sociedade educacional de santa catarina...
TRANSCRIPT
SOCIEDADE EDUCACIONAL DE SANTA CATARINA
INSTITUTO SUPERIOR TUPY
MESTRADO EM ENGENHARIA MECÂNICA
ANÁLISE DO COMPORTAMENTO DE DIFERENTES SISTEMAS CAM NA
USINAGEM DE SUPERFÍCIES COMPLEXAS UTILIZANDO ALTAS
VELOCIDADES
MARCELO LUIS ARIAS
JOINVILLE
2009
MARCELO LUIS ARIAS
ANÁLISE DO COMPORTAMENTO DE DIFERENTES SISTEMAS CAM NA
USINAGEM DE SUPERFÍCIES COMPLEXAS UTILIZANDO ALTAS
VELOCIDADES
JOINVILLE
2009
Dissertação apresentada ao Programa de Pós -
Graduação em Engenharia Mecânica do Instituto
Superior Tupy, como requisito para a obtenção do
título de Mestre em Engenharia Mecânica.
Orientador : Prof. Dr. Adriano Fagali de Souza
ANÁLISE DO COMPORTAMENTO DE DIFERENTES SISTEMAS CAM
NA USINAGEM DE SUPERFÍCIES COMPLEXAS UTILIZANDO ALT AS
VELOCIDADES
MARCELO LUIS ARIAS
Dissertação defendida e aprovada em 30 de junho de 2009 pela banca
examinadora constituída pelos professores:
_________________________________________
Prof. Dr. Adriano Fagali de Souza (orientador)
Instituto Superior Tupy
_________________________________________
Prof. Dr Ulisses Borges Souto
Instituto Superior Tupy
_________________________________________
Prof. Dr. Alessandro Roger Rodrigues
Universidade Estadual Paulista Júlio De Mesquita Fi lho
AGRADECIMENTOS
Aos meus pais, minha família.
A todos os amigos que contribuíram indiretamente nesta empreitada.
Silvio Benedito, Valter Vander de Oliveira, Ariel (USP), Ricardo Arai(USP), Rebello,
Julio Cesar Tomio, Marcelo Ribeiro, Ernesto Berkenbrock, Gilberto Zluhan, Écio.
Agradecimento especial ao Dr. Reginaldo Coelho pela possibilidade de realizar os
experimentos no OPF.
Claus da ferramentaria Young
Tiago Graciano (SOCIESC), Leandro (laboratorista do programa do mestrado)
Thais Pires pelo apoio e paciência.
Karla e João Sobral da Univille – Universidade da região de Joinville, pelo suporte
para obtenção das fotografias do corpo de prova.
Sandra Trapp
Sandvik Corromant
Aços Villares S.A.
Agradecimento mais que especial ao Dr. Adriano Fagali, pela orientação, pela
constante motivação para o término deste trabalho com êxito. Pela amizade
desenvolvida ao longo do desenvolvimento desta dissertação e pela enorme
dedicação ao tema desenvolvido.
RESUMO
ARIAS, Marcelo Luis. Análise do comportamento de diferentes sistemas CAM
na usinagem de superfícies complexas utilizando alt as velocidades. 2009.
Dissertação (Mestrado em Engenharia Mecânica) - Programa de Pós-graduação em
Engenharia Mecânica, Sociesc, Joinville, 2009.
Embora o processo de usinagem em altas velocidades se encontre, atualmente, em
um estágio evoluído de desenvolvimento, as tecnologias empregadas nem sempre
conseguem satisfazer as condições requeridas, principalmente na fabricação de
formas geométricas complexas, encontradas frequentemente na indústria de moldes
e matrizes. Uma das limitações encontra-se nas trajetórias de ferramenta geradas
pelos sistemas CAM, que, tradicionalmente, utiliza a interpolação linear de
segmentos de retas para descrevê-las. Essa metodologia repercute em severas
oscilações da velocidade de avanço durante a usinagem. Este trabalho estuda as
trajetórias calculadas por diferentes sistemas CAM disponíveis no mercado atual e a
influência na oscilação da velocidade de avanço. Poucos trabalhos são encontrados
na literatura sobre o tema. Foram realizados experimentos práticos com objetivo de
verificar o comportamento de cada sistema CAM na usinagem de superfícies
complexas com altas taxas de avanço e velocidade de corte. Uma análise
comparativa demonstra que as trajetórias calculadas por diferentes sistemas CAM
repercutem significativamente no tempo real de usinagem, com diferenças de mais
de 19% de um sistema para outro.
Palavras-chave: Sistemas CAM, trajetórias de ferramenta, usinagem em alta
velocidade.
ABSTRACT
ARIAS, Marcelo Luis. Behavior of different CAM systems for high speed
machining of complexes surfaces. 2009. Dissertação (Mestrado em Engenharia) -
Programa de Pós-graduação em Engenharia Mecânica, Sociesc, Joinville, 2009.
Although the machining process at high speeds are currently in an advanced stage of
development, the technologies employed can not always meet the required
conditions, mainly in the manufacture of complex geometric shapes, often
encountered in industry for molds and dies. One of the limitations is in the path of tool
generated by CAM systems. It is traditionally used the linear interpolation of
segments of straight lines to describe these trajectories. This approach reflected in
severe oscillations in the feed rate progress during machining. This study examines
the trajectories calculated for different CAM systems available on the market today,
and influence the oscillation of the speed progress. Few works are found in the
literature on the subject. Practical experiments were conducted in order to verify the
behavior of each CAM system in machining complex surfaces with high feed rate
advancement and rotation. A comparative analysis shows that the trajectories
calculated for different CAM systems significantly affect the actual time machine, with
differences of more than 19% of software to another.
Keywords : CAM systems, tool path generation, machining at high speeds.
LISTA DE FIGURAS
Figura 1 - Manufatura de produtos plásticos – Fonte ARIAS e SOUZA (2008).........16
Figura 2 - Operações booleanas – fonte BENEDITO (2009) ....................................24
Figura 3 – Edição de um ponto da superfície ............................................................25
Figura 4 - Bloco de matéria-prima - Fonte SOUZA(b) (2005) .....................................27
Figura 5 - Trajetórias de ferramenta para usinagem de bolsões – Fonte PATELOUP
et al (2004) .........................................................................................................27
Figura 6 - Geometria dos bolsões estudados - Fonte PATELOUP ET AL (2004) .....28
Figura 7- Principais estratégias de usinagem de acabamento – Fonte POWERMILL
...........................................................................................................................29
Figura 8 - Comparação entre estratégias de corte - Fonte: G. WEINERT E
GUTERMANN (2000).........................................................................................30
Figura 9 - Corpo de prova desenvolvido – Fonte Souza (2001)................................31
Figura 10 - Comparativo do tempo estimado com o tempo real de usinagem - Fonte
SOUZA (2007) ...................................................................................................32
Figura 11 - Método para pós-processamento de programas CNC – Fonte SOUZA
(2004).................................................................................................................34
Figura 12 - Determinação dos segmentos de reta dentro da faixa de tolerância
definida no sistema CAM – Fonte SOUZA e COELHO (2007)...........................35
Figura 13 - Interpolação linear e interpolação circular - Fonte SOUZA (2000)..........37
Figura 14 - Velocidade de avanço com interpolação linear (avanço de 3500 mm/min)
- Fonte SOUZA (2004) .......................................................................................37
Figura 15 - Velocidade de avanço com interpolação circular (avanço de 3500
mm/min.) - Fonte SOUZA (2004) .......................................................................38
Figura 16- Trajetória da ferramenta calculada por um sistema CAM.- Fonte ARIAS e
SOUZA (2008) ...................................................................................................41
Figura 17 - Cálculo das trajetórias de ferramenta. Fonte – ARIAS e SOUZA (2008) 42
Figura 18 - Malha de triângulos – Fonte CHEN E SHI (2008)...................................43
Figura 19 - Método paramétrico - Fonte MISRA et al (2008)....................................44
Figura 20 - Método drive surface - Fonte MISRA et al (2008)..................................44
Figura 21- Método com plano auxiliar - Fonte MISRA et al (2008)............................45
Figura 22- Algoritmo de Castelajau aplicado em uma curva de Bezier de grau 3 -
Fonte LEE (1998)...............................................................................................46
Figura 23 - Geração dos pontos da curva de Bezier de grau 2, usando-se o algoritmo
de Casteljau – Fonte CARVALHO (2009) ..........................................................47
Figura 24- Metodologia do offset inverso da ferramenta – FONTE MISRA et al (2008)
...........................................................................................................................48
Figura 25 - Cálculo do ponto CL – Fonte LEE (1998) ...............................................50
Figura 26 - Exemplo de uso da equação...................................................................50
Figura 27 - Número de pontos gerados na região estudada – fonte SOUZA et al
(2006).................................................................................................................52
Figura 28 - Perfil do corpo de prova Souza (2004)....................................................54
Figura 29 - Fixação do corpo de prova......................................................................55
Figura 30 - Centro de usinagem vertical HERMLE....................................................58
Figura 31 - Centro de usinagem FEELER.................................................................58
Figura 32- Estratégia de usinagem em passes paralelos unidirecionais...................60
Figura 33 - Análise do número de linhas...................................................................63
Figura 34 - Tempos obtidos nos diferentes sistemas CAM na usinagem em alta
velocidade ..........................................................................................................64
Figura 35 - Variação percentual do tempo de usinagem...........................................66
Figura 36 - Variação da taxa de avanço em todos os sistemas CAM .......................67
Figura 37 - Média e desvio-padrão do avanço na região 1 .......................................68
Figura 38 - Tamanho do segmento de reta na região 1 ............................................69
Figura 39 - Média do tamanho do segmento de reta na região 1..............................70
Figura 40 - Média do avanço na região 2..................................................................71
Figura 41 - Tamanho do segmento de reta na região 2 ............................................72
Figura 42 - Média do tamanho do segmento de reta na região 2..............................73
Figura 43 - Média de avanço na região 3..................................................................74
Figura 44 - Tamanho do segmento de reta na região 3 ............................................75
Figura 45 - Média do tamanho do segmento de reta na região 3..............................76
Figura 46 - Média de avanço na região 4..................................................................77
Figura 47- Tamanho do segmento de reta na região 4 .............................................78
Figura 48 - Média do tamanho de segmento de reta na região 4..............................79
Figura 49 - Média de avanço na região 5..................................................................80
Figura 50 - Tamanho do segmento de reta na região 5 ............................................81
Figura 51 - Média do tamanho do segmento de reta na região 5..............................82
Figura 52 - Regiões onde foram verificados os erros das trajetórias ........................84
Figura 53 - Comportamento dos sistemas CAM em regiões de usinagem ascendente
...........................................................................................................................85
Figura 54 - Comportamento dos sistemas CAM em regiões de usinagem
descendente.......................................................................................................86
Figura 55 - Média e desvio do padrão da rugosidade ...............................................87
Figura 56 – Tempo de usinagem X Número de linhas do programa CNC ................88
ABREVIAÇÕES E SIGLAS
CAD – Desenho (projeto) auxiliado por computador
CAM – Manufatura auxiliada pelo computador
CNC – Comando Numérico computadorizado
HSC – Usinagem em alta velocidade (High Speed Cutting)
CLF - cutter location file
CC - Cutter Contact
CL - Cutter Location
DIN - Deutsches Institut für Normung. (Instituto alemão de normas técnicas)
IGES - Initial Graphics Exchange Specification
AISI - American Iron and Steel Institute
HRc - Dureza Rockwell
OPF - Otimização dos Processos de Fabricação
SUMÁRIO
1 INTRODUÇÃO E CONTEXTUALIZAÇÃO ...................... ..................................15
1.1 OBJETIVOS GERAIS.....................................................................................18
1.2 OBJETIVOS ESPECÍFICOS ..........................................................................18
1.3 ESTRUTURA DO TRABALHO .......................................................................19
2 REVISÃO DA LITERATURA.............................. ...............................................20
2.1 PROCESSOS DE FABRICAÇÃO DE MOLDES E MATRIZES ......................20
2.2 PRINCIPAIS CONSIDERAÇÕES SOBRE OS SISTEMAS CAD....................22
2.2.1 – Modelamento em sólidos .........................................................................23
2.2.2 – Modelamento de superfícies ....................................................................24
2.3 CONCEITOS APLICADOS AOS SISTEMAS CAM ........................................25
2.3.1 Operação de desbaste calculada pelo CAM...............................................26
2.3.2 Operações de acabamento calculadas pelos sistemas CAM .....................28
2.3.3 Simulação da usinagem..............................................................................32
2.3.4 Pós-processamento ....................................................................................33
2.4 MÉTODOS DE INTERPOLAÇÃO DA TRAJETÓRIA DA FERRAMENTA......34
2.5 CÁLCULO DA TRAJETÓRIA DA FERRAMENTA..........................................40
2.5.1 Conceitos gerais sobre as trajetórias..........................................................40
2.5.2 Métodos para cálculo do ponto de contato ferramenta-peça ......................42
2.5.3 Métodos para cálculo dos pontos do programa CNC..................................49
2.5.4 Estudo base para desenvolvimento da dissertação....................................52
3 PROCEDIMENTO EXPERIMENTAL.......................... .......................................54
3.1 CORPO DE PROVA.......................................................................................54
3.2 PROCEDIMENTOS PARA GERAÇÃO DOS PROGRAMAS CNC.................56
3.2.1 Movimentações de posicionamento da ferramenta.....................................56
3.2.2 Ferramenta e parâmetros de usinagem empregados .................................56
3.3 EQUIPAMENTOS UTILIZADOS.....................................................................57
3.3.1 Centros de usinagem..................................................................................57
3.3.2 Aquisição da velocidade de avanço em tempo real ....................................59
3.3.3 Sistemas CAM avaliados ............................................................................59
3.3.4 Estratégias de usinagem.............................................................................60
3.4 ANÁLISES REALIZADAS...............................................................................61
4 RESULTADOS E DISCUSSÕES............................ ...........................................63
4.1 TAMANHO DOS PROGRAMAS CNC............................................................63
4.2 TEMPO DE USINAGEM.................................................................................64
4.3 VARIAÇÃO DA TAXA DE AVANÇO...............................................................66
4.3.1 Resultados obtidos na Região 1 .................................................................68
4.3.2 Resultados obtidos na Região 2 .................................................................71
4.3.3 Resultados obtidos na Região 3 .................................................................74
4.3.4 Resultados obtidos na Região 4 .................................................................77
4.3.5 Resultados obtidos na Região 5 .................................................................80
4.4 ANÁLISE DOS ERROS DAS TRAJETÓRIAS................................................84
4.5 AVALIAÇÃO DA QUALIDADE SUPERFICIAL ...............................................87
4.6 SÍNTESE DOS RESULTADOS ......................................................................88
5 CONSIDERAÇÕES FINAIS............................... ................................................90
5.1 CONCLUSÕES ..............................................................................................90
5.2 SUGESTÕES PARA TRABALHOS FUTUROS..............................................93

REFERÊNCIAS.........................................................................................................94
Capítulo 1 Introdução e Contextualização 15
1 INTRODUÇÃO E CONTEXTUALIZAÇÃO
A indústria automobilística, segundo Fallböhmer et al (1996), é a maior cliente
dos fabricantes de moldes e matrizes, seguidas pela indústria eletrônica e a de
eletrodomésticos. Os autores ainda apontam que mais de 60% do tempo de
fabricação de um molde ou de uma matriz é consumido na fabricação das partes
funcionais, que incluem superfícies complexas.
Segundo Daré (2000) a utilização de produtos de plástico tem crescido de
forma significativa nos últimos anos, sendo responsável por cerca de 35% do
consumo de polímeros produzidos no país. Com isso nota-se a necessidade do
constante desenvolvimento de tecnologias relacionadas à fabricação de moldes e
matrizes.
Conforme Boujelbene (2004), a fabricação do molde representa um custo de
30% na fabricação de um produto plástico. A redução no custo de manufatura do
molde representaria um significativo ganho para a indústria que utiliza produtos
plásticos.
Segundo Guzel e Lazoglu (2003), atualmente, encontram-se várias
ineficiências durante a fabricação de moldes e matrizes contendo formas complexas
mesmo em empresas que possuem tecnologia de ponta para esse processo de
fabricação.
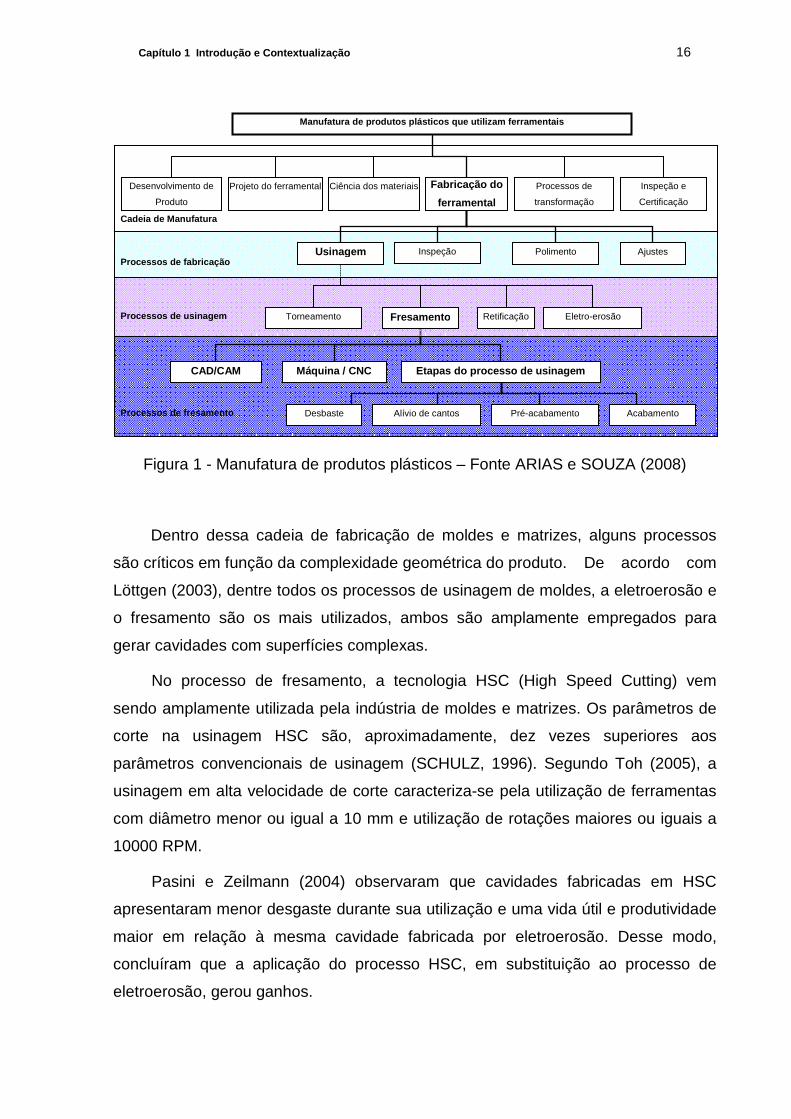
O processo de fabricação desses moldes é bastante complexo e definido por
várias etapas distintas. Arias e Souza (2008) ilustram, na Figura 1, a cadeia
produtiva e as etapas de fabricação de moldes e matrizes com destaque para o
fresamento.
Capítulo 1 Introdução e Contextualização 16
Figura 1 - Manufatura de produtos plásticos – Fonte ARIAS e SOUZA (2008)
Dentro dessa cadeia de fabricação de moldes e matrizes, alguns processos
são críticos em função da complexidade geométrica do produto. De acordo com
Löttgen (2003), dentre todos os processos de usinagem de moldes, a eletroerosão e
o fresamento são os mais utilizados, ambos são amplamente empregados para
gerar cavidades com superfícies complexas.
No processo de fresamento, a tecnologia HSC (High Speed Cutting) vem
sendo amplamente utilizada pela indústria de moldes e matrizes. Os parâmetros de
corte na usinagem HSC são, aproximadamente, dez vezes superiores aos
parâmetros convencionais de usinagem (SCHULZ, 1996). Segundo Toh (2005), a
usinagem em alta velocidade de corte caracteriza-se pela utilização de ferramentas
com diâmetro menor ou igual a 10 mm e utilização de rotações maiores ou iguais a
10000 RPM.
Pasini e Zeilmann (2004) observaram que cavidades fabricadas em HSC
apresentaram menor desgaste durante sua utilização e uma vida útil e produtividade
maior em relação à mesma cavidade fabricada por eletroerosão. Desse modo,
concluíram que a aplicação do processo HSC, em substituição ao processo de
eletroerosão, gerou ganhos.
CAD/CAM Máquina / CNC Etapas do processo de usinagem
Processos de fresamento
Manufatura de produtos plásticos que utilizam ferramen tais
Desenvolvimento de
Produto
Ciência dos materiais Fabricação do
ferramental
Processos de
transformação
Inspeção e
Certificação
Projeto do ferramental
Cadeia de Manufatura
Eletro-erosão Torneamento Retificação Fresamento Processos de usinagem
Desbaste Alívio de cantos Pré-acabamento Acabamento
Polimento Ajustes Usinagem Processos de fabricação
Inspeção
Capítulo 1 Introdução e Contextualização 17
Porém, segundo Souza (2004), o desenvolvimento da tecnologia HSC pelas
indústrias, isoladamente, se torna inviável, pois não se trata apenas de um eixo
árvore e servomotores trabalhando em alta velocidade, mas de uma nova concepção
do processo de fabricação. Para Lux (1999), no campo de fabricação de moldes, há
um crescente aumento do processo de fresamento em altas velocidades para
usinagem de aços endurecidos.
Para a utilização dessa tecnologia, são necessárias máquinas com maior poder
de aceleração e desaceleração, maior rotação no eixo-árvore, ferramentas
adequadas ao processo, novas estratégias de usinagem, maior eficiência dos
sistemas CAD/CAM, enfim todos os fatores relacionados à usinagem.
De acordo com Geist (1999), na aplicação da HSC para fabricação de moldes
e matrizes, o aumento da taxa de avanço é tão importante quanto o aumento da
velocidade de corte. A elevada frequência dos eixos-árvore, em combinação com
altas taxas de avanço, é uma caracterização precisa da HSC para a manufatura de
moldes e matrizes.
A velocidade de corte, juntamente com o diâmetro da ferramenta, define a
rotação de trabalho do eixo-árvore. A rotação define, juntamente com o avanço por
aresta e o número de arestas de corte, a velocidade de avanço da usinagem.
Contudo Souza (2001) e Schutzer, Helleno (2007) verificam, através de
experimentos, que a taxa de avanço sofre severas oscilações ao longo de trajetórias
complexas. Um dos fatores geradores dessas oscilações da taxa de avanço está
relacionado com os métodos de interpolação de ferramenta ao longo da trajetória
usinada. Um método amplamente utilizado para interpolação da trajetória da
ferramenta é a geração de segmentos de reta ao longo do perfil usinado. O usuário
do sistema CAM define a geometria da peça, bem como a banda de tolerância de
usinagem. Segundo Souza (2001), na interpolação linear, o sistema CAM determina
a trajetória da ferramenta através de segmentos de retas que melhor se adaptam à
faixa de tolerância utilizada.
Na tecnologia HSC, em que as exigências com a velocidade são maiores, o
método de interpolação linear começa a gerar diversas limitações, principalmente
quanto ao avanço de usinagem e à exatidão do modelo geométrico (SOUZA 2000).
Capítulo 1 Introdução e Contextualização 18
Nesse contexto, o presente trabalho apresenta um estudo sistemático das
trajetórias geradas por diferentes sistemas CAM para usinagem de superfícies
complexas envolvidas na fabricação de moldes e matrizes. Como relata Souza et al
(2006), diferenças entre trajetórias calculadas por diferentes sistemas CAM podem
ser observadas, contudo, apesar do significativo impacto das trajetórias no tempo de
usinagem e na qualidade superficial, poucos estudos relacionados podem ser
encontrados.
1.1 OBJETIVOS GERAIS
Este trabalho tem por objetivo geral desenvolver o conhecimento sobre a
geração de trajetórias de ferramentas calculadas por sistemas CAM e observar o
comportamento de diferentes sistemas CAM no cálculo de trajetórias para a
usinagem de formas complexas. São realizados experimentos de usinagem e uma
análise criteriosa sobre as trajetórias geradas.
1.2 OBJETIVOS ESPECÍFICOS
Este trabalho tem por objetivos específicos:
a) Realizar levantamento bibliográfico sobre os temas relevantes ao estudo;
b) Realizar estudo das tecnologias envolvidas na fabricação de superfícies
complexas;
c) Definir um corpo de prova que apresente a usinagem de moldes e matrizes;
d) Desenvolver a programação de usinagem de desbaste ao acabamento do
corpo de prova;
e) Desenvolver a usinagem de acabamento do corpo de prova em 5 diferentes
sistemas CAM;
f) Verificar o tempo real de usinagem;
Capítulo 1 Introdução e Contextualização 19
g) Analisar as trajetórias de ferramenta;
h) Verificar a qualidade superficial do corpo de prova.
1.3 ESTRUTURA DO TRABALHO
Este trabalho divide-se em cinco capítulos, brevemente descritos a seguir, além
das referências.
� Capítulo 1 – Introdução e contextualização – Apresenta o cenário da indústria
de moldes e matrizes, os principais processos relevantes para fabricação, a
tecnologia de usinagem em alta velocidade bem como os objetivos propostos
para realizar o trabalho.
� Capítulo 2 – Revisão da literatura – São apresentadas as principais
tecnologias e ciências envolvidas nesse trabalho, especificações e
características.
� Capítulo 3 – Procedimento experimental – Descreve-se cada etapa do
experimento na respectiva ordem de execução, são apresentados os critérios
para análise do problema, bem como os recursos empregados no trabalho.
� Capítulo 4 – Análise dos resultados – São analisados os resultados obtidos
nos experimentos e realizadas as devidas comparações entre os sistemas
CAM analisados.
� Capítulo 5 – Conclusões – Descrevem-se as conclusões finais do trabalho. Os
aspectos importantes são evidenciados, além de sugestões para futuros
trabalhos.
� Referências – Contém todas as referências bibliográficas deste trabalho.
Capítulo 2 Revisão Bibliográfica 20
2 REVISÃO DA LITERATURA
De forma geral, são apresentados os conceitos principais sobre a fabricação de
moldes e matrizes, sistemas CAD/CAM e cálculo de trajetórias de ferramenta.
Estudos científicos mais específicos aos sistemas CAM também estão registrados
neste capítulo.
2.1 PROCESSOS DE FABRICAÇÃO DE MOLDES E MATRIZES
Dentro deste estudo, é apresentado um detalhamento do processo de
fabricação de cavidades, que é o principal componente de um molde. Segundo Fu
(2008), os produtos são formados por meio do preenchimento das cavidades,
espaços que ficam entre o núcleo e o bloco, também denominado de macho e
cavidade. De acordo com a complexidade da peça, é possível utilizar vários recursos
para se ter a moldabilidade e desmoldagem do produto.
A usinagem da cavidade visa à máxima aproximação da peça usinada ao
modelo gerado no CAD. Essa etapa é normalmente realizada em fresadoras CNC,
com programas gerados em um sistema CAM, a partir de um modelo CAD. O
processo de fabricação é bastante complexo e possui algumas operações básicas
como:
� Desbaste
Lee (1998) afirma que existem dois tipos de processo de desbaste. Um
processo é utilizado quando o material bruto apresenta geometria próxima da
geometria final, nessa situação, o desbaste é calculado realizando um offset da
geometria final, da mesma forma que a operação de acabamento é calculada. O
segundo processo ocorre quando o desbaste é realizado em um bloco bruto, nesse
caso, determinada espessura do material bruto é removida camada por camada,
cuja trajetória é calculada como um bolsão.
No desbaste, a ferramenta trabalha em dois eixos e meio, isto é, um
incremento em um eixo – normalmente o eixo Z – e a realização da trajetória nos
Capítulo 2 Revisão Bibliográfica 21
outros dois eixos. Segundo Souza et al (2008), essa é a operação inicial do
processo de usinagem e tem por finalidade remover, de forma eficiente, a maior
quantidade de material antes de atingir a forma geométrica final.
� Alívio de cantos
O alívio de cantos consiste em uma usinagem posterior ao desbaste para
redução do diâmetro da ferramenta. O diâmetro da ferramenta de desbaste resulta
em um raio nas arestas das cavidades, logicamente esses raios são iguais ao raio
da ferramenta. Além de raios nos cantos das cavidades, algumas regiões mais
detalhadas da peça não são usinadas na operação de desbaste devido ao raio da
ferramenta utilizada.
Para a redução do raio nas arestas das cavidades e para que a usinagem
atinja áreas de maior detalhe do produto, é necessária a utilização de uma
ferramenta com menor diâmetro.
� Pré–acabamento
As etapas de desbaste e alívio de cantos são operações em dois eixos e meio,
que resultam em degraus no modelo usinado. Para realizar o acabamento no
modelo, é necessária a remoção dos degraus que resultam em volumes não
constantes no processo de acabamento e implicam pressões de corte diferenciadas,
prejudicando o acabamento superficial da peça.
� Acabamento
A operação de acabamento visa remover o sobremetal proveniente da
operação de desbaste, alívio de cantos e pré-acabamento. Essa operação é feita em
uma usinagem em 3 eixos e com parâmetros de corte adequados ao acabamento.
Tendo definida a operação a ser realizada, os sistemas CAM oferecem grande
variedade de estratégias de usinagem que definem as trajetórias da ferramenta,
sendo que cada estratégia realiza um cálculo diferenciado para o processo.
Capítulo 2 Revisão Bibliográfica 22
� Eletroerosão
O processo de eletroerosão é aplicado após o fresamento em regiões
específicas da cavidade, como rebaixos quadrados, áreas onde a ferramenta de
corte utilizada no fresamento não atinge. Outra aplicação é em materiais de elevada
dureza.
Esse processo é demasiadamente lento, por isso deve ser evitado ao máximo
no processo de fabricação de moldes e matrizes.
� Polimento
O polimento é utilizado para remover marcas de usinagem do processo de
fresamento e de eletroerosão, visto que o produto não pode apresentá-las. Esse
processo também é lento e, segundo Souza et al (2008), pesquisas apontam que o
processo de polimento consome 38% dos custos de fabricação do molde. Os
autores concluem que pesquisas para redução desse custo têm futuro promissor.
2.2 PRINCIPAIS CONSIDERAÇÕES SOBRE OS SISTEMAS CAD
A sigla CAD, proveniente da expressão inglesa, Computer Aided Design,
pode ser traduzida em desenho como modelamento ou projeto assistido por
computador.
O CAD é um software gráfico para uso de projetos em várias áreas de
atuação, pode ser empregado em projetos para setores de engenharia mecânica,
elétrica e civil. Pode também ser utilizado por arquitetos, em desenhos de plantas e
fachadas, e por designers, para desenvolvimento de novos produtos.
Segundo Souza(c) (2005), as primeiras aplicações de computadores para
auxiliar as etapas de engenharia tiveram início na década de 50, pelo Instituto
Tecnológico de Massachutts.
Os softwares daquela época eram bastante limitados, comparados com os
atuais, porém já apresentaram grandes vantagens comparadas aos desenhos de
pranchetas.
Capítulo 2 Revisão Bibliográfica 23
Segundo Foggiatto et al (2008), os sistemas CAD 2D foram projetados para
suprir a deficiência existente no desenho manual, que era um processo moroso e de
difícil reaproveitamento de dados. Com o avanço das plataformas CAD, o desenho
2D torna-se ultrapassado para várias aplicações industriais. Hoje, as plataformas
CAD apresentam forte desenvolvimento nas ferramentas para modelamento
tridimensional (3D).
2.2.1 – Modelamento em sólidos
A técnica de modelamento sólido pode ser feita de duas formas: a) com a
utilização das formas primitivas, como: cubo, cilindros, esferas; b) através de perfis
em formas de arame. Para modelagem de sólidos mais complexos, é possível a
utilização de comandos baseados em operações booleanas.
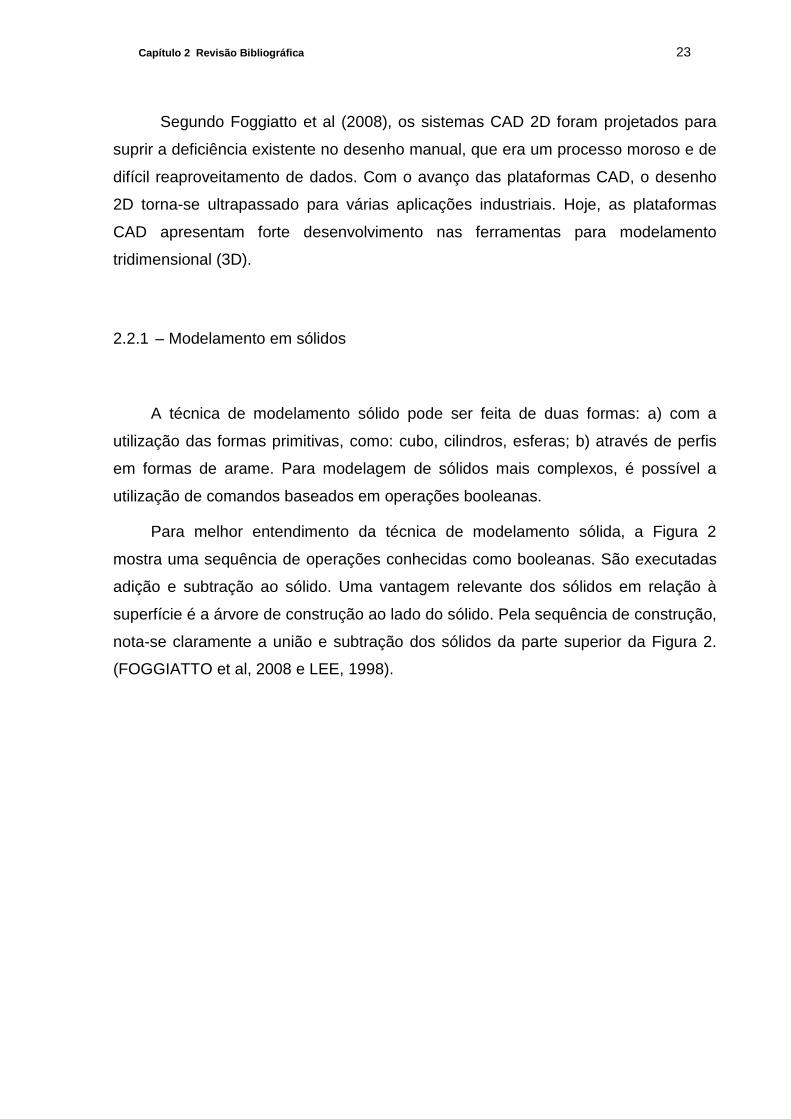
Para melhor entendimento da técnica de modelamento sólida, a Figura 2
mostra uma sequência de operações conhecidas como booleanas. São executadas
adição e subtração ao sólido. Uma vantagem relevante dos sólidos em relação à
superfície é a árvore de construção ao lado do sólido. Pela sequência de construção,
nota-se claramente a união e subtração dos sólidos da parte superior da Figura 2.
(FOGGIATTO et al, 2008 e LEE, 1998).
Capítulo 2 Revisão Bibliográfica 24
Figura 2 - Operações booleanas – fonte BENEDITO (2009)
Segundo Rutkauskas (2005), esse tipo de modelamento pode ser
parametrizado, ou seja, podem ser alterados através de associações e expressões,
basta uma única alteração em um parâmetro e a peça é totalmente atualizada.
Segundo Silva (2006), um modelo sólido pode ser carregado num ambiente CAM e
rapidamente analisado através de algoritmos de reconhecimento de características.
2.2.2 – Modelamento de superfícies
Os modeladores de superfícies utilizam formulações matemáticas mais
complexas, o que permite o modelamento de produtos e formas mais elaboradas. De
acordo com Rutkauskas (2005), esse tipo de modelamento, geralmente, não é
paramétrico, ou seja, conforme definido anteriormente, não é possível alterar a peça
apenas modificando um parâmetro ou uma determinada medida da peça.
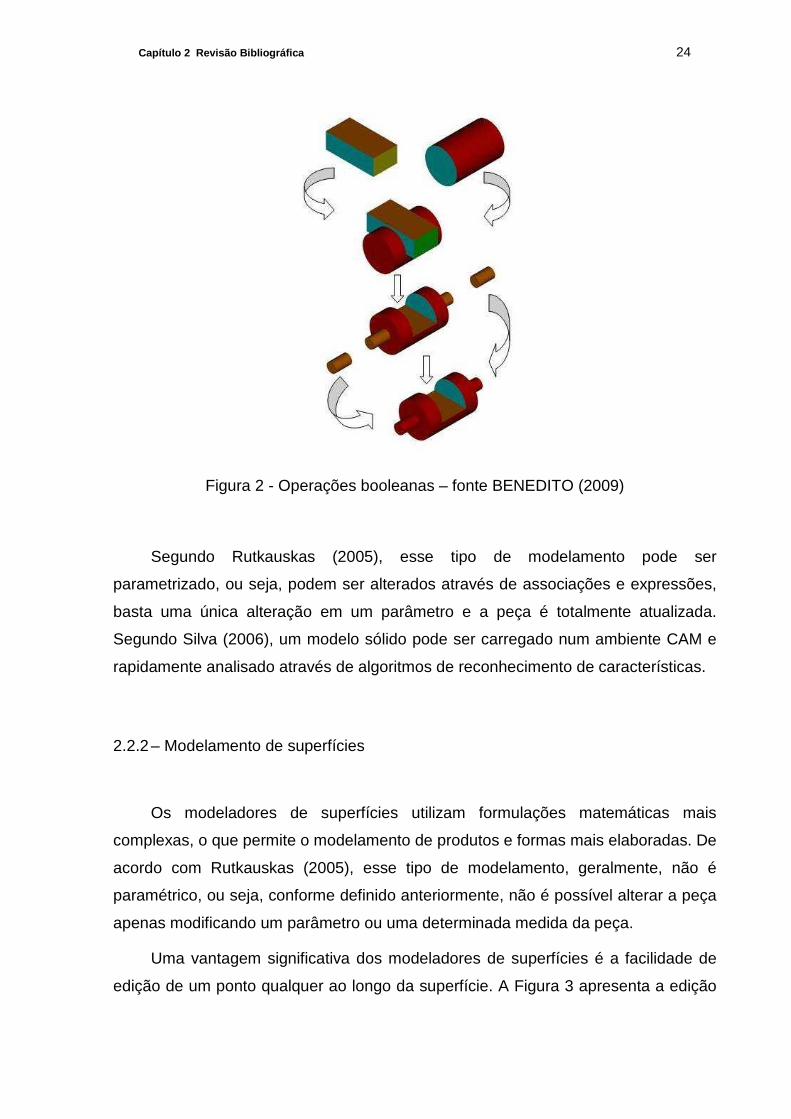
Uma vantagem significativa dos modeladores de superfícies é a facilidade de
edição de um ponto qualquer ao longo da superfície. A Figura 3 apresenta a edição
Capítulo 2 Revisão Bibliográfica 25
de um ponto ao longo de uma superfície criada a partir de uma forma geométrica
primitiva. No exemplo, um ponto ao longo da esfera foi editado através dos vetores.
Figura 3 – Edição de um ponto da superfície
Algumas diferenças básicas entre os dois processos de modelamento podem
ser destacadas como:
� Os modeladores de sólidos criam modelos com volume, já os de superfície
geram apenas uma casca dos modelos.
� Dentro dos modeladores de superfícies, um ponto dentro da superfície pode
ser facilmente editado, conforme Figura 3.
� Os modeladores sólidos permitem adição e subtração de sólidos.
2.3 CONCEITOS APLICADOS AOS SISTEMAS CAM
Os sistemas de CAM, Computer Aided Manufacturing, geram programas CNC
de superfícies complexas a partir de um modelo CAD. Os sistemas CAM são
empregados para auxílio da manufatura de moldes e matrizes e de peças complexas
na indústria aeroespacial, por exemplo, dando maior agilidade e confiabilidade ao
processo de fabricação.
Capítulo 2 Revisão Bibliográfica 26
Segundo Costa e Perreira (2006), atualmente, observa-se uma extensa gama
desse tipo de sistema e a maioria é dirigida aos processos de usinagem. Alguns são
modulares, possibilitando ao usuário adquirir módulos de acordo com os processos
de seu interesse, por exemplo: torneamento, fresamento ou eletroerosão. Outros são
mais abrangentes e contemplam mais de um processo.
Os sistemas CAM possibilitam ganho de tempo na programação de máquinas
CNC e também possibilitam a usinagem de formas geométricas complexas,
resultando num desenvolvimento de produtos com formas elaboradas e em menor
tempo de fabricação.
A transferência do modelo é bastante simples quando os sistemas CAD e CAM
são de mesma plataforma, ou seja, do mesmo fabricante. Essa transferência, porém,
fica difícil quando o modelo é feito em plataforma CAD e importado para um
diferente sistema CAM.
As limitações da tecnologia CAM, segundo Silva (2006), são levadas em conta
ainda nas etapas de modelagem CAD, o que proporciona maior integração entre as
tecnologias CAD e CAM, pois muitos problemas constatados nas etapas de
programação CAM podem ser evitados, desde que, nas fases de modelagem CAD,
essas limitações sejam conhecidas.
2.3.1 Operação de desbaste calculada pelo CAM
Para usinagem CNC via sistema CAM, além do modelo CAD, é necessário
definir o material bruto. Segundo SOUZA(b) (2005), a matéria-prima pode ser
fornecida em duas circunstâncias: um bloco prismático com faces planas é realizado
dentro da plataforma CAM, informando as dimensões do bloco prismático. Uma
segunda possibilidade é utilizar uma geometria realizada no CAD, essa aplicação é
utilizada no caso de peças fundidas ou pré-usinadas. O sistema CAM reconhece a
geometria do bloco realizado no CAD, com o objetivo de calcular a usinagem exata
com relação à matéria-prima e à geometria da peça.
Capítulo 2 Revisão Bibliográfica 27
A Figura 4 apresenta as duas formas empregadas para definir o material bruto
para a usinagem gerada em sistemas CAD/CAM.
Figura 4 - Bloco de matéria-prima - Fonte SOUZA(b) (2005)
Pateloup et al (2004) realizaram estudos para verificação da influência da
trajetória da ferramenta na cinemática da máquina ferramenta e propuseram formas
distintas de cálculo de trajetória de ferramenta para usinagem de alojamentos de
cavidade. Adaptaram as trajetórias de usinagem à geometria da peça, eliminando
cantos vivos nas trajetórias de ferramenta, conforme mostra a Figura 5, visando
diminuir o tempo de usinagem dos bolsões.
Figura 5 - Trajetórias de ferramenta para usinagem de bolsões – Fonte PATELOUP
et al (2004)

Capítulo 2 Revisão Bibliográfica 28
A Figura 6 apresenta experimentos práticos na usinagem de bolsões com
geometrias, realizados por Pateloup et al (2004). Dentro desses experimentos, foram
aplicadas diferentes formas de interpolação de ferramenta e foram calculadas
trajetórias com uso apenas de interpolação linear, linear/circular e bsplines.
Figura 6 - Geometria dos bolsões estudados - Fonte PATELOUP ET AL (2004)
Com os experimentos, verificou-se que, em todos os estudos, uma trajetória de
ferramenta melhor adaptada ao bolsão usinado representou redução no tempo real
de usinagem entre 15 e 25%. Os estudos de Pateloup et al (2004) ainda
constataram que existe variação da taxa de avanço quando duas curvas são
executas em sequência.
2.3.2 Operações de acabamento calculadas pelos sistemas CAM
A operação de acabamento visa remover o sobremetal proveniente da
operação de desbaste. Essa operação é feita em uma usinagem em três eixos e
com parâmetros de corte adequados ao acabamento.
Para a realização de acabamento, os sistemas CAM oferecem diversas
estratégias de usinagem que são fator de grande importância, pois definem as
Capítulo 2 Revisão Bibliográfica 29
trajetórias da ferramenta, sendo que cada estratégia realiza um cálculo diferenciado
para o processo. O conhecimento prático dos usuários ainda é necessário para
realizar um processo eficiente.
Cada estratégia de usinagem pode ser mais adequada para uma específica
geometria, a escolha dentre as diferentes trajetórias de ferramenta pode representar
grande influência sobre o tempo necessário para a usinagem, desgaste de
ferramentas de corte e qualidade superficial (WEINERT e GUNTERMANN, 2000).
Isso se agrava na usinagem de superfícies complexas, onde a qualidade do
processo não é influenciada apenas pelo par ferramenta/peça, como é o caso do
fresamento comum, mas depende fortemente da utilização adequada da estratégia
de corte para um determinado grau de curvatura da superfície e a associação com
as superfícies adjacentes.
Segundo Souza (2004), dentre as principais trajetórias de usinagem para
acabamento, disponíveis em sistemas CAM, podem-se citar: trajetórias em passes
verticais paralelos; trajetórias em passes horizontais paralelos e trajetórias em offset.
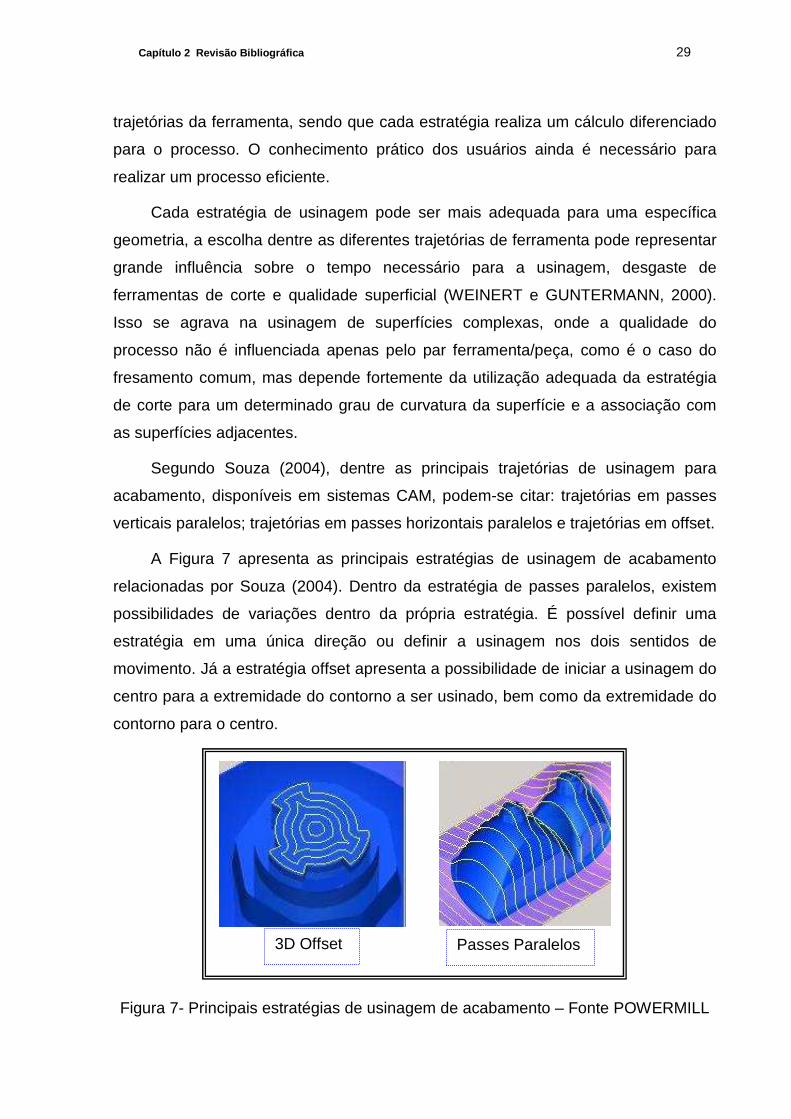
A Figura 7 apresenta as principais estratégias de usinagem de acabamento
relacionadas por Souza (2004). Dentro da estratégia de passes paralelos, existem
possibilidades de variações dentro da própria estratégia. É possível definir uma
estratégia em uma única direção ou definir a usinagem nos dois sentidos de
movimento. Já a estratégia offset apresenta a possibilidade de iniciar a usinagem do
centro para a extremidade do contorno a ser usinado, bem como da extremidade do
contorno para o centro.
Figura 7- Principais estratégias de usinagem de acabamento – Fonte POWERMILL
3D Offset Passes Paralelos
Capítulo 2 Revisão Bibliográfica 30
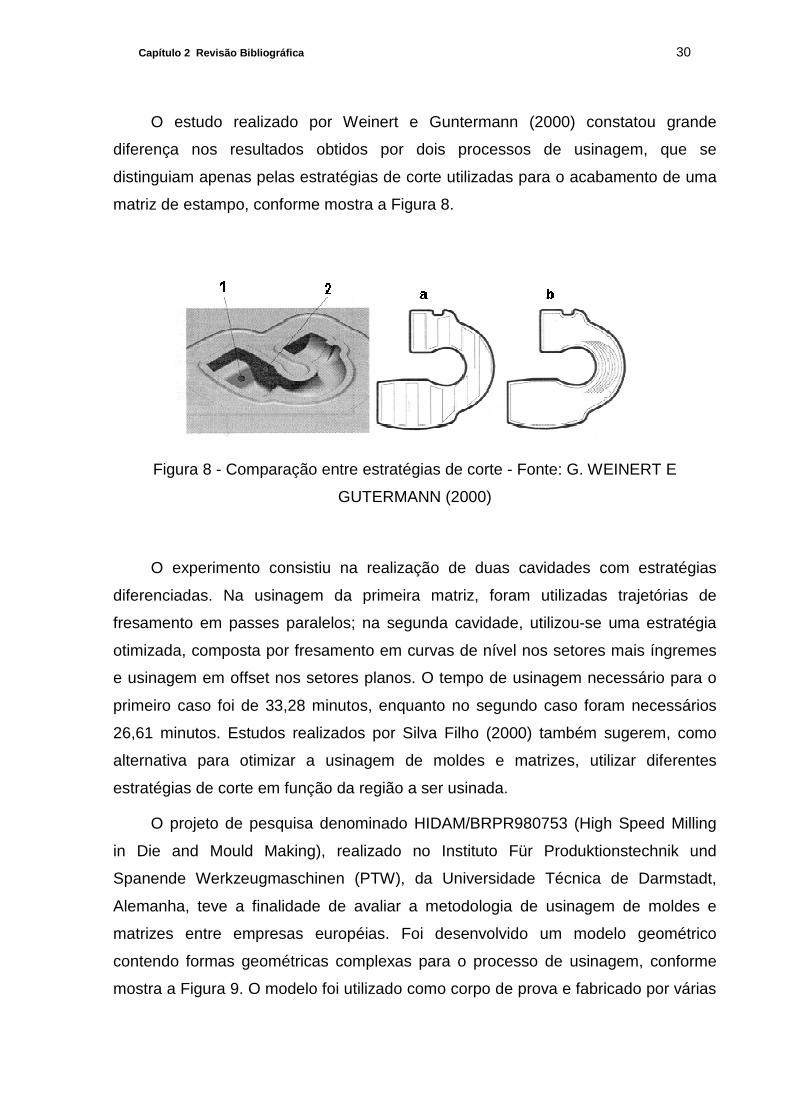
O estudo realizado por Weinert e Guntermann (2000) constatou grande
diferença nos resultados obtidos por dois processos de usinagem, que se
distinguiam apenas pelas estratégias de corte utilizadas para o acabamento de uma
matriz de estampo, conforme mostra a Figura 8.
Figura 8 - Comparação entre estratégias de corte - Fonte: G. WEINERT E
GUTERMANN (2000)
O experimento consistiu na realização de duas cavidades com estratégias
diferenciadas. Na usinagem da primeira matriz, foram utilizadas trajetórias de
fresamento em passes paralelos; na segunda cavidade, utilizou-se uma estratégia
otimizada, composta por fresamento em curvas de nível nos setores mais íngremes
e usinagem em offset nos setores planos. O tempo de usinagem necessário para o
primeiro caso foi de 33,28 minutos, enquanto no segundo caso foram necessários
26,61 minutos. Estudos realizados por Silva Filho (2000) também sugerem, como
alternativa para otimizar a usinagem de moldes e matrizes, utilizar diferentes
estratégias de corte em função da região a ser usinada.
O projeto de pesquisa denominado HIDAM/BRPR980753 (High Speed Milling
in Die and Mould Making), realizado no Instituto Für Produktionstechnik und
Spanende Werkzeugmaschinen (PTW), da Universidade Técnica de Darmstadt,
Alemanha, teve a finalidade de avaliar a metodologia de usinagem de moldes e
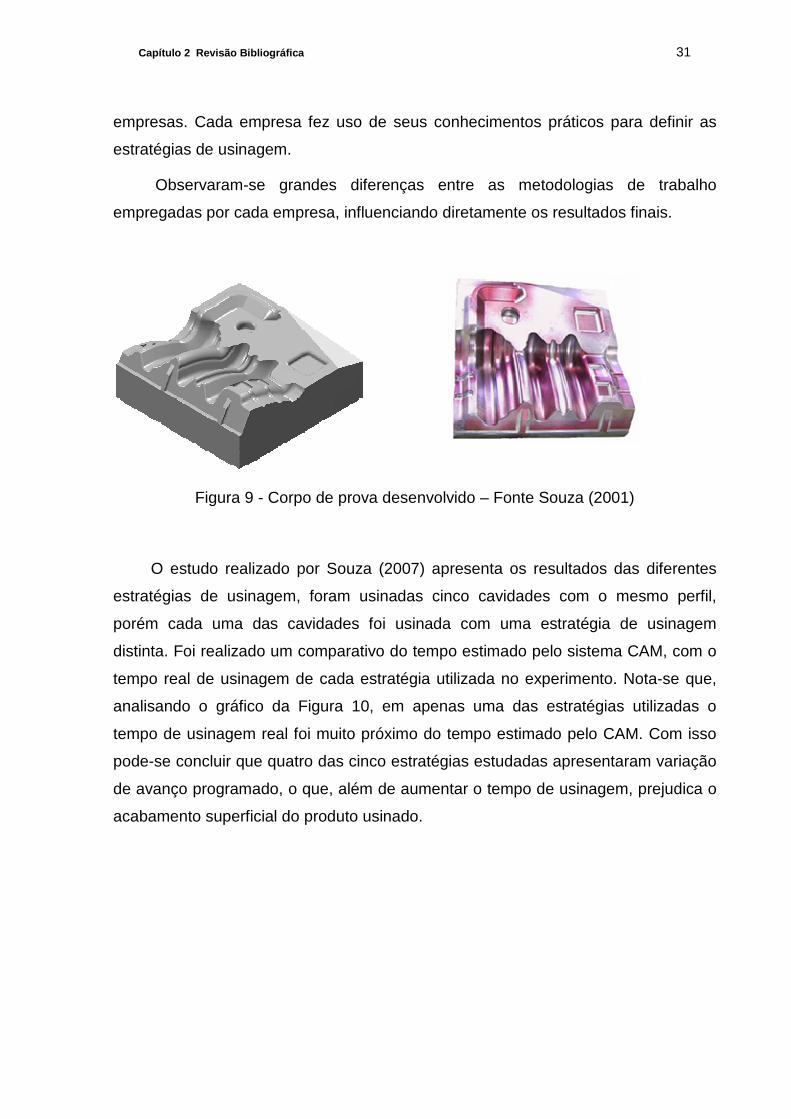
matrizes entre empresas européias. Foi desenvolvido um modelo geométrico
contendo formas geométricas complexas para o processo de usinagem, conforme
mostra a Figura 9. O modelo foi utilizado como corpo de prova e fabricado por várias
Capítulo 2 Revisão Bibliográfica 31
empresas. Cada empresa fez uso de seus conhecimentos práticos para definir as
estratégias de usinagem.
Observaram-se grandes diferenças entre as metodologias de trabalho
empregadas por cada empresa, influenciando diretamente os resultados finais.
Figura 9 - Corpo de prova desenvolvido – Fonte Souza (2001)
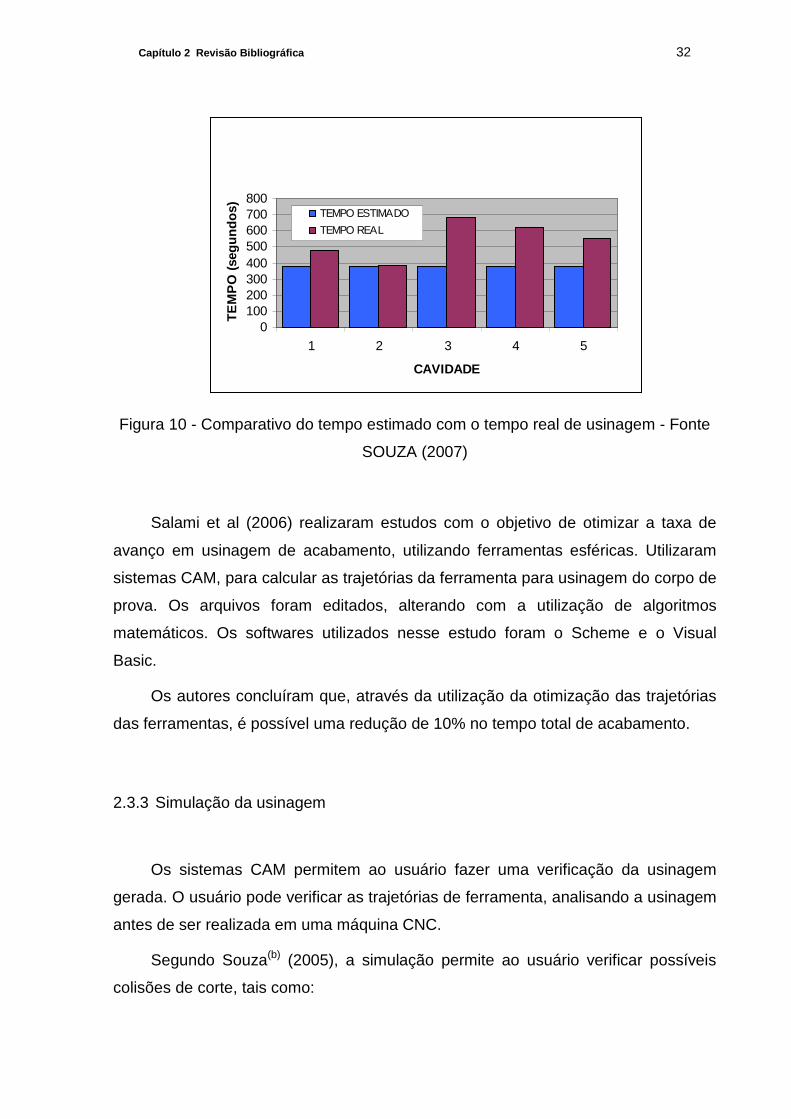
O estudo realizado por Souza (2007) apresenta os resultados das diferentes
estratégias de usinagem, foram usinadas cinco cavidades com o mesmo perfil,
porém cada uma das cavidades foi usinada com uma estratégia de usinagem
distinta. Foi realizado um comparativo do tempo estimado pelo sistema CAM, com o
tempo real de usinagem de cada estratégia utilizada no experimento. Nota-se que,
analisando o gráfico da Figura 10, em apenas uma das estratégias utilizadas o
tempo de usinagem real foi muito próximo do tempo estimado pelo CAM. Com isso
pode-se concluir que quatro das cinco estratégias estudadas apresentaram variação
de avanço programado, o que, além de aumentar o tempo de usinagem, prejudica o
acabamento superficial do produto usinado.
Capítulo 2 Revisão Bibliográfica 32
TEMPO DE USINAGEM
0100200300400500600700800
1 2 3 4 5
CAVIDADE
TE
MP
O (
segu
ndos
) TEMPO ESTIMADO
TEMPO REAL
Figura 10 - Comparativo do tempo estimado com o tempo real de usinagem - Fonte
SOUZA (2007)
Salami et al (2006) realizaram estudos com o objetivo de otimizar a taxa de
avanço em usinagem de acabamento, utilizando ferramentas esféricas. Utilizaram
sistemas CAM, para calcular as trajetórias da ferramenta para usinagem do corpo de
prova. Os arquivos foram editados, alterando com a utilização de algoritmos
matemáticos. Os softwares utilizados nesse estudo foram o Scheme e o Visual
Basic.
Os autores concluíram que, através da utilização da otimização das trajetórias
das ferramentas, é possível uma redução de 10% no tempo total de acabamento.
2.3.3 Simulação da usinagem
Os sistemas CAM permitem ao usuário fazer uma verificação da usinagem
gerada. O usuário pode verificar as trajetórias de ferramenta, analisando a usinagem
antes de ser realizada em uma máquina CNC.
Segundo Souza(b) (2005), a simulação permite ao usuário verificar possíveis
colisões de corte, tais como:
Capítulo 2 Revisão Bibliográfica 33
� Colisão do sistema de fixação da ferramenta de corte (mandril e pinça) com a
geometria da peça.
� Colisão da ferramenta com dispositivos de fixação da matéria-prima na mesa
da máquina ou outros instrumentos da máquina
� Movimentações inadequadas da ferramenta, ocorrendo invasão da geometria
final.
Com isso o usuário tem maior garantia do processo a ser realizado, porém os
sistemas CAM simulam o programa gerado antes de ser pós-processado, portanto,
se houver algum erro de pós-processamento, o usuário não poderá visualizá-lo
nessas simulações.
2.3.4 Pós-processamento
Os programas gerados no CAM estão em formato computacional binário e,
para serem executados em uma máquina CNC, precisam ser convertidos para a
linguagem da máquina. Cada comando CNC possui uma linguagem própria, apesar
de alguns comandos apresentarem estrutura muito parecida, portanto o usuário
deve conhecer o comando da máquina CNC para executar o pós-processamento.
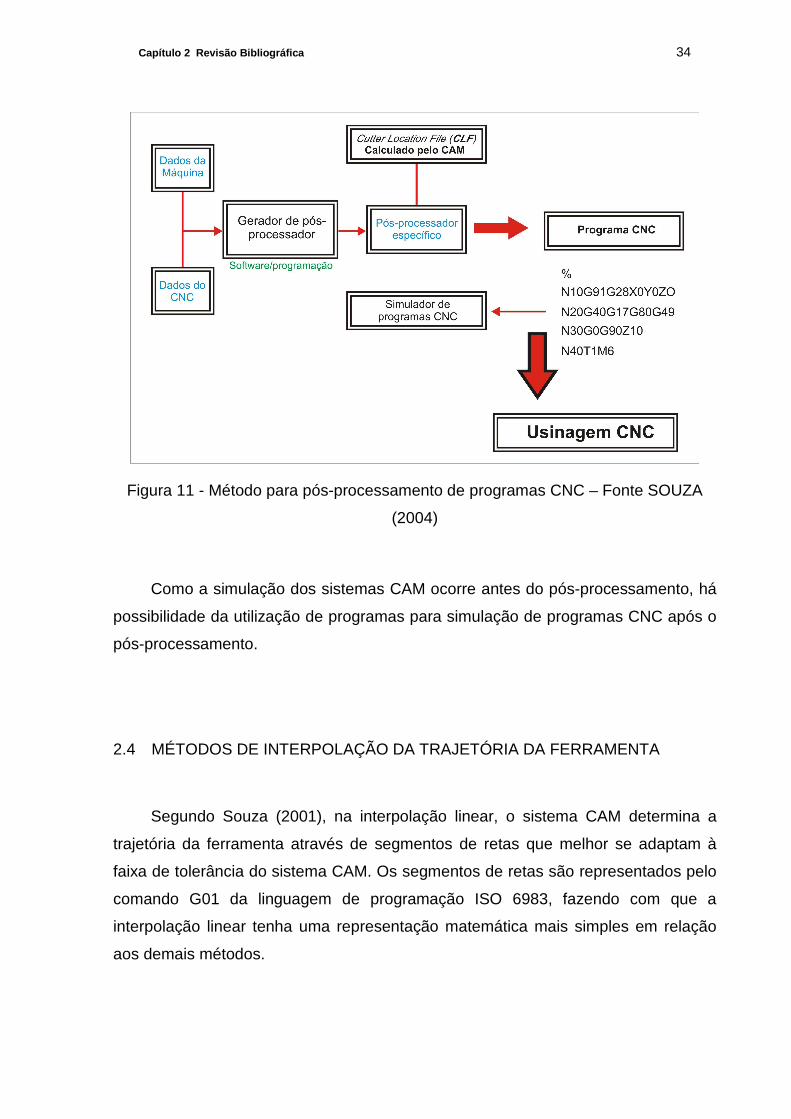
Juntamente com os dados da máquina operatriz e do comando da máquina
CNC, o pós-processador gera um programa CNC (Figura 11), composto por pontos
que representam a trajetória da ferramenta ao longo da geometria a ser usinada. O
arquivo é conhecido com cutter location file (CLF).
Capítulo 2 Revisão Bibliográfica 34
Figura 11 - Método para pós-processamento de programas CNC – Fonte SOUZA
(2004)
Como a simulação dos sistemas CAM ocorre antes do pós-processamento, há
possibilidade da utilização de programas para simulação de programas CNC após o
pós-processamento.
2.4 MÉTODOS DE INTERPOLAÇÃO DA TRAJETÓRIA DA FERRAMENTA
Segundo Souza (2001), na interpolação linear, o sistema CAM determina a
trajetória da ferramenta através de segmentos de retas que melhor se adaptam à
faixa de tolerância do sistema CAM. Os segmentos de retas são representados pelo
comando G01 da linguagem de programação ISO 6983, fazendo com que a
interpolação linear tenha uma representação matemática mais simples em relação
aos demais métodos.
Capítulo 2 Revisão Bibliográfica 35
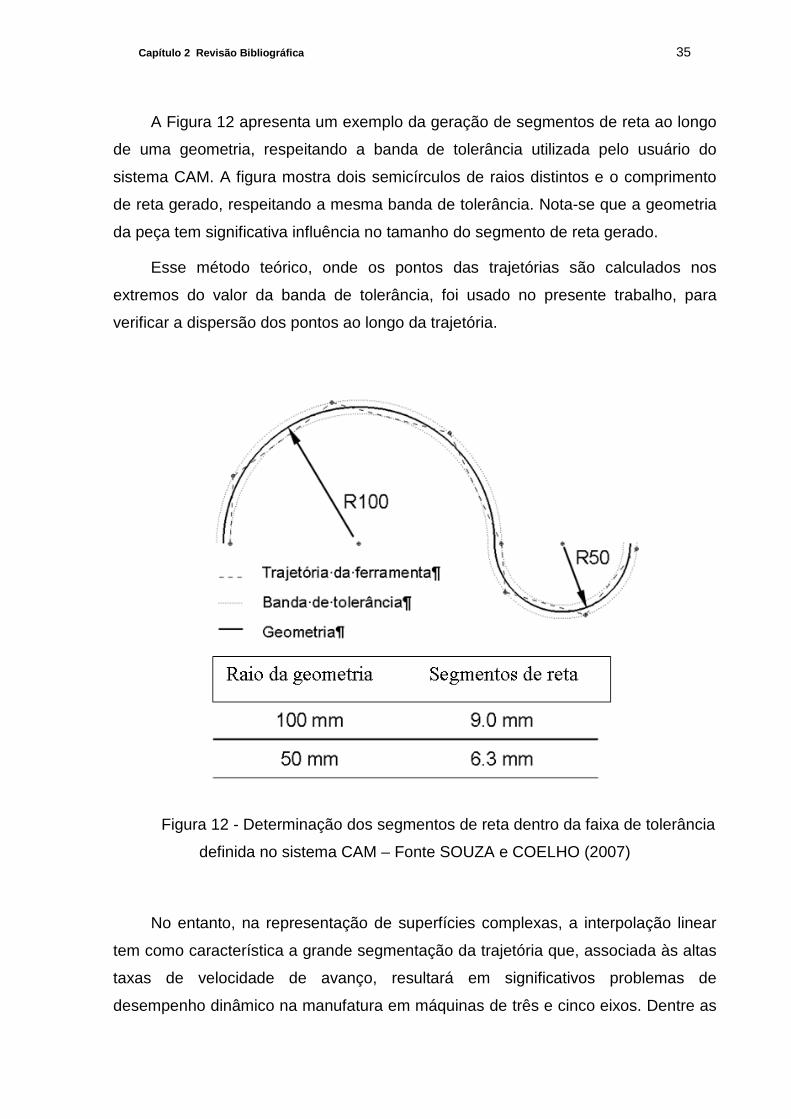
A Figura 12 apresenta um exemplo da geração de segmentos de reta ao longo
de uma geometria, respeitando a banda de tolerância utilizada pelo usuário do
sistema CAM. A figura mostra dois semicírculos de raios distintos e o comprimento
de reta gerado, respeitando a mesma banda de tolerância. Nota-se que a geometria
da peça tem significativa influência no tamanho do segmento de reta gerado.
Esse método teórico, onde os pontos das trajetórias são calculados nos
extremos do valor da banda de tolerância, foi usado no presente trabalho, para
verificar a dispersão dos pontos ao longo da trajetória.
Figura 12 - Determinação dos segmentos de reta dentro da faixa de tolerância
definida no sistema CAM – Fonte SOUZA e COELHO (2007)
No entanto, na representação de superfícies complexas, a interpolação linear
tem como característica a grande segmentação da trajetória que, associada às altas
taxas de velocidade de avanço, resultará em significativos problemas de
desempenho dinâmico na manufatura em máquinas de três e cinco eixos. Dentre as
Capítulo 2 Revisão Bibliográfica 36
causas dos problemas, destacam-se o tempo de processamento do CNC e as
características de aceleração da máquina-ferramenta. O tempo de processamento
de bloco é uma característica do CNC, normalmente utilizado por seus fabricantes
como um parâmetro de desempenho, e pode ser definido como o tempo que o CNC
leva para ler e processar um bloco de informação do programa CNC. Quando o
tempo de processamento do bloco for maior que o tempo de usinagem do percurso
do segmento, a máquina atingirá o ponto de destino e a informação para o próximo
movimento ainda não estará disponível.
Segundo Scültzer et al (2000), essa metodologia acarreta algumas
inconveniências para a manufatura de moldes e matrizes, conforme enumeração a
seguir:
a) Programas CNC muito extensos;
b) Baixa qualidade de acabamento, devido ao "facetamento" da superfície
usinada;
c) Grande quantidade de informações para o CNC processar,
consequentemente, não permite alta velocidade de avanço em regiões
complexas com grande número de segmentos de retas.
A Figura 13 ilustra outro método em desenvolvimento para interpolações, que
corresponde à utilização em comum de interpolações lineares e circulares
(comandos G01; G02 e G03), para descrever uma trajetória complexa de
ferramenta. Segundo Souza (2001), esse método consiste na associação da
interpolação linear com a interpolação circular para a representação de uma
trajetória complexa de ferramenta, o que acarreta a geração de programas NC
contendo comandos G01, G02 e G03. A Figura 13 também ilustra os segmentos de
retas PO1 e PO2, associados aos arcos de circunferência R1 e R2, utilizados para
descrever a mesma trajetória de ferramenta.
Souza (2001) afirma que, inicialmente, utiliza-se esse tipo de técnica para
caminhos em duas dimensões. Alguns sistemas CAM são capazes de gerar esses
programas e a grande maioria dos CNC está apta a interpretar os comandos.
Capítulo 2 Revisão Bibliográfica 37
Figura 13 - Interpolação linear e interpolação circular - Fonte SOUZA (2000)
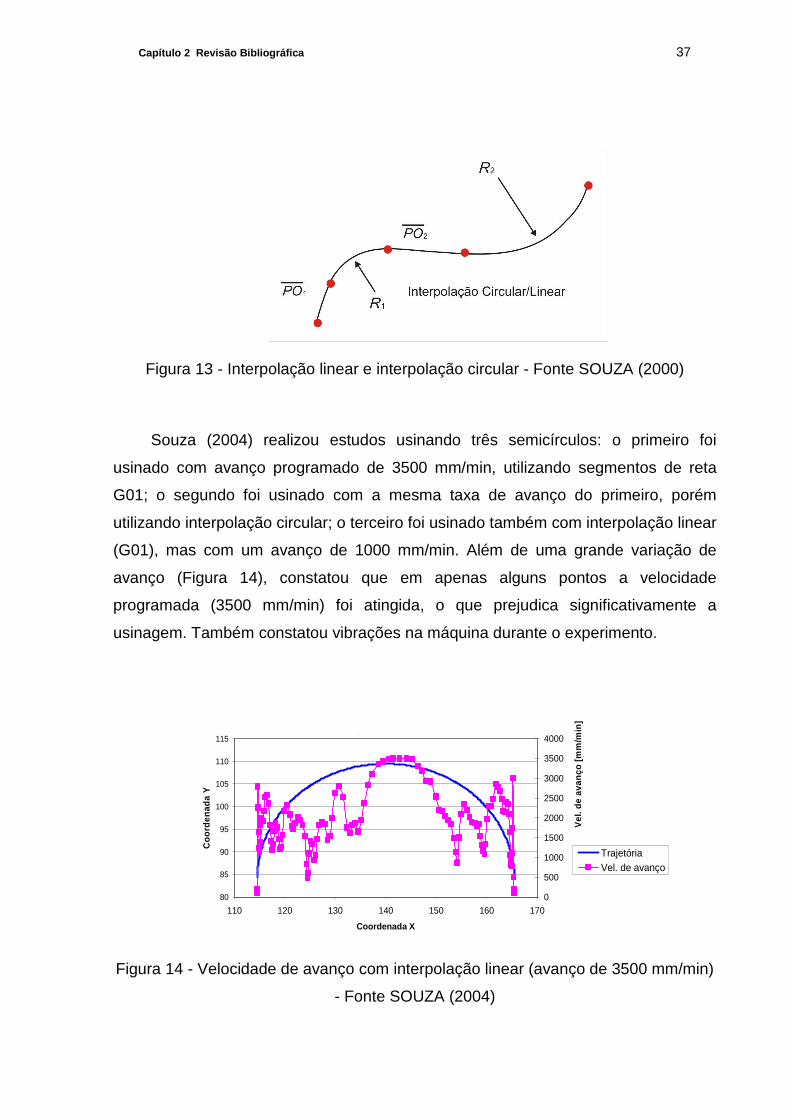
Souza (2004) realizou estudos usinando três semicírculos: o primeiro foi
usinado com avanço programado de 3500 mm/min, utilizando segmentos de reta
G01; o segundo foi usinado com a mesma taxa de avanço do primeiro, porém
utilizando interpolação circular; o terceiro foi usinado também com interpolação linear
(G01), mas com um avanço de 1000 mm/min. Além de uma grande variação de
avanço (Figura 14), constatou que em apenas alguns pontos a velocidade
programada (3500 mm/min) foi atingida, o que prejudica significativamente a
usinagem. Também constatou vibrações na máquina durante o experimento.
Velocidade de avanço programada: 3500 mm/min Interpolação linear G01
80
85
90
95
100
105
110
115
110 120 130 140 150 160 170
Coordenada X
Coo
rden
ada
Y
0
500
1000
1500
2000
2500
3000
3500
4000
Vel
. de
avan
ço [m
m/m
in]
TrajetóriaVel. de avanço
Figura 14 - Velocidade de avanço com interpolação linear (avanço de 3500 mm/min)
- Fonte SOUZA (2004)
Capítulo 2 Revisão Bibliográfica 38
Analisando a Figura 14, nota-se claramente a dificuldade de realizar usinagem
em alta velocidade de uma superfície complexa com o uso de segmentos de retas,
pois, com as variações de avanço, perde-se produtividade e qualidade superficial do
produto usinado.
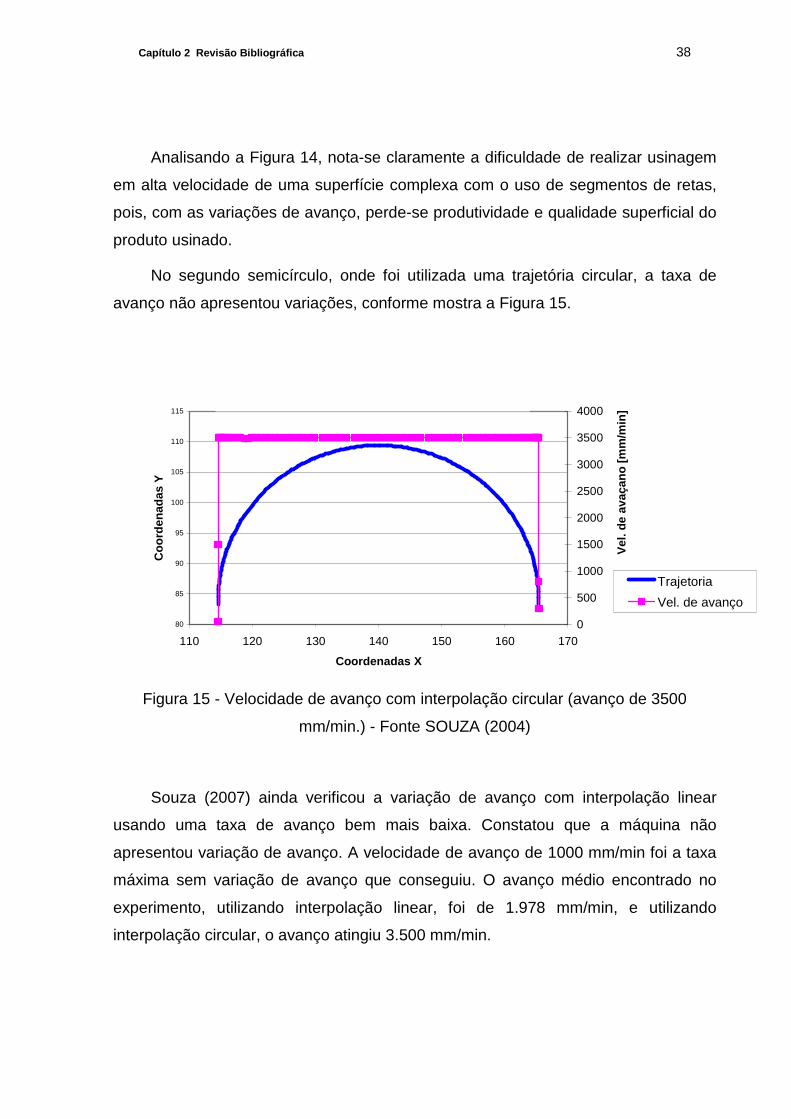
No segundo semicírculo, onde foi utilizada uma trajetória circular, a taxa de
avanço não apresentou variações, conforme mostra a Figura 15.
Velocidade de avanço programada: 3500 mm/minInterpolação circular G02
80
85
90
95
100
105
110
115
110 120 130 140 150 160 170
Coordenadas X
Coo
rden
adas
Y
0
500
1000
1500
2000
2500
3000
3500
4000
Vel
. de
avaç
ano
[mm
/min
]
Trajetoria
Vel. de avanço
Figura 15 - Velocidade de avanço com interpolação circular (avanço de 3500
mm/min.) - Fonte SOUZA (2004)
Souza (2007) ainda verificou a variação de avanço com interpolação linear
usando uma taxa de avanço bem mais baixa. Constatou que a máquina não
apresentou variação de avanço. A velocidade de avanço de 1000 mm/min foi a taxa
máxima sem variação de avanço que conseguiu. O avanço médio encontrado no
experimento, utilizando interpolação linear, foi de 1.978 mm/min, e utilizando
interpolação circular, o avanço atingiu 3.500 mm/min.
Capítulo 2 Revisão Bibliográfica 39
Em outro estudo analisado, Schützer e Helleno (2007) realizaram um
comparativo de oscilação de avanço entre trajetórias calculadas através de
segmentos de reta (G01) e trajetórias calculadas através do uso de spline.
Com o uso de splines, a trajetória da ferramenta não é calculada através de
segmentos de reta ou por interpolação circular, mas por segmentos de curva,
baseado em complexos modelos matemáticos. Schützer e Helleno (2007) afirmam
que, com isso, os sistemas CAM poderão determinar a trajetória da ferramenta mais
suave e precisa que se adapte à tolerância do Sistema CAM.
Para esse estudo, os autores analisaram dois sistemas CAM, aplicando duas
tolerâncias de cálculo diferentes (0,05 mm e 0,005 mm). Ainda analisaram três
diferentes velocidades de avanço (2500 mm/min, 8000 mm/min e 15000 mm/min) e
usinaram o corpo de prova em duas máquinas CNC. Para uma velocidade de
avanço de 2500 mm/min e tolerância de cálculo de 0,05 mm, constataram uma
pequena variação de avanço.
Schützer e Helleno (2007) chegaram às seguintes conclusões:
a) Vantagens com relação ao comportamento da velocidade real das
interpolações spline sobre a interpolação linear;
b) Mesmo máquinas com alto desempenho dinâmico apresentam
limitações tecnológicas decorrentes da utilização da interpolação linear
na representação da trajetória da ferramenta na manufatura de
superfícies complexas;
c) Comportamentos distintos da velocidade de avanço real, em algumas
regiões do corpo de prova, decorrentes da utilização de diferentes
Sistemas CAM na geração da interpolação spline.
Segundo Souza (2004) e Souza e Coelho (2007), as trajetórias de ferramentas
utilizando funções splines requerem dois valores de tolerância para cálculo, a saber:
i) tolerância para o cálculo inicial de trajetórias lineares; ii) baseado nas trajetórias
lineares, o software calcula as trajetórias spline.
Capítulo 2 Revisão Bibliográfica 40
Segundo os autores, os algoritmos de cálculos de trajetórias spline ainda
carecem desenvolvimento, muitas equações splines ainda são geradas para
representar movimentações relativamente pequenas da ferramenta.
Boujelbene et al (2004) realizaram estudos comparando trajetórias de
ferramentas compostas por segmentos de reta e trajetórias utilizando pontos
gerados a partir de trajetórias linear/circular. Concluíram que as trajetórias
linear/circular apresentam as seguintes vantagens:
a) Menor tamanho dos arquivos/programas CNC;
b) Menor erro geométrico do modelo;
c) Menor rugosidade superficial;
d) Menor tempo de polimento de cavidade.
2.5 CÁLCULO DA TRAJETÓRIA DA FERRAMENTA
Neste item, apresenta-se a metodologia geral para cálculo das trajetórias da
ferramenta, uma sucinta descrição dos métodos para se obter os pontos de contato
da ferramenta sobre a superfície a ser usinada e alguns métodos para calcular os
pontos do programa CNC.
2.5.1 Conceitos gerais sobre as trajetórias
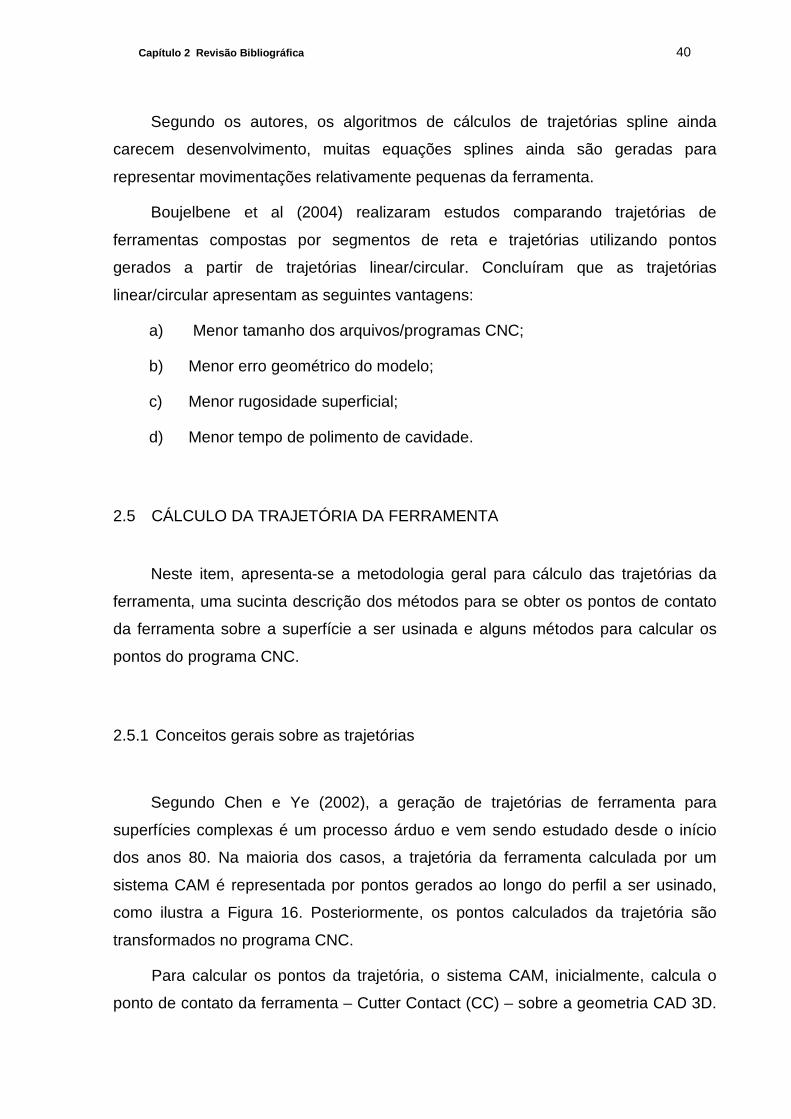
Segundo Chen e Ye (2002), a geração de trajetórias de ferramenta para
superfícies complexas é um processo árduo e vem sendo estudado desde o início
dos anos 80. Na maioria dos casos, a trajetória da ferramenta calculada por um
sistema CAM é representada por pontos gerados ao longo do perfil a ser usinado,
como ilustra a Figura 16. Posteriormente, os pontos calculados da trajetória são
transformados no programa CNC.
Para calcular os pontos da trajetória, o sistema CAM, inicialmente, calcula o
ponto de contato da ferramenta – Cutter Contact (CC) – sobre a geometria CAD 3D.
Capítulo 2 Revisão Bibliográfica 41
Empregando um método de compensação, calcula-se a localização da ponta central
da ferramenta, a qual é denominada Cutter Location (CL). Os pontos CL são pontos
contidos no programa CNC final.
Figura 16- Trajetória da ferramenta calculada por um sistema CAM.- Fonte ARIAS e
SOUZA (2008)
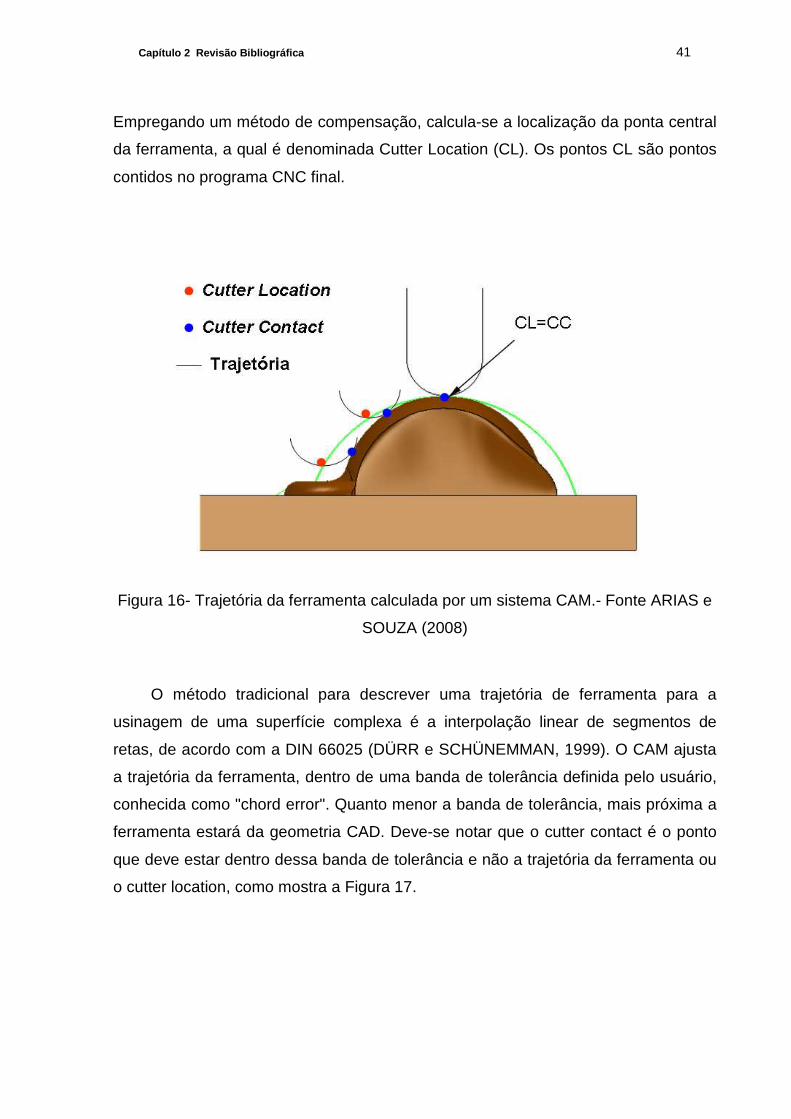
O método tradicional para descrever uma trajetória de ferramenta para a
usinagem de uma superfície complexa é a interpolação linear de segmentos de
retas, de acordo com a DIN 66025 (DÜRR e SCHÜNEMMAN, 1999). O CAM ajusta
a trajetória da ferramenta, dentro de uma banda de tolerância definida pelo usuário,
conhecida como "chord error". Quanto menor a banda de tolerância, mais próxima a
ferramenta estará da geometria CAD. Deve-se notar que o cutter contact é o ponto
que deve estar dentro dessa banda de tolerância e não a trajetória da ferramenta ou
o cutter location, como mostra a Figura 17.
Capítulo 2 Revisão Bibliográfica 42
Figura 17 - Cálculo das trajetórias de ferramenta. Fonte – ARIAS e SOUZA (2008)
Segundo Lee (1998), o fresamento de superfícies complexas pode exigir várias
trajetórias de ferramenta. Quando uma significativa quantidade de material precisa
ser removida, dois tipos de trajetórias são normalmente calculados.
2.5.2 Métodos para cálculo do ponto de contato ferramenta-peça
O cálculo da trajetória de ferramenta para acabamento envolve a aproximação
de segmentos de reta às curvas das superfícies a serem usinadas, fazendo a
ferramenta percorrê-los. A precisão da usinagem depende da precisão da geração
desses segmentos de reta.
Quando a estratégia está definida, bem como as curvas de aproximação da
trajetória, os pontos da curva são calculados. A distância entre os pontos não pode
ultrapassar os limites de tolerância requerida na usinagem.
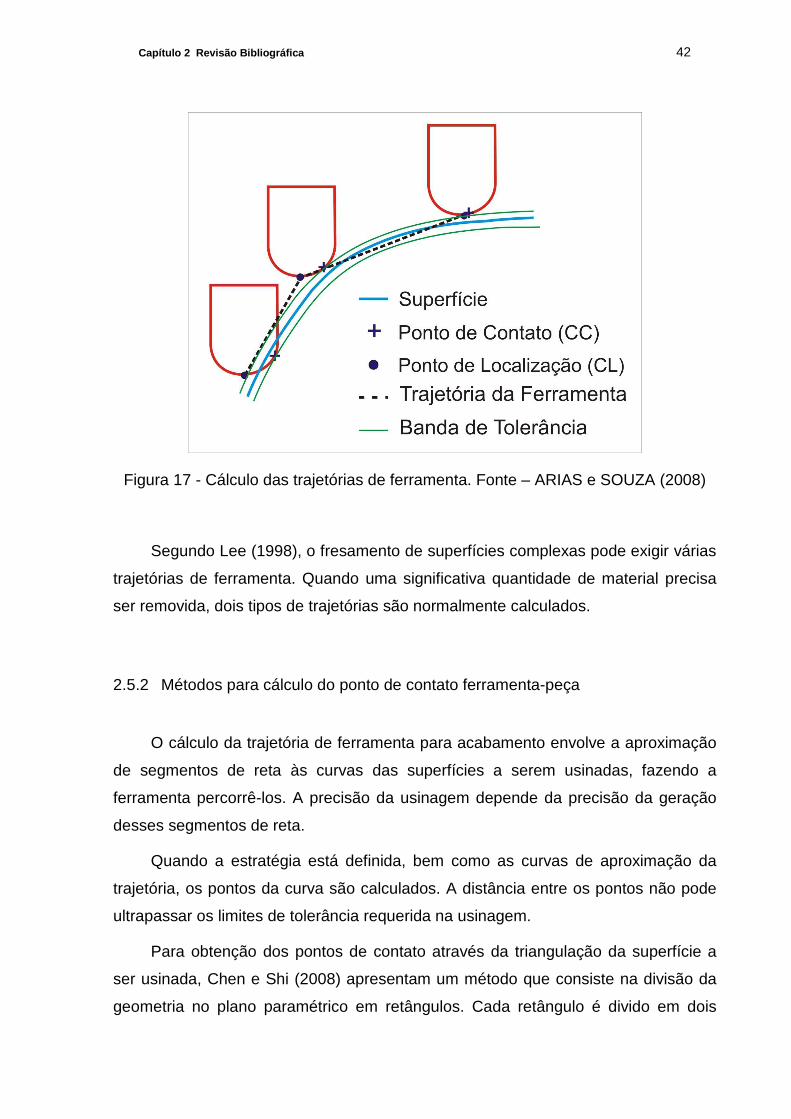
Para obtenção dos pontos de contato através da triangulação da superfície a
ser usinada, Chen e Shi (2008) apresentam um método que consiste na divisão da
geometria no plano paramétrico em retângulos. Cada retângulo é divido em dois
Capítulo 2 Revisão Bibliográfica 43
triângulos, cuja malha criada no plano paramétrico é rebatida na superfície a ser
usinada (Figura 18).
Figura 18 - Malha de triângulos – Fonte CHEN E SHI (2008)
Os pontos de contato são obtidos através da intersecção da malha de
triângulos com a superfície do modelo. Estudos de Misra et al (2008), no método de
cálculo dos pontos de contato (CC), mostram que a geração da trajetória da
ferramenta é obtida por uma sequência de pontos CC ao longo da trajetória. Os
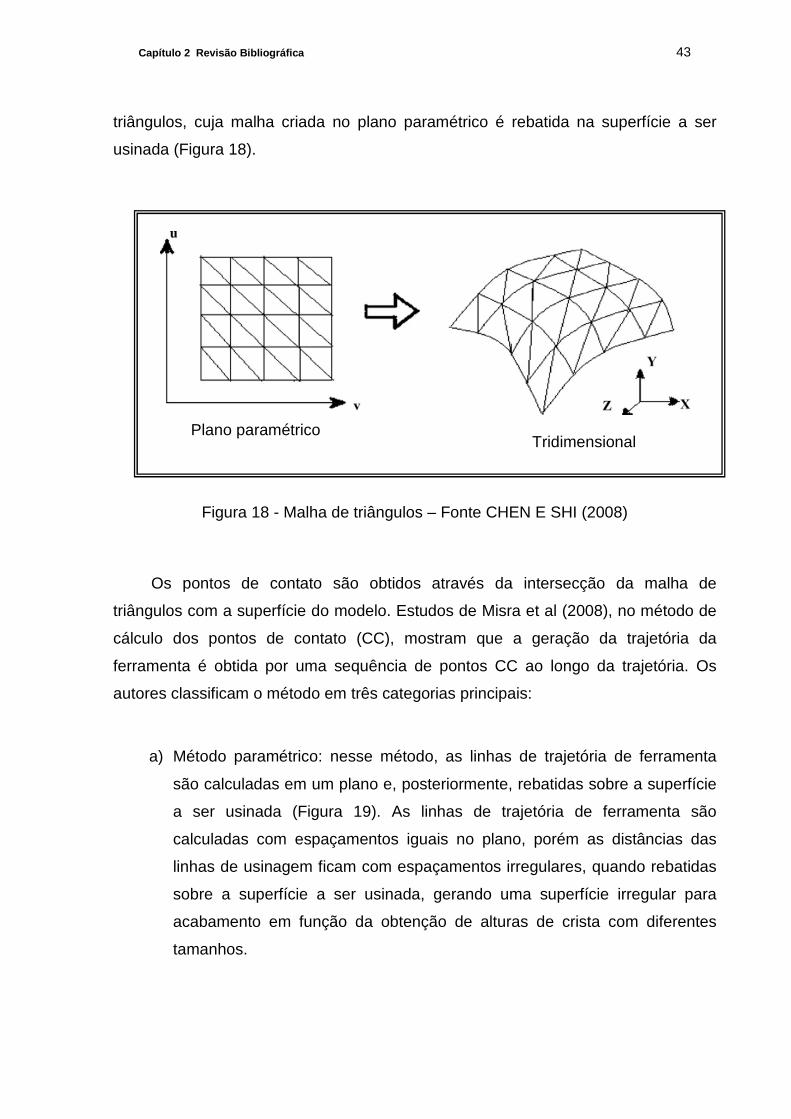
autores classificam o método em três categorias principais:
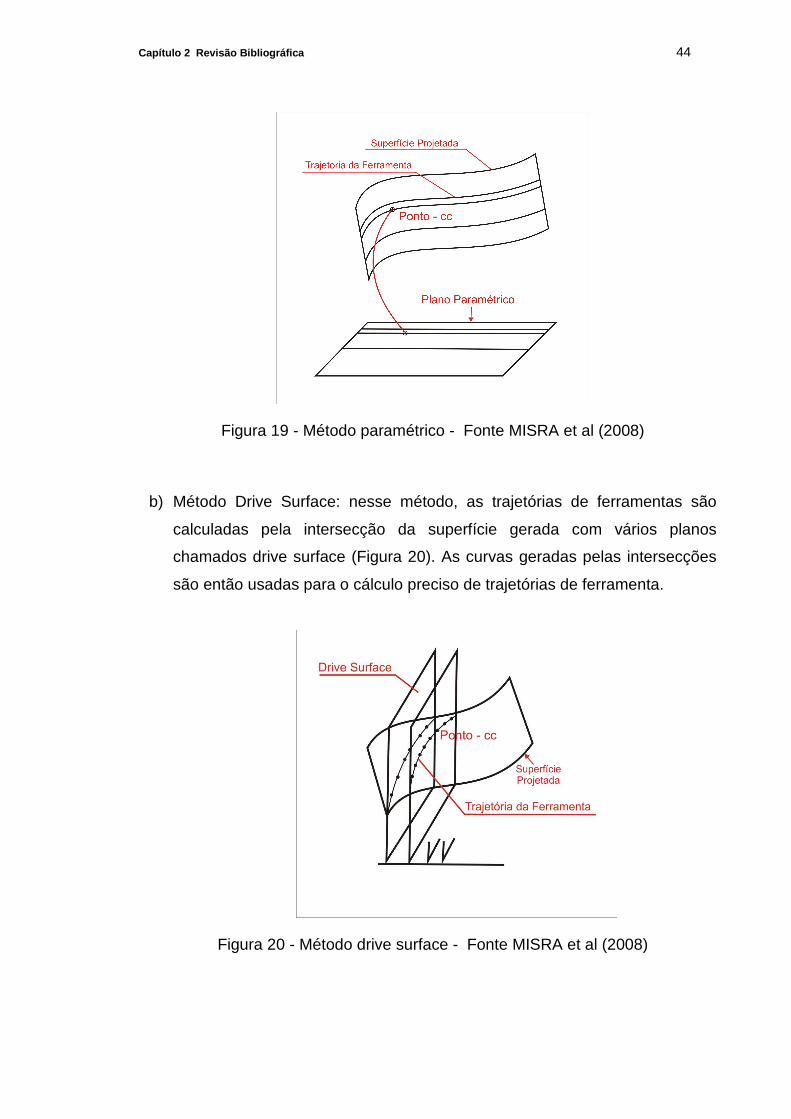
a) Método paramétrico: nesse método, as linhas de trajetória de ferramenta
são calculadas em um plano e, posteriormente, rebatidas sobre a superfície
a ser usinada (Figura 19). As linhas de trajetória de ferramenta são
calculadas com espaçamentos iguais no plano, porém as distâncias das
linhas de usinagem ficam com espaçamentos irregulares, quando rebatidas
sobre a superfície a ser usinada, gerando uma superfície irregular para
acabamento em função da obtenção de alturas de crista com diferentes
tamanhos.
Plano paramétrico Tridimensional
Capítulo 2 Revisão Bibliográfica 44
Figura 19 - Método paramétrico - Fonte MISRA et al (2008)
b) Método Drive Surface: nesse método, as trajetórias de ferramentas são
calculadas pela intersecção da superfície gerada com vários planos
chamados drive surface (Figura 20). As curvas geradas pelas intersecções
são então usadas para o cálculo preciso de trajetórias de ferramenta.
Figura 20 - Método drive surface - Fonte MISRA et al (2008)

Capítulo 2 Revisão Bibliográfica 45
c) Método Plano auxiliar: dentro desse método, gera-se um plano 2D auxiliar,
onde são rebatidas as linhas ou o próprio contorno da usinagem (Figura 21).
A vantagem desse método é a manutenção da geometria da peça na
geração dos pontos de usinagem.
Figura 21- Método com plano auxiliar - Fonte MISRA et al (2008)
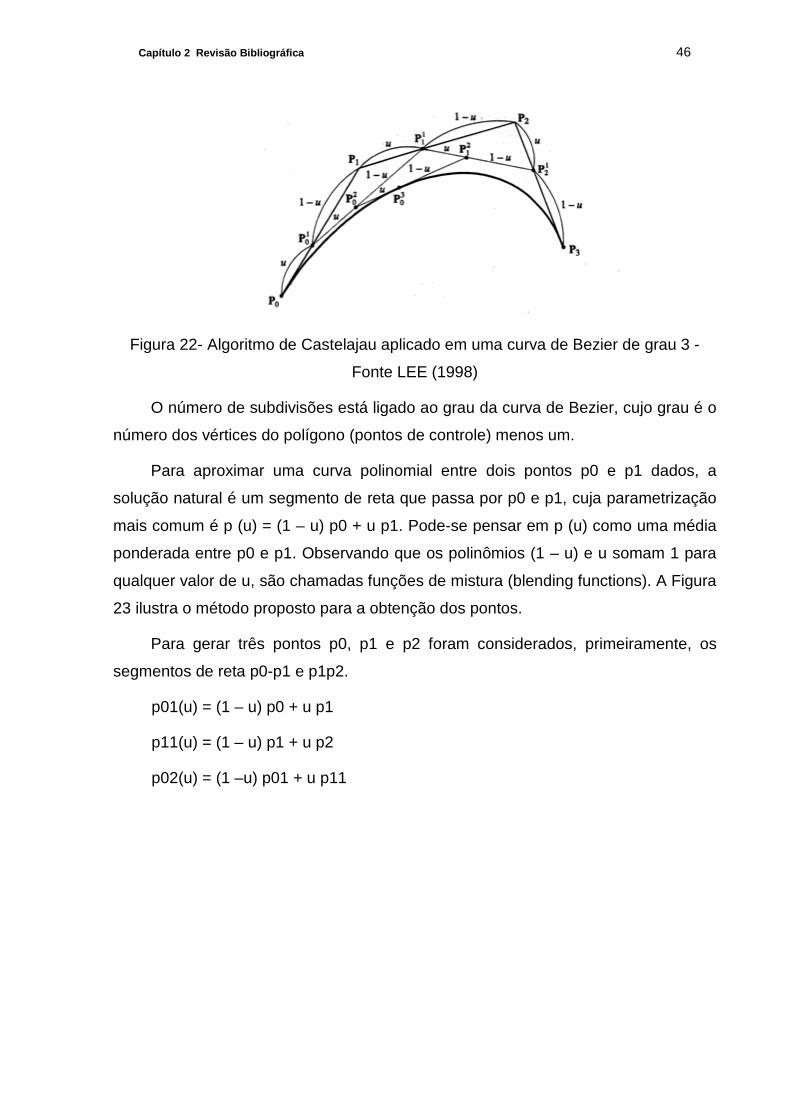
Outra forma de obtenção dos pontos CC, apresentados por Lee (1998), é o
algoritmo de Casteljau (Figura 22), aplicado para obtenção dos pontos CC de uma
curva de Bezier. Choi (2004) afirma que o algoritmo de Casteljau é uma forma
simples para obter os pontos através do polígono de controle da curva.
Capítulo 2 Revisão Bibliográfica 46
Figura 22- Algoritmo de Castelajau aplicado em uma curva de Bezier de grau 3 -
Fonte LEE (1998)
O número de subdivisões está ligado ao grau da curva de Bezier, cujo grau é o
número dos vértices do polígono (pontos de controle) menos um.
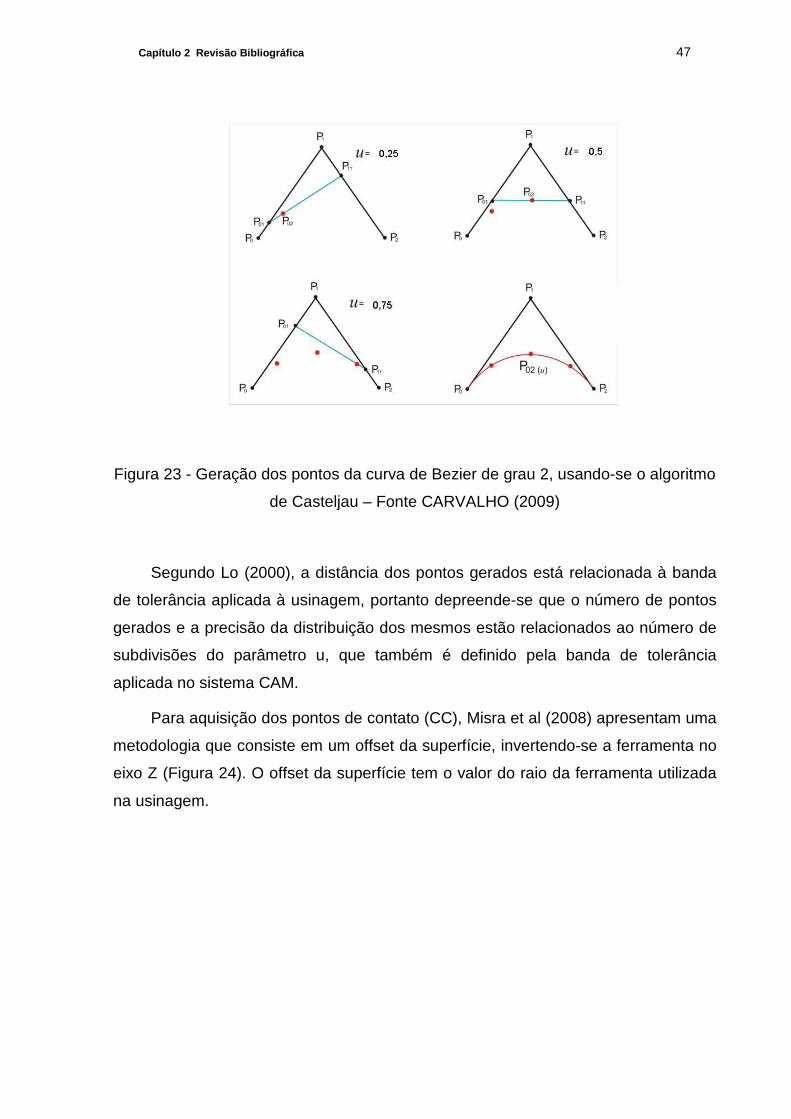
Para aproximar uma curva polinomial entre dois pontos p0 e p1 dados, a
solução natural é um segmento de reta que passa por p0 e p1, cuja parametrização
mais comum é p (u) = (1 – u) p0 + u p1. Pode-se pensar em p (u) como uma média
ponderada entre p0 e p1. Observando que os polinômios (1 – u) e u somam 1 para
qualquer valor de u, são chamadas funções de mistura (blending functions). A Figura
23 ilustra o método proposto para a obtenção dos pontos.
Para gerar três pontos p0, p1 e p2 foram considerados, primeiramente, os
segmentos de reta p0-p1 e p1p2.
p01(u) = (1 – u) p0 + u p1
p11(u) = (1 – u) p1 + u p2
p02(u) = (1 –u) p01 + u p11
Capítulo 2 Revisão Bibliográfica 47
Figura 23 - Geração dos pontos da curva de Bezier de grau 2, usando-se o algoritmo
de Casteljau – Fonte CARVALHO (2009)
Segundo Lo (2000), a distância dos pontos gerados está relacionada à banda
de tolerância aplicada à usinagem, portanto depreende-se que o número de pontos
gerados e a precisão da distribuição dos mesmos estão relacionados ao número de
subdivisões do parâmetro u, que também é definido pela banda de tolerância
aplicada no sistema CAM.
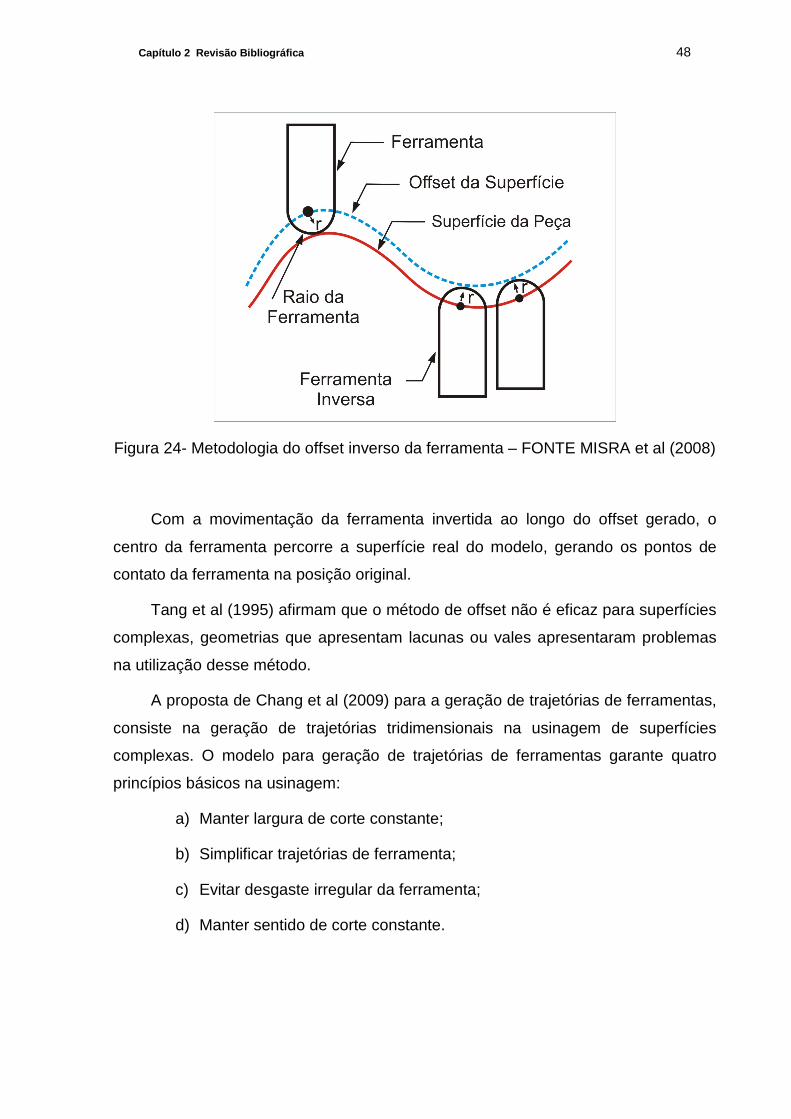
Para aquisição dos pontos de contato (CC), Misra et al (2008) apresentam uma
metodologia que consiste em um offset da superfície, invertendo-se a ferramenta no
eixo Z (Figura 24). O offset da superfície tem o valor do raio da ferramenta utilizada
na usinagem.
Capítulo 2 Revisão Bibliográfica 48
Figura 24- Metodologia do offset inverso da ferramenta – FONTE MISRA et al (2008)
Com a movimentação da ferramenta invertida ao longo do offset gerado, o
centro da ferramenta percorre a superfície real do modelo, gerando os pontos de
contato da ferramenta na posição original.
Tang et al (1995) afirmam que o método de offset não é eficaz para superfícies
complexas, geometrias que apresentam lacunas ou vales apresentaram problemas
na utilização desse método.
A proposta de Chang et al (2009) para a geração de trajetórias de ferramentas,
consiste na geração de trajetórias tridimensionais na usinagem de superfícies
complexas. O modelo para geração de trajetórias de ferramentas garante quatro
princípios básicos na usinagem:
a) Manter largura de corte constante;
b) Simplificar trajetórias de ferramenta;
c) Evitar desgaste irregular da ferramenta;
d) Manter sentido de corte constante.
Capítulo 2 Revisão Bibliográfica 49
Yoon (2007) apresenta um modelo matemático para geração de trajetórias de
ferramenta que possibilita redução no tempo de processamento dos pontos
utilizados para geração do programa CNC. O modelo matemático proposto acusou
reduções de até 60% no tempo de processamento do arquivo.
2.5.3 Métodos para cálculo dos pontos do programa CNC
Após a determinação dos pontos de contato de corte (CC), os correspondentes
pontos de localização (CL- cutter location points) são calculados. Os pontos CL são
os pontos necessários para realização do programa CNC.
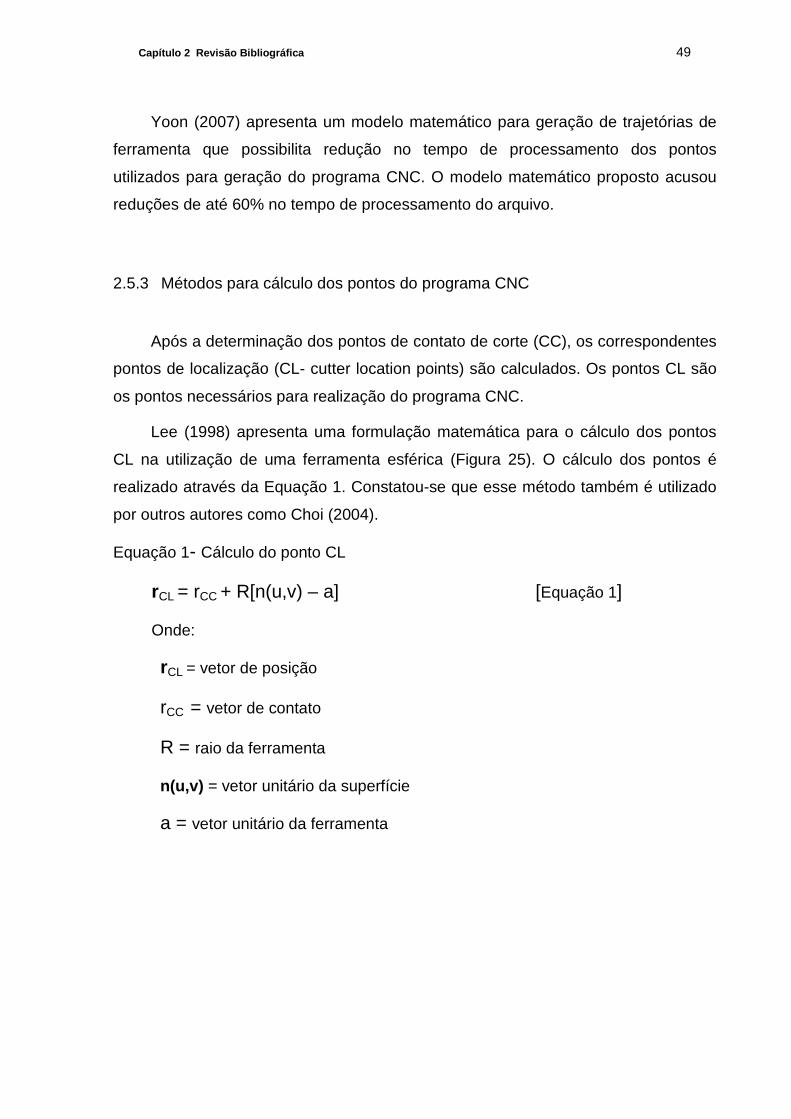
Lee (1998) apresenta uma formulação matemática para o cálculo dos pontos
CL na utilização de uma ferramenta esférica (Figura 25). O cálculo dos pontos é
realizado através da Equação 1. Constatou-se que esse método também é utilizado
por outros autores como Choi (2004).
Equação 1- Cálculo do ponto CL
rCL = rCC + R[n(u,v) – a] [Equação 1]
Onde:
rCL = vetor de posição
rCC = vetor de contato
R = raio da ferramenta
n(u,v ) = vetor unitário da superfície
a = vetor unitário da ferramenta
Capítulo 2 Revisão Bibliográfica 50
Figura 25 - Cálculo do ponto CL – Fonte LEE (1998)
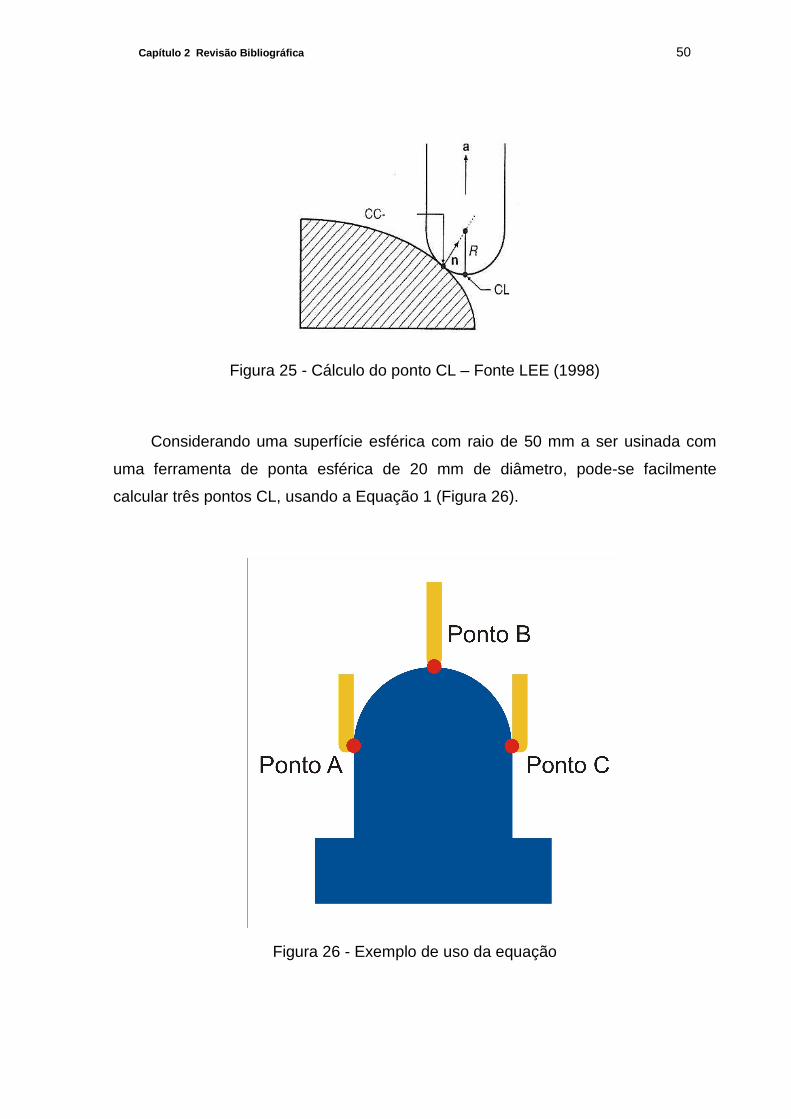
Considerando uma superfície esférica com raio de 50 mm a ser usinada com
uma ferramenta de ponta esférica de 20 mm de diâmetro, pode-se facilmente
calcular três pontos CL, usando a Equação 1 (Figura 26).
Figura 26 - Exemplo de uso da equação
Capítulo 2 Revisão Bibliográfica 51
Para a posição inicial A, o que se tem é:
� rCL = vetor de posição
� rCC = (0,0)
� R = 10
� n(u,v) = (-1,0)
� a = (0,1)
rCL A = (0,0) + 10[(-1,0) – (0,1)]
rCL A = (0,0) + 10[(-1,-1)]
rCL A = (-10,-10)
Para a posição central B, o que se tem é:
� rCL = vetor de posição
� rCC = (50,50)
� R = 10
� n(u,v) = (0,1)
� a = (0,1)
rCL B = (50,50) + 10[(0,1) – (0,1)]
rCL B = (50,50) + 10[(0,0)]
rCL B = (50,50)
Finalmente, no ponto C, referente ao término da superfície usinada, o que se
tem é:
� rCL = vetor de posição
� rCC = (100,0)
Capítulo 2 Revisão Bibliográfica 52
� R = 10
� n(u,v) = (1,0)
� a = (0,1)
rCL C = (100,0) + 10[(1,0) – (0,1)]
rCL C = (100,0) + 10[(1,-1)]
rCL C = (110,-10)
Nota-se que, na posição B do exemplo, o CL e o CC têm a mesma
coordenada. Esse comportamento ocorre porque o vetor unitário da superfície e o
vetor unitário da ferramenta apresentam os mesmos valores e ambos se anulam na
equação.
2.5.4 Estudo base para desenvolvimento da dissertação
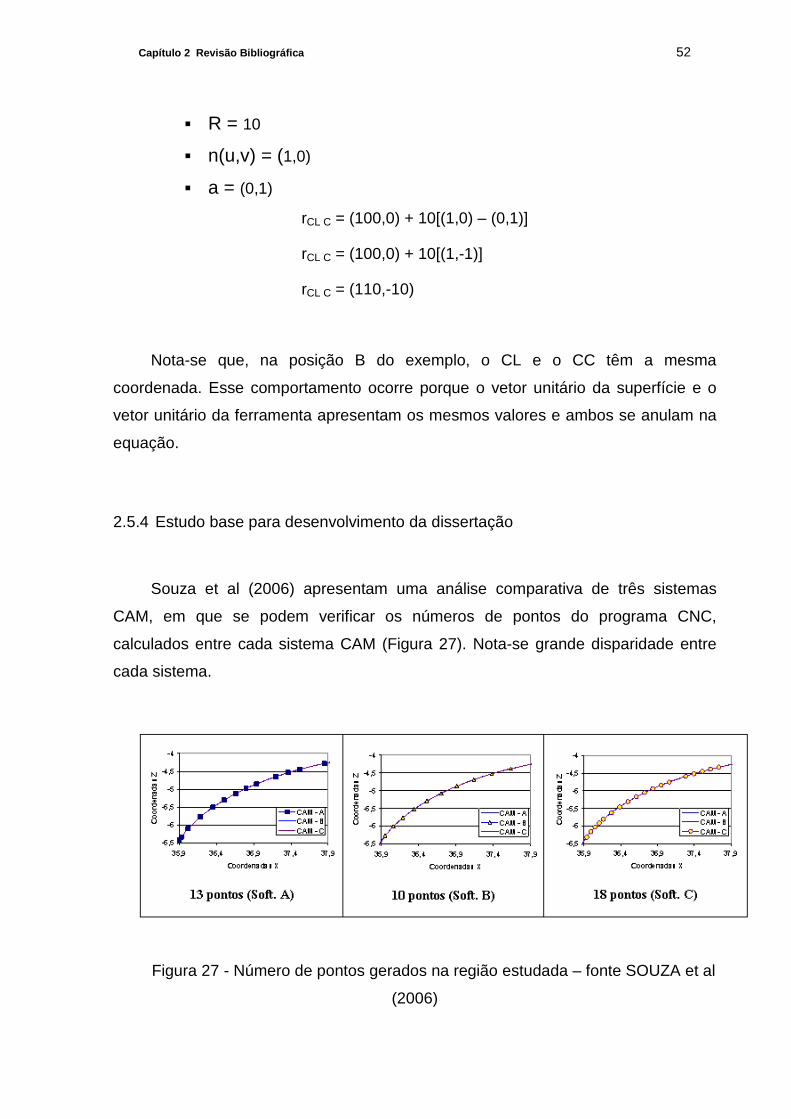
Souza et al (2006) apresentam uma análise comparativa de três sistemas
CAM, em que se podem verificar os números de pontos do programa CNC,
calculados entre cada sistema CAM (Figura 27). Nota-se grande disparidade entre
cada sistema.
Figura 27 - Número de pontos gerados na região estudada – fonte SOUZA et al
(2006)
Capítulo 2 Revisão Bibliográfica 53
Além disso, os autores verificaram o tempo de cálculo de trajetória, tempo de
processamento e tempo de usinagem de cada um dos três sistemas. As conclusões
mostraram variações de até 16,6% entre os sistemas estudados no tempo real de
usinagem.
Outra análise importante que realizaram, foi o comparativo entre o número de
linhas que cada sistema gerou para a usinagem do corpo de prova. Observaram
variações de até 21,33% nos sistemas estudados. Concluíram que algoritmos de
cálculo de trajetórias paralelas, empregado por sistemas CAM, são diferentes e
repercutem de forma relevante no processo de fabricação.
Nota-se que a escolha de um sistema CAD/CAM deve ser realizada
analisando alguns fatores envolvidos, como: fornecedores, comunicação com outros
sistemas CAx, tempos envolvidos de processamento.
Com base nos estudos realizados por Souza et al (2006), esta dissertação
propõe realizar uma investigação mais detalhada sobre a geração de trajetórias de
ferramenta para usinagem de geometrias complexas, verificando as variações da
velocidade de avanço, provenientes do uso de segmentos de reta, bem como a
dispersão dos pontos ao longo da trajetória usinada. Para isso foram realizados
experimentos utilizando um número maior de sistema CAM. A geometria do corpo de
prova foi segmentada em regiões onde ocorreu maior variação da velocidade de
avanço. Foram realizadas análises do desvio-padrão encontrado, mas no valor
médio das velocidades de avanço, bem como uma análise sistemática dos tamanhos
dos segmentos de reta obtidos por cada sistema CAM.
Capítulo 4 Resultados e Discussões 54
3 PROCEDIMENTO EXPERIMENTAL
O objetivo do experimento é verificar as trajetórias de ferramenta, para a
usinagem de formas complexas, geradas por diferentes sistemas CAM. Foi utilizado
um corpo de prova contendo formas geométricas complexas, representativas ao
segmento da indústria de moldes e matrizes. Sobre essa geometria foram gerados
programas CNC empregando cinco diferentes sistemas CAM.
Como os sistemas CAM permitem ao usuário grande diversidade de
estratégias de usinagem, foi utilizada a estratégia de passes paralelos unidirecionais
para gerar uma análise sistemática.
Realizou-se estudo adicional para verificar o tempo real de usinagem em um
centro de usinagem com características convencionais.
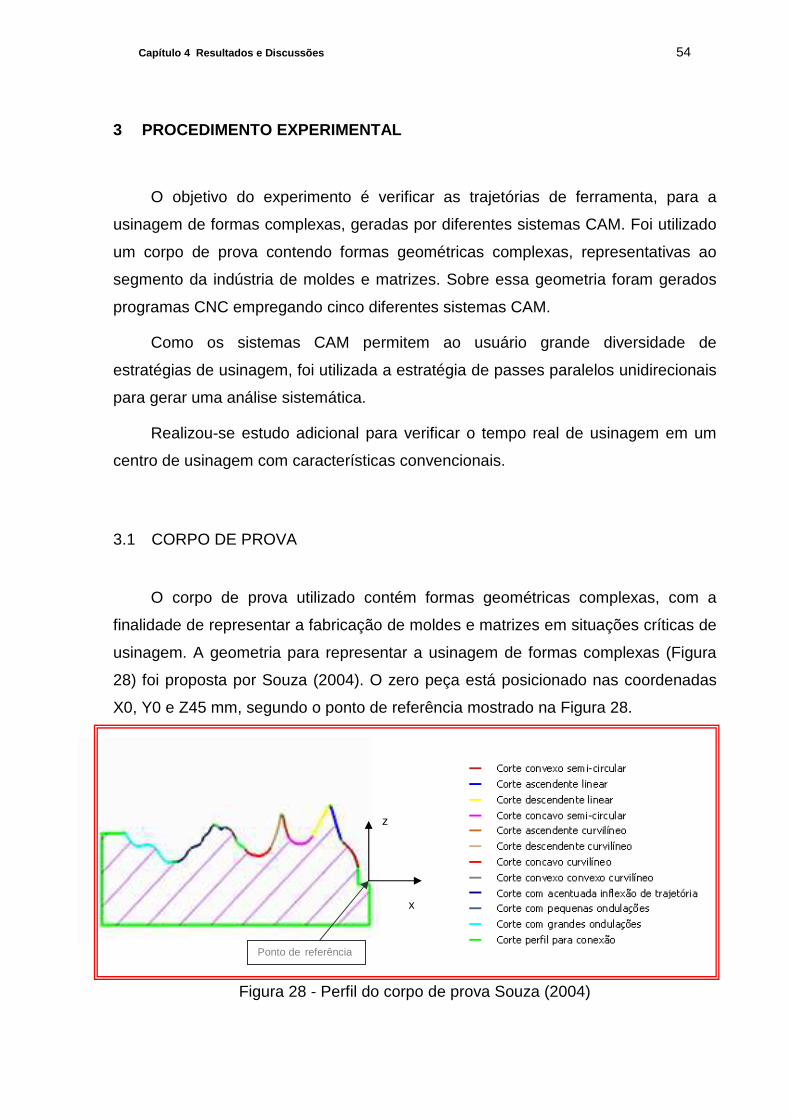
3.1 CORPO DE PROVA
O corpo de prova utilizado contém formas geométricas complexas, com a
finalidade de representar a fabricação de moldes e matrizes em situações críticas de
usinagem. A geometria para representar a usinagem de formas complexas (Figura
28) foi proposta por Souza (2004). O zero peça está posicionado nas coordenadas
X0, Y0 e Z45 mm, segundo o ponto de referência mostrado na Figura 28.
Figura 28 - Perfil do corpo de prova Souza (2004)
x
z
Ponto de referência

Capítulo 4 Resultados e Discussões 55
Com o objetivo de evitar problemas de transferência de arquivos entre
diferentes sistemas, optou-se em gerar um modelo CAD 3D em cada plataforma
CAD/CAM estudada. Para isso gerou-se um arquivo-padrão IGES, contendo o perfil
2D do corpo de prova, que sofreu extrusão de 10 mm para gerar o modelo do corpo
de prova, em cada plataforma CAD/CAM, como ilustra a Figura 28.
O presente estudo prioriza as operações de usinagem de acabamento. A
Figura 29 apresenta o corpo de prova após as operações de desbaste e pré-
acabamento, cuja geometria possuía uma espessura de sobremetal de 0,2 mm a ser
removida nas operações finais de acabamento.
Figura 29 - Fixação do corpo de prova
O corpo de prova, fabricado em aço AISI VP20 com dureza de 30 HRc, possui
300 mm de comprimento, 120 mm de largura e 70 mm de altura. A geometria é
dividida em cinco áreas transversais, com 10 mm de largura e foram usinadas pelos
cinco sistemas CAM avaliados.
Capítulo 4 Resultados e Discussões 56
3.2 PROCEDIMENTOS PARA GERAÇÃO DOS PROGRAMAS CNC
Para realização dos experimentos, foram elaborados procedimentos para
garantir que todas as usinagens fossem geradas no mesmo padrão para realizar
uma análise sistemática dos sistemas CAM estudados.
3.2.1 Movimentações de posicionamento da ferramenta
Todos os programas gerados mantiveram a mesma movimentação da
ferramenta para usinagem, que iniciava no ponto X0, Y0 e Z0. A partir do ponto zero,
a ferramenta realizou a usinagem do corpo de prova com o avanço programado de
4000 mm/min. No final da geometria, a ferramenta retornava ao ponto X0 e Z0 em
avanço máximo, deslocando-se 0,2 mm no eixo Y.
Certificou-se que o número de passes calculado por cada sistema ao longo do
eixo Y fosse o mesmo.
3.2.2 Ferramenta e parâmetros de usinagem empregados
Para a usinagem de acabamento do corpo de prova, foi utilizada uma fresa de
ponta esférica com 6 mm de diâmetro, duas arestas de corte, fornecida pela Sandvik
Corromant, com o código: R216.42-06030-AK07H 1610.
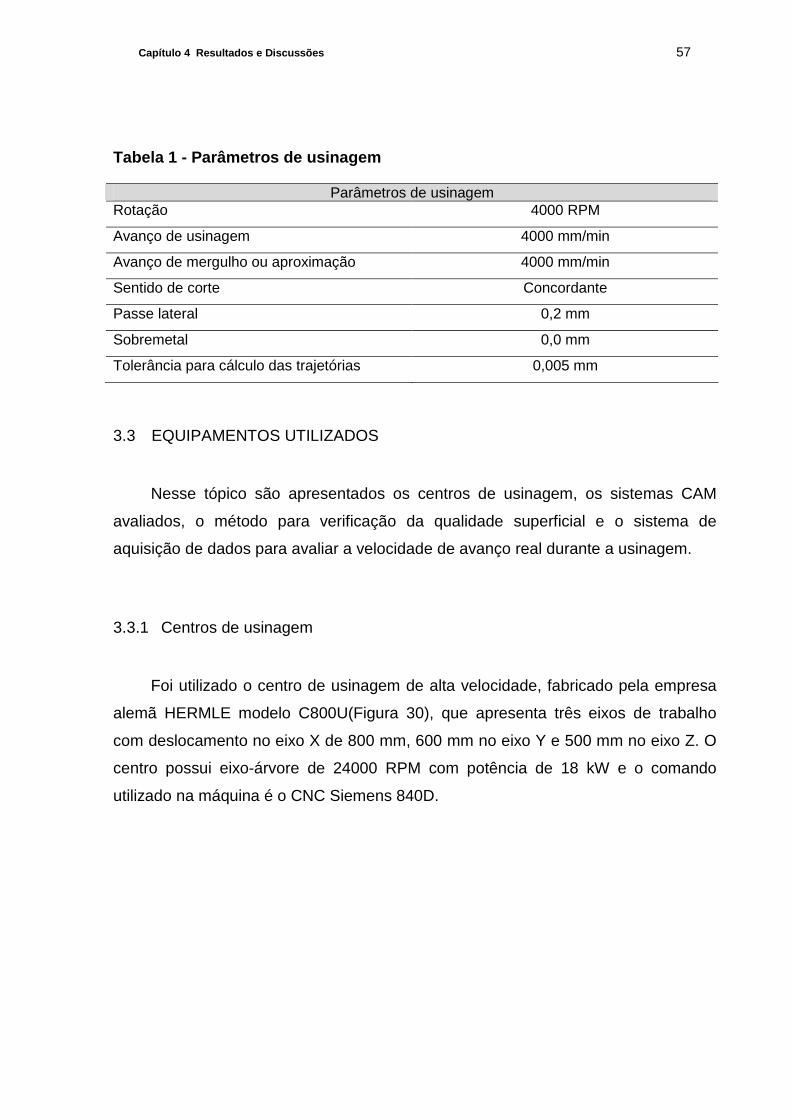
A Tabela 1 apresenta os principais parâmetros empregados nos estudos de
usinagem.
Capítulo 4 Resultados e Discussões 57
Tabela 1 - Parâmetros de usinagem
Parâmetros de usinagem Rotação 4000 RPM
Avanço de usinagem 4000 mm/min
Avanço de mergulho ou aproximação 4000 mm/min
Sentido de corte Concordante
Passe lateral 0,2 mm
Sobremetal 0,0 mm
Tolerância para cálculo das trajetórias 0,005 mm
3.3 EQUIPAMENTOS UTILIZADOS
Nesse tópico são apresentados os centros de usinagem, os sistemas CAM
avaliados, o método para verificação da qualidade superficial e o sistema de
aquisição de dados para avaliar a velocidade de avanço real durante a usinagem.
3.3.1 Centros de usinagem
Foi utilizado o centro de usinagem de alta velocidade, fabricado pela empresa
alemã HERMLE modelo C800U(Figura 30), que apresenta três eixos de trabalho
com deslocamento no eixo X de 800 mm, 600 mm no eixo Y e 500 mm no eixo Z. O
centro possui eixo-árvore de 24000 RPM com potência de 18 kW e o comando
utilizado na máquina é o CNC Siemens 840D.

Capítulo 4 Resultados e Discussões 58
Figura 30 - Centro de usinagem vertical HERMLE
Foi utilizado também um centro de usinagem vertical FEELER FV 600(Figura
30), que utiliza o comando MITSUBISHI MELDAS 500 e apresenta as seguintes
características: deslocamento no eixo X de 610 mm, 450 mm no eixo Y e 505 mm no
eixo Z, com rotação máxima no eixo-árvore de 6000 RPM e potência de 5.5 kW.
Figura 31 - Centro de usinagem FEELER
Capítulo 4 Resultados e Discussões 59
3.3.2 Aquisição da velocidade de avanço em tempo real
Para realizar a comunicação com o CNC de forma eficiente, foi utilizada uma
placa de comunicação CP 5611, desenvolvida pela Siemens, disponível no
laboratório da USP de São Carlos. A placa é equipada com protocolo ProfiBus/MPI,
permitindo taxas de comunicação de até 12M Baud. Foi instalada em um PC pela
interface PCI 32 bits e conectada ao CNC, o que possibilitou a aquisição de variáveis
de máquina. Os parâmetros analisados foram as velocidades de avanço em cada
ponto de medição.
Os dados provenientes dos experimentos foram obtidos em rotinas de
aquisição, criadas com o software Labview. Essas rotinas realizam a aquisição, em
tempo real, da posição da máquina durante a usinagem e sua respectiva velocidade
de avanço. Posteriormente, os dados foram trabalhados no Microsoft Excel, para
realização dos gráficos utilizados nas análises de variação de avanço.
Os experimentos foram realizados no laboratório OPF - Otimização dos
Processos de Fabricação na USP de São Carlos.
3.3.3 Sistemas CAM avaliados
Para a realização do experimento, foram utilizados cinco sistemas CAM de
diferentes desenvolvedores, comumente utilizados na indústria de moldes e
matrizes.
Os sistemas CAM analisados foram:
• Powermill versão 7. - Sistema desenvolvido pela empresa Delcam
International plc.
• Cimatron versão E 3.0. - Sistema desenvolvido pela empresa Cimatron
Ltda.
• Edgecam versão 11.5. – Sistema desenvolvido pela empresa Pathtrace
Engineering Systems.
Capítulo 4 Resultados e Discussões 60
• Topsolid versão v6.9.252. – Sistema desenvolvido pela empresa Missler
Software.
• Unigrafics Nx4. - Sistema desenvolvido pela empresa Siemens Plm
Software.
Os sistemas CAM apresentados, não serão identificados pelo nome comercial,
durante a etapa experimental e nos resultados obtidos, por motivos éticos. Os cinco
sistemas serão tratados como “A”, “B”, ”C”, “D” e “E” sem respeitar a ordem acima
apresentada.
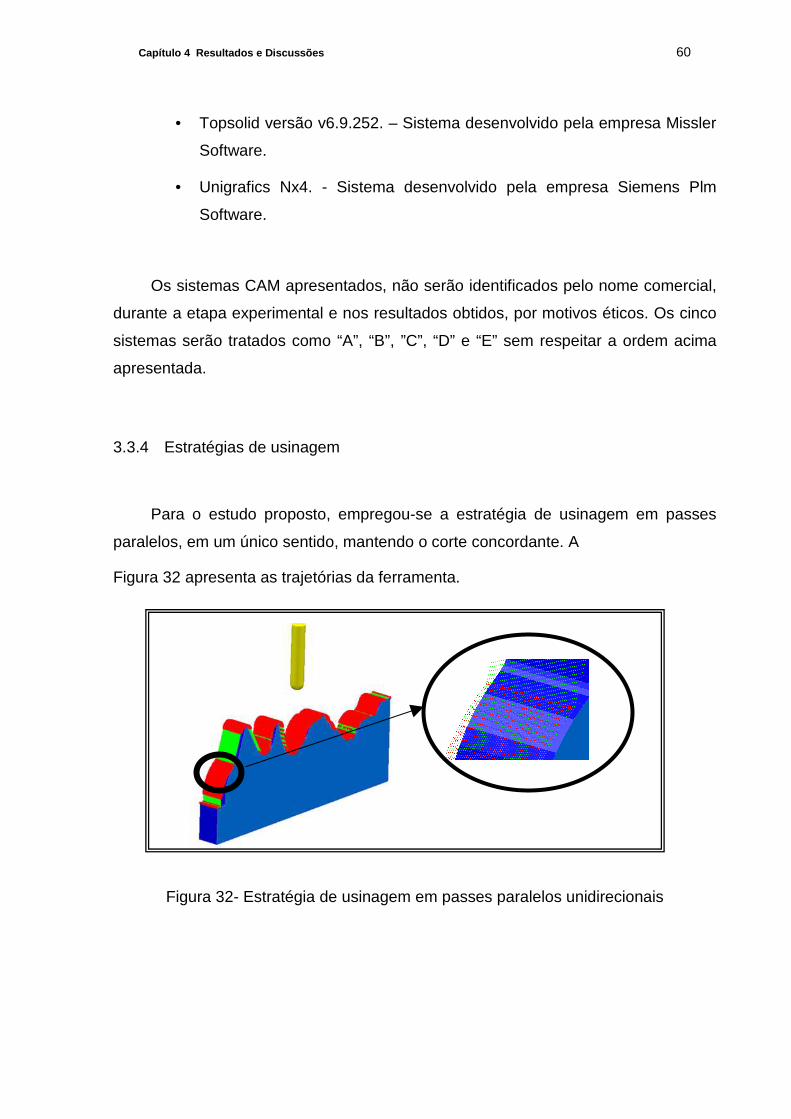
3.3.4 Estratégias de usinagem
Para o estudo proposto, empregou-se a estratégia de usinagem em passes
paralelos, em um único sentido, mantendo o corte concordante. A
Figura 32 apresenta as trajetórias da ferramenta.
Figura 32- Estratégia de usinagem em passes paralelos unidirecionais

Capítulo 4 Resultados e Discussões 61
As trajetórias de ferramenta foram calculadas utilizando interpolação linear
(G01), visto que essa é a metodologia comumente empregada para usinagem de
superfícies complexas. A
Figura 32 apresenta as trajetórias calculadas para a usinagem do corpo de prova. As
linhas verdes representam as linhas de trajetórias calculadas e os pontos dentro das
trajetórias estão em vermelho. Pode-se verificar que superfícies complexas
apresentam maior concentração de pontos que as superfícies compostas por
geometrias mais simples do corpo de prova.
3.4 ANÁLISES REALIZADAS
Para realizar uma avaliação sistemática dos resultados gerados pelos
diferentes sistemas CAM, alguns critérios e itens foram empregados:
a) Tamanho do programa CNC gerado por cada sistema CAM - Para a análise do
tamanho do programa CNC gerado em cada sistema CAM, utilizou-se o mesmo
programa usado para a usinagem de cada pista do corpo de prova. Cada programa
CNC gerado foi analisado no software Microsoft Excel para verificação do número de
linhas gerado em cada programa.
b) Tempo real de usinagem para cada programa gerado - O tempo real de
usinagem foi obtido por cronometragem direta durante a usinagem do corpo de
prova para cada sistema CAM. Adicionalmente foi realizada uma verificação no
tempo real de usinagem em um centro de usinagem com características
convencionais. Os tempos obtidos foram comparados com a estimativa que os
sistemas CAM oferecem aos usuários.
c) Tamanho dos segmentos de reta, dispersão dos pontos do programa CNC ao
longo da trajetória e variação da taxa de avanço ao longo da usinagem - Os
tamanhos dos segmentos de reta gerados foram obtidos analisando-se os
programas CNC gerados por cada sistema CAM estudado. A análise foi realizada no
software Microsoft Excel. Os tamanhos foram obtidos pela diferença de coordenadas
Capítulo 4 Resultados e Discussões 62
de cada ponto (CL – cutter location). Para verificação da variação da taxa de
avanço, foram analisados os resultados obtidos no software Labview, conforme item
3.3.2 deste trabalho. Com os resultados obtidos, foram gerados gráficos, no software
Microsoft Excel, que possibilitou a análise da variação do avanço, bem como foi
possível calcular a média da taxa de avanço.
d) Análise dos erros das trajetórias – Para verificar se os sistemas CAM geram
trajetórias de ferramenta respeitando os valores da banda de tolerância, foram
calculadas duas trajetórias para representar a banda de tolerância utilizada no
experimento realizado. Para assegurar confiabilidade neste estudo, estas trajetórias
foram calculadas com valores baixos de tolerância (0,000001 mm). Uma das
trajetórias foi calcula utilizando valor de sobremetal de 0,0025 mm positivo e a
segunda trajetórias utilizou um sobremetal negativo de 0,0025 mm. Desta forma,
criou-se a banda de tolerância de 0,005 mm empregada nos cálculos de trajetórias
analisados. Essas trajetórias, que representam a banda de tolerância, foram
trabalhadas no software Microsoft Excel juntamente com as trajetórias de usinagem
calculadas.
e) A qualidade superficial do corpo de prova para cada caso - A medição da
rugosidade foi realizada no SurfTest SJ201, rugosímetro da MITUTOYO, com Cut-
Off de 0.8 mm. Foram realizadas 3 medições em 10 áreas do corpo de prova, para
cada experimento, no sentido perpendicular às trajetórias de usinagem. Foram
calculadas as médias dos valores obtidos possibilitando um comparativo dos CAM
analisados.
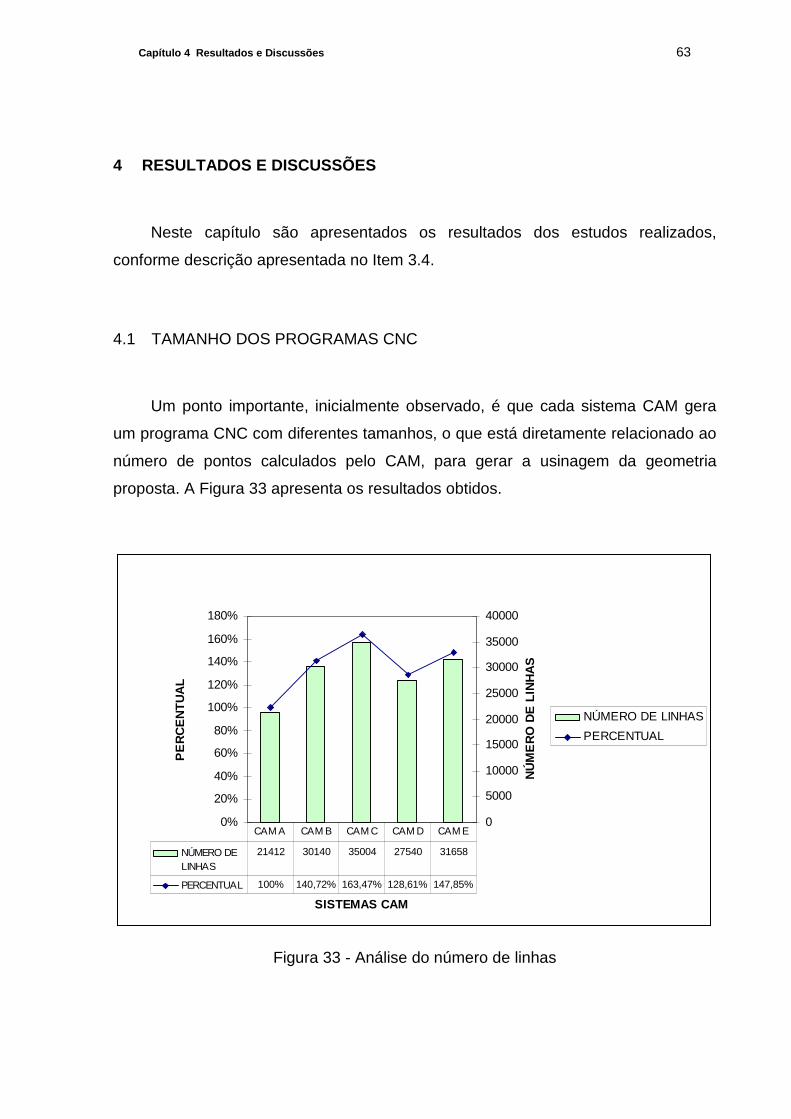
Capítulo 4 Resultados e Discussões 63
4 RESULTADOS E DISCUSSÕES
Neste capítulo são apresentados os resultados dos estudos realizados,
conforme descrição apresentada no Item 3.4.
4.1 TAMANHO DOS PROGRAMAS CNC
Um ponto importante, inicialmente observado, é que cada sistema CAM gera
um programa CNC com diferentes tamanhos, o que está diretamente relacionado ao
número de pontos calculados pelo CAM, para gerar a usinagem da geometria
proposta. A Figura 33 apresenta os resultados obtidos.
ANÁLISE DO NÚMERO DE LINHAS
0%
20%
40%
60%
80%
100%
120%
140%
160%
180%
SISTEMAS CAM
PE
RC
EN
TU
AL
0
5000
10000
15000
20000
25000
30000
35000
40000
NÚ
ME
RO
DE
LIN
HA
S
NÚMERO DE LINHAS
PERCENTUAL
NÚMERO DELINHAS
21412 30140 35004 27540 31658
PERCENTUAL 100% 140,72% 163,47% 128,61% 147,85%
CAM A CAM B CAM C CAM D CAM E
Figura 33 - Análise do número de linhas
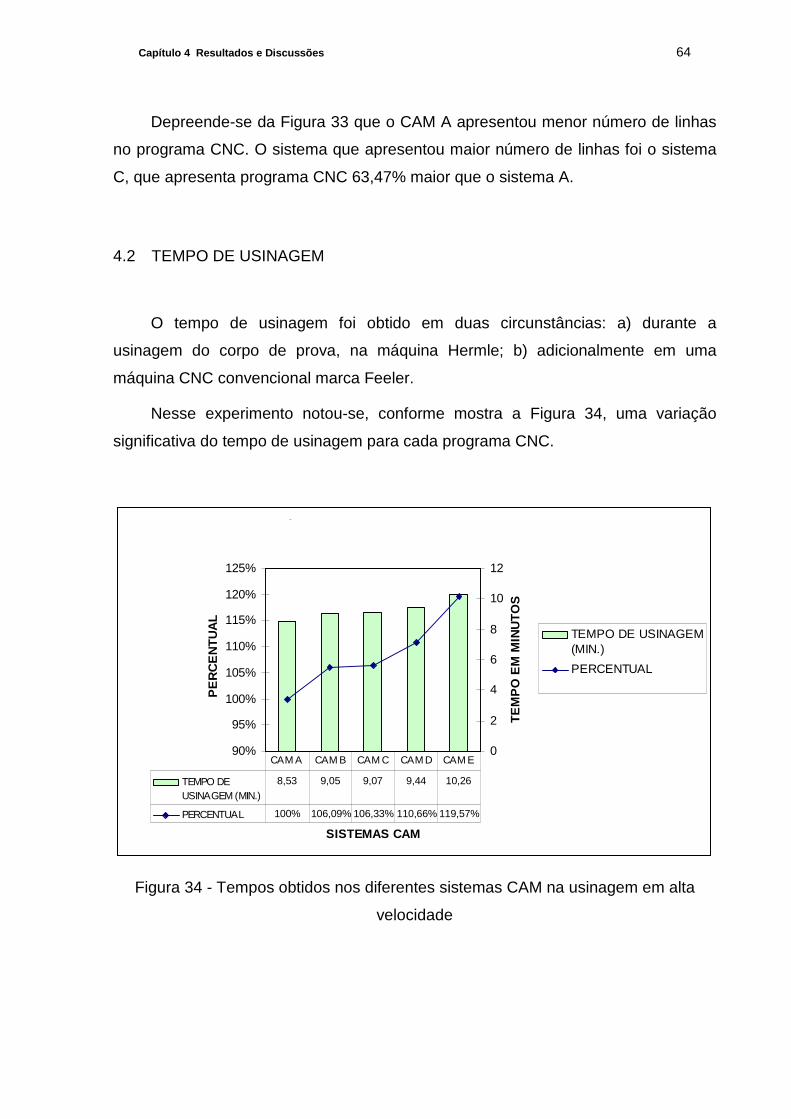
Capítulo 4 Resultados e Discussões 64
Depreende-se da Figura 33 que o CAM A apresentou menor número de linhas
no programa CNC. O sistema que apresentou maior número de linhas foi o sistema
C, que apresenta programa CNC 63,47% maior que o sistema A.
4.2 TEMPO DE USINAGEM
O tempo de usinagem foi obtido em duas circunstâncias: a) durante a
usinagem do corpo de prova, na máquina Hermle; b) adicionalmente em uma
máquina CNC convencional marca Feeler.
Nesse experimento notou-se, conforme mostra a Figura 34, uma variação
significativa do tempo de usinagem para cada programa CNC.
ANÁLISE DO TEMPO DE USINAGEM - HSC
90%
95%
100%
105%
110%
115%
120%
125%
SISTEMAS CAM
PE
RC
EN
TU
AL
0
2
4
6
8
10
12
TE
MP
O E
M M
INU
TO
S
TEMPO DE USINAGEM(MIN.)
PERCENTUAL
TEMPO DEUSINAGEM (MIN.)
8,53 9,05 9,07 9,44 10,26
PERCENTUAL 100% 106,09% 106,33% 110,66% 119,57%
CAM A CAM B CAM C CAM D CAM E
Figura 34 - Tempos obtidos nos diferentes sistemas CAM na usinagem em alta
velocidade
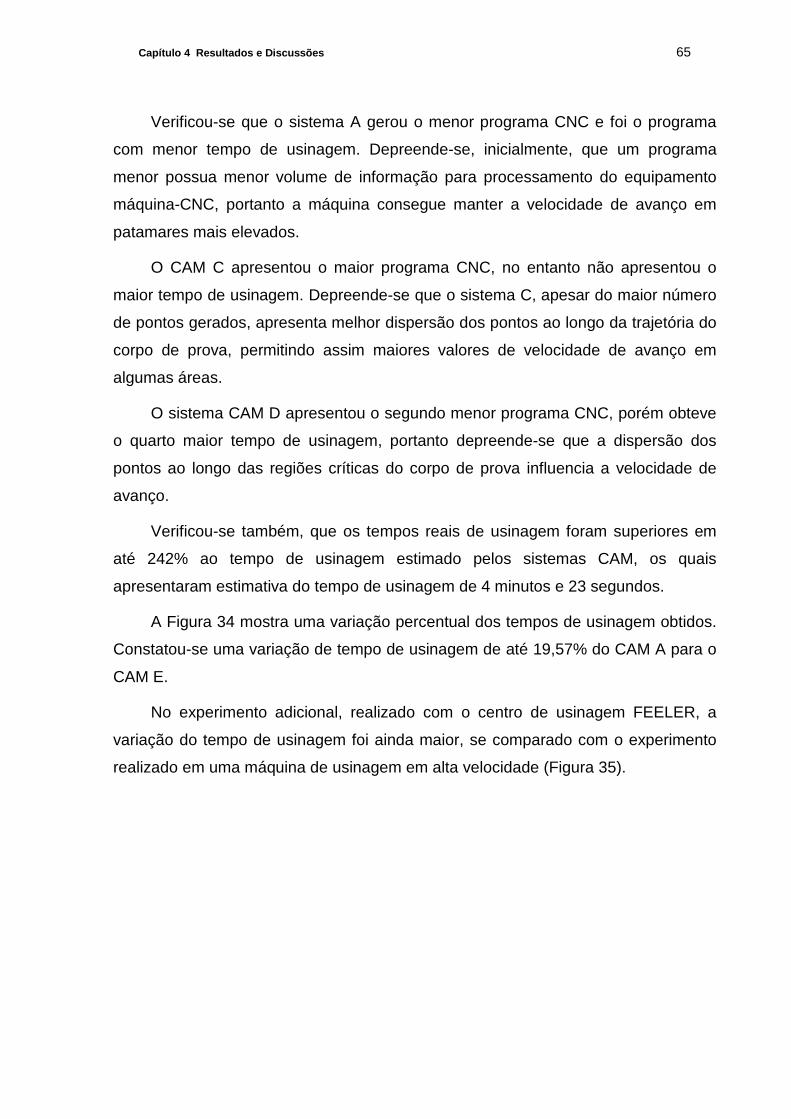
Capítulo 4 Resultados e Discussões 65
Verificou-se que o sistema A gerou o menor programa CNC e foi o programa
com menor tempo de usinagem. Depreende-se, inicialmente, que um programa
menor possua menor volume de informação para processamento do equipamento
máquina-CNC, portanto a máquina consegue manter a velocidade de avanço em
patamares mais elevados.
O CAM C apresentou o maior programa CNC, no entanto não apresentou o
maior tempo de usinagem. Depreende-se que o sistema C, apesar do maior número
de pontos gerados, apresenta melhor dispersão dos pontos ao longo da trajetória do
corpo de prova, permitindo assim maiores valores de velocidade de avanço em
algumas áreas.
O sistema CAM D apresentou o segundo menor programa CNC, porém obteve
o quarto maior tempo de usinagem, portanto depreende-se que a dispersão dos
pontos ao longo das regiões críticas do corpo de prova influencia a velocidade de
avanço.
Verificou-se também, que os tempos reais de usinagem foram superiores em
até 242% ao tempo de usinagem estimado pelos sistemas CAM, os quais
apresentaram estimativa do tempo de usinagem de 4 minutos e 23 segundos.
A Figura 34 mostra uma variação percentual dos tempos de usinagem obtidos.
Constatou-se uma variação de tempo de usinagem de até 19,57% do CAM A para o
CAM E.
No experimento adicional, realizado com o centro de usinagem FEELER, a
variação do tempo de usinagem foi ainda maior, se comparado com o experimento
realizado em uma máquina de usinagem em alta velocidade (Figura 35).
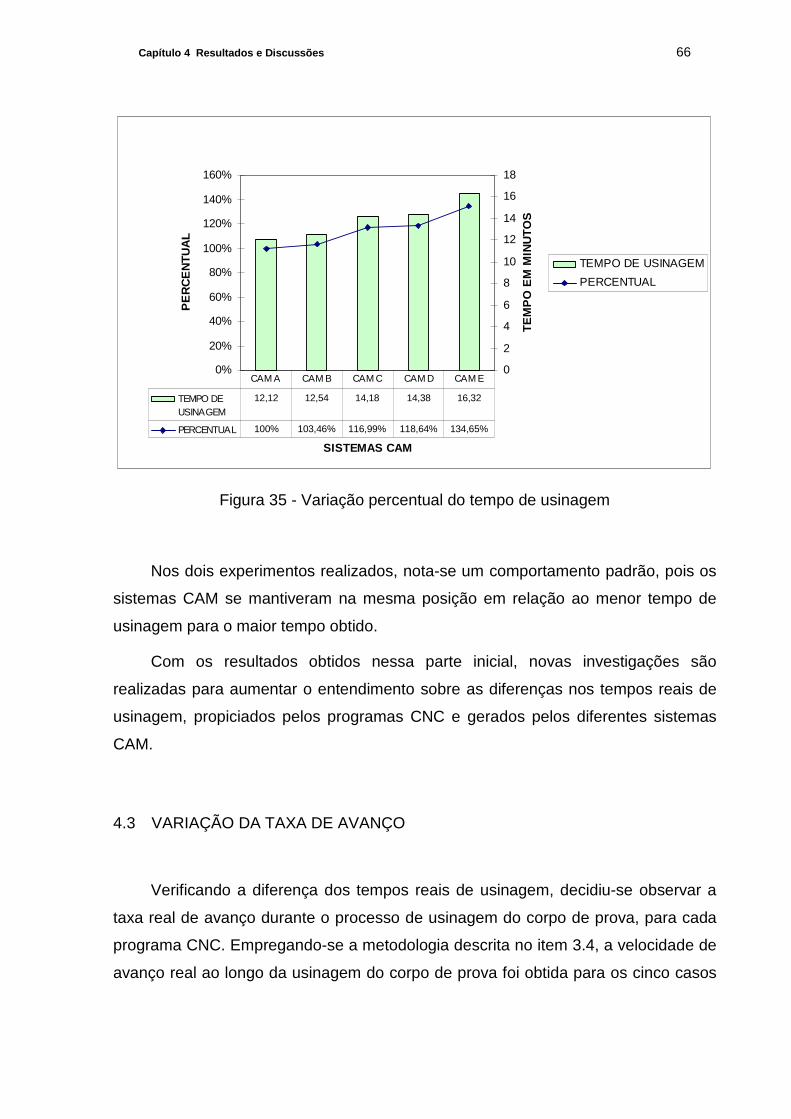
Capítulo 4 Resultados e Discussões 66
ANÁLISE DO TEMPO DE USINAGEM - CONVENCIONAL
0%
20%
40%
60%
80%
100%
120%
140%
160%
SISTEMAS CAM
PE
RC
EN
TU
AL
0
2
4
6
8
10
12
14
16
18
TE
MP
O E
M M
INU
TO
S
TEMPO DE USINAGEM
PERCENTUAL
TEMPO DEUSINAGEM
12,12 12,54 14,18 14,38 16,32
PERCENTUAL 100% 103,46% 116,99% 118,64% 134,65%
CAM A CAM B CAM C CAM D CAM E
Figura 35 - Variação percentual do tempo de usinagem
Nos dois experimentos realizados, nota-se um comportamento padrão, pois os
sistemas CAM se mantiveram na mesma posição em relação ao menor tempo de
usinagem para o maior tempo obtido.
Com os resultados obtidos nessa parte inicial, novas investigações são
realizadas para aumentar o entendimento sobre as diferenças nos tempos reais de
usinagem, propiciados pelos programas CNC e gerados pelos diferentes sistemas
CAM.
4.3 VARIAÇÃO DA TAXA DE AVANÇO
Verificando a diferença dos tempos reais de usinagem, decidiu-se observar a
taxa real de avanço durante o processo de usinagem do corpo de prova, para cada
programa CNC. Empregando-se a metodologia descrita no item 3.4, a velocidade de
avanço real ao longo da usinagem do corpo de prova foi obtida para os cinco casos
Capítulo 4 Resultados e Discussões 67
estudados. Observam-se severas oscilações no avanço, as quais são distintas para
cada programa CNC, como ilustra a Figura 36.
Figura 36 - Variação da taxa de avanço em todos os sistemas CAM
Para uma análise mais precisa, propõe-se uma avaliação específica nas áreas
do corpo de prova que causaram maior redução na velocidade de avanço durante a
usinagem. As cinco regiões, analisadas individualmente, estão representadas na
Figura 36. Dentro de cada região, compara-se a variação de avanço de usinagem
com a dispersão dos pontos contidos do programa CNC, bem como o tamanho do
segmento de reta representado por esses pontos.
A seguir, apresentam-se esses estudos específicos.
[mm
/min
]
[mm
] [mm]
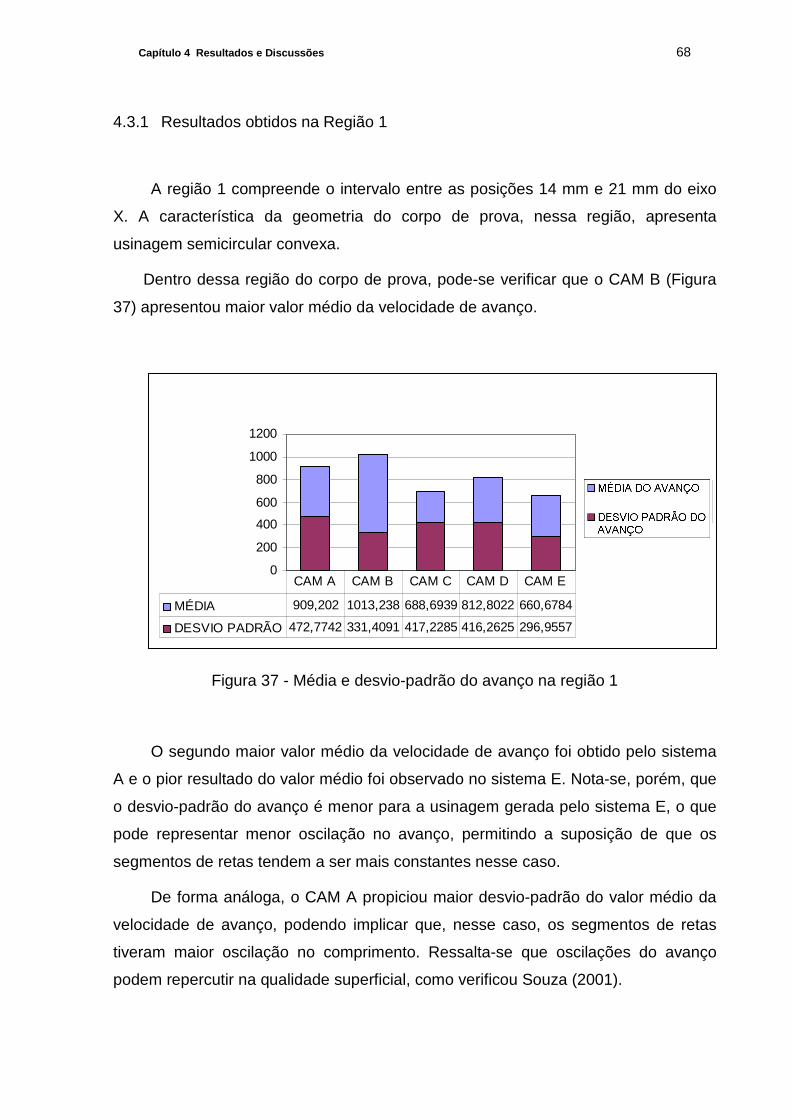
Capítulo 4 Resultados e Discussões 68
4.3.1 Resultados obtidos na Região 1
A região 1 compreende o intervalo entre as posições 14 mm e 21 mm do eixo
X. A característica da geometria do corpo de prova, nessa região, apresenta
usinagem semicircular convexa.
Dentro dessa região do corpo de prova, pode-se verificar que o CAM B (Figura
37) apresentou maior valor médio da velocidade de avanço.
AVANÇO NA REGIÃO 1
0
200
400
600
800
1000
1200
MÉDIA
DESVIO PADRÃO
MÉDIA 909,202 1013,238 688,6939 812,8022 660,6784
DESVIO PADRÃO 472,7742 331,4091 417,2285 416,2625 296,9557
CAM A CAM B CAM C CAM D CAM E
Figura 37 - Média e desvio-padrão do avanço na região 1
O segundo maior valor médio da velocidade de avanço foi obtido pelo sistema
A e o pior resultado do valor médio foi observado no sistema E. Nota-se, porém, que
o desvio-padrão do avanço é menor para a usinagem gerada pelo sistema E, o que
pode representar menor oscilação no avanço, permitindo a suposição de que os
segmentos de retas tendem a ser mais constantes nesse caso.
De forma análoga, o CAM A propiciou maior desvio-padrão do valor médio da
velocidade de avanço, podendo implicar que, nesse caso, os segmentos de retas
tiveram maior oscilação no comprimento. Ressalta-se que oscilações do avanço
podem repercutir na qualidade superficial, como verificou Souza (2001).
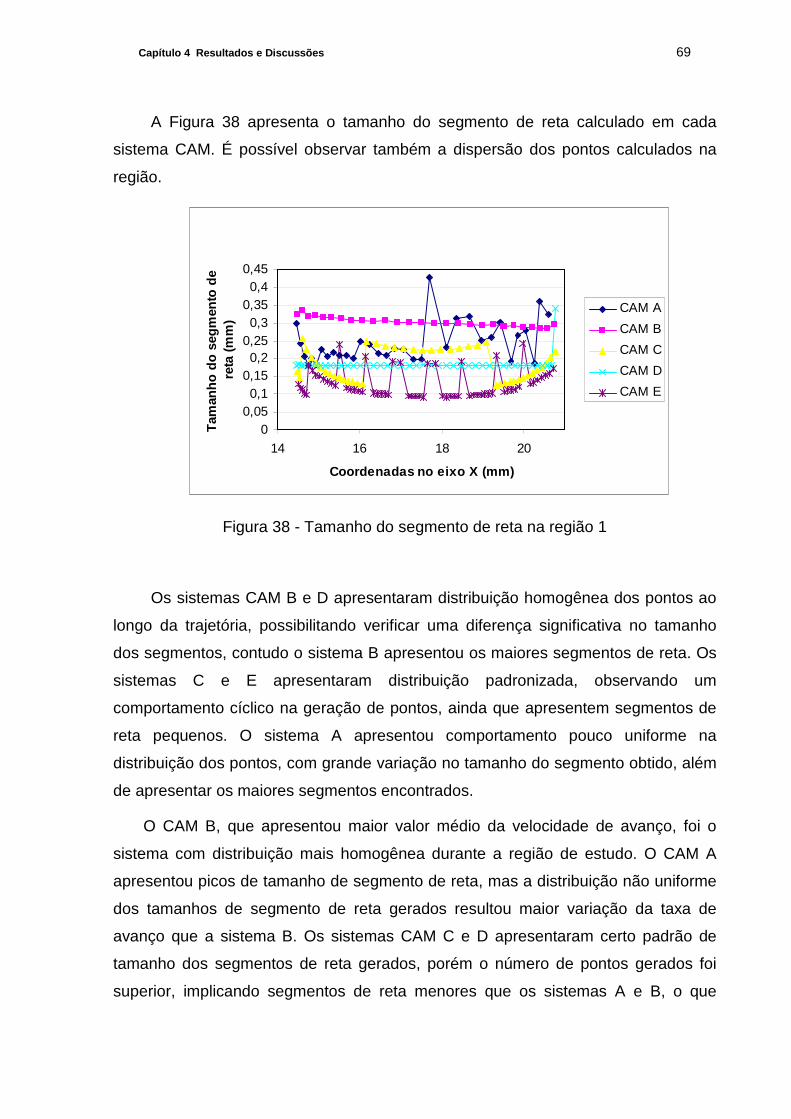
Capítulo 4 Resultados e Discussões 69
A Figura 38 apresenta o tamanho do segmento de reta calculado em cada
sistema CAM. É possível observar também a dispersão dos pontos calculados na
região.
TAMANHO DO SEGMENTO DE RETA (R1)
00,050,1
0,150,2
0,250,3
0,350,4
0,45
14 16 18 20
Coordenadas no eixo X (mm)
Tam
anho
do
segm
ento
de
reta
(m
m)
CAM A
CAM B
CAM C
CAM D
CAM E
Figura 38 - Tamanho do segmento de reta na região 1
Os sistemas CAM B e D apresentaram distribuição homogênea dos pontos ao
longo da trajetória, possibilitando verificar uma diferença significativa no tamanho
dos segmentos, contudo o sistema B apresentou os maiores segmentos de reta. Os
sistemas C e E apresentaram distribuição padronizada, observando um
comportamento cíclico na geração de pontos, ainda que apresentem segmentos de
reta pequenos. O sistema A apresentou comportamento pouco uniforme na
distribuição dos pontos, com grande variação no tamanho do segmento obtido, além
de apresentar os maiores segmentos encontrados.
O CAM B, que apresentou maior valor médio da velocidade de avanço, foi o
sistema com distribuição mais homogênea durante a região de estudo. O CAM A
apresentou picos de tamanho de segmento de reta, mas a distribuição não uniforme
dos tamanhos de segmento de reta gerados resultou maior variação da taxa de
avanço que a sistema B. Os sistemas CAM C e D apresentaram certo padrão de
tamanho dos segmentos de reta gerados, porém o número de pontos gerados foi
superior, implicando segmentos de reta menores que os sistemas A e B, o que
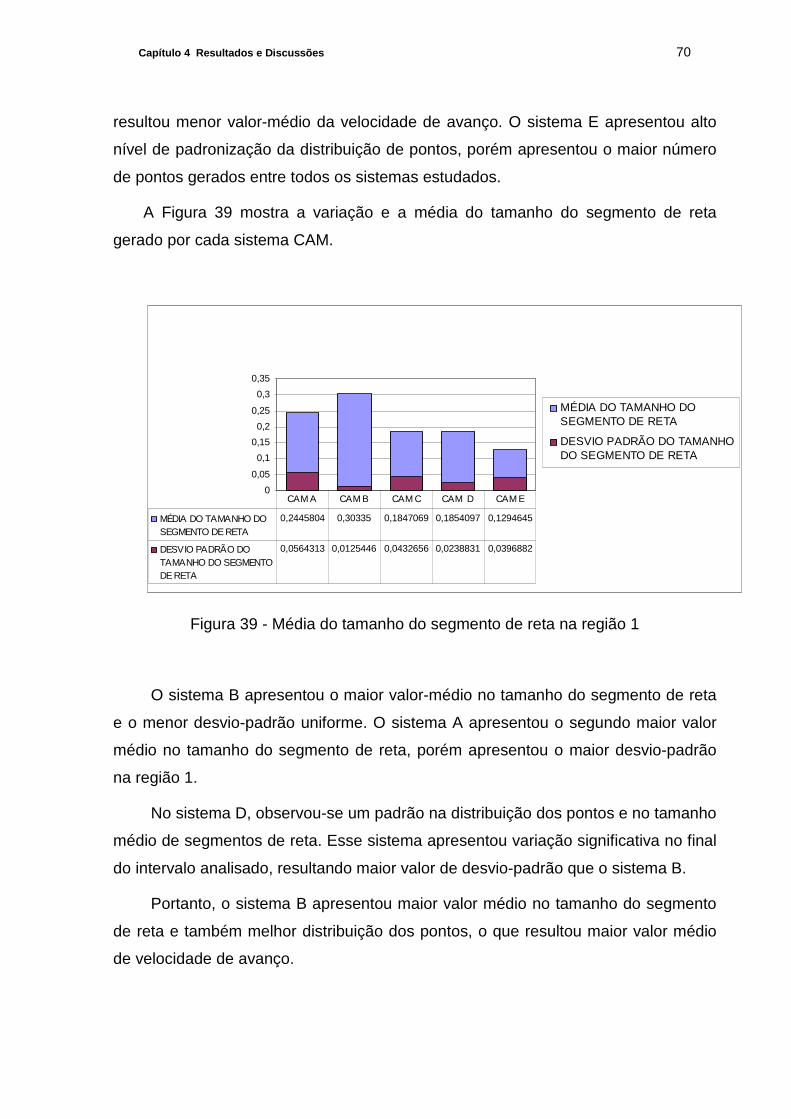
Capítulo 4 Resultados e Discussões 70
resultou menor valor-médio da velocidade de avanço. O sistema E apresentou alto
nível de padronização da distribuição de pontos, porém apresentou o maior número
de pontos gerados entre todos os sistemas estudados.
A Figura 39 mostra a variação e a média do tamanho do segmento de reta
gerado por cada sistema CAM.
MÉDIA E DESVIO PADRÃO DO TAMANHO DO SEGMENTO DE RET A NA REGIÃO 1
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
MÉDIA DO TAMANHO DOSEGMENTO DE RETA
DESVIO PADRÃO DO TAMANHODO SEGMENTO DE RETA
MÉDIA DO TAMANHO DOSEGMENTO DE RETA
0,2445804 0,30335 0,1847069 0,1854097 0,1294645
DESVIO PADRÃO DOTAMANHO DO SEGMENTODE RETA
0,0564313 0,0125446 0,0432656 0,0238831 0,0396882
CAM A CAM B CAM C CAM D CAM E
Figura 39 - Média do tamanho do segmento de reta na região 1
O sistema B apresentou o maior valor-médio no tamanho do segmento de reta
e o menor desvio-padrão uniforme. O sistema A apresentou o segundo maior valor
médio no tamanho do segmento de reta, porém apresentou o maior desvio-padrão
na região 1.
No sistema D, observou-se um padrão na distribuição dos pontos e no tamanho
médio de segmentos de reta. Esse sistema apresentou variação significativa no final
do intervalo analisado, resultando maior valor de desvio-padrão que o sistema B.
Portanto, o sistema B apresentou maior valor médio no tamanho do segmento
de reta e também melhor distribuição dos pontos, o que resultou maior valor médio
de velocidade de avanço.

Capítulo 4 Resultados e Discussões 71
Observou-se, no sistema E, que ocorreu a menor variação da velocidade de
avanço, assim como apresentou distribuição padronizada, porém menor valor médio
de tamanho de segmento de reta, o que implicou redução média da taxa de avanço.
4.3.2 Resultados obtidos na Região 2
A região 2 (Figura 40) compreende o intervalo entre as posições 28 mm e 37
mm do eixo X. A geometria do corpo de prova, nessa região, caracteriza usinagem
de semicírculo côncavo.
Dentro dessa região do corpo de prova, pode-se verificar que o CAM A
apresentou maior valor médio da velocidade de avanço.
AVANÇO NA REGIÃO 2
0,000
200,000
400,000
600,000
800,000
1000,000
1200,000
MÉDIA
DESVIO PADRÃO
MÉDIA 1055,457 1007,144 861,179 1023,907 852,855
DESVIO PADRÃO 613,555 510,482 494,648 496,737 489,535
CAM A CAM B CAM C CAM D CAM E
Figura 40 - Média do avanço na região 2.
É possível visualizar uma média de avanço próxima entre os sistemas A, B e D
e verificar que o pior resultado do valor médio de avanço foi observado no sistema E.
Nota-se também que o desvio-padrão do avanço foi menor para a usinagem gerada
pelo sistema E, o que pode representar menor oscilação no avanço, induzindo à
suposição de que os segmentos de retas tendem a ser mais constantes nesse caso.
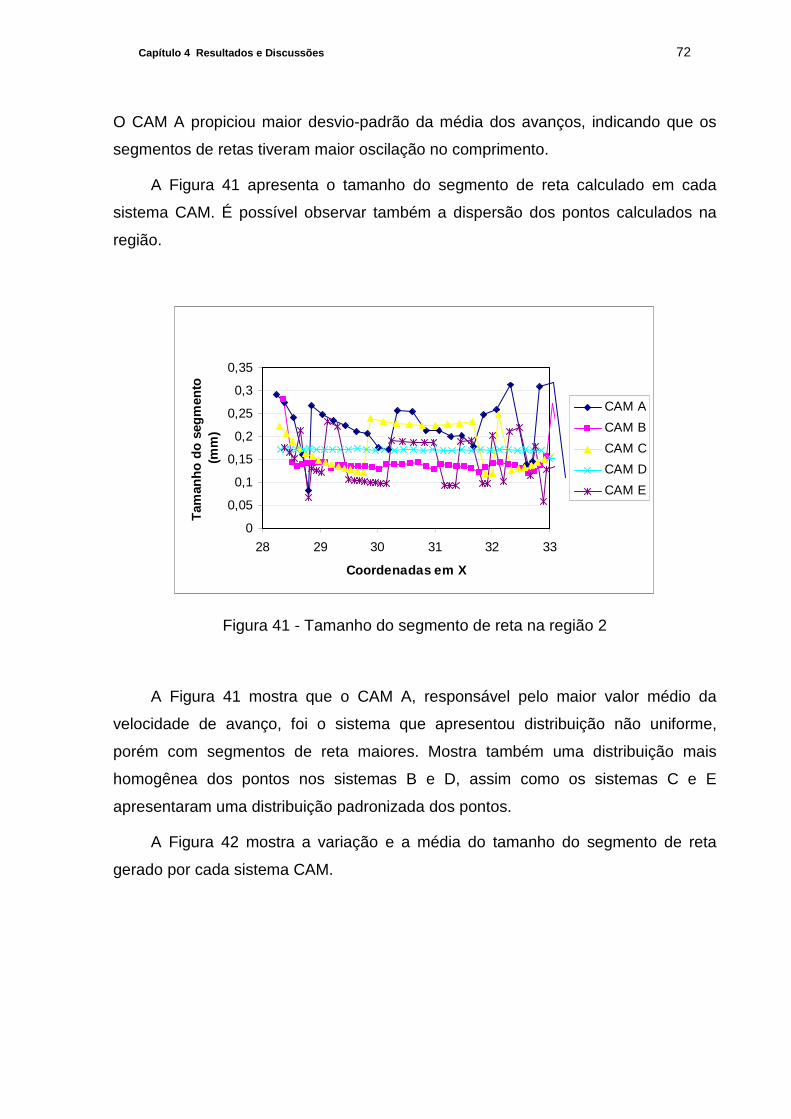
Capítulo 4 Resultados e Discussões 72
O CAM A propiciou maior desvio-padrão da média dos avanços, indicando que os
segmentos de retas tiveram maior oscilação no comprimento.
A Figura 41 apresenta o tamanho do segmento de reta calculado em cada
sistema CAM. É possível observar também a dispersão dos pontos calculados na
região.
TAMANHO SEGMENTO RETA (R2)
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
28 29 30 31 32 33
Coordenadas em X
Tam
anho
do
segm
ento
(m
m)
CAM A
CAM B
CAM C
CAM D
CAM E
Figura 41 - Tamanho do segmento de reta na região 2
A Figura 41 mostra que o CAM A, responsável pelo maior valor médio da
velocidade de avanço, foi o sistema que apresentou distribuição não uniforme,
porém com segmentos de reta maiores. Mostra também uma distribuição mais
homogênea dos pontos nos sistemas B e D, assim como os sistemas C e E
apresentaram uma distribuição padronizada dos pontos.
A Figura 42 mostra a variação e a média do tamanho do segmento de reta
gerado por cada sistema CAM.
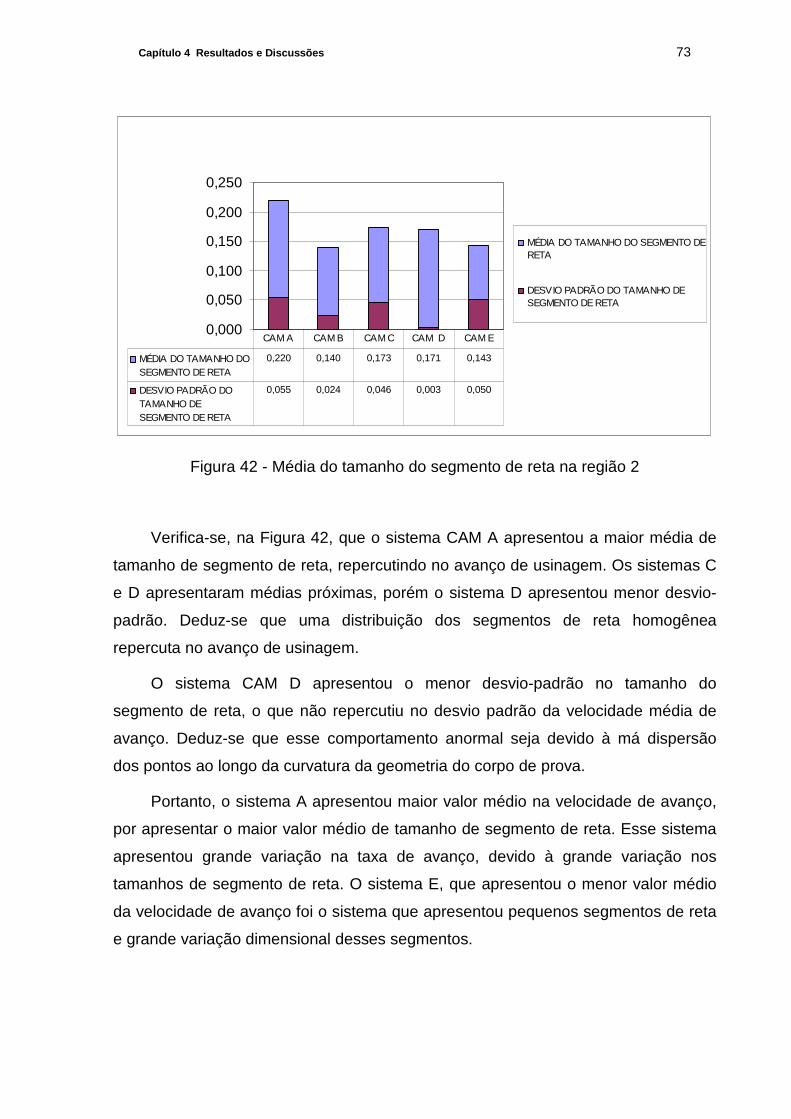
Capítulo 4 Resultados e Discussões 73
SEGMENTO DE RETA NA REGIÃO 2
0,000
0,050
0,100
0,150
0,200
0,250
MÉDIA DO TAMANHO DO SEGMENTO DERETA
DESVIO PADRÃO DO TAMANHO DESEGMENTO DE RETA
MÉDIA DO TAMANHO DOSEGMENTO DE RETA
0,220 0,140 0,173 0,171 0,143
DESVIO PADRÃO DOTAMANHO DESEGMENTO DE RETA
0,055 0,024 0,046 0,003 0,050
CAM A CAM B CAM C CAM D CAM E
Figura 42 - Média do tamanho do segmento de reta na região 2
Verifica-se, na Figura 42, que o sistema CAM A apresentou a maior média de
tamanho de segmento de reta, repercutindo no avanço de usinagem. Os sistemas C
e D apresentaram médias próximas, porém o sistema D apresentou menor desvio-
padrão. Deduz-se que uma distribuição dos segmentos de reta homogênea
repercuta no avanço de usinagem.
O sistema CAM D apresentou o menor desvio-padrão no tamanho do
segmento de reta, o que não repercutiu no desvio padrão da velocidade média de
avanço. Deduz-se que esse comportamento anormal seja devido à má dispersão
dos pontos ao longo da curvatura da geometria do corpo de prova.
Portanto, o sistema A apresentou maior valor médio na velocidade de avanço,
por apresentar o maior valor médio de tamanho de segmento de reta. Esse sistema
apresentou grande variação na taxa de avanço, devido à grande variação nos
tamanhos de segmento de reta. O sistema E, que apresentou o menor valor médio
da velocidade de avanço foi o sistema que apresentou pequenos segmentos de reta
e grande variação dimensional desses segmentos.
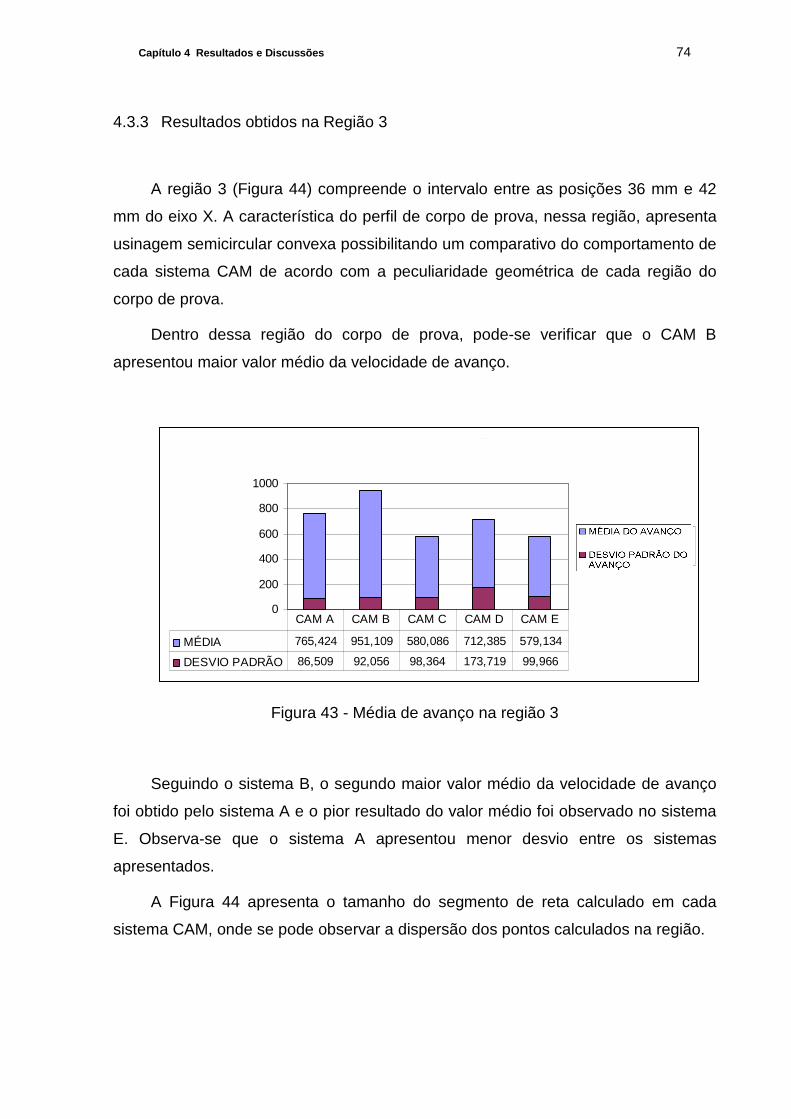
Capítulo 4 Resultados e Discussões 74
4.3.3 Resultados obtidos na Região 3
A região 3 (Figura 44) compreende o intervalo entre as posições 36 mm e 42
mm do eixo X. A característica do perfil de corpo de prova, nessa região, apresenta
usinagem semicircular convexa possibilitando um comparativo do comportamento de
cada sistema CAM de acordo com a peculiaridade geométrica de cada região do
corpo de prova.
Dentro dessa região do corpo de prova, pode-se verificar que o CAM B
apresentou maior valor médio da velocidade de avanço.
AVANÇO NA REGIÃO 3
0
200
400
600
800
1000
MÉDIA
DESVIO PADRÃO
MÉDIA 765,424 951,109 580,086 712,385 579,134
DESVIO PADRÃO 86,509 92,056 98,364 173,719 99,966
CAM A CAM B CAM C CAM D CAM E
Figura 43 - Média de avanço na região 3
Seguindo o sistema B, o segundo maior valor médio da velocidade de avanço
foi obtido pelo sistema A e o pior resultado do valor médio foi observado no sistema
E. Observa-se que o sistema A apresentou menor desvio entre os sistemas
apresentados.
A Figura 44 apresenta o tamanho do segmento de reta calculado em cada
sistema CAM, onde se pode observar a dispersão dos pontos calculados na região.
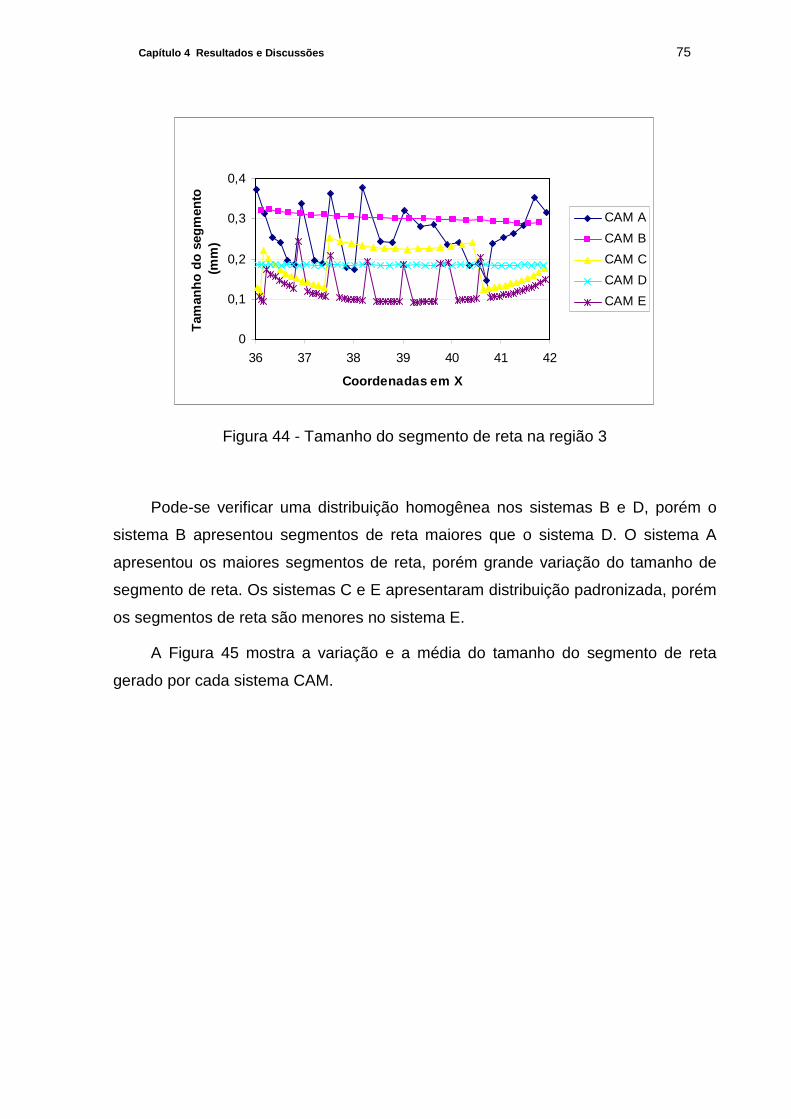
Capítulo 4 Resultados e Discussões 75
TAMANHO DO SEGMENTO DE RETA (R3)
0
0,1
0,2
0,3
0,4
36 37 38 39 40 41 42
Coordenadas em X
Tam
anho
do
segm
ento
(m
m)
CAM A
CAM B
CAM C
CAM D
CAM E
Figura 44 - Tamanho do segmento de reta na região 3
Pode-se verificar uma distribuição homogênea nos sistemas B e D, porém o
sistema B apresentou segmentos de reta maiores que o sistema D. O sistema A
apresentou os maiores segmentos de reta, porém grande variação do tamanho de
segmento de reta. Os sistemas C e E apresentaram distribuição padronizada, porém
os segmentos de reta são menores no sistema E.
A Figura 45 mostra a variação e a média do tamanho do segmento de reta
gerado por cada sistema CAM.
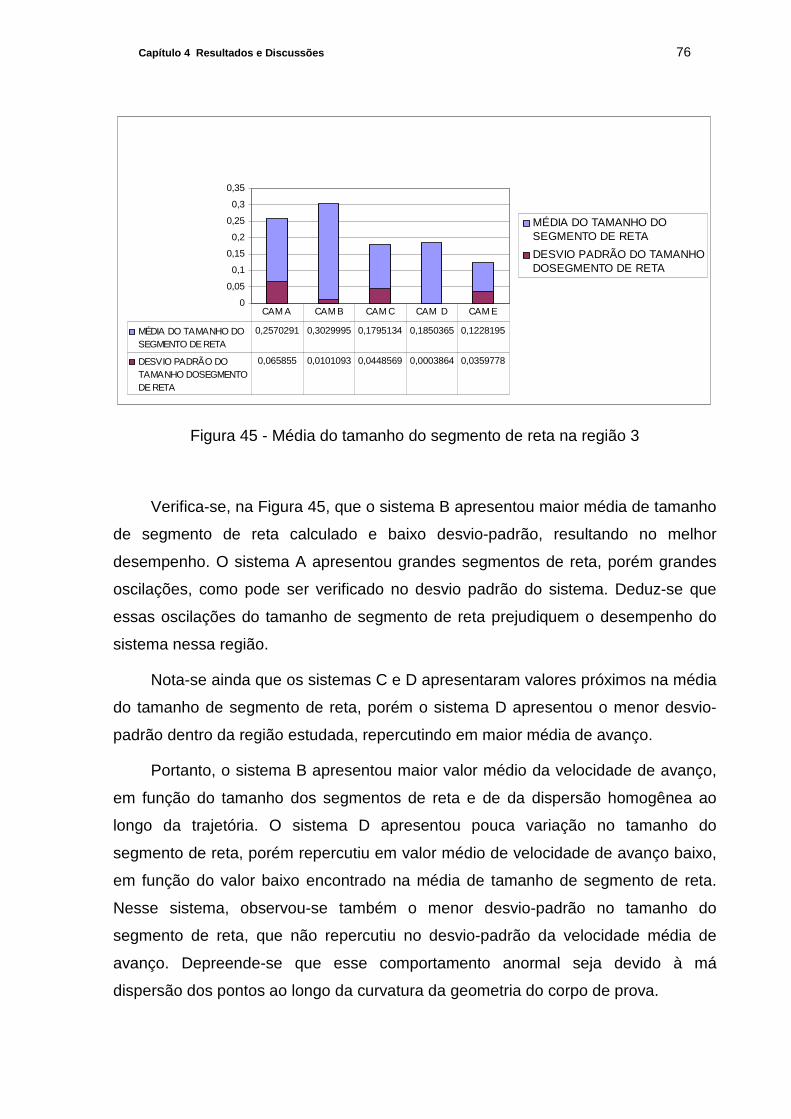
Capítulo 4 Resultados e Discussões 76
MÉDIA E DESVIO PADRÃO DO TAMANHO DO SEGMENTO DE RE TA NA REGIÃO 3
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
MÉDIA DO TAMANHO DOSEGMENTO DE RETA
DESVIO PADRÃO DO TAMANHODOSEGMENTO DE RETA
MÉDIA DO TAMANHO DOSEGMENTO DE RETA
0,2570291 0,3029995 0,1795134 0,1850365 0,1228195
DESVIO PADRÃO DOTAMANHO DOSEGMENTODE RETA
0,065855 0,0101093 0,0448569 0,0003864 0,0359778
CAM A CAM B CAM C CAM D CAM E
Figura 45 - Média do tamanho do segmento de reta na região 3
Verifica-se, na Figura 45, que o sistema B apresentou maior média de tamanho
de segmento de reta calculado e baixo desvio-padrão, resultando no melhor
desempenho. O sistema A apresentou grandes segmentos de reta, porém grandes
oscilações, como pode ser verificado no desvio padrão do sistema. Deduz-se que
essas oscilações do tamanho de segmento de reta prejudiquem o desempenho do
sistema nessa região.
Nota-se ainda que os sistemas C e D apresentaram valores próximos na média
do tamanho de segmento de reta, porém o sistema D apresentou o menor desvio-
padrão dentro da região estudada, repercutindo em maior média de avanço.
Portanto, o sistema B apresentou maior valor médio da velocidade de avanço,
em função do tamanho dos segmentos de reta e de da dispersão homogênea ao
longo da trajetória. O sistema D apresentou pouca variação no tamanho do
segmento de reta, porém repercutiu em valor médio de velocidade de avanço baixo,
em função do valor baixo encontrado na média de tamanho de segmento de reta.
Nesse sistema, observou-se também o menor desvio-padrão no tamanho do
segmento de reta, que não repercutiu no desvio-padrão da velocidade média de
avanço. Depreende-se que esse comportamento anormal seja devido à má
dispersão dos pontos ao longo da curvatura da geometria do corpo de prova.
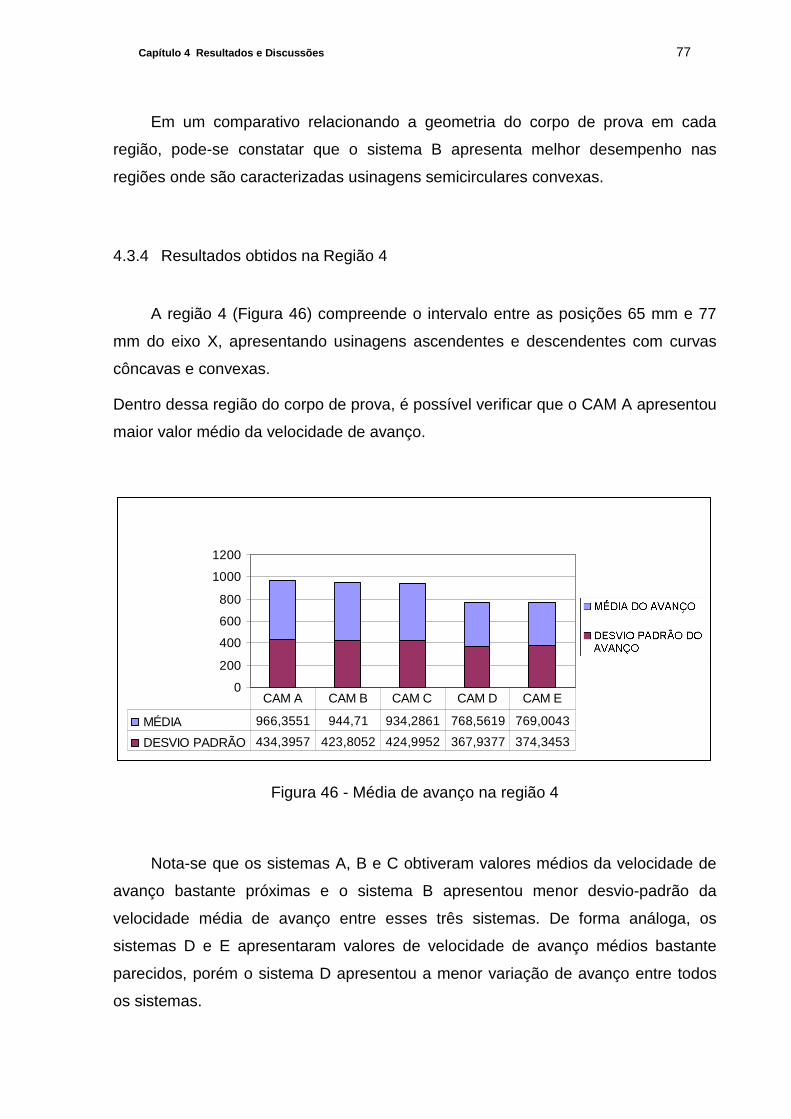
Capítulo 4 Resultados e Discussões 77
Em um comparativo relacionando a geometria do corpo de prova em cada
região, pode-se constatar que o sistema B apresenta melhor desempenho nas
regiões onde são caracterizadas usinagens semicirculares convexas.
4.3.4 Resultados obtidos na Região 4
A região 4 (Figura 46) compreende o intervalo entre as posições 65 mm e 77
mm do eixo X, apresentando usinagens ascendentes e descendentes com curvas
côncavas e convexas.
Dentro dessa região do corpo de prova, é possível verificar que o CAM A apresentou
maior valor médio da velocidade de avanço.
AVANÇO NA REGIÃO 4
0
200
400
600
800
1000
1200
MÉDIA
DESVIO PADRÃO
MÉDIA 966,3551 944,71 934,2861 768,5619 769,0043
DESVIO PADRÃO 434,3957 423,8052 424,9952 367,9377 374,3453
CAM A CAM B CAM C CAM D CAM E
Figura 46 - Média de avanço na região 4
Nota-se que os sistemas A, B e C obtiveram valores médios da velocidade de
avanço bastante próximas e o sistema B apresentou menor desvio-padrão da
velocidade média de avanço entre esses três sistemas. De forma análoga, os
sistemas D e E apresentaram valores de velocidade de avanço médios bastante
parecidos, porém o sistema D apresentou a menor variação de avanço entre todos
os sistemas.
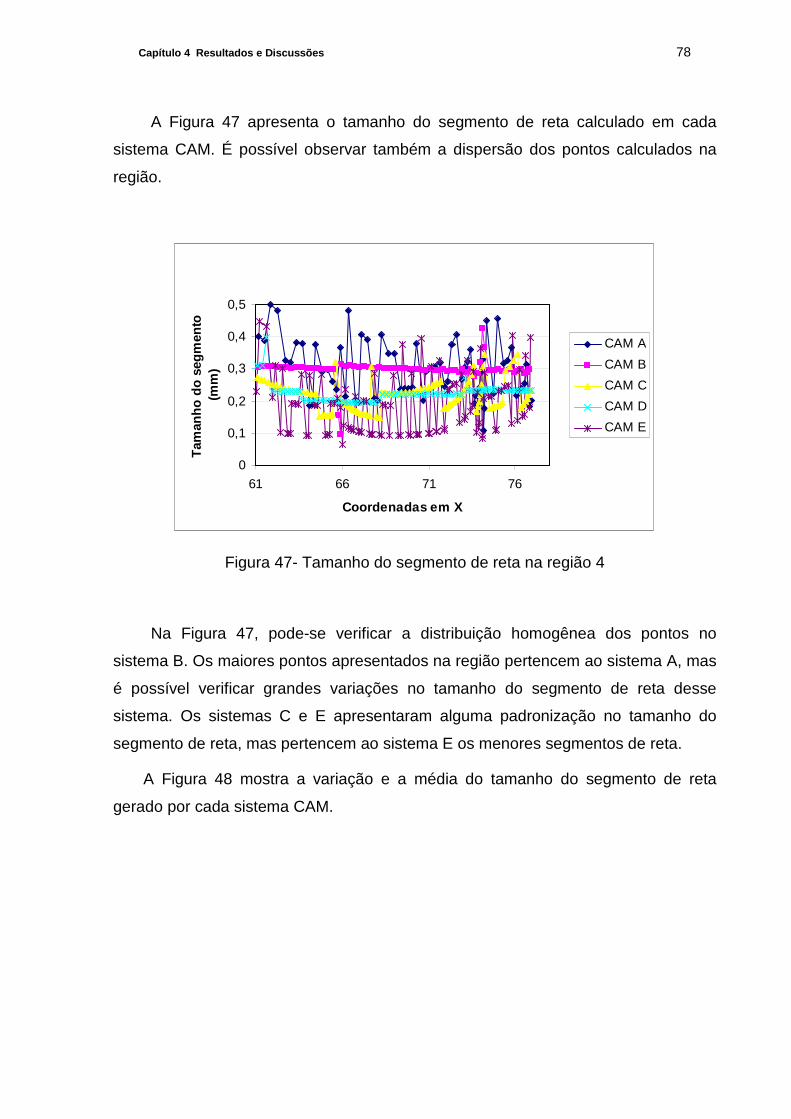
Capítulo 4 Resultados e Discussões 78
A Figura 47 apresenta o tamanho do segmento de reta calculado em cada
sistema CAM. É possível observar também a dispersão dos pontos calculados na
região.
TAMANHO DO SEGMENTO DE RETA (R4)
0
0,1
0,2
0,3
0,4
0,5
61 66 71 76
Coordenadas em X
Tam
anho
do
segm
ento
(m
m)
CAM A
CAM B
CAM C
CAM D
CAM E
Figura 47- Tamanho do segmento de reta na região 4
Na Figura 47, pode-se verificar a distribuição homogênea dos pontos no
sistema B. Os maiores pontos apresentados na região pertencem ao sistema A, mas
é possível verificar grandes variações no tamanho do segmento de reta desse
sistema. Os sistemas C e E apresentaram alguma padronização no tamanho do
segmento de reta, mas pertencem ao sistema E os menores segmentos de reta.
A Figura 48 mostra a variação e a média do tamanho do segmento de reta
gerado por cada sistema CAM.
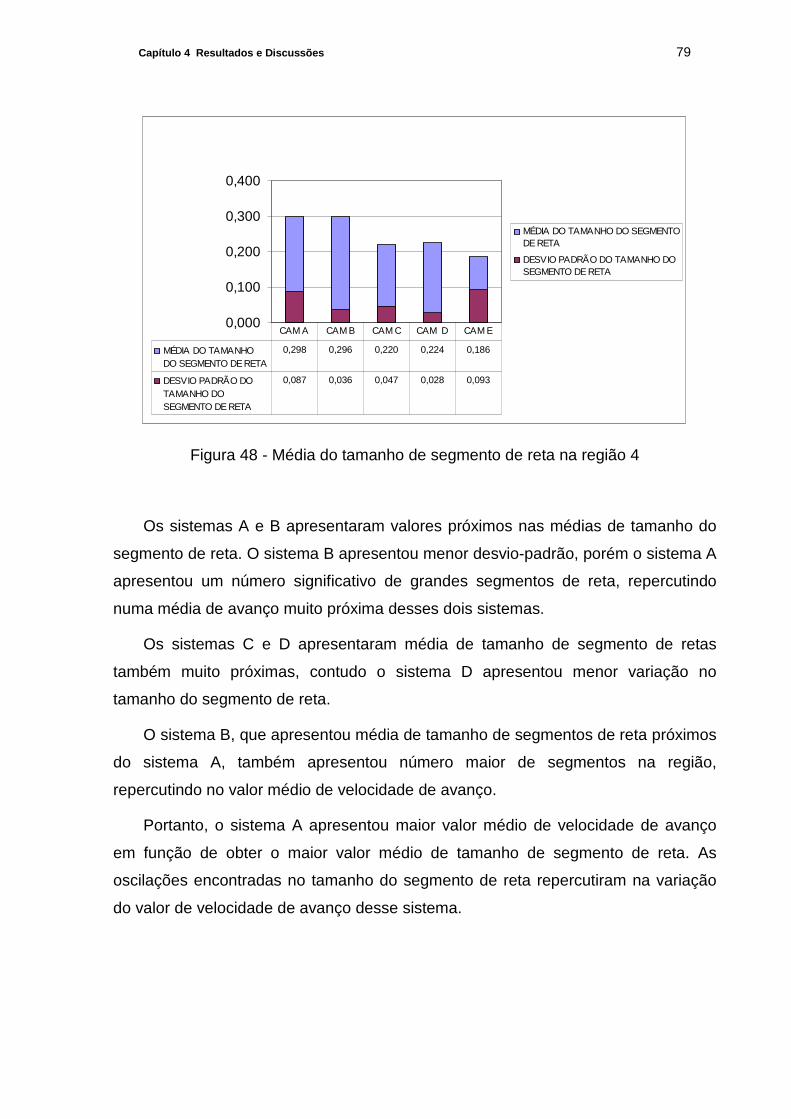
Capítulo 4 Resultados e Discussões 79
SEGMENTO DE RETA NA REGIÃO 4
0,000
0,100
0,200
0,300
0,400
MÉDIA DO TAMANHO DO SEGMENTODE RETA
DESVIO PADRÃO DO TAMANHO DOSEGMENTO DE RETA
MÉDIA DO TAMANHODO SEGMENTO DE RETA
0,298 0,296 0,220 0,224 0,186
DESVIO PADRÃO DOTAMANHO DOSEGMENTO DE RETA
0,087 0,036 0,047 0,028 0,093
CAM A CAM B CAM C CAM D CAM E
Figura 48 - Média do tamanho de segmento de reta na região 4
Os sistemas A e B apresentaram valores próximos nas médias de tamanho do
segmento de reta. O sistema B apresentou menor desvio-padrão, porém o sistema A
apresentou um número significativo de grandes segmentos de reta, repercutindo
numa média de avanço muito próxima desses dois sistemas.
Os sistemas C e D apresentaram média de tamanho de segmento de retas
também muito próximas, contudo o sistema D apresentou menor variação no
tamanho do segmento de reta.
O sistema B, que apresentou média de tamanho de segmentos de reta próximos
do sistema A, também apresentou número maior de segmentos na região,
repercutindo no valor médio de velocidade de avanço.
Portanto, o sistema A apresentou maior valor médio de velocidade de avanço
em função de obter o maior valor médio de tamanho de segmento de reta. As
oscilações encontradas no tamanho do segmento de reta repercutiram na variação
do valor de velocidade de avanço desse sistema.
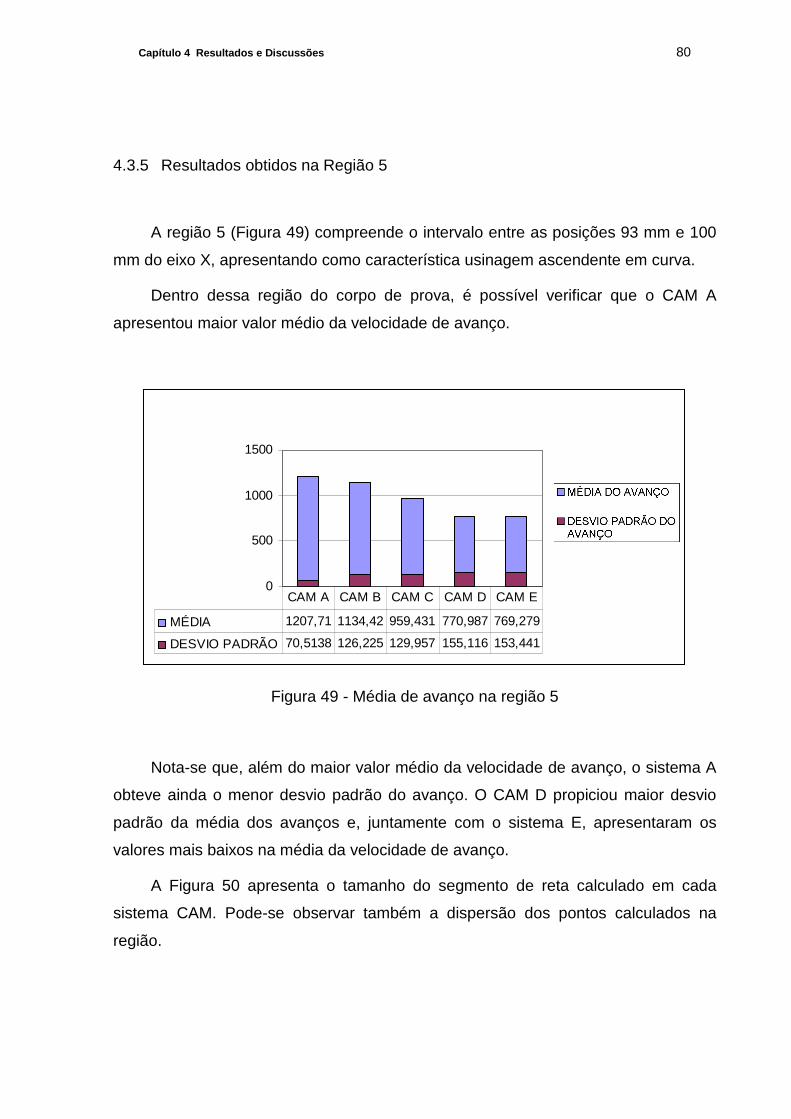
Capítulo 4 Resultados e Discussões 80
4.3.5 Resultados obtidos na Região 5
A região 5 (Figura 49) compreende o intervalo entre as posições 93 mm e 100
mm do eixo X, apresentando como característica usinagem ascendente em curva.
Dentro dessa região do corpo de prova, é possível verificar que o CAM A
apresentou maior valor médio da velocidade de avanço.
AVANÇO NA REGIÃO 5
0
500
1000
1500
MÉDIA
DESVIO PADRÃO
MÉDIA 1207,71 1134,42 959,431 770,987 769,279
DESVIO PADRÃO 70,5138 126,225 129,957 155,116 153,441
CAM A CAM B CAM C CAM D CAM E
Figura 49 - Média de avanço na região 5
Nota-se que, além do maior valor médio da velocidade de avanço, o sistema A
obteve ainda o menor desvio padrão do avanço. O CAM D propiciou maior desvio
padrão da média dos avanços e, juntamente com o sistema E, apresentaram os
valores mais baixos na média da velocidade de avanço.
A Figura 50 apresenta o tamanho do segmento de reta calculado em cada
sistema CAM. Pode-se observar também a dispersão dos pontos calculados na
região.
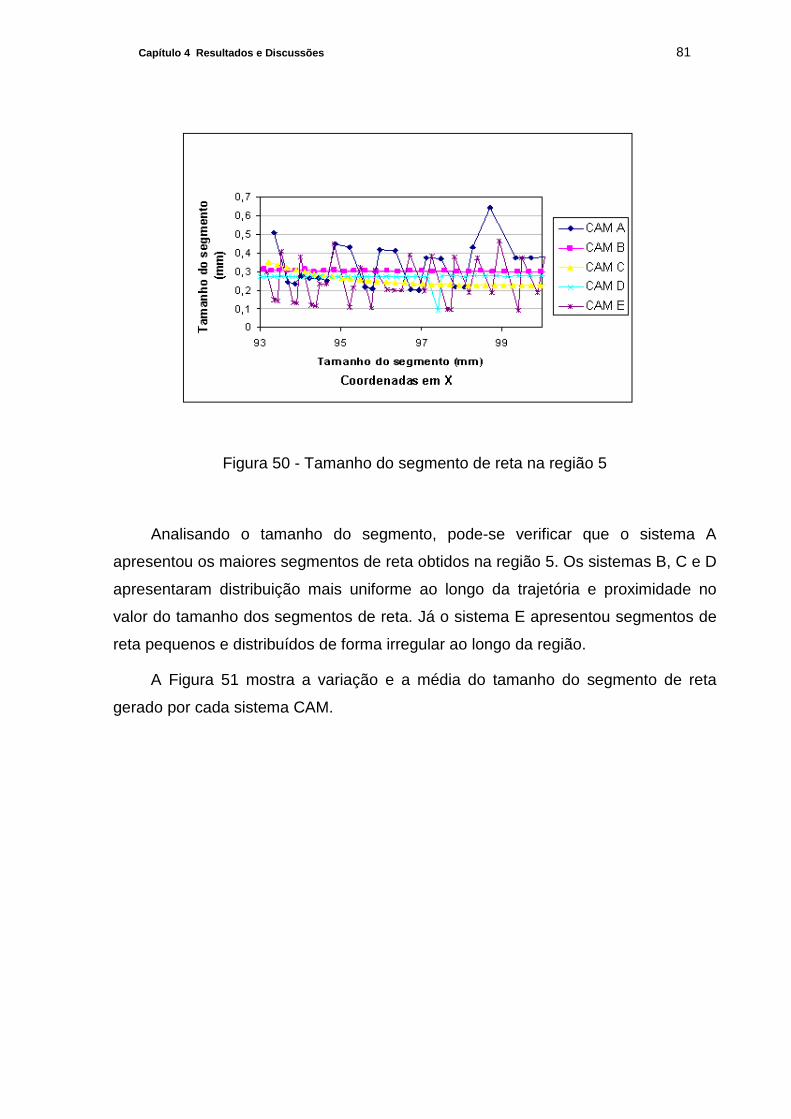
Capítulo 4 Resultados e Discussões 81
Figura 50 - Tamanho do segmento de reta na região 5
Analisando o tamanho do segmento, pode-se verificar que o sistema A
apresentou os maiores segmentos de reta obtidos na região 5. Os sistemas B, C e D
apresentaram distribuição mais uniforme ao longo da trajetória e proximidade no
valor do tamanho dos segmentos de reta. Já o sistema E apresentou segmentos de
reta pequenos e distribuídos de forma irregular ao longo da região.
A Figura 51 mostra a variação e a média do tamanho do segmento de reta
gerado por cada sistema CAM.
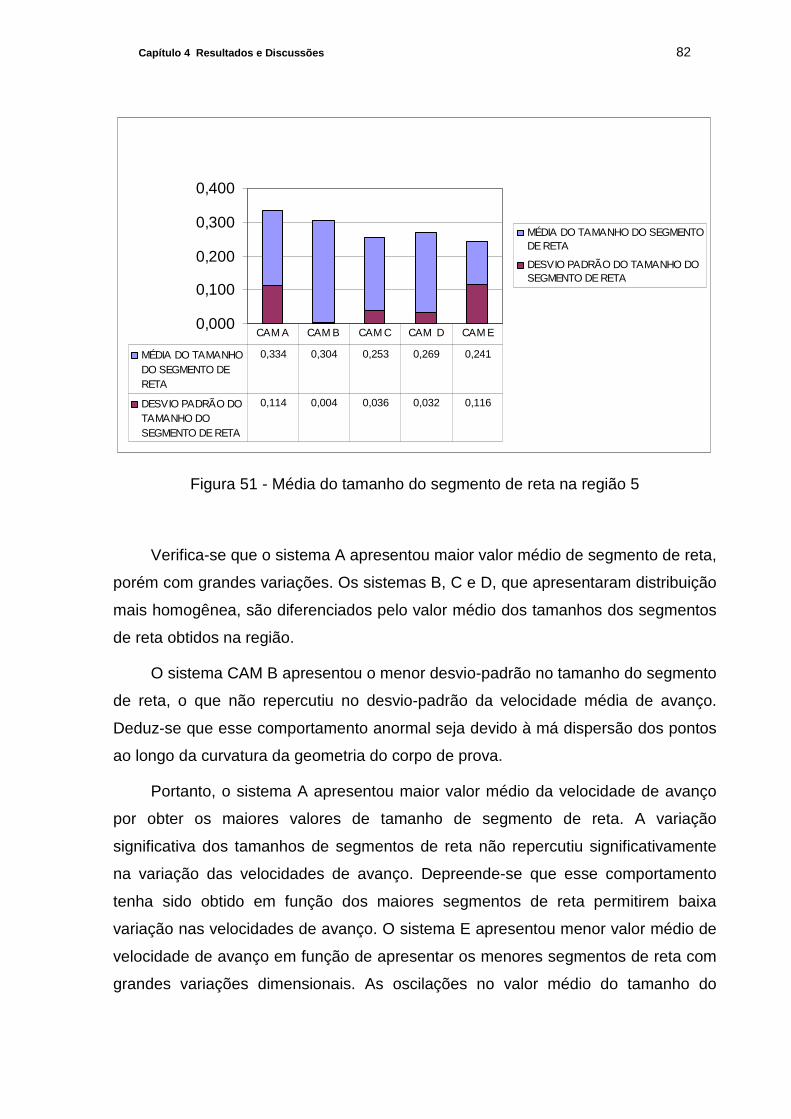
Capítulo 4 Resultados e Discussões 82
SEGMENTO DE RETA NA REGIÃO 5
0,000
0,100
0,200
0,300
0,400
MÉDIA DO TAMANHO DO SEGMENTODE RETA
DESVIO PADRÃO DO TAMANHO DOSEGMENTO DE RETA
MÉDIA DO TAMANHODO SEGMENTO DERETA
0,334 0,304 0,253 0,269 0,241
DESVIO PADRÃO DOTAMANHO DOSEGMENTO DE RETA
0,114 0,004 0,036 0,032 0,116
CAM A CAM B CAM C CAM D CAM E
Figura 51 - Média do tamanho do segmento de reta na região 5
Verifica-se que o sistema A apresentou maior valor médio de segmento de reta,
porém com grandes variações. Os sistemas B, C e D, que apresentaram distribuição
mais homogênea, são diferenciados pelo valor médio dos tamanhos dos segmentos
de reta obtidos na região.
O sistema CAM B apresentou o menor desvio-padrão no tamanho do segmento
de reta, o que não repercutiu no desvio-padrão da velocidade média de avanço.
Deduz-se que esse comportamento anormal seja devido à má dispersão dos pontos
ao longo da curvatura da geometria do corpo de prova.
Portanto, o sistema A apresentou maior valor médio da velocidade de avanço
por obter os maiores valores de tamanho de segmento de reta. A variação
significativa dos tamanhos de segmentos de reta não repercutiu significativamente
na variação das velocidades de avanço. Depreende-se que esse comportamento
tenha sido obtido em função dos maiores segmentos de reta permitirem baixa
variação nas velocidades de avanço. O sistema E apresentou menor valor médio de
velocidade de avanço em função de apresentar os menores segmentos de reta com
grandes variações dimensionais. As oscilações no valor médio do tamanho do

Capítulo 4 Resultados e Discussões 83
segmento de reta repercutiram no desvio-padrão dos valores médios de velocidade
de avanço.
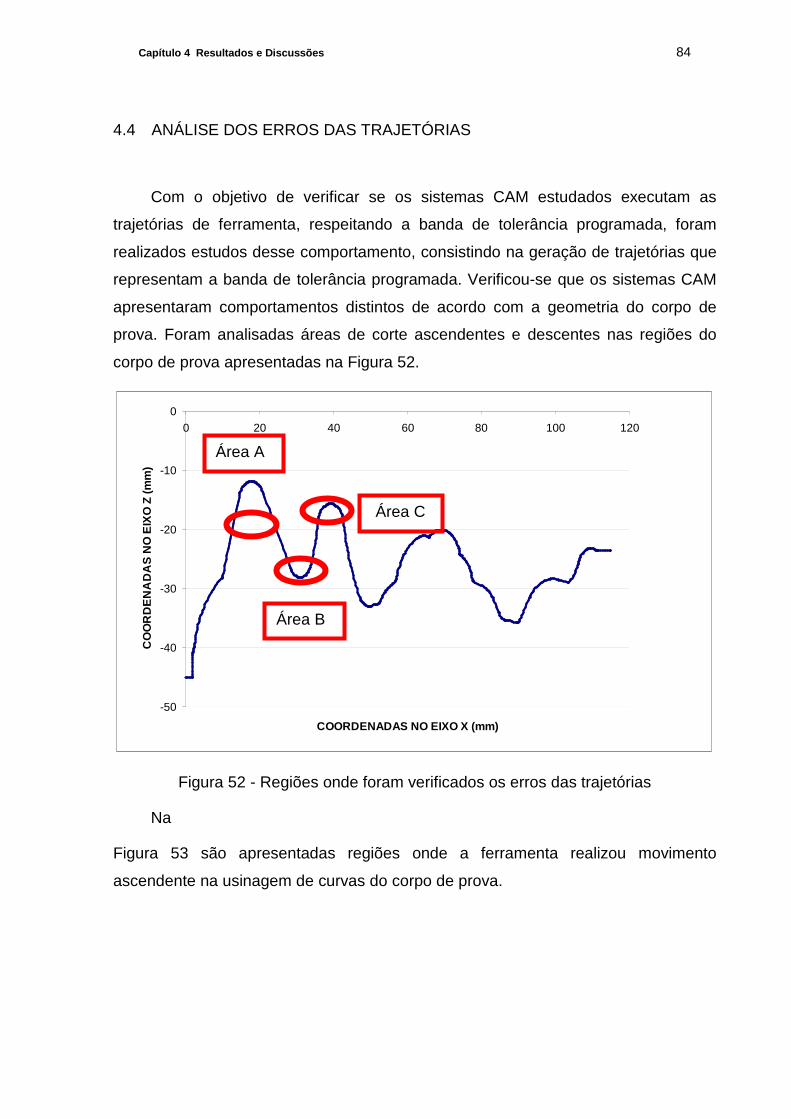
Capítulo 4 Resultados e Discussões 84
4.4 ANÁLISE DOS ERROS DAS TRAJETÓRIAS
Com o objetivo de verificar se os sistemas CAM estudados executam as
trajetórias de ferramenta, respeitando a banda de tolerância programada, foram
realizados estudos desse comportamento, consistindo na geração de trajetórias que
representam a banda de tolerância programada. Verificou-se que os sistemas CAM
apresentaram comportamentos distintos de acordo com a geometria do corpo de
prova. Foram analisadas áreas de corte ascendentes e descentes nas regiões do
corpo de prova apresentadas na Figura 52.
-50
-40
-30
-20
-10
00 20 40 60 80 100 120
COORDENADAS NO EIXO X (mm)
CO
OR
DE
NA
DA
S N
O E
IXO
Z (m
m)
Figura 52 - Regiões onde foram verificados os erros das trajetórias
Na
Figura 53 são apresentadas regiões onde a ferramenta realizou movimento
ascendente na usinagem de curvas do corpo de prova.
Área A
Área B
Área C
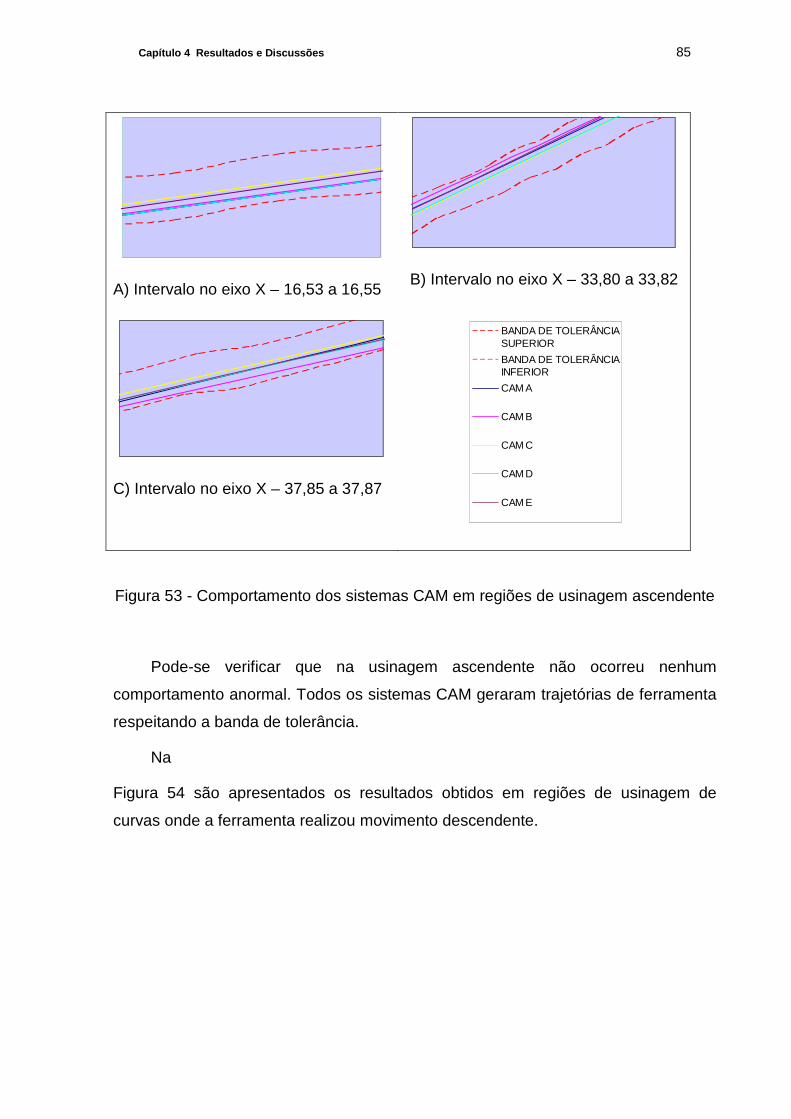
Capítulo 4 Resultados e Discussões 85
A) Intervalo no eixo X – 16,53 a 16,55
B) Intervalo no eixo X – 33,80 a 33,82
C) Intervalo no eixo X – 37,85 a 37,87
BANDA DE TOLERÂNCIASUPERIOR
BANDA DE TOLERÂNCIAINFERIOR
CAM A
CAM B
CAM C
CAM D
CAM E
Figura 53 - Comportamento dos sistemas CAM em regiões de usinagem ascendente
Pode-se verificar que na usinagem ascendente não ocorreu nenhum
comportamento anormal. Todos os sistemas CAM geraram trajetórias de ferramenta
respeitando a banda de tolerância.
Na
Figura 54 são apresentados os resultados obtidos em regiões de usinagem de
curvas onde a ferramenta realizou movimento descendente.

Capítulo 4 Resultados e Discussões 86
A) Intervalo no eixo X – 18,53 a 18,55
B) Intervalo no eixo X – 28,43 a 28,45
C) Intervalo no eixo X – 40,71 a 40,73
BANDA DE TOLERÂNCIASUPERIOR
BANDA DE TOLERÂNCIAINFERIOR
CAM A
CAM B
CAM C
CAM D
CAM E
Figura 54 - Comportamento dos sistemas CAM em regiões de usinagem
descendente
Pode-se verificar que nas regiões descendentes de usinagem, alguns sistemas
CAM geraram trajetórias de ferramenta fora da banda de tolerância programada. O
sistema CAM E apresentou trajetórias de ferramenta fora da banda de tolerância em
todas as análises realizadas. O mesmo comportamento pode ser observado no
sistema A.
O sistema B apresentou um comportamento peculiar, em algumas análises o
sistema apresentou trajetórias dentro da banda de tolerância, e em outras regiões o
sistema não respeita a banda de tolerância para geração de trajetórias de
ferramenta.
O sistema C apresentou o melhor desempenho, realizando trajetórias dentro da
banda de tolerância em todas as análises realizadas.
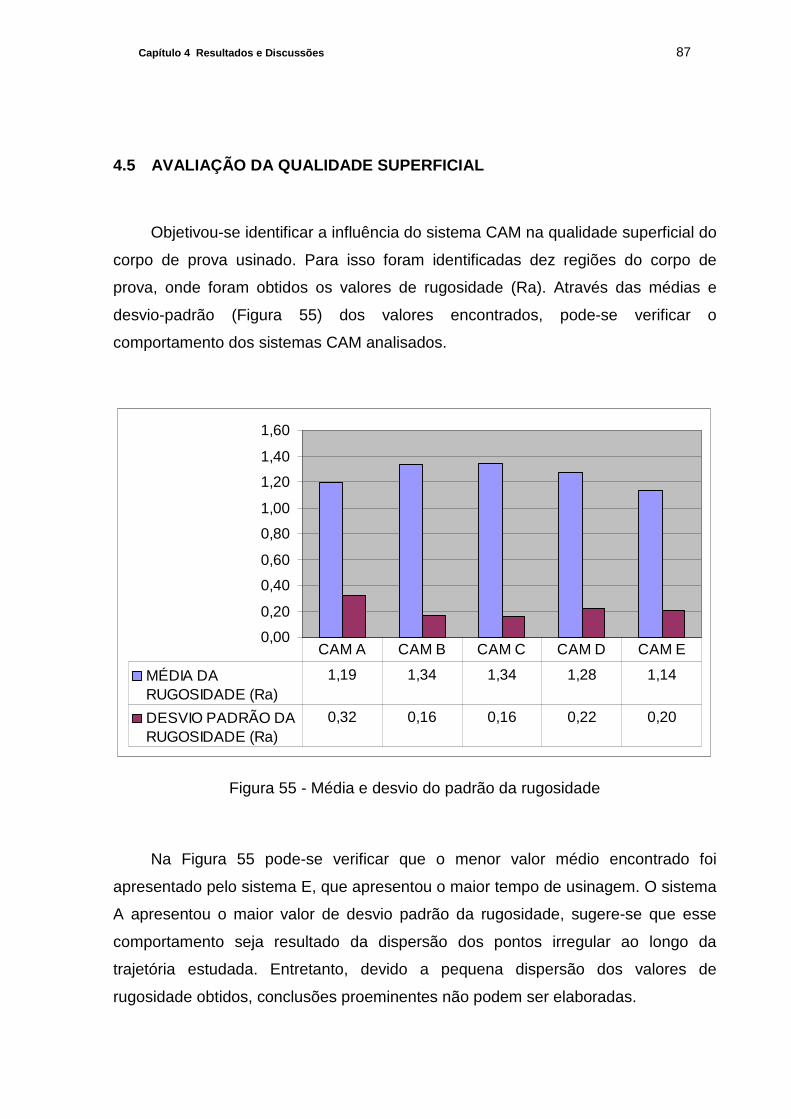
Capítulo 4 Resultados e Discussões 87
4.5 AVALIAÇÃO DA QUALIDADE SUPERFICIAL
Objetivou-se identificar a influência do sistema CAM na qualidade superficial do
corpo de prova usinado. Para isso foram identificadas dez regiões do corpo de
prova, onde foram obtidos os valores de rugosidade (Ra). Através das médias e
desvio-padrão (Figura 55) dos valores encontrados, pode-se verificar o
comportamento dos sistemas CAM analisados.
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
MÉDIA DARUGOSIDADE (Ra)
1,19 1,34 1,34 1,28 1,14
DESVIO PADRÃO DARUGOSIDADE (Ra)
0,32 0,16 0,16 0,22 0,20
CAM A CAM B CAM C CAM D CAM E
Figura 55 - Média e desvio do padrão da rugosidade
Na Figura 55 pode-se verificar que o menor valor médio encontrado foi
apresentado pelo sistema E, que apresentou o maior tempo de usinagem. O sistema
A apresentou o maior valor de desvio padrão da rugosidade, sugere-se que esse
comportamento seja resultado da dispersão dos pontos irregular ao longo da
trajetória estudada. Entretanto, devido a pequena dispersão dos valores de
rugosidade obtidos, conclusões proeminentes não podem ser elaboradas.

Capítulo 4 Resultados e Discussões 88
4.6 SÍNTESE DOS RESULTADOS
Para finalizar o capítulo de resultados e discussões, sintetizam-se os
resultados (Figura 56), apresentando um comparativo do tempo real de usinagem
com o tamanho do programa CNC.
Figura 56 – Tempo de usinagem X Número de linhas do programa CNC
o Verificou-se que o sistema A gerou o menor programa CNC e foi o
programa com menor tempo de usinagem. Deduz-se, inicialmente, que
um programa com menos linhas possua menor volume de informação
TEMPO DE USINAGEM X NÚMERO DE LINHAS DO PROGRAMA CNC
20000
25000
30000
35000
40000
NÚ
ME
RO
DE
LIN
HA
S
0
2
4
6
8
10
12
TE
MP
O E
M M
INU
TO
SNÚMERO DE LINHAS DOPROGRAMA CNC
21412 30140 35004 27540 31658
TEMPO DE USINAGEM EMMINUTOS
8,53 9,05 9,07 9,44 10,26
CAM A CAM B CAM C CAM D CAM E
Capítulo 4 Resultados e Discussões 89
para processamento da máquina CNC, portanto, a máquina consegue
manter a velocidade de avanço em patamares mais elevados.
o O sistema B apresentou o segundo melhor tempo de usinagem com o
terceiro menor número de linhas geradas. Com esse comportamento,
deduz-se que o sistema apresentou melhor dispersão dos pontos ao
longo da trajetória, impactando na velocidade média de avanço.
o O sistema C apresentou o maior programa CNC, no entanto não
apresentou o maior tempo de usinagem. Infere-se que o sistema C
apresentou melhor dispersão dos pontos ao longo da trajetória do corpo
de prova, permitindo assim maiores valores de velocidade de avanço em
algumas áreas.
o O sistema CAM D apresentou o segundo menor programa CNC, porém
obteve o quarto melhor tempo de usinagem. Portanto infere-se que esse
sistema apresentou pior dispersão dos pontos ao longo da trajetória do
corpo de prova, com significativa influência á velocidade de avanço.
o O sistema E apresentou o maior tempo de usinagem. Infere-se que esse
sistema apresentou problemas na dispersão dos pontos em regiões
críticas do corpo de prova, visto que o sistema E não apresentou o maior
programa CNC.
.
Capítulo 5 Conclusões e Sugestões 90
5 CONSIDERAÇÕES FINAIS
A seguir, são apresentadas as conclusões desta dissertação, bem como as
sugestões para trabalhos futuros.
5.1 CONCLUSÕES
As pesquisas e experimentos conduziram às seguintes conclusões:
o Todos os programas CNC gerados pelos sistemas CAM avaliados
apresentaram severas oscilações de avanço ao longo da usinagem. Esse fato
repercute em maior tempo de usinagem e a estimativa do tempo de usinagem
gerado pelo CAM fica incorreta. Observaram-se diferenças do tempo real de
usinagem com o tempo estimado pelos sistemas CAM de até 242%.
o Cada software CAM gerou programas CNC com diferentes números de
linhas, para realizar a mesma usinagem. Essa diferença variou em até
63,47% dentre os sistemas CAM analisados, indicando que os sistemas CAM
utilizam diferentes algoritmos matemáticos para realizar tal cálculo.
o Há uma ligação direta entre o tamanho dos programas CNC e o tempo real de
usinagem. O tempo real de usinagem tende a ser maior quanto maior o
programa CNC (para a usinagem da mesma geometria).
o Observaram-se diferenças de até 19,5% do tempo real de usinagem entre os
sistemas CAM avaliados, para a usinagem com máquina de alta velocidade.
o No centro de usinagem convencional, contatou-se uma redução ainda maior
da velocidade média de avanço e foram obtidas diferenças de até 34,65% no
tempo de usinagem entre os sistemas CAM.
Capítulo 5 Conclusões e Sugestões 91
o O sistema A, que apresentou menor tempo de usinagem nas duas máquinas,
obteve tempo de usinagem 42% maior na máquina convencional.
o Em um comparativo relacionando a geometria do corpo de prova em cada
região, constatou-se que o sistema B apresenta melhor desempenho nas
regiões onde são caracterizadas usinagens semicirculares convexa.
o Cada sistema CAM calculou tamanhos de segmentos de reta diferentes e o
desvio padrão do tamanho de segmento de reta repercutiu significativamente
no desvio-padrão da velocidade média de avanço.
o A dispersão dos pontos foi bastante peculiar em cada sistema CAM, e a
velocidade média de avanço foi afetada pela forma com que cada sistema
distribuiu os pontos gerados ao longo da trajetória do corpo de prova,
repercutindo na velocidade de avanço.
o O sistema B apresentou maiores segmentos de reta nas regiões convexas do
corpo de prova. Já o sistema A apresentou maiores segmentos de reta nas
regiões côncavas. Os sistemas C, D e E não apresentaram significativa
relação entre tamanho do segmento de reta e a geometria do corpo de prova.
o Verificou-se que sistema C calculou trajetórias dentro da banda de tolerância
em todas as análises realizadas. O sistema CAM E apresentou trajetórias de
ferramenta fora da banda de tolerância em todas as análises. O mesmo
comportamento pode ser observado no sistema A. Em algumas das regiões
analisadas o sistema B apresentou trajetórias fora da banda de tolerância.
.
o O menor valor médio de rugosidade encontrado foi apresentado pelo sistema
E, que apresentou o maior tempo de usinagem. O sistema A apresentou o
maior valor de desvio padrão da rugosidade, sugere-se que esse
comportamento seja resultado da dispersão dos pontos irregular ao longo da

Capítulo 5 Conclusões e Sugestões 92
trajetória estudada. Entretanto, devido a pequena dispersão dos valores de
rugosidade obtidos, conclusões proeminentes não podem ser elaboradas.
Capítulo 5 Conclusões e Sugestões 93
5.2 SUGESTÕES PARA TRABALHOS FUTUROS
� Estudo de uma geometria que apresente variação do avanço, mas
ofereça condições de uma análise da qualidade superficial do corpo de
prova mais criteriosa.
� Verificação mais aprofundada do comportamento das trajetórias em
relação à banda de tolerância.
� Verificação dos erros geométricos no corpo de prova que cada sistema
CAM apresenta.
� Um trabalho estatístico nos dados obtidos, principalmente na taxa de
variação de avanço, bem como no tamanho do segmento de reta.
REFERÊNCIAS
ARIAS, M; SOUZA, A. F.(2008). Descrição matemática das funções Spline.
Máquinas e Metais , abril pp290-311.
BENEDITO, S.R. (2009). Benefícios da Implantação do Projeto 3D na
Indústria de Moldes. Qualificação para mestrado em engenharia mecânica.
BOUJELBENE, M; MOISAN, A; TOUNSI, N.; BRENIER B. (2004). Productivity
enhancement in dies and molds manufacturing by the use of C1
continuous tool path . International Journal of Machine Tool & Manufacture,
Amsterdam.
C.K. TOH (2006). Cutter path strategies in high speed rough milling of hardened
steel. Materials and Design 27 107–114.
C.K. TOH (2005). Design, evaluation and optimisation of cutter path strategies
when high speed machining hardened mould and die materials. Materials and
Design 26 / 517–533.
CARVALHO, J. E. R (2009). Introdução à Computação Gráfica- Curvas.
Material didático.
CHANG, C. C.; WYSK, R. A.; WANG, H. P. (2006). Computer-Aided
Manufacturing. Pearson Education, Inc. 3th Edition. New Jersey.
95
Chang, M., Park, S. C. and Chung, Y. C. (2009). Three-dimensional profile
curve machining on three-axis machines' International Journal of Production
Research,47:10,2587 — 2599.
CHEN, T.;YE P (2002). A tool path generation strategy for sculptured
surfaces machining. Journal of Material Processing Technology 127 369-
373.
CHOI, Y. K. (2004). Tool Path Generation and 3D Tolerance Analysis for
Free-Form Surfaces. Submitted to Texas A&M University in partial fulfillment of
the requirements for the degree of DOCTOR OF PHILOSOPHY.
COSTA, D. D. ; PERREIRA, A. G. (2006) Desenvolvimento e avaliação de
uma tecnologia de baixo custo para programação CNC em pequenas
empresas. Produção, v. 16, n. 1, p. 048-063, Jan./Abr.
DARÉ, G. (2000) Desenvolvimento integrado do produto: uma referênci a
para o projeto de componentes de plástico injetados . In: CONGRESSO
BRASILEIRO DE GESTÃO DE DESENVOLVIMENTO DE PRODUTO, 2., São
Carlos. Anais... São Carlos: UFSCar. p.274-282.
DÜRR, H. and SCHÜNEMMAN R., (1999). Industrial Aplication of new
Approaches of the CAD/CAM process chain for High Sp eed Machining of
Sculptured Surfaces. Inn: International German and French Conference. 2nd.
Darmstadt: PTW, pp. 117-120.
96
ERKORKMAZ, K; ALTINTAS, Y.(2001). High speed CNC system design. Part
I: jerk limited trajectory generation and quintic s pline interpolation.
International Journal of Machine Tools & Manufacture 41 / 1323–1345.
FALLBÖHMER, P.; ALTAN T.; TÖNSHOFF, H.; NAKAGAWA, T. (1996). Survey of the die and mold manufacturing industry . Journal of Material Processing Tecnology, Amsterdam, v.59, n.1/2, p.158-168, May.
FOGGIATTO, J. A.; VOLPATO, N. ; BONTORIN, A. C. B.(2008). Os projetos em CAD 3D exigem e merecem cuidados especiais. Máquinas e Metais , v. 1, p. 132-147.
FU, M. W. (2008) The application of surface demoldability and moldab ility to side-core design in die and mold CAD. Department of Mechanical Engineering. Computer-Aided Design 40 567–575.
GEIST, J. (1999). Influence of HSC-appropriate machining parameters o n
NC programming . Inn: Seminário Internacional de Alta Tecnologia – Santa
Bárbara, Brazil. pp.57-68.
GUZEL, B.U.; LAZOGLU, I. (2003). Increasing productivity in sculpture
surface machining via off-line piecewise variable f eed rate scheduling
based on the force system model. International Journal of Machine Tools &
Manufacture, Amsterdam, v.44, n.1, p.21-28, Jan.
H. ERDIM; I.LAZOGLU; B. OZTURK. (2005). Feedrate scheduling strategies
for free-form surfaces. International Journal of Machine Tools & Manufacture xx
1–11.
97
LEE, K. (1998). Principles of CAD/CAM/CAE systems. Addison Wesley
Longmam, Inc,Seoul.
LO , C. C. (1998). A new approach to CNC tool path generation. Computer-
Aided Design, Elsevier Science London,1998.
_____. (2000). CNC machine tool surface interpolator for ball-end milling of
free-form surfaces. International Journal of Machine Tools & Manufacture 40.
_____; HSIAO, C.Y. (1998). CNC machine tool interpolator with path
compensation for repeated contour machining. Computer-Aided Design , Vol.
30. No. 1, pp. 55-62.
LÖTTGEN, R. (2003). Edm or Hsm? Which technology wins concerning die
and mold making? Mikron AG, Nidau, Switzterland. Seminário internacional de
Alta Tecnologia, Unimep, p.227-253.
LUX, S. (1999). Improved tools for die an mould production. 2nd International
Conference on High Speed Machining. (p 131-135) Germany. Máquinas e
Metais, São Paulo, v.36, n.415, p.18-27, ago.
MISRA, B.; SUNDARARAJAN, V..; WRIGHT, P.K. (2008). Zig-Zag Tool Path
Generation for Sculptured Surface finishing . Department Of mechanical
engineering. University of California, Berkeley.
98
PASINI, G.; ZEILMANN, R.P. (2004). Fresamento de cavidade a alta velocidade
de corte. Máquinas e Metais , Maio pp 182-195.
R. Salami, M.H. Sadeghi, B. Motakef. (2007). Feed rate optimization for 3-axis
ball-end milling of sculptured surfaces. International Journal of Machine Tools
& Manufacture 47 / 760–767.
RUTKAUSKAS, M. G. (2005). Diretrizes para Otimização do Modelamento
Geométrico de Peças de Carrocerias. São Paulo, Dissertação de Mestrado.
USP.
SCHULZ, H. (1996). High speed milling machines . In: Seminário Internacional
de Alta Tecnologia - Usinagem com Altíssima Velocidade de Corte, 1996, Santa
Bárbara d'Oeste.
SCHÜTZER , K, HELLENO, A. L. (2007) Influência da Interpolação Spline
Sobre a velocidade de avanço da manufatura de super fícies complexas. In:
Congresso Brasileiro de Fabricação, 2007.
_____; SOUZA, A.; STANIK, M. (2000). Aplicação da usinagem com altíssima
velocidade de corte na manufatura de moldes e matri zes. Congresso de
usinagem.
SILVA, Alex Sandro de Araújo. (2006). Desenvolvimento Integrado CAD/CAM
de Componentes para turbinas a Gás. 133f. Tese de mestrado – Instituto
Tecnológico de Aeronáutica, São José dos Campos.
99
SILVA FILHO, M. S. (2000). Fresamento por regiões como uma alternativa
na usinagem de cavidades para moldes e matrizes. 121p. Dissertação
(Mestrado) - Universidade Federal de Santa Catarina, Florianópolis, 2000.
SOUZA, A. F. (2000). Vantagens e aspectos a serem considerados na
tecnologia de usinagem em altíssima velocidade de c orte – High Speed
Cutting. Encontro de mestrandos em engenharia. Santa Bárbara D’Oeste.
_____. (2001). Análise das interpolações de trajetórias de ferrame nta na
usinagem HSC (High Speed Cutting) em superfícies co mplexas. Dissertação
apresentada ao Programa de Pós-Graduação em Engenharia de Produção, da
Faculdade de Engenharia Mecânica e de Produção, da Universidade Metodista
de Piracicaba – UNIMEP.
_____. (a) (2005) Análise Conceitual Sobre a Tecnologia CAD/CAM. Revista
Mecatrônica Fácil, nº 23, 2005.
_____. (b) (2005). Integração Entre Sistemas CAD/CAM e Geração de Programas
para Máquinas CNC. Revista Mecatrônica Fácil no 25.
_____(c) (2005). A Importância de um Sistema CAD para Integração da Cadeia
Produtiva. Mecatrônica Fácil nº24.
100
_____. (2004). CONTRIBUIÇÕES AO FRESAMENTO DE GEOMETRIAS
COMPLEXAS APLICANDO A TECNOLOGIA DE USINAGEM COM AL TAS
VELOCIDADES. Tese apresentada à Escola de Engenharia de São Carlos, da
Universidade de São Paulo. 2004.
_____. (2007). Spline Polynomial to Describe a Free Form Tool Path for
High Speed Milling. 19th International Congress of Mechanical Engineering
Brasília.
_____; COELHO, R. T, (2007); Experimental investigation of feed rate
limitations o high speed milling aimed at industria l applications . Sprig-
Verlang, London.
_____; ALBANO, A. COELHO, R.(2008). Estudo das oscilações da velocidade
de avanço no fresamento em altas velocidades de formas complexas. Máquinas
e Metais , Abril pp 290-311.
_____; SANTOS, M. T.; RODRIGUEZ, C. A. (2006). Análise Comparativa dos
algoritmos utilizados por diferentes sistemas CAM, para cálculo das
trajetórias de ferramenta, no fresamento de formas geométricas
complexas. IV Congresso Nacional de Engenharia Mecânica, 2006, Recife.
Anais IV Congresso Nacional de Engenharia Mecânica, 2006.
TANG, K; CHENG, C.C.; DAYAN, Y.(1995). Offsetting surface boundaries
and 3-axis gouge-free surface machining. Computer-Aided Design , Vol. 27, No.
12, pp. 915+27.

101
TAO CHEN; ZHILIANG SHI (2008). A tool path generation strategy for three-
axis ball-end milling of free-form surfaces. Journal of materials processing
technology 208 259–263.
V. PATELOUP; E. DUC; P. RAY.(2004). Corner optimization for pocket
machining. International Journal of Machine Tools & Manufacture 44 (2004)
1343–1353.
WEINERT, K.; GUNTERMANN, G. (2000). Usinagem de superfícies complexas.
Máquinas e Metais , São Paulo, v.36, n.415, p.18-27, ago.
YOON, JOUNG-HAHN (2007). Two-dimensional representation of machining
geometry and tool path generation for ball-end mill ing of sculptured
surfaces. Department of Mathematics, Dong-A University, Saha-gu, Busan 604-
714, Korea.Online publication Date: 01 July 2007.