trabalho de grupo de gqtgei12033/relatorios/mieig_anarodrigues... · faculdade de engenharia da...
TRANSCRIPT

Trabalho de Análise de Dados
Chemical Company
- Relatório -
Ana Rodrigues – 201204011
Andreia Silva – 201205957
Hermano Maia – 201208235
Mª Francisca Monteiro – 201004209
Gestão da Qualidade Total
Prof.ª Maria Henriqueta Sampaio da Nóvoa
Faculdade de Engenharia da Universidade do Porto
Mestrado Integrado em Engenharia Industrial e Gestão
dezembro de 2015

Chemical Company
i
Resumo
O presente trabalho visa delinear um conjunto de orientações que promovam a
melhoria do processo de produção de uma empresa química – a Chem –, que tem
apresentado problemas de desempenho.
A análise tem por base uma amostra recolhida na última semana pelo engenheiro
responsável, a qual reúne observações referentes a diversas variáveis do processo: perdas
por hora, rotações por minuto (RPM), temperaturas das duas fases de produção (Temp1
e Temp2), fluxo de H2O, concentração do catalisador em dióxido de titânio (TiO2), linha
de produção, operário, nível de vácuo e fornecedor (“supplier”).
Principiando-se pela definição da variável dependente e malgrado o desconhecimento
de detalhes sobre o processo em estudo, estabelece-se como objetivo a minimização da
variável perdas por hora. A análise às restantes variáveis evidencia a concentração da
variável TiO2 em gamas específicas de valores e a relação direta entre estas e a variável
fornecedor, pelo que, face a tal redundância, a análise ulterior tem em conta apenas a
primeira.
Com recurso a análise gráfica (particularmente a gráficos boxplot) e a técnicas de
inferência estatística – como análise de variância (ANOVA) e testes de hipótese à
diferença de valores esperados e à razão de variâncias –, implementadas através do
software “Minitab 17”, conclui-se que a concentração em dióxido de titânio é o principal
fator estatisticamente significativo, sendo que menores concentrações deste composto
químico conduzem a valores inferiores da variável de resposta perdas por hora.
Recomenda-se, então, a utilização de catalisadores com baixa concentração em
dióxido de titânio, o que, in casu, é equivalente a recomendar que a empresa privilegie o
fornecedor “Boopy”.
Finalmente, destaca-se a pertinência de algumas análises/ações adicionais enquanto
potenciais trabalhos futuros: (i) recolha de nova amostra após implementação da
recomendação referida para aferir da existência de outros fatores significativos, (ii)
construção de cartas de controlo e análise da capacidade do processo, (iii) auscultação
dos operários e (iv) recurso a software de simulação.

Trabalho de Análise de Dados
ii
Abstract
The current work tries to establish guidelines for the improvement of the production
process at a chemical company – Chem – that has shown performance problems.
Our analysis is based on a sample of observations of several process variables collected
in the most recent week by the engineer in charge: losses per hour, rotations per minute
(RPM), temperature of the two phases of production (Temp1 and Temp2), H2O flow,
concentration of titanium dioxide (TiO2) at the catalyzer, production line, worker, level
of vacuum and supplier.
Starting with the definition of the dependent variable of the process, despite the
ignorance of detail about the process, the goal is to minimize the variable losses per hour.
The analysis of the other variables reveals the concentration of the variable TiO2 on
specific ranges of values and a direct relation between these ranges and the variable
supplier. Thus only the first variable is considered in the forthcoming analysis.
A graphical analysis (particularly boxplot charts) and statistical inference techniques
– such as analysis of variance (ANOVA) and hypothesis tests on the difference of
expected values and on the ratio of variances –, performed with the Minitab 17 software
show that the concentration of titanium dioxide is the main statistically significant
explanatory factor, with lower levels of concentration resulting in lower levels of losses
per hour.
Therefore, we recommend that catalyzers with low levels of titanium dioxide
concentration are used which, in this case, is equivalent to recommending that Chem
prefers the supplier Boopy.
Finally, we highlight the relevance of several additional analysis or actions for future
work: (i) the analysis of a new sample after the implementation of our recommendation
to check the existence of other relevant factors, (ii) building control charts and analyzing
the capacity of the process, (iii) interviewing workers, and (iv) the use of simulation
software.
Chemical Company
iii
Índice de conteúdos
1 Introdução .................................................................................................................... 1
2 Descrição e análise das variáveis ................................................................................. 2
2.1 Descrição das variáveis .................................................................................... 2
2.2 A variável dependente perda por hora .............................................................. 3
2.3 As variáveis independentes e sua relação ........................................................ 4
3 Análise da variável de resposta em função das variáveis de entrada ........................... 5
3.1 Efeito das rotações por minuto ......................................................................... 7
3.2 Efeito do nível de concentração em dióxido de titânio .................................... 8
3.3 Foco nos fatores estatisticamente significativos .............................................. 9
4 Conclusões e recomendações para a melhoria do processo ....................................... 12
5 Trabalhos futuros ....................................................................................................... 13
Bibliografia ..................................................................................................................... 14
Anexos ............................................................................................................................ 15

Trabalho de Análise de Dados
iv
Índice de tabelas
Tabela 1. Variáveis em análise ...................................................................................................... 2
Tabela 2. Resultados dos testes ANOVA para as variáveis potencialmente não significativas .... 7
Tabela 3. Número de observações por par TiO2/RPM .................................................................. 9
Tabela 4. Diferenças entre níveis de RPM para o mesmo nível de TiO2: resultados dos testes .. 10
Índice de figuras
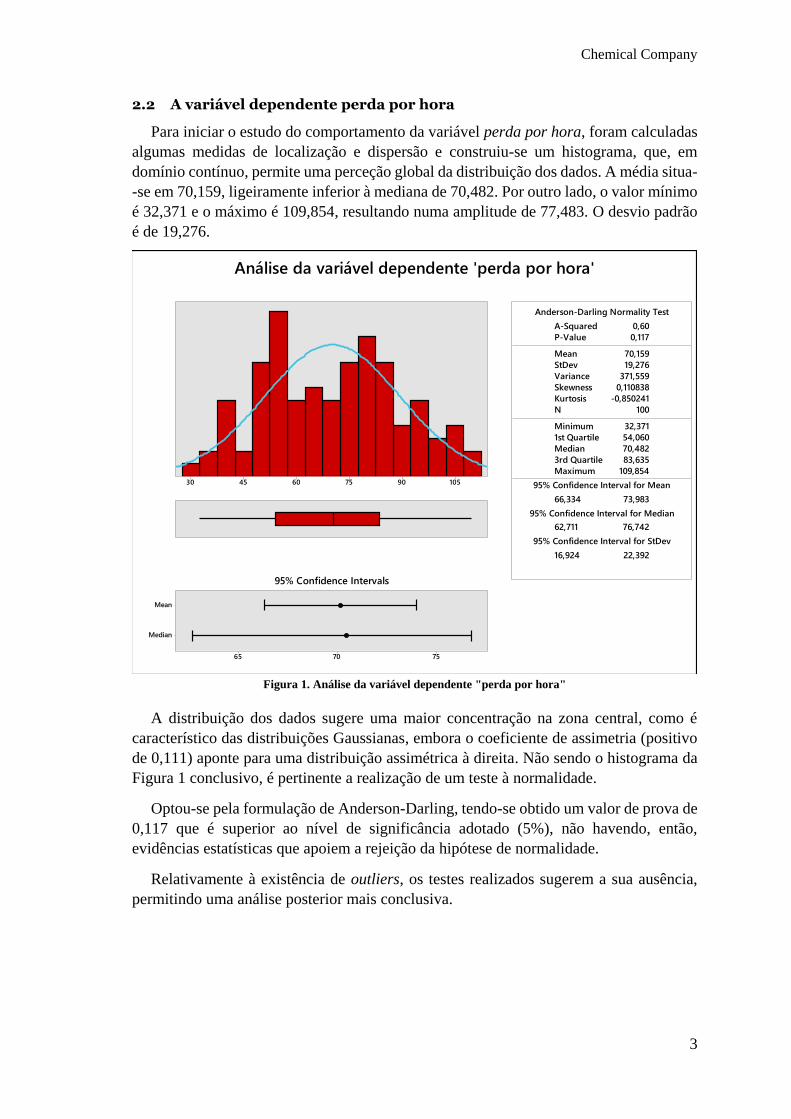
Figura 1. Análise da variável dependente "perda por hora" .......................................................... 3
Figura 2. Dotplot para a variável TiO2 .......................................................................................... 4
Figura 3. Histogramas para as variáveis Temp1 e Temp2 ............................................................ 4
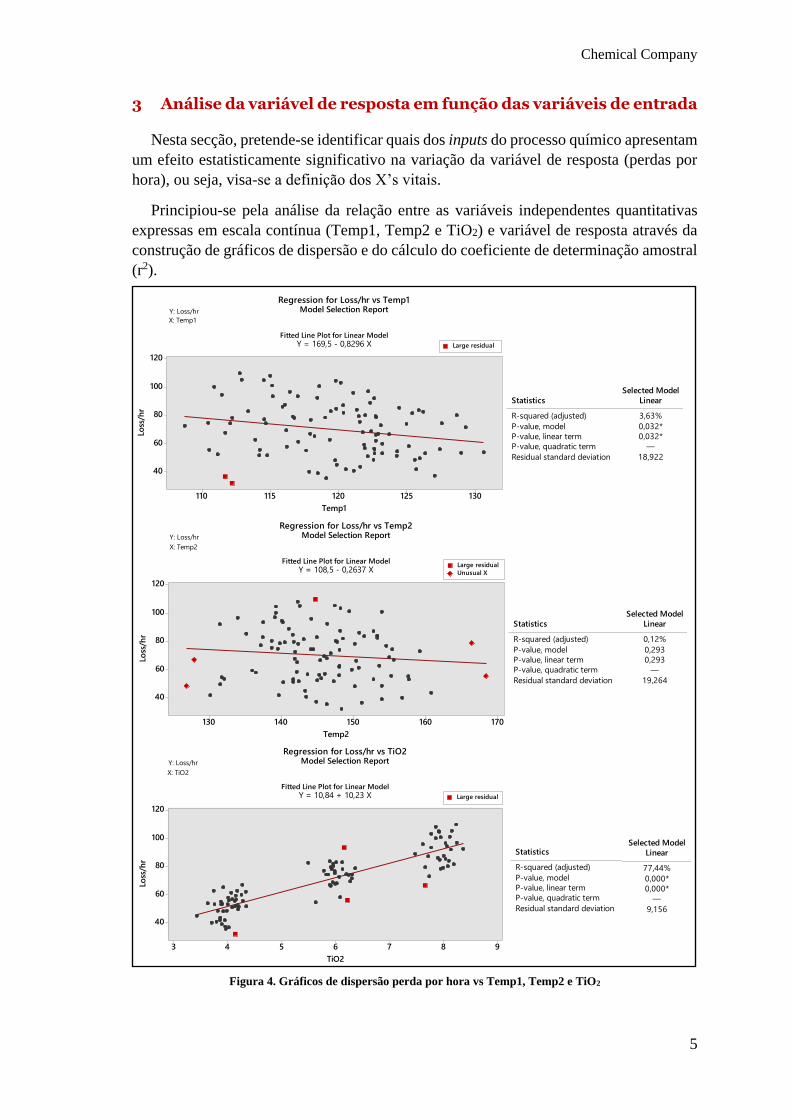
Figura 4. Gráficos de dispersão perda por hora vs Temp1, Temp2 e TiO2 ................................... 5
Figura 5. Gráficos boxplot da variável perda por hora (agrupados de acordo com as variáveis
independentes) ............................................................................................................................... 6
Figura 6. Intervalos de Tukey (comparação por níveis de RPM) .................................................. 7
Figura 7. Intervalos de Tukey (comparação por níveis de TiO2) .................................................. 8
Figura 8. Boxplot da variável perda por hora (agrupado por TiO2 e por RPM) ............................ 9
Figura 9. Boxplot da perda por hora (baixa concentração em TiO2, por fluxo de H2O) ............. 11
Figura 10. Boxplot da perda por hora (baixa concentração em TiO2, por nível de vácuo) ......... 11

Chemical Company
1
1 Introdução
O presente trabalho é desenvolvido no âmbito da unidade curricular de Gestão da
Qualidade Total do 4.º ano do ciclo de estudos integrado conducente ao grau de Mestre
em Engenharia Industrial e Gestão da Faculdade de Engenharia da Universidade do Porto
e visa delinear um conjunto de orientações que promovam a melhoria do processo de
produção de uma empresa química – a Chem –, que tem apresentado problemas de
desempenho.
Para alcançar tal objetivo, afigura-se essencial a compreensão das principais causas de
preocupação. Assim, a análise basear-se-á nos dados recolhidos, durante a última semana,
sobre as variáveis fundamentais do processo e na aplicação de diversas técnicas
estatísticas através do software Minitab 17, da Minitab Inc..
Inicialmente, proceder-se-á à definição concreta das variáveis sob análise,
nomeadamente à identificação do seu tipo e à avaliação da centragem e dispersão dos
dados.
Ulteriormente, será caracterizada a variável dependente e serão identificadas as
variáveis independentes que apresentam impacto estatisticamente significativo na sua
variação. Nesta fase, destaque-se a importância da construção e interpretação de gráficos
boxplot e da técnica de inferência estatística ANOVA (análise de variância) a 1 fator.
Finalmente, serão elencadas recomendações para a melhoria do processo de produção,
sustentadas na análise supra referida, e avaliar-se-á a pertinência de análises adicionais
enquanto potenciais trabalhos futuros.

Trabalho de Análise de Dados
2
2 Descrição e análise das variáveis
2.1 Descrição das variáveis
A amostra recolhida é constituída por 100 observações, recolhidas pelo engenheiro
responsável, apresentando-se, na Tabela 1, o tipo das variáveis em análise, bem como os
valores tomados pelas mesmas (no caso de variáveis quantitativas contínuas são indicados
o mínimo e o máximo).
Tabela 1. Variáveis em análise
Nome Tipo Observações
Perda por hora Quantitativa contínua Entre 32,371 e 109,854
Rotações por minuto (RPM) Quantitativa discreta 25, 30, 35 ou 40
Temperatura na 1.ª fase de
produção (Temp1) Quantitativa contínua Entre 108,743 e 130,666
Temperatura na 2.ª fase de
produção (Temp2) Quantitativa contínua Entre 126,844 e 168,452
Fluxo de H2O Quantitativa discreta 200, 250 ou 300
Concentração do catalisador
(em dióxido de titânio) Quantitativa contínua Entre 3,43504 e 8,37346
Linha de Produção Qualitativa1 5, 7, 9, 12 ou 15
Operário Qualitativa nominal Mike, Sam, Mary, Sue ou John
Nível de vácuo Qualitativa ordinal N-None, L-Low, M-Medium
ou H-High
Fornecedor (“supplier”) Qualitativa nominal Boopy, Sloppy ou Grumpy
A variável perda por hora, do tipo quantitativa contínua, corresponderá à variável
dependente do processo, já que constitui uma medida de desempenho e o objetivo do
presente trabalho é, precisamente, a melhoria da performance do processo. As restantes
variáveis assumem-se como os inputs do processo químico.
1 Desconhecendo-se se a denominação da linha de produção teve por base algum método lógico que
permita a ordenação das classes segundo um critério relevante (nomeadamente por ordem de disposição
das linhas no espaço físico da empresa ou por ordem de antiguidade das linhas) optou-se por não
classificar a variável como “nominal” ou “ordinal”.
Chemical Company
3
2.2 A variável dependente perda por hora
Para iniciar o estudo do comportamento da variável perda por hora, foram calculadas
algumas medidas de localização e dispersão e construiu-se um histograma, que, em
domínio contínuo, permite uma perceção global da distribuição dos dados. A média situa-
-se em 70,159, ligeiramente inferior à mediana de 70,482. Por outro lado, o valor mínimo
é 32,371 e o máximo é 109,854, resultando numa amplitude de 77,483. O desvio padrão
é de 19,276.
Figura 1. Análise da variável dependente "perda por hora"
A distribuição dos dados sugere uma maior concentração na zona central, como é
característico das distribuições Gaussianas, embora o coeficiente de assimetria (positivo
de 0,111) aponte para uma distribuição assimétrica à direita. Não sendo o histograma da
Figura 1 conclusivo, é pertinente a realização de um teste à normalidade.
Optou-se pela formulação de Anderson-Darling, tendo-se obtido um valor de prova de
0,117 que é superior ao nível de significância adotado (5%), não havendo, então,
evidências estatísticas que apoiem a rejeição da hipótese de normalidade.
Relativamente à existência de outliers, os testes realizados sugerem a sua ausência,
permitindo uma análise posterior mais conclusiva.
1st Quartile 54,060
Median 70,482
3rd Quartile 83,635
Maximum 109,854
66,334 73,983
62,711 76,742
16,924 22,392
A-Squared 0,60
P-Value 0,117
Mean 70,159
StDev 19,276
Variance 371,559
Skewness 0,110838
Kurtosis -0,850241
N 100
Minimum 32,371
Anderson-Darling Normality Test
95% Confidence Interval for Mean
95% Confidence Interval for Median
95% Confidence Interval for StDev
1059075604530
Median
Mean
757065
95% Confidence Intervals
Análise da variável dependente 'perda por hora'

Trabalho de Análise de Dados
4
2.3 As variáveis independentes e sua relação
Antes de partir para a análise da relação entre as variáveis independentes e a variável
dependente, importa realizar uma análise a cada uma das variáveis independentes,
particularmente daquelas que estão expressas em escala contínua: Temp1, Temp2 e TiO2.
Nesse sentido, foram construídos dotplots e histogramas.
No caso da variável TiO2, ou seja, da concentração do catalisador em dióxido de
titânio, o dotplot (Figura 2) sugere que os valores recolhidos se concentram em três
grupos: entre 3,4 e 4,4; entre 5,4 e 6,4 e entre 7,4 e 8,4. Foram, então, atribuídas,
respetivamente, as categorias de baixa (L), média (M) e elevada (H) concentração.
Figura 2. Dotplot para a variável TiO2
Analisou-se, de seguida, a relação entre a variável supplier (que se assume ser o
fornecedor do catalisador) e a variável TiO2. Todas as observações que registam baixa
concentração em TiO2 têm como fornecedor o Boopy, todas as observações com média
concentração em TiO2 têm como fornecedor o Sloppy e, finalmente, todas as observações
com elevada concentração em TiO2 têm como fornecedor o Grumpy.
Relativamente às variáveis Temp1 e Temp2, estas não parecem seguir a tendência de
agrupamento em gamas específicas de valores como a variável TiO2, estando as
observações, sobretudo para Temp2, concentradas na zona central. Temp1 apresenta uma
média de 119,70 e um desvio padrão de 4,99, enquanto para Temp2 a média situa-se em
145,51 e o desvio padrão é de 7,76.
Figura 3. Histogramas para as variáveis Temp1 e Temp2
O teste à normalidade de Anderson-Darling regista valores de prova de 0,108 e 0,692
para Temp1 e Temp2, respetivamente, o que não se opõe à hipótese de normalidade das
suas distribuições. Averiguou-se a eventual relação de Temp1 e Temp2 entre si e com as
restantes variáveis independentes, contudo nenhuma se destacou.
8,47,77,06,35,64,94,23,5
TiO2
Dotplot para a variável TiO2
1st Quartile 140,39
Median 145,18
3rd Quartile 150,43
Maximum 168,45
143,96 147,05
143,29 147,32
6,82 9,02
A-Squared 0,26
P-Value 0,692
Mean 145,51
StDev 7,76
Variance 60,28
Skewness 0,175026
Kurtosis 0,432771
N 100
Minimum 126,84
Anderson-Darling Normality Test
95% Confidence Interval for Mean
95% Confidence Interval for Median
95% Confidence Interval for StDev
165,0157,5150,0142,5135,0127,5
Median
Mean
147146145144143
95% Confidence Intervals
Temp2
1st Quartile 115,97
Median 120,26
3rd Quartile 122,79
Maximum 130,67
118,71 120,69
118,61 121,82
4,38 5,79
A-Squared 0,61
P-Value 0,108
Mean 119,70
StDev 4,99
Variance 24,87
Skewness -0,130627
Kurtosis -0,687895
N 100
Minimum 108,74
Anderson-Darling Normality Test
95% Confidence Interval for Mean
95% Confidence Interval for Median
95% Confidence Interval for StDev
128124120116112108
Median
Mean
122121120119
95% Confidence Intervals
Temp1
Chemical Company
5
3 Análise da variável de resposta em função das variáveis de entrada
Nesta secção, pretende-se identificar quais dos inputs do processo químico apresentam
um efeito estatisticamente significativo na variação da variável de resposta (perdas por
hora), ou seja, visa-se a definição dos X’s vitais.
Principiou-se pela análise da relação entre as variáveis independentes quantitativas
expressas em escala contínua (Temp1, Temp2 e TiO2) e variável de resposta através da
construção de gráficos de dispersão e do cálculo do coeficiente de determinação amostral
(r2).
Figura 4. Gráficos de dispersão perda por hora vs Temp1, Temp2 e TiO2
R-squared (adjusted) 3,63% 3,47%
P-value, model 0,032* 0,067
P-value, linear term 0,032* 0,392
P-value, quadratic term — 0,365
Residual standard deviation 18,922 18,939
Statistics Linear
Selected Model
Quadratic
Alternative Model
130125120115110
120
100
80
60
40
Temp1
Lo
ss/h
r
Large residual
Y: Loss/hr
X: Temp1
Fitted Line Plot for Linear Model
Y = 169,5 - 0,8296 X
* Statistically significant (p < 0,05)
Regression for Loss/hr vs Temp1Model Selection Report
R-squared (adjusted) 0,12% 1,58%
P-value, model 0,293 0,172
P-value, linear term 0,293 0,131
P-value, quadratic term — 0,121
Residual standard deviation 19,264 19,123
Statistics Linear
Selected Model
Quadratic
Alternative Model
170160150140130
120
100
80
60
40
Temp2
Lo
ss/h
r
Large residual
Unusual X
Y: Loss/hr
X: Temp2
Fitted Line Plot for Linear Model
Y = 108,5 - 0,2637 X
Regression for Loss/hr vs Temp2Model Selection Report
R-squared (adjusted) 77,44% 77,53%
P-value, model 0,000* 0,000*
P-value, linear term 0,000* 0,004*
P-value, quadratic term — 0,240
Residual standard deviation 9,156 9,137
Statistics Linear
Selected Model
Quadratic
Alternative Model
9876543
120
100
80
60
40
TiO2
Lo
ss/h
r
Large residual
Y: Loss/hr
X: TiO2
Fitted Line Plot for Linear Model
Y = 10,84 + 10,23 X
* Statistically significant (p < 0,05)
Regression for Loss/hr vs TiO2Model Selection Report
R-squared (adjusted) 77,44% 77,53%
P-value, model 0,000* 0,000*
P-value, linear term 0,000* 0,004*
P-value, quadratic term — 0,240
Residual standard deviation 9,156 9,137
Statistics Linear
Selected Model
Quadratic
Alternative Model
9876543
120
100
80
60
40
TiO2
Lo
ss/h
r
Large residual
Y: Loss/hr
X: TiO2
Fitted Line Plot for Linear Model
Y = 10,84 + 10,23 X
* Statistically significant (p < 0,05)
Regression for Loss/hr vs TiO2Model Selection Report
R-squared (adjusted) 77,44% 77,53%
P-value, model 0,000* 0,000*
P-value, linear term 0,000* 0,004*
P-value, quadratic term — 0,240
Residual standard deviation 9,156 9,137
Statistics Linear
Selected Model
Quadratic
Alternative Model
9876543
120
100
80
60
40
TiO2
Lo
ss/h
r
Large residual
Y: Loss/hr
X: TiO2
Fitted Line Plot for Linear Model
Y = 10,84 + 10,23 X
* Statistically significant (p < 0,05)
Regression for Loss/hr vs TiO2Model Selection Report
R-squared (adjusted) 3,63% 3,47%
P-value, model 0,032* 0,067
P-value, linear term 0,032* 0,392
P-value, quadratic term — 0,365
Residual standard deviation 18,922 18,939
Statistics Linear
Selected Model
Quadratic
Alternative Model
130125120115110
120
100
80
60
40
Temp1
Lo
ss/h
r
Large residual
Y: Loss/hr
X: Temp1
Fitted Line Plot for Linear Model
Y = 169,5 - 0,8296 X
* Statistically significant (p < 0,05)
Regression for Loss/hr vs Temp1Model Selection Report
R-squared (adjusted) 3,63% 3,47%
P-value, model 0,032* 0,067
P-value, linear term 0,032* 0,392
P-value, quadratic term — 0,365
Residual standard deviation 18,922 18,939
Statistics Linear
Selected Model
Quadratic
Alternative Model
130125120115110
120
100
80
60
40
Temp1Lo
ss/h
r
Large residual
Y: Loss/hr
X: Temp1
Fitted Line Plot for Linear Model
Y = 169,5 - 0,8296 X
* Statistically significant (p < 0,05)
Regression for Loss/hr vs Temp1Model Selection Report
R-squared (adjusted) 0,12% 1,58%
P-value, model 0,293 0,172
P-value, linear term 0,293 0,131
P-value, quadratic term — 0,121
Residual standard deviation 19,264 19,123
Statistics Linear
Selected Model
Quadratic
Alternative Model
170160150140130
120
100
80
60
40
Temp2
Lo
ss/h
r
Large residual
Unusual X
Y: Loss/hr
X: Temp2
Fitted Line Plot for Linear Model
Y = 108,5 - 0,2637 X
Regression for Loss/hr vs Temp2Model Selection Report
R-squared (adjusted) 0,12% 1,58%
P-value, model 0,293 0,172
P-value, linear term 0,293 0,131
P-value, quadratic term — 0,121
Residual standard deviation 19,264 19,123
Statistics Linear
Selected Model
Quadratic
Alternative Model
170160150140130
120
100
80
60
40
Temp2
Lo
ss/h
rLarge residual
Unusual X
Y: Loss/hr
X: Temp2
Fitted Line Plot for Linear Model
Y = 108,5 - 0,2637 X
Regression for Loss/hr vs Temp2Model Selection Report

Trabalho de Análise de Dados
6
No caso das temperaturas de ambas as fases de produção, considerando os valores
reduzidos de r2 (3,63% para Temp1 e 0,12% para Temp2) e a considerável dispersão
espelhada nos gráficos, parece inexistir relação destas variáveis com a variável de
resposta. Relativamente à relação da concentração em dióxido de titânio com as perdas
por hora, obteve-se um r2 de 77,44%, sendo que o gráfico evidencia, como já referido
anteriormente, a concentração da variável TiO2 em três gamas distintas de valores. As
concentrações mais elevadas em dióxido de titânio registam um maior valor de perdas
por hora, embora dentro de cada gama de valores se observe alguma dispersão.
Para analisar a relação entre a variável perda por hora e as variáveis RPM, fluxo de
H2O, concentração em TiO2 (baixa, média, elevada), linha de produção, operário e nível
de vácuo procedeu-se, inicialmente, à construção de gráficos boxplot, como documenta a
Figura 5. A exclusão da análise da variável supplier justifica-se pela sua relação direta
com os níveis de concentração em TiO2 (a análise de ambas resultaria numa redundância).
Figura 5. Gráficos boxplot da variável perda por hora (agrupados de acordo com as variáveis independentes)
Da análise visual, resulta a perceção de que as variáveis RPM e nível de concentração
em TiO2 terão impacto na variação da variável de resposta. No primeiro caso, o gráfico,
embora sendo pouco conclusivo quando RPM é 25, sugere, para os restantes valores de
RPM (30, 35 e 40), que quanto mais elevado for o valor de rotações por minuto, mais
perdas por hora o processo terá. Por outro lado, uma maior concentração em TiO2
aparenta implicar valores mais elevados da variável de resposta.
Em sentido contrário, as variáveis fluxo de H2O, operário, nível de vácuo e linha de
produção – esta última com algumas reservas – parecem não ter impacto significativo na
variação da variável de resposta. Para confirmar a inexistência desse impacto, recorreu-
-se a testes ANOVA (análise de variância), a 1 fator, para cada uma das quatro variáveis.
40353025
120
100
80
60
40
RPM
Loss
/hr
300250200
120
100
80
60
40
H2O flow
Loss
/hr
HML
120
100
80
60
40
TiO2
Loss
/hr
1512975
120
100
80
60
40
Line
Loss
/hr
SueSamMikeMaryJohn
120
100
80
60
40
Operator
Loss
/hr
NMLH
120
100
80
60
40
Vacuum
Loss
/hr
Boxplot da perda por hora (por RPM) Boxplot da perda por hora (por fluxo de H20) Boxplot da perda por hora (por TiO2)
Boxplot da perda por hora (por linha) Boxplot da perda por hora (por operário) Boxplot da perda por hora (por vácuo)

Chemical Company
7
Os testes pressupuseram variâncias iguais2 e seguiram a seguinte formulação:
Hipótese nula (H0): Os valores esperados das amostras são iguais.
Hipótese alternativa (H1): Pelo menos um valor esperado de uma amostra é diferente.
O nível de significância adotado foi de 5%, indicando-se na Tabela 2 os resultados.
Tabela 2. Resultados dos testes ANOVA para as variáveis potencialmente não significativas
Variável Resultado P-Value
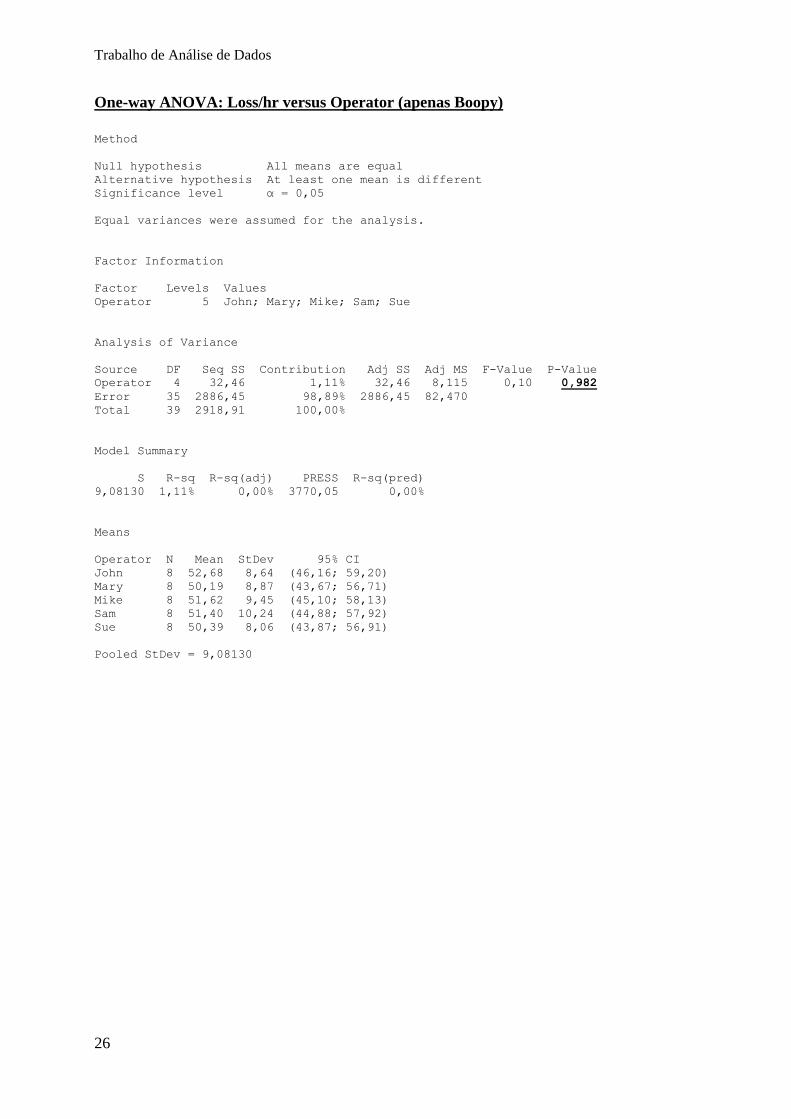
H2O flow Não rejeitar H0. 0,623
Operário Não rejeitar H0. 0,971
Vácuo Não rejeitar H0. 0,573
Linha Não rejeitar H0. 0,177
Como expectável, os resultados dos quatro testes apontam para a não rejeição da
hipótese nula, ou seja, as variáveis testadas não têm efeito significativo na variação das
perdas por hora.
3.1 Efeito das rotações por minuto
A análise gráfica sugeriu a possibilidade da variável RPM ter efeito significativo na
variação da variável de resposta. Aplicou-se, então, um teste ANOVA, a 1 fator, com
formulação idêntica aos testes anteriores e construíram-se intervalos de confiança de
Tukey, a 95%.
O resultado do teste ANOVA é de rejeição da hipótese nula, com um valor de prova
de 0,000, pelo que existem evidências estatísticas de que as rotações por minuto
apresentam um impacto significativo no valor das perdas por hora.
Figura 6. Intervalos de Tukey (comparação por níveis de RPM)
2 No caso específico do agrupamento por linha de produção das observações das perdas por hora, a
aplicação, baseada na normalidade da distribuição, do teste de Bartlett (teste bilateral com hipótese nula
assente na igualdade de todas as variâncias) apresenta como resultado a rejeição da hipótese nula, com
um valor de prova de 0,004, pelo que, aquando do teste ANOVA, não se deveria assumir a igualdade
de variâncias. Contudo, por simplificação da análise, ignorou-se o resultado do teste de Bartlett.
Trabalho de Análise de Dados
8
Rejeitada a hipótese nula, a construção de intervalos de confiança de Tukey é relevante
para concluir quais os valores esperados que são significativamente diferentes uns dos
outros. Os intervalos para as diferenças 40-35, 40-30 e 40-25, não contêm o valor zero,
incluindo apenas valores positivos, pelo que se infere que dos quatro níveis estudados
para a variável RPM, o nível 40 é aquele que apresenta piores resultados, na medida em
que potencia um valor superior da variável perdas por hora. A diferença dos valores
esperados para níveis de RPM de 35 e 30 é também significativa, sendo preferível o nível
30, pois o mesmo possibilita um valor menor de perdas por hora.
Embora não se observem (com α=5%) diferenças significativas entre os valores
esperados 35-25 e 30-25, existem indícios, tendo em conta a representação gráfica dos
intervalos, que podem suportar a preferência do nível 25 em detrimento do nível 35 e do
nível 30 em detrimento do nível 25.
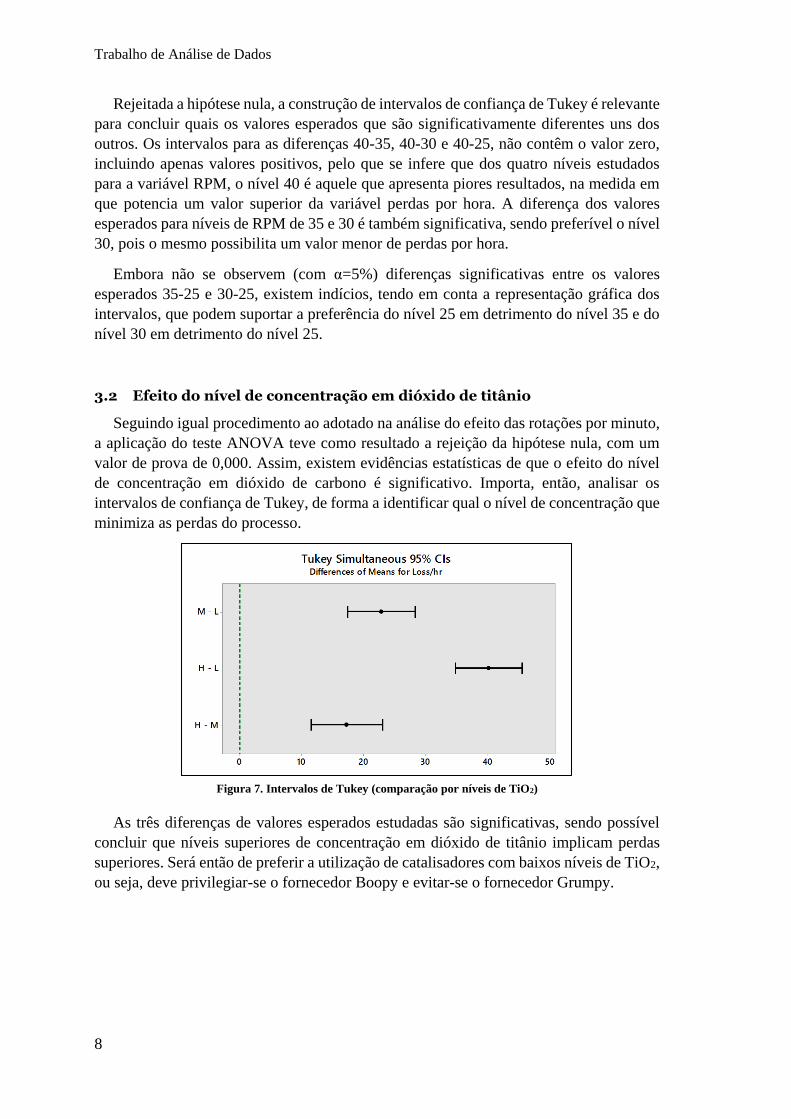
3.2 Efeito do nível de concentração em dióxido de titânio
Seguindo igual procedimento ao adotado na análise do efeito das rotações por minuto,
a aplicação do teste ANOVA teve como resultado a rejeição da hipótese nula, com um
valor de prova de 0,000. Assim, existem evidências estatísticas de que o efeito do nível
de concentração em dióxido de carbono é significativo. Importa, então, analisar os
intervalos de confiança de Tukey, de forma a identificar qual o nível de concentração que
minimiza as perdas do processo.
Figura 7. Intervalos de Tukey (comparação por níveis de TiO2)
As três diferenças de valores esperados estudadas são significativas, sendo possível
concluir que níveis superiores de concentração em dióxido de titânio implicam perdas
superiores. Será então de preferir a utilização de catalisadores com baixos níveis de TiO2,
ou seja, deve privilegiar-se o fornecedor Boopy e evitar-se o fornecedor Grumpy.

Chemical Company
9
3.3 Foco nos fatores estatisticamente significativos
Tendo em conta que a análise e testes realizados indicam que as variáveis
independentes RPM e TiO2 são estatisticamente significativas no que concerne à variação
da variável dependente perda por hora, é relevante proceder a uma análise combinada
daquelas variáveis, ou seja, agrupar as observações por par TiO2/RPM. Começou-se,
então, pela construção do boxplot da Figura 8.
Figura 8. Boxplot da variável perda por hora (agrupado por TiO2 e por RPM)
Como se percebe da Figura 8, existem alguns pares TiO2/RPM para os quais não se
registam observações e outros em que essas observações não são suficientes para
construir um boxplot completo. A Tabela 3 indica o número de observações para cada
par.
Tabela 3. Número de observações por par TiO2/RPM
RPM
TiO2 25 30 35 40 Total
Baixa (L) 16 22 2 0 40
Média (M) 0 6 20 4 30
Elevada (H) 12 0 1 17 30
Total 28 28 23 21 100
Além do evidente desequilíbrio no número de observações para cada par, nota-se,
desde logo, que as observações com 40 RPM estão sobretudo associadas a níveis elevados
de dióxido de titânio, enquanto as observações com 30 RPM têm associado um nível
baixo de dióxido de titânio.
Ignorando os pares para os quais o número de observações é igual ou inferior a 2,
prossegue-se a análise com a realização de testes de hipótese e ANOVA, cuja formulação
e resultados estão indicados na Tabela 4.
TiO2
RPM
HML
403530254035302540353025
110
100
90
80
70
60
50
40
30
Lo
ss/h
r
Boxplot da perda por hora (por TiO2 e por RPM)
Trabalho de Análise de Dados
10
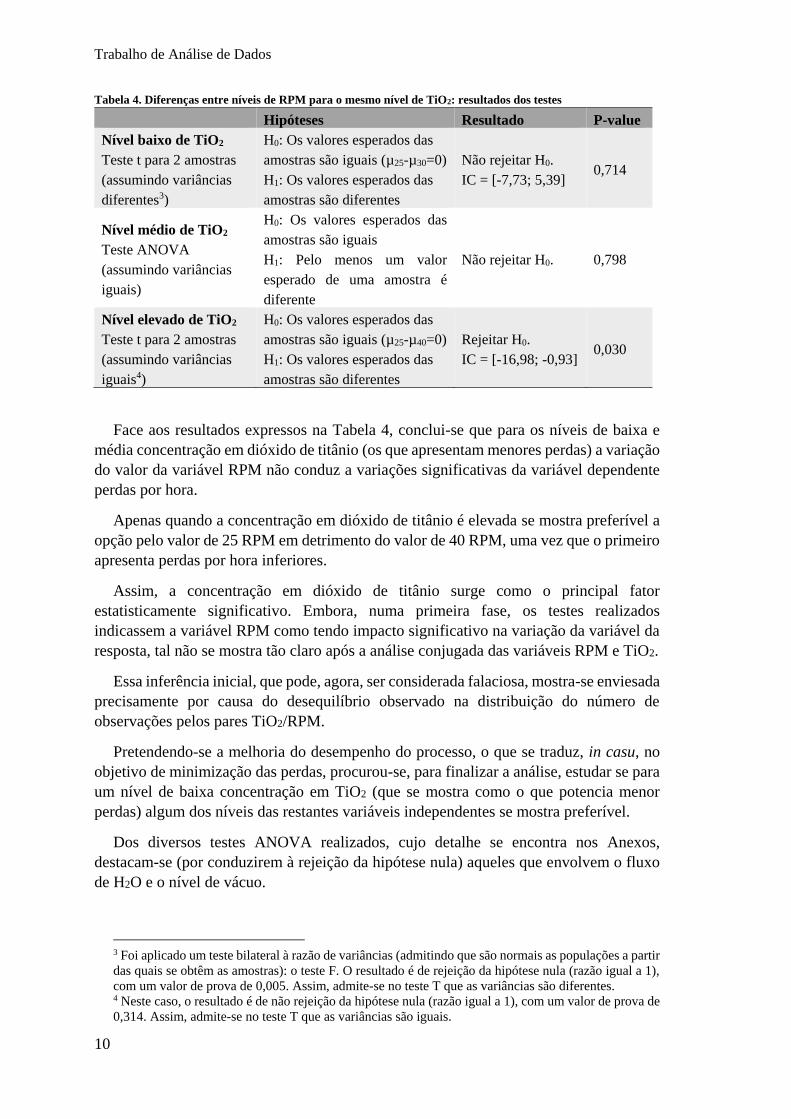
Tabela 4. Diferenças entre níveis de RPM para o mesmo nível de TiO2: resultados dos testes
Hipóteses Resultado P-value
Nível baixo de TiO2
Teste t para 2 amostras
(assumindo variâncias
diferentes3)
H0: Os valores esperados das
amostras são iguais (µ25-µ30=0)
H1: Os valores esperados das
amostras são diferentes
Não rejeitar H0.
IC = [-7,73; 5,39] 0,714
Nível médio de TiO2
Teste ANOVA
(assumindo variâncias
iguais)
H0: Os valores esperados das
amostras são iguais
H1: Pelo menos um valor
esperado de uma amostra é
diferente
Não rejeitar H0. 0,798
Nível elevado de TiO2
Teste t para 2 amostras
(assumindo variâncias
iguais4)
H0: Os valores esperados das
amostras são iguais (µ25-µ40=0)
H1: Os valores esperados das
amostras são diferentes
Rejeitar H0.
IC = [-16,98; -0,93] 0,030
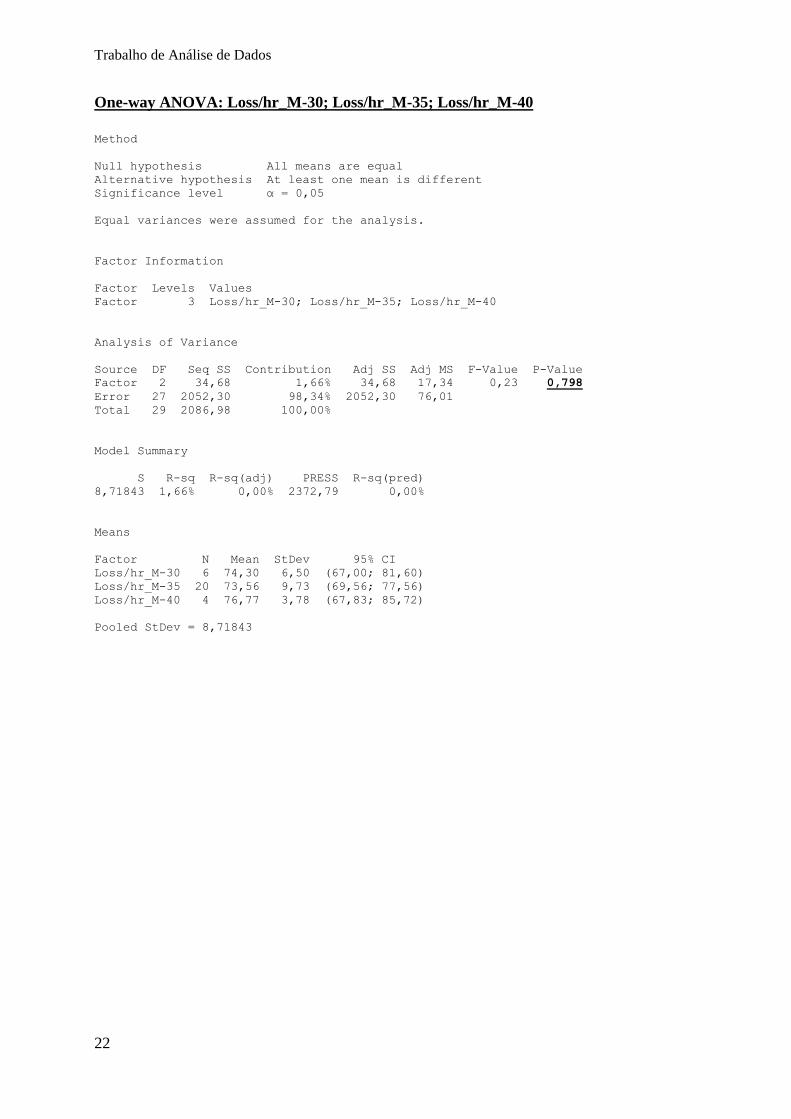
Face aos resultados expressos na Tabela 4, conclui-se que para os níveis de baixa e
média concentração em dióxido de titânio (os que apresentam menores perdas) a variação
do valor da variável RPM não conduz a variações significativas da variável dependente
perdas por hora.
Apenas quando a concentração em dióxido de titânio é elevada se mostra preferível a
opção pelo valor de 25 RPM em detrimento do valor de 40 RPM, uma vez que o primeiro
apresenta perdas por hora inferiores.
Assim, a concentração em dióxido de titânio surge como o principal fator
estatisticamente significativo. Embora, numa primeira fase, os testes realizados
indicassem a variável RPM como tendo impacto significativo na variação da variável da
resposta, tal não se mostra tão claro após a análise conjugada das variáveis RPM e TiO2.
Essa inferência inicial, que pode, agora, ser considerada falaciosa, mostra-se enviesada
precisamente por causa do desequilíbrio observado na distribuição do número de
observações pelos pares TiO2/RPM.
Pretendendo-se a melhoria do desempenho do processo, o que se traduz, in casu, no
objetivo de minimização das perdas, procurou-se, para finalizar a análise, estudar se para
um nível de baixa concentração em TiO2 (que se mostra como o que potencia menor
perdas) algum dos níveis das restantes variáveis independentes se mostra preferível.
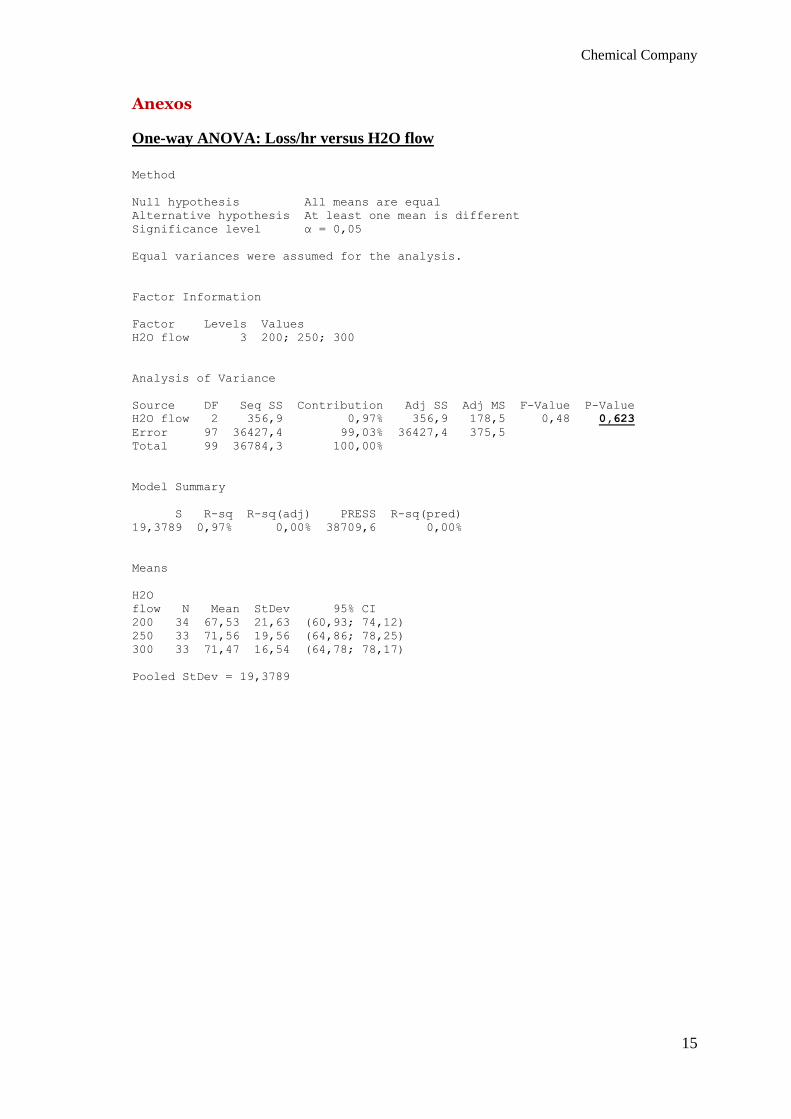
Dos diversos testes ANOVA realizados, cujo detalhe se encontra nos Anexos,
destacam-se (por conduzirem à rejeição da hipótese nula) aqueles que envolvem o fluxo
de H2O e o nível de vácuo.
3 Foi aplicado um teste bilateral à razão de variâncias (admitindo que são normais as populações a partir
das quais se obtêm as amostras): o teste F. O resultado é de rejeição da hipótese nula (razão igual a 1),
com um valor de prova de 0,005. Assim, admite-se no teste T que as variâncias são diferentes. 4 Neste caso, o resultado é de não rejeição da hipótese nula (razão igual a 1), com um valor de prova de
0,314. Assim, admite-se no teste T que as variâncias são iguais.
Chemical Company
11
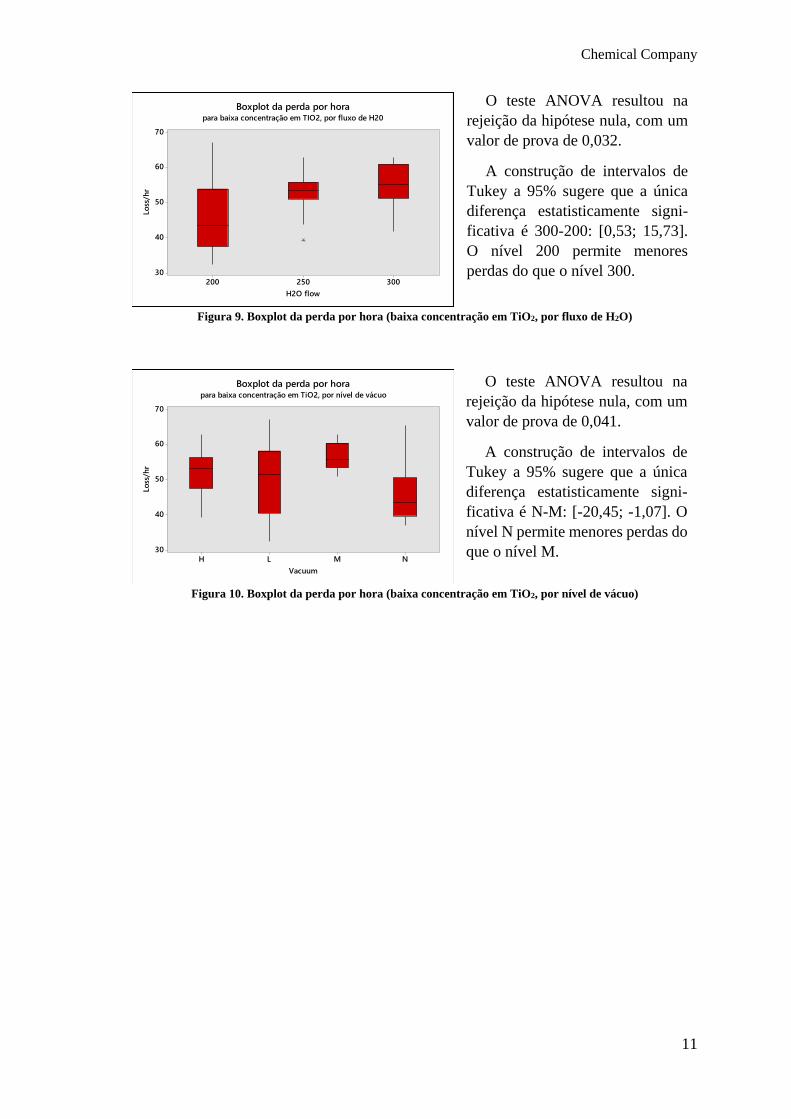
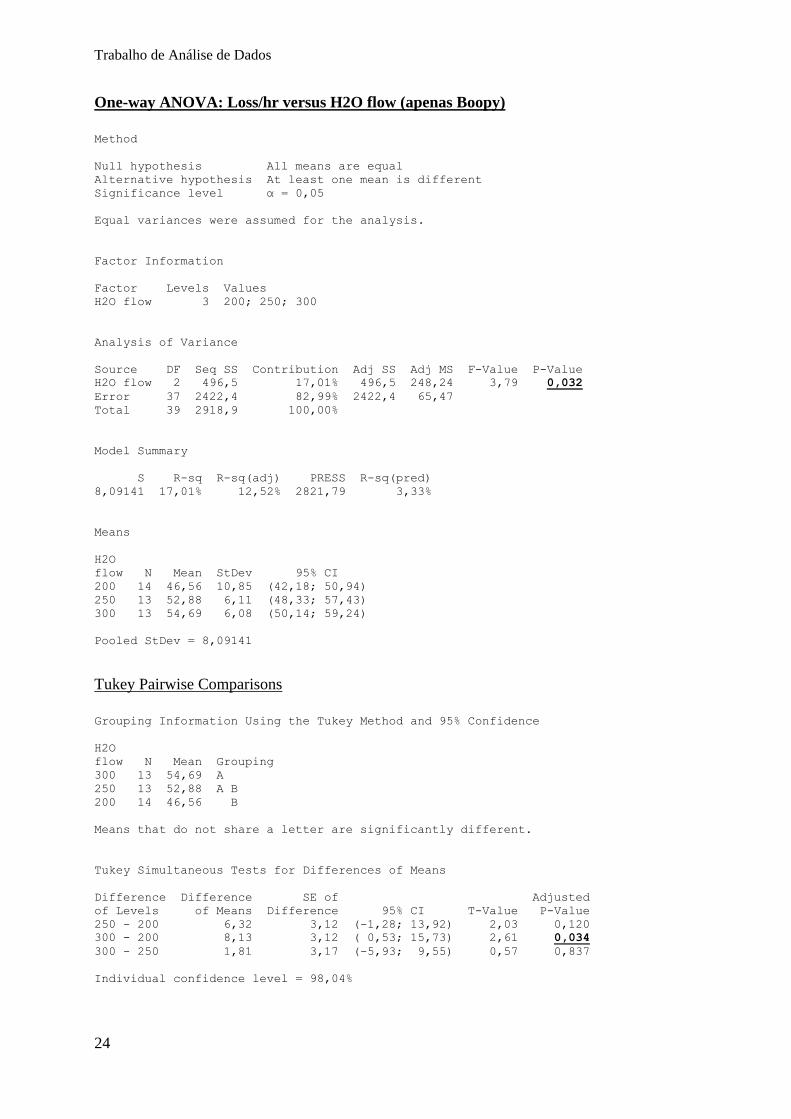
Figura 9. Boxplot da perda por hora (baixa concentração em TiO2, por fluxo de H2O)
Figura 10. Boxplot da perda por hora (baixa concentração em TiO2, por nível de vácuo)
300250200
70
60
50
40
30
H2O flow
Lo
ss/h
r
Boxplot da perda por horapara baixa concentração em TIO2, por fluxo de H20
NMLH
70
60
50
40
30
Vacuum
Lo
ss/h
r
Boxplot da perda por horapara baixa concentração em TiO2, por nível de vácuo
O teste ANOVA resultou na
rejeição da hipótese nula, com um
valor de prova de 0,032.
A construção de intervalos de
Tukey a 95% sugere que a única
diferença estatisticamente signi-
ficativa é 300-200: [0,53; 15,73].
O nível 200 permite menores
perdas do que o nível 300.
O teste ANOVA resultou na
rejeição da hipótese nula, com um
valor de prova de 0,041.
A construção de intervalos de
Tukey a 95% sugere que a única
diferença estatisticamente signi-
ficativa é N-M: [-20,45; -1,07]. O
nível N permite menores perdas do
que o nível M.

Trabalho de Análise de Dados
12
4 Conclusões e recomendações para a melhoria do processo
O presente trabalho, relembre-se, visava delinear um conjunto de orientações que
permitissem melhorar o processo de produção de uma empresa química – a Chem –, que
tem apresentado problemas de desempenho, o que implicava compreender as principais
causas de preocupação.
Os autores depararam-se com um importante desafio assente na falta de informação
sobre o processo químico em estudo, nomeadamente sobre as operações realizadas (e
respetiva sequência) e sobre as variáveis que constam da folha de cálculo fornecida, que
contém 100 observações recolhidas na última semana.
Definiu-se como variável de resposta as perdas por hora, uma vez que constituem uma
medida da performance do processo. O estudo desenvolvido teve, então, como objetivo a
minimização do valor dessa variável.
A análise realizada aos diversos inputs do processo identificou uma relação direta entre
as variáveis “TiO2” e “supplier”, inferindo-se que a concentração em dióxido de titânio
do catalisador depende diretamente do respetivo fornecedor.
Ulteriormente, a aplicação de diversas técnicas estatísticas conduziu à identificação
das variáveis RPM (rotações por minuto) e TiO2 (concentração do catalisador em dióxido
de titânio) enquanto fatores com impacto significativo na variação da variável de resposta.
No entanto, uma análise posterior, conjugando os diferentes níveis de TiO2 e RPM,
mostrou que apenas o fator TiO2 deve ser tomado como significativo, já que a análise
à variável RPM se apresentou enviesada pelo desequilíbrio do número de observações
para cada par TiO2/RPM (para alguns níveis de RPM a amostra só incluía observações
para certos níveis de TiO2).
Assumindo que para a qualidade do produto final do processo em estudo é indiferente
a concentração química do catalisador, então, para minimizar as perdas do processo, a
empresa deverá recorrer a catalisadores com menor concentração em dióxido de
titânio. Considerando a relação indicada acima, tal é equivalente a recomendar que a
empresa privilegie o fornecedor Boopy.
Em alternativa e tendo em conta as desvantagens e riscos da dependência excessiva
duma empresa de apenas um fornecedor, a empresa deve procurar junto dos outros
fornecedores (Sloppy e Grumpy), ou, em último caso, de terceiros, que estes adotem
medidas que minimizem a concentração em dióxido de titânio dos seus catalisadores. A
par deste diálogo, a Chem deve implementar uma política rigorosa de controlo de
qualidade dos catalisadores recebidos dos seus fornecedores.

Chemical Company
13
5 Trabalhos futuros
Considerando alguns indícios evidenciados no estudo já desenvolvido e as críticas
apontadas à amostra disponível, sugerem-se as seguintes análises/ações adicionais:
(1) Após implementação da recomendação expressa na secção anterior –
privilegiar a utilização de catalisadores com baixa concentração em TiO2 – e
tendo em conta que a parte final da análise indiciou que, para níveis reduzidos
de dióxido de titânio, as diferenças entre alguns dos níveis do fluxo de H2O e
entre algumas das categorias de vácuo são estatisticamente significativas, será
interessante recolher uma nova amostra, de maior dimensão e mais
equilibrada5, para concluir sobre a pertinência desses indícios, nomeadamente
através da técnica de desenho de experiências;
(2) A análise desenvolvida não contemplou a construção de cartas de controlo, por
(i) não existir informação sobre a sequência cronológica de recolha da amostra
e (ii) se desconhecer o detalhe do processo, nomeadamente eventuais limites
de especificação para as variáveis. Assim, após adoção da recomendação já
referida, seria interessante a implementação de cartas de controlo do tipo
“média e desvio padrão amostral” ou “média e amplitude”, como meio de
identificar pontos fora dos limites de controlo, sequências anormais de pontos
e/ou padrões anormais de evolução, e, seguidamente, uma análise da
capacidade do processo;
(3) O envolvimento dos operários neste processo de melhoria é crucial, quer pelos
benefícios inerentes à sua motivação, quer pelas sugestões úteis que podem
advir da sua auscultação (e que podem, por exemplo, contribuir para a
construção de diagramas de causa e efeito com maior aderência à realidade);
(4) Dependendo do grau de complexidade da modelação do processo químico em
estudo e dos custos em termos financeiros e de tempo intrínsecos à recolha
sucessiva de amostras, o recurso a programas de simulação pode constituir uma
boa alternativa.
5 Relembre-se que o desequilíbrio da amostra enviesou a análise do impacto da variável RPM na
variação da variável de resposta.

Trabalho de Análise de Dados
14
Bibliografia
Cabral, J. A. Sarsfield. 2003. Capítulo 5 – Cartas de Controlo Shewhart. Faculdade
de Engenharia da Universidade do Porto.
Nóvoa, M. Henriqueta Sampaio da. 2015. Melhoria da Qualidade – Ferramentas da
Qualidade Estatística e Minitab. Faculdade de Engenharia da Universidade do Porto.
Nóvoa, M. Henriqueta Sampaio da. 2015. Caso Tripcar – Minitab. Faculdade de
Engenharia da Universidade do Porto.
Chemical Company
15
Anexos
One-way ANOVA: Loss/hr versus H2O flow
Method
Null hypothesis All means are equal
Alternative hypothesis At least one mean is different
Significance level α = 0,05
Equal variances were assumed for the analysis.
Factor Information
Factor Levels Values
H2O flow 3 200; 250; 300
Analysis of Variance
Source DF Seq SS Contribution Adj SS Adj MS F-Value P-Value
H2O flow 2 356,9 0,97% 356,9 178,5 0,48 0,623
Error 97 36427,4 99,03% 36427,4 375,5
Total 99 36784,3 100,00%
Model Summary
S R-sq R-sq(adj) PRESS R-sq(pred)
19,3789 0,97% 0,00% 38709,6 0,00%
Means
H2O
flow N Mean StDev 95% CI
200 34 67,53 21,63 (60,93; 74,12)
250 33 71,56 19,56 (64,86; 78,25)
300 33 71,47 16,54 (64,78; 78,17)
Pooled StDev = 19,3789

Trabalho de Análise de Dados
16
One-way ANOVA: Loss/hr versus Operator
Method
Null hypothesis All means are equal
Alternative hypothesis At least one mean is different
Significance level α = 0,05
Equal variances were assumed for the analysis.
Factor Information
Factor Levels Values
Operator 5 John; Mary; Mike; Sam; Sue
Analysis of Variance
Source DF Seq SS Contribution Adj SS Adj MS F-Value P-Value
Operator 4 201,1 0,55% 201,1 50,29 0,13 0,971
Error 95 36583,2 99,45% 36583,2 385,09
Total 99 36784,3 100,00%
Model Summary
S R-sq R-sq(adj) PRESS R-sq(pred)
19,6236 0,55% 0,00% 40535,4 0,00%
Means
Operator N Mean StDev 95% CI
John 20 70,30 19,28 (61,59; 79,01)
Mary 20 68,87 19,14 (60,16; 77,58)
Mike 20 71,75 21,33 (63,04; 80,46)
Sam 20 71,63 20,83 (62,92; 80,34)
Sue 20 68,24 17,28 (59,53; 76,95)
Pooled StDev = 19,6236

Chemical Company
17
One-way ANOVA: Loss/hr versus Vacuum
Method
Null hypothesis All means are equal
Alternative hypothesis At least one mean is different
Significance level α = 0,05
Equal variances were assumed for the analysis.
Factor Information
Factor Levels Values
Vacuum 4 H; L; M; N
Analysis of Variance
Source DF Seq SS Contribution Adj SS Adj MS F-Value P-Value
Vacuum 3 753,5 2,05% 753,5 251,2 0,67 0,573
Error 96 36030,8 97,95% 36030,8 375,3
Total 99 36784,3 100,00%
Model Summary
S R-sq R-sq(adj) PRESS R-sq(pred)
19,3732 2,05% 0,00% 39096,0 0,00%
Means
Vacuum N Mean StDev 95% CI
H 25 72,53 20,91 (64,84; 80,22)
L 25 68,51 18,44 (60,82; 76,20)
M 25 73,08 17,11 (65,39; 80,77)
N 25 66,52 20,77 (58,83; 74,21)
Pooled StDev = 19,3732

Trabalho de Análise de Dados
18
One-way ANOVA: Loss/hr versus Line
Method
Null hypothesis All means are equal
Alternative hypothesis At least one mean is different
Significance level α = 0,05
Equal variances were assumed for the analysis.
Factor Information
Factor Levels Values
Line 5 5; 7; 9; 12; 15
Analysis of Variance
Source DF Seq SS Contribution Adj SS Adj MS F-Value P-Value
Line 4 2339 6,36% 2339 584,8 1,61 0,177
Error 95 34445 93,64% 34445 362,6
Total 99 36784 100,00%
Model Summary
S R-sq R-sq(adj) PRESS R-sq(pred)
19,0415 6,36% 2,42% 38166,3 0,00%
Means
Line N Mean StDev 95% CI
5 20 73,09 19,93 (64,64; 81,54)
7 20 70,98 26,65 (62,52; 79,43)
9 20 67,48 15,67 (59,03; 75,94)
12 20 62,55 10,76 (54,10; 71,00)
15 20 76,69 18,55 (68,24; 85,15)
Pooled StDev = 19,0415
Test for Equal Variances: Loss/hr versus Line Method
Null hypothesis All variances are equal
Alternative hypothesis At least one variance is different
Significance level α = 0,05
Bartlett’s method is used. This method is accurate for normal data only.
95% Bonferroni Confidence Intervals for Standard Deviations
Line N StDev CI
5 20 19,9280 (13,9845; 33,2037)
7 20 26,6524 (18,7033; 44,4077)
9 20 15,6718 (10,9977; 26,1120)
12 20 10,7617 ( 7,5520; 17,9309)
15 20 18,5475 (13,0157; 30,9035)
Individual confidence level = 99%
Tests
Test
Method Statistic P-Value
Bartlett 15,26 0,004

Chemical Company
19
One-way ANOVA: Loss/hr versus RPM
Method
Null hypothesis All means are equal
Alternative hypothesis At least one mean is different
Significance level α = 0,05
Equal variances were assumed for the analysis.
Factor Information
Factor Levels Values
RPM 4 25; 30; 35; 40
Analysis of Variance
Source DF Seq SS Contribution Adj SS Adj MS F-Value P-Value
RPM 3 15848 43,08% 15848 5282,6 24,22 0,000
Error 96 20937 56,92% 20937 218,1
Total 99 36784 100,00%
Model Summary
S R-sq R-sq(adj) PRESS R-sq(pred)
14,7679 43,08% 41,30% 22628,8 38,48%
Means
RPM N Mean StDev 95% CI
25 28 65,48 21,43 (59,94; 71,02)
30 28 56,21 11,28 (50,67; 61,75)
35 23 73,37 10,99 (67,26; 79,49)
40 21 91,48 11,05 (85,08; 97,88)
Pooled StDev = 14,7679
Tukey Pairwise Comparisons Grouping Information Using the Tukey Method and 95% Confidence
RPM N Mean Grouping
40 21 91,48 A
35 23 73,37 B
25 28 65,48 B C
30 28 56,21 C
Means that do not share a letter are significantly different.
Tukey Simultaneous Tests for Differences of Means
Difference Difference SE of Adjusted
of Levels of Means Difference 95% CI T-Value P-Value
30 - 25 -9,28 3,95 (-19,60; 1,05) -2,35 0,094
35 - 25 7,89 4,16 ( -2,98; 18,77) 1,90 0,235
40 - 25 26,00 4,26 ( 14,84; 37,15) 6,10 0,000
35 - 30 17,17 4,16 ( 6,30; 28,04) 4,13 0,000
40 - 30 35,27 4,26 ( 24,12; 46,43) 8,27 0,000
40 - 35 18,11 4,46 ( 6,44; 29,77) 4,06 0,001
Individual confidence level = 98,97%

Trabalho de Análise de Dados
20
One-way ANOVA: Loss/hr versus Coded TiO2
Method
Null hypothesis All means are equal
Alternative hypothesis At least one mean is different
Significance level α = 0,05
Equal variances were assumed for the analysis.
Factor Information
Factor Levels Values
Coded TiO2 3 L; M; H
Analysis of Variance
Source DF Seq SS Contribution Adj SS Adj MS F-Value P-Value
Coded TiO2 2 28289 76,91% 28289 14144,5 161,50 0,000
Error 97 8495 23,09% 8495 87,6
Total 99 36784 100,00%
Model Summary
S R-sq R-sq(adj) PRESS R-sq(pred)
9,35842 76,91% 76,43% 9038,07 75,43%
Means
Coded
TiO2 N Mean StDev 95% CI
L 40 51,25 8,65 (48,32; 54,19)
M 30 74,13 8,48 (70,74; 77,53)
H 30 91,39 10,97 (88,00; 94,78)
Pooled StDev = 9,35842
Tukey Pairwise Comparisons
Grouping Information Using the Tukey Method and 95% Confidence
Coded
TiO2 N Mean Grouping
H 30 91,39 A
M 30 74,13 B
L 40 51,25 C
Means that do not share a letter are significantly different.
Tukey Simultaneous Tests for Differences of Means
Difference Difference SE of Adjusted
of Levels of Means Difference 95% CI T-Value P-Value
M - L 22,88 2,26 (17,49; 28,27) 10,12 0,000
H - L 40,13 2,26 (34,75; 45,52) 17,76 0,000
H - M 17,25 2,42 (11,50; 23,01) 7,14 0,000
Individual confidence level = 98,09%

Chemical Company
21
Test and CI for Two Variances: Loss/hr_L-25; Loss/hr_L-30
Method
Null hypothesis Variance(Loss/hr_L-25) / Variance(Loss/hr_L-30) = 1
Alternative hypothesis Variance(Loss/hr_L-25) / Variance(Loss/hr_L-30) ≠ 1
Significance level α = 0,05
F method was used. This method is accurate for normal data only.
Statistics
95% CI for
Variable N StDev Variance Variances
Loss/hr_L-25 16 11,546 133,301 (72,740; 319,303)
Loss/hr_L-30 22 5,867 34,418 (20,372; 70,289)
Ratio of standard deviations = 1,968
Ratio of variances = 3,873
95% Confidence Intervals
CI for
CI for StDev Variance
Method Ratio Ratio
F (1,236; 3,258) (1,529; 10,613)
Tests
Test
Method DF1 DF2 Statistic P-Value
F 15 21 3,87 0,005
Two-Sample T-Test and CI: Loss/hr_L-25; Loss/hr_L-30
Two-sample T for Loss/hr_L-25 vs Loss/hr_L-30
N Mean StDev SE Mean
Loss/hr_L-25 16 50,1 11,5 2,9
Loss/hr_L-30 22 51,27 5,87 1,3
Difference = μ (Loss/hr_L-25) - μ (Loss/hr_L-30)
Estimate for difference: -1,17
95% CI for difference: (-7,73; 5,39)
T-Test of difference = 0 (vs ≠): T-Value = -0,37 P-Value = 0,714 DF = 20
Trabalho de Análise de Dados
22
One-way ANOVA: Loss/hr_M-30; Loss/hr_M-35; Loss/hr_M-40
Method
Null hypothesis All means are equal
Alternative hypothesis At least one mean is different
Significance level α = 0,05
Equal variances were assumed for the analysis.
Factor Information
Factor Levels Values
Factor 3 Loss/hr_M-30; Loss/hr_M-35; Loss/hr_M-40
Analysis of Variance
Source DF Seq SS Contribution Adj SS Adj MS F-Value P-Value
Factor 2 34,68 1,66% 34,68 17,34 0,23 0,798
Error 27 2052,30 98,34% 2052,30 76,01
Total 29 2086,98 100,00%
Model Summary
S R-sq R-sq(adj) PRESS R-sq(pred)
8,71843 1,66% 0,00% 2372,79 0,00%
Means
Factor N Mean StDev 95% CI
Loss/hr_M-30 6 74,30 6,50 (67,00; 81,60)
Loss/hr_M-35 20 73,56 9,73 (69,56; 77,56)
Loss/hr_M-40 4 76,77 3,78 (67,83; 85,72)
Pooled StDev = 8,71843

Chemical Company
23
Test and CI for Two Variances: Loss/hr_H-25; Loss/hr_H-40
Method
Null hypothesis Variance(Loss/hr_H-25) / Variance(Loss/hr_H-40) = 1
Alternative hypothesis Variance(Loss/hr_H-25) / Variance(Loss/hr_H-40) ≠ 1
Significance level α = 0,05
F method was used. This method is accurate for normal data only.
Statistics
95% CI for
Variable N StDev Variance Variances
Loss/hr_H-25 12 11,962 143,086 (71,804; 412,488)
Loss/hr_H-40 17 9,121 83,187 (46,142; 192,684)
Ratio of standard deviations = 1,312
Ratio of variances = 1,720
95% Confidence Intervals
CI for
CI for StDev Variance
Method Ratio Ratio
F (0,766; 2,384) (0,586; 5,684)
Tests
Test
Method DF1 DF2 Statistic P-Value
F 11 16 1,72 0,314
Two-Sample T-Test and CI: Loss/hr_H-25; Loss/hr_H-40
Two-sample T for Loss/hr_H-25 vs Loss/hr_H-40
N Mean StDev SE Mean
Loss/hr_H-25 12 86,0 12,0 3,5
Loss/hr_H-40 17 94,94 9,12 2,2
Difference = μ (Loss/hr_H-25) - μ (Loss/hr_H-40)
Estimate for difference: -8,95
95% CI for difference: (-16,98; -0,93)
T-Test of difference = 0 (vs ≠): T-Value = -2,29 P-Value = 0,030 DF = 27
Both use Pooled StDev = 10,3726
Trabalho de Análise de Dados
24
One-way ANOVA: Loss/hr versus H2O flow (apenas Boopy)
Method
Null hypothesis All means are equal
Alternative hypothesis At least one mean is different
Significance level α = 0,05
Equal variances were assumed for the analysis.
Factor Information
Factor Levels Values
H2O flow 3 200; 250; 300
Analysis of Variance
Source DF Seq SS Contribution Adj SS Adj MS F-Value P-Value
H2O flow 2 496,5 17,01% 496,5 248,24 3,79 0,032
Error 37 2422,4 82,99% 2422,4 65,47
Total 39 2918,9 100,00%
Model Summary
S R-sq R-sq(adj) PRESS R-sq(pred)
8,09141 17,01% 12,52% 2821,79 3,33%
Means
H2O
flow N Mean StDev 95% CI
200 14 46,56 10,85 (42,18; 50,94)
250 13 52,88 6,11 (48,33; 57,43)
300 13 54,69 6,08 (50,14; 59,24)
Pooled StDev = 8,09141
Tukey Pairwise Comparisons
Grouping Information Using the Tukey Method and 95% Confidence
H2O
flow N Mean Grouping
300 13 54,69 A
250 13 52,88 A B
200 14 46,56 B
Means that do not share a letter are significantly different.
Tukey Simultaneous Tests for Differences of Means
Difference Difference SE of Adjusted
of Levels of Means Difference 95% CI T-Value P-Value
250 - 200 6,32 3,12 (-1,28; 13,92) 2,03 0,120
300 - 200 8,13 3,12 ( 0,53; 15,73) 2,61 0,034
300 - 250 1,81 3,17 (-5,93; 9,55) 0,57 0,837
Individual confidence level = 98,04%

Chemical Company
25
One-way ANOVA: Loss/hr versus Line (apenas Boopy)
Method
Null hypothesis All means are equal
Alternative hypothesis At least one mean is different
Significance level α = 0,05
Equal variances were assumed for the analysis.
Factor Information
Factor Levels Values
Line 5 5; 7; 9; 12; 15
Analysis of Variance
Source DF Seq SS Contribution Adj SS Adj MS F-Value P-Value
Line 4 434,3 14,88% 434,3 108,57 1,53 0,215
Error 35 2484,6 85,12% 2484,6 70,99
Total 39 2918,9 100,00%
Model Summary
S R-sq R-sq(adj) PRESS R-sq(pred)
8,42552 14,88% 5,15% 3358,38 0,00%
Means
Line N Mean StDev 95% CI
5 5 45,66 11,90 (38,01; 53,31)
7 10 47,93 10,94 (42,52; 53,34)
9 10 54,58 6,43 (49,17; 59,98)
12 10 53,51 4,05 (48,10; 58,92)
15 5 52,35 8,96 (44,70; 60,00)
Pooled StDev = 8,42552
Trabalho de Análise de Dados
26
One-way ANOVA: Loss/hr versus Operator (apenas Boopy)
Method
Null hypothesis All means are equal
Alternative hypothesis At least one mean is different
Significance level α = 0,05
Equal variances were assumed for the analysis.
Factor Information
Factor Levels Values
Operator 5 John; Mary; Mike; Sam; Sue
Analysis of Variance
Source DF Seq SS Contribution Adj SS Adj MS F-Value P-Value
Operator 4 32,46 1,11% 32,46 8,115 0,10 0,982
Error 35 2886,45 98,89% 2886,45 82,470
Total 39 2918,91 100,00%
Model Summary
S R-sq R-sq(adj) PRESS R-sq(pred)
9,08130 1,11% 0,00% 3770,05 0,00%
Means
Operator N Mean StDev 95% CI
John 8 52,68 8,64 (46,16; 59,20)
Mary 8 50,19 8,87 (43,67; 56,71)
Mike 8 51,62 9,45 (45,10; 58,13)
Sam 8 51,40 10,24 (44,88; 57,92)
Sue 8 50,39 8,06 (43,87; 56,91)
Pooled StDev = 9,08130

Chemical Company
27
One-way ANOVA: Loss/hr versus Vacuum (apenas Boopy)
Method
Null hypothesis All means are equal
Alternative hypothesis At least one mean is different
Significance level α = 0,05
Equal variances were assumed for the analysis.
Factor Information
Factor Levels Values
Vacuum 4 H; L; M; N
Analysis of Variance
Source DF Seq SS Contribution Adj SS Adj MS F-Value P-Value
Vacuum 3 592,2 20,29% 592,2 197,40 3,05 0,041
Error 36 2326,7 79,71% 2326,7 64,63
Total 39 2918,9 100,00%
Model Summary
S R-sq R-sq(adj) PRESS R-sq(pred)
8,03932 20,29% 13,65% 2872,47 1,59%
Means
Vacuum N Mean StDev 95% CI
H 10 52,08 6,73 (46,92; 57,24)
L 10 50,44 11,09 (45,29; 55,60)
M 10 56,63 4,07 (51,47; 61,78)
N 10 45,87 8,58 (40,71; 51,02)
Pooled StDev = 8,03932
Tukey Pairwise Comparisons Grouping Information Using the Tukey Method and 95% Confidence
Vacuum N Mean Grouping
M 10 56,63 A
H 10 52,08 A B
L 10 50,44 A B
N 10 45,87 B
Means that do not share a letter are significantly different.
Tukey Simultaneous Tests for Differences of Means
Difference Difference SE of Adjusted
of Levels of Means Difference 95% CI T-Value P-Value
L - H -1,64 3,60 (-11,32; 8,05) -0,46 0,968
M - H 4,55 3,60 ( -5,14; 14,23) 1,26 0,591
N - H -6,21 3,60 (-15,90; 3,47) -1,73 0,324
M - L 6,18 3,60 ( -3,50; 15,87) 1,72 0,329
N - L -4,58 3,60 (-14,26; 5,11) -1,27 0,586
N - M -10,76 3,60 (-20,45; -1,07) -2,99 0,025
Individual confidence level = 98,93%