ufsm - metrologia-2008
TRANSCRIPT

UNIVERSIDADE FEDERAL DE SANTA MARIACENTRO DE TECNOLOGIA
DEPTO. ENGENHARIA MECÂNICA
DEM 1009 – METROLOGIA

METROLOGIA
1. Conceitos Fundamentais
1.1. Metrologia
Metrologia é a ciência da medição. Ela abrange todos os aspectos teóricos e práticos relativos às medições, em qualquer campo da ciência ou tecnologia. Embora este conceito seja bastante amplo, o conteúdo deste curso ficará limitado à Metrologia Dimensional que se aplica à determinação de medidas lineares e angulares.
1.2. Métodos de Medição
1.2.1. Indicação ou deflexãoÉ o método em que a medida é obtida através de uma indicação direta
em um dispositivo mostrador ou registrador.
1.2.2. Zeragem ou compensaçãoNesse método, aplica-se a grandeza a medir e uma grandeza padrão
com valor conhecido, equivalente ao mensurando, em um dispositivo comparador de forma que as duas indiquem diferença zero.
1.2.3. Método diferencialResulta da combinação dos anteriores. O mensurando é comparado a
uma grandeza padrão e a diferença medida por um instrumento que opera segundo o método da indicação.
1.3. Características dos Instrumentos de Medição
Os termos utilizados neste trabalho para descrever as características dos instrumentos de medição foram estabelecidos segundo definições contidas no documento “VOCABULÁRIO INTERNACIONAL DE TERMOS FUNDAMENTAIS E GERAIS EM METROLOGIA" publicado pelo Instituto Nacional de Metrologia, Normalização e Qualidade Industrial (INMETRO), aplicáveis e adaptadas aos instrumentos descritos.

1.3.1. Faixa de Medição
É o conjunto de valores de medidas para o qual admite-se que o erro de um instrumento de medição mantém-se dentro dos limites especificados. Quando o erro do instrumento não é conhecido, a faixa de medição pode ser considerada como a diferença em módulo, entre os seus limites de indicação.
1.3.2. Condições de Utilização
Condições de uso para as quais as características metrológicas especificadas de um instrumento de medição mantêm-se dentro de limites especificados.
1.3.3. Resolução
Menor diferença entre leituras de um instrumento que pode ser significativamente percebida. Corresponde à variação mínima da grandeza a ser medida que o instrumento consegue identificar.
1.3.4. Exatidão
Aptidão de um instrumento de medição para dar leituras próximas a um valor verdadeiro. Exatidão é um conceito qualitativo.
1.3.5. Classe de Exatidão
Usualmente indicada por um número ou símbolo adotado por convenção, é a classe de instrumentos de medição que satisfazem a certas exigências metrológicas destinadas a conservar os erros dentro de limites especificados.
1.3.6. Erro de um Instrumento de Medição
Indicação ou leitura de um instrumento de medição menos um valor verdadeiro da grandeza a ser medida. Este conceito aplica-se principalmente quando o instrumento é comparado a um padrão de referência.
E = M - VV
Onde:

E = erroM = medidaVV = valor verdadeiro da grandeza
Os erros podem ser:- Sistemáticos:
Es = MI –VVCOnde:
MI = média de infinitas indicações do sistema de mediçãoVVC = valor verdadeiro convencional
- Aleatórios:Eai = Ii – MI
Onde:Ii = valor da i-ésima indicação individual
- Grosseiros:
1.3.7. Tendência de um Instrumento de Medição
Erro sistemático da indicação de um instrumento de medição:
Td = MI –VVC
1.3.8. Repetibilidade
Aptidão de um instrumento de medição em fornecer indicações muito próximas, em repetidas aplicações, sob as mesmas condições de medição. Repetibilidade pode ser expressa quantitativamente em termos das características da dispersão das indicações.
1.3.9. Precisão
Aptidão de um instrumento de medição em fornecer medidas isentas de erros sistemáticos ou aleatórios. O termo precisão, portanto engloba as características de exatidão e Repetibilidade, ou seja, para que um instrumento seja considerado de boa precisão é necessário que tenha exatidão e Repetibilidade.

1.3.10. Sistemas de Unidades
No Brasil adota-se oficialmente o sistema métrico para definição de unidade de comprimento. Porém, também o sistema inglês é muito difundido comercialmente.
1.4. Incerteza de Medição
Vocabulário de Termos Fundamentais e Gerais de Metrologia: (Portaria INMETRO nº. 029, de 10 de março de 1995).
Parâmetro associado ao resultado de uma medição o qual caracteriza a dispersão dos valores que podem ser fundamentalmente atribuídos a um mensurando.
1.4.1. Incerteza tipo A:
Indica a variação aleatória de uma grandeza (mensurando). Para uma série de “n” medições de um mesmo mensurando, a grandeza “s”, que caracteriza a dispersão dos resultados é dada pela fórmula:
1
)(1
2
−
−=
∑=
n
xxs
n
ii
Uma estimativa do desvio padrão da distribuição de x e é denominado desvio padrão experimental da média e é dada pela expressão:
nsxu /)( = (Incerteza padronizada))(xutI pA ×±=
Coeficiente “t de Student”:
Graus deliberdade
(n-1)
tp Probabilidade p (%)68,3 90 95 99

1234567891015204050100α
1,841,321,201,141,111,091,081,071,061,051,031,031,011,01
1,0051,000
6,312,922,352,132,021,941,891,861,831,811,751,721,681,68
1,6601,645
12,714,303,182,782,572,452,362,312,262,232,132,092,022,01
1,9841,960
63,669,925,844,604,033,713,503,363,253,172,952,852,692,68
2,6262,576

1.4.2. Incerteza tipo B:Incerteza avaliada por outros meios que não a análise estatística de
uma série de observações. Incertezas desse tipo são determinadas a partir de informações acessórias e externas ao processo de medição.Fontes:
- Gradiente de temperatura durante a medição.- Afastamento da temperatura de referência.- Paralaxe.- Tipo do indicador: analógico ou digital.- Resolução finita do instrumento.
Informações para determinação da incerteza:- Dados do fabricante.- Certificado de calibração. - Incerteza do padrão ou referência.- Experiência ou conhecimento do comportamento do instrumento.
Quando é possível estimar apenas os limites (superior e inferior) do valor real da medida, a estimativa ou valor esperado é o ponto médio do intervalo:
( ) 2/isi aax −= ,Com variância associada de:
( ) 12/)( 22isi aaxu −=
Se a diferença entre os limites as-ai for designada por 2a (distribuição simétrica), tem-se:
3/)(2 axu i =
Nesse caso, assume-se que qualquer valor é igualmente provável dentro do intervalo, ou seja, a probabilidade para que o valor da medida pertença ao intervalo é um e fora dele é essencialmente zero (distribuição retangular). Entretanto, se valores junto às bordas do intervalo são menos prováveis que os valores próximos ao centro, deve-se substituir a distribuição retangular simétrica por uma distribuição trapezoidal simétrica. Nesse caso, a variância associada é:
( ) 6/1)( 222 β+= axu i
1=β => distribuição retangular0=β => distribuição triangular
Para uma distribuição triangular, tem-se:6/)( 22 axu i =

Se não existe nenhuma informação a respeito do sistema de medição, a experiência mostra que, o erro máximo deve estar na faixa de 1 a 2 vezes o valor da resolução. Nesse caso, a incerteza padronizada associada é dada por:
12Re=Bu , para erro máximo as-ai = Re (distribuição retangular).
6Re=Bu , para erro máximo as-ai = Re (distribuição triangular).
3Re=Bu , para erro máximo as-ai = 2*Re (distribuição retangular).
1.4.3. Incerteza padronizada combinada
A incerteza combinada da influência de várias fontes de incerteza pode ser estimada a partir das incertezas padronizadas de cada fonte de erro:
222
21 ... nc uuuu +++=
1.4.4. Incerteza expandida:
cukU *=
É obtida multiplicando-se a incerteza padronizada combinada por um fator de abrangência k. Esse fator pode ser determinado utilizando-se o conceito de grau de liberdade efetivo (equação de Welch-Satterwaite):
∑=
=N
i i
i
cef u
u
1
4
4
υ
υ
Onde:
ui -> incerteza padrão associada à i-ésima fonte de incertezaυi -> número de graus de liberdade associado a i-ésima fonte de incertezaN -> número de fontes de incertezas analisadas.
O valor de k para confiabilidade de 95% pode ser obtido da seguinte tabela:
υef 1 2 3 4 5 6 7 8 10k95 13,97 4,53 3,31 2,87 2,65 2,52 2,43 2,37 2,28

υef 12 14 16 18 20 25 30 35 40k95 2,23 2,20 2,17 2,15 2,13 2,11 2,09 2,07 2,06
υef 45 50 60 80 100 αk95 2,06 2,05 2,04 2,03 2,02 2,00
Na prática, pode-se assumir que tomando k=2 produz um intervalo de confiança tendo um nível de confiança de aproximadamente 95%, e que tomando k=3 produz-se um intervalo tendo um nível de confiança de aproximadamente 99%.
1.4.5. Incerteza em medições indiretas
Seja: AAA UMRM ±= e BBB UMRM ±=
SOMA: ( ) ( )BABA UUMMRM +±+=
SUBTRAÇÃO: ( ) ( )BABA UUMMRM +±−=
MULTIPLICAÇÃO: ( ) ( )
+±=
B
B
A
ABABA M
U
M
UMMMMRM ***
DIVISÃO: ( ) ( )
+±=
B
B
A
ABABA M
U
M
UMMMMRM *//
1.5. Resultado da Medição
Em metrologia, utiliza-se um nível de confiança de 95%. O número de algarismos significativos deve ser compatível com a descrição da medida. A expressão da grandeza deve ter um, ou no máximo dois algarismos significativos, e o valor medido deve ter o mesmo número de casas decimais que o valor da incerteza.
Resultado = Valor Incerteza

1.5.1. Regras de arredondamento

1. Se o algarismo à direita do último dígito a ser considerado for menor que 5, todos os dígitos à direita serão desconsiderados.
2. Se for maior que 5, adiciona-se uma unidade ao algarismo considerado.
3. Se igual a 5, tem-se:3.1. Adiciona-se uma unidade ao dígito significativo, caso ele seja
ímpar.3.2. Desconsideram-se todos os dígitos, caso ele seja par.
1.5.2. Regras de compatibilização dos resultados:
A incerteza deve ser preferencialmente expressa com um algarismo significativo, aplicando-se as seguintes regras:I) Arredondar o valor da incerteza.II) Arredondar o valor do resultado final (já corrigido de eventuais erros sistemáticos), compatível com o número de casas decimais da incerteza.III) Escrever a incerteza com dois algarismos significativos com as seguintes restrições:
a) se o primeiro algarismo da incerteza for 1 ou 2, seguir a regra normal de arredondamento.b) se 3, 4 ou 5, arredondar para dois dígitos de maneira que o segundo seja 0 ou 5.c) se entre 6 e 9, arredondar a incerteza para apenas um algarismo significativo.
Exemplos:
58,23333 ± 0,15 =>381,41253 ± 0,2213 =>17,83 ± 1,01 =>12,923 ± 0,0227 =>0,02425 ± 0,0034 =>65 ± 0,083 =>

2. Metrologia Dimensional
2.1. Paquímetros
O paquímetro é um instrumento que permite fazer medidas lineares, que podem ser externas internas de profundidade ou de ressaltos. A figura 2.1 mostra dois tipos básicos de paquímetros universais.
Figura 2.1Os principais componentes dos paquímetros são:
• Bicos ou garras - para medição externa• Orelhas ou pontas da garra - para medição interna• Haste - medição de profundidade• Cursor - componente móvel• Escala principal - leitura• Nônio ou vernier - subdivisão da escala principal• Superfície de medição - para contato com a peça• Superfícies chanfradas - para medição de superfícies curvas

• Curvatura na extremidade da haste - superfícies arredondadas2.1.1. Paquímetros Especiais
A seguir são apresentados alguns exemplos de paquímetros especiais, quanto a sua aplicação.
2.1.1.1. Paquímetro de Profundidade
Serve para medir a profundidade de filtros não vazados, rasgos, rebaixo, etc. Pode apresentar haste simples ou haste com gancho (fig. 2.2).
Figura 2.2
2.1.1.2. Paquímetro de Altura
Tipo de paquímetro que permite medir alturas e diferenças verticais entre planos (fig. 2.3). Também conhecido como traçador de altura, visto que também serve para transportar medidas em operações de traçagem.

Figura 2.3

2.1.1.3. Paquímetro para Engrenagens
O paquímetro para engrenagens mede a espessura da corda ou a espessura do diâmetro primitivo do dente da engrenagem (fig. 2.4). Sua construção combina em um único instrumento as funções do paquímetro convencional e do paquímetro de profundidade.
Figura 2.4
2.1.1.4. Paquímetro com Relógio Indicador
São paquímetros em que a resolução é definida por um relógio indicador. Este relógio executa a função do nônio de paquímetros convencionais e têm a vantagem de se poderem executar leituras de forma mais simples (fig. 2.5).

Figura 2.5
2.1.1.5. Paquímetro com Indicação Digital
Semelhantes aos anteriores e apresentam a vantagem da leitura direta, tanto no sistema métrico como em polegada. Tem ainda a capacidade de transmitir dados à coletores por meio de cabos, para manter um registro permanente ou para o Controle Estatístico do Processo.
2.2. Leitura
A leitura no paquímetro universal é feita utilizando-se o princípio do nônio ou vernier, que é definido por uma escala auxiliar que tem como objetivo fazer uma subdivisão da menor divisão da escala principal.

2.2.1. Sistema Métrico
No sistema métrico, existem paquímetros em que o nônio possui dez, vinte ou cinqüenta divisões. O princípio de funcionamento do nônio de dez divisões pode ser visto através da figura 2.6. Neste caso o comprimento total do nônio equivale a nove divisões da escala principal (menor divisão = 1 mm). Assina, há uma diferença de 0,1 mm entre o primeiro traço da escala fixa e o primeiro traço da escala móvel. Essa diferença é de 0.2mm entre o segundo traço de cada escala, de 0.3mm entre o terceiro traço e assina por diante. Com este princípio, é possível determinar a distância entre o traço de zero do nônio e um traço qualquer da escala principal, quando estes não estiverem alinhados. Dessa forma, consegue-se identificar 1/10 da menor divisão da escala principal, o que define a resolução do instrumento. Para os outros tipos de paquímetros, vale o mesmo princípio geral do nônio, ou seja, o número de subdivisões que se consegue fazer na menor divisão da escala principal é igual ao número de divisões do nônio. Define-se assim a resolução do instrumento.
Figura 2.6.

A leitura do instrumento deve ser feita da seguinte forma:
1°) Verificar se o zero do nônio coincide com um dos traços da escala principal. Se coincidir, a leitura é feita somente na escala principal.2°) Quando o zero do nônio não coincidir, verificar qual dos traços do nônio está nessa situação e identificar a leitura do nônio.3°) Acrescentar à leitura da escala principal, a leitura do nônio.
A figura 2.7 mostra exemplos de leituras para paquímetros em que o nônio tem 10, 20 ou 50 divisões, onde as resoluções valem 0,1; 0,05 ou 0,02mm, respectivamente.
Figura 2.7
2.2.2. Sistema Inglês
A leitura no sistema inglês segue o mesmo princípio. A diferença é que neste caso, existem paquímetros que fornecem a leitura em polegada

milesimal e outros em polegada fracionária. A figura 2.8 mostra exemplos de leituras em polegada milesimal. Neste caso, a resolução do instrumento vale 0,001", visto que a menor divisão da escala principal vale 0,025" e o nônio tem 25 divisões. Também existem paquímetros com a mesma resolução, porém a menor divisão da escala principal é de 0,05" e o nônio tem 50 divisões.
Figura 2.8
Paquímetros com leitura em polegada fracionária apresentam a escala principal com menor divisão igual a 1/16" e o nônio com 8 divisões. Pelo princípio geral do nônio, a resolução neste caso chega a 1/128". A leitura neste caso é feita como explicado anteriormente. A única diferença é que as leituras no nônio e escala principal são feitas em termos de frações de polegadas. A figura 2.9 mostra exemplos de leituras.

Figura 2.9.
2.3. Erros de Leitura
Alguns cuidados são necessários para se evitar erros de leitura com o paquímetro. Para maior precisão das medidas, deve-se observar os procedimentos de medição como mostrado na figura 2.10.

Figura 2.10.

2.2. Micrômetro
Os micrômetros são instrumentos de medidas que permitem medir dimensões de 0.01 até 100 mm. O princípio de funcionamento dos micrômetros assemelha-se ao funcionamento do parafuso/porca. Em uma porca fixa, quando o paraíso gira uma volta completa o seu avanço longitudinal será igual ao passo da rosca. Por exemplo, se um a rosca tem um passo de 1 mm ao se girar o paraíso de 0.5 volta o paraíso se deslocará longitudinalmente 0,5 mm. A idéia, portanto é dividir a "cabeça" do parafuso, de forma que se possam avaliar fiações de volta, e assim medir comprimentos menores que o passo do paraíso. Com este sistema é possível medir grandezas muito pequenas, tão pequenas que os paquímetros não conseguem registrar. A figura 4.1. mostra os componentes de um micrômetro.
Figura 4.1

Os principais elementos do micrômetro são:
• Arco, feito de aço especial, tratado termicamente para eliminar tensões internas. O tamanho do arco determina a capacidade máxima de medida do micrômetro, que é normalmente da ordem de 25 mm.
• Isolante térmico que evita dilatação do arco, isolando-o termicamente.• Fuso micrométrico• As faces de medição que tocam a peça a ser medida e tem os seus planos
absolutamente paralelos• A porca de ajuste que permite o ajuste da folga do fuso micrométrico.• Tambor, onde se localizam as escalas centesimais, esta solidária ao fuso,
a trava que permite imobilizar o fuso numa medida pré-determinada.• A trava que permite imobilizar o fuso numa medida pré-determinada.
Estabelecido à definição e o princípio de funcionamento, existem micrômetros especialmente desenhados para tipos específicos de medidas. São alguns exemplos:
• Micrômetro para roscas, com as pontas da haste e do encosto são substituíveis, conforme o tipo da rosca.
• Micrômetro de profundidade, conforme a profundidade a medir, fazem-se acréscimos necessários na haste por meio de varetas de comprimentos calibrados.

• Micrômetros de arco profundo, para medições de espessura de bordas ou partes salientes das peças.
• Micrômetro de medidas internas de dois ou três contatos - fornecido com hastes para aumento das capacidades.
2.2.1. Exemplo de Leitura no micrômetro
A leitura no micrômetro com resolução de 0.01 mm, veja figura 4.2, deve obedecer aos seguintes passos:a) leitura dos milímetros inteiros na escala da bainha,b) leitura dos meios milímetros, na escala da bainha ec) leitura dos centésimos de milímetros na escala do tambor
Figura 4.2
Quando o micrômetro tiver o nônio, o mesmo indica o valor a ser acrescentado à leitura obtida na bainha do tambor e a resolução pode chegar a 0.001 mm. Veja as figuras seguintes.

Figura 4.3.
Além dos micrômetros apresentado existem outros dois, especialmente desenhados para efetuarem medidas de superfícies cilíndricas internas. Existem, para este tipo de aplicação dois tipos de micrômetro: o micrômetro interno de três contatos e o micrômetro interno tubular.
Figura 4.4
O micrômetro interno de três faces de contato tem como característica principal de ser auto-centrante. Quando dotado de pontas especiais este micrômetro pode ser usado para medir furos roscados, canais e furos sem saída. O micrômetro interno tubular é empregado normalmente para medições internas acima de 30 mm, por isso e devido a alta versatilidade dos micrômetros de três contatos, este tipo de equipamento é quase somente empregado em casos especiais, onde as dimensões a serem medidas em geral são elevadas.

Leia as medidas indicadas no micrômetro:
Figura 4.5.

2.3. Transferidor
Também conhecido como Goniômetro, é um instrumento próprio para medir ângulos. Pode ser regulado para qualquer ângulo e é usado para traçagem de peças ou para leitura de ângulos entre linhas ou superfícies. A figura 3.1 mostra alguns exemplos de emprego do transferidor.
Figura 3.1.
O ângulo medido pode ser indicado de forma direta através de uma escala graduada em graus ou também pelo emprego de um nônio associado a esta escala. Neste último caso, o resultado da medição é feito com uma leitura indicando o ângulo em graus e minutos. A resolução do instrumento depende também, como nos paquímetros do número de divisões do nônio.

Estes valores são normalmente de 2', 3' ou 5'. A figura 3.2 apresenta algumas leituras para a resolução de 5' (nônio. com 12 divisões: 60'/12).
Figura 3.2.

2.4. Bloco Padrão
Os blocos padrões são peças de aço temperado com duas superfícies opostas retificadas, planas e paralelas. São paralelepípedos padronizados nas dimensões de 30 ou 35 mm x 9 mm, com espessura variada. Os blocos são usinados com tal precisão que, quando bem limpos, aderem tão perfeitamente uns aos outros que podem ser usados como se formasse um único bloco (um bloco "gruda" ao outro). A precisão dos blocos de laboratório é de 5 centésimos de micro (0,00005 mm). A dos blocos de controle é de 1 centésimo e a dos blocos de trabalho 2 décimos.
Figura 6.1.
O bloco padrão é usado para verificar outros calibres, paquímetros e micrômetros, e muitas vezes, para confecção de peças ferramentas que devem ter alto grau de precisão.
Os blocos padrões são fornecidos em jogos que permitam múltiplas combinações. O jogo de 112 peças, por exemplo, permite operar com dimensões de 3 a 100 mm.
Figura 6.2.

Os jogos, ao serem adquiridos são classificados em classes, dependendo da norma adotada. A tabela abaixo ilustra esta situação.
DIN/ISSO/JIS
BS FS Aplicação
00 00 1 Para aplicação científica ou calibração de blocos padrão.
0 0 2 Calibração de blocos padrão destinados a operação de inspeção e/ou calibração de
instrumentos1 I 3 Para inspeção e ajuste de instrumentos de
medição nas áreas de inspeção2 II B Para uso em oficinas e ferramenta
Tabela 6.1. Classificação dos blocos padrões.
No uso dos blocos padrão deve ser observado:• Uso em ambiente controlado,• Evitar desgastes, oxidações peal umidade, marcas de dedos e riscos,• Evitar rebarbas, quedas e batidas,• Manter os blocos limpos durante o uso e protegidos com vaselina quando
estocados, Limpar com benzina pura,• Evitar o contato de blocos padrões com desempeno, sem o uso de blocos
protetores.
Deve ser ainda feita uma inspeção periódica do jogo inteiro e caso se constate alguma irregularidade o jogo completo deve ser rebaixado de classe.
Devido ao custo, os blocos padrões, devem ser usados de forma bastante criteriosa, ou seja, sempre que possível substituir o uso dos mesmos por gabaritos ou calibradores.
2.4.1. Exemplo de leitura de Bloco Padrão
Seja o problema de medir um rasgo numa determinada peça cuja especificação é de 12,573+0.005. Deve-se fazer duas montagens de bloco padrão: uma no valor de 12,573 e outra no valor máximo de 12,578. Os blocos podem ser agrupados conforme a tabela abaixo:

Dimensão Máxima Dimensão Mínima12,578 12,573
DIM 12,578BLOCO – 1,008 DIM 11,570BLOCO – 1,270 DIM 10,300BLOCO – 1,300 DIM 9,000BLOCO – 9,000 DIM 0,000
(total 05 Blocos)
DIM 12,573BLOCO – 1,003 DIM 11,570BLOCO – 1,070 DIM 10,500BLOCO – 1,500 DIM 9,000BLOCO – 9,000 DIM 0,000
(total 04 Blocos)
2.4.1. Técnica de empilhamento de Blocos Padrão
Os blocos deverão ser, inicialmente, limpos com algodão embebido em benzina ou em algum tipo de solvente.
Depois, retira-se toda impureza e umidade, com um pedaço de camurça, papel ou algo similar, que não solte fiapos.Os blocos são colocados de forma cruzada, um sobre o outro. Isso deve ser feito de modo que as superfícies fiquem em contato. Em seguida, devem ser girados lentamente, exercendo-se uma pressão moderada até que suas faces fiquem alinhadas e haja perfeita aderência, de modo a expulsar a lâmina de ar que as separa. A aderência assim obtida parece ser conseqüência do fenômeno físico conhecido como atração molecular (com valor de aproximadamente 500N/cm2), e que produz a aderência de dois corpos metálicos que tenham superfície de contato finamente polida.
Para a montagem dos demais blocos, procede-se da mesma forma, até atingir a medida desejada. Em geral, são feitas duas montagens para se estabelecer os limites máximo e mínimo da dimensão que se deseja calibrar, ou de acordo com a qualidade prevista para o trabalho (IT).

2.5. Relógio Comparador
O relógio comparador é um equipamento de medida indireta que funciona comparando a grandeza a ser determinada com um padrão de dimensão predeterminado merecendo, portanto o nome de comparador. É um instrumento dotado de um uma escala e um ponteiro, semelhante a um relógio, ligado por mecanismos a uma ponta de contato.
Há uma grande variedade de modelos de relógios comparadores. A figura 5.1 a seguir ilustra um relógio típico, com seus principais elementos.
Figura 5.1.
Os limitadores de tolerância mostrados na figura anterior são elementos móveis que podem ser ajustados nos valores máximos e mínimos permitidos para uma determinada medida de uma peça.
Quando o relógio comparador tem um curso que permite mais de uma volta, ele apresenta um ponteiro menor (além, naturalmente do ponteiro principal), denominado contador de voltas. O curso dos relógios comparadores varia com o modelo, porém os mais comuns são de 1 mm, 10 mm e 0.25" ou 1".
Existem alguns acessórios que permitem aos relógios comparadores fazerem medidas especiais, como, por exemplo, medir espessura de chapas e profundidades de furos e rasgos. É possível também, instrumentalizar certos relógios comparadores de forma se medir circularidade e conicidades em furos.

Existe uma versão digital dos relógios comparadores, que possibilita uma leitura rápida, indicando instantaneamente num display a medida efetuada. Este tipo de relógio permite que se converta à leitura nas unidades que se acharem mais convenientes, pode-se, por exemplo, detectar os deslocamentos em milímetros, mas mostrá-los em polegadas no visor. Outra facilidade do relógio comparador digital é a sua interface com microcomputadores, esta facilidade permite uma aquisição rápida das medidas e um tratamento estatístico das mesmas.
2.5.1. Princípio de funcionamento
Os relógios comparadores são na verdade mecanismos de amplificação do tipo engrenagens, alavanca ou misto (engrenagens-alavanca).
2.5.1.1. Amplificação por engrenagem.
Este sistema, mostrado na figura seguinte, é o mais comumente usado. Na figura 5.2 a ponta de contato move o fuso, que possui uma cremalheira, que aciona um trem de engrenagens que, por sua vez acionam um ponteiro indicador no mostrador.
Figura 5.2.
Tipicamente o ponteiro mostrador dá uma volta completa, para cada milímetro de deslocamento, como o mostrador está dividido em 100 divisões, a resolução do relógio é de centésimos de milímetro.

2.5.1.2. Amplificação por Alavanca
Este tipo de amplificação tem uso limitado e se aplica mais a medidas simples, onde a capacidade de amplificação não precisa ser elevada. A figura abaixo ilustra este tipo de mecanismo.
Figura 5.3
Durante a medição, a haste que suporta o cutelo móvel desliza, a despeito do esforço em contrário produzido pela mola de contato. O ponteiro-alavanca, mantido em contato com os dois cutelos pela mola de chamada, gira em frente à graduação. Este tipo de relógio comparador, tipicamente mede grandezas da ordem de + 0,06 mm e leitura de 0.002 mm por divisão.
2.5.1.3. Amplificação Mista
É na verdade uma combinação dos dois mecanismos acima mencionados. Com este mecanismo é possível medir até milésimos de milímetros, sem reduzir a capacidade de medição.
Além dos relógios vistos, existe um relógio muito comum na engenharia mecânica que é o relógio de contato de alavanca.

Figura 5.4.Uma grande virtude deste tipo de relógio é a facilidade de fixação.
Pode ser usado para medir excentricidade de peças, alinhamento e centragem de peças e máquinas, paralelismo entre faces, medições internas e medições de detalhes difíceis.
As figuras seguintes mostram alguns exemplos de aplicação de relógios comparadores.
Figura 5.5.

Figura 5.6.
2.5.1.4. Exemplos de Medições
Faça a leitura das indicações abaixo, considerando o sinal do valor medido (se positivo ou negativo) e que posição inicial do ponteiro mostra a carga inicial ou de medição.

Figura 5.7.

2.6. Projetor de Perfil
O projetor de perfil é um equipamento que usa meios óticos de medição (fig. 7.1). Este aparelho é próprio para medição linear ou angular onde o emprego de métodos mecânicos é impraticável (medição do ângulo de flanco de uma rosca, por exemplo). O projeto de perfil destina-se a verificação de peças pequenas, principalmente às de formato completo.
Figura 7.1.
O princípio de funcionamento deste equipamento consiste em projetar em uma tela de vidro ou anteparo a imagem ampliada da peça, o tamanho original da peça pode ser ampliado 5, 10, 20, 50 ou 100 vezes por meio de lentes intercambiáveis. As medições podem ser feitas diretamente sobre a imagem da peça (com escalas ou transferidores), considerando-se o fator de ampliação da lente em uso. Também é possível realizar medidas através de uma mesa de coordenadas móvel. Este acessório é composto por dois cabeçotes micrométricos, ou duas escalas lineares, posicionados a 90m e possui uma placa de vidro em sua área central que permite que a peça seja iluminada por baixo ou por cima, projetando sua imagem no anteparo.
Quando a peça é iluminada por baixo, observa-se na imagem apenas o seu perfil ou contorno e a projeção é dita diascópica. Iluminando-se a peça por cima, a projeção é dita episcópica e serve para fazer medições que não

seriam possíveis através da imagem do contorno, como é o caso de diâmetros de furos não vazados.
A medição é feita movendo-se a mesa até que uma das linhas de referência gravadas no anteparo tangencie uma das extremidades do detalhe a ser medido. Nesta posição, zera-se o cabeçote micrométrico ou, quando isso não é possível, faz-se a leitura do mesmo. Na seqüência, move-se novamente a mesa até que a mesma linha de referência tangencie a outra extremidade do detalhe. A leitura do cabeçote micrométrico indicará a medida desejada, se este foi zerado no procedimento anterior. Caso contrário, a medida do detalhe da peça será dada pela diferença entre as duas leituras.
A medição de ângulos no projetor de perfil pode também ser feita através da rotação do anteparo, que tem escala graduada de 1° a 360° em toda a sua volta. A leitura angular se faz em um nônio que permite resolução de 2', 3', 5', ou 10' (ver cap. 3 - Transferidores). O procedimento de medição é semelhante ao descrito para medidas lineares, com a diferença de que neste caso, o movimento relativo entre linha de referência e imagem da peça é angular e é dado pela linha de referência e não pelo deslocamento da peça. O resultado da medição será a diferença entre duas leituras de ângulos (fig. 7.2).

Figura 7.2
Figura 7.3.
Outra maneira de verificação é através da utilização de um desenho de peça feito em material transparente e fixado na tela do projetor. Também existem telas padrões, que ampliam o campo de aplicação do projetor e racionalizam o processo de medição (figura 7.3).

2.7. Metroscópio
Também conhecido como microscópio horizontal ou microscópio de Abbe, é um equipamento que permite fazer medidas lineares internas ou externas com grande precisão (fig. 8.1). Possui uma mesa para fixação da peça a ser medida, que pode se mover segundo três eixos lineares e dois angulares. Estes movimentos são utilizados durante a medição para garantir o posicionamento correto da peça.
Figura 8.1
A medição é feita pela indicação da distância entre dois apalpadores que fazem o contato com a peça. Um dos apalpadores permanece fixo durante a medição e o outro está no prolongamento da escala de medição. A leitura desta escala é feita através de uma ocular. Para permitir variações na faixa de medição do instrumento, o apalpador fixo pode ser colocado em diferentes posições dentro do campo de trabalho da máquina. Porém, toda vez que houver necessidade de realizar este procedimento, uma nova zeragem deve ser feita no instrumento. Este ajuste deve ser feito relacionando-se uma medida conhecida (peça padrão) com a respectiva leitura.
2.7.1. Medidas Externas
A figura 8.2 mostra um exemplo de realização de uma medida externa. Como neste caso a superfície da peça é cilíndrica, o apalpador selecionado deve ter superfícies planas de medição. Outro exemplo de aplicação do equipamento é a medição do diâmetro externo de roscas (método dos três arames), como mostrado na figura 8.3.

Figura 8.2.
Figura 8.3.
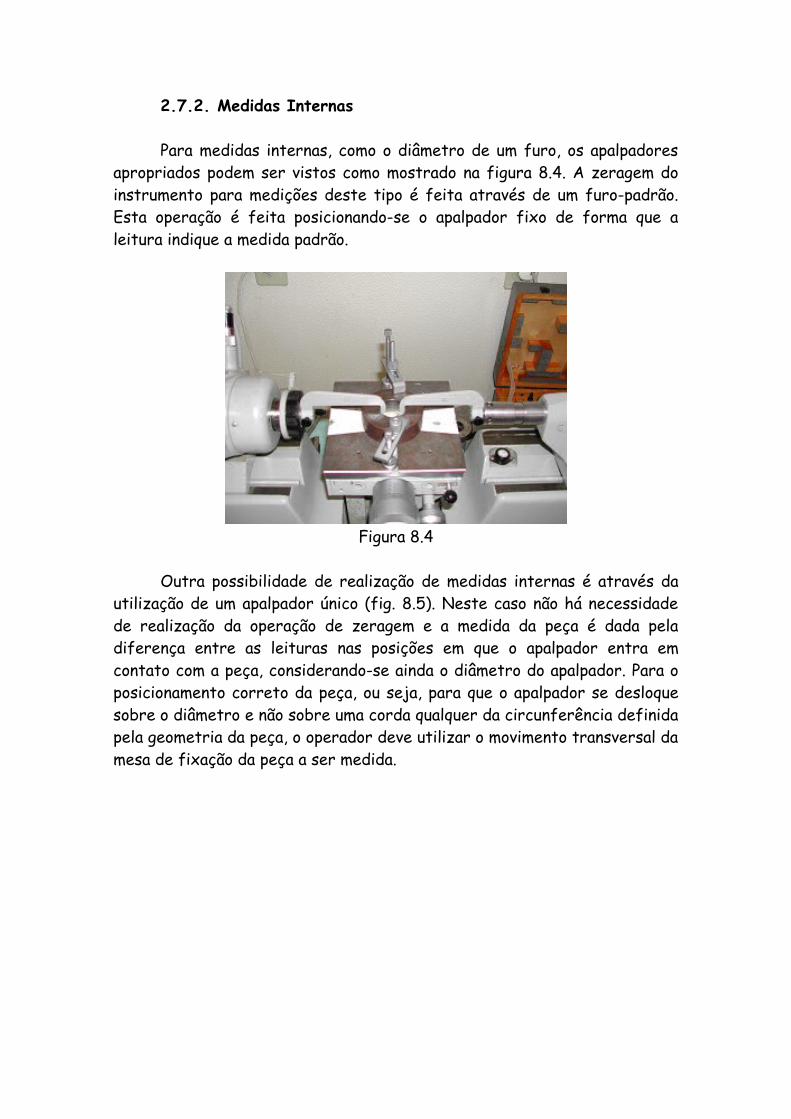
2.7.2. Medidas Internas
Para medidas internas, como o diâmetro de um furo, os apalpadores apropriados podem ser vistos como mostrado na figura 8.4. A zeragem do instrumento para medições deste tipo é feita através de um furo-padrão. Esta operação é feita posicionando-se o apalpador fixo de forma que a leitura indique a medida padrão.
Figura 8.4
Outra possibilidade de realização de medidas internas é através da utilização de um apalpador único (fig. 8.5). Neste caso não há necessidade de realização da operação de zeragem e a medida da peça é dada pela diferença entre as leituras nas posições em que o apalpador entra em contato com a peça, considerando-se ainda o diâmetro do apalpador. Para o posicionamento correto da peça, ou seja, para que o apalpador se desloque sobre o diâmetro e não sobre uma corda qualquer da circunferência definida pela geometria da peça, o operador deve utilizar o movimento transversal da mesa de fixação da peça a ser medida.

Figura 8.5
2.7.3. Leitura
A leitura da escala do metroscópio é feita da seguinte maneira: Na ocular vê-se um trecho da escala principal, que está gravada no mesmo elemento que contém o apalpador móvel, e outra escala fixa com 10 divisões, que está gravada no próprio mostrador (fig. 8.6). Cada traço da escala principal possui um número para identificar a respectiva medida. Ao se
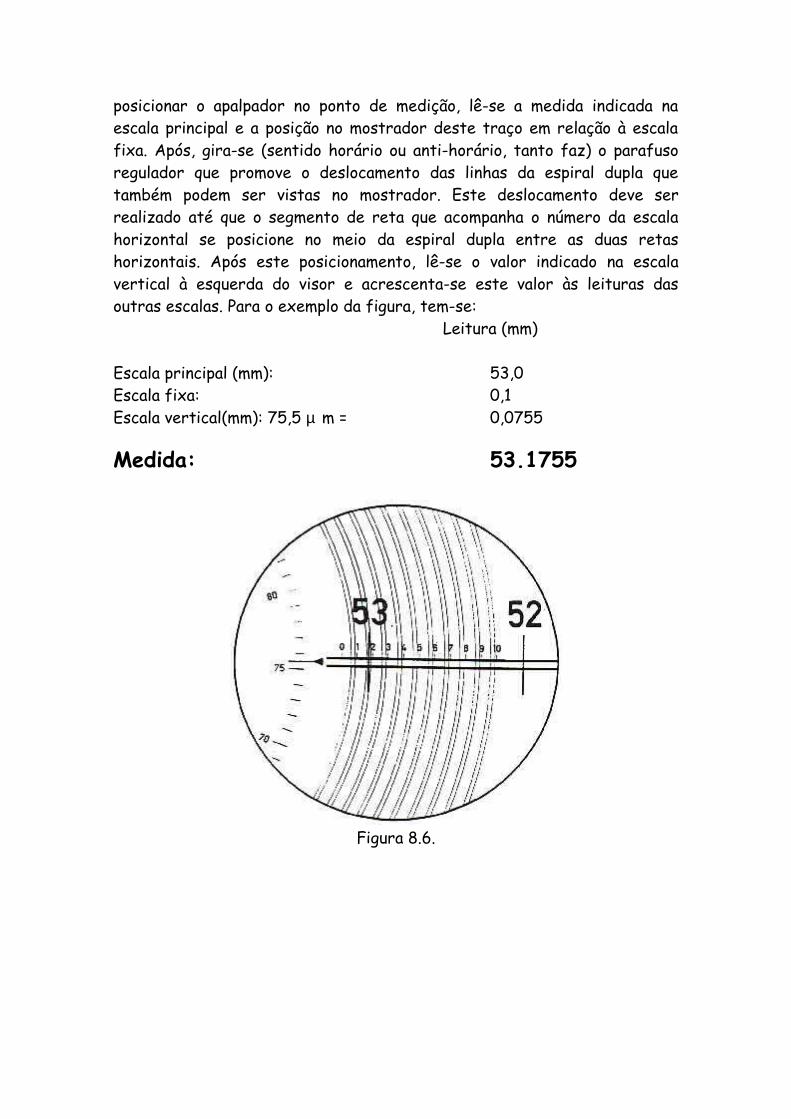
posicionar o apalpador no ponto de medição, lê-se a medida indicada na escala principal e a posição no mostrador deste traço em relação à escala fixa. Após, gira-se (sentido horário ou anti-horário, tanto faz) o parafuso regulador que promove o deslocamento das linhas da espiral dupla que também podem ser vistas no mostrador. Este deslocamento deve ser realizado até que o segmento de reta que acompanha o número da escala horizontal se posicione no meio da espiral dupla entre as duas retas horizontais. Após este posicionamento, lê-se o valor indicado na escala vertical à esquerda do visor e acrescenta-se este valor às leituras das outras escalas. Para o exemplo da figura, tem-se:
Leitura (mm)
Escala principal (mm): 53,0Escala fixa: 0,1Escala vertical(mm): 75,5 µ m = 0,0755
Medida: 53.1755
Figura 8.6.

2.9. Microscópio Ferramenteiro
O microscópio ferramenteiro, também conhecido como microscópio de medição ou de oficina é um aparelho de medida semelhante ao projetor de perfil quanto ao tipo de medidas, porém é mais apropriado a peças pequenas e ferramentas (fig. 9.1). A diferença principal quanto ao princípio de funcionamento é que, ao contrário do projetor, a peça não é vista numa tela, mas sim através de uma ocular. A iluminação passa também através da mesa e vai até a ocular onde é observada com um fator de ampliação. Os cabeçotes micrométricos da mesa de coordenadas permitem leituras com resoluções de 0,01; 0,005 ou 0,001mm e curso de 20 ou 25mm. A focalização é feita deslocando-se verticalmente o conjunto que contém a ocular.
Figura 9.1
Medidas lineares são feitas através da mesa como descrito para o projetor de perfil. Medidas angulares podem ser feitas de duas maneiras: através de movimentos angulares da mesa ou através de uma ocular goniométrica. Em ambos os casos o procedimento de medição também é como descrito para o projetor de perfil. A diferença é que no primeiro caso, o movimento angular é dado pela peça e no segundo pelas linhas de referência. A leitura do posicionamento angular das linhas de referência na ocular goniométrica é feita por uma ocular auxiliar neste dispositivo (fig. 9.2). Nesta ocular observa-se a escala principal, graduada em graus e uma escala fixa graduada em minutos com resolução de 1'. Os traços da escala principal estão gravados no mesmo componente da ocular que contém as linhas de referência. Como o comprimento da escala fixa é igual à menor divisão da escala principal, apenas um traço dessa escala

estará entre os limites da escala fixa. A leitura, portanto, é feita de forma direta.
Figura 9.2
2.9.1. Exemplos de Leitura
0 60
17 16
0 30 60
351 350

Além da ocular goniométrica, outras oculares podem ser utilizadas de forma intercambiável. Chamadas de “ocular revólver”, elas permitem a medição por comparação do formato da peça a ser medida com geometrias gravadas num retículo. Estas gravações são geralmente perfis de vários tipos de rosca, raios de circunferência, arcos, etc (fig. 9.3).
Figura 9.3.

O microscópio ferramenteiro também pode conter iluminação episcópica, bastante útil para medir desgaste das ferramentas. Outros acessórios disponíveis são suportes entre - pontas, prismas, calços, etc.

3. Rugosidade das Superfícies
As superfícies dos componentes mecânicos devem ser adequadas ao tipo de função que exercem. Por esse motivo, a importância do estudo do acabamento superficial aumenta à medida que crescem as exigências do projeto.
As superfícies dos componentes deslizantes, como o eixo de um mancal, devem ser lisas para que o atrito seja o menor possível. Já as exigências de acabamento das superfícies externas da tampa e da base do mancal são menores. A produção das superfícies lisas exige, em geral, custo de fabricação mais elevado.
Os diferentes processos de fabricação de componentes mecânicos determinam acabamentos diversos nas suas superfícies. Tais superfícies, por mais perfeitas que sejam, apresentam irregularidades. E essas irregularidades compreendem dois grupos de erros: erros macrogeométricos e erros microgeométricos:
→ erros macrogeométricos são os erros de forma, verificáveis por meio de instrumentos convencionais de medição, tais quais micrômetros, relógios comparadores, projetores de perfil, etc.
Entre esses erros incluem-se divergências de ondulações, ovalização, retilineidade, planicidade, circularidade, etc.
Durante a usinagem, as principais causas dos erros macrogeométricos são:
• defeitos em guias de máquinas-ferramenta;• desvios da máquina ou da peça;• fixação errada da peça;• distorção devida ao tratamento térmico.
→ erros microgeométricos são os erros conhecidos como rugosidade.
3.1. Rugosidade
É o conjunto de irregularidades, isto é, pequenas saliências e reentrâncias que caracterizam uma superfície. Essas irregularidades podem ser avaliadas com aparelhos eletrônicos tal qual um rugosímetro. A rugosidade desempenha um papel importante no comportamento dos componentes mecânicos; ela influi na:

• Qualidade de deslizamento;• Resistência ao desgaste;• Possibilidade de ajuste do acoplamento forçado;• Resistência oferecida pela superfície ao escoamento de fluidos e
lubrificantes;• Qualidade de aderência que a estrutura oferece às camadas
protetoras;• Resistência à corrosão e à fadiga;• Vedação;• Aparência.
A grandeza, a orientação e o grau de irregularidade da rugosidade podem indicar suas causas que, entre outras, são:
• Imperfeições nos mecanismos das máquinas-ferramenta;• Vibrações no sistema peça-ferramenta;• Desgaste das ferramentas;• O próprio método de conformação da peça.
3.1.1. Conceitos básicos
Para estudar e criar sistemas de avaliação do estado da superfície é necessário definir previamente diversos termos e conceitos que possam criar uma linguagem apropriada. Com essa finalidade utilizaremos as definições da norma NBR 6405/1988:
1. Superfície geométrica:Superfície ideal prescrita no projeto, na qual não existem erros de
forma e acabamento. Por exemplo: superfícies planas, cilíndricas, etc., que sejam, por definição, perfeitas. Na realidade isso não existe; trata-se apenas de uma referência. A superfície geométrica é, por definição, perfeita.

2. Superfície real:Superfície que limita o corpo e o separa do meio que o envolve; é a
superfície que resulta do método empregado na sua produção. Por exemplo: torneamento, retífica, ataque químico, etc. É aquela que podemos ver e tocar.
3. Superfície efetiva:Superfície avaliada pela técnica de medição, com forma aproximada
da superfície real de uma peça; é a superfície apresentada e analisada pelo aparelho de medição. É importante esclarecer que existem diferentes sistemas e condições de medição que apresentam diferentes superfícies efetivas.
4. Perfil geométrico:Intersecção da superfície geométrica com um plano perpendicular.
Por exemplo: uma superfície plana perfeita, cortada por um plano perpendicular, originará um perfil geométrico que será uma linha reta. O perfil geométrico é, por definição, perfeito.

5. Perfil real:Intersecção da superfície real com um plano perpendicular. Neste
caso o plano perpendicular (imaginário) cortará a superfície que resultou do método de usinagem e originará uma linha irregular.
6. Perfil efetivo:Imagem aproximada do perfil real, obtido por um meio de avaliação ou
medição. Por exemplo: o perfil apresentado por um registro gráfico, sem qualquer filtragem e com as limitações atuais da eletrônica.
7. Perfil de rugosidade:Obtido a partir do perfil efetivo, por um instrumento de avaliação,
após filtragem. É o perfil apresentado por um registro gráfico, depois de

uma filtragem para eliminar a ondulação a qual se sobrepõe, geralmente, a rugosidade.
3.1.2. Composição da Superfície:
Tomando-se uma pequena porção da superfície, observam-se certos elementos que a compõem.
A figura representa um perfil efetivo de uma superfície, e servirá de exemplo para salientar os elementos que compõem a textura superficial, decompondo o perfil.A) Rugosidade ou textura primária é o conjunto das irregularidades causadas pelo processo de produção, que são as impressões deixadas pela ferramenta (fresa, pastilha, rolo laminador etc.).Lembrete: a rugosidade é também chamada de erro microgeométrico.B) Ondulação ou textura secundária é o conjunto das irregularidades causadas por vibrações ou deflexões do sistema de produção ou do tratamento térmico.C) Orientação das irregularidades é a direção geral dos componentes da textura, e são classificados como:- orientação ou perfil periódico - quando os sulcos têm direções definidas;- orientação ou perfil aperiódico - quando os sulcos não têm direções definidas.

D) Passo das irregularidades é a média das distâncias entre as saliências.D1: passo das irregularidades da textura primária;D2: passo das irregularidades da textura secundária.
O passo pode ser designado pela freqüência das irregularidades.E) Altura das irregularidades ou amplitude das irregularidades.
Examinamos somente as irregularidades da textura primária.
3.2. Rugosímetro:
O Rugosímetro é um aparelho eletrônico amplamente empregado na indústria para verificação de superfície de peças e ferramentas (rugosidade). Assegura um alto padrão de qualidade nas medições. Destina-se à análise dos problemas relacionados à rugosidade de superfícies.
3.2.1. Aparelhos eletrônicos:
Inicialmente, o rugosímetro destinava-se somente à avaliação da rugosidade ou textura primária. Com o tempo, apareceram os critérios para avaliação da textura secundária, ou seja, a ondulação, e muitos aparelhos evoluíram para essa nova tecnologia. Mesmo assim, por comodidade, conservou-se o nome genérico de rugosímetro também para esses aparelhos que, além de rugosidade, medem a ondulação.
Os rugosímetros podem ser classificados em dois grandes grupos:
• Aparelhos que fornecem somente a leitura dos parâmetros de rugosidade (que pode ser tanto analógica quanto digital);
• Aparelhos que, além da leitura, permitem o registro, em papel, do perfil efetivo da superfície.
Os primeiros são mais empregados em linhas de produção, enquanto os segundos têm mais uso nos laboratórios, pois também apresentam um gráfico que é importante para uma análise mais profunda da textura superficial.

Os aparelhos para avaliação da textura superficial são compostos das seguintes partes:
Apalpador - Também chamado de “pick-up” desliza sobre a superfície que será verificada, levando os sinais da agulha apalpadora, de diamante, até o amplificador.
Unidade de acionamento - Desloca o apalpador sobre a superfície, numa velocidade constante e por uma distância desejável, mantendo-o na mesma direção.
Amplificador - Contém a parte eletrônica principal, dotada de um indicador de leitura que recebe os sinais da agulha, amplia-os, e os calcula em função do parâmetro escolhido.

Registrador - É um acessório do amplificador (em certos casos fica incorporado a ele) e fornece a reprodução, em papel, do corte efetivo da superfície.
3.2.2. Processo da determinação da rugosidade:
Esse processo consiste, basicamente, em percorrer a rugosidade com um apalpador de formato normalizado acompanhado de uma guia (patim), a qual se move verticalmente em relação ao apalpador.
Enquanto o apalpador acompanha a rugosidade, a guia (patim) acompanha as ondulações da superfície. O movimento da agulha é transformado em impulsos elétricos e esses são registrados no mostrador e no gráfico.

4. Tolerâncias
Existem quatro grupos de tolerâncias: Tolerância geométrica de forma Tolerância geométrica de orientação Tolerância geométrica de posição Tolerância de batimento
4.1.Tolerância Geométrica de Forma
Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância nas medições. Mesmo assim, é comum aparecerem peças com superfícies fora dos limites de tolerância, devido a várias falhas no processo de usinagem, nos instrumentos ou nos procedimentos de medição. Nesse caso, a peça apresenta erros de forma.
Conceito de erro de forma: Um erro de forma corresponde à diferença entre a superfície real da peça e a forma geométrica teórica.
A forma de um elemento* será correta quando cada um dos seus pontos for igual ou inferior ao valor da tolerância dada.
A diferença de forma deve ser medida perpendicularmente à forma geométrica teórica, tomando-se cuidado para que a peça esteja apoiada corretamente no dispositivo de inspeção, para não se obter um falso valor. *Elemento pode ser um ponto, uma reta ou um plano.
Causas: Os erros de forma são ocasionados por vibrações, imperfeições na geometria da máquina, defeitos nos mancais e nas árvores, etc. Tais erros podem ser detectados e medidos com instrumentos convencionais e de verificação, tais como réguas, micrômetros, comparadores ou aparelhos específicos para quantificar esses desvios.
Conceitos básicos: Definições conforme NBR 6405/1988:• Superfície real: superfície que separa o corpo do ambiente;• Superfície geométrica: superfície ideal prescrita nos desenhos e
isenta de erros. Exemplos: superfícies planas, cilíndricas, esféricas;• Superfície efetiva: superfície levantada pelo instrumento de medição.
É a superfície real, deformada pelo instrumento.Com instrumentos, não é possível o exame de toda uma superfície de
uma só vez. Por isso, examina-se um corte dessa superfície de cada vez. Assim, definimos:
• Perfil real: corte da superfície real;• Perfil geométrico: corte da superfície geométrica;

• Perfil efetivo: corte da superfície efetiva.As diferenças entre o perfil efetivo e o perfil geométrico são os
erros apresentados pela superfície em exame e são genericamente classificados em dois grupos:
• Erros macro-geométricos: detectáveis por instrumentos convencionais. Exemplos: ondulações acentuadas, conicidade, ovalização, etc...
• Erros micro-geométricos: detectáveis somente por rugosímetros, perfiloscópios, etc... São também definidos como rugosidade.
4.1.1. Retilineidade → Símbolo:
É a condição pela qual cada linha deve estar limitada dentro do valor de tolerância especificada.
Se o valor da tolerância (t) for precedido pelo símbolo Æ, o campo de tolerância será limitado por um cilindro “t”, conforme figura.
Especificação do desenho:
Interpretação: O eixo do cilindro de 20mm de diâmetro deverá estar compreendido em uma zona cilíndrica de 0,3mm de diâmetro.

Especificação do desenho:
Interpretação: Se a tolerância de retilineidade é aplicada nas duas direções de um mesmo plano, o campo de tolerância daquela superfície é de 0,5mm na direção da figura da esquerda, e de 0,1mm na direção da figura anterior.
Especificação do desenho:
Interpretação: Uma parte qualquer da geratriz do cilindro com comprimento igual a 100mm deve ficar entre duas retas paralelas, distantes 0,1 mm.
Método de Medição da retilineidade:
4.1.2. Planeza → Símbolo:
É a condição pela qual toda superfície deve estar limitada pela zona de tolerância “t”, compreendida entre dois planos paralelos, distantes de “t”.
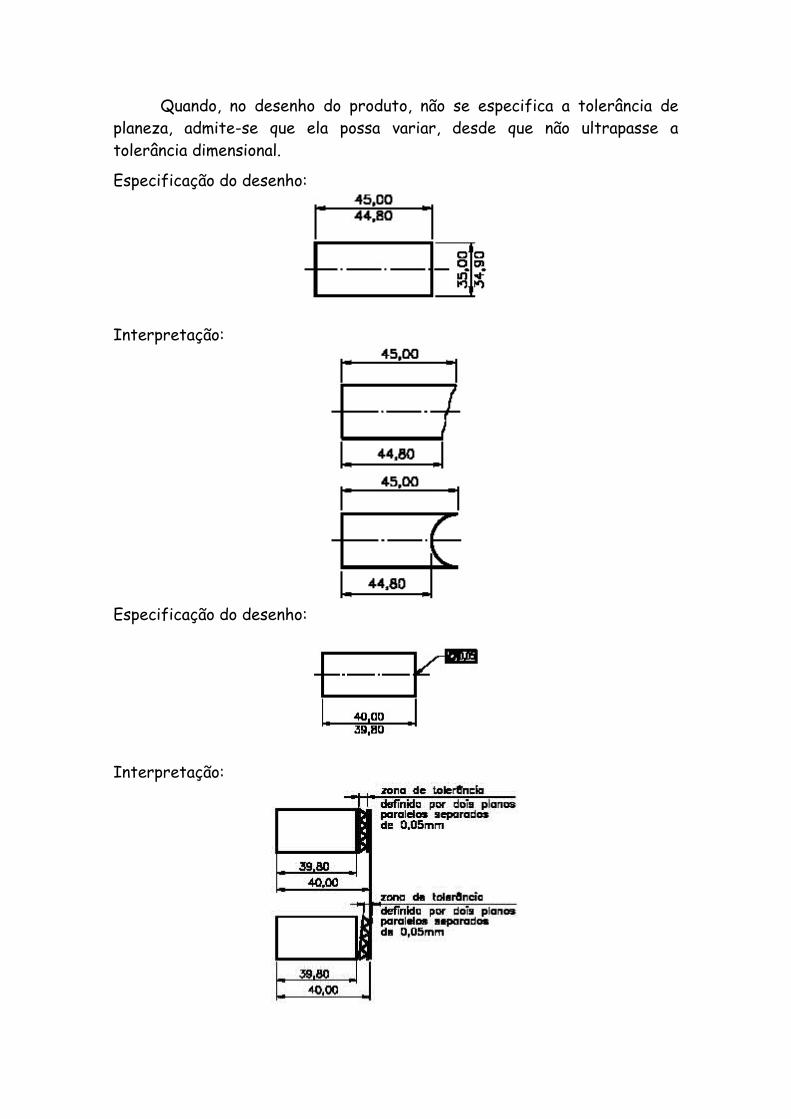
Quando, no desenho do produto, não se especifica a tolerância de planeza, admite-se que ela possa variar, desde que não ultrapasse a tolerância dimensional.
Especificação do desenho:
Interpretação:
Especificação do desenho:
Interpretação:

Observa-se, pela última figura, que a tolerância de planeza é independente da tolerância dimensional especificada pelos limites de medida.
Conclui-se que a zona de tolerância de forma (planeza) poderá variar de qualquer maneira, dentro dos limites dimensionais. Mesmo assim, satisfará às especificações da tolerância.
A tolerância de planeza tem uma importante aplicação na construção de máquinas-ferramenta, principalmente guias de assento de carros, cabeçote, etc.
Geralmente, os erros de planicidade ocorrem devido aos fatores:• Variação de dureza da peça ao longo do plano de usinagem;• Desgaste prematuro do fio de corte;• Deficiência de fixação da peça, provocando movimentos indesejáveis
durante a usinagem;• Má escolha dos pontos de locação e fixação da peça, ocasionando
deformação;• Folga nas guias da máquina.• Tensões internas decorrentes da usinagem, deformando a superfície.
As tolerâncias admissíveis de planeza mais aceitas são:• Torneamento: 0,01 a 0,03mm;• Fresamento: 0,02 a 0,05mm;• Retífica: 0,005 a 0,01mm.
4.1.3. Circularidade → Símbolo:
É a condição pela qual qualquer círculo deve estar dentro de uma faixa definida por dois círculos concêntricos, distantes no valor da tolerância especificada.Especificação do desenho:
Interpretação: O campo de tolerância em qualquer seção transversal é
limitado por dois círculos concêntricos e distantes 0,5mm.

Especificação do desenho:
Interpretação: O contorno de cada seção transversal deve estar compreendido numa coroa circular de 0,1mm de largura.
Normalmente, não será necessário especificar tolerâncias de circularidade, pois, se os erros de forma estiverem dentro das tolerâncias dimensionais, eles serão suficientemente pequenos para se obter a montagem e o funcionamento adequados da peça.
Entretanto, há casos em que os erros permissíveis, devido a razões funcionais, são tão pequenos que a tolerância apenas dimensional não atenderia à garantia funcional. Se isso ocorrer, será necessário especificar tolerâncias de circularidade. É o caso típico de cilindros dos motores de combustão interna, nos quais a tolerância dimensional pode ser aberta (H11), porém a tolerância de circularidade tem de ser estreita, para evitar vazamentos.
Métodos de Medição da Circularidade: O erro de circularidade é verificado na produção com um dispositivo de medição entre centros. Se a peça não puder ser medida entre centros, essa tolerância será difícil de ser verificada devido à infinita variedade de erros de forma que podem ocorrer em virtude da dificuldade de se estabelecer uma superfície padrão, com a qual a superfície pudesse ser comparada. Em geral, adota-se um prisma em “V” e um relógio comparador, ou um relógio comparador que possa fazer medidas em três pontos.

A medição mais adequada de circularidade é feita por aparelhos especiais de medida de circularidade utilizados em metrologia, cujo esquema é mostrado abaixo.
A linha de centro de giro é perpendicular à face da peça, e passa pelo centro determinado por dois diâmetros perpendiculares da peça (considerada no seu plano da face).
Na usinagem em produção, podemos adotar os valores de circularidade:• Torneamento: até 0,01mm;• Mandrilamento: 0,01 a 0,015mm;• Retificação: 0,005 a 0,015mm.
4.1.4. Cilindricidade → Símbolo:
É a condição pela qual a zona de tolerância especificada é a distância radial entre dois cilindros coaxiais.Especificação do desenho:
Interpretação: A superfície considerada deve estar compreendida entre dois cilindros coaxiais, cujos raios diferem 0,2mm.
A circularidade é um caso particular de cilindricidade, quando se considera uma seção do cilindro perpendicular a sua geratriz.
A tolerância de cilindricidade engloba:• Tolerâncias admissíveis na seção longitudinal do cilindro, que
compreende conicidade, concavidade e convexidade;• Tolerância admissível na seção transversal do cilindro, que
corresponde a circularidade.

Método de Medição da Cilindricidade: Para se medir a tolerância de cilindricidade, utiliza-se o dispositivo abaixo.
A peça é medida nos diversos planos de medida, e em todo o comprimento. A diferença entre as indicações máxima e mínima não deve ultrapassar, em nenhum ponto do cilindro, a tolerância especificada.
4.1.5. Forma de uma linha qualquer → Símbolo:
O campo de tolerância é limitado por duas linhas envolvendo círculos cujos diâmetros sejam iguais à tolerância especificada e cujos centros estejam situados sobre o perfil geométrico correto da linha.Especificação do desenho:
Interpretação: Em cada seção paralela ao plano de projeção, o perfil deve estar compreendido entre duas linhas envolvendo círculos de 0,4mm de diâmetro, centrados sobre o perfil geométrico correto.
4.1.6. Forma de uma superfície qualquer → Símbolo:
O campo de tolerância é limitado por duas superfícies envolvendo esferas de diâmetro igual à tolerância especificada e cujos centros estão situados sobre uma superfície que tem a forma geométrica correta.Especificação do desenho:

Interpretação: A superfície considerada deve estar compreendida entre
duas superfícies envolvendo esferas de 0,2mm de diâmetro, centradas
sobre o perfil geométrico correto.
4.2. Tolerância Geométrica de Orientação
4.2.1. Tolerância de Posição: A tolerância de posição estuda a relação entre dois ou mais elementos. Essa tolerância estabelece o valor permissível de variação de um elemento da peça em relação à sua posição teórica, estabelecida no desenho do produto.
No estudo das diferenças de posição será suposto que as diferenças de forma dos elementos associados são desprezíveis em relação a suas diferenças de posição. Se isso não acontecer, será necessária uma separação entre o tipo de medição, para que se faça a detecção de um ou outro desvio. As diferenças de posição, de acordo com a norma ISO R-1101, são classificadas em orientação para dois elementos associados e posição dos elementos associados.
As tolerâncias de posição por orientação estão resumidas na tabela abaixo:

4.2.2. Orientação para dois elementos associados:
4.2.2.1. Paralelismo → Símbolo:
Paralelismo é a condição de uma linha ou superfície ser eqüidistante em todos os seus pontos de um eixo ou plano de referência.Especificação do desenho:
Interpretação: O eixo superior deve estar compreendido em uma zona
cilíndrica de 0,03mm de diâmetro, paralelo ao eixo inferior ‘A’, se o valor da
tolerância for precedido pelo símbolo Æ.
Especificação do desenho:

Interpretação: A superfície superior deve estar compreendida entre dois
planos distantes 0,1mm e paralelos ao eixo do furo de referência ‘B’.
Especificação do desenho:
Interpretação: O eixo do furo deve estar compreendido entre dois planos
distantes 0,2mm e paralelos ao plano de referência ‘C’.
O paralelismo é sempre relacionado a um comprimento de referência. Na figura abaixo está esquematizada a forma correta para se medir o paralelismo das faces. Supõe-se, para rigor da medição, que a superfície tomada como referência seja suficientemente plana.
4.2.2.2. Perpendicularidade → Símbolo:
É a condição pela qual o elemento deve estar dentro do desvio angular, tomado como referência o ângulo reto entre uma superfície, ou uma reta, e tendo como elemento de referência uma superfície ou uma reta, respectivamente. Assim, podem ser considerados os seguintes casos de perpendicularidade:
• Tolerância de perpendicularidade entre duas retas: O campo de tolerância é limitado por dois planos paralelos, distantes no valor especificado ‘t’, e perpendiculares à reta de referência.

Especificação do desenho:
Interpretação: O eixo do cilindro deve estar compreendido em um campo cilíndrico de 0,1 mm de diâmetro, perpendicular à superfície de referência ‘A’.
Especificação do desenho:
Interpretação: O eixo do cilindro deve estar compreendido entre duas
retas paralelas, distantes 0,2mm e perpendiculares à superfície de
referência ‘B’. A direção do plano das retas paralelas é a indicada abaixo.
• Tolerância de perpendicularidade entre um plano e uma reta: O campo de tolerância é limitado por dois planos paralelos, distantes no valor especificado e perpendiculares à reta de referência.
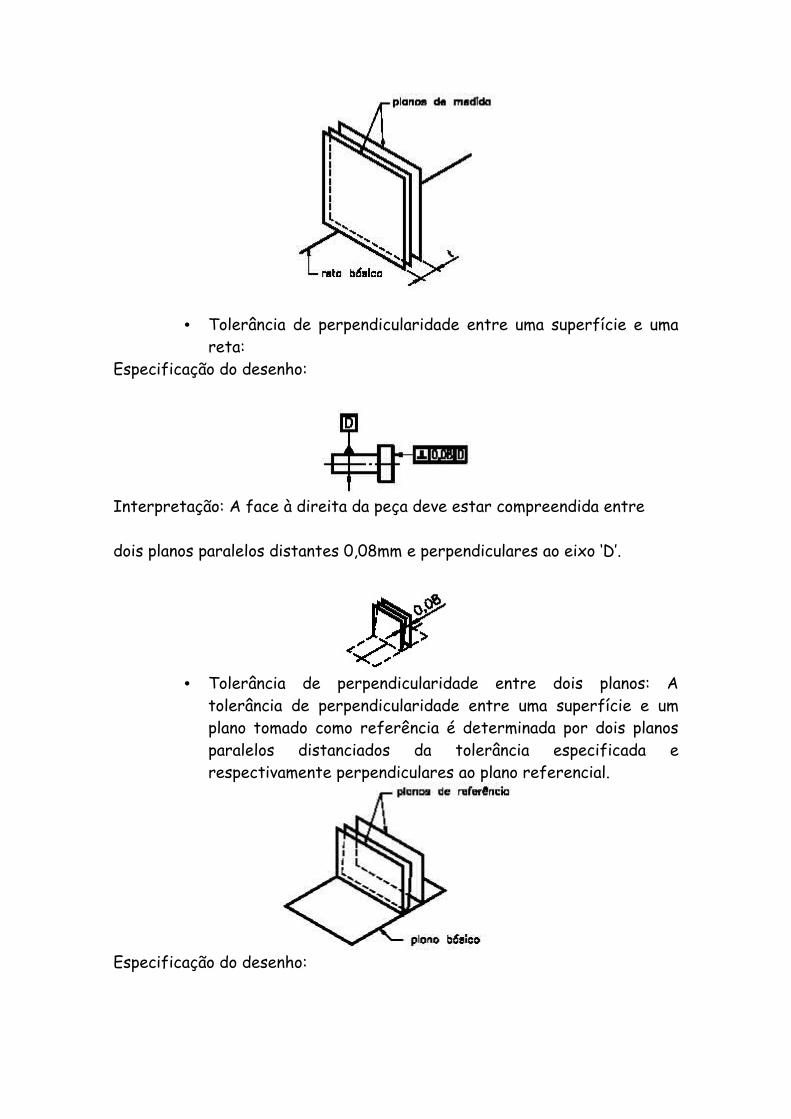
• Tolerância de perpendicularidade entre uma superfície e uma reta:
Especificação do desenho:
Interpretação: A face à direita da peça deve estar compreendida entre
dois planos paralelos distantes 0,08mm e perpendiculares ao eixo ‘D’.
• Tolerância de perpendicularidade entre dois planos: A tolerância de perpendicularidade entre uma superfície e um plano tomado como referência é determinada por dois planos paralelos distanciados da tolerância especificada e respectivamente perpendiculares ao plano referencial.
Especificação do desenho:

Interpretação: A face à direita da peça deve estar compreendida entre
dois planos paralelos, distantes 0,1mm e perpendiculares à superfície de
referência ‘E’.
4.2.2.3. Inclinação → Símbolo:
Existem dois métodos para especificar tolerância angular:1. Pela variação angular, especificando o ângulo máximo e o ângulo
mínimo.
A indicação 75º ± 1º significa que entre as duas superfícies, em qualquer medição angular, não se deve achar um ângulo menor que 74º ou maior que 76º.
2. Pela indicação de tolerância de orientação, especificando o elemento que será medido e sua referência.
• Tolerância de inclinação de uma linha em relação a uma reta de referência: O campo de tolerância é limitado por duas retas paralelas, cuja distância é a tolerância, e inclinadas em relação à reta de referência do ângulo especificado.
Especificação do desenho:

Interpretação: O eixo do furo deve estar compreendido entre duas retas paralelas com distância de 0,09mm e inclinação de 60º em relação ao eixo de referência ‘A’.
• Tolerância de inclinação de uma superfície em relação a uma reta de base: O campo de tolerância é limitado por dois planos paralelos, de distância igual ao valor da tolerância, e inclinados do ângulo especificado em relação à reta de referência.
Especificação do desenho:
Interpretação: O plano inclinado deve estar compreendido entre dois planos distantes 0,1mm e inclinados 75º em relação ao eixo de referência ‘D’.
• Tolerância de inclinação de uma superfície em relação a um plano de referência: O campo de tolerância é limitado por dois planos paralelos, cuja distância é o valor da tolerância, e inclinados em relação à superfície de referência do ângulo especificado.
Especificação do desenho:

Interpretação: O plano inclinado deve estar entre dois planos paralelos, com distância de 0,08mm e inclinados 40º em relação à superfície de referência ‘E’.
4.3. Tolerância Geométrica de Posição
As tolerâncias de posição para elementos associados estão resumidas na tabela abaixo:
4.3.1. Posição de um Elemento → Símbolo:
A tolerância de posição pode ser definida, de modo geral, como o desvio tolerado de um determinado elemento (ponto, reta, plano) em relação a sua posição teórica. A aplicação dessa tolerância de posição é importante, por exemplo, para especificar as posições relativas de furos em uma carcaça para que ela possa ser montada sem nenhuma necessidade de ajuste.

Vamos considerar as seguintes tolerâncias de posição de um elemento:
• Tolerância de posição do ponto: É a tolerância determinada por uma superfície esférica ou um círculo cujo diâmetro mede a tolerância especificada. O centro do círculo deve coincidir com a posição teórica do ponto considerado (medidas nominais).
Especificação do desenho:
Interpretação: O ponto de intersecção deve estar contido em um círculo de 0,3mm de diâmetro, cujo centro coincide com a posição teórica do ponto considerado.
• Tolerância de posição da reta: A tolerância de posição de uma reta é determinada por um cilindro com diâmetro ‘t’, cuja linha de centro é a reta na sua posição nominal, no caso de sua indicação numérica ser precedida pelo símbolo Æ.
Quando o desenho do produto indicar posicionamento de linhas que não podem variar entre si além de certos limites em relação as suas cotas nominais, a tolerância de localização será determinada pela distância de duas retas paralelas, dispostas simetricamente à reta considerada nominal.Especificação do desenho:

Interpretação: O eixo do furo deve situar-se dentro da zona cilíndrica de
diâmetro 0,3mm, cujo eixo se encontra na posição teórica da linha
considerada.
Especificação do desenho:
Interpretação: Cada linha deve estar compreendida entre duas retas
paralelas, distantes 0,5mm, e dispostas simetricamente em relação à
posição teórica da linha considerada.
• Tolerância de posição de um plano: A tolerância de posição de um plano é determinada por dois planos paralelos distanciados, de tolerância especificada e dispostos simetricamente em relação ao plano considerado normal.
Especificação do desenho:
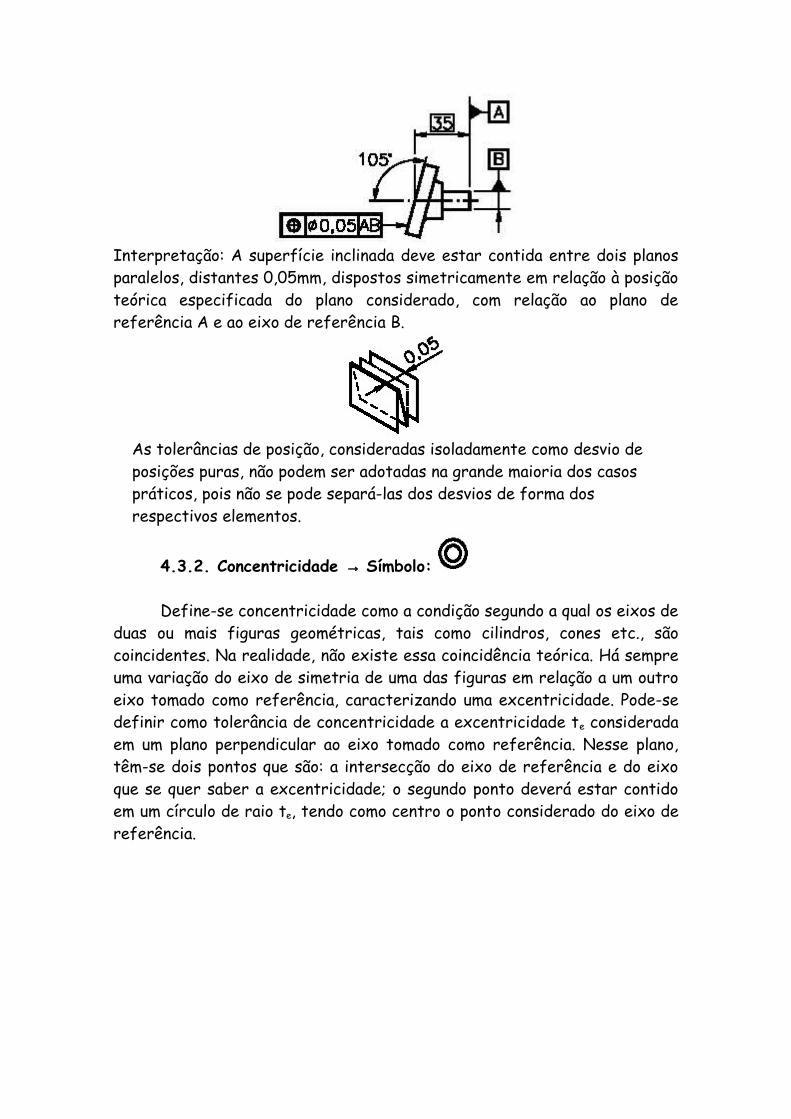
Interpretação: A superfície inclinada deve estar contida entre dois planos paralelos, distantes 0,05mm, dispostos simetricamente em relação à posição teórica especificada do plano considerado, com relação ao plano de referência A e ao eixo de referência B.
As tolerâncias de posição, consideradas isoladamente como desvio de posições puras, não podem ser adotadas na grande maioria dos casos práticos, pois não se pode separá-las dos desvios de forma dos respectivos elementos.
4.3.2. Concentricidade → Símbolo:
Define-se concentricidade como a condição segundo a qual os eixos de duas ou mais figuras geométricas, tais como cilindros, cones etc., são coincidentes. Na realidade, não existe essa coincidência teórica. Há sempre uma variação do eixo de simetria de uma das figuras em relação a um outro eixo tomado como referência, caracterizando uma excentricidade. Pode-se definir como tolerância de concentricidade a excentricidade te considerada em um plano perpendicular ao eixo tomado como referência. Nesse plano, têm-se dois pontos que são: a intersecção do eixo de referência e do eixo que se quer saber a excentricidade; o segundo ponto deverá estar contido em um círculo de raio te, tendo como centro o ponto considerado do eixo de referência.

O diâmetro B deve ser concêntrico com o diâmetro A, quando a linha de centro do diâmetro B estiver dentro do círculo de diâmetro te, cujo centro está na linha de centro do diâmetro A. A tolerância de excentricidade poderá variar de ponto para ponto, ao se deslocar o plano de medida paralelo a si mesmo e perpendicular à linha de centro de referência. Conclui-se, portanto, que os desvios de excentricidade constituem um caso particular dos desvios de coaxialidade.Especificação do desenho:
Interpretação: O centro do círculo maior deve estar contido em um círculo com diâmetro de 0,1mm, concêntrico em relação ao círculo de referência A.
4.3.3. Coaxialidade → Símbolo:
A tolerância de coaxialidade de uma reta em relação à outra, tomada como referência, é definida por um cilindro de raio tc, tendo como geratriz a reta de referência, dentro do qual deverá se encontrar a outra reta. A tolerância de coaxialidade deve sempre estar referida a um comprimento de

referência. O desvio de coaxialidade pode ser verificado pela medição do desvio de concentricidade em alguns pontos.Especificação do desenho:
Interpretação: O eixo do diâmetro central deve estar contido em uma zona cilíndrica de 0,08mm de diâmetro, coaxial ao eixo de referência AB.
Especificação do desenho:
Interpretação: O eixo do diâmetro menor deve estar contido em uma zona cilíndrica de 0,1mm de diâmetro, coaxial ao eixo de referência B.
4.3.3. Simetria → Símbolo:
A tolerância de simetria é semelhante à de posição de um elemento, porém utilizada em condição independente, isto é, não se leva em conta a grandeza do elemento. O campo de tolerância é limitado por duas retas

paralelas, ou por dois planos paralelos, distantes no valor especificados e dispostos simetricamente em relação ao eixo (ou plano) de referência.Especificação do desenho:
Interpretação: O eixo do furo deve estar compreendido entre dois planos paralelos, distantes 0,08mm, e dispostos simetricamente em relação ao plano de referência AB.
Especificação do desenho:
Interpretação: O plano médio do rasgo deve estar compreendido entre dois
planos paralelos, distantes 0,08mm, e dispostos simetricamente em relação
ao plano médio do elemento de referência A.
4.4. Tolerância de Batimento → Símbolo:

Na usinagem de elementos de revolução, tais como cilindros ou furos, ocorrem variações em suas formas e posições, o que provoca erros de ovalização, conicidade, excentricidade etc., em relação aos seus eixos. Tais erros são aceitáveis até certos limites, desde que não comprometam seu funcionamento. Daí a necessidade de se estabelecer um dimensionamento conveniente para os elementos.
Além desses desvios, fica difícil determinar na peça o seu verdadeiro eixo de revolução. Nesse caso, a medição ou inspeção deve ser feita a partir de outras referências que estejam relacionadas ao eixo de simetria. Essa variação de referencial geralmente leva a uma composição de erros, envolvendo a superfície medida, a superfície de referência e a linha de centro teórica.
Para que se possa fazer uma conceituação desses erros compostos, são definidos os desvios de batimento, que nada mais são do que desvios compostos de forma e posição de superfície de revolução, quando medidos a partir de um eixo ou superfície de referência.
O batimento representa a variação máxima admissível da posição de um elemento, considerado ao girar a peça de uma rotação em torno de um eixo de referência, sem que haja deslocamento axial. A tolerância de batimento é aplicada separadamente para cada posição medida. Se não houver indicação em contrário, a variação máxima permitida deverá ser verificada a partir do ponto indicado pela seta no desenho.
O batimento pode delimitar erros de circularidade, coaxialidade, excentricidade, perpendicularidade e planicidade, desde que seu valor, que representa a soma de todos os erros acumulados, esteja contido na tolerância especificada. O eixo de referência deverá ser assumido sem erros de retilineidade ou de angularidade.
A tolerância de batimento pode ser dividida em dois grupos principais:
• Batimento Radial: A tolerância de batimento radial é definida como um campo de distância ‘t’ entre dois círculos concêntricos, medidos em um plano perpendicular ao eixo considerado.

Especificação do desenho:
Interpretação:
A peça, girando apoiada em dois prismas, não deverá apresentar a LTI (Leitura Total do Indicador) superior a 0,1mm.
4.4.1. Métodos de medição do Batimento Radial:
a) A peça é apoiada em prismas: A figura mostra uma seção reta de um eixo no qual se quer medir o desvio de batimento. A LTI indicará um erro composto, constituído do desvio de batimento radial, adicionado ao erro decorrente da variação de posição do centro.

b) A peça é apoiada entre centros: Quando se faz a medição da peça locada entre centros, tem-se o posicionamento correto da linha de centro e, portanto, a LTI é realmente o desvio de batimento radial.
A medição, assim executada, independe das dimensões da peça, não importando se ela esteja na condição de máximo material (diâmetro maior) ou de mínimo material (diâmetro menor, em se tratando de eixo).
• Batimento Axial: A tolerância de batimento axial ta é definida como o campo de tolerância determinado por duas superfícies, paralelas entre si e perpendiculares ao eixo de rotação da peça, dentro do qual deverá estar a superfície real quando a peça efetuar uma volta, sempre referida ao seu eixo de rotação.
Na tolerância de batimento axial estão incluídos os erros compostos de forma (planicidade) e de posição (perpendicularidade das faces em relação à linha de centro).
Para se medir a tolerância de batimento axial faz-se girar a peça em torno de um eixo perpendicular à superfície que será medida, bloqueando seu deslocamento no sentido axial.

Caso não haja indicação da região em que deve ser efetuada a medição, ela valerá para toda a superfície. A diferença entre as indicações Amáx. - Amín. (obtida a partir da leitura de um relógio comparador) determinará o desvio de batimento axial, o qual deverá ser menor ou igual à tolerância ta.
Normalmente, o desvio de batimento axial é obtido por meio das montagens indicadas abaixo:
A figura (a) mostra a medição feita entre pontas. Na figura (b), a superfície de referência está apoiada em um prisma em V.Especificação do desenho:
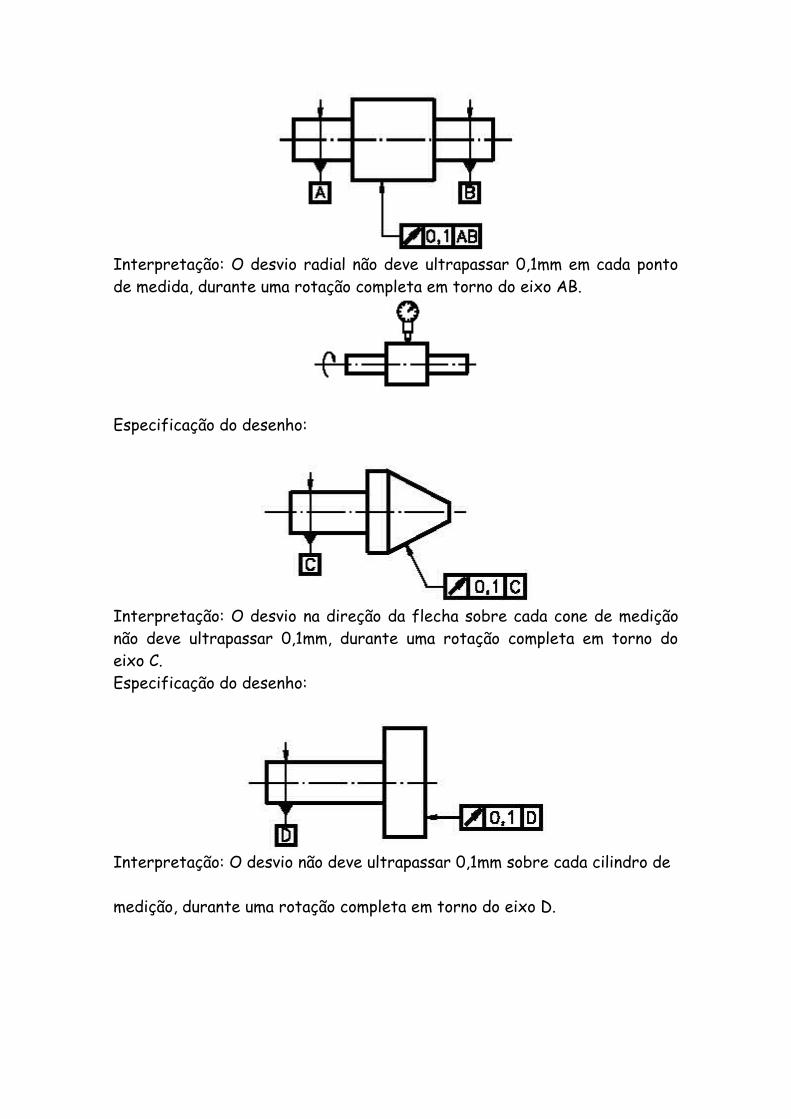
Interpretação: O desvio radial não deve ultrapassar 0,1mm em cada ponto de medida, durante uma rotação completa em torno do eixo AB.
Especificação do desenho:
Interpretação: O desvio na direção da flecha sobre cada cone de medição não deve ultrapassar 0,1mm, durante uma rotação completa em torno do eixo C.Especificação do desenho:
Interpretação: O desvio não deve ultrapassar 0,1mm sobre cada cilindro de
medição, durante uma rotação completa em torno do eixo D.

BIBLIOGRAFIA
• Vocabulário Internacional de Termos Fundamentais e Gerais de Metrologia - INMETRO - 1995.
• Telecurso 2000 - Curso Profissionalizante - Mecânica - Metrologia.• Instrumentos e Ferramentas Manuais, J.M. Freire, 1984.• Introdução à Metrologia Industrial, J. Lirani - USP - Escola de
Engenharia de São Carlos.• Engenharia de Qualidade - Centro Técnico Aeroespacial - São José
dos Campos - SP.• Guia para Expressão da Incerteza de Medição, Programa RH –
Metrologia (PADCT – TIB), 1997.• Metrologia – Parte I, Prof. Armando A. Gonçalves Jr., Laboratório de
Metrologia e Automatização, UFSC, 1997.• Metrologia Dimensional - Teorira e Prática~ M.J. dos Santos Ir,
E.R.C. Irigoyen, Editora da Universidade, UFRGS, ISBN 85-7025-096-7, 1985
• Metrologia Mecânica – Expressão da Incerteza de Medição, Walter Link, Programa RH – Metrologia, 1997.
• Controle de Qualidade - Metrologia - Panambra - Catálogo de Informações Técnicas.
• MITUTOYO - P200 - Catálogo Geral.• RENÉ GRAF - Catálogo de Metrologia.• Sistema Internacional de Unidades - SI – Cadernos IEL –
CNI/SESI/SENAIS/IEL – 1994.• Tolerâncias geométricas – Tolerâncias de forma, orientação, posição
e batimento – Generalidades, símbolos, definições e indicações em desenho. NBR6409 NB273, 05/1997.
• Especificações geométricas do produto (GPS) – Rugosidade: Método do perfil – Termos, definições e parâmetros da rugosidade. NBRISO4287 09/2002.
• Sistema de tolerâncias e ajustes. NBR6158 NB86, 06/1995.• Terminologia de tolerâncias e ajustes. NBR6173 TB35, 12/1980.