shell moulding - engmecunip2016.files.wordpress.com · anteriormente (areia e shell), onde o molde...
TRANSCRIPT

FUNDIÇÃOShell Moulding
Nesse processo é usando como molde uma casca, feita de
uma mistura composta de areia fina aglomerada com resina
fenólica ou furânica.
A mistura tem a propriedade de sinterizar-se formando
uma casca permeável, ao entrar em contato com a superfície
do modelo metálico aquecido a cerca de 200º C.

FUNDIÇÃO
Sílica eresina
Modelo metálicoaquecido a 200º C
Formação da cascapor 15 a 20 s
A sobra de areiaserá reaproveitada
Sinterização da cascap/ 30 a 40 s a 300º C
molde montado
Shell Moulding - Esquema do processo

FUNDIÇÃOShell Moulding - Aplicações
• Permite obter peças de ferro fundido, aço e metais não
ferrosos com pesos desde dezenas de gramas até
aproximadamente 200 Kg.

FUNDIÇÃOShell Moulding - Vantagens
•É uma tecnologia simples e fácil de automatizar
• Boa precisão dimensional: 0,2 a 0,5 mm
• Excelente acabamento superficial
• Permite obter peças com paredes finas e detalhes
• É um processo limpo e que exige pouco espaço físico
• Permite que o molde seja estocado por longo tempo

Fundição em Moldes Permanentes
O molde metálico, que pode ser utilizado um grande número
de vezes é denominado permanente, ao contrário dos vistos
anteriormente (areia e shell), onde o molde é usado uma
única vez.
Existem dois processos básicos para a fundição em moldes
metálicos:
· Por gravidade · Sob pressão

Fundição em Moldes Metálicos:
Fundição em Coquilha
Neste processo o molde metálico é enchido unicamente
pela ação da gravidade.
Os machos usados podem ser metálicos ou de areia.

Fundição em Moldes Metálicos:
Fundição em Coquilha
Aplicações:
• Peças de até 200 kg
de ferro fundido e
metais não ferrosos
Durabilidade do
Molde:
• Até 100.000 peças
Características:
• Granulometria fina
• Propriedades mecânicas
elevadas
• Precisão dimensional de
até 0,1mm
• Elevadas tensões
superficiais

Fundição em Moldes Metálicos:
Fundição em Coquilha
Fundição de um pistão para motor de automóvel

Fundição em Moldes Metálicos:
Fundição em Coquilha
Fundição de uma carcaça de bomba

Molde
Fundição em Moldes Metálicos:
Fundição Sob Pressão
Aplicações:
Peças de metais não
ferrosos
Produção:
Até 1.000 peças p/ h
Características:
Grão fino
Propriedades mecânicas
elevadas
Orifícios e paredes de até
1 mm
Precisão de 0,1- 0,01

Máquina de Fundição Sob Pressão com Câmara
Quente de Ação por êmbolo
Características:
Para materiais com ponto de
fusão<450º C (Pb, Sn, Zn)
Produção de até 1.000
peças/h
Pressão de 6 a 100
atm
Limitação: Emperramento do êmbolo, devido à formação de óxidos.

Máquina de fundição sob pressão com câmara
quente com alimentador móvel
Características:
Para materiais com
ponto de
fusão< 650 C
Produção de até 500
peças/h
Pressão de 10 a 80 atm

Máquina para Fundição Sob Pressão com
Câmara Fria
Características:
•Para materiais com alto
ponto de fusão, ou que
produzam
muito óxido (Cu, Al)
•Material alimentado em
estado pastoso
•Produção de até 500
peças/h
•Pressão de 200 a 2.000 atm
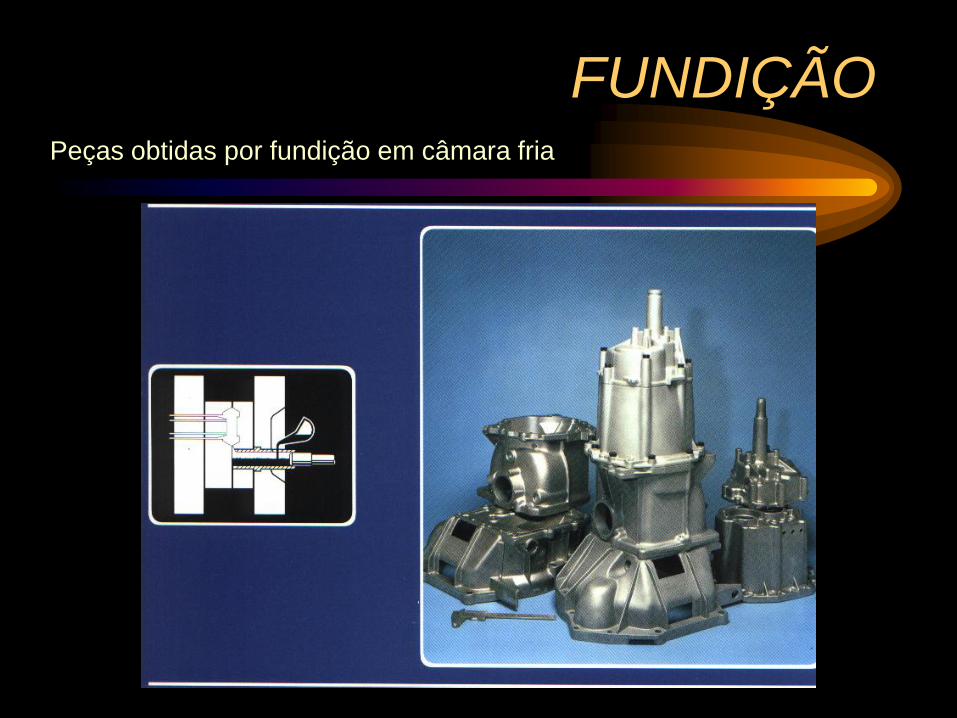
FUNDIÇÃOPeças obtidas por fundição em câmara fria

FUNDIÇÃO
Máquina para fundição com câmara fria

Fundição CentrífugaVertical
Horizontal
Usada para produção de tubos,
polias, engrenagens e peças
cilíndricas em geral
5520 n - [rpm]
- [g/cm ]3
R - [cm]
n >R

Fundição CentrífugaProdução de tubos

FUNDIÇÃOFundição contínua

FUNDIÇÃO

FUNDIÇÃO
Processo da cera perdida
Peças em aço e ligas não ferrosas de 3 a 20 kg, com
tolerância dimensional média de 0,3 mm.