universidade de sÃo paulo escola de engenharia de … · ao prof. dr. rosalvo tiago ruffino pelas...
TRANSCRIPT
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE SÃO CARLOS
DEPARTAMENTO DE ENGENHARIA MECÂNICA
TÉCNICAS DE PROJETO APLICADAS NO DESENVOLVIMENTO DE UM MICROPOSICIONADOR
ANGULAR
LUCIANA MONTANARI, Enga. Mecânica
Dissertação apresentada à Escola de Engenharia de São Carlos, Universidade de São Paulo, como parte dos requisitos para obtenção do título de Mestre em Engenharia Mecânica
Orientador: Prof. Jaime Gilberto Duduch, Ph.D.
São Carlos - 1999 -


Aos meus pais Heitor e Zélia,
aos meus irmãos Nelci, Suzelei, Adevair e Geovana
e a minha sobrinha Anna.

AGRADECIMENTOS
Agradeço a Deus por tudo.
Ao Prof. Dr. Jaime Gilberto Duduch pela orientação e amizade.
Ao meu grande amigo e Co-orientador Prof. Juan Carlos Campos
Rubio (UFMG) pela sugestões, discussões e empenho em ajudar-me em
toda a realização desse trabalho.
Ao Fernando Santoro pelas discussões sobre modelagem e
simulações, pela sua paciência e especialmente pela sua amizade.
À Kelen e Gi por serem grandes amigas e companheiras.
Ao Prof. Dr. Rosalvo Tiago Ruffino pelas dicas sobre teoria de projeto.
Aos meus amigos e companheiros de laboratório Helder, Renatão,
Pagotto e Rogério pela ajuda e discussões sobre o trabalho, além de
proporcionarem um ótimo ambiente de trabalho.
Ao Prof. Dr. Arthur José Vieira Porto pela ajuda sempre que
necessária.
Ao Godoy que ajudou-me, principalmente com problemas
relacionados a computador e especialmente pelo seu companheirismo.
Aos meus amigos da pós Fabiana, Rodrigo, Mariano, Volnei, Ana
Lúcia, Marcello (Barata), Marcelo (Barrão), Claudião, Zé Luiz, Geraldo,
Celso, Neilor, Teodora, Richard, Panamá, Alexandre (Chiquinho), Alexandre,
Klauss, Dinho, Schammas, Leonardo, Rogério, Paulo, Jalon, Fabrício Flores,
Fabrício Tadeu, Vagner, Rosenda, Denise, Toddy, Luciano.
Ao José pelas discussões relacionadas a problemas matemáticos.
Ao Deivid e ao Gustavo Cristiano Pereira pela ajuda nos desenhos.
À D. Nilza e Sr. Romualdo pelo carinho e atenção com que me
receberam e aos deliciosos almoços de domingo.
Às meninas da secretaria, Ana Paula e Beth, pela disposição em
ajudar-me sempre que necessário. Em especial à Beth pelas suas orações e
carinho.
Ao Fer pela sua amizade e ajuda desde a minha chegada a São
Carlos.
Aos meus amigos do vôlei: Marisa, Cecília, Tati, Sabrina, Cris,
Juliana, Flávia, Malu, Sissy, Teresinha, Virgínia, Vanessa, Eveline, Virgílio,
James, Batman, Júlio, Tanão, Fabiano, Daniel, Mô, Klein, Marquinhos,
Pochete, Bisteca e Joel.
Ao CNPq pelo apoio financeiro concedido durante o desenvolvimento
deste trabalho.
Agradecimento especial aos meus pais e irmãos pelo incentivo e
apoio em todos os momentos.
Sumário i
SUMÁRIO
LISTA DE FIGURAS ......................................................................................iv
LISTA DE TABELAS ......................................................................................vi
LISTA DE ABREVIATURAS E SIGLAS ........................................................vii
LISTA DE SÍMBOLOS ..................................................................................viii
RESUMO ........................................................................................................x
ABSTRACT ....................................................................................................xi
1 – INTRODUÇÃO ..........................................................................................1
1.1 - Aspectos gerais .........................................................................1
1.2 - Justificativas ..............................................................................5
1.3 - Objetivos ....................................................................................6
2 - REVISÃO DA LITERATURA .....................................................................9
2.1 - Projeto .......................................................................................9
2.1.1 - A história do projeto em engenharia ...............................9
2.1.2 - Definições de projeto ....................................................11
2.1.3 - Métodos de projeto de engenharia ...............................12
2.1.4 - Métodos sistemáticos de projeto ..................................14
2.1.5 - Morfologia do processo de projeto ................................18
2.1.6 - Modelos prescritivos .....................................................19
2.1.7 - Uma avaliação crítica dos modelos prescritivos ...........30
2.1.8 - Um estudo mais profundo do modelo de Krick .............33
2.1.8.1 - Formulação do problema .....................................34
2.1.8.2 - Análise do problema .............................................35

Sumário ii
2.1.8.3 - Procura de soluções .............................................35
2.1.8.4 - Tomada de decisão ..............................................37
2.1.8.5 - Especificação da solução .....................................42
2.1.9 - Conclusão .....................................................................43
2.2 - Sistemas Posicionadores de Precisão ....................................43
2.2.1 - Considerações gerais ...................................................44
2.2.2 - Classificação dos sistemas de posicionamento ............45
2.2.3 - Estrutura funcional de um posicionador ........................46
2.2.4 - Componentes de um posicionador ...............................48
2.2.4.1 - Guias de movimento ............................................49
2.2.4.2 - Transmissões mecânicas conversoras ................55
2.2.4.3 - Acionamento .......................................................58
2.2.4.4 - Sensores ..............................................................63
2.2.5 - Conclusão .....................................................................70
3 - METODOLOGIA DE PROJETO ..............................................................71
3.1 - A escolha do modelo ...............................................................71
3.2 – Análise técnica ..........................................................................72
3.2.1 - Procura de soluções ....................................................72
3.2.2 - Princípio de funcionamento...........................................74
3.2..3 - Análise de valor ............................................................75
4 – MODELAGEM CINEMÁTICA .................................................................79
4.1 – Introdução ................................................................................79
4.2 – Definição de Matriz de Transformação Homogênea ...............79
4.2.1 - Movimento de translação ..............................................81
4.2.2 - Movimento de rotação ..................................................83
Sumário iii
4.3 - Descrição do mecanismo ........................................................86
4.4 - Sistema de coordenadas cartesianas .....................................87
4.5 - Análise cinemática ...................................................................89
4.6 - Descrição dos movimentos para os atuadores .......................89
4.6.1 - Atuador B ......................................................................90
4.6.2 - Atuador A ......................................................................94
4.6.3 - Atuador C ......................................................................98
5 – SIMULAÇÕES ......................................................................................105
6 - CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS .......114
BIBLIOGRAFIA ...........................................................................................118
APÊNDICE – Desenhos do microposicionador angular
Lista de Figuras iv
LISTA DE FIGURAS
FIGURA 1.1 – O desenvolvimento da usinagem no século XX (TANIGUCHI,
1983) .........................................................................................2
FIGURA 1.2: Esquema da localização do posicionador. ................................7
FIGURA 2.1 – Representação de um sistema .............................................16
FIGURA 2.2 – Decomposição da caixa preta ...............................................16
FIGURA 2.3 – Modelo de Watts (EVBUOMWAN et al., 1996) .....................22
FIGURA 2.4 – Modelo de Marples (EVBUOMWAN et al., 1996) .................23
FIGURA 2.5 – Modelo de Archer (EVBUOMWAN et al., 1996) ....................24
FIGURA 2.6 - Modelo de Krick .....................................................................25
FIGURA 2.7 – Modelo de Nigel Cross ..........................................................26
FIGURA 2.8 – Modelo de French (EVBUOMWAN et al., 1996) ...................28
FIGURA 2.9 – Modelo VDI 2221 (MARIBONDO et al., 1998) ......................30
FIGURA 2.10 – Modelo de Krick ..................................................................34
FIGURA 2.11 – Passos da avaliação das variantes .....................................40
FIGURA 2.12 - Estrutura funcional de um posicionador ..............................47
FIGURA 2.13 – Curvas características de atrito em guias (LICHTBLAU,
1989) .......................................................................................50
FIGURA 2.14 – (a) Esquema construtivo de um PZT (PHYSIK
INSTRUMENTE, 1992); (b) Tipo de PZT comercial ................62
FIGURA 2.15 – Princípio operacional de um laser interferométrico
(TAVARES, 1995) ...................................................................67
FIGURA 2.16 – Interferômetro de Michelson ...............................................68
FIGURA 2.17 – Interferômetro de Fizeau .....................................................69
FIGURA 3.1 - Tipos construtivos de posicionadores angulares - (a) cunha de
encosto angular, (b) cunha de apoio semi-esférico, (c)
transmissão por came, (d) posicionador micrométrico
diferencial, (e) transmissões rotativas, (f) plataforma de Stewart
..................................................................................................73
FIGURA 4.1 – Sistema de coordenadas cartesianas ...................................80
Lista de Figuras v
FIGURA 4.2 – Rotação do sistema (XL, YL, ZL) em torno do eixo XR ........83
FIGURA 4.3 – Rotação do sistema (XL, YL, ZL) em torno do eixo YR ........84
FIGURA 4.4 – Rotação do sistema (XL, YL, ZL) em torno do eixo ZR .........85
FIGURA 4.5 – Esquema do posicionador angular ........................................86
FIGURA 4.6 – Sistema absoluto de coordenadas OXYZ, segundo a regra da
mão direita ...............................................................................87
FIGURA 4.7 - Posição do sistema absoluto de coordenadas OXYZ no
posicionador ............................................................................88
FIGURA 4.8 – Posicionador na posição inicial .............................................88
FIGURA 5.1 – Esquema do posicionador mostrando os ângulos de rotação
em torno de X e Y ...............................................................105
FIGURA 5.2 – Variação dos ângulos 1 e 2 ..............................................106
FIGURA 5.3 – Fixação do ângulo 2 e variação do ângulo 1 .....................108
FIGURA 5.4 – Fixação do ângulo 1 e variação do ângulo 2 .....................109
FIGURA 5.5 – Posição inicial do posicionador no referencial relativo ........110
FIGURA 5.6 – Variação dos ângulos 1 e 2 para l=60 mm ........................111
FIGURA 5.7 – Fixação do ângulo 2 e variação do ângulo 1 para l=60 mm
.............................................................................................112
FIGURA 5.8 – Fixação do ângulo 1 e variação do ângulo 2 para l=60 mm
.............................................................................................113

Lista de Tabelas vi
LISTA DE TABELAS
TABELA 2.1 – Determinação do valor global (HÖNHE, 1990b) ...................42
TABELA 2.2 – Comparação entre guias de precisão ...................................52
TABELA 2.3 – Característicos técnicos de mancais de precisão .................55
TABELA 2.4 – Propriedades das características de diferentes fusos (WECK
et al., 1998) ..............................................................................58
TABELA 2.5 – Dados comparativos de sistemas de medição (TAVARES,
1995) .......................................................................................66
TABELA 3.1 - Fatores de importância ..........................................................76
TABELA 3.2 – Determinação do valor global do posicionador .....................77
Lista de Abreviaturas e Siglas vii
LISTA DE ABREVIATURAS E SIGLAS
CNC – Comando numérico computadorizado
IC - Circuitos integrados
PZT - Atuadores piezoelétricos
VDI - Verein Deutscher Ingenieure
Lista de Símbolos viii
LISTA DE SÍMBOLOS
A - amplitude
d –translação do ponto central do posicionador na direção Z
dA – deslocamento do atuador A
dB - deslocamento do atuador B
dC – deslocamento do atuador C
Dm, Dn – decisões
E - ambiente particular
i = variante
i
- vetor unitário da direção X
j = critério
j
- vetor unitário da direção Y
k
- vetor unitário da direção Z
l – distância dos atuadores ao centro do mecanismo
n = número de critérios
N - fatores externos
Owvj = valor global
P - exigências do projeto
Ra – rugosidade média
v - velocidade de movimento
vij = sub-valor da variante i em relação ao critério j
vmax = valor máximo de todas as variantes
wi = peso i-ésimo do critério j
Xi = valor global segundo o valor máximo
XL, YL, ZL - coordenadas do sistema de referência
XR, YR, ZR - coordenadas do sistema absoluto
- comprimento de onda
A - coeficiente de atrito
1 – giro em torno do eixo X
2 – giro em torno do eixo Y

Lista de Símbolos ix
- produto final
- freqüência
Resumo x
RESUMO
MONTANARI, L. (1999). Técnicas de projeto aplicadas no desenvolvimento
de um microposicionador angular. 126p. Dissertação (Mestrado) –
Escola de Engenharia de São Carlos, Universidade de São Paulo.
Para se obter alto desempenho em máquinas-ferramenta de
ultraprecisão, são necessários o desenvolvimento de sistemas de
posicionamento e o controle de movimento, os quais não raramente devem
operar com resolução e repetibilidade na faixa submicrométrica. A utilização
das modernas técnicas de metodologia de projeto auxiliam no
desenvolvimento deste tipo de sistema. Neste trabalho são discutidas e
analisadas as diversas alternativas disponíveis para os elementos
constituintes do sistema de posicionamento. Aspectos críticos como
cinemática, acionamento, guias e apoios são estudados e confrontados
usando o método de análise de valor. E baseados no resultado do estudo
prévio, obtém-se um sistema híbrido para microposicionamento angular de
alta rigidez e ampla largura de banda, capaz de posicionar uma superfície
com resolução angular inferior a 4.10-5 graus. Através das técnicas de
modelagem, pode-se verificar a funcionalidade desse sistema projetado,
quanto ao seu comportamento estático e dinâmico. Uma modelagem
cinemática é apresentada com o objetivo de auxiliar na veracidade do
projeto do posicionador angular, através da qual pretende-se observar a
influência de cada ponto de apoio no posicionamento final. São
apresentados os resultados obtidos em simulações numéricas, as quais
constatam não só o próprio desempenho do posicionador, como também, a
validade da técnica utilizada.
Palavras-chave: projeto; ultraprecisão; microposicionamento; atuadores;
cinemática.
Abstract xi
ABSTRACT
MONTANARI, L. (1999). Design techniques applied to development of an
angular micro-positioner. 126p. Dissertação (Mestrado) – Escola de
Engenharia de São Carlos, Universidade de São Paulo.
In order to achieve high performance in ultra-precision machine tools,
appropriate capability is required of motion control and positioning systems
which have to operate at resolutions and repeatability in the sub-micrometre
range. Machining may reach high levels of precision through the use of
suitable sensors, actuators and controllers so that the development of micro-
positioner with low backlash, high bandwidth and accuracy is a crucial aspect
of high precision machining technology. Modern design techniques can
greatly assist in the development and design of such systems. In this work,
several design options for the elements of a positioning system are
discussed and analysed. Critical aspects such as kinematics, driving and
bearings are studied and compared using the value analysis method. A
hybrid system based upon the results of this study is proposed which
combines the best characteristics of each design option. The system
possesses the capability of positioning a workpiece and/or tool angularly
and/or linearly (micro-tilt stage) with a resolution better than 4 10-5 arc degree
and high stiffness and bandwidth. Through modelling techniques, it is
possible to verify the static and dynamic behaviour of the system. A
kinematics model of the micro-tilt stage is presented in order to establish a
relationship between the displacement of the actuators and the final position
of the stage. It is anticipated that such an approach will be required in respect
of interferometric feedback control. Simulations of the model are performed
showing that the technique applied is valid and the system fulfils the
requirements for ultra-precision design.
Keywords: design; ultra-precision; micro-positioning; actuators; kinematics
Capítulo 1 1
CAPÍTULO 1
INTRODUÇÃO
1.1 – Aspectos gerais
Indústrias de alta tecnologia como as de informática, microeletrônica,
óptica e mecânica de precisão têm procurado desenvolver constantemente
pesquisas em diversas áreas como as dos materiais, de instrumentação, de
controle e fabricação, no intuito de produzir componentes e equipamentos
cada vez mais precisos e de melhor qualidade.
Um fator de grande importância para a produção de diversos
componentes, tem sido o significativo desenvolvimento que equipamentos de
fabricação e instrumentos de medição de precisão têm alcançado nas
últimas décadas. TANIGUCHI (1983) analisou historicamente este
desenvolvimento e extrapolou para o futuro sua provável tendência. Estas
informações foram sintetizadas em um diagrama reproduzido na FIGURA
1.1, onde são apresentados também diversos equipamentos de fabricação e
instrumentos de medição que atuam em diferentes graus de exatidão.
Particularmente, nestes últimos quinze anos, ocorreu nas mais diversas
áreas da ciência e da tecnologia, o surgimento da nanotecnologia, onde a
grandeza física na qual se trabalha é da ordem de 10-9 m (IKAWA et al.,
1987; TANIGUCHI, 1992 & PENTEADO, 1996). Essa busca incessante da
“perfeição” é uma característica inerente da engenharia de precisão, o que

Capítulo 1 2
torna inevitável que os equipamentos de precisão de hoje venham a se
tornar os equipamentos comuns do futuro (WATANABE, 1992).
FIGURA 1.1 – O desenvolvimento da usinagem no século XX (TANIGUCHI,
1983)
À medida que as características metrológicas e de acabamento
superficial tornam-se mais críticas, o desempenho da máquina-ferramenta
cresce em importância. Desta forma, quando ingressamos no campo da
mecânica de precisão, o desempenho desejado das máquinas-ferramenta
destinadas à fabricação de componentes de elevada precisão de forma e
rugosidade superficial (na faixa de 10 nm Ra; como por exemplo, moldes
para lentes, discos de memória de computador, lentes e espelhos para
sistemas ópticos), demandam a utilização de máquinas com melhor precisão
de posicionamento (DOWN et al.,1991; HARA et al., 1990 & IKAWA et al.,
1991). Uma exigência muito comum para a obtenção de espelhos para
Capítulo 1 3
sistemas ópticos é a necessidade de movimentos com resolução de 0,01 m
livres de folga, num curso aproximado de 1-2 mm para cargas entre 20 a
2000 N (LANGENBECK, 1992). Dentro das modernas técnicas de
manufatura, existe ainda, a produção de tecnologia de circuitos integrados
(IC), que exige geometria submicromética com resolução de posicionamento
na ordem de 0,1 m (TAYLOR & TU, 1996).
O crescente aumento nas exigências em relação à precisão de forma
e qualidade superficial de elementos ópticos e em geral, dentro da classe de
mecânica de precisão, exige-se um constante aperfeiçoamento no
desempenho das máquinas-ferramenta para a usinagem de ultraprecisão.
Estas máquinas, apesar de apresentarem um desempenho
excepcional com relação à precisão e também à produtividade, ainda são
desenvolvidas de acordo com os conceitos básicos de projeto mecânico,
onde a grande diferença se encontra na precisão com que cada componente
é fabricado individualmente (PURQUERIO et al., 1994).
Na fabricação de ultraprecisão, como no caso de componentes para
aplicações em equipamentos mecânicos, ópticos e eletrônicos são
necessárias máquinas que apresentam rigidez e precisão de posicionamento
que garantam a qualidade nanométrica. Seu elevado grau de
desenvolvimento tem sido alcançado através de grandes esforços científicos
e tecnológicos, tanto no setor acadêmico quanto no industrial
(SCHROETER, 1997).
Os elementos mecânicos básicos que compõem uma máquina de
ultraprecisão são os responsáveis diretos pela qualidade da usinagem.
Devem apresentar elevada precisão, rigidez estática adequada e
estabilidade dimensional, a fim de minimizar toda e qualquer fonte de erro.
Essas características podem ser obtidas através da concepção correta do
projeto e da definição dos materiais utilizados.
Capítulo 1 4
Movimentos relativos indesejáveis entre a peça e a ferramenta
provocados por erros na árvore ou nas guias, variações no avanço,
comportamento térmico da máquina, deformações da estrutura devido ao
peso próprio ou forças de usinagem, assim como comportamento dinâmico
relacionado à vibrações e outros fatores, poderão ter grande influência sobre
a rugosidade, qualidade dimensional ou de forma da peça produzida
(KANIZAR et al, 1996). Devido a isto, uma máquina-ferramenta de usinagem
para ser classificada como de ultraprecisão, deve possuir características
peculiares de extrema importância. Estas características são: elevada
rigidez, isolamento de vibrações, estabilidade térmica, precisão de
posicionamento (repetibilidade e resolução), alto grau de retilineidade das
guias, entre outras (SCHROETER, 1997).
Desta forma, para que determinada máquina possa operar na faixa
submicrométrica, são necessárias modificações que muitas vezes tornam
este processo altamente dispendioso, sendo ainda, economicamente
inviável.
O principal objetivo almejado para a melhoria do desempenho das
máquinas-ferramenta de precisão é a geração de deslocamentos relativos
entre ferramentas e peças o mais próximo possível do planejado. Neste
sentido, as máquinas-ferramenta para usinagem de ultraprecisão necessitam
de sistemas de posicionamento de alta resolução, assim como de sistemas
de correção de erros necessários para corrigir erros provindos dos seus
elementos constituintes. Esta é uma das maneiras mais direta de se
alcançar a precisão desejada, sem dispor de grandes recursos econômicos.
Os avanços em sistemas de microposicionamento surgem, na maioria
das vezes, apoiados em desenvolvimentos de sensores de posição e na
tecnologia de software de controle. O controle de posição é realizado através
do uso de atuadores piezoelétricos, os quais possuem resolução
extremamente fina, mas com alcance limitado. Sistemas projetados com
sensores de posição apropriados e avançadas estratégias de controle
Capítulo 1 5
podem reduzir erros típicos de movimento a um nível abaixo de 4,5 nm
(OTSUKA, 1992). Segundo ISHIHARA (1991), através do desenvolvimento
da tecnologia, os motores lineares são aplicados em sistemas de
posicionamento, aumentando também as aplicações em circuitos integrados.
Atuadores de movimento mais radicais como o piezoelétrico e atuadores
lineares ultrasônicos serão indubitavelmente desenvolvidos no futuro,
juntamente com a tecnologia dos microposicionadores (TOJO & SUGIHARA,
1989).
Em adição aos atuadores de movimento, o controle de
microposicionadores exigem sensores de posição de alto desempenho. Os
codificadores ópticos tradicionais são tipicamente substituídos por
interferômetros a laser (STEINMERTZ, 1990).
1.2 - Justificativas
Nos últimos anos, diversos posicionadores de alta precisão têm sido
desenvolvidos. A configuração mais tradicional consiste em dois sistemas de
posicionamento translativos montados ortogonalmente, onde cada eixo é
controlado independentemente.
Com o intuito de inovar os sistemas posicionadores existentes em
máquinas e equipamentos de ultraprecisão, proporcionando movimentos
angulares com resolução submicrométrica, este trabalho trata do projeto de
um microposicionador angular, através da utilização de modernas técnicas
de projeto, visando alcançar o desempenho otimizado num arranjo o mais
simplificado possível.
Foi feito um levantamento bibliográfico da teoria de Projeto,
observando suas metodologias e modelos a fim de encontrar algumas das
Capítulo 1 6
possíveis alternativas dos elementos constituintes de sistemas
posicionadores, com o intuito de obter êxito na resolução do problema, de
uma forma científica.
1.3 - Objetivos
Este trabalho tem como objetivo desenvolver um microposicionador
capaz de movimentar-se angularmente, seguindo passo a passo as técnicas
de projeto.
Propõe-se a utilização de sistemas de microposicionamento
modulares de alta resolução, capazes de posicionar elementos nas
máquinas com um alto grau de exatidão e rapidez, auxiliando tanto no
posicionamento relativo ferramenta/peça como na compensação de erros
sistemáticos presentes. Para tanto, são abordados aspectos do projeto e
construção de um sistema de microposicionamento angular de alta rigidez e
ampla largura de banda, capaz de posicionar uma superfície com uma
resolução angular inferior a 4.10-5 graus.
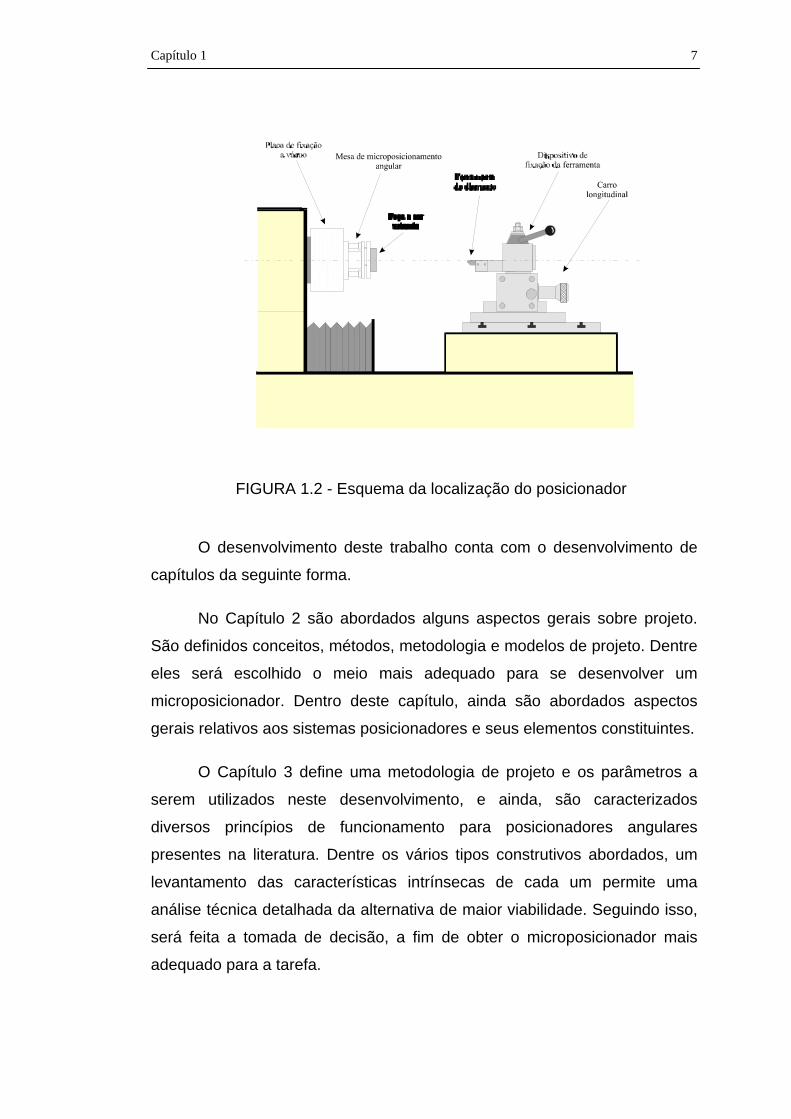
É prevista a utilização desse sistema de microposicionamento no
torno CNC (ASG 2500 Rank Pneumo do Laboratório de Ultraprecisão da
EESC – USP), como pode ser observado pelo esquema de localização da
FIGURA 1.2.
Capítulo 1 7
O desenvolvimento deste trabalho conta com o desenvolvimento de
capítulos da seguinte forma.
No Capítulo 2 são abordados alguns aspectos gerais sobre projeto.
São definidos conceitos, métodos, metodologia e modelos de projeto. Dentre
eles será escolhido o meio mais adequado para se desenvolver um
microposicionador. Dentro deste capítulo, ainda são abordados aspectos
gerais relativos aos sistemas posicionadores e seus elementos constituintes.
O Capítulo 3 define uma metodologia de projeto e os parâmetros a
serem utilizados neste desenvolvimento, e ainda, são caracterizados
diversos princípios de funcionamento para posicionadores angulares
presentes na literatura. Dentre os vários tipos construtivos abordados, um
levantamento das características intrínsecas de cada um permite uma
análise técnica detalhada da alternativa de maior viabilidade. Seguindo isso,
será feita a tomada de decisão, a fim de obter o microposicionador mais
adequado para a tarefa.
FIGURA 1.2 - Esquema da localização do posicionador

Capítulo 1 8
No Capítulo 4 é apresentada uma modelagem cinemática do
microposicionador selecionado, visando obter uma ferramenta matemática
que permita verificar e efetivar a sua funcionalidade.
No Capítulo 5 é apresentada uma simulação numérica.
No Capítulo 6 são apresentadas as conclusões e propostas para
trabalhos futuros.
Capítulo 2 9
CAPÍTULO 2
PROJETO E
SISTEMAS POSICIONADORES DE PRECISÃO – REVISÃO DA
LITERATURA
2.1 Projeto
Neste item, através da revisão da literatura pertinente a todo o
contexto da teoria de projeto, foi feito um levantamento da história do projeto
em engenharia, bem como suas definições, métodos, modelos, entre outros;
os quais podem ser perfeitamente observados a seguir.
2.1.1 A história do projeto em engenharia
O homem, desde seus primórdios, revelou-se muito astuto nas lutas e
batalhas ferozes para sobreviver. Não somente dominou seus inimigos
naturais como também a certo ponto, dominou a própria natureza. Isto
porque começou a moldar e usar, de forma apropriada, os recursos que a
natureza colocava a sua disposição. Aprendeu a modificar seu meio
ambiente de forma a adequá-lo às suas necessidades e obter vantagens
Capítulo 2 10
sobre outras criaturas. Desta forma, o homem tem estado, em todas as
épocas, melhorando seus meios de sobrevivência (QUIRINO, 1996).
A engenharia, como hoje se apresenta, é basicamente a resultante de
dois processos históricos que por muito tempo evoluíram à parte, sem
qualquer relação entre si. De um lado, o aparecimento gradual, através dos
séculos, de um especialista na solução de problemas cuja ocupação era
criar dispositivos, estruturas e processos de utilidades para o homem,
melhorando seus meios de sobrevivência. De outro, a rápida e recente
expansão dos conhecimentos científicos.
Assim permaneceu a engenharia por muitos séculos, a acumular, pela
simples experiência, os conhecimentos necessários à solução de seus
problemas. Com a Renascença, o nível de aprimoramento aumentou.
Entretanto, durante o período de desenvolvimento da máquina a vapor, no
século XVIII, os criadores de máquinas e estruturas baseavam-se
principalmente de conhecimentos empíricos e da sua capacidade criativa,
mas muito pouco da ciência (KRICK, 1970).
No século XIX, os engenheiros reconheceram as potencialidades das
novas descobertas da ciência, na solução de inúmeros problemas da
humanidade, e começaram a tirar proveito delas.
Atualmente, para a solução dos inúmeros problemas da humanidade,
aplicam-se conhecimentos mediante uma metodologia que compreende
matemática, computação, processos gráficos e outros. Para chegar ao
sistema desejado, os engenheiros utilizam um processo denominado
projeto. A importância do projeto na engenharia foi claramente identificada e
publicada por FEILDEN (1963) apud WALLACE & BURGESS (1995) e,
desde então, vem sendo repetida por todos os pesquisadores relacionados à
área.

Capítulo 2 11
2.1.2 Definições de projeto
Muitos projetistas, engenheiros e pesquisadores, através da
observação e experiência, expressam seus pontos de vista na definição de
projeto ou o que eles consideram ser o projeto. Alguns destes pontos de
vista são apresentados a seguir.
FEILDEN apud EVBUOMWAN et al. (1996): “Projeto de engenharia faz uso
de princípios científicos, informações técnicas e define uma estrutura
mecânica, máquina ou sistema para representar funções específicas com a
máxima economia e eficiência”.
FINKELSTEIN & FINKELSTEIN apud EVBUOMWAN et al. (1996): “Projeto é
o processo criativo que começa com uma exigência e acaba com a definição
de um sistema, utilizando um método na realização dessa definição”.
LUCKMAN apud EVBUOMWAN et al. (1996): “Projeto é o principal passo
em direção ao controle do seu ambiente. O processo de projeto é a
translação de informações na forma de exigências em soluções potenciais,
para encontrar as características exigidas”.
ARCHER apud EVBUOMWAN et al. (1996): “Projeto envolve um modelo
com intenção de concretizar na presença de um passo criativo”.
ASIMOW (1968); BACK (1983) e SUH (1990): “Projeto de engenharia é uma
atividade orientada para o atendimento das necessidades humanas,
principalmente daquelas que podem ser satisfeitas por fatores tecnológicos
de nossa cultura”.
As definições de projeto, dadas acima, refletem os vários pontos de
vista dos autores. Em geral, certas frases e palavras-chave podem ser
comuns. Por exemplo, exigências, soluções, especificações, criatividade,
restrições, princípios científicos, informações técnicas, entre outras. Fazendo
uso dessas palavras-chave, projeto pode ser descrito como:

Capítulo 2 12
“O processo de estabelecimento de exigências baseadas nas
necessidades humanas, transformando as especificações e funções
(assunto ou restrições) que são mapeadas em soluções de projeto (usando
criatividade, princípios científicos e conhecimentos técnicos) e que podem
ser economicamente produzidas” (EVBUOMWAN et al. 1996).
O processo de projeto envolve a definição do problema; a aplicação
de conhecimentos e da capacidade criadora à concepção de soluções
alternativas; a previsão do desempenho dessas soluções; a tomada de
decisões; a especificação da solução escolhida e uma grande variedade de
outras atividades.
A engenharia está fortemente relacionada com projetos. O que
distingue um projeto de engenharia de outros tipos de projetos é a extensão
da contribuição dos fatores tecnológicos utilizados na sua elaboração.
2.1.3 Métodos de projeto de engenharia
A atividade de projeto de engenharia, embora representada por
muitos séculos, praticamente não teve qualquer estrutura ou organização.
Foi somente depois da metade deste século que houve uma tentativa para
dar mais formalismo ao caminho para se chegar ao projeto, através dos
métodos de projeto.
O surgimento dos métodos de projeto se deu por volta dos anos de
1950 e 1960, como um desejo de se obter projetos de um modo mais
científico. Os métodos científicos surgiram para resolver os tipos mais
urgentes de problemas, como os decorrentes da Segunda Guerra Mundial -
chegando ao controle da técnica de tomada de decisão e ao
desenvolvimento de técnicas criativas nos anos de 50 (CROSS, 1993 &
SUH, 1990).

Capítulo 2 13
“O surgimento de novos métodos de projeto desencadeou uma série
de conferências nos anos de 1960 a 1980 - Londres, 1962 (Jones e
Thornley, 1963); Birmingham, 1965 (Gregory, 1966); Portsmouth, 1967
(Broadbent e Ward, 1969); Cambridge, Mass., 1969 (Moore, 1970); Londres,
1973; New York 1974 (Spillers, 1974); Berkeley, Calif., 1975, Portsmouth
novamente em 1976 (Evans et al., 1982) e mais uma vez em 1980 (Jacques
e Powel, 1981)” CROSS (1993).
Os primeiros livros de métodos ou metodologias de projeto também
surgiram neste período - ASIMOW (1962), ARCHER (1965), JONES (1970)
e BROADBENT (1973), juntos com os primeiros livros de criatividade de
projeto - GORDON (1961) e OSBORN (1963).
As metodologias de projeto foram sendo desenvolvidas ao longo dos
anos, com a intenção de “...satisfazer as necessidades de ensino em projeto,
organização de projeto, provisão de auxílio ao trabalho dos projetistas e
automação das informações de projeto” (FINKELSTEIN & FINKELSTEIN,
1983). Todas elas sugerem um fluxo de atividades com base em etapas, que
devem ser seguidas pelo projetista para que se possa, a partir da definição
da lista de requisitos de projeto, encontrar uma solução adequada para o
problema em estudo. De uma forma geral, todas elas procuram levantar as
demandas, estabelecer os requisitos de projeto, desenvolver o projeto
conceitual, o projeto preliminar, o projeto detalhado e, assim, chegar à
solução do problema (MARIBONDO et al., 1998).
Metodologia de projeto é definida como o estudo dos princípios,
práticas e procedimentos de projeto. Segundo CROSS (1984), metodologia
de projeto, inclui ainda, o estudo do trabalho de projeto, a estabilidade das
estruturas apropriadas para o processo do projeto, o desenvolvimento e
aplicação de novos métodos de projeto, técnicas e procedimentos, reflexão
da natureza de aplicação e extensão do conhecimento dos problemas de
projeto.
Capítulo 2 14
Existem muitos caminhos para encontrar a solução do problema em
estudo, ou seja, uma aproximação sistemática do projeto definitivo. Cada
projetista tem um critério particular para esta fase, pois cada problema pode
ter seu método específico de solução (RUFFINO, 1991).
2.1.4 Métodos sistemáticos de projeto
Todas as técnicas desenvolvidas nesta área de metodologia de
projeto são métodos sistemáticos para resolução de problemas, não
somente para auxiliar na síntese de novos projetos, mas também para
melhorar os projetos existentes (McKEOWN, 1988). Pode-se destacar
algumas destas técnicas desenvolvidas:
1. Árvores de decisão - a partir de um problema surgem diversos
subproblemas, isto é, idéias para resolução desse problema. E assim
sucessivamente até chegar à solução ideal do problema inicial
(ASIMOW, 1968).
2. Método morfológico – O método se baseia em uma carta morfológica ou
matriz de projeto e somente produz efeito no estágio de apresentação de
idéias alternativas. Para usar esta matriz de projeto, com este objetivo, é
de fundamental importância que o projetista tenha estabelecido suas
especificações (RUFFINO, 1991).
3. Sinergia - o termo sinergia foi adotado para a tradução de Synectics. Este
método tem-se mostrado bastante eficiente em produzir boas invenções
e é aplicável em problemas complexos e abstratos. A sinergia foi
desenvolvida como uma deliberada imitação do modo como a mente de
um indivíduo trabalha quando está na sua melhor forma. O método
comprime este trabalho num período de tempo mais curto, forçando
Capítulo 2 15
idéias e associações em vez de esperar que surjam espontaneamente
(BACK, 1983).
4. PABLA (Problem Analysis by Logical Approach) – Este método baseia-se
no preenchimento de quatro cartas, obrigando com isto o projetista a
percorrer todas as fases do processo de projeto, o que deve conferir uma
correta atitude para a sua solução. Com isto, evita-se também a
tendência do projetista de, na primeira fase do projeto, tomar o lápis e
começar a desenhar (RUFFINO, 1991).
5. Técnica de Inteligência Artificial – é a aplicação da técnica de redes
neurais artificiais na resolução de problemas, principalmente em projetos
de automação (SMITH & BROWNE, 1993).
6. Análise de valor – é o método que aplica uma análise altamente técnica e
lógica com o objetivo de se chegar na melhor solução de um problema de
projeto.
7. Brainstorming - “esta técnica foi introduzida por Alex Osborn em 1939. A
técnica é baseada no princípio de associação e tem como objetivo básico
estimular um grupo de pessoas a detectar problemas ou produzir idéias e
soluções para questões existentes de maneira rápida e direta” (BACK,
1983).
8. Inversão - o método consiste em observar um problema complexo de
uma forma diferente da tradicional, ou seja, de modo invertido. Neste
método, as palavras usadas são: inverter de posição, inverter os
movimentos, de dentro para fora, de modo a obter outras idéias (BACK,
1983).
9. Analogia - soluções de problemas são sugeridas muitas vezes a partir de
situações análogas e encontradas na natureza e mesmo na literatura
(BACK, 1983).
Capítulo 2 16
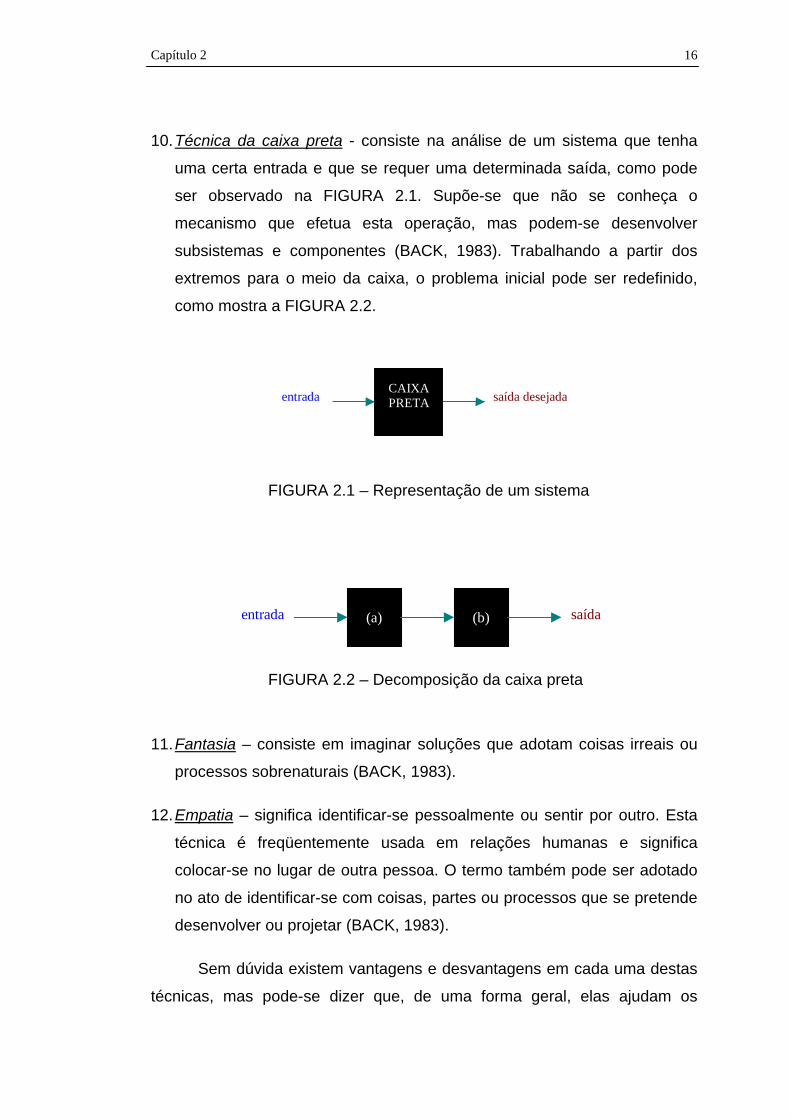
10. Técnica da caixa preta - consiste na análise de um sistema que tenha
uma certa entrada e que se requer uma determinada saída, como pode
ser observado na FIGURA 2.1. Supõe-se que não se conheça o
mecanismo que efetua esta operação, mas podem-se desenvolver
subsistemas e componentes (BACK, 1983). Trabalhando a partir dos
extremos para o meio da caixa, o problema inicial pode ser redefinido,
como mostra a FIGURA 2.2.
CAIXAPRETAentrada saída desejada
(a) (b) saídaentrada
11. Fantasia – consiste em imaginar soluções que adotam coisas irreais ou
processos sobrenaturais (BACK, 1983).
12. Empatia – significa identificar-se pessoalmente ou sentir por outro. Esta
técnica é freqüentemente usada em relações humanas e significa
colocar-se no lugar de outra pessoa. O termo também pode ser adotado
no ato de identificar-se com coisas, partes ou processos que se pretende
desenvolver ou projetar (BACK, 1983).
Sem dúvida existem vantagens e desvantagens em cada uma destas
técnicas, mas pode-se dizer que, de uma forma geral, elas ajudam os
FIGURA 2.1 – Representação de um sistema
FIGURA 2.2 – Decomposição da caixa preta
Capítulo 2 17
projetistas a tomar as melhores decisões em todos os estágios do processo
de projeto, envolvendo assim, todas as causas. Esses métodos exigem que
muitos projetistas tomem parte simultânea no processo de projeto e
asseguram a responsabilidade tanto na recuperação quanto na produção de
projeto. Um possível perigo através do uso de metodologia de projeto é que,
se não tratado cuidadosamente, pode sufocar a intuição e a criatividade.
A técnica de análise de valor é, provavelmente, o desenvolvimento
mais importante nesta categoria, por ser uma análise extremamente técnica
e lógica. Qualquer projeto que não for submetido a uma análise de valor
apresenta baixo nível de qualidade (McKEOWN, 1988). A principal função da
aplicação da técnica de análise de valor é analisar um projeto
detalhadamente e fazer as mudanças convenientes que resultam em grande
eficiência. Essa análise pode ser realizada através da aplicação de conceitos
matemáticos.
Neste trabalho, propõe-se a definição de uma metodologia de projeto
para sistemas de microposicionamento de alta resolução. Viu-se a
necessidade de se aplicar uma análise técnica e lógica para obtenção do
microposicionador angular com a melhor funcionalidade e desempenho
dinâmico possível. Este posicionador deve ser capaz de posicionar
elementos nas máquinas com alto grau de exatidão e rapidez, auxiliando
tanto no posicionamento relativo ferramenta/peça como na compensação de
erros sistemáticos presentes no sistema dinâmico, atenuando distúrbios
presentes no processo de corte (MONTANARI et al., 1998). Trata-se,
portanto, de um sistema complexo que engloba vários parâmetros técnicos.
De acordo com a literatura, são caracterizados diversos princípios de
funcionamento para microposicionador angular. Dentre os vários tipos
construtivos em estudo, um levantamento das características intrínsecas de
cada um permite uma análise técnica detalhada da alternativa de maior
viabilidade.
Capítulo 2 18
Como forma de auxiliar na tomada de decisão, será utilizado o
método de análise de valor, já que esta técnica oferece os recursos
fundamentais para se obter com sucesso a resolução do problema. Aspectos
como cinemática, acionamento, guias e apoios são estudados e
confrontados.
2.1.5 Morfologia do processo de projeto
O projeto de um componente ou de um sistema apresenta, em cada
caso, características e peculiaridades próprias. À medida que um projeto é
iniciado e desenvolvido, desdobra-se uma seqüência de eventos em ordem
cronológica, formando um modelo que sempre será comum a todos os
projetos (ASIMOW, 1968). Estes eventos de projeto são, de forma geral,
distintos e devem ser seqüenciados e encaixados de modo a transformar
recursos em objetos úteis.
Os modelos de projeto são representações de filosofias ou
estratégias, propostas para mostrar como pode ser feito o projeto. De acordo
com os pontos de vista filosóficos, existem duas classes principais de
modelos de projeto, chamadas modelos descritivos e modelos prescritivos.
Os modelos prescritivos tendem a olhar o projeto através de uma
perspectiva global, adotando um procedimento e seguindo-o passo a passo.
Os modelos descritivos envolvem as ações e as atividades dos projetistas
durante a execução do projeto (EVBUOMWAN et al., 1996).
Mais recentemente, outros grupos de modelos conhecidos como
modelos computacionais têm começado a despontar. Esses modelos usam
técnicas computacionais numéricas e qualitativas e técnicas de inteligência
artificial.

Capítulo 2 19
Considerando o projeto de um microposicionador angular para
mecânica de precisão, será adotado o modelo prescritivo. Esta escolha é
justificada pelo fato desse modelo analisar o problema apresentado de uma
forma global e apresentar um algoritmo sistemático para a elaboração do
projeto, onde todo o procedimento a ser seguido é especificado passo a
passo antes de se iniciar a execução do processo de projeto. Enquanto no
modelo descritivo, como comentado, são tomadas atitudes durante a
execução do processo de projeto. Ainda não há a necessidade de utilizar
recursos dispendiosos, tais como nos modelos computacionais, onde neste
caso, são utilizados computadores mais avançados, software, programas de
cálculos, etc.
2.1.6 Modelos prescritivos
Esses modelos, em geral, tendem a prescrever o processo de projeto
de uma forma global, sugerindo o melhor caminho para a sua execução.
Eles usualmente oferecem um algoritmo sistemático para proceder na
execução do projeto, através de uma metodologia particular.
A seguir são apresentados alguns modelos prescritivos, com suas
principais características. Dentre estes, será escolhido o modelo que mais se
adequa à realização do projeto do microposicionador angular proposto.
Modelo de J. C. Jones
O modelo de Jones é constituído basicamente por três estágios:
análise, síntese e evolução do problema. O primeiro estágio engloba a
descrição de todos e quaisquer fatores relacionados ao problema. No

Capítulo 2 20
segundo estágio, são usadas técnicas de criatividade, como por exemplo
“brainstorming”, para gerar idéias e soluções das especificações. Fazendo
uma iteração entre as idéias surgidas no processo criativo e os fatores
relacionados ao problema do primeiro estágio, surge uma combinação
parcial das soluções compatíveis. No último estágio do modelo, são
envolvidas atividades de operação e manufatura do produto, além da
detecção de erros que possam ser corrigidos (JONES, 1970). Esse modelo
destaca a necessidade de estabelecer especificações como solução do
problema proposto, através de iterações entre os fatores de projeto.
Modelo de Asimow
ASIMOW (1968) exibe o processo de projeto em sete fases, sendo as
três primeiras fases primárias e as últimas fases relacionadas com o ciclo de
produto-consumo. Neste trabalho é dado enfoque apenas às três primeiras
fases, pois é a partir daí que inicia-se o processo de projeto. As três fases
representadas são: estudo da exeqüibilidade do projeto, projeto preliminar e
projeto detalhado.
1. Estudo da exeqüibilidade do projeto: tem como objetivo reunir um
conjunto de soluções úteis para os problemas do projeto. São geradas
soluções plausíveis e, essas soluções, são analisadas a fim de se obter a
realização física, econômica e financeira do produto.
2. Projeto preliminar: a meta do projeto preliminar é estabelecer qual das
alternativas propostas apresenta a melhor concepção para o projeto. Os
aspectos críticos do projeto devem ser verificados com a finalidade de se
validar sua concepção e de se fornecerem as informações essenciais
para a fase posterior.
Capítulo 2 21
3. Projeto detalhado: fornece as descrições de engenharia do projeto
verificado. Os sub-sistemas, componentes e partes do produto são
completamente projetados e, juntamente com isso, são preparados seus
respectivos desenhos.
O processo de projeto, assim como discutido por Asimow, é dividido
em vários passos dentro das três fase de projeto, tais como, análise, síntese,
evolução, decisão, otimização e revisão (ASIMOW, 1968). Este é um dos
seus aspectos mais importantes.
Modelo de Pahl e Beitz
Pahl e Beitz apresentam seu modelo de projeto em quatro fases: (a)
esclarecimento do assunto; (b) projeto conceitual; (c) protótipo e (d) projeto
detalhado. A primeira fase envolve a coleta de todas as informações sobre a
solução do problema. A segunda fase envolve a pesquisa dos princípios de
soluções e uma combinação dos conceitos variantes. Na fase de construção
do protótipo, o projetista determina o “layout” e desenvolve um método para
construção de um protótipo, de acordo com as considerações técnicas e
econômicas. Na última fase, são colocadas todas as dimensões,
propriedades superficiais e de forma para todas as partes individuais, os
materiais são especificados, os desenhos e outros documentos são
produzidos (PAHL & BEITZ, 1996).
Modelo de Watts
Watts representa o processo de projeto por um modelo icônico e
apresenta sua relação dinâmica com o meio ambiente. O processo de
Capítulo 2 22
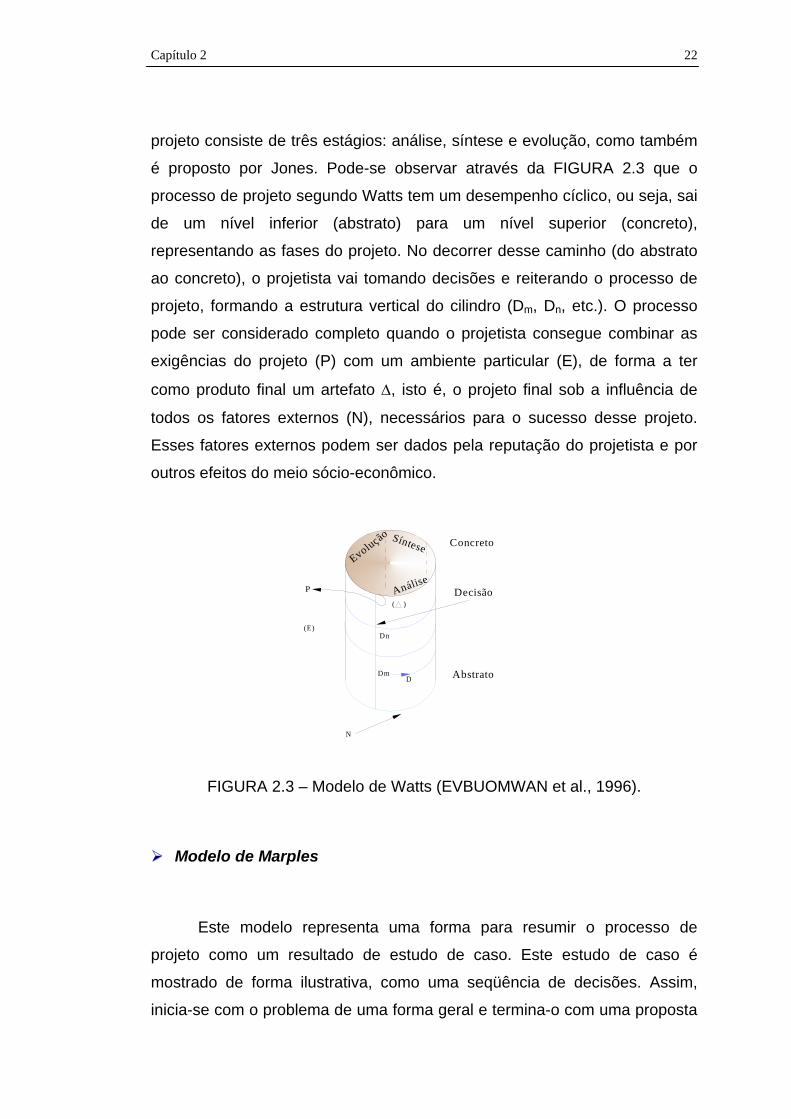
projeto consiste de três estágios: análise, síntese e evolução, como também
é proposto por Jones. Pode-se observar através da FIGURA 2.3 que o
processo de projeto segundo Watts tem um desempenho cíclico, ou seja, sai
de um nível inferior (abstrato) para um nível superior (concreto),
representando as fases do projeto. No decorrer desse caminho (do abstrato
ao concreto), o projetista vai tomando decisões e reiterando o processo de
projeto, formando a estrutura vertical do cilindro (Dm, Dn, etc.). O processo
pode ser considerado completo quando o projetista consegue combinar as
exigências do projeto (P) com um ambiente particular (E), de forma a ter
como produto final um artefato , isto é, o projeto final sob a influência de
todos os fatores externos (N), necessários para o sucesso desse projeto.
Esses fatores externos podem ser dados pela reputação do projetista e por
outros efeitos do meio sócio-econômico.
Evolução Síntese
AnáliseDecisão
Concreto
Abstrato
(E)
N
DDm
Dn
( )
P
FIGURA 2.3 – Modelo de Watts (EVBUOMWAN et al., 1996).
Modelo de Marples
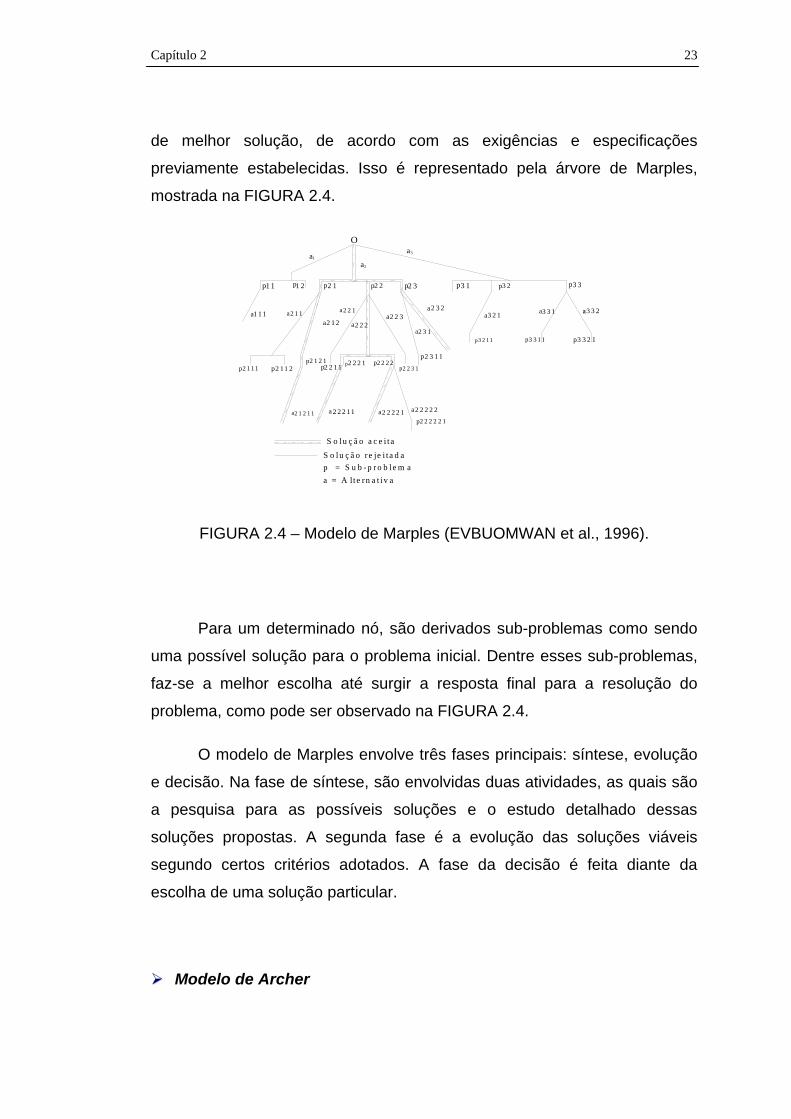
Este modelo representa uma forma para resumir o processo de
projeto como um resultado de estudo de caso. Este estudo de caso é
mostrado de forma ilustrativa, como uma seqüência de decisões. Assim,
inicia-se com o problema de uma forma geral e termina-o com uma proposta
Capítulo 2 23
de melhor solução, de acordo com as exigências e especificações
previamente estabelecidas. Isso é representado pela árvore de Marples,
mostrada na FIGURA 2.4.
O
2 111 2 11 2
2 1 2 1 1 2 2 2 11 2 2 2 2 1 2 2 2 2 2
2 2 2 2 2 1
2 2 3 12 2 2 1 2 2 2 2
2 2 2
2 2 1
2 2 2 31 1 1 2
1 1 1 2 1 1
2 1 2
2 1 2 12 2 1 1
2 2 3
2 3 1
2 3 1 1
3 1 3 2 3 3
3 3 2 13 3 11
3 3 1 3 3 23 2 1
3 2 11
2 3 2
pp
p p 2 1p p p
ppp p
p
p
p
p p
p p
p
p
a a
a
a
a
aa a a
aa
aa
a
aa
a1
2
3
a = A lt e r n a t i v a
p = S u b - p r o b l e m a
S o l u ç ã o r e je i t a d a
S o l u ç ã o a c e i t a
FIGURA 2.4 – Modelo de Marples (EVBUOMWAN et al., 1996).
Para um determinado nó, são derivados sub-problemas como sendo
uma possível solução para o problema inicial. Dentre esses sub-problemas,
faz-se a melhor escolha até surgir a resposta final para a resolução do
problema, como pode ser observado na FIGURA 2.4.
O modelo de Marples envolve três fases principais: síntese, evolução
e decisão. Na fase de síntese, são envolvidas duas atividades, as quais são
a pesquisa para as possíveis soluções e o estudo detalhado dessas
soluções propostas. A segunda fase é a evolução das soluções viáveis
segundo certos critérios adotados. A fase da decisão é feita diante da
escolha de uma solução particular.
Modelo de Archer
Capítulo 2 24
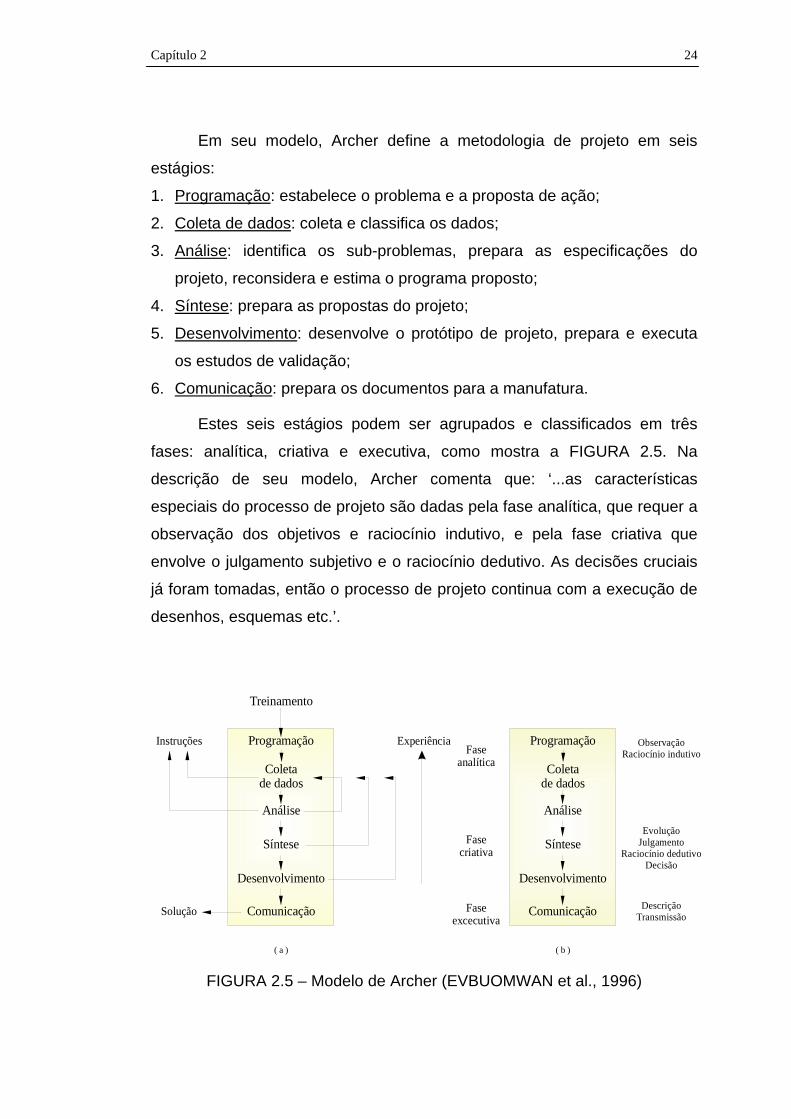
Em seu modelo, Archer define a metodologia de projeto em seis
estágios:
1. Programação: estabelece o problema e a proposta de ação;
2. Coleta de dados: coleta e classifica os dados;
3. Análise: identifica os sub-problemas, prepara as especificações do
projeto, reconsidera e estima o programa proposto;
4. Síntese: prepara as propostas do projeto;
5. Desenvolvimento: desenvolve o protótipo de projeto, prepara e executa
os estudos de validação;
6. Comunicação: prepara os documentos para a manufatura.
Estes seis estágios podem ser agrupados e classificados em três
fases: analítica, criativa e executiva, como mostra a FIGURA 2.5. Na
descrição de seu modelo, Archer comenta que: ‘...as características
especiais do processo de projeto são dadas pela fase analítica, que requer a
observação dos objetivos e raciocínio indutivo, e pela fase criativa que
envolve o julgamento subjetivo e o raciocínio dedutivo. As decisões cruciais
já foram tomadas, então o processo de projeto continua com a execução de
desenhos, esquemas etc.’.
Programação
Coletade dados
Análise
Síntese
Desenvolvimento
ComunicaçãoSolução
ExperiênciaFase
analítica
Fasecriativa
Faseexcecutiva
Instruções
Treinamento
Programação
Coletade dados
Análise
Síntese
Desenvolvimento
Comunicação
ObservaçãoRaciocínio indutivo
EvoluçãoJulgamento
Raciocínio dedutivoDecisão
DescriçãoTransmissão
( a ) ( b )
FIGURA 2.5 – Modelo de Archer (EVBUOMWAN et al., 1996)
Capítulo 2 25
Modelo de Krick
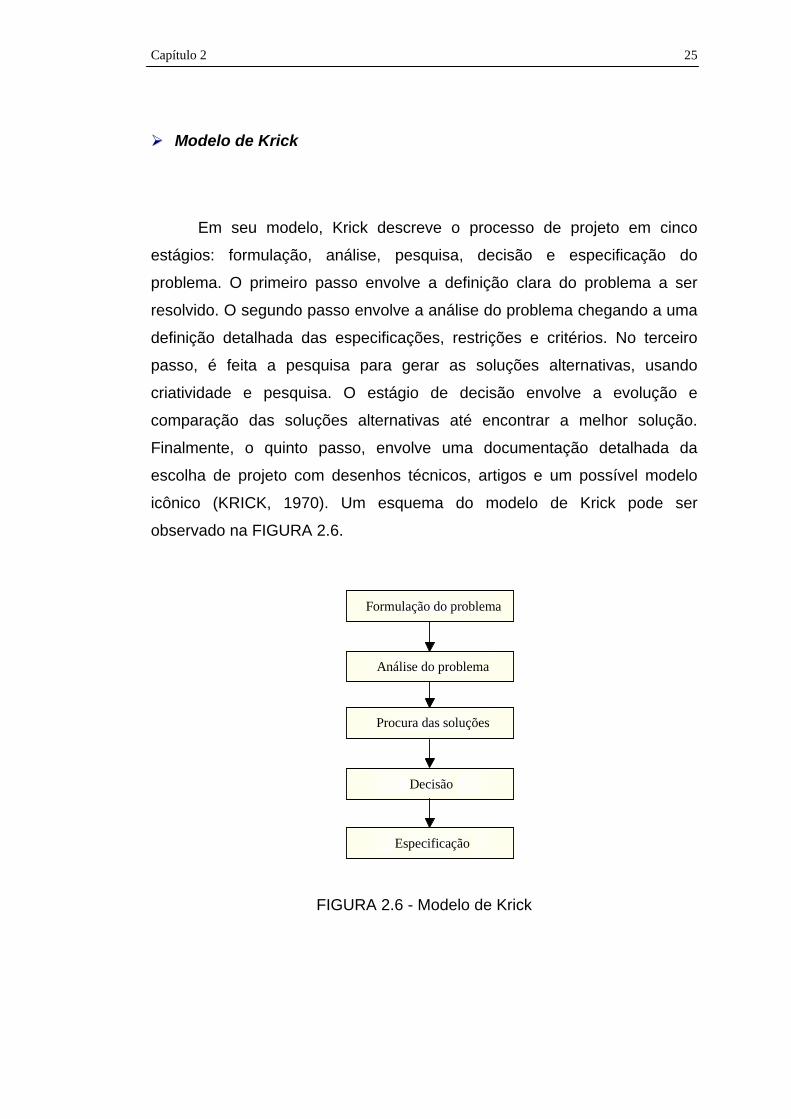
Em seu modelo, Krick descreve o processo de projeto em cinco
estágios: formulação, análise, pesquisa, decisão e especificação do
problema. O primeiro passo envolve a definição clara do problema a ser
resolvido. O segundo passo envolve a análise do problema chegando a uma
definição detalhada das especificações, restrições e critérios. No terceiro
passo, é feita a pesquisa para gerar as soluções alternativas, usando
criatividade e pesquisa. O estágio de decisão envolve a evolução e
comparação das soluções alternativas até encontrar a melhor solução.
Finalmente, o quinto passo, envolve uma documentação detalhada da
escolha de projeto com desenhos técnicos, artigos e um possível modelo
icônico (KRICK, 1970). Um esquema do modelo de Krick pode ser
observado na FIGURA 2.6.
Análise do problema
Formulação do problema
Procura das soluções
Decisão
Especificação
FIGURA 2.6 - Modelo de Krick
Capítulo 2 26
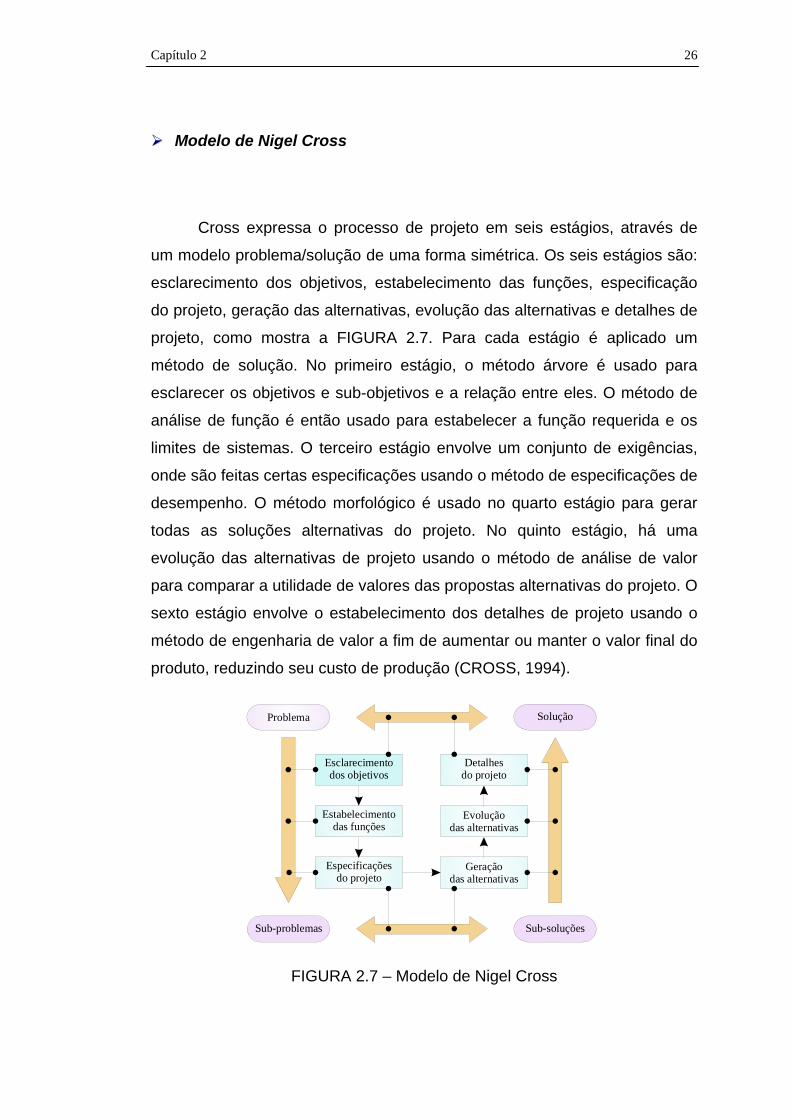
Modelo de Nigel Cross
Cross expressa o processo de projeto em seis estágios, através de
um modelo problema/solução de uma forma simétrica. Os seis estágios são:
esclarecimento dos objetivos, estabelecimento das funções, especificação
do projeto, geração das alternativas, evolução das alternativas e detalhes de
projeto, como mostra a FIGURA 2.7. Para cada estágio é aplicado um
método de solução. No primeiro estágio, o método árvore é usado para
esclarecer os objetivos e sub-objetivos e a relação entre eles. O método de
análise de função é então usado para estabelecer a função requerida e os
limites de sistemas. O terceiro estágio envolve um conjunto de exigências,
onde são feitas certas especificações usando o método de especificações de
desempenho. O método morfológico é usado no quarto estágio para gerar
todas as soluções alternativas do projeto. No quinto estágio, há uma
evolução das alternativas de projeto usando o método de análise de valor
para comparar a utilidade de valores das propostas alternativas do projeto. O
sexto estágio envolve o estabelecimento dos detalhes de projeto usando o
método de engenharia de valor a fim de aumentar ou manter o valor final do
produto, reduzindo seu custo de produção (CROSS, 1994).
Problema Solução
Sub-problemas Sub-soluções
Esclarecimentodos objetivos
Estabelecimentodas funções
Especificaçõesdo projeto
Detalhesdo projeto
Evoluçãodas alternativas
Geraçãodas alternativas
FIGURA 2.7 – Modelo de Nigel Cross
Capítulo 2 27
Modelo de Hubka
O modelo de Hubka representa o processo de projeto em quatro fases
e seis passos (EVBUOMWAN et al., 1996). Essas fases e passos são:
Fase 1: Elaboração de um determinado problema
Passo 1: elaborar ou esclarecer determinadas especificações
Fase 2: Projeto conceitual
Passo 2: estabelecer a estrutura funcional
Passo 3: estabelecer o conceito
Fase 3: Esboço
Passo 4: estabelecer um “layout” preliminar
Passo 5: estabelecer um “layout” dimensional
Fase 4: Elaboração
Passo 6: elaboração e detalhamento do projeto
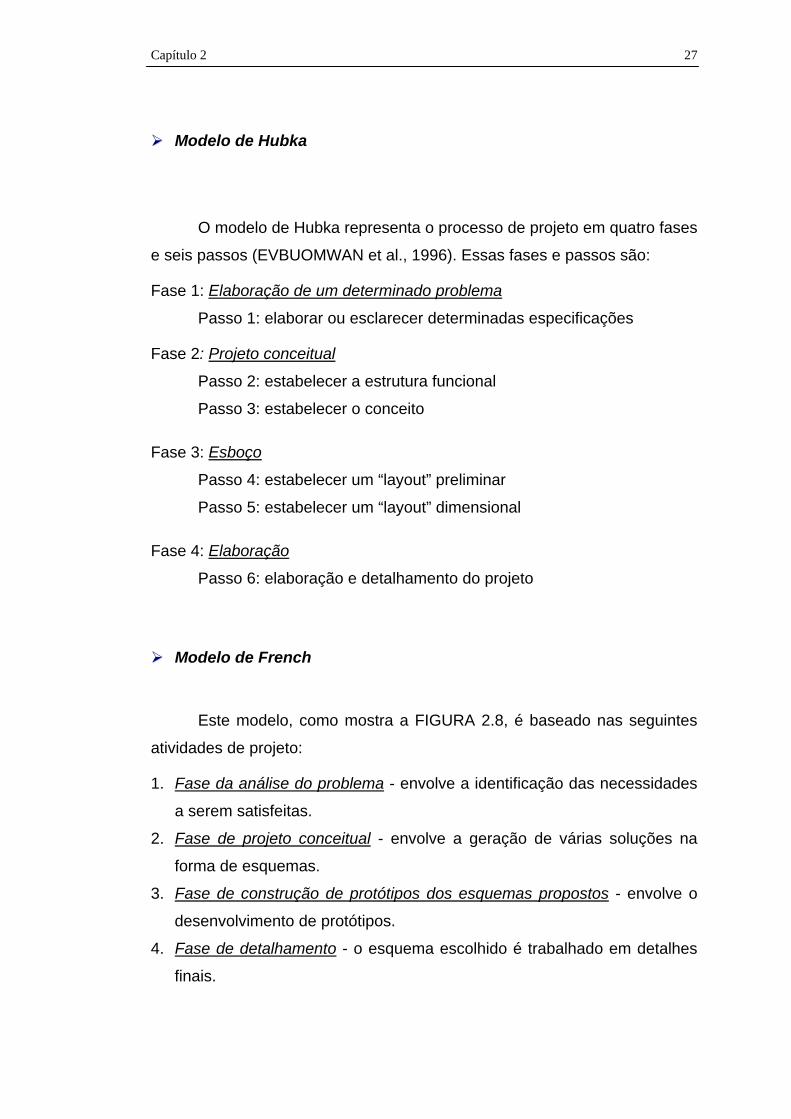
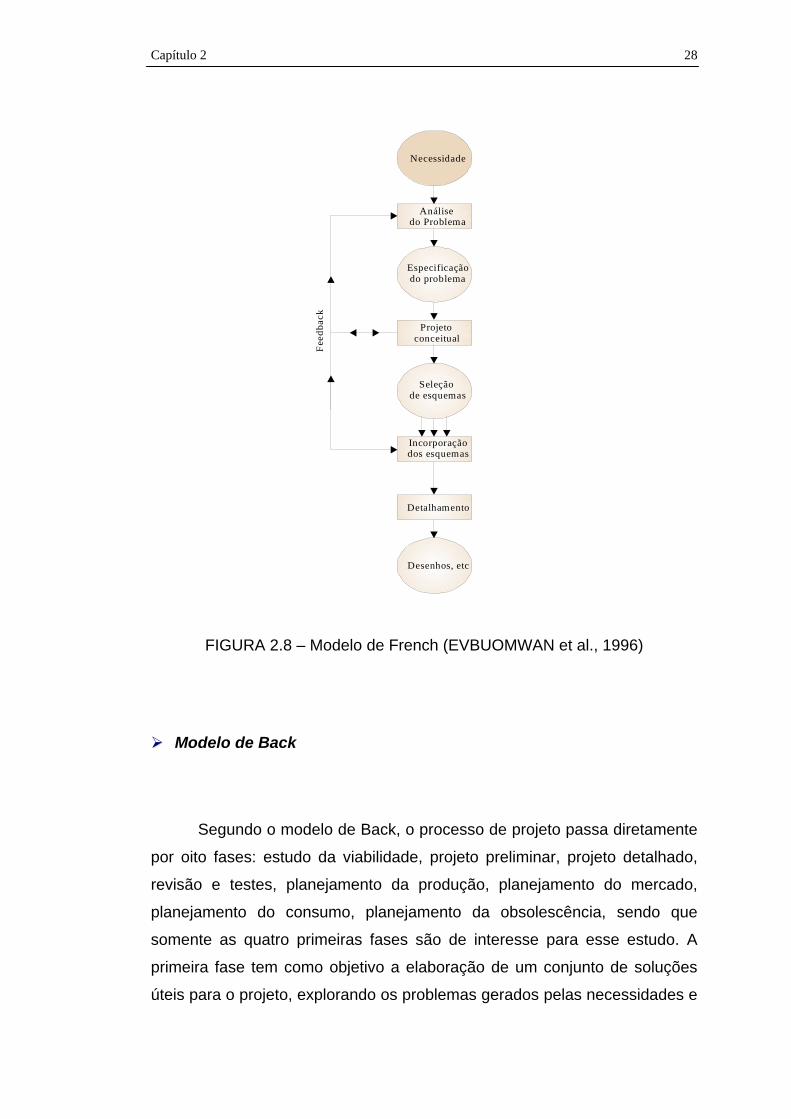
Modelo de French
Este modelo, como mostra a FIGURA 2.8, é baseado nas seguintes
atividades de projeto:
1. Fase da análise do problema - envolve a identificação das necessidades
a serem satisfeitas.
2. Fase de projeto conceitual - envolve a geração de várias soluções na
forma de esquemas.
3. Fase de construção de protótipos dos esquemas propostos - envolve o
desenvolvimento de protótipos.
4. Fase de detalhamento - o esquema escolhido é trabalhado em detalhes
finais.
Capítulo 2 28
Desenhos, etc
Seleçãode esquemas
Especificaçãodo problema
Necessidade
Análisedo Problema
Projetoconceitual
Incorporaçãodos esquemas
Detalhamento
Fee
dba
ck
FIGURA 2.8 – Modelo de French (EVBUOMWAN et al., 1996)
Modelo de Back
Segundo o modelo de Back, o processo de projeto passa diretamente
por oito fases: estudo da viabilidade, projeto preliminar, projeto detalhado,
revisão e testes, planejamento da produção, planejamento do mercado,
planejamento do consumo, planejamento da obsolescência, sendo que
somente as quatro primeiras fases são de interesse para esse estudo. A
primeira fase tem como objetivo a elaboração de um conjunto de soluções
úteis para o projeto, explorando os problemas gerados pelas necessidades e
Capítulo 2 29
identificando seus elementos, tais como parâmetros, limitações e critérios
importantes. Essas soluções são filtradas ou separadas através da
viabilidade física, econômica e financeira. O objetivo da segunda fase é
estabelecer qual das alternativas propostas apresenta a melhor concepção
para o projeto. A terceira fase fornece as descrições de engenharia de um
projeto verificado através do projeto detalhado ou das especificações dos
componentes. Na quarta fase, são feitas constantes verificações e testes
experimentais, principalmente de soluções ou componentes cujo
desempenho ainda é desconhecido. São construídos modelos experimentais
para verificar formulações ainda não testadas (BACK, 1970).
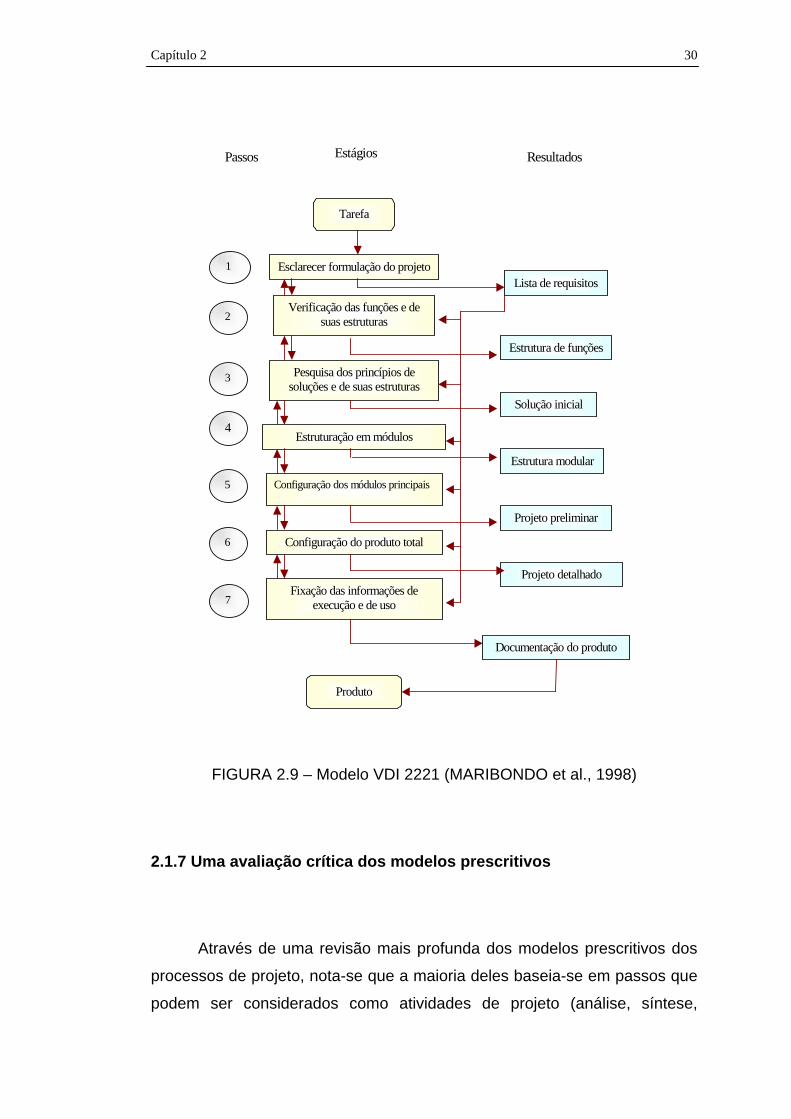
Modelo VDI 2221
Esse modelo foi proposto por um grupo de pesquisadores alemães,
Verein Deutscher Ingenieure (VDI), ‘Aproximação sistemática do projeto de
sistemas técnicos e produtos’. O modelo VDI descreve o processo de projeto
em sete estágios, como mostra a FIGURA 2.9. Esses estágios envolvem:
1. Esclarecimento e definição do problema de projeto;
2. Verificação das funções e de suas estruturas;
3. Pesquisa dos princípios de soluções para todas sub-funções e de suas
estruturas;
4. A divisão da solução em módulos realizáveis;
5. Configurações dos módulos principais;
6. Configuração do produto total;
7. Fixação das informações de execução e de uso.
Capítulo 2 30
Estágios ResultadosPassos
Lista de requisitos
Estrutura de funções
Solução inicial
Estrutura modular
Projeto preliminar
Projeto detalhado
Documentação do produto
Esclarecer formulação do projeto
Verificação das funções e desuas estruturas
Pesquisa dos princípios desoluções e de suas estruturas
Estruturação em módulos
Configuração dos módulos principais
Configuração do produto total
Fixação das informações deexecução e de uso
Tarefa
Produto
1
2
3
4
5
6
7
FIGURA 2.9 – Modelo VDI 2221 (MARIBONDO et al., 1998)
2.1.7 Uma avaliação crítica dos modelos prescritivos
Através de uma revisão mais profunda dos modelos prescritivos dos
processos de projeto, nota-se que a maioria deles baseia-se em passos que
podem ser considerados como atividades de projeto (análise, síntese,
Capítulo 2 31
evolução, decisões, modelagem, etc.), enquanto outros modelos tomam
como base fases/estágios de projeto (projeto conceitual, construção de
protótipos e projeto detalhado).
Os modelos baseados nas fases/estágios do processo de projeto,
incluem Asimow, Pahl e Beitz, Watts, Hubka, French, Back e VDI 2221. Com
a exceção de French e VDI 2221, os outros modelos contêm uma forma
mais detalhada para cada uma das fases/estágios. No modelo de Watts,
observam-se somente duas fases do projeto, isto é, a abstrata e a concreta,
com um intervalo entre elas representado por um processo cíclico (iterativo,
refinado e progressivo).
Os modelos de Pahl e Beitz e VDI 2221 abordam os temas de projeto
de produtos modulares e modularidade em produtos industriais. Entretanto,
seus conceitos ainda não estão totalmente uniformizados e suas
sistemáticas não estão bem documentadas. Desta forma, essas
metodologias não deixam claro quais os “possíveis caminhos” a serem
percorridos pelos projetistas, a fim de desenvolver uma família de produtos,
a partir da combinação de um grupo de componentes básicos
(MARIBONDO, 1998).
Os modelos baseados nas atividades de projeto, incluem Jones,
Marples, Archer, Krick e Cross. Pode ser observado em todos os modelos
três características predominantes, isto é, análise, síntese e evolução. Na
maioria dos casos, a análise é utilizada para analisar o problema de projeto,
suas exigências e especificações. A síntese refere-se às idéias geradas,
propondo soluções para os problemas de projeto e avaliando essas soluções
de acordo com as exigências e especificações do projeto, associados a
certos critérios definidos. No modelo de Krick, o estágio de síntese foi
substituída pela pesquisa e o estágio da evolução pela decisão.
As atividades de análise, síntese e evolução representam a parte
central do processo de projeto. Se o problema não for analisado
corretamente, de acordo com as suas exigências, poderá haver dificuldades

Capítulo 2 32
na procura de soluções ou surgir soluções impróprias como resolução do
problema. No entanto, criando soluções plausíveis para o problema, existe a
necessidade de evolução, como o teste que assegura a fidelidade das
exigências e especificações originais em conjunto aos critérios adotados.
Além destas três atividades, existem outras que podem também ser
necessárias durante o processo de projeto. São elas: otimização, revisão,
coleta de dados, documentação, comunicação, seleção, tomada de decisão,
modelagem, etc. Algumas dessas atividades foram incluídas em vários
modelos.
De acordo com as características predominantes dos modelos
especificados anteriormente e através de uma avaliação crítica para o
projeto de um microposicionador angular para mecânica de precisão, como
proposto neste trabalho, será utilizado o modelo de Krick. Esta escolha é
justificada pelo fato do projeto deste microposicionador angular exigir um
profundo estudo das características intrínsecas dos vários tipos construtivos,
provenientes de uma pesquisa bibliográfica ou através de observações de
mecanismos já existentes em máquinas ou equipamentos de precisão.
Justifica-se ainda, a escolha pelo modelo de Krick, quando a evolução é
substituída pela decisão pois, neste caso, pode-se usar o método de análise
de valor (discutido no item 2.1.4), onde os componentes de precisão exigem
um alto nível de qualidade. Para o projeto do microposicionador, tem-se o
objetivo de alcançar precisão nanométrica.
Após a escolha dos componentes do microposicionador angular, será
feita uma modelagem cinemática de seus mecanismos, com o intuito de
verificar sua funcionalidade, de acordo com as exigências do projeto.
Capítulo 2 33
2.1.8 Um estudo mais profundo do modelo de Krick
Diante do exposto, será feita uma explanação sobre o modelo de
Krick, com o objetivo de explicar os estágios comentados em seu modelo,
disseminando seus fundamentos e desenvolvendo o processo de projeto.
O primeiro passo no sentido de resolver qualquer problema de projeto
de engenharia é a definição desse problema, sendo necessário identificar as
suas características mais relevantes. As soluções alternativas não serão
todas igualmente convenientes. Portanto, terão que ser comparadas entre si.
Por um processo de eliminação, baseando-se num critério dado, aparecerá
no fim uma solução adequada.
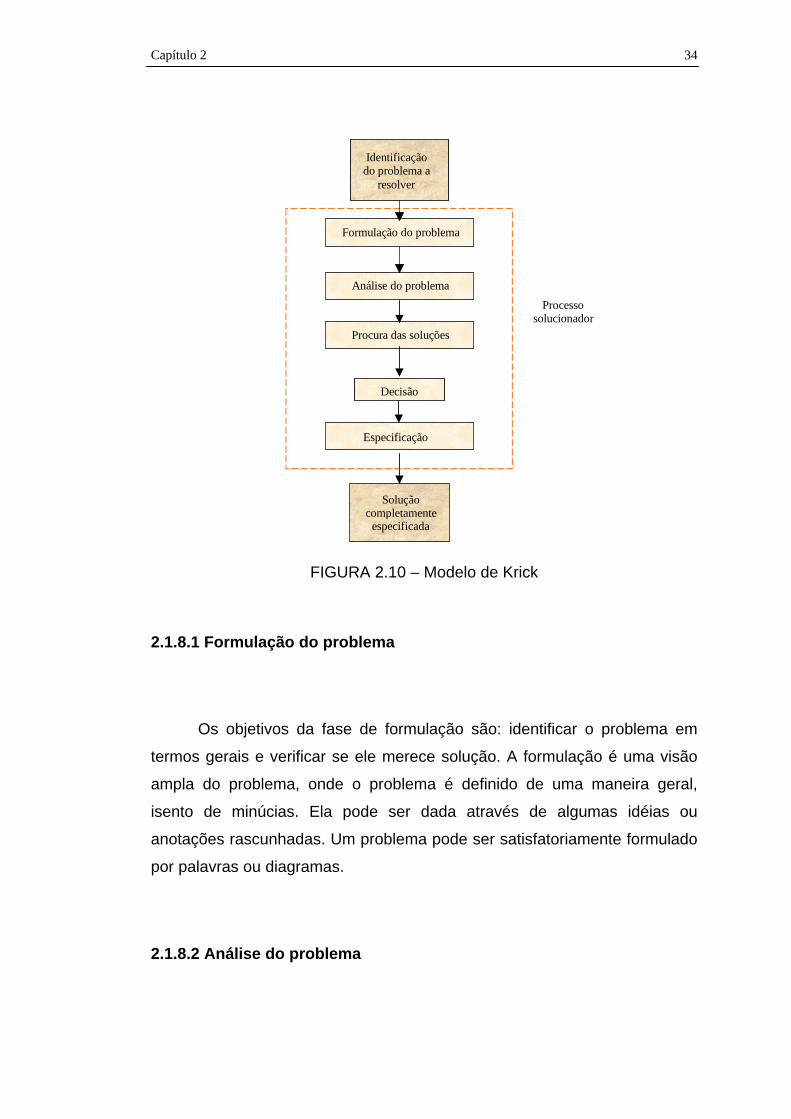
O processo geral recomendado para a solução dos problemas de
engenharia, segundo KRICK (1970), pode ser observado na FIGURA 2.10 e
compreende as seguintes fases:
Fase da formulação - o problema é definido em termos relativamente
amplos e genéricos.
Fase da análise - o problema passa a ser definido em termos
relativamente pormenorizados. Compreende a coleta, o exame, o
processamento e a seleção de informações, com intuito de determinar
as características específicas do problema.
Fase da procura das soluções alternativas – busca-se soluções por meio
de criatividade, consultas etc.
Fase da decisão - as soluções alternativas são avaliadas, comparadas e
eliminadas até, dentre elas, surgir a melhor.
Fase da especificação - resulta na descrição completa das características
físicas e no desempenho da solução escolhida.
Capítulo 2 34
Processosolucionador
Análise do problema
Formulação do problema
Procura das soluções
Decisão
Especificação
Identificaçãodo problema a
resolver
Soluçãocompletamente
especificada
FIGURA 2.10 – Modelo de Krick
2.1.8.1 Formulação do problema
Os objetivos da fase de formulação são: identificar o problema em
termos gerais e verificar se ele merece solução. A formulação é uma visão
ampla do problema, onde o problema é definido de uma maneira geral,
isento de minúcias. Ela pode ser dada através de algumas idéias ou
anotações rascunhadas. Um problema pode ser satisfatoriamente formulado
por palavras ou diagramas.
2.1.8.2 Análise do problema

Capítulo 2 35
Para resolver um problema satisfatoriamente é necessário melhor
conhecimento de suas entradas e saídas, isto é, o que se tem e o que se
deseja obter. Este é um dos principais objetivos da análise do problema.
Nesta fase, determinam-se todas as características relevantes, quantitativas
e qualitativas, dos estados de entrada e saída do problema.
São poucas as características, tanto das entradas como das saídas,
que se mantêm inalteráveis. Por isso, para resolver satisfatoriamente um
problema, há a necessidade de se obterem informações fidedignas sobre as
prováveis flutuações das entradas e saídas.
Um outro objetivo importante da análise é a determinação das
condicionantes impostas ao problema. Os critérios a serem aplicados na
escolha da melhor solução deverão ser estabelecidos durante a fase da
análise do problema.
Os tipos de soluções consideradas na fase da procura das
alternativas dependem da importância atribuída aos critérios. Portanto, estes
deverão ser fixados antes de passar à fase mencionada a seguir.
2.1.8.3 Procura de soluções
O objetivo desta fase é descobrir as soluções possíveis para o
problema. Neste caso, raramente tem-se como resultado um conjunto de
soluções completas e mutuamente exclusivas. Pelo contrário, é provável que
os resultados consistam essencialmente de soluções parciais relativas a
somente alguns dos estágios ou das variáveis que a solução completa
finalmente comportará.
Na busca de soluções para determinados problemas, dever-se-ão
experimentar alternativas em todas as áreas que ofereçam perspectivas de
conter a solução ótima. Porém, existem medidas cautelosas a serem

Capítulo 2 36
tomadas, evitando uma procura feita a esmo. Três dos meios de reduzir o
caráter aleatório dessa busca são: (1) tomar como base o volume de
produção, a utilização e os critérios; (2) sistematizar decisivamente a
procura; (3) utilizar certos processos matemáticos e gráficos que facilitem a
localização da solução ótima (KRICK, 1970).
A utilização, o volume da produção e os critérios relativos ao
problema servem, até certo ponto, para orientar na localização geral das
áreas que mais provavelmente possam conter a solução ótima.
Outro meio de tornar o processo menos aleatório é a adoção de
medidas que sistematizem diretamente a procura. Isto se torna possível
principalmente pela organização das idéias, indagações e pesquisas, de
modo a levar em consideração grande variedade de soluções
essencialmente diversas.
Um terceiro meio de orientar a procura no espaço de soluções
consiste em processos matemáticos e gráficos que auxiliam
quantitativamente a localização da solução ótima.
Das inúmeras soluções possíveis para qualquer problema, se
algumas são relativamente complexas, outras são admiravelmente simples,
mas nem por isso menos eficazes. Como regra geral, as idéias simples
tendem a ser as mais econômicas de produzir, de usar e, também, aquelas
cujo funcionamento inspira maior confiança.

Capítulo 2 37
2.1.8.4 Tomada de decisão
No processo do projeto, após o levantamento de todas alternativas
possíveis, procede-se a fase de tomada de decisão.
Nesta fase, tomar uma decisão significa assumir um compromisso
direto com o projeto. Nesta oportunidade todos os fatores deverão ser
ponderados. A decisão correta será aquela que melhor pondere as variáveis
otimizando o valor total (RUFFINO, 1991).
Existem teorias que apresentam a metodologia para se atingir o
compromisso otimizado (NUTT, 1998). Os métodos de otimização, o estudo
das probabilidades, os cálculos estatísticos e a análise de valores são
aplicáveis nesta oportunidade. Por estes caminhos ter-se-á a solução
objetiva (RUFFINO, 1991).
Por outro lado, muitas vezes, a solução provém de fatores humanos,
não quantitativos, e a complexidade aumenta. Isto considerando que a
solução final será composta pela solução objetiva e pela solução subjetiva
(NARUTAKI et al., 1996).
Em qualquer processo de decisão é necessário ter as metas bem
definidas – o objetivo deve ser claro. A função produto ou função resultado
pode ser um simples item ou uma combinação ponderada de vários itens
(PAHL &BEITZ, 1996).
Segundo KRICK (1970), os conhecimentos e métodos especializados
a empregar dependem da natureza do problema, da complexidade e da
variedade das alternativas, da importância relativa da decisão e de muitas
outras circunstâncias. Os processos de decisão variam desde os mais
elaborados e exaustivos, que requerem medidas, pesquisas, previsões e
comparações de custos, até o julgamento rápido, simples e informal. Embora
as características específicas possam variar de situação para situação,
Capítulo 2 38
quase sempre as quatro etapas abaixo deverão ser obedecidas para chegar-
se a uma decisão consciente: (1) escolher o critério; (2) prever a eficácia das
soluções alternativas; (3) comparar a eficácia prevista para as alternativas; e
(4) proceder à escolha da solução.
1. Escolha dos critérios - Os critérios estabelecidos, pelo menos em seus
termos gerais, como parte da análise do problema, constituem a base
para a escolha da solução mais conveniente.
2. Previsão do desempenho - É de grande importância a previsão
satisfatória da maneira pela qual as soluções alternativas, se adotadas,
comportar-se-iam com relação aos critérios estabelecidos.
3. Comparação das alternativas - Para permitir uma escolha consciente, o
desempenho das alternativas deverá ser comparado pelo critério
adotado.
4. Função de otimização - A otimização compreende a procura das
soluções e a tomada de decisão. A análise de valor é um importante
caminho para encontrar um bom projeto.
Dentre todas as alternativas possíveis para o processo de tomada de
decisão, será utilizada neste trabalho, a técnica de análise de valor, descrita
no item 2.1.4. De acordo com um conjunto de princípios técnicos,
estabelecidos durante a fase de formulação, análise do problema e procura
de soluções capazes de satisfazer a função global de posicionamento e suas
sub-funções, através de uma avaliação, será escolhida a melhor variante
(solução) para cada uma das funções exigidas na tarefa de posicionamento.
Para isso será empregado o método de combinação de variantes de
princípios técnicos.
Capítulo 2 39
Método de combinação de variantes
O método de combinação de variantes consiste na combinação de
princípios técnicos, capazes de realizar a função global e suas sub-funções,
de acordo com os parâmetros de projeto (TAVARES, 1995).
Função global é uma função que reúne todas as demais funções (sub-
funções) que um produto possa ter (PAHL & BEITZ, 1996).
A função global do microposicionador é posicionar a peça/ferramenta
com precisão e resolução, com deslocamentos nas direções x, y e z. Esta
função subdivide-se em diversas sub-funções necessárias à execução do
posicionamento.
O próximo passo é avaliar cada uma das combinações das variantes
técnicas agrupadas segundo uma sub-função em comum, submetendo estas
combinações a critérios de avaliação.
Os critérios de avaliação têm como objetivo determinar
seqüencialmente as variantes de princípios técnicos que satisfazem
determinadas sub-funções, arbitrando valores absolutos para as variantes e
para os critérios. Os valores são expressos por pontos. Como resultado,
obtém-se uma variante ótima ou uma ordem de preferências hierárquicas de
variantes (PAHL & BEITZ, 1996).
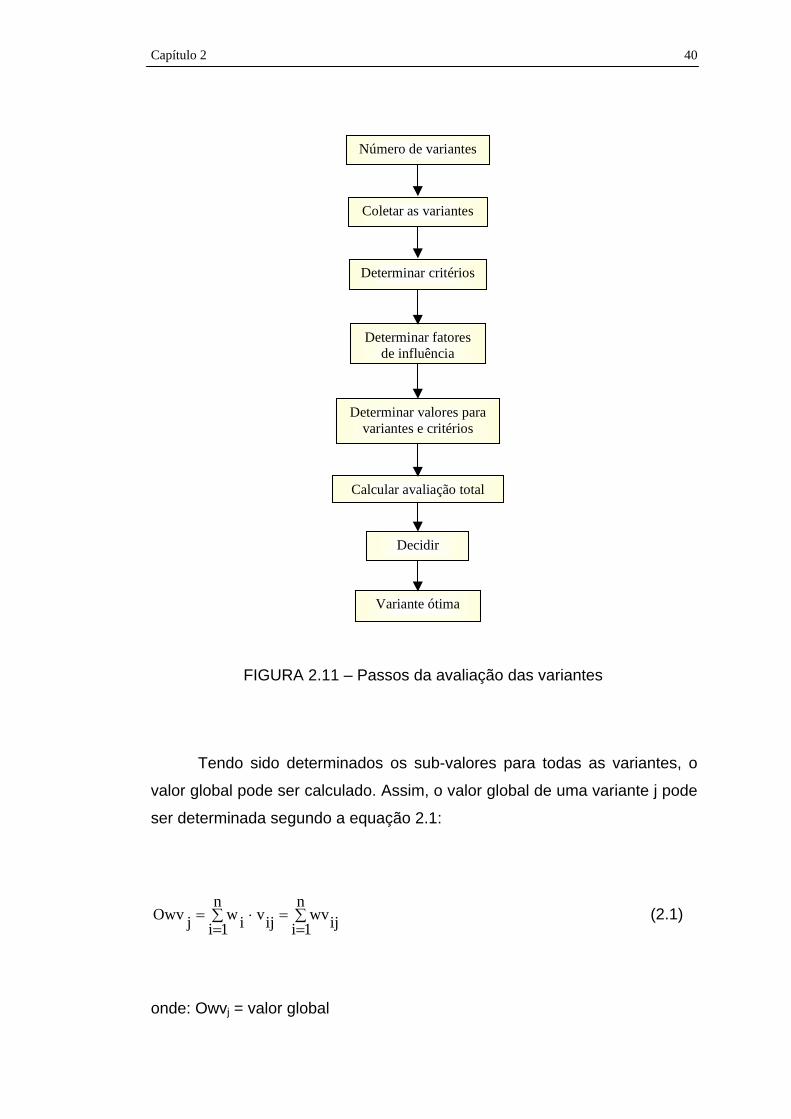
Segundo HÖNHE (1990b), a FIGURA 2.11 esquematiza a seqüência
de passos envolvidos no método de avaliação de variantes técnicas.
Capítulo 2 40
Número de variantes
Coletar as variantes
Determinar critérios
Determinar fatoresde influência
Determinar valores paravariantes e critérios
Calcular avaliação total
Decidir
Variante ótima
Tendo sido determinados os sub-valores para todas as variantes, o
valor global pode ser calculado. Assim, o valor global de uma variante j pode
ser determinada segundo a equação 2.1:
n
1i
n
1i ijwvijviwjOwv (2.1)
onde: Owvj = valor global
FIGURA 2.11 – Passos da avaliação das variantes
Capítulo 2 41
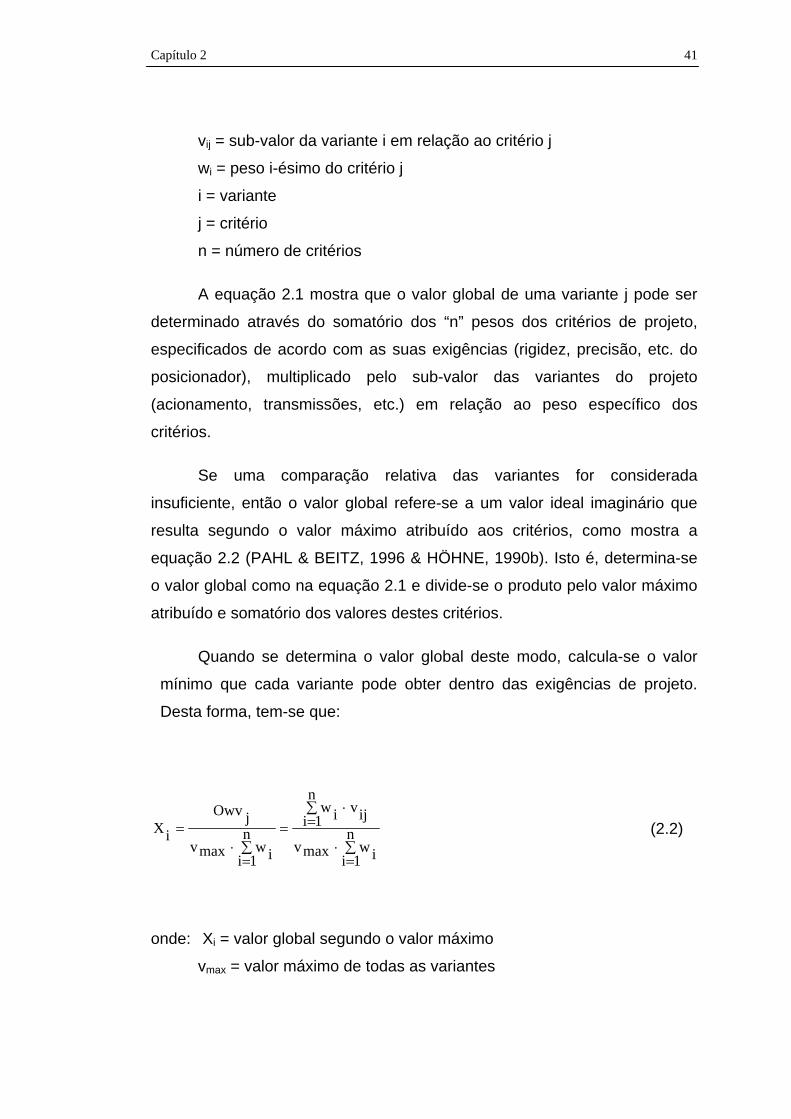
vij = sub-valor da variante i em relação ao critério j
wi = peso i-ésimo do critério j
i = variante
j = critério
n = número de critérios
A equação 2.1 mostra que o valor global de uma variante j pode ser
determinado através do somatório dos “n” pesos dos critérios de projeto,
especificados de acordo com as suas exigências (rigidez, precisão, etc. do
posicionador), multiplicado pelo sub-valor das variantes do projeto
(acionamento, transmissões, etc.) em relação ao peso específico dos
critérios.
Se uma comparação relativa das variantes for considerada
insuficiente, então o valor global refere-se a um valor ideal imaginário que
resulta segundo o valor máximo atribuído aos critérios, como mostra a
equação 2.2 (PAHL & BEITZ, 1996 & HÖHNE, 1990b). Isto é, determina-se
o valor global como na equação 2.1 e divide-se o produto pelo valor máximo
atribuído e somatório dos valores destes critérios.
Quando se determina o valor global deste modo, calcula-se o valor
mínimo que cada variante pode obter dentro das exigências de projeto.
Desta forma, tem-se que:
n
1i iwmaxv
n
1i ijviw
n
1i iwmaxv
jOwv
iX (2.2)
onde: Xi = valor global segundo o valor máximo
vmax = valor máximo de todas as variantes
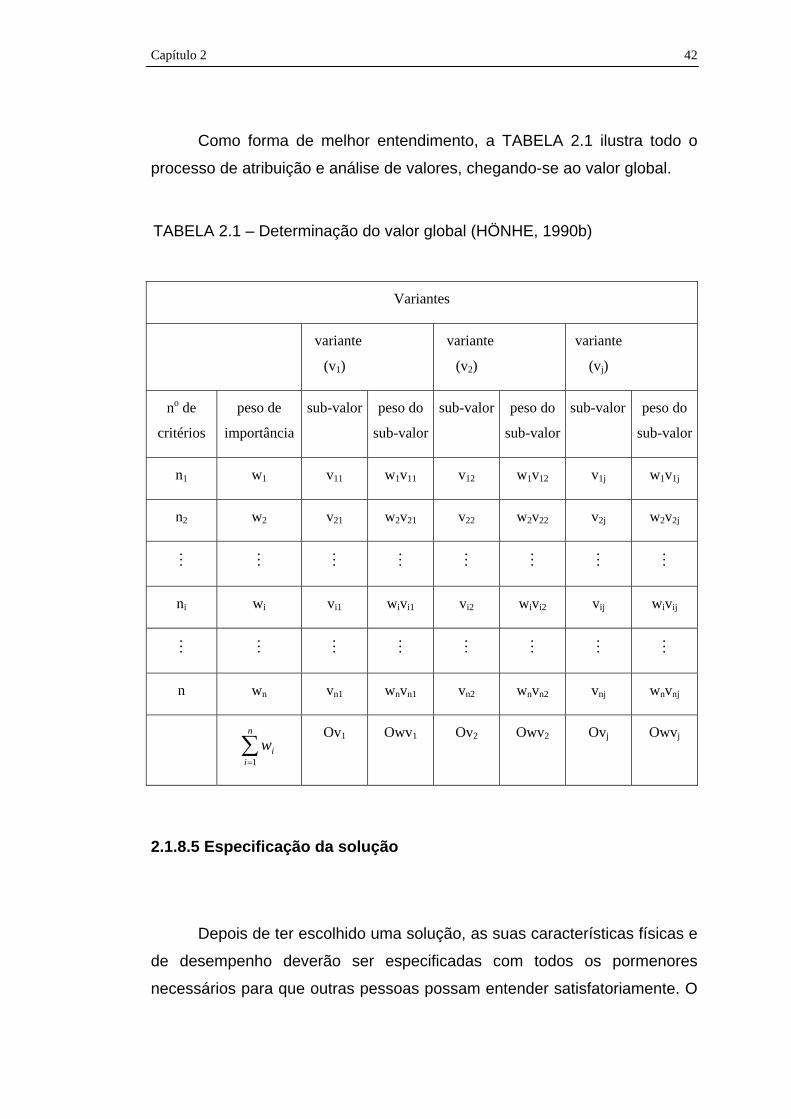
Capítulo 2 42
Como forma de melhor entendimento, a TABELA 2.1 ilustra todo o
processo de atribuição e análise de valores, chegando-se ao valor global.
Variantes
variante
(v1)
variante
(v2)
variante
(vj)
no de
critérios
peso de
importância
sub-valor peso do
sub-valor
sub-valor peso do
sub-valor
sub-valor peso do
sub-valor
n1 w1 v11 w1v11 v12 w1v12 v1j w1v1j
n2 w2 v21 w2v21 v22 w2v22 v2j w2v2j
ni wi vi1 wivi1 vi2 wivi2 vij wivij
n wn vn1 wnvn1 vn2 wnvn2 vnj wnvnj
n
iiw
1
Ov1 Owv1 Ov2 Owv2 Ovj Owvj
2.1.8.5 Especificação da solução
Depois de ter escolhido uma solução, as suas características físicas e
de desempenho deverão ser especificadas com todos os pormenores
necessários para que outras pessoas possam entender satisfatoriamente. O
TABELA 2.1 – Determinação do valor global (HÖNHE, 1990b)
Capítulo 2 43
fato de que geralmente não é o projetista que constrói, opera ou mantém a
sua criação, torna imperativo que ele documente cuidadosamente e
comunique eficientemente a solução que propõe (KRICK, 1970).
Um dos meios utilizados para comunicar as especificações consiste
em um conjunto de desenhos do dispositivo, estrutura ou processo proposto.
Outro meio de transmitir especificações é através de um relatório técnico,
que entre outras coisas, descreve a necessidade da solução proposta, a
própria solução e sua justificativa. Um possível terceiro meio de
comunicação seria um modelo icônico tridimensional da proposta.
2.1.9 Conclusão
Ao iniciar-se um projeto, sabe-se relativamente pouco quanto à
provável solução final, de modo que nesse estágio há muitas incertezas e
corre-se assim certo risco em supor que a iniciativa seja viável. À medida
que o projeto progride, aparecem condicionantes, surgem soluções
alternativas, comparam-se possibilidades, concretizam-se outras
informações, a auxiliar numa resposta a essa perene questão. Portanto, o
risco de tomar uma solução errada é máximo ao início do processo e
decresce com a aparição de novos elementos.
2.2 Sistemas Posicionadores de Precisão
Desbravados os conceitos de metodologia, métodos e modelos de
projetos, com o intuito de chegar à resolução do problema, ou seja, um
microposicionador angular para mecânica de precisão, faz-se necessário
Capítulo 2 44
obter informações a respeito de sistemas posicionadores e seus elementos
constituintes.
2.2.1 Considerações gerais
O grande interesse dispensado ao desenvolvimento de sistemas
posicionadores de precisão encontra justificativa na sua crescente demanda,
como em equipamentos indispensáveis à fabricação de componentes de
precisão, empregados em diversas áreas como engenharia mecânica,
óptica, engenharia elétrica e computação.
Máquinas para usinagem de ultraprecisão necessitam de sistemas de
posicionamento e sistemas de correção dos erros provindos dos elementos
componentes da máquina. É a maneira mais direta de se alcançar a
precisão desejada porque em projetos de ultraprecisão não se deve tentar
aumentar a precisão da máquina aumentando ao máximo a precisão de
cada elemento, pois os custos certamente tornarão o projeto proibitivo
(PURQUERIO et al., 1994).
Basicamente, um sistema de posicionamento tem como objetivo
movimentar um objeto ao longo de uma trajetória pré-determinada até uma
posição desejada, em geral por meio de energia mecânica, ou seja, os
sistemas posicionadores são construídos com o propósito de estabelecer
posições relativas entre elementos de um mesmo sistema; por exemplo, o
posicionamento de uma ferramenta em relação a uma peça a ser usinada
em uma máquina-ferramenta. O controle do processo em máquinas-
ferramenta vem se desenvolvendo, principalmente em função da precisão da
máquina, pois as dificuldades e os custos aumentam de acordo com o nível
de precisão desejado (TÖNSHOFF et al., 1988 & THOMPSON et al., 1982).
Na usinagem de ultraprecisão se requer um rígido controle do perfil a ser

Capítulo 2 45
usinado, assim surge a necessidade de se obterem movimentos na faixa
micrométrica.
O projeto de um sistema posicionador é efetuado de tal modo que ele
se comporte, tanto quanto possível, como um corpo rígido. Existem sistemas
de posicionamento que possuem movimentos de translação e/ou rotação,
podendo apresentar um ou mais graus de liberdade, ou eixos de movimento
(ASANO & GOTO, 1991).
Foram desenvolvidos vários tipos de sistemas posicionadores de
precisão com diferentes princípios de funcionamento, mas em todos eles os
desvios entre os posicionamentos teóricos desejados e os reais obtidos
sempre ocorrem devido à presença de fatores perturbadores de origem
interna ou externa aos equipamentos. A busca por sistemas posicionadores
cada vez mais precisos tornou necessária a construção de equipamentos de
melhor qualidade e a elaboração de novos métodos para a identificação e
minimização dos erros de posicionamento. Esta minimização pode ser obtida
através da otimização dos elementos que compõem os sistemas
posicionadores ou através da compensação de erros, utilizando-se
atuadores de alta exatidão, resolução e velocidade de posicionamento, além
de alta rigidez quando comparadas aos equipamentos convencionais
(WATANABE, 1992).
2.2.2 Classificação dos sistemas de posicionamento
Existem sistemas de posicionamento manuais e automáticos, com
movimentos de translação e de rotação, podendo apresentar um ou mais
graus de liberdade, ou eixos de movimentos. Estes sistemas podem ser
acionados basicamente por motores elétricos (servomotores) ou motores
hidráulicos. Em posicionadores de alta precisão, atualmente já estão sendo
empregados acionamentos piezoelétricos para movimentos com cursos de
Capítulo 2 46
dezenas de micrômetros, com precisão de 3 nm e resolução de 5 nm
(ASANO & GOTO, 1991).
Sistemas de posicionamento manuais caracterizam-se por
apresentarem acionamento manual dos eixos de movimento por meio de
parafuso micrométrico, onde o controle e resolução são dependentes da
sensibilidade visual e habilidade do operador. O controle do posicionamento
é normalmente executado pelo operador do sistema por meio de escalas e
microscópios ópticos de medição. Em geral, caracterizam-se também por
terem uma estrutura e mecanismos relativamente simples, de baixo custo,
sendo indicado para tarefas de posicionamento de média precisão (HÖNHE,
1990a).
O sistema de posicionamento automático é acionado por
servomotores elétricos ou cilindros pneumáticos/hidráulicos. Contudo, tendo
em vista que atuadores pneumáticos são de difícil controle e precisão
limitada, é preferível usar servomotores elétricos ou atuadores hidráulicos,
que são mais facilmente controlados.
Os posicionadores automáticos caracterizam-se por possuírem
sensores para o monitoramento de posição e velocidade, além de
subsistemas eletrônicos para o comando e controle das variáveis funcionais.
Possui maior complexidade eletro-mecânica que os sistemas de
posicionamento manuais, porém conseguem-se obter precisão e resolução
de ordem submicrométrica (HÖNHE, 1990a).
2.2.3 Estrutura funcional de um posicionador
Num posicionador, o controlador executa sinais de comando de
posição e os compara com os valores das variáveis controladas, enviando o
sinal resultante para o acionamento. O acionamento tem como sub-função
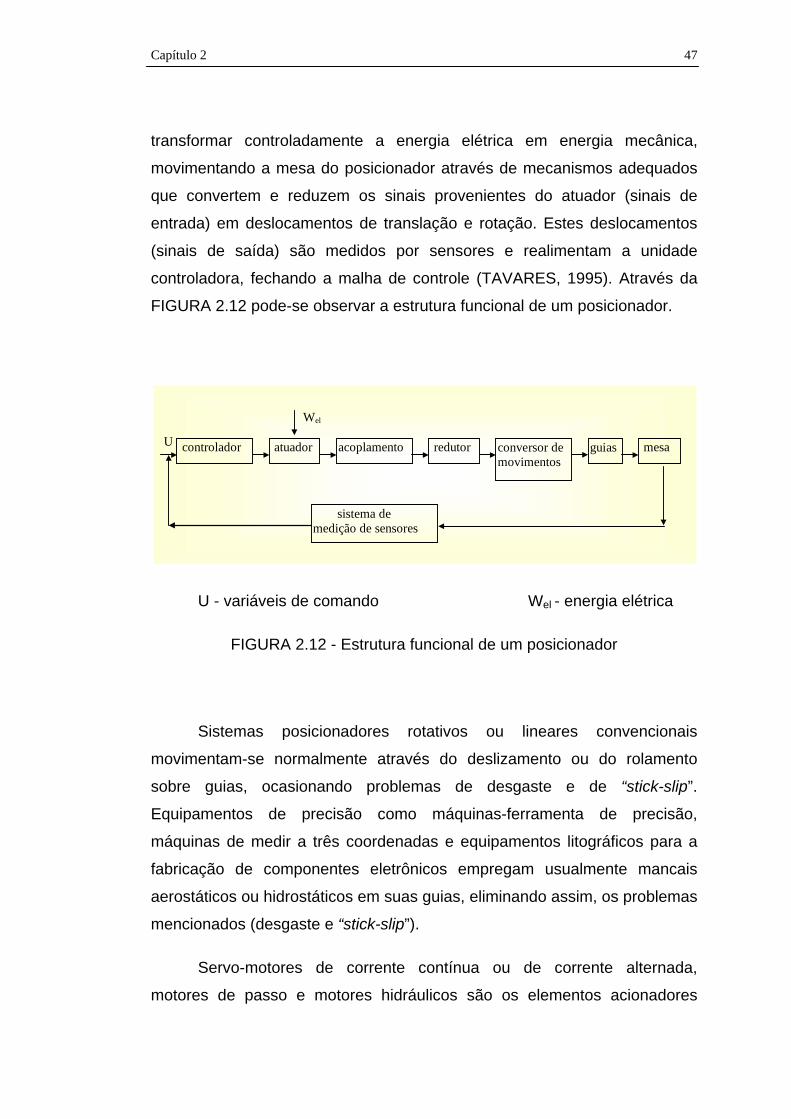
Capítulo 2 47
transformar controladamente a energia elétrica em energia mecânica,
movimentando a mesa do posicionador através de mecanismos adequados
que convertem e reduzem os sinais provenientes do atuador (sinais de
entrada) em deslocamentos de translação e rotação. Estes deslocamentos
(sinais de saída) são medidos por sensores e realimentam a unidade
controladora, fechando a malha de controle (TAVARES, 1995). Através da
FIGURA 2.12 pode-se observar a estrutura funcional de um posicionador.
sistema demedição de sensores
atuador acoplamento redutor conversor demovimentos
mesaguias
Wel
controlador U
U - variáveis de comando Wel - energia elétrica
FIGURA 2.12 - Estrutura funcional de um posicionador
Sistemas posicionadores rotativos ou lineares convencionais
movimentam-se normalmente através do deslizamento ou do rolamento
sobre guias, ocasionando problemas de desgaste e de “stick-slip”.
Equipamentos de precisão como máquinas-ferramenta de precisão,
máquinas de medir a três coordenadas e equipamentos litográficos para a
fabricação de componentes eletrônicos empregam usualmente mancais
aerostáticos ou hidrostáticos em suas guias, eliminando assim, os problemas
mencionados (desgaste e “stick-slip”).
Servo-motores de corrente contínua ou de corrente alternada,
motores de passo e motores hidráulicos são os elementos acionadores
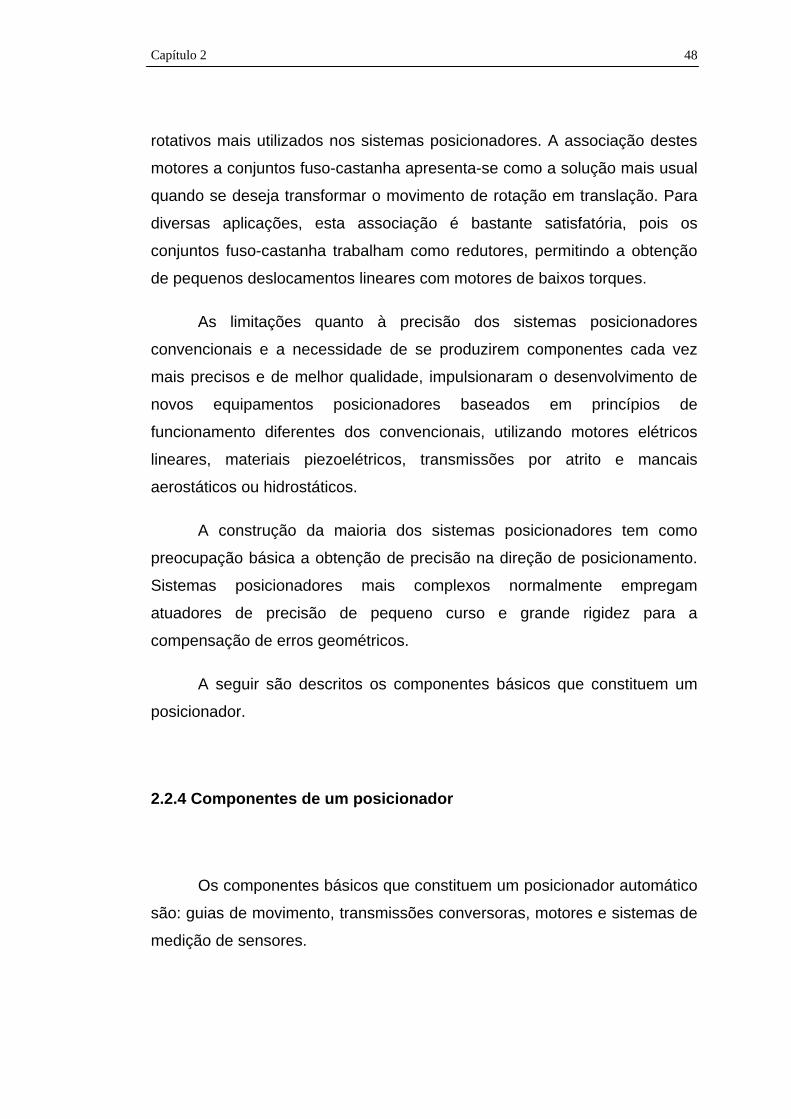
Capítulo 2 48
rotativos mais utilizados nos sistemas posicionadores. A associação destes
motores a conjuntos fuso-castanha apresenta-se como a solução mais usual
quando se deseja transformar o movimento de rotação em translação. Para
diversas aplicações, esta associação é bastante satisfatória, pois os
conjuntos fuso-castanha trabalham como redutores, permitindo a obtenção
de pequenos deslocamentos lineares com motores de baixos torques.
As limitações quanto à precisão dos sistemas posicionadores
convencionais e a necessidade de se produzirem componentes cada vez
mais precisos e de melhor qualidade, impulsionaram o desenvolvimento de
novos equipamentos posicionadores baseados em princípios de
funcionamento diferentes dos convencionais, utilizando motores elétricos
lineares, materiais piezoelétricos, transmissões por atrito e mancais
aerostáticos ou hidrostáticos.
A construção da maioria dos sistemas posicionadores tem como
preocupação básica a obtenção de precisão na direção de posicionamento.
Sistemas posicionadores mais complexos normalmente empregam
atuadores de precisão de pequeno curso e grande rigidez para a
compensação de erros geométricos.
A seguir são descritos os componentes básicos que constituem um
posicionador.
2.2.4 Componentes de um posicionador
Os componentes básicos que constituem um posicionador automático
são: guias de movimento, transmissões conversoras, motores e sistemas de
medição de sensores.

Capítulo 2 49
2.2.4.1 Guias de movimento
A função das guias de movimento é definir em quais graus de
liberdade do posicionador deseja-se que haja movimento. Por conseguinte,
ficam também determinados os graus de liberdade segundo os quais devem
ficar bloqueados os movimentos.
As guias para movimentos de translação podem também ser
chamadas de guias lineares, enquanto que as guias para movimentos de
rotação podem ser chamadas de mancais rotativos. Para aplicações
especiais existem também guias que permitem dois ou mais graus de
liberdade, podendo também haver a combinação de movimento rotativo e de
translação.
Segundo LICHTBLAU (1989), os principais requisitos para o projeto
de guias para posicionadores são de caráter estático, e podem ser
resumidos da seguinte forma:
elevada precisão dimensional e de forma macrogeométrica;
elevada rigidez (das guias e de seus suportes);
baixo coeficiente de atrito.
O atrito nas guias é um parâmetro que além de influenciar sobre o
comportamento estático do posicionador também tem grande influência
sobre o seu comportamento dinâmico. Entretanto, para que se possa
estabelecer a sua influência sobre o comportamento dinâmico não basta que
se conheça o seu valor estático, mas é necessário que se conheça o seu
valor e o seu comportamento ao longo de toda a faixa de velocidades de
movimento na guia. Tal comportamento expresso na forma de um gráfico de
coeficiente de atrito (A) versus velocidade de movimento (v) chama-se
curva característica de atrito. Diversas curvas características de atrito para
diferentes tipos construtivos de guias podem ser vistas na FIGURA 2.13.

Capítulo 2 50
2
1
3
4
1 – guia de deslizamento metal/metal2 – guia de deslizamento plástico/metal3 – guia de rolamento4 – guia de escoamento fluídico
A
v
FIGURA 2.13 – Curvas características de atrito em guias (LICHTBLAU, 1989).
Pode-se então, falar nos requisitos para guias, com base na curva
característica de atrito. Estes são:
atrito estático tão baixo quanto possível (3 e 4);
atrito dinâmico levemente crescente em função da velocidade, ou então
constante (3 e 4).
O atrito estático em conjunto com a elasticidade dos componentes
mecânicos vai dar origem à deformação elástica destes. Esta por sua vez é
uma não-linearidade que vai se manifestar como zona morta no início de
movimentos a partir da velocidade zero e como histerese nas reversões de
movimento.
Capítulo 2 51
Caso o atrito dinâmico for decrescente em função da velocidade,
surge o efeito denominado “stick-slip”. Em decorrência do surgimento desse
efeito o movimento em baixas velocidades é irregular, com oscilações,
praticamente inviabilizando posicionamentos de precisão.
Uma forma muito usada para classificação de tipos construtivos de
guias é quanto à forma pela qual se dá o contato entre o elemento fixo e o
elemento móvel da guia.
Nas guias de deslizamento há teoricamente um contato de superfícies
sólidas, que como o próprio nome sugere, deslizam uma em relação à outra.
Nas guias de rolamento há corpos de revolução (esferas, cilindros) entre o
elemento fixo e móvel. O contato é teoricamente pontual ou em forma de
uma linha, e o atrito é de rolamento e não de escorregamento. Nas guias
fluídicas um fluido a alta pressão é injetado em bolsões ou em uma fresta
entre as superfícies de guia do elemento fixo e do elemento móvel. Estes
deslizam sobre o filme fluídico que se estabelece, e portanto não há contato
metal-metal. O atrito é do tipo fluido-viscoso.
As guias de molas são constituídas por elementos elásticos, que
permitem a realização de movimentos de translação entre o carro e o
suporte com alta precisão. Estes elementos elásticos atuam de maneira
semelhante a uma mola, ou seja, através de sua deformação e flexibilidade,
permitem pequenos deslocamentos lineares do carro da guia. Em função
desta analogia, estas guias são conhecidas como guias de molas ou ainda
guias elásticas.
A TABELA 2.2 apresenta uma comparação técnica entre os diversos
tipos de guias empregadas em instrumento de mecânica de precisão
(SLOCUM, 1992 & HÖNHE, 1990a).

Capítulo 2 52
TABELA 2.2 – Comparação entre guias de precisão
Guias de
deslizamento
Guias de
rolamento
Guias de
molas
Guias
aerostáticas
Guias
hidrostáticas
Resolução (m) 2 a 10 0,1 a 1,0 0,01 0,01 d 0,01 d
Precisão (m) 1 a 10 1 a 5 0,01 0,01 0,01
Rigidez (N/m) 5000 1000 4 a 100 b 100 100 N/nm
Velocidade
(m/s)
0,25 1 a 2 Pequena c 10 10
Custo (U$) 1000 100 a 5000 500 650 a 2000 1000
Atrito () 0,5 a 2
(aço/aço)
0,02 a 0,2
(PTFE)
0,005 Sem Desprezível e Desprezível e
Stick-slip Ocorre Desprezível Não ocorre Não ocorre Não ocorre
Autoblocagem Ocorre Desprezível Não ocorre Não ocorre Não ocorre
Amortecimento Alto Médio Pequeno Pequeno Pequeno
Folgas Pequenas Pequenas a Sem Sem Sem
PTFE - guias revestidas com politetrafluoretileno, podendo desenvolver até 2,5 m/s
a – depende da ajustagem para redução da folga b – depende das dimensões da guia de molas c – limitada pela freqüência natural e pela resistência à fadiga do material da
mola d – a resolução é praticamente ilimitada, pois a força de atrito estático é nula e – coeficiente de atrito estático é nulo, com atrito dinâmico desprezível
Mancais

Capítulo 2 53
Genericamente, um mancal constitui-se de uma peça que se move
em torno de um eixo em relação a uma outra fixa, quando é justaposta direta
ou indiretamente através de elementos adicionais.
Uma comparação entre mancais empregados em máquinas pesadas
e mancais de instrumentos em mecânica de precisão leva ao seguinte
resultado (HÖHNE, 1990a & DAVIDSON, 1972 apud TAVARES, 1995):
i) os mancais de instrumentos de precisão são geralmente muito
menores que os de máquinas;
ii) em geral, o ângulo de giro em máquinas pesadas varia entre alguns
graus até valores maiores que 3600 e, por sua vez, o de instrumentos
de precisão pode assumir valores desde alguns segundos até giros
maiores que 3600;
iii) a precisão dos mancais de instrumentos situa-se na faixa
micrométrica ou até mesmo submicrométrica, enquanto que mancais
para máquinas assume valores de centésimos de milímetro.
Além destas diferenças de concepção de projeto, devem ser levadas
em consideração as seguintes características peculiares a cada tipo de
sistema técnico:
i) em projeto de máquinas considera-se principalmente a capacidade de
carga do mancal, sua rigidez e resistência mecânica, altas
velocidades de regime, além de problemas quanto a lubrificação e
refrigeração;
ii) em mecânica de precisão, um mancal deve possuir baixo atrito, com
movimentos sem stick-slip e com baixo nível de ruído, pequenas
deformações, com folga mínima, insensível a variações de
temperatura, com alta resistência ao desgaste e livre de manutenção,
além de possuir dimensões reduzidas.
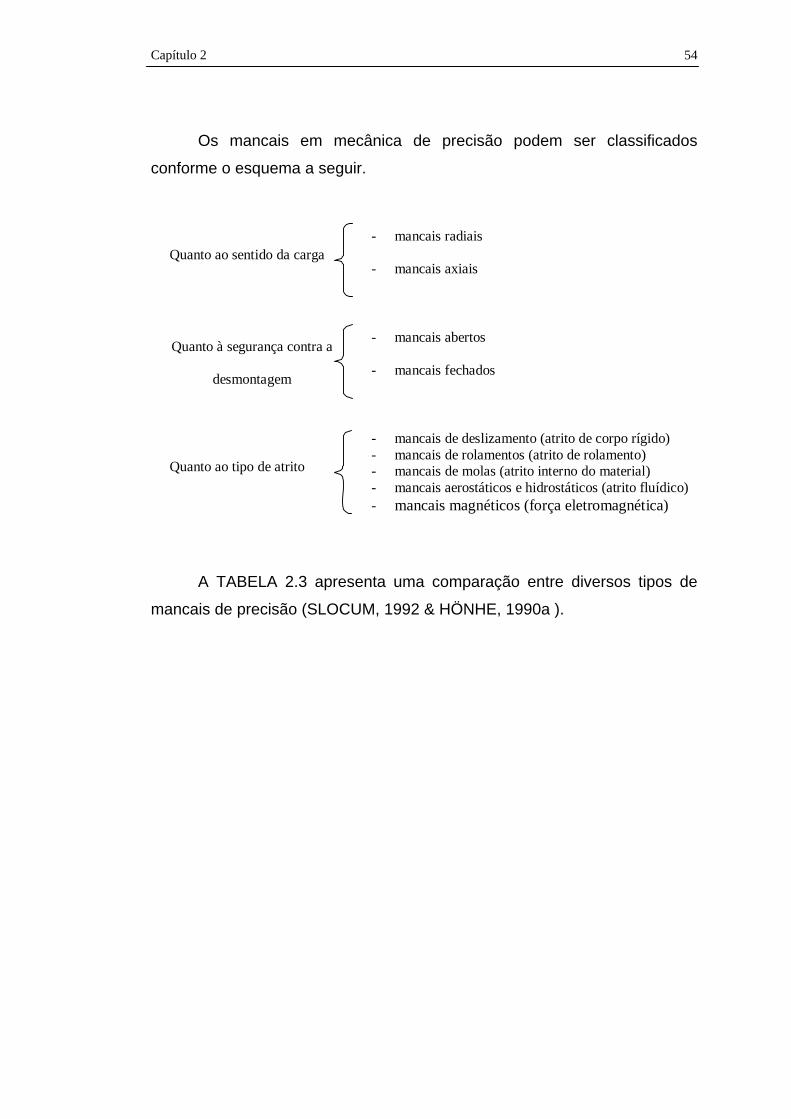
Capítulo 2 54
Os mancais em mecânica de precisão podem ser classificados
conforme o esquema a seguir.
Quanto ao sentido da carga
Quanto à segurança contra a
desmontagem
Quanto ao tipo de atrito
- mancais radiais
- mancais axiais
- mancais abertos
- mancais fechados
- mancais de deslizamento (atrito de corpo rígido)- mancais de rolamentos (atrito de rolamento)- mancais de molas (atrito interno do material)- mancais aerostáticos e hidrostáticos (atrito fluídico)- mancais magnéticos (força eletromagnética)
A TABELA 2.3 apresenta uma comparação entre diversos tipos de
mancais de precisão (SLOCUM, 1992 & HÖNHE, 1990a ).
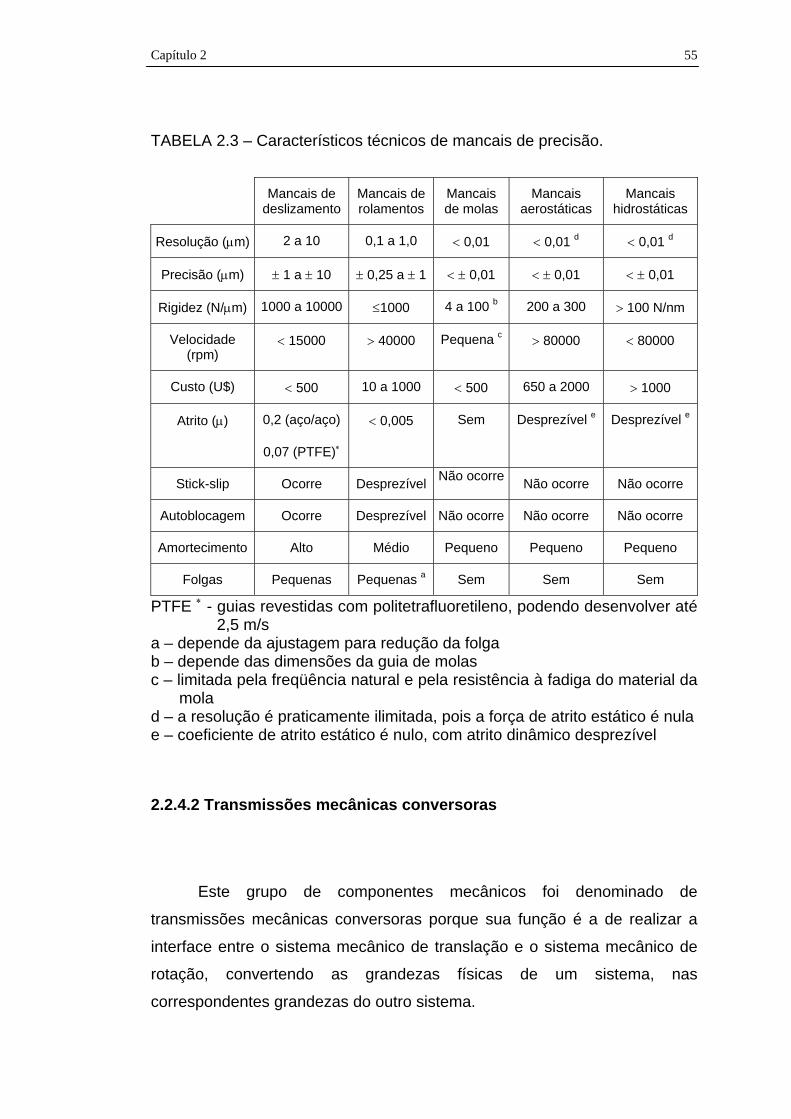
Capítulo 2 55
TABELA 2.3 – Característicos técnicos de mancais de precisão.
Mancais de deslizamento
Mancais de rolamentos
Mancais de molas
Mancais aerostáticas
Mancais hidrostáticas
Resolução (m) 2 a 10 0,1 a 1,0 0,01 0,01 d 0,01 d
Precisão (m) 1 a 10 0,25 a 1 0,01 0,01 0,01
Rigidez (N/m) 1000 a 10000 1000 4 a 100 b 200 a 300 100 N/nm
Velocidade (rpm)
15000 40000 Pequena c 80000 80000
Custo (U$) 500 10 a 1000 500 650 a 2000 1000
Atrito () 0,2 (aço/aço)
0,07 (PTFE)
0,005 Sem Desprezível e Desprezível e
Stick-slip Ocorre DesprezívelNão ocorre
Não ocorre Não ocorre
Autoblocagem Ocorre Desprezível Não ocorre Não ocorre Não ocorre
Amortecimento Alto Médio Pequeno Pequeno Pequeno
Folgas Pequenas Pequenas a Sem Sem Sem
PTFE - guias revestidas com politetrafluoretileno, podendo desenvolver até 2,5 m/s
a – depende da ajustagem para redução da folga b – depende das dimensões da guia de molas c – limitada pela freqüência natural e pela resistência à fadiga do material da
mola d – a resolução é praticamente ilimitada, pois a força de atrito estático é nula e – coeficiente de atrito estático é nulo, com atrito dinâmico desprezível
2.2.4.2 Transmissões mecânicas conversoras
Este grupo de componentes mecânicos foi denominado de
transmissões mecânicas conversoras porque sua função é a de realizar a
interface entre o sistema mecânico de translação e o sistema mecânico de
rotação, convertendo as grandezas físicas de um sistema, nas
correspondentes grandezas do outro sistema.

Capítulo 2 56
As transmissões mecânicas conversoras são necessariamente
usadas sempre que o motor não produza o tipo de movimento de que se
necessita no posicionador. Por exemplo, quando o motor gera movimento
rotativo e o posicionador é de translação.
Segundo LICHTBLAU (1989), os requisitos dinâmicos que devem
orientar o projeto e a seleção de transmissões conversoras são:
rigidez elevada, na medida da rigidez dos demais componentes
mecânicos;
inércia e massas tão reduzidas quanto possível;
folgas tão reduzidas quanto possível.
Os tipos de elementos de transmissão mais utilizados em projetos de
ultraprecisão são: fusos de esferas recirculantes, fusos de rolos planetários,
fusos aerostáticos e hidrostáticos, pinhão e cremalheira e parafusos
micrométricos (WECK & BISPINK, 1991).
Os fusos de esferas recirculantes compõem-se do fuso, da castanha,
das esferas que rolam nas pistas entre o fuso e a castanha e dos
dispositivos de recirculação. Um sistema de fusos de esferas recirculantes
pode ser considerado como se fosse uma guia de rolamento, deslocando-se
transversalmente sobre um eixo em rotação. De maneira semelhante a todos
os outros sistemas de fuso-castanha, ele converte movimentos de rotação
em movimentos de translação, ou vice-versa. Os fusos de esferas
recirculantes são os mais usados na grande maioria dos posicionadores.
Fusos de rolos planetários possuem rolos que realizam a transmissão
de energia e informações entre o fuso e a castanha. Existem dois tipos
construtivos, um no qual os rolos têm rosca e descrevem movimentos
planetários ao redor do fuso e outro no qual os rolos têm ranhuras; além de
realizarem movimento planetário ao redor do fuso, também deslocam-se

Capítulo 2 57
axialmente, sendo necessário portanto, que recirculem. Os fusos de rolos
planetários são aplicados em posicionadores de grande porte.
O sistema pinhão-cremalheira tem seu campo de aplicação como
transmissão conversora, em especial nos posicionadores com curso muito
longo, devido à sua inércia ser significativamente menor que a inércia dos
fusos de esferas recirculantes.
Fusos aerostáticos ou hidrostáticos são elementos que possuem um
sistema externo de alimentação de fluido pressurizado (ar ou óleo) que
mantém a castanha e o fuso separados por um filme lubrificante. Segundo
RUMBARGER & WERTWIJN (1968), além dos benefícios óbvios da
lubrificação, esses sistemas apresentam como vantagens a ausência de
stick-slip, desgastes e folgas, alta rigidez e repetibilidade de posicionamento.
Os parafusos micrométricos são basicamente compostos do parafuso
propriamente dito, também chamado de fuso e da porca, também chamada
de castanha e baseia-se no princípio de acionamento diferencial.
A TABELA 2.4 mostra as propriedades de diferentes sistemas de
fusos para aplicações de ultraprecisão.
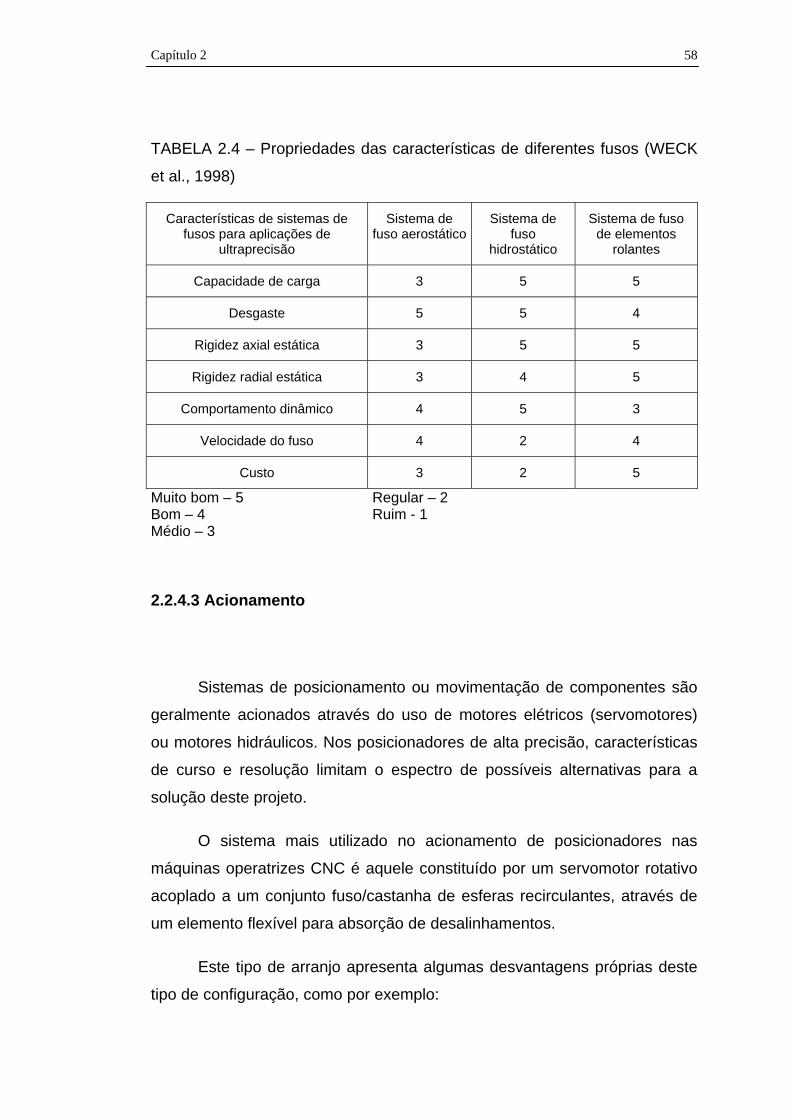
Capítulo 2 58
TABELA 2.4 – Propriedades das características de diferentes fusos (WECK
et al., 1998)
Características de sistemas de fusos para aplicações de
ultraprecisão
Sistema de fuso aerostático
Sistema de fuso
hidrostático
Sistema de fuso de elementos
rolantes
Capacidade de carga 3 5 5
Desgaste 5 5 4
Rigidez axial estática 3 5 5
Rigidez radial estática 3 4 5
Comportamento dinâmico 4 5 3
Velocidade do fuso 4 2 4
Custo 3 2 5
Muito bom – 5 Bom – 4 Médio – 3
Regular – 2 Ruim - 1
2.2.4.3 Acionamento
Sistemas de posicionamento ou movimentação de componentes são
geralmente acionados através do uso de motores elétricos (servomotores)
ou motores hidráulicos. Nos posicionadores de alta precisão, características
de curso e resolução limitam o espectro de possíveis alternativas para a
solução deste projeto.
O sistema mais utilizado no acionamento de posicionadores nas
máquinas operatrizes CNC é aquele constituído por um servomotor rotativo
acoplado a um conjunto fuso/castanha de esferas recirculantes, através de
um elemento flexível para absorção de desalinhamentos.
Este tipo de arranjo apresenta algumas desvantagens próprias deste
tipo de configuração, como por exemplo:
Capítulo 2 59
presença de folgas
adição de massas inerciais
não linearidades (histerese, atrito)
menor velocidade crítica
Uma vez no campo da ultraprecisão estas dificuldades acentuam-se,
por isso são estudadas alternativas que possam reduzir significativamente
ditos inconvenientes.
Servomotores
Funcionalmente o motor é o elemento que realiza uma conversão de
sinais e sobretudo de energia entre o sistema elétrico e o mecânico, bem
como do elétrico em térmico e em ruído.
Rapidez de movimento, repetibilidade, velocidades máximas
elevadas, facilidade de controle, confiabilidade e economia são objetivos que
têm orientado o caminho do desenvolvimento das máquinas elétricas para
aplicação em máquinas-ferramenta e robótica. Este conjunto de objetivos
tem levado a diversas concepções não só dos motores elétricos como
também dos sistemas de energização e seus sistemas de controle.
O aparecimento e evolução dos servomotores coincidem com a
constante busca de alto desempenho e conseqüente eliminação de fatores
limitantes. O servomotor distingue-se dos “motores comuns” pelo fato de
estes últimos serem otimizados em função do mínimo custo, alta eficiência,
longa vida útil etc.; enquanto que os servomotores são otimizados em função
de seu desempenho estático e principalmente de sua dinâmica. Desta forma
pode-se dizer que “ servomotores são aqueles que podem ser comandados
a posição e/ou velocidade e que respondem aos comandos recebidos com
elevada rapidez e precisão” (CAMPOS RUBIO et al., 1996).

Capítulo 2 60
Vários tipos de servomotores utilizados em máquinas controladas
automaticamente podem ser enumerados, dentro deste contexto e,
considerando o tipo de movimento mecânico resultante, os
servoacionamentos podem ser classificados em servomotores rotativos e
lineares ou de translação, de acordo com o esquema a seguir.
rotativos
translativos
CC
CA
- com escovas- sem escovas (brushless)- sem núcleo (coreless, ironless)- de passo
- síncronos- assíncronos (de indução)
CC- sem escovas- bobina móvel (moving coil, voice coil)- de passo
CA - síncronos- assíncronos
Servomotores
Um grupo especial de acionamentos translativos é constituído pelos
atuadores, como por exemplo os piezoelétricos, cujo princípio de
funcionamento é baseado em fenômenos de estricção eletrostática. Estes
atuadores são analisados mais detalhadamente a seguir.
Atuadores translativos
Um dos tipos mais simples de atuadores lineares ou translativos são
os baseados na teoria eletromagnética, os quais são comumente
Capítulo 2 61
denominados de solenóides, estes atuadores se utilizam de um campo
magnético, gerado pela passagem de corrente elétrica através das espiras
de uma bobina, para atrair um elemento metálico na direção da espira. A
força gerada pelo solenóide é primeiramente uma função do número de
espiras da bobina, da intensidade de corrente, da área dos pólos, do altura
da fenda (tamanho do entre-ferro) e da permeabilidade magnética do ar.
Outros fatores que afetam o desempenho do solenóide são comprimento do
núcleo metálico, as propriedades magnéticas da estrutura, a área e o
formato dos dipolos.
Devido à não-linearidade da força de resposta, conseqüência da
relação de variáveis envolvidas e a sua baixa constante de tempo eletro-
mecânica, este tipo de atuador é utilizado com maior freqüência como
atuador passivo, para manter componentes mecanicamente fixos (SLOCUM,
1992).
A seguir são analisados atuadores baseados nos princípios
piezoelétricos.
Atuadores Piezoelétricos
Os atuadores piezoelétricos (PZT) são baseados na propriedade que
certos materiais cristalinos possuem de induzir uma carga elétrica
proporcional à mecânica aplicada. A FIGURA 2.14 mostra um esquema
construtivo de um PZT e um PZT comercial.
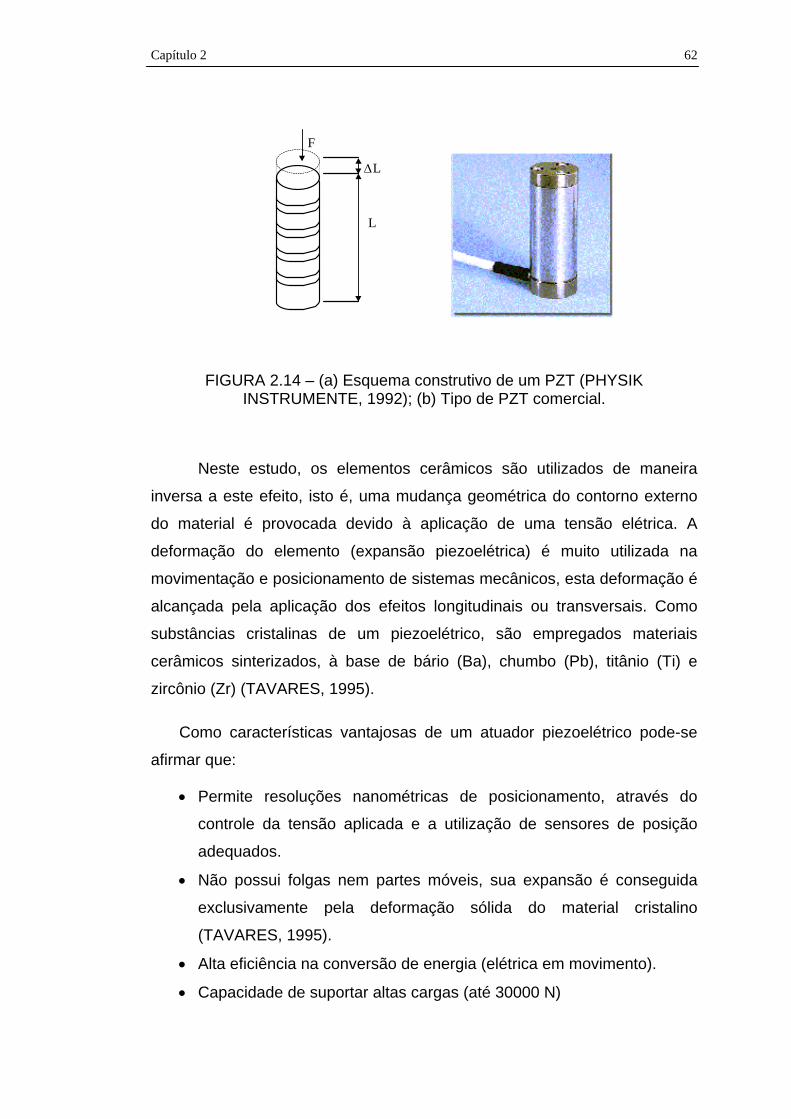
Capítulo 2 62
F
L
L
FIGURA 2.14 – (a) Esquema construtivo de um PZT (PHYSIK INSTRUMENTE, 1992); (b) Tipo de PZT comercial.
Neste estudo, os elementos cerâmicos são utilizados de maneira
inversa a este efeito, isto é, uma mudança geométrica do contorno externo
do material é provocada devido à aplicação de uma tensão elétrica. A
deformação do elemento (expansão piezoelétrica) é muito utilizada na
movimentação e posicionamento de sistemas mecânicos, esta deformação é
alcançada pela aplicação dos efeitos longitudinais ou transversais. Como
substâncias cristalinas de um piezoelétrico, são empregados materiais
cerâmicos sinterizados, à base de bário (Ba), chumbo (Pb), titânio (Ti) e
zircônio (Zr) (TAVARES, 1995).
Como características vantajosas de um atuador piezoelétrico pode-se
afirmar que:
Permite resoluções nanométricas de posicionamento, através do
controle da tensão aplicada e a utilização de sensores de posição
adequados.
Não possui folgas nem partes móveis, sua expansão é conseguida
exclusivamente pela deformação sólida do material cristalino
(TAVARES, 1995).
Alta eficiência na conversão de energia (elétrica em movimento).
Capacidade de suportar altas cargas (até 30000 N)

Capítulo 2 63
Ampla largura de banda, sua velocidade de expansão é limitada
apenas pela velocidade do som no material cristalino (PHYSIK
INSTRUMENTE, 1992).
Faz-se necessário citar que os atuadores piezoelétricos não são
adequados para suportar cargas fora de centro e esforços de tração, e
muitos vêm equipados com molas internas de pré-carga. Por outro lado,
devem ser evitadas a aplicação de tensões muito altas, se uma tensão
reversa (provoca contração) superior a 20% do valor da nominal for aplicada
o piezoelétrico despolariza irreversivelmente, além disso, tensões muito altas
criam canais de condução elétrica na cerâmica, ocorrendo um curto-circuito,
diminuindo a sua resistência e prejudicando a sua expansão (CAMPOS
RUBIO et al., 1997).
2.2.4.4 Sensores
Num posicionador, os sensores são responsáveis pela determinação
da posição real de seus elementos móveis, como a posição de translação de
guias e a posição angular de fusos e mesas rotativas.
Sensores ou também transdutores, são os elementos de um sistema
qualquer de medição, que fornecem sinais de medição analógicos ou
digitais, de forma incremental ou absoluta.
Os sensores empregados em posicionadores de mecânica de
precisão devem permitir leituras das grandezas medidas, com precisão e
resolução submicrométricas ou mesmo nanométricas, permitindo avaliações
automáticas dos valores reais.
Existem vários tipos de sensores e, dentre eles, pode-se destacar os
seguintes:
Capítulo 2 64
Sensores indutivos – sensores indutivos utilizam os princípios de indução
eletromagnética para medir deslocamentos, usualmente pela variação da
permeabilidade do centro da bobina. Exemplo de sensor indutivo inclui:
- Escala indutiva (Linear Inductosyn)
Aplicação: as escalas indutivas são utilizadas em medições incrementais de
deslocamentos lineares e angulares.
Sensores capacitivos – este tipo de sensor é baseado na capacitância
entre duas placas. Um transdutor capacitivo pode ser utilizado para medir
deslocamentos entre placas e converter esses movimentos em voltagem.
Um exemplo de transdutor capacitivo é:
- Transdutor de deslocamentos capacitivos (Capacitive displacement
transducer)
Aplicação: medida de distância entre duas placas de um capacitor.
Alcance: ~ 0,13 mm
Acuracidade: 0,15 % alcance total
Repetibilidade: 2-5 vezes resolução
Resolução: 1 nm
Largura de banda: acima de 10 kHz
Transdutores resistivos – é um tipo de transdutor que mede posições
lineares ou angulares mecânicas por meio da variação do resistor
(SLOCUM, 1992). Um exemplo de transdutor resistivo é:
- Potenciômetro
Aplicação: medidas de distância.
Alcance: acima de 1 m
Acuracidade: 0,01-0,05 % do alcance total
Repetibilidade: 0,1-0,5 % do alcance total

Capítulo 2 65
Resolução: 0,1 m
Largura de banda: dependente da construção
Sensores ópticos – sensores ópticos são aqueles que convertem uma
quantidade física em um sinal de saída (analógico ou digital) por meios
ópticos. Por exemplo:
- Autocolimador
Aplicação: medidas de deslocamento angular
Acuracidade: 0,1 – 0,05 % do alcance total
Repetibilidade: 5 – 10 vezes acuracidade
Resolução: 0,1 arc-segundo
- Encoders ópticos
Aplicação: medida de rotação angular e movimentos lineares. São
dependentes da construção e manufatura. Pode ser do tipo
incremental ou absoluto.
- Interferômetros
Aplicação: medidas de distância, velocidade, erros de forma. São
dependentes dos arranjos ópticos.
Alcance: dependente da aplicação
Acuracidade: 0,5 no vácuo
Repetibilidade: depende do meio ambiente
Resolução: depende de características ópticas, tipicamente em torno de
500
.
A TABELA 2.5 faz uma comparação entre diversos tipos de sistemas
de medição.
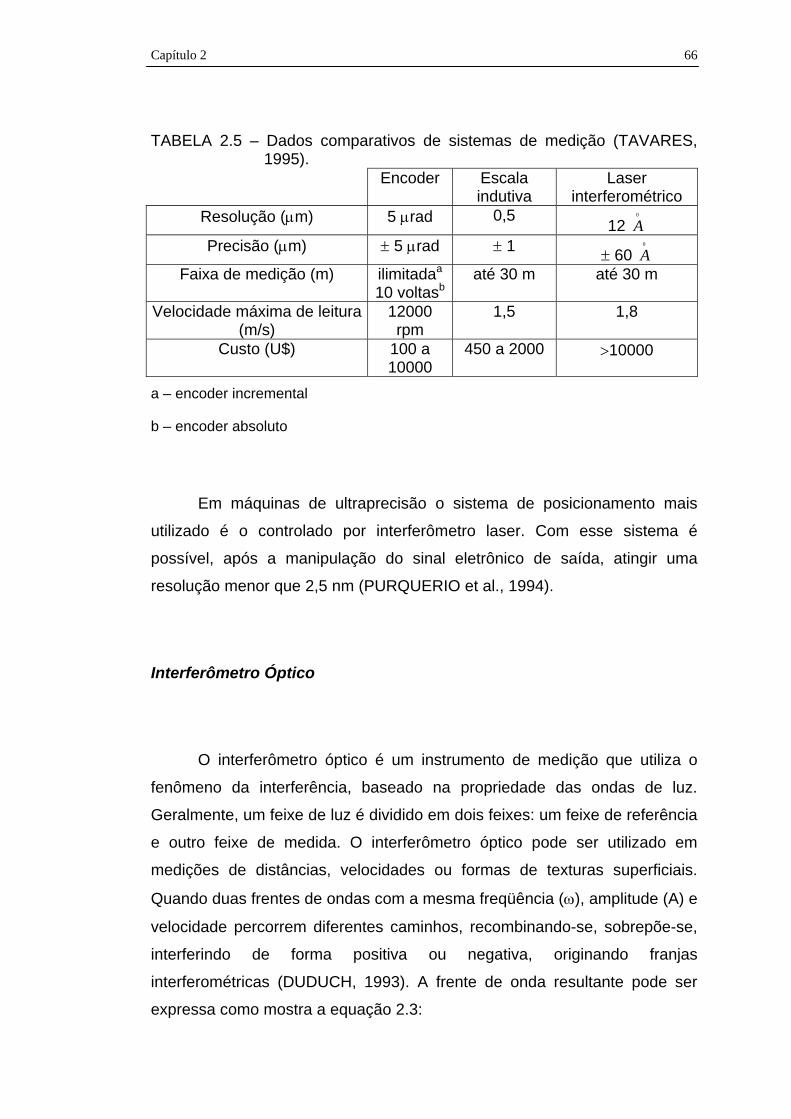
Capítulo 2 66
TABELA 2.5 – Dados comparativos de sistemas de medição (TAVARES, 1995).
Encoder Escala indutiva
Laser interferométrico
Resolução (m) 5 rad 0,5 12
0
A Precisão (m) 5 rad 1 60
0
A Faixa de medição (m) ilimitadaa
10 voltasb até 30 m até 30 m
Velocidade máxima de leitura (m/s)
12000 rpm
1,5 1,8
Custo (U$) 100 a 10000
450 a 2000 10000
a – encoder incremental
b – encoder absoluto
Em máquinas de ultraprecisão o sistema de posicionamento mais
utilizado é o controlado por interferômetro laser. Com esse sistema é
possível, após a manipulação do sinal eletrônico de saída, atingir uma
resolução menor que 2,5 nm (PURQUERIO et al., 1994).
Interferômetro Óptico
O interferômetro óptico é um instrumento de medição que utiliza o
fenômeno da interferência, baseado na propriedade das ondas de luz.
Geralmente, um feixe de luz é dividido em dois feixes: um feixe de referência
e outro feixe de medida. O interferômetro óptico pode ser utilizado em
medições de distâncias, velocidades ou formas de texturas superficiais.
Quando duas frentes de ondas com a mesma freqüência (), amplitude (A) e
velocidade percorrem diferentes caminhos, recombinando-se, sobrepõe-se,
interferindo de forma positiva ou negativa, originando franjas
interferométricas (DUDUCH, 1993). A frente de onda resultante pode ser
expressa como mostra a equação 2.3:
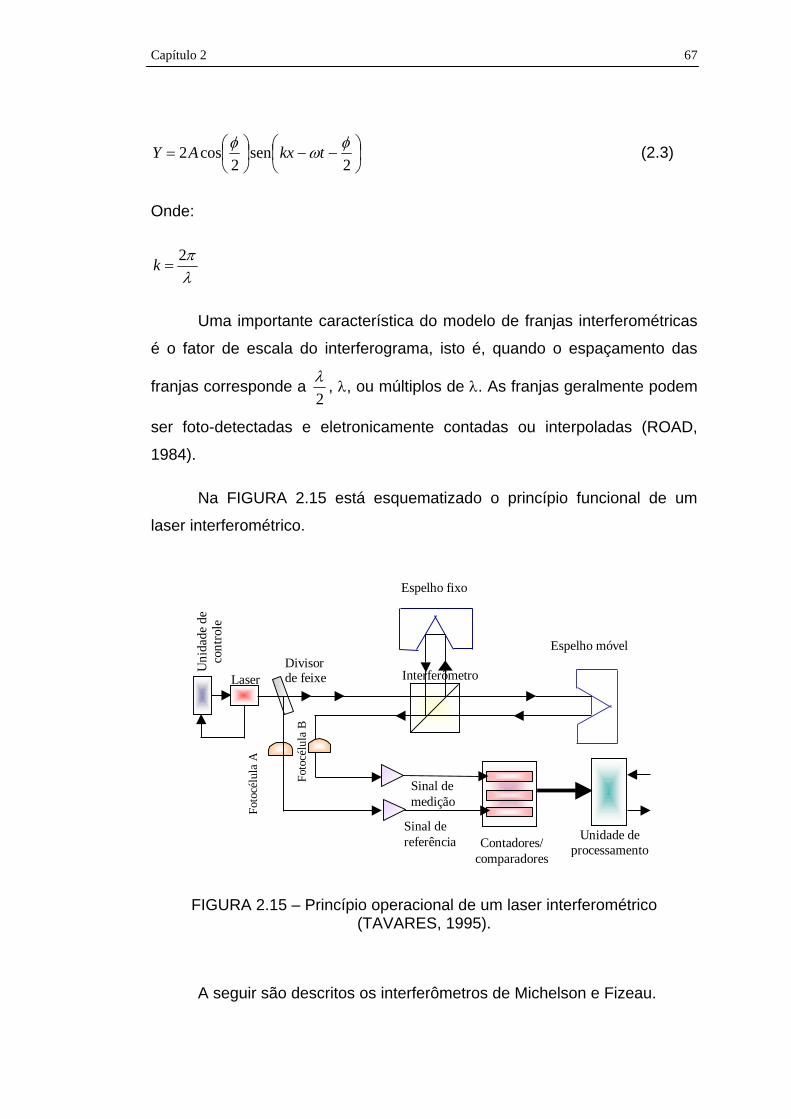
Capítulo 2 67
2sen
2cos2
tkxAY (2.3)
Onde:
2
k
Uma importante característica do modelo de franjas interferométricas
é o fator de escala do interferograma, isto é, quando o espaçamento das
franjas corresponde a 2
, , ou múltiplos de . As franjas geralmente podem
ser foto-detectadas e eletronicamente contadas ou interpoladas (ROAD,
1984).
Na FIGURA 2.15 está esquematizado o princípio funcional de um
laser interferométrico.
Interferômetro
Espelho móvel
Foto
célu
la B
Espelho fixo
Foto
célu
la A
Sinal demedição
Sinal dereferência Contadores/
comparadores
Unidade deprocessamento
Uni
dade
de
cont
role
LaserDivisorde feixe
FIGURA 2.15 – Princípio operacional de um laser interferométrico (TAVARES, 1995).
A seguir são descritos os interferômetros de Michelson e Fizeau.
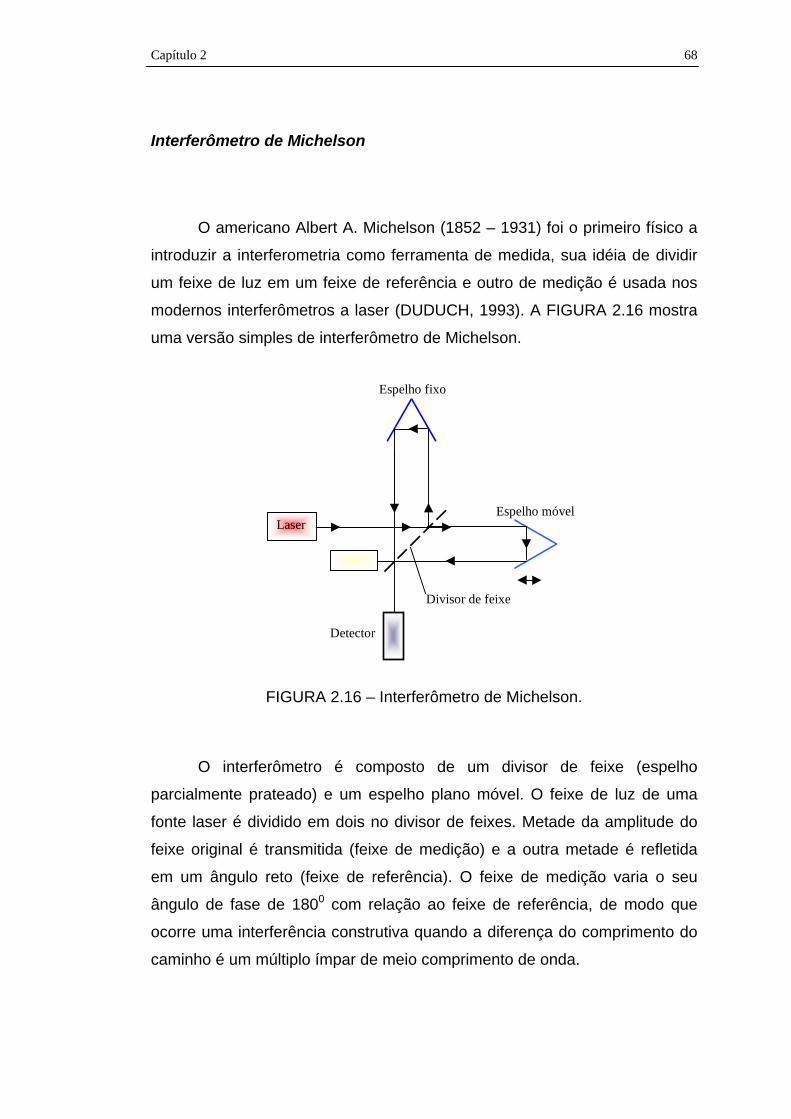
Capítulo 2 68
Interferômetro de Michelson
O americano Albert A. Michelson (1852 – 1931) foi o primeiro físico a
introduzir a interferometria como ferramenta de medida, sua idéia de dividir
um feixe de luz em um feixe de referência e outro de medição é usada nos
modernos interferômetros a laser (DUDUCH, 1993). A FIGURA 2.16 mostra
uma versão simples de interferômetro de Michelson.
Detector
Espelho móvel
Espelho fixo
Divisor de feixe
Laser
FIGURA 2.16 – Interferômetro de Michelson.
O interferômetro é composto de um divisor de feixe (espelho
parcialmente prateado) e um espelho plano móvel. O feixe de luz de uma
fonte laser é dividido em dois no divisor de feixes. Metade da amplitude do
feixe original é transmitida (feixe de medição) e a outra metade é refletida
em um ângulo reto (feixe de referência). O feixe de medição varia o seu
ângulo de fase de 1800 com relação ao feixe de referência, de modo que
ocorre uma interferência construtiva quando a diferença do comprimento do
caminho é um múltiplo ímpar de meio comprimento de onda.
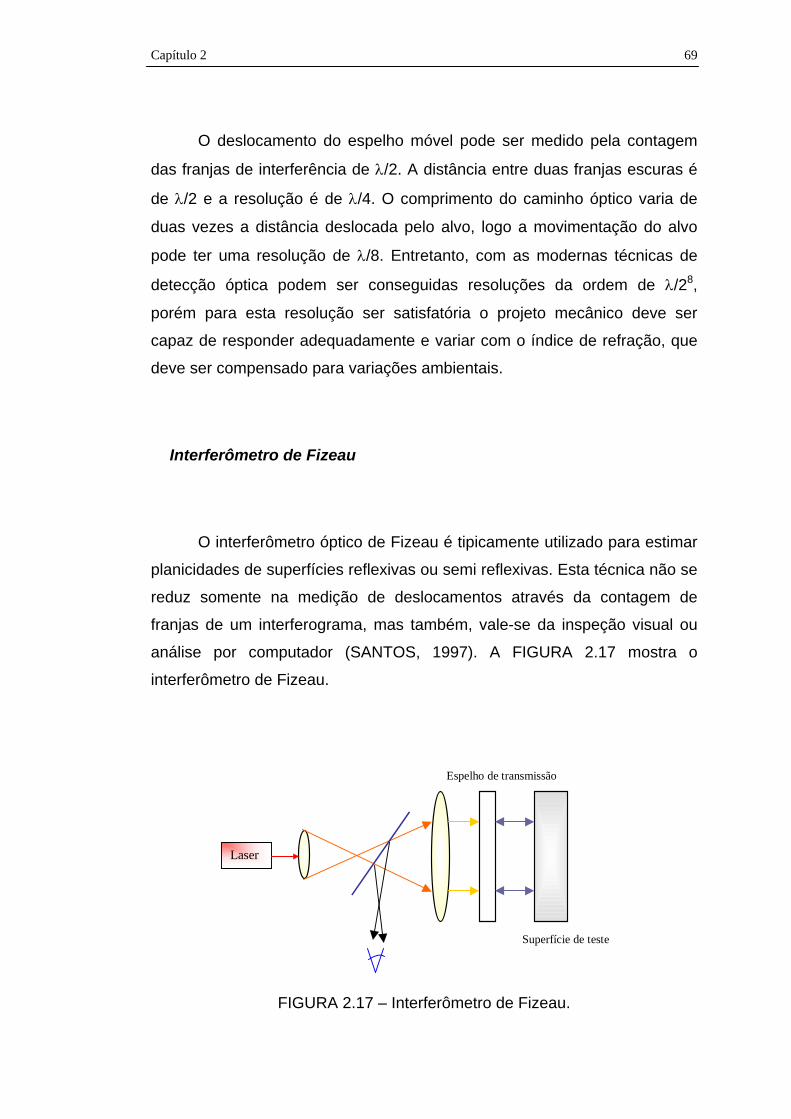
Capítulo 2 69
O deslocamento do espelho móvel pode ser medido pela contagem
das franjas de interferência de /2. A distância entre duas franjas escuras é
de /2 e a resolução é de /4. O comprimento do caminho óptico varia de
duas vezes a distância deslocada pelo alvo, logo a movimentação do alvo
pode ter uma resolução de /8. Entretanto, com as modernas técnicas de
detecção óptica podem ser conseguidas resoluções da ordem de /28,
porém para esta resolução ser satisfatória o projeto mecânico deve ser
capaz de responder adequadamente e variar com o índice de refração, que
deve ser compensado para variações ambientais.
Interferômetro de Fizeau
O interferômetro óptico de Fizeau é tipicamente utilizado para estimar
planicidades de superfícies reflexivas ou semi reflexivas. Esta técnica não se
reduz somente na medição de deslocamentos através da contagem de
franjas de um interferograma, mas também, vale-se da inspeção visual ou
análise por computador (SANTOS, 1997). A FIGURA 2.17 mostra o
interferômetro de Fizeau.
Laser
Espelho de transmissão
Superfície de teste
FIGURA 2.17 – Interferômetro de Fizeau.
Capítulo 2 70
Quando a superfície em teste está perfeitamente plana e paralela com
o plano óptico, dois feixes de luz são perfeitamente superpostos, resultando
em padrão de interferência de intensidade uniforme, ou seja, não são
observadas franjas. Se a superfície está plana, porém ligeiramente inclinada
em relação ao plano óptico, são observadas uma família de franjas. O
espaçamento das franjas são proporcionais à inclinação da superfície em
relação ao plano óptico. O interferômetro de Fizeau pode ser utilizado no
set-up e calibração de máquinas de precisão, como também, no controle de
processos (DUDUCH, 1993).
2.2.5 Conclusão
O uso de posicionadores em equipamentos de precisão, em particular
no posicionamento de ferramenta/peça em usinagem de ultraprecisão, se
deve à necessidade de se obter um rígido controle do perfil a ser usinado. E
para chegar a esse nível desejado é preciso monitorar a posição da
ferramenta em relação a peça durante o processo de usinagem e fazer as
devidas compensações de erros, a fim de se obter sucesso no final do
processo.
Capítulo 3 71
CAPÍTULO 3
METODOLOGIA DE PROJETO
3.1 A escolha do modelo
No Capítulo 2 foram descritos vários modelos de projeto, segundo
vários autores. Dentre eles foi escolhido o modelo de Krick (item 2.1.7).
Neste capítulo, são anexadas as idéias gerais de projeto do
microposicionador angular para mecânica de precisão ao modelo de Krick, a
fim de se obter a melhor solução para o problema.
O processo geral recomendado por Krick pode ser observado na
FIGURA 2.10 e no item 2.1.8.
Fase da formulação: propõe-se a utilização de sistemas de
microposicionamento angular de alta resolução.
Fase da análise: o posicionador a ser desenvolvido segue passo a passo
as metodologias de técnicas de projeto, com capacidade de movimentar-
se angularmente, possuindo alta rigidez e ampla largura de banda, capaz
de posicionar uma superfície com resolução inferior a 4.10-5 graus.
Capítulo 3 72
Fase da procura das soluções alternativas: as soluções são buscadas
através da literatura que abrange mecanismos de posicionamento de
precisão.
Fase da decisão: como justificado no item 2.1.8.4 é utilizado o método de
análise de valor, tendo como objetivo obter a melhor solução.
Fase da especificação: será feita uma descrição das características
físicas e uma modelagem cinemática do sistema, com o objetivo de
verificar a funcionalidade da solução escolhida.
3.2 Análise Técnica
O problema de projeto já está formulado. Como comentado, baseia-se
na necessidade de posicionadores de alta resolução, capazes de posicionar
elementos nas máquinas com alto grau de exatidão e rapidez, auxiliando
tanto no posicionamento relativo ferramenta/peça quanto na compensação
de erros sistemáticos.
Então prossegue ao desenvolvimento do processo de projeto, ou seja,
buscam-se soluções para o problema através da literatura que abrange
mecanismos de posicionamento de precisão e ainda, parte-se para a fase de
decisão, utilizando o método de análise de valor.
3.2.1 Procura de soluções
De acordo com a literatura, são caracterizados diversos princípios de
funcionamento de posicionadores angulares. Dentre os vários tipos
construtivos em estudo, um levantamento das características intrínsecas de
cada um permite uma análise técnica detalhada da alternativa de maior
viabilidade.
Como forma de auxiliar na tomada de decisão, foi utilizado o método
de análise de valor, visando obter melhor funcionalidade e desempenho
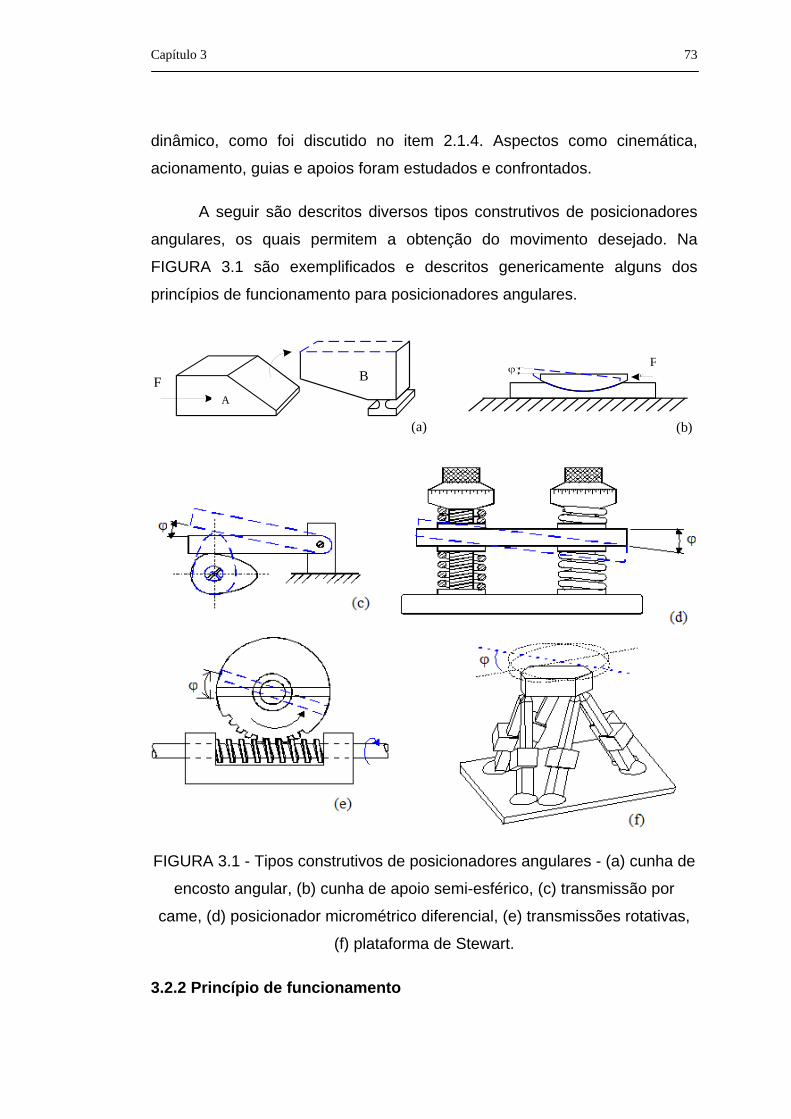
Capítulo 3 73
dinâmico, como foi discutido no item 2.1.4. Aspectos como cinemática,
acionamento, guias e apoios foram estudados e confrontados.
A seguir são descritos diversos tipos construtivos de posicionadores
angulares, os quais permitem a obtenção do movimento desejado. Na
FIGURA 3.1 são exemplificados e descritos genericamente alguns dos
princípios de funcionamento para posicionadores angulares.
A
B
F
(a)
F
(b)
A
BF
(a)
F
(b)
FIGURA 3.1 - Tipos construtivos de posicionadores angulares - (a) cunha de
encosto angular, (b) cunha de apoio semi-esférico, (c) transmissão por
came, (d) posicionador micrométrico diferencial, (e) transmissões rotativas,
(f) plataforma de Stewart.
3.2.2 Princípio de funcionamento
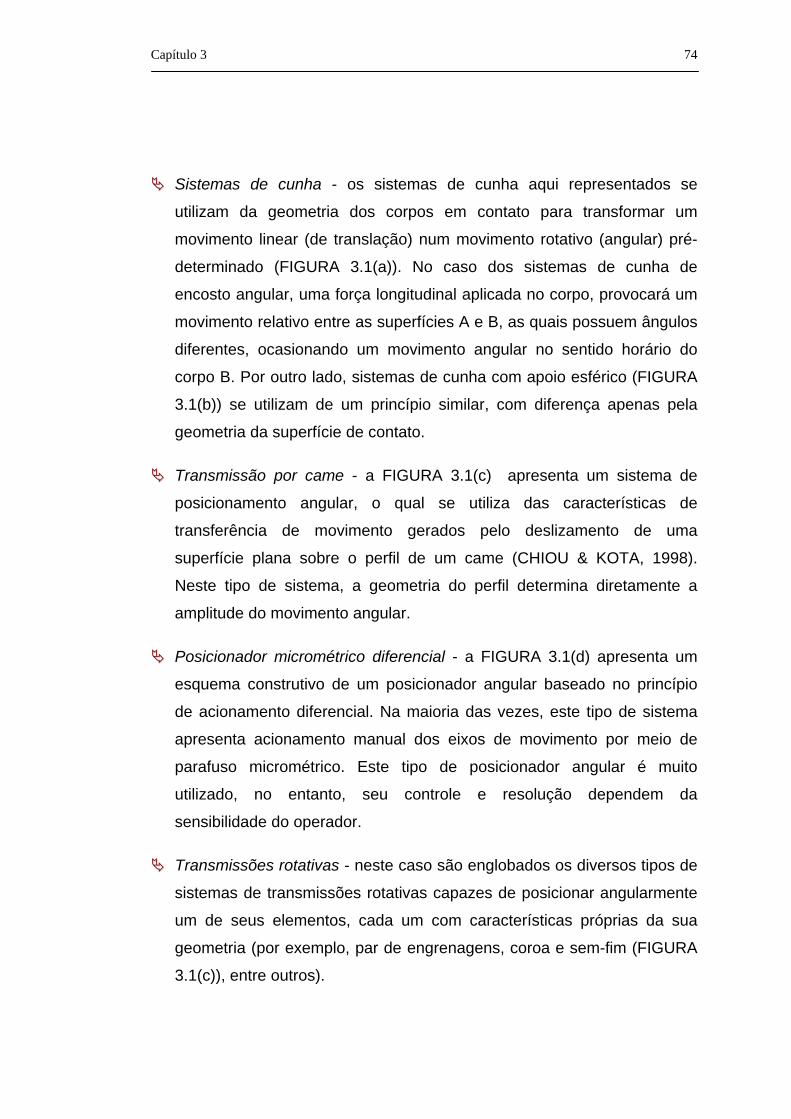
Capítulo 3 74
Sistemas de cunha - os sistemas de cunha aqui representados se
utilizam da geometria dos corpos em contato para transformar um
movimento linear (de translação) num movimento rotativo (angular) pré-
determinado (FIGURA 3.1(a)). No caso dos sistemas de cunha de
encosto angular, uma força longitudinal aplicada no corpo, provocará um
movimento relativo entre as superfícies A e B, as quais possuem ângulos
diferentes, ocasionando um movimento angular no sentido horário do
corpo B. Por outro lado, sistemas de cunha com apoio esférico (FIGURA
3.1(b)) se utilizam de um princípio similar, com diferença apenas pela
geometria da superfície de contato.
Transmissão por came - a FIGURA 3.1(c) apresenta um sistema de
posicionamento angular, o qual se utiliza das características de
transferência de movimento gerados pelo deslizamento de uma
superfície plana sobre o perfil de um came (CHIOU & KOTA, 1998).
Neste tipo de sistema, a geometria do perfil determina diretamente a
amplitude do movimento angular.
Posicionador micrométrico diferencial - a FIGURA 3.1(d) apresenta um
esquema construtivo de um posicionador angular baseado no princípio
de acionamento diferencial. Na maioria das vezes, este tipo de sistema
apresenta acionamento manual dos eixos de movimento por meio de
parafuso micrométrico. Este tipo de posicionador angular é muito
utilizado, no entanto, seu controle e resolução dependem da
sensibilidade do operador.
Transmissões rotativas - neste caso são englobados os diversos tipos de
sistemas de transmissões rotativas capazes de posicionar angularmente
um de seus elementos, cada um com características próprias da sua
geometria (por exemplo, par de engrenagens, coroa e sem-fim (FIGURA
3.1(c)), entre outros).

Capítulo 3 75
Plataforma de Stewart - este tipo de sistema é constituído por uma
plataforma apoiada sobre três pares de atuadores translativos (YANG &
GENG, 1998). O sistema permite a correção ou o posicionamento
angular através da movimentação destes atuadores, permitindo a
obtenção de movimento com três graus de liberdade (um de translação e
duas rotações). O controle e resolução estão diretamente relacionados
ao tipo de acionamento (FIGURA 3.1(f)).
3.2.3 Análise de valor
Dentre os vários tipos construtivos em estudo, através das suas
características (variantes), será feita uma análise de valor, visando obter o
sistema com melhor funcionalidade e desempenho dinâmico.
O método de análise de valor dos tipos construtivos em estudo,
analisa as variantes técnicas (características) em relação à função
necessária para a realização da tarefa, neste caso, um sistema de
posicionamento. As variantes são comparadas a um conjunto de critérios
relacionados à função, atribuindo pesos a estes critérios. Neste caso, o valor
global da variante é determinada pela equação 2.2, como visto no item
2.1.8.4 (TAVARES 1995, PAHL & BEITHZ, 1996).
n
1i iwmaxv
n
1i ijviw
iX (2.2)
A TABELA 3.1 mostra o processo de atribuição de valores aos
critérios de avaliação.
As variantes de a a f da TABELA 3.1 e da TABELA 3.2 correspondem
aos tipos construtivos da FIGURA 3.1-a a 3.1-f.
Capítulo 3 76
TABELA 3.1 -Fatores de importância número Critérios de avaliação Fatores de importância wi
1 resolução 5
2 facilidade construtiva 4
3 eliminação de folgas 4
4 dinâmica 3
5 facilidade de controle( sensoreamento )
3
6 custos 2
7 capacidade de carga 2
8 curso/giro ( máximo ) 2
Somatório () 25
A TABELA 3.2 ilustra o processo de análise de valores, chegando-se
ao valor global.

Capítulo 3 77
TABELA 3.2 – Determinação do valor global do posicionador Variantes
a (v1) b (v2) c (v3) d (v4) e (v5) f (v6)
n v1j wj.v1j v2j wj.v2j v3j wj.v3j v4j wj.v4j v5j wj.v5j v6j wj.v6j
1 5 25 4 20 3 15 4 20 3 15 5 25
2 4 16 2 8 3 12 4 16 2 8 1 4
3 4 16 3 12 3 12 4 16 2 8 4 16
4 2 6 1 3 1 3 3 9 1 3 3 9
5 3 9 1 3 2 6 3 9 2 6 1 3
6 2 4 1 2 2 4 2 4 1 2 1 2
7 1 2 1 2 1 2 1 2 2 4 1 2
8 1 2 1 2 1 2 1 2 2 4 1 2
80 52 56 78 50 63
Valor
global
0,640 0,416 0,448 0,624 0,400 0,504
Verifica-se, através do valor global, observando a TABELA 3.2, que o
sistema que mais se adequa ao projeto é o sistema a. Porém, percebe-se
que os valores globais dos sistemas d e f aproximam-se deste sistema.
Uma opção híbrida, a qual se baseia no aproveitamento das
características vantajosas das opções a, d e f, certamente terá resultados de
melhor desempenho e características de maior flexibilidade.
Os desenhos de um possível sistema híbrido resultante encontram-se
no Apêndice.
Dentre as diversas alternativas disponíveis para os elementos
construtivos do sistema optou-se, através de uma avaliação de variantes,
por um sistema híbrido com características vantajosas de várias opções. O
possível projeto congrega os seguintes elementos:
Capítulo 3 78
mancal de flexão: sistemas flexíveis ajudam na eliminação de folgas
mecânicas.
apoio cinemático: o posicionador deve ser unido à parte móvel (mola)
através de apoio cinemático, ou seja, livre de tensões internas, uma vez
que recentes trabalhos têm mostrado que determinados projetos usando
apoios cinemáticos, proporcionam uma melhor capacidade de
posicionamento com repetibilidade de 0,25 m quando sujeito a cargas
cíclicas acima de 45 kN (TAYLOR & TU, 1996). Esse apoio pode ser
constituído de três canaletas em v (na mesa e no mancal de mola) e três
esferas.
como só são necessários dois graus de liberdade, pode-se simplificar a
plataforma de Stewart para dois atuadores e um ponto articulado.
atuadores piezoelétricos foram escolhidos devido às várias vantagens
descritas no item 2.2.4.3.
No capítulo seguinte é feita uma modelagem matemática relativa à
parte cinemática desse sistema escolhido.

Capítulo 4 79
CAPÍTULO 4
MODELAGEM CINEMÁTICA
4.1 Introdução
Este capítulo mostra o desenvolvido de um modelo matemático para o
posicionador angular.
As rotações e translações presentes na cinemática do mecanismo
podem ser expressas através de matrizes de transformação homogênea de
forma a descrever os deslocamentos angulares do posicionador em função
dos deslocamentos dos atuadores.
A matriz de transformação homogênea (HTM) pode ser definida para
representar a transformação de coordenadas de um sistema de
coordenadas de referência (XL, YL, ZL) para um outro sistema de
coordenadas absoluto (XR, YR, ZR) (SANTORO, 1999 & SLOCUM, 1992).
4.2 Definição de Matriz de Transformação Homogênea
A posição de um corpo rígido no espaço é dada através de um ponto
do corpo em relação a um eixo de referência (translação), enquanto sua
orientação é dada através das componentes dos vetores unitários do corpo

Capítulo 4 80
em relação a vários eixos de referência (rotação) (SCIAVICCO &
SICILIANO, 1996).
Considere um ponto “p” qualquer no espaço, representado pelo vetor
kcjbiav
, onde kji
,, são os vetores unitários de direção nos eixos X,
Y, Z, respectivamente, do sistema de coordenadas cartesianas, como
ilustrado na FIGURA 4.1.
Oi
j
k
Z
Y
X
v p
Tal ponto pode ser representado em coordenadas homogêneas pelo
vetor dado na equação 4.1:
Twzyxv ),,,(
(4.1)
Onde w
xa ,
w
yb e
w
zc e w sendo o fator de escala.
Observe que se w for igual a 1, os valores em coordenadas
homogêneas do vetor v
são iguais aos valores em coordenadas
cartesianas.
A matriz de transformação homogênea pode ser escrita na forma de
uma matriz (4x4).
FIGURA 4.1 – Sistema de coordenadas cartesianas
Capítulo 4 81
10
10
100
1 T
TRA
onde:
10R é uma matriz (3x3) que representa as transformações de rotação.
10T é uma matriz (3x1) que representa as transformações de
translação.
Observação: Onde for visto uma expressão desta forma 10R , lê-se: posição
do sistema 0 representado no sistema 1.
A seguir são definidas as matrizes de transformação homogênea que
representam as três coordenadas de translação e as três coordenadas de
rotação.
4.2.1 Movimento de translação
Considere dois sistemas de coordenadas SR e SL, onde SR é o
sistema absoluto e SL é o sistema referencial. Os movimentos de translação
do sistema SL podem ser descritos em relação ao sistema absoluto SR.
Translação em X
Translação das coordenadas locais XL, YL, ZL até um ponto P ao
longo do eixo XR no sistema de coordenadas absoluto XR, YR, ZR.

Capítulo 4 82
1000
0100
0010
001 x
PTx
Translação em Y
Translação das coordenadas locais XL, YL, ZL até um ponto P ao
longo do eixo YR no sistema de coordenadas absoluto XR, YR, ZR.
1000
0100
010
0001
yPTy
Translação em Z
Translação das coordenadas locais XL, YL, ZL até um ponto P ao
longo do eixo ZR no sistema de coordenadas absoluto XR, YR, ZR.
1000
100
0010
0001
zPTz
P
y
ZL
XL
YLOL
OR
ZR
YR
XR
P
x
OR
ZR
YR
XR
ZL
XL
YLOL
P
XL
ZL
YLOL
OR
ZR
YR
XR
z

Capítulo 4 83
4.2.2 Movimento de rotação
Do mesmo modo, considere os vetores unitários de direção kji
,, , no
sistema SL e KJI
,, no sistema SR. Os movimentos de rotação do sistema
SL podem ser descritos em relação ao sistema SR.
Rotação em X
Seja o ângulo de rotação em torno de XR. Pode-se admitir que a
origem OR do sistema SR seja coincidente com a origem OL do sistema SL,
como pode ser observado na FIGURA 4.2.
XR=XL
OR=OL
ZL ZR
YL
YR
Assim, podem-se escrever os elementos do sistema SL em termos do
sistema SR:
KJIk
KJIj
KJIi
.cos.sen.0
.sen.cos.0
.0.0.1
FIGURA 4.2 – Rotação do sistema (XL, YL, ZL) em torno do eixo XR

Capítulo 4 84
Portanto, pode-se determinar a matriz de transformação homogênea
de rotação em torno do eixo XR que é dada a seguir:
1000
0cossen0
0sencos0
0001
rxT
Rotação em Y
Analogamente, considere o ângulo de rotação em torno de YR.
Admite-se que a origem OR do sistema SR seja coincidente com a origem OL
do sistema SL, como pode ser observado na FIGURA 4.3.
ZL
ZR
XL
XR
OR=OL
YR=YL
Assim, podem-se escrever os elementos do sistema SL em termos do
sistema SR:
KJIk
KJIj
KJIi
.cos.0.sen
.0.1.0
.sen.0.cos
Portanto, a matriz de transformação homogênea de rotação em torno
do eixo YR é dada a seguir:
FIGURA 4.3 – Rotação do sistema (XL, YL, ZL) em torno do eixo YR

Capítulo 4 85
1000
0cos0sen
0010
0sen0cos
ryT
Rotação em Z
Novamente, considere o ângulo de rotação em torno de ZR. Admite-
se que a origem OR do sistema SR seja coincidente com a origem OL do
sistema SL, como pode ser observado na FIGURA 4.4.
YL
YR
XL
XROR=OLZR=ZL
Assim, podem-se escrever os elementos do sistema SL em termos do
sistema SR:
KJIk
KJIj
KJIi
.1.0.0
.0.cos.sen
.0.sen.cos
Portanto, a matriz de transformação homogênea de rotação em torno
do eixo ZR é dada a seguir:
FIGURA 4.4 – Rotação do sistema (XL, YL, ZL) em torno do eixo ZR
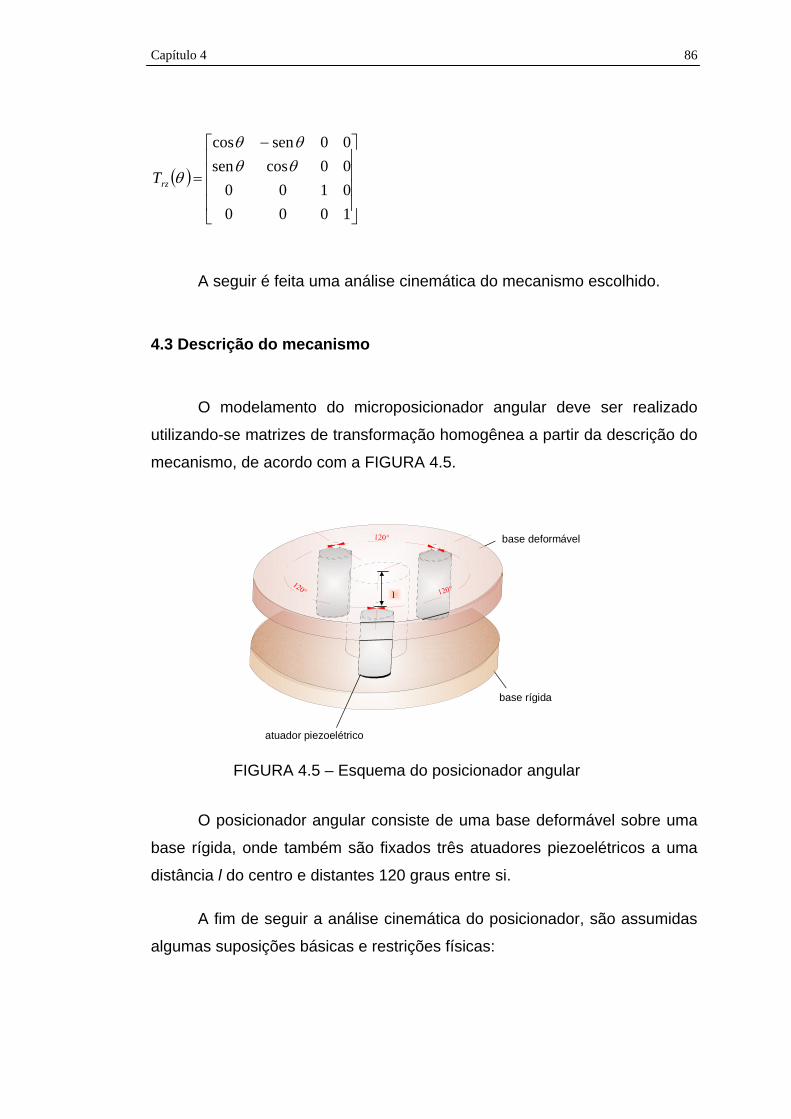
Capítulo 4 86
1000
0100
00cossen
00sencos
rzT
A seguir é feita uma análise cinemática do mecanismo escolhido.
4.3 Descrição do mecanismo
O modelamento do microposicionador angular deve ser realizado
utilizando-se matrizes de transformação homogênea a partir da descrição do
mecanismo, de acordo com a FIGURA 4.5.
base deformável
base rígida
atuador piezoelétrico
l
O posicionador angular consiste de uma base deformável sobre uma
base rígida, onde também são fixados três atuadores piezoelétricos a uma
distância l do centro e distantes 120 graus entre si.
A fim de seguir a análise cinemática do posicionador, são assumidas
algumas suposições básicas e restrições físicas:
FIGURA 4.5 – Esquema do posicionador angular

Capítulo 4 87
- assume-se um modelo ideal do mecanismo, ou seja, os componentes
são perfeitamente fabricados e montados;
- os componentes constituintes são infinitamente rígidos, salvo os que
possuem flexibilidade fixada;
- as bases são assumidas perfeitamente solidárias;
- os pontos de contato entre a base superior e os atuadores são mantidos
através de uma esfera que permanece solidária à mesa.
A seguir são descritas as variáveis utilizadas no modelo cinemático.
- os atuadores estão distantes (l) do centro do mecanismo. Quanto mais
próximos os atuadores estiverem do centro do posicionador, maior será o
seu coeficiente de amplificação.
- a distância angular de 120 graus entre os atuadores será mantida
constante.
4.4 Sistema de coordenadas cartesianas
O sistema absoluto de coordenadas OXYZ, é adotado
convenientemente segundo a regra da mão direita, como pode ser
observado na FIGURA 4.6.
Seja o mecanismo:
YZ
O
X
FIGURA 4.6 – Sistema absoluto de coordenadas OXYZ, segundo a
regra da mão direita.

Capítulo 4 88
De acordo com a FIGURA 4.7, o sistema absoluto de coordenadas
OXYZ encontra-se sob o posicionador e o ponto O (origem) encontra-se no
centróide do triângulo equilátero formado pelos pontos de contato dos três
atuadores. O ponto O será tomado como ponto de referência a ser
controlado.
1200
1200
1200
O
A
B
C
Y
Xll
l
Quando o posicionador está na posição inicial, isto é, paralelo ao
plano XY, coincide com o plano formado pelos atuadores na posição de
repouso, como mostra a FIGURA 4.8.
Y
CA B
Atuador piezoelétrico
O
Z
X
Base rígida
Base deformável
FIGURA 4.7 – Posição do sistema absoluto de coordenadas OXYZ
no posicionador
FIGURA 4.8 – Posicionador na posição inicial

Capítulo 4 89
4.5 Análise cinemática
Seja o posicionador colocado em uma posição qualquer a partir de um
deslocamento genérico provocado pelos atuadores A, B e C. Após um
movimento, os atuadores são deslocados dA, dB e dC, fazendo com que o
posicionador sofra uma translação em Z, um giro com relação ao eixo X e
um giro com relação ao eixo Y. Daí, a posição de qualquer ponto sobre o
posicionador em relação a sua posição inicial pode ser determinada
utilizando matrizes de transformação homogênea.
4.6 Descrição dos movimentos para os atuadores
Considere inicialmente o atuador B fixo ao longo do eixo Y, a uma
distância –l do centro do posicionador. A equação do movimento relativa a
este atuador pode ser obtida através dos movimentos do sistema relativo,
inicialmente coincidente com o sistema absoluto, de tal forma que o plano
relativo xy fique paralelo ao plano XY do sistema absoluto. Do mesmo modo,
aplica-se tal procedimento aos atuadores A e C, a fim de encontrar um
conjunto de equações, da seguinte forma:
d = f1 (dA, dB, dC)
1 = f2 (dA, dB, dC)
2 = f3 (dA, dB, dC)
Onde: d – translação do ponto central do posicionador na direção Z
1 – giro com relação ao eixo X
2 – giro com relação ao eixo Y
dA, dB, dC – deslocamento dos atuadores A, B, C, respectivamente

Capítulo 4 90
4.6.1 Atuador B
1o movimento: translação do sistema OXYZ de l na direção –Y até o sistema
o1x1y1z1.
1000
0100
010
0001
),(10
llYtransT
20 movimento: translação do sistema o1x1y1z1 de dB na direção –z1 até o
sistema o2x2y2z2.
1000
100
0010
0001
),(1
21 dB
dBztransT
30 movimento: rotação do sistema o2x2y2z2 em torno de y2 (ângulo 2) até o
sistema o2x3y3z3.
1000
0cos0sen
0010
0sen0cos
),(22
22
22
3
2
yrotT
x1
z1
o1
y1
l
O
Y Z
X
y1
x1
z1
o1
z2
x2o2
y2
dB
z3
x3
y3
z2
x2
y2
o2 2
2
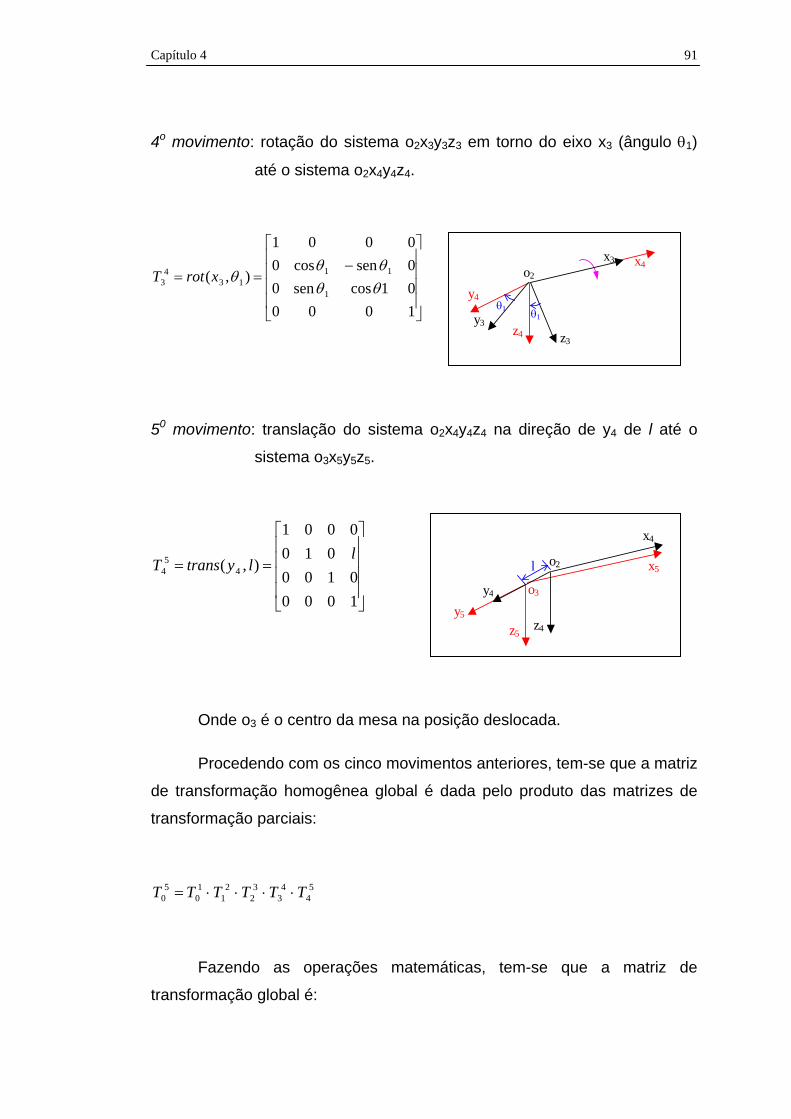
Capítulo 4 91
4o movimento: rotação do sistema o2x3y3z3 em torno do eixo x3 (ângulo 1)
até o sistema o2x4y4z4.
1000
01cossen0
0sencos0
0001
),(1
1113
43
xrotT
50 movimento: translação do sistema o2x4y4z4 na direção de y4 de l até o
sistema o3x5y5z5.
1000
0100
010
0001
),( 45
4
llytransT
Onde o3 é o centro da mesa na posição deslocada.
Procedendo com os cinco movimentos anteriores, tem-se que a matriz
de transformação homogênea global é dada pelo produto das matrizes de
transformação parciais:
54
43
32
21
10
50 TTTTTT
Fazendo as operações matemáticas, tem-se que a matriz de
transformação global é:
o2
x4
y4
z4
1 1
z3
x3
y3
x5
z5
x4
y4
z4
o3
o2
y5
l

Capítulo 4 92
1000
220
2121212
1211
2121212
50
clsdBcccss
lssc
slsscssc
T
Observação: onde está escrito s lê-se sen e c lê-se cos.
Esta matriz leva um vetor posição escrito no sistema de referência
o3x5y5z5 ao sistema absoluto OXYZ.
A transformação que leva um vetor escrito no sistema absoluto para o
sistema relativo é dada por:
110
121
132
143
154
150
05
TTTTTTT
Então:
01
12
23
34
45
05 TTTTTT
Fazendo as operações matemáticas e substituindo nas matrizes
fundamentais, obtém-se a matriz inversa:
1000
1
0
12121121
21121121
222
05
lscdBcccssc
cdBsclcscss
dBssc
T
Assim, a posição de qualquer ponto sobre a superfície do
posicionador pode ser determinado utilizando-se as transformações 50T e
05T .

Capítulo 4 93
No final do movimento genérico, a origem do sistema o3x5y5z5 é
coincidente com o centróide do triângulo equilátero e possui o vetor posição
T1000 com relação a o3x5y5z5.
Portanto, a posição do ponto o3 (centro do posicionador) pode ser
definida como:
1
0
0
0
1
50
0
3
0
3
0
3
0
TZ
Y
X
oo
oo
o
Isto é, a aplicação da transformação homogênea 50T , que leva o
sistema o3x5y5z5 para o sistema absoluto OXYZ, na origem do sistema dado
por T1000 .
A partir daí, tem-se então, o seguinte conjunto de equações:
2100
212
0
210
cossen
cos2
sen2
sensen
3
0
3
0
3
0
ldBZ
lY
lX
o
o
Observação: o termo cos2 é um artifício matemático que foi
introduzido na segunda equação: 2
cos
2
sen2 123
0
lY O
O, para
efeitos de visualização no Capítulo 5, através das simulações
numéricas.
Este mesmo equacionamento pode ser feito para os atuadores A e C.

Capítulo 4 94
4.6.2 Atuador A
1o movimento: translação do sistema OXYZ de lcos600 em Y até o sistema
o1x1y1z1.
1000
0100
60cos010
0001
)60cos,(0
010
llYtransR
20 movimento: translação do sistema o1x1y1z1 de lsen600 na direção –x1 até o
sistema o2x2y2z2.
1000
0100
0010
60sen001
60sen,
0
01
21
l
lxtransR
30 movimento: translação do sistema o2x2y2z2 de dA na direção –z2 até o
sistema o3x3y3z3.
1000
100
0010
0001
,232 dA
dAztransR
l cos600
o1
o X
Z
Y
y1
z1
x1
o2o1
y2
x2
z2
y1z1
x1
lsen600
o3
o2dA
y2
x2
z2
y3
z3
x3
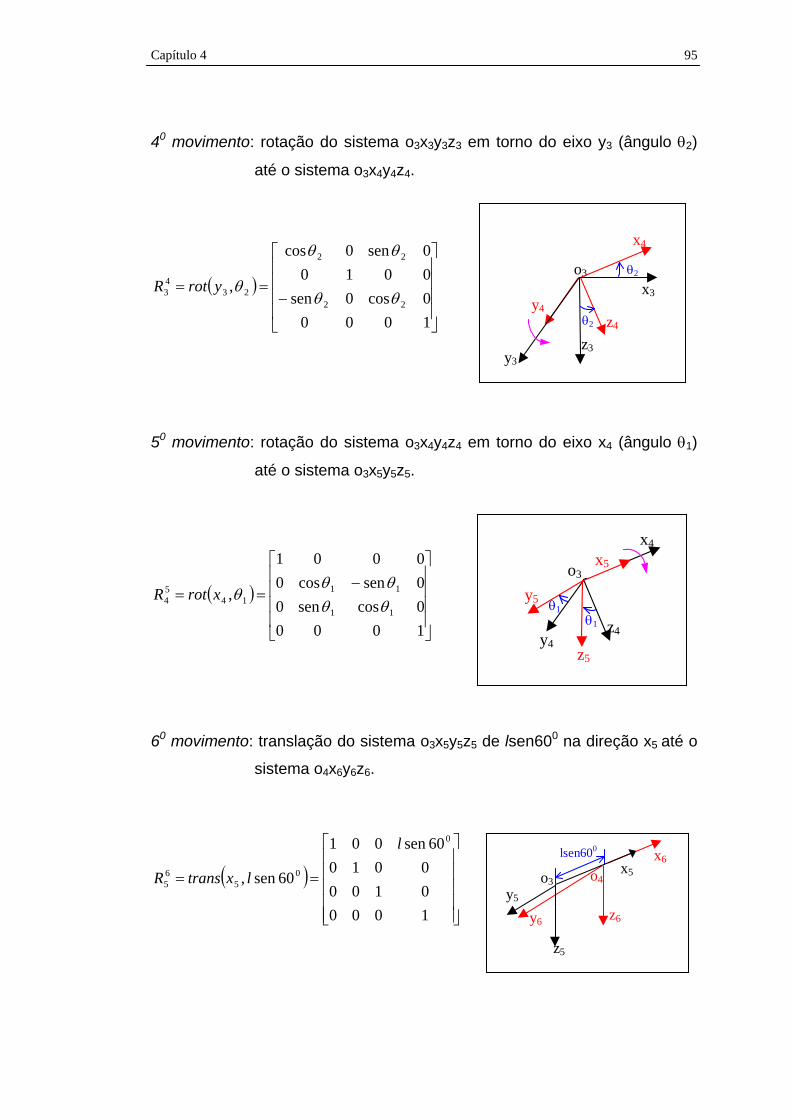
Capítulo 4 95
40 movimento: rotação do sistema o3x3y3z3 em torno do eixo y3 (ângulo 2)
até o sistema o3x4y4z4.
1000
0cos0sen
0010
0sen0cos
,22
22
2343
yrotR
50 movimento: rotação do sistema o3x4y4z4 em torno do eixo x4 (ângulo 1)
até o sistema o3x5y5z5.
1000
0cossen0
0sencos0
0001
,11
1114
54
xrotR
60 movimento: translação do sistema o3x5y5z5 de lsen600 na direção x5 até o
sistema o4x6y6z6.
1000
0100
0010
60sen001
60sen,
0
05
65
l
lxtransR
z4
y4
x4
y3
z3
x3
o3
2
2
o3
z4y4
x4
y5
z5
x5
1
1
o4o3
y6 z6
x6
y5
z5
x5
lsen600

Capítulo 4 96
70 movimento: translação do sistema o4x6y6z6 de lcos600 na direção –y6 até o
sistema o5x7y7z7.
1000
0100
60cos010
0001
60cos,0
06
76
llytransR
Onde o5 é o centro da mesa na posição deslocada.
A matriz de transformação homogênea global é dada pelo produto das
matrizes de transformação parciais:
76
65
54
43
32
21
10
70 RRRRRRRR
Ou seja,
1000
60602
6020
606060
20
210
21212
12011
2100
20
21212
70
slscslcdAcccss
slcsc
sslcslclsscssc
R
A transformação que leva um vetor escrito no sistema absoluto para o
sistema relativo é:
110
121
132
143
154
165
176
170
07
RRRRRRRRR
Então:
01
12
23
34
45
56
67
70 RRRRRRRR
o5
o4
-lcos600
y6z6
x6
y7
z7
x7

Capítulo 4 97
Fazendo as operações matemáticas e substituindo nas matrizes
fundamentais, obtém-se a matriz inversa:
1000
6060
606060
60600
210
10
2121121
10
21100
21121
200
22
07
sclsslccdAcccssc
slscdAsclclccscss
dAslclssc
R
No final do movimento genérico, a origem do sistema o5x7y7z7 é
coincidente com o centróide do triângulo equilátero e possui o vetor posição
T1000 .
Portanto, a posição relativa do ponto o5 pode ser definida como:
1
0
0
0
1
70
5
0
5
0
5
0
RZ
Y
X
oo
oo
oo
Ou seja, é a aplicação da transformação homogênea 70R , que leva o
sistema relativo ao sistema absoluto OXYZ, na origem do sistema final dada
por T1000 .
A partir daí, tem-se então, o seguinte conjunto de equações:
20
210
2120
2100
20
sen60sencossen60cos
cos2
sen60cos2
sensen60cos60sencos60sen
5
0
5
0
5
0
lldAZ
lY
lllX
oo
oo
oo
Observação: o termo cos2 é um artifício matemático que foi
introduzido na segunda equação: 2
cos
2
sen60cos2 2205
0
lY O
O, para

Capítulo 4 98
efeitos de visualização no Capítulo 5, através das simulações
numéricas.
Para o atuador C adota-se o mesmo procedimento.
4.6.3 Atuador C
10 movimento: translação do sistema OXYZ de 060cosl na direção Y até o
sistema o1x1y1z1.
1000
0100
60cos010
0001
60cos,0
010
llYtransP
20 movimento: translação do sistema o1x1y1z1 de lsen600 na direção x1 até o
sistema o2x2y2z2.
1000
0100
0010
60sen001
60sen,
0
01
21
l
lxtransP
30 movimento: translação do sistema o2x2y2z2 de dC na direção –z2 até o
sistema o3x3y3z3.
Y
Z
X
o1
Olcos600
y1z1
x1
o1
o2
lsen600
y1z1
x1
y2z2
x2
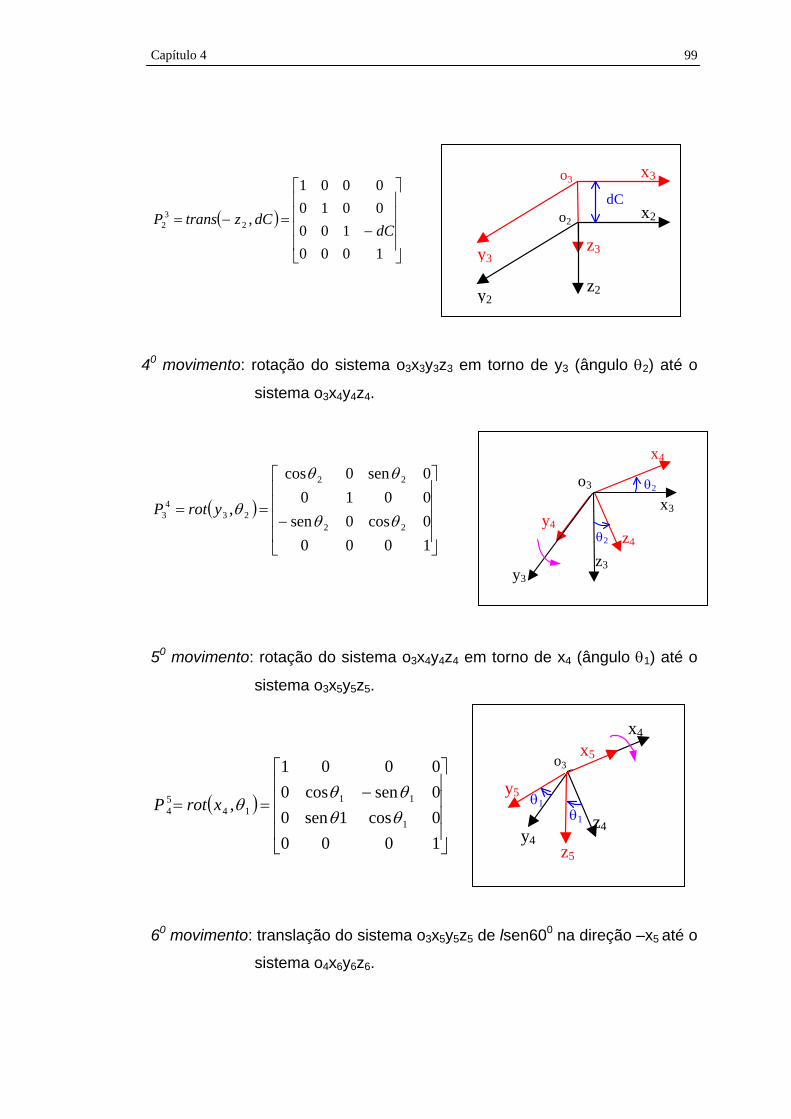
Capítulo 4 99
1000
100
0010
0001
,23
2 dCdCztransP
40 movimento: rotação do sistema o3x3y3z3 em torno de y3 (ângulo 2) até o
sistema o3x4y4z4.
1000
0cos0sen
0010
0sen0cos
,22
22
234
3
yrotP
50 movimento: rotação do sistema o3x4y4z4 em torno de x4 (ângulo 1) até o
sistema o3x5y5z5.
1000
0cos1sen0
0sencos0
0001
,1
1114
54
xrotP
60 movimento: translação do sistema o3x5y5z5 de lsen600 na direção –x5 até o
sistema o4x6y6z6.
o2
o3
y3z3
x3
y2z2
x2
dC
z4
y4
x4
y3
z3
x3
o3
2
2
o3
z4y4
x4
y5
z5
x5
1
1

Capítulo 4 100
1000
0100
0010
60sen001
60sen,
0
05
65
l
lxtransP
70 movimento: translação do sistema o4x6y6z6 de lcos600 na direção –y6 até o
sistema o5x7y7z7.
1000
0100
60cos010
0001
60cos,0
06
76
llytransP
Onde o5 é o centro da mesa na posição deslocada.
A matriz de transformação homogênea global é dada pelo produto das
matrizes de transformação parciais:
76
65
54
43
32
21
10
70 PPPPPPPP
Ou seja,
1000
60602
6020
606060
20
210
21212
12011
2100
20
21212
70
slscslcdCcccss
slcsc
sslcslclsscssc
P
A transformação que leva um vetor escrito do referencial absoluto
para o relativo é:
o4o3
lsen600
y5z5
x5
y6
z6
x6
o4
o5
y6
z6
x6y7
z7
x7lcos600
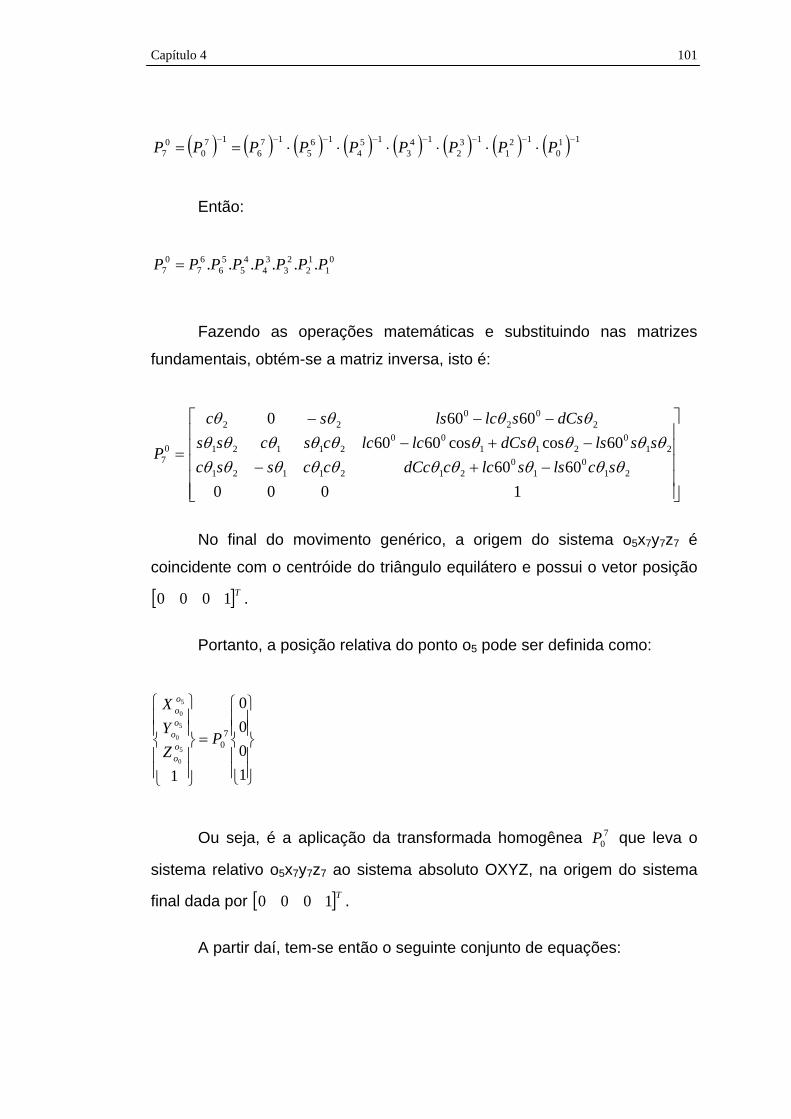
Capítulo 4 101
110
121
132
143
154
165
176
170
07
PPPPPPPPP
Então:
01
12
23
34
45
56
67
07 ...... PPPPPPPP
Fazendo as operações matemáticas e substituindo nas matrizes
fundamentais, obtém-se a matriz inversa, isto é:
1000
6060
60coscos6060
60600
210
10
2121121
210
21100
21121
20
20
22
07
sclsslccdCcccssc
sslsdCslclccscss
dCsslclssc
P
No final do movimento genérico, a origem do sistema o5x7y7z7 é
coincidente com o centróide do triângulo equilátero e possui o vetor posição
T1000 .
Portanto, a posição relativa do ponto o5 pode ser definida como:
1
0
0
0
1
70
5
0
5
0
5
0
PZ
Y
X
oo
oo
oo
Ou seja, é a aplicação da transformada homogênea 70P que leva o
sistema relativo o5x7y7z7 ao sistema absoluto OXYZ, na origem do sistema
final dada por T1000 .
A partir daí, tem-se então o seguinte conjunto de equações:
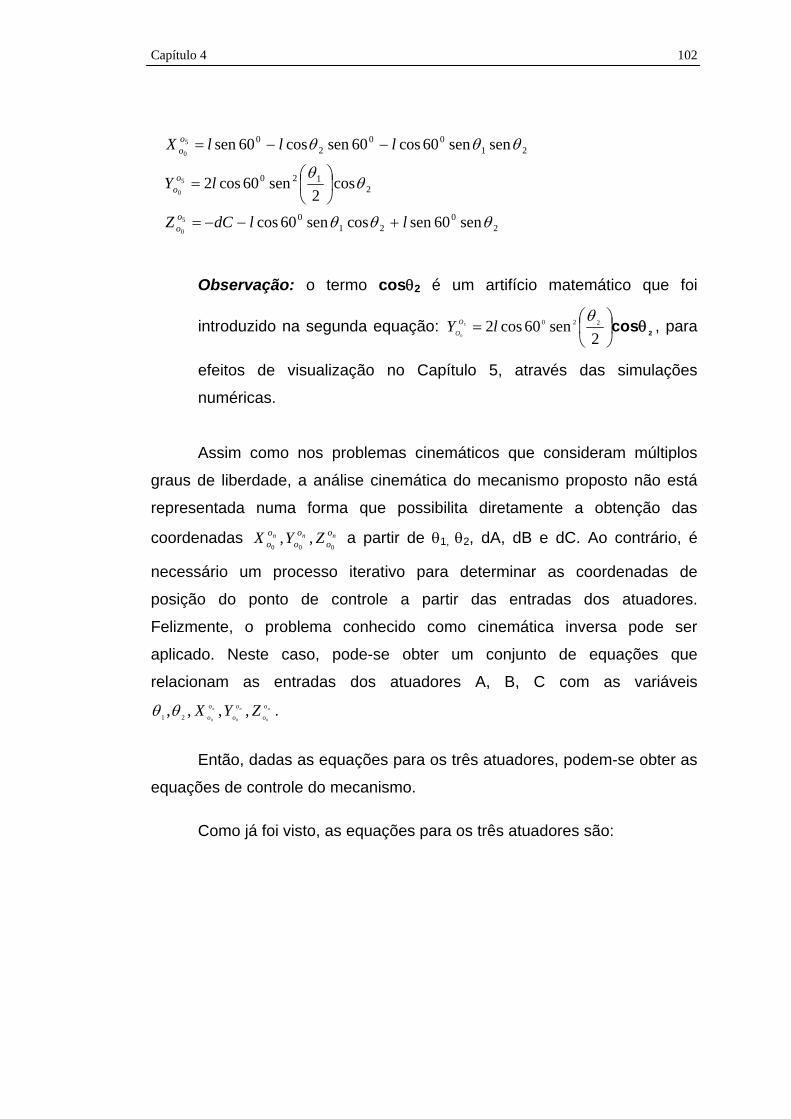
Capítulo 4 102
20
210
2120
2100
20
sen60sencossen60cos
cos2
sen60cos2
sensen60cos60sencos60sen
5
0
5
0
5
0
lldCZ
lY
lllX
oo
oo
oo
Observação: o termo cos2 é um artifício matemático que foi
introduzido na segunda equação: 2
cos
2
sen60cos2 2205
0
lY O
O, para
efeitos de visualização no Capítulo 5, através das simulações
numéricas.
Assim como nos problemas cinemáticos que consideram múltiplos
graus de liberdade, a análise cinemática do mecanismo proposto não está
representada numa forma que possibilita diretamente a obtenção das
coordenadas nnn oo
oo
oo ZYX
000,, a partir de 1, 2, dA, dB e dC. Ao contrário, é
necessário um processo iterativo para determinar as coordenadas de
posição do ponto de controle a partir das entradas dos atuadores.
Felizmente, o problema conhecido como cinemática inversa pode ser
aplicado. Neste caso, pode-se obter um conjunto de equações que
relacionam as entradas dos atuadores A, B, C com as variáveis
nnn o
o
o
o
o
oZYX
000
,,,,21
.
Então, dadas as equações para os três atuadores, podem-se obter as
equações de controle do mecanismo.
Como já foi visto, as equações para os três atuadores são:

Capítulo 4 103
Atuador A
20
210'
2120
2100
20
sen60sencossen60cos
cos2
sen60cos2
sensen60cos60sencos60sen
5
0
5
0
5
0
lldAZ
lY
lllX
oo
oo
oo
Atuador B
2100
212
0
210
cossen
cos2
sen2
sensen
3
0
3
0
3
0
ldBZ
lY
lX
o
o
Atuador C
20
210
2120
2100
20
sen60sencossen60cos
cos2
sen60cos2
sensen60cos60sencos60sen
5
0
5
0
5
0
lldCZ
lY
lllX
oo
oo
oo
A componente nooZ
0 representa a componente de deslocamento do
centro do posicionador na direção Z, e portanto, é igual à variável d.
A fim de obter as equações de controle do mecanismo, a componente
nooZ
0 pode ser escrita na forma:
2
0
21
021
2
0
21
0
sen60sencossen60coscossen
sen60sencossen60cos
lldCdldBd
lldAd

Capítulo 4 104
Reescrevendo as equações acima, lembrando que o objetivo inicial
era obter um conjunto de equações da seguinte forma:
dCdBdAf
dCdBdAf
dCdBdAfd
,,
,,
,,
32
21
1
Tem-se que:
20
210
21
20
21
sen60sencossen60cos
cossen
sen60sencossen60cos
llddC
lddB
llddA o
Lembrando que:
d –translação do ponto central do posicionador na direção Z
1 – giro com relação ao eixo X
2 – giro com relação ao eixo Y
Portanto, estas equações podem ser usadas para determinar as
entradas de controles necessárias dA, dB, dC para alcançar determinada
posição do posicionador.
Pode-se observar que para as equações anteriores existe uma
correspondência única das saídas com relação às entradas, por exemplo,
para qualquer dA, dB, dC existe somente uma posição do ponto de controle,
ou seja, d, 1, 2 e vice-versa.
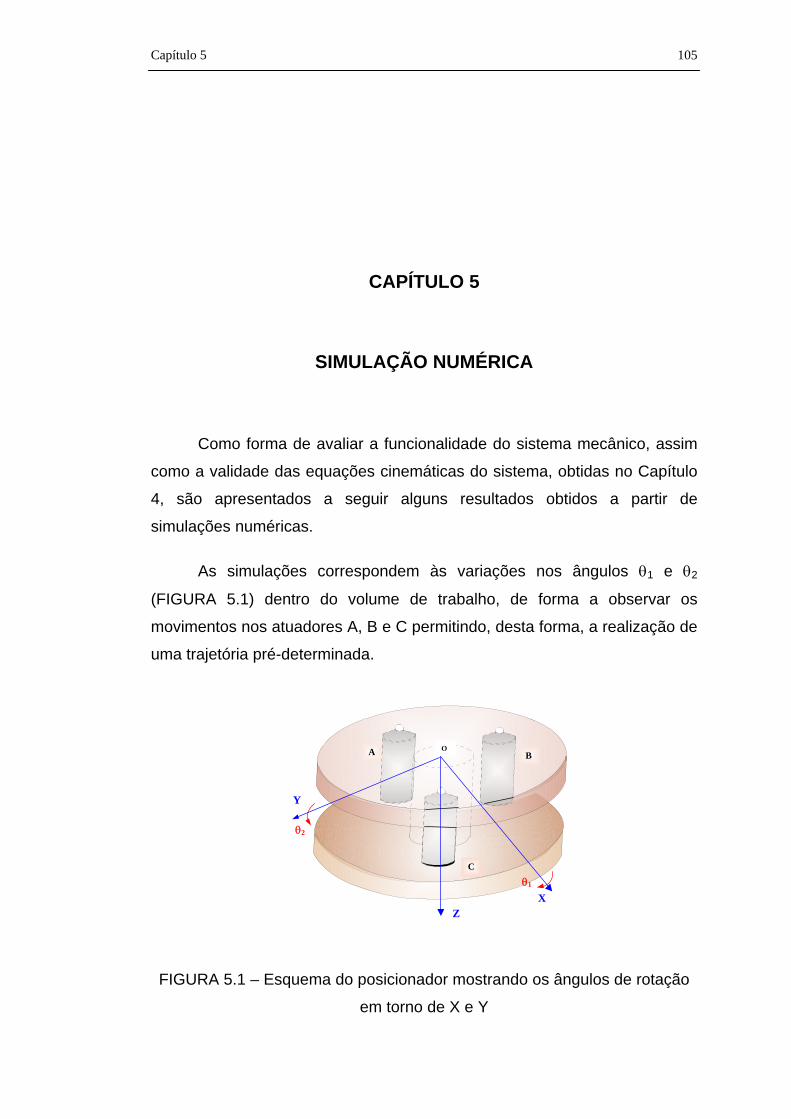
Capítulo 5 105
CAPÍTULO 5
SIMULAÇÃO NUMÉRICA
Como forma de avaliar a funcionalidade do sistema mecânico, assim
como a validade das equações cinemáticas do sistema, obtidas no Capítulo
4, são apresentados a seguir alguns resultados obtidos a partir de
simulações numéricas.
As simulações correspondem às variações nos ângulos 1 e 2
(FIGURA 5.1) dentro do volume de trabalho, de forma a observar os
movimentos nos atuadores A, B e C permitindo, desta forma, a realização de
uma trajetória pré-determinada.
O
2
1
X
A B
C
Y
Z
FIGURA 5.1 – Esquema do posicionador mostrando os ângulos de rotação
em torno de X e Y
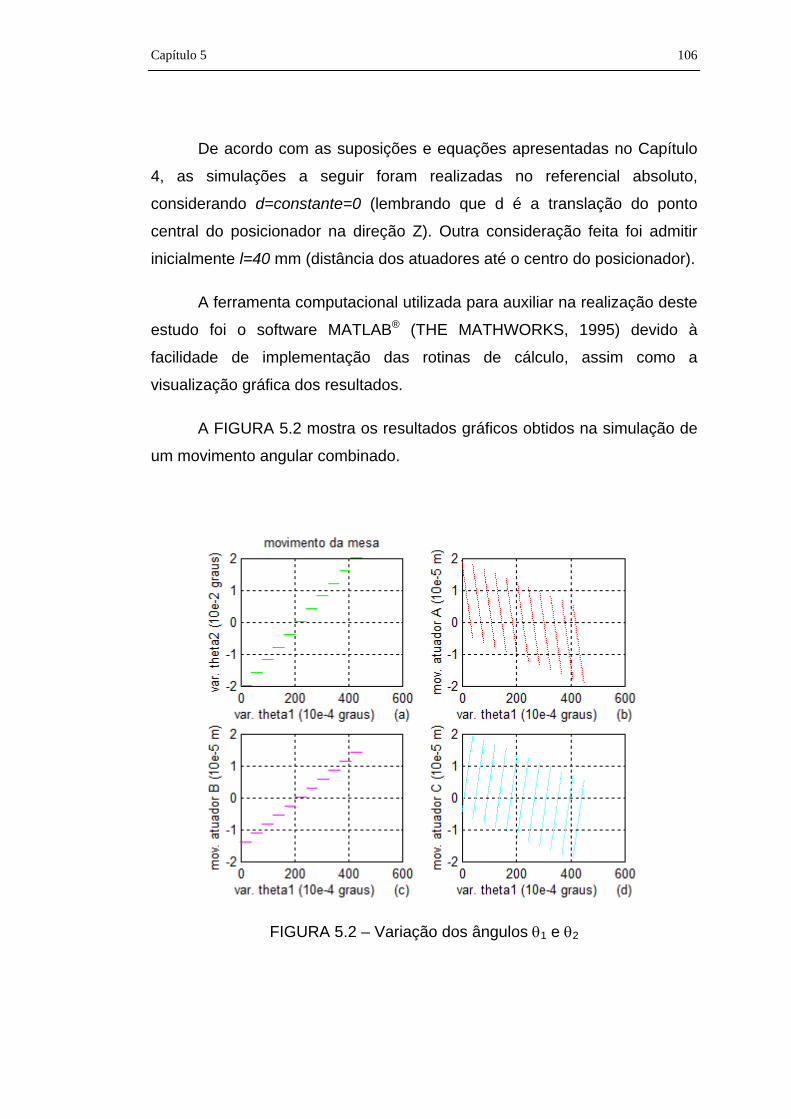
Capítulo 5 106
De acordo com as suposições e equações apresentadas no Capítulo
4, as simulações a seguir foram realizadas no referencial absoluto,
considerando d=constante=0 (lembrando que d é a translação do ponto
central do posicionador na direção Z). Outra consideração feita foi admitir
inicialmente l=40 mm (distância dos atuadores até o centro do posicionador).
A ferramenta computacional utilizada para auxiliar na realização deste
estudo foi o software MATLAB® (THE MATHWORKS, 1995) devido à
facilidade de implementação das rotinas de cálculo, assim como a
visualização gráfica dos resultados.
A FIGURA 5.2 mostra os resultados gráficos obtidos na simulação de
um movimento angular combinado.
FIGURA 5.2 – Variação dos ângulos 1 e 2
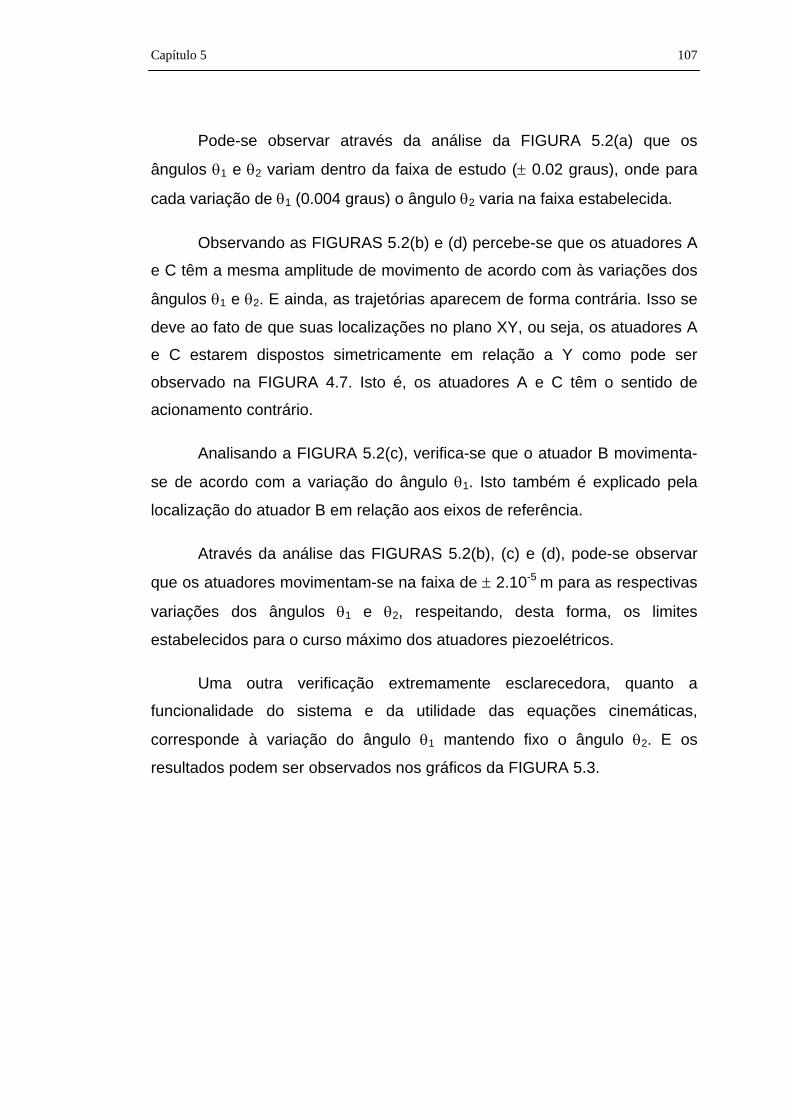
Capítulo 5 107
Pode-se observar através da análise da FIGURA 5.2(a) que os
ângulos 1 e 2 variam dentro da faixa de estudo ( 0.02 graus), onde para
cada variação de 1 (0.004 graus) o ângulo 2 varia na faixa estabelecida.
Observando as FIGURAS 5.2(b) e (d) percebe-se que os atuadores A
e C têm a mesma amplitude de movimento de acordo com às variações dos
ângulos 1 e 2. E ainda, as trajetórias aparecem de forma contrária. Isso se
deve ao fato de que suas localizações no plano XY, ou seja, os atuadores A
e C estarem dispostos simetricamente em relação a Y como pode ser
observado na FIGURA 4.7. Isto é, os atuadores A e C têm o sentido de
acionamento contrário.
Analisando a FIGURA 5.2(c), verifica-se que o atuador B movimenta-
se de acordo com a variação do ângulo 1. Isto também é explicado pela
localização do atuador B em relação aos eixos de referência.
Através da análise das FIGURAS 5.2(b), (c) e (d), pode-se observar
que os atuadores movimentam-se na faixa de 2.10-5 m para as respectivas
variações dos ângulos 1 e 2, respeitando, desta forma, os limites
estabelecidos para o curso máximo dos atuadores piezoelétricos.
Uma outra verificação extremamente esclarecedora, quanto a
funcionalidade do sistema e da utilidade das equações cinemáticas,
corresponde à variação do ângulo 1 mantendo fixo o ângulo 2. E os
resultados podem ser observados nos gráficos da FIGURA 5.3.
Capítulo 5 108
-20 0 20-2
-1
0
1
2movimento da mesa
var.
the
ta2
(10e
-2 g
raus
)
var. theta1 (10e-3 graus) (a)-20 0 20
-1
-0.5
0
0.5
1
mov
. at
uado
r A
(10
e-5
m)
var. theta1 (10e-3 graus) (b)
-20 0 20-2
-1
0
1
2
mov
. at
uado
r B
(10
e-5
m)
var. theta1 (10e-3 graus) (c)-20 0 20
-1
-0.5
0
0.5
1
mov
. at
uado
r C
(10
e-5
m)
var. theta1 (10e-3 graus) (d)
FIGURA 5.3 – Fixação do ângulo 2 e variação do ângulo 1
A FIGURA 5.3(a) mostra a variação do ângulo 1 dentro da faixa
estabelecida ( 0.02 graus).
Através da análise das FIGURAS 5.3(b) e (d), pode-se observar que o
ângulo 2 permanece constante, isso é resultante da relação direta que os
atuadores A e C têm com este ângulo. Então o movimento relativo entre os
atuadores permanece constante.
Da mesma forma, nota-se que o atuador B movimenta-se de acordo
com a variação do ângulo 1, isso pode ser observado analisando a FIGURA
5.3(c).
Um próximo passo neste estudo, corresponde à realização de
movimentos angulares, onde o ângulo 1 permanece fixo e somente o
ângulo 2 sofre variações dentro da faixa estabelecida ( 0.02 graus). Os
resultados podem ser observados nos gráficos da FIGURA 5.4.

Capítulo 5 109
-20 0 20-2
-1
0
1
2movimento da mesa
var.
the
ta2
(10e
-2 g
raus
)
var. theta1 (10e-3 graus) (a)-20 0 20
-2
-1
0
1
2
mov
. do
atu
ador
A (
10e-
5 m
)
var. theta2 (10e-3 graus) (b)
-20 0 20-1
-0.5
0
0.5
1
mov
. do
atu
ador
B (
10e-
5 m
)
var. theta2 (10e-3 graus) (c)-20 0 20
-2
-1
0
1
2
mov
. at
uado
r C
(10
e-5
m)
var. theta2 (10e-3 graus) (d)
FIGURA 5.4 – Fixação do ângulo 1 e variação do ângulo 2
Através de uma rápida análise da FIGURA 5.4, nota-se a variação do
ângulo 2 dentro da faixa 0.02 graus.
Através das FIGURAS 5.4(b) e(d), pode-se verificar que os atuadores
movimentam-se na faixa de 2.10-5 m de acordo com às variações do
ângulo 2. Pode-se destacar ainda, analisando essas mesmas figuras que
enquanto o atuador A desloca-se no sentido de 20 m, o atuador C
desloca-se em sentido contrário ao atuador A. Isto se deve ao fato de que
devido a sua localização no plano (como explicado anteriormente), os
atuadores A e C movimentam-se de forma a aumentar o volume de trabalho
para um curso máximo pré-definido, da ordem de 25 m.
A FIGURA 5.4(c) mostra que o atuador B está diretamente
relacionado ao ângulo 1. Como este permanece fixo, o atuador B
permanece fixo.
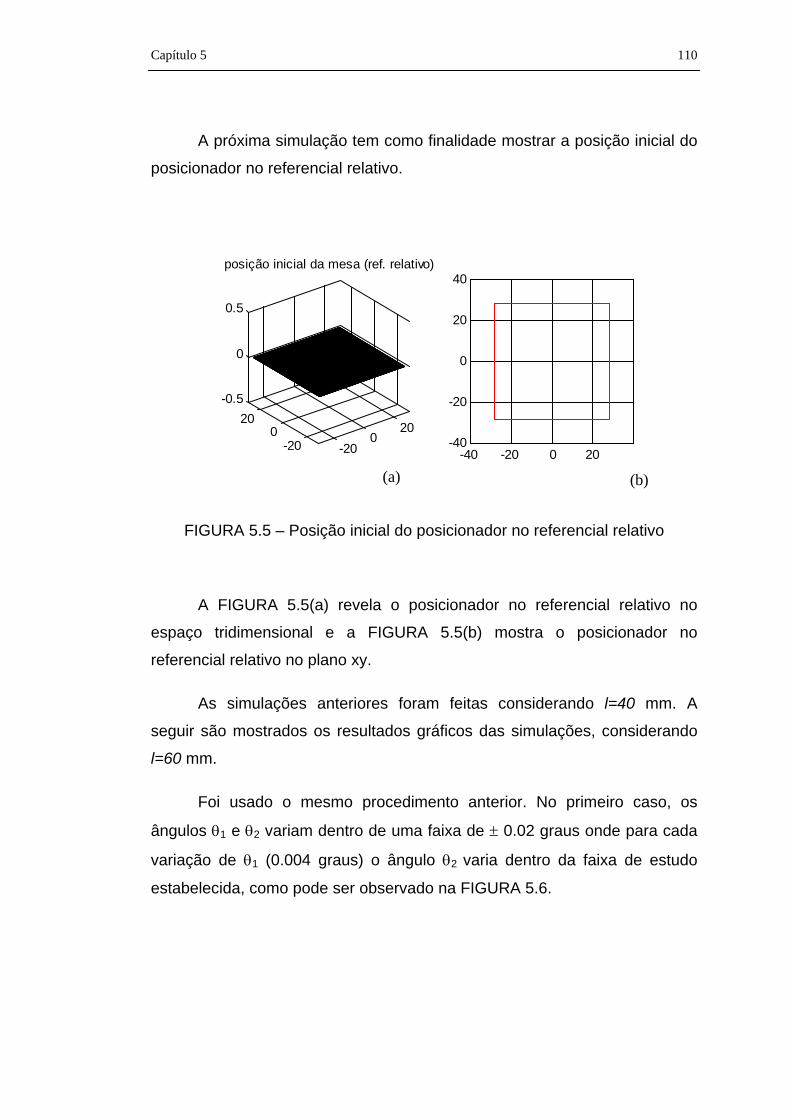
Capítulo 5 110
A próxima simulação tem como finalidade mostrar a posição inicial do
posicionador no referencial relativo.
-200
20-20
020
-0.5
0
0.5
posição inicial da mesa (ref. relativo)
-40 -20 0 20-40
-20
0
20
40
(a) (b)
FIGURA 5.5 – Posição inicial do posicionador no referencial relativo
A FIGURA 5.5(a) revela o posicionador no referencial relativo no
espaço tridimensional e a FIGURA 5.5(b) mostra o posicionador no
referencial relativo no plano xy.
As simulações anteriores foram feitas considerando l=40 mm. A
seguir são mostrados os resultados gráficos das simulações, considerando
l=60 mm.
Foi usado o mesmo procedimento anterior. No primeiro caso, os
ângulos 1 e 2 variam dentro de uma faixa de 0.02 graus onde para cada
variação de 1 (0.004 graus) o ângulo 2 varia dentro da faixa de estudo
estabelecida, como pode ser observado na FIGURA 5.6.

Capítulo 5 111
0 200 400 600-2
-1
0
1
2movimento da mesa
var.
the
ta2
(10e
-2 g
raus
)
var. theta1 (10e-4 graus) (a)0 200 400 600
-4
-2
0
2
4
mov
. at
uado
r A
(10
e-5
m)
var. theta1 (10e-4 graus) (b)
0 200 400 600-4
-2
0
2
4
mov
. at
uado
r B
(10
e-5
m)
var. theta1 (10e-4 graus) (c)0 200 400 600
-4
-2
0
2
4
mov
. at
uado
r C
(10
e-5
m)
var. theta1 (10e-4 graus) (d)
FIGURA 5.6 – Variação dos ângulos 1 e 2 para l=60 mm
A FIGURA 5.6(a) mostra a variação dos ângulos 1 e 2 dentro da
faixa de estudo ( 0.02 graus).
Pode-se observar através da FIGURA 5.6(b), (c) e (d) que os
atuadores A, B e C movimentam-se na faixa de 4.10-5 m para as
respectivas variações dos ângulos 1 e 2. Comparando com a FIGURA
5.2(b), (c) e (d) verifica-se que a amplitude de movimento dobrou. Isso pode
ser perfeitamente explicado pela influência da posição dos atuadores em
relação ao centro do posicionador. Portanto, esses resultados mostram que
quanto mais próximos os atuadores estiverem do centro, maior será o
coeficiente de amplificação. Ou seja, menor será a amplitude de movimento
dos atuadores para atingir um ângulo maior.
A seguir, o ângulo 1 sofre variações e o ângulo 2 é mantido fixo. Os
resultados são vistos nos gráficos da FIGURA 5.7.

Capítulo 5 112
-20 0 20-2
-1
0
1
2movimento da mesa
var.
the
ta2
(10e
-2 g
raus
)
var. theta1 (10e-3 graus) (a)-20 0 20
-2
-1
0
1
2
mov
. at
uado
r A
(10
e-5
m)
var. theta1 (10e-3 graus) (b)
-20 0 20-4
-2
0
2
4
mov
. at
uado
r B
(10
e-5
m)
var. theta1 (10e-3 graus) (c)-20 0 20
-2
-1
0
1
2
mov
. at
uado
r C
(10
e-5
m)
var. theta1 (10e-3 graus) (d)
FIGURA 5.7 – Fixação do ângulo 2 e variação do ângulo 1 para l=60 mm
Analisando a FIGURA 5.7(a) pode-se observar a variação do ângulo
1 dentro da faixa estabelecida ( 0.02 graus).
Comparando os gráficos da FIGURA 5.7(b), (c) e (d) e FIGURA
5.3(b), (c) e (d) comprova-se a influência do parâmetro l na necessidade de
movimentação dos atuadores para se atingir um ângulo desejado. Este
parâmetro pode então ser ajustado de forma a definir um coeficiente de
amplificação mais adequado para o sistema.
O próximo passo corresponde à realização de movimentos angulares,
onde o ângulo 1 permanece fixo e somente o ângulo 2 sofre variações
dentro da faixa estabelecida ( 0.02 graus). Os resultados podem ser
observados nos gráficos da FIGURA 5.8.

Capítulo 5 113
-20 0 20-2
-1
0
1
2movimento da mesa
var.
the
ta2
(10e
-2 g
raus
)
var. theta1 (10e-3 graus) (a)-20 0 20
-2
-1
0
1
2
mov
. do
atu
ador
A (
10e-
5 m
)
var. theta2 (10e-3 graus) (b)
-20 0 20-1
-0.5
0
0.5
1
mov
. do
atu
ador
B (
10e-
5 m
)
var. theta2 (10e-3 graus) (c)-20 0 20
-2
-1
0
1
2
mov
. at
uado
r C
(10
e-5
m)
var. theta2 (10e-3 graus) (d)
FIGURA 5.8 – Fixação do ângulo 1 e variação do ângulo 2 para l=60 mm
Observando a FIGURA 5.8(a), nota-se a variação do ângulo 2 dentro
da faixa 0.02 graus.
Da mesma forma, através de uma comparação da FIGURA 5.8(a), (b)
e (c) com a FIGURA 5.4(a), (b) e (c), reafirma-se a disposição dos atuadores
na definição do coeficiente de amplificação.

Capítulo 6 114
CAPÍTULO 6
CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS
O uso de posicionadores em equipamentos de precisão, em particular
no posicionamento de ferramenta/peça em usinagem de ultraprecisão, se
deve à necessidade de se obter um rígido controle do perfil a ser usinado.
Para chegar a esse nível desejado é preciso monitorar a posição da
ferramenta em relação à peça durante o processo de usinagem e fazer as
devidas compensações de erros, a fim de se obter sucesso no final do
processo.
Este trabalho apresentou um estudo das técnicas de projeto aplicadas
no desenvolvimento de um microposicionador angular, visando sua
utilização no posicionamento de peças/ferramentas na usinagem de
ultraprecisão.
As principais características técnicas do arranjo obtido são as
seguintes:
Permitir o posicionamento dos mais diversos sistemas em
máquinas, instrumentos ou aparelhos de Mecânica de Precisão,
através dos seus três graus de liberdade (um de translação e dois
de rotação);
Capítulo 6 115
Resolução de posicionamento submicrométrica, inferior a 0,10 m
num curso aproximado de 40 m;
Possibilidade de adaptação a um sistema de alinhamento
interferométrico do tipo Fizeau, através da utilização de algoritmo
de correção, especialmente desenvolvido para este fim;
O projeto agrupa as características vantajosas da utilização de
acionamento direto, via atuadores piezoelétricos, com
guias/mancais de mola, numa arquitetura que oferece facilidade de
construção.
Dentre as conclusões gerais referentes ao desenvolvimento deste
trabalho, pode-se ressaltar a utilização das técnicas de projeto na concepção
do posicionador.
Ao iniciar-se um projeto, sabe-se relativamente pouco quanto à
provável solução final, de modo que nesse estágio há muitas incertezas e
corre-se assim certo risco em supor que a iniciativa seja viável. À medida
que o projeto progride, aparecem condicionantes, surgem soluções
alternativas, comparam-se possibilidades, concretizam-se outras
informações, a auxiliar numa resposta a essa perene questão. Portanto, o
risco de tomar uma solução errada é máximo ao início do processo e
decresce com a aparição de novos elementos.
Dentre as diversas alternativas disponíveis para elementos
construtivos do sistema optou-se, através de uma análise de valor, por um
sistema híbrido com características vantajosas de várias opções. O projeto
congrega os seguintes elementos:
Capítulo 6 116
Mancal de flexão: sistemas flexíveis ajudam a eliminação de folgas
mecânicas;
Apoio cinemático: o posicionador deve estar unido à parte móvel
(mola) através de apoio cinemático, ou seja, livre de tensões
internas. Esse apoio pode ser constituído de três canaletas em v
(no posicionador e no mancal de mola) e três esferas;
Pode-se simplificar a plataforma de Stewart para dois atuadores e
um ponto articulado, pois são necessários somente dois graus de
liberdade (giros em torno de X e de Y).
Como forma de avaliar a funcionalidade e desempenho geométrico do
protótipo, um estudo cinemático do arranjo foi realizado através da
modelagem das trajetórias a serem percorridas pelo sistema, permitindo a
extração de algumas conclusões:
Foram obtidas equações que representam os deslocamentos
necessários nos atuadores para correção angular do posicionador,
permitindo melhor funcionalidade e sua utilização em algoritmos
específicos;
A influência dos diversos parâmetros geométricos e trajetórias são
visualizados através de simulação numérica.
Tendo em vista que este trabalho trata do desenvolvimento de um
microposicionador angular, fica evidente que existe ampla gama de futuros
temas de pesquisa a ser explorada.
A seguir são apresentadas algumas sugestões para trabalhos que
poderão dar continuidade ao tema aqui apresentado:
Capítulo 6 117
Fabricação do sistema proposto;
Utilização desse sistema na máquina comercial ASG 2500 Rank
Pneumo do Laboratório de Ultraprecisão da EESC - USP;
Aplicação de técnicas modernas de controle para os
atuadores(PID feed forward, lógica difusa, etc.);
Anexar o protótipo ao algoritmo de correção anteriormente
desenvolvido no Laboratório de Ultraprecisão da EESC – USP
(SANTOS, 1997).;
Substituição do algoritmo anteriormente desenvolvido no
Laboratório de Ultraprecisão da EESC – USP (SANTOS, 1997),
baseado em inteligência artificial, capaz de interpretar as imagens
e gerar os sinais de comando (correção) para os atuadores.
Bibliografia 118
BIBLIOGRAFIA
Bibliografias citadas
ARCHER, L. B. (1965). Systematic Method for Desginers. London, Design
Council.
ASANO, S. & GOTO, T.(1991). Micro-positioning stage of 6 degree-of-
freedom with nanometer resolution. Progress in Precision Engineering,
Springer-Verlag Berlin, Heldelberg, Germany.
ASIMOW, M. (1962). Introduction to Design. Englewood Cliffs, N. J.,
Prentice-Hall.
ASIMOW, M. (1968). Introdução ao projeto. Prentice-Hall. Trad. por José
Wanderley Coêlho Dias. São Paulo, Mestre Jou.
BACK, N. (1983). Metodologia de projeto de produtos industriais. Rio de
Janeiro, Guanabara Dois.
BROADBENT, G. (1973). Design in Architeture. London, John Wiley.
CAMPOS RUBIO, J. C.; DUDUCH, J. G. & VIEIRA PORTO, A. J. (1996).
Acionamento direto de ferramentas de corte em máquinas de
ultraprecisão. In: VII CONGRESSO NACIONAL DE INGENIERIA
MECANICA, Valdivia, 1996. Universidad Austral de Chile, p.263 - 266,
out.

Bibliografia 119
CAMPOS RUBIO, J. C.; DUDUCH, J. G. & VIEIRA PORTO, A. J. (1997).
Utilização de atuadores e servomotores translativos no acionamento
direto de máquinas-ferramenta. (CD ROM). In: CONGRESSO IBERO
AMERICANO DE ENGENHARIA MECÂNICA, Havana, 1997. ISPJAE.
CROSS, N. (1984). Developments in design methodology. Chichester, Wiley.
CROSS, N. (1993). Science and design methodology: A Review. Research in
Engineering Design, v. 5, n. 2, p. 63-69.
CROSS, N. (1994). Engineering design methods. Chichester, John Wiley,. 2
ed.
DOWN, T.; MILLER, M. & FALTER, P. (1991). Application of fast tool servo
for diamond turning of nonrotationally symetric surfaces. Precision
Engineering, v. 13, n. 4, p. 461-463.
DUDUCH, J. G. (1993). Some critical aspects of machine design and
performance for the machining of brittle materials. Cranfield. Thesis (Ph.D)
- Cranfield Institute of Techonology.
EVBUOMWAN, N. F. O.; SIVALOGANATHAN, S. & JEBB, A. (1996). Survey
of design philosophies, models, methods and systems. Proceedings of the
Institution of Mechanical Engineers, Part B: Journal of Engineering
Manufacture, v. 210, n. B4, p. 301-320.
FINKELSTEIN, L. & FINKELSTEIN, A. C. W. (1983). Review of design
methodology. IEE Proceedings, v. 130, n. A4, jun..
GORDON, W. J. J. (1961) Synetics. New York, Harper & Row.
HARA, Y.; MOTONISHI, S. & IOSHIDA, K. (1990). A new micro-cutting
device with high stiffness and resolution. Annals of the CIRP, v. 39, n. 1, p.
375 – 378.
Bibliografia 120
HÖHNE, G. (1990a). Projeto de componentes de mecânica de precisão.
Apostila curso de pós-graduação em engenharia mecânica, UFSC,
Florianópolis, SC.
HÖHNE, G. (1990b). Projeto de Instrumentos em Mecânica de Precisão.
Apostila curso de pós-graduação em engenharia mecânica, UFSC,
Florianópolis, SC.
IKAWA, N.; SHIMADA, S. & MOROOKA, H. (1987). Technology of diamond
tool for ultraprecision metal cutting. Bull. Japan Society Precision
Engineering, v. 21, n. 4, p. 233 – 238, dec.
IKAWA, N.; DONALDSON, R. R.; KOMANDURI, R.; KOENG, W. &
AACHEN, T. H. (1991). Ultraprecision metal cutting - The past, the present
and the future. Anals of the CIRP, v. 40, n. 2, p. 587 – 594.
ISHIHARA, S. (1991). High precision positioning for submicron lithography
Bull. Japan Society Precision Engineering, v. 21.
JONES, J. C. (1970). Design Methods. Chichester, John Wiley.
KANIZAR, W. L.; LIU, D.; MOON, K. S. & SUTHERLAND, S. W. (1996).
Magnetostrictive actuator-based micro positioner and its application in
turning. Proceedings of SPIE. The International Society for Optical
Engineering, v. 2721, p. 385-393.
KRICK, E. D. (1970). Introdução à engenharia. Trad. Por Heitor Lisboa de
Araújo. Rio de Janeiro, Ao livro técnico S. A.
LANGENBECK, P.(1992). Ultrafine infeed control. Precision Engineering, v.
14, n. 1, p. 43-46.
LICHTBLAU, M. (1989). Uma contribuição ao estudo da dinâmica de
posicionadores. Florianópolis. Dissertação (Mestrado), Universidade
Federal de Santa Catarina.
Bibliografia 121
MARIBONDO, J. F.; BACK, N. & FORCELLINI, F. A. (1998). A
fundamentação e as perspectivas de projeto de produtos modulares. In: V
CONGRESSO DE ENGENHARIA MECÂNICA – NORTE/NORDESTE,
Fortaleza. Anais. ABCM, v. 1, p. 86 – 93, out.
McKEOWN, P. (1988). The engineer the design function product innovation
and quality aspects of design. Cranfield Institute of Technology, UK.
MONTANARI, L.; CAMPOS RUBIO, J. C., DUDUCH, J. G. & VIEIRA
PORTO, A. (1998). Desenvolvimento de um sistema para
microposicionamento angular. In: V CONGRESSO DE ENGENHARIA
MECÂNICA – NORTE/NORDESTE, Fortaleza. Anais. ABCM, v. 1, p. 94 –
101, out.
NARUTAKI, N.; DINGCHANG, C.; YAMANE, Y. & OCHI, A. (1996). Decision
support systems for design of machine tools based on AHP. Proceedings
of the third international conference on progress of cutting and grinding.
Osaka, 1996, v. 3, p. 397 – 402, nov.
NUTT, P. C. (1998). How decision makers evaluate alternatives and the
influence of complexity. Management science, v. 44, n. 8, p. 1148-1166,
aug.
OSBORN, A. F. (1963), Applied Imagination – Principles and Procedures of
Creative Thinking. New York: Charles Scribner.
OTSUKA, J. (1992). Nanometer level positioning using three kinds of lead
screws. Nanotechnology, v. 3, n. 1, p- 29 – 36, jan.
PAHL, G. & BEITZ, W. (1996). Engineering design: A systematic Approach.
Great Britain, Springer-Verlag London Limited.
PENTEADO, L. A. A. (1996). Torno de ultraprecisão: revisão de projeto
mecânico e estrutural. São Carlos. Dissertação (Mestrado) – Escola de
Engenharia de São Carlos, Universidade de São Paulo.

Bibliografia 122
PHYSIK INSTRUMENTE (1992). Products for micropositioning.(CATALOG).
Germany.
PURQUERIO, B. M.; PENTEADO, L. A.; FRANÇA, S. C. & FORTULAN, C.
A. (1994). Máquina de ultraprecisão: um projeto desenvolvido no Brasil.
Máquinas e Metais, p. 152 – 163, mar.
QUIRINO, J. P. (1996). Projeto de Sistemas Mecânicos. Apostila curso de
graduação em engenharia mecânica – UNESP – Faculdade de
Engenharia de Ilha Solteira, 2 ed., abr.
ROAD, L. B. (1984). Interferogram interpretation and evaluation handbook,
ed. 3, Zygo Corporation, p. 2 – 6.
RUFFINO, R. T. (1991). Técnicas de Projeto. Apostila curso de pós-
graduação em engenharia mecânica – USP – Escola de Engenharia de
São Carlos.
RUMBARGER, J. H. & WERTWIJN, G. (1968). First design information on
hydrostatic lead screw. Machine design, p. 218 – 224, apr.
SANTORO, F. G. (1999). Estudo de estratégias de controle para uma
estação de rastreamento a laser. São Carlos. Tese (Doutorado) – Escola
de Engenharia de São Carlos, Universidade de São Paulo.
SANTOS, D. L. (1997). Um algoritmo para comando de uma mesa de
microposicionamento angular usando interferometria. São Carlos.
Dissertação (Mestrado) – Escola de Engenharia de São Carlos,
Universidade de São Paulo.
SCHROETER, R. B. (1997). Usinagem de ultraprecisão de elementos
ópticos transmissivos no espectro infravermelho. Florianópolis. Tese
(Doutorado) - Universidade Federal de Santa Catarina.
SCIAVICCO, L. & SICILIANO, B. (1996). Modeling and control of robot
manipulators. Singapore, The McGraw-Hill Companies.
Bibliografia 123
CHIOU,S. & KOTA, S. (1998). Automated conceptual design of mechanisms.
Mechanism and Machine Theory, v. 34, n. 3, p. 467-495, apr.
SLOCUM, A. H. (1992). Precision Machine Design. New Jersey, Printice-
Hall.
SMITH, G. F. & BROWNE, G. J. (1993). Conceptual foundations of design
problem solving. IEEE Transactions on systems, man and cybernetics,
v.23, n. 5, p. 1209-1219, sep-oct.
STEINMERTZ, C. R. (1990). Sub-micron position measurement and control
on precision machine tools with laser interferometry. Precision
Engineering, v. 12, p. 12 – 24.
SUH, N. P.(1990). The Principles of design. New York, Oxford University
Press.
TANIGUCHI, N. (1983). Current status in, and future trends of ultraprecision
machining and ultrafine materials processing. Annals of the CIRP, v. 32, n.
2, p. 573-782.
TANIGUCHI, N. (1992). Future trends of nanotechnology. International
Journal Japan Society Precison Engineering, v. 26, n. 1, p. 1 – 7, mar.
TAVARES, R. C. (1995). Projeto de um posicionador submicrométrico para
litografia óptica. Florianópolis. Dissertação (Mestrado) - Universidade
Federal de Santa Catarina.
TAYLOR, J. B. & TU, J. F. (1996). Precision X-Y microstage with
maneuverable kinematic coupling mechanism, Precision Engineering, v.
18, n. 2-3, p. 85 – 94, apr.-may.
THE MATHWORK, Inc. (1995). Simulink – For use with MATLAB™.
Bibliografia 124
THOMPSON, D. C.; CHRISLOCK, J. & NEWTON, L. E. (1982). Development
of an inexpensive, high – accuracy diamond turning machine. Precision
Engineering, v. 4, n. 2, p. 73 – 77, apr.
TOJO, T. & SUGIHARA, K. (1989). Piezoelectric-driven turntable with high
positioning accuracy (1st report) – Operation principle and basic
performance, Bull. Japan Society of Precision Engineering, v. 23.
TÖNSHOFF, H. K.; WULFSBERG, J. P.; KALS, H. J. J.; K O NIG, W. & van
LUTTERVELT (1988). Development and trends in monitoring and control
of machining processes. Annals of the CIRP, v. 37, n. 2, p. 611 – 622.
WALLACE, K. & BURGESS, S. (1995). Methods and tools for decision
making in engineering design. Design Studies. v. 16, n. 4, p. 429 – 446,
oct.
WATANABE, F. Y. (1992). Desenvolvimento de um atuador hidrostático
diferencial e de um sensor opteletrônico para posicionamento linear de
precisão. São Carlos. Dissertação (Mestrado) – Escola de Engenharia de
São Carlos, Universidade de São Paulo.
WECK, M.; LUDERICH, J.; WIENERS, A. & VOS, M. (1998). Comparação
das características de fusos e guias aerostáticos, hidrostáticos e de
elementos rolantes. Máquinas e Metais, n. 390, p. 48 – 57, jul.
WECK, W. & BISPINK, T. (1991). Examination of high precision slow motion
feed drive systems for the sub-micrometre range. Progress in Precision
Engineering, p. 128 – 141.
YANG, J. & GENG, Z. J. (1998). Closed form forward kinematics solution to a
class of hexapod robots. IEEE Transactions on Robotics and Automation,
v. 14, n. 3, p. 503-508, jun.
Bibliografia 125
Bibliografias consultadas
BUSSAB, W. O. & MORETTIN, P. A. (1987). Métodos quantitativos –
Estatística básica. São Paulo, ed. 4, Atual.
CRESPO, A. A. (1996). Estatística fácil. São Paulo, ed. 14, Saraiva.
KAMI, Y.; YABUYA, M. & SHIMIZU, T. (1995). Research and development of
na ultraprecision positioning system. Nanotechnology, v. 6, n. 4, p. 127 –
134, oct.
LIN, L. Y.; SHEN, J. L.; LEE, S. S. & WU, M. C. (1996). Surface-
micromachined micro-xyz stages for free-space micro-optical bench.
Advanced Applications of Laser in Materials and Processing LEOS
Summer Topical Meeting, p. 37-38.
MIZUMOTO, H.; YABUYA, M.; SHIMIZU, T. & KAMI, Y. (1995). Angstrom-
positioning system using a twist-roller friction drive. Precision Engineering,
v. 17, n. 1, p. 57 – 62, jan.
MIZUMOTO, H.; NOMURA, K.; MATSUBARA, T. & SHIMIZU, T. (1993).
Ultraprecision positioning system using a twist-roller friction drive.
Precision Engineering, v. 15, n. 3, p. 180 – 184, jul.
MIZUTANI, K.; KAWANO, T. & TANAKA, Y. (1990). A piezoelectric-drive
table and its application to micro-grinding of ceramic materials. Precision
Engineering, v. 12, n. 4, p. 219-226, oct.
RYU, J. W.; GWEON, D. & MOONT, K. S. (1997). Optimal design of a flexure
hinge based XY wafer stage. Precision Engineering, v. 21, p. 18 – 28.
SUGIMOTO, M.; HORI, K. & OHSUGA, S. (1993). A method for assisting
creative design processes. Languages of Design, v. 1, n. 4, p. 357 – 367.
Bibliografia 126
TABIB-AZAR, M & GARCIA-VALENZUELA, A. (1995). Sensing means and
sensor shell: a new method of comparative study of piezolectric,
piezoresistive, electrostatic, magnetic and optical sensors. Sensor and
Actuator, v. 48, n. 2, p. 87-100, may.
TIPISSEV, S. Y. & GOLUBOK, A. O. (1996). Nanostep movement and
measurement. Tribology International, v. 29, n. 5, p. 373-376.
Apêndice
APÊNDICE
Neste apêndice encontram-se os desenhos do
microposicionador angular para Mecânica de Precisão, discutido
no decorrer deste trabalho.
ALUNO(A):Luciana Montanari
PROFESSOR:Jaime Duduch
VISTO:
DATA:08/07/99
DATA:08/07/99
DATA:
LABORATÓRIO DE ENGENHARIA DE PRECISÃO
ESCOLA DE ENGENHARIA DE SÃO CARLOS
UNIVERSIDADE DE SÃO PAULO
FOLHA: 1/1
FOLHA: 1/1
FOLHA:
DENOMINAÇÃO: CONJUNTO ARQUIVO: montagem3d.dwg