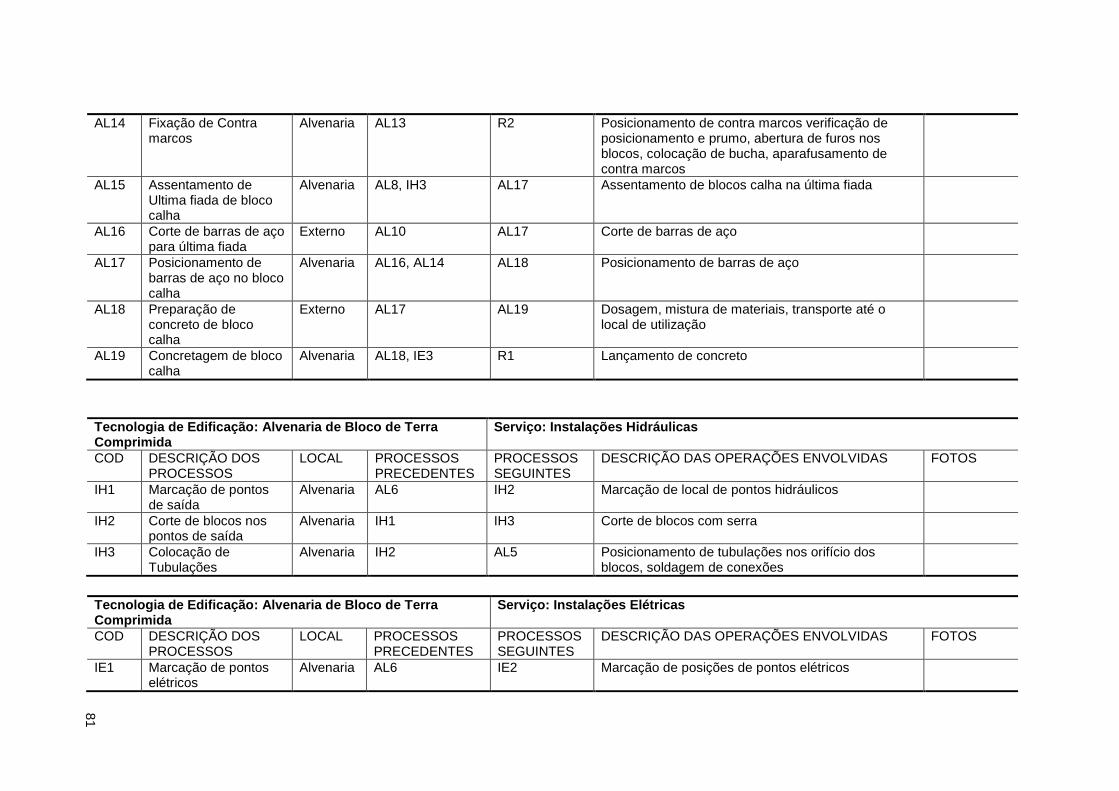
81
AL14 Fixação de Contra marcos
Alvenaria AL13 R2 Posicionamento de contra marcos verificação de posicionamento e prumo, abertura de furos nos blocos, colocação de bucha, aparafusamento de contra marcos
AL15 Assentamento de Ultima fiada de bloco calha
Alvenaria AL8, IH3 AL17 Assentamento de blocos calha na última fiada
AL16 Corte de barras de aço para última fiada
Externo AL10 AL17 Corte de barras de aço
AL17 Posicionamento de barras de aço no bloco calha
Alvenaria AL16, AL14 AL18 Posicionamento de barras de aço
AL18 Preparação de concreto de bloco calha
Externo AL17 AL19 Dosagem, mistura de materiais, transporte até o local de utilização
AL19 Concretagem de bloco calha
Alvenaria AL18, IE3 R1 Lançamento de concreto
Tecnologia de Edificação: Alvenaria de Bloco de Ter ra Comprimida
Serviço: Instalações Hidráulicas
COD DESCRIÇÃO DOS PROCESSOS
LOCAL PROCESSOS PRECEDENTES
PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS FOTOS
IH1 Marcação de pontos de saída
Alvenaria AL6 IH2 Marcação de local de pontos hidráulicos
IH2 Corte de blocos nos pontos de saída
Alvenaria IH1 IH3 Corte de blocos com serra
IH3 Colocação de Tubulações
Alvenaria IH2 AL5 Posicionamento de tubulações nos orifício dos blocos, soldagem de conexões
Tecnologia de Edificação: Alvenaria de Bloco de Ter ra Comprimida
Serviço: Instalações Elétricas
COD DESCRIÇÃO DOS PROCESSOS
LOCAL PROCESSOS PRECEDENTES
PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS FOTOS
IE1 Marcação de pontos elétricos
Alvenaria AL6 IE2 Marcação de posições de pontos elétricos
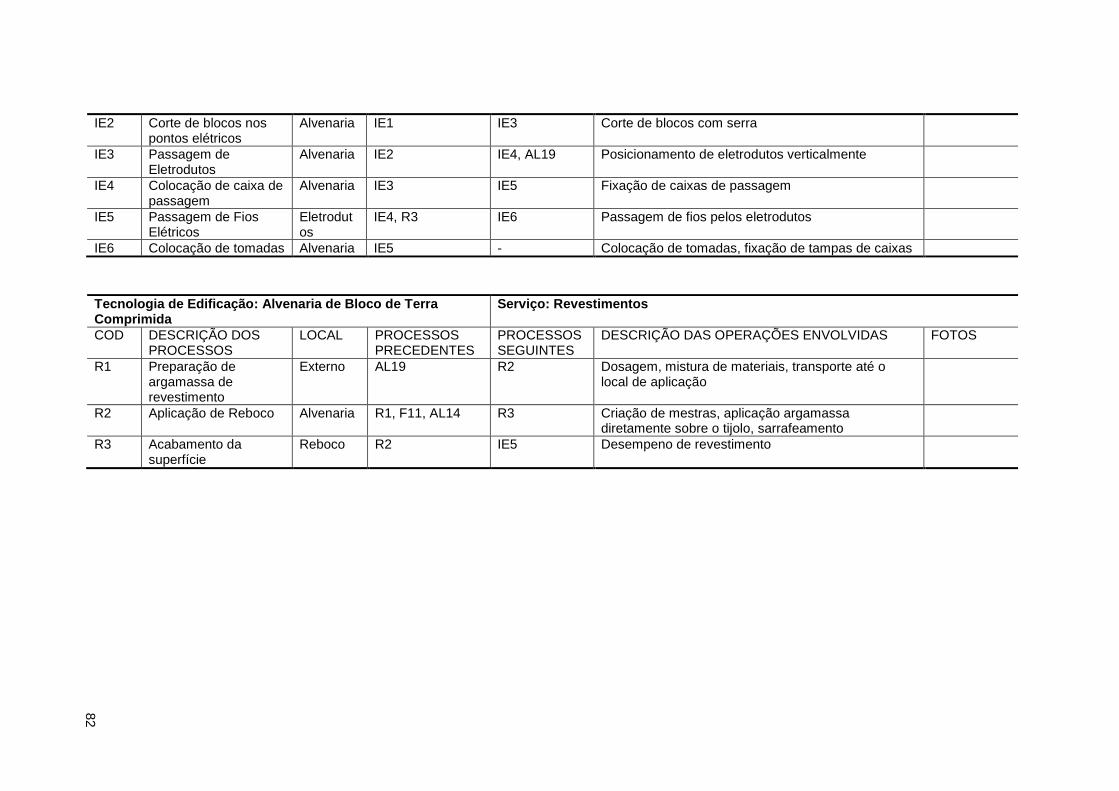
82
IE2 Corte de blocos nos pontos elétricos
Alvenaria IE1 IE3 Corte de blocos com serra
IE3 Passagem de Eletrodutos
Alvenaria IE2 IE4, AL19 Posicionamento de eletrodutos verticalmente
IE4 Colocação de caixa de passagem
Alvenaria IE3 IE5 Fixação de caixas de passagem
IE5 Passagem de Fios Elétricos
Eletrodutos
IE4, R3 IE6 Passagem de fios pelos eletrodutos
IE6 Colocação de tomadas Alvenaria IE5 - Colocação de tomadas, fixação de tampas de caixas
Tecnologia de Edificação: Alvenaria de Bloco de Ter ra Comprimida
Serviço: Revestimentos
COD DESCRIÇÃO DOS PROCESSOS
LOCAL PROCESSOS PRECEDENTES
PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS FOTOS
R1 Preparação de argamassa de revestimento
Externo AL19 R2 Dosagem, mistura de materiais, transporte até o local de aplicação
R2 Aplicação de Reboco Alvenaria R1, F11, AL14 R3 Criação de mestras, aplicação argamassa diretamente sobre o tijolo, sarrafeamento
R3 Acabamento da superfície
Reboco R2 IE5 Desempeno de revestimento
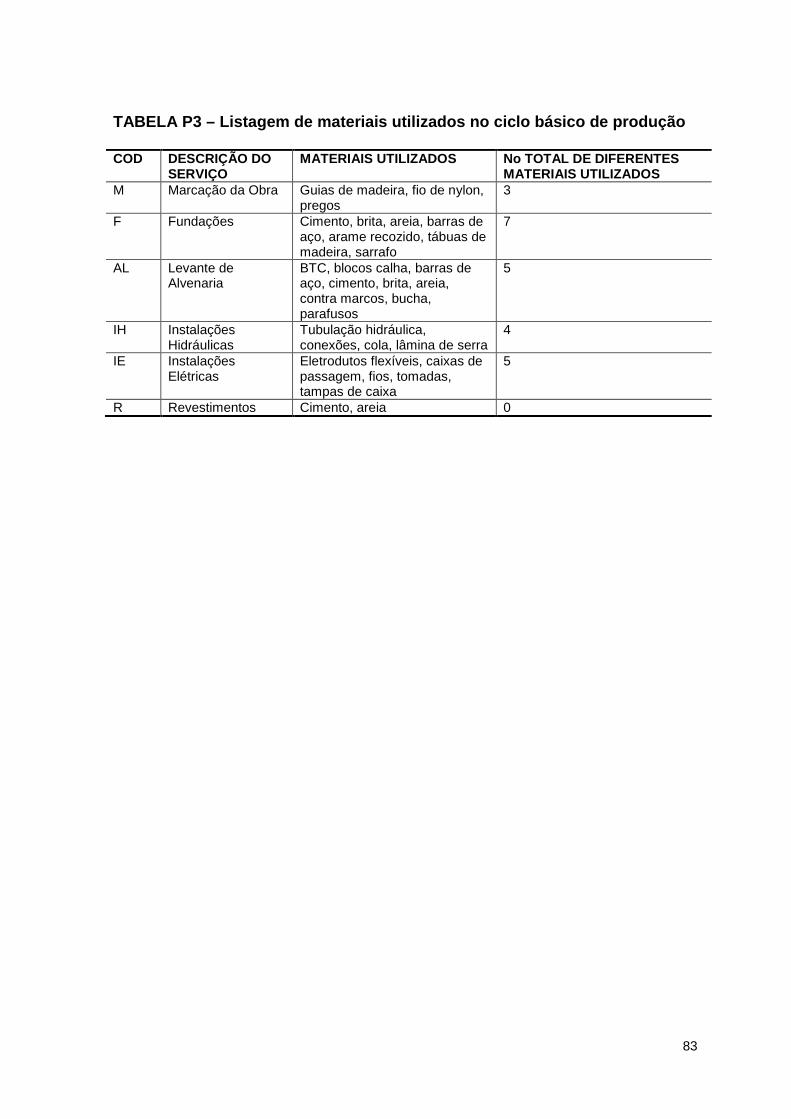
83
TABELA P3 – Listagem de materiais utilizados no cic lo básico de produção COD DESCRIÇÃO DO
SERVIÇO MATERIAIS UTILIZADOS No TOTAL DE DIFERENTES
MATERIAIS UTILIZADOS M Marcação da Obra Guias de madeira, fio de nylon,
pregos 3
F Fundações Cimento, brita, areia, barras de aço, arame recozido, tábuas de madeira, sarrafo
7
AL Levante de Alvenaria
BTC, blocos calha, barras de aço, cimento, brita, areia, contra marcos, bucha, parafusos
5
IH Instalações Hidráulicas
Tubulação hidráulica, conexões, cola, lâmina de serra
4
IE Instalações Elétricas
Eletrodutos flexíveis, caixas de passagem, fios, tomadas, tampas de caixa
5
R Revestimentos Cimento, areia 0
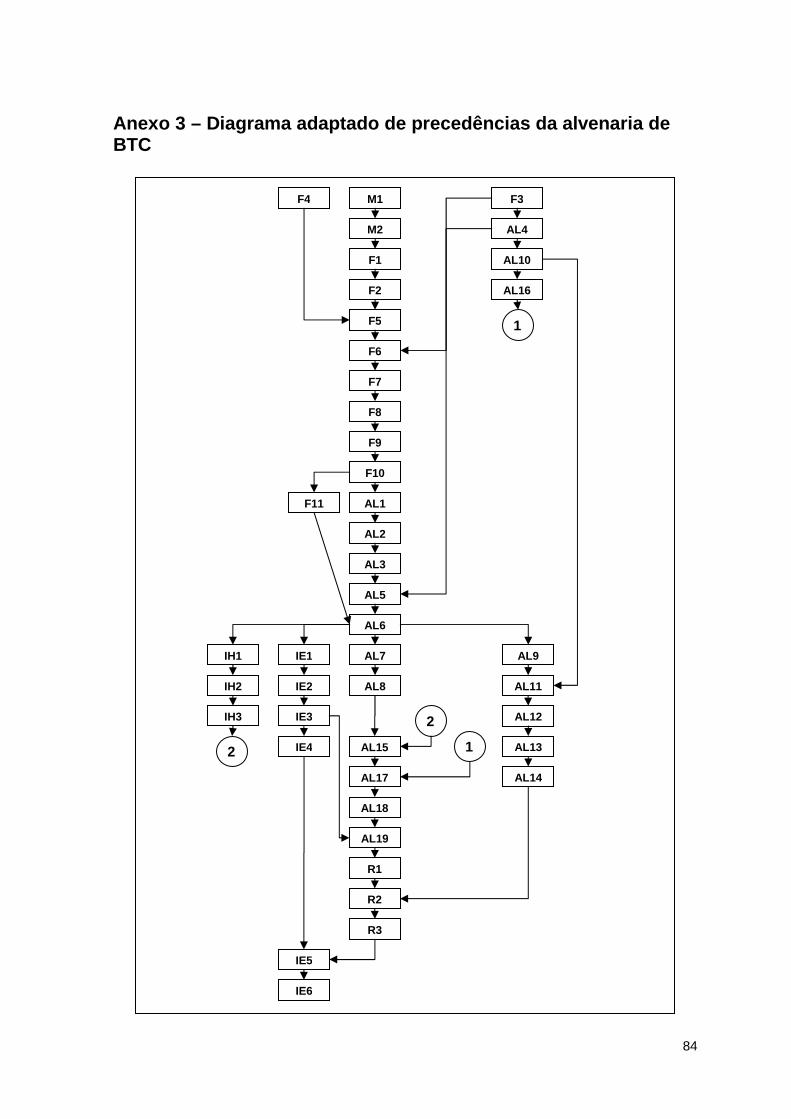
84
Anexo 3 – Diagrama adaptado de precedências da alve naria de BTC
M1 F4 F3
F2
F5
F6
F10
F1
M2
F11
AL3
AL2
AL1
F9
F8
F7
AL16
AL6
AL9
AL8
AL7
AL4
AL5
AL15
AL14
AL13
AL11
AL10
IE2
AL19
AL18
AL17
IE1
IH3
IH2
IH1
IE6
IE4
IE5
IE3
R3
R2
R1
AL12
1
1 2
2
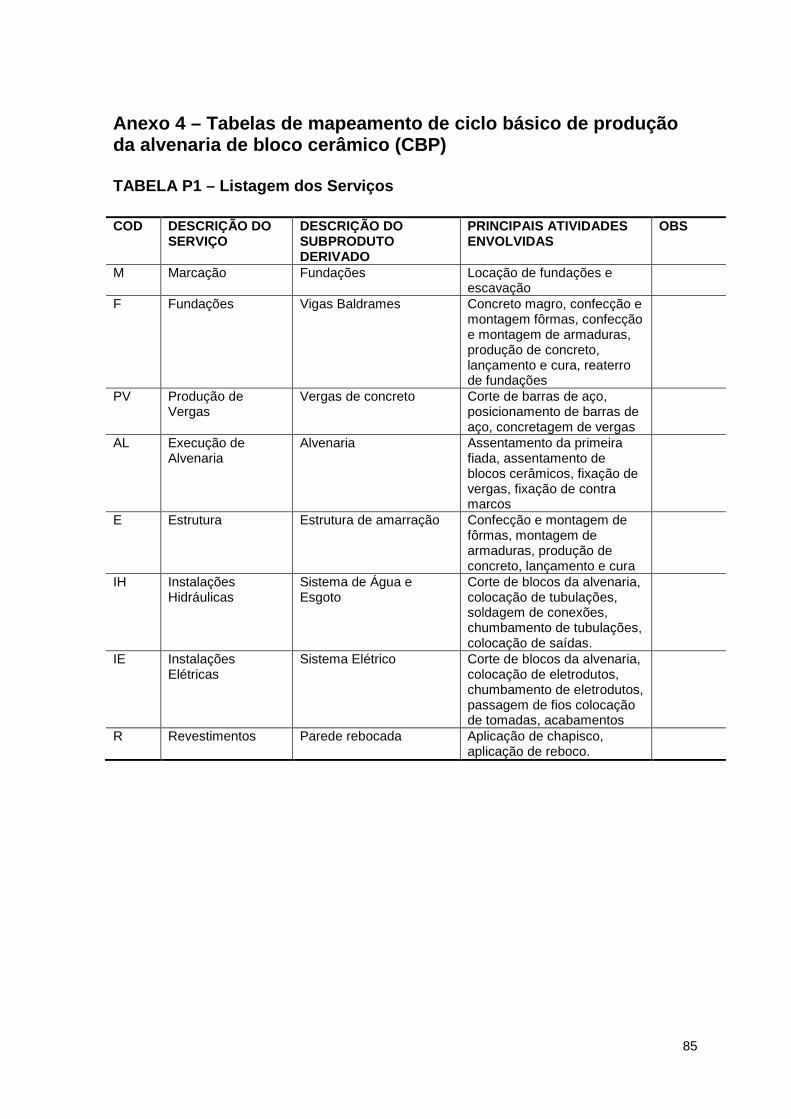
85
Anexo 4 – Tabelas de mapeamento de ciclo básico de produção da alvenaria de bloco cerâmico (CBP) TABELA P1 – Listagem dos Serviços COD DESCRIÇÃO DO
SERVIÇO DESCRIÇÃO DO SUBPRODUTO DERIVADO
PRINCIPAIS ATIVIDADES ENVOLVIDAS
OBS
M Marcação Fundações Locação de fundações e escavação
F Fundações Vigas Baldrames Concreto magro, confecção e montagem fôrmas, confecção e montagem de armaduras, produção de concreto, lançamento e cura, reaterro de fundações
PV Produção de Vergas
Vergas de concreto Corte de barras de aço, posicionamento de barras de aço, concretagem de vergas
AL Execução de Alvenaria
Alvenaria Assentamento da primeira fiada, assentamento de blocos cerâmicos, fixação de vergas, fixação de contra marcos
E Estrutura Estrutura de amarração Confecção e montagem de fôrmas, montagem de armaduras, produção de concreto, lançamento e cura
IH Instalações Hidráulicas
Sistema de Água e Esgoto
Corte de blocos da alvenaria, colocação de tubulações, soldagem de conexões, chumbamento de tubulações, colocação de saídas.
IE Instalações Elétricas
Sistema Elétrico Corte de blocos da alvenaria, colocação de eletrodutos, chumbamento de eletrodutos, passagem de fios colocação de tomadas, acabamentos
R Revestimentos Parede rebocada Aplicação de chapisco, aplicação de reboco.
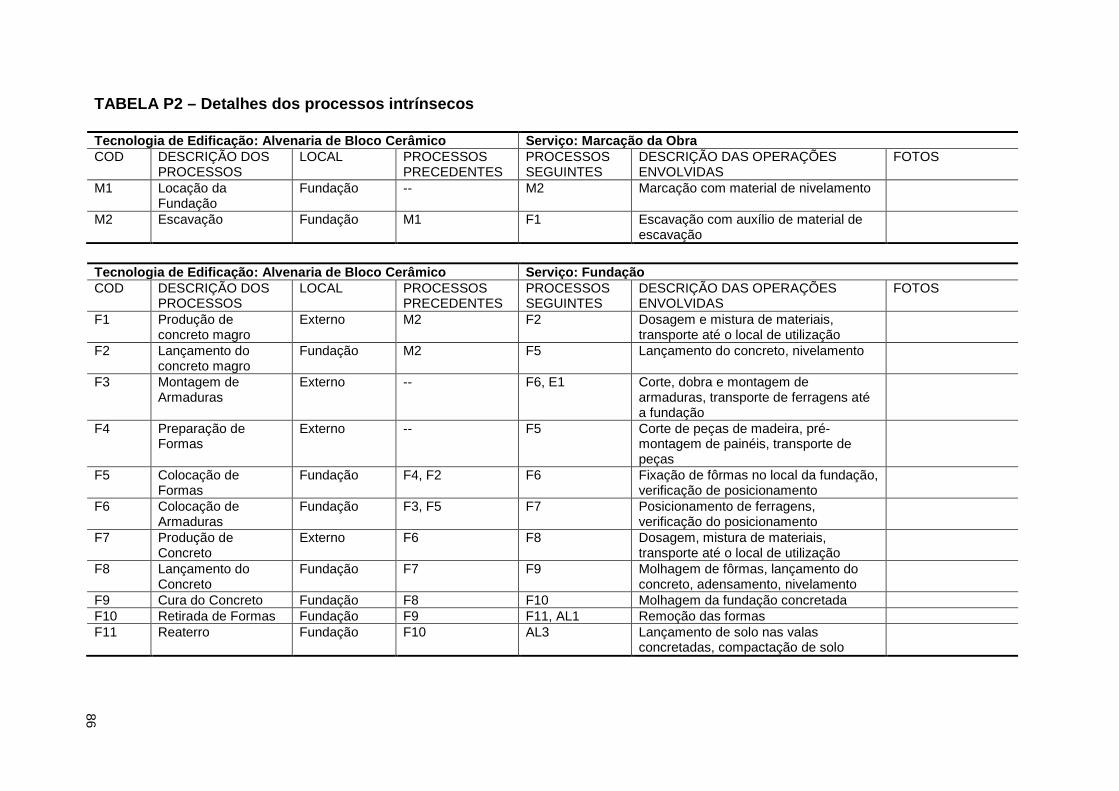
86
TABELA P2 – Detalhes dos processos intrínsecos Tecnologia de Edificação: Alvenaria de Bloco Cerâmi co Serviço: Marcação da Obra COD DESCRIÇÃO DOS
PROCESSOS LOCAL PROCESSOS
PRECEDENTES PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS
FOTOS
M1 Locação da Fundação
Fundação -- M2 Marcação com material de nivelamento
M2 Escavação Fundação M1 F1 Escavação com auxílio de material de escavação
Tecnologia de Edificação: Alvenaria de Bloco Cerâmi co Serviço: Fundação COD DESCRIÇÃO DOS
PROCESSOS LOCAL PROCESSOS
PRECEDENTES PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS
FOTOS
F1 Produção de concreto magro
Externo M2 F2 Dosagem e mistura de materiais, transporte até o local de utilização
F2 Lançamento do concreto magro
Fundação M2 F5 Lançamento do concreto, nivelamento
F3 Montagem de Armaduras
Externo -- F6, E1 Corte, dobra e montagem de armaduras, transporte de ferragens até a fundação
F4 Preparação de Formas
Externo -- F5 Corte de peças de madeira, pré-montagem de painéis, transporte de peças
F5 Colocação de Formas
Fundação F4, F2 F6 Fixação de fôrmas no local da fundação, verificação de posicionamento
F6 Colocação de Armaduras
Fundação F3, F5 F7 Posicionamento de ferragens, verificação do posicionamento
F7 Produção de Concreto
Externo F6 F8 Dosagem, mistura de materiais, transporte até o local de utilização
F8 Lançamento do Concreto
Fundação F7 F9 Molhagem de fôrmas, lançamento do concreto, adensamento, nivelamento
F9 Cura do Concreto Fundação F8 F10 Molhagem da fundação concretada F10 Retirada de Formas Fundação F9 F11, AL1 Remoção das formas F11 Reaterro Fundação F10 AL3 Lançamento de solo nas valas
concretadas, compactação de solo

87
Tecnologia de Edificação: Alvenaria de Bloco Cerâmi co Serviço: Levante de Alvenaria COD DESCRIÇÃO DOS
PROCESSOS LOCAL PROCESSOS
PRECEDENTES PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS
FOTOS
AL1 Produção de argamassa de assentamento
Externo F10 AL2 Dosagem, mistura de material, transporte até o local de utilização
AL2 Assentamento da 1ª Fiada
Fundação AL1 AL3 Assentamento da primeira fiada com argamassa de cimento, verificação de posicionamento
AL3 Assentamento de blocos
1ª Fiada AL2, F11 IH1, AL4, E2, IE1
Assentamento de tijolos com argamassa, verificação de posicionamento e prumo
AL4 Produção de argamassa para chumbamento de vergas
Externo AL3, PV5 AL5 Dosagem, mistura de materiais, transporte até o local de lançamento
AL5 Assentamento de Vergas
Alvenaria AL4 AL6 Assentamento de vergas com argamassa de chumbamento, verificação de posicionamento
AL6 Corte de blocos da alvenaria para encaixe de contra marcos
Alvenaria AL5 AL7 Corte de blocos com ferramenta apropriada
AL7 Posicionamento de contra marcos
Alvenaria AL6 AL8 Posicionamento de contra marcos, verificação de posicionamento e de prumo
AL8 Produção de argamassa para chumbamento de contra marcos
Externo AL7 AL9 Dosagem, mistura de materiais, transporte até o local de lançamento
AL9 Chumbamento de contra marcos
Alvenaria AL8 R1 Chumbamento de contra marcos com argamassa
Tecnologia de Edificação: Alvenaria de Bloco Cerâmi co Serviço: Estrutura
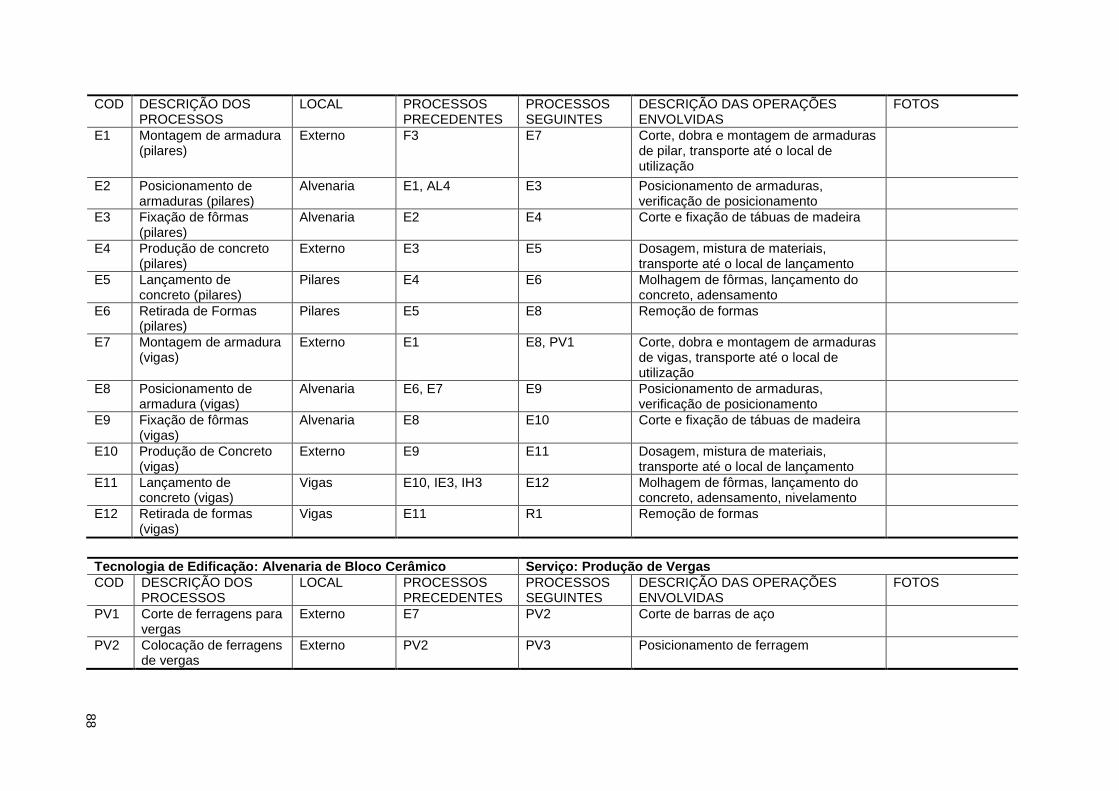
88
COD DESCRIÇÃO DOS PROCESSOS
LOCAL PROCESSOS PRECEDENTES
PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS
FOTOS
E1 Montagem de armadura (pilares)
Externo F3 E7 Corte, dobra e montagem de armaduras de pilar, transporte até o local de utilização
E2 Posicionamento de armaduras (pilares)
Alvenaria E1, AL4 E3 Posicionamento de armaduras, verificação de posicionamento
E3 Fixação de fôrmas (pilares)
Alvenaria E2 E4 Corte e fixação de tábuas de madeira
E4 Produção de concreto (pilares)
Externo E3 E5 Dosagem, mistura de materiais, transporte até o local de lançamento
E5 Lançamento de concreto (pilares)
Pilares E4 E6 Molhagem de fôrmas, lançamento do concreto, adensamento
E6 Retirada de Formas (pilares)
Pilares E5 E8 Remoção de formas
E7 Montagem de armadura (vigas)
Externo E1 E8, PV1 Corte, dobra e montagem de armaduras de vigas, transporte até o local de utilização
E8 Posicionamento de armadura (vigas)
Alvenaria E6, E7 E9 Posicionamento de armaduras, verificação de posicionamento
E9 Fixação de fôrmas (vigas)
Alvenaria E8 E10 Corte e fixação de tábuas de madeira
E10 Produção de Concreto (vigas)
Externo E9 E11 Dosagem, mistura de materiais, transporte até o local de lançamento
E11 Lançamento de concreto (vigas)
Vigas E10, IE3, IH3 E12 Molhagem de fôrmas, lançamento do concreto, adensamento, nivelamento
E12 Retirada de formas (vigas)
Vigas E11 R1 Remoção de formas
Tecnologia de Edificação: Alvenaria de Bloco Cerâmi co Serviço: Produção de Vergas COD DESCRIÇÃO DOS
PROCESSOS LOCAL PROCESSOS
PRECEDENTES PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS
FOTOS
PV1 Corte de ferragens para vergas
Externo E7 PV2 Corte de barras de aço
PV2 Colocação de ferragens de vergas
Externo PV2 PV3 Posicionamento de ferragem
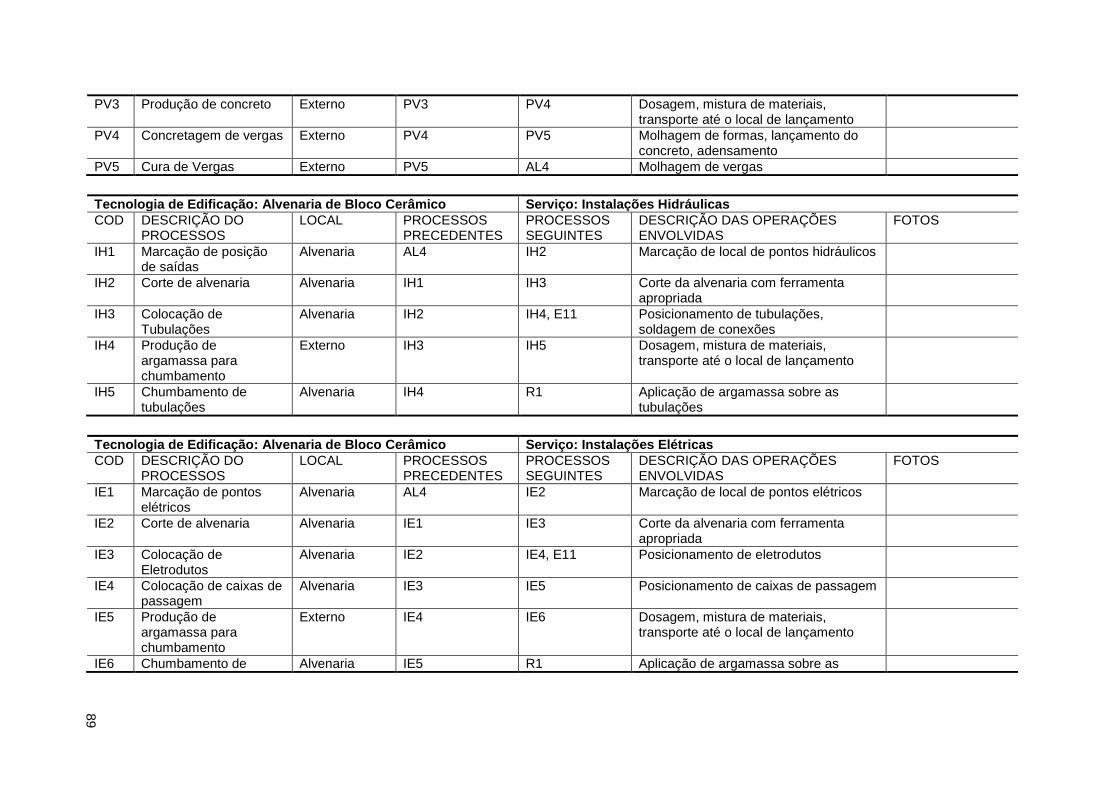
89
PV3 Produção de concreto Externo PV3 PV4 Dosagem, mistura de materiais, transporte até o local de lançamento
PV4 Concretagem de vergas Externo PV4 PV5 Molhagem de formas, lançamento do concreto, adensamento
PV5 Cura de Vergas Externo PV5 AL4 Molhagem de vergas
Tecnologia de Edificação: Alvenaria de Bloco Cerâmico Serviço: Instalações Hidráulicas COD DESCRIÇÃO DO
PROCESSOS LOCAL PROCESSOS
PRECEDENTES PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS
FOTOS
IH1 Marcação de posição de saídas
Alvenaria AL4 IH2 Marcação de local de pontos hidráulicos
IH2 Corte de alvenaria Alvenaria IH1 IH3 Corte da alvenaria com ferramenta apropriada
IH3 Colocação de Tubulações
Alvenaria IH2 IH4, E11 Posicionamento de tubulações, soldagem de conexões
IH4 Produção de argamassa para chumbamento
Externo IH3 IH5 Dosagem, mistura de materiais, transporte até o local de lançamento
IH5 Chumbamento de tubulações
Alvenaria IH4 R1 Aplicação de argamassa sobre as tubulações
Tecnologia de Edificação: Alvenaria de Bloco Cerâmi co Serviço: Instalações Elétricas COD DESCRIÇÃO DO
PROCESSOS LOCAL PROCESSOS
PRECEDENTES PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS
FOTOS
IE1 Marcação de pontos elétricos
Alvenaria AL4 IE2 Marcação de local de pontos elétricos
IE2 Corte de alvenaria Alvenaria IE1 IE3 Corte da alvenaria com ferramenta apropriada
IE3 Colocação de Eletrodutos
Alvenaria IE2 IE4, E11 Posicionamento de eletrodutos
IE4 Colocação de caixas de passagem
Alvenaria IE3 IE5 Posicionamento de caixas de passagem
IE5 Produção de argamassa para chumbamento
Externo IE4 IE6 Dosagem, mistura de materiais, transporte até o local de lançamento
IE6 Chumbamento de Alvenaria IE5 R1 Aplicação de argamassa sobre as
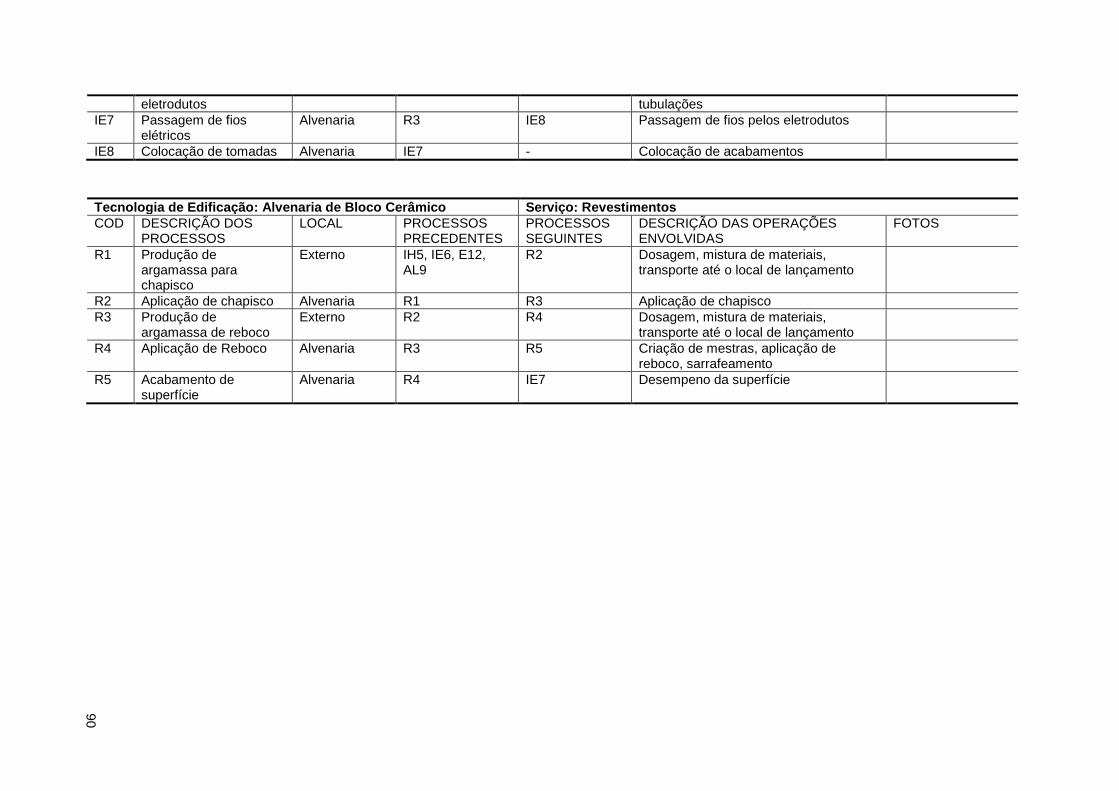
90
eletrodutos tubulações IE7 Passagem de fios
elétricos Alvenaria R3 IE8 Passagem de fios pelos eletrodutos
IE8 Colocação de tomadas Alvenaria IE7 - Colocação de acabamentos
Tecnologia de Edificação: Alvenaria de Bloco Cerâmi co Serviço: Revestimentos COD DESCRIÇÃO DOS
PROCESSOS LOCAL PROCESSOS
PRECEDENTES PROCESSOS SEGUINTES
DESCRIÇÃO DAS OPERAÇÕES ENVOLVIDAS
FOTOS
R1 Produção de argamassa para chapisco
Externo IH5, IE6, E12, AL9
R2 Dosagem, mistura de materiais, transporte até o local de lançamento
R2 Aplicação de chapisco Alvenaria R1 R3 Aplicação de chapisco R3 Produção de
argamassa de reboco Externo R2 R4 Dosagem, mistura de materiais,
transporte até o local de lançamento
R4 Aplicação de Reboco Alvenaria R3 R5 Criação de mestras, aplicação de reboco, sarrafeamento
R5 Acabamento de superfície
Alvenaria R4 IE7 Desempeno da superfície
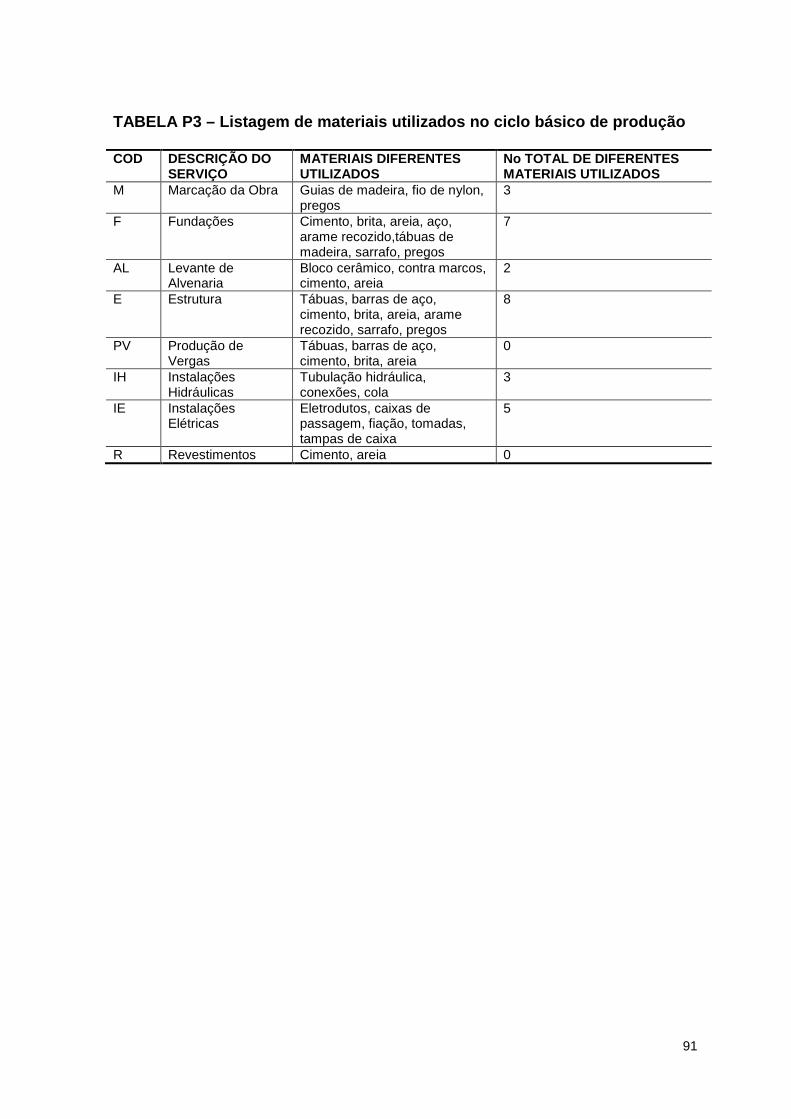
91
TABELA P3 – Listagem de materiais utilizados no cic lo básico de produção COD DESCRIÇÃO DO
SERVIÇO MATERIAIS DIFERENTES UTILIZADOS
No TOTAL DE DIFERENTES MATERIAIS UTILIZADOS
M Marcação da Obra Guias de madeira, fio de nylon, pregos
3
F Fundações Cimento, brita, areia, aço, arame recozido,tábuas de madeira, sarrafo, pregos
7
AL Levante de Alvenaria
Bloco cerâmico, contra marcos, cimento, areia
2
E Estrutura Tábuas, barras de aço, cimento, brita, areia, arame recozido, sarrafo, pregos
8
PV Produção de Vergas
Tábuas, barras de aço, cimento, brita, areia
0
IH Instalações Hidráulicas
Tubulação hidráulica, conexões, cola
3
IE Instalações Elétricas
Eletrodutos, caixas de passagem, fiação, tomadas, tampas de caixa
5
R Revestimentos Cimento, areia 0

92
Anexo 6 – Diagrama adaptado de precedências da alve naria de bloco cerâmico
M1 F4 F3
F2
F5
F6
F10
F1
M2
F11 AL1
F9
F8
F7
AL2
AL3
AL4
PV1
PV2
1 1
PV3
PV4
PV5
AL6
AL7
AL8
AL9
IH1
IH2
IH3
IH4
IH5
IE1
IE2
IE3
IE4
IE5
IE6
IE7
IE8
R1
R2
R3
R5
E1
E2
E3
E4
E5
E6
E7
E8
E9
E10
E11
E12
4
4
AL5
R4