tcc gestao cana de aÇucar
TRANSCRIPT
Resumo
Os sistemas logísticos são hoje fundamentais para melhorar a eficiência operacional de usinas decana-de-açúcar, pois atuam na integração de operações agrícolas e industriais. O presente artigoapresenta um estudo do sistema de recepção de cana em uma das maiores usinas do Brasil, a Usina SãoMartinho, localizada na região de Ribeirão Preto, SP. O trabalho foi desenvolvido com o objetivo deanalisar o desempenho desse sistema, compreendido da balança até as moendas, e investigarconfigurações e políticas alternativas para sua operação. Em razão das diversas fontes de incerteza eda complexidade operacional do sistema, o método utilizado teve por base técnicas de simulação discreta.As principais medidas de desempenho avaliadas são relacionadas ao tempo médio em que os veículospermanecem no sistema de recepção e à quantidade média de cana descarregada nas moendas porunidade de tempo.
Palavras-chave: açúcar, sistema de recepção de cana, simulação, logística, agroindústria.
ANÁLISE DO SISTEMA LOGÍSTICO DERECEPÇÃO DE CANA-DE-AÇÚCAR: UM
ESTUDO DE CASO UTILIZANDOSIMULAÇÃO DISCRETA
Ana Paula IannoniReinaldo Morabito
Departamento de Engenharia de Produção,Universidade Federal de São Carlos,
C.P. 676, CEP 13565-905, São Carlos, SP,e-mails: [email protected],
1. Introdução
Principalmente nas últimas décadas, o setoragroindustrial canavieiro iniciou um pro-
cesso de pesquisa e desenvolvimento que garan-
te seu destaque no setor agrícola brasileiro. Asusinas de cana-de-açúcar procuram se adequarao cenário da economia nacional por meio deinovações como a melhor forma de integrar asáreas agrícola e industrial. Segundo Yamada
v.9, n.2, p.107-128, ago. 2002
Iannoni & Morabito – Análise do Sistema Logístico de Recepção de Cana-de-açúcar: Um Estudo de Caso Utilizando...108
(1999), a necessidade da implantação dealternativas de técnicas, equipamentos erecursos que beneficiem o planejamento e ocontrole do processo produtivo ocorre em razãodo aumento de competitividade no setor. Váriasinovações importantes foram relatadas em Eid(1996), destacando-se as relacionadas ao apri-moramento dos sistemas logísticos por meio denovas estratégias gerenciais para o transporte dacana. Os sistemas logísticos são fundamentaispara melhorar a eficiência operacional dasusinas de cana-de-açúcar. Um problemaimportante nesses sistemas é como coordenar osprocessos de corte, carregamento e transporte decana do campo até a área industrial, de maneiraa suprir adequadamente a demanda necessáriana área industrial. Segundo Caixeta et al.(1998), o custo do corte, do carregamento e dotransporte representa 30% do custo de produçãoda cana, e somente o transporte equivale a 12%desse total.
Idealmente, o sistema de recepção, que com-preende operações como pesagem, amostragem,armazenagem intermediária e descarga de cananas moendas, deve operar com um fluxo de canatransportada do campo à usina que permitaalimentação uniforme das moendas. Se talsituação não ocorre, pode haver paradas nasmoendas, o que é altamente prejudicial à usina.No entanto, manter a moenda funcionando comquantidade de cana descarregada insuficientepara alimentá-la pode implicar desperdícios deenergia e aumento de custos. O fluxo ideal decana transportada do campo para a usina podesofrer com algumas variações do ambiente,como clima (em dias chuvosos, o transportesofre as conseqüências das dificuldades dacolheita), localização das frentes de corte(quando a colheita precisa ser feita em áreasmuito distantes da usina) etc. Por outro lado, aociosidade de caminhões no pátio também émotivo de grande preocupação, pelo alto custode investimentos, mão-de-obra e combustível,além da falta que esses caminhões fazem nocampo, pois se não houver caminhões vaziosdisponíveis para receber a cana colhida na frente
de colheita, gera-se ociosidade, envolvendomáquinas e operários. Outro fator relevante éque a cana, quando picada ou inteira (princi-palmente se for queimada), pode se deteriorarcaso permaneça por muito tempo em estoque ouem fila no pátio de descarga.
O presente artigo tem por objeto de estudo osistema de recepção de cana em uma dasmaiores usinas do Brasil, a Usina São Martinho,localizada na região de Ribeirão Preto, SP, comcapacidade de moagem de cerca de 36 mil tone-ladas de cana por dia. O estudo foi realizadocom o objetivo de analisar o desempenho dosistema de recepção de cana, compreendido dabalança até as moendas, e investigar configura-ções e políticas alternativas para operação dessesistema. Em razão das diversas fontes de incerte-za e da complexidade operacional do sistema, ométodo utilizado teve por base técnicas desimulação discreta, utilizando o sofware Arena.As principais medidas de desempenho avaliadasforam relacionadas ao tempo médio de esperados caminhões no sistema de recepção, àquantidade média de cana descarregada, deacordo com a capacidade de moagem da usina, eà taxa de utilização das moendas. São poucos ostrabalhos similares na literatura com foco nosistema de recepção de cana. Alguns trabalhosque utilizaram simulação para analisar sistemasdo setor sucroalcooleiro podem ser encontradosem Yoshizaki (1989), Mathew & Rajendran(1993), Hahn (1994), Lopes (1995) e Yamada(1999). É reconhecida a importância desse setor nointerior do Estado de São Paulo, particularmentenas regiões de Araraquara, Ribeirão Preto e SãoCarlos, onde diversas usinas estão localizadas.
O trabalho está organizado da seguinteforma: a Seção 2 apresenta brevemente o siste-ma de recepção de cana do estudo de caso, aSeção 3 descreve resumidamente o modelo desimulação utilizado e sua validação, a Seção 4analisa os resultados obtidos para a configuraçãooriginal do sistema, a Seção 5 aplica o modelopara analisar configurações alternativas para osistema e a Seção 6 apresenta as conclusões e asperspectivas para pesquisas futuras.
GESTÃO & PRODUÇÃO, v.9, n.2, p.107-128, ago. 2002 109
Convém salientar que o modelo de simulaçãodo presente trabalho é um refinamento domodelo de Iannoni (2000), uma vez querestrições anteriormente não consideradas, porexemplo, a limitação de capacidade das moen-das e a dependência entre pontos de descarga deuma mesma moenda, foram incorporadas nestemodelo.
2. Sistema de recepção de cana
A Usina São Martinho tem tido efetivaparticipação nos processos evolutivos do setorsucroalcooleiro, com investimentos própriosem pesquisas e em meios de modernização,alcançando, assim, altas taxas de produtividadeque a colocam entre as maiores do mundo(Waack et al., 1998). Em particular, o setor detransporte de cana tem representado papel dedestaque no processo de modernização e deinvestimentos em pesquisas dessa usina. Osprincipais problemas estão relacionados à econo-mia de combustíveis, à racionalização da frotae à manutenção do fluxo de cana para alimentaras moendas. Uma das metas a serem atingidas nosistema de transporte é reduzir a ociosidade e otempo de ciclo dos caminhões. O tempo de cicloé compreendido desde a entrada do caminhão nausina, seu descarregamento e sua volta ao campo,seu carregamento no campo, até seu retorno àusina, novamente. Em outras palavras, busca-sea otimização das operações que envolvem essesveículos, cuja ociosidade, nas áreas agrícola eindustrial, resulta em altos custos para a usina.
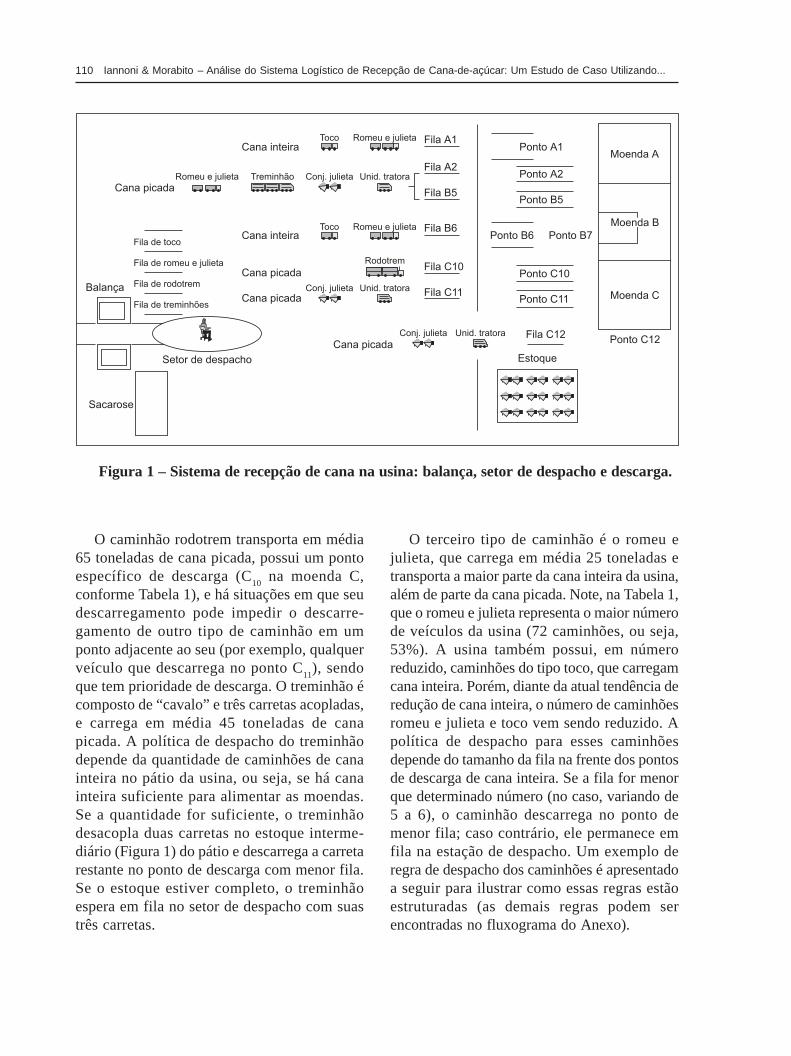
A Figura 1 apresenta resumidamente osistema de recepção de cana na Usina SãoMartinho (trajetória da balança até as moendas).Ao chegarem na usina, os veículos passam pelabalança, onde são coletadas, entre outras informa-ções, o peso e o número do caminhão. Antes deseguirem para o setor de despacho, algunsveículos devem ser sorteados para realizaremamostragem no laboratório de sacarose. Apósreceberem ordem de despacho nesse setor, osveículos seguem para o ponto de descarga eesperam para descarregar nas esteiras das
moendas (descarga) de acordo com a especi-ficidade de cada caminhão e a capacidade damoenda. A ordem de prioridade dos veículos emcada fila está indicada na Figura 1. A usina possuitrês moendas: as moendas A e B moem canainteira e picada, possuem, respectivamente, doise três pontos de descarga (A
1, A
2, B
5, B
6 e B
7)
e
capacidade de moagem de 450 t/h. A moenda Cmoe apenas cana picada, possui três pontos dedescarga (C
10, C
11 e C
12) e capacidade de moagem
de 600 t/h. Após a descarga de cana nas esteirasdas moendas, os veículos retornam ao campopara carregar e reiniciar o ciclo. Se o motoristajulgar necessário, o caminhão deve passar antespelos serviços de manutenção e borracharia,evitando a incidência de problemas mecânicosdurante o transporte fora da usina.
Na Usina São Martinho, na época da pes-quisa de campo, cerca de 30% de toda a canatransportada era do tipo cana inteira e 70%, dotipo picada. Dadas as diferenças técnicas eoperacionais na descarga de cana inteira epicada, a política de despacho de caminhõescarregados no setor de despacho depende dotipo de caminhão, da situação das filas e daquantidade de cana descarregada nos pontos dedescarga. Assim, após identificar os tipos decana e de caminhão, o operador responsávelpelo despacho determina em quais pontos dedescarga determinado veículo pode descarregar.O operador deve saber identificar, pelo númerode veículos em fila nos pontos de descarga epela capacidade das moendas que são abaste-cidas por esses pontos, a quantidade de cana emespera e disponível para ser moída. A decisão dedespacho é realizada de forma que não ocorrafalta ou excesso de cana para alimentar asmoendas.
Há quatro tipos de caminhões (rodotrem,treminhão, romeu e julieta e toco) com caracte-rísticas diferentes, que podem ou não competirpelo mesmo ponto de descarga. A Tabela 1apresenta os tipos de caminhões na Usina SãoMartinho, o número de caminhões de cada tipo,o tipo de cana que transportam e os pontos dedescarga nas moendas por ordem de prioridade.
Iannoni & Morabito – Análise do Sistema Logístico de Recepção de Cana-de-açúcar: Um Estudo de Caso Utilizando...110
O caminhão rodotrem transporta em média65 toneladas de cana picada, possui um pontoespecífico de descarga (C
10 na moenda C,
conforme Tabela 1), e há situações em que seudescarregamento pode impedir o descarre-gamento de outro tipo de caminhão em umponto adjacente ao seu (por exemplo, qualquerveículo que descarrega no ponto C
11), sendo
que tem prioridade de descarga. O treminhão écomposto de “cavalo” e três carretas acopladas,e carrega em média 45 toneladas de canapicada. A política de despacho do treminhãodepende da quantidade de caminhões de canainteira no pátio da usina, ou seja, se há canainteira suficiente para alimentar as moendas.Se a quantidade for suficiente, o treminhãodesacopla duas carretas no estoque interme-diário (Figura 1) do pátio e descarrega a carretarestante no ponto de descarga com menor fila.Se o estoque estiver completo, o treminhãoespera em fila no setor de despacho com suastrês carretas.
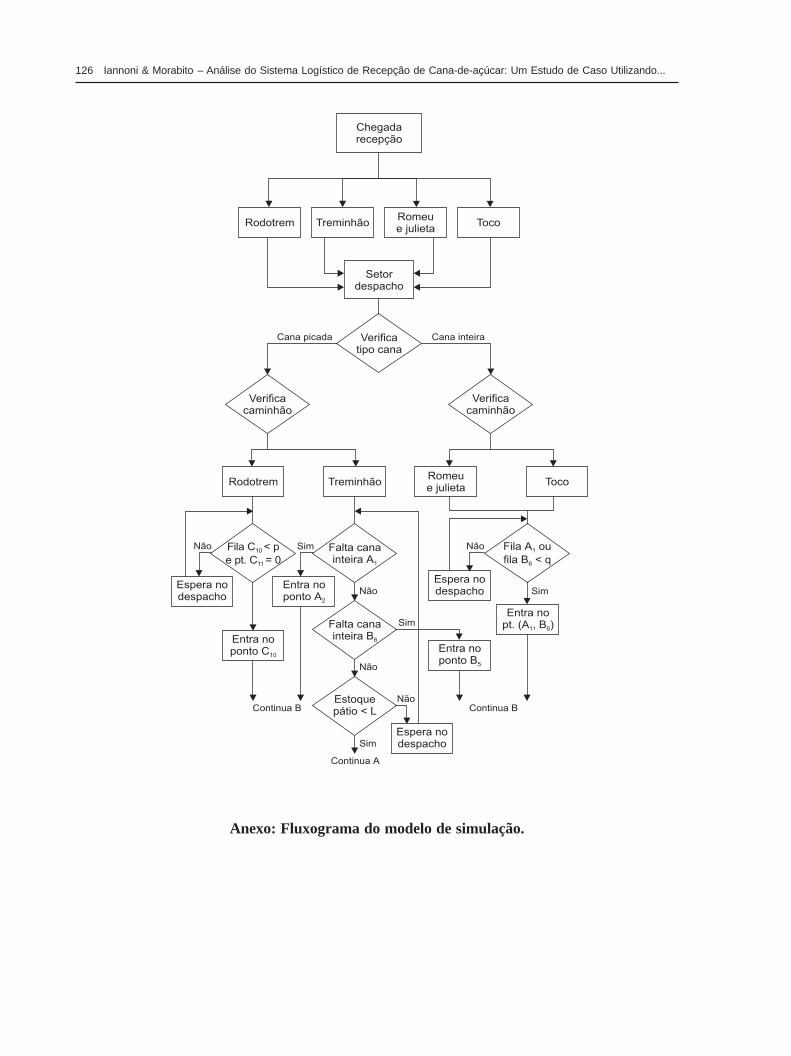
O terceiro tipo de caminhão é o romeu ejulieta, que carrega em média 25 toneladas etransporta a maior parte da cana inteira da usina,além de parte da cana picada. Note, na Tabela 1,que o romeu e julieta representa o maior númerode veículos da usina (72 caminhões, ou seja,53%). A usina também possui, em númeroreduzido, caminhões do tipo toco, que carregamcana inteira. Porém, diante da atual tendência deredução de cana inteira, o número de caminhõesromeu e julieta e toco vem sendo reduzido. Apolítica de despacho para esses caminhõesdepende do tamanho da fila na frente dos pontosde descarga de cana inteira. Se a fila for menorque determinado número (no caso, variando de5 a 6), o caminhão descarrega no ponto demenor fila; caso contrário, ele permanece emfila na estação de despacho. Um exemplo deregra de despacho dos caminhões é apresentadoa seguir para ilustrar como essas regras estãoestruturadas (as demais regras podem serencontradas no fluxograma do Anexo).
Moenda A
Moenda C
Ponto A1
Ponto A2
Ponto B5
Ponto B6 Ponto B7
Ponto C11
Ponto C10
Fila C12Ponto C12
Estoque
Moenda B
Fila C11
Fila C10
Fila B6
Fila B5
Fila A2
Fila A1Cana inteira
Romeu e julietaToco
Treminhão
Cana picada
Rodotrem
Balança
Setor de despacho
Sacarose
Fila de tocoCana inteira
Cana picada
Cana picada
Fila de romeu e julieta
Fila de rodotrem
Fila de treminhões
Cana picada
Romeu e julieta Unid. tratora
Romeu e julietaToco
Conj. julieta
Conj. julieta Unid. tratora
Conj. julieta Unid. tratora
Figura 1 – Sistema de recepção de cana na usina: balança, setor de despacho e descarga.
GESTÃO & PRODUÇÃO, v.9, n.2, p.107-128, ago. 2002 111
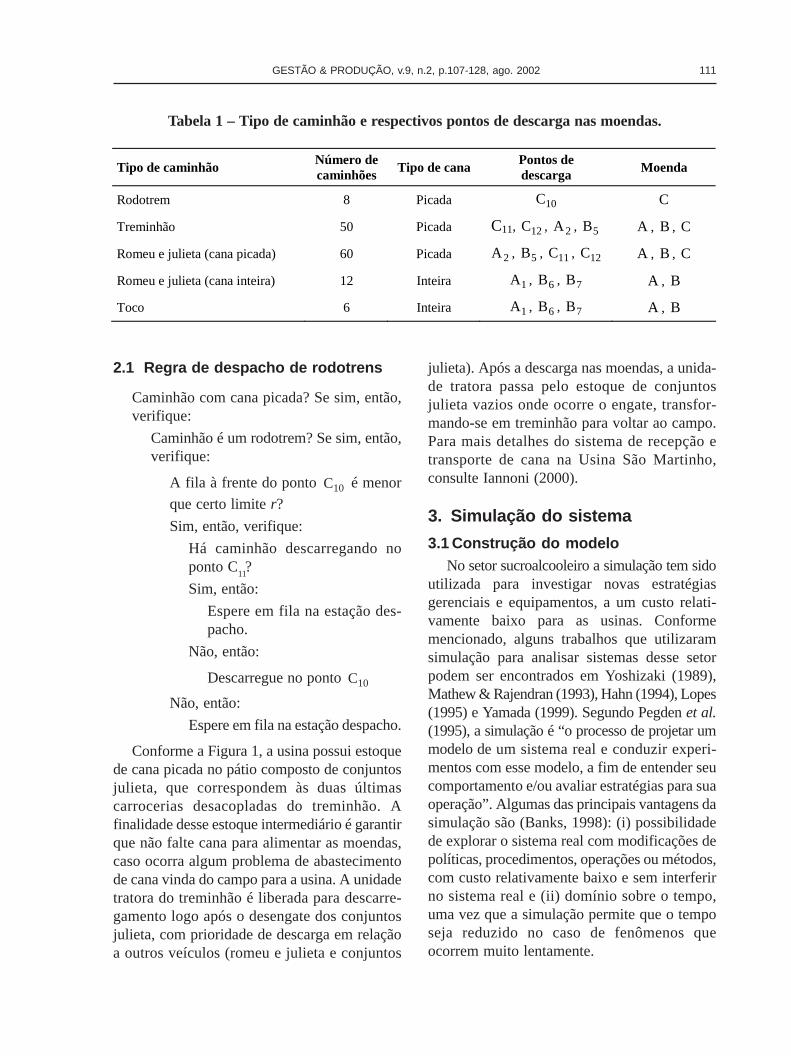
Tabela 1 – Tipo de caminhão e respectivos pontos de descarga nas moendas.
Tipo de caminhão Número de caminhões Tipo de cana
Pontos de descarga Moenda
Rodotrem 8 Picada 10C C
Treminhão 50 Picada C11, 12C , 2A , 5B A , B , C
Romeu e julieta (cana picada) 60 Picada 2A , 5B , 11C , 12C A , B , C
Romeu e julieta (cana inteira) 12 Inteira 1A , 6B , 7B A , B
Toco 6 Inteira 1A , 6B , 7B A , B
2.1 Regra de despacho de rodotrens
Caminhão com cana picada? Se sim, então,verifique:
Caminhão é um rodotrem? Se sim, então,verifique:
A fila à frente do ponto 10C é menor
que certo limite r?
Sim, então, verifique:
Há caminhão descarregando noponto C
11?
Sim, então:
Espere em fila na estação des-pacho.
Não, então:
Descarregue no ponto 10C
Não, então:
Espere em fila na estação despacho.
Conforme a Figura 1, a usina possui estoquede cana picada no pátio composto de conjuntosjulieta, que correspondem às duas últimascarrocerias desacopladas do treminhão. Afinalidade desse estoque intermediário é garantirque não falte cana para alimentar as moendas,caso ocorra algum problema de abastecimentode cana vinda do campo para a usina. A unidadetratora do treminhão é liberada para descarre-gamento logo após o desengate dos conjuntosjulieta, com prioridade de descarga em relaçãoa outros veículos (romeu e julieta e conjuntos
julieta). Após a descarga nas moendas, a unida-de tratora passa pelo estoque de conjuntosjulieta vazios onde ocorre o engate, transfor-mando-se em treminhão para voltar ao campo.Para mais detalhes do sistema de recepção etransporte de cana na Usina São Martinho,consulte Iannoni (2000).
3. Simulação do sistema
3.1 Construção do modeloNo setor sucroalcooleiro a simulação tem sido
utilizada para investigar novas estratégiasgerenciais e equipamentos, a um custo relati-vamente baixo para as usinas. Conformemencionado, alguns trabalhos que utilizaramsimulação para analisar sistemas desse setorpodem ser encontrados em Yoshizaki (1989),Mathew & Rajendran (1993), Hahn (1994), Lopes(1995) e Yamada (1999). Segundo Pegden et al.(1995), a simulação é “o processo de projetar ummodelo de um sistema real e conduzir experi-mentos com esse modelo, a fim de entender seucomportamento e/ou avaliar estratégias para suaoperação”. Algumas das principais vantagens dasimulação são (Banks, 1998): (i) possibilidadede explorar o sistema real com modificações depolíticas, procedimentos, operações ou métodos,com custo relativamente baixo e sem interferirno sistema real e (ii) domínio sobre o tempo,uma vez que a simulação permite que o temposeja reduzido no caso de fenômenos queocorrem muito lentamente.
Iannoni & Morabito – Análise do Sistema Logístico de Recepção de Cana-de-açúcar: Um Estudo de Caso Utilizando...112
Vários simuladores de fácil utilização eacompanhados por animação gráfica dinâmicado sistema estão disponíveis no mercado, entreeles o software Arena, utilizado no presentetrabalho. Outros detalhes sobre o Arena podemser encontrados em Smc (1994), Costa (1997) eKelton et al. (1998).
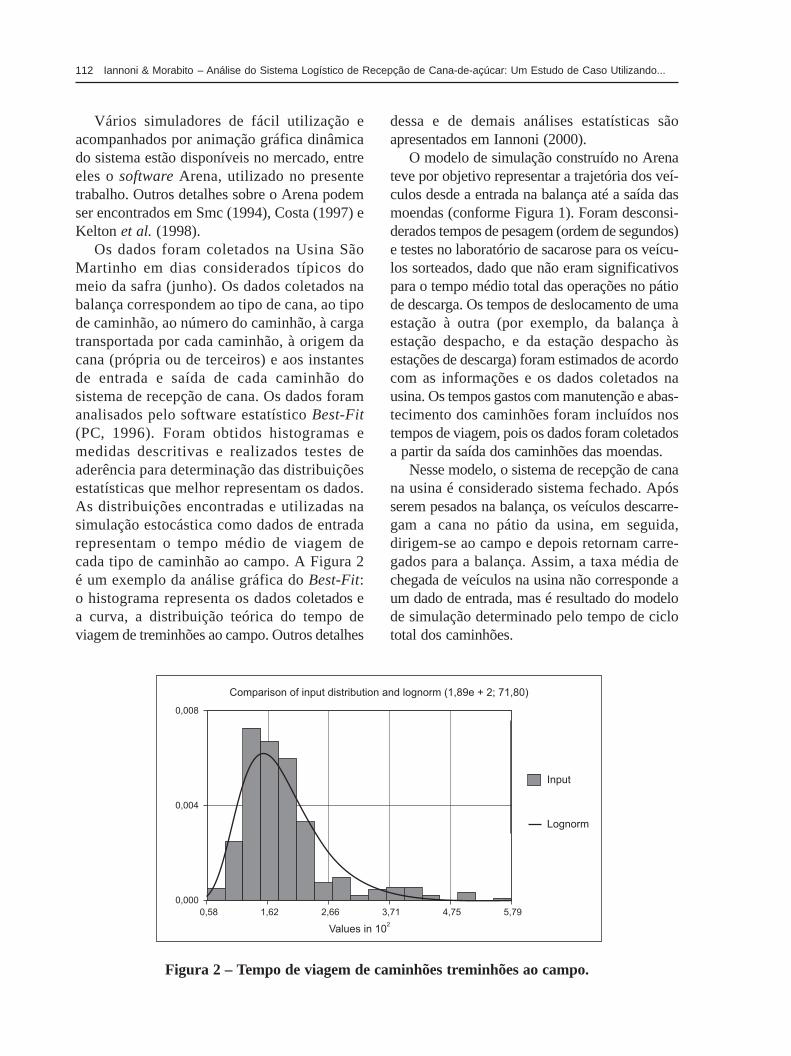
Os dados foram coletados na Usina SãoMartinho em dias considerados típicos domeio da safra (junho). Os dados coletados nabalança correspondem ao tipo de cana, ao tipode caminhão, ao número do caminhão, à cargatransportada por cada caminhão, à origem dacana (própria ou de terceiros) e aos instantesde entrada e saída de cada caminhão dosistema de recepção de cana. Os dados foramanalisados pelo software estatístico Best-Fit(PC, 1996). Foram obtidos histogramas emedidas descritivas e realizados testes deaderência para determinação das distribuiçõesestatísticas que melhor representam os dados.As distribuições encontradas e utilizadas nasimulação estocástica como dados de entradarepresentam o tempo médio de viagem decada tipo de caminhão ao campo. A Figura 2é um exemplo da análise gráfica do Best-Fit:o histograma representa os dados coletados ea curva, a distribuição teórica do tempo deviagem de treminhões ao campo. Outros detalhes
dessa e de demais análises estatísticas sãoapresentados em Iannoni (2000).
O modelo de simulação construído no Arenateve por objetivo representar a trajetória dos veí-culos desde a entrada na balança até a saída dasmoendas (conforme Figura 1). Foram desconsi-derados tempos de pesagem (ordem de segundos)e testes no laboratório de sacarose para os veícu-los sorteados, dado que não eram significativospara o tempo médio total das operações no pátiode descarga. Os tempos de deslocamento de umaestação à outra (por exemplo, da balança àestação despacho, e da estação despacho àsestações de descarga) foram estimados de acordocom as informações e os dados coletados nausina. Os tempos gastos com manutenção e abas-tecimento dos caminhões foram incluídos nostempos de viagem, pois os dados foram coletadosa partir da saída dos caminhões das moendas.
Nesse modelo, o sistema de recepção de canana usina é considerado sistema fechado. Apósserem pesados na balança, os veículos descarre-gam a cana no pátio da usina, em seguida,dirigem-se ao campo e depois retornam carre-gados para a balança. Assim, a taxa média dechegada de veículos na usina não corresponde aum dado de entrada, mas é resultado do modelode simulação determinado pelo tempo de ciclototal dos caminhões.
0,008
0,004
0,000
0,58 1,62 2,66 3,71 4,75 5,79
Input
Lognorm
Comparison of input distribution and lognorm (1,89e + 2; 71,80)
Values in 102
Figura 2 – Tempo de viagem de caminhões treminhões ao campo.
GESTÃO & PRODUÇÃO, v.9, n.2, p.107-128, ago. 2002 113
Esse tempo de ciclo é a soma dos tempos depermanência no sistema de descarga e de viagemao campo, carregamento e retorno à usina.
A partir dos dados coletados e do modelo desimulação, a média de chegada de cada tipo decaminhão pôde ser obtida de duas formas:utilizando (i) uma variável que conta a diferençaentre o instante de chegada de um caminhão e oinstante de chegada de seu antecessor do mesmotipo e (ii) o número de viagens realizadas por tipode caminhão no período considerado.
Inicialmente, os parâmetros utilizados paraas regras de despacho, as quais determinam onúmero-limite em fila e no estoque, respeitaramo que ocorre no sistema em funcionamentonormal. Assim, o modelo foi construído como seas regras de operação fossem respeitadas comrigor, considerando a prioridade dos veículos eas especificidades dos sistemas de descarga.
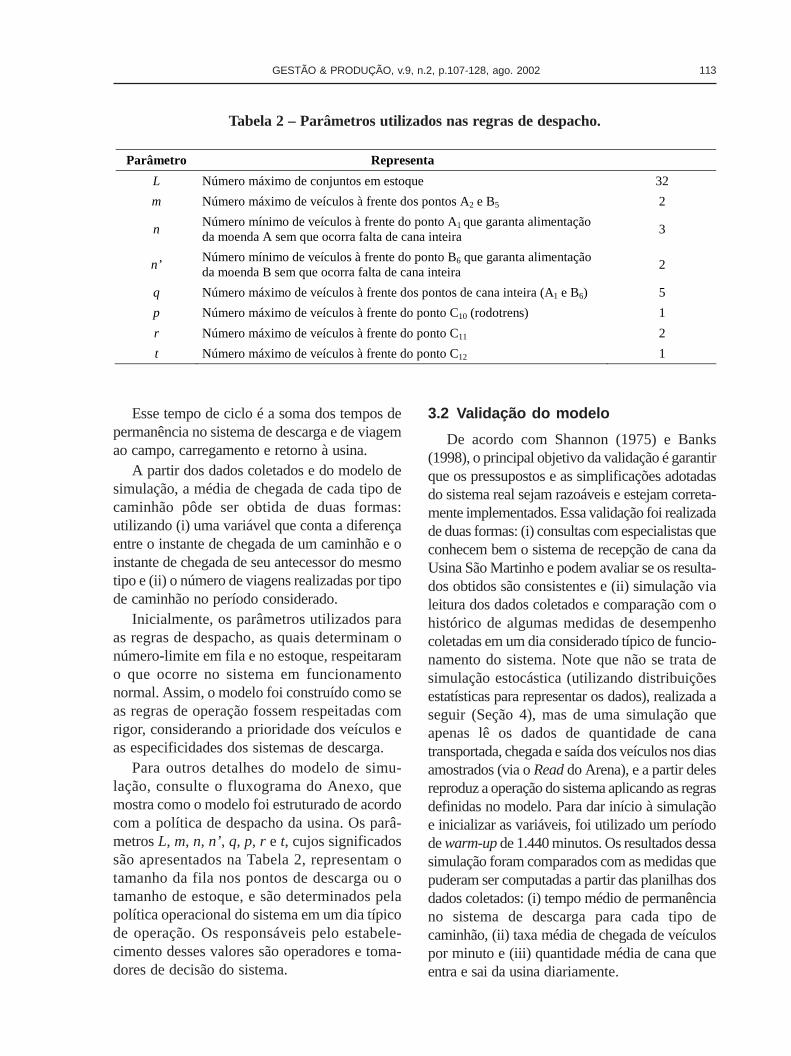
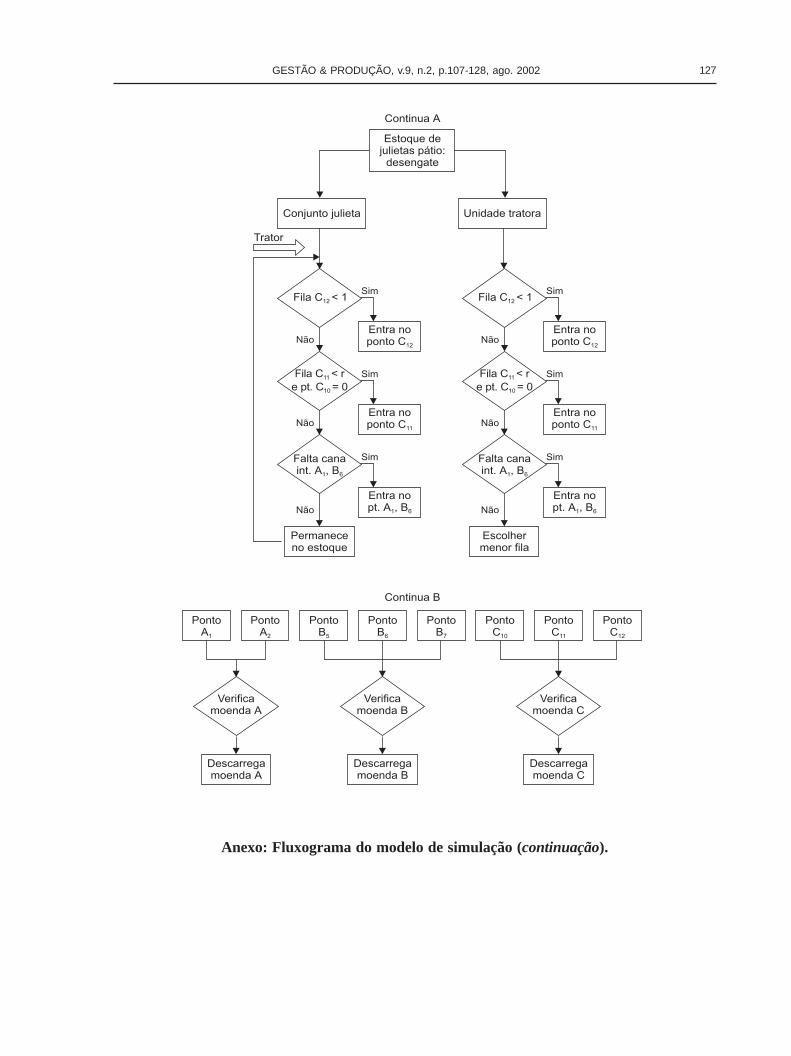
Para outros detalhes do modelo de simu-lação, consulte o fluxograma do Anexo, quemostra como o modelo foi estruturado de acordocom a política de despacho da usina. Os parâ-metros L, m, n, n’, q, p, r e t, cujos significadossão apresentados na Tabela 2, representam otamanho da fila nos pontos de descarga ou otamanho de estoque, e são determinados pelapolítica operacional do sistema em um dia típicode operação. Os responsáveis pelo estabele-cimento desses valores são operadores e toma-dores de decisão do sistema.
3.2 Validação do modelo
De acordo com Shannon (1975) e Banks(1998), o principal objetivo da validação é garantirque os pressupostos e as simplificações adotadasdo sistema real sejam razoáveis e estejam correta-mente implementados. Essa validação foi realizadade duas formas: (i) consultas com especialistas queconhecem bem o sistema de recepção de cana daUsina São Martinho e podem avaliar se os resulta-dos obtidos são consistentes e (ii) simulação vialeitura dos dados coletados e comparação com ohistórico de algumas medidas de desempenhocoletadas em um dia considerado típico de funcio-namento do sistema. Note que não se trata desimulação estocástica (utilizando distribuiçõesestatísticas para representar os dados), realizada aseguir (Seção 4), mas de uma simulação queapenas lê os dados de quantidade de canatransportada, chegada e saída dos veículos nos diasamostrados (via o Read do Arena), e a partir delesreproduz a operação do sistema aplicando as regrasdefinidas no modelo. Para dar início à simulaçãoe inicializar as variáveis, foi utilizado um períodode warm-up de 1.440 minutos. Os resultados dessasimulação foram comparados com as medidas quepuderam ser computadas a partir das planilhas dosdados coletados: (i) tempo médio de permanênciano sistema de descarga para cada tipo decaminhão, (ii) taxa média de chegada de veículospor minuto e (iii) quantidade média de cana queentra e sai da usina diariamente.
Tabela 2 – Parâmetros utilizados nas regras de despacho.
Parâmetro Representa
L Número máximo de conjuntos em estoque 32
m Número máximo de veículos à frente dos pontos A2 e B5 2
n Número mínimo de veículos à frente do ponto A1 que garanta alimentação da moenda A sem que ocorra falta de cana inteira
3
n’ Número mínimo de veículos à frente do ponto B6 que garanta alimentação da moenda B sem que ocorra falta de cana inteira
2
q Número máximo de veículos à frente dos pontos de cana inteira (A1 e B6) 5
p Número máximo de veículos à frente do ponto C10 (rodotrens) 1
r Número máximo de veículos à frente do ponto C11 2
t Número máximo de veículos à frente do ponto C12 1
Iannoni & Morabito – Análise do Sistema Logístico de Recepção de Cana-de-açúcar: Um Estudo de Caso Utilizando...114
O modelo de simulação representa o sistema,considerando que as regras operacionais destesejam executadas de forma contínua pelos ope-radores e pelos equipamentos no processo dedescarga. Porém, na prática, sabe-se que háoutros aspectos que influem na maneira de agirde operadores e tomadores de decisão. Issoocorre principalmente em sistema contínuo ecomplexo, como o sistema de recepção de canada Usina São Martinho, em que podem ocorrer:quebra de máquinas, problemas industriais eagrícolas, interrupções para mudanças das fren-tes de colheita, acidentes que interrompem olivre trânsito de veículos no pátio e muitosoutros. Esses fatores, aliados às simplificaçõesdo modelo comentadas na Seção 3.1, são
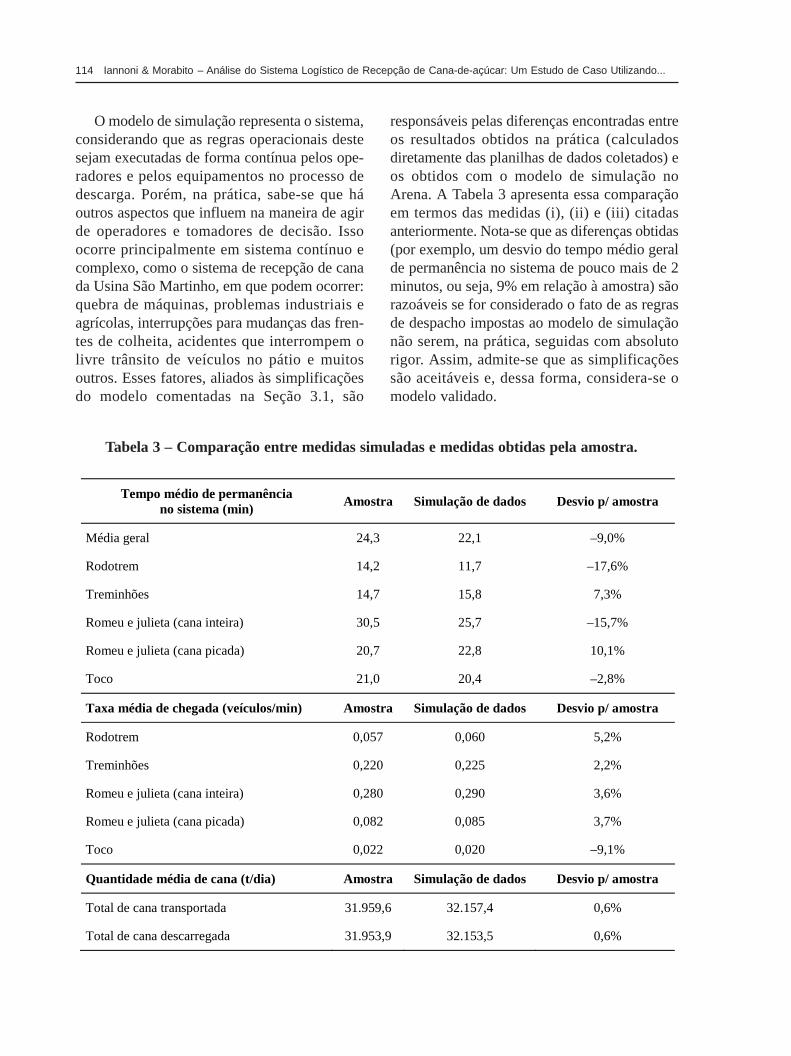
responsáveis pelas diferenças encontradas entreos resultados obtidos na prática (calculadosdiretamente das planilhas de dados coletados) eos obtidos com o modelo de simulação noArena. A Tabela 3 apresenta essa comparaçãoem termos das medidas (i), (ii) e (iii) citadasanteriormente. Nota-se que as diferenças obtidas(por exemplo, um desvio do tempo médio geralde permanência no sistema de pouco mais de 2minutos, ou seja, 9% em relação à amostra) sãorazoáveis se for considerado o fato de as regrasde despacho impostas ao modelo de simulaçãonão serem, na prática, seguidas com absolutorigor. Assim, admite-se que as simplificaçõessão aceitáveis e, dessa forma, considera-se omodelo validado.
Tabela 3 – Comparação entre medidas simuladas e medidas obtidas pela amostra.
Tempo médio de permanência no sistema (min)
Amostra Simulação de dados Desvio p/ amostra
Média geral 24,3 22,1 –9,0%
Rodotrem 14,2 11,7 –17,6%
Treminhões 14,7 15,8 7,3%
Romeu e julieta (cana inteira) 30,5 25,7 –15,7%
Romeu e julieta (cana picada) 20,7 22,8 10,1%
Toco 21,0 20,4 –2,8%
Taxa média de chegada (veículos/min) Amostra Simulação de dados Desvio p/ amostra
Rodotrem 0,057 0,060 5,2%
Treminhões 0,220 0,225 2,2%
Romeu e julieta (cana inteira) 0,280 0,290 3,6%
Romeu e julieta (cana picada) 0,082 0,085 3,7%
Toco 0,022 0,020 –9,1%
Quantidade média de cana (t/dia) Amostra Simulação de dados Desvio p/ amostra
Total de cana transportada 31.959,6 32.157,4 0,6%
Total de cana descarregada 31.953,9 32.153,5 0,6%
GESTÃO & PRODUÇÃO, v.9, n.2, p.107-128, ago. 2002 115
4. Simulação estocástica
4.1 Hipóteses do modelo de simulaçãoestocástica
A simulação estocástica é realizada utilizandodistribuições estatísticas para representar osdados de entrada. Foi analisado um sistema não-terminal, pois no período da safra as operações detransporte e moagem de cana na Usina SãoMartinho ocorrem continuamente durante 24horas, 7 dias por semana. Foi verificado, a partirda análise gráfica dos dados obtidos, que achegada de caminhões na usina não sofre grandesflutuações ao longo do dia. Em um dia típico, semmaiores problemas operacionais, a chegada totalde veículos ocorre de forma razoavelmenteuniforme. Assim, são consideradas as seguinteshipóteses no modelo de simulação estocástica:
1. Trata-se de um sistema fechado em que otempo médio total que os veículos perma-necem no campo (viagem de ida e volta,tempo de espera e processo de carre-gamento na frente de corte de cana) érepresentado por uma distribuição deprobabilidade, para cada tipo de veículo,determinada a partir dos dados coletadosem um dia típico de operações (veja Seção3.2). Considera-se, dessa forma, que, emmédia, a distância entre os talhões decolheita e as condições operacionais decorte, carregamento e transporte se mante-nham no período de safra.
2. O processo de viagem e carregamento nocampo é considerado independente entreos veículos. Portanto, cada veículo perma-nece no campo um tempo determinadopela distribuição de probabilidade, a qualdepende do tipo do veículo. Na prática, hádependência entre os veículos, principal-mente no processo de carregamento. Porexemplo, se quebrar uma máquina emuma frente de colheita, haverá formaçãode filas de veículos fora da usina, oabastecimento de cana será prejudicado eaumentará o tempo de ciclo externo dosveículos que se dirigem para aquela frente.
3. O tempo de moagem depende da capa-cidade de cada moenda e da cargatransportada por veículo. Considera-seque as moendas possam operar com totalcapacidade sem interrupções. Na prática,as interrupções na moagem não ocorremcom freqüência significativa, pois umaparada nas moendas pode resultar emsérios problemas para a produção contínuade açúcar e álcool.
4.2 Cálculo da fase transiente e dotempo total de simulação
Para calcular a fase transiente da simulaçãoestocástica foi utilizada a ferramenta OutPutAnalyser, que é parte do Arena. Essa ferramentafornece o gráfico da média móvel dos dadosobtidos em uma longa rodada de simulação (porexemplo, 20 dias). Por meio da análise dessegráfico, pode-se determinar o período transiente.Realizando esse procedimento para as principaismedidas dessa simulação, concluiu-se que otempo de fase transiente deve ser de 3.000 minu-tos (50 horas).
Para determinar o tempo da simulação utilizou-se o Método de Loteamento (Law & Kelton, 1991;Pegden et al., 1995). Por esse método, o OutPutAnalyser realiza os procedimentos estatísticosnecessários, calculando a correlação paradiferentes tamanhos de lote e realizando oloteamento a partir da determinação do número deobservações de cada lote que garanta correlaçãopróxima de zero entre estes.
Para determinar o tempo dessa simulação foiescolhida uma medida como resultado dasimulação (no caso, o tempo médio de perma-nência em estoque) que apresenta maior correla-ção entre as observações de lotes. Assim, onúmero de observações de cada lote garantecorrelação próxima de zero para esta e para asdemais medidas.
O tempo da simulação foi determinado daseguinte forma: sejam n o número de observaçõesem cada lote, m o número de lotes paradeterminar o intervalo de confiança, T
t o tempo
total de simulação e Ts o tempo de fase transiente.
Iannoni & Morabito – Análise do Sistema Logístico de Recepção de Cana-de-açúcar: Um Estudo de Caso Utilizando...116
Pelo cálculo de correlação verificou-se queesta é muito próxima de zero para lotes com n =40 observações. De acordo com Pedgen et al.(1995), o número n deve ser multiplicado por 10(coeficiente de segurança), ou seja, n passa a ser400 observações. Considera-se m = 20 represen-tando o número de lotes. No caso da medidatempo médio de permanência em estoque, háuma observação a cada 7,03 minutos. Dessaforma, o tempo total de simulação T
t é dado pela
seguinte regra de três:
20 lotes x 400 observações (m x n)
y minutos
1 observação 7,03 minutos
Logo, y = 56.240 minutos; Tt = TS + y = 3.000 + + 56.240 = 59.240 minutos = 987,33 horas
O tempo computacional para realizar asimulação estocástica foi de 3,17 minutos emum microcomputador Pentium II-345 MH
Z. No
OutPut Analyser foi calculado o intervalo deconfiança de cada medida analisada. Osresultados dessa simulação podem ser com-parados com os valores obtidos da amostra, porexemplo, o tempo médio de permanência nosistema para os caminhões em geral e o total decana descarregada em média por dia são 21,5min e 34.009,7 t, ou seja, apresentam desviosde –11,5% e 6,4%, respectivamente, em relaçãoaos da amostra (24,3 min e 31.953,9 t, conformeTabela 3). Os resultados mostram que a simu-lação estocástica, por ser analisada durante umperíodo contínuo (vários dias), considerando assimplificações e as hipóteses comentadas ante-riormente, e em razão de seu caráter aleatório,traz alguns desvios em relação aos resultadosmédios de dados de um dia típico de operação(amostra). Apesar disso, são aceitáveis e podemser utilizados para medir o desempenho dosistema.
4.3 Escolha de medidas de desempenhoe resultados obtidos
Como um dos objetivos deste trabalho écomparar as medidas analisadas no cenáriooriginal com as de outros cenários alternativos,
o fato de haver muitas medidas de desempenhocomo resultados da simulação estocásticadificulta a comparação. É necessário encontrarmedidas de desempenho mais agregadas quepossibilitem apontar a alternativa que apresentao melhor desempenho ou se nas alternativastestadas há uma que possa superar o desem-penho do sistema original.
As medidas consideradas importantes pelostomadores de decisão da Usina São Martinhoestão relacionadas principalmente aos temposmédios de espera dos caminhões no pátio dausina. Isso porque nesses tempos poderiam estarsendo utilizados na rodovia ou no campocarregando cana. O aumento da utilização médiados caminhões poderia implicar redução da frota,do número de motoristas, do consumo de com-bustível etc. Mas o custo de espera para cada tipode caminhão não pode ser relacionado apenas aotempo de espera; também é necessário considerarque cada caminhão tem uma taxa média dechegada e transporta determinada quantidademédia de cana. Assim, os caminhões devem tercustos diferenciados para uma unidade de tempode espera média no pátio. Por exemplo, não sepode considerar que o custo de um minuto deespera de um rodotrem (capacidade média de 65t) seja o mesmo que o de um romeu e julieta(capacidade média de 25 t).
Diante dessas considerações, uma medidainteressante para analisar o desempenho dosistema de recepção de cana na usina é relacionaro tempo médio de espera de cada caminhão comsua taxa média de chegada no sistema e a quan-tidade média de cana transportada por viagem.Dessa forma, deve ser medida a quantidademédia de cana em espera nas filas ao longo dotempo. A comparação dos cenários testados tempor objetivo encontrar aquele que apresente omínimo valor dessa medida.
A quantidade média de cana em espera nasfilas, Q
i, para cada tipo de caminhão, i, pode ser
calculada por:
Qi = W
iλ
iq
i, em que:
Wi = tempo médio de espera no sistema para o
caminhão do tipo i (unidade de tempo);
GESTÃO & PRODUÇÃO, v.9, n.2, p.107-128, ago. 2002 117
λi = taxa de chegada do caminhão do tipo i no
sistema (caminhões por unidade de tempo);
qi = quantidade média de cana transportada
pelo caminhão do tipo i (quantidade decana por caminhão).
Em cada possível configuração do sistema, essamedida é calculada para todos os caminhões,obtendo, assim, o valor da quantidade total de canaem espera nas filas:
∑=i
iQQ
que serve de base para a escolha da melhoralternativa. Outra medida importante a serconsiderada na avaliação do desempenho dosistema é a quantidade média de cana descarre-gada por dia, sendo que a usina possui certacapacidade de moagem que deve ser respeitada.No caso da Usina São Martinho, essa capaci-dade é de 36.000 t/dia (mais de 1.000 viagens decaminhões por dia).
Portanto, os cenários que se aproximam maisda capacidade máxima de moagem apresentammelhor desempenho, pois a política de despacho
utilizada resulta em melhor aproveitamento dacapacidade das moendas.
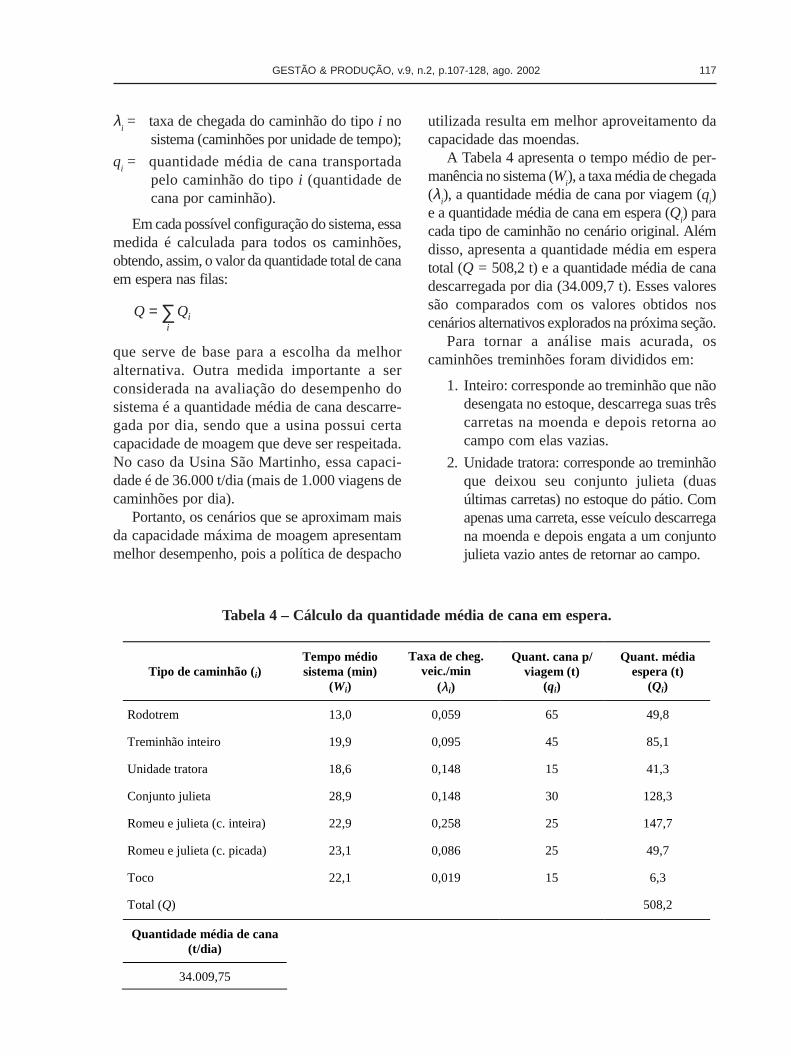
A Tabela 4 apresenta o tempo médio de per-manência no sistema (W
i), a taxa média de chegada
(λi), a quantidade média de cana por viagem (q
i)
e a quantidade média de cana em espera (Qi) para
cada tipo de caminhão no cenário original. Alémdisso, apresenta a quantidade média em esperatotal (Q = 508,2 t) e a quantidade média de canadescarregada por dia (34.009,7 t). Esses valoressão comparados com os valores obtidos noscenários alternativos explorados na próxima seção.
Para tornar a análise mais acurada, oscaminhões treminhões foram divididos em:
1. Inteiro: corresponde ao treminhão que nãodesengata no estoque, descarrega suas trêscarretas na moenda e depois retorna aocampo com elas vazias.
2. Unidade tratora: corresponde ao treminhãoque deixou seu conjunto julieta (duasúltimas carretas) no estoque do pátio. Comapenas uma carreta, esse veículo descarregana moenda e depois engata a um conjuntojulieta vazio antes de retornar ao campo.
Tabela 4 – Cálculo da quantidade média de cana em espera.
Tipo de caminhão (i) Tempo médio sistema (min)
(Wi)
Taxa de cheg. veic./min
(λ i)
Quant. cana p/ viagem (t)
(qi)
Quant. média espera (t)
(Qi)
Rodotrem 13,0 0,059 65 49,8
Treminhão inteiro 19,9 0,095 45 85,1
Unidade tratora 18,6 0,148 15 41,3
Conjunto julieta 28,9 0,148 30 128,3
Romeu e julieta (c. inteira) 22,9 0,258 25 147,7
Romeu e julieta (c. picada) 23,1 0,086 25 49,7
Toco 22,1 0,019 15 6,3
Total (Q) 508,2
Quantidade média de cana (t/dia)
34.009,75
Iannoni & Morabito – Análise do Sistema Logístico de Recepção de Cana-de-açúcar: Um Estudo de Caso Utilizando...118
3. Conjunto julieta: corresponde ao conjuntodas duas carretas cheias deixadas no estoquedo pátio, as quais são depois rebocadas portratores para descarregamento na moenda.
Os tempos médios de permanência no sistemade treminhões inteiros e de unidades tratoras sãobem próximos (19,9 e 18,6 min, respecti-vamente), mesmo sendo o treminhão inteiro umveículo três vezes maior que a unidade tratora.Isso porque os treminhões inteiros descarregamsem desengatar somente se o sistema estivervazio, ou seja, com pouca cana no pátio paraabastecer a moenda. Como precisam serrapidamente despachados para abastecer asmoendas, esses veículos apresentam, em média,maior tempo de processamento e menor tempo defila do que os demais (pois não “entram” nosistema quando há congestionamento).
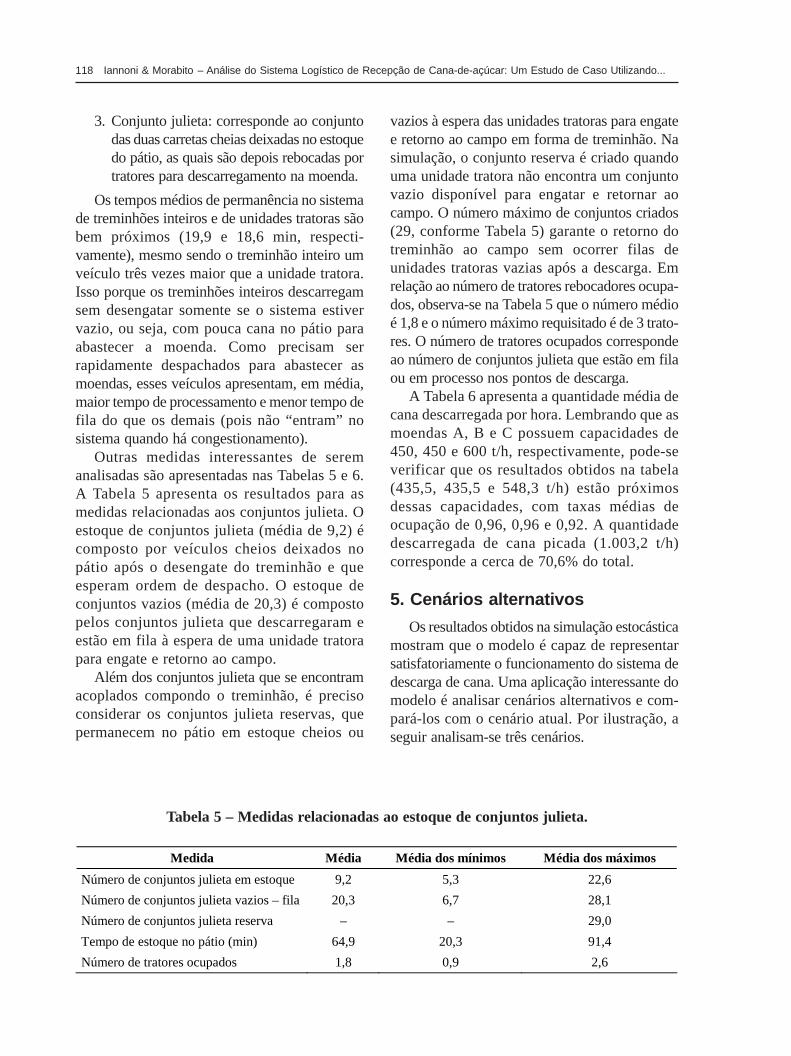
Outras medidas interessantes de seremanalisadas são apresentadas nas Tabelas 5 e 6.A Tabela 5 apresenta os resultados para asmedidas relacionadas aos conjuntos julieta. Oestoque de conjuntos julieta (média de 9,2) écomposto por veículos cheios deixados nopátio após o desengate do treminhão e queesperam ordem de despacho. O estoque deconjuntos vazios (média de 20,3) é compostopelos conjuntos julieta que descarregaram eestão em fila à espera de uma unidade tratorapara engate e retorno ao campo.
Além dos conjuntos julieta que se encontramacoplados compondo o treminhão, é precisoconsiderar os conjuntos julieta reservas, quepermanecem no pátio em estoque cheios ou
vazios à espera das unidades tratoras para engatee retorno ao campo em forma de treminhão. Nasimulação, o conjunto reserva é criado quandouma unidade tratora não encontra um conjuntovazio disponível para engatar e retornar aocampo. O número máximo de conjuntos criados(29, conforme Tabela 5) garante o retorno dotreminhão ao campo sem ocorrer filas deunidades tratoras vazias após a descarga. Emrelação ao número de tratores rebocadores ocupa-dos, observa-se na Tabela 5 que o número médioé 1,8 e o número máximo requisitado é de 3 trato-res. O número de tratores ocupados correspondeao número de conjuntos julieta que estão em filaou em processo nos pontos de descarga.
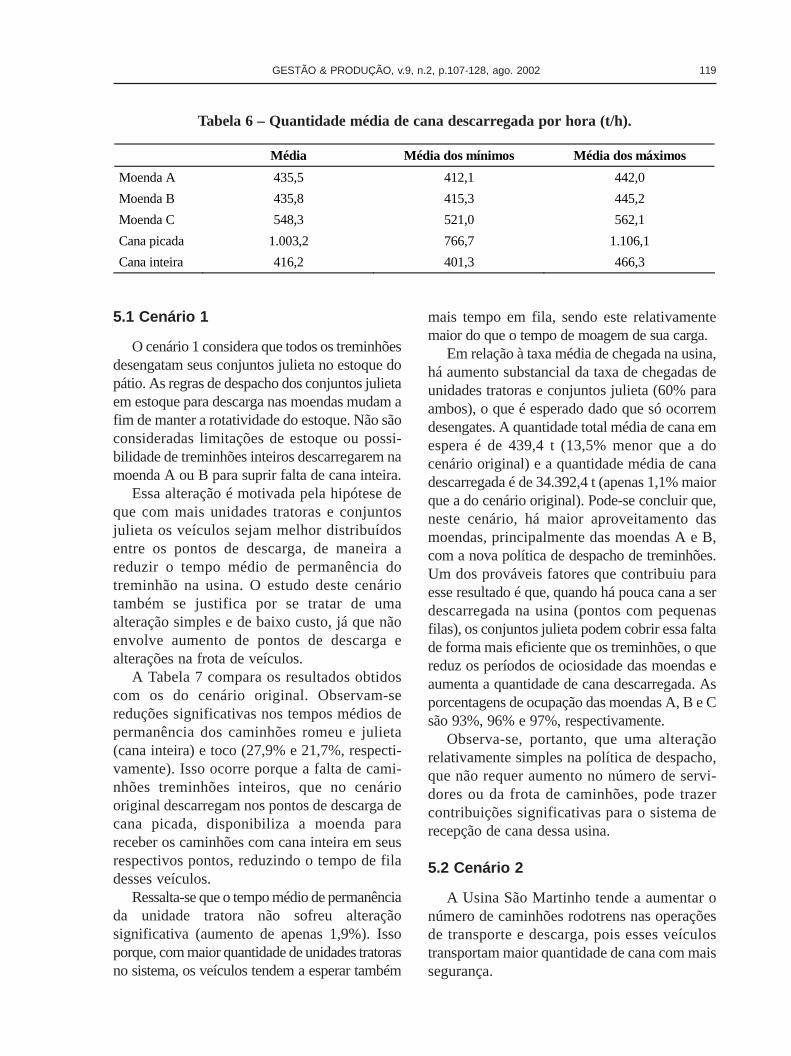
A Tabela 6 apresenta a quantidade média decana descarregada por hora. Lembrando que asmoendas A, B e C possuem capacidades de450, 450 e 600 t/h, respectivamente, pode-severificar que os resultados obtidos na tabela(435,5, 435,5 e 548,3 t/h) estão próximosdessas capacidades, com taxas médias deocupação de 0,96, 0,96 e 0,92. A quantidadedescarregada de cana picada (1.003,2 t/h)corresponde a cerca de 70,6% do total.
5. Cenários alternativos
Os resultados obtidos na simulação estocásticamostram que o modelo é capaz de representarsatisfatoriamente o funcionamento do sistema dedescarga de cana. Uma aplicação interessante domodelo é analisar cenários alternativos e com-pará-los com o cenário atual. Por ilustração, aseguir analisam-se três cenários.
Tabela 5 – Medidas relacionadas ao estoque de conjuntos julieta.
Medida Média Média dos mínimos Média dos máximos
Número de conjuntos julieta em estoque 9,2 5,3 22,6
Número de conjuntos julieta vazios – fila 20,3 6,7 28,1
Número de conjuntos julieta reserva – – 29,0
Tempo de estoque no pátio (min) 64,9 20,3 91,4
Número de tratores ocupados 1,8 0,9 2,6
GESTÃO & PRODUÇÃO, v.9, n.2, p.107-128, ago. 2002 119
5.1 Cenário 1
O cenário 1 considera que todos os treminhõesdesengatam seus conjuntos julieta no estoque dopátio. As regras de despacho dos conjuntos julietaem estoque para descarga nas moendas mudam afim de manter a rotatividade do estoque. Não sãoconsideradas limitações de estoque ou possi-bilidade de treminhões inteiros descarregarem namoenda A ou B para suprir falta de cana inteira.
Essa alteração é motivada pela hipótese deque com mais unidades tratoras e conjuntosjulieta os veículos sejam melhor distribuídosentre os pontos de descarga, de maneira areduzir o tempo médio de permanência dotreminhão na usina. O estudo deste cenáriotambém se justifica por se tratar de umaalteração simples e de baixo custo, já que nãoenvolve aumento de pontos de descarga ealterações na frota de veículos.
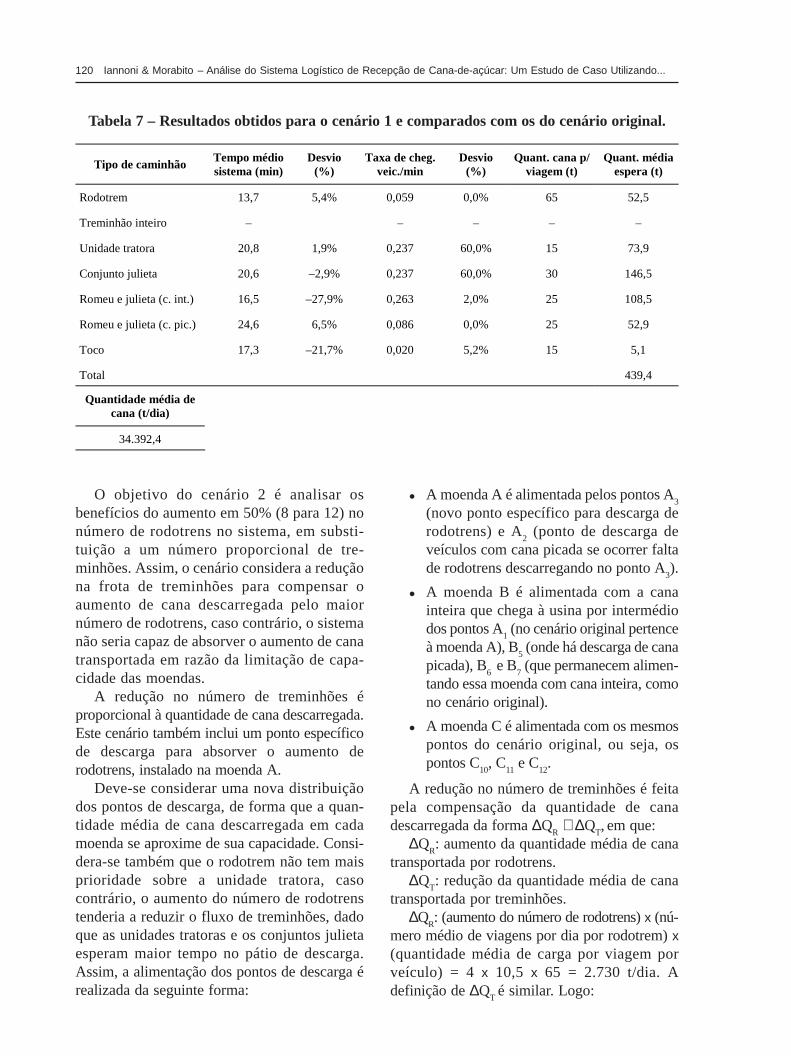
A Tabela 7 compara os resultados obtidoscom os do cenário original. Observam-sereduções significativas nos tempos médios depermanência dos caminhões romeu e julieta(cana inteira) e toco (27,9% e 21,7%, respecti-vamente). Isso ocorre porque a falta de cami-nhões treminhões inteiros, que no cenáriooriginal descarregam nos pontos de descarga decana picada, disponibiliza a moenda parareceber os caminhões com cana inteira em seusrespectivos pontos, reduzindo o tempo de filadesses veículos.
Ressalta-se que o tempo médio de permanênciada unidade tratora não sofreu alteraçãosignificativa (aumento de apenas 1,9%). Issoporque, com maior quantidade de unidades tratorasno sistema, os veículos tendem a esperar também
mais tempo em fila, sendo este relativamentemaior do que o tempo de moagem de sua carga.
Em relação à taxa média de chegada na usina,há aumento substancial da taxa de chegadas deunidades tratoras e conjuntos julieta (60% paraambos), o que é esperado dado que só ocorremdesengates. A quantidade total média de cana emespera é de 439,4 t (13,5% menor que a docenário original) e a quantidade média de canadescarregada é de 34.392,4 t (apenas 1,1% maiorque a do cenário original). Pode-se concluir que,neste cenário, há maior aproveitamento dasmoendas, principalmente das moendas A e B,com a nova política de despacho de treminhões.Um dos prováveis fatores que contribuiu paraesse resultado é que, quando há pouca cana a serdescarregada na usina (pontos com pequenasfilas), os conjuntos julieta podem cobrir essa faltade forma mais eficiente que os treminhões, o quereduz os períodos de ociosidade das moendas eaumenta a quantidade de cana descarregada. Asporcentagens de ocupação das moendas A, B e Csão 93%, 96% e 97%, respectivamente.
Observa-se, portanto, que uma alteraçãorelativamente simples na política de despacho,que não requer aumento no número de servi-dores ou da frota de caminhões, pode trazercontribuições significativas para o sistema derecepção de cana dessa usina.
5.2 Cenário 2
A Usina São Martinho tende a aumentar onúmero de caminhões rodotrens nas operaçõesde transporte e descarga, pois esses veículostransportam maior quantidade de cana com maissegurança.
Tabela 6 – Quantidade média de cana descarregada por hora (t/h).
Média Média dos mínimos Média dos máximos
Moenda A 435,5 412,1 442,0
Moenda B 435,8 415,3 445,2
Moenda C 548,3 521,0 562,1
Cana picada 1.003,2 766,7 1.106,1
Cana inteira 416,2 401,3 466,3
Iannoni & Morabito – Análise do Sistema Logístico de Recepção de Cana-de-açúcar: Um Estudo de Caso Utilizando...120
O objetivo do cenário 2 é analisar osbenefícios do aumento em 50% (8 para 12) nonúmero de rodotrens no sistema, em substi-tuição a um número proporcional de tre-minhões. Assim, o cenário considera a reduçãona frota de treminhões para compensar oaumento de cana descarregada pelo maiornúmero de rodotrens, caso contrário, o sistemanão seria capaz de absorver o aumento de canatransportada em razão da limitação de capa-cidade das moendas.
A redução no número de treminhões éproporcional à quantidade de cana descarregada.Este cenário também inclui um ponto específicode descarga para absorver o aumento derodotrens, instalado na moenda A.
Deve-se considerar uma nova distribuiçãodos pontos de descarga, de forma que a quan-tidade média de cana descarregada em cadamoenda se aproxime de sua capacidade. Consi-dera-se também que o rodotrem não tem maisprioridade sobre a unidade tratora, casocontrário, o aumento do número de rodotrenstenderia a reduzir o fluxo de treminhões, dadoque as unidades tratoras e os conjuntos julietaesperam maior tempo no pátio de descarga.Assim, a alimentação dos pontos de descarga érealizada da seguinte forma:
� A moenda A é alimentada pelos pontos A3
(novo ponto específico para descarga derodotrens) e A
2 (ponto de descarga de
veículos com cana picada se ocorrer faltade rodotrens descarregando no ponto A
3).
� A moenda B é alimentada com a canainteira que chega à usina por intermédiodos pontos A
1 (no cenário original pertence
à moenda A), B5 (onde há descarga de cana
picada), B6 e B
7 (que permanecem alimen-
tando essa moenda com cana inteira, comono cenário original).
� A moenda C é alimentada com os mesmospontos do cenário original, ou seja, ospontos C
10, C
11 e C
12.
A redução no número de treminhões é feitapela compensação da quantidade de canadescarregada da forma ∆Q
R ≅ ∆ Q
T, em que:
∆QR: aumento da quantidade média de cana
transportada por rodotrens.∆Q
T: redução da quantidade média de cana
transportada por treminhões.∆Q
R: (aumento do número de rodotrens) x (nú-
mero médio de viagens por dia por rodotrem) x(quantidade média de carga por viagem porveículo) = 4 x 10,5 x 65 = 2.730 t/dia. Adefinição de ∆Q
T é similar. Logo:
Tipo de caminhão Tempo médio sistema (min)
Desvio (%)
Taxa de cheg. veic./min
Desvio (%)
Quant. cana p/ viagem (t)
Quant. média espera (t)
Rodotrem 13,7 5,4% 0,059 0,0% 65 52,5
Treminhão inteiro – – – – –
Unidade tratora 20,8 1,9% 0,237 60,0% 15 73,9
Conjunto julieta 20,6 –2,9% 0,237 60,0% 30 146,5
Romeu e julieta (c. int.) 16,5 –27,9% 0,263 2,0% 25 108,5
Romeu e julieta (c. pic.) 24,6 6,5% 0,086 0,0% 25 52,9
Toco 17,3 –21,7% 0,020 5,2% 15 5,1
Total 439,4
Quantidade média de cana (t/dia)
34.392,4
Tabela 7 – Resultados obtidos para o cenário 1 e comparados com os do cenário original.
GESTÃO & PRODUÇÃO, v.9, n.2, p.107-128, ago. 2002 121
Redução do número de treminhões ≅ ∆QT
/(número médio de viagens por dia por treminhão)/(quantidade de cana por viagem por treminhão) ≅
2.730
45 7,26 8,36
×= , ou seja, 9 treminhões.
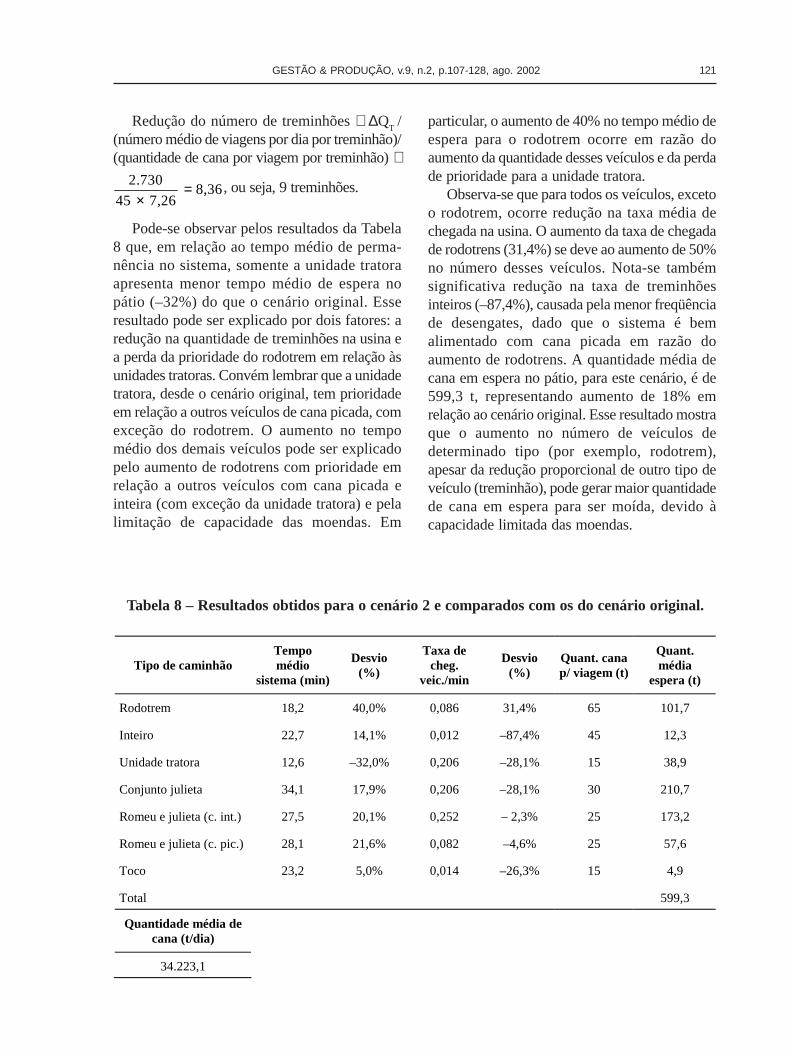
Pode-se observar pelos resultados da Tabela8 que, em relação ao tempo médio de perma-nência no sistema, somente a unidade tratoraapresenta menor tempo médio de espera nopátio (–32%) do que o cenário original. Esseresultado pode ser explicado por dois fatores: aredução na quantidade de treminhões na usina ea perda da prioridade do rodotrem em relação àsunidades tratoras. Convém lembrar que a unidadetratora, desde o cenário original, tem prioridadeem relação a outros veículos de cana picada, comexceção do rodotrem. O aumento no tempomédio dos demais veículos pode ser explicadopelo aumento de rodotrens com prioridade emrelação a outros veículos com cana picada einteira (com exceção da unidade tratora) e pelalimitação de capacidade das moendas. Em
particular, o aumento de 40% no tempo médio deespera para o rodotrem ocorre em razão doaumento da quantidade desses veículos e da perdade prioridade para a unidade tratora.
Observa-se que para todos os veículos, excetoo rodotrem, ocorre redução na taxa média dechegada na usina. O aumento da taxa de chegadade rodotrens (31,4%) se deve ao aumento de 50%no número desses veículos. Nota-se tambémsignificativa redução na taxa de treminhõesinteiros (–87,4%), causada pela menor freqüênciade desengates, dado que o sistema é bemalimentado com cana picada em razão doaumento de rodotrens. A quantidade média decana em espera no pátio, para este cenário, é de599,3 t, representando aumento de 18% emrelação ao cenário original. Esse resultado mostraque o aumento no número de veículos dedeterminado tipo (por exemplo, rodotrem),apesar da redução proporcional de outro tipo deveículo (treminhão), pode gerar maior quantidadede cana em espera para ser moída, devido àcapacidade limitada das moendas.
Tabela 8 – Resultados obtidos para o cenário 2 e comparados com os do cenário original.
Tipo de caminhão Tempo médio
sistema (min)
Desvio (%)
Taxa de cheg.
veic./min
Desvio (%)
Quant. cana p/ viagem (t)
Quant. média
espera (t)
Rodotrem 18,2 40,0% 0,086 31,4% 65 101,7
Inteiro 22,7 14,1% 0,012 –87,4% 45 12,3
Unidade tratora 12,6 –32,0% 0,206 –28,1% 15 38,9
Conjunto julieta 34,1 17,9% 0,206 –28,1% 30 210,7
Romeu e julieta (c. int.) 27,5 20,1% 0,252 – 2,3% 25 173,2
Romeu e julieta (c. pic.) 28,1 21,6% 0,082 –4,6% 25 57,6
Toco 23,2 5,0% 0,014 –26,3% 15 4,9
Total 599,3
Quantidade média de cana (t/dia)
34.223,1
Iannoni & Morabito – Análise do Sistema Logístico de Recepção de Cana-de-açúcar: Um Estudo de Caso Utilizando...122
A quantidade média de cana descarregada pordia para este cenário (34.223,1 t) é 0,6% maior doque no cenário original. As porcentagens deocupação das moendas A, B e C passam a ser de94,9%, 95,6% e 93,4%, respectivamente.
5.3 Cenário 3
No sistema de transporte de cana na Usina SãoMartinho, 30% da cana transportada é inteira. Asusinas que estão aprimorando seus sistemas decolheita e implantando a mecanização, como areferida usina, apresentam tendência à substi-tuição da cana inteira pela picada. Na Usina SãoMartinho essa substituição tende a ocorrer deforma gradativa. O objetivo do cenário 3 é ana-lisar os benefícios do aumento de 50% (de 8 para12) no número de rodotrens em substituição a umnúmero proporcional de caminhões romeu ejulieta. Este cenário também inclui um pontoespecífico de descarga instalado na moenda Apara absorver o aumento de rodotrens. Note quea diferença em relação ao cenário anterior é aredução da frota de romeu e julieta (cana inteira),em vez da de treminhões (cana picada). Damesma forma que no cenário anterior, estecenário considera uma nova distribuição dospontos de descarga em relação ao cenáriooriginal, para que o desbalanceamento da cargade trabalho nas moendas seja reduzido e suacapacidade seja melhor aproveitada. Assim:
� A moenda A é alimentada pelos pontos A3
(novo ponto específico para descarga derodotrens), A
2 (ponto de descarga de veí-
culos com cana picada se ocorrer falta derodotrens descarregando no ponto A
3) e A
1
(que descarrega cana inteira).
� A moenda B é alimentada com a canainteira que chega na usina por intermédiodos pontos B
5 (onde descarregam
caminhões com cana picada), B6 e B
7 (que
permanecem alimentando a moenda comcana inteira como no cenário original).
� A moenda C é alimentada com os mesmospontos do cenário original, ou seja, pontosC
10, C
11 e C
12.
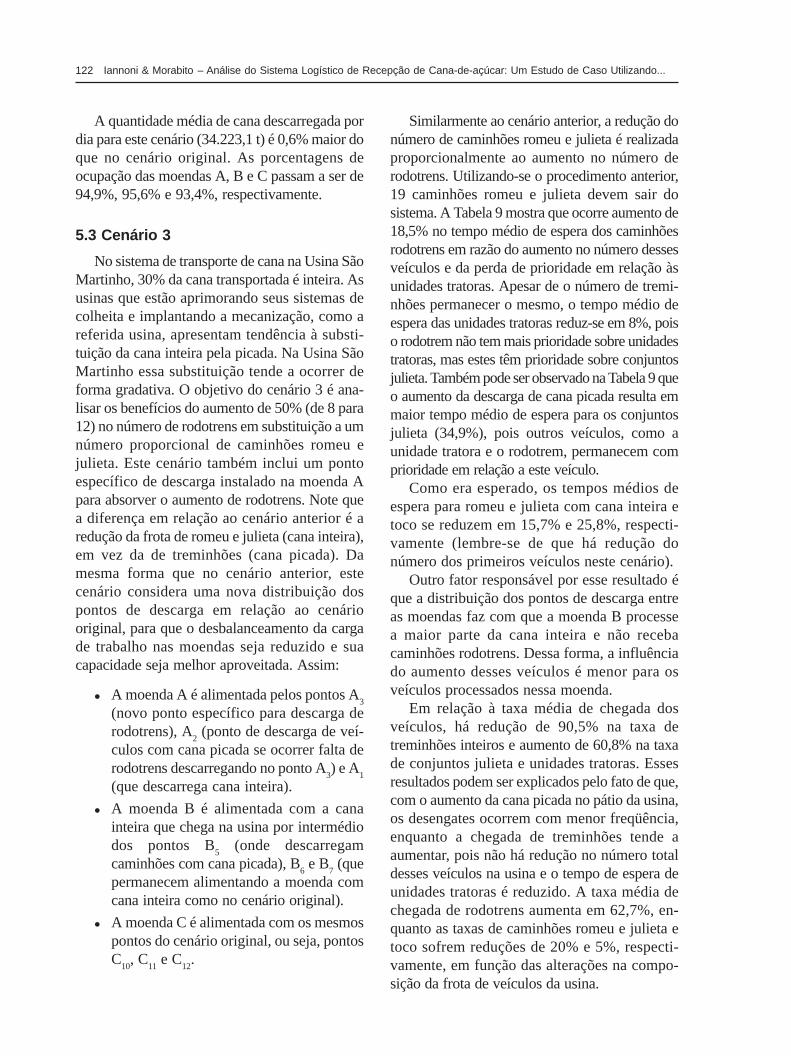
Similarmente ao cenário anterior, a redução donúmero de caminhões romeu e julieta é realizadaproporcionalmente ao aumento no número derodotrens. Utilizando-se o procedimento anterior,19 caminhões romeu e julieta devem sair dosistema. A Tabela 9 mostra que ocorre aumento de18,5% no tempo médio de espera dos caminhõesrodotrens em razão do aumento no número dessesveículos e da perda de prioridade em relação àsunidades tratoras. Apesar de o número de tremi-nhões permanecer o mesmo, o tempo médio deespera das unidades tratoras reduz-se em 8%, poiso rodotrem não tem mais prioridade sobre unidadestratoras, mas estes têm prioridade sobre conjuntosjulieta. Também pode ser observado na Tabela 9 queo aumento da descarga de cana picada resulta emmaior tempo médio de espera para os conjuntosjulieta (34,9%), pois outros veículos, como aunidade tratora e o rodotrem, permanecem comprioridade em relação a este veículo.
Como era esperado, os tempos médios deespera para romeu e julieta com cana inteira etoco se reduzem em 15,7% e 25,8%, respecti-vamente (lembre-se de que há redução donúmero dos primeiros veículos neste cenário).
Outro fator responsável por esse resultado éque a distribuição dos pontos de descarga entreas moendas faz com que a moenda B processea maior parte da cana inteira e não recebacaminhões rodotrens. Dessa forma, a influênciado aumento desses veículos é menor para osveículos processados nessa moenda.
Em relação à taxa média de chegada dosveículos, há redução de 90,5% na taxa detreminhões inteiros e aumento de 60,8% na taxade conjuntos julieta e unidades tratoras. Essesresultados podem ser explicados pelo fato de que,com o aumento da cana picada no pátio da usina,os desengates ocorrem com menor freqüência,enquanto a chegada de treminhões tende aaumentar, pois não há redução no número totaldesses veículos na usina e o tempo de espera deunidades tratoras é reduzido. A taxa média dechegada de rodotrens aumenta em 62,7%, en-quanto as taxas de caminhões romeu e julieta etoco sofrem reduções de 20% e 5%, respecti-vamente, em função das alterações na compo-sição da frota de veículos da usina.
GESTÃO & PRODUÇÃO, v.9, n.2, p.107-128, ago. 2002 123
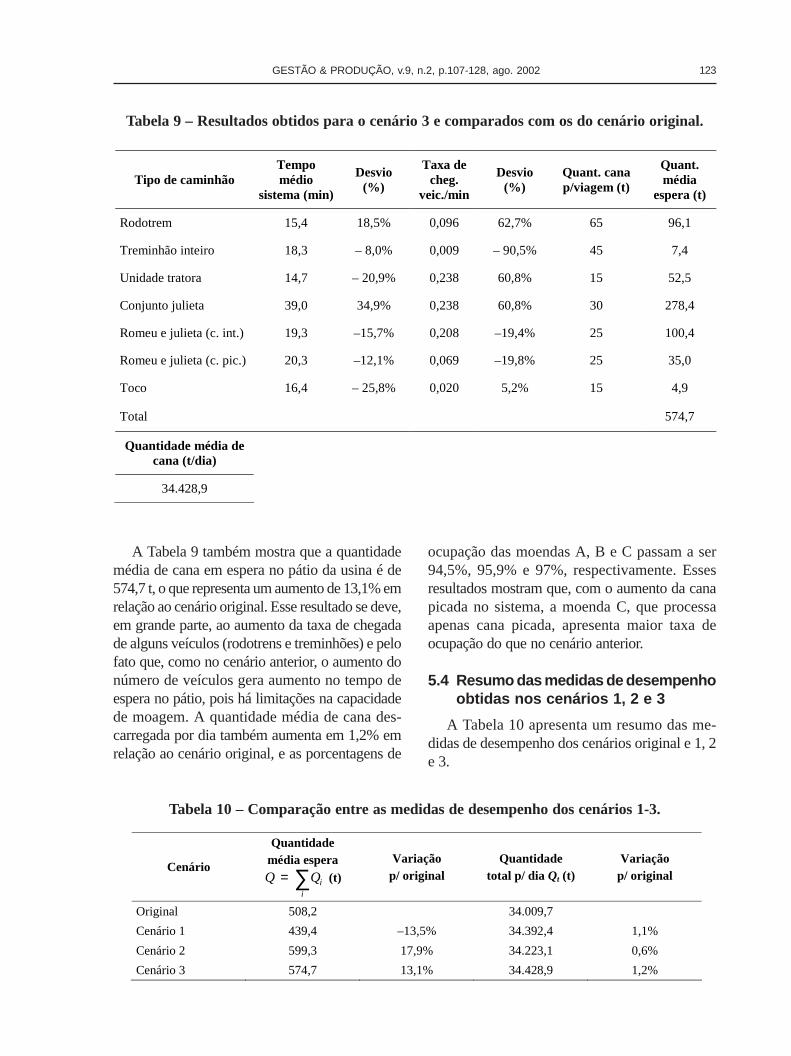
A Tabela 9 também mostra que a quantidademédia de cana em espera no pátio da usina é de574,7 t, o que representa um aumento de 13,1% emrelação ao cenário original. Esse resultado se deve,em grande parte, ao aumento da taxa de chegadade alguns veículos (rodotrens e treminhões) e pelofato que, como no cenário anterior, o aumento donúmero de veículos gera aumento no tempo deespera no pátio, pois há limitações na capacidadede moagem. A quantidade média de cana des-carregada por dia também aumenta em 1,2% emrelação ao cenário original, e as porcentagens de
ocupação das moendas A, B e C passam a ser94,5%, 95,9% e 97%, respectivamente. Essesresultados mostram que, com o aumento da canapicada no sistema, a moenda C, que processaapenas cana picada, apresenta maior taxa deocupação do que no cenário anterior.
5.4 Resumo das medidas de desempenhoobtidas nos cenários 1, 2 e 3
A Tabela 10 apresenta um resumo das me-didas de desempenho dos cenários original e 1, 2e 3.
Tabela 9 – Resultados obtidos para o cenário 3 e comparados com os do cenário original.
Tipo de caminhão Tempo médio
sistema (min)
Desvio (%)
Taxa de cheg.
veic./min
Desvio (%)
Quant. cana p/viagem (t)
Quant. média
espera (t)
Rodotrem 15,4 18,5% 0,096 62,7% 65 96,1
Treminhão inteiro 18,3 – 8,0% 0,009 – 90,5% 45 7,4
Unidade tratora 14,7 – 20,9% 0,238 60,8% 15 52,5
Conjunto julieta 39,0 34,9% 0,238 60,8% 30 278,4
Romeu e julieta (c. int.) 19,3 –15,7% 0,208 –19,4% 25 100,4
Romeu e julieta (c. pic.) 20,3 –12,1% 0,069 –19,8% 25 35,0
Toco 16,4 – 25,8% 0,020 5,2% 15 4,9
Total 574,7
Quantidade média de cana (t/dia)
34.428,9
Tabela 10 – Comparação entre as medidas de desempenho dos cenários 1-3.
Cenário
Quantidade média espera Q Qi
i
= ∑ (t)
Variação p/ original
Quantidade total p/ dia Qt (t)
Variação p/ original
Original 508,2 34.009,7
Cenário 1 439,4 –13,5% 34.392,4 1,1%
Cenário 2 599,3 17,9% 34.223,1 0,6%
Cenário 3 574,7 13,1% 34.428,9 1,2%
Iannoni & Morabito – Análise do Sistema Logístico de Recepção de Cana-de-açúcar: Um Estudo de Caso Utilizando...124
Pode-se concluir que:
1. O cenário 1 apresenta melhorias significativaspara o sistema, ou seja, há redução de 13,5%na quantidade média de cana em espera eaumento porcentual (mesmo que pequeno, ouseja, de 1,1%) na quantidade de cana moída.
2. O cenário 2 mostra que, apesar das mu-danças proporcionais no número de rodo-trens e treminhões, ocorre maior conges-tionamento de veículos no pátio em relaçãoao cenário original (17,9%). Isso porquerodotrens (cujo número foi aumentado) eunidades tratoras (reduzido) têm prioridadeno sistema em relação a outros veículos econcorrem pela mesma moenda, mesmoestando em filas de pontos diferentes damesma moenda. A quantidade média decana descarregada aumenta em 0,6%(Tabela 10) em relação ao cenário original.
3. O cenário 3 mostra que, apesar dasmudanças proporcionais no número derodotrens e romeu e julieta, ocorre maiorcongestionamento de veículos no pátio, emrelação ao cenário original (13,1%). Noentanto, o cenário 3 apresenta resultados umpouco melhores do que os obtidos nocenário 2. A quantidade média de canadescarregada aumenta 1,2% (Tabela 10) emrelação ao cenário original. A interpretaçãodesses resultados é similar à do cenário 2.
Portanto, pode-se concluir que, do ponto devista das medidas escolhidas para análise, ocenário 1 apresenta melhor desempenho e podeser considerado para substituir o cenário original.
Os cenários 2 e 3, apesar de aumentarem umpouco a quantidade média de cana descarregadaem relação ao cenário original, aumentam signifi-cativamente a quantidade média de cana emespera, assim, parecem menos promissores.Outros cenários poderiam ter sido analisadosneste trabalho de maneira similar.
6. Conclusões
Este trabalho apresentou um estudo do sistemade recepção de cana da Usina São Martinho,compreendido da balança até as moendas. Por se
tratar de um sistema complexo, com muitasvariáveis aleatórias, regras operacionais e recursosenvolvidos, optou-se pela utilização da técnica desimulação em vez de um modelo analítico deteoria de filas. Um modelo de simulação foiconstruído no software Arena e aplicado; osresultados obtidos mostraram que o modelo écapaz de representar satisfatoriamente o sistema.
Além da configuração atual do sistema, outroscenários foram investigados e seus desempenhoscomparados com o do atual. Essa análise mostrouque o cenário 1 (todos os treminhões desengatamseus conjuntos julieta no estoque do pátio)apresenta o melhor desempenho do ponto de vistada quantidade média de cana em espera no pátioda usina (Q) e da quantidade média de cana des-carregada por dia nas moendas (Q
t). Além disso,
o cenário 1 envolve alterações relativamente sim-ples de serem realizadas no sistema. Os cenários2 (aumento de 50% do número de rodotrens eredução proporcional do número de treminhões) e3 (aumento de 50% do número de rodotrens eredução proporcional do número de romeu e julie-ta), apesar de aumentarem um pouco Q
t em relação
ao cenário original, aumentam significativamenteQ. Outros cenários poderiam ter sido consideradosneste trabalho, e a análise seria similar.
Uma das contribuições deste estudo émostrar a importância do sistema de recepção decana na integração das operações agrícolas eindustriais. Nesse sistema, a política de despa-cho de veículos e as operações no pátio da usinadependem da capacidade e da operação dasmoendas. Portanto, o estudo de mudanças napolítica de despacho ou na composição da frotade veículos deve considerar o balanceamento ea capacidade das moendas.
O sistema de transporte agrícola de uma usinade açúcar envolve outros tópicos importantespara pesquisa, entre eles: o despacho de veículosao campo, a gestão das operações de colheita etransbordo nas frentes de corte de cana e o pro-blema de filas de espera de máquinas e cami-nhões no campo. Em particular, uma perspectivainteressante para pesquisa futura é a aplicação dopresente modelo de simulação para analisar siste-mas de recepção de cana em outras usinas comcaracterísticas similares às da Usina São Martinho.
GESTÃO & PRODUÇÃO, v.9, n.2, p.107-128, ago. 2002 125
Agradecimentos
Agradecemos aos Profs. João AlexandreWidmer, Miguel Cezar Santoro e Flávio C. F.Fernandes e aos três revisores anônimos pelos
úteis comentários e sugestões. Também agrade-cemos à Usina São Martinho pela valiosacolaboração durante a realização do estudo decaso. Esta pesquisa contou com apoio da Fapesp(processo 98/03314-4).
Referências Bibliográficas
BANKS, J. Handbook of Simulation. Atlanta: JohnWiley & Sons, 1998.
CAIXETA FILHO, J. V.; SILVA, N. D. V.; GAMEIRO,A. H.; LOPES, R. L.; GALVANI, P. R. C.;MARTIGNON, L. M.; MARQUES, R. W. C.Competitividade no agribusiness brasileiro: a questãodo transporte em um contexto logístico. In: FARINA,E. M. E. Q.; ZYLBERSZTAJN, D. (Coord.).Competitividade no agribusiness brasileiro. SãoPaulo: PENSA/FIA/FEA/USP, 1998. Programa deEstudos dos Negócios do Sistema Agroindustrial(PENSA)/Fundação Instituto de Administração(FIA)/Faculdade de Economia, Administração eContabilidade (FEA). 194p. Disponível emURL:<http://www.fea.usp.br/fia/pensa/pdf/logistica.pdf <http://www.fea.usp.br/fia/pensa/pdf/acucar.pdf>. Acesso em: 10 dez. 1999.
COSTA, M. A. Pesquisa operacional aplicada àagroindústria. In: BATALHA, M. O. (Coord.).Gestão agroindustrial. Atlas, São Paulo: Grupode Estudos Agroindustriais (GEPAI), 1997. v. 2,cap. 1, p. 15-64.
EID, F. Progresso técnico na agroindústria sucro-alcooleira. Revista Informações Econômicas, v.26, n. 5, p. 29-36, mai. 1996.
HAHN, M. H. SISTEC: Simulador de sistema detransporte da cana-de-açúcar. 1994. Dissertação(Mestrado em Eng. Elétrica) – Faculdade deEngenharia Elétrica e Computação, UniversidadeEstadual de Campinas, Campinas.
IANNONI, A. P. Análise do sistema logístico dedescarga de cana-de-açúcar: um estudo de casoem uma grande usina na região de Ribeirão Preto.2000. Dissertação (Mestrado em Eng. Produção) –Departamento de Eng. de Produção, UniversidadeFederal de São Carlos, São Carlos, 2000.
KELTON, W. D.; SADOWSKI, R. P.; SADOWSKI,D. A Simulation with Arena. New York:McGraw-Hill, 1998.
LAW, A. M.; KELTON, W. D. Simulation modelingand analysis. 2. ed. New York: McGraw-Hill, 1991.
LOPES M. B. Simulação de um sistema decarregamento e transporte de cana-de-açúcar.1995. Dissertação (Mestrado em Eng. Agrícola)Escola Superior de Agricultura “Luiz de Queiroz”,Universidade de São Paulo, Piracicaba.
MATHEW, J.; RAJENDRAN, C. Scheduling of mainte-nance activities in a sugar industry using simulation.Computers in industry, n. 21, p. 331-334, 1993.
PC, PALISADE CORPORATION. Best fit forWindows: Help. 2. ed. New York, 1996.
PEGDEN, C. D., SHANNON, R. E.; SADOWSKI,R. P. Introduction to simulation using SIMAN. 2.ed. New York: McGraw-Hill, 1995.
SHANNON, R. E. Systems simulation: the art andscience. New Jersey: Prentice-Hall, Inc.Englewood Cliffs, 1975.
SMC, SYSTEMS MODELING CORPORATION.ARENA user’s guide. Sewickey, 1994, 4 v.
WAACK, R. S.; NEVES, M. F.; MORAES, S.;MARINO, M. K.; MAMONE, A.; SZASZ, A. H.Sistema agroindustrial da cana-de-açúcar/Sistemaagroindustrial da soja”. In: FARINA, E. M. E. Q.;ZYLBERSZTAJN, D. (Coord.). Competitividade noagribusiness brasileiro. São Paulo: PENSA/FIA/FEA/USP, 1998. Programa de Estudos dos Negóciosdo Sistema Agroindustrial (PENSA)/FundaçãoInstituto de Administração (FIA)/Faculdade deEconomia, Administração e Contabilidade (FEA).194p. Disponível em: URL <http://www.fea.usp.br/fia/pensa/pdf/acucar.pdf>. Acesso em: 10 dez. 1999.
YAMADA, M. C. Modelagem das cadeias deatividades produtivas da indústria sucroalcooleiravisando à aplicação em estudos de simulação.1999. Dissertação (Mestrado em Eng. Mecânica) –Escola de Engenharia de São Carlos, Universidadede São Paulo, São Carlos.
YOSHIZAKI, H. T. Y. Análise de desempenhooperacional de sistemas logísticos e detransportes: aplicações de redes de filas. 1989.Dissertação (Mestrado em Eng. Produção) – EscolaPolitécnica, Universidade de São Paulo, São Paulo.
Iannoni & Morabito – Análise do Sistema Logístico de Recepção de Cana-de-açúcar: Um Estudo de Caso Utilizando...126
Anexo: Fluxograma do modelo de simulação.
Romeue julieta
TocoTreminhãoRodotrem
Chegadarecepção
Setordespacho
Romeue julieta
TocoTreminhãoRodotrem
Verificatipo cana
Verificacaminhão
Verificacaminhão
Falta canainteira A1
Fila C < p
e pt. C = 010
11
Espera nodespacho
Entra noponto A2
Falta canainteira B6Entra no
ponto C10
Espera nodespacho
Entra noponto B5
Espera nodespacho
Entra nopt. (A , B )1 6
Fila A ou
fila B < q1
6
Estoquepátio < L Continua B
Continua A
Continua B
Não
Sim
Não
Sim
Não
SimNão Não
Sim
Cana inteiraCana picada
GESTÃO & PRODUÇÃO, v.9, n.2, p.107-128, ago. 2002 127
Unidade tratoraConjunto julieta
Permaneceno estoque
Fila C < 112
Entra noponto C12
Sim
Fila C < r
e pt. C = 011
10
Sim
Falta canaint. A , B1 6
Sim
Não
Não
Não
Entra noponto C11
Entra nopt. A , B1 6
Escolhermenor fila
Fila C < 112
Entra noponto C12
Sim
Fila C < r
e pt. C = 011
10
Sim
Falta canaint. A , B1 6
Sim
Não
Não
Não
Entra noponto C11
Entra nopt. A , B1 6
Trator
Estoque dejulietas pátio:
desengate
PontoA1
PontoA2
PontoB5
PontoB6
PontoB7
PontoC10
PontoC11
PontoC12
Continua A
Continua B
Descarregamoenda A
Verificamoenda A
Descarregamoenda B
Verificamoenda B
Descarregamoenda C
Verificamoenda C
Anexo: Fluxograma do modelo de simulação (continuação).

Iannoni & Morabito – Análise do Sistema Logístico de Recepção de Cana-de-açúcar: Um Estudo de Caso Utilizando...128
ANALYSIS OF THE LOGISTICS SUPPLY SYSTEM OF SUGAR CANE:A CASE STUDY USING DISCRETE SIMULATION
Abstract
Logistic systems are fundamental to improve the operational efficiency of sugar cane plants integratingagricultural and industrial operations. This article presents a case study in the logistic supply system ofone the largest Brazilian sugar case plants, the Usina São Martinho, located near Ribeirão Preto, SP.The aim of the study is to analyze the performance of the system in front of the mills, and to investigatealternative configurations and policies for system operation. Due to several uncertainty sources and theoperational complexity of the system, the method is based on discrete simulation techniques. The maisperformance measures are related to time averages spent in the supply system, and mean unloadingrates in the mills.
Key words: sugar, sugar cane suplly system, simulation, logistics, agro-industry.