sistemas de controle de emissÕes atmosfÉricas...
TRANSCRIPT

18 e 19 de outubro de 2016
SISTEMAS DE CONTROLE DE EMISSÕES ATMOSFÉRICAS
EM FORNOS PARA PRODUÇÃO DE VIDRO
1º Encontro Técnico Vidreiro
ABCERAM
Por: José Astolphi Júnior

OBJETIVOS PRINCIPAIS
1. Possibilitar que o Forno de Vidro opere de forma estável e regular
com emissão de gases e particulados para a atmosfera dentro dos
padrões estabelecidos pelas autoridades públicas.
2. Atender ao que determina as Resoluções Nr. 382 e 436 do CONAMA,
Conselho Nacional do Meio Ambiente.
3. Controlar a quantidade de gases a ser exaurida do forno em função
da produção de vidro, mantendo a pressão interna no forno em níveis
pré determinados para uma produção de qualidade.
4. Minimizar ao máximo os riscos de falhas operacionais no Sistema de
Exaustão e Controle de Emissões Atmosféricas, implantando um
sistema que assegure uma operação continua da produção.
5. Lembre-se: O Sistema Antipoluição não é produtivo, ele hoje é mais
que isto, a sua eventual falha está se tornando fator
IMPEDITIVO DE PRODUÇÃO!

SISTEMAS DE CONTROLE DE POLUIÇÃO FATORES DETERMINANTES PARA ESCOLHA DA SOLUÇÃO
A Escolha do Sistema de Controle mais adequado está intimamente
ligada a diversos fatores:
Tipo do Forno
Nível de Produção a ser atingido
Tipo de Vidro a ser produzido
Tipo de Combustível a ser utilizado
Quais matérias primas serão utilizadas na produção do vidro
Níveis de emissão de particulados a serem atendidos
Níveis de emissão de compostos SOx a serem respeitados
Níveis de emissão de compostos NOx a serem respeitados
Disponibilidade de insumos reagentes a serem adquiridos
Análise de restrições ambientais no manuseio do reagente
Flexibilidade Operacional – Permissão para Sistema By-Pass
Risco regional de falta / queda de energia elétrica
Grau de confiabilidade exigido na operação do sistema

SISTEMAS DE CONTROLE DE POLUIÇÃO O QUE DETERMINAM AS NORMAS BRASILEIRAS
CONAMA – RESOLUÇÕES 382 e 436
A Resolução 382 de 26.12.2006 estabelece os limites máximos de emissão
de poluentes atmosféricos para NOVAS fontes fixas, fixados em seu anexo
X por poluente e por tipologia de fonte para a indústria vidreira..
A Resolução 436 de 22.12.2011 estabelece os limites máximos de emissão
de poluentes atmosféricos para fontes fixas EXISTENTES, fixados em seu
anexo X por poluente e por tipologia de fonte.
Hoje, já a 10 anos da 1ª resolução, praticamente se está exigindo para as
reformas dos fornos existentes os limites de emissão de poluentes
daquela resolução, pois estes fornos reformados atuarão agora em novas
campanhas por mais 15 a 17 anos.
Ambas as resoluções podem ser baixadas na internet no site
www.mma.gov.br/port/conama/legislacao/CONAMA_RES_

SISTEMAS DE CONTROLE DE POLUIÇÃO O QUE DETERMINAM AS NORMAS BRASILEIRAS
CONAMA – RESOLUÇÕES 382 e 436
Para materiais particulados, hoje o nível de emissão máximo exigido
pelos órgãos ambientais brasileiros já é de 50 mg/Nm3 Seco @ 8% de O2.
pois a norma 436 já previa que após 10 anos (2021) os fornos
reconstruídos deverão atender a norma.
Esta mesma norma estabelece procedimentos limitadores da produção
regular de vidro, os quais devem ser levados em consideração quando
da escolha da solução técnica para o Sistema de Controle de Poluição:
-“... a manutenção preventiva em cada semestre do ano não deverá
exceder 10 (dez) dias corridos.”
-“... O órgão licenciador deverá ser avisado 30 (trinta) dias antes do
início da manutenção preventiva semestral.

SISTEMAS DE CONTROLE DE POLUIÇÃO O QUE DETERMINAM AS NORMAS BRASILEIRAS CONAMA
LIMITES DE EMISSÃO ATMOSFÉRICA – FORNOS DE FUSÃO DE VDRO
Poluente Classificação Emissão (kg/tvf) *1
Particulado
Receita Soda-Cal 0,4
Receita Borosilicato 0,8
Receita Chumbo + Outras
Limite de Emissão Absoluto
0,5
≤ 50 mg/Nm3
NOX
Vidro Claro (Incolor)
Doméstico 4,5
Plano 4,3
Embalagem 3,2
Especiais Técnicos 4,5
NOX
Vidro Colorido
Doméstico 7,5
Plano 6,7
Embalagem 5,4
Especiais Técnicos 6,7
SOX Gás Natural 1,4
Óleo Combustível 5,0 5,0
(*1) = (kg/tvf) = Quilograma por Tonelada de Vidro Fundido;
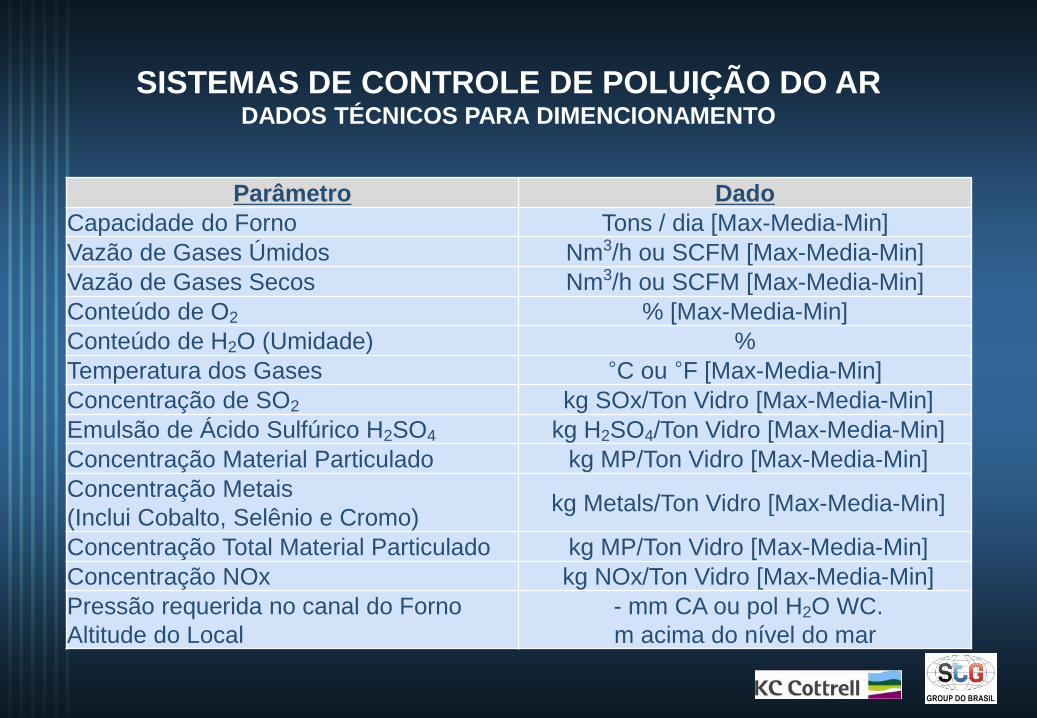
SISTEMAS DE CONTROLE DE POLUIÇÃO DO AR DADOS TÉCNICOS PARA DIMENCIONAMENTO
Parâmetro Dado
Capacidade do Forno Tons / dia [Max-Media-Min]
Vazão de Gases Úmidos Nm3/h ou SCFM [Max-Media-Min]
Vazão de Gases Secos Nm3/h ou SCFM [Max-Media-Min]
Conteúdo de O2 % [Max-Media-Min]
Conteúdo de H2O (Umidade) %
Temperatura dos Gases °C ou °F [Max-Media-Min]
Concentração de SO2 kg SOx/Ton Vidro [Max-Media-Min]
Emulsão de Ácido Sulfúrico H2SO4 kg H2SO4/Ton Vidro [Max-Media-Min]
Concentração Material Particulado kg MP/Ton Vidro [Max-Media-Min]
Concentração Metais
(Inclui Cobalto, Selênio e Cromo) kg Metals/Ton Vidro [Max-Media-Min]
Concentração Total Material Particulado kg MP/Ton Vidro [Max-Media-Min]
Concentração NOx kg NOx/Ton Vidro [Max-Media-Min]
Pressão requerida no canal do Forno
Altitude do Local
- mm CA ou pol H2O WC.
m acima do nível do mar

SISTEMAS DE CONTROLE DE POLUIÇÃO SOLUÇÃO PARA O SISTEMA COMPLETO
SAÍDA CEMS
FORNO DE VIDRO
RECUPERADOR DE CALOR
BATCK HOUSE SILO DE PÓ 2
CANAL DO
FORNO
DESCARGA DE
CAMINHÃO
PREPARAÇÃO E
DOSAGEM
RECUPERADOR
DE CALOR
TRANSPORTE PNEUMÁTICO
DE PÓ
TRANSPORTE PNEUMÁTICO DE PÓ P/ SILO
SILO DE PÓ
SILO DE REAGENTE
CHAMINÉ
DESCARGA CAMINHÃO
DOSADOR
ESP / FF
DR SDR
ENTRADA CEMS
DESCARGA EM CAMINHÃO/BAG
SCR
TANQUE NH3
BY-PASS DAMPER
SAÍDA
ENTRADA
EXAUSTÃO PRINCIPAL
MULTI-BLADE DAMPER
OPACITY NOx & SOx O2
EXAUSTÃO RESERVA MULTI-BLADE
DAMPER
ISOLATION VALVE
DILUIÇÃO EMERGÊNCIA
BIG BAG
OPÇÃO 2
OPÇÃO 3
OPÇÃO 1
NOx & O2 TEMP
TRONA SODA ASH HIDRATED LINE
TRONA T200 – Na2CO3 * NaHCO3 *2H2O SODA – Na2CO3
CAL HIDRATADA SECA – Ca (OH)2
LIXIVIA - NaOH
DR – DRY REACTOR SDR – SEMI DRY REACTOR ESP – ELECTROSTATIC PRECIPITADOR SCR – SELECTIVE CATALITIC REDUCTOR CEMS – CONTROL EMISSION MONITORING SYSTEM

SISTEMAS DE CONTROLE DE POLUIÇÃO Sistema Intermediário SEM Controle de NOx e SEM Recuperação de Calor
SAÍDA CEMS
FORNO DE VIDRO
RECUPERADOR DE CALOR
BATCK HOUSE SILO DE PÓ 2
CANAL DO
FORNO
DESCARGA DE
CAMINHÃO
PREPARAÇÃO E
DOSAGEM
TRANSPORTE PNEUMÁTICO
DE PÓ
TRANSPORTE PNEUMÁTICO DE PÓ P/ SILO
SILO DE PÓ
SILO DE REAGENTE
CHAMINÉ
ESP / FF
DR SDR
ENTRADA CEMS
DESCARGA EM CAMINHÃO/BAG
BY-PASS DAMPER
EXAUSTÃO PRINCIPAL
MULTI-BLADE DAMPER
OPACITY NOx & SOx O2
EXAUSTÃO RESERVA MULTI-BLADE
DAMPER
FALNGES CEGAS OU
ISOLATION VALVES
DILUIÇÃO EMERGÊNCIA
BIG BAG
OPÇÃO 2
OPÇÃO 3
OPÇÃO 1
NOx & O2 TEMP
TRONA SODA ASH HIDRATED LINE
TRONA T200 – Na2CO3 * NaHCO3 *2H2O SODA – Na2CO3
CAL HIDRATADA SECA – Ca (OH)2
LIXIVIA - NaOH
DR – DRY REACTOR SDR – SEMI DRY REACTOR ESP – ELECTROSTATIC PRECIPITADOR SCR – SELECTIVE CATALITIC REDUCTOR CEMS – CONTROL EMISSOR MONITORING SYSTEM
FALNGES CEGAS OU
ISOLATION VALVES

SISTEMAS DE CONTROLE DE POLUIÇÃO Sistema Inicial SEM Controle de NOx, SEM Recuperação de Calor
e SEM Silo e Transporte de Pó (Descarga Direta em Big Bags)
SAÍDA CEMS
FORNO DE VIDRO
RECUPERADOR DE CALOR
BATCK HOUSE SILO DE PÓ 2
CANAL DO
FORNO
DESCARGA DE
CAMINHÃO
PREPARAÇÃO E
DOSAGEM
SILO DE REAGENTE
CHAMINÉ
ESP / FF
DR SDR
ENTRADA CEMS
BY-PASS DAMPER
EXAUSTÃO PRINCIPAL
MULTI-BLADE DAMPER
OPACITY NOx & SOx O2
EXAUSTÃO RESERVA MULTI-BLADE
DAMPER
FALNGES CEGAS OU
ISOLATION VALVES
DILUIÇÃO EMERGÊNCIA
BIG BAG
OPÇÃO 2
OPÇÃO 3
NOx & O2 TEMP
TRONA SODA ASH HIDRATED LINE
TRONA T200 – Na2CO3 * NaHCO3 *2H2O SODA – Na2CO3
CAL HIDRATADA SECA – Ca (OH)2
LIXIVIA - NaOH
DR – DRY REACTOR SDR – SEMI DRY REACTOR ESP – ELECTROSTATIC PRECIPITADOR SCR – SELECTIVE CATALITIC REDUCTOR CEMS – CONTROL EMISSOR MONITORING SYSTEM
FALNGES CEGAS OU
ISOLATION VALVES

SISTEMAS DE CONTROLE DE POLUIÇÃO POSSÍVEIS SOLUÇÕES TÉCNICAS PARA O SISTEMA
Hoje as soluções técnicas mínimas devem contemplar o abatimento de
Materiais Particulados e do conteúdo de SOx nos gases para atender aos
limites estipulados pelo CONAMA para o tipo de vidro que se pretende
produzir e para o combustível a ser queimado no forno.
Os gases são desviados para o Sistema Antipoluição, onde os poluentes
contidos nos gases são condicionados para possibilitar a sua remoção. O
manuseio e tratamento dos gases envolve:
1. Temperatura dos Gases < 600oC na saída do canal de gases do forno:
Caso os gases apresentem temperatura acima de 600oC é necessário
rebaixá-la para que os gases possam ser tratados no sistema de
controle de poluição, para tanto adota-se três tipos de solução logo ao
sair do canal do forno:
a) Adição de Ar fresco por um Damper de Diluição
b) Injeção primária de Água
c) Colocação de um Trocador de Calor

SISTEMAS DE CONTROLE DE POLUIÇÃO POSSÍVEIS SOLUÇÕES TÉCNICAS PARA O SISTEMA
2. Abatimento do conteúdo de SOx nos Gases:
Caso os gases apresentem uma concentração de SOx acima dos
limites estabelecidos pelo CONAMA, é necessário rebaixá-la. Esta
redução da concentração de SOx só pode ser feita com a injeção /
aspersão de reagentes químicos nos gases. Esta injeção pode ser a
seco ou na forma líquida., a temperaturas específicas para reação.
Dependendo do reagente injetado poderão ocorrer diferentes reações
químicas, todas resultando em redução dos níveis de SOx , porém com
aumento do material particulado contido nos gases devido a formação
de compostos de S. Os reagentes passíveis de utilização são:
Cal Hidratada Seca – Ca(OH)2 Iinjeção Seca
Trona T200 - Na2CO3*NaHCO3*2H2O Injeção Seca
Cal vVrgem CaO Ca(OH)2 + H2O Semi Dry
Barrilha – Na2CO3 +H2O NaOH Semi Dry
Lixivia Liquida – NaOH Semi Dry

SISTEMAS DE CONTROLE DE POLUIÇÃO POSSÍVEIS SOLUÇÕES TÉCNICAS PARA O SISTEMA
2. Abatimento do conteúdo de SOx nos Gases: (continuação)
Via de regra os reagentes são entregues na forma de pó em caminhões
tanque para descarga pneumática em silos ao lado do sistema de
controle de poluição.
Nos casos de injeção seca o reagente em pó (cal hidratada Ca(OH)2 ou
Trona) é “soprado” diretamente para dentro do fluxo de gases por
bicos aspersores, reagem com o SO2 e gerando material particulado
para ser coletado mais a frente na instalação, em um Filtro de Mangas
ou em um Precipitador Eletrostático.
Nos casos de injeção úmida chamamos de “Semi-Dry” pois o reagente
em pó é diluído / reagido com H2O formando uma solução liquida para
pulverização nos gases, com evaporação completa, normalmente
neste caso a temperaturas acima de 200oC para coleta em
Precipitadores Eletrostáticos ou Filtros de Mangas.

SISTEMAS DE CONTROLE DE POLUIÇÃO POSSÍVEIS SOLUÇÕES TÉCNICAS PARA O SISTEMA
3. Abatimento de material particulado contido nos gases.
Existem dois métodos clássicos para filtragem e retirada dos resíduos
particulados dos gases após o abatimento de SOx :
a) Precipitadores Eletrostáticos: São sistemas de passagem livre dos
gases, onde as partículas de pó contidas nos gases são ionizadas
por eletrodos emissores e em seguida coletadas em placas
aterradas, sendo assim separadas do fluxo de gases de forma
“eletrostática”.
b) Filtros de Mangas: São sistemas de passagem “obstruída” dos
gases, onde os gases com as partículas de pó são forçados a
passar através de em meio filtrante, as mangas, e também pela
camada superficial de pó já coletado sobre as mesmas. O pó agora
separado mecanicamente dos gases é removido por pulsos de ar
comprimido e descarregado nas tremonhas do filtro.

SISTEMAS DE CONTROLE DE POLUIÇÃO POSSÍVEIS SOLUÇÕES TÉCNICAS PARA O SISTEMA
4. Abatimento do conteúdo de NOx nos Gases:
Normalmente o abatimento de NOx é conseguido por redução
catalítica, em sistemas denominados SCR (Selective Catalytic
Reduction). Antes do SCR se faz a injeção de uma solução de Amônia, NH3, que reage nos gases como redutor do NOx como segue:
4NO + 4 NH3 + O2 → 4N2 + 6H2O Via de regra a Amônia é descarregada de caminhões diretamente no
site onde é estocada em tanques para consumo futuro. Ela é diluída
em água para possibilitar a sua melhor pulverização, a qual ocorre
após uma diluição final com ar dentro do fluxo de gases na entrada da
torre de catalizadores.

SISTEMAS DE CONTROLE DE POLUIÇÃO POSSÍVEIS SOLUÇÕES TÉCNICAS PARA O SISTEMA
5. Ventilador Principal de Tiragem:
Normalmente é instalado um Ventilador Centrífugo principal para
efetuar a exaustão dos gases por todo o sistema de controle de
poluição atmosférica.
Dependendo da qualidade da máquina instalada, opta-se pela
instalação de um segundo ventilador em paralelo para se garantir
contra eventuais paradas de máquina.
Este ventilador principal é normalmente acionado por um motor
elétrico de alto rendimento, alimentado e comandado de forma
contínua por um Controlador Inversor de Frequência, o qual mantem a
tiragem de gases estável no canal de gases junto ao chaminé, em
função da pressão dos gases demandada pela produção de vidro no
forno.

SISTEMAS DE CONTROLE DE POLUIÇÃO POSSÍVEIS SOLUÇÕES TÉCNICAS PARA O SISTEMA
6. Equipamentos Periféricos:
Dependendo da solução técnica adotada para cada forno, diversos
equipamentos periféricos serão necessários para possibilitar a
integração completa da instalação para controle da Poluição
Atmosférica, a saber:
DAMPERS TIPO DISCO PARA ALTA TEMPERATURA
DAMPERS TIPO GUILHOTINA PARA ALTA TEMPERATURA
DAMPERS TIPO VENEZIANA PARA DILUIÇÃO E / OU CONTROLE
TROCADORES DE CALOR GAS / AR OU GAS / ÁGUA
BOMBAS DIVERSAS (AMONIA, LIXIVIA E ÁGUA)
VALVULAS DIVERSAS
SISTEMAS PNEUMÁTICOS PARA TRANSPORTE DE PÓ
VÁLVULAS ROTATIVAS PARA PÓ
TRANSPORTADORES DE CORRENTE OU ROSCAS PARA PÓ
COMPRESSORES PARA AR COMPRIMIDO
TANQUES E SILOS
DUTOS DIVERSOS
ESTRUTURAS METÁLICAS E PLATAFORMAS

SISTEMAS DE CONTROLE DE POLUIÇÃO POSSÍVEIS SOLUÇÕES TÉCNICAS PARA O SISTEMA
6. Sistemas Elétricos e de Automação / Controle
Para qualquer das soluções técnicas descritas, será necessário o
fornecimento de sistemas elétricos e de automação para controle e
monitorização da operação, compreendendo:
MEDIDORES DE PARTICULADOS
MEDIDORES DE GASES
MEDIDORES DE PRESSÃO
MEDIDORES DE TEMPERATURA
SISTEMA SUPERVISÓRIO
CLP
CCM
MOTORES ELÉTRICOS DIVERSOS
ILUNIMAÇAO
ATERRAMENTO
Nota: Alguns dos itens acima poderão não ser instalados a depender
de decisão do usuário final.
SISTEMAS DE CONTROLE DE POLUIÇÃO POSSÍVEIS SOLUÇÕES TÉCNICAS PARA O SISTEMA
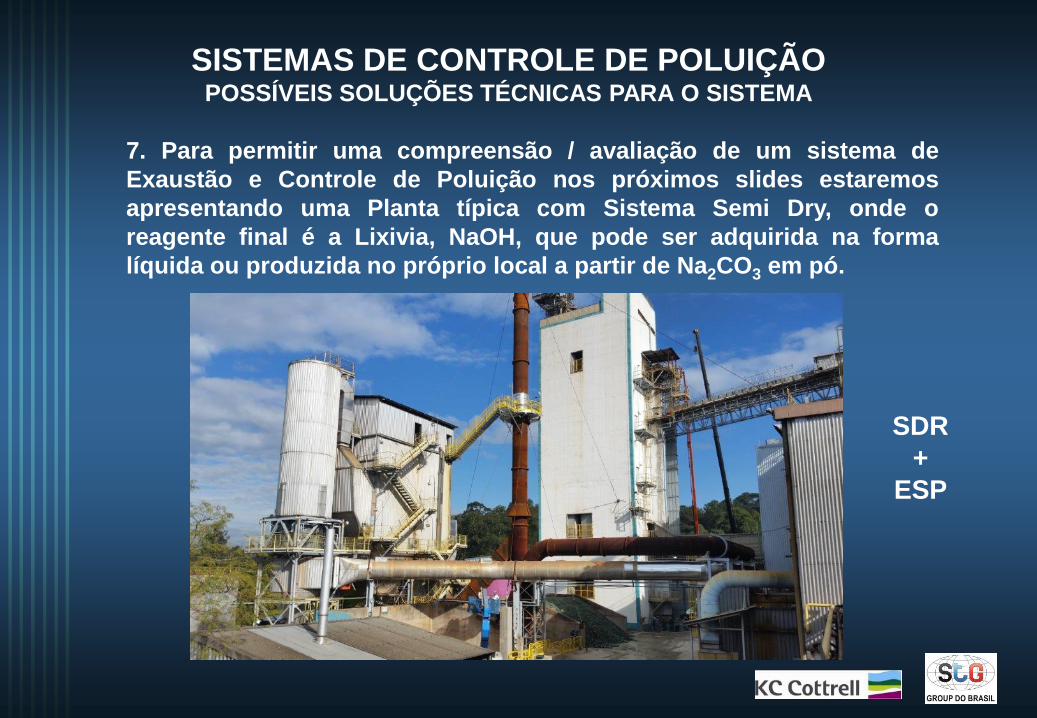
7. Para permitir uma compreensão / avaliação de um sistema de
Exaustão e Controle de Poluição nos próximos slides estaremos
apresentando uma Planta típica com Sistema Semi Dry, onde o
reagente final é a Lixivia, NaOH, que pode ser adquirida na forma
líquida ou produzida no próprio local a partir de Na2CO3 em pó.
SDR
+
ESP

DIAGRAMA DE FLUXO PARA PROCESSO SEMI DRY
IDF
Chaminé
Tanque de
Água
ESP
Ar Comprimido
T/R
Bomba de
Água para
Resfriamento
Fluxo Gás
SDR
Ar Purga
Água
Silo
Ca2CO3
Bomba
Dosadora
Reagente Tanque
Diluição
NaOH
Silo
Pó
Água
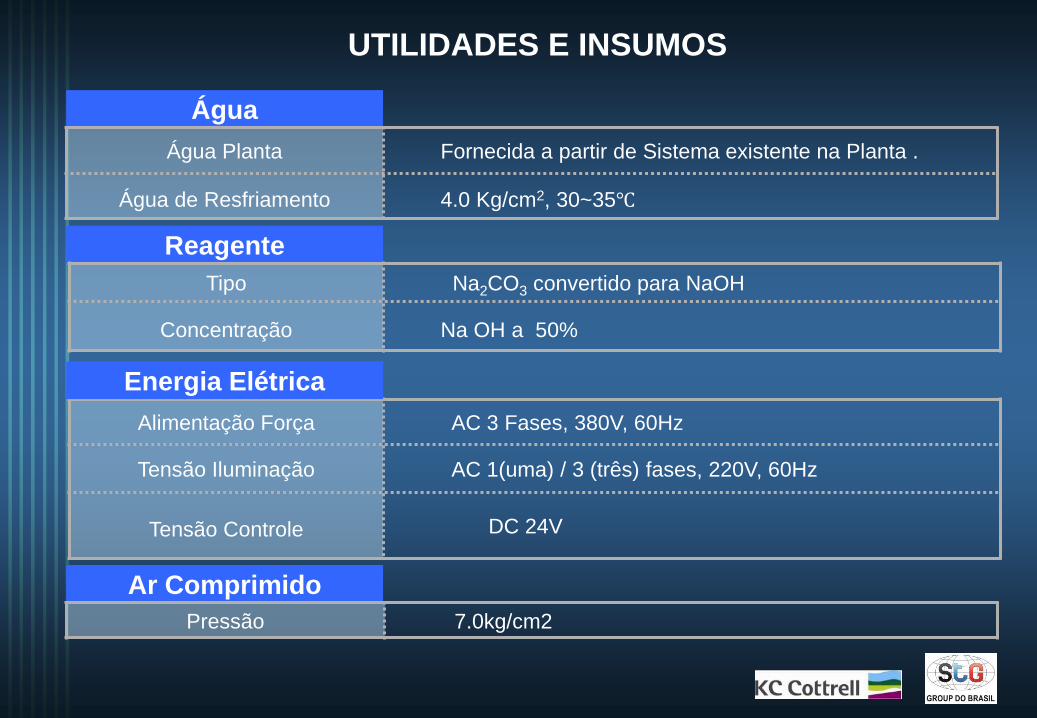
UTILIDADES E INSUMOS
Água Planta Fornecida a partir de Sistema existente na Planta .
Água de Resfriamento 4.0 Kg/cm2, 30~35℃
Reagente
Tipo Na2CO3 convertido para NaOH
Concentração Na OH a 50%
Alimentação Força AC 3 Fases, 380V, 60Hz
Tensão Iluminação AC 1(uma) / 3 (três) fases, 220V, 60Hz
Tensão Controle DC 24V
Energia Elétrica
Ar Comprimido
Pressão 7.0kg/cm2

ESCOPO DE FORNECIMENTO TÍPICO
Engenharia Detalhada
Compra de Equipamentos
Fabricação
Transporte
Montagem
Treinamento
Comissionamento
Partida
KC Cottrell
Korea - USA
STG Brasil
Engenharia Básica
Start & Commissioning

Princípio
1) SO2 ,HCL,HF gás no fluxo de gás é absorvido pelo hidróxido de sódio.
2) O NaOH é injetado no SDR [Semi-Dry Reator] para remoção do SO2 e
HCl do gás, gerando sulfatos e cloretos.
3) Vaporização de água no SDR controla a temperatura no ESP.
4) Remoção do pó será executada durante a passagem pelo ESP.
Equação
das
Reações
2NaOH + SO2 → Na2SO3 + H2O
NaOH + HCl → NaCl + H2O
NaOH + HF → NaF + H2O
Vantagens
Alta eficiência na remoção do gás ácido
Sem desperdício de água
Baixo consumo de água
Passagem de Gases sempre direta pelo ESP
Alta confiabilidade de muitas experiências
Características do Sistema Semi-Dry com ESP

Vaporizaçãoda Água
SO2
Absorção do SO2 pela gotícula de Reagente
SO2
SO2
Partícula
NaOH
Reagente
Alcalino
Reação do NaOH com SO2
Na2SO3
SO2 + H2O
NaOH Fresco
SO2
Utilização Máxima
Partícula
NaOH
REAÇÃO DE ADSORÇÃO SEMI-DRY

0
50
100
150
200
250
300
350
400
450
WET SEMI-DRY DRY
Temperatura do Gás na Filtragem
0
10
20
30
40
50
60
70
80
90
100
1.0 2.0 3.0 4.0
DRY
WET
SEMI DRY
SR
Orientação Linha de Eficiência
%
COMPARAÇÃO ENTRE SISTEMAS

FOTOS DE UM SDR - SISTEMA SEMI DRY OPERANDO A 20 ANOS

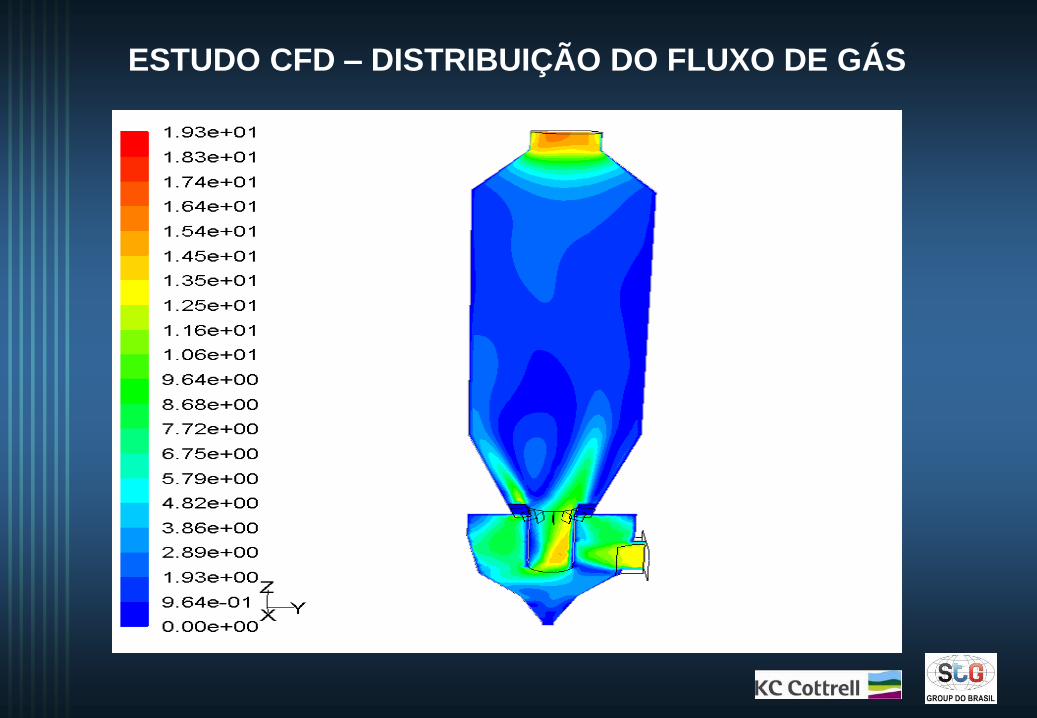
1、Distribuição do fluxo de gases
Feita com base no modelo do fluxo de gases testado e na
análise em CFD, para definição da melhor direção para os
gases e para a colocação de guias internas direcionadoras de
fluxos.
2、Isolamento térmico no Reator e nos Dutos
O isolamento térmico aplicado com espessura de 100mm.
3、 Manter uma temperatura adequada na Moega do Reator
Eventualmente colocar aquecedores elétricos no corpo da
Moega do Ciclone inferior.
4. Colocar Válvula Duplo Pendulo na Descarga
Na secção inferior do ciclone instalar válvula duplo pendulo
para descarga do pó coletado.
CUIDADOS NO PROJETO DO SDR - SISTEMA SEMI DRY

5、 Evitar impregnação nos bico de pulverização
Mono Bomba em interface com o ajuste de fluxo de ar comprimido.
Esta bomba de injeção de reagente é uma Mono Bomba com
Inversor de Frequência (VVVF) para segurar a pressão do bico de
pulverização de reagente, mesmo que a temperatura do fluxo de
gás ou conteúdo de SO2 se altere.
Aplicação de Ventilador de ar de purga para manter a região ao
redor dos bicos livre de impregnações.
Dotar o sistema de portas e janelas para inspeções internas.
CUIDADOS NO PROJETO DO SDR - SISTEMA SEMI DRY

CUIDADOS NO PROJETO DO SDR - SISTEMA SEMI DRY
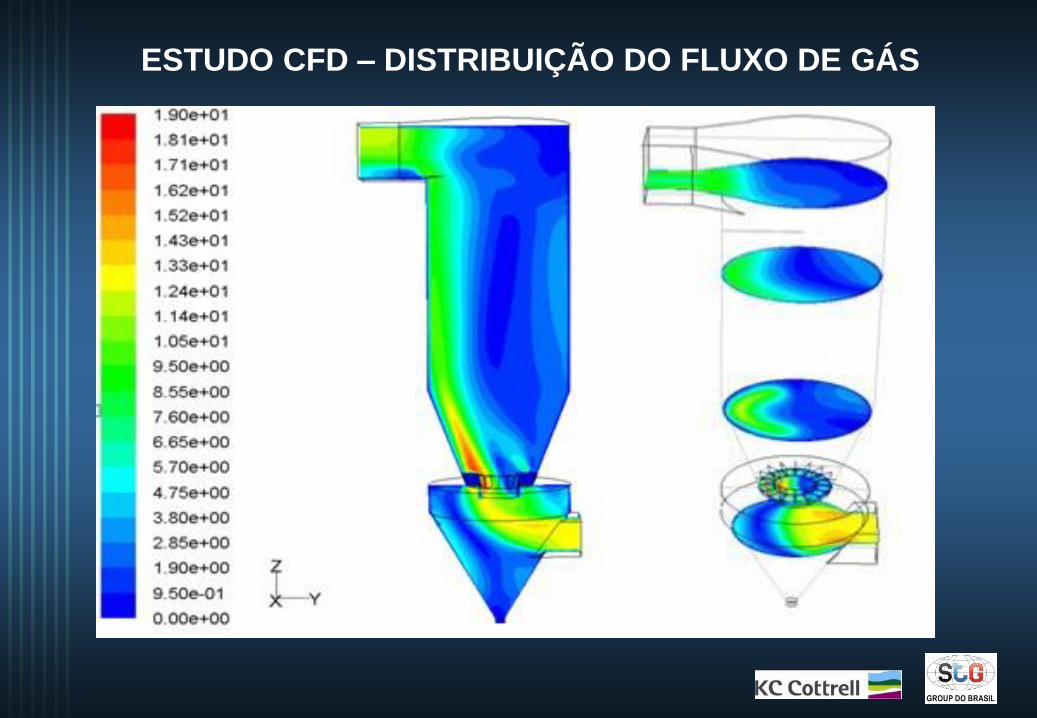
ESTUDO CFD – DISTRIBUIÇÃO DO FLUXO DE GÁS
ESTUDO CFD – DISTRIBUIÇÃO DO FLUXO DE GÁS

ESTUDO CFD – DISTRIBUIÇÃO DO FLUXO DE GÁS
(Secional)

ESTUDO CFD – DISTRIBUIÇÃO DO FLUXO DE GÁS
(Secional)

ESTUDOS CFD – DISTRIBUIÇÃO DO FLUXO DE GÁS
NOVAS PLANTAS PARA VIDRO

SISTEMA TÍPICO PARA INJEÇÃO SECA DE REAGENTE
Solução Nol-Tec KCC completa

SISTEMA TÍPICO PARA INJEÇÃO SECA DE REAGENTE
Solução Nol-Tec KCC completa

PRECIPITADORES ELETROSTÁTICOS

PRINCÍPIO DA IONIZAÇÃO DE PARTÍCULAS

TESTE DE RESISTIVIDADE NO PÓ

TESTE DE RESISTIVIDADE NO PÓ LABORATÓRIO PRÓPRIO – KCC NEW JERSEY

PRECIPITADORES ELETROSTÁTICOS Principio de Operação
Placas Inteiriças KCC G-Opzel TM

PRECIPITADORES ELETROSTÁTICOS Tipos de Eletrodos de Emissão

PRECIPITADORES ELETROSTÁTICOS Tipos de Placas de Coleta
Placas Inteiriças KCC G-Opzel TM
Placas Estreitas Lodge Plate

PRECIPITADORES ELETROSTÁTICOS Batedores dos Sistemas de Limpeza de Placas e Eletrodos Emissores
Impulso Magnético (MIGI M)
Instalados FORA do Fluxo de gases
Eventual Manutenção é Limpa
Martelos em Eixos Rotativos
Instalados DENTRO do Fluxo de gases
Eventual Manutenção é na Zona Suja

Comparação entre TR Power Plus & TR Conventional
CARACTERÍSTICAS DOS ESP
T/R Convencional Power Plus
SCR Angle Control (60Hz)
μ-processador
SMPS (Switching Mode Power Supply)
DSP (Digital Signal Processor) Métpdo de
Controle
1Fase 60Hz 380V 3Fase 60Hz 380V Potência de Entrada
SCR Controle de Ângulo(60Hz) iGBT Controle de Corrente (Alta Frequência 25kHz) Controle de
Frequência
0.63 0.94 Fator de Potência
8.33 ms 0.03 ms Tempo Resposta
de Arco
Si T/R , T/R Painel de Controle Power Plus (T/R + Controle) Componente
Si T/R
Controle T/R Power Plus
Teclado
Teclado
Carcaça e
Controle

Precipitador
Transformador AT
Alimentação
Tiristor
Retificador
TRANSFORMADOR RETIFICADOR x CAMPO ÉLÉTRICO

PRINCÍPIO DA IONIZAÇÃO DE PARTÍCULAS

Uma vez que os Transformadores Retificadores operam a alta tensões,
70 a 110 kV, é de suma importância sempre que possível enfatizar
alguns aspectos de Segurança:
Etapa de operação de Bloqueio de chave:
1、 Feche o interruptor no painel de controle de T / R, pegue a
chave de segurança.
2、 Inicie o aterramento do T/R pela chave de segurança,
liberando a elétrica.
3、 Abra a caixa de alteração de chave aterrando a chave de
segurança, obtenha a chave da porta de acesso.
4、 Abra a porta de acesso, e entre no ESP.
5. Após a intervenção siga o caminho inverso para religar os
Transformadores em segurança.
PRECIPITADORES ELETROSTÁTICOS Sistema de Chaves de Segurança

PRECIPITADORES ELETROSTÁTICOS Sistema de Chaves de Segurança

PRECIPITADORES ELETROSTÁTICOS Sistema de Chaves de Segurança

PRECIPITADORES ELETROSTÁTICOS Sistema de Chaves de Segurança

FILTRO DE MANGAS PLANTA STG NO CEARÁ - BRASIL

FILTRO DE MANGAS PLANTA STG NO CEARÁ - BRASIL
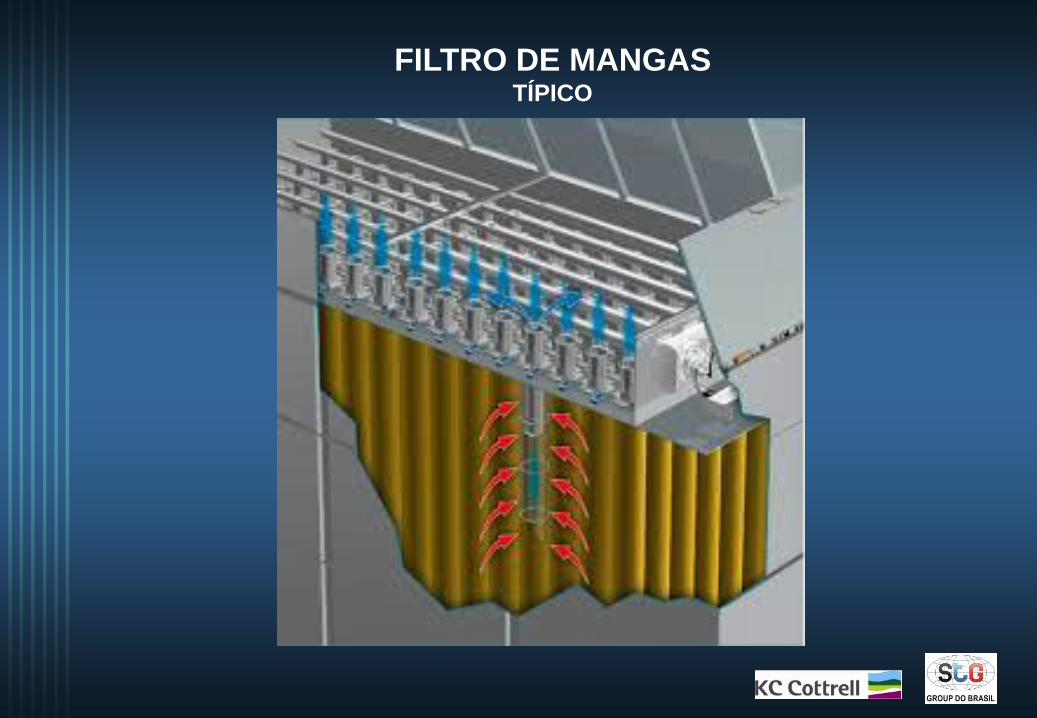
FILTRO DE MANGAS TÍPICO

FILTRO DE MANGAS PLANTA STG NO CEARÁ – BRASIL
PENTHOUSE - TOPO DO FILTRO
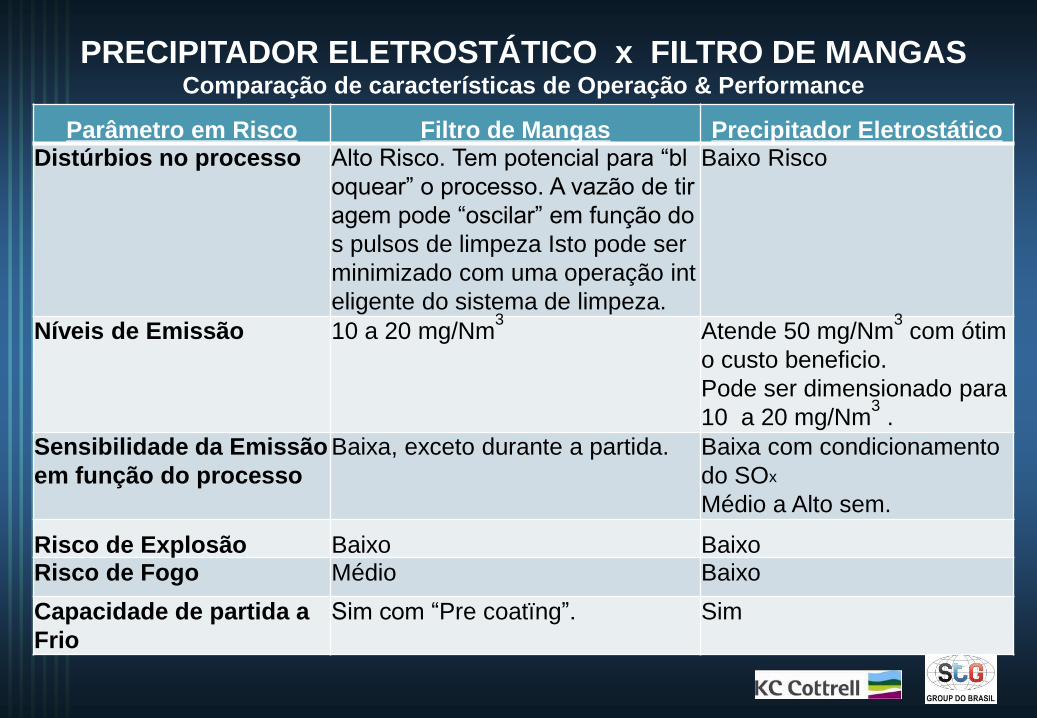
PRECIPITADOR ELETROSTÁTICO x FILTRO DE MANGAS Comparação de características de Operação & Performance
Parâmetro em Risco Filtro de Mangas Precipitador Eletrostático Distúrbios no processo Alto Risco. Tem potencial para “bl
oquear” o processo. A vazão de tir
agem pode “oscilar” em função do
s pulsos de limpeza Isto pode ser
minimizado com uma operação int
eligente do sistema de limpeza.
Baixo Risco
Níveis de Emissão 10 a 20 mg/Nm3 Atende 50 mg/Nm
3 com ótim
o custo beneficio.
Pode ser dimensionado para
10 a 20 mg/Nm3 .
Sensibilidade da Emissão
em função do processo
Baixa, exceto durante a partida. Baixa com condicionamento
do SOx
Médio a Alto sem.
Risco de Explosão Baixo Baixo Risco de Fogo Médio Baixo
Capacidade de partida a
Frio
Sim com “Pre coatïng”. Sim
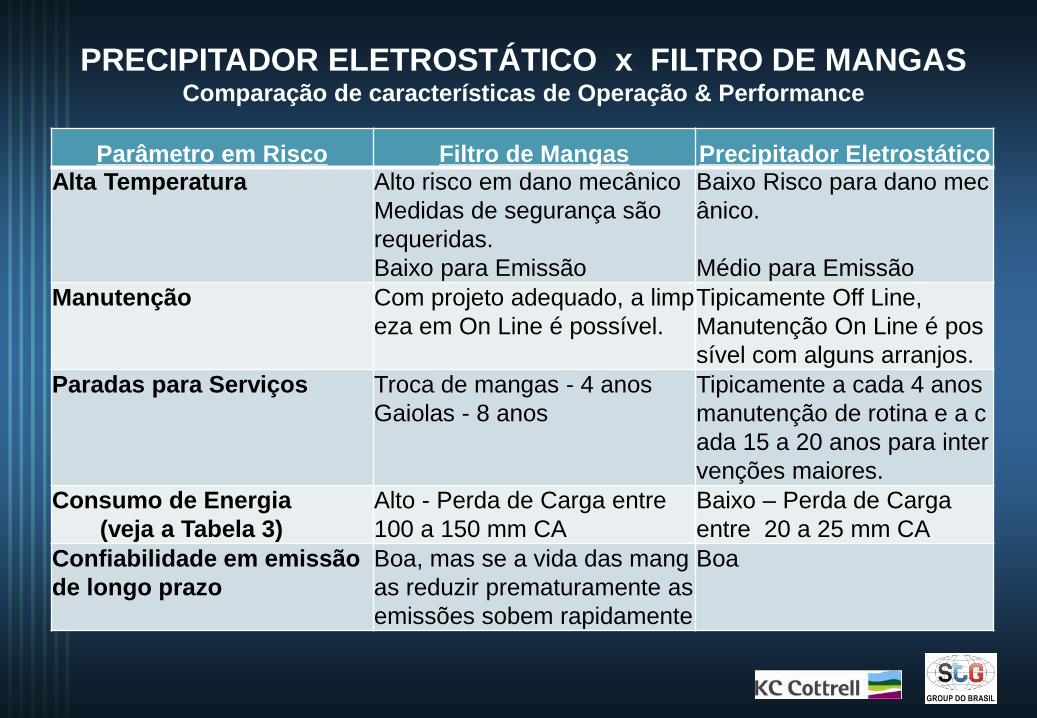
PRECIPITADOR ELETROSTÁTICO x FILTRO DE MANGAS Comparação de características de Operação & Performance
Parâmetro em Risco Filtro de Mangas Precipitador Eletrostático Alta Temperatura Alto risco em dano mecânico
Medidas de segurança são
requeridas.
Baixo para Emissão
Baixo Risco para dano mec
ânico.
Médio para Emissão
Manutenção Com projeto adequado, a limp
eza em On Line é possível.
Tipicamente Off Line,
Manutenção On Line é pos
sível com alguns arranjos.
Paradas para Serviços Troca de mangas - 4 anos
Gaiolas - 8 anos
Tipicamente a cada 4 anos
manutenção de rotina e a c
ada 15 a 20 anos para inter
venções maiores.
Consumo de Energia
(veja a Tabela 3)
Alto - Perda de Carga entre
100 a 150 mm CA
Baixo – Perda de Carga
entre 20 a 25 mm CA
Confiabilidade em emissão
de longo prazo
Boa, mas se a vida das mang
as reduzir prematuramente as
emissões sobem rapidamente
Boa

SISTEMAS DE CONTROLE DE POLUIÇÃO POSSÍVEIS SOLUÇÕES TÉCNICAS PARA O SISTEMA
SISTEMAS PARA DESCARGA DE PÓ
Uma vez que os materiais particulados (pó) tenham sido separados dos
gases e coletados nas tremonhas do sistema coletor, Precipitador
Eletrostático ou Filtro de Mangas, estes são transferidos para fora
destas tremonhas por sistemas clássicos compostos de:
a. Válvulas Rotativas ou Duplo Pendulo: para descarga do pó coletado
com um mínimo de entrada de ar ambiente para dentro do sistema,
mantendo a estanqueidade preservada.
b. Roscas ou Correntes Transportadoras: Preferencialmente se procura
colocar estes transportadores de pó externamente ao sistema
antipoluição, de forma a que se possa sempre efetuar serviços de
inspeção e eventuais manutenções sem a necessidade de parada do
sistema de exaustão e filtragem dos gases do forno de vidro.
c. O pó coletado é transferido para Big Bags ou para Silos de
estocagem, primeiramente ao lado do sistema e em um segundo
momento para retorno ao forno, em silos na área de Bacth House.
d. Transporte Pneumático a baixa velocidade em fase densa.

ARRASTADORES DE PÓ EXTERNOS ÀS MOEGAS PRECIPITADORES OU FILTRO DE MANGAS
DESCARGA DE’ PÓ COM MÍNIMA CARGA SOBRE O TRANSPORTADOR EXTERNO

VÁLVULAS ROTATIVAS – DESCARGA DE PÓ PRECIPITADORES OU FILTRO DE MANGAS

ITEM Seco Semi-Dry Úmido
Reator Principal Injetor Seco Reator Semi Dry Lavador Úmido
Processo DI + Filtro Mangas SDR + ESP ESP + GGH + WS
Temp. Operação 120 - 330 ℃ 120 - 330 ℃ Max 160 ℃
Tipo de Reagente NaHCO3
Mg(OH)2, Ca(OH)2
NaOH, NaHCO3
Mg(OH)2, Ca(OH)2
NaOH, CaCO3
Mg(OH)2, Ca(OH)2
Fase da Química Sólido Reagente Reagente
Fase do Produto Sólido Sólido Reagente
COMPARAÇÃO ENTRE AS DIVERSAS SOLUÇÕES

ITEM Seco Semi-Dry Úmido
Sistema de Tratamento
de Água Não Precisa Não Precisa Precisa
Eficiência de Remoção 40 – 70 % > 90 % >90 %
Consumo de Água N/A Baixa Alta
Aplicação Incineradores
Pequenos plantas
Térmicas porte médio
Forno Vidro em geral
Grandes
Térmicas
CAPEX
Custo de Capital Baixo Médio Alto
OPEX
Custo de Operação Alto Médio Baixo
COMPARAÇÃO ENTRE AS DIVERSAS SOLUÇÕES

Lista de Referência – Forno de Vidro FGTS
Cliente & Localização Aplicação Star-Up Date Gás Vol. (Am3/min)
Korea Electric Glass Co. Ltd
Kumi Factory Glass Melting Furnace 1979 1,400
Samsung Corning Co. Ltd.
Suweon Factory
Panel Glass Melting
Furnace 1982 3,170
Samsung Corning Co. Ltd.
Suweon Factory
Funnel Glass Melting
Furnace 1982 2,207
Pacific Development Corp. Suweon Factory
Glass Melting Furnace 1983 400
Hankook Glass Ind. Co. Ltd
Inchon Factory Glass Melting Furnace 1985 600

Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
Jinro Glass Ind. Co., Ltd.
Inchon Factory Glass Melting Furnace 1986 980
Samsung heavy Ind. Co. Ltd.
Suweon Factory
Panel Glass Melting
Furnace 1986 4,035
Doosan Glass Ind. Co. Ltd.
Kunsan Factory Glass Melting Furnace 1986 682
Hankook Electric Glass Co. Ltd
Kumi Factory Glass Melting Furnace 1987 1,710
Korea Electric Glass Co. Ltd
Kumi Factory Glass Melting Furnace 1988 1,192
Lista de Referência – Forno de Vidro FGTS

Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
Samsung Corning Co. Ltd.
Suweon Factory
Funnel Glass Melting
Furnace 1988 3,170
Korea Electric Glass Co. Ltd
Kumi Factory Glass Melting Furnace 1988 1,192
Doosan Glass Ind. Co. Ltd.
Kunsan Factory Glass Melting Furnace 1988 682
Doosan Glass Ind. Co. Ltd.
Kunsan Factory Glass Melting Furnace 1989 255
Doosan Glass Ind. Co. Ltd.
Kunsan Factory Glass Melting Furnace 1990 872
Pacific Development Corp. Janghang Factory
Glass Melting Furnace 1990 815
Lista de Referência – Forno de Vidro FGTS

Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
Jinro Glass Ind. Co., Ltd.
Yicheon Factory Glass Melting Furnace 1990 783
Jinro Glass Ind. Co., Ltd.
Onyang Factory Glass Melting Furnace 1991 554
Doosan Glass Ind. Co. Ltd.
Kunsan Factory Glass Melting Furnace 1991 1,870
Doosan Glass Ind. Co. Ltd.
Kihung Factory Glass Melting Furnace 1991 737
Youngchang Music Instrument
Incheon Factory Glass Melting Furnace 1991 4,402
Pacific Development Corp. Janghang Factory
Glass Melting Furnace 1992 716
Lista de Referência – Forno de Vidro FGTS

Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
Kofran Chemical Co., Ltd.
Onsan Factory Glass Melting Furnace 1992 614
Hankook Electric Glass Co. Ltd
Kumi Factory NCP Furnace 1993 2,425
Hankook Electric Glass Co. Ltd
Kumi Factory C/L Panel 1993 1,710
Hankook Electric Glass Co. Ltd
Kumi Factory Glass Melting Furnace 1993 2,347
Kumbi Corp.
Onyang Factory Glass Melting Furnace 1993 4,053
Kumbi Corp.
Inchon Factory Glass Melting Furnace 1994 4,053
Lista de Referência – Forno de Vidro FGTS

Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
Pacific Development Corp. Janghang Factory
Glass Melting Furnace 1994 815
Hankook Electric Glass Co. Ltd
Kumi No. 2 Factory
Funnel Furnace
Panel Furnace 1995
1,155
4,347x2
Hannil Glass Industries Co. Ltd
Osan Factory Glass Melting Furnace 1995 975
Hankook Electric Glass Co. Ltd
Kumi No.3 Factory Panel Furnace 1996 3,077x2
Doosan Packaging Materials Co.
Kunsan Factory Glass Melting Furnace 1999 682
Doosan Packaging Materials Co.
Kunpo Factory Glass Melting Furnace 1999 737
Lista de Referência – Forno de Vidro FGTS

Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
Hankook Electric Glass Co. Ltd
Kumi Factory Glass Melting Furnace 1999 1,710
Doosan Corporation Techpack
Kunsan Factory Glass Melting Furnace 2004 1,258
Saint Gobain Corporation
Nanjing Factory
(SDR+ESP)
Float Glass Melting
Furnace 2011 2,235
Saint Gobain Corporation
Qingdao Factory
(SDR+ESP)
Float Glass Melting
Furnace 2011 2,395
Lista de Referência – Forno de Vidro FGTS

Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
Korea ICC group Busan Incinerator 50TPD 1986 900
Hyundai industry Co. Ltd Incineration 30 TPD 1988 437
Korea Caprolactum Co. Ltd Incinerator 90 TPD 1988 1,545
Korea Chen Zu paper plant Incinerator 70 TPD 1988 1,155
Samnam Oil chemical plant Incinerator 35 TPD 1989 510
Lista de Referência – Incineradores

Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
Korea Kukjae group Incinerator 50 TPD 1992 900
Korea Lucky development Co. Ltd Incinerator 40 TPD 1992 670
Sansung industry Co. Ltd Municipal Waste
Incinerator 300TPD 1993 2,808
Shinkang paper plant Incinerator 50 TPD 1993 810
Korea POSCO Incinerator 80TPD 1995 1,328
Lista de Referência – Incineradores

Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
Sunglim oil plant Incinerator #5 50 TPD 1994 752
Nu-lake Co. Ltd Incinerator 25 TPD 1995 330
Shinwha engineering Co. Ltd Incinerator 40 TPD 1996 689
Daejeong Jeonghap Plant Incinerator 100 TPD 1996 1,762
Sunglim oil plant Incinerator #8 100 TPD 1996 1,780
Lista de Referência – Incineradores

Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
Kyeong San plant
Shinjin paper plant
Incinerator 30 TPD
1997 338
Sunglim oil plant Incinerator #4 120TPD
1998 2,600
Hansol paper plant Incinerator 70 TPD
1998 1,155
POSCO engineering Co, Ltd Incineration Pilot Project 2002 1,324
Lista de Referência – Incineradores

Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
Chongqing Nine dragon paper plant 2X320ton/hr boiler 2008 9,700
6#、7#、8#、9#
Fushun oil plant
2X50MW boiler
2X100MW boiler 2008~2009
2,600
4,500
Formosa Plastics Corp. USA 2X500ton/hr boiler 2009 10,700
Shandong Black Carbon Black Carbon 2009 861.8
Lista de Referência – Incineradores

Lista de Referência – Projetos Turnkey
Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
Talin Steam Power Station, Taiwan
2X375MW, ESP Coal Fired Boiler 1992 28,167
Hsinta Steam Power Station, Taiwan
2X375MW, ESP Coal Fired Boiler 1992 50,800
ShenAo Steam Power Station, Taiwan
200MW, ESP Glass Melting Furnace 1993 20,175
Iligan Cement Corporation,
Philippines
ESP
Kiln 1995 4,060
PT Suparma Paper Industry
Thermal Power Plant, Indonesia
27MW, ESP Coal Fired Boiler 1997 4,910

Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
Bosowa Cement Co., Ltd, Indonesia
ESP Mill 1997 5,279
Kamaish Power Plant, Japan
149MW, ESP Coal Fired Boiler 2000 11,430
Taichung Steam Power Station, Taiwan
2X550MW, ESP Coal Fired Boiler 2004 2x52,666
Bridgestone Carbon Black, Thailand
FGD
(Wet Limestone-Gypsum Process)
Carbon Black Plant
with boiler 2005 2,018
Lista de Referência – Projetos Turnkey

Cliente & Localização Aplicação Star-Up Date Gas Vol. (Am3/min)
BLCP Power Plant, Thailand
FGD (Mg(OH)2 process) Coal Fired Boiler 2005 30,637
Siam Takuma Co., Limited, Tailand
Surin Sugar Co., Ltd. Bagasse Fired Boiler 2005 9,515
Yokohama Power Station, Chile
35MW, ESP Coal Fired Boiler 2007 3,943
VN2 Power Station, Vietnam
100MW, ESP Coal Fired Boiler 2010 9,699
Hsinta Steam Power Station, Taiwan
2X500MW, FGD+ESP+Ash handling Coal Fired Boiler 2010 49,640
Lista de Referência – Projetos Turnkey

Fushun oil Power plant 6# SDR

Shandong Black carbon plant SDR